DZIADEK
-
Postów
13 824 -
Dołączył
-
Ostatnia wizyta
-
Wygrane w rankingu
4
Typ zawartości
Profile
Forum
Wydarzenia
Mapa użytkowników
Sklep
Giełda
Treść opublikowana przez DZIADEK
-
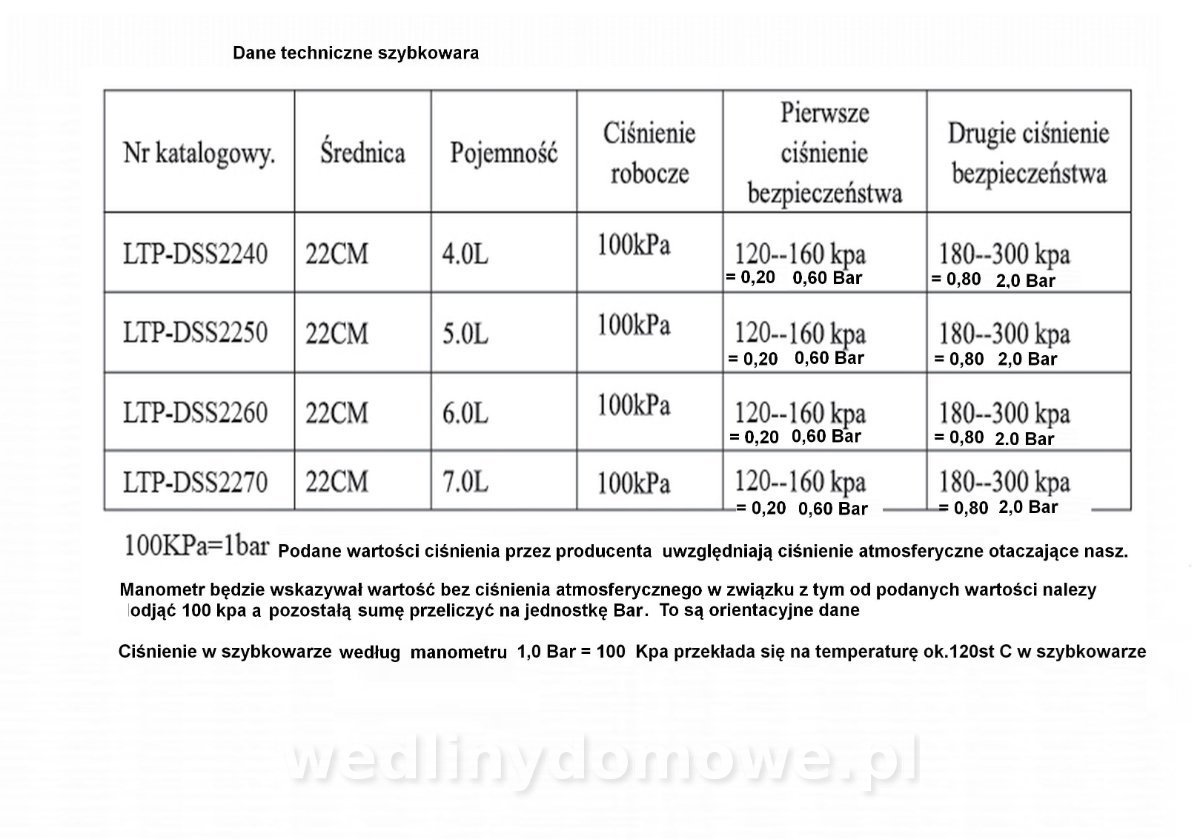
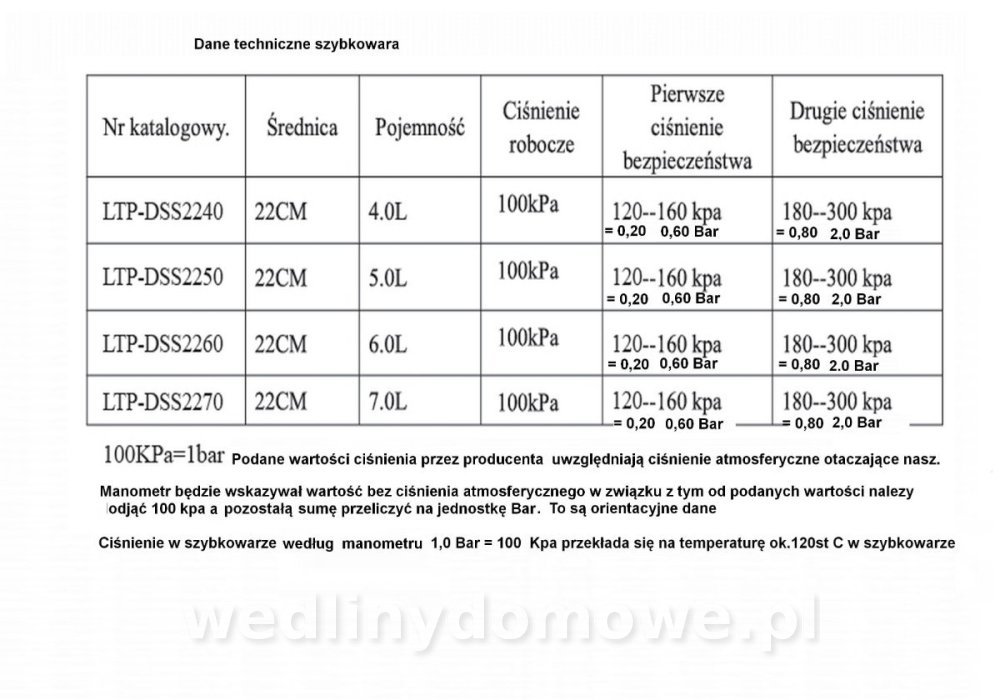
Szybkowary używane do produkcji konserw. dodatkowo usprzętowione. Parametry techniczne
DZIADEK odpowiedział(a) na DZIADEK temat w Sterylizatory
Przy sterylizacji konserw w tenp. 114-115 st C uzyskujemy konserwy trzy czwarte, taką temperaturę zapewnia nam oryginalny zawór ciśnieniowy. Chcąc uzyskać temperaturę wyższą, na ten zawór nałożyłem ciężarek 20g , para przestała się ulatniać . Przy temperaturze 118 -119 st C to jest ciśnienie ok. 118,7 Kpa = ok. 1 ,0 bar zapewniające konserwom większą trwałośc w wyższych temperaturach przechowywania, zawór ciśnieniowy zaczął upuszczać parę ze sterylizatora. Myślę że ta temperatura sterylizacji wystarczy by nie przedobrzyć .Teraz już wiem jak mam sterować procesem kontrolowanym w sterylizacji konserw w moim szybkowarze . Następnym krokiem było sprawdzenie oryginalnego zaworu bezpieczeństwa. Należalo tylko przytrzymać zawor ciśnieniowy i obserwować temperaturę wody w szybkowarze. Przy temperaturze wody 123 st C to jest ok 123 kpa =ok. 1.23 Bar zawór zaczął upuszczać parę . Wnioski z tego pomiaru pozostawiam do oceny państwa. Nadmieniam że pomiary robione były pod stałą obserwacją i z przekonaniem że jak para ulatnia się i syczy to nie wybuchnie szybkowar. Szkoda tylko że w tak oprzyrządowanym szybkowarze gwarancją dobrej jakości konserw bez widocznych ubytków są konserwy w słojach szklanych w zalewach lub sosach . W następnym poście szybkowar jako autoklaw po usprzętowieniu do sterylizacji konserw w słojach szklanych z funkcją nadciśnienia zapobiegającą ubytkom masy cieklej z słoi . -
Szybkowary używane do produkcji konserw. dodatkowo usprzętowione. Parametry techniczne
DZIADEK odpowiedział(a) na DZIADEK temat w Sterylizatory
Dwa ostatnie zdjęcia będą omówione w następnym poście -
Zawsze mnie interesowało jakie temperatury sterylizacji panują w szybkowarze podczas produkcji konserw. Dane techniczne są skąpo podawane lub wcale. Najważniejsze są dane o dopuszczalnym bezpiecznym ciśnieniu a tego zazwyczaj nie doświadczysz w opisach. Od dłuższego czasu używam do małych produkcji dodatkowo usprzętowionych sterylizatorów tego typu. Znając wartości krytczne co do wytrzymałości dodałem do szybkowara osprzęt umożliwiający pomiar temperatury wody wewnątrz szybkowarta podczas sterylizacji i zacząlem bezpiecznie mierzyć temperaturę. prPrzy niektórych podane są dane Tabela Znając wartości krytczne co do wytrzymałości dodałem do szybkowara osprzęt umożliwiający pomiar temperatury wody wewnątrz szybkowarta podczas sterylizacji i zacząlem bezpiecznie mierzyć temperaturę. Orginalny zawór ciśnieniowy szybkowara ustawiony na pozycję jeden, włączono podgrzewanie. Przy 100 stC zawór zaczyna upuszczać delikatnie parę przy 104 st C upust jest już duży syczenie pary słychać w całym mieszkaniu. W przeliczeniu jest to 0,72 Kpa. Zawór ciśnieniowy szybkowara przestawiono na pozycję dwa .Upust pary ustał . Przy temperaturze 110 st C można zaobserwować minimalne ubytki raczej kropli wody a nie pary, odpowiada temp . 110 st C w przeliczeniu 44 Kpa Przy temperaturze 114 st C zawór zaczyna upuszczać parę i z każdy stopniem coraz bardziej . 114 -115 st C w przeliczeniu to 66- 67 Kpa.






-
Czy kabanosy da się napełnić zwykłą maszynką
DZIADEK odpowiedział(a) na siwydymek temat w Kiełbasy inne
Zanim kupiłem nadziewarkę 3 l poziomą to próbowałem nadziewać maszynką nr 22. Efekt marny ślimak zanim wepchał farsz do lejka to zmielił i wymieszał ten farsz. Duże opory stwarza lejek ,próbowałem różne dorabiane rozmiary jak również skracanie lejka do dlugości 5-7 cm, Wynik to kabanosy mielone inaczej smaczna mielonka w baranich jelitach -
Czy kabanosy da się napełnić zwykłą maszynką
DZIADEK odpowiedział(a) na siwydymek temat w Kiełbasy inne
Nadziać to się da. Tylko że to prawdo podobnie będzie kiełbasa mielona w jelitach baranich -
Moje pomiary w autoklawie przystosowanym do mierzenia temperatury w czasie sterylizacji i Dok1.docx

-
https://mieso.com.pl/aktualnosci/sterowanie-obrobka-sterylizacyjna-konserw/ Pod koniec artykułu opisany proces samo odpowietrzania się konserw w słojach podczas sterylizacji
-
,,Tak jak wtedy woda była bardzo tłusta i średnio ze słoika ubyło 30g to teraz jest znacznie czystsza woda, a w słoikach brakuje ok 10g'' Brak 10 g spowodowane jest prawdopodobnie w czasie odpowietrzania słoi. t j. podgrzewania wody w autoklawie i doprowadzeniu temperatury wewnątrz słoja do 70 st lub wyżej i dopiero wtedy uszczelniono autoklaw. Zbyt duże ciśnienie w autoklawie może powodować uszkodzenie masy uszczelniającej w przkrywkach. W skrócie 1. Podgrzej słoje w nieszczelnym autoklawie do temp. 50- 60 st C wewnątrz sloi. Nieszczelność uzyskasz po założeniu wieka na autoklaw nie dokręcajac śrub i podłożeniu pod wieko np. zapałki 2. Po uzyskaniu tej temperatury wyjmij zapałkę i dokręć sruby uszczelniając autoklaw. 3. Wpompuj do autoklawu powietrze do 1,5-1,7 Bar według wskazań manometru 4.Podgrzewaj autoklaw do temp. wody 121st C ta temperatura wody podniesie ciśnienie w autoklawie o 1 Bar . w sumie wskazanie manometru wynosić będzie 2.6 - 2,7 Bar 5. Utrzymuj tą temperaturę i ciśnienie kontrolując wskazania termometru i manometra. 6. Sterylizacja w temp 121 st C trwa zazwyczaj 40-50 min 7. Po tym czasie wstaw autoklaw do zimnej wody tak by poziom wody był niższy od przestrzeni wolnej tzn.poduszki powietrznej w autoklawie . Nie możesz polewać ani zanużyć w wodzie tej górnej części autoklawu z gorącym powietrzem , ponieważ gwałtowne ochlodzenie powietrza spowoduje spadek ciśnienia przy podanych wartościach do ciśnienia ok. 0,7- 0,8 Bar ciśnienie w słojach będzie wynosiło w tym czasie ponad 1 Bar. Nastąpi wtedy wyrównywanie ciśnień a tym samym wyplyw z słoi zawartości do autoklawu. 8. Chłodzenie zimną wodą prowadż powoli ok. godziny co jakiś czas dolewając zimnej wody do temperatury wody w autoklawie ok. 40 st C . Szybkie schłodzenie wody w autoklawie może nam zepsuć cały cykl procesu .Pamiętajmy ze woda w autoklawie schładza się szybko zaś w tym czasie zawartość słoi bardzo powoli Temp wody schłodzonej szybko do 80 st C w autoklawie, w konserwie temperatura wynosić może w tym czasie 110 st C 9.W czasie chłodzenia obserwuj manometr. Przy szczelności autoklawu 100 % ciśnienie po schłodzeniu spadnie do ok 0.8 bar to jest tyle i wpompowaliśmy powietrza i nie trzeba wtedy dopompowywać. O ile nastąpi większy spadek ciśnienia w końcowej fazie chłodzenia należy dopompować powietrze do ciśnienia 1 Bar tyle wystarczy.
-
Poczytaj
-
Radosnych i Błogosławionych Świąt Bożego Narodzenia życzy Dziadek
-
Czy warto kupić mieszarkę do farszu?
DZIADEK odpowiedział(a) na SZCZEPAN temat w Mieszarki do farszu
W procesie rozdrabniania miesa na kiełbasy mozna już wykonać wstępne mieszanie. Ja tak robię co daje 50 % mniej wysiłku. -
Pakowanie próżniowe metodą wac powoduje wyssanie powietrza z opakowań . Skutkiem tego jest obkórczenie opakowania powodujące ściśniecie produktu, co powoduje wyciskanie z produktu materii płynnych . Ilość wyciśnietego płynu zależna jest od ilości wody w produkcie jak również od wielkości próżni jaką wytwarzają pakowarki. Wielkość próżni jak również ilość wody w produkcie wpływają na trwałość zamkniętego produktu . By produkt był bardziej trwały dozowanie wody ograniczyć , zamykać wychłodzony temp . 4 -6 st C (tej drugiej wartości nie przekraczać. ) nie zamykać mokrych lub wilgotnych asortymentów. Produkty zamykać co najmniej 24 godz po obróbce cieplnej i wychłodzeniu . Zwłoka ta wpłynie na zmniejszenie ilości azotynów w produktach użytych do peklowania. Wychłodzone produkty wyjęte z lodówki w cieplych waruhkach rosieją , dlatego wyjmujemy je malymi partiami i od razu zamykamy, jak potrzeba to wycieramy do sucha.
-
Historia Zakładów Mięsnych w Ostrołęce
DZIADEK odpowiedział(a) na Maxell temat w Historia Zakładów Mięsnych w PRL i obecnie
-
Postęp i ewolucja na przestrzeni wieku w branży mięsnej w Polsce
DZIADEK odpowiedział(a) na SZCZEPAN temat w Polska tradycja masarska
Wyszukane w internecie "Przepisy Wewnętrzne Nr 16" (PW Nr 16), znane również jako "Zbiór dokumentacji technologicznych na wędliny", to legendarny w branży mięsnej dokument, który powstał w okresie Polskiej Rzeczypospolitej Ludowej (PRL) w celu standaryzacji produkcji wędliniarskiej w całym kraju. Geneza powstania: Dokument ten powstał z inicjatywy władz państwowych w latach 50. XX wieku (część źródeł wskazuje konkretnie na rok 1957), w odpowiedzi na potrzebę ujednolicenia i kontrolowania jakości oraz składu wędlin produkowanych przez zakłady mięsne w całej Polsce. Celem było wprowadzenie jednolitych, ściśle określonych proporcji mięsa, tłuszczu i przypraw dla każdego rodzaju wyrobu (kiełbasy, szynki, pasztety), co miało zapewnić powtarzalność smaku i składu niezależnie od miejsca produkcji. Kto zebrał i opracował: Dokument nie był dziełem jednej osoby, lecz wynikiem pracy zespołu specjalistów i technologów z ówczesnego przemysłu mięsnego, działających pod auspicjami Ministerstwa Przemysłu Spożywczego i Skupu (lub pokrewnej centralnej instytucji zarządzającej przemysłem mięsnym w tamtym czasie). Była to scentralizowana inicjatywa państwowa, a nie prywatny projekt. Przepisy te opierały się często na przedwojennych recepturach, które zostały zebrane, zweryfikowane i ustandaryzowane na potrzeby nowego systemu gospodarczego. W rezultacie powstał zbiór instrukcji technologicznych, który stał się podstawą produkcji wędlin w Polsce przez dziesięciolecia i do dziś jest ceniony przez masarzy za swoją precyzję i jakość, często wykorzystywany jako punkt odniesienia dla tradycyjnych wyrobów. -
Postęp i ewolucja na przestrzeni wieku w branży mięsnej w Polsce
DZIADEK odpowiedział(a) na SZCZEPAN temat w Polska tradycja masarska
-
Postęp i ewolucja na przestrzeni wieku w branży mięsnej w Polsce
DZIADEK odpowiedział(a) na SZCZEPAN temat w Polska tradycja masarska
Konserwy w Pw 19 -
Mój lekki zestaw do nadziewania - kilku konserw i 2- 3 kg kiełbasy białej.

-
[*][*][*]
-
https://www.eostroleka.pl/wesele-kurpiowskie-2025-zdjecia-wideo,art119523.html
-
https://domowapiwniczka.pl link do sklepu
-
To jest informacja nie reklama, nie znam włascicieli. Ponoc można kupować przez internet.




-
stalowa maszyna do przechowywania w pojemniku z - Temu Poland . Kupiłem taką zamykarkę. Istrukcja po polsku w Pdf pod koniec pliku .jestem zadowolony , ma więcej możliwości . 17fd745b4ef0163f6f11310c620cc074.pdf Kosztuje 147 zł
-
(*)(*)(*)
-
Czyszczenie flaków wołowych
DZIADEK odpowiedział(a) na Bagno temat w Jelita, osłonki, przyprawy i dodatki