Maxell
-
Postów
46 214 -
Dołączył
-
Ostatnia wizyta
-
Wygrane w rankingu
180
Typ zawartości
Profile
Forum
Wydarzenia
Mapa użytkowników
Sklep
Giełda
Treść opublikowana przez Maxell
-
Tradycja III. Obróbka jelit. 1952 r.
Maxell odpowiedział(a) na Maxell temat w Polska tradycja masarska
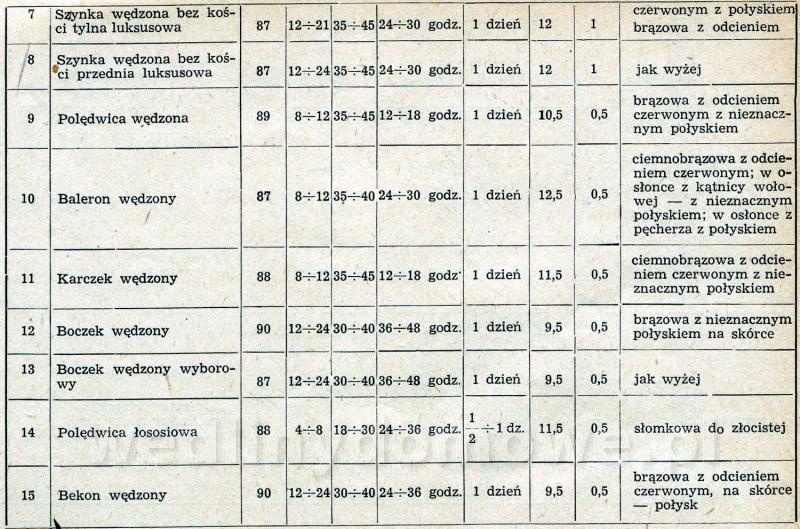
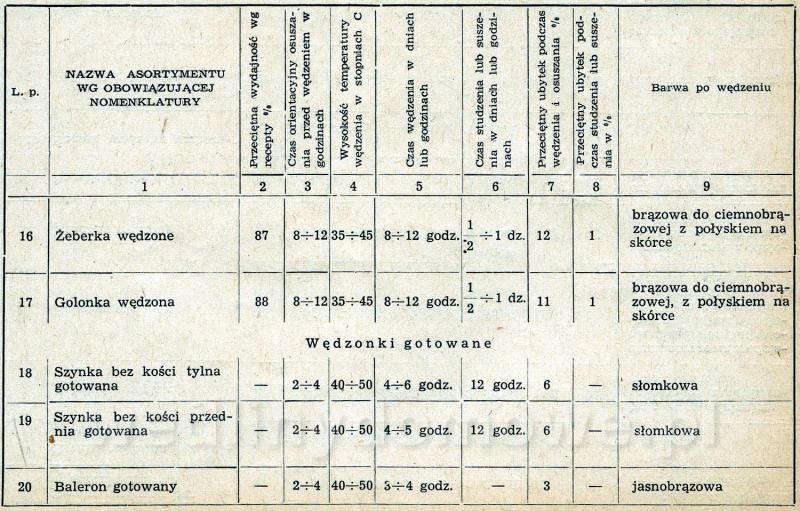
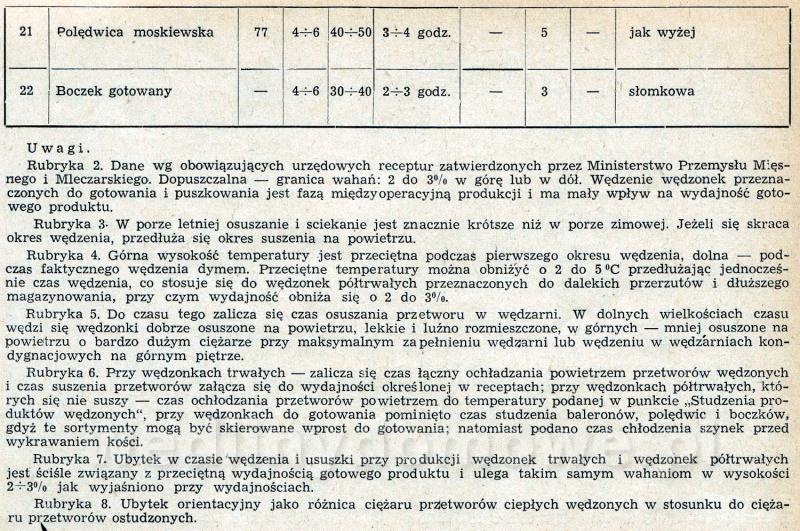
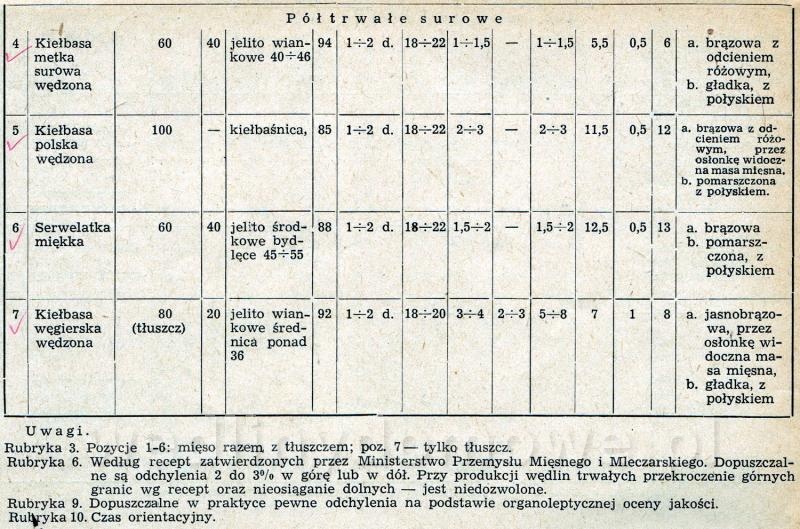
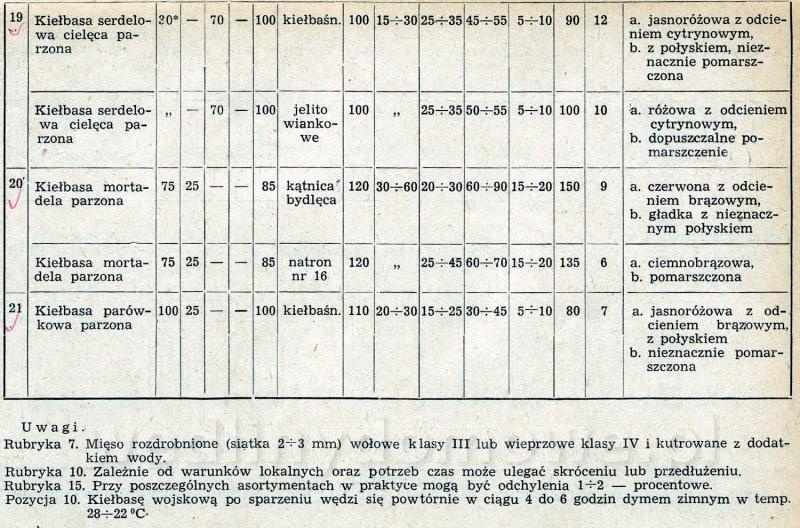
Komplety jelit baranich po wyjęciu z tuszy zwierzęcia poddaje się badaniu weterynaryjnemu i następnie przewozi do szlamiarni w celu podziału jelit na części i poddania obróbce. 1. Watlongi Opuszczanie. Opuszczanie watlongów odbywa się ręcznie bez użycia noża z dwóch końców jednocześnie: od strony żołądka i kątniczki. W tym celu kładzie się wyjęty w całości z tuszy zwierzęcia komplet jelit na stole szlamiarskim w ten sposób, żeby jelita cienkie zwisały z krawędzi stołu i przytrzymując jedną ręką otoczkę, drugą ręką ściąga się obydwa końce jelita cienkiego w dół, składając je jednocześnie do cebrzyka lub wanny. Aby uniknąć dziurawienia (naddzierania) ścianek jelita, czynność tę powinien wykonywać wykwalifikowany pracownik mający wprawę, najlepiej stale ten sam. Oczyszczanie z tłuszczu i treści pokarmowej. Jelito po opuszczeniu trzeba dokładnie oczyścić z tłuszczu, gdyż wszelkie resztki łoju baraniego, pozostawione na jelicie po zastygnięciu, z trudnością dają się usuwać później przy szlamowaniu. Oczyszczania jelit z treści dokonuje się przez przeciąganie ich w palcach ręki od środka w kierunku obu ich końców. Po opróżnieniu z treści należy j elito obowiązkowo przepłukać (przelać) ciepłą wodą. Maceracja. Jeżeli jelita mają być wykorzystane przy wyrobie wędlin, to zwija się je kompletami w motki (z każdego zwierzęcia oddzielny motek), układa do beczki na okres 24 godzin i zalewa wodą w celu przefermentowania błon śluzowych, co ułatwia później szlamowanie. Odmiennie należy postępować, gdy surowiec ma być użyty do wyrobu nici chirurgicznych (catgut). Produkcja catgutu wymaga, żeby jelito było jak najszybciej oszlamowane, gdyż przy dłuższej fermentacji błona podśluzowa i mięśniowa zostają zakażone przez bakterie. Wskutek tego produkowane nici wymagają dłuższego wyjaławiania, a to powoduje zmniejszenie mocy gotowego produktu. Ponieważ jednak jelita baranie w stanie zupełnie świeżym źle się szlamują, konieczne jest poddawanie ich przed szlamowaniem fermentacji przez zalanie ciepłą wodą w beczce lub basenie na okres 8 godzin. Szlamowanie. Szlamowanie jelit baranich odbywa się w zasadzie ręcznie (może być ostatecznie wykonywane przy użyciu tych samych maszyn, których używa się do jelit cienkich wieprzowych) za pomocą szlamulca na desce z twardego drewna, najlepiej bukowego, o wymiarach 1,5 m X 0,4 m, grubości 5-=-6 cm, z podłożoną pod jednym końcem listwą wysokości około 15 cm (aby uzyskać pochyłą powierzchnię). Jelit baranich do szlamowania nie wywraca się błoną śluzową na zewnątrz. Deskę ustawia się na stole, przystawiając do niej beczkę z ciepłą wodą, końce jelita wkłada się do beczki, środek zaś kładzie na desce. Następnie, trzymając w prawej ręce szlamulec a w lewej jelito, przesuwa się szlamulcem po jelicie oczyszczając w ten sposób z błony surowiczej (futrówki) i śluzowej. Kąt ustawienia szlamulca do płaszczyzny deski powinien być taki sam jak przy szlamowaniu kiełbaśnic. Szlamuje się w zasadzie każdy sznur jelita oddzielnie, a nie po kilka na raz. Jelita po oszlamowaniu wkłada się do beczki z zimną wodą w celu wychłodzenia. Po wychłodzeniu jelita przekazuje się do kalibrowania, a tam gdzie jelit się nie kalibruje — do pączkowania i solenia. Jelita czyste, bez plam i pryszczyków, oczyszczone bez zarzutu ze śluzu, o barwie jasnej, szarej lub białej, zapachu właściwym świeżo solonym kiszkom, o mocnych ściankach bez dziur, w odcinkach nie krótszych niż 2 metry, o kalibrze od 18 do 24 mm — nadają się na nici chirurgiczne. Jelita z plamami i pryszczykami (ropne pryszczyki są niedopuszczalne), o barwie ciemnoszarej, zapachu właściwym, o niewielkich otworkach (,,szprycerach") w odległości niemniejszej niż 1 m jeden od drugiego, zalicza się do drugiego gatunku i przeznacza do celów wędliniarskich, dopuszczając odcinki już od 25 cm. Metrowanie. Do mierzenia jelit baranich używa się nawijacza w kształcie litery „U" z drewna lub twardej gumy. Każdy pęczek liczący 20 m wiąże się końcem jelita przez kilkakrotne nawijanie i zasala; po ocieknięciu związuje się sznurkiem po 5 pęczków razem. Obróbka jelit baranich należy do galanteryjnych prac szlamiarskich i może być wykonywana tylko przez wykwalifikowanych specjalistów - szlamiarzy. Ze względu na wymaganą zręczność i delikatność przy obróbce (watlongi bardzo łatwo jest uszkodzić w czasie oczyszczania) do ręcznego szlamowania jelit cienkich baranich doskonale nadają się wyspecjalizowane pracownice. 2. Jelita środkowe baranie (krążki) Po opuszczeniu jelita cienkiego dalszy rozbiór kompletu jelit baranich odbywa się w taki sam sposób jak kompletu jelit bydlęcych. Najpierw oddziela się kątniczkę, potem jelito grube oddziela się od otoczki tłuszczowej i dzieli się na krążek i krzyżówkę. Ze względu na twardość treści pokarmowej, przy opróżnianiu jelit środkowych baranich należy koniecznie pomagać sobie przez przelewanie ciepłą wodą. Szlamowania tego surowca jeliciarskiego dokonuje się ręcznie w ten sam sposób jak jelit bydlęcych. Ze względu na niewielkie zainteresowanie środkowymi jelitami baranimi, zbiórkę ich przeprowadza się tylko na zapotrzebowanie. Wyszlamowane jelito chłodzi się, wiąże w 10-metrowe pęczki i konserwuje zwykłą solą używaną do konserwacji kiszek. 3. Kątniczki baranie Po oddzieleniu od jelita środkowego kątniczki baranie opróżnia się z zawartości przez wyciskanie rękami i przelewanie ciepłą wodą. Kątniczki opróżnione z treści oczyszcza się z tłuszczu (kaszluje). Kaszlowanie kątniczek baranich odbywa się w taki sam sposób jak kątnic bydlęcych. Okaszlowane kątniczki wywraca się wewnętrzną stroną na zewnątrz ręcznie za pomocą ciepłej wody. Wywrócone kątniczki oczyszcza się z błony śluzowej ręcznie szlamulcem. Szlamowanie ręczne przeprowadza się w ten sam sposób jak szlamowanie kątnic bydlęcych. Po oczyszczeniu kątniczki chłodzi się w basenie lub kadzi z zimną wodą, wiąże w pęczki po 10 sztuk i konserwuje zwykłą solą używaną do konserwacji kiszek. Wymagania jakościowe. Kątniczki baranie przeznaczone na osłonki do wędlin muszą mieć mocne ścianki, bez gnilnej woni, o kolorze białoróżowym, szarawym, szarym, w ostateczności - ciemnym, bez ropnych pryszczyków, należycie oczyszczone z błon i tłuszczu. Dopuszcza się niewielkie resztki tłuszczu i błon śluzowych oraz najwyżej 4 dziurawe kątniczki w pęczku. 4. Krzyżówki baranie Krzyżówki baranie po odcięciu od jelita środkowego oczyszcza się z zawartości przez przemycie ciepłą wodą i wyciśnięcie ręką, kaszluje się z resztek tłuszczu, wywraca błoną śluzową na zewnątrz i szlamuje ręcznie za pomocą szlamulca podobnie jak krzyżówki bydlęce. Po oczyszczeniu krzyżówki baranie chłodzi się w zimnej wodzie, wiąże w pęczki po 10 sztuk i konserwuje półziarnistą białą solą. Wymagania jakościowe. Krzyżówki baranie przeznaczone do potrzeb wędliniarskich muszą mieć odpowiednio mocne ścianki, zapach właściwy, kolor biały, różowy, szary, w ostateczności — ciemny oraz mogą posiadać resztki błon tłuszczowych i śluzu. W pęczku mogą być najwyżej 3 sztuki dziurawe. e. Jelita kozie Całokształt czynności związanych z obróbką jelit kozich jest identyczny z czynnościami przy obróbce jelit baranich. f. Jelita końskie Dla potrzeb wędliniarskich wykorzystuje się od koni tylko jelita cienkie oraz pęcherze i przełyki. Komplety końskie, tak samo jak komplety jelit bydlęcych, podlegają badaniu weterynaryjnemu po wyjęciu z tuszy, po czym dopiero poddawane są dalszej obróbce. Opuszczanie i opróżnianie z treści cienkich jelit końskich odbywa się podobnie jak cienkich jelit bydlęcych. Jelito opróżnione z .treści oczyszcza się z tłuszczu i żył, wywraca za pomocą wody błoną śluzową na zewnątrz, przeciąga ręcznie szlamulcem, przemywając je jednocześnie ciepłą wodą, następnie chłodzi w zimnej wodzie. Jelito po wychłodzeniu powinno podlegać sortowaniu, a tam gdzie jelit końskich się nie kalibruje, należy je ułożyć w 10-metrowe pęczki i zasolić. W niektórych szlamiarniach cienkie jelita końskie po oczyszczeniu ze śluzu wywraca się po raz drugi, ponieważ zewnętrzna powierzchnia jelit ma ładniejszy wygląd. Cienkie jelita końskie stanowią poszukiwany na rynkach zagranicznych surowiec, używany jako osłonki przy wyrobie salami. Dlatego były one zawsze cennym i doskonałym artykułem eksportowym. Używanie cienkich jelit końskich przy produkcji wędlin krajowych nie jest ekonomiczne, ponieważ za wyeksportowany koński surowiec jeliciarski sprowadzić można dużo więcej osłonek bardziej odpowiednich do produkowanych u nas gatunków wędlin. W poszczególnych rzeźniach ubój koni, a tym samym i zbiórka jelit końskich jest stosunkowo niewielka. Chcąc więc utrzymać opłacalność obróbki i jednocześnie zachować właściwy poziom prac wymagany przy oczyszczaniu towaru eksportowego, najlepiej byłoby końskie jelita cienkie po zebraniu obrabiać tylko częściowo, mianowicie opróżniać z treści, oczyszczać z błon i tłuszczu, przemywać ciepłą wodą i wiązać kompletami z każdego zwierzęcia w jeden pęczek, wreszcie zasalać i składać do drewnianych beczek. Właściwa zaś obróbka powinna się odbywać w jednej z wytypowanych do tego celu szlamiarni. W takiej szlamiarni obróbkę, kalibrowanie, pęczkowanie i pakowanie cienkich jelit końskich łatwo byłoby przeprowadzić według jednolitych zasad z uwzględnieniem wymagań zagranicznego odbiorcy. Wymienione czynności powinien wykonywać wysoko kwalifikowany specjalista. Można również wykorzystywać do potrzeb wędliniarskich przełyki i pęcherze końskie. Zbiórka ich i obróbka mają przebieg taki sam jak czynności przy przełykach i pęcherzach bydlęcych. g. Jelita cielęce Jelita cielęce mają ograniczone zastosowanie. Na osłonki do niektórych wędlin nadają się tylko kątniczki i pęcherze cielęce. Reszta kiszek nosi nazwę „kreski" i przeznacza się je do bezpośredniej konsumpcji lub do innych celów. Pęcherze cielęce zbierane są przeważnie do potrzeb przemysłu kosmetycznego. Ślazy cielęce stanowią cenny surowiec do produkcji podpuszczki. 1. Kątniczki cielęce Po oddzieleniu od otoczki tłuszczowej i odcięciu od jelita grubego (środkowego) kątniczki cielęce oczyszcza się z treści przez wyciskanie ręką i przemywanie ciepłą wodą. Opróżnione z treści kątniczki kaszluje się z tłuszczu, wywraca błoną śluzową na zewnątrz i szlamuje ręcznie za pomocą szlamulca lub maszynowo, tak jak jelita wiankowe. Po oczyszczeniu ze śluzu kątniczki cielęce chłodzi się w zimnej wodzie, wiąże w pęczki po 10 sztuk i konserwuje solą. Wymagania jakościowe. Kątniczki cielęce przeznaczone do celów wędliniarskich muszą być bez dziur, o odpowiednio mocnych ściankach, bez gnilnego zapachu, odpowiednio oczyszczone z błon tłuszczowych i śluzowych. 2. Ślazy cielęce Żołądek bydła (a więc i cieląt) składa się z czterech komór, które mają następujące nazwy: żwacz, czepiec, księgi, trawieniec. Błona śluzowa trawieńca, zwanego u młodych cieląt ślazem, wydziela ferment zwany podpuszczką, który powoduje wytrącanie białka (kazeiny) z mleka, a następnie jego ścinanie. Podpuszczka ma szerokie zastosowanie w serowarstwie przy ścinaniu (zsiadaniu się) mleka. Surowcem do produkcji podpuszczki są ślazy pochodzące od młodych cieląt odżywianych mlekiem. Ślazy z cieląt starszych, tak zwanych „żarłoków", dają przy przerobie mniejszą wydajność podpuszczki. Zbiórka i obróbka ślazów mają przebieg następujący: po wyjęciu przewodu pokarmowego z jamy brzusznej zwierzęcia należy odciąć ślaz (trawieniec) od ksiąg i jelita cienkiego (dwunastnicy), opróżnić go z treści (ściętego mleka) przez wyciśnięcie ręką i oczyścić z tłuszczu i błon. Nie wolno przy oczyszczaniu przemywać lub wyskrobywać ślazów od wewnątrz, żeby nie usuwać podpuszczki z żołądka. Ślazy należy obrabiać możliwie na świeżo, gdyż przez leżenie, zwłaszcza na stercie, grzeją się tracąc podpuszczkę i kolor. Po obrobieniu wiąże się sznurkiem dość silnie koniec ślazu od strony ksiąg, następnie przez drugi koniec nadmuchuje się powietrze w ten sam sposób jak przy nadmuchiwaniu pęcherzy. Po napełnieniu ślazu powietrzem zawiązuje się drugi jego koniec, doczyszcza się go jeszcze dodatkowo w celu usunięcia tłuszczu i błon mięśniowych i wiąże poszczególne sztuki na sznurki w ten sposób, żeby ścianki ślazów nie stykały się ze sobą. Wieszać ślazy należy szyjkami (końcami od strony dwunastnic) ku dołowi, gdyż w czasie suszenia zawsze spływają w dół pewne resztki śluzu, które powodowałyby opóźnienie w suszeniu bardziej umięśnionej części ślazu od strony ksiąg. 3. Pęcherze cielęce Zbiórka, obróbka i konserwacja pęcherzy cielęcych mają taki sam przebieg jak przy pęcherzach wieprzowych. h. Błony surowicze Oprócz przewodu pokarmowego jako osłonek do wędlin używać można błon surowiczych. Błony surowicze odznaczają się stosunkowo dużą wytrzymałością na rozerwanie. W celu zaspokojenia potrzeb przemysłu wędliniarskiego z pewnej ilości kątnic i krzyżówek bydlęcych zdejmuje się błony surowicze. Błony surowicze z jelit zdejmuje się po obróbce, przed zasoleniem kiszek. Można by również wykorzystać bydlęce i wieprzowe błony surowicze wyściełające jamy brzuszne (otrzewne) i bydlęce błony surowicze wyściełające jamy piersiowe (opłucne). Błony — otrzewną i opłucną — można ściągać zarówno ze świeżych, jak również z rozmrożonych tusz (w chwili przeznaczenia ich do przeróbki). Błony surowicze po zdjęciu zanurza się w ciepłej wodzie, oczyszcza z tłuszczu przez zeskrobywanie szlamulcem na desce, chłodzi, następnie zasala, a po zasoleniu i ocieknięciu układa do beczek. Błon surowiczych używa się przeważnie jako osłonek do wędlin. Błon surowiczych z kątnic bydlęcych używa się również przy wyrobie uszczelniaczy (kapturków) na korki do flakonów z perfumami. Otrzewne od bydła dorosłego i koni nadają się, po odpowiednim wyprawieniu, do wyrobów galanteryjnych imitujących skórę. i. Dokładność metrażu jelit Jelita pęczkuje się po obróbce, a przed zasoleniem, odmierzając lub odliczając ustaloną dla poszczególnych rodzajów jelit ilość metrów lub sztuk w jednym pęczku. Jak wiadomo, ścianki kiszek po zakonserwowaniu solą kurczą się. Dlatego pęczek jelit po zasoleniu będzie miał mniejszy metraż o 2 do 4% od pęczka w stanie świeżym (niezasolonym). Przy sprawdzaniu metrażu pęczków jelit zasolonych trzeba je uprzednio rozmoczyć w ciepłej wodzie przez około 15 minut, żeby jelita osiągnęły właściwą swą długość i dopiero potem mierzyć długość pęczka. Przy pęczkowaniu jelit liczonych na metry należy starać się dobierać przepisaną długość jelit w pęczki w miarę możliwości bez odcinania końcówek, raczej manipulując przygotowanymi pod ręką (na stole lub w naczyniach) kawałkami. Można nie dodawać lub nie odcinać krótkich końcówek przy metrowaniu pęczków, aby nie robić niepotrzebnie dodatkowych odcinków nie nadających się do użytku. Niedomiary te lub nadwyżki mogą jednak wynosić najwyżej (w metrach): a. dla jednego pęczka kiełbaśnic 0,15 b. dla jednego pęczka grubych jelit wieprzowych 0,10 c. dla jednego pęczka jelit wiankowych 0,15 d. dla jednego pęczka środkowych jelit bydlęcych 0,10 e. dla jednego pęczka watlongów 0,15 f. dla jednego pęczka baranich jelit środkowych (krążków) 0,10 g. dla jednego pęczka cienkich jelit końskich 0,15 Suma jednak pęczków o przekroczonym metrażu powinna mniej więcej równać się ilości pęczków z brakującym metrażem, tak żeby średnia długość pęczka w jednej partii jelit (w beczce) była prawidłowa.

-
Wysokie temperatury w wędzarni + inne dylematy spod Cz-wy...
Maxell odpowiedział(a) na Asano temat w Wędzarnie. Budowa i obsługa
Może pamiętasz tego "doradcę"? -
Tradycja III. Obróbka jelit. 1952 r.
Maxell odpowiedział(a) na Maxell temat w Polska tradycja masarska
Transport kompletów bydlęcych do szlamiarni odbywa się takimi samymi środkami jak transport kompletów wieprzowych. Rozbiór kompletu bydlęcego powinien następować na świeżo przed zastygnięciem łoju, co może nastąpić dość szybko, zwłaszcza w czasie zimy. Wystudzony komplet źle oddziela się od otoki tłuszczowej wymagając często moczenia go w ciepłej wodzie przed rozebraniem. Obróbka jelit bydlęcych powinna się odbywać możliwie zaraz po wypruciu z tuszy i zbadaniu weterynaryjnym. W wyjątkowych przypadkach jelita bydlęce w stanie nie obrobionym można przetrzymać do następnego dnia, lecz trzeba je wówczas opróżnić z treści, przepłukać (przelać wodą) i zasolić. Przechowywanie jelit bydlęcych nie obrobionych przez noc w basenach z zimną wodą, nawet bieżącą nie uchroni towaru przed sczernieniem, latem może stać się powodem nabrania zapachu gnilnego (kwaśnego), a często nawet może spowodować konieczność całkowitej dyskwalifikacji surowca. Z jelit bydlęcych ściąga się przy oczyszczaniu tylko błony śluzowe. W niektórych wypadkach zdejmuje się z kątnic i krzyżówek bydlęcych również błony surowicze używając je do odpowiednich celów w przemyśle wędliniarskim lub kosmetycznym. Przy oczyszczaniu jelit bydlęcych należy zwracać uwagę na wrzodziki ropne, gdyż występują one częściej niż na jelitach innych zwierząt. 1. Jelita wiankowe. Opuszczanie. Najpierw oddziela się od kompletu bydlęcego jelito wiankowe. Czynność tę wykonuje się ręcznie za pomocą ostrego noża na stole szlamierskim. Przy jednym końcu tego samego stołu dokonuje się oddzielania (opuszczania) jelita wiankowego od błony tłuszczowej zwanej krezką, a przy drugim — oddzielania kątnicy, jelita środkowego i krzyżówki. Do opuszczania jelita cienkiego komplet bydlęcy układa się na brzegu stołu w ten sposób, żeby kątnica znajdowała się po prawej stronie, a jelito cienkie zwisało z krawędzi stołu napinając krezkę. Trzymając trzonek noża w prawej ręce podsuwa się jego ostrze pod błonę surowiczą łączącą tłuszcz z jelitem, a lewą ręką pociąga się jelito do tyłu i ku dołowi. Jelito zaczyna się opuszczać od ślepej kiszki (można i od żołądka) zostawiając przy kątnicy odcinek jelita długości około 5 cm. W miarę opuszczania układa się jelito do podstawionego obok stołu cebrzyka (wanny) z ciepłą wodą w ten sposób, żeby obydwa końce jelita zwisały na krawędzi naczynia. Oddzielania jelita wiankowego od otoki tłuszczowej należy dokonywać bardzo ostrożnie aby nie uszkadzać kiszki, a jednocześnie zostawiać jak najmniej tłuszczu na jelicie. Czynność tę może wykonać tylko wprawny szlamiarz, natomiast nie można powierzyć jej pracownikowi zatrudnionemu od niedawna w zawodzie szlamiarskim. Oczyszczanie z treści. Opuszczone jelito należy opróżnić z treści. Można to wykonać ręcznie lub maszynowo. Maszynowe opróżnianie jelit cienkich bydlęcych odbywa się w taki sam sposób jak kiełbaśnic. Opróżnianie ręczne ma przebieg następujący: ujmuje się w ręce dwa końce jelita zwisające na krawędzi cebrzyka (wanny) i wygładza ku środkowi, przez co zawartość jelita przesuwa się również ku środkowi. Następnie pośrodku kiszki robi się nożem podłużne nacięcie (3-4 cm), przez które wypuszcza się zawartość do specjalnie podstawionego cebrzyka lub beczki. Nie należy treści pokarmowej z jelit wypuszczać na posadzkę, gdyż przez to zanieczyszcza się (przez roznoszenie na butach) cała szlamiarnia. Przy dużych sztukach, zwłaszcza gdy jelita są bardzo wypełnione treścią, dla łatwiejszego ich opróżniania z zawartości, jelito wiankowe przy opuszczaniu dzieli się na połowy. Z każdą połową postępuje się tak jak z całością. Kaszlowanie. Jelita wiankowe posiadające na zewnętrznych ściankach paski lub resztki łoju muszą być przed poddaniem dalszemu oczyszczaniu dokładnie okaszlowane. Łój pozostawiony na jelicie dostaje się do środka przy wywracaniu jelita, podczas szlamowania nie zostaje usunięty, a po zjełczeniu w czasie magazynowania nadaje gorzki smak wędlinom (przy użyciu jelita jako osłonki do kiełbas). Na kaszlowanie jelit wiankowych trzeba zwrócić specjalną uwagę. Szlamiarnie jednak nie zawsze doceniają ważność dokładnego oczyszczania jelit wiankowych z tłuszczu zostawiając bardzo często na nich pasma łoju, co stanowi najczęściej spotykaną wadę gotowych jelit wiankowych. Wędliny wyprodukowane przy użyciu takich osłonek mają brzydki wygląd i niekiedy smak tak gorzki, że w ogóle nie nadają się do spożycia. Oczyszczania jelit z tłuszczu (kaszlowania) dokonuje się maszynowo lub ręcznie. Kaszlowanie ręczne. Opróżnione z treści jelito poddaje się odtłuszczeniu, polegającemu na umiejętnym zeskrobywaniu resztek tłuszczu nożem lub wyskubywaniu palcami. Bardzo dobrze kaszlu j e się jelita szlamulcem po uprzednim rozgrzaniu jelit w ciepłej wodzie. Jelito trzyma się wówczas w jednej ręce, a drugą ręką pociąga szlamulcem po jelicie od góry do dołu. Kaszlowanie maszynowe. Maszyna służąca do kaszlowania jelit ma dwa obracające się w przeciwnych kierunkach cylindryczne szczotki ze szczeciny lub trawy meksykańskiej oraz bęben z rzędem kołeczków. Jelita wkłada się między szczotki i zaczepia na kołeczki bębna. Nawijając się na bęben jelita przeciągają się między obiema szczotkami w kierunku odwrotnym do obrotu szczotek, które usuwają ze ścianek jelit resztki tłuszczu. Przy przeciąganiu przez szczotki jelita przez cały czas zraszane są ciepłą wodą. Wywracanie. Po oczyszczeniu z tłuszczu jelito wkłada się do wanny (kadzi) z ciepłą wodą, zawieszając na haczyku za zrobione uprzednio nacięcie i przygotowując je w ten sposób do wywrócenia błoną śluzową na zewnątrz. Samego wywracania jelit dokonuje się przez ujęcie ręką środka jelita zawieszonego na haczyku, włożenie w jego nacięcie dwóch palców i zagięcie jelita tak, żeby zrobiły się przy palcach dwa woreczki, do których wlewa się wodę z kadzi lub kranu. Pod ciężarem wody jelito się wywraca. Zamiast trzymać przez cały czas jelito w ręce, można zawiesić brzeg jego na haczyku umocowanym pod ściekającym strumieniem ciepłej wody i zrobić palcem przy napięciu dwa woreczki (zagięcia); spadający strumień wody wywróci jelito na całej długości. W obu przypadkach odwracające się jelito opada do podstawionej wanny lub cebrzyka. Szlamowanie. Wywrócone jelito poddajemy szlamowaniu, tj. oczyszczaniu z błon śluzowych. Wykonać to można maszynowo lub ręcznie. Szlamowanie maszynowe. Do szlamowania jelit wiankowych używa się w naszych rzeźniach przeważnie maszyn duńskich typu Svanen lub maszyn niemieckich typu Stohrer. Szlamiarka mechaniczna typu Svanen do oczyszczania jelit cienkich bydlęcych ma następujące części: 1 — wałek gumowy karbowany do prowadzenia jelit, 2 i 3 -- wałki metalowe z wyżłobieniami podłużnymi, w które to wyżłobienia wmontowane są płaskie paski gumowe w ten sposób, że obydwa długie brzegi gum tworzą skrzydła (w każdym wałku — 6 wyżłobień i 12 skrzydeł), 4 — śruba do regulowania odstępu między wałkami. 5— rynna blaszana służąca do odprowadzenia jelit z maszyny. Jednocześnie podaje się do maszyny po 4 sznury jelit przez otwór znajdujący się w górnej przykrywie maszyny. Bieg jelit i kierunki obrotów walców przedstawione są na rysunku. Obsługę maszyny stanowią dwie osoby — podająca jelita do maszyny i odbierająca je. Praktyczna wydajność maszyny w ciągu godziny wynosi około 60 kompletów jelit bydlęcych cienkich (licząc dwukrotne przepuszczenie jelit). W celu dokładnego oczyszczenia należy jelita przepuszczać przez maszynę dwa razy. Jelita przechodzące przez maszynę przez cały czas są zraszane ciepłą wodą. Jelita z maszyny trafiają do podstawionego cebrzyka lub wanny. Nie wolno, żeby jelita opadały z maszyny na posadzkę, jak to zdarza się często w niektórych szlamiarniach. Szlamiarki niemieckie typu Stóhrer do jelit bydlęcych posiadają: 1 — cylinder metalowy o gładkiej powierzchni, 2 — dwa metalowe wałki karbowane podłużnie, 3 — pokryty gumą wałek karbowany podłużnie, 4 — łopatkę (obciągaczkę metalową). Przy przechodzeniu jelita między gładkim cylindrem a karbowanymi wałkami metalowymi błona śluzowa zostaje zmiażdżona na jelicie i częściowo usunięta. Karbowany wałek gumowy służy do przeciągania jelita przez maszynę. Łopatka metalowa zeskrobuje wiszące przy jelicie resztki błony śluzowej. Do maszyny podaje się po trzy lub cztery sznury jelit, które w czasie przechodzenia przez maszynę są równomiernie zraszane ciepłą wodą doprowadzaną do maszyny. Jelita z maszyny opadają do podstawionej wanny lub cebrzyka. Całkowite oczyszczenie jelit następuje po dwukrotnym przepuszczeniu przez maszynę. Zwykle w jedną szafkę (maszynę) wmontowane są dwa identyczne zespoły - - niezależne od siebie, różniące się tylko rozstawieniem wałków w stosunku do cylindra. Jeden zespół służy do szlamowania jelit wiankowych, a drugi do szlamowania jelit środkowych bydlęcych. Kuźniecow do szlamowania kiszek bydlęcych poleca szlamiarkę systemu Hansa. Posiada ona gładki bęben i trzy karbowane podłużnie wałki (dwa — o powierzchni metalowej i trzeci — obłożony gumą) obracające się w odwrotnym kierunku niż bęben. Wałki stalowe mają za zadanie rozpulchnić i usunąć błonę śluzową, a wałek gumowy przeciąga jelito przez maszynę. Przy każdym z wymienionych typów maszyn do jelit bydlęcych należyte oczyszczenie kiszek z błon śluzowych ma miejsce dopiero po dwukrotnym przepuszczeniu przez maszynę. Po przejściu przez maszynę (nawet dwukrotnym) wskazane jest przeciągnąć jeszcze jelito w ręku przy wkładaniu go do basenu dla wychłodzenia. Do wszystkich typów maszyn szlamiarskich do cienkich jelit, zarówno wieprzowych jak i bydlęcych czy baranich, doprowadzone są przewody do ciepłej wody, która zrasza jelita w czasie przechodzenia przez walce maszyny. Bez dopływu wody nie wolno szlamować maszynowo kiszek (jedynie gniatarki używane do miażdżenia błon śluzowych kiełbaśnic pracują bez dopływu wody). Przy uruchomianiu maszyny należy najpierw otworzyć dopływ wody, a dopiero potem powoli włączyć motor. Na tej samej maszynie nie można szlamować różnych rodzajów jelit, np. kiełbaśnic i jelit wiankowych, gdyż kiszki o cieńszych ściankach nie zostaną należycie oczyszczone, a jelita mające grubsze ścianki będą ulegać miażdżeniu. Maszyna musi być dokładnie ustawiona i mieć należycie wyregulowane odstępy walców. Wszystkie przypadki rwania kiszek przy obróbce maszynowej mają przeważnie swe źródło w złym ustawieniu maszyny lub w niewłaściwych odstępach między wałkami. Przed przystąpieniem do pracy na nieznanej maszynie, zwłaszcza nowej, należy zapoznać się dokładnie z instrukcją o obsługiwaniu jej i w czasie pracy ściśle stosować się do instrukcji. Montowania maszyn szlamiarskich może dokonywać tylko fachowiec stosując się do zaleceń zawartych w instrukcji fabryki, która maszynę wyprodukowała. Maszyny muszą być pod stałym nadzorem konserwatora-mechanika, którego zadaniem jest smarowanie (oliwienie) maszyny i usuwanie drobnych usterek. Reperacje poważniejszych defektów oraz remont maszyny może wykonywać tylko specjalista. Maszyny szlamiarskie trzeba utrzymywać w należytej czystości, dokładnie myć i wycierać po każdorazowym zakończeniu pracy. Szlamowanie ręczne. Do lewej ręki bierze się kilka sznurów jelit, do prawej zaś — szlamulec. W półkoliste wycięcie szlamulca wkłada się jelito i przyciska wielkim palcem prawej ręki do drewna. Pociągając lewą ręką do góry, a prawą ku dołowi i przyciągając w ten sposób sznury jelit usuwa się z nich śluz. Wprawny szlamiarz bierze jednocześnie na szlamulec kilka sznurów (4) jelit, gdyż jelito szlamowane pojedynczo łatwo może ulec zerwaniu. Przy szlamowaniu zarówno maszynowym, jak i ręcznym trzeba dołożyć starań, aby nie robić dziur i nie osłabiać ścianek jelita. Szlamowanie powinno być przeprowadzone dokładnie, aby na jelicie nie zostawały resztki śluzu. Jelito po wyszlamowaniu musi mieć wygląd czysty. Oszlamowane jelita wkłada się do kadzi lub wanny z zimną wodą w celu wychłodzenia. Po wystudzeniu jelita powinny być poddane kalibrowaniu. W szlamiarniach, gdzie nie ma kalibrowni, kiszki po wychłodzeniu odmierza się w 20-metrowe pęczki i zasala. Wymagania jakościowe. W stosunku do jelit wiankowych niekalibrowanych ustala się następujące wymagania. W pęczku powinno być jak najmniej odcinków. Suma odcinków i dziur w jednym pęczku nie może przekraczać liczby 6. Najkrótszy odcinek nie może mieć mniej niż 0,5 m. Jelita muszą być o mocnych ściankach, bez gnilnej woni, bez wrzodzików ropnych. Kiszki powinny być dobrze oczyszczone z tłuszczu i ze śluzu. Pewne niewielkie pozostałości (resztki) tłuszczu i błony śluzowej są dopuszczalne. Kolor jelit powinien być różowy, jasny lub biały, w ostateczności — szary. Dopuszcza się niewielkie odcinki z czerwonymi, żółtymi lub ciemnymi plamami pod warunkiem, że pokryte nimi ścianki jelita są odpowiednio mocne. 2. Jelita środkowe bydlęce Jelito środkowe węższym końcem wychodzi z przedłużenia kątnicy, a szerszym końcem przechodzi w krzyżówkę. W przeciwieństwie do jelita cienkiego mającego kształt wybrzuszony (półkolisty) jelito bydlęce środkowe stanowi prostą rurkę. Po opuszczeniu jelita cienkiego przesuwa się pozostałą część kompletu na drugi koniec stołu, gdzie częściowo ręką, częściowo za pomocą noża następuje oddzielenie całej pozostałej części kompletu od otoki tłuszczowej. Otokę kładzie się na specjalny stół lub stolnicę, skąd zabierana jest do magazynu tłuszczowego, a jelito rozdziela się na jelito środkowe i krzyżówkę. Ze względu na to, że jelito środkowe zawiera treść pokarmową bardziej gęstą niż jelito cienkie, opróżnianie jelita środkowego z treści odbywa się wyłącznie ręcznie, przez przepłukiwanie ciepłą wodą. Treść z jelita spada do beczki lub szaflika. Na jelicie grubym znajduje się dużo więcej tłuszczu (po oddzieleniu od otoki) niż na jelicie cienkim, dlatego jelito środkowe kaszluje się najpierw ręcznie, a później dopiero można je czyścić na maszynie używanej do odtłuszczania jelit wiankowych. Przy kaszlowaniu ręcznym zaczepia się jelito o haczyk lub kółeczek na stole i nożem ostrożnie, aby nie uszkodzić jelita, zeskrobuje znajdujący się na jelicie tłuszcz w kierunku od krzyżówki do kątnicy. Bardzo dobrze, również odtłuszcza się kiszki środkowe za pomocą szlamulca po uprzednim namoczeniu ich w ciepłej wodzie; postępuje się podobnie jak z jelitami wiankowymi. Oczyszczone jelito wywraca się ręcznie błoną śluzową na zewnątrz za pomocą strumienia ciepłej wody. Odwrócone jelito gotowe jest do szlamowania. Szlamowanie ręczne jelit środkowych bydlęcych odbywa się w podobny sposób jak jelit wiankowych z tą różnicą, że przeciąga się szlamulcem po jelicie w kierunku od kątnicy do krzyżówki (odwrotnie niż przy kaszlowaniu nożem). W niektórych rzeźniach zamiast szlamowania ręcznego jelita środkowe bydlęce przepuszcza się przez mechaniczną szlamiarkę typu Stóhrer. Ze względu jednak na dużą różnicę w grubości ścianek jelita środkowego na różnych odcinkach, początkowy cieńszy odcinek (od kątnicy) oczyszcza się niedostatecznie ze śluzu, a końcowy — grubszy (od krzyżówki) ulega zmiażdżeniu między walcami maszyny. Stąd wniosek, że jelita środkowe bydlęce należy szlamować tylko ręcznie. Jelita bydlęce środkowe po oszlamowaniu wkłada się do basenu lub kadzi z zimną wodą w celu wychłodzenia. Wymagają one dłuższego chłodzenia niż wiankowe ze względu na większą grubość ścianek. Po wychłodzeniu jelita przekazuje się sortowni, a tam gdzie się jelit nie kalibruje - do odmierzania w pęczki 10-metrowe i do solenia. Wymagania jakościowe. Niekalibrowane środkowe jelita bydlęce powinny odpowiadać następującym wymaganiom: W pęczku może znajdować się nie więcej niż 3 odcinki i dwie dziury, czyli suma odcinków i dziur w pęczku nie może przekraczać liczby 5, najkrótszy odcinek zaś nie może mieć mniej niż 0,35 m. Jelita muszą mieć odpowiednio mocne ścianki, powinny być pozbawione woni gnilnej oraz wrzodzików ropnych. Jelita powinny być oczyszczone dokładnie z tłuszczu i błon śluzowych oraz mieć barwę różową, jasnoróżową lub szarokremową. Dopuszcza się niewielkie czerwone, żółtawe lub ciemne plamy pod warunkiem, że pokryte nimi ścianki są odpowiednio mocne. 3. Kątnice bydlęce Kątnica bydlęca ma kształt worka, którego otwór znajduje się w węższej części. Kątnice odcina się nożem od jelita środkowego, przed oddzieleniem go od otoki tłuszczowej. W prawidłowo odciętej kątnicy miejsce wpustu jelita cienkiego powinno się znajdować pośrodku kątnicy. Kątnice opróżnia się z treści przez wyciskanie zawartości ręką do podstawionej beczki i przemywa ciepłą wodą. Po wypróżnieniu i przemyciu usuwa się z kątnicy łój znajdujący się na jej zewnętrznej powierzchni. W tym Celu przywiązuje się kątnicę sznurkiem do kółeczka lub haczyka umiejscowionego na stole szlamiarskim i ostrym nożem zeskrobuje dokładnie kawałki tłuszczu uważając, aby nie zaciąć jelita. Po okaszlowaniu wywraca się kątnicę błoną śluzową na zewnątrz i szlamuje ręcznie lub maszynowo. Szlamowanie maszynowe kątnic odbywa się za pomocą tej samej maszyny co szlamowanie żołądków wieprzowych. Do bębna maszyny ładuje się jednorazowo około 40 sztuk kątnic i postępuje dalej w taki sam sposób jak z żołądkami wieprzowymi. Ręczne oczyszczanie kątnic ze śluzu odbywa się za pomocą szlamulca przez przeciąganie nim po kątnicy od ślepego końca do wylotu, aż do zupełnego oczyszczenia z błony śluzowej. Ślepy koniec należy ostrożnie szlamować, aby nie przeciąć kątnicy. Po oszlamowaniu kątnice chłodzi się w zimnej wodzie, sortuje na gatunki, wiąże w pęczki po 10 sztuk i zasala. Do wiązania kątnic w pęczki używa się takiego samego sznurka jak do wiązania grubych jelit wieprzowych. Wymagania jakościowe. W stosunku do niesortowanych kątnic bydlęcych stawia się następujące wymagania: odpowiednio mocne ścianki bez ropnych wrzodzików, barwę różową, jasnoszarą, w ostateczności szarą bez czarnych plam, brak zgniłej woni. Ponadto powinny być należycie oczyszczone z tłuszczu i śluzu (niewielkie resztki śluzu i ślady tłuszczu są dopuszczalne). Dopuszcza się dwie dziurawe kątnice w pęczku. Na zapotrzebowanie przemysłu wędliniarskiego lub kosmetycznego można z kątnic ściągać błony surowicze. Przez ściągnięcie błony ścianki kątnicy stają się słabsze. Zdejmowanie błon z kątnic odbywa się sposobem ręcznym w kierunku od otwartego do ślepego końca. Zabiegu dokonuj e, się po oszlamowaniu kątnicy, gdyż kątnica bez błony surowiczej łatwo pęka w czasie szlamowania. Błony z kątnic po zdjęciu przepłukuje się, wiąże w pęczki po 10 sztuk i konserwuje solą w sposób taki sam jak jelita bydlęce. Błony z kątnic można również sortować według długości. 4. Krzyżówki bydlęce Oddzielanie krzyżówek od otok tłuszczowych i odcięcie od jelita środkowego następuje na stole szlamiarskim przy rozbieraniu kompletu jelit. Krzyżówki opróżnia się z treści i kaszluje ręcznie. Następnie odwraca się krzyżówkę błoną śluzową na zewnątrz, szlamuje ręcznie szlamulcem w sposób podobny jak jelito środkowe lub na maszynie służącej do oczyszczania żołądków wieprzowych. Po oczyszczeniu ze śluzu krzyżówki chłodzi się w kadzi lub basenie z zimną wodą, wiąże w pęczki po 10 sztuk i konserwuje solą. Z krzyżówek można, podobnie jak z kątnic, ściągać błony surowicze. Zdejmowanie błon z krzyżówek i konserwacja ich odbywają się w sposób taki sam jak zdejmowanie błon z kątnic bydlęcych. Wymagania jakościowe. Krzyżówki bydlęce przeznaczone na osłonki do wędlin muszą mieć odpowiednio mocne ścianki bez ropnych wrzodzików i gnilnej woni, o kolorze różowym, białoszarym w ostateczności — szarym, bez czarnych plam. Muszą być one odpowiednio oczyszczone z tłuszczu i śluzu, dopuszczalne są drobne resztki tłuszczu i śluzu. Najkrótsza krzyżówka musi mieć co najmniej 0,35 m. Dopuszcza się dwie dziurawe krzyżówki w pęczku. 5. Pęcherze bydlęce Wyjmowania bydlęcych pęcherzy moczowych razem z organami rodnymi z tusz dokonuje się w hali uboju i zawiesza na haku do czasu zbadania weterynaryjnego, po czym dopiero odcina się pęcherz, opróżniając go z zawartości moczu przez wyciskanie rękami. Po przeniesieniu do szlamiarni opłukuje się go czystą wodą i oczyszcza na stole (desce) nożem z tłuszczu i błon. Szyjki pęcherzy pochodzących od osobników męskich należy oczyścić z mięśni, uważając jednak, aby nie zaciąć ścianki szyjki. Ma to duże znaczenie przy późniejszym suszeniu pęcherzy, ponieważ nadmiernie umięśnione szyjki schną bardzo wolno. Nadmuchiwanie powietrzem pęcherzy bydlęcych odbywa się w podobny sposób jak pęcherzy wieprzowych. Wobec jednak tego, że ścianki pęcherzy bydlęcych są stosunkowo mocniejsze niż pęcherzy wieprzowych, należy je odpowiednio wydatniej napełniać powietrzem, żeby pęcherze dobrze się rozciągnęły; jednak nadmierne napełnienie grozi pęknięciem ścianki i zepsuciem pęcherza. Przy wszystkich czynnościach obróbki należy zwracać uwagę na zachowanie jak najdłuższych szyjek pęcherzy. Po odpowiednim napełnieniu pęcherza powietrzem i zawiązaniu szyjki, zawiesza go się na haku, doczyszcza dodatkowo usuwając błony i resztki tłuszczu. Pęcherze zawiesza się na sznurku po 10 sztuk, w takich odstępach, żeby się z sobą nie stykały, i następnie przenosi do miejsca suszenia. Pęcherze bydlęce należy obrabiać możliwie na świeżo. 6. Przełyki bydlęce Przełyk przebiega wzdłuż dolnej strony szyi. Najwartościowsze są przełyki od bydła dorosłego i koni, natomiast przełyki od cieląt, świń, owiec i kóz tylko w małym stopniu nadają się na osłonki do wędlin. Ścianki przełyku są grubsze i mocniejsze od ścianek kiszek. Do potrzeb wędliniarskich używa się tylko błonę podśluzową przełyku, pozostałe trzy warstwy, a więc błonę śluzową, mięśniową i surowiczą usuwa się przy obróbce przełyku. Podczas rozbierania tuszy zwierząt w hali uboju przełyki wyjmuje się razem z siekankami i zawiesza na haku. Po zbadaniu siekanek przez lekarza weterynaryjnego specjalny pracownik odcina nożem przełyki od siekanek i zanosi do szlamiarni, gdzie następuje ich oczyszczenie. Z przełyku najpierw usuwa się jednocześnie błonę surowiczą i mięśniową. Zabieg ten przeprowadza się przez odcięcie nożem części przełyku stykającej się z żołądkiem, zagięcie palcami warstw umięśnionych tak, żeby można było uchwycić za nie palcami i ściągnięcie ich (oddzielnie) z błony podśluzowej. W czasie tej czynności palcami prawej ręki przytrzymuje się warstwy umięśnione i ściąga ku dołowi, lewą zaś ręką podtrzymuje błonę podśluzową przełyku. Dobrze jest przywiązać koniec przełyku do haczyka i oburącz ściągać błonę mięśniową. Jeszcze lepiej jest wykonywać tę operację w dwie osoby: jedna trzyma wówczas mocno koniec przełyku, a druga ściąga z niego oburącz warstwy mięśniowe. Zaznaczyć należy, że błony przełyku trzymają się mocno i oddzielenie ich wymaga dużego wysiłku. Można również zawiesić koniec przełyku na haczyku, naciąć okrężnie błonę mięśniową na przełyku w odległości 2-3 cm od zawieszenia, palcami oddzielić mięśnie od przełyku i oburącz ściągnąć je w dół aż do końca. Ściągnięty mięsień jest artykułem jadalnym. Następnie oczyszcza się nożem resztki błon mięśniowych, zwłaszcza na obydwu końcach przełyku, przełyk wywraca się błoną śluzową na zewnątrz i przeciąga w palcach używając przy tym ciepłej wody. Przy oczyszczaniu przełyków należy zwracać uwagę na dokładne oczyszczenie ze śluzu i resztek treści pokarmowej. Po dokładnym oczyszczeniu z błony śluzowej przełyki się chłodzi, następnie nadmuchuje sprężonym powietrzem w sposób podobny do sposobu napełniania pęcherzy z tą różnicą, że przed przystąpieniem do napełniania powietrzem przełyku zawiązuje się mocno sznurkiem jeden jego koniec, a przez drugi doprowadza się sprężone powietrze i następnie zawiązuje się go. Przełyki napełnione powietrzem rozwiesza się w ten sposób, żeby nie stykały się ze sobą. Przy oczyszczaniu przełyków należy zwracać uwagę na larwy gza, bez których usunięcia przełyki nie mogą być dopuszczone jako osłonki do wyrobu wędlin. Giez składa swoje jajeczka w sierści żywego bydła rogatego. Z jajeczek tych wychodzą ledwo widoczne larwy, przechodzą przez skórę bydlęcia, rozpoczynają wędrówki pod skórą i usadawiają się w błonie podśluzowej przełyku. Tutaj podrastają, osiągają do 15 mm długości, a następnie znów wędrują i umiejscawiają się pod skórą grzbietu, gdzie tworzą guzy. Larwy po osiągnięciu dojrzałości wychodzą na wierzch skóry przez powstałe otworki, spadają na ziemię i przeistaczają w poczwarki, z których wylatują dorosłe gzy. Przy obróbce przełyków larwy gza można usunąć przez sparzenie gorącą wodą o temperaturze +60CC i zeskrobywanie szlamulcem. Najmniejsza długość przełyku bydlęcego powinna wynosić 30 cm. d. Jelita baranie Komplet jelit baranich składa się z jelit cienkich, zwanych watlongami, jelita środkowego baraniego, zwanego inaczej krążkiem, kątniczki baraniej i krzyżówki baraniej.






-
Tradycja III. Obróbka jelit. 1952 r.
Maxell odpowiedział(a) na Maxell temat w Polska tradycja masarska
WSTĘP Jelita zwierząt rzeźnych ze względu na swą masę i zastosowanie stanowią poważną pozycję w przemyśle mięsnym, dostarczając surowca do jednego z działów tego przemysłu. Gdy jednak technologia produkcji w innych działach przetwórstwa mięsnego jest już u nas mniej lub więcej dokładnie opracowana - technologią obróbki, konserwacji i magazynowania jelit mało się w Polsce interesowano. Przeznaczeniem książki jest więc uzupełnienie choć w skromnym zakresie luki istniejącej w naszej literaturze technicznej. W przemyśle mięsnym i w obrocie handlowym utrzymują się różnorodne nazwy na oznaczenie poszczególnych odcinków przewodu pokarmowego zwierząt rzeźnych. Wystarczy dla przykładu wymienić tylko różnorodne nazwy okrężnic bydlęcych, jak kręgi, kręgówki, bydlęce kiszki grube, trinkal gruby, kiszki kręgowe, kiszki środkowe, kiszki proste, jelito bydlęce środkowe itp. Nazwy te, różne w różnych okolicach, wywodzą się niekiedy od nazw obcych, często — niemieckich. Dlatego też Polski Komitet Normalizacyjny zmierzając do uporządkowania tej sprawy opracowuje ostatnio jednolite nazwy handlowe dla całego kraju, odpowiadające poszczególnym nazwom anatomicznym jelit zwierzęcych. Nomenklatura użyta w tej książce jest zgodna z projektem nomenklatury Komisji Mięsnej Polskiego Komitetu Normalizacyjnego. Część technologiczna niniejszej pracy została uzgodniona na roboczej naradzie szlamiarzy z udziałem przedstawiciela Centralnego Zarządu Przemysłu Mięsnego, zwołanej w dniu 17 grudnia 1951 r. przez Centralę Odpadków i Produktów Poubojowych „Bacutil". Wymagania stawiane gotowemu produktowi jeliciarskiemu wraz ze znakowaniem są oparte na obowiązujących zakładowych normach jakościowych „Bacutilu". I. PODZIAŁ I NOMENKLATURA PRZEWODU POKARMOWEGO ZWIERZĄT RZEŹNYCH W skład przewodu pokarmowego zwierząt rzeźnych wchodzą: przełyk, żołądek i jelita. Przełyk stanowi przewód łączący jamę ustną z wpustem żołądka. Przez przełyk w organizmie zwierzęcia przesuwa się pokarm z jamy ustnej do żołądka. Żołądek ma dwa otwory: ujście przełyku, czyli wpust i przejście do dwunastnicy, czyli odźwiernik. Błona śluzowa wyściełająca wnętrze żołądka pokryta jest licznymi gruczołami wydzielającymi soki trawienne. Rozdrobniony i zwilżony pokarm przechodzi z jamy ustnej do przełyku, a następnie do żołądka, gdzie poddany zostaje działaniu trawiennych soków żołądkowych, po czym przechodzi do jelita. Większą część przewodu pokarmowego stanowią jelita, zwane inaczej kiszkami. Jelita u ssaków spełniają dwa zadania - trawienie pokarmów oraz wchłanianie i przekazywanie do krwi odżywczych substancji pokarmowych, potrzebnych dla organizmu. Jelita znajdują się w jamie brzusznej w postaci długiej rurki ułożonej w różne zwoje i pętle, posiadające w różnych miejscach różną średnicę. Jelito rozpoczyna się odźwiernikiem, a kończy się odbytnicą, przez którą wydalane są na zewnątrz nie strawione resztki pokarmu. Ściankę jelita podobnie jak i przełyku pod względem budowy anatomicznej, biorąc ogólnikowo, stanowią cztery następujące warstwy: a. błona surowicza, stanowiąca zewnętrzną warstwę ścianki jelita, b. błona mięśniowa, znajdująca się pod błoną surowiczą, ułożona z dwóch warstw mięśni gładkich (jedna warstwa ułożona okrężnie, a druga podłużnie), c. błona podśluzowa, znajdująca się pod błoną mięśniową, d. błona śluzowa (śluzówka), która wyścieła jelito od wewnątrz. Znajomość warstw występujących w ściankach jelita jest konieczna dla zrozumienia zasady oczyszczania (obróbki) jelit. Najistotniejszą wartość dla jelit jako surowca przemysłowego stanowią: błona podśluzowa i błona mięśniowa. Błonę śluzową przy oczyszczaniu jelit zawsze się usuwa. Błona surowicza jest zostawiana na jelicie lub zdejmowana w zależności od rodzaju jelit i sposobu ich obróbki. Jelito zwierzęcia rzeźnego składa się zasadniczo z dwóch odcinków: jelita cienkiego i jelita grubego. W miejscu gdzie łączy się jelito cienkie z jelitem grubym, znajduje się jelito ślepe. Jelito cienkie ma cieńsze ścianki i mniejszą średnicę od jelita grubego. Pod względem anatomicznym jelito cienkie stanowią: dwunastnica, jelito czcze i jelito biodrowe; jelito grube stanowią: jelito ślepe, okrężnica i jelito proste (prostnica). Dwunastnica jest pierwszym odcinkiem jelita cienkiego zaczynającym się zaraz za odźwiernikiem żołądka. Jelito czcze stanowi dalszy położony za dwunastnicą odcinek jelita cienkiego. Jelito czcze jest najdłuższym odcinkiem jelita cienkiego. Jelito biodrowe stanowi niewielki odcinek jelita cienkiego łączący to ostatnie z jelitem ślepym. Jelito ślepe leży na przejściu jelita cienkiego w jelito grube i jest ślepo zakończonym workiem posiadającym u podstawy dwa w pobliżu leżące otwory: jednym z nich miazga pokarmowa dochodzi z jelit cienkich, a drugim — wychodzi do okrężnicy. Okrężnica jest przedłużeniem jelita ślepego i stanowi najdłuższy odcinek jelita grubego. Prostnica jest ostatnim odcinkiem jelit i przebiega pod kręgosłupem od okrężnicy do odbytu. Nazwy handlowe dla poszczególnych odcinków jelit różnią się od nazw anatomicznych, co podano w tablicy 1. W przemyśle szlamiarskim i wędliniarskim używane są wyłącznie nazwy handlowe. W języku przemysłowym całość jelit od jednego zwierzęcia wraz z otoką tłuszczową, nie rozebranych jeszcze i nie podzielonych na gatunki, nazywa się kompletem jelit. Jelita nie obrobione zowią się surowcem jeliciarskim. Dla całkowicie obrobionych jelit przyjęta jest nazwa gotowego produktu jeliciarskiego. Do kompletu jelit w rozumieniu handlowym oprócz kiszek zalicza się również przełyk, pęcherz oraz niekiedy żołądek i błony surowicze z kiszek, słowem te części przewodu pokarmowego zwierzęcia, które podlegają obróbce przez szlamiarza, a po oczyszczeniu używane są głównie jako osłonki do wędlin. Przy uboju zbiera się jelita od świń, bydła, owiec, kóz, koni i cieląt. II. OBRÓBKA POSZCZEGÓLNYCH RODZAJÓW JELIT PRZED SORTOWANIEM a. Zasady ogólne Jako zasadę przy obróbce jelit przyjmuje się, że surowiec jeliciarski trzeba oczyszczać zaraz po wyjęciu z tuszy zwierzęcia. Tylko z surowca obrobionego na świeżo otrzymać można pełnowartościowy gotowy produkt. Kiszki oczyszczone dopiero po pewnym czasie od chwili wyjęcia z tuszy zwierzęcia będą miały zawsze niewłaściwy zapach lub nieodpowiedni kolor, a często nawet mogą się stać zupełnie bezwartościowe. Surowiec jeliciarski, który nie może być obrobiony na świeżo, lecz dopiero po pewnym czasie (następnego dnia), musi być bezzwłocznie po wyjęciu z tuszy zwierzęcia oddzielony od otaczającego go tłuszczu (tłuszczu otokowego - tłuszcz otokowy w gwarze rzeźniczej nazywany bywa „otoką tłuszczową", „otoczką tłuszczową", „otoką", „otoczką"), opróżniony z treści, przepłukany (przelany) wodą i zasolony. Wyjątek stanowią jelita cienkie wieprzowe i baranie, które po usunięciu z nich treści pokarmowej poddaje się często maceracji (przefermentowaniu) w celu łatwiejszej obróbki. Nie wolno wstawiać surowca jeliciarskiego do mroźni, gdyż przy zamrażaniu tworzą się w ściankach jelit kryształki lodu, powodujące rozpulchnianie tkanek, przez co jelita stają się słabe (kruche), a ścianki ich rwą się podczas szlamowania. W zależności od stosowanego sposobu rozróżnia się następujące rodzaje obróbki jelit: 1. maszynową, przy której wszystkie czynności związane z oczyszczaniem kiszek (prócz oddzielania od otok tłuszczowych) odbywają się za pomocą maszyn; półmaszynową, tj. taką, przy której pewne prace związane z oczyszczaniem kiszek odbywają się maszynowo, inne zaś ręcznie; ręczną, przy której wszystkie czynności oczyszczania surowca jeliciarskiego odbywają się sposobem ręcznym.Wyjmowanie kompletu jelit z tuszy zwierzęcia dokonuje na hali uboju przeważnie rzeźnik, rzadziej — szlamierz. Po rozcięciu podłużnym jamy brzusznej zwierzęcia wzdłuż linii środkowej, odcina on przedni koniec przewodu jelitowego od żołądka (komplet wieprzowy wyjmuje się z tuszy razem z żołądkiem), a tylny koniec (prostnicę) wyrzyna nożem naokoło otworu odbytowego i wyjmuje cały komplet jelit wraz z otoką tłuszczową. Pęcherz wycina się oddzielnie razem z narządami rodnymi przed wydobyciem kiszek. Przełyk wyjmuje się razem z „ośrodkami" zwanymi również „podrobami" lub „siekanką". Siekankę stanowią: tchawica z przełykiem, płuca, serce i wątroba. Przy rozcinaniu jamy brzusznej należy zwracać uwagę, aby nie zacinać nożem kiszek zwłaszcza jelita ślepego, co się często zdarza przy nieostrożnym przecinaniu otrzewnej (błony wyścielającej jamę brzuszną) u bydła. Komplet jelit po wyjęciu z tuszy kładzie się na stole (stolnicy), gdzie powinien być zaraz zbadany przez lekarza weterynaryjnego i przekazany do szlamiarni w celu dalszej przeróbki. Przetrzymywanie, jak to się często zdarza, przez czas dłuższy kompletu jelit w oczekiwaniu na badanie weterynaryjne powoduje w czasie letnich upałów czernienie kiszek, a w zimie szybkie krzepnięcie tłuszczu (zwłaszcza przy jelitach bydlęcych), co bardzo utrudnia dalszą obróbkę kiszek powodując zwiększenie ilości dziur w gotowym produkcie. Tłuszcz otokowy nadaje się do celów jadalnych, jeżeli zostanie oddzielony od kiszek zaraz po wyjęciu z tuszy zwierzęcia. Otoki, które leżały nie oddzielone od jelit przez kilka godzin, powinny być przeznaczone na cele techniczne lub muszą być po przetopieniu poddane rafinowaniu, aby można je było przeznaczyć do spożycia; Przewożenie jelit z hali ubojowej do szlamiarni odbywać się powinno za pomocą żelaznych wózków ręcznych. Jeżeli szlamiarnia znajduje się bezpośrednio przy hali ubojowej, wówczas jelita z hali uboju mogą być przesuwane rynną do szlamiarni. Szlamiarnia w zależności od wielkości rzeźni, przy której się znajduje, powinna posiadać odpowiednie wyposażenie techniczne, konieczne przy oczyszczaniu kiszek. Zasadniczym jednak warunkiem pracy każdej szlamiarni jest dostateczna ilość ciepłej i zimnej wody, bez czego w zasadzie nie może być w ogóle mowy o szlamowaniu jelit. Przy obróbce jelit pod pojęciami ciepłej wody rozumie się wodę o temperaturze około + 400C. Obróbka jelit polega na oddzieleniu kompletów od otok tłuszczowych, podzieleniu kiszek na rodzaje, opróżnieniu z treści pokarmowej, oczyszczeniu z resztek tłuszczu i dokładnym oczyszczeniu z niepotrzebnych błon i śluzu. W czasie przeprowadzania tych czynności należy zwracać uwagę na uszkodzenia kiszek przez pasożyty i drobnoustroje ropotwórcze. Odcinki kiszek zawierające wrzodziki lub ogniska ropne muszą być w czasie obróbki odcięte i usunięte. Kiszki ze śladami blizn po wrzodzikach, z małymi nie ropiejącymi obrzmieniami nie ulegają dyskwalifikacji, lecz zalicza się je do drugiego (niższego) gatunku. Oczyszczanie jelit pochodzących od różnych rodzajów zwierząt wymaga stosowania przeważnie odmiennych zabiegów i użycia odmiennych maszyn i urządzeń; dlatego też opisuje się oddzielnie obróbkę każdego rodzaju surowca jeliciarskiego. b. Jelita wieprzowe W Polsce najwięcej jest wieprzowego surowca jeliciarskiego, ponieważ średnio biorąc świń ubija się 2-3 razy tyle, co pozostałych zwierząt rzeźnych razem wziętych. Na osłonki do wędlin nadają się jelita wieprzowe dopiero ze sztuk powyżej 40 kg żywego ciężaru. Na komplet jelit wieprzowych składa się: kiełbaśnica, jelito środkowe wieprzowe, 2a. jelito grube wieprzowe, kątnica wieprzowa, krzyżówka wieprzowa, żołądek wieprzowy pęcherz wieprzowy, przełyk wieprzowy. 1. Kiełbaśnice Rozbiór kompletu wieprzowego rozpoczyna się od oddzielenia żołądka; dopiero po tym następuje „opuszczenie" (oddzielenie) kiełbaśnicy od otoczki tłuszczowej. Rozbierania kompletów dokonuje się na drewnianych stołach, zwanych stolnicami, z bokami z trzech stron obudowanymi 20 cm wysokości deskami i z przymocowaną do czwartego (długiego) boku listwą. Pracownik dokonujący opuszczania stoi przy stole od strony boku zaopatrzonego w listwą, o którą opiera się komplet podczas opuszczania jelita cienkiego. Opuszczanie kiełbaśnicy. Komplet jelit układa się na brzegu stołu szlamiarskiego w ten sposób, żeby jelito cienkie zwisało z krawędzi stołu. Obok stołu ustawia się wannę lub cebrzyk do składania opuszczonych kiełbaśnic. Jelito składa się do cebrzyka w ten sposób, żeby mniej więcej środek jelita zwisał na krawędzi naczynia. Oddzielania jelit od otoczek tłuszczowych dokonuje się rękami lub za pomocą noża. Jelita opuszczone bez pomocy noża mają tę zaletę, że nie posiadają na sobie resztek tłuszczu. Jelita ze świń tłustych łatwo oddzielają się od otoczek rękami bez użycia noża. Przy sztukach chudych (mięsnych) oraz przy kiszkach słabych, rwących się przy oddzielaniu palcami, należy obowiązkowo posługiwać się nożem. Opuszczanie rękami. Zaczynając od dwunastnicy, palcami prawej ręki odrywa się ostrożnie jelito cienkie od otoczki tłuszczowej, pomagając sobie kciukiem lewej ręki w odrywaniu kiszki od otoczki i jednocześnie przytrzymując tą ręką zwisającą część kompletu. Opuszczanie nożem. Trzymając jedną ręką ostry nóż za trzonek i podsuwając jego ostrze pod błonę surowiczą łączącą tłuszcz z jelitem, palcami drugiej ręki przeciąga się stopniowo jelito ku dołowi, zwracając przy tym uwagę, aby nie kaleczyć nożem jelita i zostawiać jak najcieńsze pasemko tłuszczu na jego ściance. Opuszczanie kiełbaśnic jest trudną czynnością w szlamiarstwie i dlatego wykonywać ją mogą tylko wykwalifikowani i posiadający dużą wprawę w tym zawodzie szlamiarze. Wskazane jest, żeby tę czynność wykonywali stale ci sami pracownicy. Opróżnianie z treści. Po opuszczeniu kiełbaśnicy opróżnia się ją z treści pokarmowej składając na dwoje i przesuwając po niej ręką w kierunku od środka do obydwu jej końców. Po opróżnieniu z treści należy jelito przepłukać ciepłą wodą w celu wymycia resztek piasku, który przeważnie zawsze znajduje się w treści jelitowej świń. Ma to wielkie znaczenie przy maszynowym szlamowaniu, gdyż ziarnka piasku kaleczą ścianki jelita podczas przechodzenia przez walce maszyny szlamiarskiej. W punktach tych powstają później w jelicie małe otworki, tak zwane szprycery. W rzeźniach zagranicznych opróżnianie jelit z treści wykonuje się mechanicznie. Wykonująca tę czynność maszyna ma dwa metalowe walce ułożone jeden nad drugim, pokryte wulkanizowaną gumą i specjalną tkaniną. Dolny walec osadzony jest na osi w nieruchomych łożyskach, górny walec może być opuszczany i podnoszony, przez co reguluje się odstęp między nimi. Łożyska górnego walca przyciskane są do dolnego walca specjalną sprężyną, co pozwala przy przepuszczaniu kiszek posiadających zgrubienia na podniesienie się górnego walca. W ten sposób unika się uszkodzeń jelit w tym miejscu. Odcinek jelita określony nazwą „sznur" wprowadza się między walce za pomocą specjalnego urządzenia zwanego prowadnicą i puszcza się „środkami" po kilka sznurów na raz złożonych w ten sam sposób jak do ręcznego wypróżniania z treści. Walce maszyny w czasie pracy są stale zraszane ciepłą wodą. Szlamowanie. Kiełbaśnice można szlamować na świeżo lub następnego dnia, po przefermentowaniu błon śluzowych. Jelita obrobione na świeżo będą miały bielszy kolor od obrabianych dnia następnego. Obróbka taka jest trudniejsza i daje większy procent uszkodzeń surowca oraz mniej dokładne jego oczyszczenie wskutek pozostawania resztek śluzu na jelitach. Chcąc ułatwić szlamowanie jelit powinno się je poddać przed szlamowaniem 24-godzinnej maceracji w celu zmiękczenia (przefermentowania) błon śluzowych. W tym celu należy kiełbaśnice po opróżnieniu z treści złożyć do basenu lub kadzi, przywiązując ich końce do drążka opartego o ściany basenu lub kadzi, żeby się nie splątały i zalać ciepłą wodą. Wskazane jest przynajmniej raz w czasie trwania maceracji zmienić wodę w kadzi (basenie). Szlamowanie kiełbaśnic na świeżo za pomocą maszyny nie sprawia specjalnych trudności. Oszlamować świeżą kiełbaśnice ręcznie jest bardzo trudno. Biorąc pod uwagę względy sanitarne i stan prac w szlamiarniach zaleca się, aby w szlamiar-niach posiadających maszyny szlamowano kiełbaśnice na świeżo. Samo szlamowanie kiełbaśnic polega na zdjęciu błony surowiczej i śluzowej. Odbywać się to może ręcznie lub maszynowo. Szlamowanie ręczne. Kiełbaśnice należy włożyć do kadzi lub basenu z ciepłą wodą zostawiając ich zwisające końce na krawędzi naczynia, następnie kolejno wyjmować sznury, tj. odcinki kiełbaśnic, z ciepłej wody, zdzierać z nich błony surowicze, zwane w języku szlamiarskim futrówkami, wywracać je wewnętrzną stroną na zewnątrz i następnie szlamować. Wywracanie kiełbaśnic odbywa się na kijku, tzw. przewrotniku. Wywrócone jelito ujmuje się w połowie jego długości i zanurza powtórnie w ciepłej wodzie, następnie kładzie jego środek na pochyło ustawionej desce opierającej się jednym końcem o stół szlamiarski, a drugim — o beczkę z ciepłą wodą (deska posiada spadek w kierunku od stołu do beczki), w której znajdują się końce leżącej na desce kiełbaśnicy. Używana do tego celu deska powinna być z drewna twardego (jednak nie dębowa, bo jelita od dębu czernieją), najlepiej bukowego. Do ręcznego szlamowania jelit używa się przyrządu zwanego szlamulcem. Jest to deszczułka z twardego drewna mniej więcej o wymiarach 5X4X0,5 cm, o lekko zaostrzonym najdłuższym brzegu posiadającym łukowate wycięcie. Zamiast drewnianych używa się również szlamulców metalowych lub sporządzonych z płaskich kości, a nawet z twardej gumy. Przy szlamowaniu kiełbaśnic na desce używa się szlamulców o prostych, bez łukowatych wycięć brzegach. Ujmując lewą ręką sznur jelita, prawą ręką pociąga się po jelicie szlamulcem, a następnie trzymając szlamulec z lekka ukośnie i pochyło w stosunku do płaszczyzny deski ściąga się śluz w: kierunku spadku deski. Sznur podciąga się z beczki na deskę w miarę postępu pracy. Można również szlamować kiełbaśnice bez uprzedniego wywracania. Wówczas prócz wszystkich czynności stosowanych przy oczyszczaniu kiełbaśnic wywracanych, należy je jeszcze po oszlamowaniu przepłukać ciepłą wodą w celu usunięcia śluzu pozostałego wewnątrz jelita. W niektórych szlamiarniach stosuje się przepuszczanie kiełbaśnic przez specjalne maszyny, tzw. gniatarki, w celu zmiażdżenia błon śluzowych i łatwiejszego potem szlamowania ręcznego. Gniatarki mogą być ręczne lub o napędzie elektrycznym. Gniatarkę obsługuje jedna osoba. Przy ręcznym napędzie ten sam pracownik lewą ręką podaje sznury kiełbaśnic między walce, a prawą ręką obraca korbę gniatarki. Najczęściej używane są gniatarki produkcji niemieckiej typu Stóhrer oraz oparte na tych samych zasadach gniatarki produkcji krajowej. Na małych gniatarkach przypuszcza się jednocześnie po jednym sznurze kiełbaśnic, na większych — po trzy sznury. Każda gniatarka ma trzy metalowe wałki podłużnie karbowane obracające się w kierunku biegu jelita. Jelita wprowadza się do gniatarki przez podłużny otwór wycięty w wierzchniej przykrywie lub bezpośrednio wkłada między wałki (w zależności od konstrukcji gniatarki), które przeciągając sznury kiełbaśnic jednocześnie gniotą błony surowicze i śluzowe. Kiełbaśnice spadają po wyjściu z gniatarki do podstawionej wanny lub cebrzyka. Ręczne szlamowanie kiełbaśnic przepuszczonych uprzednio przez gniatarkę jest łatwiejsze. Gniatarek używa się w tych rzeźniach i punktach ubojów, gdzie ze względu na niewielką ilość surowca jeliciarskiego nie opłaca się instalować większych maszyn szlamiarskich. Mają one tę zaletę, że są łatwo przenośne, tanie i nie zajmują dużo miejsca w szlamiarni. Przeciętna praktyczna przepustowość gniatarki ręcznej wynosi około 30 kompletów kiełbaśnic na godzinę, a gniatarki o napędzie elektrycznym — około 100 kompletów kiełbaśnic na godzinę. Szlamiarki zasadniczo pracują z dopływem wody, jedynie gniatarki używane do miażdżenia błon śluzowych kiełbaśnic pracują bez dopływu wody. Szlamowanie maszynowe. W Polsce znane są najlepiej dwa typy maszyn do szlamowania kiełbaśnic: niemiecka typu Tripas i duńska — typu Svanen 30. Maszyny te miażdżą błony śluzowe i oczyszczają jelito ze śluzu. Przy maszynowej obróbce nie wywraca się kiełbaśnic przed szlamowaniem. Maszyna typu Tripas ma dwa zespoły walców. Pierwszy zespół składa się z gładkiego bębna pokrytego gumą i dwóch cienkich karbowanych podłużnie wałków metalowych przylegających do bębna. Bęben i wałki obracają się w tym samym kierunku, to jest w kierunku przechodzenia jelit. Zespół ten ma za zadanie miażdżenie błon śluzowych. Drugi zespół składa się z gładkiego metalowego bębna obracającego się w kierunku przeciągania jelit i gumowego wałka karbowanego podłużnie, obracającego się w kierunku przeciwnym do biegu jelit, oraz dwóch podłużnie karbowanych, połączonych wałków gumowych. Bęben i karbowany gumowy wałek usuwają zmiażdżony uprzednio śluz z jelit przez wyciskanie go w kierunku końców sznurów, a następnie na zewnątrz. Połączone karbowane wałki przeciągają tylko jelito przez maszynę. Jednocześnie przepuszcza się przez maszynę kilka (trzy, cztery) sznury jelit. Jelita między jednym a drugim zespołem przechodzą przez ciepłą wodę. W czasie pracy wałki maszyny są stale zlewane ciepłą wodą. Obsługa maszyny składa się z czterech osób. Średnia przepustowość stanowi około 90 kompletów kiełbaśnic na godzinę. Maszyna typu Svanen 30 ma osiem równolegle osadzonych walców. Rozmieszczenie walców i kierunki ich obrotów wskazuje zamieszczony rysunek 9. Zespół walców 1, 2 i 3 ma za zadanie miażdżenie błon śluzowych jelit. Walce 4 i 5 zeskrobują zmiażdżony uprzednio śluz. Wał ślimakowy 6 rozkłada odpowiednio jelita na powierzchni walców 7 i 8, które przeciągają jelita. W czasie pracy walce zlewane są stale dopływającą ciepłą wodą. Jelita wpuszcza się przez kwadratowe otwory nad walcami 2 i 3. Po zmiażdżeniu śluzu jelita dostają się do zbiornika wody (cebrzyk, szaflik), skąd wyjmuje się je ręcznie i wprowadza między walce 4 i 5 ponad 6 i następnie między 7 i 8, skąd już oszlamowane wypadają do drugiego zbiornika. Na pierwszy zespół walców podaje się od czterech do sześciu sznurów jednocześnie. Przed włożeniem sznura do drugiego zespołu trzeba z końca kiełbaśnicy oddzielić futrówkę na długość l metra i podać kiełbaśnicę między walce końcem bez futrówki. Na drugi zespół jelita podaje się jedno po drugim. W czasie szlamowania na drugim zespole należy pomagać maszynie ręką w wyciskaniu śluzu i zdzieraniu futrówki. W ciągu 8 godzin przy obsłudze złożonej z pięciu osób szlamuje się od 800 do 900 kompletów kiełbaśnic. W celu dokładniejszego szlamowania należy kiełbaśnicę przed puszczeniem na maszynę przelać (przepłukać) ciepłą wodą, co robi kolejno jedna osoba. Istnieją jeszcze inne rodzaje maszyn do szlamowania kiełbaśnic. Wszystkie one jednak są oparte na zasadach wymienionych wyżej dwóch typów. Szlamowanie powinno odbywać się w ten sposób, żeby jelit nie uszkadzać (nie rwać i nie dziurawić) oraz dokładnie usuwać całą zawartość śluzu. Po przepuszczeniu jelit przez maszynę wskazane jest jeszcze trzymając je w rękach przeciągnięcie szlamulcem w celu oddzielenia pozostałych błon surowiczych i dokładniejszego usunięcia resztek śluzu. Jelito po oszlamowaniu wkłada się do kadzi z zimną wodą w celu wychłodzenia, a po wychłodzeniu kieruje się je do kalibrowni, gdzie jelita poddawane są sortowaniu według jakości i wymiaru średnicy. Tam gdzie nie kalibruje się jelit, towar po wychłodzeniu przekazuje się do metrowania, pęczkowania i solenia. Kiełbaśnice nie wywrócone wewnętrzną stroną na zewnątrz po wyszlamowaniu posiadać będą na zewnętrznej powierzchni ścianek resztki przewodów odprowadzających soki odżywcze z jelita do organizmu zwierzęcia, czyli tzw. w potocznym języku szlamiarskim „wąsy", które obniżają wartość handlową jelit. Chcąc nadać odpowiedni wygląd kiszkom można je po oszlamowaniu i wychłodzeniu wywrócić. Czynność tę łatwo i szybko można wykonać za pomocą kijka o długości około 100 cm, o średnicy mniejszej aniżeli światło najcieńszego jelita. Kijek dla nadania mu śliskości powleka się błoną lub jelitem. Jeden koniec kijka posiada wycięcie głębokości około 10 cm. Aby wywrócić jelito należy koniec j elita zaczepić jedną ścianką za wycięcie kijka, a następnie całe jelito nawlekać na kijek. Przez cały czas nawlekania zaczepiony uprzednio koniec jelita musi się trzymać wycięcia w wierzchołku kijka. Po przeciągnięciu jelita poniżej wycięcia, ujmuje się ręką za zaczepiony jego koniec i ściągając z kijka całe jelito ku górze, odwraca się je w ten sposób jednocześnie wewnętrzną stroną na zewnątrz. Wprawny pracownik czynność tę może wykonywać jednocześnie na dwóch kijkach. Po wywróceniu „wąsy" znajdować się będą wewnątrz jelita i nie będą psuć zewnętrznego wyglądu towaru. Stosunkowo dużą ilością „wąsów" odznaczają się kiełbaśnice opuszczane bez użycia noża. Metrowanie. Metrowaniem nazywa się odmierzanie obrobionych jelit w ustalone wielkości (długości). Wielkości te są różne dla różnych rodzajów jelit i noszą nazwę pęczków. Kiełbaśnice metruje się w pęczki 20-metrowe. Czynność tę przeprowadza się na nawijarce składającej się z dwóch listewek umieszczonych w odległości 50 cm jedna od drugiej. Dwadzieścia obrotów nawijarki (po zaczepieniu końca jelita do jednej listewki) daje 20-metrowy pęczek. Można również odmierzać jelita za pomocą wycechowanej metrówki (listwy) na stole szlamiarskim. Odcinki kiszek od 2 do 0,5 metra, trzeba mieć ułożone (w wanienkach lub kupkach) oddzielnie, żeby można było z łatwością dołączyć do każdego pęczka brakujące końcówki, bez potrzeby kawałkowania (odcinania) sznurów dłuższych. Kawałków o długości poniżej 0,5 m nie należy dołączać do pęczków, lecz trzeba je składać oddzielnie jako towar mniej wartościowy. Odcinki o długości mniejszej od 15 cm nie nadają się na osłonki do produkcji wędlin. Wiązanie. Odmierzone 20-metrowe pęczki kiełbaśnic związuje się sznurkiem lnianym, konopnym lub rafią. Wiązanie pęczków powinno być przeprowadzone w ten sposób, żeby sznury jelit nie wysuwały się spod przewiązania. Nie można wiązać kiełbaśnic twardym i ostrym sznurkiem, żeby nie przecinać ścianek jelit w miejscach wiązań. Wymagania jakościowe. Dla kiełbaśnic niekalibrowanych (oryginalnych) ustala się następujące wymagania. W pęczku powinno być jak najmniej odcinków; suma odcinków i dziur w pęczku nie może przekraczać liczby 6 (np. 6 odcinków bez dziur albo 4 odcinki, w których znajdują się dwie dziury). Odcinki nie mogą być krótsze niż 0,5 m. Kiełbaśnice muszą mieć mocne ścianki wytrzymujące normalne ciśnienie wody, muszą być pozbawione gnilnej woni i owrzodzeń ropnych. Kiszki powinny być dobrze oczyszczone z błon surowiczych i śluzu (dopuszczalne są minimalne pozostałości śluzu), muszą być koloru białego, w ostateczności szarego (bez czarnych plam). Dopuszczalne są czerwone, żółte lub ciemne plamy pod warunkiem, że pokryte nimi ścianki jelita wytrzymują normalne ciśnienie wody. 2. Żołądki wieprzowe Żołądek wieprzowy po oddzieleniu od kompletu oczyszcza się dokładnie z tłuszczu, następnie robi się nożem niewielki otwór w szerszym jego końcu. Przez otwór ten usuwa się treść pokarmową, następnie żołądek wywraca wewnętrzną stroną na zewnątrz i przemywa dokładnie ciepłą wodą. Zasadniczo treść pokarmowa jelit może spływać do kanałów ściekowych szlamiarni, jeśli nie jest wykorzystana do celów nawozowych, natomiast zawartość żołądków powinna być bezwzględnie wywożona do gnojownika, żeby uniknąć zapychania kanałów ściekowych w szlamiarni. Dalsze oczyszczanie może odbywać się ręcznie lub maszynowo. Obróbka ręczna. Przytrzymując żołądek lewą ręką, przeciąga się po nim dwa lub trzy razy palcami prawej ręki od środka w obie strony w celu oczyszczenia go ze śluzu i jednoczesnego wyciśnięcia na zewnątrz (wywrócenia) odcinka dwunastnicy znajdującego się przy węższym końcu (odźwiernik) żołądka. Niewyciśnięcie go uniemożliwia dokładne zasolenie żołądka w tym miejscu i powoduje psucie się to waru w czasie magazynowania. Obróbka maszynowa. W Polsce używa się do oczyszczania żołądków wieprzowych maszyn niemieckich typu Stóhrer. Jest to duży metalowy bęben w kształcie walca, o ruchomym dnie, osadzony pionowo. Boki bębna są wyłożone metalowymi listewkami ustawionymi prostopadle w stosunku do dna posiadającego takie same listwy ułożone promieniście. Do bębna wkłada się jednorazowo około 50 sztuk żołądków, odwróconych uprzednio błoną śluzową na zewnątrz, zamyka bęben i puszcza w ruch szybkoobrotowy dno bębna. Żołądki oczyszcza się ze śluzu przez ocieranie w czasie obrotów bębna o wystające listwy dna i boków. Przez cały czas pracy bębna żołądki zlewane są doprowadzonym do wnętrza strumieniem ciepłej wody. Czas szlamowania jednej partii żołądków trwa około 10 minut. Przy maszynowym oczyszczaniu trzeba jednak ręcznie wyciskać pozostawione przy żołądkach odcinki dwunastnic. Na tej samej maszynie oczyszczać można żołądki bydlęce („kałduny") oraz kątnice i krzyżówki wołowe. Żołądki wieprzowe po oczyszczeniu wkłada się na kilka godzin do kadzi lub basenu z zimną wodą (najlepiej bieżącą, w lecie dobrze jest dodać do naczynia lodu) w celu dokładnego wychłodzenia; po wychłodzeniu można je zasalać. Wymagania jakościowe. Żołądki wieprzowe przeznaczone na osłonki do wędlin nie mogą mieć czarnych plam jak również gnilnego zapachu, muszą być dokładnie oczyszczone z treści pokarmowej, możliwie dobrze ze śluzu, tłuszczu i nie mogą mieć dużych zacięć ścianek. Żołądki, które przed użyciem ich jako osłonek do wędlin mają być przez jakiś czas magazynowane, należy dokładnie oczyścić z tłuszczu, ponieważ tłuszcz jełczeje w czasie leżenia żołądków w magazynie. Odbija się to później na jakości wędlin, do których produkcji żołądki zostaną użyte. Żołądki przeznaczone do celów farmaceutycznych (ściąganie śluzówki) powinno się po lekkim przemyciu zimną wodą na świeżo poddawać śluzowaniu. Jeżeli zaś nie mają być zaraz poddane dalszym zabiegom, chłodzi się je przez rozłożenie na stole lub kracie. Nie można ich moczyć w wodzie, żeby nie zmyć śluzu znajdującego się na ich ściankach; nie można ich również zasalać. Żołądki po zdjęciu z nich śluzówki nie nadają się już na osłonki do wędlin, mogą jednak być przeznaczone do bezpośredniej konsumpcji (na flaczki) lub do zmielenia na farsz do wyrobu wędlin. Żołądki śluzowane, jeśli nie są oddawane do bieżącej konsumpcji lub przerobu, należy zasalać w ten sam sposób jak żołądki nieśluzowane. 3. Jelitagrube wieprzowe Po opuszczeniu kiełbaśnicy następuje z kolei oddzielenie jelita grubego od otoczki tłuszczowej. Jelita grube należy obrabiać w stanie ciepłym (na świeżo), gdyż inaczej pokryją się ciemnymi plamami. Oddziela się je wraz z krzyżówką i kątnicą. Czynności te wykonuje się rękami pomagając sobie nożem. Jelita po oddzieleniu od otoczki przenosi się do płuczek w celu poddania ich dalszym zabiegom, a otoczki odkłada na oddzielny stół, skąd zabiera się je do magazynu tłuszczowego. Płuczki używane w szlamiarniach są to naczynia przeważnie czworokątne o pojemności od 30 do 40 litrów z otworami w dnie. Do każdej płuczki doprowadzony jest dopływ ciepłej i zimnej wody. Płuczki mogą być metalowe (biały nierdzewny metal), żeliwne, fajansowe, w ostateczności nawet cementowe. Płuczki są rozmieszczone wzdłuż ścian lub przegród działowych szlamiarń, zainstalowane na stałe lub osadzone ruchomo w odstępach 50-80 cm od siebie. Płuczki połączone są pomostem z twardej deski lub metalu, służącym do rozkładania kiszek przy obróbce. Jelita grube poddaje się najpierw dokładnemu oczyszczeniu z tłuszczu za pomocą noża, czyli tzw. kaszlowaniu. Kaszlowanie jelit grubych jest konieczne, jeżeli jelita mają być przez dłuższy czas magazynowane, ponieważ przy dłuższym składowaniu tłuszcz jełczeje powodując następnie gorzki smak wędlin. Jeżeli surowiec ma być bieżąco używany do wyrobu wędlin, można go nie kaszlować tak dokładnie, gdyż pozostałe resztki tłuszczu na jelicie podnoszą wartość wędlin. Przy kaszlowaniu nożem należy zwracać uwagę, żeby nie robić zacięć (tzw. sznytów) na jelitach. Jelita grube po okaszlowaniu opróżnia się z treści przez wyciskanie ręką i przepłukiwanie ciepłą wodą, przecinając jelito nożem w miejscach dziur i pęknięć oraz odcinając jednocześnie od jelita grubego krzyżówkę i kątnicę. Jelito grube wywraca się rękami wewnętrzną stroną na zewnątrz za pomocą ciepłej wody cieknącej z kranu umieszczonego nad płuczką, następnie obmywa z treści pokarmowej i szlamu przez płukanie w płuczce. Po dokładnym oczyszczeniu jelit mierzy się je na oznaczonej na stole miarce w 10-metrowe pęczki, wiąże sznurkiem i chłodzi w kadziach lub basenach w taki sam sposób jak żołądki wieprzowe. Po wychłodzeniu i ocieknięciu z wody towar poddaje się soleniu. Przy obmywaniu jelit z zawartości trzeba zwracać uwagę, żeby nie zostawały resztki treści pokarmowej na ściankach, zwłaszcza na powystrzępianych końcach kiszek, oraz zwracać uwagę na wymycie śluzu między fałdami jelit. Przy płukaniu należy często zmieniać w płuczkach wodę; najlepiej płukać w wodzie bieżącej. Wymagania jakościowe. Jelita wieprzowe grube przeznaczone na osłonki do wędlin nie mogą mieć czarnych plam, wrzodzików ropnych, gnilnego zapachu, muszą wytrzymywać normalne ciśnienie wody, być dokładnie obmyte z treści pokarmowej i możliwie dobrze z błony śluzowej (ze szlamu). Pęczek jelit grubych może się składać najwyżej z 8 kawałków bez dziur; każdy odcinek nie może być krótszy niż 0,25 m. Dopuszcza się w 1 pęczku 6 miejsc słabych (okienek). Kiszki przeznaczone do magazynowania muszą być dokładnie oczyszczone z resztek tłuszczu. Niepofałdowanych odcinków jelit wieprzowych grubych — od krzyżówki do właściwego jelita grubego (pofałdowanego) — używać można w braku innych osłonek jako osłonki do wyrobu zwykłych kiełbas. Odcinki te w języku handlowym noszą nazwę środkowych jelit wieprzowych, a długość ich wynosi od 0,8 do 1,5 m w zależności od wielkości zwierzęcia. Na specjalne zapotrzebowanie środkowe jelita wieprzowe oddziela się przy obróbce od jelit grubych i układa w oddzielne pęczki. Obróbka tego surowca ma przebieg następujący: najpierw całość jelita grubego wieprzowego, po opróżnieniu z treści i przelaniu ciepłą wodą, dzieli się na: a. krzyżówkę, b. jelito środkowe, c. właściwe jelito grube, d. kątnicę. Następnie jelito środkowe wieprzowe wkłada się do zimnej wody, po wychłodzeniu dokładnie kaszluje z tłuszczu i wywraca wewnętrzną stroną na zewnątrz, płucze w czystej wodzie i sprawdza przez przelanie wodą lub przedmuchanie sprężonym powietrzem, czy jelito nie ma dziur i zacięć nożem. W miejscach przedziurawień lub zacięć należy jelito przeciąć. Oczyszczone jelito wiąże się w pęczki 10-metrowe, chłodzi w basenie lub kadzi z zimną wodą i konserwuje solą tak jak jelita grube. Odcinki poniżej 0,45 m nie nadają się na osłonki do zwykłych kiełbas i należy je dołączać do jelit grubych wieprzowych. Jelita wieprzowe środkowe powinny odpowiadać następującym wymaganiom: muszą być dokładnie okaszlowane z tłuszczu, nie mogą mieć dziur w ściankach lub zacięć, powinny być w odcinkach o długości 45, 85 lub 120-150 cm, muszą posiadać właściwy kolor i swoisty zapach, końce odcinków muszą być równo odcięte nożem. 4. Krzyżówki wieprzowe Krzyżówkę odcina się nożem od jelita grubego w miejscu, gdzie kończy się jej gładki koniec, kaszluje się ją z tłuszczu, wywraca wewnętrzną stroną na zewnątrz, obmywa w płuczce ciepłą wodą z treści, następnie wiąże się krzyżówki w pęczki po 10 sztuk i chłodzi w taki sposób jak żołądki wieprzowe. Jeżeli krzyżówki mają być sortowane, chłodzi się je w zimnej wodzie luzem, a dopiero po wychłodzeniu sortuje i wiąże w pęczki według gatunków. Przy obróbce krzyżówek należy zwracać uwagę na dokładne wymycie surowca z treści pokarmowej i oczyszczenie z mięśni w pobliżu odbytu. Krzyżówka wieprzowa powinna mieć na końcu zgrubienie (koronkę stanowiącą pozostałość zgrubienia mięśniowego odbytu). Wymagania jakościowe. Krzyżówki wieprzowe niesortowane powinny odpowiadać następującym wymaganiom: muszą być dokładnie wymyte z treści pokarmowej i ze śluzu, nie mogą mieć czarnych plam, wrzodzików ropnych ani gnilnej woni, muszą posiadać ścianki odpowiednio mocne. Na pęczek krzyżówek (10 sztuk) dopuszcza się 3 sztuki z dziurami. Warunek dokładnego oczyszczenia z tłuszczu obowiązuje tak jak przy jelitach wieprzowych grubych. 5. Kątnice wieprzowe Oddzielone od jelita grubego kątnicę wieprzowe oczyszcza się z tłuszczu, przemywa wodą w płuczce, wywraca wewnętrzną stroną na zewnątrz, obmywa z treści pokarmowej i ze śluzu, następnie po dokładnym wypłukaniu wiąże się w pęczki po 10 sztuk i chłodzi w taki sam sposób jak żołądki wieprzowe. Po wychłodzeniu i ocieknięciu kątnicę poddaje się soleniu. Kątnicę wieprzowe należy odcinać od jelita grubego mniej więcej w odległości 5 cm za wpustem kiełbaśnicy do jelita ślepego, tak żeby wpust ten znajdował się przy kątnicy. Wymagania jakościowe. Kątnicę wieprzowe przeznaczone na osłonki do wędlin nie mogą mieć czarnych plam, ropnych wrzodzików ani gnilnej woni, muszą mieć ścianki odpowiednio mocne, muszą być dokładnie wymyte z treści pokarmowej i w miarę możności ze śluzu. Na pęczek (10 szt.) kątnic dopuszcza się 4 sztuki z dziurami. Warunek dokładnego oczyszczania kątnic wieprzowych z resztek tłuszczowych obowiązuje, tak jak przy jelitach wieprzowych grubych. Wiązania w pęczki jelit grubych, kątnic i krzyżówek dokonuje się grubszym a mniej twardym sznurkiem niż sznurek przeznaczony do wiązania innych rodzajów kiszek. Jelita te ze względu na grubość ścianek są stosunkowo ciężkie i końce ich mają tendencję do wysuwania się spod przewiązań, zwłaszcza w czasie chłodzenia pęczków w zimnej wodzie. Mocne zaciskanie pęczków sznurkiem zapobiegłoby wprawdzie rozwiązywaniu się pęczków w czasie kąpieli,) ale powodowałoby przecinanie ścianek jelit. Miękki sznurek o większej średnicy niż używany do wiązania kiełbaśnic, obejmując jelita na większej stosunkowo niż cienki szpagat powierzchni, zapobiega wyślizgiwaniu się końców jelit spod przewiązań i nie niszczy ich ścianek przy mocniejszym zaciskaniu. 6. Pęcherze wieprzowe Pęcherze wieprzowe, zależnie od zwyczaju panującego w danej rzeźni, mogą być wyjmowane jednocześnie z kompletem jelit lub oddzielnie razem z narządami rodnymi. Przy wycinaniu pęcherzy należy uważać, żeby nie zacinać ścianek oraz żeby zachować przy pęcherzu długą szyjkę. Po wyjęciu z tuszy usuwa się mocz z pęcherza przez wyciskanie rękami, opłukuje pęcherz zimną wodą i kładąc na desce leżącej na stole oczyszcza dokładnie nożem z tłuszczu i błon, bacząc, by nie uszkodzić jego ścian. Tego samego dnia, w którym pęcherz został wyjęty z tuszu i oczyszczony, powinien być nadmuchany i poddany suszeniu. Pęcherz przetrzymywany przez dłuższy czas przed nadmuchaniem nie będzie mieć połysku po wysuszeniu. Nadmuchiwanie pęcherzy powinno odbywać się za pomocą urządzeń służących do kalibrowania jelit lub za pomocą specjalnego „mieszka skórzanego" albo pompki ręcznej. Do nadmuchiwania pęcherzy można również używać kompresom służącego do napełniania powietrzem dętek samochodowych. Powietrze wprowadza się do pęcherza przez otwór szyjki, następnie zdejmuje szyjkę pęcherza z kurka kompresora i zaciskając ją palcami (żeby napompowane powietrze nie uchodziło), drugą ręką zawiązuje się koniec szyjki szpagatem. Przy nadmuchiwaniu trzeba zwracać uwagę, aby nie wtłaczać do pęcherza zbyt dużo powietrza, gdyż mogłoby to spowodować pęknięcie jego ścianki. Nie można jednak wtłoczyć zbyt mało powietrza, ponieważ stałoby się to przyczyną zmniejszenia objętości pęcherza i spowodowało powolniejsze tempo suszenia. Wiązanie nie może być zbyt mocne, zwłaszcza przy twardym szpagacie, żeby nie przeciąć szyjki pęcherza, ani za słabe, gdyż w czasie suszenia powietrze nadmuchane uleci z pęcherza i pęcherz stanie się bezwartościowy. Poszczególne pęcherze po nadmuchaniu wiąże się na sznurku po 10 sztuk, zachowując takie odstępy, żeby ścianki pęcherzy ze sobą się nie stykały. Zawieszony sznur pęcherzy doczyszcza się („pucuje") jeszcze dodatkowo nożem, usuwając resztki tłuszczu i błon. Po całkowitym oczyszczeniu pęcherze poddaje się konserwowaniu przez suszenie. 7. Przełyki wieprzowe W chwili obecnej przeprowadza się dopiero próby stosowania przełyków wieprzowych jako osłonek przy wyrobie wędlin. Zbiórkę tego surowca przeprowadza się tylko na specjalne zapotrzebowanie. Sposób zbierania, oczyszczania i konserwowania przełyków wieprzowych jest taki sam jak sposób podany dla przełyków bydlęcych. c. Jelita bydlęce Na komplet jelit bydlęcych składa się: jelito wiankowe, jelito środkowe, kątnica bydlęca, krzyżówka bydlęca, pęcherz bydlęcy, przełyk bydlęcy.Na osłonki do wędlin nadają się jelita ze sztuk o ciężarze żywym powyżej 100 kg. Po zbadaniu weterynaryjnym komplety jelit przewozi się z hali uboju do szlamiarni, gdzie następuje oddzielenie kiszek od otok i podział surowca jeliciarskiego na części.










-
Wysokie temperatury w wędzarni + inne dylematy spod Cz-wy...
Maxell odpowiedział(a) na Asano temat w Wędzarnie. Budowa i obsługa
Może tutaj coś znajdziesz /topic/10082-tradycja-iv-wędzenie-przetworów-mięsnych-1953-r/ -
Tradycja I. Ubój i obróbka poubojowa. 1953 r.
Maxell odpowiedział(a) na Maxell temat w Polska tradycja masarska
Rozdział IV ORGANIZACJA PRACY W HALI UBOJOWEJ Właściwe wykonanie i dobra organizacja pracy zawsze dają w wyniku należytą jakość wyprodukowanego towaru oraz wysoką wydajność zespołowej pracy. Aby osiągnąć te zadania, należy: opracować i ułożyć plan dnia roboczego w przeddzień rozpoczęcia prac, rozplanować pracę na hali ubojowej, szkolić pracowników, przestrzegać higieny i bezpieczeństwa pracy. 1. Opracowywanie planów dnia roboczego a. Planowanie ilości sztuk do uboju powinno nastąpić w przeddzień właściwej produkcji ubojowej; musi być ono uzależnione od ilości pracowników zatrudnionych w danej hali ubojowej. b. Narzędzia oraz urządzenia powinny być w takim stanie, aby nie wymagały naprawy i przygotowań w czasie właściwej pracy. Doprowadzenie ich do stanu używalności należy wykonać po zakończeniu pracy. Noże, topory i tasaki muszą być dobrze wytoczone, a następnie naostrzone. c. W przeddzień uboju należy wydzielić na pierwsze pokłady ubojowe część planowanego żywca w ilości wystarczającej przynajmniej na dwie godziny pracy. d. Czas rozpoczęcia pracy przez poszczególne grupy powinien być zróżniczkowany i dostosowany do potrzeb produkcji, np. wprowadzenie bydła do hal ubojowych na pierwszy pokład powinno być ukończone na kilka minut przed rozpoczęciem określonej regulaminem pracy ubojowej. Transportowcy (tragarze), oglądacz mięsa i wagowi rozpoczynają pracę później niż ubojowcy. 2. Podział cyklu produkcyjnego na czynności Aby opracować plan pracy dla danej hali uboju i ustalić dla niej obsadę, trzeba znać dokładnie jej wyposażenie w maszyny, narzędzia, sprzęt itp. U nas każda niemal rzeźnia, a nawet i hala są pod tym względem inne. W tych warunkach trudno jest dawać przepisy organizacji pracy w hali uboju. Jeżeli chodzi o pracę potokową w halach uboju, to ze względu na brak rzeźni całkowicie zmechanizowanych nigdzie się jej nie stosuje. Pracę potokową — taśmową organizuje się tam, gdzie tusze umieszczone na torach przesuwają się automatycznie przed stanowiskami pracowników. Zadaniem tych pracowników jest wykonanie ściśle określonych czynności w czasie ściśle określonym. Niewykonanie przez któregoś z pracowników jakiejś czynności powoduje, że przez następne stanowiska tusza przechodzi nie sprawiona i wraca torem powrotnym na miejsce, w którym obróbka została przerwana. Części tuszy odejmowane na poszczególnych stanowiskach są przesyłane do dalszej obróbki na taśmach, ruchomych stołach lub na ślizgach. Praca potokowa w rzeźniach ma bardzo szerokie zastosowanie. Stosowany u nas w bekoniarniach i niektórych rzeźniach system pracy naśladujący pracę taśmową jest raczej pracą ciągłą, gdzie pewna grupa pracowników dzieli między siebie i wykonuje pewne fragmenty obróbki bez pomocy automatycznego przesuwania tusz. Ten system jest bez porównania lepszy od pracy indywidualnej, gdy jednostka wykonuje wszystkie czynności od oszołomienia sztuki żywca aż do zważenia gotowej sprawionej tuszy. Praca grupowa daje możność racjonalnego wykorzystania indywidualnych uzdolnień poszczególnych jednostek, a przy odpowiednim racjonalnym ustawieniu pracowników zmusza do podciągania się i dostosowania się do ogólnego tempa pracy. Aby ułatwić projektowanie organizacji pracy w halach uboju świń lub bydła, podane są niżej przykłady organizacji pracy w pewnych określonych warunkach. Organizacja pracy w hali uboju świń z ubojem na leżąco — ubój i obróbka poubojowa w dwóch liniach. Wyposażenie hali stanowią: dwie komory ubojowe po 24 m2, kleszcze Latterschmidta do oszałamiania w każdej komorze, po jednym punkcie wodnym z ciepłą wodą i wężem długości 10 m, po 8 misek, po 4 beczki i mieszadła do krwi, po 40 czopów do kołkowania, 2 oparzelniki o wymiarach 3 X 1,50 X 0,70 m, 6 strag-nar do oparzania, 2 stoły żeberkowe o wymiarach 4 X 1,2 X 0,80 m, po jednym do każdej komory, 20 kozłów-wózków do skórowania, 2 stoły do szarfowania (odtłuszczania), skrzynie na tłuszcz, ruszty do składania skór odtłuszczonych, 2 podnośniki do podnoszenia oskórowanych tusz na torowisko, rozpinacze-wózki rozsuwane na dwóch torach — liniach obróbki. Wodę doprowadzoną do hali wykorzystuje się za pośrednictwem pryszniców zwisających nad stołami oraz punktów wodnych z wężami w miejscach zawieszania tusz na rozpinaczu, zdjęcia skóry i - dalszych. W hali znajdują się: szaragi numerowane, ruchome na ośrodki, baseny do płukania ośrodków, 40 misek numerowanych do badania kompletów jelit, szaragi numerowane, ruchome do błon, miski-blachy do nerek, 1 waga dziesiętna pokładowa, 1 waga wisząca, 4 wózki konfiskatory, 2 wózki do skór, 25 wózków-szaragów do podrobów. Hala połączona jest torowiskiem z przewiewnią i przedchłodnią. Planowany jest ubój 600 sztuk w ciągu 8 godzin pracy, a więc około 54 tonn mięsa. , W tych warunkach obsadę hali i podział czynności należy zaprojektować w sposób następujący: Komory ubojowe - - 2 czeladników i 6 pomocników dokonuje wpędu świń z poczekalni, oszałamiania, kłucia, chwytania krwi, zmywania i przesuwania ubitych sztuk do oparzelnika, czopowania i spychania na ławę oparzelnika. Przy oparzelnikach — 2 czeladników i 4 pomocników dokonuje wpuszczania tusz na stragi-nary, oparzania, odczopowania, wydawania z oparzelnika i utrzymywania temperatury wody w oparzelniku. Przy stołach — po 6 czeladników dokonuje skrobania, oczyszczania ze szczeciny, wycinania uszu, gałek ocznych, luzowania ścięgien, ryja i ozora oraz opalania łbów. Skórowanie — 6 czeladników zabierają sztuki ze stołów na kozły, skórują, odtłuszczają i podwożą oskórowane sztuki do zawieszania. Zawieszania na torze i odpychania kozłów do stołu dokonuje 2 pomocników. Doczyszczanie tusz na rozpinaczu wykonuje 2 czeladników. Prucie powłoki i oczyszczanie jamy brzusznej oraz odnoszenie kompletów jelit do misek wykonuje 2 czeladników. Opróżnianie klatki piersiowej, płukanie ośrodka, zawieszanie na szaragach i odcinanie woreczka żółciowego wykonuje 2 czeladników. Pikowanie słoniny i przecinanie tusz wykonuje 2 czeladników. Toaletę ostateczną — wymywanie klatek piersiowych. krwawników i łbów, usuwanie podbiegów krwawych i strzępów przeprowadza 2 czeladników. Podrywanie błon i łuskanie nerek, zdejmowanie błony, wyjmowanie mózgów wykonuje 2 czeladników. Sprzątanie hali — 4 sprzątających, do których należy zmywanie hali, utrzymanie porządku na hali, usuwanie konfiskat i zbiór odpadków tłuszczowo-mięsnych powstających w czasie pracy. Klasyfikację tusz, stwierdzenie ciężaru zwierzęcia bitego ciepłego, usuwanie tusz z hali przeprowadzają: l brakarz, l wagowy i 2 pomocników. Nadzór nad halą sprawuje l mistrz, nad liniami -2 brygadzistów; mistrz sprawuje dozór ogólny, przyjmuje żywiec do uboju, sporządza dokumentację ubojową, pilnuje wskaźnika wydajności poubojowej, ustala plan uboju wspólnie z kierownikiem hal ubojowych; brygadziści wyznaczają ludziom przydział pracy, dopilnowują wykonania planu produkcji, jakości obróbki oraz mają dozór nad szkoleniem uczniów i pomocy. Niezależnie od powyższego w skład kolumny ubojowej wchodzi jeszcze dodatkowo 2 czeladników w celu utrzymywania stałych jednoosobowych dyżurów w godzinach popołudniowych i nocnych. Nie wymienione są tu grupy pracowników z działu ubocznych artykułów ubojowych, których prace normują specjalne przepisy i którzy często obsługują kilka hal ubojowych. Podsumowując ilość ludzi zatrudnionych bezpośrednio przy uboju i obróbce poubojowej 600 sztuk świń o ciężarze mięsa 54 tonn w danej hali okaże się, że do wykonania tej pracy niezbędni są: 1 mistrz, 2 brygadzistów, 1 wagowy, 1 brakarz, 32 czeladników, 14 pomocników, 4 sprzątających. ogółem 55 ludzi. Ponieważ prace normowane wykonują brygadziści, czeladnicy i pomocnicy — razem 48 ludzi w ciągu 8-godzinnego dnia roboczego, przeto dadzą oni 384 roboczogodziny. W tym czasie wyprodukują oni 54 tonny mięsa, czyli na 1 roboczogodzinę wypadnie w zaokrągleniu 140 kg, co w danych warunkach jest normą wysoką, obsadę zaś należy uważać za planowaną oszczędnie. Organizacja pracy w hali uboju bydła. Hala wyposażona jest w: 40 stanowisk ubojowych (40 wind ręcznych, 40 kółek, 40 podkładów), torowiska dwuteownikowe z odgałęzieniem do każdego stanowiska, wózki-motyle do zawieszania sprawianych tusz w ilości około 500, kotwy na podroby - - około 300, wózki konfiskatory — 6, wózki wysokie do żołądków — 16, stoliki-wózki do jelit — 16, wózki do skór — 2, wózki do łoju — 8, punkty wodne - 20, węże stanowiskowe (krótkie, do 6 m) — 20, węże halowe (długości 20 m) — 2, aparaty do oszałamiania — 4, ruszty do skór — 32, kozły do rozwieszania skór — 10, miski do zbioru krwi — 16, beczki do krwi - - 8, mieszadła do krwi, baseny do mycia głów i ośrodków — 10, waga dziesiętna i waga wisząca do ważenia tusz. Ubój dzienny na wymienionej hali - 240 sztuk dużego bydła, czyli około 33 tonny mięsa. Obsadę hali i podział czynności można zaprojektować w dwojaki sposób: indywidualno-grupowy lub grupowy. Podział indywidualno-grupowy polega na stworzeniu zespołów, np. z 4 czeladników i 4 pomocników. Każdy z czeladników dokonuje na swej sztuce kłucia, obróbki głowy, zdejmowania skóry z boków i grzbietu, pruje powłokę jamy brzusznej, opróżnia jamę brzuszną, opróżnia klatkę piersiową, pikuje, ćwiartuje i dokonuje toalety. 4 pomocników przy 4 sztukach — oszałamia, odpiłowuje rogi, zdejmuje skórę z nóg, odejmuje nogi, profiluje i brzeguje skórę, zdejmuje skórę z łopatek i karku, utrzymuje porządek w stanowisku, winduje sztuki, podciąga wózki pod sztuki, odbiera łój z wyjętych żołądków, przerzuca tusze z wind na wózki-motyle oraz dostarcza do wagi tusze i podroby. Takich grup do ubicia 240 sztuk potrzeba 4, czyli 16 czeladników i 16 pomocników. Pracę grupową można zorganizować na przykład w ten sposób: obsadę ustala się na 16 czeladników i 12 pomocników, których dzieli się według specjalności: 4 czeladników kłuje, pruje powłokę jamy brzusznej, wyjmuje sieć, pęcherz i krzyżówkę, w końcu pikuje i przecina tusze; 4 czeladników obrabia głowy, wyjmuje żołądki i jelita, otwiera i opróżnia klatkę piersiową, odejmuje wymiona; 8 czeladników pracując po dwóch zdejmuje skórę z boków i grzbietów oraz dokonuje toalety tusz; 4 pomocników oszałamia, profiluje i brzeguje skórę, podwindowuje tusze, waży je (czynności profilowania i brzegowania można powierzyć pomocnikom już przyuczonym); 4 pomocników odpiłowuje rogi, zdejmuje skórę z przednich nóg, odejmuje przednie nogi, utrzymuje porządek w stanowiskach, zdejmuje skórę z łopatek i karku, rozwiesza skóry na kozłach i waży podroby; 4 pomocników zdejmuje skórę z tylnych nóg, odejmuje tylne nogi, obiera łój z wyjętych żołądków, przygotowuje wózki-motyle i wózki-kotwy oraz przesuwa tusze z wind na wózki-motyle. Zarówno w jednym, jak i w drugim przypadku obsadę uzupełniają: 1 mistrz, 2 brygadzistów, 1 brakarz i wagowy w jednej osobie i 2 sprzątających; zadania ich są takie same jak zadania takich pracowników w hali uboju świń. Przy pierwszym sposobie organizacji pracy obsada w liczbie 2 brygadzistów, 16 czeladników i 16 pomocników — razem 34 ludzi — przepracowuje dziennie 272 roboczogodziny ubijając 240 sztuk o ciężarze mięsa 33 tonny; w ten sposób wyrabiana norma wynosi 121 kg na 1 roboczogodzinę, co przy danym wyposażeniu hali jest nieco za mało. Przy drugim sposobie organizacji pracy kolumna składa się z 2 brygadzistów, 16 czeladników i 12 pomocników, czyli razem 30 ludzi przepracowujących 240 roboczogodzin dziennie. W tym przypadku wydajność ich pracy będzie wyższa i wyniesie 138 kg na 1 roboczogodzinę, co należy uważać za zadowalające. Pierwszy sposób organizacji pracy w hali uboju bydła daje jednak możliwość lepszego szkolenia i doskonalenia się pomocników. W każdym przypadku organizując pracę w halach uboju pamiętać należy o racjonalnym i oszczędnym wykorzystaniu pracy ludzkiej przy zachowaniu wysokiej jakości obróbki, która decyduje o sposobie i zakresie wykorzystania mięsa przygotowanego w danej hali uboju. 3. Szkolenie pracowników Przy podziale cyklu ubojowego należy pamiętać o szkoleniu młodzieży i robotników starszych, nie wykwalifikowanych ubojowców. Jako zasadę przyjmuje się, że pierwszeństwo do szkolenia mają pracownicy młodsi. Szkolenie powinno odbywać się w ten sposób, aby kandydatowi na ubojowca po opanowaniu czynności prostych stopniowo powierzać czynności bardziej złożone, dając mu w ten sposób możliwość awansu społecznego. W okresie szkolenia mistrzowie i brygadziści powinni szkolić uczniów praktycznie w czasie normalnej pracy. Należy zwracać uwagę na zdolności kandydatów na ubojowców, które zazwyczaj zarysowują się w okresie pierwszych tygodni. Okres czasu szkolenia zależy od zdolności pracownika. Przy szkoleniu uczniów należy stosować taktykę przydzielania uczniów po jednym na stanowisko pod opiekę fachowego pracownika, aby jakość produkcji zbytnio nie ucierpiała. O możliwości powierzania kandydatowi czynności wyższego rzędu od wykonywanej dotychczas powinien decydować kierownik hali ubojowej w porozumieniu z mistrzem. 4. Bezpieczeństwo i higiena pracy Pracowników rzeźni i zakładów mięsnych obowiązują przepisy porządkowe i przepisy pracy. Przepisy te powinny być ujęte w formę regulaminów. Regulaminy ustalają czas i tryb pracy — pewne zakazy (jak np. zakaz palenia tytoniu w halach, zakaz używania alkoholu), warunki, którym powinni odpowiadać pracownicy zakładu, regulujące sprawę wstępu i ruchu w zakładzie itp. Sprawa higieny jest w zakładzie mięsnym jednym z czołowych zagadnień. Dlatego też pracowników rzeźni obowiązują rygorystyczne przepisy co do higieny osobistej. Każdy pracownik zgłaszający się do pracy w zakładzie mięsnym poddawany jest badaniu lekarskiemu na nosicielstwo chorób zakaźnych, jak np. gruźlica, choroby weneryczne, paratyfus itp. W czasie pracy w halach obowiązuje pracowników noszenie ubrań ochronnych i fartuchów, ubrania osobiste - domowe pozostają w szatniach. Ubrania ochronne i fartuchy muszą być czyste i całe. Idąc do ustępów pracownicy obowiązani są zdjąć fartuch, a po wyjściu z ustępów umyć ręce wodą bieżącą i mydłem. Pracę należy wykonywać w ten sposób, aby ubranie nie stykało się z mięsem, ręce należy myć często, zwłaszcza po zdjęciu skóry z tuszy i odcięciu nóg. Do przenoszenia mięsa należy wkładać specjalne, impregnowane kurtki i kaptury z pelerynkami. Przy wchodzeniu do samochodu lub wagonu, do których ładuje się lub z których wyładowuje się mięso, należy pamiętać o dokładnym uprzednim oczyszczeniu obuwia. Choroby odzwierzęce, niebezpieczeństwo uszkodzeń mechanicznych powodowanych ruchami obronnymi zwierząt rzeźnych grożą pracownikom hal ubojowych ze względu na charakter ich pracy jeszcze w większej mierze niż pracownikom magazynów żywca. Stąd wypływa konieczność jak najbardziej rygorystycznego przestrzegania regulaminu pracy w hali ubojowej, przyjętej metody przystępowania do zwierząt, niedopuszczania do pracy przy uboju osób z uszkodzeniami na rękach, umożliwienia pracownikom korzystania z urządzeń kąpielowych i środków odkażających (patrz książka: Służewski Z.: Gospodarka żywcem w rzeźniach. PWT. Warszawa 1952 r.). PIŚMIENNICTWO Dobrzański L. i Urbański J.: Podręcznik weterynarii. Warszawa 1939. Jastrzębski P.: Obróbka jelit. Warszawa 1952. Jastrzębski P.: Zbiórka odpadków poubojowych. Warszawa 1952. Konopiński T.: Ocena bydła opasowego. Poznań 1935. Konopiński T.: Trzoda chlewna jako towar rzeźny. Poznań 1935. Kownacki R.: Szczecina. Lublin 1938. Kwasieborski M.: Chów bydła. Warszawa 1929. Moczarski Z.: Hodowla zwierząt. Poznań 1946. Pezacki W.: Żywiec rzeźny. Warszawa 1952. Poplewski R.: Anatomia ssaków. Warszawa 1948. Służewski Z.: Gospodarka żywcem w rzeźniach. Warszawa 1935. Światłowski W.: Transport zwierząt żywych. Warszawa 1952. Trawiński A.:: Mięso i produkty mięsne. Warszawa 1938. Trawiński A.: Mięsoznawstwo. Warszawa 1948. Wiśniewski K.: Mięso i ważniejsze przetwory z mięsa. Warszawa 1948. Bogdanów J. A,: Izbrannyje soczynienja. Moskwa 1949. Dobrochotow A. T.: Czastnoje żywotnowodstwo. Moskwa 1949. Iwanów i Troicki: Anatomja i fizjołogja sielskochoziajstwiennych żywotnych. Kuzniecow B. A.: Towarowiedienje wtorostiepiennych widów żywotnowo syrja. Manerberger A. A. i Mirkin J. J.: Tiechnołogja miasa i miasoproduktow. Moskwa 1949. Czasopisma: Gospodarka Mięsna: Miasnaja industrja SSSR. Pisownia oryginalna z 1953 roku. Dla potrzeb forum, opracował: Maxell -
Tradycja I. Ubój i obróbka poubojowa. 1953 r.
Maxell odpowiedział(a) na Maxell temat w Polska tradycja masarska
c. Wstępna obróbka świń Na każdą partię świń wpędzoną do zagród przedubojowych musi być dostarczony kierownikowi hali uboju kwit rozchodowy magazynu żywca z podaniem ilości sztuk i ciężaru dla każdej klasy oddzielnie. Kwit ten służy później do sporządzania raportu uboju. Przed rozpoczęciem wstępnej obróbki należy sprawdzić, czy woda w oparzelnikach ma właściwą temperaturę. Temperatura wody w oparzelniku przy zdejmowaniu kruponu ze szczeciną powinna wynosić 62-65° C. Temperatura taka powoduje rozluźnienie komórek naskórka i nabłonka pochewek włosowych, a w wyniku - łatwość zbiórki szczeciny. Wyższa temperatura jest często przyczyną pękania skóry i zaparzania cebulek szczeciny w pochewkach włosowych, co powoduje trudniejsze jej usuwanie oraz podnosi niepotrzebnie ilość zużywanej energii cieplnej i podwyższa koszt obróbki. Następnie sprawdza się, czy pozostałe urządzenia i sprzęt są na miejscu i we właściwej ilości, wystarczającej do rozpoczęcia i prowadzenia wstępnej obróbki przynajmniej na okres dwóch godzin. Również sprawdza się doprowadzenie do należytej czystości komory ubojowej oraz wszelkich pomieszczeń i urządzeń. Wstępną obróbkę świń prowadzić można przez oparzenie całej tuszy świńskiej albo przez oparzanie częściowe. Dotychczas przy zdejmowaniu skóry ze świń stosuje się metodę częściowego oparzania, jest jednak opracowana nowa metoda zdejmowania skóry świńskiej po uprzednim jej oparzeniu i zdjęciu szczeciny. Ponieważ technika dalszej obróbki jest niezmieniona, dlatego też na początku podany jest dotychczasowy sposób częściowego oparzania, a następnie — metoda i technika oparzania całej tuszy i wreszcie sposób wstępnej obróbki świń na wiszące. Z zagród przedubojowych wpędza się świnie po kilka sztuk do komory ubojowej. Oszałamianie przeprowadza się z reguły przez elektronarkozę kleszczami Latterschmidta, a rzadziej przez wstrząs mózgu przy użyciu aparatu „Radical". Kleszczy zarówno z prądem włączonym, jak i bez prądu nie wolno używać do popędzania świń. Przy oszałamianiu zakłada się świni w okolicy uszu kleszcze z wyłączonym prądem i niezwłocznie włącza się prąd na przeciąg kilkunastu sekund do czasu ustania drgawek. Chwytanie kleszczami zwierzęcia w innych okolicach ciała jest niedopuszczalne. W przypadku braku prądu lub uszkodzenia kleszczy świnie oszałamia się aparatem „Radical". Aparat naładowany z napiętą iglicą przyciska się do kości czołowej w miejscu skrzyżowania linii prostej pionowej poprowadzonej od środka ryja do środka górnej krawędzi kości czołowej z linią poziomą przeprowadzoną około 2 cm powyżej oczu. Natychmiast po oszołomieniu przystępuje się do kłucia świni. Miejsce kłucia powinno być oczyszczone z brudu. Przy kłuciu uwzględnia się następujące momenty: zrobienie jak najmniejszej rany kłucia, dokładne wykrwawienie sztuki, zebranie jak największej ilości krwi i otrzymanie jak najmniejszej ilości mięsa przepojonego krwią. Kłucie wykonuje się krótkim, wąskim, obosiecznym sztyletem. W braku sztyletu wolno używać krótkich wąskich noży; w ostateczności tylko dopuszczalne jest użycie noża zwykłego, krótkiego o długości 12-13 cm (np. trybownik nr 5). Przy kłuciu przecina się tętnice i żyły szyjne w miejscu wyjścia ich z klatki piersiowej, a więc w odległości około 10 cm za mostkiem w kierunku podgardla. Sztylet wbija się nieco z boku szyi i w poprzek szyi (nie wzdłuż szyi, nie za głęboko). Wylotu otworu nie należy poszerzać, wolno jedynie w chwili, kiedy sztylet jest zagłębiony w szyi, wykonać ruchy cięcia do dołu i w górę końcem ostrza sztyletu. Szerokość rany kłucia nie może być większa niż 3-4 cm. Jest to bardzo ważne ze względu na konieczność ograniczenia przedostawania się wody z oparzelnika poprzez ranę kłucia do wnętrza organizmu. Praca serca trwa jeszcze w ciągu pewnego czasu, toteż po wrzuceniu tuszy do oparzelnika następuje zasysanie wody, a z nią drobnoustrojów poprzez przecięte naczynia do krwiobiegu i rozniesienie ich po całej tuszy; wynikiem tego jest przyspieszone psucie się mięsa. Aby temu w miarę możności zapobiec, należy po zakłuciu przed wrzuceniem do oparzelnika przetrzymać tuszę w ciągu kilku minut w komorze, najlepsze wyniki daje zamknięcie rany kłucia przez zaszycie, spięcie lub korkowanie. Wypływającą krew chwyta się do 'płaskich misek. Czas wykrwawienia trwa około 5 minut; w związku z tym komora ubojowa musi być odpowiednio wielka, aby nie hamować pracy, a ilość naczyń do chwytania krwi dostosowana do wielkości uboju. Po wykrwawieniu należy tuszę dokładnie obmyć strumieniem ciepłej wody i wyszorować szczotką ryżową. Po stwierdzeniu śmierci przez ukłucie końcem noża w koronkę racicy knebluje się gardziel drewnianym kołkiem (rys. 25), aby woda z oparzelnika nie przedostała się do płuc. W przypadku przedostania się brudnej wody do płuc stają się one niezdatne do spożycia i są niszczone na podstawie badania weterynaryjnego. Aby uniknąć zanieczyszczenia mięsa i wtargnięcia szkodliwych drobnoustrojów do wnętrza organizmu przed wrzuceniem do oparzelnika nie wolno robić na tuszy żadnych cięć i nacięć. Drugi okres wstępnej obróbki świń polega na oparzeniu tuszy, oczyszczeniu ze szczeciny i zdjęciu skóry. Po uboju i wykrwawieniu następne okresy obróbki mogą być przeprowadzane przy częściowym oparzaniu tuszy, przy jej całkowitym oparzaniu lub sposobem bekonowym. Obróbkę z częściowym oparzeniem tuszy przeprowadza się w sposób następujący: Po obmyciu tuszy i zakneblowaniu gardzieli ubitą sztukę podciąga się do oparzelnika i zsuwa na podstawione nary (nosze — stragi), które umożliwiają zanurzenie w gorącej wodzie brzucha i boków do wysokości stawów łokciowych przednich i stawów kolanowych nóg tylnych oraz głowy z podgardlem. Chcąc dokładnie oparzyć całą głowę, która jest najtrudniejsza do oczyszczenia, należy wcisnąć ją do oparzelnika za pomocą specjalnych widełek lub uchwytów, przy czym drugi koniec widełek opiera się o poprzeczkę znajdującą się pomiędzy uchwytami nar. Zsuwanie na nary wykonuje się w taki sposób, aby nie powodować falowania wody w oparzelniku i nie pobryzgać skóry gorącą wodą, ponieważ w miejscach, na które spadnie woda gorąca o temperaturze powyżej + 60° C, skóra może być przeparzona. Głowa powinna być zanurzona cała wraz z uszami; można oparzać i kark za uszami na szerokości dłoni (około 10 cm), natomiast zad należy oparzać polewając gorącą wodą z czerpaka nie dalej niż na odległość 10 cm od nasady ogona. Woda w oparzelniku w miarę zanieczyszczenia i w miarę możliwości powinna być w ciągu pracy zmieniana. Po ukończeniu procesu oparzania, trwającego 3-5 minut, tuszę wyciąga się za pomocą podnośnika do szczeciniarki, a tam gdzie jej nie ma — na stół żeberkowy w celu usunięcia szczeciny z części oparzonych. Przed wpuszczeniem do szczeciniarki wyciąga się z gardzieli czop kneblujący. Czop taki w razie dostania się pomiędzy łapy szczeciniarki mógłby je połamać, a w przypadku wyrzucenia ze szczeciniarki ze znaczną siłą mógłby spowodować pokaleczenie ludzi pracujących przy kotle. Szczeciniarka automatyczna nastawiona na określony czas, raz uruchomiona, znajduje się w ruchu ciągłym i automatycznie, np. co 30 sekund zabiera jedną sztukę z oparzelnika i jedną wyrzuca na stół żeberkowy. Półautomatyczne szczeciniarki należy włączyć i zatrzymywać przy każdej sztuce. Po wyrzuceniu tuszy ze szczeciniarki podlega ona dalszemu, dokładniejszemu oczyszczaniu z resztek szczeciny, naskórka i brudu przy użyciu tzw. dzwonków (gloków, tulejek) lub tępych noży. Po wyrzuceniu tuszy na stół żeberkowy wycina się uszy środkowe, oczy (należy uważać, aby przy tych czynnościach nie wycinać zbyt dużo mięsa i tłuszczu), zdejmuje się raciczki i obnaża ścięgna mięśnia zginacza głębokiego na wysokości śródstopia ewentualnie u sztuk długich — ścięgno piętowe Achillesa. Następnie obluzowuje się język przecinając podgardle i okrawa się górną krawędź ryja z otworami nozdrzy, aby umożliwić wyciekanie śluzu i krwi z nozdrzy. Nad stołem musi być kilka punktów wodnych z prysznicami w celu parokrotnego przynajmniej zmywania tuszy z resztek szczeciny, naskórka, brudu i krwi. Pracę przy stole żeberkowym organizuje się taśmowo. Czeladników ustawia się po obu stronach stołu, przy czym każdy wykonuje ściśle ograniczoną czynność, za której dokładne wykonanie jest odpowiedzialny. Specjalnie należy zwrócić uwagę na dokładne oczyszczenie wszelkich zagłębień na głowie i w pachwinach oraz na ściągnięcie naskórka. Naskórek nie ściągnięty po obeschnięciu tuszy tworzy plamy jakby po oparzeniu; miejsca te najpierw ulegają oślizgnięciu. Ze stołu żeberkowego tuszę ściąga się na wózek do skórowania. Zdejmowanie skóry odbywa się z zachowaniem warunków higieniczno-sanitarnych oraz wymagań przemysłów mięsnego i skórzanego i z zastosowaniem przepisów Ministerstwa Rolnictwa. Tuszę na wózku układa się nogami do góry. Przede wszystkim obrysowuje się profil nożem. Obrys prowadzi się po obu bokach tuszy, rozpoczynając od karku na szerokość dłoni (10 cm) za uszami, wzdłuż granicy policzka do przedniego zgięcia stawu łokciowego i dalej przez staw łokciowy w linii prostej — równolegle do linii sutek — do stawu kolanowego i do tylnego zagięcia kolanowego, po czym poprzez pośladki — do nasady ogona. Krupon nie powinien na rogach być zaokrąglany, lecz powinien tworzyć prostokąt. W przypadku poparzenia części obrzeża kruponu profil należy prowadzić ponad miejscami oparzonymi, tak by części oparzone zostały przy tuszy. Zdejmowanie skóry odbywa się w ten sposób, że najpierw podcina się brzeg skóry na szerokość dłoni, następnie część podciętą silnie naciąga się lewą ręką, przy czym skóra tworzy kąt ostry z tuszą. Kilkoma (6-8) cięciami długim i ostrym nożem oddziela się skórę od słoniny starając się nie zaciąć skóry, nie poszarpać słoniny i nie zostawić jej za dużo przy skórze. Dopuszczalna norma pozostawionej przy skórze słoniny nie powinna przekraczać 12-18% wagi całego kruponu. Skórę po zdjęciu składa się na pół, mizdrą do środka, i odsyła do odtłuszczenia. Odtłuszczanie odbywa się natychmiast po zdjęciu skóry na stołach o twardych i gładkich powierzchniach. Powierzchnie te mogą być marmurowe, szklane, metalowe lub z twardego drewna. Można też używać do odtłuszczania belek drewnianych lub metalowych o powierzchni roboczej szerokości około 15 cm i długości 150 cm. Najlepszym jednak sprzętem do tego celu jest kłoda, tj. stół w kształcie beczki wzdłuż przeciętej, ustawiony pochyło, przy czym dolny jego koniec opiera się o dno skrzyni - lotni, do której zsuwa się oddzielany tłuszcz, a koniec górny jest zaopatrzony w ruchomą klapę, która zapobiega zsuwaniu się; klapa dociskana jest za pomocą zacisków albo też, co jest praktyczniejsze, pracownik dociska ją brzuchem i nie traci czasu na otwieranie i zamykanie zacisków. Tłuszcz spod skóry musi być chroniony przed zanieczyszczeniem, aby nadawał się jako artykuł jadalny. Po zdjęciu skóry tuszę zawiesza się za pomocą podnośnika za obnażone ścięgna tylnych nóg na rozpinaczach - wózkach do dalszej obróbki; tusza musi być rozciągnięta na rozpinaczu możliwie jak najszerzej, aby ułatwić dalsze czynności, które przeprowadza się już w trzeciej fazie obróbki wstępnej świń, tj. opróżnianie jamy brzusznej i klatki piersiowej. Tusza zawieszona na rozpinaczu na torze kolejki napowietrznej przechodzi pozostałe okresy obróbki wstępnej. Tuszę dokładnie obmywa się pod prysznicem w celu usunięcia resztek brudu i szczeciny, następnie zakańcza się usuwanie ewentualnie pozostałej szczeciny, przy czym resztki jej na głowie, jeżeli nie dają się usunąć nożem, opala się palnikiem Bunsena. Czynności te wykonuje się możliwie szybko, aby nie przedłużać czasu pozostawania wnętrzności wewnątrz tuszy. Przystępując do patroszenia przecina się skórę od pępowiny do spojenia łonowego. U wieprzy przede wszystkim, usuwa się prącie wraz z napletkiem, a u knurów również jądra. Następnie otwiera się część jamy brzusznej od pępowiny aż do wyrostka mieczykowatego mostka, przecina spojenia kości łonowych i usuwa się pęcherz moczowy unikając wylania jego zawartości na tuszę; u samic usuwa się macicę. W celu usunięcia jelit oddziela się zewnętrzną część odbytnicy (u samic -i sromu) zwracając uwagę, aby wraz z odbytnicą i końcową częścią jelita prostego nie wyciąć zbyt wiele tłuszczu, i wyjmuje się na zewnątrz przez otwarte spojenie kości łonowych; następnie przecina się przełyk tuż przy samej przeponie uważając, aby nie rozlać treści, i wyjmuje się cały przewód pokarmowy z otoczką, trzustką i śledzioną. Całość jelit kładzie się na stół do badania weterynaryjnego; po zbadaniu przewód pokarmowy przenosi się do jeliciarni. Usuwając przewód pokarmowy należy starać się pozostawiać przy nim możliwie jak najmniej tłuszczu, nie uszkodzić go i nie zanieczyścić tuszy jego' zawartością. Przy tych czynnościach zwraca się uwagę, aby nie uszkodzić tętnicy biodrowej zewnętrznej, niezbędnej do nastrzykiwania szynek. Następną czynnością jest otwarcie klatki piersiowej przez przecięcie mostka do końca i przecięcie ruchem okrężnym przepony, tak aby mięsień przepony i nóżka mięśnia przepony pozostały przy tuszy. Chwytając lewą ręką za koniec przełyku wyjmuje na zewnątrz cały ośrodek (wątrobę, płuca i serce), wycina język i wraz z ośrodkiem oddziela ostatecznie od tuszy. Ośrodek natychmiast płucze się i obmywa w wodzie, rozcina przełyk wzdłuż, po czym zawiesza się go na jednym z haków w kolejności dokonywanego uboju do badania weterynaryjnego; oddziela się przy tym woreczek żółciowy. Skrzepy krwi z klatki piersiowej usuwa się przez zmywanie wodą ewentualnie przez szorowanie szczotką ryżową. Po opróżnieniu i oczyszczeniu klatki piersiowej przystępuje się do czwartej fazy obróbki, tj. do przepołowienia tuszy. Czynności tej dokonuje się w ten sposób, że najpierw tuszę pikuje się, tj. nacina się słoninę począwszy od ogona (ogon pozostawia się przy prawej półtuszy) wzdłuż kręgosłupa po szczytach wyrostków ościstych aż do głowy, prowadząc nóż w linii prostej. Następnie staje się po stronie otwartej jamy brzusznej i tasakiem, toporem lub piłą przecina się tuszę począwszy od góry poprzez kręgi na dwie zupełnie równe części. Linię prostą prowadzi się do pierwszego kręgu szyi włącznie, natomiast kość potyliczną przecina się niezupełnie przez środek, lecz nieco z boku w prawo lub w lewo, aby ominąć i nie uszkodzić przysadki mózgowej; dalej już cięcie prowadzi się przez środek czaszki. Na zakończenie jeszcze raz sprawdza się czystość roboty: usuwa się wszelkie zanieczyszczenia, skrzepy krwi, resztki szczeciny, strzępy mięsa, tłuszczu i kości, odsłania się nerki z otaczającego tłuszczu i „podrywa sadła", aby odsłonić mięśnie brzuszne i szybciej ostudzić połówki; przy „podrywaniu sadeł" należy uważać, aby nie uszkodzić tętnic biodrowych. Gdy tusza zostanie ostemplowana przez lekarza weterynaryjnego, odejmuje się błony i nerki. Po wykonaniu tych czynności tuszę przesuwa się do przewiewni, a później na wagę; przy ważeniu rejestruje się numer kontrolny, klasę tuszy i ciężar „bity ciepły". Oparzanie całkowite świń w celu pozostawienia szczeciny w rzeźni musi być przeprowadzane w ten sposób, aby temperatura wody w oparzelniku i czas oparzania były wystarczające do obluzowania cebulek szczeciny w pochewkach włosowych, lecz aby nie wystąpiły zmiany w skórze jako surowcu garbarskim. Badania i próby przeprowadzone przez autora w kilku rzeźniach na kilkunastu tysiącach skór wykazały, że skóry oparzane w wodzie o temperaturze od + 58 do + 60° C w ciągu 2,5-4 minut zupełnie nie traciły swoich właściwości dobrego surowca garbarskiego. Temperaturę wody w oparzelniku należy stale utrzymywać na takim samym poziomie i mierzyć bez przerwy w ciągu całego czasu pracy. Temperatury wyższe od podanych niszczą skórę, zaś temperatury niższe zwalniają tempo i utrudniają pracę. Wodę w oparzelniku podczas pracy można i należy podgrzewać przez otwieranie niewielkiego dopływu pary, jednak w tym momencie w pobliżu otwartej dyszy nie może być oparzanych świń, a wodę nad dyszą należy silnie mieszać wiosłem. Nad wylotem dyszy z parą należy wmontować ekran-zastawkę, która będzie kierowała strumień pary do dna oparzelnika. Oszałamiania, kłucia, wykrwawiania i wpuszczania do oparzelnika należy dokonywać kolejno w tempie dostosowanym do przepustowości oparzelnika. Po wykrwawieniu sztukę obmywa się strumieniem możliwie ciepłej wody i szoruje szczotką ryżową. Tusze w oparzelniku muszą być w ciągu całego czasu oparzania pod wodą i w ciągłym powolnym ruchu. Czas oparzania trwa 2-4 minut, a wyjątkowo sztuk specjalnie „twardych" — 5-6 minut. Czas oparzania reguluje się jednak nie według zegarka, lecz przez próbowanie wyciągania ręką szczeciny z tylnej pachwiny. Gdy szczecina z pachwiny daje się wyciągnąć, tusza jest dostatecznie oparzona i należy ją natychmiast wyciągnąć z oparzelnika bez względu na czas przebywania i kolejność wejścia do oparzelnika. Czynności badania gotowości do wyciągnięcia dokonuje mierzący temperaturę. Przed rozpoczęciem pracy należy skontrolować, czy łapy i żebra szczeciniarki nie będą powodowały zadrapań skóry. Łapy muszą być umocowane na elastycznej gumie, śruby dobrze dokręcone, nakrętki niewystające i bez ostrych krawędzi, krawędzie łap i żeber dobrze oszlifowane, tępe i gładkie. W celu oczyszczenia części kruponowej z resztek szczeciny używać należy skrobaczek nie powodujących zadrapań rozgrzanej delikatnej skóry. Mogą to być skrobaczki z rogów bydlęcych o odpowiednio wygładzonych nasadach lub z dużych racic bydlęcych, ewentualnie z twardego drewna w kształcie struga, noża czy też łopatki, tzw. dzwonka (tulejki, gloka) grubościennego o dobrze oszlifowanej części skrobiącej. W żadnym przypadku nie wolno; użyć do tego celu ostrza zwykłego noża. Zdjęcie skóry odbywa się w ten sam sposób jak przy częściowym oparzaniu. Ludzie nieprzyzwyczajeni do trzymania w ręku śliskiej skóry mają na początku pewne trudności w uchwyceniu i trzymaniu jej. Pomocne mogą być w tym przypadku czyste lniane ściereczki lub rękawice. Profil kruponu przy oparzaniu całkowitym może być powiększony i wydłużony w kierunku ogona i uszu. Na prawej łopatce profil przechodzi poza normalną prostą linię; pozostawia się kawałek skóry z łopatki wielkości dłoni, na którym wycina się znak rzeźni i datę zdjęcia skóry. Przy odtłuszczaniu, również dla ułatwienia sobie pracy, należy trzymać skórę poprzez lnianą ścierkę. Po odtłuszczeniu każdą skórę trzeba zaopatrzyć w znak rzeźni i datę zdjęcia. Czynności tej dokonuje się przez wycięcie na prawej łopatce dłutem lub specjalną formą odpowiednich znaków. Jest to niezbędne dla ustalenia zakładu i wykonawców, którzy ewentualnie nie dotrzymując warunków oparzenia przeparzyli skóry, co daje się wykryć dopiero po wygarbowaniu skóry. Trzeci i czwarty okres obróbki przy całkowitym oparzaniu jest taki sam jak przy obróbce z oparzaniem częściowym. Przy wstępnej obróbce świń na wisząco, sposobem bekonowym, niektóre czynności wykonuje się odmiennie. Świnie po oszołomieniu chwyta się za tylną nogę specjalnym pętem, po czym doczepia się je do podnośnika i wciąga na tor ślizgowy przebiegający nad korytem i korytarzem wykrwawiania. Przecięcie żył i wykrwawienie następuje w pozycji wiszącej. Przy tym sposobie uboju krew do celów jadalnych może być zbierana jedynie w pierwszym momencie wytrysku przez chwytanie strumienia krwi do naczynia podstawionego w pewnej odległości od tuszy. Tusza po pochyłym torze ślizgowym przesuwa się własnym ciężarem do kotła. Sztuki bekonowe i wszystkie, które oparza się w całości, przed wrzuceniem do oparzelnika muszą mieć gardziele kołkowane (kneblowane) w celu zapobiegnięcia dostania się do płuc brudnej wody z oparzelnika. Kołek obowiązkowo usuwa się przy wyjmowaniu tuszy z kotła i podawaniu jej na stół lub do szczeciniarki. Sztuki bekonowe zawiesza się na hakach (rys. 26), a po oczyszczeniu przesuwa po torze kolejki napowietrznej do opalenia w specjalnym „duńskim" piecu. Przed wsunięciem do pieca przy użyciu specjalnych rozporek metalowych (rys. 27) rozpina się przednie kończyny tak, aby odsłonić pachy w celu opalenia. Po opaleniu tusze bekonowe poddaje się myciu pod natryskami za pomocą szczotek ryżowych na kijach, chroniąc powierzchnię skóry przed uszkodzeniem. Po umyciu i oczyszczeniu z naskórka za pomocą noży dokonuje się znakowania, a następnie po normalnym oprawieniu formuje się przy użyciu uchwytów (haków z grubego drutu lub pęt ze sznura jutowego) nogi przednie, aby łopatkom nadać pożądane położenie. Przepołowienie tusz bekonowych odbywa się zgodnie ze specjalnymi przepisami. d. Wstępna obróbka cieląt Cielęta wpędza się małymi partiami z zagrody przedubojowej do hali uboju. Chwyta się je i kładzie do korytek - kozłów ubojowych głową w kierunku spadku i w pozycji leżącej, po czym oszałamia się przez zastosowanie elektronarkozy lub przez wstrząs mózgu (uderzenie pałką). Nie wolno zawieszać cieląt przed uprzednim oszołomieniem. Dopuszczalne jest oszołomienie cielęcia trzymanego przez czeladnika i następnie zawieszenie już oszołomionego w celu wykrwawienia. Wykrwawienie przeprowadza się przez poprzeczne przecięcie szyi tuż pod dolną szczęką. Cielę daje 1-1,5 kg krwi. Wykonanie głównych cięć do skórowania przeprowadza się w pozycji leżącej. Nie wolno wykonywać tych cięć w pozycji wiszącej, ponieważ profil zrobiony w pozycji wiszącej bywa najczęściej nieprawidłowy z powodu zniekształcenia ułożenia skóry na tuszy wiszącego zwierzęcia. Zdejmowanie skóry z głowy przeprowadza się rozpruwając skórę pod dolną szczęką, główne cięcia natomiast prowadzi się identycznie jak u bydła dorosłego. Zdejmowanie odbywa się sposobem wypychania i odciągania, nóż może mieć jedynie zastosowanie jako narzędzie pomocnicze. Po dokonaniu cięć głównych w pozycji leżącej dalsze skórowanie może być dokonane w pozycji wiszącej. Ogon z kiścią ogonową pozostaje przy skórze bez kości ogonowej. Skórę z głowy, w przypadku odcinania jej od całości, należy odciąć tuż za uszami. Skóra po zdjęciu musi być złożona mizdrą do środka i uchroniona od zanieczyszczenia. W razie specjalnego zamówienia lub niemożności nadążenia skórowania w okresie nadmiaru podaży cieląt tusze są pozostawiane w skórze. W tych przypadkach, po wykonaniu głównych cięć, podskórowuje się brzegi na wysokość umożliwiającą organom weterynaryjnym ostemplowanie tusz. Po zdjęciu skóry lub po dokonaniu cięć głównych i podskórowaniu przystępuje się do trzeciej fazy obróbki wstępnej, tj. opróżniania jamy brzusznej i klatki piersiowej. Tuszę zawiesza się na hakach za ścięgna Achillesa rozciągając możliwie szeroko nogi. Brzuch przecina się wzdłuż linii białej; następnie przecina się spojenie łonowe, wyjmuje siatkę - otoczkę tłuszczową, odcina organa moczopłciowe, oddziela odbyt, obluzowuje żołądek i jelita; jelita wyjmuje się na zewnątrz nie oddzielając od tuszy; trzustkę odejmuje się od jelit uważając, aby jej nie przerwać lub nie zostawić jej części przy jelitach. Następnie ruchem okrężnym przecina się przeponę na granicy części ścięgnistej i mięśniowej, wyjmuje ośrodek — wątrobę, płuca, serce wraz z tchawicą w naturalnym połączeniu, płucze, zawiesza na hakach do badania i oddziela pęcherzyk żółciowy. W czwartej fazie tuszę dokładnie oczyszcza się z zanieczyszczeń, resztek krwi i strzępów. Przy uboju cieląt należy zachować jak największą czystość i unikać wszelkich zabrudzeń, aby nie potrzeba było używać wody do zmywania tusz. Opróżnienie jamy brzusznej i klatki piersiowej przeprowadza się starając się nie zabrudzić skóry. Po usunięciu wnętrzności do jamy brzusznej wstawia się rozpinacz — kołek lekko zaostrzony — w celu rozsunięcia boków tuszy i utrzymania jam ciała w stanie otwartym, co ułatwia ostyganie i przewietrzanie jamy brzusznej; w ten sposób zapobiega się zaparzeniu oraz i oślizgnięciu jamy brzusznej i klatki piersiowej. e. Wstępna obróbka owiec i kóz Owce wpędza się z zagród do hali uboju grupami po kilka do kilkunastu. Pojedyncze sztuki układa się nogami do góry na koziołkach-wózkach i przywiązuje łańcuchami. Oszałamia się za pomocą aparatu „Radical", a w braku tego aparatu — przez wstrząs mózgu wywołany uderzeniem pałką lub młotkiem. Owce wykrwawia się nożem o dwustronnym ostrzu w formie sztyletu długości 15-20 cm. Aby uniknąć przecięcia przełyku i zanieczyszczenia treścią przewodu pokarmowego krwi i skóry, nie przecina się szyi, lecz sztylet wbija się w szyję tuż pod uchem i przebija się ją na wylot, tak aby koniec noża wyszedł po drugiej stronie szyi tuż pod uchem. Takim kłuciem przecina się tętnice oraz żyły szyjne i uzyskuje się pełne wykrwawienie. W drugiej fazie obróbki przeprowadza się skórowanie w sposób podobny do sposobu skórowania cieląt z tą jednak różnicą, że u owiec nie wolno prawie zupełnie używać noża, a skórę zdejmuje się przez wypychanie. Przy odejmowaniu głowy odpreparowuje się przełyk i przewiązuje. Przy obróbce owiec dopuszczalne jest wykonanie najpierw głównego cięcia przedniego, a pozostałych cięć głównych — dopiero po odepchnięciu skóry klatki piersiowej i brzucha. Po zdjęciu skóry w trzeciej fazie obróbki opróżnia się jamę brzuszną i klatkę piersiową. W tym celu zawiesza się tuszę za ścięgna Achillesa na hakach. Brzuch przecina się od wyrostka mieczykowatego wzdłuż białej linii, przecina się spojenie łonowe, oddziela odbytnicę, odcina pęcherz i narządy moczopłciowe; jelita cienkie oddziela się od jelit grubych i otoczki tłuszczowej w pozycji wiszącej tuszy; wyjmuje się jelita grube wraz ze ślepą kiszką i odbytnicą oraz żołądkiem. Pa przecięciu przepony brzusznej wyjmuje się ośrodek i nie przecinając mostka odcina się od tuszy, płucze, oddziela pęcherzyk żółciowy i zawiesza na haku do badania weterynaryjnego. Mostek pozostaje nie przecięty. W czwartej fazie obróbki oczyszcza się tuszę z krwi, zanieczyszczeń i strzępów. Przy uboju tryków i kozłów jedną z pierwszych czynności po wykrwawieniu jest wyłuskanie jąder, aby jak najwydatniej zmniejszyć w mięsie zapach płciowy. f. Wstępna obróbka koni Ubój i obróbkę koni przeprowadza się w taki sam sposób jak ubój i obróbkę bydła. Konie na dwa do trzech dni przed ubojem poddaje się badaniu rozpoznawczemu na nosaciznę (maleinizacji). Przed wprowadzeniem do hali uboju koniom strzyże się włosie grzywy, czupryny, ogona i pęcin oraz odejmuje podkowy. 3. Postępowanie poubojowe z tuszami Wszystkie rodzaje surowca rzeźnego po wstępnej obróbce podlegają klasyfikacji. Klasyfikacji mięsa dokonują specjalnie w tym celu przygotowani klasyfikatorzy znakując poszczególne klasy odpowiednim znakiem. Tuszy nie wolno usunąć z hali uboju bez uprzedniego zezwolenia organów urzędowego badania zwierząt rzeźnych i mięsa, przed jej zbadaniem i ostemplowaniem odpowiednim stemplem. Aby ułatwić rozpoznanie tuszy i należących do niej organów, tusze są numerowane numerami kolejnymi w okolicy stawu kolanowego. Numerację wykonują przedstawiciele organów urzędowego badania zwierząt rzeźnych i mięsa. Nie wolno dokonać otwarcia jamy brzusznej przed oznaczeniem tuszy numerem. Ośrodek, głowa i komplety jelit są również znakowane tym samym numerem, co i tusza. Wszelkie próbki pobierane do badania mięsa noszą numer tuszy. Sposób badania i znakowania mięsa reguluje Rozporządzenie Ministra Spraw Wewnętrznych z dnia 29. I. 1929 r. o urzędowym badaniu zwierząt i mięsa w kraju (Dz. U. RP. Nr 32 póz. 305). Mięso i podroby po zbadaniu weterynaryjnym powinny być zważone, zarejestrowane i usunięte z hali uboju do przewiewni. Następnie mięso na przeciąg 24 godzin przesuwa się po prze-chłodni o temperaturze od + 4 do + 6° C, zaś w przypadku potrzeby dłuższego przetrzymywania mięsa — do chłodni o temperaturze O do + 4° C. W pomieszczeniach chłodzonych tusze i półtusze rozwiesza się luźno, tak aby się one ze sobą nie stykały. Podroby należy przetrzymywać w oddzielnych pomieszczeniach chłodzonych. W pomieszczeniach przewidzianych do przechowywania mięsa nie wolno przechowywać żadnych aparatów, narzędzi, zapasów, środków do odkażania itp. Mięso zakwestionowane przy badaniu weterynaryjnym przechowuje się w oddzielnych kabinach pod zamknięciem.


-
Tradycja I. Ubój i obróbka poubojowa. 1953 r.
Maxell odpowiedział(a) na Maxell temat w Polska tradycja masarska
Rozdział II MIEJSCA UBOJU 1. Rodzaje miejsc uboju i ich przeznaczenie Miejscami uboju w zależności od przeznaczenia, wyposażenia i rozmiarów są: a. punkty uboju, b. rzeźnie, c. kombinaty mięsne, d. rzeźnie-chłodnie, e. bekoniarnie. Punktem uboju nazywa się miejsca, w których od czasu do czasu odbywa się ubój na potrzeby niewielkiego osiedla lub potrzeby własne gospodarstw. Pomieszczenie stanowiące punkt uboju musi mieć konieczne warunki do wykonania uboju oraz utrzymania czystości, musi więc posiadać szczelną podłogę ze spadkiem, chociaż prymitywne urządzenie do podwieszenia tuszy oraz łatwy i obfity dopływ wody. Wyposażenie punktu jest zazwyczaj proste. Punkt uboju nie posiada stałego nadzoru weterynaryjnego (organów urzędowego badania zwierząt rzeźnych i mięsa), a jedynie w przypadku zgłoszenia uboju przedstawiciel tych organów przybywa na miejsce w celu dokonania oględzin sztuki przeznaczonej na rzeź i mięsa. Rzeźnią jest budynek lub zespół budynków odpowiednio wyposażonych, przeznaczonych do uboju i wstępnej obróbki surowca w celu uzyskania mięsa na spożycie lub do dalszej przeróbki. Rzeźnie znajdują się pod stałym nadzorem weterynaryjnym. Z reguły są one położone na uboczu osiedli ludzkich. Kombinatem mięsnym jest zespół budynków łącznie z rzeźnią tak wyposażonych, aby można w nich dokonać poza ubojem i wstępną obróbką surowca również produkcji przetworów mięsnych wszelkiego rodzaju oraz uszlachetniania lub całkowitej przeróbki wszelkich ubocznych artykułów uboju. Zasadą organizacji kombinatu mięsnego jest, że wszystkie elementy uzyskiwane z uboju zwierząt powinny być na miejscu przerabiane na półfabrykaty lub produkty gotowe do spożycia. Kombinat mięsny może na przykład prowadzić rozbiór mięsa i wypuszczać je do obrotu w porcjach według rodzajów, gatunków i przeznaczenia postaci artykułów gastronomicznych gotowych do spożycia, a wymagających tylko obróbki cieplnej. Rzeźnią-chłodnią jest rzeźnia przeznaczona do uboju i masowej obróbki wstępnej surowca w ośrodkach hodowlanych, produkujących duże ilości żywca rzeźnego. Rzeźnia taka jest wyposażona w chłodnie i mroźnie umożliwiające chłodzenie i zamrażanie mięsa w celu przygotowania go do przesyłki do ośrodków spożycia czy też do wywozu za granicę. Rzeźnia tego rodzaju pozwala uzyskać znaczne oszczędności masy towarowej, podnosi znacznie jakość uzyskiwanych produktów oraz daje duże oszczędności na przewozie i taborze kolejowym. B e k o n i a r n i a jest to rzeźnia-przetwórnia przystosowana i odpowiednio wyposażona do uboju świń bekonowych i przygotowania wysokowartościowego towaru wywozowego — bekonów. Hala ubojowa bekoniarni w razie potrzeby może być wykorzystana jako rzeźnia do uboju świń o mniejszym ciężarze. Z wymienionych wyżej miejsc uboju najwięcej rozpowszechnione w Polsce, a więc najbardziej interesujące pracownika przemysłu mięsnego, są rzeźnie. Do 1949 r. rzeźnie w Polsce miały charakter wyłącznie usługowy, tzn. dokonywały uboju żywca, który był własnością rzeźnika, rzemieślnika, spółdzielni lub osoby bijącej żywiec na użytek własny. Za wykonane czynności ubojowe łącznie z badaniem weterynaryjnym rzeźnia pobierała opłaty, przy czym dalsze losy mięsa nie interesowały jej zarządu. Od 1949 r. wszystkie większe rzeźnie uprzemysłowiono, przejęto od samorządów i przekazano Centralnemu Zarządowi Przemysłu Mięsnego, któremu powierzono zaopatrzenie świata pracy w mięso i gotowe wyroby mięsne. W ten sposób charakter rzeźni zmienił się zasadniczo. Obecnie żywiec jest własnością użytkownika rzeźni. Rzeźnie dają liczne korzyści w gospodarce ogólnonarodowej. Zapewniają dostanie się do obrotu i spożycia tylko mięsa poddanego badaniu weterynaryjnemu, a więc nieszkodliwego dla zdrowia ludzkiego. Korzyści stąd wynikające są korzyściami sanitarno-higienicznymi. Rzeźnie pozwalają śledzić i wykrywać zakaźne choroby zwierzęce, jak gruźlica, węglik, pryszczyca, różyca, pomór świń, nosacizna i inne; niektóre z nich są bardzo groźne dla człowieka i noszą nazwę chorób odzwierzęcych. Dzięki świadectwom miejsca pochodzenia, w które muszą być zaopatrzone zwierzęta rzeźne, można wykrywać źródła chorób zaraźliwych i przez odpowiednie środki zapobiegać rozpowszechnianiu się tych chorób. Są to korzyści sanitarno-weterynaryjne. Rzeźnie ześrodkowując ubój w nielicznych miejscach umożliwiają korzystną organizację pracy i większą jej wydajność, pozwalają na pełniejszy zbiór i racjonalną gospodarkę artykułami uboju, dają więc korzyści ekonomiczne. 2. Zabudowania rzeźni Współczesne odpowiednio urządzone rzeźnie posiadają: magazyny żywca, hale produkcyjne, magazyny mięsa oraz pomieszczenia dystrybucyjne, sanitarno-weterynaryjne, techniczne, gospodarczo-administracyjne i socjalne. Przeznaczeniem magazynów żywca jest umożliwienie zwierzęciu wypoczynku po transporcie, nakarmienie go i napojenie, przygotowanie przedubojowe oraz zabezpieczenie ciągłości pracy zakładowi — rzeźni. Do magazynów żywca należą pomosty wyładowcze (rampy) kolejowe i samochodowe, stałe i ruchome. Hale produkcyjne składają się z hal uboju bydła, świń, cieląt, owiec i koni, hali uboju sanitarnego, jeliciarni, szlamiarni, topialni tłuszczów, solarni skór i magazynów ubocznych artykułów uboju. Hale uboju powinny posiadać poczekalnie przedubojowe zdolne pomieścić zapas żywca wystarczający na dwie godziny pracy hali. Hale uboju powinny mieć podłogi ze spadkiem ku środkowi. W środku hali znajduje się otwór odpływowy kanału o dużym przekroju dla łatwiejszego i szybszego odpływu ścieków. Rozmieszczenie punktów wodnych — kranów — powinno być gęste, aby zapewnić łatwość otrzymania i obfitość wody niezbędnej do normalnej pracy. Ściany w halach uboju powinny być do wysokości około 2 m, wyłożone glazurą lub wyprawione cementem, a wyżej — bielone. Hala uboju bydła powinna posiadać stoiska ubojowe. Stoisko wyposażone jest w kółko do przywiązywania bydła, dźwig do podnoszenia tusz oraz w podkłady do sprawiania. Dźwig zaopatrzony jest w rozpinacz umożliwiający szerokie rozciągnięcie tylnych nóg sztuki oraz automatyczne jej przewieszanie na wózki-rozpinacze przesuwające się po torach kolejki napowietrznej. Uruchamianie dźwigu odbywa się albo ręcznie za pomocą przekładni uruchamianych korbą, albo też za pomocą silnika elektrycznego. W ciągu 8-godzinnego dnia pracy w jednym stoisku można ubić 8 sztuk bydła. Powierzchnia jednego stoiska wynosi 2X4 = 8 m2; na przejścia i korytarze należy doliczyć jeszcze 25'% powierzchni. Od każdego dźwigu odchodzić powinien tor do przesuwania tusz na wózkach-rozpinaczach. Obok stoiska powinny znajdować się haki do zawieszania głów, ośrodków i tłuszczu oraz naczynia do zbierania krwi. Przy ścianie hali musi znajdować się specjalny kozioł lub drąg do wieszania skór. Wózki do tłuszczów jadalnych i technicznych oraz do przewodów pokarmowych, skór i nóg, wózki specjalne na odpadki przeznaczone do zniszczenia przez nadzór weterynaryjny (konfiskatory) uzupełniają wyposażenie hali uboju bydła. Tor kolejki napowietrznej w hali uboju bydła powinien być na tym samym poziomie, co tor w pomieszczeniach chłodzonych. W nowoczesnych rzeźniach ubój bydła odbywa się na zwierzęciu w pozycji wiszącej. W rzeźniach takich oprócz normalnych stoisk, które w halach tych rzeźni służą jedynie do sprawiania tusz, znajduje się komora ubojowa i korytarz wykrwawiania, który łączy komorę z halą ubojową. Komora ubojowa składa się z poczekalni na jedną sztukę bydła i właściwej komory oddzielonej od poczekalni zasuwą podnoszoną do góry. W połowie wysokości komory ubojowej znajduje się ganek dla ludzi dokonujących oszałamiania bydła. Jedna ściana komory jest ruchoma, opadająca automatycznie pod ciężarem padającego oszołomionego bydlęcia na zewnątrz do hali uboju. Poza komorą znajduje się automat, który podnosi oszołomioną sztukę do góry za pomocą żelaznego pęta zakończonego łańcuchem i zawiesza na torze wykrwawiania. Tor wykrwawiania biegnie nad korytarzem do chwytania krwi. Tor musi być pochyły, ze spadkiem od komory ubojowej, aby tusza pod wpływem własnego ciężaru posuwała się powoli ku końcowi koryta do chwytania krwi. Tor wykrwawiania połączony jest z torami prowadzącymi do stanowisk ubojowych. Hala uboju świń składa się z poczekalni, komory ubojowej i hali, na której dokonuje się obróbki. Komora ubojowa może być urządzona do uboju na leżąco lub do uboju w pozycji wiszącej. Komora do uboju na leżąco jest wyposażona w dopływ wody i szczotki do mycia wykrwawionych tusz, sprzęt do oszałamiania, naczynia do zbiórki krwi i zapas czopów do kneblowania gardzieli; jest ona oddzielona od oparzelnika ruchomą kratą i półokrągłym progiem zabezpieczającym przed spływem wody z komory do oparzelnika; podłoga powinna mieć spadek ku środkowi i ściany do wysokości około 1,5 m z glazury lub wyprawione cementem. Komora do uboju w pozycji wiszącej jest wyposażona w podnośnik sztuk na tor wykrwawiania, który ma spadek naturalny w kierunku oparzelnika, w odpowiednią ilość pęt żelaznych do zaczepiania oszołomionych sztuk, w sprzęt do oszałamiania i w naczynie do chwytania krwi jadalnej. Wykrwawianie odbywa się nad korytem urządzonym w wąskim korytarzu prowadzącym do oparzelnika. Na końcu korytarza znajduje się prysznic i szczotki ryżowe do obmywania tusz przed wrzuceniem ich do oparzelnika. Od oparzelnika prowadzi pochyły tor powrotny, którym przesyła się do komory ubojowej zwolnione pęta. Tuż za komorą ubojową znajduje się półka, na którą przesuwa się tuszę z komory, a tuż za półką — oparzelnik prostokątny o szerokości około 1,5 do 1,7 m i głębokości około 0,75 m; długość oparzelnika jest zależna od przepustowości rzeźni. Na oparzelniku znajdują się stragi (nosze), na których kładzie się tusze przeznaczone do oparzenia. Do drugiej strony oparzelnika domontowana jest szczeciniarka i stół żeberkowy do oczyszczania tusz ze szczeciny. W miejscu zetknięcia się z oparzelnikiem i po przeciwnej stronie stół żeberkowy powinien mieć kilka wmontowanych ruchomych wałków, ułatwiających wyciąganie tusz z oparzelnika i ściąganie ich ze stołu. Na wyposażenie hali ubojowej składają się ponadto: stołki-kozły do skórowania, stoły do odtłuszczania skór, wyciągi do podnoszenia tusz na tor, tory zaopatrzone w zwrotnice lub rozjazdy, wózki-rozpinacze, wieszaki-stalugi z numerowanymi hakami do zawieszania ośrodków („siekanek", „podrobów"), palniki bunsenowskie do opalania resztek szczeciny oraz wózki zamknięte do odpadków konfiskowanych przy badaniu weterynaryjnym. Posadzka i ściany hali muszą być wykonane z materiału, który łatwo jest utrzymać w czystości; woda zimna i gorąca powinny być doprowadzone do miejsca oparzania tusz i nad stół żeberkowy, w postaci natrysków; niezależnie od tego w hali powinny być gęsto rozmieszczone punkty wodne. Waga wisząca przy wylocie torowisk z hali i urządzenia przewietrzające-wentylacyjne — składające się z odpowietrzników-wentylatorów oraz podgrzewnic elektrycznych do podgrzewania tłoczonego do hali powietrza, uzupełniają wyposażenie hali uboju świń. Hala uboju cieląt, owiec i kóz powinha być wyposażona w kozły ubojowe, przyrządy do oszałamiania, naczynia do chwytania krwi, stalugi-belki z hakami do zawieszania tusz do sprawiania i ośrodków, komplet wózków do jelit, skór, nóżek oraz na części przeznaczone przez nadzór weterynaryjny do zniszczenia. Tor prowadzący do magazynów mięsa i odpowiednia ilość wózków-kotew uzupełniają wyposażenie hali uboju bydła małego. Hala uboju koni powinna posiadać wyposażenie identyczne z wyposażeniem hali uboju bydła dużego. Hala uboju sanitarnego jest przeznaczona do dokonywania uboju zwierząt chorych lub podejrzanych o chorobę; posiada ona wyposażenie umożliwiające ubój i sprawianie wszystkich rodzajów żywca, a więc bydła, świń, cieląt, owiec, kóz i koni. Ze względu na swe przeznaczenie hala uboju sanitarnego musi znajdować się w oddaleniu od innych pomieszczeń oraz od głównych dróg przepędu zwierząt. Urządzenie i wyposażenie hali powinny uwzględniać możność dysponowania dużą ilością wody oraz łatwość przeprowadzania odkażania zarówno pomieszczeń, jak i personelu zatrudnionego w hali uboju sanitarnego. Przed wejściem do hali uboju sanitarnego powinno być wgłębienie, a w nim mata nasycona środkami do odkażania obuwia osób wychodzących oraz kół wyjeżdżających wózków. Rozdział III TECHNIKA UBOJU I OBRÓBKI ZWIERZĄT RZEŹNYCH 1. Postępowanie przedubojowe Każdy surowiec, zanim zostanie poddany właściwej obróbce, musi być do niej odpowiednio przygotowany. Surowcem w przemyśle mięsnym jest żywiec rzeźny. Aby z żywca rzeźnego otrzymać półprodukt przeznaczony do bezpośredniego przygotowania posiłku lub do przetwórstwa mięsnego, nadający się do produkcji wysokich gatunków konserw i wędlin lub znoszący magazynowanie i konserwowanie, żywiec rzeźny jest poddawany zabiegom przygotowawczym stanowiącym postępowanie przedubojowe. Na postępowanie przedubojowe z żywcem składają się: - odpoczynek po przewozie, - karmienie i pojenie podczas odpoczynku - oraz głodzenie przedubojowe. Odpoczynek po przewozie jest konieczny. Niewygody, a często brak pokarmu i wody podczas przewozu przemęczają zwierzęta fizycznie i wpływają na zmniejszenie odporności na działanie zawsze znajdujących się w organizmie żywym drobnoustrojów. Przy uboju przemęczonych fizycznie zwierząt proces wykrwawienia nie przebiega normalnie; znaczna część krwi pozostaje w organizmie i mięso, skóra oraz inne produkty nie są dostatecznie wykrwawione, a w związku z tym łatwo ulegają zepsuciu. Zwierzęta muszą odpoczywać tak długo, aż ustąpi zmęczenie. Czas odpoczynku zależny jest od czasu trwania transportu i stopnia zmęczenia zwierząt; powinien wynosić od 12 do 72 godzin. Podczas odpoczynku zwierzęta muszą być karmione. Woda powinna być podawana zwierzętom do woli. Pasza musi być zdrowa, smaczna i dobrze przechowywana, aby nie spowodowała choroby lub śmierci zwierzęcia. Odżywianie zwierząt ma bardzo duże znaczenie zwłaszcza po długotrwałym i męczącym transporcie. Zwierzęta, głodzone w ciągu dłuższego czasu, żyją kosztem zasobów własnego organizmu i zużywają nagromadzone zapasy tłuszczu i mięsa, co w wyniku obniża wydajność rzeźną zwierząt. Głodzenie przedubojowe przyczynia się do otrzymania mięsa lepszej jakości. Zapobiega ono zmianom zachodzącym w mięsie w okresie trawienia pokarmu przez zwierzę; zmiany te bowiem czynią mięso mniej wytrzymałym przy przechowywaniu i często mniej smacznym. Głodzenie przedubojowe ułatwia pracę w hali ubojowej przy zdejmowaniu skóry i obróbce tuszy, zapobiega rozdarciom jelit i zanieczyszczeniu mięsa treścią pokarmową, zapobiega wreszcie marnowaniu paszy i zbędnej pracy przy wywożeniu z hal ubojowych obfitej zawartości żołądków. Pojenie zwierząt obowiązuje w czasie głodzenia. Głodzenie przedubojowe powinno trwać nie krócej niż 12 godzin, nie powinno być również przedłużane ponad ten okres. W okresie postępowania przedubojowego obowiązuje ludzkie traktowanie zwierząt. O tej zasadzie pracownik w zakładzie mięsnym nigdy nie powinien zapominać. Stosowanie tej zasady poza względami moralnymi odbije się dodatnio na jakości produktu pochodzącego ze zwierzęcia, a często uchroni samego pracownika przed niebezpiecznymi odruchami obronnymi zwierzęcia. 2. Ubój — wstępna obróbka surowca a. Zasady ogólne Ubój zwierząt stanowi wstępną obróbkę surowca przemysłu mięsnego. Ubój jest czynnością skomplikowaną i ma zasadniczy wpływ na jakość i ilość produktów uboju mięsa, tłuszczu i skóry. Czynności związane z ubojem dotychczas niesłusznie były niedoceniane. Sposób wykonania tych czynności może wpłynąć na większą lub mniejszą wydajność poubojową oraz na to, czy da się przechowywać w ciągu dłuższego czasu, czy też będzie wymagało natychmiastowego niemal rozprowadzenia. Różne metody i sposoby wstępnej obróbki surowca stwarzają wielkie różnice w wyglądzie i cechach tusz. Każde niemal większe miasto ma dotychczas swoje zwyczajowe cięcia, sposoby nacinania, podziału, obróbki, studzenia itp. Rezultatem tego jest, że Polska nie posiada właściwie jednolitego typu tusz, półtusz i ćwierci nie tylko pod względem wyglądu zewnętrznego i toalety, ale pod względem cech technologicznych mięsa, nie posiada zatem towaru jednolicie ustalonego, standardowego. Podana niżej metoda porządkuje czynności i zabiegi oraz ma być pomocą przy szkoleniu nowych kadr dla przemysłu mięsnego. Organizując ubój zwierząt uwzględnia się czynniki: ogólnoludzki (humanitarny), higieniczny i ekonomiczny. Czynnik ogólnoludzki przyczynia się do opracowania metod uboju oszczędzających zwierzęciu wszelkich zbędnych cierpień; przyczynia się on również do zachowania uczuć ludzkich wykonującego ubój i chroni go przed zdziczeniem. Czynniki higieniczny i ekonomiczny powodują organizowanie uboju pod odpowiednią kontrolą w miejscach specjalnie do tego celu przeznaczonych, zabezpieczających warunki higieniczne uboju, zmniejszenie kosztów handlowych i administracyjnych oraz możliwość zbiórki i wygospodarowania wszelkich ubocznych artykułów uboju i odpadków poubojowych. Ubój można przeprowadzić w dwojaki sposób: albo z wykrwawieniem, t j. wypuszczeniem krwi z organizmu zwierzęcia, albo z pozostawieniem krwi w organizmie zwierzęcym. Sposób pierwszy jest stosowany przez: ubój bezpośredni (rytualny), ubój po uprzednim gnykowaniu, ubój mechaniczny — po uprzednim oszołomieniu.Ubój bezpośredni polega na wykrwawieniu przez przecięcie żył i tętnic położonych w głębi mięśni szyi lub też na przebiciu mięśnia sercowego. W jednym i drugim przypadku, aby zapewnić sprawne wykonanie aktu uboju i ze względu na bezpieczeństwo ludzi pracujących w hali uboju, zwierzę musi być skrępowane i położone. Przy przecięciu naczyń krwionośnych szyjnych krew szybko i obficie wypływa z organizmu zwierzęcia, mięso uzyskuje dobry wygląd i może być dość długo przechowywane. Przebicie mięśnia sercowego, stosowane głównie przy uboju świń, wymaga wielkiej wprawy, ponieważ nóż musi trafić we właściwe miejsce i przebić mięsień sercowy; brak wprawy powoduje, że czynność ta jest powtarzana. Przy uboju przez przebicie mięśnia sercowego krew nie wypływa na zewnątrz dostatecznie szybko i obficie, a w klatce piersiowej tworzą się skrzepy krwi. W obu przypadkach zwierzęta ubijane są przy zachowaniu pełnej ich świadomości, a więc cierpienie jest znaczne. Ubój bezpośredni jest zabroniony w Polsce od 1936 r. W poszukiwaniu sposobu uboju zaoszczędzającego zwierzęciu cierpień wypróbowane i stosowane były różne metody. Jedna z tych metod jest g n y k o w a n i e. Przy tym sposobie nagina się głowę zwierzęcia do dołu, co powoduje odchylenie kości potylicznej od pierwszego kręgu szyjnego, i w uzyskaną wskutek odchylenia przestrzeń między kośćmi wbija się ostrze noża. Nóż przenika rdzeń przedłużony, zwierzę pada i nie reaguje na bodźce zewnętrzne. W tym momencie dokonuje się wykrwawienia. Późniejsze obserwacje stwierdziły, że gnykowanie nie pozbawia zwierzęcia przytomności, oko reaguje na światło, a jedynie uszkodzenie rdzenia przedłużonego powoduje porażenie, zwierzę jednak zachowuje świadomość i odczuwa ból jak przy uboju. Ten sposób uboju jest również zakazany. Ubój po uprzednim oszołomieniu polega na tym, że zwierzę pozbawia się przytomności albo przez elektronarkozę, albo przez bezpośrednie mechaniczne uszkodzenie substancji mózgowej. Bezpośrednie mechaniczne uszkodzenie mózgu osiąga się przy uboju za pomocą różnego typu wałków słupkowych, sprężynowych (rys. 20), iglicowych, masek rzeźnych, masek strzelających (rys. 21) itp. Działanie tych narzędzi polega na przebiciu kości czołowej i uszkodzeniu substancji mózgowej pomiędzy półkulami mózgowymi. Liczne z tych narzędzi stosowane były w rzeźniach i często po krótkim czasie wychodziły one z użycia. Dopiero skonstruowanie aparatu iglicowego (Schermera, rys. 22) rozwiązało do pewnego stopnia na czas dłuższy sprawę skutecznego oszałamiania. Obecnie stosuj e się aparat iglicowy typu „Radical" (rys. 23); składa się on z dość grubej metalowej lufy, wewnątrz której umieszczony jest bolec iglicowy przebijający kość czołową. Bolec ten osadzony jest na sprężynie powodującej jego powrót po strzale do pozycji wyjściowej. Nad bolcem bezpośrednio znajduje się komora wybuchowa, w którą wkłada się ładunek; wybuch tego ładunku powoduje działanie bolca. Nad właściwą lufą mieści się mechanizm spustowy działający pod wpływem naciśnięcia dźwigni znajdującej się na zewnątrz aparatu. Ładunki produkowane są o różnej sile wybuchowej; w zależności od ciężaru i wieku zwierzęcia stosuje się ładunek słabszy lub silniejszy. Do nowoczesnych humanitarnych metod oszałamiania należy elektronarkoza zwierzęcia osiągana przy zastosowaniu specjalnych aparatów. Do uzyskania elektronarkozy stosuje się prąd zmienny przerywany o natężeniu 0,05 ampera i o napięciu od 40 do 125 woltów, przerywany od 4000 do 9000 razy na minutę. W przybliżeniu napięcie prądu, ilość przerwań i czas doprowadzenia prądu są następujące: Prąd elektryczny działa na półkule mózgowe powodując utratę świadomości przy zachowaniu akcji serca, co zapewnia dobre wykrwawienie. Utrata świadomości trwa od dwóch do kilku minut, w ciągu których zwierzę musi być wykrwawione. Elektronarkoza stosowana jest na wielką skalę na całym niemal świecie jedynie przy uboju świń - rzadziej cieląt, natomiast oszałamianie bydła elektrycznością stosowane jest tylko w Związku Radzieckim. Powszechnie stosowanym narzędziem do elektronarkozy- są kleszcze Latterschmidta-Weinbergera (rys. 24), które na swych końcach mają dwie elektrody z wkładkami z gąbki lub wojłoku. Kleszcze zaopatrzone są w drewniane rączki, w których umieszczony jest guzik wyłącznika. Do rączek doprowadzony jest kabel, przez który przepływa prąd do elektrody. Wkładki elektrod muszą być przy użyciu zwilżone 20-procentowym roztworem soli kuchennej, a kleszcze silnie zaciśnięte tuż pod uszami zwierzęcia. O ile oszałamianie przez wstrząs mózgu jest czynnością powodującą trwały uraz, o tyle elektronarkoza powoduje tylko czasową utratę świadomości; po upływie kilku minut zwierzę odzyskuje świadomość i nie odczuwa skutków działania prądu. Skóra zwierzęcia poddawanego elektronarkozie musi być sucha. Gdy skóra jest wilgotna, prąd przebiega przede wszystkim właśnie po częściach skóry zwilżonych wodą, do ośrodków mózgowych trafia drogą okrężną, czas przeprowadzania prądu trwa dłużej, występują silne drgawki, serce przestaje funkcjonować normalnie; w wyniku tego wykrwawienie nie jest kompletne. W przypadku zastosowania prądu o napięciu wyższym niż przewidziane ewentualnie przy długotrwałym przepuszczaniu prądu w narządach wewnętrznych zwierzęcia mogą wystąpić krwawe wybroczyny, może także nastąpić nawet porażenie akcji serca. Niektóre narody (Anglicy, Kałmucy) wysoko cenią mięso soczyste, pożywne, z pełną zawartością krwi, i dlatego stosują metodę uboju bez wykrwawienia. Na wstępną obróbkę surowca składają się następujące czynności, zamknięte w czterech okresach: przerwanie życia — oszałamianie, kłucie, wykrwawienie; zdjęcie skóry z głowy, oddzielenie głowy (u bydła) oraz zdjęcie skóry z tuszy (u cieląt, owiec i świń bez oddzielenia głowy); opróżnienie jamy brzusznej i klatki piersiowej;4. podział i toaleta tuszy — ćwiartowanie, właściwa toaleta. Wymienionych czynności wstępnej obróbki, w zależności od urządzeń technicznych miejsca uboju, można dokonywać w pozycji leżącej tuszy w całości lub częściowo w pozycji leżącej częściowo1 wiszącej, albo całkowicie w pozycji wiszącej. Całkowitą obróbkę w pozycji leżącej stosuje się obecnie wyjątkowo w prymitywnie urządzonych punktach uboju, gdy ilość pracowników jest mała. Obróbkę we wszystkich 4 okresach w pozycji wiszącej stosuje się przy produkcji bekonów oraz w rzeźniach nowocześnie urządzonych, gdzie po oszołomieniu zwierzę podciągane jest do góry i zawieszane pod torem kolejki wiszącej; wszystkie czynności, z wyjątkiem obrysowania skóry, wykonuje się w pozycji wiszącej, a czasami — przy stałym ruchu postępowym tuszy po torze kolejki. Przy takich urządzeniach praca jest zorganizowana sposobem taśmowym. Tusza przesuwa się przed poszczególnymi pracownikami, którzy wykonują ściśle określone, zawsze te same czynności, oraz obok stołów i zbiorników, do których odkłada się poszczególne części lub narządy tuszy. W większości naszych rzeźni stosuje się ubój w pozycji leżącej, w rzeźniach nowoczesnych - w pozycji wiszącej. Niżej podany opis wstępnej obróbki surowca uwzględnia jedynie postępowanie powszechnie stosowane przy uboju na potrzeby konsumpcyjne krajowe. Przy przygotowywaniu mięsa do wywozu za granicę obowiązują specjalne sposoby postępowania zgodnie z wymaganiami odbiorcy. Przy poszczególnych rodzajach surowca poszczególne czynności są nieco odmienne; zostaną one zatem omówione oddzielnie dla każdego rodzaju zwierząt. Są jednak pewne czynności i zasady wspólne dla obróbki wstępnej surowca. Przed wprowadzeniem partii (pokładu) zwierząt do hali uboju lub do komory ubojowej muszą być z nich usunięte pozostałości po poprzednim uboju. Siady krwi z posadzki muszą być czysto zmyte, a odpadki poubojowe, kawałki mięsa itp. uprzątnięte, tusze zaś i podroby usunięte z hali. Widok krwi, zapach oparów krwi i mięsa działają drażniąco na zwierzęta, szczególnie na bydło dorosłe. Bydło widząc i czując krew niepokoi się, denerwuje, serce zwierzęcia przestaje działać normalnie i wykrwawienie w takich przypadkach jest niekompletne. Aby uchronić skórę zwierząt przed uszkodzeniem przy upadku w chwili ich oszałamiania, ze stoisk należy usunąć wszelkie przedmioty i narzędzia. We wszystkich okresach wstępnej obróbki pracownicy rzeźni muszą zachowywać jak najdalej posuniętą czystość i higienę zarówno osobistą, jak i hali ubojowej, narzędzi, mięsa i produktów. Pamiętać należy, że mięso jest doskonałą pożywką dla wszystkich drobnoustrojów, które dostając się na nie, szybko rozmnażają się i powodują występowanie w nim różnych ujemnych procesów. Tusza nie może stykać się ani z posadzką hali ubojowej, ani z kombinezonami ludzi pracujących przy obróbce. Posadzka w miejscu uboju podczas pracy powinna być stale zmywana strumieniem wody. Ubój przeprowadza się według klas zwierząt. W pierwszych godzinach pracy ubija się sztuki ciężkie, trudne do obróbki. Zasadą jest, że od momentu oszołomienia zwierzęcia do ostatecznej toalety tuszy nie wolno robić przerw w pracy. Szczególnie ważną rzeczą jest możliwie szybkie wyjęcie narządu pokarmowego z jamy brzusznej. W żołądku i w jelitach ubitego zwierzęcia szybko i licznie rozwijają się różnego rodzaju szkodliwe drobnoustroje. Jeżeli w ciągu kilkunastu, a najwyżej trzydziestu minut narząd pokarmowy nie zostanie usunięty z jamy brzusznej, drobnoustroje przenikają do mięsa powodując obniżenie jego przydatności do dłuższej konserwacji i na przetwory. W związku z tym na jeden pokład wolno wprowadzać tyle tylko zwierząt, ilu jest ludzi do sprawiania. Szkodnictwem gospodarczym jest wprowadzenie na halę uboju bydła np. 50 sztuk bydła, bo tyle jest stanowisk ubojowych, podczas gdy do sprawiania wyznaczonych jest tylko 10 ubojowców. Wszystkie sztuki oszałamia się, kłuje i wykrwawia, a następnie przystępuje się do dalszych czynności. W tych warunkach jamę brzuszną ostatnich sztuk opróżnia się dopiero po 3-4 godzinach, w wyniku czego mięso ulega zakażeniu przez drobnoustroje, a jelita sinieją i czernieją. b. Wstępna obróbka bydła dużego Wprowadzając partię bydła na pokład należy sprawdzić, czy ilość i klasy wprowadzanego bydła są zgodne z dokumentami przesłanymi przez magazyn żywca. Bydło ustawia się w stoiskach pod dźwigami, głowami w kierunku spadku podłogi, aby krew łatwiej spływała ku ranie kłucia, a wypływając nie zanieczyszczała skóry. Po ustawieniu sztuki przywiązuje się ją do kółek. Oszałamiania (Art. 1. Ustawy z dnia 17. IV. 1936 r. o uboju zwierząt gospodarskich w rzeźniach) dokonuje się aparatem „Radical". W zależności od ciężaru zwierzęcia stosuje się ładunek wybuchowy o odpowiedniej sile, zgodnie z wskazówkami umieszczonymi na pudełkach z nabojami. Aparat przystawia się do czoła bydlęcia w miejscu skrzyżowania się linii prostych przeprowadzonych od środka podstawy rogu do wewnętrznego kąta oka z przeciwnej strony. W miejscu tym, zwłaszcza u buhajów, znajduje się gruba warstwa włosów, która utrudnia przebicie kości czołowej. Włosy te należy uprzednio wystrzyc albo zwilżyć wodą. Aparat przyciska się silnie do czoła, naciska dźwignię, powoduje strzał i przebicie bolcem-iglicą kości czołowej, połączone z uszkodzeniem substancji mózgowej pomiędzy półkulami, po czym zwierzę pada jak rażone piorunem. Przy upadku często można zaobserwować skurcz-podwinięcie nóg pod siebie przed zetknięciem się tuszy z posadzką. Zwierzę zostaje pozbawione świadomości i wrażliwości; wszelkie dodatkowe oszałamianie, jak np. wprowadzanie w otwór zrobiony przez iglicę pręta stalowego w celu zmiażdżenia rdzenia przedłużonego, jest zbędne, a nawet szkodliwe, bo może spowodować przedwczesną śmierć zwierzęcia, ustanie pracy serca i niekompletne wykrwawienie. Leżące zwierzę zwalnia się z uwięzi. Uboju właściwego, tj. kłucia, dokonuje się przez podłużne przecięcie skóry u spodu szyi, zakończone tuż przy mostku na linii późniejszego cięcia głównego skóry przy skórowaniu. Cięcie powinno mieć długość około 40 cm. Następnie podskórowuje się (oddziela się) skórę na szyi od strony skierowanej ku górze na szerokość około 15 cm i wbija nóż w poprzek szyi nieco powyżej miejsca połączenia szyi z klatką piersiową; w miejscu tym znajdują się duże naczynia krwionośne, z których wskutek ich przecięcia gwałtownie wypływa krew. Wykrwawianie. Krew chwyta się do podstawionych naczyń, a przy ich zmianie ranę zaciska się poprzez skórę. W najlepszych nawet warunkach tylko część krwi zawartej w organizmie uchodzi na zewnątrz podczas wykrwawiania. Ilość krwi uchodzącej przy uboju można określić w przybliżeniu na 4% u krowy i około 3,6% u buhaja w stosunku do ciężaru żywej sztuki. Praktycznie, krowa o ciężarze żywym 400 kg powinna dać około 16 kg krwi. Przy wykrwawieniu obserwuje się, ile krwi wydaje zwierzę; w przypadkach niedostatecznej wydajności próbuje się krew pompować stając od tyłu zwierzęcia (nie od przodu wobec niebezpieczeństwa uderzenia nogą przez zwierzę) na słabiźnie lub stosując uciskanie klatki piersiowej przez unoszenie i opuszczanie przedniej kończyny. Przy uboju bydła w pozycji wiszącej po oszołomieniu w klatce ubojowej i wysunięciu z klatki zakłada się pęta żelazne na obie nogi tylne powyżej stawu skokowego, dźwigiem podnosi się na tor kolejki napowietrznej i wszystkie dalsze czynności wykonuje się jak przy uboju w pozycji leżącej; krew na cele jadalne chwyta się do podstawionych naczyń; krew na cele techniczne spływa do kanału, a stąd do zbiornika krwi. Czas wykrwawienia powinien trwać około 8-10 minut. Po wykrwawieniu przystępuje się do zdjęcia skóry z głowy, oddzielenia głowy i zdjęcia skóry z tuszy. Przed przystąpieniem do tych czynności stwierdza się śmierć zwierzęcia przez ukłucie nożem w koronkę racicy. Jeżeli zwierzę nie reaguje żadnym odruchem, można przystąpić do dalszych czynności. Przed stwierdzeniem śmierci zwierzęcia nie wolno przystąpić do oprawiania (Ustawa z dnia 17. IV. 1936 r. o uboju zwierząt gospodarskich w rzeźniach, art. 2 pkt. 3). Oddzielanie głowy. Po stwierdzeniu śmierci zwierzęcia tuszę układa się na podkładach-narach i zmywa dokładnie posadzkę z krwi i kału. Skórę z głowy zdejmuje się w następujący sposób: rozcina się skórę (pierwsze cięcie) od podstawy lewego rogu przez lewe oko do lewego nozdrza i dalej naokoło śluzawicy w ten sposób, że cała śluzawica z paskiem o szerokości około 2 cm pozostaje przy głowie. Następnie zdejmuje się skórę z przedniej części głowy (do podstawy rogów) i z lewego policzka. Z kolei rozcina się skórę (drugie cięcie) od wewnątrz naokoło podstawy lewego rogu i dokoła podstawy lewego ucha. Następnie prowadzi się cięcie od lewego do prawego rogu, dookoła podstawy prawego rogu i prawego ucha. Trzecie cięcie przeprowadza się od podstawy lewego rogu na granicy części policzkowej do środkowej linii szyi i stąd przez środkową linię szyi do rany kłucia. Uszy zostają przy głowie. Rogi odpiłowuje się u samej nasady za pomocą piłki; w braku jej rogi należy odrąbać tasakiem lub toporem uważając, aby nie popękały. Po zdjęciu skóry z głowy i odpiłowaniu rogów należy głowę oddzielić od szyi. Czynność tę rozpoczyna się od oddzielenia mięśni dolnej szczęki, tak aby pozostały one przy tuszy, następnie przecina się tchawicę, obluzowuje i oddziela przełyk od tchawicy, przecina przełyk i zawiązuje się, aby treść pokarmowa nie wypływała i nie zanieczyściła mięsa i skóry. Gruczoł tarczycowy zabezpiecza się przed uszkodzeniem przez pozostawienie przy głowie 3-4 kręgów tchawicy. Głowę oddziela się od szyi pomiędzy kością potyliczną i pierwszym kręgiem szyi (atlasem). Wnętrze jamy ustnej przepłukuje się wodą bieżącą, aby usunąć resztki treści pokarmowej. Głowę zawiesza się na haku, odcina wargi od głowy wraz ze śluzawicą, zdejmuje skórę z zewnętrznej strony uszu zaczynając od przecięcia jej od strony otworu usznego, odcina się górną i boczną krawędź ucha z długim włosem usznym, wycina się ucho środkowe i wyjmuje gałki oczne. Aby przygotować głowę do badania weterynaryjnego, należy podłużnie przeciąć obustronnie mięśnie kąta żuchwowego i poprzecznie miękkie podniebienie; w ten sposób zwalnia się ozór, który następnie należy wyciągnąć na zewnątrz, aby odsłonić gardziel i węzły chłonne. Oddzielanie dolnych odcinków nóg. Nogi oddziela się w ten sposób, że przecina się skórę ruchem okrężnym dookoła nóg przednich od tyłu — tuż nad ratkami, od przodu — tuż nad koronką racic; następnie od strony przedniej przecina się skórę wzdłuż nogi poprzez staw napiąstkowy i dalej prowadzi się cięcie przez środek stawu napiąstkowego w kierunku wewnętrznym przedniej strony zgięcia stawu łokciowego, a stamtąd do wyrostka mostkowego w ten sposób, aby cięcia skóry z obu nóg spotkały się około 5 cm poniżej wyrostka mostkowego prostopadle do głównego cięcia środkowego. Po dokonaniu cięcia zdejmuje się skórę z nóg. Cięcie to nazywa się głównym cięciem przednim. Następnie oddziela się wszystkie ścięgna od kości dolnych odcinków nóg i zostawia je przy tuszy, po czym dolną część nogi odcina się nożem w stawie napięstkowym, tak aby kości stawu napięstkowego pozostały przy odjętej części nogi. Przed tą czynnością przeprowadza się główne cięcie środkowe skóry. Cięcie to rozpoczyna się od rany kłucia w prostej linii przez środek mostka, brzucha i przez linię krocza aż do odbytnicy. Skórę z nóg tylnych oddziela się również cięciem okrężnym dookoła nóg, tak jak i przy nogach przednich, następnie od tylnej strony nóg przecina się skórę wzdłuż nóg poprzez staw skokowy i dalej w kierunku wewnętrznej tylnej strony zgięcia stawu kolanowego, a stamtąd w prostej linii, tak aby cięcia obu nóg spotkały się prostopadle do głównego ciecia środkowego; cięcie to nazywa się głównym cieciem tylnym. Ścięgna pozostawia się przy tuszy; odcina się tylną nogę w stawie skokowym, tak aby wszystkie kości stawu zostały przy tuszy. Przy oddzielaniu dolnych odcinków nóg stosuje się wyłamywanie ich w stawach. W dalszym ciągu (stale w pozycji leżącej tuszy) zdejmuje się skórę z dolnych części tuszy, z nóg, podbrzusza, boków, przodu i zadu. Z pozostałych części tuszy - ogona i górnych części zadów, grzbietu i karku — zdejmuje się skórę przy podnoszeniu tuszy w górę za pomocą dźwigu. Skórę na ogonie należy rozciąć podłużnie pośrodku dolnej części ogona aż do odbytnicy. Nie wolno pozostawiać kręgów ogonowych przy skórze; cały ogon pozostaje przy tuszy. Skórę na ogonie odcina się w odległości 15 cm od jego nasady. Nie wolno pozostawiać przy skórze tłuszczu, resztek mięsa i narządów płciowych. W celu umożliwienia rozpoznania płci zwierzęcia, od którego pochodzi skóra, przy skórze zostawia się u krów i jałówek sutki, a u wołów i buhajów -- opróżniony worek mosznowy. Zdejmując skórę należy zachować jak największą ostrożność, umiejętnie posługiwać się nożem, a wszędzie tam gdzie to jest możliwe, skórę należy odpychać, odrywać lub tępym przedmiotem ostrożnie odbijać od tuszy; należy unikać zacięć, przecięć i dziur. Przy odbijaniu w celu uniknięcia pęknięcia lica skóra musi być dobrze i wolno rozciągnięta, musi tworzyć z tuszą ostry kąt, a uderzenie powinno być skierowane skośnie od góry i upadać na skórę tuż przy tuszy. Specjalną ostrożność należy zachować przy zdejmowaniu skóry z boków, gdzie znajdują się mięśnie podskórne, w okolicy nasady ogona oraz dolnych części zadu, gdyż w tych miejscach skóra specjalnie mocno zrośnięta jest z tuszą. Podczas zdejmowania troskliwie chroni się skórę przed zanieczyszczeniem jej zarówno od strony mizdry, jak i od strony sierści. Nie wolno skóry zamoczyć lub zanieczyścić krwią, treścią pokarmową, kałem itp. Takie zanieczyszczenia sprzyjają rozwojowi bakterii gnilnych i utrudniają konserwację skóry. Aby uniknąć zanieczyszczeń, nie wolno skóry opuszczać na posadzkę, lecz na podsunięte pod boki tuszy kratki (ruszty) drewniane lub do skrzynek; tym bardziej nie wolno skór wlec po posadzce nie tylko ze względu na możliwość zabrudzenia, lecz również i starcia lica. Zdjęte skóry układa się mizdrą do mizdry, a włosem do włosa. Skórę zdjętą ze zwierzęcia natychmiast rozwiesza się na drążkach umieszczonych tuż przy ścianach hali ubojowej lub na wysokich kozłach ustawionych w hali. Otwarcie jamy brzusznej. Po zdjęciu skóry z dalszych partii przecina się powłokę jamy brzusznej od wyrostka mieczykowatego wzdłuż linii białej do okolicy spojenia łonowego. Przez powstały otwór wyjmuje się sieć okrywającą przedżołądki i żołądek. Po wykonaniu tych czynności przepiłowuje się mostek wzdłuż linii środkowej, tak jednak aby nie stworzyć linii ciągłej z linią rozcięcia jamy brzusznej. Następnie zakłada się uchwyty dźwigu pod ścięgna Achillesa rozciągając nogi na rozpinaczu jak można najszerzej, aby ułatwić opróżnianie jamy, i podciąga się dźwigiem tuszę nieco do góry; w tym momencie następuje zdjęcie skóry z ogona, boków i grzbietu tylnej części tuszy. Dalej przecina się powłokę brzuszną do odbytnicy i następnie przecina się kość łonową (spojenie), przesuwa nagromadzony w odbytnicy kał ku jelitom, obluzowuje się odbytnice i narządy moczopłciowe tak, aby pozostając w naturalnym połączeniu zwisały z jamy brzusznej; odbytnicę (krzyżówkę) przewiązuje się, aby zabezpieczyć tuszę i jelita przed zanieczyszczeniem kałem. Następną czynnością jest podciągnięcie tuszy dźwigiem do pozycji wiszącej, tak jednak aby kark nie dotykał posadzki; w tym momencie zdejmuje się skórę do końca, oznacza się ją cyfrą lub znakiem takim samym jak tuszę oraz znakiem skórowacza, aby można było w razie potrzeby rozpoznać, od której sztuki pochodzi. W tej pozycji zbiera się łój z narządów jamy miednicowej — pęcherza, macicy itp. Odcina się pęcherz, macicę oraz śledzionę i zawiesza na hakach do badania weterynaryjnego. Przez przecięcie wyrostka mieczykowatego otwiera się całkowicie jamę brzuszną, podciąga się wózek lub stół pod tusze, wycina się żołądek z przedżołądkami wraz z przełykiem, układa się na wózku lub stole, obiera się z nich łój i oddziela przełyk zawieszając je na haku; żołądek z przedżołądkami niezwłocznie wywozi się do mierzwialni, gdzie opróżnia się z treści, a po opróżnieniu przewozi się w celu oczyszczenia do flaczarni-parzelni. Wyjmując żołądki należy starać się, aby przyrośnięta do dwunastnicy, śledziony, wątroby i żołądków trzustka została przy jelitach, od których później jest odejmowana. Bezpośrednio po wyjęciu żołądków odcina się krezkę od kręgosłupa, wyjmuje jelita w pełnym komplecie i układa na wózku lub stole do badania. Przy wyjmowaniu jelit należy uważać, aby ich nie przedziurawić i nie zanieczyścić tuszy treścią jelit. Przeponę brzuszną przecina się ruchem okrężnym na linii przejścia części ścięgnistej w część mięśniową, która zostaje w całości przy tuszy. W ten sposób otwiera się klatkę piersiową i umożliwia wyjęcie tzw. ośrodka (siekanki, podrobów), t j. wątroby wraz z organami znajdującymi się w klatce piersiowej - płucami, sercem i krtanią. Wyjmując narządy klatki piersiowej zostawia się przy tuszy wszystek łój osierdziowy. Ośrodek dokładnie płucze się i zawiesza na haku, gdzie jest on poddawany badaniu weterynaryjnemu; pęcherzyk żółciowy oddziela się od wątroby. Podział tuszy i toaleta. W celu przyspieszenia procesu ostygania, zaoszczędzenia powierzchni zajmowanej w chłodni przez tuszę oraz ułatwienia przenoszenia i przewożenia tuszę rozcina się na dwie podłużne połowy. Przed przystąpieniem do rozcięcia okrawa się nożem (pikuje) wyrostki ościste kręgów piersiowych. Przecięcia najlepiej jest dokonywać toporem lub ciężkim kilkukilogramowym tasakiem; pod uderzeniami lekkiego tasaka tusza chwieje się, wskutek czego przepołowienie często pomimo wprawy nie jest prawidłowe; natomiast ciężki topór lub tasak nie wyprowadza tuszy z pionowej pozycji i dzięki temu otrzymuje się równe przecięcie. Przecinać należy starając się o przepołowienie kręgów z jednostajnym lekkim odchyleniem w jedną stronę w celu uniknięcia zniszczenia rdzenia pacierzowego. Ogon pozostawia się przy półtuszy prawej. Przecinając okolicę nerek należy uważać, aby nie uszkodzić prawego nadnercza leżącego w pobliżu linii cięcia. Dalszą czynnością jest wyłuskanie nerek z worków tłuszczowych, a po badaniu weterynaryjnym -- odjęcie (u krów) wymion, a jeżeli instrukcja przewiduje — również i łoju. Łój odejmuje się w okresie lekkiego stężenia, ponieważ łój w stanie ciepłym maże się, a zastygnięty, stwardniały kruszy się przy odejmowaniu i tworzy sporo odpadków. Na zakończenie robi się ostateczną toaletę tuszy usuwając wszelkie skrzepy krwawe, strzępy kości i mięsa wycinając podbiegłe krwawe wybroczyny wszelkiego rodzaju, ropnie itp. Pozostawienie zanieczyszczeń obniża wygląd tuszy; zanieczyszczenia te są poza tym punktem wyjścia, z których następuje rozwój drobnoustrojów powodujących psucie się mięsa. Przy toalecie tuszy należy używać jak najmniej wody; jeżeli się jest zmuszonym do tego, należy stosować możliwie silny strumień kierując go od góry do dołu pod ostrym kątem. Resztki wody ściąga się z tuszy tępym końcem noża lub szczotkami ryżowymi; nie wolno obcierać tuszy ścierkami lub szmatami. Po wykonaniu tych czynności tusze są klasyfikowane i przesuwane z hali uboju poprzez wagę do przewiewni. Każdą tuszę należy dokładnie zważyć notując numer tuszy, jej klasę i ciężar. Po zważeniu tusz waży się wszystkie podroby — rodzajami - głowy oddzielnie, nogi oddzielnie, ośrodki oddzielnie itd. Oznaczenia ciężaru są niezbędne do sporządzenia raportu uboju. W przypadku ćwiartowania tusz w hali ubojowej robi się to po dokonaniu toalety. Rozcięcia tuszy dokonuje się pomiędzy dwunastym a trzynastym żebrem.











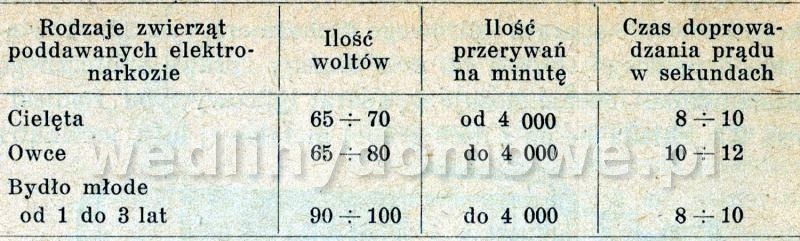
-
Aniu, wykop gdzieś w ogródku dołek, wsyp żółtego piasku, rozłóż korzenie i zasyp je pisakiem. Od czasu do czasu podlej wodą, by korzenie nie wyschły. Możesz go tak przechowywać do Świąt Wielkanocnych, a nawet dalej i brać sobie tyle korzeni, ile potrzebujesz do bieżącego użycia. Nawet, jesli mokry piasek z korzeniami zamarznie, nic się nie stanie. Zamarznięte korzenie wrzucisz na noc do wody, a rano będą jędrne jak świeże. Żółty piasek zapewnia wilgoć i nie pozwala korzeniom rosnąć wiosną.
-
Kolega Pis już podał najbardziej prawdopodobną przyczynę takiego wyglądu wędzonki, a ja uzupełnię o inne możliwości powstania tej wady: "... 5. Puste miejsca: " Wpływ surowca: przetwarzanie surowca silnie zanieczyszczonego mikrobiologicznie (drobnoustroje wytwarzające gaz), " Wpływ dodatków: duże dawkowanie cukrów (w powiązaniu z surowcem silnie zanieczyszczonym mikrobiologicznie lub masowaniem w zbyt wysokiej temperaturze i niedostatecznym ogrzaniem powoduje wydzielanie gazów i powstawanie porów), " Wpływ technologii produkcji: zbyt duże ciśnienie podczas nastrzyku (należy nastrzykiwać wielofazowo przy ciśnieniu do 0,2 MPa); zbyt szybkie masowanie "bez próżni"; brak odpowietrzenia po masowaniu i przed parzeniem, " Wpływ wędzenia/parzenia: zbyt niska temperatura parzenia lub w środku produktu powiązana z dużym dodatkiem cukru; dzięki wysokiemu pH i aktywności wody przy jednocześnie niskiej temperaturze w środku produktu drobnoustroje wytwarzające gaz nie ulegają zniszczeniu - dochodzi do pustych miejsc wskutek wytwarzania gazów...." Cytat pochodzi z artykułu pt.: Wady wędzonek pazronych i przyczyny ich powstawania", zamieszczonego na stronie głównej - http://wedlinydomowe.pl/wedzonki/wedzonki-porady/733-wady-wedzonek-parzonych-i-przyczyny-ich-wystepowania
-
Kursy planowane na drugie półrocze 2014 r.
Maxell odpowiedział(a) na Maxell temat w KURSY - archiwalne
Oczywiście. Proszę tylko zapisać się na stronie SDM i przy nazwisku podać taką informację. -
Kursy planowane na drugie półrocze 2014 r.
Maxell odpowiedział(a) na Maxell temat w KURSY - archiwalne
Kruszynko, może uda sie coś wygospodarować na przełomie listopada i grudnia (może któryś z kursów nie dojdzie do skutku). Zobaczymy. W każdym razie jeśli coś drgnie w temacie, zaraz powiadomię. -
Kursy planowane na drugie półrocze 2014 r.
Maxell odpowiedział(a) na Maxell temat w KURSY - archiwalne
Jak uzgodnimy sprawy wynajmu obiektu. -
Wędliny podrobowe Arkadiusza
Maxell odpowiedział(a) na arkadiusz temat w Kącik kuchenny Arkadiusza Tematy
Pewnie częściowo je peklowałeś. -
Tradycja VI. Peklowanie (przypomnienie tematu)
Maxell opublikował(a) temat w Polska tradycja masarska
Poniższy artykuł zamieszczam celem przypomnienia tematu. Artykuł zawiera cała masę odpowiedzi na wiele pytań zadawanych tutaj na forum, a związanych z peklowaniem. Zapraszam do lektury. SOLENIE I PEKLOWANIE MIĘSA a. Przydatność różnych rodzajów mięsa do solenia i peklowania Solenie — podobnie jak wędzenie i suszenie — jest jedną z najdawniejszych i najszerzej stosowanych metod konserwacji mięsa. Solenie mięsa było już znane 3500 do 4000 lat przed naszą erą w Chinach i Egipcie. Ten sposób utrwalania był także stosowany przez Arabów. Następnie metody solenia mięsa przyjęły się w Europie, gdzie pierwsi zastosowali je Grecy, później zaś Rzymianie, skąd solenie rozprzestrzeniło się na cały basen Morza Śródziemnego. Solenie mięsa i ryb znane było od bardzo dawna w Anglii, Holandii i innych krajach. Metodę solenia udoskonali w latach dziewięćdziesiątych XIV wieku rybak flandryjski Pókel, od którego nazwiska pochodzi słowo „peklowanie", jako nazwa procesu szeroko stosowanego w przemyśle mięsnym. Do solenia i peklowania nadaje się mięso wszystkich rodzajów zwierząt rzeźnych, najczęściej jednakże pekluje się mięso wieprzowe, na które peklowanie wpływa uszlachetniająco, nadając mu specyficzny kolor, smak i zapach. Mięso wolowe do peklowania jest mniej przydatne, gdyż pod wpływem tego procesu traci znacznie większą część wartości odżywczych niż inne rodzaje mięsa. W krajach Europy północnej pekluje się również mięso baranie, jednakże jest ono mało przydatne do peklowania, ponieważ przyjmuje sól z trudnością, a solanka wyługowuje z niego znaczną część substancji odżywczych. Najmniej przydatne do peklowania jest mięso cielęce. Dobrą peklówkę otrzymuje się ze sztuk trzody chlewnej odpowiednio żywionych i odznaczających się dobrym stanem zdrowia. Najlepiej pekluje się mięso świń typu mięsnego, w wieku 7 do 11 miesięcy, tj. tych sztuk, które po zakończeniu swego rozrostu na długość rozpoczynają odkładanie tłuszczu. Najlepsze peklówki otrzymuje się ze sztuk karmionych dużą ilością produktów mleczarskich (mleko, maślanka, serwatka). Zupełnie nieprzydatne do peklowania jest mięso knurów i wnętrów. Mięso to ma nieprzyjemny zapach, który podczas peklowania potęguje się jeszcze. Zmniejszoną przydatność do peklowania wykazuje mięso świń-samic w okresie .popędu płciowego (rui). Wypływa to głównie z faktu, że mięso świń-samic ubitych w tym okresie jest na ogół bardziej podatne na rozkład gnilny (gorsze wykrwawienie oraz przesunięcie się pH w kierunku zasadowym, podobnie jak w przypadku zmęczenia lub gorączkowania zwierzęcia). Mogą wystąpić również niekorzystne zmiany smakowo-zapachowe mięsa. Duży wpływ na przydatność mięsa do peklowania ma przygotowanie sztuk do uboju oraz sama technika jego przeprowadzenia. Mięso świń prawidłowo głodzonych przed ubojem pekluje się znacznie lepiej niż mięso ze świń nie głodzonych. Nie nadaje się do peklowania mięso źle wykrwawione, gdyż jest ono bardziej podatne na rozwój drobnoustrojów i zepsucie. b. Sól i składniki peklujące Sól kuchenna — w czystej postaci pod względem chemicznym chlorek sodu (NaCl) — odgrywa ważną rolę w przemyśle spożywczym jako środek używany do konserwacji mięsa zwierząt rzeźnych i ryb. Z punktu widzenia potrzeb przemysłu mięsnego na uwagę zasługują dwa rodzaje soli: sól kamienna i sól warzona zwana war żonką. Bez względu na to w jaki sposób sól otrzymano, powinna ona być sucha, biała, czysta i krystaliczna. Barwa żółtawa, szarawa lub niebieskawa jest świadectwem niskiej jakości soli zawierającej dużo domieszek (zanieczyszczeń). Najczęściej spotykanymi zanieczyszczeniami chemicznymi są: siarczan wapniowy, siarczan magnezowy, siarczan sodowy, chlorek magnezowy, chlorek potasowy oraz domieszki jodu, bromu i inne. O obecności tych składników w soli poza zmianą barwy świadczą również odchylenia smakowe. Domieszki mają wpływ na działanie soli np. obecność chlorku wapniowego i chlorku magnezowego w soli kuchennej powoduje zmniejszenie szybkości przenikania jej do mięsa. Zawarte niekiedy w soli kuchennej związki magnezu nadają jej gorzkawy smak, który następnie udziela się mięsu. Nierozpuszczalne w wodzie domieszki, do których należą między innymi gips i szpat wapienny, osiadają na mięsie w czasie solenia, wpływając pogarszające na jego wygląd. Przeciętny procentowy skład chemiczny soli podany jest w tablicy 1. Sól chłonie wodę tym bardziej, irn więcej jest w niej domieszek chemicznych poza głównym składnikiem — chlorkiem sodowym. Sól gruboziarnista rozpuszcza się trudniej niż drobnoziarnista, dlatego też sól gruboziarnistą stosuje się wszędzie tam, gdzie chodzi o przedłużenie okresu jej działania; do przyrządzania solanek, czyli wodnych roztworów soli, używa się łatwiej rozpuszczalnej warzonki. Sól nie rozpuszcza ,się w tłuszczach. Produkcja solonego masła, słoniny, margaryny możliwa jest tylko dlatego, że w tych tłuszczach znajduje się pewna ilość wody. Rozpuszczalność oznacza się albo ilością gramów soli potrzebnej do otrzymania nasyconego roztworu przez, rozpuszczenie soli w 100 g wody, albo ilością gramów soli zawartej w 100 g roztworu, to jest procentową zawartością soli. Gęstość albo ciężar właściwy (ciężar 1 cm3 w temp. + 15 °C) roztworów soli kuchennej podany jest w tablicy 22. Rozpuszczalność soli kuchennej mało zmienia się w związku ze zmianą temperatury. Przy – 5oC nasycony roztwór zawiera 25,3% soli Przy 0oC nasycony roztwór zawiera 26,2% soli Przy + 5oC nasycony roztwór zawiera 26,4% soli Przy + 15oC nasycony roztwór zawiera 26,5% soli Przy + 50oC nasycony roztwór zawiera 27,0% soli Przy + 100oC nasycony roztwór zawiera 28,9% soli Do oznaczania ilości rozpuszczonej soli posługujemy się najczęściej gęstością roztworu, dlatego też ważne jest znać zależność zachodzącą między tymi dwoma wielkościami. W przetwórstwie mięsnym do oznaczania gęstości (stężenia) solanki przeważnie używany jest areometr wyskalowany w stopniach Beaume. Jednemu stopniowi Beaume (Be) odpowiada zawartość 10 000 mg NaCl w 1 litrze wody. O ile brak jest areometru wyskalowanego w stopniach Be, można posłużyć się zwykłym areometrem (wyskalowainym na gęstość roztworu) i następnie przeliczyć jego wskazania na stopnie Be. Zależność między gęstością roztworu a stopniami Be podana jest w tablicy 22. W związku z różną gęstością rozmaitych gatunków soli różna jest również moc tych gatunków. Np. 1 kg warzonki zajmuje objętość 1046 do 1363 cm3 (1,05—1,36 litra), podczas gdy 1 kg soli kamiennej zajmuje objętość 875 do 958 cm3 (0,87—0,96 litra). Stąd wynika niemożność dawkowania soli na miarę, a jedynie na wagę, gdyż ta sama objętość np. 1 litra zawiera faktycznie o 1/4 soli kamiennej więcej niż warzonki. Sól kuchenna do chwili obecnej jest jednym z najpopularniejszych środków konserwujących. Działanie jej polega przede wszystkim na wstrzymaniu rozwoju drobnoustrojów (szczególnie gnilnych). Przy 10% koncentracji soli rozwój większości bakterii gnilnych zostaje wstrzymany, ale niektóre rodzaje bakterii rozmnażają się jeszcze przy 15% koncentracji, chociaż ich czynności życiowe zostają znacznie zwolnione już w niższych koncentracjach soli. Koncentracja soli kuchennej wstrzymująca rozwój poszczególnych drobnoustrojów podana jest w tablicy 4. Z tablicy tej wynika, że bakterie gnilne na ogół nie mogą się rozwijać (lub rozwój ich poważnie słabnie) w stężeniach 10% i wyższych, podczas gdy pleśniaki wytrzymują największe stężenie soli. Działanie soli jest bakteriostatyczne, tj. nie powoduje zabicia bakterii, lecz jedynie wstrzymuje ich rozwój. Na trucizny wytwarzane przez bakterie chorobotwórcze, a wśród nich na powodującą najgroźniejsze zatrucia laseczkę jadu kiełbasianego nie działają nawet skoncentrowane roztwory soli kuchennej. W soli suchej niektóre drobnoustroje, a szczególnie ich postacie przetrwalnikowe, mogą w ciągu szeregu lat zachować zdolność do rozwoju w warunkach dla nich przychylnych. Stężenie soli kuchennej poniżej 5% nie tylko nie zahamowuje rozwoju drobnoustrojów, lecz nawet sprzyja rozwojowi niektórych z nich. Oprócz bakterii obojętnych w pewnym sensie na działanie soli istnieją bakterie, które do swego rozwoju i życia wymagają środowiska słonego. Bakterie te, tzw. h a l o f i l e (sololubne) wytrzymują koncentracje soli znacznie wyższe niż podane w tablicy. Do grupy tej należą bakterie denitryfikujące, których rozwojowi sprzyja sól kuchenna. Dzięki nim mięso peklowane nabiera pożądanych cech organoleptycznych. Działanie soli kuchennej sprzyja rozwojowi flory bakteryjnej, która przyczynia się do powstawania pewnych związków chemicznych nadających mięsu przyjemny zapach i aromat właściwy dla mięsa solonego i peklowanego. Obok bakterii denitryfikujących do grupy halofili należą również i inne drobnoustroje (pałeczki grupy okrężnicy, Tetracoccus carneus, Proteus vulgaris). Konserwujące działanie soli kuchennej jest tym skuteczniejsze, im mniejsza ilość drobnoustrojów znajdować się będzie na mięsie, narzędziach i urządzeniach, z którymi styka się mięso. Warunek ten będzie spełniony tym lepiej, im świeższy surowiec będzie poddawany soleniu lub peklowaniu, im bardziej higieniczny będzie tok pracy, im lepiej i dokładniej przestrzegana będzie higiena pomieszczeń, urządzeń i osobista pracowników. Poza tym działanie konserwujące soli będzie tym lepsze, im bardziej utrudni się rozwój drobnoustrojów przez należyte chłodzenie. Z punktu widzenia potrzeb przemysłu mięsnego sól kuchenna używana do solenia mięsa i słoniny powinna: mieć barwę białą; mieć słony smak (5-procentowy roztwór soli musi być wyraźnie słony); być bezwonna; być sucha i czysta; zawierać co najmniej 92% chlorku sodowego w warzonce, a 97,5% w soli kamiennej; zawierać nie więcej niż 1% wody; zawierać nie więcej zanieczyszczeń niż: 0,002% soli magnezu, 0,008% soli wapnia i 0,2% siarczanów;h) nie dawać zmętnienia przy rozpuszczeniu 350 g soli kuchennej w 1 litrze wody (zmętnienie powoduje siarczan wapnia i glinka), i) wykazywać reakcję chemicznie zbliżoną do obojętnej. Chlorek sodowy (NaCl) występujący w postaci mineralnej nazywa się — h a l i t. Saletra stosowana jest jako dodatkowy składnik przy peklowaniu mięsa. Mięso solone przy użyciu samej tylko soli kuchennej uzyskuje barwę brudnoszarą. Użycie przy peklowaniu saletry zapobiega wystąpieniu tej ujemnej cechy. Pod pojęciem saletry rozumie się cztery różne związki chemiczne: azotan sodowy — zwany saletrą sodową lub chilijską, azotan potasowy — zwany saletrą potasową lub indyjską, azotan amonowy — zwany saletrą amonową, azotan wapniowy - - zwany saletrą wapniową lub norweską. Saletra potasowa (KNO3) jest związkiem, bezbarwnym, krystalicznym. Jedna jej część rozpuszcza się w 4 częściach wody zimnej; rozpuszcza się również w glicerynie; smak ma słono-gorzki. W kraju produkowana jest saletra potasowa rafinowana (99/100%), spożywcza, chemicznie czysta oraz saletra do analiz. Saletra sodowa (NaNO3) pod względem właściwości fizycznych zbliżona jest do saletry potasowej. W wodzie rozpuszcza się w stosunku 1 : 2, w alkoholu — 1 : 50; smak ma słony, lekko cierpki; powoduje rdzewienie metali (działanie korodujące); stosunkowo najsłabiej działa na aluminium. Należy wystrzegać się jej zabrudzenia, gdyż nabiera wtedy własności wybuchowych. Rozpuszczalność saletry wzrasta wraz ze wzrostem temperatury rozpuszczalnika, którym w warunkach przemysłu mięsnego jest woda. W przemyśle mięsnym najczęściej stosowana jest saletra potasowa. Wprawdzie nie ma większej różnicy w oddziaływaniu na mięso między saletrą potasową a sodową, jednakże saletra potasowa, jako mniej higroskopijna, jest łatwiejsza do przechowywania i transportu. Azotyn sodowy (NaNO2) jest drugim obok saletry czynnikiem współdziałającym z solą kuchenną w procesie peklowania. Azotyn sodowy jest solą o przezroczystych, bezbarwnych higroskopijnych kryształach, łatwo rozpuszczalną w wodzie, trudno - w alkoholu. W handlu azotyn: sodowy spotyka się niekiedy w postaci białych lub żółtawych brył lub odlanych laseczek. Ciężar właściwy azotynu wynosi 2,17. Działa on korodująco na aluminium. Zgodnie z wymaganiami normy (PN/C-84022) azotyn .sodowy powinien zawierać najmniej 98,0% NaNO2 (przeliczone na suchą masę), zawartość zanieczyszczeń nierozpuszczalnych w wodzie — najwyżej 0,1%, zawartość wody — najwyżej 1,0%, zawartość metali ciężkich — niedopuszczalna (niemiecka norma dopuszcza ślady siarczanów i chlorków oraz zanieczyszczeń żelazem, miedzią, cynkiem i ołowiem — do 1,0%). C u k i e r stosuje się przy peklowaniu niektórych sortymentów jako dodatek do solanki (w Polsce buraczany, za granicą — również trzcinowy). Najlepiej do peklowania nadaje się cukier kryształ oraz rafinada pierwsza i rafinada druga. Woda — do przyrządzania solanek powinna odpowiadać wymaganiom stawianym przez; Ministerstwo Zdrowia w stosunku do wody zdatnej do picia. Jest to uzasadnione tym, że woda wchodząc bezpośrednio w skład produktu spożywczego musi odpowiadać tym samym wymaganiom, jakie stawianie są samym produktom. Pod względem technologicznym woda powinna odpowiadać następującym wymaganiom: być zupełnie przezroczysta, bez zmętnień i osadu; być bez zapachu i w temperaturze pokojowej (+15°C) bez smaku; zawartość domieszek pozostających w wodzie w postaci suchego osadu nie może przekraczać 600 miligramów w 1 litrze; zawartość ciał organicznych nie powinna przekraczać 3 mg w 1 litrze; nie może zawierać drobnoustrojów chorobotwórczych (wskaźnikiem jest miano coli).Woda używana do przyrządzania solanek nie może zawierać żelaza, które wpływa ujemnie na barwę peklowanego! mięsa, oraz takich związków, jak siarczan miedziowy (CuSO4), chlorek wapniowy (CaCl2) i siarczyn sodowy (Na2SO3) — działających podobnie oraz w większych stężeniach — trująco. c. Przenikanie soli Tkanka mięśniowa żywa i tkanka mięśniowa martwa jeszcze przez pewien czas po śmierci zwierzęcia bronią się przed wtargnięciem obcych substancji Pomagają jej w tej obronie powiezie i błony ścięgniste otaczające mięśnie. Przenikanie soli do tkanki mięśniowej możliwe jest tylko dzięki zdolnościom chłonnym tkanka. Mięśnie uszkodzone chłoną sól łatwiej niż nie uszkodzone, wskutek właśnie uszkodzenia lub zniszczenia naturalnych czynników obronnych tkanki mięsnej. Zdolność wchłaniania soli przez mięso wzrasta w miarę postępu dojrzewania mięsa osiągając punkt szczytowy po pewnym czasie od chwili wystąpienia stężenia pośmiertnego. Ilość wchłoniętej przez, mięso soli zależy w głównej mierze od stopnia zawartości wody w mięsie. Część wody zawartej w mięsie jest tzw. wodą związaną mięśni i jako taka ilość jej podlega bardzo małym wahaniom, a także nie bierze ona udziału w reakcjach chemicznych; resztę stanowi woda nie związana. Mięso może wchłonąć najwyżej tyle soli, ile może się jej rozpuścić w wodzie nie związanej zawartej w mięsie. Przenikanie soli do tkanki tłuszczowej, ze względu na niższą zawartość wody, jest znacznie powolniejsze i trudniejsze. Utrwalanie, przez zastosowanie solenia, takich tłuszczów, jak np. słonina (zawierająca ok. 10% wody), polega przede wszystkim na odwodnieniu masy tłuszczowej i zahamowaniu rozwoju drobnoustrojów (zmiana nie związanej wody w solankę). Solenie nie hamuje rozkładu chemicznego tłuszczu, jak np. jełczenia, na które sól wpływa raczej przyspieszająco. Przenikanie soli do mięsa, a w wyniku przenikania — szybkość rozchodzenia się soli w mięsie oraz ilość soli pozostającej w nim po zakończeniu procesu solenia zależą przede wszystkim od: rodzaju mięsa, temperatury peklowania (solanki, mięsa, pomieszczeń), stężenia solanki, czasu solenia, stanu mięsa w chwili solenia, metody solenia. Przydatność różnych rodzajów mięsa do peklowania została już omówiona wyżej. Solenie przebiega szybciej w wyższej temperaturze solanki i pomieszczeń. Jednakże zbytnie podniesienie temperatury solenia wpływa ujemnie na produkt obniżając jego trwałość. Teoretycznie, za najodpowiedniejszą (optymalną) temperaturę peklowania uważa się +3,3 do +5,5 °C, a praktycznie +4,0 do +8,0 °C. Nie powinno się prowadzić peklowania w temperaturze ponad +10 °C; przy temp. O°C proces peklowania zostaje wstrzymany prawie zupełnie. Stężenie solanki ma zasadniczy wpływ na ilość soli przenikającej do mięsa i następnie w nim pozostającej. Zastosowanie roztworów o stężeniu 7 do 10% soli wywołuje zwiększenie ciężaru solnego mięsa dochodzące niekiedy do 80%. Roztwór soli, rozpuszczając zawarte w mięsie białko, powoduje wyciągnięcie go z mięsa. Proces ten nazywa się wyługowaniem białka z mięsa. W ciągu pierwszych 7 dni solenia proces nagromadzania soli w mięsie uwarunkowany jest częściowym odwodnieniem tkanki mięśniowej; w następnym okresie, na równi z przenikaniem soli do tkanki mięśniowej, następuje także odbieranie przez tę tkankę wody z solanki. Jeżeli soleniu poddajemy mięso nie pierwszej świeżości lub też wykazujące objawy początkowego zepsucia, to peklowanie może tylko zapobiec dalszemu postępowi psucia się mięsa, w żadnym jednak wypadku nie spowoduje przywrócenia świeżości mięsa. Stąd też: wypływa zakaz poddawania peklowaniu mięsa niezupełnie, świeżego. Zdolność chłonięcia soli, wzrastająca wraz z postępem dojrzewania mięsa, ulega poza tym wahaniom w zależności od stanu zdrowia zwierzęcia, stopnia wykrwawienia, rasy, wieku i żywienia. Mięso wodniste chłonie 10 razy więcej soli niż mięso tłuste. Przy zastosowaniu solenia suchego otrzymuje się produkty mniej soczyste (odwodnione) ale trwalsze. Stosując krótkie solenie mokre otrzymuje się produkt soczysty, lecz stosunkowo krótkotrwały. Rozmieszczenie soli w mięsie zależy w dużej mierze od zastosowania metody peklowania. Przy peklowaniu zalewowym i suchym najwięcej soli umiejscawia się w zewnętrznych partiach danego kawałka mięsa. Przy metodzie nastrzykowej-domięśniowej najwięcej soli zawierają części położone bezpośrednio obok kanału wkłucia (naokoło). Przy metodzie nastrzykowej-dotętniczej sól wnika przez naczynia włoskowate w głąb mięsa i rozmieszczenie jej w mięsie jest bardziej równomierne w porównaniu z uzyskanym przy zastosowaniu innych metod peklowania, jak np. peklowanie w zalewie. Podczas solenia suchego oraz solenia mokrego-zalewowego sól przenika z powierzchni mięsa w jego głębsze warstwy, tym wolniej jednak, im więcej tłuszczu zawierają zewnętrzne warstwy danego kawałka mięsa oraz im mięso ma mniej uszkodzoną warstwę zewnętrzną. Równomierne rozprowadzenie soli po całym kawałku mięsa uzyskuje się dopiero po wędzeniu i gotowaniu; znaczne wyrównanie osiąga się również przez zastosowanie solenia kombinowanego, t j. zastosowania bezpośrednio po sobie dwóch lub więcej metod solenia (peklowania). d. Obliczanie ilości soli do solenia Wiedząc, jakie powinno być stężenie solanki, można określić ile kilogramów soli trzeba rozpuścić w 100 litrach wody, aby otrzymać żądane stężenie. Obliczenie to wykonuje się wg następującego wzoru: Podczas używania solanki zalewowej stężenie jej obniża się, w związku z czym następuje konieczność przywrócenia jej potrzebnego stężenia. Czynność ta nosi nazwę wzmacniania lub regeneracji solanki. Do obliczania ilości soli potrzebnej do regeneracja solanki służą specjalne tablice, jednak w przypadku produkcji amatorskiej nie będziemy tematu rozwijać. e. Rola saletry i azotynu w procesie peklowania Saletra, azotyn i cukier, służące do przyrządzania mieszanek peklujących i solanek, są stosowane nie tyle jako środki konserwujące mięso, lecz dla innych celów. Sól kuchenna powoduje odbarwianie mięsa, wpływa więc na barwnik mięsa — mioglobinę oraz barwnik krwi (w mięsie pozostaje po wykrwawieniu pewna ilość krwi) — hemoglobinę. Mioglobina i hemoglobina w połączeniu z tlenkami azotu tworzą nitrozomioglobinę i nitrozohemoglobine, związki o barwie czerwonej. Wskutek tego mięso peklowane uzyskuje barwę czerwoną, utrzymującą się nawet po ugotowaniu mięsa. Źródłem, z którego w czasie peklowania powstają tlenki azotu jest saletra (azotan potasowy albo sodowy) oraz azotyn sodowy (nitryt). Saletra pod wpływem działania obecnych w solance bakterii denitryfikujących przechodzi w azotyn, który z kolei pod wpływem wody daje kwas azotawy, a ten w dalszym ciągu przez rozpad daje tlenki azotu. Proces redukcji soli kwasu azotowego do soli kwasu azotawego (2KNO, = 2KNO2 + O2 lub 2NaNO3 = = 2NaNO2 + O2) przebiega aktywnie w środowisku pozbawionym dostępu tlenu powietrza, w obecności pożywki pod postacią białek i cukru, którego pH jest nie niższe niż 6. Tlenek azotu łącząc się z: mioglobiną nadaje mięsu właściwa i pożądaną barwę. Chemizm procesu peklowania (rozkład (NaNO3) można przedstawić następująco: saletra -> azotyn -> kwas azotawy -> tlenek azotu -> nitrozomioglobina. W praktyce skomplikowany proces peklowania ulega niekiedy wypaczeniu powodując otrzymanie mięsa o niewłaściwej barwie i różnych niepożądanych odcieniach. Do czynników wypaczających prawidłowy przebieg procesu peklowania zalicza się przede wszystkim: różnorodność surowca rzeźnego i rozmaitość jego żywienia, niedostateczną dokładność wykrwawienia, niewłaściwą temperaturę mięsa, solanek i peklowni, niewłaściwą pielęgnację solanek, nieodpowiednie warunki techniczne i higieniczno-sanitarne produkcji, niedostateczną fachowość personelu itp. Pod względem zastosowania saletry i azotynu, wytworzyły się w praktyce 3 typy peklowania: peklowanie saletrowe, peklowanie saletrowo-azotynowe (mieszane), peklowanie azotynowe.Przez wiele lat typ pierwszy, tj. peklowanie z użyciem tylko saletry, był jedynym stosowanym powszechnie w praktyce i biorąc pod uwagę poziom ówczesnej techniki dawał wystarczające wyniki. Wadą tego typu peklowania jest długi czas wymagany przy stosowaniu metod suchych. Dalsze trudności powstały z chwilą, gdy przekonano się o szkodliwości dla zdrowia ludzkiego zarówno azotanów jak i azotynów, w wyniku czego ustanowione zostały surowe przepisy ustawodawstwa sanitarnego dotyczące dopuszczalnego stężenia tych składników w mięsie. Obecne ustawodawstwo dopuszcza: saletry do 0,3°/o, tj. 30 dkg w 100 kg mięsa oraz powstałego w wyniku przemiany saletry azotynu 0,02%, czyli 2 dkg w 100 kg mięsa. Przeprowadzone próby praktyczne, zmierzające do ustalenia najwłaściwszego typu peklowania, doprowadziły do dokładniejszego zbadania roli azotynu w procesie peklowania. Dodatnie strony stosowania azotynu sformułowano następująco: a) brak różnic smakowych pomiędzy mięsem peklowanym z saletrą a mięsem peklowanym z azotynem (nitrytem), b) szybsze utrwalenie barwy peklowanego mięsa, c) bardzo silne działanie azotynu hamujące rozwój i rozmnażanie bakterii. Do ujemnych stron stosowania azotynu zalicza się: a) silne działanie trujące i łatwość zatruć przy nieostrożnym dawkowaniu azotynu, b) łatwe uleganie azotynu różnym przemianom, w związku z czym nieosiąganie niekiedy pożądanego wyniku peklowania, po mimo jego zastosowania. Istnieje zależność pomiędzy zawartością soli w solance a barwą mięsa. Ze wzrostem koncentracji soli barwa mięsa ciemnieje. Równocześnie ze wzrostem koncentracji soli zmniejsza się również ilość azotynów wytworzonych w solance i — odwrotnie. Azotynu tworzy się 5 do 15 razy mniej, niż dodano do> solanki saletry. Przemiana saletry w azotyn rozpoczyna się po 5 godzinach od chwili rozpuszczenia jej w solance, temperatura zaś otoczenia nie ma wpływu na ten proces uwarunkowany działalnością bakterii denitryfikujących. Im więcej w partii poddawanej peklowaniu znajduje się mięsa chudego, tym więcej trzeba rozpuścić saletry, aby uzyskać należyte peklowanie. Dlatego do mięsa końskiego należy używać więcej saletry niż do bekonu, a do słoniny nie stosuje się jej wcale. Zbyt duże jednak ilości saletry powodują nadmiernie ciemne zabarwienie produktu, gorzki i ostry smak, łykowatą konsystencję i gąbczastą strukturę powierzchni mięsa. Nadmiar saletry działając garbujące na powierzchnię mięsa utrudnia przenikanie solanki w głąb i zmniejsza w ten sposób trwałość mięsa oraz jego odporność na rozkład. Wynikiem stosowania zbyt dużych ilości saletry jest szare zabarwienie przekroju peklowanego mięsa. Powstawanie szarych plam, o wyraźnie zarysowanych brzegach jest natomiast wynikiem niedostatecznej ilości saletry w miejscu powstawania plam. Plamy takie występują przeważnie w środku grubszych kawałków mięsa. f. Zmiany zachodzące w mięsie w czasie peklowania W czasie peklowania zachodzą w mięsie zmiany spowodowane działaniem soli, saletry, azotynu, a niekiedy i cukru. Wynikiem wspólnego 'działania soli i saletry jest przechodzenie z mięsa do solanki takich substancji, jak woda, ciała białkowe i związki mineralne, równocześnie jednak mięso chłonie z solanki wodę (wymiana), sól kuchenną oraz saletrę. Dalszym wynikiem działaniu obu tych składników jest zmiana fizycznej i chemicznej struktury mięsa, a przede wszystkim — tkanki mięśniowej i tkanki łącznej. Sama sól kuchenna zmienia naturalny barwnik mięsa na związek o zabarwieniu brudnoszarym. Zastosowanie saletry niweluje to działanie 'powodując uzyskanie przez mięso pożądanego żywo-czerwonego zabarwienia. Wchłanianie solanki przez mięso powoduje zmianę jego objętości. Równocześnie ze zmianą objętości zmienia się struktura mięsa wskutek pęcznienia. Poprzeczne prążkowanie włókien zostaje zachowane, włókna jednak układają się ściśle obok siebie. Wskutek zwiększonych wymiarów poprzecznych (przekroju) włókien mięsnych, spowodowanego ich napęcznieniem, przestrzenie miedzy włókienkowe mogą zaniknąć zupełnie. Solanka powoduje wyługowanie białka z mięsa. W słabych (6 do 9-procentowych) roztworach soli kuchennej wyługowaniu może ulec do 80°/o białek mięśni rozpuszczonych w wodzie, przy czym ilość białka zawartego w takim roztworze może dochodzić do 4% ciężaru roztworu. Pozostała ilość białka przechodzi w postać nierozpuszczalną. Ilość białka, które może się rozpuścić w solance, zależy od stężenia soli kuchennej. Równocześnie z wchłanianiem przez mięso soli kuchennej następuje przechodzenie wody z solanki do mięsa i odwrotnie. Stosunek ilościowy wody do białka w mięsie nie peklowanym wynosi 4:1, podczas gdy w mięsie peklowanym — 18 : 1. Fakt ten, wykazujący zwiększenie się ilości wody w mięsie peklowanym dowodzi, że w początkowym okresie peklowania występuje przechodzenie wody z mięsa do solanki (dyfuzja), a następnie woda z solanki przechodzi z powrotem do mięsa. Szybkość tej dyfuzji znajduje się w prostym stosunku do stężenia solanki. Samo zjawisko dyfuzji przez przegrodę tkanek produktu następuje w wyniku różnicy ciśnień osmotycznych pomiędzy solanką i sokiem tkankowym mięsa. Stężenie soli w produkcie wzrasta więc bez przerwy od chwili zapeklowania do momentu, gdy zrówna się ono ze stężeniem soli w solance. W wyniku działania cukru, stosowanego niekiedy jako dodatek do solanek, następuje złagodzenie słoności peklowanego produktu mięsnego. Drugim ważnym momentem jest fakt, iż cukier łatwo utleniając się chroni tym samym azotyn, przed utlenieniem, co sprzyja lepszemu, zachowaniu prawidłowej barwy mięsa. Ilość cukru przy peklowaniu powinna utrzymywać się w granicach: solanka peklująca - 1 do 2% mieszanka peklująca - 2 do 2,5% Użycie cukru w ilości ponad 2% (w stosunku do ciężaru solanki) może przy peklowaniu mokrym spowodować w solance fermentację śluzową, co z kolei obniża jakość peklowanych produktów. W wyniku wyżej wymienionych procesów w peklowanych produktach mięsnych następuje: zwiększenie zawartości soli kuchennej, zmiany ilościowe wody, zmniejszenie ilości związków organicznych (zawierających azot i fosfor), zmiana zdolności pęcznienia tkanek. g. Zmiany ciężaru produktu podczas solenia i peklowania Podczas solenia i peklowania w jednych przypadkach następuje zwiększenie ciężaru mięsa, w innych zaś — zmniejszenie. W zależności bowiem od stężenia solanki i szeregu innych czynników może nastąpić wchłonięcie solanki przez mięso bądź też wydalenie wody z mięsa. Najwyższe zwiększenie objętości — jak to stwierdzono doświadczalnie — oraz ciężaru mięsa następuje przy peklowaniu solankami o stężeniu 7 do 10%. Zwiększenie to może dojść do 80% ciężaru mięsa przed zanurzeniem w solance. Jeżeli natomiast mięso zalane zostanie solanką o stężeniu 2%, a następnie dodaje się solankę o większym stężeniu i podnosi stopniowo stężenie całej ilości solanki, w której mięso jest peklowane, to zwiększenie ciężaru może dochodzić do 100%. W przemyśle stosuje się koncentracje soli znacznie wyższe niż te, przy których dochodzi do największego przyrostu ciężaru peklowanego mięsa. Równocześnie, z wielu względów, peklowanie musi trwać krócej niż przez czas potrzebny od uzyskania maksymalnego przyrostu. Dlatego też w warunkach przemysłowych przyrosty nie są tak wielkie jak uzyskane doświadczalnie. Ogólnie można powiedzieć, że przy zastosowaniu roztworów słabych, tj. do 10% stężenia soli, następuje pęcznienie mięśni i zwiększanie ich objętości oraz ciężaru; w miarę wzrastania stężenia przyrosty wagowe maleją, aż do wystąpienia strat na ciężarze, przy użyciu roztworów bliskich nasycenia (ok. 26% soli). Wielkość przyrostów i ubytków w czasie peklowania zależy przede wszystkim od: 1) metody peklowania, 2) czasu trwania peklowania, 3) zawartości tłuszczu w mięsie. Przy soleniu metodą mokrą lub mieszaną następuje zwiększenie ciężaru peklowanego mięsa. Przy stosowanych obecnie w naszym przemyśle mięsnym, stężeniach solanek przyrost ten praktycznie waha się w granicach 0,5 do 3% (przyrost obliczony po ocieknięciu mięsa w ociekalni). Przy bekonie np. ciężar bezpośrednio po wyjęciu z basenu jest większy (nawet do ok. 10%); w ociekalni wycieka z połówek bekonowych część solanki i następuje obeschnięcie produktu, co w wyniku daje jedynie przyrost około 3% w stosunku do ciężaru przed peklowaniem. Przy soleniu metodą suchą mięso traci wodę i następuje zmniejszenie ciężaru, osiągające niekiedy nawet 30% ciężaru surowca. Przy przedłużaniu się czasu peklowania ubytek się zwiększa. Przy soleniu metodą mokrą lub mieszaną przyrost jest tym większy im dłużej mięso przebywa w solance. Przyrosty ciężaru lub ubytki są większe w mięsie chudym niż w tłustym (zależnie od metody solenia). Tłumaczy się to większą zawartością w mięsie chudym wody biorącej udział w wymianie zachodzącej w procesie peklowania. h. Podział metod solenia i peklowania Zależnie od sposobu postępowania z produktem podczas peklowania (lub solenia) rozróżnia się obecnie peklowanie: suche, mokre i mieszane. Solenie mokre może być: zalewowe, nastrzykowe i kombinowane (natryskowo-zalewowe). Zastosowanie którejkolwiek z tych metod solenia zależy od: przeznaczenia surowca, jego rodzaju i charakteru, pożądanego czasu trwania peklowania, warunków solenia oraz od innych jeszcze czynników o mniejszym znaczeniu. i. Solenie suche (peklowanie suche) Solenie suche przeprowadza się w ten sposób, że poszczególne kawałki mięsa naciera się solą kuchenną lub specjalnie przygotowaną mieszanką peklującą (peklowanie suche). W skład mieszanki oprócz soli kuchennej wchodzi saletra, cukier oraz ewentualnie inne dodatki (np. azotyn w peklosoli). Natarte solą kawałki układa się, zależnie od rodzaju produkcji, w basenach, zbiornikach, beczkach lub innych naczyniach (jak np. wanny, pojemniki plastikowe itp.). Co pewien czas mięso przekłada się w ten sposób, aby kawałki znajdujące się poprzednio na spodzie znalazły się na wierzchu i odwrotnie. Peklowanie suche można również przeprowadzić w ten sposób, że ściśle odważoną ilość mieszanki dodaje się do odpowiedniej ilości mięsa (przepuszczonego uprzednio przez szarpak) w mieszarce, gdzie następuje wymieszanie mięsa z materiałem peklującym. W większości zakładów wymieszanie materiału peklującego z mięsem odbywa się za pomocą łopaty w płytkim basenie, lub ręcznie na specjalnym stole. Solenie suche ma najszersze zastosowanie w produkcji wędlin. Solenie suche daje produkt trwały, jednakże ujemną jego stroną jest obniżenie cech smakowych produktu, częściowa utrata wartości odżywczych oraz nierównomierne nasolenie poszczególnych części. j. Solenie mokre (peklowanie mokre) Peklowanie zalewowe. Przy peklowaniu zalewowym mięso układa się w specjalnych naczyniach lub basenach i następnie zalewa roztworem peklującym. Mięso zalane roztworem pozostaje w naczyniach lub basenach przez cały czas peklowania (niekiedy końcową fazą jest ociekanie). Peklowanie nastrzykowe. Peklowanie nastrzykowe wykonuje się w dwóch odmianach jako: domięśniowe i dotętnicze. Przy peklowaniu nastrzykowym domięśniowym solankę peklującą wstrzykuje się do mięśni za pomocą specjalnej igły pod ciśnieniem nie przekraczającym. 6 kg/cm2 (większe ciśnienie powoduje rozrywanie tkanek). Przy peklowaniu nastrzykowym dotętniczym igłę, za pomocą której dokonuje się wstrzyknięcia solanki, wprowadza się do tętnicy, której ścianki dociska się do igły palcami lub specjalnymi szczypcami. Przy nastrzykiwaniu dotętniczym następuje bardziej równomierne rozprowadzenie solanki w mięsie poprzez siatkę naczyń krwionośnych. Przy nastrzykiwaniu domięśniowym natomiast najbardziej nasalają się okolice nakłucia. W 1930 r. mistrz rzeźnicki Beisser opatentował w Niemczech metodę peklowania szynek polegającą na wstrzykiwaniu środka konserwującego drogą naczyń krwionośnych. Według tego patentu wprowadzanie środka konserwującego jest celowe jedynie w czasie trwania stężenia pośmiertnego. W 1933 r. patent ten został zakupiony również przez Polskę. Ujemną stroną tej metody jest częściowe wyciekanie solanki wskutek wypłukania niedostatecznie skrzepniętych w naczyniach krwionośnych resztek krwi. Z drugiej strony ponieważ tkanki podczas stężenia pośmiertnego mają znacznie mniejszą zdolność wchłaniania cieczy, przeto nie można przy peklowaniu wprowadzić do nich większej ilości solanki potrzebnej do dobrego zakonserwowania mięsa. Monopol metody Beissera został obalony w Polsce przez Koeppego (patent nr 28126 z dnia 5 maja 1939 r.). Przy systemie Koeppego wprowadza się solankę do tętnic dopiero w 18 godzin po uboju, tj. wtedy, gdy w żylnych naczyniach krwionośnych utworzą się i dostatecznie stwardnieją skrzepy. Solankę wprowadza się pod ciśnieniem nie przekraczającym 1,5 atmosfery, przez co unika się wypadania na zewnątrz skrzepów zamykających odpływ cieczy. Metoda ta powoduje łatwiejsze wchłanianie solanki, gdyż tkanki nabierają wtedy z powrotem wzmożonej zdolności wchłaniania, zahamowanej podczas stężenia pośmiertnego i solanka łatwiej nasyca poszczególne mięśnie. Urządzenie do nastrzykiwania (rysunek powyżej) — składa się ze zbiornika na solankę i pompy. Od zbiornika odchodzi elastyczny wąż zakończony kurkiem, na który nakłada się (zwykle na gwint) specjalne igły do nastrzykiwania. Igły są dwóch rodzajów: — do nastrzykiwania domięśniowego — igła długości ok. 20 cm, średnicy 7 mm, z kanałem podłużnym i licznymi (do 24) otworkami o średnicy nie przekraczającej 1,25 mm, — do nastrzykiwania dotętniczego — igła krótsza z kanałem podłużnym i jednym otworem w zakończeniu, skierowanym na wprost. W skład aparatu Beissera, poza urządzeniem do nastrzykiwania, wchodzi jeszcze waga zaopatrzona w tarczę zegarową. Nastrzykiwaną szynkę lub łopatkę kładzie się na szali wagi aparatu, mającej kształt tacy, i za pomocą urządzenia do nastrzykiwania wprowadza solankę do układu krwionośnego szynki. Równocześnie z wprowadzaniem solanki odczytuje się na tarczy zegarowej procent wagowy wstrzykniętej solanki. Urządzenie do nastrzykiwania działa na zasadzie pompy ssąco-tłoczącej o napędzie ręcznym lub maszynowym. Peklowanie kombinowane. Peklowanie kombinowane wykonuje się w ten sposób, że do mięsa najpierw nastrzykuje się solankę, następnie zaś mięso układa się w naczyniach lub basenach i zalewa solanką zalewową. Peklowanie mokre kombinowane stosowane jest przy produkcja bekonu, szynek w puszkach, polędwic w puszkach i niektórych rodzajów boczków. Przy metodzie tej (jak w ogóle przy stosowaniu mokrej metody peklowania) istnieje możliwość lepszego regulowania przebiegu procesu oraz uzyskania gotowego produktu o wyższych cechach smakowych i konsumpcyjnych. k. Solenie mieszane (peklowanie mieszane) Peklowanie mieszane stanowi połączenie dwóch metod: mokrej i suchej. Przy tym rodzaju peklowania mięso może być najpierw nastrzyknięte solanką (metoda mokra), a następnie natarte mieszaniną peklującą (metoda sucha). Lub też naprzód naciera się powierzchnię mięsa mieszanką peklującą, a następnie układa w basenach i zalewa solanką. Jest to najrzadziej stosowana metoda peklowania. 1. Technika peklowania Do sporządzania roztworów używanych przy peklowaniu bierze się sól kuchenną oraz saletrę i inne składniki odpowiadające normom jakościowym na te substancje. Temperatura gotowych do użycia roztworów powinna utrzymywać się w granicach +2 do +6 °C. Normy holenderskie ograniczają te granice do +4 — + 6 °C. Jakość roztworów i ich przydatność do dalszego użycia (przy solankach używanych wielokrotnie) powinna być okresowo kontrolowana przez dokonywanie analizy laboratoryjnej w celu określenia zawartości soli kuchennej, saletry i azotynu, stopnia kwasowości oraz zawartości ciał białkowych. Solanki peklujące nastrzykowe są to wodne roztwory soli kuchennej, saletry lub azotynu i niekiedy cukru, używane do nastrzykowego peklowania mięsa. Podaną w przepisie ilość soli rozpuszcza się w określonej ilości wody (mieszając dokładnie w celu przyspieszenia rozpuszczenia) tak, aby roztwór osiągnął stężenie o ok. 1°Be niższe od pożądanego. Pożądane stężenie osiąga się dopiero przez dodatek saletry (i azotynu), przy czym dokładnie odważoną saletrę (i azotyn) rozpuszcza się w mniejszej ilości roztworu solnego, następnie wlewa do całej ilości i dokładnie miesza. W naszym przypadku sprawa dotyczy wyłącznie saletry, gdyż azotyn mamy już odpowiednio dawkowany w peklosoli używanej do peklowania. Po uzyskaniu odpowiedniego stężenia (co stwierdza się za pomocą sprawdzonego, dobrze działającego areometru), roztwór spuszcza się do drugiego naczynia, pozostawiając go następnie w spokoju na 24—48 godzin w celu odstania się (opadnięcia osadu). Po odstaniu roztwór zlewa się ostrożnie, bez zmącenia, przez filtr gazowy do innego naczynia lub basenu w ten sposób, aby osad pozostał na dnie pierwszego naczynia. Po przefiltrowaniu sprawdza się stężenie i temperaturę roztworu. Po dokonaniu tych wszystkich czynności otrzymuje się solankę peklującą nastrzykową gotową do użytku. Solanki nastrzykowe przeważnie gotuje się w celu zapewnienia ich jałowości i uchronienia od wprowadzenia z solanką do mięsa drobnoustrojów mogących wywołać zakażenie i zepsucie się produktu. Przy sporządzaniu solanki peklującej nastrzykowej należy specjalną uwagę zwrócić na odpowiednią jakość i czystość wszystkich składników i naczyń, gdyż ma to wpływ na jakość produktu, a przede wszystkim — pogarsza barwę mięsa. Solanka peklująca zalewowa przyrządzana jest w podobny sposób jak i nastrzykowa. Po rozpuszczeniu przewidzianych w przepisie składników solanka powinna odstać się przez 24 godziny, następnie zaś przelewa się ją (lub przepompowuje) do basenu-zbiornika, przy czym zwraca się uwagę, aby dolna jej warstwa z osadem pozostała na dnie basenu, w którym przeprowadzano odstanie się solanki. Solanki zalewowe używane są wielokrotnie i dlatego powinny być szczególnie starannie pielęgnowane i ochraniane przed zakażeniem. Baseny i pomieszczenia peklowni powinny być w tym celu utrzymywane w należytej czystości. Po każdorazowym użyciu solanka powinna być przecedzona przez odpowiednio gęste sita i gazę. Należy również przestrzegać utrzymywania odpowiedniej temperatury i stężenia solanki. Aby utrzymać odpowiednie stężenie solanki, należy po każdorazowym użyciu kontrolować jej stężenie za pomocą areometru i w miarę potrzeby solankę wzmacniać. W tym celu rozsiewa się szufelką sól na całej powierzchni basenu, mieszając równocześnie solankę długim ręcznym mieszadłem. Po wzmocnieniu .solanka powinna być pozostawiona w basenie na co najmniej 24 godziny w celu odstania się. Po odstaniu zlewa się solankę znad osadu, przecedzając ją przez filtr gazowy. Wzmacnianie solanek przeprowadza się wg danych zawartych w odpowiednich tablicach. W miarę używania obniża się również w solance zalewowej zawartość saletry i azotynu. W celu utrzymania zawartości tych składników na pożądanym poziomie (np. przy bekonie 0,5% saletry i 0,05% azotynu) należy pobrane próbki solanki poddać analizie laboratoryjnej. Ilości saletry i azotynu (w kg), jakie należy dodać na 1 m3 solanki (1000 litrów), aby uzyskać zawartość 0,5% saletry i 0,05% azotynu, podane są w wymienionych tablicach. Starannie pielęgnowaną solankę można używać latami. Używanie takich solanek ma duże znaczenie z uwagi na uzyskanie właściwej barwy mięsa, odpowiednich cech jakościowych (jak np. smaku i aromatu produktu) oraz ze względu na oszczędne zużycie składników solanki. Nie można do produkcji używać solanki, w której rozpoczął się rozkład zawartych w niej związków organicznych. Najważniejszymi zewnętrznymi tego objawami są: a) wystąpienie śluzu i białego nalotu na powierzchni solanki, b) spotęgowanie zmętnienia i zmiana zapachu solanki, c) zwiększenie kleistości. Autor: inż. Władysław Poszepczyński, Technologia przetwórstwa mięsnego, cz. II, Warszawa 1958 r. Dla potrzeb forum opracował: Maxell
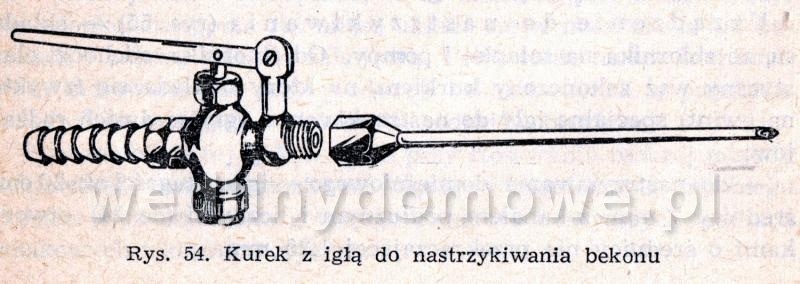
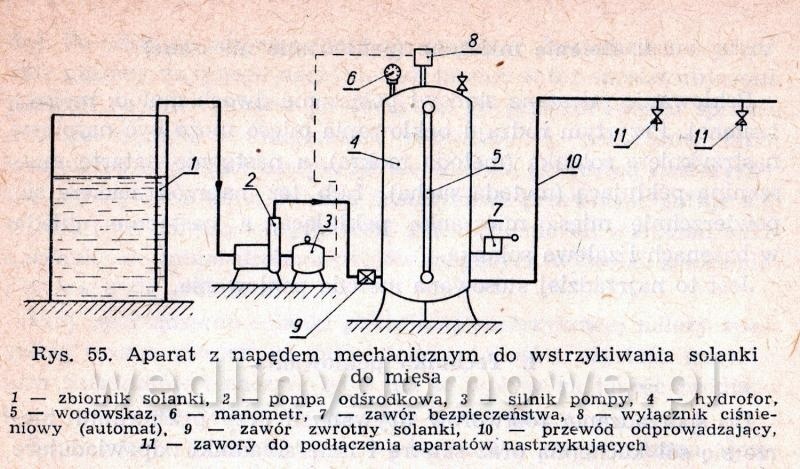
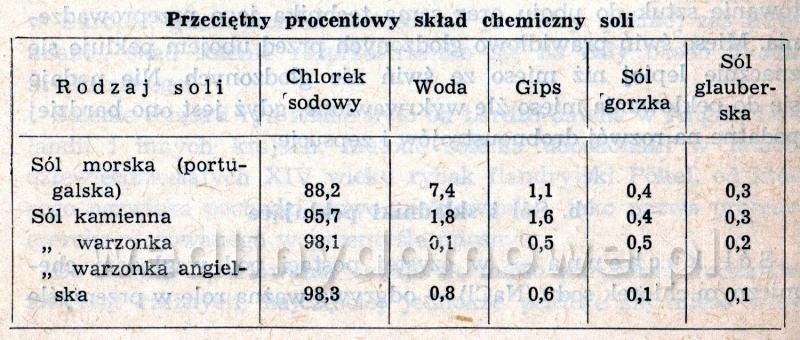
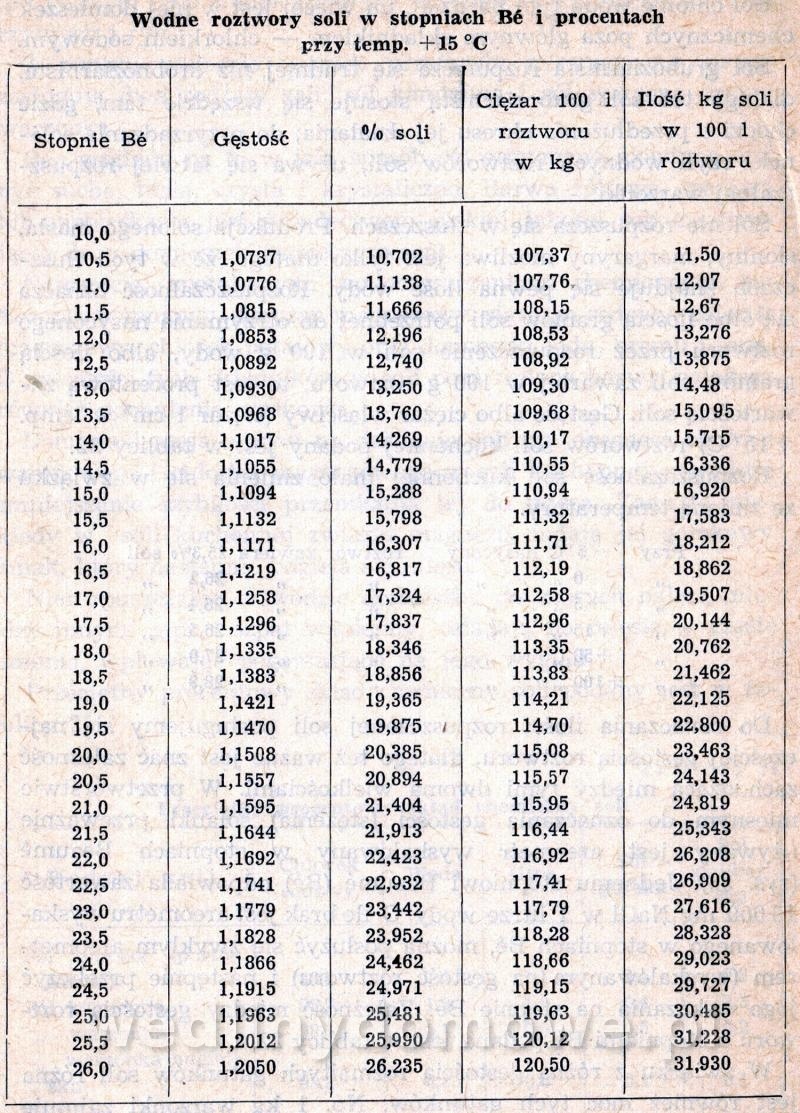
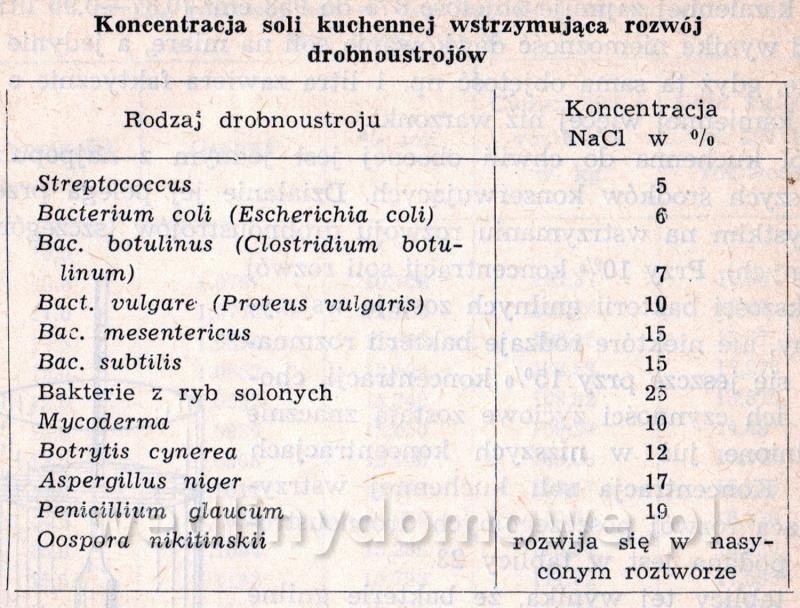
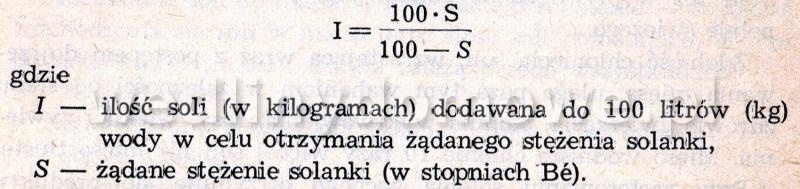
-
Właśnie otrzymałem od Andrzeja terminarz kursów w naszej SDM na drugie półrocze 2014 r.: 26-28 września 2014 - Kurs podstawowy: przetwórstwo mięsa 10-12 października 2014 - Kurs podstawowy serowarstwa: przetwórstwo mleka 14-16 listopada 2014 - Kurs specjalistyczny: wędliny dojrzewające 05-07 grudnia 2014 - Kurs podstawowy: przetwórstwo mięsa Przedstawione kursy znajdą się niebawem na stronie SDM: szkoladomowegomasartswa.pl , akademiadomowegomasarstwa.pl Zapraszamy Państwa do zapisów.
-
Wszystkim "naszym" Aniom, Haniom, Mirkom życzę samych słonecznych dni i spełnienia nawet tych najskrytszych marzeń. Wszystkiego Najlepszego Miłe Panie. Do życzeń niezapomniana piosenka
-
Tradycja I. Ubój i obróbka poubojowa. 1953 r.
Maxell odpowiedział(a) na Maxell temat w Polska tradycja masarska
Rozdział I OGÓLNA CHARAKTERYSTYKA SUROWCA PRZEMYSŁU MIĘSNEGO 1. Wymagania przemysłu mięsnego w stosunku do surowca Surowcem w przemyśle mięsnym jest żywiec rzeźny, czyli zwierzęta przeznaczone na rzeź. Są to świnie, bydło rogate, cielęta, owce i kozy, a ostatnio i konie. Przemysł mięsny wymaga od surowca cech, które w wyniku przeróbki gwarantują otrzymanie różnorodnych, pełnowartościowych, gotowych do spożycia lub do dalszej przeróbki produktów przy najwyższej ich wydajności zarówno ilościowej, jak i jakościowej. Wymagania przemysłu mięsnego w stosunku do surowca są następujące: a. dobre zdrowie, b. dobre umięśnienie, odpowiednie do przeznaczenia nawarstwienie tłuszczu, niewielka zawartość tkanki łącznej - ścięgnistej, c. skóra bez uszkodzeń i wad, d. przepisowy wiek zwierzęcia, e. duża wydajność poubojowa (ciężar ciepłej tuszy, tłuszczu i skóry. Od stanu zdrowia zależy różnorodność, ilość i jakość wszystkich artykułów otrzymywanych z ubitego zwierzęcia. W związku z tym pracownik przemysłu mięsnego powinien posiadać zasadnicze wiadomości pozwalające mu na odróżnienie zwierzęcia zdrowego od chorego. Tylko z mięsa zdrowego zwierzęcia można uzyskać liczne i wartościowe artykuły mięsne i przetwory wędliniarskie. Dobre umięśnienie, odpowiednie nawarstwienie tłuszczu, niewielka zawartość tkanki łącznej ścięgnistej mają wielkie znaczenie gospodarcze i decydują o sposobie wykorzystania oraz przeznaczenia produktów uboju uzyskanych z danego surowca. Surowiec - żywiec rzeźny o dobrym umięśnieniu charakteryzuje korzystny stosunek mięsa do kości, skóry i ubocznych artykułów uboju. Mięso pełnomięsnego surowca zawiera więcej składników odżywczych i więcej tłuszczu. Składnikiem surowca o wysokiej cenie jest skóra zwierzęcia. Surowiec-żywiec rzeźny powinien posiadać skórę bez skaz, a obowiązkiem pracowników przemysłu mięsnego jest dopilnowanie, aby skóra zwierzęcia była traktowana ze specjalną troskliwością, zdejmowana umiejętnie, bez uszkodzeń i zabrudzenia. Straty ponoszone z powodu niedostatecznego dbania o skórę ilustruje przykład skór świńskich. Krupon świński bez skazy zalicza się do klasy I i uzyskuje cenę 18 zł za kg, co przy przeciętnym ciężarze kruponu — 3 kg — daje za skórę 54 zł. W praktyce wskutek niedostatecznego dbania o skórę podczas całego cyklu gospodarki żywcem, uboju i wstępnej obróbki, krupony świńskie w 99% są zaliczane do klasy V, przy czym uzyskuje się za nie po 3 zł za kg, a przemysł mięsny ponosi stratę na każdej świni w wysokości 45 zł. Co się tyczy wieku, to mięso zwierząt bardzo młodych (w pierwszych 10 dniach życia) ma mało składników odżywczych, jest prawie pozbawione tłuszczu okołonerkowego, wodniste, mało spoiste, o niezdecydowanej barwie różowej. W związku z tym zwierzęta młode nie powinny być zabijane wcześniej niż po dwóch tygodniach życia. Mięso zwierząt starych (bydła kilkunastoletniego) jest mało soczyste, łykowate, twarde, barwy ciemnej, posiada tłuszcz koloru ciemnożółtego, zawiera dużo tkanki łącznej ścięgnistej, przy czym potrzeba długiego czasu na jego przygotowanie do spożycia. Wydajność poubojową określa się na podstawie ciężaru ciepłej tuszy, tłuszczu i skóry. Przez określenie ciężar ciepłej tuszy lub ciężar rzeźny rozumie się — w stosunku do bydła — ciężar tuszy z nerkami i tłuszczem okołonerkowym, bez ciężaru głowy i narządów wewnętrznych, bez dolnych odcinków kończyn przednich i tylnych, lecz ze ścięgnami tych odcinków i ogonem, bez wymion i organów płciowych; w stosunku do świń - ciężarem rzeźnym nazywamy ciężar tuszy ze skórą, nogami, głową, nerkami, tłuszczem okołonerkowym i ogonem, bez narządów wewnętrznych. Stosunek ciężaru żywego zwierzęcia do ciężaru rzeźnego nazywa się wskaźnikiem wydajności poubojowej. Stosunek len zależny jest przede wszystkim od wypełnienia przewodu pokarmowego, rodzaju treści zawartej w przewodzie oraz od ciężaru skóry. Toteż żywiec dostarczany do rzeźni nie powinien być okarmiony i wobec wysokiej wartości tłuszczu powinien posiadać najkorzystniejszy stosunek ciężaru tłuszczu do ciężaru mięsa. 2. Budowa zwierząt rzeźnych Pracownicy przemysłu mięsnego, a szczególnie dokonujący uboju, wstępnej obróbki surowca i rozbioru mięsa, powinni w ogólnych zarysach znać budowę zwierząt oraz gatunki, rodzaje i klasy surowca. Zwierzęta rzeźne należą do kręgowców. Zrąb ich ciała opiera się na kostno-chrząstkowym szkielecie połączonym kręgami. Są one ssakami. Należą do rzędu kopytnych, ponieważ kończyny ich są zakończone twardym tworem rogowym stanowiącym kopyta lub racice. Kopytne z kolei mogą być parzystokopytne, jak bydło rogate, świnie, owce lub nieparzystokopytne, jak konie. Parzystokopytne zwierzęta rzeźne dzielą się na przeżuwające - bydło rogate, owce i kozy odżywiające się trudnostrawnym pokarmem roślinnym, który przechodzi przez szereg przedżołądków, wraca do jamy ustnej i jest ponownie przeżuwany, oraz na nieprzeżuwające — wszystkożerne, jak np. świnie. a. Ciało Ciało zwierzęcia składa się z komórek widocznych tylko po odpowiednim powiększeniu (pod mikroskopem). Najistotniejszymi częściami składowymi komórki są: protoplazma-pierwoszcze, jądro i błona otaczająca komórki. Komórki mają różny kształt i różne przeznaczenie w czasie życia ustroju. W organizmie zwierzęcym istnieją komórki nabłonkowe, komórki tkanki łącznej, komórki mięśniowe i nerwowe, z których utworzone są poszczególne tkanki i narządy ustroju. Na rys. 2 uwidocznione są te rodzaje komórek. Komórki rozmnażają się przez podział tworząc z jednej komórki dwie itd. Komórki nowopowstałe rosną, dojrzewają, powiększają się i znów dzielą się w dalszym ciągu. Powstawanie nowych komórek powoduje rozrost organów. W organizmach młodych dzielenie się komórek odbywa się często, co powoduje wzrost objętości i ciężaru tych organizmów. Od szybkości i częstotliwości dzielenia się komórek zależny jest wzrost ciała. W organizmach dojrzałych komórki dzielą się w przypadku uszkodzenia jakiejś tkanki. Poza tym mogą tylko powiększać się. Komórki w większych skupieniach przystosowane do specjalnych czynności tworzą tkanki. Komórki nabłonkowe tworzą tkankę nabłonkową — nabłonek, który jako naskórek tworzy pierwszą zewnętrzną warstwę skóry. Nabłonek także wyściela drogi oddechowe oraz przewód pokarmowy; z komórek nabłonkowych zbudowane są gruczoły wydzielnicze. Tkanka łączna dzieli się na cztery zasadnicze typy: tkankę łączną włóknistą, tkankę łączną chrzestną, tkankę łączną kostną; również tkanką łączną jest krew i limfa. Tkanka łączna luźna łączy ze sobą inne tkanki. Ta sama tkanka łączna, widoczna pod skórą, otacza również wiązki włókien mięśni. Tkanka ta zbudowana jest z komórek nieregularnie rozmieszczonych w substancji międzykomórkowej, jest tworem gładkim i gąbczasto-porowatym. Również tkanką łączną luźną jest tkanka tłuszczowa składająca się z komórek wypełnionych tłuszczem pod postacią bardzo małych kuleczek; bywa ona barwy białej, żółtawej, żółtej lub żółtópomarańczowej. Tkanka łączna chrząstkowa i kostna różni się od innych tkanek dużą twardością spowodowaną nasyceniem solami wapna. Komórki mięśniowe występują w licznych skupieniach. Istnieją komórki mięśniowe poprzecznie prążkowane, uformowane we włókienka, które tworzą tkankę mięśniową mięśni ciała oraz komórki mięśniowe gładkie znajdujące się w ściankach przewodu pokarmowego. Komórki mięśniowe mają własność silnego kurczenia się; kurcząc się komórki te grubieją i stają się krótsze. Mięśnie przyczepione są do kości za pomocą ścięgien; mięśnie kurcząc się zbliżają poszczególne kości do siebie, rozprężając się oddalają te same kości od siebie. Na tej podstawie oparte są ruchy zwierzęcia. Ruch mięśni złożonych z włókien poprzecznie prążkowanych zależny jest od woli zwierzęcia, przekazywanej mięśniami przez nerwy, zwierzę nie może jednak rządzić ruchami mięśni składających się z włókien mięśniowych gładkich. Komórki nerwowe odbierają wrażenia czuciowe: poprzez skórę — dotyku, poprzez powierzchnię języka — smaku, poprzez wewnętrzną powierzchnię nosa— powonienia, poprzez uszy — słuchu lub, o czym już wspomniano, przekazują wolę zwierzęcia np. organom ruchu; komórki te tworzą tkankę nerwową, która z kolei tworzy mózg, rdzeń pacierzowy i włókna nerwowe. Organizm zwierzęcia składa się ze szkieletu, mięśni, przewodu pokarmowego, układu krwionośnego — krwi i limfy, układu oddechowego, skóry z okrywą włosiową, racic, kopyt i rogów. b. Szkielet Szkielet zwierzęcia tworzy zrąb, podpiera jego ciało i umożliwia mu wykonywanie ruchów. Składa się on z pojedynczych kości powiązanych ze sobą za pomocą szwów, wiązadeł i stawów. Kości mają różne kształty, przy czym odróżnia się kości długie, rurowate (np. kości długie kończyn), kości krótkie (np. kości pęcinowe), kości płaskie (np. kości czaszki, żebra, łopatki) oraz kości o kształcie mieszanym (np. kości kręgów). Powierzchnie stawów są pokryte chrząstką szklistą i ujęte w torebkę stawową. Torebka stawowa wydzielająca maż oraz chrząstka chronią stawy przed wstrząsami i tarciem w czasie ruchu. Kości posiadają wewnątrz wolną przestrzeń tworzącą kanały mniejsze lub większe wypełnione szpikiem. c. Umięśnienie Mięśnie ciała są przyrośnięte do kości szkieletu za pośrednictwem ścięgien; skurcz lub rozluźnienie mięśni umożliwia poruszanie organów. Układ mięśni zewnętrznych przedstawiają rys. 8 i 9. d. Przewód pokarmowy Przewód pokarmowy zwierząt obejmuje jamę ustną z językiem, przełyk, żołądek, jelita i odbyt. Żołądek i jelita znajdują się w jamie brzusznej. Pokarm przesuwa się z jamy ustnej przez przełyk do żołądka, a następnie przez jelita; niestrawione resztki pokarmu są usuwane z organizmu przez odbyt. Jelita dzielą się na cienkie i grube; do cienkich jelit należą wychodząca z żołądka dwunastnica oraz jelita czcze i biodrowe; do grubych jelit należą: jelito ślepe, okrężnica i prostnica. Na granicy jelit cienkich i okrężnicy znajduje się jelito ślepe stanowiące worek z dwoma otworami u podstawy; jeden otwór stanowi wejście jelita cienkiego, drugi — wyjście okrężnicy. Jelita znajdują się w stałym ruchu; ruch ten nazywa się robaczkowym i polega na kolejnym zwężaniu i rozszerzaniu się jelita pod wpływem działania mięśni gładkich. Ruch ten powoduje przesuwanie się pokarmów w przewodzie pokarmowym. Żołądek przeżuwaczy (bydło rogate, owce, kozy) jest ukształtowany odmiennie niż u reszty ssaków. Składa się on z czterech komór: żwacza, czepca, ksiąg i trawieńca. Pokarm z przełyku przechodzi do dwóch pierwszych komór żwacza i czepca. Ze żwacza część pokarmów wraca jeszcze raz do jamy ustnej, gdzie podlega przeżuciu, po czym przechodzi rynienką pokarmową przez czepiec do ksiąg, a następnie do ostatniej komory — trawieńca, gdzie podlega trawieniu pod wpływem soków wydzielanych przez trawieniec. Schematy przewodu pokarmowego bydła rogatego i świni przedstawiają rys. 10 i 11. e. Układ krwionośny i chłonny Układ krwionośny zwierząt składa się z serca i naczyń krwionośnych stanowiących układ tętniczy i żylny będący połączonym systemem rur o różnym przekroju. W rurach tych stale krąży krew doprowadzana do wszystkich narządów i tkanek za pośrednictwem bardzo cienkich rurek — naczyń włoskowatych. Krew krążąc zaopatruje komórki we wszystkie niezbędne do życia składniki. Krew krąży w ustroju pod wpływem skurczów i rozkurczów serca, które mechanicznie przepompowuje krew na wzór pompy ssąco-tłoczącej. Przez tętnice krew płynie od serca niosąc składniki odżywcze, a żyłami wraca do serca niosąc produkty przemiany materii. Oprócz układu tętniczego i żylnego organizm zwierzęcy posiada układ limfatyczny (chłonny) złożony z naczyń i gruczołów limfatycznych. W układzie tym krąży limfa (chłonka). Krew składa się z przezroczystej, prawie bezbarwnej cieczy — osocza oraz ciał stałych, z których najważniejsze są: czerwone i białe ciałka krwi. Krew znajdując się w ciągłym ruchu przepływa przez wszystkie tkanki, przy czym szybciej przy wzmożonej pracy organizmu, zaś wolniej przy stanie spoczynku organizmu. Krew wypuszczona z żył po upływie paru do kilkunastu minut wskutek wydzielania się włóknika krzepnie (ścina się) tworząc skrzepy. Krzepnięcie przebiega wolniej w temperaturach niższych, szybciej w temperaturach wyższych. Mieszanie krwi powoduje gromadzenie się zawartego we krwi włóknika dokoła przedmiotu mieszającego i na powierzchni; pozostała krew pozbawiona włóknika pozostaje w stanie ciekłym, nie krzepnie. Ilość krwi w organizmach zwierzęcych wynosi około jednej trzynastej części, tj. 7,7% ciężaru ciała zwierzęcia. W wyniku uboju zwierzę, oddaje tylko część krwi 3-4% w stosunku do ciężaru zwierzęcia. Limfa zawiera liczne komórki poruszające się swobodnie. Spływając z całego ciała miesza się ona z krwią żylną. Limfa przynosi do krwi składniki pokarmowe wchłonięte przez ścianki jelit. f. Narząd oddechowy Narząd oddechowy zwierząt stanowią: jama nosowo-gardzielowa, krtań, tchawica i płuca. Organy oddechowe są wysłane błoną śluzową pochłaniającą drobinki pyłu i drobnoustroje wdychane razem z powietrzem. Powietrze przed wejściem do gardzieli i tchawicy ogrzewa się w jamie nosowej. Płuca obejmują tchawicę rozgałęziającą się na dwa oskrzela, które z kolei rozgałęziają się na coraz drobniejsze i mniejsze oskrzeliki zakończone pęcherzykami płucnymi. Pęcherzyki płucne mają ścianki sprężyste i są otoczone obfitą siecią drobniutkich włoskowatych naczyń krwionośnych. Podczas wdechu i wydechu następuje w pęcherzykach płucnych pobranie do krwi tlenu z powietrza wdychanego i oddanie dwutlenku węgla z krwi do powietrza wydychanego. g. Skóra Skóra składa się z naskórka, skóry właściwej (dermy) i warstwy podskórnej — mizdry. Te trzy warstwy dzielą się jeszcze na szereg warstw drugorzędnych. Naskórek składa się z szeregu warstw komórek nabłonkowych; warstwy głębiej leżące zbudowane są z komórek żywych, warstwy położone na powierzchni - z komórek martwych, zrogowaciałych. Grubość naskórka zwierząt domowych w stosunku do grubości całej skóry stanowi od 0,5 do 5%, nie przekraczając jednej dziesiątej milimetra. Skóra właściwą (derma) leży bezpośrednio pod naskórkiem, który przenika w nią drobniutkimi brodawkami. Derma składa się z komórek tkanki łącznej włóknistej zbitej tworzących złożone i splecione z sobą wiązki włókien klejodajnych, pojedynczych włókien sprężystych i innych. Warstwa podskórna — mizdra łączy skórę właściwą (dermę) z tkankami pod nią leżącymi. Zbudowana jest z tkanki łącznej luźnej. Między luźnie położonymi włóknami znajdują się komórki, w których gromadzi się tłuszcz, tworząc u wielu zwierząt jednolitą warstwę. Warstwa podskórna nie jest równomiernie rozwinięta na całej powierzchni skóry; jest ona grubsza na grzbiecie, cieńsza na bokach, najcieńsza na brzuchu i kończynach. W skórze znajdują się naczynia krwionośne, limfatyczne i nerwy. Przenikają one poprzez wszystkie żywe warstwy skóry. h. Szczecina i włosie Owłosienie jest ochroną skóry przed wpływami atmosferycznymi oraz zabezpieczeniem jej przed urazami. Główną częścią składową włosa zwierzęcego jest zrogowaciała substancja, zwana keratyną, która nadaje włosom moc, elastyczność i odporność na działanie kwasów, zasad i wody. Włos składa się z korzenia z cebulką, wrośniętego w skórę, i trzonu (pnia). Włosiem właściwym nazywa się tę część włosa, która znajduje się ponad skórą zwierzęcia. Korzeniem i cebulką włosa nazywa się dolną część zagłębioną w pochewce włosowej skóry zwierzęcej. Do pochewki włosowej dochodzą naczynia krwionośne, nerwy i mięśnie związane z włosami, a w ściance pochewki znajdują się wyloty gruczołów łojowych natłuszczających włos. Na przekroju poprzecznym włosa widoczne są trzy warstwy: wewnętrzna warstwa rdzeniowa, otoczona jakby płaszczem warstwą korową, która z kolei otoczona jest cienkim naskórkiem włosowym. Krótki włos pokrywający przeważającą część ciała zwierzęcia nazywa się sierścią. Włos świń nazywa się szczeciną. Na ogonie koni i bydła, na szyi i głowie oraz na dolnych partiach kończyn koni rosną włosy długie zwane włosiem. Te ostatnie rosną przez szereg lat i osiągają nieraz metrową długość (włosy z ogona koni). i. Rogi, racice i kopyta Rogi, racice i kopyta są tworem skóry. Podstawę rogu stanowi wyrostek stożkowy kości czołowej, uformowany z porowatej tkanki kostnej, tzw. możdżeń. Między możdżeniem a rogiem znajduje się cienka warstwa lepkiej tkanki łącznej, której zewnętrzny płat stopniowo przekształca się w róg. Ścianki pochwy rogowej, cienkie u nasady, stopniowo grubieją tworząc na końcu pełną część rogu. Na pochwie rogu zwykle znajdują się karby w postaci pierścieni spowodowane wahaniami okresowymi w odżywianiu zwierzęcia. Zanik wzrostu rogu — karb zapadnięty — odpowiada okresowi głodowania, niedożywiania, ciąży. Karby te przenikają całą warstwę pochwy rogowej utrudniając zdjęcie jej z możdżenia. Są one wykorzystywane do określania wieku krów. Substancja rogowa odznacza się dużą twardością oraz sprężystością, jest ona zwięzła i gęsta. Podstawowym składnikiem chemicznym pochwy rogowej jest ten sam składnik co i włosów — keratyna. Długość rogów bydła domowego może dochodzić do 70 cm, obwód zaś u nasady — do 30 cm. Racice i kopyta stanowią twarde, rogowe zakończenie palców nóg zwierząt parzystokopytnych i jednokopytnych. Składają się one z warstwy zewnętrznej — szkliwa, warstwy środkowej — właściwego rogu kopytowego i warstwy wewnętrznej — blaszkowej łączącej bardzo mocno róg z warstwą twórczą kopyta. 3. Gatunki, rodzaje i klasy surowca Przemysł mięsny opiera się na trzech podstawowych gatunkach surowca — bydło, świnie i owce — oraz na dwóch gatunkach o mniejszym znaczeniu — kozy i konie. W każdym z wymienionych podstawowych gatunków odróżnia się w zależności od wieku, płci i wykorzystania szereg rodzajów posiadających odmienne cechy i właściwości. Bydło rogate dzieli się na następujące rodzaje; jałowice i wolce, krowy, woły, buhaje, byczki, młodzież — bukaty i cielęta. Świnie dzieli się w zależności od ciężaru, grubości warstwy słoniny, płci i rasy na słoninowe, mięsno-słoninowe i mięsne. Owce dzieli się głównie w zależności od wieku i płci na jagnięta, młode skopy i maciorki, starsze skopy i maciorki oraz tryki. Każdy rodzaj surowca dzieli się na klasy. Przy podziale na klasy uwzględnia się głównie kondycję rzeźną, t j. stan wypełnienia mięśni — umięśnienie i obłożenie tłuszczem.










-
Chyba coś z tego będzie, gdyż zgłosił się jeden z Kolegów, biegły w obsłudze kamery.
-
Tradycja IV. Wędzenie przetworów mięsnych. 1953 r.
Maxell odpowiedział(a) na Maxell temat w Polska tradycja masarska
7. Wędzenie kiełbas trwałych i półtrwałych wędzonych parzonych, powtórnie wędzonych i podsuszanych Technika wędzenia. Kiełbasy trwałe i półtrwałe wędzone parzone, wędzi się dwukrotnie, a nawet w razie potrzeby trzykrotnie. Pierwsze wędzenie przeprowadza się w takich samych warunkach jak wędzenie kiełbas nietrwałych wędzonych parzonych, następnie kiełbasy parzy się w kotłach lub szafach parowych. Po parzeniu kiełbasy studzi się wodą i na powietrzu do temperatury otoczenia 12 - 18 °C, co najmniej w ciągu 12 godzin. Ostudzone kiełbasy wędzi się powtórnie dymem ciepłym w temp. 24 - 32 °C, w ciągu 4 - 12 godzin. W pierwszych 2 - 6 godzinach stosuje się dym rzadki i temperaturę 24 - 28 °C, następnie do końca wędzenia — dym gęsty i temperaturę 28 - 32 0C. Wędzenie dymem ciepłym można zastąpić przez wędzenie w dymie zimnym, wówczas czas wędzenia jest 2 razy dłuższy. Po wtórnym wędzeniu kiełbasy suszy się w suszarniach w ciągu 1 do 10 dni zależnie od sortymentu. W przypadkach gdy podczas suszenia kiełbasy pokrywają się nalotem suchej pleśni, przeciera się je ściereczką przed przekazaniem do magazynu. Niektóre sortymenty wędzi się po raz trzeci w dymie zimnym w temp. 16 - 20 °C przez około 8 godzin. Trzecie wędzenie uodpornia kiełbasy przed pleśnieniem oraz odświeża ich powierzchnie. We wszystkich fazach produkcji kiełbasy tracą od 18 do 35% ciężaru mięsa użytego do produkcji. W tablicy 6 podane są orientacyjne dane dotyczące wędzenia kiełbas omawianych grup. 8. Wędzenie kiełbas półtrwałych wędzonych pieczonych i podsuszonych oraz kiełbas nietrwałych wędzonych pieczonych Technika wędzenia. Asortymenty kiełbas wędzonych pieczonych wędzi się w takich samych warunkach jak kiełbasy przeznaczone do parzenia z tą różnicą, że trzecią fazę pieczenia przedłuża się i jednocześnie podwyższa temperaturę. Pieczenie kiełbas przeprowadza się w temp. 75 - 90 °C i w zależności od grubości w ciągu 20 do 50 minut. Temperatura mierzona w środku pieczonych kiełbas powinna osiągnąć 68 - 70 °C i wówczas pieczenie uważa się za zakończone. Przy ucisku palcami kiełbas pieczonych gorących wyczuwa się jak gdyby szmery, które są powodowane ruchem niewessanych i niezastygłych płynów znajdujących się wewnątrz kiełbasy. Najczęściej spotyka się następujące wady w kiełbasach pieczonych: 1) wytopiony tłuszcz występujący na kiełbasach w postaci zwisających sopli, 2) przypieczenie końców kiełbas, 3) miejsca niedowędzone. Wady te są wynikiem nieprawidłowo przeprowadzonego wędzenia i pieczenia. W celu uniknięcia występowania tłuszczu — skład surowca kiełbas nie powinien zawierać nadmiaru tłuszczu. Podczas wędzenia kiełbas tłustych wskazane jest obniżenie temperatury wędzenia do +80°C i przedłużenie okresu wędzenia. Przepieczenia końców kiełbas można uniknąć przez racjonalne rozmieszczenie przetworu. Pozostawianie miejsc nie do wędzonych wpływa ujemnie na trwałość kiełbas. W miejscu nie dowędzonym osłonka tworzy jasną plamę i jest surowa, wierzchnia warstwa mięsa w kiełbasie jest również częściowo surowa. Nie dowędzone miejsca zielenieją już po bardzo krótkim magazynowaniu. Niedowędzenie i niedopieczenie powstaje w miejscu stykania się kija wędzarniczego z powierzchnią kiełbas oraz w miejscu zetknięcia końców kiełbas z sobą. Zjawisko niedowędzenia i niedopieczenia oraz zielenienia miejsc styku, pomimo upieczenia pozostałych części kiełbasy, da się wytłumaczyć następująco: do miejsc styku nie docierają składniki dymu i nie niszczą znajdujących się na osłonce bakterii oraz nie garbują osłonki. Do miejsc styku ciepło przenika w mniejszym stopniu niż do miejsc otwartych i w związku z tym jest niewystarczające do osuszenia tych powierzchni. Do części nie stykającej się przenika ciepło przez powierzchnię całego obwodu kiełbasy, natomiast do części dotykającej przenika ciepło przez połowę lub 3/4 obwodu kiełbasy i tym samym stykająca się część kiełbasy otrzymuje od 25 do 50% ciepła mniej od części nie dotykającej. Zmniejszona ilość pobranego ciepła jest niewystarczająca do przepieczenia części kiełbasy dotykających do kija, W ten sposób powstają miejsca nie dowędzone i zarazem surowe wykazujące skłonności do zielenienia — psucia się. Całkowitego uniknięcia nie dowędzonych miejsc praktycznie nie da się osiągnąć, jednak można plamy nie dowędzone zmniejszyć i osuszyć tak, że nie będą wpływały ujemnie na trwałość. Kije wędzarnicze powinny być cienkie i okrągłe, a przed zawieszeniem na nich kiełbas powinny być wysuszone i ogrzane, aby osłonka, stykając się z suchymi, ciepłymi kijami, wysychała a jednocześnie garbowała się składnikami dymu, znajdującymi się na powierzchni kija. Ażeby uniknąć plam nie dowędzonych w dolnych częściach kiełbas „odkręcanych" zaleca się po uwędzeniu a przed upieczeniem, przeciąć naturalne połączenie kiełbas dzieląc je na pary. Kiełbasy w czasie wędzenia i pieczenia powinny być luźno rozmieszczone. Po upieczeniu oraz ostudzeniu w sposób opisany w rozdziale o studzeniu produktów wędzonych kiełbasy suszy się w zależności od sortymentu w ciągu 1 do 7 dni, niektóre z nich powtórnie wędzi się w dymie zimnym w temp. 18 - 22 °C w ciągu około 12 godzin. Kiełbasy pieczone półtrwałe tracą we wszystkich fazach produkcji w zależności od sortymentu od 9 do 35% w stosunku do ciężaru mięsa użytego do produkcji. Kiełbasy pieczone nietrwałe tracą do 5%. W tablicy 7 przytoczone są dane dotyczące wędzenia kiełbas półtrwałych i nietrwałych wędzonych pieczonych. 9. Wędzenie kiszek i salcesonów Wędzenie kiszek i salcesonów nie jest przewidziane przez obowiązujące normy. Jedynie przewidziane jest dopuszczanie do obrotu kiszki pasztetowej (bez dodatku kaszy manny) w postaci wędzonej i niewędzonej. Zarówno kiszkę pasztetową, jak i ewentualne inne sortymenty wyrobów wędliniarskich, w przypadku dopuszczenia ich do obrotu w postaci wędzonej, wędzi się po ostudzeniu do temp. + 12 "C dymem zimnym w temp. 20-22°C w ciągu 8 do 12 godzin. Wyroby wędliniarskie wędzi się od barwy kremowej do jasno-brązowej. W czasie wędzenia wyroby wędliniarskie wysychają mniej więcej o 1 do 2% ciężaru w stosunku do ciężaru przed wędzeniem. WYKAZ PIŚMIENNICTWA 1. Dorin S.: Dymogienieratornaja ustanowka dla obżarki i kopczenja kołbasnych izdielij. Miasnaja Industria SSSR 3/1950. 2. Gnojewoj P., Mieszczenko A.: Miechanizirowannyje obżarocznokoptilnyje kamiery. Miasnaja Industria SSSR 4/1950. 3. Konnikow A. G., Bogatirow A.P.:Proizwodstwo kołbas i miasokopczennostiej. Moskwa 1948. 4. Manerberger A. A., Mirkin E. J.: Tiechnołogia miasa i miasoproduktow. Moskwa 1949. 5. Pielejew A. I.: Tiechnołogiczeskoje oborudowanje miasokombinatow. Moskwa 1950. 6. Podsiewałow W. W.: Kopczenje ryby. Moskwa 1952. 7. Tilgner D. J. dr: Technologia wędzenia ryb. Warszawa 1947. 8. Trawiński A. prof.: Mięsoznawstwo. Warszawa 1948. Pisownia oryginalna. Opracował: Maxell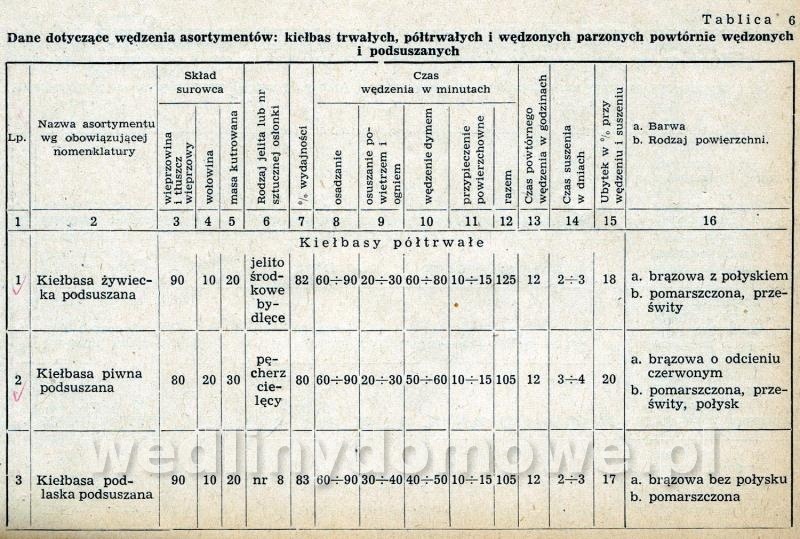
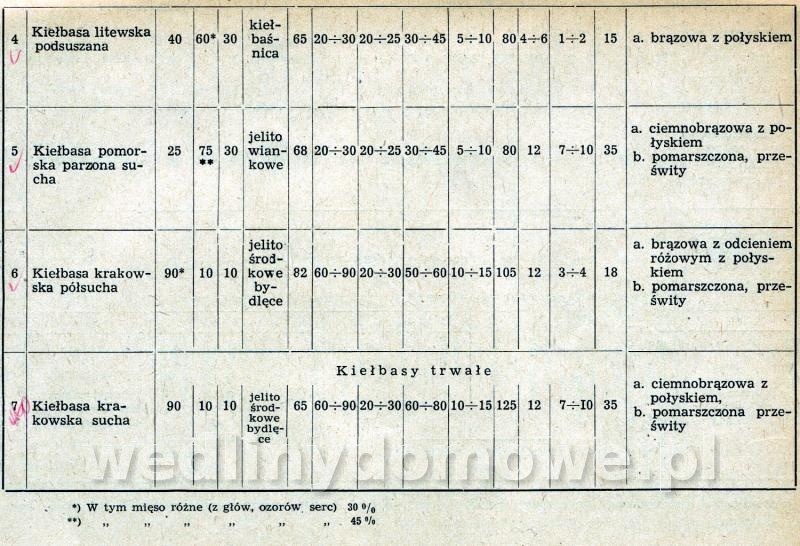
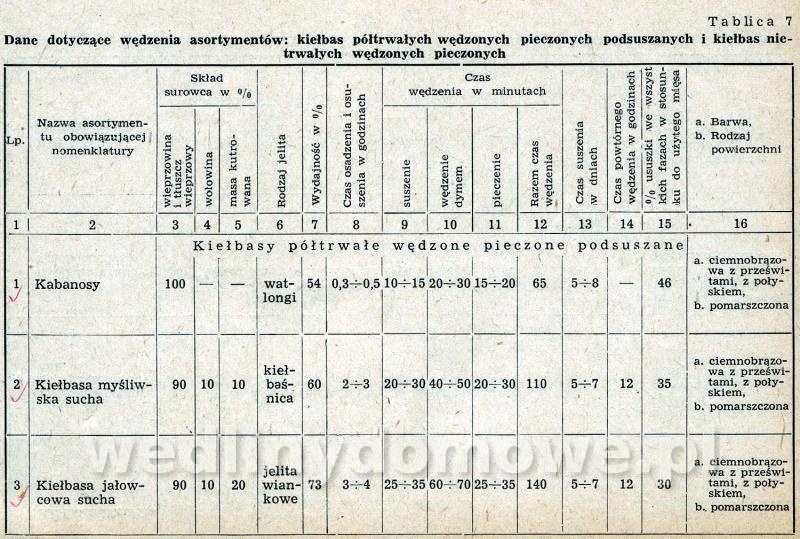
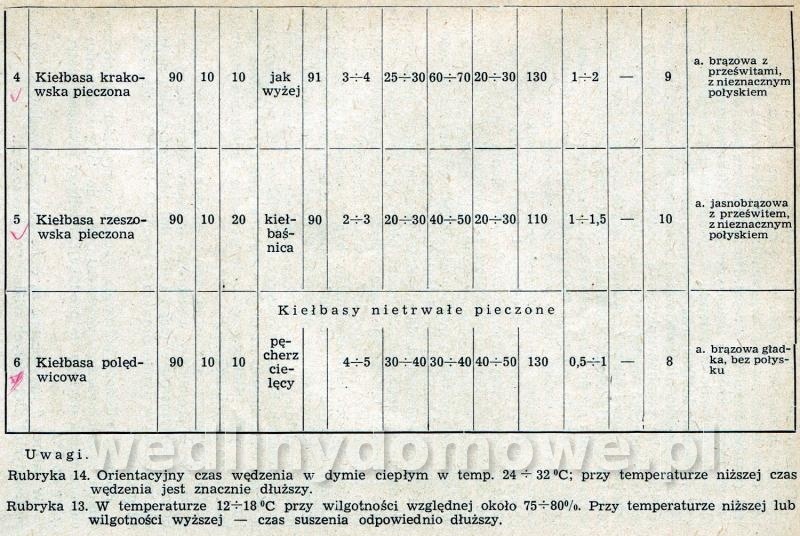
-
Tradycja IV. Wędzenie przetworów mięsnych. 1953 r.
Maxell odpowiedział(a) na Maxell temat w Polska tradycja masarska
VI. TECHNIKA WĘDZENIA 1. Przygotowanie mięsa do wędzenia Mięso przeznaczone do wędzenia powinno pochodzić ze zwierząt zdrowych i wypoczętych przed ubojem. Mięso do wędzenia nie powinno pochodzić z knurów, późnych kastratów i luźnych macior (macior z czynnymi gruczołami mlecznymi). Tusze powinny być dobrze wykrwawione oraz bez skrzepów krwi. Po uboju tusze powinny być należycie ostudzone, a następnie ochłodzone w ciągu 24 do 48 godzin do temperatury 4 - 6 °C i podzielone na elementy wg instrukcji rozbioru. Do peklowania przeznacza się elementy mięsa po uprzednio przeprowadzonej kontroli jakości. Mięso powinno mieć właściwą barwę, zapach i jędrną konsystencję. Nie nadaje się do peklowania mięso nieświeże, zaparzone. Proces peklowania mięsa powinien przebiegać w warunkach określonych w instrukcji dla każdego sortymentu. Instrukcje produkcji określają: temperaturę, stężenie i skład solanki, czas peklowania i dojrzewania po peklowaniu. Przed wyjęciem mięsa z solanki lub soli sprawdza się na jednym kawałku, rozcinając mięśnie do głębi, czy produkt nie jest przepeklowany, czy mięso nie uległo zepsuciu podczas peklowania, tj. czy ma właściwą barwę, smak i zapach. Szynki z kością przeznaczone; na „szynki wędzone" bada się każdą z osobna. Badanie przeprowadza się przez zagłębianie długiego patyczka wzdłuż kości udowej i sprawdzanie jego zapachu. Niedopeklowane mięso nie nadaje się do wędzenia, gdyż w podwyższonej temperaturze — w wędzarni lub w czasie magazynowania może ulec zepsuciu, a wędzonki po ugotowaniu będą miały na przekroju szare plamy. Peklowane kawałki o zmienionym zapachu również nie nadają się do wędzenia. Wędzenie częściowo zabezpiecza produkt przed zepsuciem, jednak nie poprawia jakości zepsutego mięsa, lecz nawet potęguje oznaki zepsucia. Po wyjęciu z solanki i przeprowadzeniu kontroli jakości przetwory odpowiadające wymaganiom moczy się w wodzie o temperaturze 12 do 18 °C, zależnie od stopnia przesycenia solą i grubości, w ciągu od 1 do 4 godzin. Po wymoczeniu przetwory myje się szczotką w ciepłej wodzie. Moczenie i mycie przeprowadza się w (celu usunięcia z powierzchownych warstw części soli i w celu zapobieżenia występowaniu, podczas wysychania w wędzarni, na powierzchni przetworu kryształków soli wpływających ujemnie na barwę produktów wędzonych. W przypadku długiego przetrzymywania przetworów w solance, po stwierdzeniu, że zawierają one nadmiar soli i będą jako gotowy produkt za słone, moczy się przetwory dłużej — od 4 nawet do 24 godzin. Dlatego długie moczenie może być tylko złem koniecznym (obniżenie wartości odżywczych i smakowych) i stosuje się je wyłącznie przy nieprawidłowo przeprowadzonym peklowaniu. Przetwory po wyjęciu z solanki mają temperaturę 4 do 6 °C. W czasie moczenia temperatura przetworu podnosi się do około + 15 °C (czyli do temperatury bliskiej temperaturze otoczenia). Podwyższenie temperatury zapobiega osiadaniu na produkcie pary z powietrza, wskutek czego produkt przed wędzeniem i w czasie wędzenia nie „poci się", lecz obsycha. Po umyciu i obcieknięciu przetwory poddaje się obróbce na stołach. Rodzaj obróbki zależy od sortymentów. Obróbka szynek i łopatek z kością oraz boków polega na oskrobaniu nożem skóry i mięsa, odcięciu zwisających strzępów mięsa i tłuszczu jak również na wyrównaniu zniekształceń powierzchni powstałych w czasie peklowania. Przez oskrobanie poza oczyszczeniem powierzchni uzyskuje się wydzielenie z przetworu, pod naciskiem noża, części wody wchłoniętej w czasie moczenia oraz otwarcie zaklejonych porów skóry, co ułatwia wyparowywanie wody podczas osuszania i wędzenia. Szynki z kością oraz boki przeznaczone po uwędzeniu do sprzedaży zaopatruje się w pętelki do zawieszenia (długości 10 cm) z grubego szpagatu. W szynkach nie dziurawi się skóry i mięśni golonki, lecz mocno zawiązuje się szpagat poniżej guza piętowego. W bokach — w odległości 2 do 2,5 cm od węższej krawędzi robi się wąskim nożem otwór i zakłada pętle jak przy szynkach. Z szynek i łopatek oraz innych przetworów przeznaczonych na wędzonki bez kości wykrawa się kości, formuje, wiąże szpagatem, nadając kształt przewidziany w instrukcji dla poszczególnych sortymentów i zaopatruje w pętle do zawieszania. Szynki oraz inne przetwory przeznaczone po uwędzeniu do dalszej obróbki, jak np. wykrawanie, gotowanie, wiesza się bez pętli na S-hakach. Przetwory przeznaczone do wędzenia w osłonce oczyszcza się podobnie jak inne przetwory, formuje i nakłada na nie jelita naturalne lub sztuczne. Przetwory w osłonce przewiązuje się wzdłuż i wszerz szpagatem wg wskazań instrukcji produkcyjnej. Osznurowane przetwory nakłuwa się dość gęsto igłą w celu usunięcia spod osłonki powietrza i płynów. Otwory w osłonce większe niż 0,5 cm zaszywa się cienką przędzą. Przed skierowaniem do osuszania i wędzenia przetwory w osłonce polewa się wrzącą wodą, co usuwa zmarszczki osłonki i wyrównuje powierzchnię przetworu. Jakość użytych jelit powinna być zgodna z normą. Jelita naturalne nie powinny być zjełczałe i nie powinny zawierać łoju przy jelitowego. Przed użyciem moczy się je i wypłukuje z soli w ciepłej wodzie i poddaje ocieknięciu z wody. Niedokładne wymoczenie powoduje występowanie w czasie wędzenia na powierzchni produktu kryształków soli, co wpływa ujemnie na barwę i jakość przetworu. Jelita sztuczne nie powinny zawierać w nadmiernych ilościach substancji chemicznych i nie mogą mieć obcych zapachów. Przed użyciem należy je dokładnie przepłukać w ciepłej wodzie. Po obróbce, a przed wędzeniem przetwory rozwiesza się w przewiewnym miejscu, gdzie w ciągu kilku godzin ociekają, a powierzchnia ich obsycha. 2. Przygotowanie kiełbas do wędzenia Wędzenie kiełbas jest tylko jedną z ważnych faz całego cyklu produkcji. Ażeby wyprodukować dobrą kiełbasę wg normy jakościowej oraz ażeby prawidłowo przebiegał proces wędzenia, mięso powinno odpowiadać tym samym warunkom co mięso na wędzonki oraz powinno mieć wymagane własności wiążące. Wszystkie składniki mięsne oraz przyprawy powinny być z sobą dokładnie wymieszane i tworzyć masę mięsną o właściwej dla każdego sortymentu konsystencji i związaniu. Jelita naturalne powinny pod względem jakości odpowiadać normie, a przed użyciem powinny być dokładnie wypłukane z soli w ciepłej wodzie i obciągnięte z wody. Do produkcji kiełbas surowych trwałych i półtrwałych używa się jelit najwyższej jakości. Po dokładnym przepłukaniu jelita należy bardzo starannie pozbawić nadmiaru wody za pomocą ściereczki. Sztuczne osłonki nie mogą mieć obcych zapachów, a przed użyciem należy je dokładnie wypłukać w ciepłej wodzie. Surowe kiełbasy nie powinny zawierać nadmiaru powietrza pod osłonką. Długość i grubość ich powinna być zgodna z normą jakościową. Kiełbasy nie powinny mieć większych dziur w osłonce, a występująca przez dziurę masa mięsna nie może zajmować większej przestrzeni niż 1 cm2. Zwisające przy kiełbasie puste końce jelit nie powinny przekraczać 2 cm. Końce powinny być zawiązane należycie. Pętelki do zawieszenia kiełbas powinny mieć długość 10-12 cm oraz powinny być sporządzone z mocnej przędzy. Kije wędzarnicze powinny być zrobione z twardego drewna nie wydzielającego żywicy, okrągłe o średnicy 3 cm. Powierzchnia styku z kiełbasami kija okrągłego jest znacznie mniejsza od .powierzchni styku kija trójgraniastego, a zatem bardziej odpowiednia dla celów wędzarniczych. Do wędzenia kiełbas o cienkim przekroju, parówek, kabanosów, kiełbasek myśliwskich należy używać kijów o średnicy do 2 cm. Kije powinny być suche i czyste, ażeby nie zostawiały zanieczyszczeń na osłonce kiełbas. Kije czyści się na sucho drucianą szczotką; mycie kijów w wodzie z sodą lub mydłem nie jest wskazane, gdyż zmniejsza się ich stopień przesycenia składnikami dymu, a w związku z tym, stopień oddziaływania na osłonkę w miejscu styku. Do wędzenia i równoczesnego pieczenia kiełbas zawieszonych bezpośrednio na kijach używa się kijów dobrze wysuszonych i ogrzanych. Kije stosowane do tego celu powinny być już uprzednio dłużej używane, gdyż nowe nie przesycone składnikami dymu nie wyjaławiają powierzchni osłonki w miejscach styku. Kiełbasy zawiesza się na kijach w odstępach 3 lub 5 centymetrowych od siebie, przy czym na jednym kiju umieszcza się kiełbasy jednakowej średnicy i jednakowej długości. Surowe kiełbasy zawieszone na kijach (w zależności od rodzaju) umieszcza się na okres od 2 do 48 godzin w przewiewnych pomieszczeniach o temperaturze 2 do 12 °C. W ciągu tego czasu następuje: zmacerowanie się składników mięsnych, wchłonięcie z wodą dodaną w czasie produkcji aromatu przypraw, osadzenie się mięsa w jelicie i tym samym zmniejszenie się otworów powietrznych w mięsie, dopeklowanie się masy mięsnej oraz ocieknięcie i osuszenie powierzchni kiełbas. Przetrzymywanie surowych kiełbas przed wędzeniem nie ma ustalonej nazwy: przy kiełbasach nietrwałych mówimy o osiadaniu, osadzaniu, osuszaniu, przy kiełbasach półtrwałych i trwałych - o dojrzewaniu. Kiełbasy o masie znacznie rozdrobnionej z dużym dodatkiem wody przetrzymuje się przed wędzeniem w temperaturze 8 do 12 °C krótko od 2 do 4 godzin. Kiełbasy o masie grubo rozdrobnionej przetrzymuje się dłużej od 4 do 6 godzin. Jeżeli kiełbasy są wyprodukowane z mięsa niedostatecznie przepeklowanego i nasuwają się obawy, że kiełbasy będą miały szare plamy na przekroju, przetrzymuje się je wówczas przed wędzeniem przez czas możliwie najdłuższy. Przy braku pomieszczeń chłodzonych często przetrzymuje się kiełbasy przed wędzeniem w ciągu kilku godzin w miejscach przewiewnych w temperaturze otoczenia. Wówczas, zależnie od temperatury otoczenia, ustala się czas przetrzymywania. Miejsca wyznaczone do przetrzymywania kiełbas są zazwyczaj położone w pobliżu wędzarni i są zaopatrzone w stałe stojaki do zawieszania kijów oraz posiadają wentylację naturalną lub o napędzie elektrycznym. Kiełbasy trwałe i półtrwałe surowe przetrzymuje się obowiązkowo w pomieszczeniach chłodzonych w temperaturze od 2 do 4 °C w ciągu od 1 do 2 dni. Do wędzarni przenosi się je wtedy, gdy przez osuszoną osłonkę kiełbas są widoczne przepeklowane składniki farszu o barwie czerwonej. Niektóre sortymenty kiełbas surowych trwałych po przeprowadzeniu procesu osadzania w chłodni suszy się w ciągu 2 do 4 tygodni w stanie surowym w suszarniach i dopiero po podsuszeniu poddaje się wędzeniu. 3. Zasady rozmieszczenia przetworów mięsnych w wędzarniach W czasie wędzenia ogrzewane powietrze i wydzielane z paliwa gazy przepływają przez komory wędzarni i uchodzą przewodami na zewnątrz. W miarę oddalania się od źródła ciepła obniża się temperatura gazów. W związku z tym temperatura w poszczególnych punktach wędzarni jest różna. Wysokość temperatury w poszczególnych punktach jest zależna od odległości ich od źródła ciepła i od położenia punktów w przestrzeni w stosunku do kanałów odpływowych dla spalin. Kanały wytyczają kierunki ciągów powietrza i gazów w wędzarni. W związku z powyższym poszczególne przetwory wędzą się nierównomiernie, a zmiany zachodzące na ich powierzchni i w, głębi nich są niejednolite. Z tych powodów pomiary temperatury w wędzarni mogą dać tylko ogólna orientację, a zachodzące zmiany w przetworach należy jeszcze badać organoleptycznie i postępowanie dostosować do poszczególnych przetworów zależnie od zachodzących zmian. Problem równomiernego wędzenia został rozwiązany w Związku Radzieckim przez budowanie nowoczesnych wędzarni o urządzeniach zmechanizowanych. Obecnie pomimo różnic temperatury w poszczególnych miejscach wędzarni uzyskuje się względnie równomierne wędzenie produktów przez racjonalne rozmieszczanie produktów oraz przez przesuwanie poszczególnych produktów w czasie wędzenia. W celu uzyskania równomiernego przewędzenia poszczególnych przetworów jako zasadę przyjmuje się, że powinien być zapewniony swobodny dostęp ogrzanych gazów i powietrza do każdej sztuki wędzonej. Sztuki nie mogą stykać się ze sobą ani dotykać ścian wędzarni. W zależności od ciężaru, objętości i kształtu sztuki odległość pomiędzy nimi powinna wynosić od 3 do 25 cm (np. 3 cm dla cienkich kiełbas, 25 cm — dla szynek z kością lub innych przetworów o dużym ciężarze). Odległość od paleniska do dolnego końca sztuki nie powinna wynieść mniej niż 1 m. W celu uzyskania równomiernego przewędzenia całej partii przetworów w jednakowym czasie stosuje się następujące zasady: przed załadowaniem przetworów do wędzarni sortuje się je wg ciężaru i kształtu. Przetwory lżejsze, wymagające mniej ciepła, zawiesza się na górnych kondygnacjach wędzarni, cięższe - bliżej źródła ciepła, przetwory o długich wymiarach na kondygnacjach środkowych lub górnych. W czasie wędzenia, zależnie od stwierdzanych zmian w produktach przewiesza się je z miejsc o wyższej temperaturze na miejsca o temperaturze niższej i na odwrót. Sposób załadowania wędzarń zależy od urządzeń. Najczęściej umieszcza się kije z zawieszonymi na nich przetworami na listwach przymocowanych do ścian wędzarni. Przede wszystkim zapełnia się górne piętra, na ostatku -- położone nad paleniskiem. W zakładach mięsnych wyposażonych w wózki wędzarnicze czynność zawieszania przetworów odbywa się na zewnątrz wędzarni i wypełnione przetworami wózki wpycha się do wędzarni. 4. Wędzenie wędlin: wędzonek trwałych, półtrwałych, wędzonek gotowanych i wędzonek przeznaczonych do puszkowania Technika wędzenia. Wszystkie sortymenty mięsa wieprzowego wędzonego surowego są ujęte wg nomenklatury wędlin w jedną grupę pod nazwą: wędzonki. Do grupy tej zalicza się wędzonki trwałe wraz ze słoniną wędzoną oraz wędzonki półtrwałe. Sortymenty mięsa wieprzowego wędzonego i po wędzeniu gotowanego wg nomenklatury wędlin ujęte są w grupy wędlin: wędzonki do gotowania. Wędzonki przeznaczone do puszkowania stanowią osobną grupę. Wędzenie sortymentów ujęte w grupach: wędzonki, wędzonki do gotowania i wędzonki przeznaczone do puszkowania przeprowadza się w komorach dostosowanych do wędzenia dymem od zimnego do ciepłego w podany niżej sposób. Aby osiągnąć wymaganą temperaturę już w pierwszym okresie wędzenia, przetwory umieszcza się w uprzednio ogrzanej wędzarni. Wędzonki wędzone w dymie zimnym - - trwałe wiesza się w wędzarni ogrzanej do temperatury około 25 °C, półtrwałe oraz przeznaczone do gotowania — w wędzarni ogrzanej do temperatury około 35 do 45 °C w zależności od rodzaju sortymentu. Po zapełnieniu wędzarni temperatura w niej spada o 5 do 10 °C. W pierwszym okresie wędzenia osusza się powierzchnię przetworów utrzymując temperaturę przy wędzonkach trwałych - około 22 °C, przy półtrwałych, w zależności od sortymentu od 30 do 45 °C, przy przeznaczonych do gotowania od 40 do 50 °C, przy przeznaczonych do puszkowania od 22 do 30 °C. Osuszanie powierzchni trwa: przy wędzonkach trwałych oraz przeznaczonych do puszkowania — 3 do 6 godzin, przy półtrwałych i przeznaczonych do gotowania - 1 do 3 godzin. Okres osuszania wymaga dużej ilości ciepła. Przetwory intensywnie parują, para przenikając z wnętrza przetworów osadza się na ich powierzchni i zwilża ją. Parowanie pochłania ciepło. Dlatego w czasie osuszania przetworów temperatura wewnątrz przetworu nie osiąga temperatury wędzarni i jest o 5 do 15 °C niższa. Podczas osuszania ogrzewa się powietrze w wędzarni, w zależności od urządzeń, kaloryferami, spalaniem gazu lub spalaniem drewna. Udział dymu w okresie osuszania jest zbyteczny, a nawet szkodliwy, gdyż osiadające na mokrej powierzchni składniki dymu nadają produktom ciemne zabarwienie. Z tego powodu przy uzyskiwaniu ciepła przez spalanie drewna powinno ono być suche i palić się pełnym płomieniem. Gaz lub drewno podczas osuszania pali się przy pełnym dopływie powietrza do palenisk i przy otwartych kanałach komorowych. Przy ogrzewaniu wędzarni za pomocą kaloryferów należy zapewnić stały przepływ powietrza z zewnątrz przez wnętrze wędzarni. W przypadkach gromadzenia się w wędzarni większej ilości pary zwiększa się dopływ powietrza z zewnątrz przez uchylenie drzwi wędzarni. Osuszenie wędzonek trwałych oraz wędzonek przeznaczonych do gotowania i przeznaczonych do puszkowania uważa się za zakończone, gdy są jeszcze wilgotne w dotyku — powierzchowna warstwa mięsa i skóry nie może być zaschnięta. Osuszanie wędzonek półtrwałych uważa się za zakończone, gdy w dotyku nie wyczuwa się wilgoci lub też tylko bardzo nieznaczną, a powierzchowna warstwa mięsa i skóry jest dość widocznie zaschnięta. Po osuszeniu powierzchni wędzonek obniża się temperaturę wędzarni i stosuje się dym. Przy wędzeniu wędzonek trwałych i wędzonek przeznaczonych do puszkowania temperatura w tej fazie powinna wynosić 18 do 22 °C i powinna być utrzymana na tym poziomie, ulegając wahaniom do końca wędzenia. Dym powinien być, zależnie od sortymentów, o zagęszczeniu od rzadkiego do gęstego. Podczas wędzenia wędzonek trwałych w ciągu 1 do 2 dni stosuje się dym rzadki, a następnie — do końca wędzenia — dym gęsty. Wędzenie sortymentów przeznaczonych do puszkowania przeprowadza się w dymie rzadkim. Przy wędzeniu sortymentów wędzonek półtrwałych stosuje się temperaturę od 30 do 40 °C oraz dym gęsty, z wyjątkiem wędzenia polędwicy łososiowej luksusowej, gdy stosuje się dym rzadki w temperaturze około 25 °C. Wędzenie asortymentu wędzonek przeznaczonych do gotowania przeprowadza się w temperaturze około 45 °C, w dymie rzadkim, z wyjątkiem boczku, który wędzi się w temperaturze 35 °C. W praktyce otrzymuje się dobre wyniki stosując niżej podane sposoby racjonalnego zużytkowania paliwa. Podczas wędzenia wędzonek trwałych i wędzonek przeznaczonych do puszkowania: w porze letniej bez względu na urządzenie — tylko trociny; w porze zimowej w zależności od urządzeń: a) trociny z dodatkiem niewielkiej ilości drewna, b) trociny i spalanie gazu, c) trociny i ogrzewanie grzejnikami elektrycznymi lub kaloryferami. Podczas wędzenia wędzonek półtrwałych stosuje się w ciągu całego roku w zależności od urządzeń: a) drewno z dodatkiem trocin, b) trociny i spalanie gazu, c) trociny i ogrzewanie kaloryferami lub grzejnikami elektrycznymi. Podczas wędzenia wędzonek przeznaczonych do gotowania stosuje się w ciągu całego roku w zależności od urządzeń: a) drewno z niewielkim dodatkiem trocin, b) drewno z niewielkim do datkiem trocin i spalanie gazu, c) drewno z niewielkim dodatkiem trocin i ogrzewanie kaloryferami lub grzejnikami elektrycznymi. Przy wędzeniu asortymentów trwałych oraz asortymentów przeznaczonych do puszkowania zarówno trociny, jak i trociny w połączeniu z drewnem powinny się tlić bez płomienia przy znacznie zmniejszonym dopływie powietrza z zewnątrz. Przy wędzeniu wędzonek półtrwałych oraz wędzonek przeznaczonych do gotowania drewno z trocinami powinno częściowo tlić się, częściowo palić się niewielkim płomieniem, który od czasu do czasu powinien być tłumiony przez przysypywanie warstwą trocin. Spalanie trocin i drewna przeprowadza się przy nieco zmniejszonym dopływie powietrza. Czas wędzenia łącznie z osuszaniem poszczególnych grup asortymentów jest zależny od wymagań ujętych w normach dla nich określających procent wysuszenia, barwę i trwałość. Czas wędzenią łącznie z osuszaniem poszczególnych grup asortymentów podany jest w następującym zestawieniu: Wędzonki trwałe 2 - 7 dni Wędzonki półtrwałe 8 - 48 godz. Wędzonki półtrwałe przeznaczone do gotowania 2 - 6 godz. Wędzonki półtrwałe przeznaczone do puszkowania 12 - 36 godz. Podany czas wędzenia w poszczególnych grupach asortymentów wykazuje dość szerokie wahania. Wahania te dotyczą poszczególnych sortymentów znajdujących się w jednej grupie i występują dlatego, że poszczególne sortymenty różnią się między sobą ciężarem, kształtem, stopniem przetłuszczenia oraz procentową wydajnością w stosunku do zużytego surowca, a wreszcie barwą i połyskiem. Sortymenty cięższe i grubsze wędzi się dłużej niż lżejsze i cienkie, wędzonki surowe o wysokiej wydajności wędzi się znacznie krócej niż wędzonki o niskiej wydajności. O długości czasu wędzenia decyduje również wymagana barwa. Praktycznie wędzenie uważa się za zakończone, gdy wędzony sortyment osiągnie barwę wymaganą w instrukcji. Osiągnięcie barwy wymaganej zazwyczaj zgodne jest z wymaganą ususzką. Wędzonki trwałe charakteryzują się po uwędzeniu ciemną barwą i nieznacznym połyskiem. Wędzonki te wykazują ususzkę w wysokości około 15% w stosunku do ciężaru przed załadowaniem do wędzarni. Wyjątek stanowi słonina, której ususzką wynosi około 7% i którą wędzi się do uzyskania barwy od słomkowej do złocistej. Wędzonki półtrwałe charakteryzują się barwą od brązowej do ciemnobrązowej z połyskiem; ususzką ich wynosi od 9 do 12%. Wyjątek co do barwy stanowi polędwica łososiowa luksusowa, którą wędzi się do otrzymania barwy od słomkowej do złocistej; sortyment ten otacza się plastrami słoniny i dlatego wędzi się go tylko na kolor jasny. Wędzonki przeznaczone do gotowania charakteryzują się barwą słomkową do jasnobrązowej, ususzką ich wynosi około 3 do 6%. Wędzonki przeznaczone do puszkowania charakteryzują się barwą słomkową lub jasnobrązową, ususzką ich wynosi: szynek — około 3%, polędwic — około 5%, boczków — około 15%. W stosunku do poszczególnych sortymentów nie da się ściśle określić czasu wędzenia — czas ten dla jednej partii zależy od rodzaju urządzeń, stopnia zapełnienia wędzarni, ciężaru poszczególnych sztuk i ich rozmieszczenia. Ponieważ w wędzarniach użytkowanych przez nasz przemysł mięsny brak jest urządzeń pomiarowych o charakterze stałym, a temperatura w poszczególnych miejscach wnętrza wędzarni jest nierównomierna, wędzenie przeprowadza się kierując się oceną organoleptyczną zmian zachodzących w czasie wędzenia w wędzonkach. Pomiary temperatury, sprawdzenie % wysuszki, wilgotności względnej, powinny być dokonywane wszędzie gdzie to jest możliwe i służyć za wskazówki do przeprowadzenia poprawek w stosowanych sposobach wędzenia w poszczególnych zakładach. W tablicy 3 przytoczone są dane orientacyjne, dotyczące wędzenia asortymentów wędzonek z uwzględnieniem poszczególnych grup. 5. Wędzenie kiełbas trwałych surowych i półtrwałych surowych Technika wadzenia. Wędzenie asortymentów kiełbas surowych zarówno trwałych, jak i półtrwałych przeprowadza się w komorach dostosowanych do wędzenia dymem od zimnego do ciepłego. Kiełbasy wiesza się w wędzarni ogrzanej do temperatury około 25 °C (po zawieszeniu temperatura w wędzarni opada o 3 do 7 °C) i wędzi w temp. 16 do 22 °C w dymie od rzadkiego do gęstego. Asortymenty trwałe w pierwszym okresie czasu, w zależności od asortymentu, wędzi się l do 2 dni w dymie rzadkim w temperaturze 16 do 22 °C, następnie do końca wędzenia utrzymuje się temp. 18 do 22 °C i dym gęsty. Łączny czas wędzenia asortymentów trwałych, w zależności od rodzajów, wynosi 3 do 7 dni. Podczas wędzenia asortymentów półtrwałych utrzymuje się w pierwszym okresie dym rzadki i temp. 18 do 20 °C przez czas od 0,5 do 1,5 dnia i następnie do końca temp. 18 do 22 °C i dym gęsty. Łączny czas wędzenia asortymentów półtrwałych wynosi, w zależności od ich rodzaju, 1,5 do 4 dni. Wędzenie przeprowadza się przy wysokiej wilgotności względnej - 90 - 95%. W celu otrzymania odpowiednich warunków wędzenia spala się przy małym dostępie powietrza w porze letniej trociny, w porze zimowej, w zależności od urządzeń, - trociny z niewielkim dodatkiem drewna lub trociny przy jednoczesnym ogrzewaniu wnętrza wędzarni gazem lub kaloryferami. Przez cały okres wędzenia trociny lub trociny i drewno mogą się tylko tlić. Procentowy ubytek w czasie wędzenia kiełbas trwałych wynosi 10 do 15%, kiełbas półtrwałych - 5 do 13% w stosunku do ciężaru przed wędzeniem. Kiełbasa powinna wewnątrz wysychać równomiernie. Nie należy dopuszczać do zeschnięcia wierzchniej warstwy kiełbas, gdyż w przypadku powstania warstwy wyschniętej w kiełbasie tworzą się jednocześnie wewnątrz niej przestrzenie powietrzne powodujące szybkie psucie się kiełbas. W celu uzyskania równomiernej ususzki przez cały okres wędzenia należy utrzymać wysoką wilgotność względną oraz wystrzegać się przeciągów. Niska temperatura wędzenia umożliwia przeprowadzenie pomiarów zarówno temperatury, jak i wilgotności względnej, które należy często przeprowadzać i według uzyskanych wyników korygować warunki wędzenia. Czasu wędzenia kiełbas surowych trwałych nie należy skracać przez podwyższenie temperatury lub obnażenie wilgotności względnej, gdyż można przez pośpiech spowodować zepsucie partii towaru, a co najmniej — obniżenie trwałości. W tablicy 4 zestawione są dane dotyczące wędzenia kiełbas trwałych surowych i półtrwałych surowych. 6. Wędzenie kiełbas nietrwałych wędzonych parzonych Technika wędzenia. Kiełbasy nietrwałe wędzone i po wędzeniu przeznaczone do parzenia wędzi się w dymie gorącym w odpowiednio dostosowanych wędzarniach. Kiełbasy, w zależności od urządzenia wędzarni, zawiesza się na wózkach wsuwanych do komór lub bezpośrednio w komorach ogrzanych do temp. + 20 do +40 °C. Wędzenie dzieli się na 3 fazy: W I fazie w temp. od + 40 do + 50 °C w ciągu (w zależności od grubości kiełbas) od 10 do 40 minut kiełbasy ogrzewa się bez udziału dymu i osusza na powierzchni. W II fazie kiełbasy wędzą się w dymie od rzadkiego do gęstego, w zależności od sortymentu i grubości, w ciągu 30 do 90 minut w temp. + 30 — + 40 °C, aż osiągną wymaganą barwę. W III fazie przypieka się wierzchnią warstwę kiełbasy w temp. 60 - 90 °C, zależnie od urządzeń, w dymie rzadkim lub bez udziału dymu przez czas zależny od grubości kiełbas. Temperatura mierzona wewnątrz przypieczonych kiełbas nie powinna przekraczać 40 °C. Przy ucisku kiełbas palcami wyraźnie wyczuwa się poprzez zeschniętą suchą warstwę wierzchnią miękką masę mięsną wewnątrz kiełbas. Zmiany zachodzące w produkcie w poszczególnych fazach wędzenia zostały opisane w metodzie wędzenia w dymie gorącym. Wymagane warunki wędzenia osiąga się w zależności od urządzeń. Biorąc pod uwagę najczęściej spotykane urządzenia wędzarni, wędzenie kiełbas dymem gorącym przeprowadza się według wytycznych podanych poniżej w wędzarniach jednokomorowych. 1. Wędzenie w wędzarniach jednokomorowych: a) wędzenie w wędzarniach zaopatrzonych tylko w palenisko do spalania drewna i trocin. W pierwszej fazie spala się drewno przy pełnym dostępie powietrza do paleniska i przy otwartych przewodach kominowych. Po upływie 15 - 25 minut, w drugiej fazie rozsuwa się żarzące głownie, oraz ogień posypuje się trocinami, jednocześnie do paleniska zmniejsza się dostęp powietrza przez zamknięcie dolnych drzwiczek i częściowe zasunięcie otworów przewodów kominowych, uzyskując w ten sposób wydzielanie obfitego dymu. Po upływie 35 do 90 minut w trzeciej fazie podsyca się ogień niewielką ilością cienkich polan drewna, otwiera dolne drzwiczki paleniska i otwory kominowe, w wyniku czego w palenisku powstaje na krótki okres czasu mocny płomień. Zmiany temperatury i nasycenia wędzarni dymem w poszczególnych fazach wędzenia zachodzą stopniowo. W czasie wędzenia, w zależności od urządzeń, kiełbasy przewiesza się z miejsc o temperaturze wyższej na miejsca o temperaturze niższej lub odwraca się wózki z zawieszonymi na nich kiełbasami. W celu uniknięcia pozostania na kiełbasach miejsc nie dowędzonych (w miejscach stykania się kiełbas z kijem wędzarniczym) poszczególne sztuki kiełbas uformowanych w wianki przekręca się zmieniając ich miejsce zawieszenia na kiju. b) wędzenie w wędzarniach zaopatrzonych w instalację gazową. W pierwszej fazie spala się gaz przy maksymalnym dostępie powietrza i pełnym odpływie spalin; w drugiej fazie spala się trociny z niewielką ilością drewna; w trzeciej — uzyskuje się niezbędną temperaturę przez spalanie gazu. Zmiany zachodzące w wędzarni oraz przewieszanie kiełbas wykonuje się w taki sam sposób, jak podano w punkcie a. 2. Wędzenie w wędzarniach dwukomorowych zaopatrzonych w instalację gazową oraz w wózki wędzarnicze. W pierwszej fazie kiełbasy zawiesza się na wózkach, osusza ciepłym powietrzem, komorę ogrzewa przez spalanie gazu przy pełnym dostępie powietrza do komory i pełnym odpływie spalin. Po osuszeniu i ogrzaniu wózki z kiełbasami przesuwa się do drugiej komory, w której następuje wędzenie i przypieczenie powierzchni. Wędzenie przeprowadza się w tych samych warunkach jak w wędzarniach jednokomorowych. Przypieczenie powierzchni osiąga się przez spalanie tylko gazu, a w przypadku małego ciśnienia w przewodach gazowych — przez spalanie gazu i drewna. Zmiany warunków oraz rozmieszczenie kiełbas są analogiczne do podanych w punkcie a. Kiełbasy wędzone we wszystkich trzech fazach tylko przy użyciu drewna i trocin mają barwę intensywniejszą i trwalszą od kiełbas wędzonych przy użyciu drewna i gazu. W tablicy 5 zestawione są dane dotyczące wędzenia asortymentów kiełbas nietrwałych wędzonych parzonych.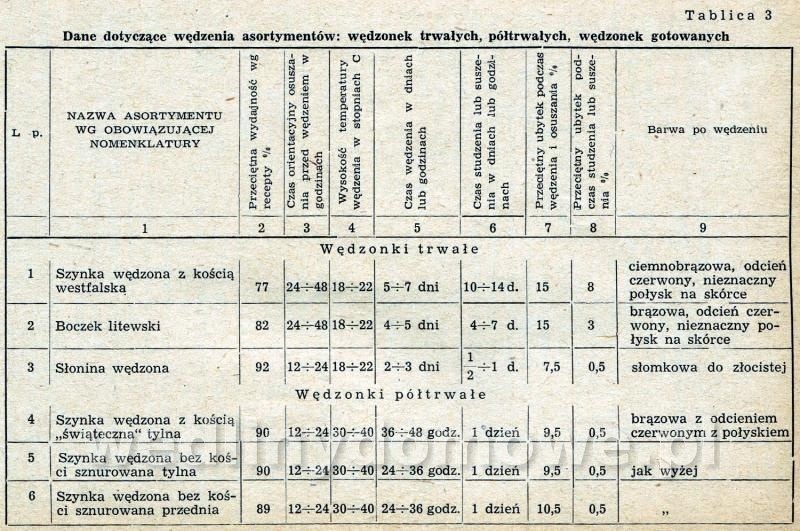
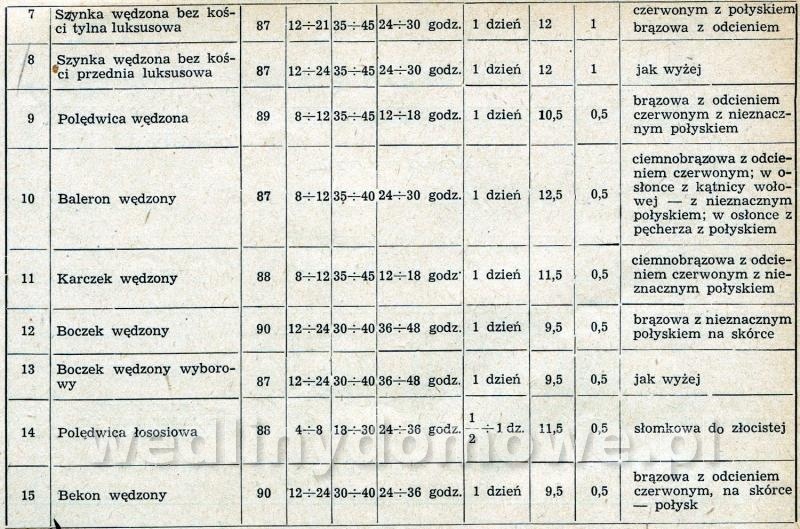
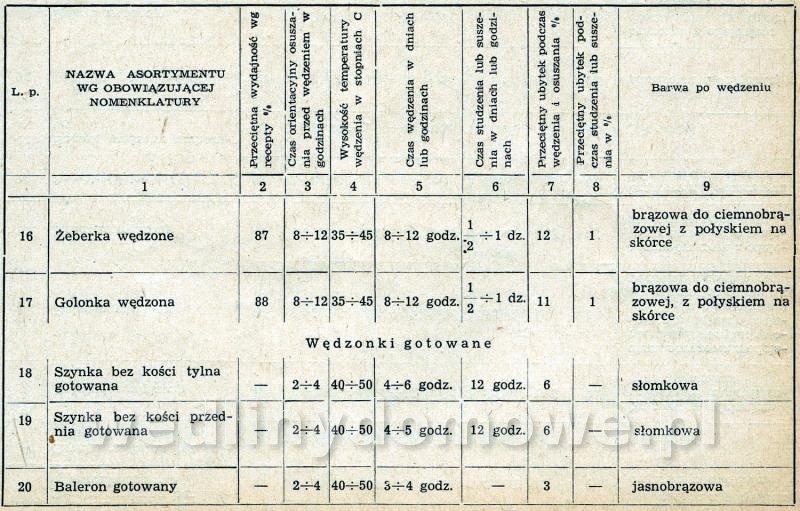
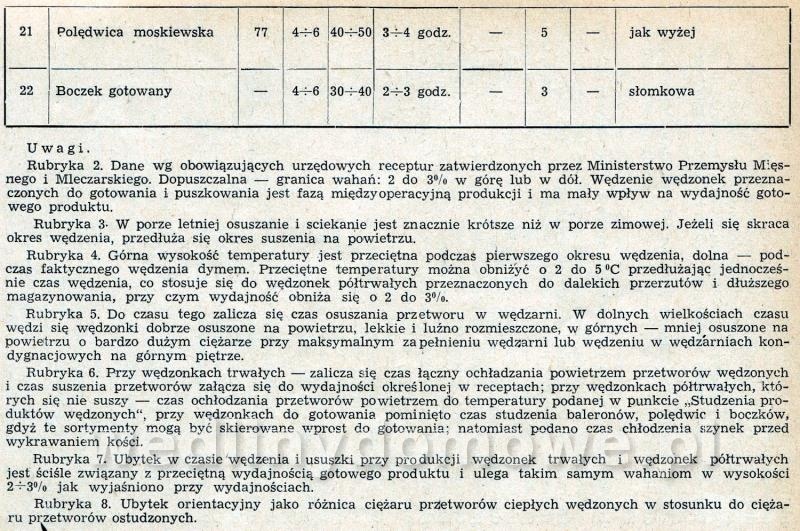
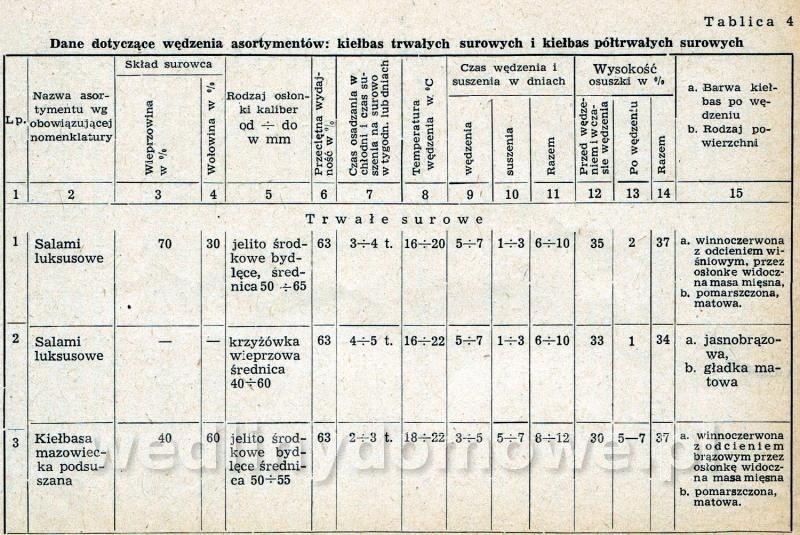
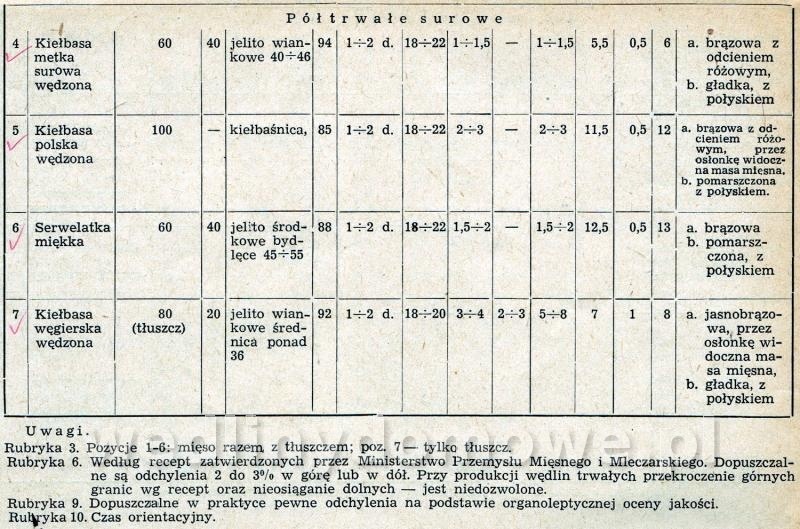
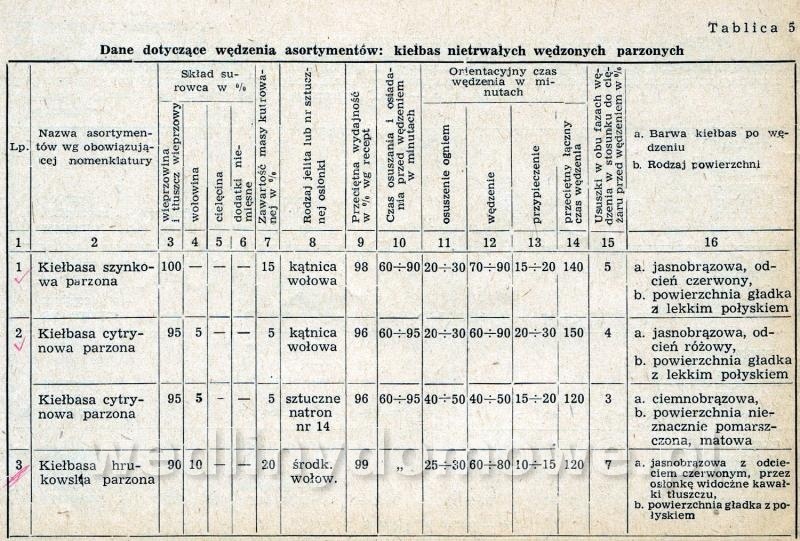
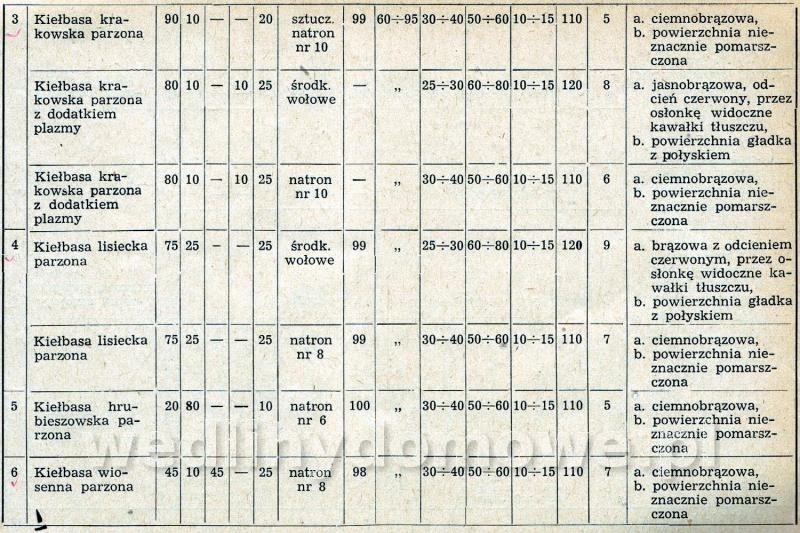
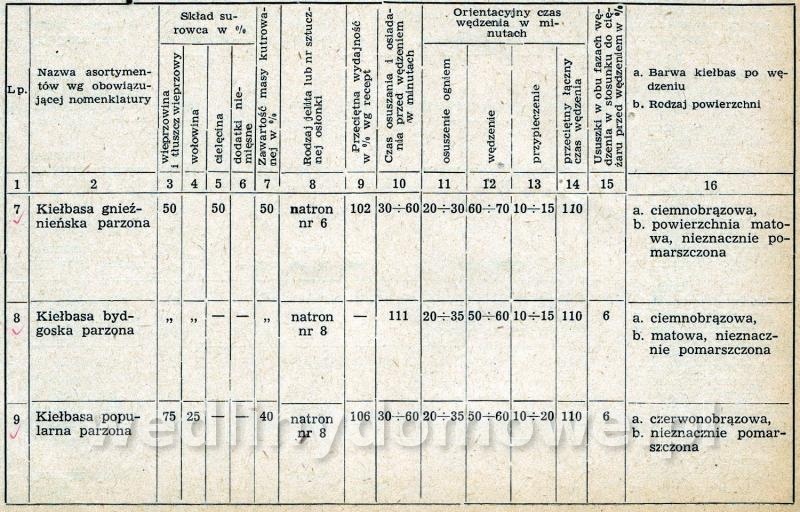
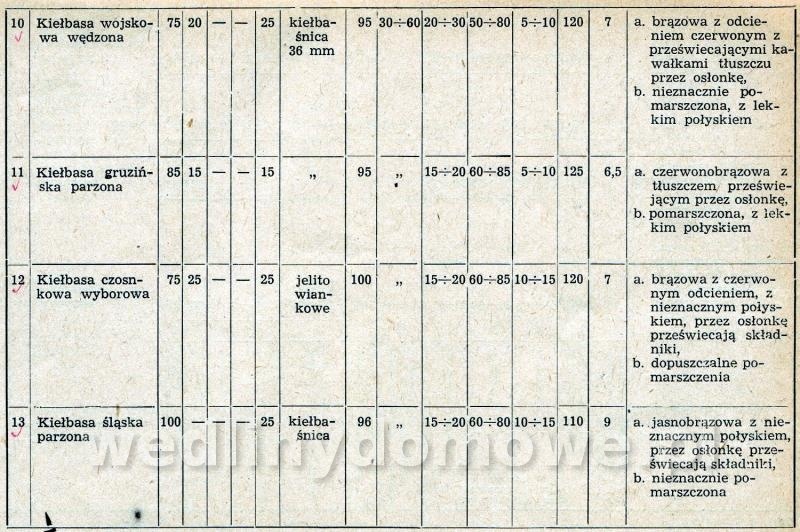
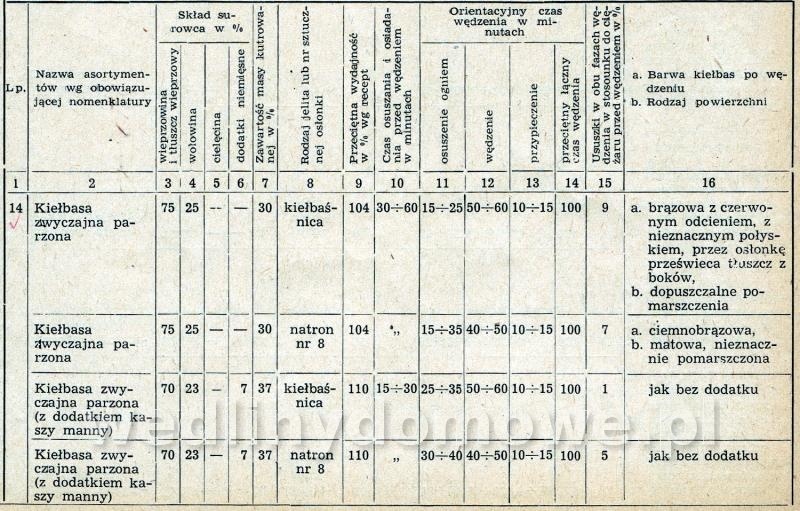
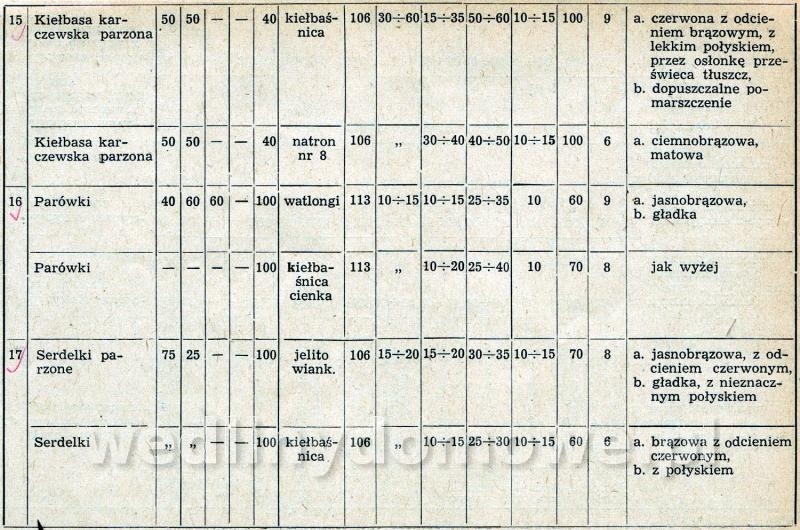
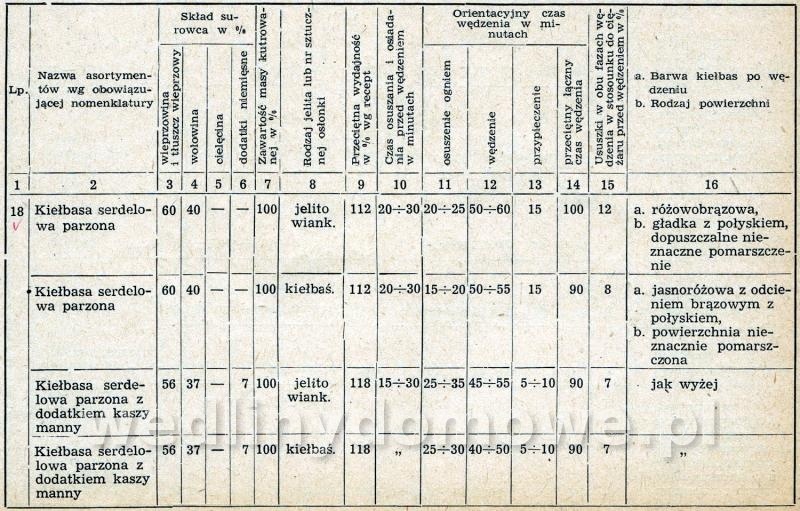
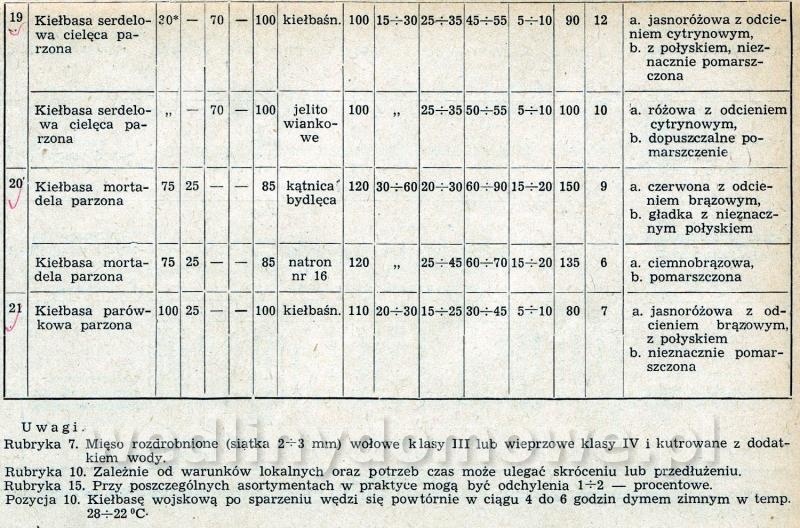
-
Tradycja IV. Wędzenie przetworów mięsnych. 1953 r.
Maxell odpowiedział(a) na Maxell temat w Polska tradycja masarska
V. METODY WĘDZENIA PRODUKTÓW MIĘSNYCH 1. Wiadomości ogólne Charakterystyka i podział produktów mięsnych podlegających wędzeniu. Tusze i półtusze pochodzące z uboju zwierząt rzeźnych są podstawowym surowcem do produkcji wędlin i konserw. Po zastosowaniu szeregu zabiegów technologicznych - z surowego mięsa, otrzymanego przy rozbiorze półtusz, produkuje się wędliny i konserwy. Obróbce cieplnej w wędzarniach poddaje się dwie zasadnicze grupy produktów mięsnych peklowanych lub solonych. Do pierwszej grupy należą różnej wielkości i różnego kształtu kawałki peklowanego mięsa i tłuszczu, do drugiej - produkty z peklowanej, rozdrobnionej i przyprawionej masy mięsno-tłuszczowej uformowane w osłonkach z jelit naturalnych lub w osłonkach sztucznych, noszące nazwy kiełbasy surowej, kiszki lub salcesonu. W bardziej szczegółowym pojęciu do grupy pierwszej zalicza się: a) peklowanie i odpowiednio obrobione elementy półtusz wieprzowych z kośćmi jak: szynki, schaby, żeberka, golonki; b) peklowane i odpowiednio obrobione elementy półtusz wieprzowych bez kości jak: szynki rolowane tylne, szynki rolowane przednie, karczki, boki, słonina; c) peklowane i odpowiednio obrobione elementy półtusz wieprzowych bez kości, uformowane w osłonce z jelit naturalnych lub sztucznych jak: balerony, polędwice; d) odpowiednio obrobione o określonym ciężarze półtusze wieprzowe tzw. bekony; e) peklowanie części z rozbioru ćwierci wołowych z kośćmi i bez kości; f) peklowane części z rozbioru tusz baranich z kośćmi i bez kości; g) peklowane ozory wołowe. Z produktów pierwszej grupy po wędzeniu otrzymuje się: Wędliny przeznaczone do obrotu handlowego jako wędzonki nadające się bezpośrednio do spożycia lub po uprzednim ugotowaniu. Produkty mięsne wędzone podlegające dalszej obróbce w zakładzie przetwórczym, z których produkuje się wędzonki gotowane oraz konserwy mięsne.Z produktów drugiej grupy otrzymuje się: Kiełbasy, które w zależności od składu i przygotowania surowca oraz przeznaczenia ich po wędzeniu, dzielą się na: a) gotowe produkty nadające się do spożycia w postaci kiełbas surowych wędzonych i kiełbas wędzonych pieczonych; b) produkty niewykończone, które w zależności od gatunku poddaje się różnym zabiegom, jak np. suszeniu, parzeniu, parzeniu i suszeniu, parzeniu i powtórnemu wędzeniu, parzeniu, powtórnemu wędzeniu i suszeniu, parzeniu i puszkowaniu. Kiszki i salcesony, które wędzi się tylko w pewnych przypadkach, na żądanie odbiorców; są one wędzone po uprzednim ich ugotowaniu i już jako wyroby wędliniarskie gotowane i wędzone przeznaczone do konsumpcji.Powyższy podział na grupy produktów wędzonych wskazuje, że zarówno wędzenie elementów mięsa, jak i wadzenie kiełbas nie zawsze jest końcową fazą cyklu produkcji wędlin i że dla wielu asortymentów jest fazą międzyoperacyjną produkcji, a dla niektórych — fazą powtarzającą się kilkakrotnie. W tablicy 2 podany jest dokładny wykaz i nomenklatura produkowanych w kraju sortymentów wędlin z podziałem na grupy. Różnice między produktami peklowanymi a wędzonymi. Wieprzowa przetwory mięsne bez osłonki — peklowane różnią się od wędzonych: barwą, smakiem i zapachem, wilgotnością, konsystencją, trwałością. Barwa. Peklowane przetwory mają: 1) na powierzchni — barwę mięsa blado-szaro-różową, barwę tłuszczu — białą z odcieniem szarym, barwę skóry - bladoszarą z odcieniem żółtym; 2) na przekroju - barwę mięsa bladoróżową z odcieniem czerwonym, tłuszczu białą. Wędzone przetwory mają: 1) na powierzchni: barwę mięsa od żółtej z odcieniem brązowym do ciemnobrązowej z odcieniem wiśniowym lub czerwonym, barwę tłuszczu szarokremową lub żółtą, barwę skóry jasnobrązową do ciemnobrązowej z odcieniem wiśniowym; 2) na przekroju: - barwę mięsa intensywną, równą z odcieniem czerwonym lub ciemnoczerwonym, barwę tłuszczu białą z odcieniem kremowym. Smak i zapach. Smak peklowanych przetworów jest charakterystyczny dla mięsa surowego peklowanego, zapach - prawie niewyczuwalny. W przetworach wędzonych wyczuwa się smak i zapach wędzenia. Wilgotność. Peklowane przetwory są na powierzchni wilgotne, a nawet często mokre; zawierają wewnątrz nadmiar wody, która przy naciśnięciu wydziela się z mięsa. Wędzone przetwory mają powierzchnię suchą, ilość wody wewnątrz znacznie mniejszą, przy nacisku woda z mięsa nie wydziela się. Konsystencja. Konsystencja wyrobów peklowanych jest miękka, mało elastyczna, zewnętrzna warstwa jest rozpulchniona przez nadmierną zawartość wody. Konsystencja wędzonek jest dość ścisła i elastyczna. Na powierzchni wyczuwa się dotykiem zaschniętą dość twardą warstwę tkanki mięsnej, podczas naciskania wyczuwa się pod warstwą zaschniętą — miękką, elastyczną konsystencję mięsa. Skóra na powierzchni wędzonek ma konsystencję twardą. Trwałość. Przetwory peklowane są mniej trwałe od przetworów wędzonych. Wilgotna powierzchnia przetworów peklowanych w okresie magazynowania pokrywa się w stosunkowo krótkimczasie nalotem mokrej pleśni; pleśń stopniowo, lecz dość szybko przenika do wewnętrznych warstw mięsa, które wskutek tego ulegają zepsuciu. Zeschnięta i przesycona bakteriobójczymi składnikami dymu powierzchnia wędzonek jest oporniej sza na występowanie pleśni. Spotykany na wędzonkach nalot suchej pleśni jest zazwyczaj powierzchowny i łatwo daje się usunąć bez obniżenia jakości produktów. Z tych powodów przetwory peklowane magazynuje się w chłodzonych peklowniach i w czasie magazynowania odpowiednio konserwuje - w solankach lub przesypując solą; wędzonki natomiast magazynuje się bez specjalnych zabiegów w pomieszczeniach chłodzonych lub nie chłodzonych-przewiewnych. Przy porównaniu właściwości elementów w osłonkach - pomiędzy elementami peklowanymi i wędzonkami oraz pomiędzy kiełbasami surowymi i kiełbasami surowymi wędzonymi występują różnice analogiczne do opisanych wyżej. Przy porównaniu przetworów bez osłonek z wędzonkami w osłonkach występują dodatkowe różnice wynikające ze zmian zaszłych w strukturze osłonki podczas wędzenia. Osłonka przetworów niewędzonych jest rzadka — przesycona wodą, luźno przylega do mięsa, jest mało przezroczysta, niewytrzymała na rozerwanie. Wędzona osłonka na przetworach jest ścisła, sucha, cienka, przylepiona do mięsa, przezroczysta, dość oporna na rozerwanie oraz trudniej wchłaniająca wilgoć. Składniki mięsne w przetworach wędzonych są wyraźnie widoczne przez osłonkę. Niektóre podane wyżej różnice właściwości występują tylko w przetworach w osłonkach z jelit naturalnych lub sztucznych — „naturinowych": pochodzenia zwierzęcego, nie występują natomiast w osłonkach papierowych - - natronowych. Przetwory w osłonkach natronowych prawie nie zmieniają barwy powierzchni w czasie wędzenia oraz przed i po wędzeniu są tylko w minimalnym stopniu przezroczyste. Cechy charakterystyczne produktów wędzonych i wędzonych pieczonych. Produkty mięsne wędzone różnią się od produktów wędzonych i pieczonych. W produktach tylko wędzonych białko zawarte w mięsie jest surowe, w wędzonych - pieczonych jest ścięte. Ponieważ pieczenie w wędzarniach zastępuje gotowanie lub parzenie w wodzie, przetwory wędzone — pieczone mają wszystkie cechy przetworów wędzonych gotowanych lub parzonych. W czasie pieczenia w wędzarniach wyparowuje jednak tylko woda wydzielająca się z produktu w czasie ścinania się białka, natomiast przy gotowaniu i parzeniu w wodzie z produktu przechodzą do wody wydzielające się soki, a jednocześnie do przetworu przenika otaczająca go woda. Oprócz tego następuje wyższe procentowo odwodnienie produktu podczas pieczenia niż podczas gotowania. W związku z powyższym przetwory wędzone-pieczone są trwalsze i lepsze w smaku od przetworów wędzonych gotowanych lub parzonych. Podane różnice pomiędzy cechami przetworów peklowanych i kiełbas surowych niewędzonych a cechami wędzonek i kiełbas wędzonych występują w zależności od rodzaju sortymentu w mniejszym lub większym stopniu, np. wędzonki surowe trwałe mają barwę znacznie ciemniejszą od wędzonek surowych półtrwałych, te zaś z kolei są ciemniejsze od wędzonek surowych przeznaczonych do gotowania. Kolejność przytoczona przykładowo dotycząca barwy zachowana jest również przy ocenie: smaku i zapachu, wilgotności, konstrukcji i trwałości. Na zróżnicowanie wpływają w głównej mierze wysokość ususzki oraz stopień przesycenia składnikami dymu wędzarniczego. Na zmiany cech produktów w czasie wędzenia wpływa odwodnienie produktu i przesycenie go dymem. Barwa i połysk przetworów wędzonych. Barwa czerwona przeważa w każdym gatunku mięsa, występuje ona jednak w dużej ilości kombinacji z innymi barwami i odcienie ich różnią się w poszczególnych gatunkach. Mięso wołowe jest ciemniejsze i bardziej krwistoczerwone od wieprzowego, którego barwa może mieć również odcień różowy. Mięso cielęce ma barwę różowo-mleczną. Mięso pochodzące z uboju sztuk starych jest ciemniejsze od mięsa ze sztuk młodych. Mięso z niekastrowanych samców jest ciemniejsze od mięsa z samic i kastratów. Na barwę mięsa wpływa również stopień utuczenia zwierzęcia oraz rodzaj paszy, jaką było za życia karmione. Poszczególne części jednej tuszy różnią się również barwą mięsa. Podczas wędzenia, pomimo znacznego ściemnienia barwy całego produktu oraz nadania mu na powierzchni barwy brązowej, różnice barwy występujące w mięsie surowym i peklowanym pozostają jednak w dalszym ciągu. Na zmianę barwy w czasie wędzenia wpływają: odwodnienie mięsa i przesycenie składnikami dymu. Odwodnienie powoduje zsychanie i kurczenie się mięsa, przy czym ilość barwników zawartych w mięsie pozostaje ta sama co przed wędzeniem. Osiadanie na powierzchni oraz przenikanie w głąb składników dymu powoduje zmiany chemiczne w barwnikach mięsa. Pod wpływem dymu powierzchnia mięsa przybiera barwę lub odcień brązowy, a wewnątrz — intensywnie czerwony. Nadanie powierzchni produktu barwy od jasnożółtej do ciemnobrązowej zależne jest od czasu działania dymu. Występujące barwy lub odcienie: czerwony i różowy oraz stopień nasilenia tych barw zależą od rodzaju produktu wędzonego. Mięso wołowe po wędzeniu ma barwę ciemnoczerwono-brązową, mięso wieprzowe — barwę jasnobrązową z odcieniem różowym do ciemnobrązowej . Tłuszcz wieprzowy po wędzeniu ma barwę jasnożółtą do złocistej. Skórka na przetworach wędzonych ma barwę od jasnożółtej do ciemnobrązowej. Kiełbasy wieprzowe mają barwę jasnobrązową z odcieniem różowym. Kiełbasy z wieprzowiny tłustej lub z dużym dodatkiem tłuszczu mają barwę jasną. Kiełbasy z mięsa wołowego mają barwę czerwoną z odcieniem brązowym do ciemnowiśniowej z odcieniem brązowym. Intensywność barwy kiełbas z mięsa wołowego i Wieprzowego zależy od ilości wołowiny użytej w stosunku do całej masy. Na barwę ma również wpływ rodzaj osłonki. Przetwory w osłonkach z jelit wieprzowych wędzą się na kolor nieco jaśniejszy, a składniki masy mięsnej są widoczniejsze niż w osłonkach z jelit wołowych. Poza barwą rozróżnia się również połysk wędzonych przetworów. Przetwory bez osłonek na powierzchni mięśni są matowe, natomiast mają nieznaczny połysk na powierzchni pokrytej skórą.. Przetwory w osłonkach z jelit naturalnych lub sztucznych pochodzenia zwierzęcego mają połysk, który występuje w większym lub mniejszym stopniu. Przetwory w jelitach wiankowych mają większy połysk niż w kiełbaśnicach. Przetwory w pęcherzach mają większy połysk niż w kątnicach bydlęcych. Występujący w przetworach po uwędzeniu połysk w czasie magazynowania stopniowo zanika i przetwory stają się w ciągu od 1 do 3 dni matowe. Przyczyny stosowania określonych granic dla temperatury i czasu wędzenia oraz metody wędzenia. Poszczególne sortymenty wędlin ujęte wspólną nazwą grupy różnią się między sobą pod względem cech organoleptycznych. Na różnice te wpływa w głównej mierze odmienny dla każdego asortymentu skład surowca, odmienne przyprawy i stopień rozdrobnienia mięsa. Nie mają natomiast wpływu — przygotowanie surowca przed wędzeniem, czas i temperatura wędzenia oraz zabiegi technologiczne po wędzeniu, gdyż są one prawie jednakowe dla wszystkich sortymentów należących do jednej grupy. Procentowa wydajność gotowego produktu w stosunku do zużytego do produktu mięsa, będąca wskaźnikiem trwałości, w poszczególnych sortymentach ujętych jedną grupą nie wykazuje również wielkich różnic. Poszczególne grupy wędlin różnią się między sobą smakiem i zapachem, barwą oraz stopniem trwałości. Na różnice te wpływają odmienne dla każdej grupy: metody wędzenia, przygotowanie surowca przed wędzeniem, czas i temperatura wędzenia oraz zabiegi po wędzeniu. Obróbka surowca przed wędzeniem musi być dostosowana do czasu i temperatury wędzenia. Czas wędzenia i wysokość temperatury, w jakiej przeprowadza się wędzenie, są wielkościami wzajemnie zależnymi od siebie. Podwyższając temperaturę w wędzarni skraca się czas wędzenia i, odwrotnie, obniżając temperaturę przedłuża się czas wędzenia. Ze względu jednak na zmiany zachodzące w przetworach podczas wędzenia, można podwyższyć temperaturę i jednocześnie skrócić czas wędzenia lub obniżyć temperaturę i jednocześnie przedłużyć czas wędzenia tylko do pewnych określonych granic. Określone granice wahań temperatury i czasu, których przestrzega się podczas wędzenia poszczególnych grup wędlin, są decydującymi momentami różnych metod wędzenia. Poza wysokością temperatury i czasem, metody wędzenia różnią się również stosowaną gęstością dymu, szybkością przepływu i wilgotnością względną powietrza. Granica wahań temperatury i czasu wędzenia, przewidziana dla każdej metody,, jest zmienna przy wędzeniu poszczególnych sortymentów nawet zaliczonych do jednej grupy, gdyż skład produktu, jego średnica, ciężar, procentowa wydajność są ściśle zależne od wysokości temperatury i długości czasu wędzenia. W przemyśle mięsnym nie ma ustalonej nomenklatury stosowanych metod i sposobów wędzenia. Często określając metodę mówi się: wędzenie zimnym dymem, wędzenie ciepłym dymem, wędzenie gorącym dymem, wędzenie jasnym dymem, pieczenie w wędzarni, hicowanie, suszenie w wędzarni, opiekanie w wędzarni. Pojęcia te mniej więcej określają warunki panujące w wędzarni lub zmiany zachodzące w produkcji stwierdzone za pomocą zmysłów bez użycia przyrządów pomiarowych. W oparciu o określenia najczęściej używane w życiu oraz w piśmiennictwie fachowym; stosowane metody wędzenia mają następujące nazwy: a) wędzenie na zimno, b) wędzenie na gorąco, c) wędzenie z równoczesnym pieczeniem. 2. Wędzenie na zimno Wędzenie na zimno („w zimnym dymie") przeprowadza się w temperaturze 16 do + 22 °C w dymie różnej gęstości - (od rzadkiego do bardzo gęstego), przy wilgotności względnej od 90 do 95%, przy szybkości ruchu powietrza od 7 do 15 m/min, w czasie od 1 do 14 dni. W zależności od rodzaju urządzenia i wyposażenia wędzarni dostosowanych do wędzenia na zimno osiąga się wymaganą temperaturę — w porze zimowej przez: 1) żarzenie drewna lub trocin, przy czym wysokość temperatury reguluje się ilością i wielkością ognisk lub intensywnością żarzenia przez zwiększenie lub zmniejszenie dopływu powietrza; 2) spalanie gazu, przy czym wysokość temperatury osiąga się zaworami regulującymi dopływ gazu; 3) ogrzewanie za pomocą kaloryferów, przy czym wysokość temperatury osiąga się za pomocą urządzeń regulujących dopływ pary lub wody, w porze letniej zaś przez regulowanie oziębiania wędzarni za pomocą urządzeń chłodniczych. Z powodu trudności w osiąganiu temperatury do 22 °C, w porze letniej nie produkuje się zazwyczaj asortymentów wymagających wyłącznie wędzenia na zimno. Gęstość dymu jest regulowana przez: 1) zwiększenie lub zmniejszenie dopływu powietrza, 2) zwiększenie ilości kawałków tlącego się drewna lub kupek tlących się trocin, 3) ubicie kupek trocin lub luźne nasypanie ich na szerokiej powierzchni cienką warstwą. Wymaganą wilgotność osiąga się przez parowanie wędzonych przetworów podczas wysychania; w przypadku za wysokiej wilgotności - w dni pogodne zwiększa się dopływ powietrza z zewnątrz, w dni dżdżyste - zwiększa się dopływ powietrza i podwyższa jednocześnie temperaturę; w przypadku za niskiej wilgotności zwiększa się wilgotność przez zwilżenie trocin lub drewna ewentualnie przez rozwieszenie mokrych tkanin. Szybkość ruchu powietrza reguluje się za pomocą zasuw regulujących dopływ powietrza z zewnątrz oraz za pomocą elektrycznych wiatraków umieszczonych wewnątrz wędzarni, zaopatrzonych w urządzenia regulujące ilość obrotów. Przy wędzeniu zimnym dymem wędzone przetwory wysychają dość równomiernie na całym przekroju. W czasie wędzenia tracą one od 5 do 20% wody w stosunku do ciężaru przed wędzeniem. Wysoki ubytek wody zwiększa koncentrację soli w produkcie. Składniki dymu przenikają produkt całkowicie. Na powierzchni powstaje tylko bardzo nieznaczne zeschnięcie i zgrubienie tkanki. Wskutek działania składników dymu oraz wysychania produkt stopniowo uzyskuje barwę od żółtej do ciemnobrązowej. Również ż tych samych powodów barwa w głębi produktu staje się ciemnoczerwona. Działanie składników dymu powoduje stwardnienie skóry lub osłonki oraz zawartej w masie tkanki łącznej. Według zdania niektórych technologów składniki dymu uodporniają tłuszcz na utlenianie. Poza wymienionymi zmianami w strukturze tkanki mięsnej nie zachodzą większe zmiany — białko pozostaje nie ścięte, tłuszcz nie wytopiony. Produkt pozostaje surowy, lecz dokładnie uwędzony. Powierzchnia produktu jest sucha. Konsystencja wędzonek ścisła. Kiełbasa, w zależności od sortymentu może być konsystencji od półmiękkiej do twardej. Gotowy produkt jest trwały i oporny na działanie czynników powodujących psucie. W smaku jest mało soczysty — suchy, słony; wyczuwa się ostry zapach i smak wędzenia. Wędzonki są dość twarde. Na zimno wędzi się wszystkie wędliny ujęte w grupach: wędzonki trwałe, kiełbasy surowe trwałe, kiełbasy surowe półtrwałe, niektóre sortymenty z grupy półtrwałych kiełbas parzonych i dwukrotnie wędzonych, słoninę, szynki przeznaczone do puszkowania, kiszki, salcesony. Wędzenie szynek przeznaczonych do puszkowania, salcesonów i kiszek jest znacznie krótsze niż wędzenie pozostałych grup, zmiany zachodzące w nich w czasie wędzenia są również znacznie mniejsze. Przetwory wędzone na zimno zaliczone do grup trwałych jako nie ulegające szybkiemu zepsuciu przeznacza się zazwyczaj do dłuższego magazynowania, do dalekich przerzutów, zaopatrzenia statków itp. Najodpowiedniejszym okresem do produkcji jest zima, poczynając od późnej jesieni do wczesnej wiosny. Okresem sprzedaży jest wiosna i lato. Produkty zaliczone do grupy półtrwałych produkuje się cały rok. Są one przeznaczone na normalne zaopatrzenie ludności w miejscach produkcji lub do bliskich przerzutów. Podczas suszenia wędzonych przetworów do suszarni często jest doprowadzany w niewielkich ilościach zimny dym. Przetwory suszone w zimnym, rzadkim dymie dobrze się konserwują, nie pleśnieją i nie tracą zapachu wędzenia. 3. Wędzenie na gorąco Pod pojęciem wędzenia na gorąco rozumie się wędzenie w temperaturze powyżej 22 °C. Wędzenie na gorąco może być wędzeniem w dymie ciepłym i wędzeniem w dymie gorącym. Wadzenie w dymie ciepłym. Wędzenie przetworów w dymie ciepłym przeprowadza się w temperaturze od 23 do 45°Ć, w dymie - od rzadkiego do gęstego, przy wilgotności względnej od 70 do 90%, przy szybkości ruchu powietrza od 7 do 15 m/min oraz w ciągu od 4 do 48 godzin. Wymagane warunki wędzenia osiąga się w taki sam sposób jak przy wędzeniu na zimno z tą jednak różnicą, że doprowadza się temperaturę do wymaganej wysokości w zależności od posiadanych urządzeń. Nie stosuje się również chłodzenia wędzarni. W czasie wędzenia przetwory wysychają i tracą 2 do 10% ciężaru w stosunku do ciężaru przed wędzeniem. Wysychanie jest nierównomierne: na powierzchni przetworów powstaje warstwa' dość mocno zeschniętej tkanki mięsnej. Przesycenie składnikami dymu jest również nierównomierne — najwięcej składników dymu gromadzi się na powierzchni oraz w wierzchniej warstwie mięsa. Produkt uzyskuje na powierzchni barwę od żółtej do brązowej z odcieniem od różowego do czerwonego oraz połysk; wewnątrz barwa mięsa peklowanego ciemnieje. W strukturze przetworów wędzonych dymem ciepłym zachodzą tylko zmiany powierzchowne -wytapia się w minimalnych ilościach tłuszcz oraz występuje stwardnienie tkanki mięsnej. Wewnętrzne warstwy mają charakter produktu wędzonego surowego. Dymem ciepłym wędzi się wszystkie sortymenty wędzonek półtrwałych, wędzonek gotowanych oraz niektóre sortymenty kiełbas półtrwałych podczas powtórnego wędzenia. Większość sortymentów wędzonek półtrwałych nadaje się do spożycia po ugotowaniu przez konsumenta: Wędzonki przeznaczone do spożycia w stanie surowym — są w smaku umiarkowanie słone, soczyste, mają łagodny zapach i smak wędzenia. Zeschnięcie i stwardnienie tkanki mięsnej na powierzchni produktu oddziaływa dodatnio na trwałość produktu podczas magazynowania oraz hamuje wymianę płynów podczas gotowania produktu w wodzie. Wędzenie w dymie gorącym. Wędzenie przetworów dymem gorącym przebiega w trzech fazach. Pierwszą fazę — suszenie powierzchni przetworu — przeprowadza się w temperaturze od 40 do 50 °C, w zależności od ciężaru i średnicy przetworów, w ciągu od 10 do 40 minut. Zabieg przeprowadza się w wędzarniach posiadających instalację gazową lub ogrzewanie parowe — bez udziału dymu, w wędzarniach ogrzewanych przez spalanie drewna — w rzadkim dymie; bez względu na urządzenia — przy pełnym dopływie powietrza, a przy spalaniu drewna — przy otwartych przewodach kominowych. Widoczna para wodna wydzielająca się z przetworów uchodzi przewodami kominowymi. Jednocześnie z osuszeniem powierzchni w wewnętrznych warstwach masy mięsnej podwyższa się temperaturę i w związku iż tym działanie zawartej w przetworach saletry i nitrytu jest intensywniejsze i następuje dopeklowywanie się masy mięsnej, której składniki stają się widoczne przez osuszoną osłonkę. Drugą fazą jest zasadnicze wędzenie przetworów w temperaturze od 30 do 40 °C w ciągu 30 do 90 minut, w dymie - od rzadkiego do gęstego. Wymagane warunki osiąga się, w zależności od urządzeń, przez spalanie drewna i trocin przy małym dopływie powietrza lub przez spalanie gazu i trocin. Przetwory zostają przesycone składnikami dymu, na powierzchni występuje barwa od jasnożółtej do ciemnobrązowej z odcieniem od różowego do ciemnoczerwonego, osłonka ulega jakby przegarbowaniu, staje się ścisła i mocna. Trzecią fazę - powierzchowne przypieczenie produktu - przeprowadza się w temperaturze od + 60 do + 90 °C w ciągu, od 10 do 20 minut. Wymagane warunki osiąga się w zależności od urządzeń przez spalanie drewna lub gazu przy całkowitym dopływie powietrza do palenisk. W tej fazie ścina się białko w zewnętrznej warstwie przetworów, natomiast wewnętrzne warstwy pozostają surowe. Temperatura wewnątrz przetworu dochodzi najwyżej do 40 °C. Masa mięsna przylepia się do osłonki. Wskutek intensywnego wysychania powierzchni i częściowego ścięcia białka, zewnętrzna warstwa masy mięsnej wraz z osłonką tworzą dookoła przetworu powłokę dość ścisłej konsystencji. Powierzchnia przetworu ulega nieznacznemu pomarszczeniu oraz uzyskuje połysk. W czasie trwania wszystkich faz wędzenia w dymie gorącym przetwory tracą od 5 do 12% ciężaru w stosunku do ciężaru przed wędzeniem. Wędzenie przetworów w dymie gorącym jest najkrótszą ze stosowanych metod wędzenia. Wędzi się tylko w dymie gorącym kiełbasy nietrwałe, przeznaczone po uwędzeniu do parzenia oraz kiełbasy półtrwałe i trwałe, przeznaczone po wędzeniu w dymie gorącym do parzenia i po parzeniu do powtórnego wędzenia w dymie ciepłym, a następnie do suszenia. Wędzenie w dymie gorącym jest więc tylko częścią wstępną obróbki cieplnej kiełbas. Zachodzące podczas wędzenia zmiany w produkcie wpływają dodatnio na smak i zapach oraz trwałość kiełbas. Przypieczona powierzchnia kiełbas w bardzo wysokim stopniu utrudnia przenikanie soków mięsnych do wody w czasie parzenia. W czasie parzenia przetwory tracą zaledwie 0,5 do 1% ciężaru w stosunku do ciężaru przed parzeniem. Wędzenie na gorąco i następnie parzenie kiełbas jest ekonomiczną metodą obróbki cieplnej przetworów pod względem strat na ciężarze. 4. Wędzenie z równoczesnym pieczeniem Wędzenie z równoczesnym pieczeniem stosuje się do: 1) przetworów w jednym kawałku tzw. wędzonek, 2) kiełbas. Wędzenie z równoczesnym pieczeniem przetworów w jednym kawałku dzieli się na 3 fazy. Pierwszą fazą jest wędzenie w dymie rzadkim w temperaturze od 50 do 60 °C. W tych warunkach utrzymuje się przetwory aż do wyschnięcia na powierzchni i osiągnięcia barwy żółtej. Drugą fazą - - przypieczenie powierzchni przetworu - - przeprowadza się w temperaturze 85 do 90 °C w ciągu 2 do 4 godzin. Temperatura wewnątrz przetworu w tym czasie podnosi się do 40, a nawet do 45 °C. Trzecią fazą jest upieczenie całego wnętrza produktu w temperaturze 70 do 75 °C, w zależności od średnicy przekroju, w ciągu od 3 do 10 godzin, aby wewnętrzna warstwa osiągnęła powoli temperaturę ścięcia się białka — od 64 do 68 °C. W czasie wędzenia z równoczesnym pieczeniem przetwory tracą około 30% ciężaru w stosunku do ciężaru przed wędzeniem. Na straty składa się wyparowana woda oraz wytopiony tłuszcz. Przy zastosowaniu temperatury wyższej niż podana czas pieczenia jest znacznie krótszy, lecz straty na ciężarze są znacznie wyższe. Metody wędzenia z równoczesnym pieczeniem można zastosować do wszystkich sortymentów wędzonek gotowanych zastępując gotowanie pieczeniem; z uwagi jednak na wyższe straty na ciężarze przy pieczeniu niż przy gotowaniu stosuje się je rzadko. Wędzonki pieczone są w smaku lepsze niż wędzonki gotowane: są kruche i mają przyjemny aromat. Wędzenie z równoczesnym pieczeniem kiełbas przeprowadza się podobnie jak opisane poprzednio wędzenie kiełbas w dymie gorącym z tą różnicą, że w trzeciej fazie, w zależności od średnicy przekroju kiełbasy oraz składu jej farszu, podwyższa się temperaturę do 90 °C i przedłuża czas pieczenia aż do ścięcia się białka wewnątrz kiełbasy. Temperatura mierzona wewnątrz kiełbasy pieczonej powinna wynosić 68 do 70 °C. W czasie pieczenia wędzonych kiełbas, poza ścięciem białka, wytapia się częściowo tłuszcz. Przy dobrym doborze surowca wytopiony tłuszcz zostaje wessany przez chude składniki kiełbasy. Przy nieodpowiednim doborze surowca lub przy wadliwie przeprowadzonym pieczeniu wytopiony tłuszcz wydziela się na zewnątrz kiełbas w postaci zwisających z kiełbas kropel, które tworzą po wystygnięciu sople. Kiełbasy tracą 15 do 20% ciężaru w stosunku do ciężaru przed wędzeniem. Pieczone kiełbasy nadają się bezpośrednio do spożycia, są smaczniejsze i trwalsze od kiełbas wędzonych parzonych. Metoda pieczenia kiełbas była kiedyś powszechna. Z uwagi na znacznie większe straty na ciężarze przy pieczeniu niż przy parzeniu pieczenie kiełbas zostało zastąpione parzeniem przy produkcji licznych ich sortymentów. Obecnie stosuje się pieczenie niektórych sortymentów kiełbas zaliczanych do grupy półtrwałych oraz trwałych; te ostatnie poddaje się po pieczeniu jeszcze podsuszeniu. 5. Studzenie produktów wędzonych Studzenie produktów wędzonych jest końcową fazą produkcji. Po wyjęciu z wędzarni, kotła lub parzelnika dobry jakościowo produkt może się stać produktem nieodpowiednim z powodu wadliwie przeprowadzonego studzenia. Przetwory wystudzone do wymaganej temperatury, w określonym czasie, równomiernie w całym przekroju są znacznie trwalsze od przetworów źle wystudzonych. Według obowiązujących norm Centralnego Zarządu Przemysłu Mięsnego temperatura ostudzonych przetworów wędzonych mierzona wewnątrz produktu powinna wynosić +2 do +18°C dla wszystkich grup kiełbas i wędzonek z wyjątkiem kiełbas półtrwałych parzonych lub pieczonych, dla których wynosi 4 do 12 °C. Wędzonki trwałej, półtrwałe, kiełbasy trwałe surowe, półtrwałe surowe oraz kiełbasy półtrwałe parzone i powtórnie wędzone po wyjęciu ich z wędzarni studzi się powietrzem. Wędzonki gotowane, kiełbasy nietrwałe parzone oraz półtrwałe parzone po wyjęciu ich z kotłów lub parzelników studzi się zimną wodą a następnie powietrzem. Studzenie wodą wędzonek gotowanych oraz kiełbas parzonych przeprowadza się w celu przerwania procesu ścinania się białka. Studzenie odbywa się w zbiornikach lub pod prysznicem. Temperatura wody użytej do studzenia powinna wynosić około 15 °C. Wędzonki gotowane studzi się w wodzie w ciągu 10 do 20 minut do temperatury 40 do 50 °C w głębi produktu. Kiełbasy studzi się w wodzie 8 do 12 minut do temperatury + 35 °C mierzonej wewnątrz. W dobrze urządzonej przetwórni studzenie powietrzem powinno odbywać się w pomieszczeniach chłodzonych w temperaturze 4-5°C przy wilgotności względnej 90-95%. Z reguły w chłodniach studzi się tylko wędzonki gotowane oraz kiełbasy półtrwałe wędzone, pozostałe grupy przetworów, zależnie od warunków lokalnych, w chłodniach lub pomieszczeniach nie chłodzonych w temperaturze otoczenia. Wędzonki surowe oraz kiełbasy studzi się w chłodniach lub pomieszczeniach nie chłodzonych rozwieszone na kijach lub hakach w ten sposób, aby się z sobą nie stykały, nie dotykały ścian i podłóg oraz aby pomiędzy studzonymi przetworami był swobodny obieg powietrza. Pomieszczenia nie chłodzone powinny być chłodne, suche, przewiewne i zaciemnione; a w razie niedostatecznej wentylacji naturalnej - - powinny być zaopatrzone w wentylatory elektryczne. Wędzonki gotowane studzi się w chłodniach rozłożone pojedynczymi warstwami na półkach; wędzonki gotowane w formach metalowych wskazane jest studzić na posadzce. Okres studzenia kiełbas trwałych i półtrwałych powinien wynosić około 12 godzin, kiełbas nietrwałych - 6 do 12 godzin, wędzonek trwałych i półtrwałych 12 do 24 godzin, wędzonek gotowanych - około 12 godzin. W czasie studzenia z produktów wędzonych paruje woda wskutek czego strata na ciężarze przy studzeniu wynosi od 0,5 do 4% w stosunku do ciężaru produktu gorącego. Nadzór nad studzeniem produktów wędzonych wchodzi w zakres obowiązków prowadzącego produkcję mistrza lub kierownika. Jest on odpowiedzialny za prawidłowe i fachowe ostudzenie towaru oraz za stan ilościowy. Pomieszczenia, w których przeprowadza się studzenie, są do dyspozycji kierującego produkcją i nazywają się magazynami mistrza. Po wy studzeniu i kontroli technicznej kierownik produkcji przekazuje gotowy i zważony produkt za pokwitowaniem do magazynu dystrybucyjnego. Ciężar przekazanego towaru jest podstawą do obliczania procentowej wydajności gotowego produktu w stosunku do zużytego surowca.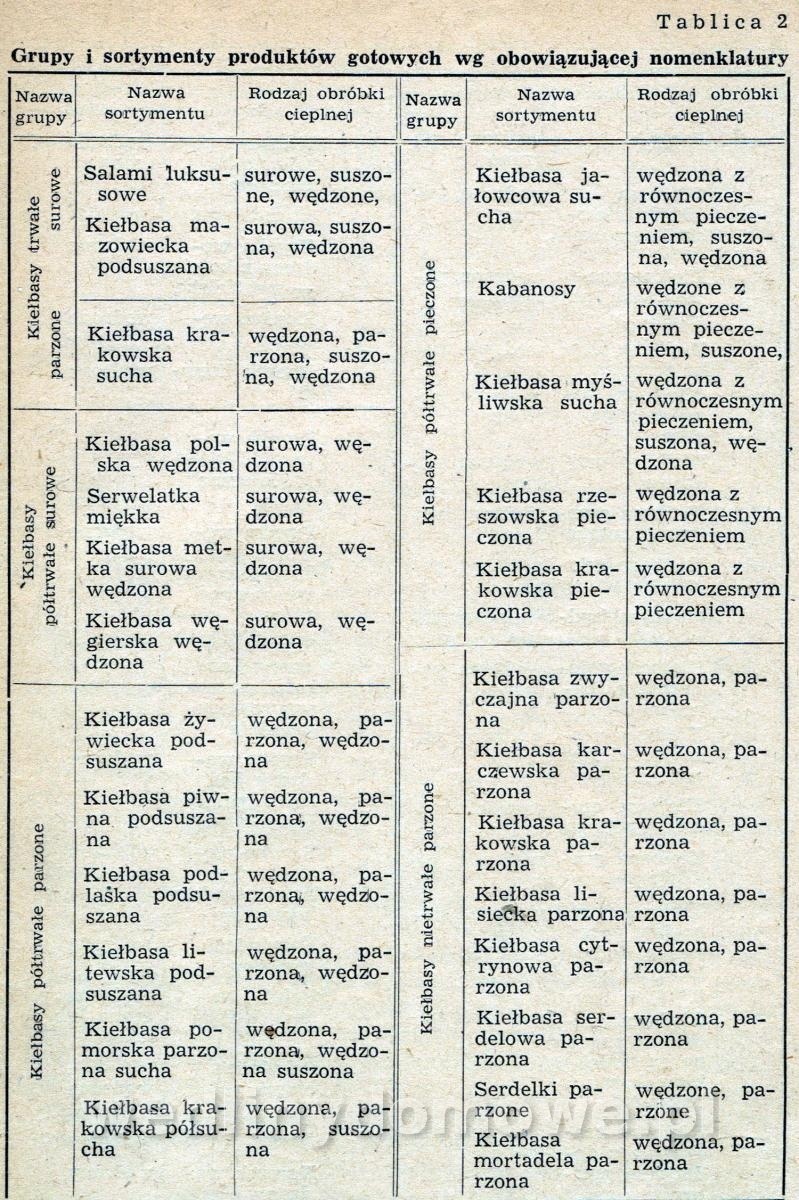
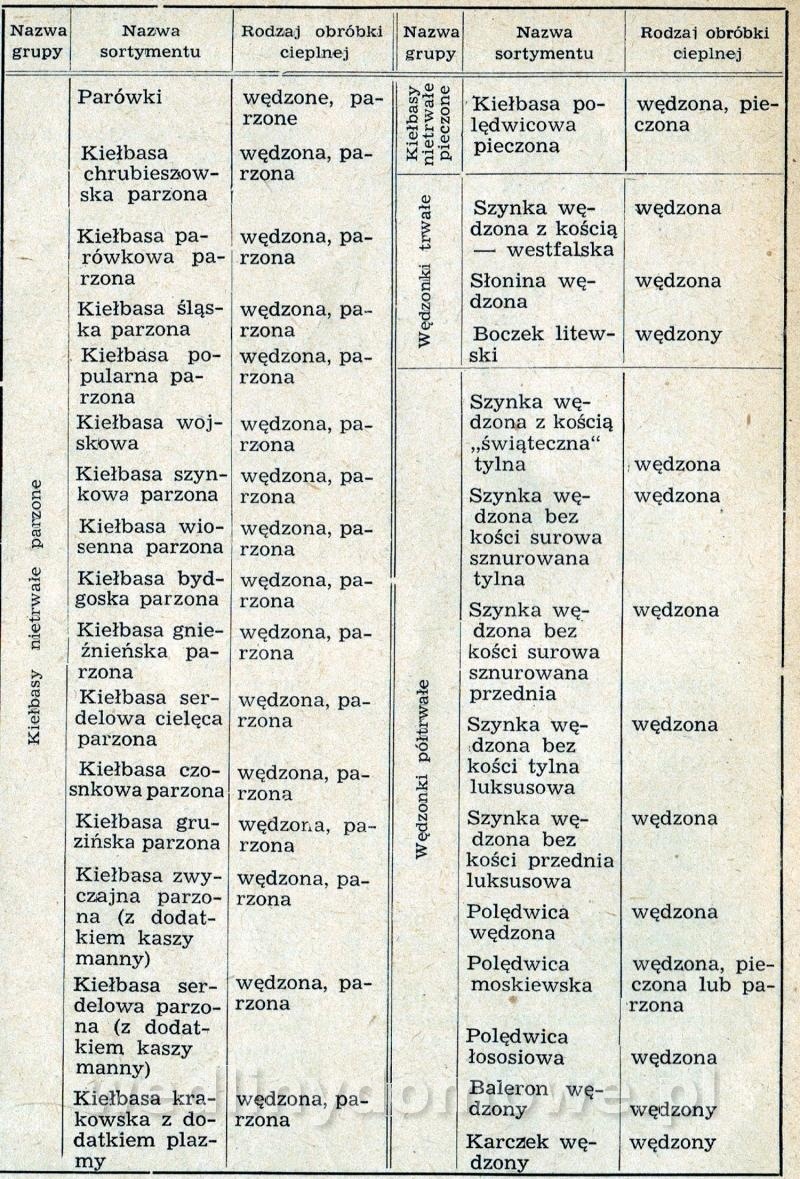
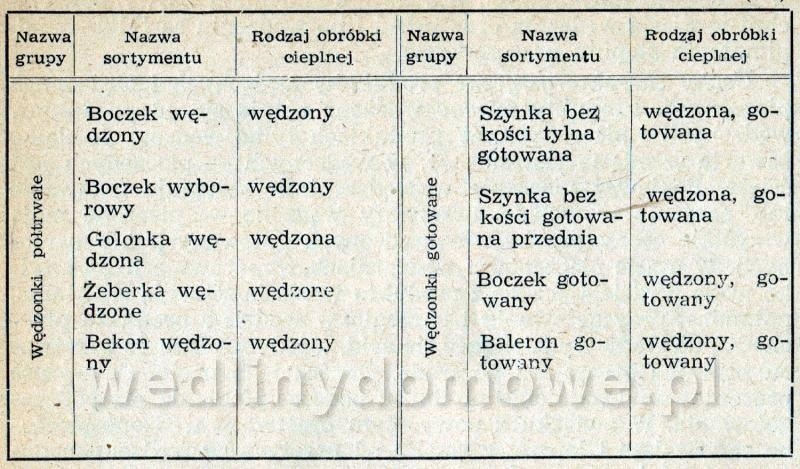
-
Najprostsze wyliczenia robi się tak. Np. jeśli na 100 kg mięsa potrzeba 0,10 kg pieprzu, to na 7 kg mięsa potrzeba go x. Teraz wystarczy pomnożyć 0,10 x 7 podzielić przez 100.