Pamiętajcie, że z naszego forum możecie korzystać bezpłatnie tylko dzięki temu, iż kilkadziesiąt osób klika w reklamy. Może już czas abyś do nich dołączył?


Maxell
-
Postów
46 215 -
Dołączył
-
Ostatnia wizyta
-
Wygrane w rankingu
180
Typ zawartości
Profile
Forum
Wydarzenia
Mapa użytkowników
Sklep
Giełda
Treść opublikowana przez Maxell
-
Kurs podstawowy 1/16 w Łazach, w dniach 04-06 marca 2016 r
Maxell odpowiedział(a) na Maxell temat w KURSY - aktualne
Serdecznie zapraszam Państwa do zapisów na Kurs Podstawowy Nr 1/16 w naszej filii SDM w Łazach, który zaplanowany jest w terminie od 04 do 06 marca 2016 r. Lista chętnych do uczestnictwa w Kursie Podstawowym: 1. Sławek Kacperski (490,00 zł) 2. Przemysław Żak (490,00 zł) 3. Piotr Lipson (245,00 zł) 4. Mariusz Śniegocki (wpłata 490,00 zł) 5. Paweł Wysokiński (245,00 zł) 6. Marek Trąbiński (wpłata 500,00 zł - zgodnie z prośbą dokonałem zwrotu 10,00 zł) 7. Piotr Ostrowski (wpłata 490,00 zł) 8. Agata Woźniak (245,00 zł) 9. Stanisław Trojanowicz (245,00 zł) 10. Jacek Derlacki (245,00 zł) 11. Artur Gajda - brak zaliczki 12. Karol Fiedorczuk - brak zaliczki 13. Elzbieta Sass (490,00 zł) 14. Jacek Hukałowicz (490,00 zł) 15. Marcin Rybczyński (490,00 zł) 16. Waldemar Grytka (245,00 zł) 17. Jerzy Pietrzak (490,00 zł) 18. Halina Grzona (490,00 zł) 19. Marek Chemicz 20. Magdalena Marder (245,00 zł) 21. Paweł Jakubowski (245,00 zł) 22. Iwona Gackowska (250,00 zł) 23. Jarosław Gackowski (bez kursu) (250,00 zł) 24. Waldemar Jakubisiak 25. Elzbieta Jakubisiak 26. Tomasz Przasnek Lista rezerwowa: 27. Ryszard Gacek 28. Agnieszka Żarek x 2 ? (proszę o wyjaśnienie) Kolor niebieski - zaliczka Kolor zielony - pełna wpłata Oczywiście wykładowcami są Koledzy Bagno i Dziadek. Cena kursu: 490,00 zł od osoby. W cenę wliczone noclegi, pełne wyżywienie oraz materiały i surowce do produkcji. Pokoje nowoczesne, bardzo przestronne każdy z węzłem sanitarnym. Sala dydaktyczna przygotowana profesjonalnie i wyposażona w pełni na potrzeby kursu. Duża wędzarnia stacjonarna z wózkiem wędzarniczym koło pomieszczenia technologicznego, wewnątrz budynku. W pomieszczeniu wędzarni chłodnia. Między salą biesiadną, a salą dydaktyczną kuchnia, gdzie można robić kawę i herbatę. Obiekt zapewnia pełne wyżywienie słuchaczom kursów: - piątek - obiadokolacja, - sobota - śniadanie, obiad, kolacja, - niedziela - śniadanie (produkty wykonane przez kursantów) Więcej informacji na stronie SDM - www.szkoladomowegomasarstwa.pl. , zakładka: Oferta szkoleń. Tam także należy dokonać zapisu. ZAPRASZAMY -
Super Andrzejku. Ale ja przeliczałem cenę Thermomix'a na parówki.
-
Prawie 600 kg dobrych parówek. Po 100 g dziennie to daje....
-
Za to w warunkach "bezkutrowych" można zrobić sobie super serdelową lub serdelki.
-
Ostatnio w kilku tematach powtarzają się takie zaczepne uwagi, ale postaram się baczniej przyglądać sytuacji i odpowiednio zareagować w razie konieczności. Na razie trochę zamiotłem.
-
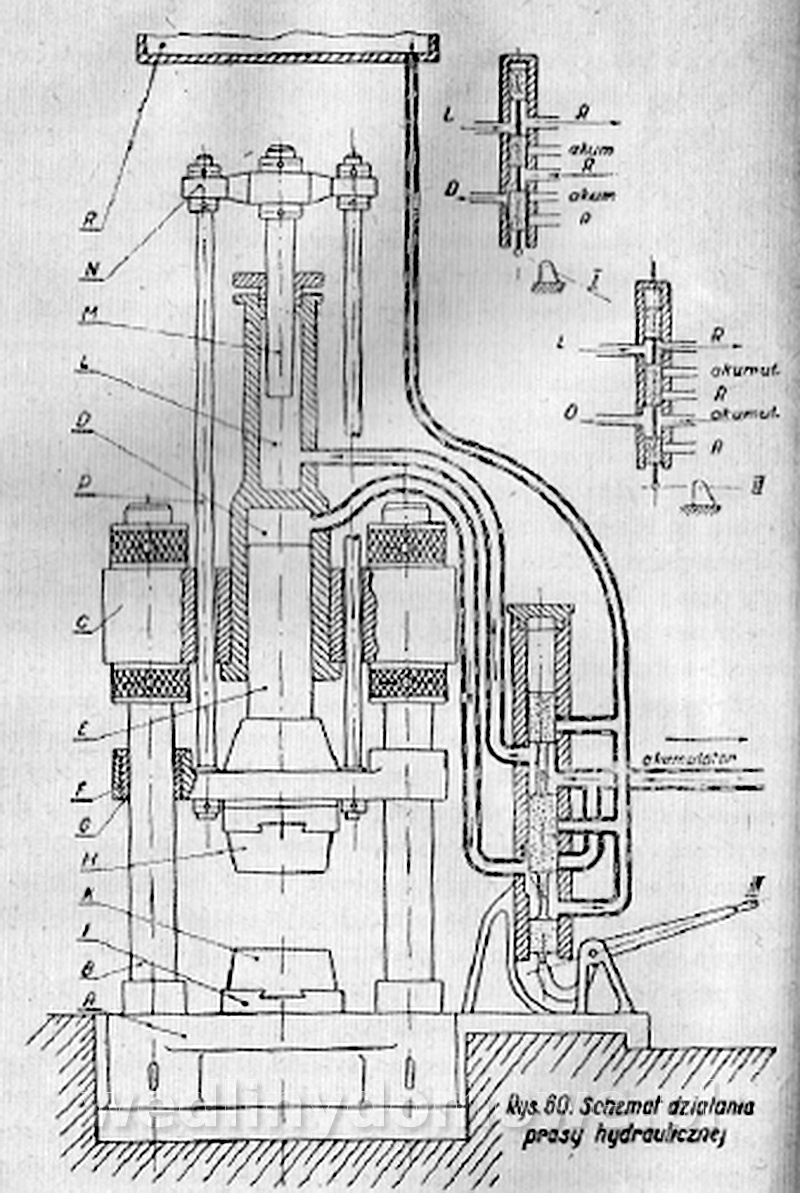
PRASY Praca pras różni się od pracy młotów spokojnym działaniem. Młot w czasie uderzenia wywiera wielkie ciśnienie na odkształcany przedmiot. Ciśnienie to jest jednak krótkotrwałe. Ciśnienie niektórych pras trwać może niemal dowolnie długo. Za prasami przemawia ich spokojny przebieg pracy, bezpieczny dla fundamentów budowli. W gęsto zamieszkałych dzielnicach i miastach ciężkich młotów stawiać nie można, gdyż spowodują one, dzięki wstrząsom, zarysowanie się ścian. Prasy bywają: 1) śrubowe, 2) mimośrodowe, 3) hydrauliczne. Prasa śrubowa z charakteru swojej pracy przypomina zarówno młot, jak i prasę, gdyż praca prasy śrubowej składa się z 2-ch etapów. Początkowo suwak prasy uderza, po uderzeniu zaś tłoczy. Pracującą częścią prasy śrubowej jest śruba trzy-cztero zwojowa, ustawiona pionowo. Śruba ta jest obciążona. Wprawione w ruch wirowy koło osi wkręca się w nakrętkę i dolnym końcem, do którego przytwierdza się suwak wraz z narzędziem, uderza w przekuwany przedmiot. Prasy śrubowe bywają napędzane ręcznie, tzw. prasy balansowe oraz napędzane mechanicznie, tzw. prasy cierno-śrubowe. Prasy śrubowe ręczne, (rys. 56). Prasa śrubowa ręczna składa się z korpusu A żeliwnego lub często staliwnego. W górną część korpusu wbita jest brązowa nakrętka. W nakrętce tej chodzi śruba S, wielozwojna najczęściej 3 lub 4-zwojna. Na górnym końcu śruby osadzono na stałe dwuramienną dźwignię D. Na końcach tych dźwigni osadzone są ciężkie kule żeliwne B. Dźwignia ta wraz z kulami tworzy tzw. balansier. Balansierem wprawiamy śrubę w ruch obrotowy z jednoczesnym ruchem postępowym. Ciężkie kule wraz z balansierem i śrubą puszczone w ruch obrotowy, dzięki dużej masie bezwładności, nadają śrubie coraz szybszy ruch postępowy, powodując mocne uderzenie w obrabiany materiał. Reszty dokonuje wkręcana w nakrętkę śruba, wytwarzająca ciśnienie dodatkowe. Na dolnym końcu śruby osadzony jest suwak C, w taki sposób, że nie obraca się wraz ze śrubą. Suwak może poruszać się pionowo po prowadnicach. W dolnej części suwaka wykonuje się gniazdo do przytwierdzania narzędzi. Dolna część korpusu posiada stół E, zaopatrzony w kanały pryzmatyczne lub teowe. Stół służy do przykręcania narzędzi do obróbki (matryce). W środku stołu znajduje się otwór okrągły do usuwania wytłoczonych lub wyciętych w blasze przedmiotów. Prasa śrubowa ręczna stosowaną bywa w pracowniach ślusarsko-kowalskich. Nadaje się ona do wytłaczania prostych kształtów z blachy, wyginania, wybijania otworów, wycinania itp. Poniżej podaję tabelę wykonywanych pras śrubowych balansowych przez jedną z firm krajowych. Prasa cierno-śrubowa (rys. 57). Prasa cierno-śrubowa wykonywana jest prawie zawsze większa i silniejsza od prasy balansowej. Budowa prasy cierno-śrubowej w głównych zarysach różni się od balansówki tym, że zamiast balansiera na górnym końcu śruby roboczej S osadzone ma ciężkie koło zamachowe K, obite skórą. Koło zamachowe wprawiane jest w ruch obrotowy wraz ze śrubą od jednej z dwóch tarcz T1 i T2, osadzonych na wale poziomym W. Wal poziomy W napędzany jest od koła pasowego A za pomocą pasa z silnika lub wału pędnianego. Wał W podparty jest w łożyskach L w taki sposób, że może wykonywać niewielkie ruchy wzdłuż swojej osi. Ruchy te nadawać może robotnik ze swego stanowiska za pomocą systemu dźwigni i sprzęgła B. Gdy robotnik, za pomocą prostego przełożenia dźwigni sterującej C, spowoduje takie przesunięcie wału, że z kołem zamachowym K zetknie się wirująca tarcza np. T1, koło otrzyma ruch np. w lewo i zmusi śrubę do podnoszenia się w górę. Gdy z kolei wał zostanie przesunięty tak, że tarcza T2 dociśnie się do koła zamachowego K, koło to wprawione będzie w ruch odwrotny do poprzedniego i śruba będzie opuszczać się ku dołowi. Charakterystyczne jest, że przy ruchu śruby ku dołowi opuszczać się ona będzie coraz szybciej, a przy ruchu ku górze podnosić się będzie coraz wolniej. Widoczne to jest z rysunku, a dla tłoczenia nader korzystne. Prasa cierno-śrubowa nadaje się do tych samych celów co prasa śrubowa - balansowa. Oprócz tego nadaje się do wytłaczania w blasze wielkich powierzchni, jak np. części karoserii samochodowych, błotników itp. Prasa ta również nadaje się dla wielu seryjnych robót kowalskich, np. odkuwania w matrycach łbów nitów większych rozmiarów, łbów śrub, bolcy, nakrętek, podkładek itp. Przy masowej, czy nawet seryjnej pracy, ruchy prasy cierno-śrubowej dają się zautomatyzować. Na drążku D, przekazującym wzdłuż swojej pionowej osi ruchy dźwigni sterujące C do przesuwania sprzęgła B, zamocowuje się dwa zderzaki F i G. Na suwaku prasy H zwykle odlany jest palec I. Podnoszący się opadający suwak zawadzi palcem I o zderzak i odpowiednio przesunie sprzęgło B zmieniając kierunek obrotów śruby, a co za tym idzie i kierunek ruchu suwaka. Prasy cierno-śrubowe wykonuje się różnych wielkości od kilkudziesięciu do kilkudziesięciu ton nacisku. Poniżej podaję tabelkę pras cierno-śrubowych, wytwarzanych przez jedna z krajowych wytwórni maszyn. Prasa mimośrodowa (rys.58). Prasa mimośrodowa służy czasem do lżejszych robót kowalskich. Ale najbardziej nadaje się do wytłaczania na zimno z cienkich blach, do wycinania, do wyginania drobnych części maszynowych, wyrobu łusek karabinowych itp. Istnieje b. wiele konstrukcji pras mimośrodowych. Poniżej umieszczam tabelkę małych pras mimośrodowych krajowej wytwórni maszyn. Rysunek 58 przedstawia prasę najczęściej stosowaną w drobnym przemyśle metalowym. Koło pasowe K jest jednocześnie kołem zamachowym, potrzebnym dla urównomiernienia biegu maszyna Koło pasowe K jest luźno osadzone na grubym wale. Obroty na wał od koła przenosi się za pośrednictwem sprzęgła S, włączanego nogą od pedału P przy pomocy systemu dźwigien. Drugi (przedni) koniec wału posiada czop mimośrodowy. Na czop ten nasunięta jest tuleja również mimośrodowa, tak konstruowana, że można ją na czopie ustawiać w dowolnym miejscu. Dzięki temu przez odpowiednie pokręcenie tulei na mimośrodowym czopie możemy otrzymać dowolną mimośrodowość w granicach od 0 do największej mimośrodowości, do której prasa została zbudowaną. Ten mimośród obchwytuje łeb korbowodu napędzającego drugim końcem suwak N, w którym mocuje się narzędzie. Korbowód jest tak zbudowany, że przy pomocy śruby i nakrętki może być wydłużany lub skracany. Ta okoliczność pozwala na pracę na różnych wysokościach. Suwak N ma ruch pionowy w dokładnych prowadnicach. Pod suwakiem znajduje się stół roboczy M z wyfrezowanymi kanałami do mocowania matrycy, wykrojnika lub innego narzędzia. Stół bywa odlany razem z korpusem lub przykręcany. W tym drugim wypadku stół można ustawiać na dowolnej wysokości. Prasy mimośrodowe wykonuje się w rozmaitych wielkościach, od kilku do kilkudziesięciu ton nacisku do produkcji od najdrobniejszych przedmiotów do karoserii wielkich samochodów osobowych. Prasy hydrauliczne. W kuźnictwie ciężkim najbardziej nadającymi się do zastąpienia młotów są prasy hydrauliczne. Stosują się one jako prasy hydrauliczne i prasy hydrauliczno-parowe. Zasadniczą częścią prasy hydraulicznej jest cylinder hydrauliczny z nurnikiem. Dochodząca do cylindra prasy woda pod wysokim ciśnieniem, ciśnie na nurnik, a za jego pośrednictwem na przekuwany materiał. A więc, aby prasa mogła działać trzeba dostarczyć do niej wodę i to pod wysokim ciśnieniem. Wodę do pras hydraulicznych dostarczają pompy. Bardzo ważnym jest aby ciśnienie dostarczanej wody było stałe. Stałe ciśnienie wody dostarczanej przez pompy podtrzymuje akumulator. Zatem kuźnia mechaniczna, posiłkująca się prasami hydraulicznymi, musi posiadać specjalną instalację. Instalacja hydrauliczna składa się z pomp wodnych tłokowych szybkobieżnych, akumulatora wodnego, prasy lub pras hydraulicznych i instalacji rurowej z zaworami. Pompy stosowane przy instalacjach wysokiego ciśnienia to pompy nurnikowe ssąco tłoczące. Zwykle, aby pompom tym ułatwić pracę, do rury ssącej doprowadzana jest woda pod niewielkim ciśnieniem — około 2-ch atmosfer. Jak niżej zobaczymy taka woda niskiego ciśnienia w instalacji hydraulicznej jest potrzebna. Znajduje się ona w specjalnym zbiorniku tzw. zbiorniku niskiego ciśnienia. Z pomp woda tłoczy się do prasy, gdy ta pracuje, a w braku zapotrzebowania wody wysokiego ciśnienia przez prasy, woda z pomp przedostaje się do akumulatora hydraulicznego. Akumulator wodny (rys. 59) jest to przyrząd podtrzymujący wysokie ciśnienie w instalacji hydraulicznej na stałym poziomie. Składa się on z cylindra staliwnego A, ustawionego pionowo na fundamencie i przytwierdzonego do fundamentu śrubami S. W cylindrze tym znajduje się nurnik B, mogący poruszać się pionowo. Na nurniku wspiera się staliwna mocna płyta C. Do tej płyty za pomocą grubych śrub D (kilku 6—8), podwieszone są pierścieniowe ciężary żeliwne E. Zamiast ciężarów czasem dają zbiornik blaszany wypełniony odpadkami żelaznymi drobnymi, zalanymi słabym cementem. W dolnej części cylinder połączony jest rurą F z instalacją rurową wysokiego ciśnienia. Akumulator działa jak następuje: nim zaczniemy pracę na prasach, uruchamiamy pompy. Pompy tłoczą wodę do instalacji wysokiego ciśnienia. Woda na razie nie znajduje ujścia do pras, wypełnia rury i cylinder akumulatora. A gdy ciśnienie wody wywrze na nurnik parcie przewyższające ciężar nurnika wraz z całkowitym obciążeniem — nurnik zostanie podniesiony do góry. Woda, praktycznie biorąc, jest nieściśliwa, wobec tego nie zmniejszy swojej objętości. Na wodzie zawartej w cylindrze akumulatora spoczywa nurnik, cisnąc na nią ciężarem całkowitego obciążenia. Daje to ciśnienie wody: p= P:f We wzorze tym P — oznacza całkowite obciążenie nurnika wraz z ciężarem nurnika w kg; f — przekrój tłoka nurnika: f = (π x d2) : 4 w cm2; P ciśnienie w kG/cm2 (ciśnienie jest to parcie wody na 1 cm2). Na zasadzie prawa Pascala ciśnienie wywarte na wodę w dolnym punkcie instalacji rozchodzi się wszędzie w tej instalacji i wszędzie jest jednakowe. A więc, gdy którakolwiek z pras zostanie uruchomiona, przedostająca się do cylindra woda będzie pod takim ciśnieniem, jakie jest w akumulatorze. Zobaczmy jak zachowuje się akumulator w czasie pracy pras hydraulicznych. Akumulator działa. Nurnik został uniesiony przez wtłaczaną wodę do góry i wciąż jeszcze podnosi się. W pewnym momencie otwarto zawór w prasie. Woda z pomp momentalnie wtłacza się do cylindra prasy. W chwili otwarcia zaworu prasy ciśnienia w cylindrze roboczym prasy było bardzo niskie. Ruch wody wysokiego ciśnienia w kierunku cylindra prasy jest tak szybki, że pompy nie mogą zaspokoić tego zapotrzebowania, to też brak zostaje uzupełniony wodą z cylindra akumulatora, Nurnik nieco opuści się ku dołowi. Lecz gdy skok roboczy prasy skończył się i zawór został zamknięty, poziom wody w akumulatorze będzie się wyrównywał do pierwotnego położenia i nurnik uniesie się ku górze. W osprzęcie akumulatora bardzo ważną rolę odgrywają urządzenia zabezpieczające cylinder przed przepełnieniem (przyrządy bezpieczeństwa). Działanie tych urządzeń polega: 1) na samoczynnym ulewaniu się wody, gdy nurnik dojdzie do najwyższego dozwolonego położenia, albo 2) na automatycznymi wyłączeniu pomp, gdy nurnik podniesie się do najwyższego położenia. Opuszczenie nurnika poniżej najwyższego dozwolonego położenia w pierwszym wypadku przerywa odpływ wody, a w drugim wypadku uruchamia pompy. Oczywiście drugi sposób zabezpieczenia jest praktyczniejszy. Prasa hydrauliczna. Rys. 60 przedstawia schematycznie prasę hydrauliczną. Prasa hydrauliczna spoczywa na dolnej ramie A, zamocowanej na fundamencie. W czterech rogach prostokątnej ramy A są otwory, przez które przechodzą mocno przykręcone do ramy 4 słupy stalowe B o przekroju kołowym, gładko obrobione. Słupy te połączone są u góry ramą C, którą mocno skręcają. W ramę C wmontowany jest staliwny cylinder roboczy D, w którym porusza się nurnik E, zakończony płytą prowadniczą F. Płyta F posiada 4 prowadzące tuleje G obejmujące słupy B, które są jednocześnie prowadnicami dla nurnika za pośrednictwem płyty F. W dolnej części nurnik posiada zakończenie w kształcie jaskółczego ogona lub inne do mocowania bijaka H. Na osi nurnika przytwierdzona do ramy dolnej A, znajduje sie szabota I z kowadłem K. Nad cylindrem roboczym prasy D, na tej samej osi, znajduje się cylinder o małej średnicy L. W cylindrze L chodzi nurnik M zakończony belką N. Belka N połączona jest z płytą F, tworzącą zakończenie nurnika roboczego E drągami P. Działanie prasy jest następujące. Wyobraźmy solne początek pracy. Nurnik zajmuje położenie najwyższa. Na kowadle leży materiał do przekucia. Pierwsza czynność polega na opuszczeniu bijaka H do zetknięcia się z materiałem. Do cylindra roboczego D i cylindra L wpuszczamy wodę niskiego ciśnienia ze zbiornika R. W tym celu zawory na rurach wysokiego ciśnienia, prowadzących do tych cylindrów, muszą być zamknięte. Obydwa cylindry przez otwarcie zaworów niskiego ciśnienia łączymy ze zbiornikiem R. Ciężki nurnik roboczy E własnym ciężarem i ciężarem małego nurnika M opada na dół. Pomaga mu woda niskiego ciśnienia (2 atm ), wpadająca do cylindra roboczego i wywierająca na nurnik parcie ku dołowi dość znaczne. Jednocześnie woda z małego cylindra L zostanie wypchnięta do zbiornika niskiego ciśnienia. Gdy bijak zetknie się z przekuwanym materiałem nurnik zatrzyma się. W czasie ruchu nurnika opróżniana przestrzeń cylindra roboczego zapełniała się wodą niskiego ciśnienia tak, iż w momencie zetknięcia się nurnika z materiałem cylinder roboczy wypełniony jest wodą. Drugi okres pracy, to tłoczenie przekuwanego przedmiotu. Maszynista zamyka dopływ wody niskiego ciśnienia, do cylindra roboczego i tymże ruchem dźwigni otwiera dopływ wody wysokiego ciśnienia do cylindra roboczego. Mały cylinder nadal jest połączony ze zbiornikiem niskiego ciśnienia. Woda wysokiego ciśnienia wpada do cylindra roboczego, a że zastaje go wypełnionym, pcha nurnik tłocząc materiał przekuwany. Gdy praca tłoczenia zostaje ukończoną, następuje trzeci okres pracy prasy. Należy nurnik roboczy podnieść do góry. Maszynista jednym posunięciem dźwigni zamyka dopływ wody wysokiego ciśnienia do cylindra roboczego, a otwiera zawór łączący cylinder roboczy ze zbiornikiem wody niskiego ciśnienia. Jednocześnie maszynista zamknął zawór niskiego ciśnienia na rurze prowadzącej do małego cylindra L, a otworzył dopływ wody wysokiego ciśnienia do tego cylindra (L). Woda wysokiego ciśnienia w cylindrze L popycha nurnik M do góry. Przeciwstawia się temu ciężar obu nurników, belki N i płyty F oraz parcie wody niskiego ciśnienia na nurnik roboczy. Ale parcie wody wysokiego ciśnienia daje siłę działającą ku górze, znacznie przewyższającą siłę działającą ku dołowi. Nurnik zostaje podniesiony do góry. Prasa znowu jest gotowa do wykonania nowego skoku roboczego. Instalacja hydrauliczna. Pompy, akumulator, prasy, połączenia rurowe tworzą razem całość niezbędną do pracy prasy. Rys. 61 przedstawia schemat połączeń tych części w jedną wspólną instalację wysokiego ciśnienia. Opisane składowe części instalacji są jedynie schematami. Rozwiązań konstrukcyjnych pras hydraulicznych jest b. wiele. Zależnym to jest od przeznaczenia prasy. Na schemacie pokazana jest prasa dwucylindrowa, ale 2 cylindry to jest najmniejsza ilość cylindrów, jakie w prasie bywają. W prasach do wyrobu czerepów pocisków armatnich jest cylindrów co najmniej 4 - tak więc: 1) roboczy cylinder; 2) cylinder do podnoszenia nurnika; 3) cylinder do przesuwania szaboty w kierunku poziomym w celu wykonania 2-ej, operacji; 4) cylinder do usuwania czerepu z matrycy itp. Ciśnienie wody w prasach hydraulicznych stosuje się od 50 do 500 atmosfer, najczęściej jednak 200 — 300 atmosfer. Ciśnienia te wytwarzają pompy ssąco-tłoczące. Stały zaś poziom tego ciśnienia utrzymuje akumulator hydrauliczny. Zdarza się często, zwłaszcza w prasach o wyższych ciśnieniach, że akumulator jest zastępowany przez tzw. multiplikator parowy, znacznie lżejszy od akumulatora. Multiplikator służy do wytworzenia wysokiego ciśnienia w cylindrze prasy hydraulicznej za pomocą tłoczyska tłoka dużej średnicy, poruszającego się w cylindrze parowym. Omawiane tłoczysko pracuje jak nurnik, przekształcając małe ciśnienie pary na wielką powierzchnię tłoka, w wielkie ciśnienie wody wywołane małym nurnikiem. KONIECZNE WARUNKI KUCIA Odpowiednia temperatura. Przekuwanie stali musi odbywać się we właściwej temperaturze nagrzania Dotyczy to zwłaszcza stali o znacznej zawartości węgla i stali stopowej. Jeżeli idzie o temperaturę kucia, to wszystkie gatunki stali można by podzielić na dwie grupy. Do jednej grupy zaliczyć możemy stal maszynową o małej zawartości węgla. Stal tę możemy nagrzewać dowolnie. Im do wyższej temperatury nagrzejemy. tym stal będzie plastyczniejszą i tym łatwiej da się przekuwać. Jeżeli idzie o stale maszynowe o większej zawartości węgla, stale narzędziowe i stale stopowe, to w tym wypadku istnieją pewne graniczne temperatury, przy których stal należy przekuwać. Jeżeli stal będziemy przekuwać przy temperaturze zbyt niskiej, to popsujemy ją. Wewnątrz stali nastąpią pęknięcia, które, na razie niewidoczne, są tym niebezpieczniejsze, że mogą dać o sobie znać w czasie pracy przedmiotu wytworzonego. Często pęknięcia te ujawniają się w czasie hartowania. Przegrzana stal powyżej temperatury granicznej staje się gruboziarnistą i kruchą. Przekuwana może dawać pęknięcia niewidoczne. Takie zbyt wysokie nagrzanie stali nie tylko, że może spowodować kruchość uniemożliwiającą przekucie, ale wytworzona przez przegrzanie zmiana budowy na gruboziarnistą pozostanie i po ostygnięciu, czyniąc stal nieprzydatną do użytku. Jak z powyższego widać temperatura nagrzania stali do przekucia odgrywa bardzo ważną rolę. Toteż kowal musi posiadać umiejętność określania temperatury. Robi się to „na oko” według barwy żaru. Nagrzewana stal wydziela z siebie światło. Intensywność i barwa tego światła zależne są od temperatury nagrzania. Im wyższy stopień nagrzania, tym jaśniejsze promienie świetlne wydziela z siebie żelazo. Określanie temperatur na oko nie jest dokładne. Zalezy ono od tego jak oko ludzkie reaguje na światło, a wiadomo, że różni ludzie w rozmaity sposób reaguj i błędy w określeniu temperatury według barwy żaru mogą przewyższać 100 st. C. Takie określenie temperatury na oko według barwy żaru w zupełności wystarcza do zwykłych materiałów kowalskich. Dla określenia temperatury nagrzania wysokowartościowych gatunków stali służą specjalne pirometry termoelektryczne. Dla ułatwienia dobrego nagrzania stali zarówno do przekuwania jak i do hartowania, oraz innych celów, huty podają najodpowiedniejsze temperatury przekuwania. Tych właśnie temperatur winien trzymać się kowal, a rezultaty kucia będą niezawodnie dobre. Sposoby Kucia. Na dobroć odkówki ma wpływ nie tylko temperatura kucia. Bardzo ważne znaczenie posiada właściwy sposób kucia. Materiałem surowym, przerabianym w kuźnictwie, jest stal walcowana. Blok stali, z zlewnicy wyjęty, doznaje w czasie walcowania znacznego ścienienia. Stal walcowana otrzymuje budowę włóknistą. Kierunek włókien zgodny jest z kierunkiem walcowania. Badania wykazały, że wytrzymałość stali w kierunku poprzecznym walcowanego pręta jest znacznie mniejsza niż w kierunku podłużnym. Doświadczenie wskazuje, że odkształcanie stali w kierunku prostopadłym do kierunku włókien powodować może wewnętrzne uszkodzenia stali. Nie dotyczy to stali bardzo miękkiej. Jednak dla stali bardziej wartościowych ten sposób przekuwania nie powinien być stosowany. Zresztą wszystko przemawia za tym, aby stal przekuwać w taki sposób, by odkształcenie szło w kierunku włókien. Ścienianie stali jest łatwiejsze niż zgrubianie. Przekuwanie stali takie, aby ona stawała się cieńszą w jej poprzecznych wymiarach, nie tylko nie jest dla stali szkodliwym, przeciwnie, o ile jest prowadzone przy właściwych temperaturach, jest pożyteczne — zwiększa ono wytrzymałość stali. Błędy ogrzewania. Stal nagrzewana w kotlinie kowalskiej narażona jest na wiele niebezpieczeństw. O nich kowal winien stale pamiętać. Przez umiejętne i staranne prowadzenie nagrzewania można zmniejszyć niebezpieczeństwa grożące stali. A oto one: 1. Znane już łączenie się żelaza z siarką zawartą w koksie czyni stal kruchszą, a więc trudniej kowalną. O ile jest to stal narzędziowa, to siarczek żelaza utrudnia hartowanie stali i czyni ją nierównomiernie twardą. Przy nagrzewaniu w koksie takie nasiarczanie stali będzie proporcjonalne do czasu nagrzewania. Zatem wysokowartościową stal narzędziową winno się odkuć od jednego razu, Pamiętać jednak należy, że lepiej stal nagrzać dwa lub nawet trzy razy, niż kuć ją niedostatecznie nagrzaną. Węgiel drzewny, nie posiadając siarki, jest idealnym paliwem do nagrzewania stali narzędziowych. To samo można powiedzieć o ropie naftowej, mazucie, oleju gazowym, gazie ziemnym. 2. Nagrzewanie stali w kotlinie powoduje zgar. Wynosi on w kotlinie kowalskiej od 3 do 10%. Powstaje stąd, że w kotlinie znajduje się dużo wolnego tlenu utleniającego żelazo. Świeżo wyjęta z kotliny stal pokryta jest płatami tlenku żelaza — „zendry", którą należy przed kuciem usunąć. Umiejętne nagrzewanie kęsów i prowadzenie ogniska zmniejszy zendrowanie stali. Początkowo stal należy ogrzewać wolno, przy mało intensywnym spalaniu, co osiąga się przez zdławienie dopływu powietrza. Zapewni to nagrzewanie równomierne i na całej głębokości. Przy wysokich temperaturach proces zendrowania postępuje gwałtownie i jest proporcjonalny do czasu nagrzewania. Aby tego uniknąć należy zwiększyć szybkość nagrzewania, co da się osiągnąć przez zwiększenie intensywności spalania. 3. Stale, zwłaszcza narzędziowe, mogą ulec odwęgleniu na powierzchni, a to w takim wypadku, gdy w ognisku będzie nadmiar tlenu. Jedynie umiejętne prowadzenie kotliny i racjonalne dawkowanie powietrza do kotliny może zmniejszyć głębokość i stopień odwęglenia. 4. Stale grzane w ognisku kowalskim czasem nawęglają się na powierzchni. Zdarza się to wówczas, gdy w kotlinie znajduje się za mało powietrza. Jedynie racjonalne prowadzenie kotliny tę wadę nagrzewania może zmniejszyć do granic dopuszczalnych. 5. „Spalenie stali" powstaje, gdy stal zbytnio się przegrzała i w kotlinie jest nadmiar tlenu, co przeważnie ma miejsce. Spalony kawałek nadaje się do usunięcia, tym bardziej, że przez jednoczesne topnienie zmieniły się jego wymiary. Tu tylko uwaga, połączona z umiejętnością prowadzenia ogniska, zapobiegnie spaleniu. Gdy kęs stali pomimo wysokiego nagrzania musi pozostać w kotlinie, trzeba zabezpieczyć powierzchnię nagrzaną przed bezpośrednim zetknięciem się z tlenem. Tanim i dobrym sposobem jest posypanie powierzchni drobną ilością czystego piasku. Piasek wraz z zendrą topią się i pokrywają powierzchnię gęstopłynną masą, która przez pewien czas oddziela stal od powietrza. Naprężenia wewnętrzne. Przekuwanie stali powoduje pewne odkształcenia, pewne przesunięcia warstw materiału z jednego miejsca w drugie. Im różnice przekrojów w różnych miejscach odkówki będą znaczniejsze, tym większą pracę przemieszczenia cząsteczek należało włożyć. Odkuwanie zawsze wywołuje naprężenia powstałe przez odkształcenie włókien. Odkształcenia te potęgować się będą w czasie nierównomiernego stygnięcia, zwłaszcza w przedmiotach składających się z części grubych i cienkich. Oczywistym jest, że cienkie części odkówki zastygną, i skrzepną szybciej. Później stygnące grubsze części, kurcząc, się, będą oddziaływały na zastygłe już części, które wobec zesztywnienia nie poddadzą się działaniom dopiero stygnących i części. Spowoduje to wytwarzanie się naprężeń. Oczywista rzecz, że naprężenia te nie będą tak wielkie, jak w staliwie, gdyż różnica temperatur w kutych przedmiotach jest przeszło 2 razy mniejsza niż w staliwie. Naprężenia te da się usunąć jedynie drogą wyżarzania, tj. ogrzania do pewnej temperatury, dla każdej stali właściwej i powolnego studzenia. Zaznaczyć należy, że żarzenie nie będzie tak długotrwałe jak dla staliwa, bo i naprężenia są znacznie mniejsze. Trwać ono będzie zaledwie parę, lub kilka, najwyżej kilkanaście godzin. Zwykłe odkówki z miękkiej stali lub stali maszynowej (żelaza) nie są poddawane żarzeniu. Jeżeli jednak idzie o odkówki z wysokowartościowych stali, a zwłaszcza ze stali narzędziowych, przyjmuje się za regułę konieczność wyżarzania po przekuciu. Wyżarzanie narzędzi po przekuciu dla usunięcia naprężeń jest koniecznością. Zaniedbanie tego z całą pewnością zemści się przez spowodowanie pęknięcia gotowego narzędzia w hartowaniu lub w pracy, a nawet bez żadnego powodu gdy narzędzie spoczywa. CZYNNOŚCI (OPERACJE) KOWALSKIE Kowalstwo, jak i każdy zawód metalowy, stosuje pewną ilość zasadniczych czynności (operacji). Czynności te stale powtarzają się w różnych kolejnościach. Ponieważ czynności, czyli operacji, jest niewielka ilość, to przyswojenie ich sobie dla fachowca nie przedstawia żadnych trudności i każdy rzemieślnik w poszczególnych czynnościach może dojść i dochodzi do znacznej biegłości. Ponieważ jednak często zdarza się, że jedną i tę samą robotę daje się wykonać przez stosowanie różnych czynności i z materiałów rozmaitych kształtów i wymiarów, to wybór najodpowiedniejszego kształtu i wymiaru surowca oraz umiejętne zastosowanie najbardziej dla danego wypadku odpowiednich czynności, ich kolejność oraz kolejność stosowania narzędzi jest rzeczywistą umiejętnością zawodową kowala. Nie można stworzyć żadnych sztywnych i dla wszystkich dogodnych instrukcji obróbki, gdyż sposoby obróbki zależą od miejscowych warunków (urządzenia mechaniczne, instalacje grzewcze itp.) i od kształtu oraz wymiarów surowego materiału, a także od ilości zamówionych sztuk. Poniżej podajemy zasadnicze czynności kowalskie: 1) przecinanie (rozcinanie, wycinanie); 2) przebijanie otworów; 3) ścienianie (wyciąganie); 4) zgrubianie (spęczanie); 5) wyginanie; 6) wygładzanie; 7) zgrzewanie; 8) wykówanie w formach. PRZECINANIE Przecinanie ma na celu odcięcie od pręta kawałka stali, potrzebnego do odkucia zamówionego przedmiotu lub odcięcia od pręta odkutego przedmiotu, a nawet wycięcia części materiału w celu osiągnięcia wymaganego kształtu. Rozpatrzmy proces odcięcia kawałka stali od pręta. Ta prosta czynność musi być wykonana umiejętnie, ze zrozumieniem rzeczy, gdyż przeprowadzona nieumiejętnie na pewno spowoduje stępienie narzędzia lub uszkodzenie kowadła, a nawet może być przyczyną nieszczęśliwego wypadku. Przecinanie można rozdzielić na 3 etapy. Pierwszy etap przecinania, to głębokie naznaczenie linii, wzdłuż której przecinanie poprowadzić zamierzamy. Kowal, po odmierzeniu miejsca i wyznaczeniu go kredą, nacina z lekka przecinakiem małe wgłębienie, wzdłuż którego będzie ciąć. Operacja ta odbywa się na środku płatni (rys. 62). Drugi etap to właściwe przecinanie. Pręt kładzie się tak, aby odcinany kawałek zwisał z kowadła. Karb, wzdłuż którego będziemy przecinali, znajdzie się blisko zewnętrznej krawędzi kowadła (rys. 63). Takie ułożenie sztaby ma tę dobrą stronę, że przecinak nie będzie zakleszczany przez obydwie części sztaby, gdyż odcinany kawałek zwisając poza kowadło odegnie się ku dołowi (rys. 63). Jasnym jest, że przecinak musi być ustawiony w obydwu pierwszych etapach cięcia pionowo. Trzeci etap jest właściwie wykończeniem odcinania, gdyż odcinany kawałek trzyma się sztaby jedynie wąską warstewkę materiału. Dla wykończenia odcinania sztabę kładziemy na płatni tak, aby karb wypadł na przeciw zewnętrznej krawędzi kowadła, a nawet nieco za krawędzią. Przecinak ustawiamy z lekka skośnie, aby ciął nie całą krawędzią tnącą od razu przez całą szerokość rozcinanej sztaby, a stopniowo od jednego brzegu do drugiego (rys. 64). Cięcie całą szerokością może rzucić z wielką siłą odcinany kawałek na nogi pomocnika, gdy stopniowe przecinanie pozwoli kowalowi ostatnie uderzenia młotem w przecinak dać dowolnie słabe, tak, że uderzany kawałek upadnie na klepisko kuźni prawie tylko pod wpływem własnego ciężaru. Ostrze przecinaka minie krawędź kowadła. Kowal musi pamiętać o studzeniu ostrza przecinaka w czasie pracy, jak również po skończonej pracy, aby nie dopuścić do zbytniego odpuszczenia, co w rezultacie tak rozmiękczy narzędzie, że ostrze będzie się zawijać. Rozkład sił (rys. 64), uwidoczniony na szkicu przedstawiającym zakończenie prawidłowego cięcia, przekonuje nas; że odcinany kawałek sztaby upadnie na klepisko kuźni. Zobaczmy co stałoby się w wypadku przecinania na środku płatni. Jak ze szkicu (rys. 65) widać, na odcinany kawałek w ostatnim momencie będą działały siły. Składowa siły cięcia, Biegnąca wzdłuż osi odcinanego kawałka czyli poziomo S, oraz pionowa składowa oddziaływania kowadła na skutek dociskania ścinakiem sztaby do kowadła. Siły te dadzą składową R, biegnącą skośnie w górę w kierunku głowy pomocnika kowala. Takie cięcie niewątpliwie spowoduje nieszczęśliwy wypadek, nie mówiąc o wyszczerbieniu ścinaka i płatni. Przy cięciu cienkich sztab kowal, chcąc uniknąć pomocnika, stosuje podcinkę (rys. 33). Cięcie pod młotem lub prasą odbywa się w następujący sposób. Na ryglu znaczymy lekkimi nacięciami przecinaka miejsca. w których rygiel ma być odcięty (rys. 66). Po nagrzaniu rygiel kładzie się na kowadło i przecina się przecinakiem maszynowym ze wszystkich stron (rys. 67), tak, iż przeznaczone do odcięcia kawałki trzymają się cienkim rdzeniem o przekroju okrągłym. Przecinakiem tępym (rys. 68) przecina się na gorąco i ten rdzeń. Kawałki w ten sposób odcięte będą miały kształt jak na rys. 69. Można by nie stosować tępego przecinaka, a przeciąć od razu przecinakiem normalnym. Lecz byłby to gorszy sposób. Nigdy nie uda się tak ustawić przecinaka, aby trafić w nacięcie z przeciwległej strony i na kawale odciętym pozostaną zadziory (rys. 70). Zadziory te trzeba starannie usunąć po odgrzaniu bloku, gdyż po odkuciu dadzą one zafałdowania. Przy pozostawieniu rdzenia i odcięciu go następnie przecinakiem tępym zadziorów od razu nie będzie. PRZEBIJANIE OTWORÓW Przebijanie otworów podzielić można na dwie operacje Pierwsza operacja to przebicie otworu za pomocą przebijaka na trzonku. Druga operacja, to rozszerzenie i wygładzenie otworu. Dla przebicia otworu w pełnym kawałku stali musimy wyznaczyć miejsce przebicia z obydwu stron, najpierw głęboko punktakiem traserskim. Następnie po nagrzaniu znaczymy przebijakiem odpowiedniego kształtu (na trzonku), również z obydwu stron. Teraz przebijany przedmiot kładziemy na środku płatni i podtrzymując go kleszczami, przebijamy z jednej strony przebijakiem na trzonku do połowy grubości (rys. 71). Aby przebijak nie zakleszczył się w otworze od czasu do czasu wyjmujemy go i studzimy. W zagłębienie wsypujemy szczyptę miału węglowego Ten, spalając się, wytwarza gaz izolujący narzędzie i nie dopuszczający do zakleszczenia. Gdy z jednej strony otwór został wybity do połowy grubości, tak samo postępujemy z drugą stroną. Lecz przebicia nie doprowadzamy na wylot, aby nie dopuścić do uderzenia końcem przebijaka o płatnię. Teraz przedmiot ustawiamy tak na kowadle, aby otwór przebijany wypadł nad otworem kowadła (rys. 72), lub podstawiamy odpowiedni pierścień. Tym razem silnym uderzeniem młota przebijamy otwór na wylot. Pozostała cienka część materiału, oddzielająca otwór górny od dolnego, zostanie wybita i wypadnie przez otwór. Po takim przebiciu wstępnym należy otwór wykończyć, nadając mu ostateczny kształt i wymiar. Do tej operacji służą trzpienie kowalskie (rys. 35). Trzpień jest zbieżny i przy wbijaniu go w rozpoczęty otwór będzie ten otwór rozszerzał, rozpychając materiał na boki (rys. 73). Mogą tu zachodzić dwa wypadki. 1) Naokoło otworu może pozostać rozszerzenie, jak np. w kratach. W takim wypadku, po wbiciu trzpienia w jego część nie zbieżną, czynność została wykończoną. Trzpień przebijamy przez otwór i studzimy. 2) Często naokoło otworu rozszerzenia być nie może, jak np. w wielu narzędziach, jako to: młotki, gładziki, siekiery itp. W tym wypadku tworzące się zgrubienie naokoło ucha musi być za pomocą przekuwania młotem rozpędzone wzdłuż odkówki. Trzeba tę operację wykonać nie wyjmując trzpienia z otworu. Przy tym przekuwaniu otwór otrzymuje ostateczne wymiary trzpienia i wygładza się. Dla wygładzenia wgłębień od młotka, boczne powierzchnie wygładzamy szerokim gładzikiem, nie wyjmując trzpienia z otworu (rys. 74). ŚCIENIANIE Ścienianie zwane często wyciąganiem, gdyż przy tej czynności pręt zmniejszając swój przekrój poprzeczny staje się dłuższym — jakby był wyciągnięty. Ścienianie jest najczęściej stosowaną czynnością kowalską. Czasem ścienianie połączone jest ze zmianą przekroju poprzecznego sztaby przekuwanej. Czynność ścieniania jest czynnością najłatwiejszą i może być stosowaną dla wszystkich gatunków stali, nie wyłączając i wysokowartościowych gatunków stali narzędziowych. Istotnie, o ile ścienianie zostało przeprowadzone przy właściwej barwie żaru (właściwej temperaturze), z użyciem właściwych narzędzi, to może ono poprawić własności mechaniczne stali. Znane jest zjawisko zwiększenia współczynnika wytrzymałości na rozerwanie w przekutej drogą ścieniania stali. Wprawdzie po przekuciu zmniejszy się ciągliwość stali, ale ciągliwość można przywrócić, doprowadzając ją do stanu prawie z przed przekucia drogą wyżarzania kutych przedmiotów. Po wyżarzeniu odkówek współczynnik wytrzymałości na rozerwanie zmaleje. Pozostanie on jednak większy niż był przed przekuciem. Ścienianie kantówki lub płaskownika o mało różniących się od siebie poprzecznych wymiarach na kowadle, odbywa się mocnymi uderzeniami młota. Ponieważ obuch mą powierzchnię kulistą, materiał ucieka ku brzegom obucha. Walcowany rygiel ma dążenie, przy ciśnieniu w stanie nagrzanym, do „płynięcia” w kierunku „włókien". Toteż od uderzeń młotem będzie się „wyciągał”. Lecz plaski kształt płatni z jednej strony, kulistość obucha z drugiej strony sprawia, że rygiel będzie się nieco rozpłaszczał (rozszerzał w kierunku prostopadłym do włókien). Zjawisko to jest niepożądane, a nawet dla wysokowartościowej stali niebezpieczne, ale przy takim ścienianiu nieuniknione. Przy ścienianiu każdym sposobem należy kęs przekuwany pokręcać na kowadle o 900, aby uniknąć rozpłaszczania i aby wywierać na warstewki przekuwanego materiału nacisk zbliżający je ku środkowi. Dla ułatwienia i przyśpieszenia pracy kowal, ścieniając rygiel. kładzie go na kowadle, unosząc go z lekka ku górze od swojej strony, przez co rygiel opiera się na płatni tylko w okolicach zewnętrznej krawędzi kowadła (rys. 75). Pomocnik uderza młotem tak, aby środek obucha wypadał na krawędź kowadła. Przesuwając rygiel wzdłuż otrzymuje się znaczne ścienienie dość szybko. W ten sposób ścieniany rygiel ma liczne karby (rys. 76), które trzeba wygładzić początkowo samymi uderzeniami, młota, a następnie z użyciem gładzika. Ścienianie rygli na młocie mechanicznym. Przy ścienianiu na młocie rygiel musi być ułożony w poprzek kowadła (rys. 77a). Gdy ścienianie osiągnie wymiary bliskie zadanym rygiel wygładzamy, układając go wzdłuż płatni. Dla przyśpieszenia ścieniania bardzo grubych rygli stosują bijak i płatnię wypukłą (rys. 77b). Przy ręcznym przekuwaniu stosują dla przyśpieszenia przekuwania żłobniki (rys. 78). Przesuwając żłobnik na coraz inne miejsce uderzeniami młota znacznie wgłębiamy żłobnik. Materiał łatwo usuwa się z pod żłobnika, wypływając w kierunku prostopadłym do walcowej powierzchni żłobnika. Powstałe nierówności należy wygładzić gładzikiem. Przy ścienianiu materiał ma dążenie do wyciągania się wzdłuż włókien, lecz zawsze się zdarza, że od uderzeń młotem kęs nieco rozszerza się. Aby nie dopuścić do zbytniego rozszerzania się należy przy kuciu przekładać kęs o 90°. Rozszerzanie może mieć miejsce jedynie dla miękkich gatunków stali. Dla stali wysokowartościowej rozszerzanie jest niebezpieczne, gdyż może spowodować wewnętrzne pęknięcia. Przy rozszerzaniu stali stosuje się uderzenia rąbem młota (rys. 79), lub za pomocą żłobnika (rys. 80). Przy ścienianiu, ze zmianą kształtu poprzecznego przekroju, należy kształt przekroju zmieniać stopniowo. Jeżeli np. mamy zmienić przekrój kwadratowy w okrągły, należy najpierw ścieniać rygiel, pozostawiając przekrój kwadratowy, prawie do grubości ostatecznej, następnie przejść w ośmiokąt i stopniowo w koło. Dla nadania prętowi kształtu okrągłego na całej długości wygładzamy go gładzikiem półokrągłym z zastosowaniem takiejże podsadzki (rys. 81). Przy znacznym ścienianiu przekroju kołowego w przekrój również kołowy, należy najpierw przejść w przekrój kwadratowy, gdyż taki przekrój najłatwiej wyciągać bez obawy spowodowania wewnętrznych pęknięć. Gdy ścienianie doprowadzimy do grubości odpowiedniej przechodzimy w ośmiokąt, szesnastokąt, wreszcie w koło, przy pomocy nadstawki i podsadzki półokrągłych. Dla przykładu weźmy wałek o średnicy D, który na pewnej długości musimy ścienić do średnicy d (rys. 82). W pierwszym rzędzie kowal musi wyliczyć długość L, potrzebną do wykonania tego wałka. Następnie należy oznaczyć długość l1, potrzebną dla otrzymania długości l. Po oznaczeniu tej długości i nagrzaniu wałka, w oznaczonym miejscu robimy żłobnikami wgłębienie, biegnące naokoło wałka (rys. 83). Koniec wałka przeznaczony do wyciągnięcia, przekuwamy na kwadrat i wyciągamy w sposób wyżej opisany. 4. ZGRUBIANIE Zgrubianie, zwane inaczej spęczaniem, polega na tym, że w pewnym miejscu pręta wykonuje się zgrubienie, np. łby bolców, łby śrub, pierścienie na wałach itp. Wałek, który zamierzamy zgrubić, nagrzewamy w miejscu zgrubienia. Następnie uderzeniami młota w sztorc zgrubiamy materiał. Rozpatrzmy wykonanie łba śruby. Składa się ono z kilku operacji, między którymi zgrubianie jest najważniejszą operacją. 1) Po nagrzaniu końca pręta, studzimy pozostałe części tego pręta, aby je wzmocnić. 2) Pręt stawiamy na kowadle i uderzeniami młota w nagrzany koniec pręta zgrubiamy go (rys. 84). 3) Ponieważ łeb śruby ma ostre przejście między sworzniem a łbem, a przez spęczanie bez formy nie da się takiego przejścia osiągnąć, pręt wbijamy w odpowiedniego wymiaru otwór gwoździownicy (rys. 85) lub dziurawnicy. Przez to spęczanie postępuje dalej i jednocześnie formuje się ostre przejście między łbem a sworzniem. 4) Gdy wymiar grubości łba został prawie osiągnięty, wygładzamy górną powierzchnię łba gładzikiem (rys. 86). 5) Należy teraz uformować boczne płaszczyzny łba. Jeżeli łeb jest kwadratowy robi się to na kowadle (rys. 87) początkowo samym młotem, przekładając łeb o 90°. Następnie wygładzamy łeb gładzikiem. Jeżeli łeb jest sześciokątny, to stosujemy podsadzkę i nadstawkę sześciokątną (rys. 88). Przy kuciu przekładamy łeb o 1/6 obrotu. Przy formowaniu łba pamiętać należy, aby materiał był dobrze nagrzany. 6) Ponieważ przy formowaniu boków łba, górna powierzchnia ulegnie zniekształceniu, musimy śrubę jeszcze raz wbić w gwoździownicę i wygładzić wierzch łba (rys. 86). Rozpatrzmy przykład zgrubienia wałka w środku. Po nagrzaniu wałka w miejscu zgrubienia i ostudzeniu innych części zgrubiamy wałek: a) na kowadle uderzeniami młota, gdy wałek jest krótki (rys. 89), b) na płycie wmurowanej w klepisko uderzeniami młota, gdy wałek jest długi i niezbyt gruby (rys. 90), c) pionowymi uderzeniami o płytę w klepisku, gdy wałek jest długi i ciężki. Wtedy kowale podnoszą (ręcznie lub blokiem, pionowo stojący wałek i opuszczają go własnym ciężarem wzdłuż osi pionowo na płytę (rys, 91). We wszystkich wyżej opisanych wypadkach zgrubienie nie bedzie miało wyraźnych, ostrych przejść. Przejścia wyraźne osiągniemy formując je na większej podsadzce, stosując takąż nadstawkę (rys. 92). WYGINANIE Czynność wyginania ma za zadanie wygięcie sztaby w łuk, koło, lub w kątownik. Przy wyginaniu zachodzi zjawisko skracania się jednych włókien, a wydłużania innych. Dla przykładu weźmy sztabę i wyginajmy ją w luk (rys. 93). W sztabie takiej znajdzie się pewna oś AB, która po wygięciu nie zmieni swojej długości, nazwiemy ją osią obojętną. Wszystkie włókna, które znajdą się na dalszej odległości od środka krzywizny, niż oś obojętna, zostaną wydłużone, czyli ścienią się. Wszystkie włókna, które znajdują się na mniejszym promieniu niż oś obojętna, zostaną skrócone, czyli zgrubią się. Przy małych grubościach wyginane, sztaby złożone zjawisko wydłużania i zgrubiania nie spowoduje żadnych trudności przy gięciu. Przy większych grubościach, gięcie wywołuje dość znaczne ścienienia na zewnętrznym łuku oraz zgrubienia na wewnętrznym łuku. Objawom tym będziemy musieli zapobiegać, stosując dodatkowe czynność. PRZYKŁADY WYGINANIA Wyginanie sztaby. Wyginanie sztaby w kierunku mniejszego wymiaru poprzecznego w kątownik o kącie 900 (rys. 94). Czynność tę wykonać można na kowadle lub w imadle. Przy gięciu na kowadle należy zagrzany płaskownik ułożyć w poprzek kowadła tak, aby wyznaczona uprzednio rysa po której będziemy przeprowadzać gięcie, ułożyła się na zewnętrznej krawędzi kowadła. Ciężkim młotem M (rys. 95) pomocnik przyciska leżącą część sztaby do kowadła. Kowal młotkiem jednoręcznym m wygina zwisającą część sztaby, dociskając ją do boku kowadła. Boki kątownika od strony wewnętrznej kąta wyjdą nieco rozszerzone, od strony zewnętrznej nieco zwężone. Aby wyrównać i wygładzić kątownik na szerokości, stosujemy operację wygładzania boków początkowo młotem, a następnie przy pomocy gładzika (rys. 96]. Jeżeli kątownik musi mieć kąty proste dobrze wypełnione, to w czasie wyginania należy do zewnętrznych włókien w miejscu wygięcia doprowadzić materiał przez spęczanie ramion kątownika. W tym celu nie doprowadzamy wyginania do końca, lecz, po otrzymaniu kąta rozwartego, kładziemy kątownik na płatni kowadła (rys. 97), opieramy go jednym ramieniem o opór umieszczony w kwadratowym otworze kowadła i uderzeniami młotka, spęczając, doprowadzamy materiał do miejsca wygięcia. Aby kątownik, nie zgrubiał się na całej swojej długości, lecz tylko u wierzchołka kąta, ramiona kątownika studzimy w wodzie. Stopniowo przyginając kątownik i spęczając doprowadzimy w rezultacie do kąta prostego, o wypełnionych kątach. Wygładzenie węższych boków kątownika w okolicach wygięcia jest konieczne. W wypadku wyginania kątownika w imadle zaciskamy sztabę w szczękach tak, aby uprzednio wyznaczona rysa, po której będziemy wyginać, znalazła się naprzeciw krawędzi szczęki. Uderzeniami młotka (rys. 98) wyginamy sztabę w kątownik. Wyginanie sztaby w imadle może być stosowane przy cieńszych sztabach. Sposób ten nie jest sposobem kowalskim. Wyrób węgielnicy Najważniejszą czynnością kowalską przy wyrobie węgielnic jest wyginanie płaskownika w kierunku większego wymiaru poprzecznego, który w stosunku do grubości płaskownika jest znaczny. Rys 99 przedstawia operację wyginania ramienia. Wygięcie początkowe robimy nieznaczne, uprzednio ostudziwszy oba ramiona, a pozostawiając mocno nagrzanym miejsce w okolicy wierzchołka kątownika. Ścienienie płaskownika przy zewnętrznym kacie jest znaczne. Aby ścienienia wyrównać musimy sztabę zgrubić, uderzając młotkiem w krótsze ramię, a w razie konieczności i w dłuższe (rys. 100). Przy spęczaniu oburęcznym młotem dociska pomocnik do płatni leżące ramię. Stopniowo wyginamy krótsze ramię węgielnicy, zbliżając się coraz bardziej do kąta prostego. Brakujący materiał przy zewnętrznym kącie osiągamy drogą spęczania ramion. Zgrubienie przy kącie wewnętrznym kasujemy młotkiem, rozpędzając nadmiar materiału ku kątowi zewnętrznemu, gdzie brakuje materiału (rys. 101). Ostateczne wypełnienie kąta prostego zewnętrznego osiągniemy drogą uderzeń młotkiem jak na rys. 102 i 103. Pozostaje wygładzenie boków węgielnicy w pobliżu kątów (rys. 101) i sprawdzenie kąta przy pomocy wzorcowej węgielnicy, jak również płaskości węgielnicy. Wyginanie kształtowników. Wyginanie kształtowników przy pomocy szablonu odbywa się w ten sposób, że szablon, na którym wyginamy, musi swoim zewnętrznym lukiem odpowiadać zarówno kształtem, jak i wymiarami, wewnętrznemu łukowi mającej powstać krzywizny. Dla przykładu weźmy ceownik i rozpatrzmy, jaki potrzebny jest szablon i jakim operacjom musimy poddać kątownik przy wyginaniu go w koło (rys. 105). Najpierw musimy przygotować szablon. Ten musi odpowiadać kształtom wewnętrznym mającego powstać koła. Osiąga się to przez skręcenie ze sobą łuków o różnej średnicy i grubości. W wypadku wyginania ceownika w koło, możemy zastosować na szablon rygiel a i płaskownik b skręcone śrubami c z płytą kowalską d (rys. 106). Długość szablonu wynosi, zależnie od średnicy koła, ćwierć do szóstej części obwodu koła. Wyginanie postępuje w następujący sposób. Nagrzewamy ceownik na długości równej długości szablonu. Gorącą część ceownika przykładamy do szablonu i przykręcamy koniec zwornicą S do szablonu (rys. 106). Pomocnik kowala chwyta wstający i jeszcze nie nagrzany koniec korytka i wygina go wolno w kierunku szablonu. Drugi pomocnik młotem M1 dobija środkowy pas korytka do ścisłego przylgnięcia do szablonu. Praca ta postępuje stopniowo w miarę, jak coraz dalsze części śródkownika będą przylegały do szablonu. Tymczasem każda z półek ceownika będzie zachowywać się odmiennie. Dolna półka, opierając się o płytę, będzie wbijana w wytworzony rowek. Półka musi ulec zgrubieniu, toteż rowek winien być dostatecznie luźny, aby pomieścić półkę pomimo jej zgrubienia, lecz jednak na tyle ciasny, aby nie dopuścić zafałdowań, do czego cienka półka będzie dążyła. Górna półka, nie mająca prowadnic, będzie miała dążenie do zafałdowania. Aby nie dopuścić do tego, kowal w miarę wyginania, uderzeniami młota M2 dobija półkę do szablonu i rozpędza zafałdowania. Gdy część ceownika na długości szablonu została wygięta, nagrzewamy następną część takiej samej długości i postępujemy z nią jak z poprzednią, itd., dopóki ostatnia część nie zamknie koła. Do wyginania ostatniej części koła stosujemy klucz (rys. 107), którym dociskamy ceownik (rys. 108), przy tym młotami musimy dobijać zarówno środownik, jak i półkę górną. Po wygięciu ostatniej części koło powinno się zamknąć. Jeżeli idzie o bardzo dokładne koło, to zastosujemy dodatkową operację wygładzania koła na specjalnym szablonie (rys. 109), przy pomocy wysokiego gładzika. Gięcie rury Na robotach montażowych zachodzi nieraz konieczność wygięcia rury w łuk. O ile łuk ma nieznaczną krzywiznę (duży promień krzywizny), a rura małą średnicę, możemy rurę w stanie nagrzanym wygiąć, zachowując duże ostrożności, aby nie zafałdować ścianki na wewnętrznym łuku (rys. 110). Bezpieczniej jednak, a przy rurach większych średnic nieodzowne jest, gięcie rur wypełnionych piaskiem. Piasek wytwarza ciśnienie od wewnątrz i nie dopuszcza do zafałdowania. Piasek musi być czysty i suchy oraz musi szczelnie wypełniać rurę. Obydwa końce rury muszą być zabite korkami drewnianymi. Oznaczamy kredą na rurze granice między łukiem i częściami prostymi. Nagrzewamy tylko część rury, podlegającej wycięciu. Przed gięciem studzimy części rury nie podlegające wygięciu. Gniemy stopniowo w imadle lub między kołkami wkręconymi w płytę kowalską lub w dziurawnicę.















-
Ja z kolei mam zasadę, że jeśli ktoś podrzuca mi coś autorskiego do wklejenia, to robię to bez jakichkolwiek zmian, poza poprawianiem ewentualnych błędów stylistyczno-gramatycznych.
-
Mam nadzieje, że niebawem świadziu będzie odpowiadał na pytania zadawane we wszystkich tematach z Jego przepisami.
-
KABANOSY Mięso – 9,4 kg 4,7 kg – szynka „biodrówka” (szynka szacowana) - (klasa I – sitko 10) 4,7 kg – boczek chudy bez skóry (klasa II - sitko 6) Przyprawy na 1 kg mięsa: - mieszanka soli i peklosoli (50%/50%) – 18 g/kg - pieprz świeżo mielony – 3 g/kg - gałka muszkatołowa - 0,5 g/kg - kminek grubo mielony - 0,5 g/kg - cukier - 2 g/kg Mięsa po zakupie nie płukałem tylko pokroiłem w kostkę, każdą klasę dałem do osobnego pojemnika, dodałem mieszankę peklującą 18 g/kg oraz cukier 2 g/kg, dokładnie wymieszałem i zapeklowałem na 48 godzin. Pojemniki z mięsem podczas peklowania muszą być odkryte (nie przykrywamy ich żadną folią itp.). Mięso peklowane należy raz dziennie wymieszać. PRZYGOTOWANIE FARSZU: Klasa I: Przed zmieleniem mięso schłodziłem w zamrażalce - musi być bardzo zimne – temperatura około 2 stopni. Do schłodzonego mięsa dodałem odpowiednią ilość przypraw: - pieprz świeżo mielony – 14,1 g/4,7 kg - gałka muszkatołowa – 2.35 g/4,7 kg - kminek mielony – 2,35 g/4,7 kg Mięso z przyprawami delikatnie wymieszałem ( mięso nie może puścić kleju ) i zmieliłem na sitku nr 10 a następnie podzieliłem na dwie części: A. 2 kg B. 2,7 kg Klasa II: Przed zmieleniem mięso schłodziłem w zamrażalce - musi być bardzo zimne – temperatura około 2 stopni. Do schłodzonego mięsa dodałem odpowiednią ilość przypraw: - pieprz świeżo mielony – 14,1 g - gałka muszkatołowa – 2.35 g - kminek mielony – 2,35 g Mięso z przyprawami delikatnie wymieszałem (mięso nie może puścić kleju) i zmieliłem na sitku nr 6, a następnie podzieliłem na dwie części: C. 2 kg D. 2,7 kg Po zmieleniu, mięso w 4 pojemnikach schłodziłem w zamrażalce do temperatury około 0 stopni (mięso nie może być zamrożone tylko bardzo zimne) i: - pojemnik A wymieszałem delikatnie z pojemnikiem C (łącznie 4 kg) i nabiłem w jelita fi 22; - pojemnik B wymieszałem delikatnie z pojemnikiem D (łącznie 5,4 kg), dodałem paprykę chili habanero 1,5 g/kg (w sumie 8,1 g na 5,4 kg mięsa), delikatnie wymieszałem i nabiłem w jelita fi 22; Ze względu że na zewnątrz panują wysokie temperatury (około 14 stopni w nocy) jak na tą porę roku, tym razem osadzanie zrobiłem następująco: 1. Po nabiciu mięsa w jelita powiesiłem je w pokoju przy otwartym oknie na 2 godzinki (od 19 do 22); 2. Na noc spakowałem je do pojemników i włożyłem do lodówki (22 – 5); 3. Rano kabanosy znowu powiesiłem w pokoju lecz tym razem przy zamkniętym oknie (5 – 7). WĘDZENIE: - wędzarnię wygrzewałem przez 30 minut w temperaturze około 50 – 60 stopni, - obniżyłem temperaturę w wędzarni do 50 i przez około 40 minut obsuszałem kabanosy (aż kiełbaski były „suche”) przy otwartym daszku. - następnie przez około 2 godziny wędziłem kabanosy w temperaturze nie wyższej niż 45 - 55 stopni. - po 2 godzinach wędzenia, podpiekałem kabanosy przez 50 minut w temperaturze 77 – 87 stopni do uzyskania wewnątrz kabanosów temperatury 72 stopni. Po uwędzeniu kabanosy powiesiłem w pokoju na kilka dni w celu podsuszenia. Kabanosy możemy zamrozić próżniowo. SPOSTRZEŻENIA: - następnym razem kabanosy będę przez dwie godziny wędził w temperaturze 50 - 60 stopni a następnie będę utrzymywał temperaturę w przedziale 77 – 87 stopni. - ilość papryki chili habanero jest - bardzo OK (dla Agi za ostre), - jeśli braknie nam jelit a zostanie farsz to możemy go włożyć do słoików dodać troszkę żelatyny i pasteryzować, na drugi dzień będziemy mieć pyszną konserwę na śniadanie. Autor: świadziu


-
Kiełbasa Krak-kmin - przepis autorski świadzia
Maxell odpowiedział(a) na Maxell temat w Kiełbasy grube
PePe, nie wnikam w treść przepisu. Po prostu świadziu podesłał mi ich kilka dosyć dawno, a ja je dopiero teraz "odkryłem" na poczcie, co przy kilkudziesięciu tysiącach zdeponowanych wiadomości i tak mogę nazwać sukcesem. -
POLĘDWICA DOJRZEWAJĄCA A’LA PARMEŃSKA PIERWSZY TYDZIEŃ - od czwartku do soboty - 9 dni (od 13 do 22 grudnia): Tym razem do produkcji wędlin dojrzewających użyłem 3 kawałków polędwic, każda o wadze około 0,5 kg. Zastosowałem mieszankę peklującą w proporcjach 30 gramów na 1 kg mięsa (20 % peklosoli i 80 % soli kamiennej nie jodowanej ). Po natarciu mięsa mieszanką peklującą wstawiłem je do lodówki na 15 minut aby wchłonęło mieszankę peklującą. Następnie każdy z kawałków obsypałem ( wtarłem ) poniższe ilości przypraw: Przepis nr 1- sznurek zielony: waga mięsa - 0,56 kg peklosoli - 3,4 grama soli - 13,5 grama zioła prowansalskie - 2 gramy pieprz czarny świeżo mielony - 2 gramy pieprz czerwony świeżo mielony - 2 gramy Przepis nr 2 - sznurek czerwony: waga mięsa - 0,48 kg peklosoli - 3 gramy soli - 12 gramów zioła prowansalskie - 2 gramy pieprz czarny świeżo mielony - 2 gramy papryka słodka -5 gramów czosnek granulowany - 1 gram Przepis nr 3 - bez sznurka: waga mięsa - 0,44 kg peklosoli - 2,6 gramy soli - 10,6 gramów papryka harbaneo - 1 gram pieprz czarny świeżo mielony - 1 gram zioła prowansalskie - 1 gram czosnek granulowany - 1 gram Tak obsypane mięso włożyłem do lodówki na 7 dni ( od czwartku do czwartku ) codziennie je obracając – na jednym ze zdjęć widać jak mięso jest ułożone. DRUGI TYDZIEŃ - od soboty do soboty - 7 dni (od 22 do 29 grudnia): Po tygodniu w lodówce mięso włożyłem do rajstopy (w czwartek) w którą tak je zawijam aby powstały 3 warstwy na mięsie. Mięso owinięte rajstopą gęsto i mocna sznuruję i tak przygotowane mięso powiesiłem na kolejny tydzień w przewiewnym i chłodnym miejscu w temperaturze około 8 stopni - w moim przypadku jest to pokój z otwartym oknem. TRZECI TYDZIEŃ - od soboty do soboty - 14 dni (od 29 grudnia do 12 stycznia): Przez kolejne 14 dni polędwicę trzymałem w lodówce - przez cały ten okres polędwice są zawinięte w rajstopy. SPOSTRZEŻENIA: - Ten okres dojrzewania jest odpowiedni - 2012.12.13 - sznurek CZERWONY - taki sobie - 2012.12.13 - sznurek ZIELONY - czuć przyprawy, lekko ostry - OK Autor: świadziu


-
KIEŁBASA KRAK KMIN - przepis autorski Optymalne rodzaje mięsa jakie użyć do robienia kiełbasy Krak Kmin: Klasa I – szynka, łopatka Klasa II – z szynki, łopatki Klasa III – gulaszowe wołowe, łopatka wołowa lub golonko wieprzowe Optymalne ilości poszczególnych klas do dobrej Krak Kmin: Klasa I – 75 % Klasa II – 10 % Klasa III – 15 % Kupiłem: Szynka zrazowa – 8,9 kg Łopatka – 4,6 kg Wołowe gulaszowe z karku – 2,0 kg Łącznie – 15,5 kg Rodzaje mięsa oraz ilości jakie ja użyłem: Wieprzowina kl. I - SZYNKA ZRAZOWA - 8,5 kg Wieprzowina kl. I – ŁOPATKA - 1,3 kg Wieprzowina kl. II - ŁOPATKA – 1,7 kg Wieprzowina kl. III – ŁOPATKA i SZYNKA – 1,75 kg Wołowina – kl. III – GULASZOWE z karku – 2,1 kg Łączna ilość mięsa poszczególnych klas: Klasa I – 9,8 kg Klasa II – 1,7 kg Klasa III – 3,85 kg Łącznie: 15,3 kg PODSTAWOWE przyprawy i materiały pomocnicze: - peklosól – 16 g/kg - osłonki sztuczne fibrusowe lub białkowe o średnicy 65 mm - gałka muszkatołowa - 1 g/kg - 15,30 gr - pieprz – 2,5 g/kg - 38,25 g - czosnek świeży – 2g/kg - 30,60 g - cukier – 2g/kg - kminek cały – 4 g/ kg - 61,20 g Do 1 kg kiełbasy dodałem jeszcze: - papryczkę chili harboneo – 1,5 g/kg - paprykę słodką - 4 g/kg Do 1,15 kg kiełbas dodałem jeszcze: - majeranek - 1 g/kg - pieprz ziołowy - 1 g/kg PEKLOWANIE Mięsa po zakupie nie płukałem tylko pokroiłem na kawałki od 3x3 do 4x4 cm i każdą klasę mięsa włożyłem do osobnego pojemnika, zasypałem odpowiednią ilością peklosoli oraz cukru, dokładnie wymieszałem i włożyłem do lodówki - pojemników niczym nie przykrywam gdyż musi nastąpić wymiana gazowa z mięsa – raz dziennie mięso w każdym pojemniku mieszam. Podczas produkcji kiełbasy Krak Kmin nie używam soli kamiennej nie jodowanej tylko samą peklosól ! ROZDRABNIANIE Wieprzowina klasy I (szynka i łopatka) - pokroiłem przed peklowaniem na kawałki od 3 x 3 do 4 x 4 cm i nic dalej nie robię z tymi kawałkami. Wieprzowina klasy II (łopatka) - zmieliłem na sitku 8 mm. Wołowinę ( gulaszowe ) oraz wieprzowe klasy III – lekko zmrożone o temperaturze około 3 stopni zmieliłem raz na sitku 4 mm, a drugi raz na sitku 2,7 mm z dodatkiem LODOWATEGO rosołu, oraz z dodatkiem odpowiedniej ilości czosnku (ewentualnie może być przegotowana woda) 3 % wagi całego mięsa (np. na 10 kg łącznej wagi mięsa dajemy 300 ml). W tym przypadku łączna waga mięsa wynosi 15,30 kg i dałem 459 ml rosołu który wlałem do pojemnika z mięsem klasy III dokładnie wymieszałem i zmieliłem na sitku 2,7. MIESZANIE Do pokrojonej wieprzowiny kl. I (szynki i łopatki) dodałem wszystkie podstawowe przyprawy i wyrabiałem mięso aż zaczęło się dobrze kleić. Następnie do kl. I dodałem kl. III (wołowinę) i w dalszym ciągu wyrabiałem, na samym końcu dodałem mięso kl. II (łopatka) i dokładnie wymieszałem. Wyrobione mięso za pomocą nadziewarki nabiłem w osłonki białkowe i fibrusowe o średnicy 65 mm. Podczas osadzania mięsa, w kilku miejscach przebiłem osłonki w celu pozbycia się powietrza. OSŁONKI FIBRUSOWE I BIAŁKOWE Osłonki przed użyciem moczę w roztworze wodnym 10% soli kamiennej nie jodowanej w temperaturze około 20°C przez 15 – 20 minut. Oznacza to, że na 1 litr wody daję 100 gramów soli. Po wyciągnięciu osłonki z solanki strzepuję jej resztę z osłonek i nadziewam farsz. PO WYCIĄGNIĘCIU OSŁONEK Z SOLANKI NIE PŁUCZĘ ICH ! OSADZANIE Nabite mięso w jelita osadzałem przez noc w pokoju przy otwartym oknie w temperaturze około 14 stopni – najlepiej aby temperatura wynosiła około 8 stopni. WĘDZENIE I OSUSZANIE Osuszyłem kiełbasę w wędzarni przez 40 - 50 min w temperaturze 40-50 stopni. Następnie podnoszę temperaturę do 50- 60 i przez 2 godziny wędzę. Kolejna faza wędzenia która trwała 1 godzinę odbywała się w temperaturze 60 – 70 stopni. Na końcu podniosłem temperaturę do 85 - 95 i piekłem kiełbaski przez około 1 godzinkę do osiągnięcia wewnątrz 69 -72 stopni. SPOSTRZEŻENIA: Można przyjąć że z 1 kg łopatki otrzymamy mniej więcej: - klasy I – 30 % - klasy II – 37 % - Klasy III – 33 % Następnym razem należy kupić mięsa w poniższych proporcjach na 10 kg: - szynki ( czystej ) – 7,0 kg - łopatki – 1,5 kg - wołowego lub golonek – 1,5 kg Autor: świadziu



-
Powinny być, gdyż piszesz o czymś, o czym ja nawet nie wspomniałem. Chodzi o blok reklamowy dla wszelkiego rodzaju firm i portali próbujących za pomocą kryptoreklamy, wcisnąć się na forum. Oczywiście dotyczy to głównie nowego portalu, ktory w marcu powinien wystartować.
-
Czas chyba najwyższy by opracować solidny blok reklamowy.
-
Bardzo rzadko, a jak już to Warkę.
-
Niezły jajcarz z Ciebie. :D
-
Boczki rolowane – peklowanie na mokro Mięso peklowałem 7 dni według tabeli mojego autorstwa – 0,5 litra zalewy peklującej na 1 kg mięsa. Po wyjęciu boczków z zalewy peklującej nie płukałem ich tylko położyłem na papierowych ręcznikach, dokładnie je wytarłem i ułożyłem w chłodnym miejscu na około 2 – 3 godziny w celu osuszenia. Przyprawianie boczków oraz wiązanie Każdy kawałek mięsa najpierw posypałem z jednej strony żelatyną (lekko ją wtarłem) oraz posypałem pozostałymi przyprawami: I wersja (4 szt. bez sznurków) - pieprz ziołowy - majeranek - papryka słodka II wersja (5 szt. czerwony sznurek) - pieprz ziołowy - majeranek - kminek Po włożeniu rolad w siatkę dodatkowo obtoczone w grubo mielonym kminku III wersja (3 szt. biały sznurek dodatkowy) - pieprz ziołowy - majeranek - papryka harboneo Następnie każdy obsypany ( żelatyną oraz przyprawami ) z jednej strony kawałek boczku położyłem na desce ( przyprawami do góry ) nałożyłem reklamówkę na mięso (może być folia spożywcza) i potraktowałem go ostro tłuczkiem do mięsa. Kawałek obróciłem, posypałem tylko żelatyną, reklamówka i tłuczek. Następnie każdy płat boczku skręciłem, obwiązałem sznurkiem i dodatkowo wsadziłem w siatkę wędliniarską w celu lepszego ścisku rolowanego mięsa. Ociekanie Na zewnątrz było około 5 stopni więc mięso przy otwartym oknie powiesiłem w pokoju od godziny 18 w piątek do godziny 4 w sobotę – o 4 rano zamknąłem okno aby temperatura była wyższa i mięso wisiało do godziny 7.. Wędzenie i parzenie Wygrzewanie wędzarni – około 40 minut, osuszanie mięsa w temperaturze 45 - 55 stopni – 50 minut, wędzenie przez około 3,5 godziny w temperaturze 50 - 60 stopni. Po uwędzeniu boczki parzyłem w temperaturze 75 – 85 stopni przez 2 godziny a kilka dodatkowo podpiekłem w piekarniku z włączonym termo obiegiem przez 30 minut w temperaturze 130 stopni. Autor: świadziu



-
U mnie masz taki status do chwili, kiedy Vtec nie powiadomi modów o swej decyzji.
-
Kurs podstawowy 1/16 w Łazach, w dniach 04-06 marca 2016 r
Maxell odpowiedział(a) na Maxell temat w KURSY - aktualne
Serdecznie zapraszam Państwa do zapisów na Kurs Podstawowy Nr 1/16 w naszej filii SDM w Łazach, który zaplanowany jest w terminie od 04 do 06 marca 2016 r. Lista chętnych do uczestnictwa w Kursie Podstawowym: 1. Sławek Kacperski (490,00 zł) 2. Przemysław Żak (490,00 zł) 3. Piotr Lipson (245,00 zł) 4. Mariusz Śniegocki (wpłata 490,00 zł) 5. Paweł Wysokiński (245,00 zł) 6. Marek Trąbiński (wpłata 500,00 zł - zgodnie z prośbą dokonałem zwrotu 10,00 zł) 7. Piotr Ostrowski (wpłata 490,00 zł) 8. Agata Woźniak (245,00 zł) 9. Stanisław Trojanowicz (245,00 zł) 10. Jacek Derlacki (245,00 zł) 11. Artur Gajda - brak zaliczki 12. Karol Fiedorczuk - brak zaliczki 13. Elzbieta Sass (490,00 zł) 14. Jacek Hukałowicz (490,00 zł) 15. Marcin Rybczyński (490,00 zł) 16. Waldemar Grytka (245,00 zł) 17. Jerzy Pietrzak (490,00 zł) 18. Halina Grzona (490,00 zł) 19. Marek Chemicz 20. Magdalena Marder (245,00 zł) 21. Paweł Jakubowski (245,00 zł) 22. Iwona Gackowska (250,00 zł) 23. Jarosław Gackowski (bez kursu) (250,00 zł) 24. Waldemar Jakubisiak 25. Elzbieta Jakubisiak 26. Tomasz Przasnek No i mamy komplet. Kolor niebieski - zaliczka Kolor zielony - pełna wpłata Oczywiście wykładowcami są Koledzy Bagno i Dziadek. Cena kursu: 490,00 zł od osoby. W cenę wliczone noclegi, pełne wyżywienie oraz materiały i surowce do produkcji. Pokoje nowoczesne, bardzo przestronne każdy z węzłem sanitarnym. Sala dydaktyczna przygotowana profesjonalnie i wyposażona w pełni na potrzeby kursu. Duża wędzarnia stacjonarna z wózkiem wędzarniczym koło pomieszczenia technologicznego, wewnątrz budynku. W pomieszczeniu wędzarni chłodnia. Między salą biesiadną, a salą dydaktyczną kuchnia, gdzie można robić kawę i herbatę. Obiekt zapewnia pełne wyżywienie słuchaczom kursów: - piątek - obiadokolacja, - sobota - śniadanie, obiad, kolacja, - niedziela - śniadanie (produkty wykonane przez kursantów) Więcej informacji na stronie SDM - www.szkoladomowegomasarstwa.pl. , zakładka: Oferta szkoleń. Tam także należy dokonać zapisu. ZAPRASZAMY -
To, mam nadzieję, ostatni mój post administracyjny w temacie, ale tok dyskusji wskazuje, iż należą się Wam wyjaśnienia. Aby prowadzić tak zaawansowaną obronę forumowicza, należy znać opinie obu stron. W tym wypadku Kolegi podwawelska i administracji forum (inne tematy, poza etykietami, w ogóle nas nie interesują i powinny przenieść się do portalu eDarling lub podobnego). Kolega podwawelska funkcjonuje na tym forum (aktualnie) ze statusem - tymczasowo, do chwili wyjaśnienia sprawy poprzednich kont i podjęcia w tej sprawie ostatecznej decyzji. Prowadzenie zatem jakichkolwiek działań zmierzających do zakłócenia tego stanu, może skutkować jedynie ostrzeżeniem, o czym od początku starałem się informować. Proszę po raz ostatni (teraz już naprawdę), o trzymanie się wyłącznie treści określone w tytule tematu.
-
Po prostu nie próbuj moderować postów i będzie ok. Kolega sam sobie poradzi, a jeśli nie, to zgłosi sprawę adminowi. To nie ma nic wspólnego z ustalaniem zasad. Zasady życia forum określa regulamin. EOT
-
Ostatni raz tutaj sprzątałem. Mała uwaga. Tusiaczku, nie jesteś jeszcze moderatorem, więc nie próbuj ustawiać użytkowników. Mają po tyle lat, że sami sobie poradzą. Charakter pisanych przez Ciebie postów powoduje natychmiastową reakcję innych użytkowników przez co poziom adreanalinki się podnosi i musimy interweniować. Proszę wszystkich o ograniczenie swych wypowiedzi do treści tematu. Pozostałe sprawy załatwiamy na PW lub mailowo.
-
Chciałbym bardzo serdecznie podziękować za pamięć i za życzenia na forum, nadesłane mailem, telefoniczne i te złożone osobiści. Jeszcze raz bardzo dziękuję. Szerokości i jakości na zadymionym szlaku.
-
Trochę tutaj posprzątałem. Od załatwiania spraw prywatnych jest PW. Jeszcze jeden post nie związany z tematem i wszystko ląduje w koszu.
-
Kurs podstawowy 1/16 w Łazach, w dniach 04-06 marca 2016 r
Maxell odpowiedział(a) na Maxell temat w KURSY - aktualne
Serdecznie zapraszam Państwa do zapisów na Kurs Podstawowy Nr 1/16 w naszej filii SDM w Łazach, który zaplanowany jest w terminie od 04 do 06 marca 2016 r. Lista chętnych do uczestnictwa w Kursie Podstawowym: 1. Sławek Kacperski (490,00 zł) 2. Przemysław Żak (490,00 zł) 3. Piotr Lipson (245,00 zł) 4. Mariusz Śniegocki (wpłata 490,00 zł) 5. Paweł Wysokiński (245,00 zł) 6. Marek Trąbiński (wpłata 500,00 zł - zgodnie z prośbą dokonałem zwrotu 10,00 zł) 7. Piotr Ostrowski (wpłata 490,00 zł) 8. Agata Woźniak (245,00 zł) 9. Stanisław Trojanowicz (245,00 zł) 10. Jacek Derlacki (245,00 zł) 11. Artur Gajda - brak zaliczki 12. Karol Fiedorczuk - brak zaliczki 13. Elzbieta Sass (490,00 zł) 14. Jacek Hukałowicz (490,00 zł) 15. Marcin Rybczyński (490,00 zł) 16. Waldemar Grytka (245,00 zł) 17. Jerzy Pietrzak (245,00 zł) 18. Halina Grzona (245,00 zł) 19. Marek Chemicz 20. Magdalena Marder 21. Paweł Jakubowski 22. Iwona Gackowska (250,00 zł) 23. Jarosław Gackowski (bez kursu) (250,00 zł) 24. Waldemar Jakubisiak 25. Elzbieta Jakubisiak 26. Tomasz Przasnek No i mamy komplet. Kolor niebieski - zaliczka Kolor zielony - pełna wpłata Oczywiście wykładowcami są Koledzy Bagno i Dziadek. Cena kursu: 490,00 zł od osoby. W cenę wliczone noclegi, pełne wyżywienie oraz materiały i surowce do produkcji. Pokoje nowoczesne, bardzo przestronne każdy z węzłem sanitarnym. Sala dydaktyczna przygotowana profesjonalnie i wyposażona w pełni na potrzeby kursu. Duża wędzarnia stacjonarna z wózkiem wędzarniczym koło pomieszczenia technologicznego, wewnątrz budynku. W pomieszczeniu wędzarni chłodnia. Między salą biesiadną, a salą dydaktyczną kuchnia, gdzie można robić kawę i herbatę. Obiekt zapewnia pełne wyżywienie słuchaczom kursów: - piątek - obiadokolacja, - sobota - śniadanie, obiad, kolacja, - niedziela - śniadanie (produkty wykonane przez kursantów) Więcej informacji na stronie SDM - www.szkoladomowegomasarstwa.pl. , zakładka: Oferta szkoleń. Tam także należy dokonać zapisu. ZAPRASZAMY


























