Maxell
-
Postów
46 215 -
Dołączył
-
Ostatnia wizyta
-
Wygrane w rankingu
180
Typ zawartości
Profile
Forum
Wydarzenia
Mapa użytkowników
Sklep
Giełda
Treść opublikowana przez Maxell
-
[Film] Szynkowarzenie, wyroby w osłonkach barierowych oraz konserwy na płycie
Maxell odpowiedział(a) na Maxell temat w Podstawy technologii
Musi się zebrać poważniejsza grupa chętnych, gdyż niestety te "zabawy z kamerą" i przygotowanie logistyczne takiej operacji, są nieco... kosztowne. -
Todkowe zadymianie, a może i nie tylko
Maxell odpowiedział(a) na Todek temat w Kącik kuchenny moto-zadymiacza Todkowe zadymianie, a może i nie tylko
Faktycznie - "taka tam". -
Język przepisów kulinarnych i menu jest pełen tajemniczych określeń i zwrotów obcojęzycznych, głównie włoskich i francuskich. Zwroty te wchodzą do języka za sprawą popularnych potraw, pochodzących z różnych krajów. Ale nawet polskie pojęcia, np. „gotowanie na parze", mogą być niejasne dla niedoświadczonego adepta sztuki kulinarnej. Poniższy słowniczek ma za zadanie rozjaśnić nieco mroki terminologii stosowanej w wielu zbiorach przepisów i kartach dań. al dente - włoskie określenie właściwej twardości gotowanych składników, oznaczające, że są one miękkie, ale twardawe przy przegryzaniu; zwykle odnosi się do makaronu. anchois - filety z konserwowej sardeli, ostro przyprawionej. antipasto - włoskie określenie potrawy podawanej przed głównym daniem, czyli przystawki w postaci zimnych mieś, warzyw i serów. Typowe włoskie antipasto to zestaw, w którego skład wchodzą: salami, szynka parmeńska, marynowane karczochy, filety anchois, oliwki, tuńczyk i ser provolone. au gratin, gratin - zapiekanka posypana bułką tartą, zwykle z sosem serowym, o zarumienionej chrupiącej skórce. beurre manie - mieszanka mąki i masła (1:1); ma postać jednolitej masy; dodawana w małych ilościach w celu zagęszczania potraw. blanc - mieszanka wody z mąką i sokiem z cytryny; gotuje się w niej niektóre warzywa, aby zapobiec utracie koloru. blanquette - biały wywar z jagnięciny, cielęciny lub kurczaka, zaprawiony żółtkami i śmietanką, podawany z cebulą i grzybami. blanszowanie - zanurzanie we wrzątku, a w niektórych przypadkach dodatkowo w zimnej wodzie. Owoce i orzechy blanszuje się, żeby łatwiej usunąć skórkę. błonnik - substancja zawarta w ścianie komórkowej roślin, która w ludzkim organizmie jest trawiona tylko częściowo albo wcale, ale wspomaga trawienie innych pokarmów. bonne femme - dania przygotowane według tradycyjnej francuskiej receptury. Kurczak i wieprzowina bonne femme są podawane z boczkiem, ziemniakami i młodą cebulką, a ryba bonne femme - z grzybami w sosie na białym winie. brązowienie - szybkie obsmażanie produktu ze wszystkich stron na dużym ogniu. bukiet garni - wiązka ziół, zazwyczaj składająca się z natki pietruszki, tymianku, majeranku, rozmarynu, listka laurowego, ziarnistego pieprzu i goździków, owiązana gazą, stosowana do aromatyzowania zup i wywarów. bulion - płyn zawierający wyciąg substancji smakowych, aromatycznych i odżywczych z kości, mięsa, ryb lub warzyw. burghul (bulgur) - rodzaj pszenicy, której ziarno przed zmieleniem jest poddawane działaniu pary, a następnie suszone. calzone - półokrągły pieróg z ciasta na pizzę, napełniony mięsem lub warzywami, zalepiony i upieczony. chasseur - francuska metoda przyrządzania mięsa i dań z kurczaka — z grzybami, szalotkami, białym winem i pomidorami. chińska kapusta - zwana także pak choi lub bok cboy; gatunek kapusty wykorzystywanej w kuchni Dalekiego Wschodu, najczęściej w potrawach typu stir-fry. ciemny olej sezamowy - olej o dużej zawartości wielonienasyconych kwasów tłuszczowych, używany do przyprawiania potraw. Nie należy zastępować go jasnym olejem sezamowym. concasser - krojenie, zwykle pomidorów, w grubą kostkę. consomme - rosół (bulion), zazwyczaj z wołowiny. coulis - płynny przecier, sos, zwykle ze świeżych lub gotowanych owoców i warzyw, którym można polewać potrawy. Może mieć jednolitą konsystencję lub zawierać kawałki owoców czy warzyw. crème fraîche — gęsta, kwaśna śmietana, która nie warzy się podczas podgrzewania, a po schłodzeniu daje się ubijać. Dostępna w sklepach, jest dość kosztowna, ale można ją przyrządzić domowym sposobem: 1 szklankę kremowej śmietanki wlewamy do szklanego pojemnika, dodajemy 1—2 łyżki maślanki i dokładnie mieszamy. Przykrywamy i odstawiamy w temperaturze pokojowej na około 1 dobę, aż zgęstnieje. Jeszcze raz dokładnie mieszamy, przykrywamy i przechowujemy w lodówce do dwóch tygodni. croutons - drobne grzanki z opieczonego lub obsmażonego chleba, pokrojone w kostkę; używane do zup i sałatek. czuszka - ostra, czerwona lub zielona papryka chili, zwana także peperoni.. Sproszkowana nazywana jest chili, zmielona — pieprzem cayenne. deglasowanie - rozpuszczanie w wodzie pozostałości po smażeniu, które zebrały się na dnie patelni lub rondla i zeskrobywanie okruchów, energiczne mieszanie i doprowadzanie do wrzenia. Powstała mieszanina może być użyta do przyrządzenia sosu. duszenie - gotowanie drobiu, dziczyzny, ryb i innego mięsa lub warzyw w całości lub w dużych kawałkach w małej ilości wina, wywaru lub innego płynu w przykrytym naczyniu. Mięso najpierw obrumienia się na tłuszczu, a następnie powoli dusi w piekarniku lub na małym ogniu. Duszenie stosuje się do twardych mięs i starszego drobiu. Produktem ubocznym jest esencjonalny sos. Dutch oven - ciężki, często żeliwny lub gliniany garnek z pokrywką. dynia - roślina o dużych, bogatych w wartości odżywcze owocach, występująca w trzech gatunkach: olbrzymia, zwyczajna (odmiany: cukinia, makaronowa, patison, kabaczek) i piżmowa. emulsja - mieszanina dwóch płynów, wzajemnie w sobie nierozpuszczalnych, np. oleju i wody. filet - specjalnie odcięty kawałek mięsa (wołowiny, jagnięciny, wieprzowiny lub cielęciny); pierś drobiu lub dziczyzny; kawałek mięsa ryby oddzielony od kręgosłupa i zazwyczaj pozbawiony ości. filo - bardzo cienkie płaty gotowego ciasta. Poszczególne płaty posmarowane tłuszczem układa się warstwami, a następnie zawija w nie mięso, owoce lub inne produkty i zapieka. flambé - podpalanie (tuż przed podaniem) potraw skropionych alkoholem. fricassee - danie, w którym drób, ryba lub warzywa są podane w sosie beszamelowym lub podobnym. garnirowanie - dekorowanie potraw, zwykle jadalnymi składnikami. glazurowanie - pokrywanie ciast, owoców lub pieczonych mięs cienką warstwą rozmąconego jaja, syropu lub galaretki, w celu uzyskania połysku. gluten - białko zawarte w mące, które sprawia, że podczas zagniatania ciasto staje się elastyczne. gotowanie na małym ogniu - podgrzewanie w płynie, którego temperatura utrzymywana jest tuż poniżej temperatury wrzenia, dzięki czemu produkty gotują się powoli, w stałej temperaturze. gotowanie na parze - gotowanie pod przykryciem nad mała ilością wrzącej wody, w specjalnym naczyniu z otworami, stojącym w większym garnku napełnionym wodą. grillowanie (w piekarniku) - opiekanie w wysokiej temperaturze w piekarniku z elementem grzejnym u góry. hartowanie - szybkie schładzanie produktów przez polewanie bieżącą, zimną wodą lub zanurzenie w lodowatej wodzie, w celu zatrzymania procesu gotowania. Zwykle stosuje się do warzyw, czasem do owoców morza. hors d'oeuvre - przystawka podawana przed głównym daniem, dla zaostrzenia apetytu. julienne - warzywa, sery, pokrojone na drobne słupki („na zapałkę"). karmelizowanie - topienie cukru, aż zmieni się w złotobrązowy syrop. klarowanie (masło) - topienie masła i oddzielanie tłuszczu od zanieczyszczeń. krojenie w kostkę - krojenie na małe kawałki o krawędziach zbliżonej długości (sześciany lub kwadraty). kuskus - kasza z semoliny, w kształcie drobnych kulek. Tradycyjny składnik potraw z mięsem i warzywami w kuchni arabskiej. liście winorośli - miękkie liście o delikatnym smaku, używane w kuchniach regionalnych do zawijania potraw. Ponieważ zazwyczaj są przechowywane w solance, przed użyciem należy je opłukać. macerowanie - moczenie produktu spożywczego w płynie w celu zmiękczenia go. marynata - doprawiony płyn, zwykle mieszanka oleju i kwaśnego płynu, w której zanurza się (marynuje) mięso i inne produkty w celu ich zmiękczenia i nadania aromatu. maślanka - produkt mleczny o charakterystycznym smaku i niskiej zawartości tłuszczu. Lekka kwaskowatość sprawia, że nadaje się ona doskonale do marynowania drobiu. mielenie - dokładne rozdrabnianie produktów za pomocą maszynki do mielenia. miksowanie - dokładne rozdrabnianie i mieszanie za pomocą robota kuchennego. mononienasycone kwasy tłuszczowe - jeden z trzech rodzajów kwasów tłuszczowych obecnych w produktach jadalnych. Uważa się, że ich spożycie nie podnosi poziomu cholesterolu we krwi. nacięcie motylowe - przecięcie kawałka mięsa lub ryby na połowę w płaszczyźnie poziomej, ale nie do końca; po rozłożeniu uzyskujemy kształt przypominający motyla. Często nacina się tak kotlety wieprzowe, królewskie krewetki i grube filety rybne, aby przyspieszyć ich przyrządzanie. nacinanie - robienie płytkich nacięć na powierzchni produktu, które zapobiegają odkształcaniu produktów lub urozmaicają ich wygląd. namaczanie - zwilżanie (np. żelatyny) zimną wodą, aby produkt wchłonął wilgoć i łatwiej się rozpuścił lub zanurzanie produktów w ciepłej albo zimnej wodzie na dłuższy czas, w celu zmiękczenia i usunięcia nieprzyjemnego zapachu. nasycone kwasy tłuszczowe - jeden z trzech rodzajów kwasów tłuszczowych obecnych w produktach jadalnych, a dokładnie w tłuszczach zwierzęcych oraz olejach palmowych i kokosowych. Ich spożywanie podnosi poziom cholesterolu we krwi. Ponieważ wysoki poziom cholesterolu może powodować choroby serca, zaleca się, aby kalorie pochodzące z nasyconych kwasów tłuszczowych nie przekraczały 15% dziennego zapotrzebowania kalorycznego. natłuszczanie - smarowanie lub nacieranie (zazwyczaj naczynia) olejem lub innym tłuszczem. noisette - mały kawałek jagnięciny, zrolowany i pokrojony w plastry; potrawa o smaku orzechów laskowych lub stopione i zarumienione masło. obgotowywanie - krótkie gotowanie we wrzącej wodzie. obieranie - zdejmowanie skórki. obtaczanie - pokrywanie cienką warstwą mąki, cukru, mielonych orzechów, bułki tartej, ziaren maku lub sezamu, mieszaniną cukru z mielonym cynamonem lub sproszkowaną przyprawą. ocet balsamiczny - łagodny, bardzo aromatyczny ocet na bazie wina, produkowany w północnych Włoszech. Zgodnie z tradycyjną recepturą ocet ten leżakuje siedem lat w beczkach wykonanych z różnych gatunków drewna. ocet ryżowy - delikatny, aromatyczny ocet do sałatek. ocieranie - ścieranie na tarce zewnętrznej warstwy skórki owoców cytrusowych, zawierającej aromatyczne olejki. Skórkę można też cienko obierać. Należy uważać, aby oddzielić aromatyczną, kolorową warstwę od znajdującej się pod nią warstwy białej i gorzkiej. odparowywanie - podgrzewanie na bardzo dużym ogniu, bez przykrycia, w celu zmniejszenia objętości płynu. odtłuszczanie - zdejmowanie tłuszczu z powierzchni płynu. Jeśli to możliwe, płyn powinien być schłodzony, aby tłuszcze się ścięły. Tłuszcz z gorącego płynu zdejmujemy łyżką, ewentualnie paseczkami chłonnego papierowego ręcznika. oliwa z oliwek - tłuszcz tłoczony z oliwek różnych odmian. Oliwa extra virgin ma pełny, owocowy aromat i najniższą zawartość kwasu oleinowego. Oliwa virgin jest mniej aromatyczna i ma więcej kwasu oleinowego. Czysta oliwa z oliwek jest preparowaną mieszanką tłuszczów, ma najwięcej kwasu oleinowego i jest najdelikatniejsza. opalanie - szybkie przypalanie skóry (dotyczy drobiu) w celu usunięcia pozostałości wyskubanego upierzenia. oparzenie - opłukanie wrzącą wodą. orzeszki piniowe - zwane także piniolami; jadalne nasiona pinii, bogate w tłuszcz. pasztet - warzywa lub mięso przyrządzone w postaci kremowej pasty i upieczone w specjalnej, podłużnej formie. po amerykańsku - sposób podawania ryb i owoców morza (np. homara lub żabnicy) w sosie z oliwy z oliwek, aromatycznych ziół, pomidorów, białego wina, wywaru rybnego, brandy i estragonu. po angielsku - metoda przyrządzania prostych gotowanych dań, takich jak warzywa z wody. Assiette anglaise oznacza talerz zimnych gotowanych mięs. po normandzku - sposób podawania ryby z dekoracją z owoców morza i z grzybami w kremowym sosie z białego wina lub sposób podawania drobiu i mięsa z sosem ze śmietany z calvadosem i jabłkami. podlewanie - nawilżanie potrawy podczas pieczenia przez polewanie lub smarowanie płynem albo tłuszczem. porcjowanie, rozbieranie - dzielenie drobiu, dziczyzny na porcje przez rozcinanie stawów. przesiewanie - przesypywanie suchych, sproszkowanych składników przez sito w celu spulchnienia i usunięcia grudek. puree - gładka masa z warzyw lub owoców, uzyskana dzięki przetarciu produktów przez sito lub zmiksowaniu za pomocą robota kuchennego. ragout - esencjonalna, dobrze przyprawiona potrawa z mięsem, warzywami i winem. ragù - sos z mielonym mięsem i przyprawami. ramekiny - małe, owalne lub okrągłe naczynia do zapiekania potraw. rolada - płat mięsa, zwykle wieprzowiny lub cielęciny, posmarowany farszem, zawinięty i uduszony. Rolada to także ciasto z nadzieniem zwinięte w rulon. rozdrabnianie - dzielenie produktów na małe kawałeczki za pomocą widelca. rozpuszczanie - mieszanie suchego składnika z płynem, do uzyskania substancji całkowicie płynnej. rumienienie - smażenie w małej ilości tłuszczu, aż powierzchnia stanie się złotobrązowa. salsa - sos, który powstał w wyniku gotowania lub pieczenia produktu, także sos dodawany do potrawy w celu wzbogacenia smaku. W kuchni meksykańskiej - sos podawany jako dodatek do chipsów kukurydzianych. sałatka nicejska - dekoracja potrawy z pomidorów, czosnku i czarnych oliwek lub sałatka z dodatkiem filetów anchois, tuńczyka i fasoli. skraplanie - polewanie wierzchniej warstwy potrawy cienkim strumieniem płynu. smażenie - przyrządzanie (rumienienie) potraw na patelni z małą ilością tłuszczu. spożycie tłuszczów - spożycie wszystkich trzech rodzajów kwasów tłuszczowych. Dawka kalorii z tłuszczu nie powinna przekraczać 35% dziennego zapotrzebowania kalorycznego. stir-fry - smażenie z mieszaniem, dalekowschodni sposób przyrządzania mięs i warzyw pokrojonych na małe kawałki, na dużym ogniu i w małej ilości tłuszczu, zwykle w woku (głębokiej patelni o stromych brzegach). Istotne jest tu ciągłe mieszanie, które umożliwia równomierne smażenie składników. sugo - włoski sos na bazie płynów, które powstały podczas gotowania owoców lub mięs. szpikowanie - nakłuwanie lub nacinanie produktów (zazwyczaj mięsa) i wprowadzanie w powstały otwór dodatków, np. goździków, słoniny. szumowanie - usuwanie zanieczyszczeń z powierzchni płynu za pomocą łyżki cedzakowej. topienie - podgrzewanie produktów do uzyskania płynnej konsystencji. trawka cytrynowa - suszona lub świeża przyprawa w postaci długich, cienkich łodyżek o cytrynowym smaku i aromacie. ubijanie - energiczne mieszanie, zazwyczaj sprężystą trzepaczką, w celu spulchnienia i zwiększenia objętości produktu. ucieranie do białości - mieszanie za pomocą miksera lub drewnianej łyżki do uzyskania gładkiej, kremowej masy. Dotyczy zwykle jaj, cukru, masła. warzywa krzyżowe - rodzina roślin o silnym aromacie i smaku, do której należą kapusta, rzodkiewka, chrzan, rzeżucha. wielonienasycone kwasy tłuszczowe - jeden z trzech rodzajów kwasów tłuszczowych obecnych w produktach jadalnych, a dokładnie w tłuszczach pochodzących z takich roślin, jak: słonecznik, kukurydza lub soja. Ich spożycie powoduje obniżenie poziomu cholesterolu we krwi. wywar - płyn, w którym gotowała się ryba, drób lub inne mięso. Zazwyczaj jest to woda z dodatkiem liścia laurowego, cebuli, marchwi, soli i pieprzu. Można też stosować inne dodatki smakowe, jak: wino, ocet, kostka rosołowa, czosnek, dymka. zagęszczanie - dodawanie do potraw (zwłaszcza sosów i zup) mąki pszennej, ziemniaczanej lub kukurydzianej, rozprowadzonej w zimnej wodzie. Mieszankę wlewa się do gorącego płynu i miesza, aż zgęstnieje. zagniatanie - wyrabianie ciasta rękami, przez rozciąganie, zawijanie i ściskanie. zakwaszona woda - woda z dodatkiem soku z cytryny lub octu, która zapobiega przebarwianiu składników, głównie owoców i warzyw. Stosuje się 1 łyżeczkę soku lub octu na 300 mililitrów wody. zalewa octowa - ocet winny z przyprawami, w którym powoli gotuje się potrawy, szczególnie ryby, a następnie schładza. Potrawy tak przyrządzane mają smak marynat. zaparzanie - zanurzanie ziół, przypraw i innych dodatków smakowych w gorącym płynie, w celu nadania mu aromatu i smaku. Zaparzanie trwa 2-5 minut. Płyn powinien być bardzo gorący, ale nie wrzątek. zraz - cienki plasterek mięsa, drobiu lub ryby posmarowany pikantnym nadzieniem i zwinięty w rulonik. zwarzone (mleko, śmietana, sos) - zawiesiny, w których nastąpiło oddzielenie części stałych (w postaci grudek) od płynnych (np. tłuszczu). Gotowanie nie należy do nauk ścisłych — nie trzeba aptekarskiej wagi, menzurek i innych narzędzi laboratoryjnych, aby przygotowywać udane, smaczne i pożywne potrawy. W przepisach kulinarnych, często miara wagowa została podana tylko w odniesieniu do takich składników, jak: mięso, ryby, drób i niektóre warzywa. Jednak i w tych przypadkach różnica kilku gramów nie powinna wpłynąć na ostateczny efekt poczynań kulinarnych. Jedynie w przypadku słodkich wypieków, do których używa się jaj i gdzie proporcje są istotne, przepisy uwzględniają stosowanie jaj średniej wielkości, o wadze około 55 g. Poza tym składniki odmierzane są w szklankach (250 ml), łyżkach (15 ml) i łyżeczkach (5 ml), warto się zatem zaopatrzyć w komplet miarek. Należy pamiętać o wyrównaniu powierzchni suchych składników przy odmierzaniu szklanką lub łyżką. Temperatura piekarnika Podana w przepisach temperatura piekarnika w stopniach Celsjusza nie jest wartością, której należy bezwzględnie przestrzegać. Zazwyczaj jest ona zaokrąglona i służy jedynie jako wskazówka. Warto zapoznać się z instrukcją producenta piekarnika dotyczącą temperatur i porównać ją z zaleceniami przepisu. W piekarnikach gazowych zwykle najwyższa temperatura panuje w górnej części, w elektrycznych — w dolnej, a w piekarnikach z termoobiegiem jest ona jednakowa w każdym miejscu. Cyfrowe oznaczenia w poniższej tabeli odnoszą się do regulacji temperatury w piekarnikach gazowych. Temperatura piekarnika bardzo niska: 1200C, oznaczenie gazowe: 1 Temperatura piekarnika niska: 1500C, oznaczenie gazowe: 2 Temperatura piekarnika średnio-niska: 1600C, oznaczenie gazowe: 3 Temperatura piekarnika średnia: 1800C, oznaczenie gazowe: 4 Temperatura piekarnika średnio-wysoka: 190 - 2000C, oznaczenie gazowe: 5-6 Temperatura piekarnika wysoka: 210-2200C, oznaczenie gazowe: 6-7 Temperatura piekarnika bardzo wysoka: 2300C, oznaczenie gazowe: 8 Temperatura piekarnika najwyższa: 250-2900C, oznaczenie gazowe: 9-10 Przeliczniki wagowe dla 1 szklanki produktu: Bułka tarta, ugnieciona 125 g Cukier brązowy 155 g Cukier puder 155 g Cukier rafinowany Jabłka suszone, siekane 125 g Mąka 115 g Migdały całe 155 g Migdały w płatkach Migdały w słupkach, mielone 125 g Miód, syrop klonowy 315 g Morele suszone, siekane 190 g Orzechy siekane 115 g Otręby pszenne 60 g Płatki kukurydziane 30 g Płatki owsiane 90 g Porzeczki 155 g Ryż gotowany 155 g Ryż surowy Ser utarty 115 g Sezam 115 g Suszone owoce (rodzynki) 170 g Suszone śliwki, siekane Tłuszcz (margaryna, masło) Wiórki kokosowe 90 g Przeliczniki objętości 3 łyżeczki = 1 łyżka 16 łyżek = 1 szklanka 4 szklanki = 1 litr
-
Dzisiaj proponuję Państwu bardzo ciekawy zestaw przepisów wykorzystujących różnego rodzaju mięsa. Zaczynamy: 1. Wieprzowina: Mięso - wieprzowina.zip 2. Wołowina: Mięso - wołowina.zip 3. Baranina: Mięso - baranina.zip 4. Cielęcina: Mięso - cielęcina.zip 5. Jagnięcina: Mięso - jagnięcina.zip 6. Mieso mieszane: Mięso - mieszane.zip 7. Drób: Mięso - drób.zip Mam nadzieję, że powyższe przepisy wyzwolą w Was nowe natchnienia kulinarne. Smacznego!
-
Działa, działa. Ulka, ten sklep należy do naszego forumowego Kolegi Miro. Mysle, że nie będziesz miała kłopotu z zasięgnięciem pełnego zestawu informacji.
-
[1950][Technologia piekarstwa] Ocena chleba gotowego cz.4
Maxell opublikował(a) temat w Z chlebowego pieca i domowej cukierni
OCENA CHLEBA GOTOWEGO I. WIADOMOŚCI OGÓLNE 1. Własności dobrego chleba Dobry chleb — jako artykuł masowego i powszechnego spożycia — powinien odznaczać się możliwie wysoką przyswajalnością. Zależy ona nie tylko od rodzaju i jakości użytych surowców, lecz także od bezbłędnego ich przerobu, od dobrego wyprowadzania ciasta i od prawidłowego wypieku. Dobrze wyrobiony i dobrze wypieczony chleb powinien być w bochenkach dobrze wyrośnięty, mieć górną skórkę dobrze wysklepioną, gładką, bez pęknięć i wydęć, barwy w chlebie żytnim od jasnożółtej, złocistej — do odcienia kasztanowatego lub brunatnego, nie przypaloną i o równomiernej grubości. Dolna skórka powinna być cała i dobrze sformowana. Bochenek w stosunku do swojej objętości powinien sprawiać wrażenie dość lekkiego a przy uderzaniu końcem palca po dolnej skórce — wydawać jasny, pełny dźwięk. Na przekroju górna skórka powinna być złączona z miękiszem, nie odstawać od niego. Miękisz powinien mieć barwę równomiernie jednostajną: w chlebie pszennym — białą z odcieniem żółtawym, w chlebie żytnim pytlowym — białą z odcieniem szarawym, w chlebie z mąk wyższych procentowych przemiałów — jasno- lub ciemnoszarą, zależnie od wyciągu i przemiału mąki, bez białych plam, grudek lub smug, dowodzących nierównomiernego i złego wymiesienia mąki. Miękisz powinien być równomiernie drobno-porowaty, bez dużych porów lub próżni, przy dotknięciu nie wilgotny, nie lepki i dostatecznie sprężysty; powstałe w nim po niezbyt silnym naciśnięciu palcem zagłębienie powinno się wyrównać a przekrojony bochenek — po naciśnięciu rękami dolnej i górnej powierzchni — powoli wrócić do pierwotnej formy; miękisz nie powinien się przy tym kruszyć. Nad dolną skórką nie powinno być zakalca. W chlebie zupełnie ostygniętym miękisz przy krojeniu nie powinien przywierać do noża. Zapach uwydatnia się w chlebie najlepiej, gdy jest on jeszcze gorący, a smak — po zupełnym ostygnięciu. Zapach dobrego chleba jest przyjemny, swoisty, bez śladu stęchlizny, bez zapachu ciasta surowego i w ogóle bez żadnego zapachu obcego; smak przyjemny, bez goryczy, lekko kwaśny i dostatecznie słony. 2. Wady chleba i ich przyczyny Nie zawsze jednak uda się piekarzowi wyprodukować chleb, który, by był bez zarzutu. W pewnych wypadkach mogą powstawać wady, jak np. przypalona lub odstająca skórka, rysy w miękiszu, smugi, wykazujące nadmiar niezwiązanej wody, kształt płaski, smak czy zapach nieprzyjemny itd. Sumienny i uczciwy piekarz, świadomy swej wielkiej odpowiedzialności za zaopatrzenie odbiorców w towar bez zarzutu, musi umieć poznawać przyczyny powstawania tych wad, aby tym samym w miarę możności uniknąć ich powtarzania się. Wady chleba mogą pochodzić z różnych przyczyn, z których główne to: (1) nieodpowiednie surowce, zwłaszcza mąka; (2) nieprawidłowe procesy fermentacji poszczególnych zaczynów i ciasta właściwego; (3) niewłaściwy stosunek zamiesienia i niewłaściwe odrabianie oraz (4) złe przygotowanie pieca do pieczenia. II CHLEB ŻYTNI 1. Chleb z nieodpowiedniej mąki Niedostateczna wydajność przypiekowa mąki żytniej Zła jakość mąki wpływa na niewłaściwy przebieg procesów fermentacyjnych w cieście, a tym samym na jakość chleba. W grę wchodzić tu może oddziaływanie: (a) zbyt długiego i nieodpowiedniego magazynowania, (b) zbyt miałkiego przemiału, © użycia do przerobu zbyt świeżej mąki — i w końcu (d) mąki z porośniętego ziarna. W przypadku podanym pod © nie ma mowy o złej jakości mąki, jej wartość wypiekowa jest uzależniona od czasu; w miarę „dojrzewania” mąka ta osiąga pełną wartość. Zbyt długie i nieodpowiednie magazynowanie mąki Przy przestrzeganiu zasad należytego przechowywania mąki może ona być magazynowana w ciągu długiego czasu bez ujemnych w niej zmian jakościowych. Mąka przy długim przechowywaniu traci jedynie swoisty połysk i świeży zapach. Stare mąki przy przechowywaniu w dobrych warunkach są jednak bardziej wysuszone i wykazują wyższą zdolność wchłaniania wody, nadają się więc dó prowadzenia ciast luźniejszych. Nieodpowiednio i niefachowo przechowywana mąka ulega zmniejszeniu wartości użytkowej i przetwórczej oraz wywołuje znaczne osłabienie elastyczności miękisza. Przede wszystkim jednak nabiera swoistego zapachu stęchlizny, który oddziaływa w mniejszym lub większym stopniu na smak chleba. Jeżeli przy tym w czasie magazynowania następuje jeszcze daleko sięgający rozkład i rozwój pleśni, mąka staje się stęchła a wypieczony z niej chleb nie nadaje się do spożycia. Zbyt miałki przemiał (mąka „przeszlifowana") Każda mąka powinna być dostatecznie ziarnista; takie mąki mają własność dobrego pęcznienia, dają ciasto zwięzłe, o należytej konsystencji i dobrze rosnące. Mąki przeszlifowane, dające przy rozcieraniu w palcach wrażenie nie mniej lub więcej ziarnistego proszku, lecz delikatnego pyłu, są pod tym względem daleko gorsze, dają ciasto niedostatecznie zwięzłe, rozłażące się i przy wypieku nie wytwarzają dobrej skórki bochenka. Nauka nie wyjaśniła dotąd dokładnie związków przyczynowych oddziaływających ujemnie na jakość ciasta i pieczywa z mąki przeszlifowanej. Przypuszczalnie na skutek zbyt wysokiej temperatury produktów mielenia krochmal i ciała białkowe ulegają fizycznym przemianom a ponadto enzymy znajdujące się w każdej mące i posiadające dla procesów fermentacyjnych b. duże znaczenie ulegają znacznemu osłabieniu. Niemcy określają taką mąkę nazwą „totgemahlenes Mehl", tj. mąka martwa, gdyż ciasta z niej sporządzone nie wykazują żadnego życia, a przebieg fermentacji odbywa się zupełnie nieprawidłowo. Przerób tego rodzaju mąki jest możliwy tylko przy równoczesnym mieszaniu jej z mąką dobrą, pełnowartościową. Mąka taka daje chleb płaski, o małej objętości i bladej skórce. Zbyt świeża mąka Użycie do przerobu mąki zbyt świeżej sprawia, że chleb jest mało okazały, miękisz niedostatecznie spulchniony, zbity a cały bochenek robi wrażenie, jak gdyby procesy fermentacyjne zostały w nim zahamowane. Spód jego jest zbyt szeroki a w przekroju bochenek ma często kształt zwężający się dość ostro ku górze. Elastyczność miękisza na ogół słaba, często na bokach jego występują rysy. Świeżo przemielona mąka — zarówno pszenna jak i żytnia — powinna się przez pewien czas odleżeć. Mąka żytnia osiąga najwyższą zdatność przypiekową już po 10 — 14 dniach magazynowania, pszenna po 1 — 1½ miesiąca. Szczególnie ujemnie odbija się na wynikach przypiekowych stosowanie do wypieku mąki pochodzącej ze zboża świeżo młóconego, bezpośrednio po zbiorach; wad tych uniknąć można przez zmagazynowanie mąki w odpowiednich warunkach i umożliwienie jej przejścia właściwego okresu dojrzewania. Świeże mąki wymagają w poszczególnych fazach fermentacyjnych cieplejszego i sztywniejszego prowadzenia z uwagi na ich niższą kwasotę. Natomiast ciasto właściwe z nich powinno być wolniejsze, ponieważ zdolność wchłaniania wody zrazu jest mniejsza, ale w czasie procesu wypieku musi być w cieście dostateczna ilość wody do normalnego przebiegu procesu klajstrowania się krochmalu. Mąka ze zboża porośniętego Mąka taka, w zależności od rozmiarów porostu, w mniejszym lub większym stopniu daje złe rezultaty wypiekowe. Ciasto leje się, jego wrażliwość fermentacyjna jest b. słaba. Znaczniejsza zawartość mąki z ziaren porośniętych sprawia, że chleb ma dużą objętość, miękisz jednak jest mokry, kleisty. Chleb taki robi wrażenie niedopieczonego z powodu tego, że w mące znajduje się duża ilość fermentu diastazy, który przetwarza krochmal w cukier, przy czym tworzą się dekstryny, dające w efekcie miękisz wilgotny, kleisty, skórkę zaś rumianą. Smak takiego chleba jest słodki. Wady te staną się dla nas zrozumiałe, jeżeli zdamy sobie sprawę z przemian, jakie zachodzą w ziarnie w okresie kiełkowania. Kiełkowanie bowiem powstaje przez wzmożenie i ożywienie działalności pewnych enzymów, które przy dostatecznej wilgoci i cieple rozkładają ciała białkowe i skrobię na ciała rozpuszczalne w wodzie. Oba te zatem składniki, tj. białko i krochmal, tracą właściwości niezbędne w procesach fermentacyjnych. Jeżeli z takiej mąki sporządzimy ciasto — działalność enzymów pobudzimy przy tym przez odpowiednie warunki, tj. wodę i temperaturę — będzie ono słabe, pozbawione zdolności fermentacyjnej. Dla możliwego osłabienia tych ujemnych skutków należy mąkę taką mieszać z mąką pełnowartościową i wyprowadzać ciasta sztywniejsze. Zaleca się również cieplejsze prowadzenie ciast. Ponadto dobre wyniki daje zwiększenie do 2% normy soli, która przeciwdziała procesom rozkładowym krochmalu i ciał białkowych i działa hamująco na procesy fermentacyjne wzmożone wskutek zwiększonej zawartości cukru w mące ze zboża porośniętego. Należy wreszcie pamiętać, że znacznie lepsze wyniki osiąga się przy sporządzaniu z mąk porośniętych chleba na kwasie aniżeli na drożdżach. 2. Chleb na wadliwych kwasach Jeżeli w poszczególnych fazach okres fermentacji był zbyt krótki lub prowadzenie było za chłodne, mówimy, że kwas jest za młody. O ile natomiast okresy fermentacji będą zbyt długie lub prowadzenie cieplejsze, mówimy o starych kwasach, a w wypadkach dających się jaskrawo rozpoznać — o kwasach przeżartych lub przegniłych. Na oznaczenie występujących nieraz wskutek zbyt młodego kwasu — co również może powstawać z powodu zbyt sztywnego ciasta — smug wilgotnych, stosować będziemy określenie: smugi wodne w przeciwieństwie do smug zakalcowych, przez które rozumiemy znaczne zgęszczenie miękisza wzdłuż spodu skórki. Znajdujemy je zwłaszcza w chlebie z mąki, pochodzącej ze zboża porośniętego lub z ciast o nadmiernej dolewce wody. Ponieważ rozwój drożdży przebiega najpomyślniej w ciastach o konsystencji luźnej, wolnej, dlatego przedkwas należy prowadzić wolno i w temperaturze około 25° C (należy pamietać, że rozwojowi drożdży najbardziej sprzyja temp. 25—270 C, natomiast fermentacja kwasowa przebiega najwłaściwiej w temperaturze 35—400C). Jeżeli prowadzenie przedkwasu będzie zbyt sztywne lub jeżeli mamy do czynienia ze zbyt dużymi odchyleniami temperatury, ciasto pozbawione będzie niezbędnych do należytego przebiegu procesów fermentacyjnych drożdży a chleb będzie niedostatecznie pulchny i mało porowaty. Rozpoznanie tej wady jest b. trudne, gdyż chłodno prowadzony kwas pełny wywołuje podobną wadę, jak i użycie za małej ilości kwasu. Kwas młody Niedostateczna kwasota miękisza, zmniejszona elastyczność i niedostateczne spulchnienie miękisza a przez to niepozorny wygląd, mała objętość i kulisty kształt bochenka, charakterystyczne odstawanie skórki, tzw. „blazy", zwłaszcza w górnej części jej powierzchni, a często występujące smugi wodne w środku miękisza — oto skutki użycia do dalszej przeróbki ciast kwasu zbyt młodego. Przez to określenie rozumiemy taki kwas, który najczęściej w drugiej fazie przerobu, tj. w półkwasie, był prowadzony za chłodno a także i za wolno albo też którego okres dojrzewania był za krótki. Z chwilą stwierdzenia wyżej wymienionych wad należy przede wszystkim zbadać temperatury poszczególnych faz fermentacyjnych i wyrównać je do poziomu podanego dla orientacji w załączonych przykładowych schematach prowadzenia kwasów. W młodym kwasie nie może się odbyć w sposób należyty całkowite przetworzenie substancji mącznej. Odmienna jakość ciał białkowych mąki żytniej w porównaniu z mąką pszenną zmusza do odpowiedniego przygotowania mąki w ramach procesów fermentacyjnych; szczególną rolę odgrywa tu krochmal, który dzięki swym właściwościom, uzyskanym wskutek przebiegających w nim w czasie fermentacji procesów, ma określać zdolność zatrzymywania gazów w cieście. Z ciasta sporządzonego na młodym kwasie nie da się usunąć braku elastyczności miękisz a przez wyższą temperaturę pieca lub dłuższe przetrzymywanie chleba w piecu. Można to osiągnąć przez wzmożenie fermentacji kwasowej, a więc przestawienie sposobów prowadzenia. Kwas stary Jest to kwas bądź prowadzony za ciepło, bądź też przetrzymany ponad okres dojrzałości. Wywołuje on rozlewanie się chleba i jego nienormalne spłaszczenie, odstawanie skórki oraz bardzo nieregularne i duże pory w miękiszu. Należy stwierdzić, że w takich kwasach mąka a właściwie jej: krochmal podczas procesów fermentacyjnych jest doprowadzony do stanu, w którym zdolność jego zatrzymywania gazów w cieście została osłabiona a prężność i elastyczność ciasta zmniejszona. Poza tym przy użyciu do przerobu starych kwasów istnieje niebezpieczeństwo dodatkowej fermentacji octowej, bardzo ujemnie oddziaływającej na rozwój drodzy. Skórka na chlebie sporządzonym ze starego kwasu rumieni się mocniej, podczas gdy z kwasu przeżartego (zgniłego) pozostaje jaśniejsza. Podobnie jak przy kwasach młodych i tu konieczna jest kontrola temperatur w poszczególnych fazach prowadzenia oraz odpowiednie nastawienie prowadzenia ciast. Obowiązują przy tym następujące zasady: 1. wolne i chłodniejsze (24 — 25° C) prowadzenie sprzyja rozwojowi drożdży; 2. sztywniejsze i cieplejsze (28 — 30° C) prowadzenie ułatwia fermentację kwasową (bakterie kwasu mlekowego); 3. średnio sztywne i cieplejsze (ca 30° C) prowadzenie zwiększa działanie fermentacyjne drożdży w kwasie. Może się wydawać, że te różne warunki prowadzenia kwasów, polegające na rozmnażaniu drożdży, zakwaszaniu ciasta i jego fermentacji, komplikują samo prowadzenie, jest jednak rzeczą bezsporną, że przez zmianę w poszczególnych fazach metod stosowania temperatury i gęstości ciast osiąga się dokładne, celowe i właściwe nastawienie całej roboty w piekarni. 3. Chleb ze źle przygotowanego ciasta Groźne są wady wynikające nie tylko ze zbyt sztywnego lub wolnego zamiesienia ciasta, lecz również z nadmiernie ciepłej jak i nadmiernie chłodnej dolewki do ciast oraz z niewłaściwego stosunku zamiesienia, z błędnych sposobów odrabiania („werkowania") z nieprzesianej mąki i ze zbyt wysokiej dawki soli. Również zbyt mały dodatek soli może — zwłaszcza pod względem smakowym — być szkodliwy, a co najmniej niepożądany. Nie może tu być jednak mowy o istotnej wadzie chleba, zwłaszcza że są okolice, gdzie ludność domaga się chleba mało solonego. Działanie soli w sensie pozytywnym z punktu widzenia techniki wypieku występuje wyraźnie przy wyrobie mąk ze zboża porośniętego i ma zastosowanie również przy mące dobrej, szczególnie w przypadkach, gdy w grę wchodzą ciasta luźniejsze. Przesiewanie mąki przed użyciem jej do przerobu jest niezbędne nie tylko ze względu na wymagania sanitarno-higieniczne, lecz także ze względu na technikę piekarską. Zaniechanie przesiewania mąki odbija się bardzo wyraźnie w sensie ujemnym przy przygotowaniu ciasta i prowadzi do wad w kształtowaniu się miękiszu. O wpływie przesiewania mąki na poszczególne fazy fermentacji wspomniano już wyżej. Sztywne ciasto Zbyt sztywne ciasto wywołuje niedostateczne spulchnienie miękiszu i jest przyczyną, że chleb ma wygląd niepozorny a objętość zbyt małą. Nadmiernie zbity i zwarty miękisz nie wykazuje należytej elastyczności a często zaobserwować w nim można smugi wodne. Przyczyną tych wad jest niedostateczna działalność fermentacji drożdżowej, która z powodu zbyt sztywnego ciasta ulega zahamowaniu i nie może się w sposób należyty rozwijać. Dłuższe przetrzymywanie takiego ciasta na tzw. „garze" nie może przyczynić się do całkowitego usunięcia skutków tej wady, może jedynie wpłynąć na kształt bochenka, którego forma kulista ulegnie dzięki temu zabiegowi pewnemu złagodzeniu. Jak wiemy, mąka wymaga pewnej określonej ilości wody do sklajstrowania krochmalu, który dzięki temu staje się dla organizmu przyswajalny. W zbyt sztywnych ciastach sklajstrowanie krochmalu nie odbywa się całkowicie i bez reszty. Otrzymamy wtedy nie tylko mniej strawny chleb, lecz także niedostatecznie spoisty miękisz, o licznych porach i pęknięciach. Rysy w tym przypadku są stosunkowo szerokie, w przeciwieństwie do rys małych, powstających wskutek niedostatecznej fermentacji kwasowej. Im mąka jest jaśniejsza, czyli im niższy jest przemiał, tym łatwiej i częściej występują te rysy. Jeżeli jeszcze do sztywnego ciasta dołączy się niedostateczna gara odrobionych kawałków ciasta, powstają rysy pionowe, które często przechodzą przez cały bochenek chleba. W bochenkach chleba sporządzonych ze zbyt sztywnych ciast przebieg formowania się skórki jest powolniejszy a sam wypiek musi trwać dłużej. Dlatego gorący piec do tego rodzaju ciast się nie nadaje. Dla orientacji podajemy poniżej przeciętną wydajność ciasta, przy uwzględnieniu zdolności wchłaniania "'ody przez mąki różnych typów. Ze 100 kg mąki o średniej zawartości wilgoci (15%) uzyskujemy: z mąki o przemiale 70%, ilość ciasta 158 kg z mąki o przemiale 80%, ilość ciasta 160 kg z mąki o przemiale 82%, ilość ciasta 162 kg z mąki o przemiale 95%, ilość ciasta 165 kg Zbyt wolne ciasto Typowym wskaźnikiem zbyt wolnego ciasta jest nierównomierna porowatość miękiszu; występują przy tym na ogół w dużej ilości pory duże; ponadto miękisz chleba z ciast bardzo wolnych odstaje od skórki na całej górnej części bochenka. Jeżeli skórka odstaje na pewnej ograniczanej (przestrzeni, powstają na jej powierzchni ciemne plamy, łudząco podobne do tzw. ,,blaz", powstających wskutek zbyt młodych kwasów. Jeżeli dolewka do ciasta jest za duża, miękisz opada całkowicie, oddzielając się od części górnej skórki, a w części przylegającej do skórki dolnej stanowi zbitą masę w formie zakalca. Wady powyższe zwiększają się jeszcze przy zbyt gorącym piecu. Wyjaśnienie wad ciasta zbyt wolnego znajdujemy w tym, że plastyczne właściwości ciasta wskutek nadmiaru wody zostają mocno nadwerężone a tworzące się w czasie procesu fermentacyjnego gazy nie mogą być w sposób właściwy zatrzymane i zużytkowane. Wskutek tego gazy te gromadzą się w przestrzeniach pustych lub też — o ile nie nastąpiło jeszcze uformowanie się skórki — ulatniają się z chleba. Do tego dochodzi jeszcze w czasie wypieku parowanie znajdującej się w nadmiarze wody, która w postaci pary wodnej wpływa wprawdzie na spulchnienie ciasta, jednak z uwagi na niedostateczne jej związanie w zbyt wolnym cieście prowadzi do powstawania wad, o których mowa wyżej. Ponieważ poprawa zbyt wolno prowadzonych ciast nie jest już możliwa, należy dla zmniejszenia skutków tego stanu rzeczy stosować odpowiednio niższą temperaturę pieca. Ostrożne i powolne wypiekanie w chłodniejszym piecu daje możność wolniejszego prowadzenia ciast; należy jednak mieć na uwadze, aby chleb był dostatecznie wypieczony, miękisz nie za wilgotny i elastyczny. Wolniejsze ciasta przy właściwym ich prowadzeniu dają w końcowym efekcie chleb bardziej okazały i pulchny aniżeli ciasta sztywne; również klajstrowanie się krochmalu jest w takich ciastach całkowicie zapewnione, a tym samym strawność jego pełniejsza. Wreszcie chleb taki dłużej utrzymuje świeżość. Wpływ temperatury dolewek na jakość chleba Jeżeli woda użyta do wyrobu ciasta będzie zbyt chłodna, tak że ciasto nie osiągnie temperatury niezbędnej do zapewnienia należytego przebiegu procesów fermentacyjnych, następuje zahamowanie tych procesów, co odbije się bezwzględnie na jakości pieczywa. Formujący się bochenek posiada wtedy wszystkie cechy osłabionej fermentacji; chleb jest niepokaźny, o małej objętości, miękisz niedostatecznie spulchniony, pory są najczęściej wydłużone ku górze, a nierzadko miękisz odstaje od skórki. Ta forma odstawania skórki różni się jednak wyraźnie od odstawania skórki w zbyt wolnym cieście. Ujemne skutki zbyt chłodnej dolewki nie dadzą się wyrównać przez przedłużenie okresu fermentacji samego ciasta. Wiadomo bowiem, że przy niższej temperaturze ulega pobudzeniu fermentacja drożdżowa, podczas gdy fermentacja kwasowa, a więc wytwarzanie się gazów fermentacyjnych niezbędnych do zapewnienia należytego spulchnienia ciasta, jest w tych warunkach słabsza. Również i zakwaszanie ciasta podczas tego okresu przebiega wolniej i w rozmiarach niedostatecznych, co nierzadko powoduje na skórce występowanie wzdęć, tzw. „blaz". Jeżeli do sporządzenia ciasta użyjemy wody zbyt ciepłej, występują w chlebie wady przypominające użycie starego kwasu, które jednak przy dokładnej obserwacji wykazują swoiste cechy. Porowatość miękiszu nierównomierna, kształt bochenka mało okazały, o formie raczej kopulastej — często wreszcie występuje odstawanie skórki dolnej bez objawów wyraźnego zakalca. Stosowanie zbyt ciepłej wody na ogół zdarza się w praktyce dość rzadko i tylko wtedy, gdy przez lekkomyślność nie sprawdzono temperatury. Temperatura dochodząca do 40° C w zasadzie nie pociąga za sobą ujemnych skutków, o których mowa wyżej, a w zimie będzie nawet wskazana, o ile mąka jest za chłodna. Wyższa temperatura (ponad 400 C) może odbić się ujemnie na drobnoustrojach wywołujących fermentację i dlatego w żadnym wypadku nie należy dopuszczać do jej stosowania. Uniknąć tego można m. in. w ten sposób, że mąkę potrzebną do produkcji umieszcza się na jeden dzień naprzód w odrabialni albo w innym ciepłym pomieszczeniu. Niewłaściwy stosunek kwasów w chlebie Najbardziej właściwy stosunek kwasów regulowany jest zależnie od metody prowadzenia. Praktycy obliczają ten stosunek według ilości zużytej wody, jednak dla większej dokładności należy wyliczać go raczej z mąki. W chlebie żytnim stosunek ten powinien wynosić średnio 50%, to znaczy, że połowa mąki przeznaczonej i niezbędnej do wyprodukowania pewnej partii chleba powinna być wzięta do kwasów, reszta zaś — do ciasta. Dla większości stosowanych metod ten stosunek procentowy jest najwłaściwszy. Wahania mogą obracać się w granicach 40 — 60%, bez obawy ujemnych skutków, o ile oczywiście kwasy są odpowiednio prowadzone. Jeżeli kwasu jest za mało, występują objawy polegające na niedostatecznym spulchnieniu i słabej sprężystości chleba; powstają przy tym wzdęcia skórki (blazy) a niekiedy niezbyt znaczne, małe rysy w rogach miękiszu. Jeżeli kwasu jest za dużo — chleb ma formę płaską, porowatość jest nierównomierna a skórka ciemniejsza. Wady wynikające ze złego odrabiania („werkowania") ciasta Wskutek złego odrabiania powstają w miękiszu przestrzenie większych rozmiarów. Również nadmierne zagęszczenie ośrodka miękiszu jest skutkiem tego samego błędu, popełnianego nie tylko przy odrabianiu końcowym odważonych kawałków ciasta, lecz już przy tzw. stosowaniu, tj. wstępnym ich przygotowaniu. Puste przestrzenie w miękiszu powstające wskutek wadliwego odrabiania mają kształt nieregularny, o kątach na ogół ostrych, przez co łatwo można je odróżnić od porów wywołanych fermentacją. Najczęściej spotyka się je na obu końcach chleba, o kształcie podłużnym. Wady te powstają wskutek zużycia zbyt dużej ilości mąki do odrabiania, przez co nadmiernie omączone części ciasta łatwo mogą się oddzielić. Duże znaczenia dla jakości miękiszu ma czas zużyty na ugniatanie ciasta. Przy zachowaniu potrzebnego minimum czasu miękisz jest równomiernie porowaty, natomiast zbyt długie i intensywne ugniatanie (wyrabianie) daje ciasto „zmęczone". Chleb z takiego ciasta jest mały, ma kształt kulisty, mimo zastosowania dłuższego okresu fermentacji, miękisz jest zbity i o niedostatecznej elastyczności, zdolność zatem fermentacyjna takiego ciasta jest wyraźnie osłabiona. Nieprzesiana mąka Już wyżej, przy omawianiu przyczyn wad kwasów, zaznaczyliśmy, że przesiewanie mąki przed użyciem jej do przerobu jest bezwzględnie konieczne nie tylko z uwagi na wymagania techniki fermentacyjnej, lecz także z punktu widzenia wymagań higieny. Każda znaleziona przez konsumenta bryłka mąki w chlebie nie tylko wpływa na ujemną ocenę chleba, lecz wywołuje podejrzenie, że w piekarni panują nieporządki. Zbyt duża dawka soli w chlebie Ponieważ drożdże, których zadaniem jest wywołanie spulchnienia ciasta, są na zbyt dużą dawkę soli bardzo wrażliwe, mamy w takim przypadku do czynienia z zahamowaniem procesów fermentacyjnych, skutkiem zaś tego będzie niedostateczne spulchnienie ciasta. Decyduje koncentracja roztworu, a nie bezwzględna ilość soli, tzn. przy wolnych ciastach można bez obawy wywoływania wad dodać więcej soli aniżeli przy ciastach sztywnych, gdyż większa ilość wody przy tej samej koncentracji wymaga również większej ilości soli. Wyraźnie szkodliwie działa na fermentację drożdżową 5% roztwór soli (50 g na 1 litr wody). Smakowo miarodajny jest stosunek mąki do soli; toteż może się zdarzyć, że przy użyciu równej koncentracji roztworu (równa ilość soli na litr wody), ale większej ilości tego roztworu na tę samą ilość mąki, smak soli w chlebie będzie mocniejszy. Z tego względu zaleca się obliczanie potrzebnej ilości soli według ilości mąki. 2% dodatek soli (w stosunku do mąki) znaczna część konsumentów określa jako nadmierny. Dlatego można przyjąć, że norma zużycia soli waha się od 1,5 do 1,75%. Sól należy dodawać do ciasta tylko w roztworze, w żadnym wypadku nie wolno jej sypać bezpośrednio na kwas. Przy używaniu nierozpuszczonej soli szarej (kamiennej) nierzadkie są wypadki występowania ziaren soli w miękiszu. Są to mocno słone, wilgotne, łatwe do rozpoznania ośrodki miękiszu. 4. Wady końcowej fermentacji („gary") Dla operowania właściwymi pojęciami ustalimy pewne określenia na oznaczenie różnic w stanie dojrzewania ciast. Określenia te będą następujące: Pełna fermentacja oznacza, że odrobione ciasto jest w stanie pełnej dojrzałości a chleb — przy normalnej temperaturze pieca — będzie bez zarzutu. Słaba fermentacja oznacza, że odrobiony kawałek ciasta przeszedł zbyt krótki okres fermentacji końcowej, przez co przy normalnej temperaturze pieca chleb wyjdzie z niego wadliwy. Nadmierna fermentacja oznacza, że odrobiony kawałek ciasta był przetrzymany zbyt długo, zanim został wsadzony do pieca; wskutek tego przy normalnej temperaturze pieca uzyskamy chleb wadliwy. Słaba fermentacja Kulisty, mały kształt chleba, porowatość nieregularna, z nastawieniem kierunku porów ku górze. Znaczy to, że ciasto zostało za wcześnie wsadzone do pieca (krótka gara). Słaba fermentacja końcowa może prowadzić nawet do powstawania tzw. jąder lub smug wodnych oraz rys bocznych w miękiszu. Wady te przypisuje się nieraz zbyt sztywnemu ciastu, są one jednak b. łatwe do odróżnienia, gdyż w chlebie na sztywnym cieście nie znajdziemy porów o nastawieniu pionowym; spulchnienie ciasta nie jest zupełnie zadowalające, ale nie wykazuje ono na ogół charakterystycznych wad, wywoływanych przez zbyt sztywne ciasto — chyba że do zbyt słabej fermentacji dołączy się jeszcze sztywna konsystencja ciasta. Występują wtedy często spotykane przy ciastach sztywnych pionowe szerokie rysy rozdzielające chleb wzdłuż na dwie części. Im mąka ciemniejsza, tym jest bardziej wrażliwa na wady wywoływane fermentacją końcową. To samo dotyczy chleba sporządzanego z ciasta słabo lub wcale nie zakwaszonego. Moment wsadzania chleba do pieca zależny jest nie tylko od dojrzałości bochenka ciasta świeżego, lecz także od temperatury pieca. Przy piecach cieplejszych należy wsadzać bochenki z pełną garą, podczas gdy przy piecach chłodniejszych słabsza gara jest bardziej odpowiednia. W piecu bowiem chłodniejszym następuje powolniejsze ogrzanie się jądra chleba do 60° C i wyżej; dzięki temu podczas procesu wypieku odbywa się jeszcze przez dłuższy czas fermentacja, która stanowi pewnego rodzaju wyrównanie dla zbyt słabej i niedostatecznej fermentacji (gary) przed wsadzeniem chleba do pieca. Nadmierna fermentacja Zbyt długie przetrzymywanie odrobionych bochenków ciasta wywołuje takie wady chleba, jak płaski kształt bochenków i popękana skórka; pory miękiszu wykazują kierunek poziomy. W miarę zwiększania się stopnia nadmiernej fermentacji (gary) miękisz staje się bardziej zbity, zwarty. Przy mąkach wrażliwych na fermentację prowadzi się ciasto nieco chłodniej (około 28° C) dla przedłużenia okresu jego dojrzewania; dotyczy to zasadniczo mąk ciemniejszych, przy których użyciu nawet nieznaczne przekroczenie granicy czasu fermentacji końcowej sprawia, że chleb będzie „przegarowany"; dobry skutek osiąga się też za pomocą nieco zwiększonego dozowania soli do ciasta. Pod względem smakowym wady powstałe z nadmiernej fermentacji nie są tak jaskrawe, jak ze zbyt słabej fermentacji. Uzewnętrzniają się one raczej w kształcie chleba, co ma znaczenie z punktu widzenia handlowego, poza tym jednak chleb taki jest strawny i pełnowartościowy. 5. Wady wywołane przez zły wypiek Gdybyśmy chcieli wymieniać wszystkie warunki wpływające na dodatni wynik pieczenia, musielibyśmy omówić dokładnie wszystkie możliwe niedociągnięcia techniczne pieca, sposoby jego opalania i całą pracę pieca, co by znacznie wykroczyło poza ramy tych rozważań. Wymienimy tu zatem tylko wady najczęściej spotykane, a powstałe wskutek wadliwego funkcjonowania pieca. Jest rzeczą ważną, aby praca przy piecu odbywała się szybko i sprawnie. Każde opóźnienie wywołuje zmianę w cieście lub chlebie i prowadzi oczywiście z konieczności do znacznych odchyleń w osiąganych wynikach pracy. Piec za chłodny W piecu chłodnym można upiec chleb dobry, skórce jednak brak będzie właściwego zrumienienia, gdyż w niższej temperaturze nie wytworzą się substancje karmelizujące, które pobudzają apetyt i wpływają również na jakość smakową miękiszu. Jeżeli przestawimy bochenki chleba z pieca gorącego do komory o znacznie niższej temperaturze, utworzy się w nich bezpośrednio pod skórką pas, który — podobnie do smugi wodnej — będzie posiadał odcień ciemniejszy. Wyjaśnić to można w ten sposób, że w warstwie górnej wskutek wysokiej temperatury działalność drożdży została unicestwiona, podczas gdy w miękiszu procesy fermentacyjne trwają w dalszym ciągu. Jeśli piec jest chłodniejszy, należy wsadzać bochenki, w których fermentacja końcowa (gara) nie została jeszcze całkowicie zakończona, ponieważ w niższej temperaturze procesy fermentacji trwają nadal, tak że następuje właściwe wyrównanie. Piece gorące wymagają ciasta o pełnej fermentacji końcowej. Piec zbyt gorący Zbyt gorący piec uniemożliwia wytworzenie się dostatecznie mocnej skórki a często utrudnia należyty wypiek chleba. Aby nie dopuścić do zbytniego zrumienienia się, a nawet spalenia skórki, trzeba wyjąć chleb z pieca przed czasem; wówczas skórka jest wprawdzie uformowana, ale część miękiszowa nie zdążyła jeszcze osiągnąć stopnia dostatecznego wypieku. Skutkiem tego stanu rzeczy jest nierównomierna porowatość miękiszu, niedostateczna elastyczność, a pod względem smakowym chleb przedstawia dużo do życzenia. Toteż zbyt gorący piec stanowi jedną z najpoważniejszych przyczyn wadliwości chleba i jego wartości smakowych. Przy stosowaniu ciast wolnych gorący piec jest przyczyną odstawania skórki, o czym wspomnieliśmy już przy omawianiu tego rodzaju ciast. Odstawanie to wywołane jest gromadzeniem się nadmiaru wydzielającej się z miękiszu pary wodnej pod powierzchnią szybko formującej się skórki. Nadmiar tej pary umieszcza się następnie w chłodniejszych, a więc środkowych warstwach miękiszu, tworząc wyraźne smugi i pierścienie wodne. Za wiele lub za mało pary wodnej W obu wypadkach chleb jest płaski a skórka mocno popękana. Różnica zewnętrzna polega na tym, że przy nadmiarze pary popękana skórka ma wygląd błyszczący, podczas gdy przy niedostatecznej ilości pary wodnej w komorze wypiekowej kolor skórki jest matowy. Jeżeli para wodna zostanie zbyt długo przetrzymana w piecu, następuje opóźnienie w utworzeniu się skórki, która by powstrzymała nadmiernie przedłużający się proces fermentacyjny w cieście wsadzonym do pieca i wytrzymała napór wytwarzających się w cieście w czasie wypieku gazów. Naturalnym wynikiem tego jest płaski kształt bochenka i pękanie skórki. W wypadku odwrotnym, tj. jeżeli wsadzone do pieca uformowane kawałki ciasta poddamy zbyt krótkiemu działaniu pary wodnej, skórka będzie cienka, delikatna i pod działaniem gazów pęka. Zbytnie zagęszczanie bochenków w piecu Bochenki wsadzane do komory wypiekowej nie powinny być układane zbyt gęsto obok siebie, gdyż wywołuje to boczne pęknięcia i utratę należytej formy. Jeżeli bochenki mają fermentację (garę) zbyt pełną, tak że zajmują większą powierzchnię, a wsadzane są za gęsto, bez uwzględnienia zmian tych wielkości, następuje również pękanie bocznej skórki. Uszkodzona w ten sposób skórka wpływa ujemnie na jakość chleba również przez to, że daje łatwy dostęp różnego rodzaju pleśniom. Pełna skórka, zwarta i zamknięta na całej swej powierzchni, jest najlepszą ochroną przeciw pleśnieniu chleba. Niedostateczny wypiek Spotyka się czasem chleb o skórce niewypieczonej i słabo zrumienionej. Miękisz jest nieco wilgotny a jego elastyczność pozostawia dużo do życzenia. Mamy wtedy do czynienia ze zbyt krótkim okresem wypieku przy normalnej temperaturze pieca. Najlepsze prowadzenie kwasów i ciast będzie bezcelowe, jeżeli nie zostanie dopilnowany sam proces wypieku; chleb nie będzie posiadał swoistego smaku, a brak należytej elastyczności miękiszu oddziaływa również na jego właściwości smakowe w sposób wyraźnie ujemny. Poza tym przyswajalność i trwałość takiego chleba jest w dużym stopniu ograniczona. III. PIECZYWO PSZENNE Jakość pieczywa pszennego zależy od: 1. — jakości mąki, 2. — prowadzenia fermentacji, 3. — temperatury pieca i nasycenia go parą wodną. 1. Wady ciasta Niedostateczne spulchnienie ciasta Przyczyny: (a) mąka zmielona zbyt miałko — tzw. „przeszlifowana". Wskutek zbyt miałkiego przemiału części składowe mąki (krochmal i ciała białkowe) ulegają rozbiciu, ich zdolność wchłaniania wody, a więc pęcznienia, zanika. Ciasto rozlewa się, jest nadmiernie wilgotne, trudne do odrabiania, jego fermentacja (gara) nierównomierna; (b) mąka porośnięta, w której uległy rozkładowi krochmal i ciała białkowe, posiada również ograniczoną zdolność wchłaniania wody; © przechowywanie mąki w warunkach nieodpowiednich (wilgoć, ciepło) jest przyczyną wad pieczywa podobnych do wyżej wskazanych. Mąki takie muszą być mieszane z mąką dobrą, zdrową, jeżeli nie chcemy produkować złego pieczywa. Ciasto zbyt wilgotne Przyczyna leży tu w zbyt długim i zbyt ciepłym prowadzeniu zarówno podmłody jak i ciasta właściwego; krochmal i białko w mące na skutek działania enzymów (fermentów) ulegają wówczas przemianom ujemnie odbijającym się na zdolności wchłaniania wody. Poza tym przyczyną może tu być nadmierna dolewka. Krótsze i cieplejsze prowadzenie prowadzi do złagodzenia tych ujemnych skutków. Ciasto mało elastyczne Przyczyna: mąki słabe, tj. o słabym glutenie, uniemożliwiają powstawanie rozciągliwych, elastycznych komórek tworzących miękisz. Przebieg fermentacji może być niezadowalający, jeżeli ciasto jest zbyt wolne a dolewka za chłodna. Uniknąć tego błędu można przez domieszkę mąki dobrej oraz przez krótsze i cieplejsze prowadzenie. Ciasto nie wykazuje wzrostu objętości Przyczyna: zepsute drożdże lub nadmierny dodatek soli. Ciasto (odrobione) jest wówczas suche, w końcowej fazie fermentacji (na garze) okrągłe i „obskórzone". Ciasto jest zbyt sztywne, mało pulchne; niedostateczna gara w połączeniu ze zbyt chłodnym pomieszczeniem składają się na przyczyny tych wad. Tworzeniu się skórki na cieście (obskórzaniu) sprzyja zbyt suche i przewiewne pomieszczenie. Podmłoda lub ciasto przefermentowane Ciasto takie przekroczyło szczytowy punkt swego dojrzewania. Z powodu nadmiernego rozwoju fermentów kwasowych zdolność fermentacyjna drożdży maleje. Enzymy rozkładające ciała białkowe i nadmierne zakwaszenie oddziaływają ujemnie na gluten, który rwie się (jest „krótki") i nie może wytrzymać naporu gazów (kwasu węglowego). Wady te są skutkiem ciepłego i zbyt długiego prowadzenia. Zwiększa je w ciepłej porze roku nadmiar pary wodnej w powietrzu przed każdą burzą. Ciasta takie mają smak kwaśny, rwą się i mają niezdrowy wygląd. Dlatego przy prowadzeniu nocnym ciasto powinno być chłodniejsze i bardziej sztywne lub też dodatek drożdży należy zmniejszyć. 2. Wady formy Pieczywo nierównomierne, zbite, niestarannie odrobione Zbyt wolne, niedostatecznie wyrobione ciasto, nierównomierny układ w prasie do dzielenia ciasta, złe formowanie, zbyt mocne odrabianie kawałków ciasta, niestaranne zwilżanie, odkładanie, układanie, wsadzanie itd. — oto przyczyny tych wad. Płaski, szeroki spód Jest to najczęstszy przykład przetrzymanej ponad normę fermentacji końcowej (przegarowania) wskutek zbyt długiego i zbyt ciepłego prowadzenia lub nadmiernego dodatku cukru. W przeciwieństwie do tego — ciasto niedofermentowane, o zbyt młodym i zbyt chłodnym prowadzeniu lub niedostatecznej fermentacji końcowej, sprawia, że pieczywo ma spód okrągły. Zbyt sztywne ciasta mogą być oczywiście również przyczyną wady. Ciasta takie wywołują również zmniejszenie wydajności objętościowej pieczywa. 3. Wady skórki Nadmierne zrumienienie pieczywa mimo normalnej temperatury pieca może być skutkiem: (a) zbyt długiego prowadzenia, podczas którego z krochmalu tworzy się cukier, przyśpieszający karmelizację skórki; (b) nadmiernego dodatku cukru, mleka lub użycia mąki z porośniętego ziarna. Zbyt słabe i powolne zrumienienie pieczywa jest wywołane użyciem mąki świeżej lub też powstało wskutek tego, że prowadzenie było zbyt krótkie i chłodne. Niedostateczna ilość pary wodnej w piecu (szwili) utrudnia tworzenie się dekstryny na skórce. Przy zbyt chłodnym piecu, zbyt małej ilości pary wodnej (szwili) i obskórzeniu ciasta skórka nabiera niewłaściwego koloru ciemnobrunatnego. Pewien wpływ na kolor pieczywa ma również sztywność ciasta. Wolne ciasta zrumieniają się szybciej aniżeli sztywne, gdyż większa zawartość wilgoci ułatwia wytworzenie się dekstryny i karmelizację. Nadmiernie omączona powierzchnia sprawia, że pieczywo ma wygląd niepozorny. Pęknięcia skórki pochodzą ze zbyt chłodnego pieca, w którym końcowa fermentacja ulega przedłużeniu ponad normę; przy tym wskutek nieodpowiedniego działania pary wodnej w komorze wypiekowej skórka nie nabiera dostatecznej elastyczności. Wada ta powstaje wtedy, gdy ciasto jest zbyt młode i zbyt krótka gara; skórka tworzy się tu powoli i nie wytrzymuje prężności gazów. Jeżeli temperatura trzonu pieca jest za wysoka, spód pieczywa będzie przypalony. Skórka gąbczasta i miękka powstaje wtedy, gdy piec jest zbyt gorący albo dodatek cukru za duży, wskutek czego tworzy się szybko dekstryna, utrudniająca wyparowanie z ciasta nadmiaru wody. Pieczywo jest wewnątrz niedopieczone i miękisz w czasie stygnięcia oddaje ten nadmiar wilgoci skórce. 4. Wady miękiszu Wadliwa porowatość Zbyt gęste i drobne pory powstają przy za sztywnych lub starych ciastach. Nadmiernie gorący piec przyśpiesza tworzenie się skórki, przez co następuje ograniczenie powiększenia objętościowego pieczywa. Pory duże spotykamy przy ciastach zbyt luźnych, z nadmierną garą i za wysoką temperaturą ciasta. Nierównomierna porowatość jest przyczyną niewłaściwego odrabiania kawałków ciasta. Poznajemy tę wadę po tym, że pory na przekroju bułki układają się w różnych kierunkach. Przy długim a ponadto ciepłym prowadzeniu następuje energiczne tworzenie się kwasu węglowego i rozbicie glutenu. Kwas węglowy nie znajduje w słabym glutenie dostatecznego oporu i tworzy pory; ścianki glutenu ulegają często przerwaniu i tworzą się większe puste przestrzenie. Niedostateczna elastyczność Miękisz nadmiernie wilgotny występuje w wypadkach gdy: 1. piec jest za gorący, 2. dodatek cukru jest za mały (szybkie tworzenie się skórki), 3. mąka jest nieodpowiedniej jakości (porośnięta, przeszlifowana itp.), co jest przyczyną niedostatecznego wiązania wody. Miękisz zbyt sztywny jest wynikiem sztywnego ciasta, za ciepłego lub za chłodnego prowadzenia lub za małego dodatku drożdży. Wykruszanie się miękiszu występuje przy zbyt sztywnych ciastach, w których możliwe jest niedostateczne i niecałkowite sklajstrowanie krochmalu. Przyczyną tego może być również za długie lub za krótkie prowadzenie ciast. Jak z powyższych rozważań widać, nie zawsze jest łatwo ustalić przyczynę pewnej wady chleba, gdyż jednakowe wady mogą powstać z różnych przyczyn. Dlatego też przy ostatecznym określaniu przyczyny wad chleba należy być ostrożnym. Jeżeli otrzymuje się chleb wadliwy, niezbędne jest ścisłe zbadanie czynników wpływających na jakość chleba, tj. własności mąki, a następnie całego przebiegu wyrobu chleba; należy przy tym wykryć wszelkie niedokładności i omyłki oraz dążyć do ich bezwzględnego usunięcia. IV. WADY CHLEBA WYNIKAJĄCE Z NIEPRAWIDŁOWEGO PRZECHOWYWANIA 1. Pleśnienie chleba Przyczyny i proces pleśnienia Przyczyną psucia się chleba są najczęściej pleśnie, których zarodniki znajdują się nie tylko w mące, lecz także w powietrzu. Jeżeli chleb wypiekany jest w należytej temperaturze i w należytym okresie czasu, zarodniki pleśni zostają zabite; w chlebie jednak niedostatecznie wypieczonym mogą się one utrzymywać przy życiu i po wyjęciu chleba z pieca a przy sprzyjających warunkach rozwoju szybko się rozrastają. Przeważnie jednak grzybki pleśni osiadają na chlebie z powietrza, dostając się do niego przez rysy, pęknięcia, nacięcia itp., i są przyczyną gnicia chleba. Do najczęściej spotykanych pleśni chlebowych zaliczamy p ę d z l a k i (zielonkawe lub modre), kropidlaki (czarne lub szaroczarne) i grzybki pleśni o kolorze pomarańczowym. Te ostatnie dostają się z mąką do chleba i łatwo znoszą temperaturę nawet 120° C. Chleb podczas pleśnienia pokrywa się najpierw delikatnym białym meszkiem, składającym się z drobnych włókienek, na których później wyrastają liczne zarodniki. Są one bardzo lotne, toteż łatwo dostają się wszędzie. Grzybki pleśniowe rozkładają najpierw krochmal a następnie białko, co wywołuje charakterystyczny nieprzyjemny zapach i gorzki smak spleśniałego pieczywa. Miękisz wykazuje punkty i pola zielonkawe, przechodzące w kolor szaroczarny. Rozwój pleśni następuje bardzo szybko, o ile chleb jest wilgotny lub przechowywany w warunkach wilgotnych i ciepłych. Chleb z mąki razowej, który ma zawsze wilgotniejszy miękisz, jest szczegolnie wrażliwy na pleśnie. Chleb naciskany również łatwo ulega pleśnieniu. Chleby „parkowe" lub wypiekane w blaszanych skrzyniach. są również łatwo dostępne dla pleśni, przedostającej się do środka w miejscach pozbawionych skórki. Dobrze wypieczony chleb z dobrej mąki zaczyna pleśnieć dopiero po dwóch tygodniach, źle zaś wypieczony, ze złej mąki lub przechowywany w wilgotnym i nieprzewiewnym pomieszczeniu, pleśnieje już po tygodniu, a nawet wcześniej. Chleba spleśniałego nie wolno sprzedawać. Przy spożyciu takiego chleba występują zaburzenia w organach trawiennych. Chleb spleśniały tylko z zewnątrz po oczyszczeniu skórki z pleśni może być użyty jako pasza dla zwierząt, chleb spleśniały wewnątrz jest w ogóle niezdatny do spożycia, nawet jako pasza. Zwalczanie pleśni Ponieważ pleśń atakuje chleb zmagazynowany, dostając się do niego przede wszystkim z zewnątrz, i rozmnaża się w cieple i wilgoci, należy przestrzegać następujących zasad: (a) chleb powinien być wypiekany w odpowiedniej temperaturze i w należytym okresie czasu; (b) skórka powinna być gładka, nie popękana, aby przez szczeliny nie dostawała się pleśń do miękiszu; © po wypieku trzeba chleb dobrze ochłodzić i przechowywać w pomieszczeniu przewiewnym i chłodnym (temperatura składnicy nie powinna być wyższa niż 10 — 15° C); (d) należy przestrzegać idealnej czystości pomieszczeń roboczych i magazynowych, koszów, półek itp. 2. Choroby chleba Drobnoustroje Drobnoustroje, które dostają się do ciasta, ulegają zniszczeniu pod działaniem wysokiej temperatury. Niektóre jednak bakterie są bardzo odporne nawet na temperaturę 120° C i rozwój ich w tych warunkach nie ulega zahamowaniu. Do nich należy przede wszystkim lasecznik ziemniaczany, którego zarodniki znajdują się w ziemi a stąd dostają się do zboża i mąki. Wywołują one włóknistą chorobę chleba, która najwięcej szkody wyrządza w porze letniej i występuje w chlebach pszennych, pszenno-żytnich i w ogóle w chlebach pieczonych na drożdżach. Fermentacja drożdżowa stanowi zatem podatny grunt do rozwoju lasecznika ziemniaczanego; natomiast jest on wrażliwy na kwas i dlatego w chlebie kwaśnym występuje bardzo rzadko. Gdy bakterie lasecznika ziemniaczanego dostaną się z mąką do ciasta, rozwijają się w chlebie po jego wypieczeniu, o ile istnieją sprzyjające warunki dla ich rozwoju, tj. ciepło (temperatura 30 — 40° C) i wilgoć. Same laseczniki giną podczas wypieku, jednak zarodniki ich są bardzo wytrzymałe na wysoką temperaturę, znoszą nawet kilkugodzinne gotowanie; giną w bieżącej parze wodnej po 5— 6 rodzinach, a momentalnie — w parze wodnej przy temperaturze 130° C. „Powierzchnia chleba zakażonego tym lasecznikiem — pisze prof. dr Gądzikiewicz (Chleb i pieczywo w oświetleniu higieny) — już na drugi dzień po wypieku pokrywa się wilgotnym, szlamowatym nalotem o barwie żółtej lub jasno- brunatnej. Po przekrojeniu takiego chleba skórka jest jakby połączona z miękiszem ciągnącymi się kleistymi włókienkami. Jeżeli natomiast chleb pozostawi się w całości, to wnętrze jego wkrótce zamienia się w brudną szlamowatą masę. Po wysuszeniu takiego chleba objawy te szybko znikają, wystarczy jednak pozostawić go na pół dnia w wilgotnej komorze, aby znów wróciły. Chleb taki ma nadto charakterystyczny i wyraźny zapach miodowy. Włóknisty wygląd chleba jest wywołany pęcznieniem zewnętrznych warstw błony komórkowej laseczników ziemniaczanych. Lasecznik ten, aczkolwiek bardzo odporny na temperaturę, odznacza się wielką wrażliwością na kwasy. Żyje on jeszcze w 0,1% kwasie octowym lub mlekowym, natomiast ginie już w 0,2% roztworze tych kwasów. Z tego powodu wskazane jest w razie ujawnienia się tej choroby, jak podają niektórzy autorzy, chleb mocniej kwasić albo też — ze względu na szkodliwe działanie na organizm ludzki zbyt wysokiej kwasoty chleba — dodawać około 2,4 g kwasu mlekowego na 1 kg ciasta lub też mleka zakwaszonego przez dodanie drożdży kefiru lub zaczynu piekarskiego. O ile lasecznik ziemniaczany zagnieździł się w piekarni, nie łatwo się go pozbyć. W razie ujawnienia tej choroby należy podjąć energiczne kroki w celu jak najszybszego jej zwalczenia. Należy przede wszystkim gruntownie wymyć wszelkie sprzęty i naczynia piekarskie jak również odrabialnie i magazyny mączny i gotowego pieczywa słabym roztworem octu stołowego (2 części octu i 1 część wody)". Ponieważ ciepło i wilgoć sprzyjają rozwojowi tego lasecznika, a kwas działa hamująco na jego rozwój, należy przy wypieku w lecie chleba drożdżowego przestrzegać następujących zasad: (a) mąkę przechowywać w miejscu suchym i przewiewnym; (b) unikać stosowania specjalnych mąk spulchniających, ponieważ wchłaniają one większe ilości wilgoci; © do ciasta dodawać kwasu mlekowego (zsiadłe mleko, maślanka, kwas chlebowy itp.) . Chleb drożdżowy z dodatkiem kwasu chlebowego ca 10 kg na 100 kg ciasta nie będzie się ciągnął; (d) chleb dobrze wypiekać. Dotyczy to szczególnie chlebów o wadze ponad 1 kg; (e) po wypieku chleb przechowywać w pomieszczeniach suchych, przewiewnych i możliwie chłodnych. Spożywanie chleba zakażonego tym lasecznikiem wywołuje zaburzenia przewodu pokarmowego. Poza chorobą wywołaną przez lasecznika ziemniaczanego spotykamy dość często chorobę polegającą na czerwonym zabarwieniu chleba, wywołaną przez specjalne bakterie, które wydzielają barwnik intensywnie czerwony, nierozpuszczalny w wodzie, natomiast łatwo rozpuszczalny w alkoholu i tłuszczach. Rozwijają się one najlepiej w temperaturze 25° C, wywołując w chlebie scukrzenie się krochmalu i rozkład białka glutenu. Drobnoustroje te giną już w niezbyt wysokiej temperaturze, toteż walka z nimi polega na wyparzeniu lub wygotowaniu wszystkich naczyń i utrzymywaniu czystości. 3. Wysychanie i czerstwienie chleba Przy przechowywaniu powstaje w chlebie naturalny ubytek na wadze wskutek wyparowania wody. Ubytek ten zmniejsza się w miarę wysychania chleba z każdym dniem i w okresie 5 dni wynosi około 4 — 5%. Po upływie pierwszych dwóch godzin wskutek bardzo intensywnego parowania chleb traci na wadze około 2%, następnie jednak szybkość parowania ulega znacznemu zahamowaniu i proces wysychania przebiega coraz wolniej a ustaje dopiero gdy zawartość wody w miękiszu ustali się w granicach 12—14%. Taki produkt zaliczyć można już do sucharów, przy czym nadaje się on do przechowywania przez dług! okres czasu. Jak stwierdza dr Gądzikiewicz, nawet w bardzo starym chlebie po upływie 50 lat ilość wody waha się w tych granicach. Zupełnie innym zjawiskiem jest czerstwienie chleba, którego nie należy utożsamiać z wysychaniem. Ogólnie wiadomo, że chleb w ciągu 10 — 12 godzin po wypieczeniu przejawia wszelkie oznaki czerstwienia: miękisz chleba, miękki i elastyczny po wypieczeniu, staje się twardszy, suchszy i łatwo podlega kruszeniu, natomiast skórka, po wypieczeniu twarda i trzeszcząca, staje się po kilkunastu godzinach miękka, elastyczna i jakby gumowata. Przyczyna czerstwienia chleba polega na zmianach zachodzących przy niskiej temperaturze w ziarenkach krochmalu, które wydzielają wodę, stają się o wiele twardsze i tracą zdolność pęcznienia, natomiast woda wydzielana przez krochmal zostaje związana przez gluten. Ziarenka krochmalu podczas tego procesu zmniejszają swoją, objętość i dokoła nich tworzą się powietrzne przestrzenie, krochmal oddziela się przy tym od glutenu. Tym tłumaczy się, że chleb czerstwy traci elastyczność i łatwo się kruszy. W glutenie przy czerstwieniu chleba żadne zmiany nie zachodzą. Skórka przy czerstwieniu z chrupiącej staje się miękka wskutek nasiąkania wilgocią pochodzącą z miękiszu. Możemy to udowodnić w sposób następujący: bierzemy 2 jeszcze gorące bułki, z których jedną pozostawiamy całą a z drugiej po jej przecięciu wyjmujemy szybko cały miękisz; skórka na bułce całej po kilku godzinach stanie się miękka, natomiast pochodząca z bułki, z której wycięto miękisz, zachowa wszystkie zalety świeżej skórki. Naukowo stwierdzono, że istnieje wyraźna zależność pomiędzy temperaturą, w jakiej magazynowany jest chleb, a jego czerstwieniem. Dla każdego gatunku chleba istnieje pewne optimum temperatury magazynowania, tj. pewna górna granica temperatury, przy której czerstwienie odbywa się bardzo powoli. Wszelkie odchylenia, zarówno w dół. jak i w górę, powodują przyśpieszenie czerstwienia. To optimum dla chleba sitkowego wynosi + 65° C, a dla chleba zwykłego żytniego + 45° C. Jakie środki należało by stosować, aby skutecznie zapobiegać czerstwieniu? Sposób przywracania świeżości chlebom i bułkom czerstwym przez umieszczanie ich w piecu w temperaturze 40 — 60° C znany jest naszym gospodyniom. (Jeżeli chleb sczerstwiał przy temperaturze wyższej niż optymalna, to odświeżanie jego nie jest możliwe). Jest to tylko chwilowe powstrzymywanie czerstwienia; są jednak takie sposoby przygotowywania ciasta i dodawania do niego takich substancji, które pozwalają otrzymywać pieczywo bardziej odporne na czerstwienie przy przechowywaniu go w normalnej temperaturze. Umiejętne stosowanie pomocniczych środków wypiekowych (maltozy), kombinowanej drożdżowo-kwasowej fermentacji, prowadzenie podmłody i kwasów na chłodniejszych dolewkach, użycie mniejszej ilości drożdży przy dłuższym prowadzeniu rozczynów i ciast, dodawanie do ciasta mleka i tłuszczu — oto kilka spośród licznych sposobów, mogących zapobiec zbyt szybkiemu czerstwieniu pieczywa. Autor: Stanisław Śliwa Pisownia oryginalna Dla potrzeb portalu wedlinydomowe.pl opracował Maxell









-
Wędliny i kiełbasa mają trochę kwaśny smak
Maxell odpowiedział(a) na marula3 temat w Dla początkujących
Gdzie wyczytałeś, że należy osuszać 24 godziny? Niedawno wklejałem Elementarz domowego masarza. Warto sobie poczytać. Tutaj fragment dotyczący osadzania: 193. Jak przeprowadza się osadzanie, osuszanie powierzchni i dojrzewanie kiełbas przed obróbką cieplną? Po napełnieniu osłonek masą mięsną, a przed przekazaniem do wędzarni, rozwiesza się kiełbasy na kijach wędzarniczych, dobierając na jeden kij i wózek sztuki o możliwie jednakowej średnicy i długości, a następnie przekazuje do osadzalni. W czasie osadzania następuje zmacerowanie się składników mięsnych oraz wchłonięcie, wraz z dodaną w czasie kutrowania wodą, aromatu przypraw. Poza tym mięso w osłonce osadza się (ścieśnia), wskutek czego następuje zmniejszenie otworów powietrznych powstałych w masie mięsnej w czasie napełniania osłonek. W dalszym ciągu osadzania następuje dalsze peklowanie masy mięsnej przez ocieknięcie i osuszenie powierzchni kiełbas. Kiełbasy powinny być rozwieszone w taki sposób, aby w czasie osadzania nie stykały się ze sobą. Jest to ważne, ponieważ w miejscach styku batony zlepiają się, powodując później w czasie wędzenia powstawanie tzw. styków wędzarniczych (miejsc, do których nie dotarł dym) pogarszających jakość produktu, obniżających jego trwałość, a nawet mogących doprowadzić do jego dyskwalifikacji. Kiełbasy wędzone surowe osadza się w pomieszczeniach chłodzonych (2—4°C, wilgotność względna ok. 85%) przez 1—4 dni, aż wszystkie składniki będą wyraźnie widoczne przez osuszoną osłonkę batonu. Pozostałe kiełbasy osadza się w pomieszczeniach o intensywnym ruchu powietrza (w temp. 20—30°C) od 20 minut do 2 godzin, zależnie od asortymentu. Kiełbas, w których produkcji zastosowano peklowanie mieszanką azotynowo-azotanową nie poddaje się osadzaniu, lecz przekazuje bezpośrednio po napełnieniu osłonek do wędzenia. -
Wędliny i kiełbasa mają trochę kwaśny smak
Maxell odpowiedział(a) na marula3 temat w Dla początkujących
Tak, ale osadzałeś aż 24 godziny! w garażu, gdzie panowała normalna temperatura. Wędliny, zgodnie z technologią, osadza się od kilkudziesięciu minut do 2 godz. (poza surowymi). -
Wędliny i kiełbasa mają trochę kwaśny smak
Maxell odpowiedział(a) na marula3 temat w Dla początkujących
Skłaniałbym się jeszcze ku stwierdzeniu, że zbyt długo osadzałeś w zbyt wysokiej temperaturze, co mogło doprowadzić do najnormalniejszego skiśnięcia doprawionego czochem i innymi przyprawami mięsa. -
Wędliny i kiełbasa mają trochę kwaśny smak
Maxell odpowiedział(a) na marula3 temat w Dla początkujących
Poczytaj jeszcze tutaj: /topic/576-kwasne-wedliny-po-wedzeniu/ -
Wędliny i kiełbasa mają trochę kwaśny smak
Maxell odpowiedział(a) na marula3 temat w Dla początkujących
Nie dosuszyłeś do końca, słaby obieg powietrza w wędzarni i być może zbyt wilgotne drewno. -
Wędliny i kiełbasa mają trochę kwaśny smak
Maxell odpowiedział(a) na marula3 temat w Dla początkujących
Brak odpowiedniego osuszenia wędlin przed wędzeniem zasadniczym. Tym jednak się nie martw. Jeśli smak jest lekko kwaśny i w dodatku tylko na zewnętrznej powierzchni, po kilku dniach podsuszania zniknie. Jeśli jest go więcej, zrób wg mojej autorskiej metody: w naczyniu przygotuj roztwór wody i kwaśnego węglanu sodu - sodka spożywcza (np. na 10 l wody 1 opakowanie sodki) i zamocz na kilka minut wyroby. powinno pomóc. -
Elementarz domowego masarza
Maxell odpowiedział(a) na Maxell temat w FAQ dla początkujących zadymiaczy
Opracowując nasz Elementarz, kierowałem się przede wszystkim chęcią przekazania Państwu najważniejszych informacji z zakresu technologii przetwórstwa mięsa. Tych informacji, o które prosicie w swoich mailach, podczas rozmów telefonicznych i tutaj, na naszym forum. Mam nadzieję, że moje wysiłki w redagowaniu opracowania zaowocują chęcią dalszego pogłębiania wiedzy, a tej na forum mamy dostatek. Kierując się poszczególnymi tytułami subforów, możecie poznać wszystko (no, prawie wszystko) co wiązane jest z mięsem, jego obróbką. I nie tylko. Warto na początek, zapoznać się z Akademią Dziadka. Dzięki temu opracowaniu, będziecie w stanie wykonać swoje pierwsze, jakże oczekiwane wędliny. Temat technologii przetwórstwa mięsa jest tak obszerny, że trzeba jeszcze co najmniej kilku lat, by stwierdzić, że na naszym forum mamy już chyba wszystko z tej dziedziny. Cały czas grono ludzi pracuje nad tym, aby systematycznie wzbogacać stronę główną i forum w jak najbardziej przydatne Państwu materiały. Chciałbym, abyście tutaj mogli znaleźć wszystko to, co niezbędne dla realizacji naszych celów. Starają się także o to forumowicze oraz Spółdzielnie Koleżeńskie, rozwijające się ostatnio jak grzyby po deszczu. To, jak i systematyczny wzrost liczby członków, dobrze wróży naszym planom i przedsięwzięciom. Zapraszam zatem do zwiedzania forum, zapoznawania się z zawartą na nim wiedzą oraz do prezentowania swej produkcji. Pozdrawiam serdecznie Maxell Elementarz początkującego masarza opracowany został w oparciu o materiały autorstwa: - Tadeusza Kłossowskiego, - Adama Olszewskiego, - Wincentego Pezackiego, - Władysława Poszepczyńskiego, - i innych. Źródłem wiedzy były także materiały zawarte na naszym forum. Jeśli mają Państwo jakieś uwagi lub sugestie związane z zaprezentowanym materiałem, lub propozycje co do ewentualnego rozszerzenia jego zakresu, proszę pisać. W miarę możliwości postaram się zmienić lub uzupełnić materiał zgodnie z Waszymi oczekiwaniami. -
Olgo, proszę przyjmij wyrazy najszczerszego żalu i współczucia z powodu śmierci Taty. Życie przemija, jednak pamięć o kochanej osobie pozostaje w sercach na zawsze. Pamiętaj, że zawsze możesz liczyć na nasze wsparcie.
-
Masz takie wersje: 1. Amerykański Cheddar, wersja pomarańczowa. W Stanach ciągle się tym zajadają. 2. Angielski ser RED LEICESTER, taki bardzo pomarańczowy, smak podobny do cheddara. 3. Ser z Holandii mamolette. Do kupienia u nas w cenie 30 zł/kg. Najprawdopodobniej wtedy przychodziły m.in sery ze wszystkich tych miejsc. Dodam, że najprawdopodobniej chodzi o cheddar z USA. Ser ten, jest popularny w Kanadzie i nieco mniej w Stanach. Można go dostać w każdym sklepie. Występuje w 4 formach: stary (od 3 lat w zwyz), średni (2-4 lata) i młody (poniżej 2 lat) (ten pomarańczowy zabarwiany jest barwnikiem spożywczym), i normalny, 4 rodzaj, to biało-kremowy (też dzieli się na stary, średni i młody). Jest to jeden z najtańszych serów.
-
Elementarz domowego masarza
Maxell odpowiedział(a) na Maxell temat w FAQ dla początkujących zadymiaczy
Produkcja zwierzęcych tłuszczów topionych 286. Jaki jest cel wytopu tłuszczów zwierzęcych? Wytapianie tłuszczów ze zwierzęcego surowca tłuszczowego daje w wyniku produkt, którego wartość i trwałość jest znacznie wyższa niż tłuszczu surowego. Trwałość otrzymanego produktu tłuszczowego jest wynikiem oddzielenia od tłuszczu wody i ciał białkowych oraz zniszczenia enzymów (fermentów), tj. czynników rozkładających tłuszcze, wskutek zastosowania wysokiej temperatury wytapiania. Produkt (smalec lub łój topiony) otrzymany w wyniku wytapiania zawiera oprócz czystego tłuszczu minimalne (0,25—0,50%) ilości wody i zanieczyszczeń mechanicznych. Zawartość tych domieszek wpływa niekorzystnie na jakość tłuszczu topionego i stanowi, szczególnie przy smalcu wieprzowym, podstawę do klasyfikacji jakościowej. Ilość tych domieszek jest związana przede wszystkim z zastosowanymi metodami wytopu tłuszczu. 287. Jakie wymagania stawia się surowcom tłuszczowym? Surowcami do produkcji zwierzęcych tłuszczów topionych są tłuszcze uzyskane ze zwierząt rzeźnych, ochłodzone lub zamrożone. Tylko wyjątkowo poddaje się wytopowi surowce tłuszczowe solone lub peklowane. Najważniejszymi surowcami tłuszczowymi są: słonina, sadło, otoki wieprzowe, tłuszcz drobny wieprzowy, tłuszcz pachwinowy wieprzowy oraz łoje surowe: wołowy i barani. Surowce tłuszczowe przeznaczone do produkcji tłuszczów topionych jadalnych, zarówno wieprzowych jak i innych, powinny pochodzić ze zwierząt, których tusze zostały uznane przez organ urzędowego badania zwierząt rzeźnych i mięsa za zdatne do spożycia bez zastrzeżeń. Surowiec tłuszczowy przeznaczony do wytopu powinien mieć naturalną barwę oraz zapach. Łoje surowe powinny być bezwzględnie świeże tak, aby po przetopie kwasowość gotowego produktu mieściła się w granicach określonych normą dla łoju jadalnego. Warunek ten jest szczególnie ważny ze względu na to, że łoje, w odróżnieniu od innych tłuszczów topionych, nie nadają się do rafinacji. W surowcu tłuszczowym nie powinny znajdować się gruczoły, skóry, mięso, ścięgna, mięso krwiste, nerki, wymiona, jelita, kości itp. zanieczyszczenia, których obecność wpływa na pogorszenie jakości gotowego produktu, a ponadto na obniżenie wydajności wytopowej tłuszczu. Surowiec tłuszczowy powinien być przekazywany do wytopu wg rodzajów (a możliwie i dat produkcji). Surowiec budzący jakiekolwiek zastrzeżenia należy wytapiać oddzielnie. Ma to na celu uniknięcie ewentualnego pogorszenia jakości większej partii produktu gotowego. Słonina jest rzadziej używana do wytopu niż inne surowce wieprzowe. Wytopowi poddaje się tylko słoninę niestandardową, t j. nie nadającą się do obrotu rynkowego ze względu na grubość lub wielkość kawałków. Słonina przeznaczona do wytopu powinna być biała, z lekkim odcieniem różowym lub kremowym, o powierzchni suchej lub lekko wilgotnej, lecz nie lepkiej. Niedopuszczalne są: nalot pleśni, omulenie i zanieczyszczenia mechaniczne. Konsystencja słoniny powinna być jędrna, zaś przekrój powinien stanowić jednolitą warstwę tkanki tłuszczowej (dopuszczalna najwyżej jedna warstwa mięsa o grubości do 3 mm). Słonina nie może być pobrudzona krwią i nie powinny być w niej pozostawione tzw. krwiaki. Zapach musi być charakterystyczny dla słoniny surowej lub rozmrożonej; niedopuszczalny zapach zjełczały lub inny obcy. Sadło jest zwykle matowobiałe, spoiste i miękkie. Na jego smak i spoistość znaczny wpływ wywiera żywienie świń w czasie chowu, szczególnie w okresie poprzedzającym ubój, np. nadmierne spasanie makuchów powoduje lekko gorzkawy smak i nieco rozluźnioną konsystencję sadła. Otoki wieprzowe to tłuszcz krezkowy jelit cienkich, grubych i żołądków. Barwa otok powinna być biała lub lekko różowa, jest dopuszczalny lekki odcień żółtawy. Powierzchnia otok powinna być błyszcząca lub matowa, lekko wilgotna, ale nie omulała. Na przekroju widoczne różowoczerwone pasemka naczyń krwionośnych. Konsystencja otok w temperaturze 5°C jest półtwarda; w temperaturze ok. 18°C — miękka. Tłuszcz drobny wieprzowy są to małe (poniżej 0,5 kg) kawałki słoniny, okrawki tłuszczu uzyskane przy rozbiorze półtusz wieprzowych (np. przy zdejmowaniu i wyrównywaniu płata słoniny, obróbce schabu) lub przy obróbce przygotowującej elementy do dalszej produkcji (np. obróbka szynek, boczków, tj. rozbiór uzupełniający). Tłuszcz drobny powinien mieć barwę białą z lekkim odcieniem różowawym lub kremowym, konsystencję jędrną nieco miękką, zapach świeży i swoisty. Niedopuszczalne są: lepkość powierzchni (oślizłość świadcząca o zbyt długim lub w nieodpowiednich warunkach przetrzymywaniu tłuszczu przed wytopem), kawałki mięsa i gruczoły, wszelkie zanieczyszczenia mechaniczne oraz zapach jełczenia. Tłuszcz pachwinowy uzyskuje się w wyniku rozbioru pachwiny wieprzowej. Barwa jak przy tłuszczu drobnym, konsystencja bardziej miękka, zapach swoisty. Niedopuszczalne jest przeznaczenie do wytopu tłuszczu pachwinowego, wykazującego jakiekolwiek oznaki nieświeżości. Do przetopu na smalec spożywczy można stosować także tłuszcz zdejmowany ze skór świńskich, o ile wytop odbywać się będzie w urządzeniach typu Titan, de Laval, Sharples itp. w zakładach będących pod stałym nadzorem IW. Łój wołowy pochodzący ze zwierząt młodych jest biały, ze zwierząt starszych i starych — żółty do żółtoczerwonego z różowymi naczyniami krwionośnymi. Powierzchnia łoju powinna być sucha, błyszcząca lub lekko matowa do całkiem matowej. Konsystencja w temperaturze 15°C twarda, krucha, nie ustępująca pod lekkim naciskiem palca. Barwa przekroju jednolita, zaś wygląd ziarnisty o nierównej powierzchni. Zapach swoisty dla łoju świeżego, niedopuszczalne obce zapachy. Łój barani różni się od łoju wołowego matowobiałym zabarwieniem, swoistym specyficznym zapachem baraniny (którego intensywność wzmaga się wraz z wiekiem zwierzęcia) oraz zawartością znacznie większej ilości tkanki łącznej. Łój młodych koni jest białawy, o spoistej konsystencji i żółtawym odcieniu, u koni starszych - żółty, o konsystencji luźnej, łatwo topliwy (zaczyna się topić przy silniejszym ściśnięciu w palcach). Zapach tłuszczu końskiego zanurzonego w gorącej wodzie jest mdławy, odmienny od łoju wołowego. Łój koński i łój barani nie są wytapiane w Polsce z przeznaczeniem do celów spożywczych. 288. Jak postępuje się z surowcami tłuszczowymi przed wytopem? Surowiec tłuszczowy ciepły z uboju (sadło i otoczki) przed przekazaniem do przetopu musi być odparowany i ostudzony. W wyjątkowych przypadkach dopuszcza się wytop tłuszczu świeżego nie ostudzonego, jednak przy braniu takiego surowca należy zwrócić uwagę aby nie był on zaparzony lub nie uległ zaparzeniu. W celu zapewnienia właściwej jakości nie ostudzonego surowca, sadło, słonina i otoki przekazywane do wytopu powinny być zawieszane na specjalnych wózkach, zaś pozostały świeży tłuszcz — rozłożony cienkimi warstwami. Czas przetrzymywania świeżej słoniny i sadła w pomieszczeniach magazynowych chłodzonych nie może przekraczać 6 dni, licząc od chwili uboju; otoki powinny być przekazywane do wytopu w ciągu 24 godzin; tylko w wyjątkowo uzasadnionych przypadkach czas ten może zostać przedłużony do 48 godzin. Tłuszcz ze skór, tłuszcz peklowany i tłuszcz rozmrożony powinny być skierowane do przetopu w ciągu najdalej 48 godzin. Czas przetrzymywania surowców tłuszczowych przed wytopem w pomieszczeniach niechłodzonych nie powinien przekraczać 6 godzin. Pomieszczenia służące do przetrzymywania surowca tłuszczowego (magazynowe) powinny być chłodzone do temperatury 2—6°C, czyste, suche, zaciemnione i odpowiednio wentylowane. Sadło lub słonina uzyskane z rozbioru ciepłych półtusz wieprzowych przed magazynowaniem powinny być odparowane i ostudzone. Sadło, słonina lub otoki wieprzowe, po ostudzeniu do temperatury 15°C, mogą być następnie zawieszane po kilka kawałków na jednym haku. Ostudzone do temperatury 5°C mogą być złożone na kratach drewnianych warstwą o grubości do 60 cm. Taki sam sposób postępowania należy stosować przy otokach wieprzowych otrzymywanych z uboju. Tłuszcz drobny wieprzowy oraz tłuszcz pachwinowy wieprzowy przetrzymuje się w magazynie chłodzonym na kratach drewnianych, w warstwie grubości ok. 25 cm. Surowce tłuszczowe chłodzi się w zimnej wodzie lub pomieszczeniach chłodzonych. Ochładzanie w zimnej wodzie zmniejsza podatność surowca tłuszczowego na psucie się oraz zapobiega zbytniemu nagrzewaniu w czasie rozdrabniania w wilku. Ochładzanie w wodzie o temperaturze 2—4°C powoduje, że surowiec tłuszczowy staje się bardziej zwarty (przyczynia się to do dokładniejszego rozdrobnienia) i uzyskuje większą wydajność wytopową. Prawidłowe ochłodzenie surowca tłuszczowego zwiększa wydajność jego wytopu o 3—4% w stosunku do surowca nie ostudzonego. Podczas przemywania i ochładzania w wodzie przenika ona do porów i kanalików tkanki tłuszczowej, powodując pęcznienie substancji białkowych. Ta część wody utrzymuje się w tkance tłuszczowej mechanicznie i musi być stamtąd usunięta. W tym celu tłuszcz moczony poddaje się ociekaniu, układając go na drewnianych kratach, w pomieszczeniach o temperaturze tzw. zerowej (od 0 do 4°C) i odpowiedniej wentylacji. Tłuszcz otrzymany z dobrze ochłodzonego surowca nie wykazuje obcych zapachów, których pozbywa się surowiec tłuszczowy w czasie ochładzania. Dobrze ochłodzony surowiec jest łamliwy, na przekroju ma barwę białawą i temperaturę ok. 4°C. Najkorzystniejszy czas ochładzania surowców tłuszczowych w wodzie wynosi 6 godzin, przy czym może się on wahać w granicach 4—12 godzin. Zbyt długie przetrzymywanie powoduje, że surowiec tłuszczowy wchłania zbyt dużo wody, staje się miękki i jakość jego ulega pogorszeniu. W pomieszczeniach chłodzonych studzi się surowce tłuszczowe, dla których chłodzenie wodne nie jest wskazane, ze względu na zbytnią nasiąkliwość lub w przypadku stosowania suchej metody wytopu. Pomieszczenia służące do ochładzania surowca tłuszczowego powinny być dobrze wietrzone, w celu uniknięcia nadmiernej wilgotności, mieć ograniczony dostęp światła (które przy spieszą niekorzystne zmiany jakościowe w tłuszczach) oraz temperaturę od 0 do 6°C. W tych warunkach czas chłodzenia waha się w granicach 8—12 godzin. Tłuszcz peklowany oraz tłuszcz ze skór trzyma się w skrzynkach, w warstwach nie grubszych niż 15 cm. W przypadku niemożności wytapiania surowców tłuszczowych na bieżąco, należy je zamrażać. Surowce mrożone przed przekazaniem do wytopu muszą zostać rozmrożone i skontrolowane organoleptycznie pod względem jakości. 289. Jak zestawia się surowiec do wytopu tłuszczów zwierzęcych jadalnych? Do produkcji smalcu klasy I przeznacza się surowce tłuszczowe świeże i mrożone: sadło, słoninę, tłuszcz drobny, tłuszcz z pachwiny i tłuszcz z podgardla. Wskazane jest stosowanie surowców mrożonych o możliwie krótkim okresie składowania. Do produkcji smalcu klasy II, poza surowcami tłuszczowymi stosowanymi do wytopu smalcu klasy I, używa się tłuszczu otokowego, tłuszczów solonych, peklowanych lub wędzonych. Do produkcji łoju wołowego topionego stosuje się łoje surowe wołowe i cielęce: okołonerkowy, sieciowy, drobny i otokowy. Do produkcji łoju baraniego topionego są używane łoje baranie surowe: okołonerkowy, sieciowy i drobny. Surowiec do produkcji tłuszczów topionych powinien pochodzić ze zwierząt rzeźnych uznanych przez IW za zdatne do spożycia bez zastrzeżeń. 290. Jakimi metodami wytapia się tłuszcze zwierzęce? Technologia procesu topienia odróżnia dwie zasadnicze metody wytopu tłuszczów zwierzęcych: suchą i mokrą. Sucha metoda wytopu polega na działaniu wysoką temperaturą na surowiec tłuszczowy, rozdrabniany bez dodawania wody. W czasie wytapiania tą metodą następuje parowanie wody zawartej w surowcu tłuszczowym. Przy metodzie mokrej do surowca tłuszczowego dodaje się wodę, na skutek czego po wytopieniu otrzymuje się zawiesinę tłuszczu w wodzie. Aby otrzymać czysty tłuszcz zawiesinę tę odwirowuje się i w wyniku działania siły odśrodkowej następuje oddzielenie od tłuszczu wody i zanieczyszczeń mechanicznych. Metoda mokra pozwala na uzyskanie wyższej i bardziej jednolitej jakości smalcu, ponadto zaś eliminuje stosowanie wyższej (niż przy metodzie suchej) temperatury, wpływającej na podwyższanie kwasowości wytopionego tłuszczu. Prowadzenie wytopu metodą mokrą odbywa się w urządzeniach zamkniętych, co powoduje wyeliminowanie szkodliwego działania na tłuszcz światła i powietrza, nieuniknione przy wytopie metodą suchą w kotłach otwartych. Ze względu na technikę przerobu, metody wytopu dzieli się na okresowe i ciągłe. Przy okresowej metodzie wytopu przebieg procesu odbywa się według powtarzającego się schematu: załadowanie surowca tłuszczowego - wytop tłuszczu - rozładowanie urządzeń (produkt gotowy). Przykładem metody okresowej suchej jest wytop w kotłach otwartych, okresowej mokrej — w autoklawach. Metoda wytopu ciągłego polega na tym, że występuje ciągłe załadowywanie surowca, ciągły wytop i stałe otrzymywanie produktu gotowego, tj. tłuszczu topionego. Przez całą linię produkcyjną surowiec tłuszczowy i produkty przejściowe są podawane automatycznie ze stanowiska na stanowisko. Ujemną stroną mokrej metody wytopu jest nieprzydatność uzyskanych skwarków (zawierających białko i pewien procent tłuszczu) do użycia w przetwórstwie, do czego nadają się skwarki uzyskane z wytopu metodą suchą. 291. Jak przebiega wytop tłuszczu w kotłach otwartych? Wytop tłuszczów zwierzęcych w kotłach otwartych jest prowadzony metodą suchą okresową. Surowce tłuszczowe rozdrabnia się w wilku (siatka 8— 10 mm) i załadowuje do kotłów, najpierw trudniej topliwe (np. słoninę), na końcu zaś sadło - najłatwiej topliwe z tłuszczów wieprzowych. Wkładanie do kotłów nowych partii surowca powinno następować po dokładnym wymieszaniu (mechanicznym lub ręcznym) poprzedniej porcji. Mieszanie surowca w czasie załadunku (oraz wytopu) zapobiega przypalaniu się tkanki tłuszczowej. Po załadowaniu kotła otwiera się dopływ pary (w kotłach dwupłaszczowych) i rozpoczyna wytop. Ciśnienie pary w koszulce kotła (pomiędzy kotłem a płaszczem) utrzymuje się w granicach 1,5—2,5 atm., co daje temperaturę ok. 110—120°C. Wytapianie trwa 3—5 godzin (średnio cykl wytopu trwa 4 godziny). Pod koniec wytopu, co poznaje się po klarowności tłuszczu oraz złocistej barwie skwarków, należy zamknąć dopływ pary do kotłów. Po stwierdzonym obniżeniu się ciśnienia pary (na manometrze) spuszcza się tłuszcz do zbiornika półproduktu, w którym następuje ustanie się smalcu, w czasie którego opadają na dno drobniutkie skwarki (pozostałe jeszcze w tłuszczu po uprzednim przecedzeniu go i oddzieleniu zasadniczej masy skwarek) i zanieczyszczenia. Po odstaniu tłuszcz ze zbiornika przepompowuje się do prasy filtracyjnej, stąd zaś do zbiornika gotowego produktu i ochładzalnika. Smalec należy jak najszybciej ochłodzić do temperatury 24—26°C, aby nie dopuścić do powstania krystalicznej struktury — kaszkowatości, obniżającej klasę smalcu. Skwarki, po ocieknięciu z tłuszczu i obniżeniu temperatury do ok. 80°C, prasuje się w prasach mechanicznych lub hydraulicznych. W czasie prasowania używa się przekładek z blachy stalowej o grubości ok. 7 mm, gładkich i nie dziurkowanych, aby nie wyginały się. Warstwa skwarek po wyprasowaniu nie powinna być grubsza niż 5 mm. 292. [informacyjnie] Jak wytapia się tłuszcz w autoklawach? Wytop w autoklawach jest, podobnie jak wytop w kotłach otwartych, metodą okresową, ale mokrą. Surowiec tłuszczowy przeznaczany do wytopu w autoklawie rozdrabnia się (z wyjątkiem sadła) w wilku przez siatkę z oczkami 5—8 mm. Do autoklawów nalewa się wody w ilości ok. 1/3 pojemności kotła, podgrzewa do temperatury 45—50°C, wkłada surowiec tłuszczowy rozdrobniony w wilku, zawartość dokładnie miesza wiosłem drewnianym, podgrzewa mieszaninę do temperatury 70—80°C, dodaje sadło w całych błonach i zamyka autoklaw. Następnie włącza się parę i odpowietrza kocioł przez otwór umieszczony w pokrywie. Przy ciśnieniu pary 3,5—4,0 atm. wytop powinien trwać nie dłużej niż 4 godziny, licząc od chwili zamknięcia kotła pokrywą. Po wytopieniu tłuszczu należy zamknąć dopływ pary, odczekać aż spadnie jej ciśnienie, ostrożnie otworzyć zawór odpowietrzający w pokrywie autoklawu i wypuścić resztki pary. Wydobywanie się tłuszczu wraz z parą jest oznaką, że wrzenie wewnątrz autoklawu jeszcze nie ustało. Należy wtedy zamknąć zawór w pokrywie i po odczekaniu ok. 15—20 minut ponownie ostrożnie otwierać zawór. Po wypuszczeniu pary z kotła należy, z zachowaniem odpowiedniej ostrożności, otworzyć pokrywę autoklawu, a następnie odczekać ok. 30 minut dla odstania się zawartości. W tym czasie w kotle ustalają się trzy warstwy: w najwyższej zbiera się wytopiony tłuszcz (jako najlżejszy), w środkowej skwarki (tkanka łączna), w dolnej — woda, która jest najcięższym składnikiem tej mieszaniny. Następną czynnością jest ściągnięcie tłuszczu za pomocą ssawki zakończonej gęstym sitkiem. Ssawka ta musi być o tyle ruchoma, aby można było zmieniać jej położenie w miarę obniżania się poziomu ściąganego tłuszczu. Ściągany tłuszcz kieruje się przez emulgator do wirówki, która doczyszcza tłuszcz i w ustawieniu szeregowym może pracować tylko jedna. Wirówkę należy oczyszczać co ok. 30 minut w sposób omówiony przy wytopie tłuszczu w urządzeniu Titan. Pozostałość tłuszczu w skwarkach nie powinna przekraczać 10%, w mułku — 6%, w wodzie kotłowej i z wirówek - 0,2%. Po odwirowaniu sprawdza się klarowność otrzymanego tłuszczu, wlewając gorący smalec do szklanego cylindra lub probówki. Próbka oglądana pod światło powinna być zupełnie przezroczysta, bez zmętnienia. Zmętnienie oznacza, że woda nie została całkowicie odwirowana. Klarowny tłuszcz kieruje się do zbiornika gotowego produktu, następnie ochładza w schładzalniku i zlewa do skrzynek. Temperatura ochłodzonego smalcu powinna wynosić 24—26°C. Po ściągnięciu tłuszczu z autoklawu, należy spuścić wodę, dolnym spustem umieszczonym w dnie kotła. Skwarki spuszcza się do naczynia nakrytego sitem i na nim przepłukuje je gorącą wodą, aby zmniejszyć w nich zawartość tłuszczu. W przypadku, gdy zawartość tłuszczu w skwarkach (po ocieknięciu) jest wyższa niż 10%, należy je jeszcze raz przetopić. Skwarki z wytopu autoklawowego, zgodnie z obowiązującymi przepisami, przeznacza się do celów technicznych. 293. [informacyjnie] Jak przebiega ciągły wytop tłuszczów zwierzęcych w niskich temperaturach (aparatura firmy Titan)? Surowiec tłuszczowy jest dostarczany (bezpośrednio lub przenośnikiem ślimakowym) do wilka i w jego gardzieli podgrzewany bezpośrednio parą do temperatury 70—80°C. Dzięki bezpośredniemu połączeniu gardzieli, podgrzany wstępnie surowiec jest podawany do zbiornika wytapiającego, wyposażonego w mieszadło i podtrzymującego stałą temperaturę; zbiornik ten spełnia ponadto rolę buforową. Ze zbiornika materiał jest przenoszony (za pomocą pompy ślimakowej o zmiennej wydajności) do wirówki ślimakowej poziomej, w której odtłuszczone białka (skwarki) są oddzielane od fazy ciekłej i kierowane do podstawionego pojemnika. Ciekła mieszanina (woda, tłuszcz i rozproszone cząstki stałe), jest przetłaczana pompą odśrodkową, wbudowaną w wirówkę poziomą, do podgrzewacza, gdzie przez inżektor otrzymuje się wtrysk pary bezpośredniej, dla podniesienia temperatury mieszaniny do 95—100°C. Nadmiar pary i powietrza jest usuwany w cyklonie wypartnym, przed wejściem do wirówki samoczyszczącej (separatora), usuwającej ciała stałe, tzw. szlam. Oczyszczanie jest zaprogramowane i sterowane za pomocą specjalnego pulpitu. Tłuszcz oczyszczony w separatorze, pompą odśrodkową jest przetłaczany dalej przez wymiennik płytowy ciepła, obniżający temperaturę tłuszczu do 35—45°C, przed dalszym chłodzeniem, magazynowaniem czy paczkowaniem. Między pompą i wymiennikiem płytowym tłuszcz przepływa przez szklaną rurę obok komórki fotoelektrycznej. W przypadku zmętnienia tłuszczu, komórka uruchamia zawór przeponowy, kierujący tłuszcz z powrotem do zbiornika wytapiającego. Pozostały tłuszcz przechodzi przez tłuszczomierz do schładzalnika. Szlam z separatora przechodzi do zbiornika wytapiającego, a następnie do separatora, dzięki czemu następuje dokładne odtłuszczenie cząstek stałych. Do agregatu może być włączone specjalne urządzenie, pozwalające na uzyskanie smaku tłuszczu zbliżonego do wytapianego w kotłach otwartych, ogrzewanych bezpośrednio (przysmażony). 294. [informacyjnie] Jak przebiega szybki wytop tłuszczów zwierzęcych w aparaturze Titan? Metoda ta, pozwalająca na uzyskiwanie nie skoagulowanego białka, jest rozwinięciem metody omówionej w poprzednim pytaniu. Surowiec tłuszczowy rozdrobniony wstępnie w wilku przechodzi do szybkoobrotowego młynka, w którym w czasie wtórnego rozdrabniania jest mieszany z gorącym (temp. 90—100°C) wytopionym tłuszczem podanym do młynka ze zbiornika końcowego. Mieszanina ta przechodzi następnie do zbiornika z mieszadłem, gdzie przez dalsze dodanie niewielkiej ilości gorącego tłuszczu uzyskuje się wymaganą w urządzeniu końcową temperaturę oczyszczania w separatorze 40—45°C. Dozowanie wytopionego już tłuszczu do szybkoobrotowego młynka i zbiornika z mieszadłem jest całkowicie zautomatyzowane i sterowane z pulpitu, który w miarę potrzeby uruchamia dwa zawory przeponowe. Zaletami tej metody są: bardzo szybki wytop, nie skoagulowane białka, całkowita automatyzacja i ciągłość procesu, możliwość zmian w szerokim zakresie zawartości białka w tłuszczu. 295. [informacyjnie] Jak wytapia się tłuszcz w aparaturze de Laval-Centriflow? Dążność do wykorzystania białka, pozostającego w wytopie tłuszczu w skwarkach, dla celów konsumpcyjnych doprowadziła do opracowania przez firmę de Laval metody wytopu zwanej Centriflow. Jest to metoda sucha ciągła, przy której temperatura wytopu została znacznie obniżona do 80—90°C. Tłuszcz rozdrobniony w wilku zostaje podany do zbiornika pośredniego przewodem rurowym otoczonym płaszczem parowym, dzięki czemu następuje wstępne ogrzanie surowca do temperatury 40—50°C. W zbiorniku tym, ogrzewanym bezpośrednio parą i zaopatrzonym w mechaniczne mieszadło, tłuszcz zostaje dalej podgrzewany do temperatury 55—60°C. Następną czynnością jest przepompowanie tłuszczu, z równoczesnym dalszym podgrzaniem do temperatury 70—80°C, do mieszadła wyposażonego w zestaw bardzo szybko obracających się noży, dokładnie rozdrabniających i rozbijających tłuszcz, w celu wytworzenia prawie emulsji. Następną fazą jest przesunięcie masy tłuszczowej do dekantera, w którym następuje oddzielenie ciał stałych od cieczy, przepływającej do emulgatora przeponowego, w którym dzięki bezpośredniemu wtryskowi pary zostaje ona ogrzana do ok. 95°C, później odpowietrzona i skierowana, do wirówki samoopróżniającej się. Opróżnianie się bębna wirówki z osadu (mułku) odbywa się bez zmniejszenia obrotów bębna. Proces samooczyszczania się wirówki jest kontrolowany przez zawór sterujący, znajdujący się na zewnątrz wirówki; zawór może być podłączony do automatycznego włącznika czasowego. Otrzymany z wirówki czysty tłuszcz zostaje skierowany do ochładzalnika płytowego, w którym ciekły tłuszcz przepływa cienką warstwą między szeregiem falistych płyt z nierdzewnej stali, ulegając szybkiemu schłodzeniu wstępnemu do temperatury 35—40°C. Wstępnie schłodzony tłuszcz płynie do schładzalnika przeciwprądowego (gdzie czynnikiem chłodniczym jest amoniak), w którym następuje obniżenie temperatury do ok. 17°C, następnie przez dozownik jest rozlewany do opakowań jednostkowych. Sterowanie pracą urządzenia Centriflow odbywa się na tablicy centralnej, na której znajdują się termometry, manometry, zawory sterownicze oraz wziernik (z odpowiednim podświetleniem) umożliwiający wizualną kontrolę otrzymanego tłuszczu. Czas przepływu tłuszczu przez urządzenie 7,5 minut; wydajność 98% tłuszczu zawartego w surowcu. Zapotrzebowanie energii elektrycznej (zależnie od typu agregatu) 17—25 kWh/t, zużycie surowca, pary — od 130 do 150 kg/t surowca. 296. [informacyjnie] Jak wytapia się tłuszcz w urządzeniu Sharples? Przebieg wytopu tłuszczów zwierzęcych w urządzeniu Sharples jest podobny jak w urządzeniu Centriflow. Jest to również wytop metodą suchą ciągłą. Różnica polega na odmienności niektórych rozwiązań technicznych, np. zastosowaniu w urządzeniu Sharples tarcz rozcierających tłuszcz zamiast mieszadła nożowego. W wirówkach Sharples jest ciekawie rozwiązany automatyczny układ oczyszczający wirówkę w czasie pracy, bez konieczności zatrzymywania dopływu oczyszczanej cieczy. Gdy przepływ oczyszczanej cieczy jest normalny (nie ograniczony gromadzącym się w bębnie wirówki mułkiem), to ciśnienie po obu stronach tłoka zaworu samooczyszczającego jest jednakowe i siła odśrodkowa utrzymuje zawór w położeniu zamkniętym. Wydajność produkcyjna tłuszczów topionych, t j. ilość tłuszczu topionego otrzymana w stosunku do zużytego surowca, zależy od kilku czynników, z których do najważniejszych należą: rodzaj i zestaw użytego surowca (z uwagi na różną wydajność wytopową) oraz metoda wytopu. Wydajność produkcyjna tłuszczów topionych jest tym wyższa, im więcej w składzie surowcowym znajduje się (procentowo) sadła i słoniny. dy gromadzący się mułek spowoduje ograniczenie przepływu cieczy, ciśnienie na tłok zaworu staje się niejednakowe i wskutek przewagi siły odśrodkowej następuje otwarcie zaworu. W tym momencie następuje również usunięcie mułku, w następstwie czego ciśnienie po obu stronach tłoka ulega ponownemu wyrównaniu i zawór automatycznie zamyka się. W wirówkach Sharples jest ciekawie rozwiązany automatyczny układ oczyszczający wirówkę w czasie pracy, bez konieczności zatrzymywania dopływu oczyszczanej cieczy. Gdy przepływ oczyszczanej cieczy jest normalny (nie ograniczony gromadzącym się w bębnie wirówki mułkiem), to ciśnienie po obu stronach tłoka zaworu samooczyszczającego jest jednakowe i siła odśrodkowa utrzymuje zawór w położeniu zamkniętym. Gdy gromadzący się mułek spowoduje ograniczenie przepływu cieczy, ciśnienie na tłok zaworu staje się niejednakowe i wskutek przewagi siły odśrodkowej następuje otwarcie zaworu. W tym momencie następuje również usunięcie mułku, w następstwie czego ciśnienie po obu stronach tłoka ulega ponownemu wyrównaniu i zawór automatycznie zamyka się. 297. Od czego zależy wydajność produkcyjna tłuszczów topionych? Różne surowce tłuszczowe mają różny skład chemiczny, zawierają różny procent tłuszczu i stąd różna jest ich wydajność wytopowa. Przybliżone wydajności wytopu poszczególnych surowców tłuszczowych wynoszą w %: sadło 90—92,5 drobny tłuszcz wieprzowy 75—80 słonina 83—85 otoczki 65—75 Wydajność produkcyjna tłuszczów topionych, tj. ilość tłuszczu topionego otrzymana w stosunku do zużytego surowca, zależy od kilku czynników, z których do najważniejszych należą: rodzaj i zestaw użytego surowca (z uwagi na różną wydajność wytopową) oraz metoda wytopu. Wydajność produkcyjna tłuszczów topionych jest tym wyższa, im więcej w składzie surowcowym znajduje się (procentowo) sadła i słoniny. 298. Jak pakuje się tłuszcze topione? Tłuszcz opuszczający urządzenie wy topowe powinien zostać możliwie najszybciej schłodzony do temperatury 20—22°C. Szybkie ochłodzenie jest o tyle ważne, że powolne schładzanie może spowodować (i w większości przypadków powoduje) ziarnistą strukturę smalcu, zwaną kaszkowatością. Ziarnistość ta jest widoczna gołym okiem i znacznie obniża jakość tłuszczu topionego, gdyż nie tylko pogarsza jego wygląd, ale powoduje także łatwiejsze przeciekanie (np. w porze letniej) przez pergamin oraz przy rozgrzaniu trudniejsze krzepnięcie, długo utrzymując stan półpłynny tłuszczu. Po ochłodzeniu wstępnym smalec lub łój topiony zlewa się do pudeł tekturowych lub skrzynek drewnianych. Zlewanie tłuszczów topionych odbywa się za pomocą urządzeń dozujących, pracujących na zasadzie odmierzania objętościowego. Zlewany tłuszcz powinien mieć konsystencję gęstą, lecz jeszcze ciekłą, aby mógł dokładnie wypełnić opakowanie i uformować gładką powierzchnię. Opakowania do tłuszczów topionych muszą być czyste i zupełnie suche, Jako opakowania do przechowywania i transportu stosuje się: - dla smalcu w blokach — pudła tekturowe o wymiarach 380 X 190 X 210 mm i skrzynki drewniane o wymiarach 481 X 357 X 218 mm; - dla smalcu paczkowanego - pudła tekturowe o wymiarach 317 X 253 X 253 mm. Przed wlaniem tłuszczu opakowanie wykłada się jednym lub dwoma arkuszami papieru pergaminowego, folii wiskozowej lub polietylenowej (bądź torbą z folii) ukształtowanymi w rodzaj torby ułożonej luźno wewnątrz opakowania, aby tłuszcz dokładnie wypełnił opakowanie, zaś pergamin nie uległ porozrywaniu pod jego ciśnieniem. Masa tłuszczu powinna wynosić: w skrzynkach dwa bloki po 12,5 kg, w pudłach tekturowych -- jeden blok 12,5 kg. Smalec paczkowany pakuje się do pudeł tekturowych w ilości: 70 kostek po 250 g (wymiary kostki 100 X 75 X 35 mm) lub 140 kostek po 125 g (wymiary 75 X 50 X 35 mm). Smalec w blokach po napełnieniu opakowań jest przewożony do pomieszczeń chłodzonych, gdzie zastyga. Po zastygnięciu układa się na powierzchni bloku (tzw. zamknięcie kopertowe) wystający pergamin lub folię, wkłada do środka metrykę produkcyjną i opakowanie zamyka. Skrzynki drewniane są zamykane wiekiem przybijanym do boków i czół gwoździami, a następnie w dwu miejscach w poprzek (w odległości ok. 1/5 długości od czół) przewiązywane drutem wyżarzonym lub taśmą stalową (tzw. bednarką). Pudła tekturowe po zamknięciu powinny być zaklejone na stykach taśmą powleczoną klejem. Po uzgodnieniu z odbiorcą opakowanie może być nie związane lub nie oklejone. Metryka produkcyjna, wykonana z papieru pergaminowego formatu A7, zawiera: nazwę zakładu produkcyjnego, rodzaj i klasę tłuszczu, datę i zmianę produkcyjną (numer wytopu), numer raportu produkcyjnego, masę netto. Na każdej skrzynce lub pudle tekturowym przymocowuje się etykietę z kartonu formatu A6 zawierającą: nazwę (znak) zakładu produkcyjnego, rodzaj i klasę tłuszczu, datę produkcji (paczkowania), zmianę, numer wytopu, masę netto. W przypadku stosowania przeciwutleniaczy należy dodatkowo umieścić na opakowaniu transportowym (i owinięciu kostki) napis „konserwowane" z podaniem nazwy i ilości użytego przeciwutleniacza. Na specjalne zamówienie smalec może być także pakowany w puszki metalowe z blachy białej nielakierowanej. 299. W oparciu o jakie kryteria klasyfikuje się tłuszcze topione? W odniesieniu do smalcu wieprzowego rozróżnia się dwie klasy: I i II, który to podział dotyczy wyłącznie określenia przydatności smalcu do przechowywania. W obrocie detalicznym nie rozróżnia się klas jakości. Klasyfikacja smalcu (podobnie jak stwierdzenie czy łój topiony mieści się w granicach wymagań normy jakościowej) polega na wykonaniu analiz laboratoryjnych określających: zawartość wody w %, zawartość zanieczyszczeń naturalnych w % i nieobecność zanieczyszczeń obcych, liczbę kwasową (ilość mg KOH na 1 g tłuszczu), zawartość nadtlenków (liczba Lea), ewentualną zawartość przeciwutleniaczy (ilość g na 100 g tłuszczu), nieobecność aldehydu epihydronowego (próba Kreisa). Ponadto przeprowadza się ocenę organoleptyczną w celu określenia: barwy tłuszczu (w stanie stałym), konsystencji i struktury (w temp. 18—20°C), smaku i zapachu. Poszczególnym klasom smalcu stawia się następujące wymagania: Klasa I -- barwa biała do jasnokremowej. Konsystencja jednorodna, stała, miękka i smarowna. Struktura organoleptycznie jednolita (niedopuszczalna kaszkowatość). Smak i zapach charakterystyczny dla tłuszczu wytopionego z przewidzianych surowców, bez smaku i zapachu obcego; dopuszczalny lekko skwarkowy. Zawartość wody do 0,30%. Kwasowość do: przed składowaniem - 1,0°, po składowaniu (przed przekazaniem do obrotu) — 2,2°, w obrocie — 2,8°. Zawartość zanieczyszczeń naturalnych do 0,02%, zanieczyszczenia obce — niedopuszczalne. Klasa II — barwa biała z odcieniem jasnoniebieskim lub szarokremowym. Konsystencja jak w klasie I. Struktura organoleptycznie niejednolita (dopuszczalna kaszkowatość). Smak i zapach jak w klasie I, z dopuszczeniem lekkiego zapachu i smaku wędzonki, tłuszczu solonego oraz otokowego. Zawartość wody do 0,50%. Kwasowość przed składowaniem może wynosić do 1,4°, po składowaniu i w obrocie - jak dla klasy I. Zawartość zanieczyszczeń naturalnych do 0,50%, zanieczyszczenia obce — niedopuszczalne. Łoje topione jadalne są produkowane w Polsce w jednej klasie jakościowej. Łoje topione powinny mieć barwę jasnokremową do żółtej. Konsystencję stałą, twardą i kruchą, w strukturze dopuszczalna kaszkowatość. Smak i zapach charakterystyczny, bez obcego zapachu i smaku (dopuszczalny lekko skwarkowy). Wymagania odnośnie zawartości wody i kwasowości - - jak dla smalcu klasy II. Zawartość zanieczyszczeń naturalnych do 0,05%, zanieczyszczenia obce — niedopuszczalne. 300. Co powoduje psucie się tłuszczów? W odróżnieniu od mięsa tłuszcze nie ulegają gniciu. Przyczyną psucia się tłuszczów zwierzęcych są w pierwszym rzędzie przemiany o charakterze chemicznym, powodujące jełczenie lub łojowacenie. Jełczenie hydrolityczne (hydroliza) zachodzi w przypadku obecności w tłuszczu wody oraz enzymu zwanego lipazą. Enzym ten znajduje się w komórkach tkanki tłuszczowej lub zostaje wytworzony przez drobnoustroje (pleśnie, bakterie). Wytapianie nie niszczy i nie usuwa całkowicie lipazy, dlatego tłuszcze topione są również podatne na jełczenie hydrolityczne. Smalec ze skwarkami szybciej ulega hydrolizie, gdyż najwięcej wody pozostaje w skwarkach. Jełczenie oksydacyjne (utlenianie) tłuszczów odgrywa ważniejszą rolę niż hydroliza i występuje pod wpływem enzymów: lipoksydazy i peroksydazy. W czasie utleniania kwasy tłuszczowe ulegają daleko idącym przemianom. Również gliceryna powstająca przy rozszczepianiu ulega w czasie jełczenia tłuszczu dalszej przemianie na różne, najczęściej lotne substancje. Jełczenie oksydacyjne może występować pod postacią: aldehydowego, ketonowego i metyloaminowego. Jełczeniu aldehydowemu podlegają glicerydy i kwasy tłuszczowe nienasycone, zaś następuje ono pod wpływem działania tlenu z powietrza (typowe utlenienie). Czynnikiem przyspieszającym jest światło słoneczne (promienie ultrafioletowe), a także takie metale, jak żelazo i miedź oraz ich związki. Temu typowi jełczenia sprzyjają ponadto: woda i ciepło. W wyniku jełczenia aldehydowego tłuszcz nabiera nieprzyjemnego zapachu i smaku. Jełczenie ketonowe przebiega pod wpływem działania drobnoustrojów, dlatego też postępowi tego procesu sprzyjają czynniki niezbędne do życia drobnoustrojów: woda, ciepło, pożywki białkowe (fosforowe i azotowe). Jełczeniu ketonowemu zapobiegają środki hamujące rozwój drobnoustrojów. Jełczenie metyloaminowe jest formą utleniania, przy której tłuszcz nabiera przykrej rybiej woni (trójmetyloamina), w wyniku rozkładu fosfatydów, a nie glicerydów. Tłuszcz zjełczały zawiera substancje trujące, szkodliwe dla organizmu ludzkiego, dlatego jest dyskwalifikowany jako tłuszcz jadalny. Łojowacenie objawia się łojowatym posmakiem tłuszczu. Następuje ono pod wpływem działania światła, zwłaszcza żółtego, oraz metali, które w ilości 2% mogą spowodować złojowacenie tłuszczu już po 7 dniach. Szczególnie szybko powoduje złojowacenie tłuszczu miedź. Tłuszcze złojowaciałe nie nadają się do celów jadalnych, gdyż oprócz nieprzyjemnego smaku i zapachu zawierają związki szkodliwe dla zdrowia człowieka. W nieprzerobionej tkance tłuszczowej lecytyna, substancje barwiące oraz witaminy i stearyny przyczyniają się do wstrzymywania procesu jełczenia, będąc naturalnymi przeciwutleniaczami (antyoksydantami tłuszczu). W praktyce, aby zapobiec Jełczeniu tłuszczów jako przeciwutleniacze są stosowane różne środki chemiczne, np. kwas cytrynowy, kwas askorbinowy (witamina C) oraz sacharoza. 301. Jak przedstawia się wydajność tłuszczu w zależności od stopnia utuczenia świń? Wydajność tłuszczu w % do ogólnego ciężaru wagi żywej wygląda następująco: 1. Świnie słoninowe: słonina – 25, tłuszcz wewnętrzny – 4,5-9,5 2. Świnie mięsno słoninowe: słonina – 20,5, tłuszcz wewnętrzny – 3,8-8,0; 3. Świnie mięsne: słonina – 15, tłuszcz wewnętrzny – 2,5-5,5; 4. Świnie bekonowe: słonina – 13,5, tłuszcz wewnętrzny – 2,5-5,5. 302. Jaki jest wpływ składu tłuszczu na tzw. temperaturę jego dymienia? Bardzo duże znaczenie praktyczne ma temperatura, w której tłuszcze poddawane smażeniu zaczynają dymić (rozkładać się). Wysokość tej temperatury zależy od rodzaju topionego tłuszczu oraz w dużym stopniu od zawartości w nim wolnych kwasów tłuszczowych oraz kwasów nienasyconych. W miarę powiększania się ilości walnych kwasów nienasyconych, temperatura, przy której tłuszcz zaczyna dymić, wyraźnie spada. W praktyce pożądane jest, aby temperatura ta była możliwie wysoka. Na podstawie doświadczeń (A. Manerberger) zależność temperatury, przy której rozpoczyna się wytwarzanie dymu podczas topnienia tłuszczu wieprzowego od zawartości wolnych kwasów tłuszczowych, jest następująca: 303. Jakimi sposobami konserwujemy tłuszcze surowe? Tłuszcze surowe dla celów bezpośredniego spożycia nie powinny być przechowywane nawet w pomieszczeniach chłodzonych dłużej niż 100 godz. Przy dłuższym przechowywaniu słonina (będąca głównym artykułem obrotu tłuszczów w stanie surowym) powinna być zakonserwowana. Istnieje kilka sposobów konserwowania tłuszczów surowych: - solenie, - wędzenie, - mrożenie i - puszkowanie. Solenie przeprowadza się najczęściej metodą suchą, w temp. 4 — 5°C. Wędzenie. Słoninę soloną (2 do 3 tygodni) wędzi się w dymie zimnym w ciągu ok. 7 dni na kolor słomkowy. Na słoninę paprykowaną bierze się kawałki słoniny możliwie grube i starannie oczyszcza się z resztek tkanki mięsnej. Papryką naciera się przed wędzeniem. Wędzi się w dymie zimnym na barwę złocisto-słomkową. Dla zabezpieczenia słoniny przed zabrudzeniem w czasie wędzenia dobrze jest owijać wędzone kawałki merlą albo inną tkaniną rzadką, którą po wędzeniu zdejmuje się. Mrożenie słoniny odbywa się (po jej ochłodzeniu) w komorze lub w tunelu zamrażalniczym w temp. od — 20 do — 30°C. Zamrażanie uważa się za zakończone gdy temp. wewnętrzna słoniny osiągnie —10°C. Słoninę mrożoną magazynuje się w temp. — 10 do — 18°C. Puszkowanie słoniny i smalcu jest bardzo dobrym sposobem konserwowania pozwalającym na przechowywanie tłuszczu przez długi okres czasu nawet w normalnej pokojowej temperaturze. Do puszkowania bierze się słoninę świeżą; soli się nacierając poszczególne kawałki, zamyka się i poddaje pasteryzacji. Trwałość puszkowanej słoniny w temperaturze 2 do 18°C wynosi ponad 2 lata.

-
Bardzo często, zwłaszcza jeśli nie czyści się grzałek i sprężynki dymogeneratora, na jego końcówce dochodzi do zapalenia się zrębek. Powstający płomień podnosi dość drastycznie temperaturę w komorze i jeśli brak nadzoru, to nasza robota jest zmarnowana. Roger, często wędzę w Borniaku polędwiczki i polędwice na zimno i nie stwierdziłem jakiegokolwiek problemu z przepływem dymu, czy powietrza.
-
Nie chodzi o zablokowanie. Zrębki się zapaliły i to pewnie nie jeden raz. Nie wolno zostawiać Borniaka bez nadzoru szczególnie podczas wędzenia zimnego.
-
Elementarz domowego masarza
Maxell odpowiedział(a) na Maxell temat w FAQ dla początkujących zadymiaczy
Produkcja mięsa z odmięśniania kości 268. Jaką definicję „mięsa odkostnionego" podaje Unia Europejska? Przepisy Unii Europejskiej podaj ą następującą definicję: Mięso odkostnione mechanicznie (MOM) to produkt uzyskany przez usunięcie mięsa z tkanek przylegających do kości po oddzieleniu ich od tuszy lub z tusz drobiowych, za pomocą urządzeń mechanicznych, w wyniku czego następuje utrata lub modyfikacja struktury włókien mięśniowych. 269. Jakie wymogi musi spełniać surowiec do pozyskiwania MOM? Surowiec, z którego pozyskuje się MOM, musi spełniać wymogi dotyczące mięsa świeżego, czyli musi być wychłodzony do temp. 7°C, przy czym mechanicznego odkostnienia należy dokonać niezwłocznie po oddzieleniu mięsa od kości. Surowiec do odkostnienia, pochodzący z ubojni znajdującej się na miejscu, może być najwyżej siedmiodniowy, tusze drobiowe mogą być najwyżej trzydniowe. MOM należy pozyskiwać w pomieszczeniu schłodzonym do temperatury nie wyższej niż 12°C. MOM nie wolno pozyskiwać z następującego surowca: • kości głowy, nóg, ogonów, kości udowych, goleni, kości strzałki, kości barkowych, kości promieniowych i łokciowych; • w przypadku drobiu - z łap, skóry szyi i głowy. 270. Jak są zbudowane i jak działają urządzenia do mechanicznego odmięśniania kości? Urządzenia te mogą działać następująco: • jako osypowe, pracujące na zasadzie ocierania; • typ BEEHIYE, działające na zasadzie rozdrabniania kości i wyciskania części miękkich przez siatkę w kształcie walca w końcowej części gardzieli (działanie ciągłe); • typ SEFFELAAR, działające na zasadzie prasy, a więc załadowanie komory i ruchem posuwistym tłoka wyciskanie części miękkich przez perforowane ściany (działanie okresowe); • technologia LIMA, tj. odkostniarki pracujące systemem filtr/ślimak. Odkostniarki LIMA zaprezentowano na poniższych rysunkach. Głównym zadaniem separatora, pokazanego na rys. 14.1, jest odzyskanie jak największej ilości mięsa (45-50%) pozostałego po ręcznym lub mechanicznym wykrawaniu. Należy w tym celu zastosować wysokie ciśnienie, wytwarzane za pomocą pompy łopatkowej, która nie rozdrabnia nadmiernie mięsa ze względu na wolne obroty ślimaka i całkowity brak noży i sit. Do oddzielania cząstek kostnych w odzyskiwanym mięsie jest stosowany perforowany filtr, ze szczelinami o niewielkich wymiarach 0,5 x 20 mm, pozwalający zachować strukturę mięsa. Za pomocą separatora, pokazanego na rys. 14.2, odzyskuje się najwyższej jakości gruboziarniste mięso o charakterze mięsa mielonego, w ilości ok. 20-30%. Zamontowane są w nim siatki o dużej średnicy otworów, np. 3 mm. Aby fragmenty kości nie dostawały się do mięsa, należy zastosować wysokie ciśnienie, które uzyskuje się dzięki spiralnemu rowkowi naciętemu w filtrze naprzemiennie ze strefą spiralnie perforowaną. Rowki te wytwarzają przeciwciśnienie, które w połączeniu z obracającym się ślimakiem delikatnie przepycha miękki produkt mięsny przez otwory filtra. Przy użyciu separatora pokazanego na rys. 14.3 pozyskuje się mięso o zachowanej strukturze i małej zawartości wapnia. Uzysk mięsa wynosi 30-35%. Wapń (Ca) występuje w mięsie w ilości ok. 10 mg/100 g (100 ppm, czyli 0,01%) i jest skoncentrowany głównie w kościach, więc delikatne ich skruszenie uwalnia znaczna ilość Ca do oddzielanego mięsa. Odmięśniarki DS dzięki filtrowi rowkowemu DS i ślimakowi, wywierają dostateczne ciśnienie na surowiec bez efektu mielenia kości, dzięki czemu uzyskuje się mięso z zachowaną strukturą przy optymalnym uzysku, z niską zawartością wapnia. Z wieprzowych kości karkowych uzyskuje się 34% mięsa o zawartości wapnia 119 mg/100 g (1190 ppm, czyli 0,119%). W odścięgniarce przedstawionej na rys. 14.4 uzyskuje się gruboziarniste mięso przez odścięgnianie mięsa z okrawków lub mięśni zawierających dużą ilość ścięgien i chrząstek (bez żadnych twardych kości). Filtr D i ślimak wytwarza niskie ciśnienie, wystarczające do przepchnięcia mięsa przez 3-milimetrowe okrągłe otwory w filtrze, z zachowaniem jego struktury i charakteryzującego się niskim wskaźnikiem kolagen/białko wynoszącym 10-12%. W stosunku do wsadu mięsa do odścięgniarki uzyskuje się ok. 95% gruboziarnistego mięsa. Na rysunku 14.5 przedstawiono transporter podający mięso do separatora oraz schemat separatora. Przedstawione na rys. 14.1-14.5 separatory mają wydajność od 200 do 12 000 kg/godz. 271. Jakie cechy charakterystyczne ma mięso oddzielone mechanicznie od kości? Mięso odkostnione mechanicznie (MOM) ma następujące właściwości: • odznacza się mazistą konsystencją; • może zawierać bardzo drobne odłamki kostne; • zawiera więcej tłuszczu, wapnia i żelaza; • jest ciemniejsze; • odznacza się krótkim okresem trwałości. Wymienione cechy charakterystyczne MOM nakładają na producenta wymóg stosowania specjalnych procedur postępowania w procesie przetwórczym, określonych przez przepisy weterynaryjne Unii Europejskiej. Są one następujące: 1. W przypadku niewykorzystania MOM w ciągu jednej godziny od jego otrzymania, musi ono zostać niezwłocznie schłodzone do temperatury nieprzekraczającej 2°C. 2. Jeżeli MOM nie jest przeznaczone do przetworzenia w ciągu 24 godz. od schłodzenia, musi zostać zmrożone w ciągu 12 godz. od wytworzenia, a w ciągu sześciu godzin musi osiągnąć temperaturę wnętrza nie wyższą niż -18°C. 3. MOM można wykorzystywać wyłącznie do wytwarzania produktów mięsnych poddawanych obróbce cieplnej. 4. MOM po rozmrożeniu nie wolno ponownie zamrażać. Produkcja mięsa mielonego 272. Jaką definicję „mięsa mielonego" podaje Unia Europejska? Rozporządzenie (WE) Nr 853/2004 Parlamentu Europejskiego i Rady z dnia 29 kwietnia 2004 r. ustanawiające szczególne przepisy dotyczące higieny w odniesieniu do żywności pochodzenia zwierzęcego, podaje definicję mięsa mielonego o następującym brzmieniu: „Mięso mielone oznacza mięso bez kości, które zostało rozdrobnione na kawałki i zawiera mniej niż 1% soli". Bezpośrednio po wyprodukowaniu mięso mielone musi być umieszczone w opakowaniach jednostkowych lub zbiorczych i schłodzone do temperatury nie wyższej niż 2°C lub zamrożone do temperatury wnętrza nie wyższej niż -18°C. 273. Jakie maszyny i urządzenia występują w linii produkcyjnej mięsa mielonego? W linii produkcyjnej mięsa mielonego występują następujące maszyny i urządzenia: • wilk lub wilk z podnośnikiem; • mieszarka lub mieszarka próżniowa; • dozatoro-formierka; • przenośniki taśmowe; • elektroniczne wagi automatyczne (mogą być wyposażone w etykieciarkę); • etykieciarka; • pakowarka. 274. Jakie są nowe standardy w produkcji mięsa mielonego? Nowym standardem w produkcji mięsa mielonego jest przemysłowa technologia firmy YEMAG; przewiduje ona zastosowanie przystawki do produkcji mięsa mielonego, o średnicy siatki 220 mm, współpracującej z nadziewarką ślimakową. Przystawka nie ma własnego napędu, lecz jej wał nożowy jest napędzany bezpośrednio przez ślimaki nadziewarki. Przystawka razem z porcjowarką tworzą przemysłową linię do produkcji mięsa, charakteryzującą się następującymi zaletami: • minimalnym wzrostem temperatury w czasie obróbki, < 1°C; • skróceniem linii produkcyjnej przez zintegrowaną obróbkę; • uzyskiwaniem mięsa mielonego o dobrej strukturze, czystym uziarnieniu oraz równomiernym rozmieszczeniu składników; • uzyskaniem produktu o doskonałej i trwałej barwie; • możliwością stopniowej rozbudowy, aż do uzyskania automatycznej linii produkcyjnej. Na rysunku 13.1 przedstawiono przystawkę do produkcji mięsa mielonego, współpracującą z porcjowarką. Nieco inne rozwiązanie porcjowania proponuje firma BASTRA: Podstawą rozwiązania jest napełniarka próżniowa KONTI E120, z którą współpracuje porcjowarką. Porcjowarką ta może jednocześnie napełniać 2, 4 lub 6 okrągłych form o średnicy od 18 do 26 mm. Mięso mielone jest rozdzielane na porcje po 50 g i przy jednoczesnym wypełnianiu 6 form zdolność napełniarki wynosi 1800 porcji/godz. (6 porcji po 50 g w ciągu minuty). Szybkość napełniania form jest sterowana indywidualnie. Napełniarka ma wydajność około 800 kg/godz. Konfekcjonowanie 275. W jakim celu konfekcjonuje się wyroby mięsne i jakie obowiązują przy tym przepisy? Głównym celem konfekcjonowania mięsa i przetworów mięsnych jest przedłużenie ich trwałości, przygotowanie do szybkiego przetworzenia i spożycia w gospodarstwie domowym. Do porcjowania, i potem paczkowania, można wykorzystywać elementy mięsne, przetwory mięsne w formie batonów, bloków lub ich części. Przetwory plastrowane to produkty mięsne pokrojone na plastry i zapakowane. Oddział (wydział) konfekcjonowania podlega szczególnym rygorom higieniczno-sanitarnym, które są następujące: • pracownicy do pomieszczeń konfekcjonowania powinni wchodzić przez tzw. śluzę sanitarną (odkażanie obuwia, przebranie się w odzież roboczą, mycie i dezynfekcja rąk); • prawo wejścia do tego oddziału mają tylko jego pracownicy; • każdy pracownik ma obowiązek noszenia rękawiczek ochronnych, maseczek na ustach, siatek na głowie, aby nie dopuścić do wtórnego zakażenia mikrobiologicznego produktów; • wydział musi być wyposażony w umywalki automatyczne, bezdotykowe oraz płyn do mycia i dezynfekcji rąk, a także ręczniki jednorazowego użytku. Na oddziale konfekcjonowania powinny się znajdować następujące pomieszczenia: • magazyn opakowań, tj. folii, tacek, woreczków, etykiet, kartonów; • chłodzona hala konfekcjonowania o temp. 4-6°C, w której znajdują się takie maszyny, jak: krajalnice, plasterkownice, maszyny do pakowania próżniowego; • chłodzony magazyn do przechowywania produktów porcjowanych, plasterkowanych, o temp. od -1°C do 6°C. 276. Jakie rodzaje opakowań stosuje się do konfekcjonowania mięsa i wędlin? Konfekcjonowaniu poddaje się mięso surowe lub peklowane, z kością lub bez kości, i przetwory mięsne w jednym kawałku lub rozdrobnione. Dobierając materiał opakowaniowy, należy uwzględnić takie kryteria, jak: przepuszczalność pary wodnej i gazów, wytrzymałość mechaniczna, podatność na zgrzewanie, przezroczystość oraz wymiary. Folie opakowaniowe charakteryzują się różną przepuszczalnością gazów i pary wodnej, stosowane są do pakowania mięsa i jego przetworów z zastosowaniem próżni oraz w atmosferze modyfikowanej (MAP, ang. Modified Atmosphere Packaging) i kontrolowanej (CAP, ang. Controlled Atmosphere Packaging). Folia opakowaniowa musi stanowić barierę zarówno dla wilgoci (musi zatrzymywać ją wewnątrz opakowania), jak i dla tlenu. Optymalne właściwości zapewniają folie łączone - wielowarstwowe, które produkuje się z następujących materiałów i ich pochodnych: • polietylen (PE); • poliester-politereftalan etylenowy (PET); • poliamid (PA); • polipropylen (PP); • polistyren (PS); • poli(chlorek winylu) (PVC); • poli(chlorek winylidenu) (PVDC); • alkohol etylenowinylowy - kopolimer etylenu z alkoholem winylowym (EVOH); • kopolimery akrylonitrylu. Do pakowania mięsa i jego przetworów używa się folii wielowarstwowych, jak: PA/PE, OPA/PE, PET/PE, PE - Tmet/PE, PET/PYDC/PE i innych. Rodzaje opakowań stosowanych do konfekcjonowania mięsa i wędlin są następujące: • folie plastyczne jedno- lub wielowarstwowe, o różnej zdolności przepuszczania pary wodnej i gazów; • folie termokurczliwe i termozgrzewalne, w postaci woreczków, rękawów lub taśm, o różnych rozmiarach i grubościach (stosowanych w maszynach rolowych); • tacki lub pojemniki z mas plastycznych, z pochłaniaczem soku lub bez pochłaniacza (tzw. pampersa); • opakowania zbiorcze. 277. Na czym polega pakowanie próżniowe i jaka jest jego rola? Pakowanie próżniowe polega na ewakuacji powietrza z opakowania, które następnie jest szczelnie zamykane, zwykle przez zgrzanie. Usunięcie maksymalnej ilości powietrza z opakowania jest pewną modyfikacją atmosfery wokół zapakowanego produktu i w większym stopniu umożliwia zachowanie lepszej jakości produktu w naturalnym okresie jego trwałości. Pakowanie próżniowe zapobiega: • wysuszeniu i zmianie barwy zewnętrznej powierzchni produktu; • utlenieniu powierzchniowych warstw mięsa i produktów mięsnych; • rozwojowi mikroorganizmów; • utracie aromatu z zapakowanego wyrobu i mieszaniu się różnych aromatów podczas magazynowania; • stratom masy. 278. Na czym polega pakowanie w atmosferze modyfikowanej (MAP) i jakie są jego zasady? Pakowanie z wykorzystaniem mieszanin gazowych, określane jako pakowanie w atmosferze modyfikowanej (MAP), polega na zastąpieniu powietrza w opakowaniu mieszaniną gazów odpowiednio dobraną do rodzaju pakowanego produktu. Technologia MAP szczególnie jest stosowana do: • pakowania mięsa świeżego w opakowania zbiorcze (porcje po 5, 10, 15 kg), dostarczane do sieci handlowej, w której na krótko przed sprzedażą (dzieleniem na porcje kulinarne) jest rozpakowywane; • pakowania świeżego mięsa wieprzowego i wołowego w porcje konsumenckie; • pakowania wędlin w całości (masa 2-5 kg) i otwieranie opakowań na krótko przed ich ekspozycją w ladach chłodniczych, w punkcie sprzedaży; • pakowania pojedynczych batonów kiełbas lub zestawów batonów. W systemie MAP stosuje się następujące gazy: dwutlenek węgla (CO2), tlen (O2) i azot (N2). Dwutlenek węgla jest podstawowym gazem modyfikującym środowisko wewnątrz opakowania i jest wykorzystywany jako gaz ochronny w stężeniu 20-30%. Jest on neutralny smakowo i zapachowe oraz ma właściwości antybakteryjne (ogranicza rozwój bakterii i pleśni). Azot w systemie MAP odgrywa rolę obojętnego wypełniacza oraz zabezpiecza opakowania przed tzw. zapadnięciem się, a ponieważ nie oddziałuje antybakteryjnie, nie ma bezpośredniego wpływu na trwałość zapakowanego produktu. Zawartość tlenu w opakowaniu MAP musi być szczególnie ściśle przestrzegana, ponieważ ze wzrostem cząstkowego ciśnienia tlenu (prawidłowe wynosi 40 milibarów) w opakowaniu z jednej strony ulega poprawie czerwona barwa mięsa, lecz z drugiej strony nasilają się procesy utleniania barwników mięśniowych. Głębokość, na jaką wnika tlen do mięsa, wynosi zazwyczaj 3-6 mm i jasnoczerwona oksymioglobina lub brunatna metmioglobina mogą powstawać wyłącznie w zewnętrznej warstwie tkanki mięśniowej, w której występuje tlen w postaci rozpuszczonej. Dwutlenek węgla, azot i tlen mogą być stosowane jako gotowe mieszaniny w butlach lub jako czyste gazy w butlach, mieszane w maszynie pakującej. Przybliżony skład mieszaniny gazów wykorzystywanej przy pakowaniu mięsa i przetworów mięsnych technologią MAP jest następujący: • mięso świeże wieprzowe i wołowe: 70% O2, 20% CO2, 10% N2; • mięso świeże mielone: 33,3% O2, 33,3% CO2, 33,3% N2; • wędzona kiełbasa i szynka: 30% CO2, 70% N2. Okresy trwałości produktów mięsnych pakowanych technologią MAP w zależności od temperatury wynoszą w przybliżeniu: • mięso wołowe: 5-8 dni w temp. 5°C; • mięso wieprzowe 5-6 dni w temp. 4°C; • szynka gotowana: 14-21 dni w temp. 4°C; • kiełbasy wędzone, parzone: 14-21 dni w temp. 4°C. Należy podkreślić, że zachowanie stałej, niskiej temperatury podczas przechowywania produktów technologią MAP jest gwarantem trwałości produktów. 279. Jakie są zalety i wady przechowywania mięsa w atmosferze MAP? Z zalet tego systemu pakowania mięsa i jego przetworów należy wymienić: • utrzymanie aromatu i barwy produktów; • dłuższy okres przechowywania; • ograniczone do minimum ubytki masy produktu; • mniejsze straty jakościowe w trakcie przechowywania i po tym okresie; • hamowanie wzrostu bakterii, pleśni i grzybów. Wadami tego systemu są: • zdecydowanie wyższe koszty pakowania (specjalne folie i gazy ochronne, dodatkowe wyposażenie maszyn pakujących); • różne wymagania dla różnych produktów (inna modyfikacja mieszaniny gazów); • zmiana barwy mięsa; • wymagana niska temperatura przechowywania; • zróżnicowana skuteczność oddziaływania na produkt. 280. Jakie urządzenia występują w linii konfekcjonowania mięsa i wędlin? W linii konfekcjonowania mięsa i wędlin wy stępuj ą następujące urządzenia: krajalnice, plasterkownice, maszyny pakujące próżniowo i w technologii MAP, maszyny rolowe do wytłaczania form opakowania z folii dolnej i zamykające te formy poprzez zgrzewanie z folią górną, maszyny do obkurczania produktów pakowanych w woreczki termokurczliwe, wagi automatyczne. Niektóre z tych maszyn przedstawiono na rys. 16.1-16.6. Maszyna pokazana na rys. 16.1 tnie mięso bez kości o temp. od -2°C do 8°C, na plastry o grubości 5-20 mm i waży je z dokładnością ±2 g. Minimalna wydajność urządzenia to 20 cięć/min, a maksymalna - do 130 cięć/min. Na rysunku 16.2 przedstawiono maszynę do plastrowania wędlin, sprzężoną z maszyną pakującą próżniowo. Jest to całkowicie zautomatyzowana linia do krojenia i pakowania kiełbas. Charakteryzuje się następującymi danymi technicznymi: - szerokość folii: 300 mm; - maksymalna średnica górnej i dolnej folii: 200 mm; - maksymalna wewnętrzna wielkość opakowania: 230 x 250 mm; - maksymalna zewnętrzna wielkość opakowania: 260 x 300 mm; - podstawowa średnica cięcia folii: 76 mm; - wydajność: 3-5 taktów na minutę; - możliwość przystosowania do pakowania w systemie MAP. Nowością techniczną jest dwukomorowa pakowaczka próżniowa, pakująca produkty o długości do l m (rys. 16.3). Może pakować duże produkty lub wiele małych produktów w jednym opakowaniu. Wielkość komory wynosi 1160 x 150 lub 1160 x 280 mm. Długość zgrzewania folii to 2 x 1080 mm (4 x 1080 mm). Sterowanie elektroniczne z możliwością wprowadzenia l O programów pakowania próżniowego produktów. Pakowaczka może być dostosowana do pakowania systemem MAP. Spośród urządzeń do pakowania próżniowego na uwagę zasługuje półautomatyczna maszyna pakująca ze stołem obrotowym, która daje możliwość zgrzewania wszystkich foremek z różnych materiałów (PP, PET, PS, aluminium, powlekany karton). Folia wierzchnia musi być dopasowana do rodzaju materiału, z którego są wykonane tacki. Zmiana formatu następuje w sposób prosty bez używania narzędzi. Obracalny stół zapewnia wysoką wydajność - 4-8 taktów/min, w zależności od formatu, przy opcji próżnia/gaz/zgrzewanie. Gdy w stacji zgrzewania-cięcia następuje wymiana gazów, możliwe jest usunięcie gotowych opakowań i umieszczenie kolejnej partii napełnionych produktem tacek w stacji ładowania. System ten umożliwia bezpieczne napełnianie tlenem opakowań ze świeżym mięsem. Urządzenie to przedstawiono na rysunku: Zupełnie odmienne są zestawy maszyn do pakowania produktów w woreczki wielowarstwowe termokurczliwe. W takim zestawie występują: jedno- lub dwukomorowe automaty pakujące próżniowo połączone z tunelem obkurczania wodnego. Tę linię zaprezentowano na rysunku: Jednokomorowy automat S501B ma dwie stalowe listwy zgrzewające: przednia o długości 740 mm i prawo-boczna o długości 455 mm, automatycznie zamykaną i otwieraną pokrywę, system kontroli próżni, panel sterowniczy. Dwukomorowy automat SD520B ma jedną stalową listwę zgrzewającą długości 655 mm, automatycznie otwieraną pokrywę, system kontroli próżni i panel sterowniczy w obudowie urządzenia. Tunel obkurczania wodnego ST170 jest wyposażony w transporter, system automatycznego sterowania poziomem wody gorącej, wyciąg parowy nad zbiornikiem wodnym, urządzenie do regulowania czasu zanurzenia, system ociekania, termostat utrzymujący temperaturę wody. Automatyczną linię do pakowania próżniowego i systemem MAP w folię tłoczoną przedstawiono na rys. 16.6. Parametry techniczne tej linii są następujące: • szerokość folii: 300-400, 420-520, 540-640 mm; • wysuw: maks. 800 mm; głębokość tłoczenia: 70, 100, 140, 200 mm; folia dolna: 500 mm Ø z 3"/6" - trzpień; folia górna: 400 mm Ø z 3"/6" - trzpień; szybkość przesuwu: regulacja płynna;sterowanie - SPS: Siemens S7, kolorowy ekran dotykowy, łatwe sterowanie, 90 programów, różne języki;system próżniowy: wysoko wydajny;pneumatyka: Festo;system chłodzenia: wbudowany;napięcie elektryczne: 3 x 230/400 V/N/PE/60 Hz;ciśnienie: min. 6 bar (0,6 MPa).281. Co obejmuje produkcja uszlachetniona w zakładach przemysłu mięsnego? Produkcja uszlachetniona obejmuje: mięso mielone i mięso rozdrobnione z przyprawami (typu hamburger), mięso porcjowane, zespoły i elementy wieloporcjowe, wędliny i konserwy plasterkowane, wędliny porcjowane, tłuszcze paczkowane — jadalne. Uszlachetnionymi produktami z mięsa surowego są: - mięso mielone różnych gatunków produkowane w małych opakowaniach (różnego rodzaju folie wymienione wcześniej) dla sklepów detalicznych oraz w dużych — dla zakładów gastronomicznych; - porcjowane półprodukty: kotlety, steki, rumsztyki itp. w opakowaniach jedno- lub wieloporcjowych; - porcjowane mięsa rozdrobnione: hamburgery, kotlety mielone itp. produkowane dla sklepów detalicznych w małych, kilku-porcjowych opakowaniach; - elementy mięsne wieloporcjowe: wieprzowe i wołowe zespoły mięśni pozbawione ścięgien i powięzi, obrobione z przeznaczeniem dla zakładów gastronomicznych lub żywienia zbiorowego; dostarczane luzem w pojemnikach lub workach z polietylenu. Wędliny uszlachetnione dodatkową obróbką występują w postaci: - plasterkowanych: pakowanych w próżniowe woreczki laminowane z mas plastycznych, w porcjach 0,10—0,25 kg; - porcjowanych, jako tzw. śniadaniowe, w odcinkach 50— 100 g; - bezosłonkowych porcjowanych, np. parówki delikatesowe; - dietetycznych z dodatkami niemięsnymi (mleko, soja itp.). Uszlachetniona produkcja konserw zmierza przede wszystkim do wytwarzania: - konserw daniowych mięsnych: kotlety schabowe, sznycle cielęce, nerki, steki, rumsztyki, w małych opakowaniach 200 i 300 g dla odbiorcy indywidualnego i w dużych (2 kg i więcej) — dla zakładów gastronomicznych; - konserw daniowych warzywno-mięsnych: mięso z fasolą, groszkiem, warzywami, ziemniakami, grzybkami, kaszą itp. dla odbiorców indywidualnych; - konserw śniadaniowych (kanapkowych): głównie asortymenty mielone, w puszkach po 100, 200 i 300 g. Uszlachetnianie produktów tłuszczowych polega na wytwarzaniu: - słoniny mielonej paczkowanej, jako półproduktu do wykorzystania w gospodarstwie domowym indywidualnym; - smalcu paczkowanego w porcjach po 0,25 i 0,50 kg; - smalcu „domowego" produkowanego z przyprawami (cebula, czosnek, majeranek) lub bez, z przeznaczeniem do smarowania pieczywa. Przedstawiony podział jest przykładowy i nie wyczerpuje całości zagadnienia, z uwagi na fakt, że produkcja uszlachetniona jest kierunkiem przyszłościowym w polskim przetwórstwie mięsnym i stale się rozwija. 282. Jak przebiega produkcja hamburgerów, kotletów mielonych itp. mięsa? Hamburgery są to płaskie krążki (o średnicy 75 lub 91 mm i grubości ok. 15 mm) przyprawionego mięsa mielonego, sprzedawane w formie świeżej, zamrożonej lub smażone. Linia do produkcji hamburgerów, kotletów mielonych i befsztyków tatarskich może być ustawiona w dziale produkcji mięsa uszlachetnionego. Nieodzowne elementy wyposażenia maszynowego takiej linii stanowią: typowy wilk i mieszarka do mięsa oraz dozowarka (formierka). Dozowane porcje podawane na taśmie mogą być układane automatycznie na tacki i kierowane do maszyny pakującej za pomocą przenośnika, podobnie jak mięso mielone lub porcjowane. Pakowanie porcji może odbywać się w maszynach zależnych od rozmiarów produkcji. W większych oddziałach stosuje się paczkarki, które pakują mięso w uformowany z folii baton oraz porcjują uformowany baton na odcinki o ustalonej długości. Zamknięcie końców batonów odbywa się w tej samej maszynie za pomocą klipsów lub poprzez zgrzewanie końców opakowań. Działanie maszyny jest więc uniwersalne i złożone, obejmuje formowanie folii w baton, jej zgrzewanie, napełnianie batonu farszem, ustalanie długości batonu, zamykanie odcinków batonu za pomocą zaciskanych klipsów lub zgrzewania, oraz oddzielanie odcinków batonu zgrzewami. 283. Jak plasterkuje się wędliny? Pojęcie wędliny plasterkowane obejmuje określone asortymenty kiełbas, wędzonek i konserw, pokrojone maszynowo w cienkie plasterki i zamknięte w torebkach z folii polietylenowo-celofanowej, skąd przed zamknięciem (przez zgrzewanie) zostało usunięte powietrze. Oddział plasterkowania wędlin w zasadzie powinien znajdować się w oddzielnych pomieszczeniach, ze względu na inne wymagania technologiczne oraz zastosowanie odrębnych maszyn i urządzeń. Z uwagi na charakter produktów, pomieszczenia te powinny być klimatyzowane, o temperaturze 8—10°C. Pomieszczenia magazynowe wędlin do plasterkowania oraz gotowych plasterkowanych powinny mieć temperaturę 2—4°C. Wielkość i wyposażenie oddziału jest zależne od wielkości produkcji. Batony przeznaczone do plasterkowania umieszcza się w wózku krajalnicy, zaciska przytrzymywaczem, ustawia regulator grubości plasterków (przeważnie od 0,8 do 2,5 mm) i uruchamia maszynę. Krajalnica, po odpowiednim ustawieniu, może układać na przenośniku plasterki wędlin w odpowiednie porcje po kilka plasterków lub schodkowo, jedne na drugich — w systemie ciągłym. Wędliny plasterkowane mogą być pakowane ręcznie lub maszynowo i wkładane do specjalnych opakowań. Dla wyrównania masy netto porcji wędlin dopuszcza się wtedy obecność jednego plasterka niepełnego, który jednak nie może znaleźć się na wierzchu porcji, lecz w sposób nie psujący estetyki torebki musi zostać umieszczony między całymi plasterkami. Wędliny zapakowane w torebki są następnie automatycznie zgrzewane próżniowo. Podczas tego procesu następuje ewakuowanie powietrza z opakowania i zamknięcie go przez zgrzewanie. W rozwiązaniach nowoczesnych maszyn porcje wędlin są układane na przenośniku na jednej taśmie folii. Taśma wraz z porcją jest przesuwana ruchem ciągłym na dalsze stanowisko, gdzie następuje nakrycie drugą warstwą folii. Równocześnie następuje spawanie boków torebki, z pozostawieniem otworu do ewakuowania powietrza. Następną operacją jest rozdzielenie uformowanych torebek z wędlinami i skierowanie ich do komory, gdzie po ewakuacji powietrza następuje spawanie torebek. Zamknięte torebki są przekazywane do stanowisk wagowych. 284. Na czym polega produkcja tłuszczów uszlachetnionych? Tłuszcze topione uszlachetnione są produkowane w postaci smalcu paczkowanego lub smalcu tzw. domowego. Paczkowanie smalcu może odbywać się dwoma sposobami: przez nalewanie płynnego smalcu do naczyń lub torebek albo za pomocą automatu paczkującego. Smalec wstępnie schłodzony może być nalewany do kubeczków parafinowanych lub torebek pergaminowych i w tej postaci poddawany zestaleniu przez ochłodzenie, a następnie pakowany (zawijanie torebek lub nakrywanie wieczkami kubeczków). Jest to system kłopotliwy i pracochłonny, występuje przy nim duża ilość manipulacji związanych z koniecznością przenoszenia otwartych opakowań z płynnym smalcem do pomieszczeń chłodzonych, zawijania końców torebek i zamykania ich lub nakładania wieczek na kubeczki po całkowitym zastygnięciu smalcu, niewygodne ładowanie do transporterek itp. Wszystkich tych wad nie ma system automatycznego pakowania smalcu. Paczkarka do smalcu, działająca na podobnej zasadzie jak paczkarka do masła, wypuszcza na przenośnik gotowe kostki smalcu (po 125 i 250 g), opakowane w pergamin z nadrukiem. Kostki te po włożeniu do transporterek są gotowe do wysyłki z zakładu produkcyjnego. Smalec o temperaturze 10 — 13°C (zbyt niska temperatura nie sprzyja właściwemu formowaniu smalcu) jest ładowany do zbiornika wyposażonego w podajniki ślimakowe, doprowadzające tłuszcz pod ciśnieniem do urządzenia dozującego. Urządzenie dozujące, pracujące na zasadzie objętościowego odmierzania porcji, za pomocą tłoka wypycha uformowaną kostkę do układu paczkującego, który zawija kostkę w papier pergaminowy z nadrukiem firmowym. Dla osiągnięcia stałej masy kostki, która może być zresztą regulowana w czasie pracy maszyny, jest konieczne intensywne zgniatanie smalcu w trakcie formowania kostki (zależne w ogromnym stopniu od temperatury smalcu) w celu uzyskania jednolitej i jednorodnej struktury tłuszczu. Zapakowane kostki smalcu za pomocą wyrzutnika i zwrotnicy są przekazywane na taśmę przenośnika, skąd są pobierane do pakowania w skrzynki lub kartony. Cechy jakościowe smalcu produkowanego przez zakłady przemysłu mięsnego na skalę fabryczną (bezwonny i bez aromatu swoistego dla smażonego tłuszczu) powodują, że nie jest on na ogół używany do smarowania pieczywa. W związku z tym, smalec ten jest przetapiany w gospodarstwie domowym z dodaniem różnych przypraw, zależnie od gustów konsumentów. Aby licznym konsumentom smalcu dać produkt nadający się do bezpośredniego spożycia, przemysł mięsny opracował produkcję smalcu tzw. domowego w kilku wariantach przedstawionych w tabeli: Słoninę do produkcji smalcu domowego rozdrabnia się w wilku przez siatkę z oczkami o średnicy 5 mm, miesza z solą i przyprawami i wytapia. Cebulę kraje się w plasterki i podsmaża. Smalec domowy wytapia się najlepiej w kotłach otwartych, metodą suchą. Produkcja słoniny mielonej polega na tym, że wystudzoną słoninę (4°C), nie wykazującą żadnych odchyleń jakościowych, poddaje się rozdrobnieniu w wilku przez siatkę o oczkach 5 mm. Następnie za pomocą formierki lub napełniarki dozującej pakuje się rozdrobniony tłuszcz w torebki polietylenowe porcjami o żądanej wielkości (0,25, 0,50, 1,0 kg). Słoninę mieloną można produkować ze słoniny niestandardowej, tj. takiej, która ze względu na zbyt małe kawałki i grubość, nie nadaje się do obrotu rynkowego. 285. Jak produkuje się konserwy uszlachetnione? W grupie tej produkuje się asortymenty najbardziej odpowiednie do przyrządzania posiłków w gospodarstwie domowym czy to w postaci dań obiadowych, zestawów obiadowych łączonych, czy też śniadań i kolacji. Produkcja konserw uszlachetnionych to wytwarzanie tzw. obiadów w puszce (np. bigos, gulasz, cielęcina z groszkiem, wołowina z kaszą gryczaną, baranina z ryżem, flaki wołowe w rosole, wieprzowina z grochem itp.), umożliwiających po otwarciu puszki (dobrane wielkości porcji dla pojedynczych osób albo mniejszych, lub większych rodzin) i podgrzaniu jej zawartości, podanie gotowego posiłku w ciągu kilkunastu minut. Technologia produkcji konserw uszlachetnionych nie odbiega od technologii produkcji konserw mięsnych w ogóle.













-
Elementarz domowego masarza
Maxell odpowiedział(a) na Maxell temat w FAQ dla początkujących zadymiaczy
D O D A T E K S P E C J A L N Y PRODUKCJA KONSERW I SZYNEK W PUSZKACH 222. Co to są konserwy i gdzie się je produkuje? Konserwa (ang. canned product) jest produktem spożywczym zamkniętym w hermetycznym opakowaniu, poddanym obróbce cieplnej, w wyniku której mikroflora bakteryjna ulega zniszczeniu lub redukcji do poziomu zapewniającego jego trwałość i bezpieczeństwo zdrowotne. Produkcja konserw pasteryzowanych lub sterylizowanych odbywa się w zakładzie mięsnym w działach (wydziałach) produkcji konserw, wśród których wyróżnia się konserwiarnię i szynkownię. Wartość odżywcza konserw mięsnych jest niewiele mniejsza niż mięsa świeżego, natomiast ich walory smakowe są bardzo duże. Konserwy mięsne stanowią produkt odgrywający poważną rolę w obecnej gospodarce i w żywieniu człowieka. Umożliwiają one gromadzenie rezerw w okresach dużej podaży mięsa (łagodzenie sezonowości dostaw), ułatwiają zaopatrzenie ośrodków turystycznych i indywidualnej turystyki, wypraw naukowych oraz przyrządzanie posiłków w gospodarstwie domowym indywidualnym lub żywieniu zbiorowym czy gastronomii. Od konserw należy odróżnić półkonserwy (zwane także prezerwami), tj. przetwory mięsne, które po zamknięciu w hermetycznym opakowaniu nie są poddawane obróbce cieplnej. Do półkonserw zalicza się m. in. smalec w puszce lub boczek wędzony puszkowany (szyfr 710 i jego pochodne). Półkonserwy mają przeważnie krótszą trwałość od konserw. Z półkonserw mięsnych, dla przedłużenia ich trwałości i zapobieżenia niekorzystnym zmianom, jakie mogłyby zajść w produkcie w czasie składowania, usuwa się niekiedy powietrze, a na jego miejsce wprowadza dwutlenek węgla (np. wędzony boczek puszkowany). 223. Jakie rodzaje konserw wyróżnia się w ogólnej grupie konserw? W ogólnej grupie konserw wyróżnia się: konserwy mięsne (ang. canned meaf); konserwy podrobowe (ang. canned variety meaf); konserwy blokowe (ang. cannedformed meaf); konserwy tłuszczowe (ang. canned animalfaf); konserwy typu pasztet (ang. cannedpate); konserwy typu mięso lub podroby w sosie (ang. canned meat or edible offal 'swith gravy). Jest to podział uwzględniający rodzaj wsadu, skład surowcowy i formę związania składników. Ze względu na rodzaj opakowania jednostkowego wyróżnia się konserwy: w puszkach metalowych; w folii wielowarstwowej termokurczliwej; w puszkach metalowych z wieczkami z tworzyw sztucznych; słojach szklanych. Uwzględniając jako kryterium sposób obróbki cieplnej i trwałość mikrobiologiczną, konserwy można podzielić następująco: konserwy pasteryzowane - KP; konserwy sterylizowane - KS; konserwy trwałe w temperaturze otoczenia - KT. 224. Jak można scharakteryzować poszczególne grupy konserw wymienionych w poprzednim pytaniu? Konserwa mięsna jest to konserwa, w której skład wchodzą głównie surowce mięsne z dodatkiem surowców tłuszczowych i/lub podrobowych ze zwierząt rzeźnych albo łownych, przyprawy, dozwolone substancje dodatkowe i ewentualnie surowce uzupełniające. Konserwa podrobowa jest konserwą, w której skład wchodzą podroby, surowce mięsne i tłuszczowe ze zwierząt rzeźnych, surowce uzupełniające, przyprawy i dozwolone substancje dodatkowe. Konserwa blokowa jest to konserwa, której cała zawartość ma kształt zastosowanego opakowania. Konserwa tłuszczowa to konserwa, w której skład wchodzą głównie zwierzęce tkankowe surowce tłuszczowe oraz ewentualnie surowce mięsne, surowce uzupełniające i dozwolone substancje dodatkowe. Konserwa typu pasztet jest konserwą, w której skład wchodzi wątroba oraz inne surowce podrobowe, mięsne i tłuszczowe ze zwierząt rzeźnych lub łownych, surowce uzupełniające, przyprawy i ewentualnie dozwolone substancje dodatkowe. Konserwa typu mięso lub podroby w sosie jest konserwą, której zawartość stanowi mięso lub podroby o zachowanej strukturze tkankowej oraz sos. 225. Jakie maszyny i urządzenia występują w konserwiarni? Na wyposażenie techniczne konserwiarni składają się następujące maszyny i urządzenia: wilk, kuter, mieszalniki farszu, napełniarki, prasy do szynek, zamykarki, kodownice, autoklawy, urządzenia do mycia opakowań, etykieciarki. Mogą także występować urządzenia transportowe, podające puszki z magazynu do hali produkcyjnej, przez stanowisko mycia puszek do napełniarki. 226. Jaki jest podział konserw z punktu widzenia rozdrobnienia i obróbki cieplnej? Zależnie od stopnia rozdrobnienia zawartości (tzw. wsadu), konserwy dzieli się na: nierozdrobnione — których wsad stanowi jeden blok mięsa, np. szynka i łopatka lub polędwica; rozdrobnione — których wsad stanowi masa mięsna przygotowana podobnie jak na kiełbasy, tj. poddana rozdrobnieniu maszynowemu i wymieszaniu, lub rozdrobnieniu ręcznemu (rzadziej); do tej grupy należą takie konserwy jak: szynka mielona, gulasze, wołowina lub wieprzowina we własnym sosie itp. Ze względu na stosowany rodzaj obróbki cieplnej w procesie produkcyjnym, konserwy dzieli się na: pasteryzowane — tj. poddawane obróbce cieplnej w otwartych kotłach przy zastosowaniu temperatury niższej od 100°C (patrz: pasteryzacja lub pasteryzacja wielokrotna); sterylizowane - poddawane obróbce cieplnej w autoklawach, przy zastosowaniu podwyższonego ciśnienia, umożliwiającego prowadzenie procesu obróbki cieplnej w temperaturach ponad 100°C (patrz sterylizacja). Z technologicznego punktu widzenia jest to najważniejszy podział konserw produkowanych w zakładach przemysłu mięsnego. 227. Jak dzieli się konserwy zależnie od opakowania? Z punktu widzenia opakowania zastosowanego przy produkcji konserw, można je podzielić na dwie duże grupy: 1) produkowane w puszkach metalowych wykonanych z blachy białej (lakierowane wewnątrz lub nie lakierowane), z blachy czarnej lakierowanej lub z aluminium; 2) produkowane w słojach szklanych zamykanych wieczkiem wykonanym z blachy białej, lakierowanej lub nie. 228. Jak zamyka sie puszki? Napełnione puszki zamyka się za pomocą maszyn zwanych zamykarkami. Zależnie od rodzaju konserw puszki zamyka się: 1) bez uprzedniego dopełniania zalewą (bez odpowietrzania), 2) z dopełnianiem zalewą, 3) w próżni, 4) z lutowaniem (po zamknięciu) wzdłuż podwójnej zakładki wieczka i następnie odpowietrzaniem w bębnach ewakuacyjnych. W pierwszych trzech przypadkach dla uszczelnienia zamknięcia dodaje się pod wieczko uszczelki gumowe. Puszki konserwowe napełnione zawartością są zamykane na tzw. podwójną zakładkę. W tym celu głowica zamykarki jest wyposażona w dwa rodzaje krążków: jedne (zawijające) zawijają wieczko wokół kołnierza puszki, drugie (dociskające) powodują przyciśnięcie zawiniętych części wieczka i puszki do jej płaszcza. Z punktu widzenia stopnia zautomatyzowania czynności rozróżnia się zamykarki: ręczne, półautomatyczne, automatyczne. Zamykarki ręczne są stosowane przy niewielkiej produkcji konserw. Puszkę nakrytą wieczkiem ustawia się na krążku podajnika, który następnie ruchem dźwigni podnosi się do góry, powodując umocowanie puszki między podajnikiem i głowicą. Następnie za pomocą korby wywołuje się ruch obrotowy puszki, zaś za pomocą specjalnej rękojeści - docisk rolek do wieczka puszki. Zamknięcie następuje w ciągu 5—7 obrotów (tzw. obtoczeń) puszki wokół osi pionowej. W zamykarkach automatycznych napełnione puszki są transportowane do podajnika zamykarki. W czasie przenoszenia puszki następuje automatyczne nałożenie wieczka z pojemnika umieszczonego nad przenośnikiem taśmowym. Zamknięte opakowania są przekazywane przenośnikiem na zewnątrz komory zamykania. W zamykarkach automatycznych przesuw puszek odbywa się za pomocą zsynchronizowanych przenośników taśmowych i obrotowych. W zamykarkach półautomatycznych część czynności jest wykonywana ręcznie, część zaś automatycznie. Zależnie od ruchu opakowań w czasie zamykania, rozróżnia się zamykarki z puszką stojącą (wirują rolki), , lub też z puszką wirującą. Po ustawieniu puszki lub słoika na podstawie podajnika oraz ręcznym nałożeniu wieczka włącza się przez naciśnięcie pedału układ dźwigniowy, na skutek czego puszka zostaje podniesiona i silnie zamocowana między podstawą a głowicą. Z chwilą zamocowania puszki rozpoczyna się praca rolek. Po zakończeniu pracy rolek dociskających puszka zostaje opuszczona, a następnie ręcznie zdjęta z podstawy podajnika. Zamykarki półautomatyczne mogą być także próżniowe. W tym przypadku puszkę z nałożonym wieczkiem wstawia się do komory próżniowej i zamyka szczelnie drzwiczki. Z tą chwilą wszelkie pozostałe czynności są wykonywane automatycznie. W komorze zaczyna się wytwarzać próżnia (utrzymywana następnie przez określony czas ok. 15 s.), puszka zostaje podniesiona pod głowicę zamykarki, kolejno pracują oba zestawy rolek. Po zamknięciu puszki maszyna wyłącza się automatycznie, obsługujący ją pracownik otwiera drzwiczki i wyjmuje puszkę, wstawiając na jej miejsce nową. Niektóre zamykarki tego typu są wyposażone w 3 komory (cylindry) próżniowe. W chwili zamykania puszki w jednej komorze, w drugiej następuje przygotowanie do zamknięcia, zaś z trzeciej wyjmuje się zamkniętą puszkę. Przy produkcji niektórych asortymentów konserw pasteryzowanych z wnętrza puszek, po ich zamknięciu, jest usuwane powietrze (np. polędwica wieprzowa, boczek wędzony, szynki). W tym celu do wnętrza puszki, przed jej zamknięciem, wsuwa się pod otwór ewakuacyjny szynę lub rozetkę ewakuacyjną, zamyka puszkę w zamykarce i natychmiast przekazuje do oblutowania podwójnej zakładki w celu jej uszczelnienia. Podwójną zakładkę oblutowuje się w wytwórni konserw tyko wzdłuż zamknięcia wieczka, gdyż wzdłuż denka puszka jest uszczelniona fabrycznie. Oblutowanie musi być wykonane bardzo dokładnie. W tym celu miejsce oblutowania (przed jego wykonaniem) musi być dokładnie oczyszczone z resztek mięsa, tłuszczu itp. zanieczyszczeń, gdyż w przeciwnym przypadku lutowanie nie będzie się trzymać puszki. Usuwanie z wnętrza puszek zawartego w nich powietrza, a wraz z nim i tlenu niezbędnego dla rozwoju tlenowców, stanowiących większość drobnoustrojów występujących w mięsie, zwiększa trwałość konserw pasteryzowanych. Ewakuacja powietrza jest przeprowadzana w bębnach ewakuacyjnych, w których obniżone ciśnienie wynosi najmniej 740 mm słupa rtęci, zaś puszki są poddawane działaniu tego ciśnienia co najmniej przez 15 minut. Natomiast zamykarki próżniowe powinny pracować przy wskazaniach wakuometrów co najmniej 680 mm słupa rtęci. Stosowanie puszek z uszczelką gumową, które są zamykane w zamykarkach próżniowych, usuwających powietrze z puszek w czasie ich zamykania, prowadzi do eliminowania pracochłonnego oblutowywania puszek. Uzupełnianie zawartości puszek zalewą o temperaturze 70— 90°C również powoduje usunięcie powietrza z wnętrza puszek. 229. Jakie są podstawy obróbki cieplnej konserw? Puszki powinny zostać sprawdzone na dokładność zamknięcia, w przypadku zabrudzenia umyte, po czym jak najszybciej przekazane do obróbki cieplnej (pasteryzacji lub sterylizacji). Zadaniem obróbki cieplnej konserw jest zniszczenie lub zahamowanie rozwoju drobnoustrojów znajdujących się w konserwie, które w wyniku dałoby gwarancję przetrzymania danej konserwy przez możliwie długi okres czasu, przy pełnym zachowaniu wszystkich jej walorów jakościowych. Odporność drobnoustrojów na działanie wysokich temperatur, a także zdolność wytrzymywania nagrzewania trwającego przez pewien czas, jest różna u różnych drobnoustrojów. Niektóre z nich, nie wytwarzające przetrwalników, giną już w temperaturze pasteryzacji (nawet w 60—70°C). Natomiast postacie przetrwalnikowe drobnoustrojów mogą dosyć łatwo znosić działanie temperatury 100°C. Szczególnie wytrzymałe są drobnoustroje wywołujące zwykłe psucie się konserw. Aby więc uzyskać pożądany efekt obróbki cieplnej konserw, zachodzi konieczność zastosowania odpowiednich temperatur i czasu ich stosowania. Skuteczność obróbki cieplnej mięsa zamkniętego w puszce zależy przede wszystkim od: - przenoszenia ciepła przez sam produkt (mięso, tłuszcz), - stanu zawartości puszki, - zmian fizykochemicznych zachodzących w puszce podczas ogrzewania konserwy. Mięso jest złym przewodnikiem ciepła; czas potrzebny na ogrzanie zawartości puszki do takiej temperatury, która byłaby szkodliwa dla drobnoustrojów, jest w znacznym stopniu uzależniony od wielkości kawałków mięsa. Przekazywanie ciepła w konserwach przebiega w następujący sposób. Płynna część zawartości konserwy nagrzewa się od ścianek i dna opakowania; wobec tego, że gęstość płynnej części konserwy ulega zmniejszeniu, unosi się ona do góry, ogrzewając po drodze zawartość stałą, a sama ulega ochłodzeniu; wskutek ochłodzenia płynna część zawartości konserwy opada w dół opakowania i cykl obiegu zaczyna się powtarzać. W ten sposób wewnątrz opakowania konserwy wytwarza się krążenie części płynnej. Konserwy zawierające więcej zalewy ogrzewają się szybciej niż produkty o konsystencji stałej, zwięzłej. Znaczny wpływ na szybkość ogrzewania wywiera również rodzaj zalewy, np. obecność w zalewie skrobi powoduje, że zawartość konserwy ogrzewa się wolniej. Białka również wpływają opóźniająco na przenikanie ciepła, natomiast sól kuchenna obecna w konserwie zupełnie nie wpływa na szybkość ogrzewania, zaś niewielkie stężenie cukru — tylko w niewielkim stopniu. Na szybkość przenikania ciepła mają wpływ: materiał, z którego wykonano opakowanie (blacha, szkło) oraz kształt opakowania. Słój szklany nagrzewa się wolniej niż puszka blaszana. Zwiększenie pojemności puszki przedłuża czas, w jakim środek zawartości konserwy osiąga pożądaną temperaturę. Podczas ogrzewania w konserwach zachodzą przemiany substancji białkowych zawartych w mięsie, tym większe, im wyższa jest temperatura i dłuższy czas ogrzewania. Ze względu na to, że w mięsie w czasie ogrzewania zachodzi szereg różnego rodzaju przemian, ulega zmianie szybkość przewodzenia ciepła w poszczególnych okresach obróbki cieplnej. Nie wszystkie jednak przetrwalniki szeregu drobnoustrojów giną od razu w określonej temperaturze. Są wśród nich pojedyncze egzemplarze szczególnie odporne na działanie temperatury. Drobnoustroje takie, zachowując po sterylizacji zdolność do rozwoju, chociaż występują bardzo nielicznie, mogą jednak spowodować zepsucie się konserw, pomimo, że sterylizacja była przeprowadzona zgodnie z wymaganiami odpowiednich norm. Odporność przetrwalników w stosunku do wysokich temperatur zależy głównie od następujących czynników: - właściwości biologicznych drobnoustrojów znajdujących się w konserwie; pochodzenie, warunki rozwoju, wiek przetrwalników oraz ich ilość na początku sterylizacji; - właściwości fizykochemicznych środowiska, w którym przebiega proces sterylizacji (kwasowość produktu, charakter występujących kwasów, obecność białek, stężenie soli kuchennej, cukru, ilość tłuszczu w konserwie i związane z tym przewodzenie ciepła itp.); - warunków ogrzewania (temperatura i czas jej stosowania). Przetrwalniki bakterii są najtrwalszymi organizmami. Dojrzałe przetrwalniki niektórych rodzajów drobnoustrojów są zdolne zachować żywotność przez długie lata, wytrzymując temperaturę zarówno do —253 jak i do 130°C. Przetrwalniki beztlenowców giną trudniej niż tlenowców. Przetrwalniki w wieku 1 miesiąca i nieco starsze są bardziej odporne na działanie wysokich temperatur od przetrwalników, których wiek wynosi kilka lub kilkanaście dni. Im więcej przetrwalników znajduje się w sterylizowanej konserwie, tym więcej potrzeba czasu (wymagany dłuższy okres sterylizacji) do ich zniszczenia. Chociaż przy ogrzewaniu konserwy oporne przetrwalniki drobnoustrojów nie zginą, to jednak ulegają zazwyczaj osłabieniu i mogą się rozwijać bardzo wolno, przy czym czas, w jakim brak jest oznak żywotności tych przetrwalników (okres nieczynny), jest proporcjonalny do temperatury, w jakiej konserwa była ogrzewana. Kwasowość środowiska wpływa także na oporność przetrwalników w stosunku do podwyższonych temperatur. W środowiskach kwaśnych ulega zwolnieniu rozwój wegetatywnych postaci drobnoustrojów. Ujemne działanie środowiska kwaśnego na działalność bakterii tłumaczy się tym, że zaburzeniu ulega normalna przemiana materii drobnoustrojów, wskutek czego zmniejsza się ich oporność na działanie wysokiej temperatury w czasie obróbki cieplnej. Drobnoustroje ogrzewane w tłuszczach i olejach giną znacznie trudniej. Podobne działanie wywierają także białka. W środowisku suchym zniszczenie drobnoustrojów następuje znacznie wolniej (nawet przy użyciu wyższych temperatur) niż w środowisku wilgotnym. W wyniku swej działalności drobnoustroje wytwarzają jady zwane toksynami. Jady te są niewytrzymałe na długotrwałe ogrzewanie i większość z nich zostaje zniszczona już w temperaturze 80—100°C. Tylko niektóre toksyny wytrzymują dość długo temperaturę ponad 100°C. Produkcja konserw pasteryzowanych 230. Jakie podstawowe czynności wykonuje się przy produkcji konserw pasteryzowanych? Konserwy pasteryzowane mają krótszą trwałość niż sterylizowane, ale większą wartość odżywczą i lepsze walory smakowe, np. soczystość. Najważniejsze w tej grupie są: szynka i łopatka w puszce, polędwica wieprzowa (pork-loin), szynka mielona, cielęcina w galarecie, ozorki wieprzowe i cielęce w galarecie oraz parówki. Do podstawowych czynności wykonywanych przy produkcji konserw pasteryzowanych zalicza się: - przygotowanie surowca, - peklowanie, - pakowanie do puszek, - odpowietrzanie oraz - obróbkę cieplną. Od staranności i dokładności przeprowadzenia tych czynności zależy końcowy wynik produkcji, tj. jakość i trwałość konserw. 231. Jakim wymaganiom powinien odpowiadać surowiec do produkcji konserw pasteryzowanych? Surowiec najlepiej nadający się do produkcji konserw mięsnych pasteryzowanych uzyskuje się ze sztuk młodych typu mięsnego, zdrowych, właściwie wypoczętych i głodzonych przed ubojem, a także ubitych z zachowaniem wszelkich obowiązujących w tym zakresie wymagań sanitarno-higienicznych i technologicznych. Oprócz surowca podstawowego, jakim jest mięso, do produkcji konserw pasteryzowanych są stosowane różnego rodzaju przyprawy i dodatki. Mięso na konserwy pasteryzowane powinno pochodzić z półtusz, które po uboju zostały szybko i dobrze ochłodzone. Powinno ono być chude lub lekko tylko poprzerastane tłuszczem, cienkowłókniste, o jędrnej konsystencji, nie wykazujące żadnych zmian smakowych i zapachowych. Do produkcji konserw w żadnym przypadku nie nadaje się mięso pochodzące z knurów, późnych kastratów oraz samic ciężarnych, ze sztuk wychudzonych, wycieńczonych, schorowanych lub, zbyt starych. Kierując wieprzowinę, przeznaczoną do produkcji konserw, do zamrożenia, należy zwrócić uwagę na jej jakość i świeżość, które nie mogą wykazywać nawet najmniejszych odchyleń od wymagań normy. Jeżeli proces mrożenia, a następnie rozmrażania został przeprowadzony prawidłowo, mięso takie nadaje się do produkcji wszystkich asortymentów konserw pasteryzowanych. Jakość rozmrożonego surowca musi wtedy odpowiadać wszystkim wymaganiom dla mięsa świeżego. Dopuszczalne jest tylko nieznaczne pociemnienie barwy i wystąpienie naturalnego zawilgocenia powierzchni. 232. Jak przebiega wstępna obróbka surowca na konserwy pasteryzowane? Mięso przeznaczone do produkcji konserw pasteryzowanych najpóźniej w ciągu 96 godzin (4 doby) i nie wcześniej niż po 48 godzinach (2 doby) od chwili uboju powinno znaleźć się w rozbieralni i być poddane rozbiorowi. Warunek ten podyktowany procesami zachodzącymi w mięsie po uboju (dojrzewanie, rozwój mikroflory, wysychanie, zmiana konsystencji i barwy, przemiany białkowe) nie dotyczy mięsa mrożonego. Dla zabezpieczenia wysokiej jakości surowca wstępna jego obróbka powinna być tak zorganizowana, aby mięso przebywało w rozbieralni (od momentu pobrania z magazynu surowca do chwili przekazania do peklowni lub chłodni) nie dłużej niż 2 godziny. Niewskazane jest także gromadzenie na stołach w rozbieralni lub wykrawalni stosów mięsa, gdyż prowadzi to, na skutek zagrzewania się i wzrostu zakażenia, do obniżenia jakości surowca. Po dokonaniu obróbki wstępnej przygotowane elementy mięsne należy zawieszać na wózkach transportowych lub rozkładać w jednej warstwie na kratkach drewnianych. Przed przekazaniem do peklowni elementy powinny zostać ochłodzone do temperatury 4—6°C. Nie powinny one mieć uszkodzonych mięśni, poszarpanego tłuszczu oraz krwawników, które stanowią najbardziej sprzyjające podłoże dla rozwoju drobnoustrojów i mogą stać się przyczyną zakażenia solanki. Jakość mięsa wywiera zasadniczy wpływ na późniejszą trwałość konserw pasteryzowanych. Dlatego jest wymagana bezwzględna świeżość surowca. 233. Jak pekluje się mięso przeznaczone na konserwy pasteryzowane (oprócz szynek)? Elementy mięsne przekazywane do peklowni muszą mieć jędrną konsystencję. Przy nacięciu lub naciśnięciu mięśni nie powinien wydzielać się sok mięsny. Technikę peklowania (przeważnie mokre lub mieszane), czas trwania i skład solanki dla każdego asortymentu konserw ustala konkretnie norma czynnościowa. W czasie peklowania zalewowego jest wymagane przekładanie surowca w basenach peklowniczych (górne warstwy na dół i odwrotnie). Wynika to z faktu, że największe stężenie saletry (azotanu) występuje w górnych warstwach solanki, zmniejszając się ku dołowi basenu, zaś stężenie soli kuchennej układa się odwrotnie. Przekładanie mięsa w basenach przyczynia się do równomiernego nasycenia go poszczególnymi składnikami solanki peklującej. Solanki do peklowania mięsa na konserwy pasteryzowane są używane tylko raz jeden. Jest to podyktowane m. in. koniecznością zabezpieczenia surowca przed wzrostem zakażenia drobnoustrojami, szczególnie łatwym, gdy partia peklowanego mięsa pochodzi z kilku zakładów, stanowiących zaplecze surowcowe oddziału produkcji konserw pasteryzowanych. Peklowanie surowca na konserwy pasteryzowane prowadzi się w basenach stałych lub przenośnych, albo w skrzynkach peklowniczych. Ze względów sanitarnych jest niewskazane peklowanie w naczyniach drewnianych. Upeklowane elementy poddaje się ociekaniu, którego czas i warunki określa norma czynnościowa dla danego asortymentu. Elementy do ociekania układa się na kratkach drewnianych lub w klatkach, których ścianki są wykonane z listew drewnianych biegnących pionowo (wiązania poprzeczne listew biegną na zewnątrz ścianki, aby elementy nie opierały się o nie, zmniejszając w ten sposób efekt nacisku górnych warstw mięsa na warstwy dolne). Na kratkach drewnianych elementy układa się warstwą o grubości 0,2—0,5 m, zaś w klatkach — do wysokości 2 m, przy czym w czasie ociekania przynajmniej jeden raz przekłada się mięso: warstwy górne na dół i odwrotnie. Technika prowadzenia ociekania zależy od metody peklowania i rodzaju peklowanych elementów. W czasie ociekania następuje spłynięcie oraz wyciśnięcie (pod ciężarem górnych warstw mięsa) nadmiaru solanki wchłoniętej przez elementy w czasie peklowania mokrego, dojrzewanie mięsa, zmiana barwy i smaku oraz innych wskaźników jakościowych i organoleptycznych. 234. Jak przygotowuje się puszki do napełniania mięsem? Puszki i wieczka powinny być sprawdzone czy odpowiadają wymaganiom obowiązujących norm, ze szczególnym uwzględnieniem szczelności, stanu pobiały (ewentualnie lakieru) oraz prawidłowego wykonania otworu ewakuacyjnego (przy konserwach odpowietrzanych). Następnie wieczka puszek znakuje się przez wytłoczenie czcionkami o wysokości 6 mm tzw. kodu produkcyjnego, zawierającego następujące dane: numer zakładu produkującego, datę produkcji (może być zaszyfrowana), szyfr konserwowy, tj. liczbę oznaczającą zawartość puszki oraz numer kolejny partii gotowania oznaczony dużą literą alfabetu. Znakowanie wieczek odbywa się za pomocą urządzeń (tzw. kodownic): zwykłych, półautomatycznych lub automatycznych. Działanie znakownic zwykłych polega na opuszczeniu w dół głowicy górnej (z czcionkami wypukłymi) na wieczko umieszczone na głowicy dolnej (z czcionkami wklęsłymi). Głowica górna jest uruchamiana ręcznie lub nożnie za pomocą układu dźwigni lub silnikiem elektrycznym przez wałek mimośrodowy. W znakownicach półautomatycznych czynności ręczne ograniczają się do podawania wieczka pod głowicę w chwili jej górnego położenia oraz odbierania oznakowanych wieczek. Znakownice automatyczne są budowane z mimośrodowym naciskiem głowicy górnej lub jako walcowe. Te drugie zamiast głowic mają dwa walce (górny z czcionkami wypukłymi i dolny - z wklęsłymi) osadzone obrotowo na wałkach sprzężonych kołami zębatymi; wieczka są przesuwane podajnikiem z pojemnika wstępnego znakownicy między obracające się przeciwbieżnie walce, które wytłaczają kod produkcyjny, następnie zaś są przenoszone do pojemnika końcowego. Znakownice walcowe przeważnie są wyposażone w urządzenie czyszczące czcionki w czasie pracy. Przy znakowaniu (zwanym także kodowaniem) należy zwrócić uwagę, aby zbyt ostre czcionki nie powodowały uszkodzenia pobiały lub przedziurawienia wieczka. Obecnie, do znakowania i kodowania puszek oraz słojów używa się specjalnych drukarek automatycznych. Puszki wraz z oznakowanymi wieczkami (ewentualnie także z szynami lub rozetkami ewakuacyjnymi) myje się w gorącej wodzie i sterylizuje parą wodną, następnie zaś suszy. Mycie puszek może być dokonywane ręcznie lub maszynowo. Myjnie automatyczne mogą być tunelowe lub rotacyjne. Najlepsze efekty osiągane są w automatach myjących działających na zasadzie równoczesnego poruszania się mytych puszek i dysz natrysków, co stwarza możliwość odpowiedniego ustawienia opakowania w stosunku do wylotów dysz wodnych i parowych. Sterylizowanie puszek odbywa się parą o ciśnieniu 0,5 atm. w urządzeniach o różnej konstrukcji. Prosty sterylizator puszek składa się ze stołu o prostokątnej płycie roboczej, wykonanej z blachy stalowej, w środku której jest umieszczony zawór - grzybek rozprężający parę. Otwarcie zaworu jest dokonywane przez naciśnięcie pedału, przy czym para wypływa przez cały czas nacisku na pedał. Zwolnienie nacisku powoduje zamknięcie zaworu. Obsługa sterylizatora wymaga zachowania środków ostrożności (rękawice, fartuch ochronny) z uwagi na niebezpieczeństwo poparzenia. Po sterylizacji puszki i wieczka należy dostarczać do napełnienia w sposób zabezpieczający przed powtórnym zakażeniem. 235. Jak należy pakować mięso do puszek przy ich napełnianiu? Ocieknięty surowiec jest poddawany obróbce nadającej odpowiednie cechy poszczególnym asortymentom konserw, a określonej w recepturze i normie czynnościowej. Obróbka ta może obejmować: - dla konserw rozdrobnionych — rozdrabnianie; dodawanie przypraw i wymieszanie składników konserwy; - dla konserw z elementów - przykrojenie do odpowiednich kształtów, usunięcie zbędnych strzępków mięsa i tłuszczu oraz wędzenie szynek, polędwic, łopatek, obgotowywanie ozorków i formowanie. Surowiec obrobiony zgodnie z szczegółowymi wymaganiami normy czynnościowej dla danego asortymentu konserwy, jest pakowany do puszek. Czynność ta przy konserwach produkowanych z elementów mięsnych jest wykonywana ręcznie lub przy użyciu specjalnych pras, natomiast przy konserwach rozdrobnionych - - za pomocą napełniarek zaopatrzonych w specjalny lejek dostosowany do kształtu puszki. W celu zapewnienia prawidłowej masy zawartości puszki (wsadu) określonego wymaganiami szczegółowymi normy czynnościowej danego asortymentu, należy stosować następujący sposób ważenia puszek: - puszki o pojemności poniżej 1,815 kg, przed przekazaniem do napełnienia, dzieli się na grupy wg masy puszek wzorcowych, napełnia zawartością i ustala masę na wagach, tzw. zerówkach, porównując ją z napełnioną puszką wzorcową; - puszki o pojemności ponad 1,815 kg waży się indywidualnie, ustaloną masę zapisuje rylcem na puszce (leciutko, aby nie uszkodzić pobiały), napełnia zawartością i waży powtórnie, odejmując następnie ustaloną w pierwszym ważeniu masę opakowania (tarę). Puszki powinny być wypełnione dokładnie, jednak w taki sposób, aby nie następowało wypychanie wieczka puszki przez jej zawartość (powodujące tzw. bombaż techniczny). Przed zamknięciem puszki do wnętrza dodaje się sproszkowaną żelatynę lub zalewę. Zalewą może być roztwór żelatyny lub soli kuchennej o stężeniu 2°Be. Zalewę żelatynową do ozorków przygotowuje się w następujący sposób: żelatynę w proszku lub listkach zalewa się zimną przegotowaną wodą (w stosunku 1:1) i pozostawia w chłodni na 3—4 godziny. Następnie do przegotowanej gorącej wody wkłada się napęczniałą żelatynę, mieszając silnie trzepaczką, aż do całkowitego rozpuszczenia. Zależnie od żelatyny (siły jej żelowania) i pory roku, używa się roztworu od 18 do 20-procentowego. Przygotowaną zalewę wstawia się wraz z naczyniem do kotła z gorącą wodą (90°C), aby nie krzepła. Zalewę solankową do parówek (2°Be) otrzymuje się dając 2 kg soli kuchennej na 100 l wody. Po napełnieniu puszki nakłada się wieczko i przekazuje do zamknięcia. 236. Jaka jest technika pasteryzacji konserw? Pasteryzację przeprowadza się w kotłach otwartych: Woda w kotłach tego typu jest ogrzewana przeważnie za pomocą wężownic ułożonych na dnie kotła. Przez wężownice przepływa para ogrzewająca wodę. Po ogrzaniu wody w kotle para jest ponownie podgrzewana i wprowadzana w obieg (tzw. zamknięty). Pasteryzacja może być przeprowadzana także w autoklawach. Czasy i temperatury pasteryzacji są podane w wymaganiach szczegółowych normy czynnościowej dla każdego asortymentu konserw, przy czym jest konieczne sprawdzenie tych parametrów w warunkach technicznych konkretnego zakładu. Czas pasteryzacji w poszczególnych temperaturach jest liczony od chwili uzyskania temperatury określonej normą, przy czym konserwy wstawia się do kotła wówczas, gdy woda osiągnęła temperaturę wrzenia, zaś zmiany temperatur powinny być dokonywane w możliwie krótkim czasie. 237. Na czym polega tyndalizacja konserw? W konserwach znajdują się również drobnoustroje, tworząc tzw. formy przetrwalnikowe, pozwalające tym drobnoustrojom przeżyć niekorzystne dla nich warunki (np. podniesienie temperatury). Temperatura pasteryzacji nie powoduje zniszczenia przetrwalników i dlatego trzeba stworzyć warunki, aby znajdujące się w konserwie przetrwalniki mogły przejść w tzw. formy wegetatywne, które można zniszczyć pasteryzacją. Wymagania takie spełnia tyndalizacja, polegająca na wielokrotnym (przeważnie dwukrotnym, tylko niekiedy trzykrotnym) poddawaniu konserw pasteryzacji z 24-godzinną przerwą. W czasie przerwy konserwy pozostawia się w temperaturze 25°C. W takich warunkach przetrwalniki przechodzą w formy wegetatywne, które niszczy następna pasteryzacja. Pomimo, że tyndalizacja daje doskonałe wyniki pod względem jałowości, nie znajduje jednak szerszego zastosowania w produkcji konserw mięsnych, z powodu skomplikowanego i przedłużającego się procesu produkcyjnego oraz częstego obniżenia jakości konserwy. jednak z uwagi na bezpieczeństwo, wskazane jest jej stosowanie podczas domowej produkcji konserw. 238. Jak studzi się konserwy pasteryzowane? Po wyjęciu z kotła konserwy zanurza się w basenie z zimną bieżącą wodą (zdatną do picia) w celu jak najszybszego przerwania oddziaływania ciepła na zawartość puszek i obniżenia temperatury. W celu poprawy warunków chłodzenia wodnego, do wody można dodawać lód. Szybkość obniżenia temperatury konserw po pasteryzacji jest szczególnie ważna, gdyż utrudnia rozwój drobnoustrojów pozostałych przy życiu po obróbce cieplnej i zwiększa trwałość konserw. Czas studzenia wodą, zależnie od asortymentu konserwy, wynosi od 1 do 4 godzin. W tym czasie temperatura konserw powinna spaść poniżej 20°C. Szybkość studzenia zależy od rodzaju produktu i związanej z tym szybkości przewodzenia ciepła, temperatury wody chłodzącej oraz ilości i intensywności jej krążenia. Szybkość obniżania temperatury wpływa na jakość i ilość galarety w szynkach i łopatkach puszkowanych. Dalsze studzenie i ostateczne wychłodzenie konserw odbywa się powietrzem w pomieszczeniach chłodzonych. Ma ono na celu zestalenie się zawartości puszki i powinno być przeprowadzane możliwie najszybciej. Studzenie powietrzem w pomieszczeniach o temperaturze O—6°C trwa ok. 12 godzin. Puszki powinny być w tym czasie ustawione pionowo na denku w taki sposób, aby nie stykały się ze sobą, co ułatwia krążenie powietrza i daje lepsze wyniki chłodzenia. Po 12 godzinach chłodzenia w takich warunkach, konserwy można dochłodzić w temperaturze 3—6°C przez co najmniej 24 godziny, po czym przekazać do magazynowania. Po zakończeniu wychładzania jest niedopuszczalne stosowanie jakiejkolwiek obróbki cieplnej. Wychłodzone puszki poddaje się czyszczeniu trocinami, mączką kredową i czyściwem włókienniczym. Następnie dla zabezpieczenia przed rdzewieniem natłuszcza się je olejem parafinowym lub wazeliną techniczną. Produkcja szynek i łopatek w puszkach według nowej technologii Wprowadzona w 1972 r. nowa, udoskonalona technologia produkcji rozróżnia dwie grupy: szynki (szyfr S) i łopatki (szyfr L), w każdej z nich zaś 6 asortymentów (formatów): Familijne (szyfr F) — sterylizowane (szyfr S) o masie 1—2 lbs, - tyndalizowane (szyfr T) o masie l—5 lbs, - pasteryzowane o masie 2—5 lbs. Mandolinowe (szyfr M) — pasteryzowane o masie 7—12 lbs. Pullman (szyfr P) - pasteryzowane o masie 6—16 lbs. Oblong (szyfr O) — pasteryzowane o masie 11—21 lbs. Nowa technologia zakłada, że wszelkie manipulacje surowcem, poczynając od wykrawania aż do zapakowania w puszki, powinny być przeprowadzane w sposób jak najbardziej ograniczający lub eliminujący bezpośrednią styczność surowca z ręką, odzieżą ochronną i zbędnym sprzętem produkcyjnym. Ma to na celu zmniejszenie do minimum możliwości wtórnego zakażenia surowca. 239. Jakim wymaganiom powinien odpowiadać surowiec do produkcji szynek i łopatek w puszkach? Szynki i łopatki do puszkowania powinny pochodzić ze świń typu mięsnego, o wadze żywej 95—105 kg, z wyjątkiem macior, późnych kastratów i knurów. Dopuszczalne jest wykorzystanie szynek i łopatek ze świń mięsnych o masie 85—95 kg oraz 105— —125 kg, pod warunkiem prowadzenia produkcji w oddzielnych partiach operacyjnych. Surowiec ten musi pochodzić z ubojni posiadających uprawnienia eksportowe, z półtusz uznanych przez IW za zdatne do spożycia bez zastrzeżeń. Wycięte szynki i łopatki wychładza się tak, aby na drugi dzień po uboju osiągnęły w głębi mięśni temperaturę od 2 do 4°C (najwyżej 6°C) i mogły być przekazane do wykrawania. Może być także użyty surowiec zamrożony w tunelach na wisząco, w temperaturze nie wyższej niż — 22°C, a następnie wolno rozmrożony. Przed przekazaniem do wykrawania w specjalnym urządzeniu mechanicznym dokonuje się powierzchniowego odkażenia szynek i łopatek, poddając je przez 7—10 s działaniu wrzącego roztworu wodnego soli kuchennej z dodatkiem 0,2% azotynu sodowego lub wrzącej wody. Odkażony powierzchniowo surowiec wykrywa się usuwając kości, skórę, okrywę tłuszczową, złogi tłuszczu wewnętrznego, ścięgna, powiezie i grube błony mięsne. Wskazane jest mechaniczne usuwanie skóry i tłuszczu. Zależnie od przeznaczenia surowca do produkcji poszczególnych formatów z szynek i łopatek, odcina się niektóre mięśnie w całości lub części, usuwa mięśnie nie nadające się do produkcji z powodu zaparzenia, przekrwienia czy osłabienia konsystencji. Dokonywany jest także podział na poszczególne mięśnie oraz selekcja mięśni według barwy (jasne, ciemne, bardzo ciemne). Tak przygotowane mięso z szynek i łopatek (wsad do peklowania), po dokładnym zważeniu przekazuje się do peklowania, partiami operacyjnymi według przeprowadzonej selekcji mięśni. Partie operacyjne powinny mieć standardową (ujednoliconą) masę. 240. Jak pekluje się szynki według nowej technologii? Szynki i łopatki w puszkach mogą być produkowane przy zastosowaniu jednej z 5 receptur peklowania (oznaczonych symbolami A, B, C, D, E), różniących się zawartością składników peklujących (oprócz soli kuchennej, której zawartość wynosi zawsze 15°/o) i dających w efekcie różne zużycie mięsa surowego (w granicach 861—928 kg) na 1 t produktu gotowego. Według receptury A w skład solanki wchodzą w kg: woda 68,15 sól kuchenna 15,00 glukoza krystaliczna 12,00 fosforany 3,10 glutaminian sodu 0,90 azotan potasu 0,50 cytrynian sodu 0,20 azotyn sodu 0,15 razem 100,00 Do przygotowania solanki używa się wody gotowanej ok. 30 minut, a następnie ostudzonej do ok. 40°C. Najpierw w wodzie tej rozpuszcza się całkowicie glukozę krystaliczną (lub cukier w przypadku stosowania receptury B), następnie dodaje fosforany, a później sól kuchenną. Roztwór miesza się dokładnie, aż do całkowitego rozpuszczenia danego składnika, po czym dopiero dodaje następny składnik, postępując podobnie. Azotany, azotyny, cytrynian i glutaminian sodu rozpuszcza się oddzielnie w niewielkiej ilości wody, a następnie dodaje do solanki z równoczesnym mieszaniem. Po dokładnym wymieszaniu i rozpuszczeniu wszystkich składników, solankę chłodzi się do temperatury 4—6°C i kieruje bezpośrednio do nastrzykiwania szynek i łopatek. Mięśnie pochodzące z obróbki szynek i łopatek (w zważonych oddzielnych partiach operacyjnych uzyskanych z wykrawania) poddaje się nastrzykiwaniu solanką za pomocą urządzenia wieloigłowego (jednoigłowego, ale bardzo dokładnie). Ilość nastrzykniętej solanki zależnie od stosowanej receptury peklowania wynosi w %: receptury B, E - 7 receptury C, D - 10 receptura A - 16 Dla zabezpieczenia przed przekroczeniem programowanej wielkości nastrzyku aparat wieloigłowy nastawia się na nastrzyk o 1% niższy, zaś po zważeniu partii operacyjnej brakującą ilość solanki dodaje się do pojemnika (lub wózka), w którym odbywa się masowanie szynek i łopatek. Na życzenie odbiorcy w procesie peklowania stosuje się tzw. mieszaninę uzupełniającą, różniącą się składem, zależnie od produkowanych formatów oraz zastosowanej receptury peklowania. W skład mieszaniny wchodzi sól kuchenna (1,5—2,6 kg na 100 kg surowego mięsa) oraz 2-procentowy preparat dymu wędzarniczego, tzw. PDW (35—70 g). Dla przygotowania mieszaniny uzupełniającej podgrzewa się PDW do ok. 70°C, 1/4 ilości soli przewidzianej recepturą podgrzewa się do ok. 30°C i obydwa te składniki dokładnie miesza ręcznie lub mechanicznie, następnie dodaje resztę soli i ponownie dokładnie miesza. Mieszaninę przygotowaną w ilości dostosowanej do planowanej dziennej produkcji szynek i łopatek puszkowanych, rozważa się w porcje wagowe standardowej wielkości, przystosowane do standardowej wielkości partii operacyjnych. Końcowymi fazami procesu peklowania jest prowadzone dwufazowe masowanie i leżakowanie. Do partii operacyjnej nastrzykniętego mięsa szynek lub łopatek dodaje się mieszaninę uzupełniającą w ilości przewidzianej recepturą i przeprowadza masowanie pod ok. 30-procentową próżnią, przez ok. 15 minut; mięśnie ciemne masuje się ok. 18 - 20 minut. Po pierwszym masowaniu następuje leżakowanie mięsa (w pojemnikach lub wózkach ze stali nierdzewnej) w temperaturze 40C przez 1—2 doby. Następnie mięso poddaje się wtórnemu masowaniu (przez ok. 10 minut pod próżnią ok. 90%) i powtórnemu leżakowaniu (przez co najmniej 2 godziny w temperaturze 4—6° C) zwanemu relaksacją. Czas masowania powinien być tym dłuższy, im mniejszy był programowany przyrost masy mięsnej (wg receptury peklowania E i B) oraz stosowana najwyższa próżnia. O ile pozwala na to wydajność urządzeń w zakładzie, ilość masowań w cyklu produkcyjnym może być większa niż dwa. Cały proces peklowania, t j nastrzykiwanie, masowanie i leżakowanie, nie może trwać krócej niż 48 godzin ani dłużej niż 72 godziny. 241. Jak przebiega formowanie i pakowanie szynek do puszek? Wsad do puszek stanowią mięśnie szynek lub łopatek, albo ich części dobrane proporcjonalnie do składu partii operacyjnej. W żadnym z asortymentów nie ogranicza się ilości mięśni lub ich części stanowiących wsad. Do produkcji szynek pullman i oblong o ponad 11 lbs należy używać mięśni dużych. Przy produkcji formatów familijnych i mandolinowych puszkę wykłada się arkuszem folii (polietylenowej lub hostofanowej), następnie zaś odważony wsad mięśni układa się stroną odtłuszczoną w kierunku denek i płaszczy puszek, wypełniając wolne przestrzenie małymi kawałkami mięśni. Ułożone mięso prasuje się ręcznie lub mechanicznie. Żelatynę rozsypuje się (ok. 2 g na 1 lbs) cienką warstwą na powierzchni wypełniającego puszkę mięsa, całość waży w celu ewentualnego skorygowania masy netto i na powierzchni mięsa układa folię w sposób uniemożliwiający bezpośredni styk mięsa z puszką oraz zdeformowanie bloku mięsa. Formaty oblong i pullman są napełniane za pomocą specjalnych pras. Odważony wsad mięsa układa się w komorze formowania włóknami mięsnymi wzdłuż kierunku osi długiej puszki, wykładając końcówki dużymi mięśniami. Lej prasy owija się arkuszem folii (lub nakłada specjalny woreczek foliowy), uniemożliwiającym bezpośredni styk mięsa z puszką i wykonuje zamknięcie kopertowe od strony denka puszki. Na tak przygotowaną folię nasuwa się puszkę i uruchamia prasę przesuwającą mięso do puszki. Napełnioną puszkę waży się (ewentualnie korygując masę netto), powierzchnię bloku prasuje się ręcznie lub mechanicznie i formuje zamknięcie kopertowe folii lub woreczka, zabezpieczając przed zassaniem folii i mięsa w zamykarce próżniowej. Do puszek odpowietrzanych w bębnie pomiędzy folię a otwór wkłada się szynę ewakuacyjną. Napełnioną puszkę, po oczyszczeniu kołnierza z resztek mięsa i tłuszczu, przekazuje się do zamknięcia. 242. Jaka jest technika obróbki cieplnej szynek i łopatek w puszkach? Puszki zamknięte i sprawdzone na szczelność myje się mechanicznie lub ręcznie (miękkimi szczotkami w strumieniu ciepłej wody) i przekazuje do obróbki cieplnej. Przetrzymywanie napełnionych puszek przed obróbką cieplną dłużej niż 2 godziny jest dozwolone tylko w temperaturze 0—4°C, przy czym (zwłaszcza formaty l i 2 lbs) nie może ono przekraczać 6 godzin. Umyte puszki jednego określonego formatu (masy) w koszach metalowych, stanowiących wyposażenie kotłów otwartych lub autoklawów, układa się w sposób zapewniający swobodne krążenie wody między puszkami. Puszki mandolinowe i familijne układa się płasko, denkiem ku górze. Puszki oblong i pullman układa się poziomo szwem płaszcza ku górze, pozostawiając pomiędzy poszczególnymi puszkami odstęp 1—2 cm. Pomiędzy warstwy puszek w koszu wkłada się ażurową przekładkę o grubości przynajmniej 1 cm. Następną warstwę puszek układa się w kierunku poprzecznym do poprzedniej. Kosze wypełnione puszkami przekazuje się do obróbki cieplnej. Parametry obróbki cieplnej (czas i temperatura) są określone w specjalnych tablicach dla poszczególnych typów i wielkości puszek. Na przykład szynki familijne 2 i 3 lbs pasteryzuje się w temperaturze 71—72°C przez 160 minut (2 lbs) lub 180 minut (3 lbs); szynki pullman w temperaturze 74°C przez 330 minut (11 1bs) lub 350 minut (14 lbs). Czas obróbki cieplnej liczy się od momentu uzyskania przez wodę (lub inne środowisko grzejne) temperatury przewidzianej w tablicy. Temperatura uzyskana wewnątrz bloku mięsa w czasie obróbki cieplnej nie może być niższa niż 65,5°C. W celu skrócenia okresu podnoszenia temperatury do poziomu określonego tablicą obróbki cieplnej, kosze z puszkami wstawia się do wody podgrzanej do temperatury 20° C. Po zakończeniu obróbki cieplnej puszki studzi się zimną bieżącą wodą, aż do uzyskania w środku bloku mięsa temperatury ok. 30°C. Czas studzenia, zależnie od typu i wielkości puszek, wynosi 2—3 godziny. Puszki wyjęte z wody suszy się strumieniem ciepłego sprężonego powietrza i przekazuje do chłodzenia. Osuszone puszki ustawia się na półkach lub paletach: mandolinowe — pionowo, węższym końcem ku górze, oblong i pullman — poziomo, szwem płaszcza ku górze, w pomieszczeniu chłodzonym o temperaturze O—4°C i wymuszonym ruchu powietrza tak, aby nie stykały się ze sobą. Proces chłodzenia, trwający 48—60 godzin, uważa się za zakończony gdy temperatura wewnątrz bloku mięsa wynosi najwyżej 6°C. 243. Na czym polega wyższość nowej technologii produkcji szynek? Wprowadzenie nowej technologii produkcji szynek i łopatek w puszkach pozwoliło na zrezygnowanie z szeregu pracochłonnych czynności stosowanych przy dawnej metodzie, np. wielokrotnej obróbki (wstępnej i zasadniczej) lub uciążliwej pracy pakowaczy, ponadto zaś przyniosło szereg efektów technologicznych, ekonomicznych i jakościowych. Do tych efektów należy zaliczyć przede wszystkim: - wysoką jakość gotowego produktu (90—100% I standardu), - zmniejszenie o ok. 63% ilości surowca przekazywanego do peklowania, - poważne zmniejszenie (o ok. 65%) masy surowca poddawanego obróbce w poszczególnych fazach produkcji, - wzrost wydajności pracy o ok. 10%, - wzrost zdolności technicznych produkcji prawie o 100%, - skrócenie cyklu produkcyjnego, - uzyskanie gotowego produktu o wysokich cechach jakościowych, przy parametrach chemicznych i bakteriologicznych całkowicie zgodnych z obowiązującymi wymaganiami, - możliwość obniżenia kosztów produkcji o ok. 10%. Nowa technologia produkcji szynek i łopatek stwarza warunki do znacznego zwiększenia mechanizacji produkcji, polepsza warunki sanitarnohigieniczne i umożliwia szybkie opanowanie poszczególnych czynności przez pracowników produkcyjnych. Umożliwia ona także znaczne obniżenie nakładów inwestycyjnych na budowę nowych szynkowni oraz powoduje wzrost wydajności produkcyjnej z 1 m2 powierzchni (z 3,4 do 6,8 kg dziennie). 244. Z jakich etapów składa się proces produkcji szynki konserwowej? Procesie technologiczny produkcji szynki konserwowej przedstawiono schematycznie na rysunku: Produkcja konserw sterylizowanych 245. Jaka jest definicja konserw sterylizowanych? Konserwy sterylizowane są to konserwy, które w czasie obróbki cieplnej są poddawane działaniu temperatury ponad 100° C, praktycznie zawierającej się w granicach 115—121°C. Prawie wszystkie konserwy produkowane w słojach szklanych należą do grupy sterylizowanych. 246. Jakie wymagania stawia się surowcom do produkcji konserw sterylizowanych? Konserwy sterylizowane produkuje się z mięsa bez kości na przetwory z mięsa rozdrobnionego (zwanego potocznie mięsem drobnym), podrobów, tłuszczów zwierzęcych i surowców roślinnych (kasze, groch, kapusta, fasola i in.). Ogólne wymagania stawiane surowcom używanym do produkcji konserw sterylizowanych są podobne jak dla surowców przeznaczonych na konserwy pasteryzowane. Do produkcji konserw wieprzowych najlepiej nadaje się mięso pochodzące ze sztuk 6—12 miesięcznych, dobrze umięśnionych, typu mięsnego lub mięsno-słoninowego. Do produkcji konserw wołowych najlepiej nadaje się mięso z dobrze umięśnionego bydła w wieku 3—9 lat, o masie sztuk żywych ponad 250 kg, lecz nie nadmiernie otłuszczonych. Mięso bez kości musi pochodzić z tusz uznanych przez organ urzędowego badania zwierząt rzeźnych i mięsa za zdatne do spożycia bez zastrzeżeń. Barwa jego musi być właściwa dla danego rodzaju i klasy mięsa oraz stanu termicznego (chłodzone, mrożone). Niedopuszczalne są zanieczyszczenia ciałami obcymi oraz zmiany barwy lub zapachu wskazujące na rozpoczęty proces psucia się mięsa lub jełczenia tłuszczu. Niedopuszczalne żadne zapachy obce. Takie same wymagania stawia się podrobom używanym do produkcji konserw sterylizowanych. Surowce roślinne powinny odpowiadać obowiązującym wymaganiom jakościowym. 247. Na czym polega wstępna obróbka surowca do produkcji konserw sterylizowanych? Rozbiór i wykrawanie mięsa na konserwy sterylizowane przeprowadza się wg zasad omówionych już wcześniej. Przygotowanie surowców mięsnych (mięso, podroby, tłuszcze zwierzęce) powinno odbywać się zgodnie z wymaganiami szczegółowymi dla każdego asortymentu. Surowiec pobrany z magazynu powinien być bezwzględnie użyty do produkcji tego samego dnia. Przygotowanie skórek wieprzowych może polegać (zależnie od asortymentu konserwy) na dokładnym oczyszczeniu, odtłuszczeniu i umyciu w ciepłej (40°C) wodzie. Następnie skórki wkłada się do kotła z wrzącą wodą i gotuje w temperaturze 95°C przez ok. 60 minut. Po ugotowaniu skórki odcedza się i w stanie gorącym rozdrabnia w młynku koloidalnym lub, w przypadku braku młynka, w wilku przez siatkę 2 mm, a następnie kutruje, aż do otrzymania jednolitej, klejącej masy. Jeśli nie dysponujemy kutrem, rozdrabniamy tak przygotowane skórki przepuszczając je trzy razy przez siatkę 2-3 mm. Wykutrowane skórki studzi się w pomieszczeniu chłodzonym i ponownie rozdrabnia w wilku, przez siatkę 2 mm. Skórki przygotowane w ten sposób powinny być sypkie. Przygotowanie surowców roślinnych polega, w zależności od ich rodzaju, na dokładnym oczyszczeniu, obraniu i wymyciu oraz ewentualnym moczeniu i parzeniu, zgodnie z wymaganiami szczegółowymi normy czynnościowej dla każdego asortymentu konserwy. Groch lub fasolę moczy się przez 12 godzin w zimnej bieżącej wodzie, aż do osiągnięcia przyrostu ok. 80% w stosunku do masy początkowej. Namoczony groch obgotowuje się we wrzącej wodzie przez ok. 3 minuty, po czym odsącza się z wody i studzi na tacach. 248. Jak przygotowuje się przyprawy, zalewy i zasmażki? Przyprawy, które mają być użyte w postaci rozdrobnionej, miele się drobno i przesiewa przez sitko, następnie części pozostające na sicie miele się jeszcze raz. Świeży czosnek należy starannie obrać, drobno posiekać i rozetrzeć w niewielkiej ilości soli kuchennej. Świeżą cebulę obiera się, opłukuje dokładnie w bieżącej wodzie i rozdrabnia zgodnie z wymaganiami szczegółowymi normy czynnościowej. Przeważnie cebulę obraną z cienkich łusek kroi się w cienkie plastry lub kostkę i podsmaża na smalcu, aż do uzyskania barwy jasnobrązowej. Pokrojona cebula musi być podsmażona i użyta do produkcji tego samego dnia. Jakość suszu cebuli lub czosnku należy przed użyciem sprawdzić organoleptycznie i dopiero potem przekazać do produkcji. Zalewę przygotowuje się z wywaru, który zależnie od asortymentu konserw, gotuje się na kościach, skórkach wieprzowych, podrobach, wieprzowinie klasy III i in., z dodatkiem włoszczyzny oraz przypraw przewidzianych recepturą. Czas i temperatura gotowania zalewy powinny być zgodne z wymaganiami szczegółowymi normy czynnościowej dla danego asortymentu. Po ugotowaniu wywar odcedza się przez gęste sito, w celu oddzielenia kostek (i ich odłamków), skórek, mięsa, podrobów, włoszczyzny, przypraw i zawiesin powstałych w czasie gotowania. Sposób przygotowania zalewy żelatynowej i solankowej został omówiony w odpowiedzi na pytanie dotyczące napełniania puszek przy produkcji konserw pasteryzowanych. Sposób przygotowywania tych zalew jest ponadto podany w wymaganiach szczegółowych normy czynnościowej dla danego asortymentu konserwy. W celu przygotowania zasmażki podsmaża się mąkę pszenną na roztopionym smalcu. Ilość mąki i smalcu do sporządzenia zasmażki jest określona w recepturze na dany asortyment konserwy. Zasmażkę rozprowadza się, dodając do niej małymi ilościami wystudzony wywar, ciągle mieszając dla przeciwdziałania tworzeniu się grudek. Rozprowadzoną zasmażkę dodaje się następnie do pozostałej ilości zalewy. 249. Jak pekluje się surowiec do produkcji konserw sterylizowanych? Peklowanie mięs przeznaczonych do produkcji konserw sterylizowanych przeprowadza się metodą suchą, omówioną przy produkcji kiełbas, metodą mokrą zalewową (np. Corned Beef, głowizna eksportowa, cielęcina w galarecie i in.) lub metodą mieszaną (suchą i mokrą zalewową). Skład mieszanki peklującej lub solanki, jej stężenie i przebieg peklowania są określone w wymaganiach szczegółowych normy czynnościowej dla każdego asortymentu. W skład solanki stosowanej przy produkcji konserw eksportowych, obok saletry, wchodzi przeważnie i nitryt (azotyn sodowy). Niektóre asortymenty konserw produkowane jako pasteryzowane, w wybranych rodzajach opakowań są poddawane sterylizacji, a nie pasteryzacji (np. cielęcina w galarecie, Luncheon Meat). Świeże skórki wieprzowe oczyszczone i odtłuszczone myje się w ciepłej (ok. 50°C) wodzie, a następnie płucze w zimnej bieżącej. Umyte skórki kładzie się do basenów lub pojemników peklowniczych i zalewa solanką o stężeniu 18°Be, sporządzoną z czystej soli kuchennej. Ilość solanki powinna pozwalać na swobodne wymieszanie skórek wiosłem drewnianym. Czas solenia skórek nie powinien być krótszy niż 18, ani dłuższy niż 96 godzin, w temperaturze 4—6°C. Niektóre surowce (np. cielęcina, wołowina) po upeklowaniu wyjmuje się do wanien i płucze zimną bieżącą wodą, przez czas określony wymaganiami szczegółowymi normy czynnościowej, aż do całkowitego wypłukania solanki. 250. Na czym polega obróbka surowca przed napełnieniem puszek i słoi? Upeklowane mięso, tłuszcz lub podroby, w proporcjach przewidzianych recepturą, są poddawane rozdrobnieniu w wilku, kutrze lub młynku koloidalnym (rzadziej ręcznie). Surowce przeznaczone do produkcji niektórych asortymentów konserw sterylizowanych (np. wieprzowina krajana, gulasz wołowy podsmażany i in.) są poddawane obgotowywaniu lub podsmażaniu. Procesy te prowadzi się zgodnie z wymaganiami szczegółowymi normy czynnościowej na dane asortymenty. Po dokonaniu obróbki przewidzianej normą, surowce łączy się i miesza wraz z przyprawami przewidzianymi recepturą. 251. Jak napełnia się puszki i słoje szklane? Przygotowanie puszek do konserw sterylizowanych jest przeprowadzane podobnie jak przy produkcji konserw pasteryzowanych. Przygotowywanie słoi szklanych zostanie omówione oddzielnie. Napełnianie puszek lub słoików może być wykonywane ręcznie lub mechanicznie za pomocą napełniarki ze specjalnym lejkiem przystosowanym do kształtu puszek. Zasady ogólne napełniania opakowań jednostkowych (puszek lub słoi) są podobne jak przy produkcji konserw pasteryzowanych rozdrobnionych. Przy produkcji konserw z zalewą, puszki napełnia się gorącym mięsem i następnie zalewa do pełna gorącą i dobrze wymieszaną zalewą. W celu dokładnego usunięcia powietrza z konserwy, zanurza się w puszce pałeczkę z masy plastycznej lub drewna, poruszając nią, aby zalewa przeniknęła do dna opakowania i wypełniła wszystkie wolne przestrzenie. Następnie uzupełnia się opakowanie zalewą do pełna, zamyka puszkę w zamykarce, obmywa w gorącej wodzie powierzchnię puszki z zanieczyszczeń i przekazuje do sterylizacji. 252. Jak przeprowadza się sterylizację konserw? Sterylizacja polega na ogrzewaniu konserw w temperaturach przekraczających 100°C. Zasadnicze warunki sterylizacji konserw obejmują więc temperaturę i czas, w jakich jest przeprowadzany proces sterylizacji. Warunki sterylizacji określa się zazwyczaj za pomocą następującego wzoru I + II + III T gdzie: I — czas potrzebny do ogrzania autoklawu od temperatury początkowej (temperatura załadowania) do temperatury właściwej sterylizacji; II — czas utrzymywania temperatury na poziomie wymaganym dla sterylizacji danego asortymentu konserwy; III — czas obniżania ciśnienia (i temperatury) w autoklawie do poziomu ciśnienia atmosferycznego (spuszczanie pary); T — temperatura prowadzenia procesu sterylizacji (która ma być utrzymana przez okres II). Na przykład formułę sterylizacyjną pasztetu turystycznego (szyfr 515) 10 + 40 + 10 min 121°C -> razem 60 min. odczytuje się: czas podnoszenia temperatury do osiągnięcia 121°C powinien wynosić 10 minut; sterylizacja właściwa w temperaturze 121 °C ma trwać 40 minut; obniżenie temperatury i spuszczanie pary — 10 minut, razem 60 minut. 253. W jakich urządzeniach przeprowadza się sterylizację konserw? Ponieważ sterylizacja konserw jest procesem przeprowadzanym w temperaturach ponad 100°C, niemożliwych do uzyskania w naczyniach otwartych wypełnionych wodą, dlatego musi być ona przeprowadzana w specjalnych aparatach zamkniętych, w których istnieje możliwość wytwarzania ciśnienia wyższego niż atmosferyczne i tym samym uzyskania wyższej temperatury. Aparatami takimi są autoklawy. Rozróżnia się autoklawy: a) pod względem położenia cylindra (zbiornika): o cylindrze pionowym — autoklawy stojące, o cylindrze poziomym — autoklawy leżące, o cylindrze wirującym - autoklawy rotacyjne czyli rotoklawy, b) pod względem wytwarzanego w nich ciśnienia: o ciśnieniu wytwarzanym parą wodną, przeciwciśnieniowe, w których poza ciśnieniem wytwarzanym parą wodną dodatkowe ciśnienie może być wytwarzane powietrzem lub wodą, c) pod względem ciągłości pracy: o pracy okresowej, o działaniu ciągłym. Autoklaw stojący jest zbudowany w postaci cylindrycznego zbiornika wykonanego z grubej blachy stalowej, ze stałym dnem oraz ruchomą, wypukłą, hermetycznie zamykaną pokrywą. Hermetyczność zamknięcia jest zabezpieczona uszczelką oraz przez dociśnięcie pokrywy do uszczelki i górnej krawędzi kotła za pomocą śrub z nakrętkami, znajdującymi się na całym obwodzie. Podnoszenie pokrywy jest ułatwione przez przeciwciężar zawieszony na krążku nad autoklawem lub umocowany dźwigniowo na zawiasach pokrywy. W pokrywie znajduje się zawór bezpieczeństwa, umożliwiający w przypadku przekroczenia dopuszczalnego ciśnienia, odpływ pary i szybkie obniżenie ciśnienia do bezpiecznego poziomu. W pokrywę jest także wmontowany zawór (odpowietrznik) do odpowietrzania autoklawu oraz ewentualnie zawór przelotowy do dodatkowego odpływu wody. Zawór bezpieczeństwa jest wyregulowany na ciśnienie 2,5 at. Na bocznej ściance kotła, blisko górnej jego krawędzi, w miejscu widocznym dla obsługi i nie narażonym na uderzenia jest umieszczony manometr, służący do mierzenia ciśnienia panującego wewnątrz autoklawu. Kontrola ciśnienia jest sprawowana dodatkowo przez termometr zamontowany na autoklawie (każdej temperaturze odpowiada określone ciśnienie w autoklawie). Na tarczy manometru czerwoną kreską jest oznaczone najwyższe ciśnienie dopuszczalne w danym autoklawie. Natomiast zawór bezpieczeństwa jest wyregulowany w taki sposób, aby w momencie przekroczenia przez wskazówkę manometru czerwonej kreski na tarczy zawór samoczynnie otworzył się, wypuścił nadmiar pary i tym samym spowodował obniżenie ciśnienia do poziomu bezpiecznego. Autoklawy stojące są przeważnie mniej pojemne i znacznie mniej wygodne w obsłudze niż autoklawy leżące, charakteryzujące się poziomym położeniem zbiornika. Otwierane są także pokrywą, a kosze z konserwami wprowadza się do ich wnętrza po torach. Autoklawy tego typu najczęściej są budowane jako urządzenia pracujące z przeciwciśnieniem wodnym. Tworzą wtedy zespół dwóch albo trzech zbiorników (w tym drugim układzie dwa zbiorniki dolne i jeden górny) połączonych ze sobą w jedną konstrukcyjną całość. Właściwym autoklawem jest kocioł (lub dwa kotły) dolny i w nim odbywa się właściwa sterylizacja; kocioł górny jest zbiornikiem (zasobnikiem) ciepłej wody używanej do sterylizacji. Odpowiedni system przewodów i zaworów umożliwia przetaczanie gorącej wody do kotłów dolnych (autoklawów) po załadowaniu ich konserwami, oraz z powrotem do zbiornika, po zakończeniu sterylizacji danej partii konserw. W autoklawach przeciwciśnieniowych poziomych nowszego typu, zamiast śrub z nakrętkami motylkowymi, mocującymi pokrywę do cylindra autoklawu, zastosowano pierścień zaopatrzony w zębatkę i kółko zębate uruchamiane dźwignią ręczną. Pierścień ma na obwodzie wyżłobienie w kształcie gwintu wielozwojowego, który zachodzi na odpowiednie występy cylindra autoklawu. Rozwiązanie takie upraszcza, skraca czas i czyni lżejszym zamykanie autoklawu. Nowoczesnym rozwiązaniem sterylizacji konserw jest zastosowanie autoklawów obrotowych, zwanych także rotoklawami., Są to urządzenia, w których załadowane konserwy w czasie sterylizacji obracają się wraz z koszem. Doświadczenia wykazały, że podczas ruchu konserw przewodzenie ciepła jest znacznie lepsze, co pozwala na znaczne skrócenie okresu sterylizacji (niekiedy nawet do połowy normalnego czasu w autoklawach nieruchomych). Ze względu na utrzymanie szczelności zamknięcia, jest pożądane stosowanie do sterylizacji konserw autoklawów przeciwciśnieniowych. W autoklawach takich muszą być sterylizowane konserwy w słoikach szklanych (dla przeciwdziałania zrywaniu wieczek w czasie sterylizacji występującemu w autoklawach zwykłych) oraz konserwy w puszkach o wysokości ponad 119 mm, ze względu na wytrzymałość szwu na płaszczu puszki. 254. Jak obsługuje się autoklaw stojący? W autoklawach stojących sterylizację konserw prowadzi się przeważnie bezpośrednio parą wodną. Po załadowaniu autoklawu zamyka się pokrywę i lekko dokręca nakrętki motylkowe naprzemianległych śrub mocujących. Po lekkim równomiernym dokręceniu wszystkich nakrętek dociąga się je silnie za pomocą specjalnego klucza, w poprzedniej kolejności. Taki system gwarantuje równomierne ułożenie się pokrywy uszczelki i korpusu autoklawu oraz zabezpiecza przed wydobywaniem się pary (lub „wystrzeleniem" uszczelki) w czasie sterylizacji. Po zamknięciu autoklawu otwiera się zawór odpowietrzający, zamocowany w pokrywie, a następnie dopiero zawór doprowadzający parę do autoklawu. Zawór odpowietrzający należy zamknąć dopiero z chwilą, gdy z wnętrza autoklawu przestanie uchodzić powietrze (po 5—8 minutach od chwili otwarcia zaworu doprowadzającego parę), natomiast zacznie wydobywać się sama para. Przez okres prowadzenia sterylizacji obsługa autoklawu powinna uważnie śledzić wskazania aparatury pomiarowej, tj. manometru i termometru, zgodnie z danymi podanymi w tablicy sterylizacji. Po upływie przepisowego okresu sterylizacji właściwej zamyka się dopływ pary i ostrożnie (tj. powoli i stopniowo) otwiera zawór odpowietrzający lub zawór przelewowy, aż do uzyskania w autoklawie ciśnienia atmosferycznego (temperatura spada wtedy w autoklawie do 100° C). W tym momencie rozpoczyna się operacja chłodzenia konserw, znajdujących się w autoklawie, zimną wodą doprowadzaną do jego wnętrza. Gdy temperatura wewnątrz autoklawu spadnie poniżej 40°C, otwiera się zawory spuszczające wodę do sieci kanalizacyjnej. Pokrywę otwiera się dopiero wtedy, gdy poziom wody opadnie poniżej krawędzi cylindra autoklawu. Zwykły autoklaw pionowy może zostać przystosowany do pracy z przeciwciśnieniem. 255. Jak obsługuje się autoklaw stojący przeciwciśnieniowy? Po napełnieniu autoklawu niezbędną ilością wody, podgrzewa się ją przy otwartej pokrywie, następnie za pomocą podnośnika załadowuje się kosze konserwami i zamyka pokrywę autoklawu (patrz pytanie poprzednie: sposób zamykania pokrywy). W momencie zamykania pokrywy poziom wody powinien sięgać do górnej krawędzi zbiornika autoklawu i co najmniej 10—15 cm nad górną warstwą słoików. Po sprawdzeniu poziomu wody na wodowskazie (stanowiącym dodatkowe wyposażenie tego typu autoklawów) oraz szczelnego zamknięcia wszystkich zaworów, otwiera się stopniowo i powoli zawór doprowadzający parę do autoklawu, obserwując równocześnie wskazania manometru i termometru. W miarę podgrzewania i podwyższania się temperatury wewnątrz autoklawu wzrasta także ciśnienie, często wyżej od wymaganej zależności ciśnienia i temperatury. Jest to tzw. zimne ciśnienie wywołane tym, że pod pokrywą autoklawu została uwięziona poduszka powietrza, które rozszerzając się pod wpływem wzrastającej temperatury, powoduje dodatkowy wzrost ciśnienia w autoklawie. Nadwyżki ciśnienia spowodowane tym zjawiskiem (nie występującym przy sterylizacji prowadzonej bezpośrednio parą) redukuje się otwieraniem zaworu odpowietrzającego. Pozostałe czynności obsługi przeprowadza się w taki sposób, jak przy obsłudze autoklawów stojących zwykłych (pytanie poprzednie). 256. Jak obsługuje się autoklaw przeciwciśnieniowy leżący? W autoklawach przeciwciśnieniowych poziomych sterylizację rozpoczyna się napełniając zasobnik zimną wodą, przy otwartym zaworze odpowietrzającym zasobnik. Po napełnieniu zasobnika i zamknięciu zaworu odpowietrzającego, odkręca się (otwiera) zawór doprowadzający parę i podgrzewa wodę w zasobniku do temperatury ok. 80°C. Ciśnienie na manometrze zasobnika nie powinno przekraczać 2 atm.; ewentualny jego nadmiar reguluje się otwierając ostrożnie zawór odpowietrzający. W tym czasie do autoklawów właściwych (zbiornika lub zbiorników dolnych) wprowadza się wózki z koszami napełnionymi konserwami, a następnie zamyka pokrywę autoklawu. Następną czynnością jest otwarcie zaworu doprowadzającego wodę z zasobnika do autoklawu właściwego, odprowadzając równocześnie z jego wnętrza nadmiar powietrza przez zawór odpowietrzający. Podnoszenie się poziomu wody w autoklawie obserwuje się w lejku umieszczonym nad zaworem kontrolnym autoklawu. Po ukazaniu się wody, wypływającej przez zaworek odpowietrzający, wszystkie otwarte dotąd zawory zamyka się. Przez otwarcie zaworu parowego doprowadza się w autoklawie temperaturę i ciśnienie do właściwego poziomu, po czym zamyka zawór parowy główny, regulując dopływ pary w czasie sterylizacji właściwej, za pomocą zaworu pomocniczego. Wzrost ciśnienia reguluje się w tym czasie zaworami powietrznymi. Obsługa autoklawu musi być dobrze przeszkolona i dobrze znać stan całego osprzętu oraz armatury obsługiwanego autoklawu, aby manipulując z wyczuciem i wprawą utrzymywać prawidłowe parametry sterylizacji (temperaturę i ciśnienie) oraz zapewnić pełne bezpieczeństwo pracy. Po zakończeniu sterylizacji zamyka się zawór parowy i przez powolne oraz równoczesne odkręcanie zaworów: doprowadzającego wodę zimną do autoklawu i odprowadzającego wodę gorącą do zasobnika, rozpoczyna się ochładzanie konserw w autoklawie. Z chwilą przepompowania dostatecznej ilości gorącej wody do zasobnika (zbiornik górny), co można stwierdzić na wodowskazie tego ostatniego, pozostałą część wody kieruje się do sieci kanalizacyjnej, zamykając zawór odprowadzający wodę gorącą z autoklawu do zasobnika i otwierając zawór spustowy. Produkcja konserw w opakowaniach szklanych 257. Jaki jest wpływ opakowania szklanego na technologię produkcji konserw? Proces produkcji konserw w słojach szklanych, ze względu na właściwości tego typu opakowania, różni się w wielu punktach od produkcji konserw w puszkach blaszanych. Wszystkie procesy związane z przygotowaniem surowców podstawowych i pomocniczych lub zalewy, są w produkcji konserw mięsnych podobne, bez względu na to, czy dany asortyment jest pakowany w słoje szklane czy w puszki metalowe. Natomiast wszędzie tam, gdzie stosuje się opakowanie szklane przebieg operacji produkcyjnych zmienia się niekiedy w dosyć znacznym stopniu. Dotyczy to przede wszystkim takich czynności jak: przygotowanie słoi do produkcji, zamykanie, sterylizacja i chłodzenie, transport pustych opakowań oraz konserw gotowych, magazynowanie, etykietowanie, czynności wysyłkowe (spedycyjne). 258. Jakie są dodatnie i ujemne cechy opakowań szklanych w produkcji konserw? Dodatnimi cechami opakowań szklanych są: 1. Przezroczystość ścianek pozwalająca obserwować zawartość słoika. Konsument widzi co kupuje, przez co zwiększa się jego zaufanie do konserwy, zaś zakład produkcyjny łatwiej może wyeliminować wadliwy produkt. Przezroczystość ścianek jest jednak o tyle ujemna, że dostęp światła jest jedną z przyczyn szybkiego jełczenia tłuszczu, zawartego w konserwie, co jest szczególnie ważne przy dłuższym przechowywaniu. 2. Słoik szklany jest opakowaniem higienicznym, łatwiejszym do wymycia i odkażenia, zaś najmniejsze nawet zabrudzenie jest łatwo zauważalne. 3. Możliwość wielokrotnego użycia. Opakowanie blaszane, po jednorazowym użyciu nie może być ponownie wykorzystane, natomiast przy otwieraniu opakowań szklanych zostaje zniszczone tylko wieczko z gumką (lub opaska zamykająca i wieczko), a słoik po wymyciu i odkażeniu może zostać ponownie użyty. 4. Mały obwód złączy wieczka ze słoikiem. Opakowanie szklane łączone jest za pomocą tylko jednego szwu, mocującego metalowe wieczko do słoika, natomiast puszka blaszana ma trzy złączenia: szew boczny płaszcza puszki, złączenie (podwójna zakładka) wieczka z płaszczem oraz denka z płaszczem puszki. Długość szwu słoika jest w przybliżeniu ok. 2,5-krotnie mniejsza od sumy długości szwu puszki, co zapewnia lepszą hermetyczność zamknięcia i zmniejsza niebezpieczeństwo zepsucia produktu wskutek nieszczelności opakowań. 5. Minimalne oddziaływanie opakowań na zawartość i odwrotnie. Puszka blaszana i jej zawartość wzajemnie na siebie oddziaływują, co powoduje korozję metalu, a także niekiedy zwiększenie zawartości w produkcie metali ciężkich, czyniąc konserwę nawet niezdatną do spożycia. W opakowaniu szklanym reakcje pomiędzy szkłem a zawartością słoika nie mają praktycznego znaczenia, zaś zachodzące reakcje między wieczkiem a zawartością odgrywają znacznie mniejszą rolę, gdyż powierzchnia zetknięcia metalu z produktem jest kilkakrotnie mniejsza niż przy puszkach blaszanych. 6. Niewrażliwość słoika na warunki klimatyczne, ograniczająca się tylko do zewnętrznej powierzchni wieczka, które łatwiej jest zabezpieczyć przed tym oddziaływaniem (głównie wilgoci). 7. Zastąpienie szkłem krajowym importowanej blachy białej koniecznej do produkcji puszek konserwowych. Opakowania szklane mają także szereg wad, do których należy zaliczyć przede wszystkim: 1. Wysoka masa opakowania szklanego w porównaniu z puszkami blaszanymi. Masa 1000 sztuk słoików o pojemności 350 g wynosi wraz z wieczkami ok. 240 kg, zaś tej samej ilości puszek o tej samej pojemności — tylko ok. 90 kg. Wpływa to na zwiększenie kosztów transportu zarówno pustych opakowań jak i gotowego produktu. 2. Powierzchniochłonność. Zarówno puste, opakowania, jak i gotowy produkt zajmują w magazynach więcej powierzchni, niż taka sama ilość konserw w opakowaniach blaszanych. Jest to spowodowane kształtem słoików oraz koniecznością ustawiania ich w niższe stosy, niż jest to możliwe przy puszkach blaszanych. 3. Kruchość szkła powodująca łatwość powstawania stłuczek oraz niebezpieczeństwo dostania się odprysków szkła do produktu. 4. Słaba przewodność cieplna słoi szklanych w połączeniu ze stosunkowo słabą odpornością na zmiany temperatury powoduje konieczność prowadzenia sterylizacji konserw w wodzie, co pociąga za sobą zwiększenie zużycia wody i pary, przedłużenie czasu trwania procesu oraz zmniejszenie przepustowości autoklawów. 259. Jak przygotowuje się słoje szklane do produkcji konserw? Kontrola słoi i zamknięć powinna być przeprowadzana w chwili przyjmowania słoi do zakładu produkcyjnego oraz bezpośrednio przed użyciem ich do produkcji. Słoje myje się w ciepłej wodzie (ok. 35°C), a następnie płucze natryskiem gorącej wody (85°C) pod ciśnieniem 3 atm. Umyte słoje ustawia się na kratkach dla osuszenia, następnie zaś przekazuje do produkcji. Wieczka oznakowane kodem produkcyjnym myje się w gorącej wodzie dla usunięcia zanieczyszczeń (oraz śladów oliwienia), następnie sterylizuje w specjalnych szafkach, zaś w razie ich braku - gotuje w czystej wodzie (100°C) przez 5 minut. Uszczelki gumowe gotuje się we wrzącej wodzie przez 5 minut. Po umyciu uszczelki typu radzieckiego zakłada się do wymytych wieczek. Przed przystąpieniem do napełniania wysortowuje się słoje z odpryskami szkła i zanieczyszczeniami. Słoje powinny być, zgodnie z normą, podzielone na grupy wagowe, co ułatwia tarowanie przy odważaniu zawartości. Słoje typu radzieckiego dzieli się na 5 grup wagowych, słoje typu Fenix — na trzy. Nie należy przeznaczać do produkcji słoi radzieckich o masie przekraczającej 275 g, ze względu na nadmierną grubość szkła. Po napełnieniu słoja, należy za pomocą czystej i suchej (często zmienianej) ściereczki dokładnie wytrzeć zewnętrzną część kołnierza w miejscu styku z uszczelką; występujące w tym miejscu zabrudzenie może spowodować nieszczelność zamknięcia. Przy produkcji konserw z zalewą nie wolno przenosić lub przewozić do zamykarki słoi nakrytych wieczkami, gdyż przy nachyleniu słoja (kołysanie) uszczelka może ulec zatłuszczeniu, co powoduje nieszczelność zamknięcia. Niezwłocznie po napełnieniu należy dokonać zamknięcia słoi. 260. Jak przeprowadza się zamykanie słoików szklanych? Zamknięcie konserwy w opakowaniu szklanym, poza zapobieżeniem wylewaniu się zawartości i zabezpieczeniem jej przed dostępem powietrza oraz drobnoustrojów, powinno być tak wykonane, aby można było otworzyć słoik bez uszkodzenia go. Zamknięcie słoików różni się zasadniczo od zamknięcia puszek metalowych, gdyż przy słoikach nie można stosować podwójnej zakładki. Do konserw mięsnych pakowanych w słoiki typu radzieckiego stosuje się zamknięcia obrzeżne, polegające na dociśnięciu metalowego wieczka (zaopatrzonego w gumową uszczelkę) przez trwałe odkształcenie do obrzeża słoika. Elastyczna uszczelka wskutek zgniecenia wypełnia przestrzeń między wieczkiem a gardłem słoika, dzięki czemu zostaje zapewniona szczelność. Innym rozwiązaniem jest zamknięcie typu Fenix. Zamknięcie składa się z trzech części: wieczka, gumowej uszczelki, zakładanej na specjalne wytłoczenie wieczka, oraz opaski metalowej o przekroju korytka prostokątnego, zaciskanej wokół gardła słoja i przyciskającej wieczko wraz z uszczelką do górnej powierzchni gardła. Ostatnio stosowanym rozwiązaniem są słoje typu Twist. Bardzo prostej konstrukcji, składającej się jedynie z nagwintowanego wieczka wyposażonego w wprasowaną uszczelkę gumową oraz słoja z odpowiednim gwintem. Zamykanie słoi wykonuje się w zamykarkach automatycznych lub półautomatycznych specjalnie przystosowanych do opakowań szklanych. W celu zmniejszenia możliwości pękania słoików podczas zamykania i uniknięcia niebezpieczeństw spowodowanych odpryskami szkła, należy przestrzegać następujących warunków: - regulować zamykarki w tak dokładny sposób, aby nie było zbyt dużych ucisków poziomych i pionowych na słoik podczas zamykania, - obsługujący maszynę powinien być zabezpieczony specjalną osłoną przed działaniem odłamków i odprysków szkła; w przypadku braku osłony obsługa powinna pracować w okularach i masce ochronnej, - stłuczki d odpryski szkła należy usuwać za pomocą specjalnej szczotki, po uprzednim zatrzymaniu maszyny, - obok zamykarki powinien być ustawiony pojemnik na stłuczki, które nie mogą znajdować się na posadzce, obok maszyny. Po zamknięciu należy sprawdzić jego prawidłowość: właściwe podwinięcie opaski w słojach Fenix i wieczka w słojach typu radzieckiego oraz Twist. Przy próbie obracania wieczko nie powinno się poruszać. Wadliwe i nieszczelne zamknięcia słoików są spowodowane: - niewłaściwym wykonaniem słoika, wieczka lub uszczelki, co wiąże się z niedotrzymaniem przez wytwórcę obowiązujących tolerancji wymiarów; - błędami zamykania spowodowanymi zastosowaniem niewłaściwych lub nadmiernie zużytych części zamykarki (np. talerza górnego głowicy lub krążka zamykającego); - użyciem nakrętek o niewłaściwym gwincie w wypadku słoików typu Twist. 261. Czym różni się technika sterylizacji konserw w słojach od sterylizacji konserw w puszkach? Na skutek działania temperatur zastosowanych w czasie sterylizacji zmienia się objętość produktu i powietrza zawartych wewnątrz słoików lub puszek, czego wynikiem jest wzrost ciśnienia wewnątrz opakowania. Ciśnienie to (spowodowane parą wodną i powietrzem) jest zawsze wyższe od ciśnienia panującego w autoklawie (wywołanego jedynie parą). Jeżeli wystąpi dostatecznie duża różnica obu tych ciśnień (wewnątrz i na zewnątrz opakowania), może nastąpić trwałe odkształcenie oraz naruszenie szczelności puszek blaszanych lub zerwanie wieczek słoików szklanych. Różnica ciśnień powodująca takie zmiany nosi nazwę krytycznej i nie wolno dopuścić do jej powstania. Ponieważ puszki blaszane są zamykane na podwójną zakładkę, wytrzymałość ich na działanie ciśnienia wewnętrznego jest znacznie większa niż słoików szklanych. Już ciśnienie wewnętrzne ok. 0,7 atm. powoduje zrywanie wieczek ze słoików szklanych. W czasie sterylizacji parą różnica ciśnień (wewnątrz opakowania i wewnątrz autoklawu) jest znacznie wyższa i wieczka słoików zostają zerwane. Aby zapobiec temu szkodliwemu zjawisku, sterylizację konserw w opakowaniu szklanym prowadzi się w taki sposób, aby ciśnienie w autoklawie było równe lub nawet nieznacznie wyższe (o ok. 0,2 at), od ciśnienia jakie w tym czasie wytwarza się wewnątrz opakowania. Warunki takie może zapewnić jedynie sterylizacja w autoklawach przeciwciśnieniowych, prowadzona za pomocą wody ogrzewanej parą (patrz obsługa autoklawów przeciwciśnieniowych). Konserwy w puszkach blaszanych sterylizuje się zazwyczaj przegrzaną parą, co przyczynia się do szybkiego osiągnięcia temperatury sterylizacji właściwej. Słoików szklanych nie można sterylizować tą metodą na skutek: - większej grubości ścianek (2,5 mm) i dna (4 mm) słoika, niż puszek blaszanych (ok. 0,3 mm); - różnicy grubości szkła na ściankach i dnie słoika oraz dość dużych tolerancji tych grubości; - ponad 50-krotnie gorszej przewodności cieplnej słoików (szkła) niż puszek (blachy). Zastosowanie przegrzanej pary nie daje gwarancji równomiernego podnoszenia temperatury w autoklawie wypełnionym słojami szklanymi i może spowodować pęknięcie słoików, prowadzące do zniszczenia konserw. Sterylizacja w wodzie ogrzewanej parą następuje wolniej, jest jednak równomierniejsza i pewniejsza. Sterylizacja powinna być rozpoczęta nie później niż w l godzinę po zamknięciu słoi. Na dno- kosza autoklawu kładzie się wkładkę drewnianą z otworami oraz obrzeżami, zabezpieczającymi słoje przed zetknięciem się ze ścianami kosza. Słoje ustawia się w jednej warstwie, niezbyt ciasno jeden obok drugiego. Na każdej warstwie słoi układa się przekładkę z listewek drewnianych, na której następnie ustawia się dalszą warstwę słoi. Ostatnia, górna warstwa słoi, po wstawieniu kosza do autoklawu, musi znajdować się niżej, niż wlot zimnej wody. Od strony dopływu zimnej wody do autoklawu zawiesza się zasłonę blaszaną, zabezpieczającą słoje przed bezpośrednim działaniem zimnej wody. Podnoszenie temperatury i ciśnienia przeprowadza się zgodnie z wymaganiami normy czynnościowej. Aby zapobiec pękaniu słoi, temperaturę obniża się stopniowo i równomiernie, nie przekraczając 2—3°C na minutę. Temperaturę słoików doprowadza się do 40°C, przy której słoiki szybko wysychają. Po zakończeniu chłodzenia słoje należy oczyścić (np. trocinami) i wytrzeć dokładnie czystą ściereczką, wysortowując jednocześnie słoje źle zamknięte lub uszkodzone. Wieczka i opaski słoi natłuszcza się olejem parafinowym. Psucie się konserw 262. Co jest przyczyną psucia się konserw? Trwałość konserwy zależy przede wszystkim od: - stopnia zakażenia surowca i materiałów pomocniczych, - poziomu sanitarnego produkcji, - jakości opakowania, - dokładności obróbki cieplnej, - warunków przechowywania. Obróbka cieplna nie zabezpiecza konserwy przed zepsuciem na czas nieograniczony, gdyż nie doprowadza ona do uzyskania całkowitej jałowości produktu. W konserwie pozostaje tym więcej żywych, utajonych lub martwych drobnoustrojów, im wyższy był stopień zakażenia surowca i materiałów pomocniczych, gorszy stan sanitarny produkcji i mniej dokładnie przestrzegana dyscyplina obróbki cieplnej. Przyczyny i stopień psucia się konserw mogą być bardzo różnorodne. Jedne konserwy mogą stać się zupełnie niezdatne do spożycia i wywoływać zatrucia pokarmowe, w innych ulega tylko pogorszeniu jakość i wygląd zewnętrzny oraz estetyka. Objawy psucia się konserw mogą więc być na zewnątrz bardziej lub mniej widoczne. 263. Jakie rozróżnia się bombaże konserw? U prawidłowo wyprodukowanych, nie zepsutych konserw wieczka i denka puszek, na skutek zmniejszonego ciśnienia wewnątrz opakowania, są lekko wklęsłe. Jedną z najbardziej widocznych wad konserw są bombaże. Pod tym pojęciem rozumie się widoczne wybrzuszenie wieczka puszki lub słoja szklanego (lub wieczka i denka puszki) spowodowane rozszerzeniem się zawartości. Ze względu na przyczyny powstawania rozróżnia się bombaż: fizyczny, chemiczny i mikrobiologiczny. Bombaż fizyczny powstaje w wyniku rozszerzenia się zawartości puszki, spowodowanego przyczynami fizycznymi: np. przeładowaniem puszki zawartością, niewłaściwą pracą zamykarki lub zamarznięciem konserw zawierających dużo płynu (np. zalewy). Bombaż wywołany przeładowaniem puszki lub złą pracą zamykarki jest określany także jako bombaż techniczny. Bombaż fizyczny nie powoduje niezdatności konserwy do spożycia. Bombaż chemiczny jest wywołany wzajemnym oddziaływaniem na siebie zawartości puszki (mięsa) i materiału, z którego jest wykonana puszka (blachy) do konserw. Oddziaływanie to prowadzi do wytwarzania się gazów wybrzuszających powoli wieczko i denko puszki. Orzeczenie dotyczące przydatności spożywczej konserw, w których wystąpił bombaż chemiczny, wydaje laboratorium po zbadaniu konserwy, gdyż może ona spowodować zatrucie związkami metali. Bombaż mikrobiologiczny jest spowodowany obecnością wewnątrz puszki gazów wytworzonych na skutek działalności drobnoustrojów. Mogą to być różne gazy, jednak przede wszystkim występują: amoniak, dwutlenek węgla oraz siarkowodór. Nie wszystkie drobnoustroje powodują wytwarzanie się gazów wewnątrz puszek. Konserwy, które uległy zepsuciu wskutek działalności drobnoustrojów, nie nadają się do spożycia (odnosi się to również do puszek, w których nie ujawnił się bombaż). Jeżeli wybrzuszone denko puszki daje się wgnieść palcami do środka i nie odskakuje z powrotem lub pod naciskiem palca wydaje suchy dźwięk i zanim odskoczy pozostaje przez chwilę wciśnięte do środka, konserwę można uznać za dobrą, a powstały bombaż (fizyczny, techniczny, pozorny) jest najczęściej wynikiem użycia do produkcji złych jakościowo puszek lub złej pracy urządzeń zamykających, nie powodujących jednak nieszczelności opakowania. 264. Jakie są inne, najczęściej występujące, wady konserw? Rodzajem zepsucia nie powodującym powstawania bombażu jest zepsucie płasko-kwaśne. Jest ono wywołane przez drobnoustroje tzw. termofilne (ciepłolubne), t j. odporne na działanie wysokich temperatur. Na ten rodzaj zepsucia najbardziej są narażone konserwy o niskiej kwasowości. Niewłaściwe zamknięcie puszek. Puszki konserwowe są zamykane na podwójną zakładkę (patrz zamykanie puszek). Jeżeli wskutek wadliwego działania zamykarki lub wad samej puszki jedno lub obydwa dociśnięcia zamykarka wykonuje niedokładnie, to puszka będzie nieszczelna, wskutek czego zawartość może ulec szybkiemu zepsuciu. Szczelność puszek bada się za pomocą specjalnego urządzenia, które powinno znajdować się w każdym oddziale produkcji konserw zakładów przemysłu mięsnego. Rdzewienie puszek może występować w przypadku magazynowania konserw w pomieszczeniach o zbyt dużej (ponad 76%) wilgotności względnej powietrza, jako wynik skraplania się wilgoci na powierzchni opakowań konserw. Odróżnia się trzy stopnie rdzewienia: - lekki nalot — w kilku punktach puszki pojawia się nalot, dający się łatwo usunąć przez potarcie suchą szmatką; - nadgryzienie pobiały— na powierzchni puszki tworzą się ciemne plamy, nie dające się usunąć przez przecieranie suchą szmatką; - wżery — wynik daleko posuniętego procesu rdzewienia; w miejscach zaatakowanych rdzą tworzą się chropowatości, mogące prowadzić do przedziurawienia puszki. Zapobieganie rdzewieniu polega na: utrzymaniu właściwej wilgotności komór składowych, pokrywaniu puszek cienką warstwą obojętnego chemicznie tłuszczu (np. olej parafinowy), układaniu stosów puszek na podkładach drewnianych lub paletach. Pęknięcie szwu puszki objawia się przeważnie wyciekiem zawartości przez szew puszki. Pęknięcie jest przeważnie spowodowane wadą fabryczną puszki w postaci złego połączenia płaszcza lutowiem. Puszki z wyciekiem zawartości konserwy spod płaszcza, ujawnionym po wystudzeniu, nie mogą być skierowane do magazynowania. Puszki z jakimkolwiek ujawnionym wyciekiem zawartości powinny zostać otwarte, zbadane i w zależności od wyników badania oddane do natychmiastowego rozprowadzenia w stanie otwartym lub skierowane do przerobu do celów technicznych. Jakość konserw mięsnych 265. Jak bada się trwałość konserw? Konserwy mięsne powinny wykazywać jałowość handlową, co oznacza, że nie powinny zawierać drobnoustrojów chorobotwórczych ani wykazywać oznak psucia się spowodowanego działalnością drobnoustrojów (lub innymi przyczynami). Większość drobnoustrojów spotykanych w konserwach mięsnych najlepiej rozmnaża się w temperaturze od 35 do 37 C, a obecność ich w stanie żywym powoduje w tej temperaturze bombaż już w ciągu pierwszych dni po wyprodukowaniu. Dlatego w zakładach produkujących konserwy prowadzi się tzw. kontrolę termostatową. Polega ona na tym, że ochłodzone konserwy po upływie 72 godzin od zakończenia procesu produkcyjnego, w ilości ln/o puszek z każdego kotła, umieszcza się w specjalnej komorze, zwanej termostatem, wewnątrz której jest utrzymywana stała temperatura od 35 do 37°C. Konserwy pasteryzowane przetrzymuje się w termostacie przez 3 doby, sterylizowane — od 7 do 10 dób. Nie wystąpienie bombażu w czasie termostatowania uznaje się za wynik ujemny, oznaczający prawidłowe przeprowadzenie procesu produkcyjnego i uzyskanie właściwej trwałości konserwy. 266. Jak pobiera się próbki konserw do kontroli? Konserwy przedstawione do kontroli mogą być ustawione luzem w stosach lub zapakowane w skrzynkach czy kartonach. W tym drugim przypadku pobiera się najpierw 4°/o ogólnej ilości opakowań pośrednich (skrzyń, kartonów), z których następnie wybiera się puszki. Zależnie od liczby puszek w skrzynkach oraz liczby pobieranych próbek, puszki pobiera się: z każdej, z co drugiej lub co trzeciej skrzynki, z różnych warstw, z wierzchu, ze spodu i ze środka skrzynek. Jeżeli z każdej skrzynki pobiera się tylko po jednej puszce, to z jednej skrzynki pobiera się ją z wierzchu, z drugiej ze środka, z trzeciej ze spodu itd. Pobieranie próbek ze stosu ustawionego z puszek luzem odbywa się losowo, równomiernie ze wszystkich warstw, tj. z wierzchu, ze środka i ze spodu. 267. Jakie są zasady kontroli jakości konserw? Kontrolę konserw mięsnych przeprowadza się w gotowym produkcie dwukrotnie: po zakończeniu procesu produkcyjnego oraz przed wysyłką z zakładu. Przy kontroli przed wysyłką, poza kontrolą jakości samego produktu, należy sprawdzić również opakowanie pośrednie oraz sposób przygotowania transportu konserw do wysyłki. Puszkę konserwy ogląda się najpierw dokładnie z zewnątrz, w celu stwierdzenia ewentualnych zewnętrznych jej wad (wycieki zawartości, widoczna nieszczelność, wżery rdzy itp.), a następnie całą puszkę waży się, ustalając masę brutto, otwiera, ustala przez ważenie masę bloku mięsa (netto), ewentualnie dla niektórych gatunków zawartość galarety lub zalewy i przystępuje do dalszej oceny samej zawartości puszki. Zewnętrzne oględziny puszki uzupełnia się oględzinami jej wnętrza (np. uszkodzenie pobiały, lakieru, wycieki lutowia do wnętrza itp.). Ocena jakościowa konserwy polega na porównaniu stwierdzonych cech z wymaganiami normy jakościowej. Najpierw ocenia się wygląd zewnętrzny bloku konserwy określając: kształt i powierzchnię, barwę i konsystencję mięsa, tłuszczu i ewentualnie galarety. Po dokonaniu oceny wyglądu zewnętrznego, blok konserwy przekrawa się jeden lub kilka razy i dokonuje oceny wyglądu bloku na przekroju, określając: barwę mięsa i tłuszczu, konsystencję i związanie plasterków (grubość plasterków, które nie powinny się rozpadać określa norma na dany asortyment konserwy), układ i jakość składników konserwy. Wreszcie ocenia się smak i zapach konserwy. Zależnie od asortymentu konserwy ocenę organoleptyczną uzupełnia ocena laboratoryjna, sprowadzająca się przede wszystkim do ustalenia zawartości soli kuchennej, azotanów, azotynów, wody, tłuszczu, skrobi itp. Wymagania chemiczne ściśle określa norma dla każdego asortymentu konserwy.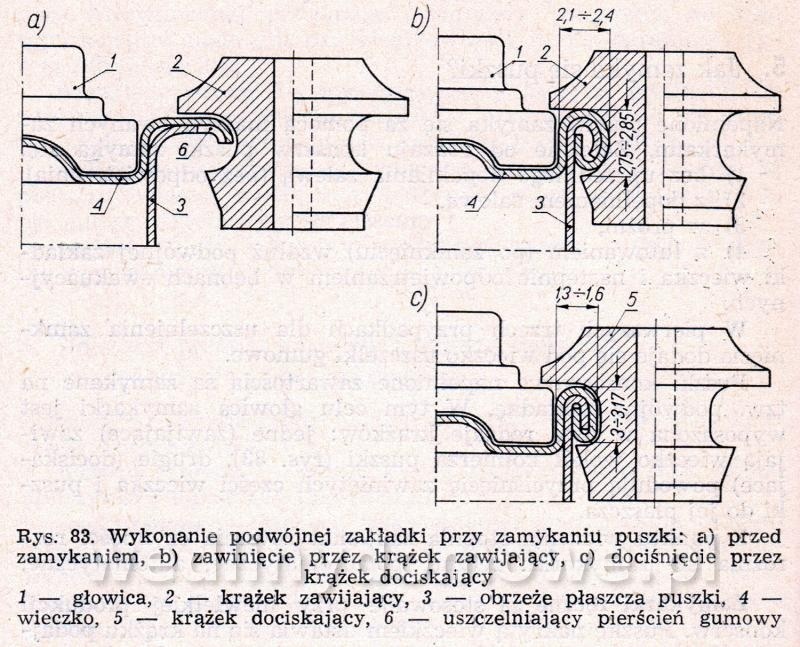
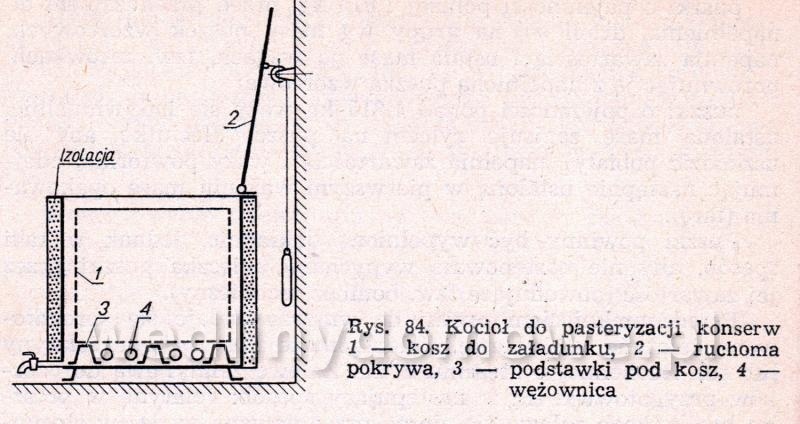






-
Temperaturę daj na max. i obie górne grzałki niech chodzą tylko przez ok. 10 min. Następnie wyłącz jedną (mniejszą) i ustaw czas na 120 min (dla kurczaka ponad 2 kg,). Jako, że często są kłopoty z umocowaniem nóg szczególnie dużych kurczaków, ja nacinam jedno z podudzi na odcinku ok.3 cm (z tyłu, przy kości i za ścięgnem Achillesa). Następnie koniec drugiej nogi przekładam przez powstały otwór i dopiero wtedy nadziewam na rożen. Po nadzianiu z obu stron na widelce, przędzą lub nitką obwiązuję skrzydełka do korpusu. Trzeba tak wycyrklować przebicie szpadką, aby kurczak nie zaczepiał o tackę czy grzałkę.
-
Tak. Są zamocowane na takich kołeczkach.
-
Elementarz domowego masarza
Maxell odpowiedział(a) na Maxell temat w FAQ dla początkujących zadymiaczy
Wędliny surowe 206. Jak się klasyfikuje kiełbasy surowe? Kiełbasy surowe są mieszaniną mięsa różnych gatunków zwierząt oraz tłuszczu (najczęściej słoniny), przeważnie o strukturze średnio rozdrobnionej, utrwaloną przez peklowanie i dojrzewanie (fermentację). Można je podzielić według konsystencji lub okresu trwałości. Ze względu na konsystencję kiełbasy surowe dzieli się na: a) kiełbasy miękkie, np. metki, b) twarde krojone, o różnym stopniu dojrzałości, - np. salami krótko dojrzewające, tj. po ok. 7-8 dni od produkcji jest kierowane do sprzedaży, - kiełbasy typu salami, mające długotrwały okres przechowywania - l rok lub dłużej. 207. Jakich surowców używa się do produkcji salami i jakie etapy składają się na proces jego produkcji? Podstawowymi surowcami do produkcji salami są: - mięso wieprzowe kl. I, - mięso wieprzowe kl. II (bardzo niewiele, przeważnie do wyrobu salami 7-8-dniowego), - mięso wołowe kl. I, - mięso wołowe kl. II, - słonina. Proces produkcji salami składa się z następujących etapów: dobór i selekcja surowca;wychładzanie surowca i częściowe lub całkowite mrożenie wszystkich surowców;rozdrabnianie;mieszanie z dodatkami funkcjonalnymi (kultury starterowe lub glikono-delta-lakton, tzw. GDL);mieszanie z dodatkiem przypraw;nadziewanie;osadzanie;dojrzewanie i ewentualnie wędzenie;wędzenie gorące i parzenie w przypadku produkcji salami parzonego. 208. Jakie parametry technologiczne stosuje się w poszczególnych etapach w produkcji kiełbas surowych typu salami? Parametry te ujęto w formie schematu i przedstawiono na poniższym rysunku: Faza II dojrzewania jest końcowym etapem produkcji kiełbasy surowej krótko dojrzewającej. Obecnie do produkcji wędlin surowych dojrzewających i salami wykorzystuje się komory dojrzewalniczo-klimatyzacyjne, w których proces technologiczny jest kierowany przez sterownik mikroprocesorowy, co zapewnia właściwy mikroklimat dla produkcji tych wędlin. Czas dojrzewania salami może trwać od 90 do 100 dni. Wędliny podrobowe 209. Jak można określić wędliny podrobowe i jakie grupy produktów wyróżnia się w nich? Wędliny podrobowe są to przetwory wyprodukowane z solonych lub peklowanych podrobów, mięsa i tłuszczu, w osłonkach naturalnych, sztucznych lub formach, z dodatkiem lub bez dodatku krwi spożywczej, surowców uzupełniających, przyprawione, parzone lub pieczone i ewentualnie wędzone. Wśród wędlin podrobowych wyróżnia się cztery grupy produktów: 1) wątrobianki, 2) pasztetowe, 3) kiszki 4) salcesony. W ogólnym zarysie, proces produkcji wędlin podrobowych składa się z następujących faz: dobór surowca zgodnie z recepturą;solenie lub peklowanie surowców;płukanie i mycie surowców w zimnej wodzie (do czasu kiedy woda pozostała po płukaniu jest czysta);obróbka cieplna surowców mięsnych w temp. ok. 85°C, parzenie wątroby w temp. ok. 75°C;obróbka cieplna surowców roślinnych, tj. proces parzenia kaszy jęczmiennej lub gryczanej;wychłodzenie surowców mięsnych;rozdrabnianie surowców podrobowo-mięsnych - ręczne krojenie lub rozdrabnianie mechaniczne za pomocą krajalnicy;kutrowanie surowców podrobowo-mięsnych z dodatkiem przypraw;mieszanie;napełnianie osłonek;obróbka cieplna - w komorach parzelniczych lub w otwartych kotłach do chwili osiągnięcia wewnątrz batonu temp. 68-72°C;toaleta końcowa wędlin podrobowych, tj. oczyszczenie z galarety i tłuszczu, odcięcie końcówek osłonek, eliminacja uszkodzonych batonów;pojemnikowanie, a więc układanie wędlin podrobowych w pojemnikach, lub wcześniejsze ich przekazanie do pakowania próżniowego.210. Na czym polega wstępne przygotowanie surowców do produkcji wędlin podrobowych? Do produkcji wędlin podrobowych używa się w zasadzie surowców nie peklowanych i nie solonych. Ozorki wieprzowe przed peklowaniem parzy się i usuwa z nich naskórek; przy użyciu surowców niepeklowanych, sól dodaje się podczas kutrowania masy podrobowo-mięsnej. Do asortymentów, gdzie nie występuje kutrowanie, sól dodaje się podczas mieszania składników. Surowce podrobowe nie solone myje się w ciepłej wodzie. Wyjątek stanowi wątroba, którą kroi się w plastry, usuwa grubsze naczynia krwionośne i przewody żółciowe, a następnie moczy w zimnej, bieżącej wodzie przez ok. 1 godzinę. Surowce podrobowe peklowane i solone moczy się w zimnej, bieżącej wodzie przez 1—3 godzin. Podroby (poza wątrobą i mózgiem) wrzuca się do wrzącej wody i w temperaturze wrzenia utrzymuje przez ok. 10 minut, dla ścięcia powierzchniowej części białek. Następnie przez dolanie zimnej wody obniża się temperaturę do 85—90°C i utrzymuje do końca procesu, aż do osiągnięcia stanu miękkości określonego szczegółowym schematem procesu produkcyjnego. Podroby i mięso zawierające dużą ilość tkanki łącznej ścięgnistej, do takich zaś zalicza się: głowy wieprzowe, głowy i wargi wołowe i cielęce, ścięgna, krezki, nogi, flaki, żołądki wieprzowe (stosowane jako składnik surowcowy np. przy produkcji salcesonu podrobowego), poddaje się parzeniu przez 2—3 godziny, aż do osiągnięcia stanu miękkiego. Płuca, serca, śledziony, nerki, ozorki wieprzowe i cielęce, podgardla itp. parzy się przez ok. 1,5 godziny do stanu półmiękkiego. Umiejętność określenia odpowiedniego stanu miękkości można osiągnąć tylko w drodze doświadczenia, co jest bardzo ważne dla jakości gotowego produktu. Składniki wędlin podrobowych nie mogą być zbyt miękkie, gdyż tracą swoje właściwości smakowe po powtórnej obróbce cieplnej w osłonce, ponadto zaś pogarszają konsystencję gotowego produktu (rozmazywanie się składników). Surowce do produkcji wędlin podrobowych należy parzyć tylko w takiej ilości wody, aby były one w niej zanurzone. Każdy rodzaj surowca powinno się w zasadzie parzyć oddzielnie, lub umieszczone w oddzielnych koszach, które są wyjmowane w miarę osiągania odpowiedniej miękkości. Dobre wyniki daje posegregowanie surowca przed parzeniem, gdyż większość surowców ze sztuk starych parzy się dłużej. Po osiągnięciu przez surowce właściwej miękkości wyjmuje się je z wody i rozkłada do wystudzenia. Po skończonym procesie parzenia, z ciepłych jeszcze ozorków cielęcych usuwa się naskórek, z płuc oddziela chrząstki, zaś z głów i nóg — kości. Inaczej przebiega obróbka cieplna wątroby, którą zanurza się (pokrojoną w cienkie plastry) do wody o temperaturze 90°C, króciutko parzy w tej temperaturze, następnie zaś przez dolanie zimnej wody obniża temperaturę do 75 °C i utrzymuje w niej wątrobę przez 8—10 minut do momentu, aż na przekroju przestanie wydzielać się z niej krew. Następuje wtedy ścięcie hemoglobiny (barwnika krwi), zaś wątroba przybiera barwę mlecznej kawy, a także traci charakterystyczną goryczkę. Parzenie wątroby jest zabiegiem niezbędnym np. przy produkcji kiszki pasztetowej, w celu uzyskania jaśniejszej barwy gotowego produktu. Po zakończonym parzeniu wątrobę należy studzić w zimnej, bieżącej wodzie przez 5 minut, a następnie rozłożyć na kratach do ocieknięcia. Tłuszcz pokrojony w kostkę i otoki wieprzowe parzy się w temperaturze ok. 85°C do stanu półmiękkiego, a następnie studzi podobnie jak wątrobę. 211. Jak gotuje się kasze do produkcji wędlin podrobowych? Przy parzeniu surowców przeznaczonych do produkcji wędlin podrobowych uzyskuje się rosół, zawierający znaczne ilości wyługowanego białka. Rosół ten, po zebraniu wytopionego tłuszczu, może służyć do gotowania kasz, przewidzianych recepturą do wyrobu niektórych asortymentów wędlin podrobowych (kiszka kaszana, krupnioki śląskie). Kasze gotuje się w kotłach dwuściennych, ogrzewanych parą, z koniecznością stałego ich mieszania. Dla uniknięcia przypalenia używa się 200—220 l rosołu (lub wody) na 100 kg kaszy jęczmiennej oraz 180—200 l — na 100 kg kaszy gryczanej. Ilość ta jest uzależniona od zdolności chłonięcia rosołu przez kaszę. Zbyt duża ilość rosołu lub wody powoduje rozgotowanie i mazistość kasz, obniżającą jakość gotowego produktu, którego konsystencja będzie zbyt luźna, a trwałość znacznie niższa od wymaganej. Rosół w kotle doprowadza się do wrzenia, następnie cienkim strumieniem (przy uruchomionym mieszadle) wsypuje się kaszę, aby zapobiec tworzeniu się grudek w początkowym okresie. W czasie wsypywania kaszy rosół powinien być utrzymywany stale w temperaturze wrzenia. Dalszy proces obróbki cieplnej przebiega w temperaturze 95°C przez ok. 30 minut, aż kasza stanie się miękka i sypka (przy stałym mieszaniu), a poszczególne ziarna nie będą się sklejały. Po uzyskaniu odpowiedniej konsystencji kaszy, zamyka się dopływ pary do kotła, nakrywa kocioł pokrywą i pozostawia w tym stanie kaszę na 30—60 minut, w celu jej doprużenia. Po wyjęciu kaszy z kotła, dla ułatwienia późniejszego wymieszania jej z pozostałymi składnikami, należy wszystkie grudki dokładnie rozetrzeć. Kaszy manny nie gotuje się, lecz dodaje do masy podrobowo-mięsnej w czasie kutrowania. 212. Jak przygotowuje się masę mięsną (farsz) do wędlin podrobowych? Rozdrabnianie ostudzonych surowców na wędliny podrobowe może być wykonywane maszynowo lub ręcznie (krajanie nożem). Surowce przeznaczone do kutrowania najpierw rozdrabnia się w wilku przez siatkę 3 mm (średnica oczek siatki), pozostałe -zgodnie z wymaganiami określonymi w schemacie procesu produkcyjnego danego asortymentu. Rozdrobnione składniki przeznaczone do kutrowania (z wyjątkiem wątroby) kutruje się z dodatkiem rosołu otrzymanego z obróbki termicznej surowców. Ilość dodawanego rosołu jest określona w wymaganiach szczegółowych procesu produkcyjnego dla danego asortymentu wędlin podrobowych, w stosunku do podstawowego wsadu surowców. Rosół dodaje się w czasie kutrowania małymi porcjami, w miarę wchłaniania płynu przez kutrowaną masę. Kutrowanie trwa tak długo, aż rosół w całości zostanie wchłonięty. Rozdrobnioną wątrobę kutruje się do otrzymania jednolitej, mazistej masy. Podczas kutrowania dodaje się odpowiednio przygotowane przyprawy, w ilości podanej w recepturze (lub szczegółowym schemacie procesu produkcyjnego danego asortymentu). W przypadku nie stosowania kutrowania części masy podrobowo-mięsnej, przyprawy dodaje się w czasie mieszania składników. Rozdrobnione składniki poddaje się mieszaniu, trwającemu do momentu dokładnego i równomiernego rozmieszczenia w masie poszczególnych jej składników. 213. Jak formuje się wędliny podrobowe? Większość wędlin podrobowych ma osłonki naturalne. Osłonki te wymagają odpowiedniego przygotowania do napełniania masą. Osłonki solone muszą być najpierw dokładnie wypłukane z soli i wymoczone w letniej wodzie przez 2—4 godziny, w celu usunięcia nadmiaru soli i rozmiękczenia ścianek. Słabe wymoczenie osłonek powoduje, iż nie są one dostatecznie elastyczne, co utrudnia wykorzystanie ich normalnej pojemności (zwiększa zużycie), powoduje nadmierne zasolenie powierzchniowych warstw gotowego produktu oraz występowanie soli kuchennej w postaci kryształków lub nalotów na powierzchni wyrobu. Wymoczone osłonki, w celu oczyszczenia wewnętrznych ścianek, przepłukuje się wodą (ok. 30°C) i sprawdza całość ścianek. Osłonki z dziurkami lub pozacinane przecina się na odcinki w miejscu uszkodzenia. Z jelit niewłaściwie oczyszczonych należy przed przepłukaniem usunąć nadmiar tłuszczu. Sprawdzone i przepłukane kiełbaśnice przekazuje się w całości do napełniania. Inne rodzaje osłonek tnie się na odcinki o długości przewidzianej szczegółowymi przepisami produkcyjnymi. Pokrajane odcinki zawiązuje się z jednej strony przędzą (nr 3 lub nr 6) robiąc jednocześnie pętelkę długości 10—12 cm (kiszki) lub spina drewnianą szpilką, albo zaszywa. Osłonki z jednego końca przewiązuje się przędzą, robiąc pętelki do zawieszania batonów, a przed napełnieniem płucze dokładnie w ciepłej (ok. 30°C) wodzie. Z osłonkami celofanowymi postępuje się podobnie. Przed naciągnięciem na lejek napełniarki należy usunąć resztki wody ze wszystkich osłonek, przeciągając je między palcami. Wymieszaną masę podrobowo-mięsną załadowuje się do napełniarki i za jej pomocą napełnia masą osłonki dość luźno lub luźno (zależnie od asortymentu), aby uniknąć pękania osłonek w czasie obróbki termicznej, podczas której kurczą się one i stają mniej elastyczne. Natomiast masa wypełniająca osłonkę, zwłaszcza gdy w swym składzie zawiera kaszę mannę lub bułkę tartą, powiększa dość znacznie swoją objętość. Osłonki naturalne nakłuwa się, dla ułatwienia usunięcia powietrza znajdującego się pod osłonką. Końce osłonek po napełnieniu masą wiąże się przędzą, zszywa lub spina drewnianymi szpilkami. 214. Jaka jest technika obróbki cieplnej wędlin podrobowych? Uformowane wędliny podrobowe wrzuca się do wrzącej wody, następnie zaś prowadzi proces parzenia w temperaturze 75—85 °C, aż do osiągnięcia wewnątrz batonów temperatury 68—70°C. Podczas parzenia wędlin podrobowych w wodzie powinny one być całkowicie nią pokryte. Wskazane jest zabezpieczenie batonów przed wypłynięciem (grożącym nierównomiernym uparzeniem) przez przyciśnięcie ich drewnianymi, kratami. Po zakończonym procesie parzenia salcesony nakłuwa się igłą. Czas trwania obróbki termicznej oraz temperatura, w jakiej powinna być ona prowadzona, są określone w wymaganiach szczegółowych schematu procesu produkcyjnego dla każdego asortymentu wędlin podrobowych. Odnoszą się one zarówno do parzenia w kotłach (woda), jak i w komorach parzelnych. Korzystne wyniki daje dobieranie poszczególnych salcesonów wg wielkości (kiszki mają na ogół bardziej wyrównane wymiary, oprócz kiszki kaszanej), co daje lepsze efekty obróbki termicznej. Kiszki w osłonkach wiskozowych parzy się w temperaturze zbliżonej do 70°C. Zastosowanie wyższej temperatury powoduje uszkodzenie tych osłonek. W czasie obróbki cieplnej wędliny podrobowe tracą na masie, przy czym ubytki w czasie gotowania i parzenia wynoszą 5—15% masy wyrobów przed poddaniem ich obróbce cieplnej. Wielkość tych ubytków jest uzależniona w pierwszym rzędzie od trzech zasadniczych czynników: - procentu, jaki w ogólnej masie wyrobu stanowi surowiec gotowany; - im większy jest procent składników gotowanych, tym mniejsze są ubytki w czasie parzenia i gotowania, - składniki niemięsne, np. bułka i kasze, zwłaszcza użyte do produkcji bez uprzedniej obróbki cieplnej, zwiększają wchłanianie wody przez produkt w czasie gotowania lub parzenia, - ilości i jakości tłuszczu przewidzianego w składzie recepturalnym danego asortymentu; wędliny podrobowe, w skład których wchodzi duża ilość tłuszczu, np. kiszka pasztetowa, kiszka wątrobiana, tracą na masie więcej z powodu wytapiania się go i przechodzenia do wody, - rodzaju użytych osłonek; ubytki masy samych osłonek mogą dochodzić do 40—45% masy tych osłonek w stanie surowym; straty z tego tytułu są szczególnie duże przy produkcji wędlin podrobowych w osłonkach o grubych ściankach (np. żołądki wieprzowe). 215. Jak przebiegają końcowe fazy procesu produkcji wędlin podrobowych? Jedną z końcowych faz produkcji wędlin podrobowych jest chłodzenie. Wszystkie kiszki, oprócz produkowanych w osłonkach wiskozowych, studzi się pod natryskiem zimnej wody lub przez zanurzenie w zbiorniku z zimną, bieżącą wodą na 10 minut. Następnie kiszki chłodzi się powietrzem do temperatury nie wyższej niż 6°C wewnątrz batonów. Kiszki w osłonkach wiskozowych oraz kiszkę kaszaną wyborową studzi się powietrzem. Salcesony rozkłada się na gładkiej powierzchni dla odparowania. Następnie przyciska się (prasuje) i chłodzi powietrzem, aż do osiągnięcia wewnątrz batonu temperatury nie wyższej niż 6°C. Podczas chłodzenia lub studzenia batony wędlin podrobowych powinny być rozłożone lub rozwieszone w sposób, nie powodujący stykania się między sobą, dotykania ścian pomieszczenia lub instalacji chłodniczych, natomiast z dobrym przepływem powietrza między batonami. W przypadku braku w zakładzie produkcyjnym odpowiednich pomieszczeń chłodzonych, jest dopuszczalne wystudzenie wędlin podrobowych do temperatury nie wyższej niż 12°C wewnątrz batonu, co należy jednak traktować jako zło konieczne, skracające trwałość produktu. Na zakończenie procesu produkcyjnego, wędliny podrobowe oczyszcza się z galarety i tłuszczu, obcina wystające końce osłonek, ścina równo zszycie lub związanie u salcesonów, złamane końce batonów kiszek wyrównuje się gładkim cięciem. 216. Jakie są podstawowe surowce do produkcji salcesonu włoskiego i jak przebiega proces jego produkcji? Podstawowymi surowcami do produkcji salcesonu włoskiego są: maski i mięso z głów wieprzowych - 70%;mięso wołowe - 15%;skórki wieprzowe - 15%.Ponieważ w produkcji salcesonu włoskiego używa się w zasadzie głów wieprzowych, a w recepturze podaje się „maski i mięso z głów wieprzowych", zatem należy dokonać następującego przeliczenia: 100 kg głów wieprzowych odpowiada ok. 60 kg masek i mięsa z głów. Etapy produkcji salcesonu włoskiego przedstawiono schematycznie na rysunku: 217. Jak przebiega produkcja kaszanek, na przykładzie kiszki kaszanej wyborowej gryczanej? Etapy produkcji kiszki kaszanej przedstawiono na rysunku: Produkcja wędzonek 218. Z jakich etapów składa się proces produkcji wędzonek? W procesie produkcji wędzonek można wyróżnić następujące fazy: 1) jakościowy dobór surowca, 2) peklowanie, 3) masowanie, 4) formowanie wędzonek, 5) osadzanie, 6) obróbkę termiczną, tj. wędzenie i parzenie, studzenie, chłodzenie, 7) magazynowanie. Jakościowy dobór surowca to wybór najlepszego surowca - elementu do produkcji wędzonek, gwarantującego dobrej jakości wędzonkę, a więc surowca o odpowiednim pH. Surowcem do produkcji wędzonek wieprzowych jest szynka, łopatka, karkówka, schab, boczek i podgardle, poddane rozbiorowi uzupełniającemu w celu zdjęcia skóry (lub jej części), warstwy tłuszczu (lub całkowicie tłuszczu), wykrojenia kości (bądź pozostawienia kości) i uformowania elementu przeznaczonego do peklowania. Podobnie postępuje się z elementami wołowymi, np. udźcem, z którego dobiera się zespoły mięśni lub same mięśnie, jak: górna zrazowa, dolna zrazowa, ligawa. Bardzo wskazane jest dobieranie (rozsortowywanie) elementów do produkcji wędzonek wg ich wartości pH, co usprawnia proces technologiczny i gwarantuje wyrównany standard jakościowy wędzonek. Należy wybierać surowiec o pH w zakresie 5,8-6,2, ponieważ mięso takie odznacza się dobrą zdolnością wiązania wody oraz uzyskuje się z niego delikatniejszy, bardziej soczysty produkt i z większą wydajnością. Szynki o pH mniejszym niż 5,8 odznaczają się suchością, brakiem spoistości, większymi ubytkami masy podczas obróbki termicznej. Szynki o wartości pH powyżej 6,2 są lepsze z punktu widzenia wydajności, soczystości i kruchości gotowego produktu, jednakże z mniejszą trwałością wędzonki. Praktyka potwierdza, że im wyższe jest pH produktu finalnego, tym większa jest jego podatność na zepsucie. Przy jakościowym doborze surowca do produkcji wędzonek szczególne znaczenie ma wartość pH, która decydująco wpływa na następujące cechy jakościowe wędzonek: wiązanie wody, czyli wydajność, powstawanie wad w postaci dziur, otworów i porowatości;wodnistość, suchość, soczystość, trocinowatość, konsystencję (miękkość);szybkość peklowania, a więc wchłanianie soli i substancji peklujących, barwotwórczość;trwałość, tzn. namnażanie się drobnoustrojów, głównie bakterii;jakość konsumpcyjną, tj. soczystość, kruchość, konsystencję i smakowitość.Peklowanie jest bardzo ważną fazą produkcji wędzonek. Wartość pH peklowanej wieprzowiny powinna wynosić średnio 5,7-5,8, a wołowiny 5,5-5,6. Aby proces peklowania przebiegał prawidłowo, zaleca się wybrać mięso o pH w zakresie 5,4-5,8. Niektóre wędzonki są produkowane z elementów z kością, inne zaś (np. polędwica) nie zawierają kości. Elementy przeznaczone do produkcji wędzonek po wykrojeniu i wstępnej obróbce, powinny być rozwieszone lub rozłożone na drewnianych kratkach tak, by nie stykały się ze sobą ani ze ścianami pomieszczenia. Przed przekazaniem do peklowania elementy te powinny być ochłodzone do temperatury 6°C. Elementy pochodzące z mięsa zamrażanego powinny być przekazywane do peklowania nie wcześniej niż w 40 godzin i nie później niż w 7 dni po uboju. Do wędzonek zalicza się również słoninę wędzoną i słoninę paprykowaną. Słonina przeznaczona do produkcji tych wędzonek musi odpowiadać wszystkim wymaganiom dla słoniny standardowej. Surowcem do produkcji wędzonek nie może być mięso pochodzące z knurów, późnych kastratów, starych macior, chudźców, sztuk przemęczonych lub schorowanych. Temperatura surowca przeznaczonego do peklowania jest ważnym czynnikiem w produkcji wędzonek, ze względu na aspekt mikrobiologiczny (zapobieganie namnażaniu się drobnoustrojów), jak i technologiczny (trwałość i świeżość produktu, wydajność, tworzenie się piany podczas masowania). Dlatego też surowiec na wędzonki powinien być wychłodzony do temp. 0-5°C. Metody peklowania mogą być różne, a więc peklowanie zalewowe i obecnie najczęściej stosowane peklowanie nastrzykowe. Słoninę przeznaczoną do produkcji słoniny wędzonej lub paprykowanej naciera się solą kuchenną, dokładnie ze wszystkich stron, biorąc 5 kg na 100 kg słoniny i układa na podkładach z aluminium bądź stali nierdzewnej, lub w basenach uprzednio wysypanych warstwą soli grubości 5 mm. Stosy słoniny układa się do wysokości do 1 m, posypując powierzchnię i wypełniając wszystkie luki solą (łączne zużycie soli — 8 kg/100 kg słoniny). Słoninę ułożoną w stosy przetrzymuje się w pomieszczeniach o temperaturze 2—8°C przez 14—21 dni. Stan nasolenia sprawdza się organoleptycznie po nakrojeniu największego płata słoniny. Przyrost na soleniu wynosi ok. 1%. Elementy przeznaczone do tradycyjnej produkcji szynek oraz bekonu wędzonego pekluje się metodą mokrą nastrzykowo-zalewową przyrządzając solankę (o stężeniu 16,4—18,5% dla szynek oraz 20,6% dla bekonu) z mieszanki standardowej: 4 kg saletry sodowej na 100 kg soli kuchennej lub stosując peklosól. Elementy z kością nastrzykuje się domięśniowo lub doarteryjnie (6—7% masy elementu), elementy bez kości — aparatem wieloigłowym ręcznym lub jednoigłowym. Przy nastrzykiwaniu bekonu ilość solanki wynosi 9—10% masy elementu. Nastrzyknięte elementy układa się w basenach skórą lub stroną zewnętrzną w dół, warstwami grubości do 1 m, zabezpiecza kratą przed wypłynięciem i zalewa solanką (o takim stężeniu jak nastrzykowa) w ilości: 40% masy elementów szynkowych oraz 50% bekonu. Solanka powinna pokrywać elementy. Przy nastrzykiwaniu dotętniczym czas peklowania wynosi: szynki - 6—10 dni, łopatki — 6—10 dni, bekonu — 6—7 dni. Elementy przeznaczone do produkcji polędwic, baleronów i boczków pekluje się metodą mieszaną. Mieszanką peklującą (4 kg saletry i 100 kg soli) naciera się dokładnie elementy, biorąc na 100 kg: polędwic — 2 kg mieszanki, baleronów (karkówki) — 2,6 kg, boczków — 3 kg. Po lekkim otrzepaniu z mieszanki elementy układa się w basenach (boczki skórą zaś polędwice mizdrą w dół), przesypując każdą warstwę (grubości:1 m - boczki, 0,8 m - karczki i polędwice) solą. Po 24 lub 36 godzinach zalewa się elementy solanką przyrządzoną ze standardowej mieszanki peklującej (stężenie: 12,2—14,3% polędwice i karczki, 14,3— —16,4% boczki), zabezpieczając kratami. Na 100 kg surowca potrzeba solanki zalewowej: 30% masy polędwic i karczków, 40% - boczków. Czas peklowania zalewowego: polędwice -3—8 dni, karczki i boczki — 6—10 dni. Peklowanie elementów do produkcji wędzonek prowadzi się w pomieszczeniach o temperaturze 4—6°C i wilgotności względnej 90—95%. Po oznaczonym okresie peklowania sprawdza się upeklowanie przez przekrojenie elementów i stwierdzenie, czy na całym przekroju mają jednolitą żywoczerwoną barwę oraz dostatecznie słony smak. Upeklowane elementy wyjmuje się z solanki i układa na kratach dla ocieknięcia (plastik lub stal nierdzewna) w warstwach: bekony, boczki i szynki do 1 m, karczki i polędwice — 0,5 m. Czas ociekania wynosi: szynki i łopatki --48 godzin, bekonu — 48—72 godzin, polędwic i karczków — ok. 24 godzin, boczku — 24—48 godzin. Przyrosty na peklowaniu: polędwica i bekon 2%, boczek 3%, karczki 4%. Do uzyskania świetnych rezultatów w domowej produkcji wędzonek, proszę posiłkować się tabelami peklowania Dziadka i Szczepana znajdującymi się na naszej stronie głównej (wedlinydomowe.pl) oraz forum, w subforum Peklowanie, a także korzystać ze wspaniałego kalkulatora peklowania opracowanego przez Kolegę Skalar50. Masowanie (plastyfikacja) zmienia sprężysto-elastyczne właściwości mięsa na plastyczno-lepkie. Efektywność tego procesu zależy od rozwiązań konstrukcyjnych masownic, szybkości obrotów, średnicy bębna, jego kształtu, próżni, cykliczności pracy i temperatury. Formowanie polega na nadawaniu wędzonce odpowiedniego kształtu, owinięciu w folię kolagenową oraz nałożeniu siatki kurczliwej (o różnych rozstawach oczek i różnej barwie). Operację tę można wykonać ręcznie z pomocą urządzeń pętelkujących, sznurujących, lub z wykorzystaniem automatów pętelko-sznurujących. Drugim sposobem formowania wędzonek jest nakładanie na nie siatek o różnej barwie i różnym kształcie oczek. Przy produkcji szynek z części, oddziela się „myszkę" zwijając z niej osobno szynkę, zaś pozostałą część zwija się lub dzieli jeszcze na dwie, z których po usunięciu nadmiaru tłuszczu zewnętrznego i wyrównaniu powierzchni, formuje się 2 szynki. Szynki nieprasowane formuje się w nieforemny ścięty stożek i sznuruje szpagatem, sporządzając pętelkę do zawieszenia. Przy szynce prasowanej do otworu powstałego po wyjęciu kości wkłada się oczyszczony z tłuszczu i grubszej tkanki łącznej kawałek mięsa wycięty z innej szynki (wkładka). Dla lepszego z wiązania, można wkładkę posmarować masą wiążącą (mięso ścięgniste rozdrobnione przez siatkę 2 mm). Otwór po wyjęciu kości przykrywa się przygotowanym dokładnie odtłuszczonym płatem skóry, przyszywając jego krawędzie do skóry szynki. Uformowaną szynkę wkłada się do odpowiednio dobranej wielkością formy (skórą do dna), w kształcie prostokątnym lub mandolinowym, wyrównuje powierzchnię szynki (aby nie wystawała ponad brzeg formy) i zaciska wieczko. Pozostałe wędzonki bezosłonkowe przykrawa się do odpowiedniego kształtu i w jednym końcu (2—3 cm od krawędzi) przewleka szpagat, wykonując pętelkę do zawieszania. Wędzonki w osłonkach mają kształt nieforemnego walca. Sznuruje się je przędzą lub szpagatem z pętelką do zawieszania. Drugi koniec zawiązuje się. Wędzenie i parzenie w zasadzie odbywa się w komorach wędzarniczo-parzelniczych o różnych rozwiązaniach technologicznych. Wędzenie polega na nasyceniu produktu składnikami dymu wędzarniczego, nadaniu barwy, usunięciu pewnej ilości wilgoci, spowodowaniu zmian smaku i zapachu oraz utrwalenie produktu. Może to być dym zimny o temp. 16-22°C, ciepły o temp. 25-40°C i gorący o temp. 70-85°C. Najlepsze rezultaty obróbki termicznej wędzonek, czyli parzenia, osiąga się wówczas, gdy temperatura wewnątrz wędzonki jest utrzymana na poziomie 66-70°C. Decyduje ona o jakości wędzonek, ponieważ wpływa na: inaktywowanie (utratę aktywności) drobnoustrojów - im wyższa jest tempera tura wewnątrz produktu, tym intensywniejsza jest inaktywacja drobnoustrojów, a wędzonka jest trwalsza i dłużej zachowuje świeży smak;wydajność - ubytki masy rosną wraz ze wzrostem temperatury, wędzonka traci więcej wilgoci i masy;tworzenie barwy mięsa peklowanego - jest ona trwalsza w wędzonkach parzonych w temperaturze bliskiej 70°C niż w temp. 66°C;konsystencję, która powinna być miękka i delikatna - w produkcie szybko ogrzanym do temperatury wewnętrznej ok. 60°C nie następuje w pożądanym stopniu termohydroliza kolagenu, wskutek czego produkt nie jest kruchy (włókna mięśniowe twardnieją).Karczki i polędwice po obciągnięciu w osłonki i osznurowaniu nakłuwa się cienką igłą (usunięcie z wnętrza powietrza i wody) i zanurza na l minutę do wrzątku (obkurczenie się osłonki i lepsze jej przyleganie), po czym przekazuje do osadzenia. Osadzanie wszystkich wędzonek odbywa się w temperaturze 20—30°C przez 1—6 godzin, zależnie od asortymentu. Podczas osadzania następuje obsuszenie powierzchni półproduktu, zapobiegające powstawaniu zbyt ciemnej barwy i zbyt długiemu wędzeniu. Kije wędzarnicze muszą być czyste, suche oraz dobrane do masy wędzonek. Zbyt cienkie kije wyginają się, czego następstwem jest zsuwanie się wędzonek ku środkowi kija i powstawanie styków wędzarniczych. Wędzenie prowadzi się ciepłym dymem (25—45°C) od 3 do 48 godzin, zależnie od asortymentu. Słoninę wędzoną i paprykowaną wędzi się dymem zimnym (do 20°C) przez 1—3 dni. Obróbka cieplna wędzonek może być prowadzona w wodzie lub parze. Po uwędzeniu wędzonki segreguje się na grupy ciężarowe w odstępach 1 kg. Do kotłów cięższe wędzonki daje się na dno, lżejsze --na wierzch. Obróbkę cieplną prowadzi się początkowo w temperaturze 100°C (przez 10—20 minut zależnie od średnicy batonów), następnie obniża temperaturę do 80—82°C i dalej parzy, do osiągnięcia temperatury 68—70°C w głębi batonu. W kotłach wędzonki należy parzyć w możliwie małej ilości wody, lecz całkowicie nią pokryte. Orientacyjny czas obróbki cieplnej wynosi łącznie ok. 50 minut na 1 kg wędzonki. Wędzonki surowe chłodzi się do temperatury nie wyższej niż 10°C wewnątrz batonu. Wędzonki parzone nieprasowane odparowuje się, następnie zaś chłodzi powietrzem do temperatury nie wyższej niż 8°C w głębi batonu. Wędzonki parzone w formach (prasowane) studzi się natryskiem zimnej wody lub zanurzając je w zbiornikach z zimną, bieżącą wodą przez 30 minut, dociska wieczko, ustawia formy dnem do góry i chłodzi do temperatury nie wyższej niż 8°C w głębi batonu. W przypadku braku odpowiednich pomieszczeń chłodzonych, dopuszcza się wystudzenie wędzonek surowych do temperatury najwyżej 18°C, a parzonych do 12°C w głębi batonu. Podczas chłodzenia lub studzenia wędzonki należy tak rozłożyć na półkach lub rozwiesić, aby nie stykały się ze sobą, zaś powietrze mogło między nimi swobodnie krążyć. Czas chłodzenia lub studzenia ok. 24 godziny. Studzenie należy prowadzić bardzo intensywnie, aby zahamować rozwój przeżywających drobnoustrojów, najlepiej zimnym powietrzem. Zasady wykańczania i znakowania wędzonek są podobne jak przy kiełbasach. W czasie procesu produkcyjnego wędzonki tracą na masie, w wyniku tzw. ubytków naturalnych procesu. Wędzonki surowe trwałe w czasie osuszania i wędzenia tracą ok. 15%, w czasie studzenia ok. 5% (słonina w czasie wędzenia traci tylko 7,5%, zaś podczas studzenia ok. 0,5%). Pozostałe wędzonki niegotowane w czasie osuszania i wędzenia tracą od 9,5 do 12%, zaś w czasie studzenia 0,5—l,0n/o masy, wędzonki gotowane w czasie wędzenia 3—6%, gotowania — ok. 15%, studzenia ok. 3% masy. Chłodzenie należy prowadzić do chwili, kiedy temperatura wewnątrz wędzonki osiągnie 10-5°C. Magazynowanie - wędzonki powinny byś magazynowane (przechowywane) w pomieszczeniach, w których panuje temp. 4-6°C. 219. Jaki jest skład surowcowy baleronu i jak przebiega jego produkcja? Rodzaj surowca do wyrobu wędzonego baleronu i etapy jego produkcji przedstawiono schematycznie na rysunku: 220. Jak przebiega proces produkcji polędwicy sopockiej? Proces produkcji polędwicy sopockiej, rodzaj surowca i etapy produkcji przedstawiono poniżej: 221. [informacyjnie] Jak produkuje się wędzonki metodą szybką? Niektóre wędzonki (np. szynka wędzona gotowana, sznurowana, polędwica pieczona sopocka, baleron wędzony gotowany, boczek wędzony) mogą być produkowane tzw. metodą szybką. Surowiec przygotowany zgodnie z instrukcją „Wędliny. Proces produkcyjny wędzonek metodą szybką" (Zarz. PN-45/72) zostaje poddany peklowaniu solanką o składzie: woda – 78,8 kg sól kuchenna – 16,0 kg polifosforany – 2,5 kg azotan potasowy – 0,1 kg azotyn sodowy – 0,1 kg cukier – 1,5 kg hydrolizat białkowy (przyprawa do zup) – 0,5 kg (surowiec dojrzały (po 72 godz.) wymaga mniej hydrolizatu) kwas askorbinowy – 0,2 kg (latem wystarczy 0,1 kg) glutaminian sodu – 0,3 kg (nie stosowany przy peklowaniu boczku; o te ilość zwiększa się udział wody w solance). Razem - 100,0 kg Elementy (bez osłonek lub w osłonce) nastrzykuje się za pomocą aparatów wieloigłowych (ręczny lub typu Anco) solanką w ilości 15% masy elementu. Jedynie przy nastrzykiwaniu boczków daje się 5—10°/o solanki. Po nastrzyku elementy układa się w basenach nie zalewając ich solanką. Jeżeli nastrzyk nie osiągnął 15% masy elementów, brakującą ilością solanki należy zalać elementy w basenie. Boczki zawsze zalewa się solanką, uzupełniając jej ilość do 15 (normalnie) lub 20°/o (o ile jest zapotrzebowanie na boczek bardziej słony). W czasie peklowania elementy przekłada się dwukrotnie tak, aby górna warstwa znalazła się na dole i odwrotnie. Przekładając po l dniu, solankę w basenie pozostawia się, przekładając po 2 dniach — można ją wypuścić. Przy produkcji z pominięciem fazy wędzenia, nastrzyknięte elementy poddaje się masowaniu z dodatkiem PDW (10-procen-towy roztwór w smalcu zmieszany z 0,1 kg soli kuchennej). Peklowanie przebiega dalej w sposób wyżej opisany. Następnie na uformowane elementy naciąga się siatkę kurczliwą (zamiast sznurowania) i zawiązuje się na końcu z uformowaniem pętelki do zawieszania. Tak przygotowane elementy bezpośrednio lub po podsuszeniu (szynki ok. 1/2 godziny) przekazuje się do obróbki cieplnej (szynki i balerony — 80—82°C), a następnie szybko studzi do temperatury 5—10°C. Przy produkcji z wędzeniem, upeklowane elementy formuje się, sznuruje, poddaje ociekaniu lub podsuszaniu (ok. 1/2 godziny w temp. 40—45°C) i wędzi dymem ciepłym o temperaturze ok. 40°C przez 3—4 godziny. Uwędzone elementy poddaje się parzeniu (szynki i balerony 80—82°C) i następnie szybko studzi do temperatury 5—10°C. Polędwice i boczki po uwędzeniu poddaje się bezpośrednio studzeniu.





-
Kupiłem to ustrojstwo na początku lat 80-tych i służy nam do dzisiaj. Kurczak zrobiony na tym rożnie nie ma sobie równych. Urządzenie praktycznie nie do zniszczenia i ciągle wygląda jak nowe. Ustawiam tylko czas, temperaturę i na początku, na 10-15 min. daję dodatkowo druga górną grzałkę.
-
Elementarz domowego masarza
Maxell odpowiedział(a) na Maxell temat w FAQ dla początkujących zadymiaczy
Normowanie produkcji 170. Jaki jest cel normowania produkcji? Po II wojnie światowej, w miarę stabilizacji warunków i postępującego uprzemysławiania kraju, rodziła się potrzeba stopniowego porządkowania produkcji oraz podnoszenia jej jakości. Potrzebę tę rodziło życie. W warunkach rozwoju nowoczesnej gospodarki brak znormalizowanej produkcji zaczął stwarzać kłopoty i hamować dalszy postęp. Działalność normalizacyjna, w tym także i normowanie produkcji, opiera się na ustawie o normalizacji uchwalonej przez Sejm PRL dnia 27.X.1961 r. 171. Jakie rodzaje norm rozróżnia się pod względem zakresu obowiązywania? Polskie Normy (znak PN) obowiązują zarówno jednostki państwowe i spółdzielcze, jak i wytwórców prywatnych na terenie całego kraju. Regulują one zagadnienia o zasadniczym znaczeniu dla gospodarki narodowej. Jako normy najwyższego stopnia są ustanawiane przez Polski Komitet Normalizacyjny (PKN), a następnie ogłaszane w Monitorze Polskim. Normy Branżowe (znak BN) obowiązują wszystkie przedsiębiorstwa wchodzące w skład danej branży (np. mięsnej) lub dziedziny gospodarki narodowej, bez względu na ich podporządkowanie organizacyjne. Normy Branżowe dla przemysłu mięsnego ustanawia Minister Rolnictwa lub osoba przez niego upoważniona.Dla nabrania mocy prawnej Normy Branżowe również muszą być ogłaszane przez PKN w Monitorze Polskim (w postaci wykazu norm z datami obowiązywania). Normy zakładowe (znak ZN) dotyczą tylko jednostek gospodarki uspołecznionej i były ustanawiane przez dyrektorów zjednoczeń branżowych (np. Centrala Przemysłu Mięsnego, Zjednoczenie Chłodni Składowych i in.) lub z ich upoważnienia przez dyrektorów przedsiębiorstw. Przepisy wykonawcze do ustawy o normalizacji przewidują publikowanie wykazów ustanowionych norm zakładowych w dzienniku urzędowym właściwego ministerstwa lub urzędu centralnego. 172. Jakie rodzaje norm rozróżnia się z punktu widzenia celu, jaki mają spełniać? Normy przedmiotowe (zwane także jakościowymi) określają technicznie i ekonomicznie uzasadnione wymagania, którym powinien odpowiadać konkretny wyprodukowany wyrób. Normy czynnościowe określają metody ujednolicenia typowych czynności, np. przebieg procesu produkcyjnego danego asortymentu, badanie, projektowanie i konstruowanie, pakowanie, magazynowanie, transport towarów itp. Normy klasyfikacyjne ustalają klasyfikację rodzajów produkcji, asortymentów itp., w celu wprowadzenia ładu i porządku do procesu produkcji. Normy pojęciowe (lub znaczeniowe) ujednolicają pojęcia, terminy, oznaczenia i słownictwo, które powinno być stosowane w różnych dziedzinach nauki i techniki. Receptury określają skład ilościowo-jakościowy surowców i materiałów pomocniczych przeznaczonych do produkcji określonego asortymentu wyrobu. Normy zużycia są w przemyśle mięsnym ściśle związane z recepturami. Ustalają maksymalne zużycie surowców i materiałów, przeważnie w odniesieniu do 1 t gotowego produktu. Niekiedy zużycie to jest zróżnicowane, zależnie od pory roku. 173. Jaki jest zasięg obowiązywania norm? Norma, jako akt prawny, zawiera w swej treści odpowiednie dyspozycje, czyli nakazy, zakazy i zezwolenia, na określony sposób postępowania. Nakazy odnoszą się do ustalonych wymagań, jakie powinny być przestrzegane. Zakazy polegają na zabronieniu innego postępowania, niż to przewiduje norma; norma jest aktem prawnym zakazującym produkowania niezgodnie z jej wymaganiami. Za nieprzestrzeganie norm PN i BN kierownikowi zakładu lub osobie odpowiedzialnej za działalność produkcyjną, usługową lub kontrolę techniczną grożą sankcje karne lub karno-administracyjne. Za nieprzestrzeganie norm zakładowych grozi odpowiedzialność dyscyplinarna, a niekiedy także i karna. W przypadku, kiedy dotrzymanie wymagań normy jest praktycznie niemożliwe, organ, który ustanowił normę może udzielić zezwolenia na odstąpienie od niej. Zezwolenie jest udzielane tylko w przypadkach uzasadnionych ważnym interesem gospodarczym i zawiera dokładnie określone warunki zastępcze, jakie będą zachowane w trakcie odstępstwa, a także podaje termin ważności zezwolenia. Wszystkie uspołecznione zakłady pracy mają obowiązek prowadzenia stałej kontroli stosowania obowiązujących norm. Doraźne kontrole przestrzegania norm przeprowadzają co pewien czas jednostki nadzorujące zakłady (np. zjednoczenia), Polski Komitet Normalizacyjny oraz instytucje powołane do kontroli gospodarki narodowej (np. NIK, Państwowe Inspekcje: Handlowa, Sanitarna, Urząd Dozoru Technicznego i in.). 1. SUROWIEC I RECEPTURA Głównym surowcem do produkcji przetworów mięsnych produkowanych w Polsce jest mięso i tłuszcz wieprzowy, następnie mięso wołowe, cielęce i końskie. Mięso przeznaczone do produkcji przetworów powinno być wykorzystane w sposób najbardziej racjonalny, tzn. w taki, aby każdy gatunek i rodzaj użytego mięsa odpowiadał swoją jakością, istotnym wymaganiom stawianym dla danego rodzaju i gatunku produkcji. Gospodarka mięsem w przetwórni powinna mieć na względzie oszczędność i racjonalność w granicach obowiązujących norm i receptur; użycie np. schabu albo szynki do wyrobu salcesonów albo kiełbasy zwyczajnej byłoby bardzo nieracjonalne i graniczyłoby z marnotrawstwem. Produktem wyjściowym do właściwie pojmowanego użytkowania mięsa przy produkcji przetworów mięsnych są normy dokładnie określające, jakie gatunki mięsa powinny być przeznaczone do produkcji oraz receptura. Normy te określają rodzaje, gatunki i składniki wędlin, wyrobów wędliniarskich i konserw dopuszczonych do obrotu oraz normy podziału na mięso bez kości rozdrobnione wg klas — przeznaczone do produkcji przetworów mięsnych. RECEPTURA Szczegółowy opis produkcji przetworów mięsnych należy do ścisłej technologii i nie jest tematem tego opracowania. Ważnym czynnikiem w nauce towaroznawstwa jest jak najbardziej dokładna znajomość składników towaru, najbardziej charakterystycznych cech wytwarzanych produktów oraz cech zewnętrznych i wewnętrznych dotyczących jakości, tzn. wyglądu, smaku, wad, wydajności, metod oceny itd. Układ poszczególnych norm jest następujący: 1. Tytuł normy podaje nazwę produktu, określając jednocześnie jego rodzaj i charakterystyczną cechę produkcyjną, jak np. ,,gulasz wołowy podsmażony — konserwa sterylizowana", „kiełbasa moskiewska, sucha, surowa", „kiełbasa jałowcowa — sucha, pieczona", „kabanosy półtrwałe, pieczone" itd. 2. Surowiec — określa jakość surowca (mięsa) według klas, jego ilość i charakterystykę, np. mięso wołowe III kl., wieprzowe IV kl., tłuszcz — słonina, smalec, słonina ze skórą, szynka bez kości peklowana, krew, mięso różne, skórki, bułka itp. - wszystko w stosunku do 100 kg całości surowca. 3. Przyprawy i materiały pomocnicze — określają ilość i rodzaj poszczególnych składników, np. sól, cebula, pieprz. 4. Osłonka. W punkcie tym podany jest rodzaj osłonek używanych do produkcji kiełbas i wyrobów masarskich — jelita naturalne, wieprzowe cienkie, wołowe, grube wieprzowe itd. ich rozmiar (średnica) w cm albo numer przy jelitach sztucznych. Przy konserwach — opakowanie bezpośrednie, a więc puszki i ich wymiar — szerokość i wysokość, kształt puszki. 5. Postać mięsa i tłuszczu. Punkt ten podaje najbardziej charakterystyczne cechy obróbki surowca — mięsa, jakimi są: kutrowanie, mielenie, krajanie w kostki, w paski — w odniesieniu do rodzajów, klas mięsa itd. 6. Wydajność — określa przeciętną wydajność poszczególnych produktów w stosunku do wagi użytych surowców oraz granice wahań tych wydajności. Wydajność określa się przez zważenie produktów ostudzonych w sposób przewidziany normami po wędzeniu, pieczeniu lub parzeniu. 7. Zawartość wody w gotowym produkcie lub w mięsie. Poniżej podana jest dla przykładu norma dla kiełbasy karczewskiej. Kiełbasa karczewska A. Surowiec (ilość i charakterystyka) 1. Mięso wołowe I kl. 10 kg 2. Mięso wołowe III kl. 40 kg 3. Mięso wieprzowe III kl. 40 kg 4. Tłuszcz 10 kg Razem 100 kg B. Przyprawy i materiały pomocnicze I. I. Przyprawy 1. Sól kuchenna 2,30 kg 2. Saletra 0,10 kg 3. Pieprz naturalny 0,10 kg 4. Majeranek 0,05 kg 5. Czosnek 0,10 kg II. Osłonka Jelito wieprzowe cienkie. C. Postać mięsa i tłuszczu Mięso wołowe III kl. mielone i kutrowane, reszta składników grubo- mielona. D. Wydajność Przeciętna — 105%. Granice dopuszczalnych wahań: 102 — 108%. E. Zawartość wody w gotowym produkcie do 65%. Jako, że portal nasz nawiązuje ściśle do polskiej tradycji masarskiej, bardzo często na stronie głównej lub forum napotkają Państwo podobne receptury branżowe. Przeliczenie składników na 1 kg. mięsa jest bardzo proste, gdyż wystarczy tylko np. ilość pieprzu naturalnego, w tym przypadku 0,10 kg, podzielić przez 100. Otrzymany wynik to 0,001 kg pieprzu (1 gram) na 1 kg mięsa. Tak samo należy postąpić z przeliczeniem wszystkich składników przyprawowych. Drugim problemem, z jakim często się spotykamy, to jak zamienić sól i saletrę występującą w przepisie, na peklosól (najpopularniejszy w tej chwili środek peklujący w Polsce. Bardzo proste. Wystarczy dodać sól i saletrę występującą w przepisie, przeliczyć tę ilość na 1 kg mięsa i, tak jak w naszym przykładzie mamy: sól 2,30 kg na 100 kg mięsa + saletra 0,10 kg na 100 kg mięsa, co daje razem 2,40 kg na 100 kg mięsa. Dzieląc otrzymaną liczbę przez 100 otrzymamy 0,024 kg mieszanki peklującej (24 gramy) na 1 kg mięsa. Kiedyś nie było lodówek, więc wędliny i wyroby wędliniarskie solono dosyć mocno. Obecnie zalecane dawki mieszanki peklującej zawierają się w przedziale 0,015 do 0,021 kg na 1 kg mięsa. Każdy z Państwa sam musi określić swój próg słoności. Na początek proszę zastosować dawkę 17 g peklosoli (0,017 kg) na 1 kg mięsa. Jeśli ta uśredniona dawka nie będzie odpowiednia, podczas następnej produkcji podnosimy lub zmniejszamy ilość soli dotąd, aż znajdziemy swój najlepszy poziom słoności wyrobów. DODATKI, PRZYPRAWY I MATERIAŁY POMOCNICZE PRZY PRODUKCJI WĘDLIN I WYROBÓW WĘDLINIARSKICH 174. Jakie przyprawy roślinne stosuje się w przetwórstwie wędlin? Przyprawy roślinne są produktami naturalnymi i pełnią ważną funkcję w przetwórstwie mięsnym, a mianowicie poprawiają smak, barwę, aromat, a także wygląd produktu. Są ważne również dla organizmu człowieka, gdyż pobudzają apetyt, stymulują trawienie, a niektóre z nich mają wartość odżywczą. Przyprawy roślinne są pozyskiwane z różnych części roślin, o specyficznych walorach smakowo-aromatycznych. Mogą to być: a) nasiona (owoce) - kminek, kolendra, jałowiec, kardamon, ziele angielskie, pieprz czarny i biały, papryka, gorczyca, gałka muszkatołowa; b) kwiaty - goździki; c) korzenie - cebula, czosnek, imbir; d) liście - liście laurowe, majeranek, cząber, seler, pietruszka. Charakterystyczny smak i zapach przypraw tworzą różnorodne związki chemiczne, do których zalicza się: olejki eteryczne, żywice, garbniki, alkaloidy i inne związki aromatyczne. 175. Jaką rolę odgrywają przyprawy naturalne w przetwórstwie mięsnym? Przyprawy naturalne odgrywają trzy główne role, a mianowicie: - działają przeciwutleniająco - np. czosnek, jałowiec, pieprz, rozmaryn; w swoim składzie chemicznym zawierają naturalne przeciwutleniacze, które spowalniają procesy oksydacyjne tłuszczów; - działają przeciwbakteryjnie - np. czosnek i pieprz naturalny; hamują one rozwój drobnoustrojów, przyczyniając się równocześnie do zwiększenia trwałości produktów oraz ich bezpieczeństwa zdrowotnego; - polepszają cechy organoleptyczne produktów mięsnych, tj. smak, aromat i barwę oraz zapach. 176. Jakie czynniki obniżają jakość przypraw? Czynnikami, które obniżają jakość przypraw, są: 1) zanieczyszczenia naturalne i antropogeniczne, a więc substancje szkodliwe, które mogą przedostać się do rośliny lub na roślinę poprzez wodę, podłoże i powietrze, tj. np. metale ciężkie - ołów, rtęć i kadm; 2) pozostałości nawozów i środków ochrony roślin - skumulowane azotany w roślinie z przyprawami dostają się do produktów; 3) zanieczyszczenia ciałami obcymi, takimi jak: kamyki, piasek, ziemia, kurz, chwasty, odłamki łupinek, zanieczyszczenia metaliczne; 4) zanieczyszczenie pochodzące od szkodników - efekty działania gryzoni, porażenie przypraw jajami owadów, larwami; 5) zanieczyszczenia mikrobiologiczne, które mogą być przyczyną wtórnego zakażenia produktów w procesie technologicznym - głównie są to laseczki tlenowe; najczęściej w przyprawach spotykane są Escherichia coli, Clostri- dia redukujące siarczany, Staphylococcus aureus, Bacillus cereus, pleśnie i drożdże; 6) zanieczyszczenia toksynami mikrobiologicznymi - szczególnie niebezpieczna jest mikotoksyna (naturalny produkt przemiany materii wielu pleśni), np.: aflatoksyny wytwarzane przez Aspergillus flavus i Aspergillus parasiticus; 7) niewłaściwe opakowanie przypraw - ze względu na nietrwałe i lotne związki smakowo-zapachowe przyprawy muszą być przechowywane w szczelnie zamkniętych opakowaniach oraz w zaciemnionym, suchym i chłodnym magazynie; 8) wilgoć - powoduje zbrylenie przypraw, sprzyja rozwojowi drobnoustrojów, co może doprowadzić do psucia się przypraw oraz może być przyczyną wtórnego zakażenia produktów; 9) zbyt wysoka temperatura przechowywania, tj. powyżej 18°C - powoduje utratę lotnych substancji aromatycznych. Przyprawy Wszystkie przyprawy używane zwykle przy produkcji wędlin i wyrobów wędliniarskich można podzielić na trzy zasadnicze grupy: konserwujące, smakowe i barwiące. Niektóre z przypraw jak np. sól ma znaczenie zarówno konserwujące i smakowe, saletra ma znaczenie barwiące i do pewnego stopnia konserwujące, inne natomiast, jak przyprawy korzenne, mają znaczenie tylko smakowe. Przyprawy korzenne dzielą się na przyprawy pochodzenia zagranicznego i krajowego przy czym w wielu przypadkach przyprawy krajowe mogą z powodzeniem zastąpić importowane, np. kminek, gorczyca. Sól kuchenna jest nieodzownym środkiem zarówno smakowym jak i konserwującym. Pod względem chemicznym sól kuchenna jest chlorkiem sodu (od 85 do 99,5% zawartości). Bardzo często sól zawiera domieszki, ujemnie wpływające na jakość mięsa lub produktów mięsnych. Zawartość chlorku wapnia albo magnezu w soli kuchennej opóźnia szybkość przenikania soli do głębi tkanek mięsnych — ponadto sole magnezu nadają mięsu peklowanemu posmak gorzkawy. Zawartość w soli kuchennej nierozpuszczalnych związków chemicznych wapnia powoduje podczas peklowania powstawanie nalotów na powierzchni mięsa, ujemnie wpływających na jego wygląd. W obrocie handlowym spotykamy się z różnymi gatunkami soli: a) warzonka produkowana z solanki na tężniach — ma ona wygląd puszysty, śnieżnobiałą barwę i jest łatwo rozpuszczalna, b) sól kamienna, wydobywana z kopalni (Wieliczka, Bochnia) — może być w większych lub mniejszych bryłach albo mielona. Sól ta jest czysta lecz gorzej rozpuszczalna niż poprzednia, c) sól szara, gruboziarnista, zwykle mocno zanieczyszczona i do produkcji przetworów mięsnych nie mająca zastosowania. W zależności od wielkości ziarna soli rozróżnia się sól drobnoziarnistą, średnioziarnistą i gruboziarnistą. Do sporządzania solanek używana jest sól drobnoziarnista, najlepiej warzonka. Warzonka ma około 40% większą objętość niż sól kamienna i dlatego dozowanie powinno odbywać się za pomocą wagi, a nie objętościowo. Do peklowania suchego, krótkotrwałego powinna być używana warzonka grubsza. W przypadku peklowania suchego, długotrwałego używa się soli gruboziarnistej lub średnioziarnistej — kamionki (ziarna soli do 1,5 mm), ponieważ szybkość rozpuszczania się soli zależy głownie od jej struktury (ziarnistości). Wymagania w stosunku do soli: a) zawartość wody 1%, b) zanieczyszczenia magnezem do 0,002%, c) zanieczyszczenia wapniem do 0,008%, d) zanieczyszczenia siarczanem do 0,002%, e) roztwór 350 g soli w 11 wody powinien być bez osadu. Sól należy przechowywać w magazynach suchych, worki należy składać w pewnym odstępie od ścian. Saletra potasowa (azotan potasowy), jest to sól bezbarwna, gorzko- słona, krystaliczna. Rozpuszczalność w wodzie zimnej — 1 część saletry w 4 częściach wody; w wodzie ciepłej dziesięciokrotnie większa. Zawartość wody do 1%, siarczanów do 1%, zanieczyszczenia solami chlorku i metali ciężkich niedopuszczalne. Saletra sodowa (azotan sodowy) — własność podobna do saletry potasowej. Rozpuszczalność w wodzie czterokrotnie większa. W praktyce ma zastosowanie przeważnie saletra sodowa. [informacyjnie] Azotyn sodowy (nitryt). Barwa żółta, rozpuszczalność duża, wzrastająca wraz ze wzrostem temperatury. Zawartość wody od 1 do 3%, zanieczyszczeń nierozpuszczalnych w wodzie najwyżej do 0,1%. Przechowywanie takie samo jak soli kuchennej i saletry. Opakowanie powinno być szczelne i zaopatrzone w wyraźny napis „Azotyn — nitryt". UWAGA: Aktualnie azotyn sodowy nie jest dostępny w sprzedaży, z uwagi na właściwości silnie trujące. Można go kupić jedynie w mieszance z solą w której 99,4-99,6% stanowi chlorek sodu (sól), a 0,4-0,6% azotan (III) sodu – nitryt. Cukier (buraczany). Barwa cukru ma wpływ na zmianę zabarwienia mięsa; przy użyciu cukru ciemnego barwa mięsa staje się ciemniejsza. Pieprz. Rozróżnia się pieprz czarny i pieprz biały. Pieprz czarny jest to wysuszony, niedojrzały owoc krzewu pieprzowego, rosnącego w Azji południowej, Brazylii i Meksyku. Pieprz biały jest to ten sam owoc lecz dojrzały, wysuszony, wymoczony i z usuniętą zewnętrzną łuską (zawierającą dużo piperydyny). Ziarna pieprzu białego są mniejsze niż pieprzu czarnego, barwa żółto- biała, zapach mocno aromatyczny, smak palący, gorzki wskutek zawartości olejku aromatycznego piperydyny. Do produkcji używa się ziaren w całości. Ziarna pieprzu czarnego mają barwę brązowoczarną — średnio około 5 mm, powierzchnię pomarszczoną, kształt kulisty. Smak i zapach bardziej ostry niż pieprzu białego (ponieważ zawiera łuskę). Zawartość piperydyny 4,5 do 7,5%, innych olejków aromatycznych 0,6 do 1,9%, składników mineralnych 5 do 7%, wody 9 do 13%. Do produkcji używa się po zmieleniu. I jeden i drugi rodzaj pieprzu powinien być twardy, suchy i ciężki — po wrzuceniu do wody tonie. Zafałszowania pieprzu w ziarnach polegają na domieszce ziarn jałowca lub innych o podobnym wyglądzie lub ziaren sztucznych. Ziarna fałszywe wrzucone do wody rozpuszczają się zabarwiając wodę i tworzą osad. Pod naciskiem palca rozpadają się. Pieprz mielony bywa zafałszowany mielonymi — zbożem, grochem, fasolą, otrębami, korzeniem krzewu pieprzowego, łodyżkami ziaren pieprzu, rozdrobnionymi pestkami, sproszkowanymi ziemniakami dtp. Pieprz przechowywać należy w naczyniach zamkniętych, w pomieszczeniach chłodnych i suchych. Pieprz angielski (ziele angielskie, piment) jest to wysuszony, niedojrzały owoc drzewa pimentowego (Indie, Ameryka Południowa), średnica 5 do 7 mm, powierzchnia sucha, szorstka, z charakterystycznym wgłębieniem (pozostałość kielicha kwiatowego). Smak i zapach piekący, podobny do pieprzu zwykłego. Zawartość olejków aromatycznych 1 do 2%, wody 6 do 9%, związków mineralnych 4 do 6%. Ziele angielskie używa się w stanie zmielonym. Przechowuje się tak jak pieprz. Kardamon jest to owoc ziarna orzeszka krzewu kardamonowego, rosnącego w Indiach, na Cejlonie i w innych krajach tropikalnych. W orzeszku znajduje się 5 do 20 podłużnych ziaren, zamkniętych w trójkomorowych torebkach (orzeszkach). Ziarenka kardamonu mają charakterystyczne żeberka, mocny, miły cytrynowy zapach i ostry smak. W handlu spotyka się: a) kardamon malabarski odznaczający się orzeszkami długości 10 do 15 mm, kształtu jajowatego, o przekroju trójkątnym. Wewnątrz orzeszka znajduje się 5 do 8 żółtobrunatnych ziarenek. b) kardamon cejloński (nieco gorszy od poprzedniego). Strączki szarobrunatne o długości 25 do 40 mm. Ziarnka jasnobrunatne, mieszczące się w komorach po 20 sztuk. Kardamon zawiera 4 do 8% olejku aromatycznego nadającego specyficzny zapach i ostry smak. Zafałszowania i zanieczyszczenia: kawałeczki łupinek orzecha i orzechów, nasiona jałowca, imbir. Przechowuje się w chłodnych, przewiewnych i suchych miejscach. Imbir jest to wysuszone kłącze krzewu imbirowego, rosnącego w podzwrotnikowych częściach Azji, Afryki i Ameryki Południowej. Kłącza wykopane z ziemi, obmyte i wysuszone nazywają się imbirem czarnym albo surowym. Ten sam imbir oskrobany z naskórka i wymoczony w wodzie wapiennej nazywa się imbirem białym — odznacza się on szarobrunatną barwą powierzchni i bladożółtą na przekroju. Łagodniejszy w smaku niż imbir czarny (suszony). Imbir nie powinien być zdrewniały. Smak imbiru jest ostry, piekący, korzenny wskutek zawartości olejku eterycznego zwanego „dżindżerol" (2 do 5%). Zafałszowanie mielonymi żołędziami lub otrębami migdałowymi. Przechowywać jak kardamon. Gałka muszkatołowa i kwiat muszkatołowy otrzymywane są z dojrzałego owocu drzewa muszkatołowego, rosnącego w Indiach Wschodnich, na Jawie, w Brazylii i na Malajach. Części zewnętrzne kielicha kwiatu o barwie pomarańczowej noszą nazwę „kwiatu", sam orzech mieszczący się w kielichu nazywa się „gałka". Kwiat muszkatołowy o wyglądzie nieregularnych płytek (długość ok. 4 mm, grubość ok. 1 mm), ma przyjemny zapach i podobnie jak inne kolonialne przyprawy, ostry piekący smak. Gałka muszkatołowa ma kształt okrągły (gorsze gatunki mają kształt owalny), mocny przyjemny aromat i smak. Wielkość ok. 2,5 mm. Barwa powierzchni zwykle biało brunatna wskutek poddawania gałek wapnowaniu w celu zabezpieczenia przed robactwem. Zawartość olejków eterycznych około 7%, tłuszczu około 34%. Najczęstsze zafałszowania, to domieszka gałek uszkodzonych przez robactwo (otworki zaklejone są tłuszczem lub klejem). Przechowywać tak jak inne przyprawy korzenne. Liście bobkowe (laurowe) są to wysuszone liście drzewa wawrzynowego (laurowego), rosnącego w Afryce i na południu Europy. Liść podłużny ok. 8 do 10 cm długości, gruby, twardy, brzeg falisty, barwa ciemnozielona lub zielonkawo brunatna, smak i zapach silny, gorzki. Cechy dobrej jakości liści: liści jasnożółtych 2 do 3%, gałązek 3 do 6%, domieszek innych roślin 0,5 do 1%, zanieczyszczenia mineralne 0,3 do 0,5%. Zawartość olejków eterycznych 0,8 do 1,2%. Papryka (pieprz turecki) jest to owoc roślinny pieprzowca. W dużych ilościach roślina ta uprawiana jest na południu ZSRR, w krajach Europy południowej, w Bułgarii, we Włoszech, Hiszpanii, a zwłaszcza na Węgrzech oraz w Afryce południowej. Znane są następujące gatunki papryki: a) szlachetna słodka i półsłodka — gulaszowa. Barwa jasnoczerwona lub czerwona, smak przyjemny, słodkawy, b) I gatunek — różana, barwa czerwona mniej żywa, smak ostry, c) II gatunek — ostra, barwa płowoczerwona, smak ostry, d) III gatunek — barwa blado-ceglasto-czerwona, brunatna lub brunatno-czerwona, smak piekący. Zapach łagodny, aromatyczny. Owoce mają kształt podłużnej torebki o długości do 12 cm, barwa czerwona — wewnątrz torebki znajdują się nasionka. W obrocie handlowym papryka znajduje się w postaci całych strąków, strąków pokrajanych w paski lub w postaci proszku — papryki właściwej. Przechowywać należy najlepiej w naczyniach szklanych, w pomieszczeniach suchych i zaciemnionych, w przeciwnym razie papryka jełczeje. Kolendra są to nasiona rośliny o tej samej nazwie, rosnącej prawie w całej Europie. Kształt nasion kulisty, średnica 1,5 do 2 mm, barwa żółtawobrunatna, zapach przyjemny, smak słodkawy. Cechy dobrej jakości: zawartość olejków eterycznych 1 do 2%, wody 4 do 6%, ciał białkowych 10 do 15%, tłuszczu 10 do 13%, zanieczyszczeń mechanicznych do 3% Zafałszowania w postaci obcych nasion, ziemi i piasku. Majeranek są to wysuszone pędy rośliny o tej samej nazwie — w całości, pocięte lub sproszkowane. Do przetworów mięsnych używa się kwiatu lub liści. Cechy dobrej jakości majeranku: zbierany w okresie kwitnienia, barwa ,zielona lub szarozielona, czysty, suchy bez korzeni, bez domieszki innych roślin, silny zapach, smak korzenny gorzkawy. Zawartość olejku eterycznego w świeżym 0,2 do 0,4%, zanieczyszczeń 0,2 do 0,6%. Kminek są to nasiona rośliny o tej samej nazwie. Długość około 5 mm, kształt sierpowaty z pięcioma wyraźnymi żeberkami, zapach słaby aromatyczny, smak korzenny, ostry, piekący. Najlepszy jest kminek o barwie jasnej, cały, niepokruszony, suchy. Zawartość olejków eterycznych 5 do 7%, wody 6 do 8%, związków mineralnych 6 do 7%. Gorczyca są to nasiona rośliny o tej samej nazwie uprawianej w całej prawie Europie. Kształt nasion kulisty o średnicy 1 mm, barwa jasno- żółta lub brązowoczarna. Smak gorzki, piekący. Gorczyca biała jest prawie bez zapachu — czarna ma silny zapach i mocny ostry smak, występujący specjalnie po zalaniu jej wodą i rozcieraniu. Najczęściej używana w produkcji wędlin jest gorczyca czarna. Zawartość olejków eterycznych 1,5 do 4,5%, wody 4 do 5%, ciał tłuszczowych 25 do 30%, zanieczyszczeń mechanicznych 1,5 do 2,5%. Cebula. Jako przyprawa przy produkcji wędlin najlepiej nadaje się cebula żytawska (gatunek zimowy). Cebula ta może być przechowywana przez dłuższy czas. Jest ona duża, krągła, zewnątrz żółta. Cebula dobrego gatunku powinna być przesuszona, twarda, sucha, powierzchnia gładka i nieuszkodzona, b zawartości olejków eterycznych 0,5 do 0,9%. Cebula powinna być przechowywana w miejscach suchych przewiewnych, zaciemnionych, w workach lub w warstwach luzem nie grubszych niż 3 cebule. Najbardziej odpowiednia temperatura przechowywania 0 do 2° przy wilgotności powietrza 70 do 75%. W celu dłuższego przechowywania cebuli (do 2 lat) można zastosować metodę odcukrzenia i wysuszenia lub wymrożenia. Cebulę rozdrobnioną parzy się w wodzie o temp. 82° w ciągu 16 minut, a następnie zamraża się w temp. — 9". Wytworzony lód odwirowuje się po czym cebulę ponownie zamraża się i znowu odwirowuje lód. Koncentrat taki zachowuje wszystkie cechy cebuli świeżej. Cebulę używa się w stanie surowym, smażonym albo parzonym. Czosnek w dobrym gatunku powinien odznaczać się następującymi cechami: główki całe, nie rozpadające się na poszczególne ząbki, zdrowe bez uszkodzeń, o zawartości olejków eterycznych 1 do 1,8% i zanieczyszczeń 0,5 do 1%. Czosnek stosuje się surowy albo w postaci soku czosnkowego. Dodatki Przy produkcji wyrobów wędliniarskich używane są oprócz surowca pochodzenia mięsnego takie dodatki jak: kasza gryczana, kasza jęczmienna, kasza manna i bułka tarta. Ilość dodatków przewidziana jest recepturą dla poszczególnych rodzajów wyrobów. Jakość ich musi być bardzo dobra gdyż od tego w dużym stopniu zależy i tak niewielka trwałość produktu oraz jego właściwości smakowe i odżywcze z uwagi na to, że zawartość ich w niektórych przypadkach wynosi do 25%. Kaszę gryczaną używa się do produkcji kiszek kaszanych gryczanych. Kasza powinna być w postaci całych wyłuszczonych ziaren, pokrytych błoną zielonożółtą, która w czasie dłuższego przechowywania zmienia barwę na brązowbczerwoną. Kaszę jęczmienną używa się do produkcji kiszki kaszanej jęczmiennej. Kasza powinna być gatunku grubo łamanego. Kaszę manną używa się do produkcji kiszki pasztetowej, delikatesowej i salcesonu czarnego. Kaszę mannę otrzymuje się z przemiału pszenicy. Średnica ziaren kaszy powinna wynosić ok. 1,5 mm, barwa biała lub żółtawobiała, bez ziarenek ciemnych i żółtobrunatnych. Cechy kasz używanych do produkcji wyrobów wędliniarskich. Kasze powinny być jednorodne bez domieszek innych rodzajów kasz. Grubość ziaren jednakowa, złuszczenie dokładne, bez ciemnych plamek świadczących o obecności pasożytów. Obecność owadów sprawdza się przez wsypanie kaszy do ciepłej wody — po napęcznieniu ziarenek kaszy owady wypływają na powierzchnię. Czas gotowania kaszy manny 15 minut, kaszy gryczanej i jęczmiennej 30 do 50 minut. Przyrost wagowy około 250%. Wilgotność kaszy surowej powinna wynosić najmniej 15%. Zbrylenia i skawalenia kaszy świadczą o nadmiernej wilgotności. Zapach kaszy nie może być stęchły ani kwaśny — sprawdzanie polega na wyczuciu węchem w pozycji pochylonej tuż nad powierzchnią kaszy w worku świeżo rozwiązanym lub przez lekkie podgrzanie probówki z zawartością kaszy i wody. Po podgrzaniu zapach staje się tak wyraźny, że pozwala na odróżnienie kaszy zepsutej od świeżej. Grudki kasz otoczone pajęczyną na powierzchni worka z kaszą świadczą o obecności pasożyta — mola mącznika. W takim przypadku kaszę należy starannie przesiać, a worki oczyścić. Przechowuje się kaszę w pomieszczeniach suchych, przewiewnych i chłodnych. Bułka tarta używana jest do produkcji kiełbasy krwistej i kiszek podgardlanych. Bułka powinna być całkowicie sucha, o jednakowych grudkach (średnica 1 do 3 mm) i pochodzić tylko z pieczywa pszennego (bułek) tzw. wodnego. Nie może być domieszki pieczywa żytniego i słodkiego. Kwas askorbinowy oraz mleko w proszku chude, są stosowane jako przyprawy do niektórych asortymentów kiełbas. Materiały pomocnicze Szpagat z konopi o grubości 3 mm, powierzchnia gładka. Zastosowanie: pętelkowanie i sznurowanie wędzonek surowych i gotowanych. Przędza masarska (rymarska Nr 2) lniana lub konopna, trzykrętna, grubość 2 mm. Zastosowanie: wiązanie serdelków, pętelkowanie wędlin, wiązanie i sznurowanie polędwic i kiełbas, zaszywanie wyrobów wędliniarskich. Floki są to patyki w kształcie szpilek o długości 30 cm, średnicy 3 do 4 mm, wyrobione z drewna kruchego, bezwonnego. Końce floków powinny być zaostrzone i opalone. Najlepiej nadaje się na floki drewno osiki, topoli lub jodły, ponieważ przy przełamywaniu nie tworzą drzazg. Fioki używane są do przewlekania końców osłonek przy produkcji kaszanek, salcesonów i innych wyrobów wędliniarskich. Przetwórstwo mięsa Produkcja wędlin 177. Jaki jest podstawowy cel przetwórstwa mięsa? Podstawowym celem przetwórstwa mięsa jest uzyskanie z surowców mięsnych, tłuszczowych i podrobowych różnych półproduktów i produktów żywnościowych, przeznaczonych do żywienia człowieka. Mogą to być półfabrykaty do sporządzenia różnych dań, produkty do bezpośredniego spożycia, np. wędzonki, kiełbasy, czy też produkty zamknięte w hermetycznym opakowaniu (konserwy), poddane obróbce cieplnej, w wyniku której następuje zniszczenie lub redukcja mikroflory do poziomu zapewniającego trwałość i bezpieczeństwo zdrowotne wyrobów, 178. Na jakie grupy technologiczne dzieli się wędliny? Przetwory mięsne, określone jako wędliny, dzielą się ogólnie na: wędzonki, kiełbasy, wędliny podrobowe i produkty blokowe. Szczegółowy podział wędlin na grupy technologiczne przedstawiono na rysunku: Definicje poszczególnych grup technologicznych są następujące: Wędzonki to przetwory mięsne bez osłonek lub w osłonkach, o całkowicie lub częściowo zachowanej strukturze tkankowej, wyprodukowane z jednego lub kilku kawałków części anatomicznej tuszy, peklowane lub solone, wędzone lub niewędzone, suszone, parzone, pieczone. Kiełbasy to przetwory mięsne w osłonkach naturalnych lub sztucznych, wyprodukowane z rozdrobnionego tłuszczu, mięsa peklowanego i niepeklowanego, solonego, z dodatkiem lub bez surowców uzupełniających, przyprawiane, wędzone lub niewędzone, surowe, dojrzewające, parzone lub pieczone. Wędliny podrobowe to przetwory wyprodukowane z solonych lub peklowanych podrobów, mięsa i tłuszczu, w osłonkach naturalnych, sztucznych lub w formach z dodatkiem lub bez dodatku krwi spożywczej, surowców uzupełniających, przyprawione, parzone lub pieczone i ewentualnie wędzone. Produkty blokowe to przetwory mięsne, wyprodukowane z mięsa o całkowicie lub częściowo zachowanej strukturze tkankowej lub rozdrobnionego tłuszczu i podrobów, peklowanych lub solonych, z ewentualnym dodatkiem surowców uzupełniających, przyprawione, poddane lub niepoddane obróbce cieplnej, w formach lub osłonkach utrzymujących ich kształt. 179. Czy przemysł mięsny zajmuje się produkcją wyrobów garmażeryjnych? W celu pełnego pokrycia zapotrzebowania rynku żywnościowego, przemysł mięsny zajmuje się także produkcją garmażeryjną, głównie grupą półproduktów i wyrobów gotowych z mięsa i podrobów. Podział wyrobów garmażeryjnych przedstawiono na poniższych rysunkach: 180. Jakie wymagania stawia się surowcom podstawowym? Surowce mięsne, tłuszczowe i podrobowe użyte do produkcji muszą pochodzić z tusz zwierząt rzeźnych uznanych przez IW za zdatne do spożycia bez zastrzeżeń i odpowiadających wymaganiom obowiązujących dla nich norm (PN, BN lub ZN). Do celów przerobowych należy kierować mięso uzyskane z ćwierćtusz (półtusz) wołowych pozbawionych otłuszczenia zewnętrznego oraz mięso z ćwierćtusz krów starych (powyżej 12 lat). W celu uzyskania wyrównanego jakościowo produktu gotowego, należy ściśle przestrzegać doboru surowca wg klas i podklas podanych w recepturze na poszczególne asortymenty wędlin. Na szczególną uwagę zasługuje mięso mrożone. W odróżnieniu od mięsa chłodzonego, które zachowuje pełną zdolność wchłaniania i wiązania wody dodanej w czasie produkcji, mięso mrożone (a zwłaszcza niewłaściwie rozmrażane) wykazuje pogorszenie tej zdolności. Zagadnienie to należy brać pod uwagę przy stosowaniu mięsa mrożonego do produkcji kiełbas. Zastosowanie dodatku różnych preparatów białkowych do przetworów mięsnych jest ostatnio szeroko praktykowane we wszystkich prawie krajach o rozwiniętym przemyśle mięsnym. Z uwagi na znaczną rolę, jaką w utrzymaniu wody przez farsz odgrywają preparaty białkowe, tym bardziej, że wiążą się z nią wtórne cechy jakościowe (soczystość, konsystencja i struktura produktu gotowego) niezbędne jest ścisłe spełnianie przez te preparaty wymagań odpowiednich norm. Receptury szeregu kiełbas popularnych przewidują udział w składzie surowcowym kazeinianu sodu lub białka sojowego. W miejsce tych składników może być również stosowany proszek jajowy (z całych jaj lub białek) odpowiadający wymaganiom normy PN-65/A-86502. Jaja w proszku. Łączna ilość substytutów (białka niemięsnego) dodawanych do kiełbas popularnych lub wędlin podrobowych nie może przekraczać ilości kazeinianu sodu lub białka sojowego, określonych recepturą. Do produkcji kiełbas popularnych stosuje się także emulsję tłuszczowo-kolagenową. Składnikami emulsji są: emulsja 1 — skórki i pachwiny wieprzowe; emulsja 2 — skórki i pachwiny wieprzowe + mięso wołowe podklasy Vb i tłuszcz miękki z szynki; emulsja 3 — mięso wołowe podklasy Vb i c (drobny łój). Składniki emulsji poddaje się obróbce termicznej (gotowanie lub sterylizowanie), a następnie studzi powietrzem do temperatury 18—22°C. Wystudzone składniki rozdrabnia się w wilku (Ø oczek siatki 3 mm) i miesza dokładnie, ręcznie lub w mieszarce, z gorącym wywarem z obróbki termicznej (temperatura mieszaniny 40—45°C). Następnie mieszaninę przepuszcza się dwukrotnie przez młynek koloidalny — pierwszy raz przy skali rozdrobnienia 3, drugi — 0. Po zakończeniu procesu emulgowania temperatura emulsji powinna wynosić 45—50°C. Emulsją napełnia się pojemniki produkcyjne (warstwa 7—10 cm) i schładza dla zestalenia w temperaturze 2—6°C przez 18—24 godzin lub mrozi (poniżej — 15°C). Zestalona emulsja powinna być użyta do produkcji kiełbas nie później niż w 72 godziny po zestaleniu. Emulsja mrożona może być przechowywana w temperaturze poniżej — 15°C do 2 miesięcy. Przed przekazaniem do produkcji należy ją odmrozić, umieszczając pojemniki w pomieszczeniu o temperaturze do 5°C na 12— 24 godzin. 181. Jak przygotowuje się przyprawy do produkcji? Przyprawy stosowane w postaci rozdrobnionej powinny być przed użyciem drobno zmielone i przesiane przez sito, przy czym części pozostające na sicie należy zemleć powtórnie. Czosnek świeży starannie obiera się, drobno sieka i rozciera w niewielkiej ilości soli. Cebulę po obraniu płucze się dokładnie w bieżącej wodzie i rozdrabnia, zgodnie ze szczegółowymi wymaganiami normy. Susz cebuli lub czosnku dodaje się do masy mięsnej po organoleptycznym sprawdzeniu jego jakości, postępując podobnie jak z warzywami świeżymi. Zamiast 1 kg cebuli świeżej daje się 0,15 kg suszu cebulowego. W przypadku braku pieprzu naturalnego dopuszcza się użycie do popularnych kiełbas i wędlin podrobowych podwójnej ilości pieprzu ziołowego. Kiełbasy: 182. Jak pekluje się mięso do produkcji kiełbas metodą tradycyjną? Do tradycyjnego peklowania mięsa drobnego na kiełbasy stosuje się mieszankę peklującą o składzie: 100 kg soli kuchennej warzonki i 3 kg saletry (azotanu sodowego) dokładnie wymieszanych ręcznie lub mechanicznie. W miejsce mieszanki soli i saletry, dodajemy taką samą ilość gotowej peklosoli. Mieszanka taka powinna być zużyta najpóźniej w 30 dni od chwili sporządzenia, przy czym na 100 kg mięsa daje się od 1,5 do 2,1 kg mieszanki. Do niektórych kiełbas, zgodnie z recepturą, jest dodawany cukier, który w takim przypadku powinien wchodzić w skład mieszanki. Mięso z rozbioru powinno być pokrojone na kawałki do 30 dkg (5—6 cm). Aby przyspieszyć proces peklowania można mięso, przeznaczone później do kutrowania, przepuścić przez szarpak, zaś mięsa pozostałe — przez szarpak lub siatkę o średnicy otworów zgodnej ze szczegółowymi wymaganiami schematu procesu produkcyjnego. Rozdrabniania mięsa świeżego w wilku można dokonywać po uprzednim dodaniu mieszanki peklującej. Mięso rozmrożone, pochodzące z rozbioru mrożonych tusz, półtusz i ćwierćtusz lub z mrożonych bloków, należy rozdrabniać w wilku w sposób wyżej opisany. Mieszanie mięsa z mieszanką peklującą powinno odbywać się w mieszarce lub bębnie do masowania nie krócej niż 3 minuty lub ręcznie (wanna lub stół) nie krócej niż 10 minut, w sposób zapewniający dokładne rozprowadzenie mieszanki. Tak przygotowane mięso układa się w pojemnikach lub naczyniach plastikowych (warstwą 20 cm). Powierzchnię mięsa należy ubić i wyrównać, zaś pojemniki z mięsem ustawić tak, aby zapewnić między nimi swobodny przepływ powietrza. Czas peklowania mięsa drobnego trwa z zasady od 24 do 36 godzin w temperaturze 4-60C. Mięso drobne: wieprzowe kl. IV, wołowe kl. IV, cielęce kl. III i baranie kl. III, nie może być peklowane dłużej niż 4 doby. 183. Jak pekluje się mięso wołowe ciepłe? Uzyskane z uboju mięso wołowe może być poddawane natychmiastowemu peklowaniu, z zastosowaniem wstępnego kutrowania. Najpierw upoważniony pracownik działu produkcji wędlin typuje odpowiedni żywiec, który zostaje szybko i sprawnie ubity oraz obrobiony, przy czym parujące mięso (po zbadaniu przez IW) zostaje niezwłocznie przekazane do rozbioru i wykrawania. Uzyskane mięso drobne bez kości dzieli się na partie zależne od pojemności misy kutra, każdą partię miesza się z mieszanką peklującą (2,1 kg na 100 kg mięsa), niezwłocznie rozdrabnia w wilku przez siatkę 3 mm i poddaje wstępnemu kutrowaniu ze stopniowym dodawaniem lodu w ilości 15% gdy mięso jest przeznaczone na wędliny podsuszane lub pieczone lub 50% — na wędliny nietrwałe parzone. Bezpośrednio z kutra masę mięsną układa się w czystych i wypłukanych zimną wodą naczyniach, warstwą o grubości do 8 cm, wygładzając powierzchnię. Każde naczynie oznacza się podając: datę kutrowania, rodzaj i klasę mięsa, ilość dodanego lodu w procentach, nazwisko kutrowego. Naczynia z mięsem umieszcza się w pomieszczeniach chłodzonych (4—8°C). Przekazanie do produkcji może nastąpić najwcześniej w 12 godzin od zakończenia kutrowania wstępnego, przy czym przy właściwym kutrowaniu należy uwzględnić ilość lodu (wody) dodanego do mięsa podczas wstępnego kutrowania. 184. Jak surowce do produkcji kiełbas pekluje się mieszanką azotynowo-azotanową? Do peklowania używa się mieszanki: sól kuchenna warzonka (NaCl) 100 kg, azotyn sodowy, tzw. nitryt (NaNO3) — 675 g, azotan sodowy — saletra (NaN03) — 450 g. Azotyn i azotan rozpuszcza się w 4 litrach wody pitnej i roztworem tym polewa się równomiernie sól kuchenną, w początkowej fazie mieszania mechanicznego (w mieszarce), które powinno trwać nie krócej niż 30 minut. Tak przygotowaną mieszankę można przechowywać najdłużej 1 miesiąc w warunkach określonych w pytaniu 38. Surowce mięsne wiążące, przeznaczone do produkcji kiełbas, umieszcza się w misie kutra i przy pierwszych jej obrotach posypuje równomiernie mieszanką peklującą (2,2 kg na 100 kg wsadu, nie licząc dodanej wody technologicznej). Przygotowany farsz dobrze jest odpowietrzyć w mieszarce próżniowej (700 mm Hg) przez 3 minuty (kiełbasy nietrwałe o dużym stopniu rozdrobnienia) lub 6 minut (pozostałe). Przy braku mieszarki próżniowej, bezpośrednio po posypaniu mieszanką peklującą, należy mięso oblać roztworem: 15 g askorbinianu lub izoaskorbinianu sodu w 250 g wody pitnej (temp. 25°C) na 100 kg wsadu. Dopuszczalne jest zastosowanie analogicznej ilości kwasu askorbinowego. Wodę użytą do przygotowania roztworu wlicza się do uprzednio dodanej wody technologicznej. Kształtowanie i utrwalanie barwy następuje w czasie obróbki cieplnej (osuszanie, wędzenie, parzenie, schładzanie; osadzanie pomija się). Omawiane peklowanie nosi także nazwę peklowania w toku produkcji. Przyspiesza ono znacznie proces produkcji kiełbas. 185. Na czym polega peklowanie wstępne surowców do produkcji kiełbas? Niekiedy, z uwagi na przerwy w produkcji lub ze względów organizacyjnych, zachodzi konieczność peklowania wstępnego. Surowce mięsne rozdrobnione mechanicznie lub ręcznie (kawałki o masie do 20 dkg) umieszcza się w mieszarce lub bębnie do masowania, przesypuje mieszanką azotynowo-azotanową (2,4 kg/100 kg surowca) i miesza co najmniej 3 minuty. Wymieszane mięso umieszcza się w metalowych pojemnikach, ubijając ściśle, w celu usunięcia powietrza i ustawia w pomieszczeniu chłodzonym (4—8°C). Do produkcji mięso można przekazać najwcześniej po 6, a najpóźniej po 48 godzinach od chwili wymieszania z mieszanką peklującą. Przy peklowaniu wstępnym surowców tłuszczowych daje się 1,9 kg mieszanki na 100 kg surowca. Czas i warunki peklowania jak przy mięsie. 186. Na jakie grupy można podzielić kiełbasy? W zależności od rodzaju użytego mięsa, kiełbasy dzieli się na: czysto wieprzowe, czysto wołowe, czysto cielęce, czysto baranie, jeśli deklarowany rodzaj mięsa stanowi całość wsadu, tj. 100%;wieprzowe, wołowe, cielęce, baranie, jeśli deklarowany surowiec mięsno- -tłuszczowy jednego rodzaju stanowi 75% wsadu;wieprzowo-wołowe, wołowo-wieprzowe, baranio-wieprzowe, wieprzowo-drobiowe, w których deklarowany na pierwszym miejscu rodzaj surowca przeważa w składzie wsadu mięsno-tłuszczowego;końskie i z dziczyzny, czyli kiełbasy, które zostały wyprodukowane z udziałem mięsa końskiego lub dziczyzny.Wyróżnia się grupę kiełbas wysoko wydajnych, a mianowicie: kiełbasy grubo rozdrobnione o wydajności powyżej 115%;kiełbasy średnio rozdrobnione o wydajności powyżej 120%;kiełbasy drobno rozdrobnione o wydajności powyżej 135%.Uwzględniając kryterium rozdrobnienia surowca, kiełbasy dzieli się na: homogenizowane, w których surowce mięsno-tłuszczowe poddano homogenizacji;drobno rozdrobnione, w których surowce mięsno-tłuszczowe rozdrobniono na cząstki o wielkości poniżej 5 mm;średnio rozdrobnione, w których surowce mięsno-tłuszczowe rozdrobniono na cząstki o wielkości 5-20 mm (w kiełbasach drobiowych 5-13 mm);grubo rozdrobnione, w których przeważającą część surowców mięsno-tłuszczowych rozdrobniono na cząstki o wielkości powyżej 20 mm (w kiełbasach drobiowych powyżej 13 mm).187. Jaka jest technika rozdrabniania mięsa do produkcji kiełbas? Rozdrabnianie mięsa i tłuszczu w produkcji kiełbas jest następną czynnością po peklowaniu. W polskim przemyśle mięsnym jest szeroko stosowane rozdrabnianie mechaniczne w wilkach, krajalnicach lub kutrach. Dla uzyskania wielkości kawałków mięsa określonej normą stosuje się w wilku noże o większej lub mniejszej liczbie skrzydeł oraz siatki z większymi lub mniejszymi oczkami. Jeżeli mięso jest rozdrabniane przed peklowaniem, dokonuje się tego przy zastosowaniu siatki wielkookiej, zwanej szarpakiem. Mięso lub tłuszcz rozdrabniane w wilku wsypuje się do misy załadunkowej, skąd za pomocą urządzenia podającego dostaje się do zespołu tnącego maszyny. Przy obsłudze wilka jest niedopuszczalne wpychanie ręką mięsa w otwór urządzenia podającego, gdyż może to spowodować zmiażdżenie palców pracownika. Mięso można popychać tylko za pomocą specjalnej łopatki lub kołka. Podczas rozdrabniania w wilku przyrost temperatury rozdrabnianego mięsa nie może być wyższy niż 3°C. Tłuszcz stosowany do produkcji kiełbas jest rozdrabniany przeważnie w krajalnicach, które nie zgniatają surowca (jak to występuje w wilku między ślimakiem podającym, a ścianą gardła maszyny). Surowiec wsypuje się do misy krajalnicy szybkotnącej i dopiero wtedy uruchamia maszynę. Podczas pracy krajalnicy nie wolno podkładać rąk pod pokrywę misy, w pobliże urządzenia tnącego, gdyż może to spowodować ciężkie okaleczenie. Tłuszcz w postaci regularnych sześcianów, wymaganych do niektórych asortymentów, otrzymuje się w wyniku pokrojenia w kostkownicy. Młynek koloidalny stosuje się do rozdrabniania mięsa, tłuszczów, części ścięgnistych tuszy, skórek i podrobów przeznaczonych na farsz mięsny, o rozdrobnieniu od nieforemnych kawałków wielkości 2—4 mm do półpłynnej, jednolitej masy, w zależności od ustawienia mechanizmu rozdrabniającego. Rozdrabnianie powinno być prowadzone z dodatkiem wody, w ilości nie mniejszej niż 40%. 188. Jaki jest cel i technika kutrowania mięsa? Zadaniem kutrowania jest uzyskanie odpowiednio nawodnionego, rozdrobnionego i wymieszanego farszu, który może stanowić podstawowy surowiec lub masę wiążącą (lepiszcze) w produkcji niektórych asortymentów wędlin i konserw. Struktura i konsystencja kiełbas (zwłaszcza parzonych) jest wtedy zadowalająca, kiedy woda własna mięsa oraz dodana będzie dobrze związana (również po sparzeniu), zaś zemulgowany tłuszcz wykazuje stabilność nawet podczas ogrzewania. Zależnie od posiadanych przez zakłady urządzeń mięso rozdrabnia się w wilku przez szarpak i podaje do kutra uniwersalnego, lub też rozdrabnia w wilku przez siatkę 3 mm, a następnie kutruje w kutrze zwykłym. W czasie kutrowania mięsa dodaje się rozdrobniony lód konsumpcyjny (najlepiej łuskowy) lub wodę pitną (o temp. do 8°C) w ilościach określonych (w stosunku do podstawowego wsadu surowców) w schemacie szczegółowym procesu produkcyjnego danego asortymentu. Lód lub wodę dodaje się małymi porcjami w miarę wchłaniania przez kutrowaną masę. Szczególnie wolno powinno przebiegać dodawanie ostatnich 10% całej ilości wody. Kutrowanie prowadzi się aż do całkowitego wchłonięcia wody i uzyskania przez kutrowaną masę należytej konsystencji i kleistości. Podczas kutrowania dodaje się przyprawy. Przyrost temperatury farszu w czasie kutrowania nie może przekroczyć 6°C. Kutrowanie mięsa z kazeinianem sodu (białkiem sojowym lub proszkiem jajowym) rozpoczyna się od mięsa chudego, z dodatkiem ok. 1/3 ilości wody (o temp. do 3°C) lub lodu, przewidzianych w szczegółowym schemacie procesu produkcyjnego oraz dodatkiem kwasu askorbinowego (o ile jest przewidziany w recepturze). Następnie wsypuje się małymi porcjami kazeinian sodu (białko sojowe, proszek jajowy), dodając stopniowo resztę wody. Po uzyskaniu jednolitej, dobrze związanej masy dodaje się przyprawy, tłuszcz i inne składniki i kutruje krótko, do otrzymania jednolitej masy. Do surowca rozdrabnianego w młynku koloidalnym dodaje się ok. 50% wody. Temperatura końcowa kutrowanej masy nie może być wyższa niż 15°C. W przypadku niestosowania kutrowania, przyprawy dodaje się w czasie mieszania. W warunkach domowej produkcji wędlin, kiedy nie dysponujemy kutrem, musimy radzić sobie inaczej. W tym wypadku kutrowanie zastąpi trzykrotne przepuszczenie mięsa przez maszynkę z siatką o jak najmniejszej średnicy oczek lub wykorzystanie dosyć mocnego blendera (mięso drobno kroimy lub drobno mielimy i miksujemy z dodatkiem zimnej wody). 189. Dlaczego mięso tłuste dodaje się przeważnie w końcowym etapie kutrowania? Mięso tłuste dodaje się pod koniec cyklu kutrowania, ponieważ etap tworzenia emulsji, do którego ten tłuszcz jest niezbędny, jest etapem późniejszym, występującym dopiero po uprzednim wyekstrahowaniu białek miofibrylarnych z mięsa chudego i ścięgnistego. Ponadto tłuszcz nie wymaga długiego czasu kutrowania. 190. Jak miesza się poszczególne składniki kiełbas? Przewidziane recepturą i rozdrobnione surowce na dany asortyment kiełbasy są następnie poddawane mieszaniu, którego celem jest jak najbardziej równomierne rozmieszczenie wszystkich składników w masie kiełbasy oraz uzyskanie odpowiedniego ich związania. Mieszać można ręcznie lub mechanicznie w mieszarkach wolno- lub szybkoobrotowych. W mieszarkach szybkoobrotowych wymieszanie całej masy trwa 10—15 minut, w wolnoobrotowych — dwukrotnie dłużej. W masie mięsnej wymieszanej w mieszarkach szybkoobrotowych łatwiej tworzą się większe ilości przestrzeni powietrznych i dlatego mieszarki takie są stosowane przeważnie w produkcji wędlin nietrwałych. Mieszanie w mieszarkach wolnoobrotowych jest stosowane głównie przy produkcji kiełbas trwałych i półtrwałych oraz kiełbas nietrwałych o niskich wydajnościach. Jeżeli mieszaniu poddaje się tylko składniki rozdrobnione w wilku, to w czasie mieszania dodaje się przyprawy przewidziane recepturą. Przy produkcji kiełbas gruborozdrobnionych jest wskazane mieszanie mięsa chudego nie kutrowanego w pierwszej kolejności, aż do osiągnięcia kleistości, a następnie dodanie pozostałych składników, i wymieszanie całości do otrzymania farszu o odpowiedniej konsystencji i kleistości. Jeżeli w czasie kutrowania masa mięsna nie wchłonęła całej przewidzianej ilości wody, to pozostałą jej ilość dodaje się podczas mieszania mięsa nie kutrowanego. Mieszanie prowadzi się aż do wchłonięcia wody i nabrania przez masę odpowiedniej kleistości i dopiero wtedy dodaje się masę kutrowaną i całość dokładnie miesza. 191. Na czym polega przygotowanie osłonek do napełnienia? Osłonki naturalne konserwowane solą kuchenną, zanim zostaną przekazane do napełnienia masą mięsną, opłukuje się z soli i moczy (2—4 godziny, zaś cienkie baranie ok. 15 minut) dla przywrócenia elastyczności ścianek oraz usunięcia nadmiaru soli. Następnie przelewa się je czystą, ciepłą wodą (ok. 30°C), aby wypłukać ścianki i sprawdzić czy osłonki nie wykazują zanieczyszczeń lub uszkodzeń. Osłonki dziurawe i pozacinane przecina się w miejscu uszkodzenia. Osłonki z jelit grubych wieprzowych, krzyżówek, kątnic i żołądków wieprzowych, a także wszystkie osłonki z jelit bydlęcych sprawdza się na obecność resztek tłuszczu i zanieczyszczeń, które usuwa się po wywróceniu osłonek stroną wewnętrzną na zewnątrz. Kiełbaśnice i wiankowe przekazuje się do napełniania w całości. Środkowe bydlęce, krzyżówki wieprzowe, osłonki z jelit grubych i kątnice wszelkich rodzajów należy pociąć na odcinki odpowiedniej długości i w jednym końcu zawiązać przędzą, sporządzając równocześnie pętelkę do zawieszania (długości 10—12 cm). Odcinki osłonek z jelit wieprzowych grubych zamiast wiązania mogą być w jednym końcu spięte szpilką drewnianą, drugi koniec zamyka się taką samą szpilką po napełnieniu. Osłonki suszone (pęcherze, przełyki, błony z sadła i kątnic, osierdzia, krzyżówki bydlęce) moczy się krótko, przelewa wewnątrz ciepłą (ok. 30°C) wodą i sprawdza uszkodzenia. Pęcherz odwraca się stroną wewnętrzną na zewnątrz. Osłonki sztuczne sprawdza się przed użyciem, tnie na odcinki odpowiedniej długości, jeden koniec zawiązuje przędzą i robi na nim pętelkę. Następnie osłonki białkowe moczy się przez ok. 10 minut w wodzie, zaś pozostałe tylko opłukuje ciepłą wodą, bezpośrednio przed napełnieniem. Końce osłonek celofanowych krajowych, w odcinkach krótkich, wiąże się na sucho. Niedopuszczalne jest zwilżanie końców dla ułatwienia wiązania, gdyż osłabia to samą osłonkę. Bezpośrednio przed napełnieniem osłonki te zanurza się w wodzie (ok. 30°C) na ok. 2 minuty, aby równomiernie nasiąkły wodą i nie pochłaniały wilgoci z masy mięsnej, gdyż powoduje to rozszerzanie się osłonek w czasie dalszego procesu napełniania i w wyniku daje produkt gotowy, w którym osłonka odstaje od masy mięsnej lub jest nadmiernie pomarszczona. Osłonki moczy się małymi partiami i natychmiast napełnia. 192. Jak napełnia się osłonki masą mięsną? Wymieszaną masę mięsną nakłada się do nadziewarek ręcznie, robiąc z niej bryły (ok. 1—6 kg – zależnie od średnicy cylindra nadziewarki), wrzucane następnie z siłą do cylindra maszyny. Ma to na celu eliminowanie powstawania w masie mięsnej przestrzeni powietrznych, które pogarszają trwałość produktu. Każdą nową warstwę masy mięsnej w zbiorniku nadziewarki należy ugnieść rękami, wyrównując jej powierzchnię. Po napełnieniu zbiornika przyśrubowuje się pokrywę i lekkim naciśnięciem pedału sterującego sprawdza prawidłowość tłoczenia, lub po wstawieniu cylindra do ramy, korbą dokonuje się napełnienia lejka, aż do powstania tzw. „grzybka”. Przed nałożeniem osłonek na lejek nadziewarki, usuwa się z nich resztki wody, przeciągając osłonkę między palcami. Stopień wypełnienia osłonek masą mięsną zależy od produkowanego asortymentu i wytrzymałości osłonki. Rozróżnia się wypełnienie: bardzo ścisłe, ścisłe, dość ścisłe i dość luźne. Przy produkcji kiełbas, do których używa się osłonek pociętych na odcinki, napełnia się je ściśle, dociskając jeszcze masę mięsną (np. kiełbasa krakowska parzona, szynkowa) w czasie wiązania końców osłonki. Przy produkcji kiełbas trwałych osłonki wypełnia się bardzo ściśle, aż do granic wytrzymałości. Przy produkcji kiełbas odkręcanych osłonki napełnia się ściśle lub dość ściśle tak, aby podczas odkręcania osłonka nie pękła. Masa mięsna musi jednak wypełniać osłonkę całkowicie, bez pozostawienia w jej wnętrzu jakichkolwiek wolnych przestrzeni. Stopień wypełnienia osłonki dla każdego asortymentu kiełbas jest określony obowiązującą normą. Do napełniania osłonek farszem peklowanym mieszanką azotynowo-azotanową zaleca się stosowanie napełniarek próżniowych. Po napełnieniu zawiązuje się końce osłonek przędzą lub spina drewnianymi szpilkami. Przy napełnianiu osłonek wiankowych (bydlęce cienkie) okręgi formuje się odpowiednio do naturalnego skrętu osłonki. Puste końce osłonek po zawiązaniu nie mogą być dłuższe niż: przy osłonkach naturalnych 1 cm, sztucznych i białkowych — 1,5 cm, innych sztucznych — 2 cm. Kiełbasy o większej masie, np. mortadelę, w celu zabezpieczenia przed urwaniem się z pętelki po zawieszeniu na kiju wędzarniczym i przed pęknięciem osłonki w czasie obróbki cieplnej, sznuruje się grubą przędzą raz lub dwa razy wzdłuż oraz w poprzek co 4—5 cm. Po napełnieniu osłonki naturalne, sztuczne białkowe oraz celofanowe włókniste nakłuwa się cienką igłą, w celu usunięcia powietrza zawartego pod osłonką. 193. Jak przeprowadza się osadzanie, osuszanie powierzchni i dojrzewanie kiełbas przed obróbką cieplną? Po napełnieniu osłonek masą mięsną, a przed przekazaniem do wędzarni, rozwiesza się kiełbasy na kijach wędzarniczych, dobierając na jeden kij i wózek sztuki o możliwie jednakowej średnicy i długości, a następnie przekazuje do osadzalni. W czasie osadzania następuje zmacerowanie się składników mięsnych oraz wchłonięcie, wraz z dodaną w czasie kutrowania wodą, aromatu przypraw. Poza tym mięso w osłonce osadza się (ścieśnia), wskutek czego następuje zmniejszenie otworów powietrznych powstałych w masie mięsnej w czasie napełniania osłonek. W dalszym ciągu osadzania następuje dalsze peklowanie masy mięsnej przez ocieknięcie i osuszenie powierzchni kiełbas. Kiełbasy powinny być rozwieszone w taki sposób, aby w czasie osadzania nie stykały się ze sobą. Jest to ważne, ponieważ w miejscach styku batony zlepiają się, powodując później w czasie wędzenia powstawanie tzw. styków wędzarniczych (miejsc, do których nie dotarł dym) pogarszających jakość produktu, obniżających jego trwałość, a nawet mogących doprowadzić do jego dyskwalifikacji. Kiełbasy wędzone surowe osadza się w pomieszczeniach chłodzonych (2—4°C, wilgotność względna ok. 85%) przez 1—4 dni, aż wszystkie składniki będą wyraźnie widoczne przez osuszoną osłonkę batonu. Pozostałe kiełbasy osadza się w pomieszczeniach o intensywnym ruchu powietrza (w temp. 20—30°C) od 20 minut do 2 godzin, zależnie od asortymentu. Kiełbas, w których produkcji zastosowano peklowanie mieszanką azotynowo-azotanową nie poddaje się osadzaniu, lecz przekazuje bezpośrednio po napełnieniu osłonek do wędzenia. 194. Jakie metody obróbki termicznej wyróżnia się w produkcji kiełbas? W produkcji kiełbas występują następujące metody obróbki termicznej kiełbas: wędzenie zimne;wędzenie ciepłe;wędzenie gorące;parzenie;pieczenie;podsuszanie;suszenie.195. Jak wędzi się kiełbasy? Do wędzenia kiełbas mają zastosowanie wszystkie omówione wcześniej techniki wędzarnicze. Wędzenie zimne stosuje się przede wszystkim do kiełbas trwałych, półtrwałych i nietrwałych surowych wędzonych, a także kiełbas półtrwałych parzonych lub pieczonych. W czasie wędzenia tą metodą poszczególne asortymenty tracą od 5 do 20% masy. Wędzenie ciepłe stosuje się do niektórych kiełbas półtrwałych, które tracą w procesie od 2 do 10% masy początkowej. Wędzenie gorące jest stosowane w procesie produkcji kiełbas nietrwałych parzonych oraz kiełbas trwałych i półtrwałych parzonych, a następnie powtórnie wędzonych. W czasie wędzenia dymem gorącym kiełbasy tracą od 5 do 12% masy początkowej. Wędzenie z równoczesnym pieczeniem znajduje zastosowanie w procesie produkcji kiełbas trwałych i półtrwałych pieczonych, które w czasie tego procesu tracą 15—20% masy. Szczegółowe warunki wędzenia dla każdej kiełbasy określa odpowiednia norma czynnościowa. Kiełbasy uwędzone zgodnie ze szczegółowymi wymaganiami normy poddaje się obróbce cieplnej lub innym operacjom przewidzianym dla danego asortymentu. 196. Na czym polega obróbka cieplna kiełbas? Bezpośrednio po zakończeniu wędzenia kiełbasy poddaje się obróbce cieplnej w postaci parzenia w wodzie, parze lub gorącym powietrzu, o ile szczegółowe wymagania normy czynnościowej nie są inne. Przy parzeniu w kotłach otwartych, kiełbasy na kijach wędzarniczych, na których były wędzone i których długość jest dostosowana do szerokości kotła parzelniczego, układa się w kotle i nakrywa z wierzchu drewnianą kratką, utrzymującą kiełbasy całkowicie zanurzone w wodzie. Ilość wody w kotle nie powinna przekraczać dwukrotnej masy parzonych kiełbas. Kiełbasy wprowadza się do komór parzelnych wraz z wózkami, na których były wędzone. Kiełbasy parzy się w temperaturze 72—75°C przez czas określony szczegółowymi wymaganiami normy czynnościowej, do uzyskania wewnątrz batonu temperatury 68—70°C. Wyjątek stanowią: parówki parzone w temperaturze 60—65°C przez ok. 10 minut, serdelki w temperaturze 70—72°C przez 20—35 minut oraz kiełbasy w osłonkach celofanowych parzone w temperaturze 67—70°C. 197. Jak studzi się kiełbasy? Kiełbasy wędzone surowe, pieczone, wszystkie parzone i wędzone powtórnie dymem zimnym po uwędzeniu studzi się powietrzem w pomieszczeniach z dobrą wentylacją, o temperaturze 8—12°C oraz wilgotności względnej 85—90%. Kiełbasy w osłonkach wiskozowych studzi się wyłącznie powietrzem. Kiełbasy parzone studzi się pod prysznicem lub zanurzając je w zbiornikach z zimną wodą o temperaturze ok. 15°C na 5 minut, następnie zaś powietrzem o temperaturze 8—12°C przez 2—10 godzin, aż do osiągnięcia temperatury 12°C. W przypadku braku odpowiednich pomieszczeń chłodzonych jest dopuszczalne chłodzenie w temperaturze otoczenia, jednak do temperatury nie wyższej niż 18°C. Końcowa temperatura studzenia jest określona dla każdego asortymentu w wymaganiach szczegółowych schematu procesu produkcji. Jest wskazane w czasie studzenia lub po ostudzeniu kiełbas nietrwałych w osłonkach naturalnych opylić je strumieniem żywej pary lub oblać wrzątkiem, co prowadzi do wyrównania się powierzchni osłonki kiełbasy i polepszenia jej wyglądu zewnętrznego. Podczas studzenia powietrzem kiełbasy powinny być rozwieszone w taki sposób, aby nie stykały się ze sobą, ani z żadnymi przedmiotami, tak aby był zapewniony swobodny przepływ powietrza między nimi. 198. Jak powinno przebiegać podsuszanie i suszenie kiełbas? Podsuszanie i suszenie kiełbas przeprowadza się w pomieszczeniach o temperaturze 10—18°C, wilgotności względnej ok. 85%, dobrym ruchu i wymianie powietrza. Zawieszenie kiełbas powinno zabezpieczać przed stykaniem się batonów, dotykaniem ścian i posadzki, a także zapewniać swobodny przepływ powietrza. Dla uniknięcia opleśnienia kiełbas w czasie suszenia dobre wyniki daje okresowe wprowadzanie do suszarni niewielkich ilości zimnego dymu (np. odlotowego z wędzarń). Wędliny suszone i podsuszane o okresie suszenia trwającym ponad 1 dobę są przeważnie obejmowane programowaniem wydajności i podstawowego składu chemicznego. 199. Jakie czynności obejmuje wykańczanie kiełbas? Po wykonaniu tych zabiegów usuwa się z batonów ewentualne zanieczyszczenia, odcina końce osłonek, złamane batony zakańcza gładkim cięciem, odpowiednio rozdziela kiełbasy występujące zgodnie z normą w parkach oraz sprawdza czy poszczególne asortymenty odpowiadają wymaganiom organoleptycznym i fizycznym obowiązującej normy. 200. Od czego zależy wodochłonność mięsa? Wodochłonność to zdolność wiązania przez mięso wody własnej i dodanej. Zależy ona od wielu czynników, z których najważniejsze to: stopień rozdrobnienia mięsa (liczba dostępnych grup hydrofilowych białek);poziom pH mięsa;stopień zasolenia;skład chemiczny mięsa;temperatura;sposób postępowania z mięsem (np. zamrażanie, rozmrażanie). 201.Jakie są wady i zalety stosowania tzw. „mięsa ciepłego" (bezpośrednio po uboju, bez wychładzania poubojowego) w produkcji kiełbas? Zaletami stosowania „mięsa ciepłego" w produkcji kiełbas są: bardzo duża wodochłonność mięsa, umożliwiająca znaczny wzrost wydajności produktu;oszczędność energii (nie ma kosztów wychładzania);zmniejszenie powierzchni chłodniczej w zakładzie;znaczne przyspieszenie cyklów produkcyjnych.Do wad stosowania „mięsa ciepłego" w produkcji kiełbas należy zaliczyć: konieczność doskonałej organizacji pracy na linii ubój-rozbiór-wykrawanie;konieczność kontrolowania czasu od chwili uboju zwierzęcia do etapu peklowania mięsa włącznie (tzn. przed wystąpieniem stężenia pośmiertnego).202. Jaki jest skład surowcowy kiełbasy krakowskiej suchej i jak przebiega proces jej produkcji? Skład surowcowy oraz etapy procesu produkcyjnego kiełbasy krakowskiej suchej podano schematycznie na rysunku: 203. Jaki jest skład surowcowy parówek i z jakich etapów składa się proces ich produkcji? Podstawowy skład surowcowy parówek jest następujący (na 100 kg surowca): wieprzowina kl. I - 20 kg (15-25 kg)*wieprzowina kl. III - 20 kg (15-25 kg)wołowina kl. I (lub cielęcina kl. II) - 30 kg (25)podgardle skórowane - 30 kg (35). *- w nawiasach podano dopuszczalne granice wahania w składzie surowcowym parówek, Proces produkcyjny przedstawiono schematycznie na rysunku: 204. Jak przebiega produkcja kiełbas i wyrobów wędliniarskich z mięsa końskiego? Trwale: salami, kiełbasa belgijska, kiełbasa tatarska. Półtrwale: kiełbasa turystyczna, wyborowa pieczona, kabanosy pieczone, metka, polędwica - antrykot; górska luksusowa, pieczona; gorzowska wysokogatunkowa, pieczona. Nietrwałe: kiełbasa zwyczajna, kiszka kaszana jęczmienna, kiełbasa serdelowa, kiełbasa popularna i kiszka kaszana jęczmienna, kiszka wątrobiana. Przetwory tej grupy produkowane są z mięsa końskiego z dodatkiem tłuszczu wieprzowego i z niektórych innych rodzajów mięsa. Jako surowca używa się mięso nadające się do spożycia (dowolny stopień utuczenia) ostudzone, wychłodzone, mrożony i solone. Do produkcji niektórych gatunków kiełbas używane są również produkty uboczne. Ze względu na to, że konie przeznaczone są na ubój najczęściej wówczas, gdy nie nadają się już do pracy (choroby, urazy, złamania nogi, wiek itd.), mięso końskie powinno być specjalnie dokładnie badane przez służbę weterynaryjną. W ogólnych zarysach proces produkcyjny jest taki sam, jak odpowiednich zwykłych przetworów mięsnych; mięso końskie traktowane jest, jak mięso wołowe z tym, że tłuszcz koński powinien być bardzo starannie usuwany (niska topliwość). Jako składnik tłuszczowy używany jest twardy tłuszcz wieprzowy, mielony albo w kostkach (przy produkcji kiszek tłuszcz wieprzowy kotłowy). W większości składnikiem lepszych produktów jest mięso wieprzowe. Charakterystyczną cechą kiełbas z mięsa końskiego jest stosunkowo duży dodatek przypraw. Duże znaczenie w procesie produkcyjnym, kiedy mięso końskie kutruje się, jest dokładne usunięcie tłuszczu z mięsa podczas przygotowywania go do produkcji. Przekutrowanie mięsa końskiego, niedokładnie odtłuszczonego, wywołuje w następstwie porowató§ć produktu gotowego na przekroju, pociągając za sobą skrócenie okresu trwałości. Należy uważać, aby podczas kutrowania mięsa końskiego na misie kutra nie osiadł tłuszcz. Po przepeklowaniu i po rozdrobnieniu nie należy mieszać mięsa wieprzowego i końskiego na kutrze, gdyż przy mieszaniu farszu składającego się z mięsa końskiego i wieprzowego (bez słoniny) nie wolno dodawać wody, a kutrowanie bez wody może spowodować częściowe ścięcie się białka mięsnego. Mieszanie najlepiej przeprowadzać ręcznie, w wannie, bez rozcierania, lecz za pomocą tzw. boksowania. Ponieważ mięso końskie zawiera duży procent wilgoci, wędliny z mięsa końskiego są mniej trwałe od wędlin zwykłych. Wyjątek stanowią kiełbasy pieczone o większej zawartości tłuszczu wieprzowego, półtrwałe — gorzowska i turystyczna oraz kiełbasa trwała — belgijska — sucha. Pozostałe wędliny są to przetwory nietrwałe, podobnie jak wyroby wędliniarskie, o których nietrwałości decyduje znaczna (do 70%) zawartość wilgoci. Wędliny końskie odpowiadają na ogół cechom jakościowym wędlin zwykłych z tym, że przekrój ich jest ciemniejszy o odcieniu zbliżonym do buraczanego. Przyprawianie ich jest bardziej ostre ze względu na charakterystyczny dla koniny słodkawy posmak. 205. Czy mięso królicze nadaje się na wyroby masarskie? Produkcja wędlin z mięsa króliczego, jak wspominaliśmy już o tym, została dopiero zapoczątkowana. W sprzedaży, jak dotąd, znajdują się na razie parówki i pasztet z mięsa króliczego. Produkcja innych rodzajów wędlin znajduje się w okresie prób. W innych krajach wędliny z mięsa króliczego dawno już cieszą się dużym popytem. Wyrabiane są tam bardzo popularne następujące rodzaje kiełbas: a) amatorska, b) wyborowa, c) turystyczna i d) wątrobiana. Poniżej podajemy skład surowca oraz sposób produkcji tych kiełbas. Sposób produkcji: Tuszki świeżych niesolonych królików po starannym opłukaniu w zimnej wodzie gotuje się w temp. 90 do 100°C w ciągu 2 do 3 godz. — do czasu, aż tkanka mięsna zupełnie łatwo da się oddzielić od kości. W przypadku użycia mięsa solonego należy je przed gotowaniem wymoczyć w wodzie bieżącej w ciągu 6 do 12 godzin. Po ugotowaniu mięso ochładza się w temp. 10 do 20°C a następnie rozdrabnia się — siatka 2 mm. Dla kiełbasy wątrobianej dobiera się mięso policzkowe o zawartości najmniej 50% tłuszczu. Wątroba musi być uprzednio wymoczona w zimnej wodzie w ciągu 2 do 3 godzin, oczyszczona z błon i przewodów żółciowych. Po pocięciu na kawałki o grubości 3 do 12 cm obgotowuje się w ciągu 15 do 20 minut w wodzie gorącej w temp. 95 do 100°C, a następnie ochładza się do 10 — 12°C. Z mięsa policzkowego oddziela się skórę i gruczoły, kraje się na kawałki i obgotowuje się. Obgotowane mięso i wątrobę przepuszcza się przez wilka, następnie przez kuter (dodając przy tym przyprawy), po czym otrzymanym farszem napełnia się osłonki. Gotowe kiełbasy parzy się w wodzie o temp. 75 — 80°C w ciągu 30 do 40 minut i ochładza się. Kiełbasa turystyczna podlega wędzeniu. Kiełbasy z mięsa króliczego (z wyjątkiem turystycznej) przechowuje się w pomieszczeniach chłodzonych (+4°) najwyżej 3 doby.