Maxell
-
Postów
46 215 -
Dołączył
-
Ostatnia wizyta
-
Wygrane w rankingu
180
Typ zawartości
Profile
Forum
Wydarzenia
Mapa użytkowników
Sklep
Giełda
Treść opublikowana przez Maxell
-
Kurs podstawowy 1/16 w Łazach, w dniach 04-06 marca 2016 r
Maxell odpowiedział(a) na Maxell temat w KURSY - aktualne
Serdecznie zapraszam Państwa do zapisów na Kurs Podstawowy Nr 1/16 w naszej filii SDM w Łazach, który zaplanowany jest w terminie od 04 do 06 marca 2016 r. Lista chętnych do uczestnictwa w Kursie Podstawowym: 1. Sławek Kacperski 2. Przemysław Żak 3. Piotr Lipson (245,00 zł) 4. Mariusz Śniegocki 5. Paweł Wysokiński 6. Marek Trąbiński 7. Piotr Ostrowski 8. Agata Woźniak 9. Stanisław Trojanowicz 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. Kolor niebieski - zaliczka Kolor zielony - pełna wpłata Oczywiście wykładowcami są Koledzy Bagno i Dziadek. Cena kursu: 490,00 zł od osoby. W cenę wliczone noclegi, pełne wyżywienie oraz materiały i surowce do produkcji. Pokoje nowoczesne, bardzo przestronne każdy z węzłem sanitarnym. Sala dydaktyczna przygotowana profesjonalnie i wyposażona w pełni na potrzeby kursu. Duża wędzarnia stacjonarna z wózkiem wędzarniczym koło pomieszczenia technologicznego, wewnątrz budynku. W pomieszczeniu wędzarni chłodnia. Między salą biesiadną, a salą dydaktyczną kuchnia, gdzie można robić kawę i herbatę. Obiekt zapewnia pełne wyżywienie słuchaczom kursów: - piątek - obiadokolacja, - sobota - śniadanie, obiad, kolacja, - niedziela - śniadanie (produkty wykonane przez kursantów) Więcej informacji na stronie SDM - www.szkoladomowegomasarstwa.pl. , zakładka: Oferta szkoleń. Tam także należy dokonać zapisu. ZAPRASZAMY -
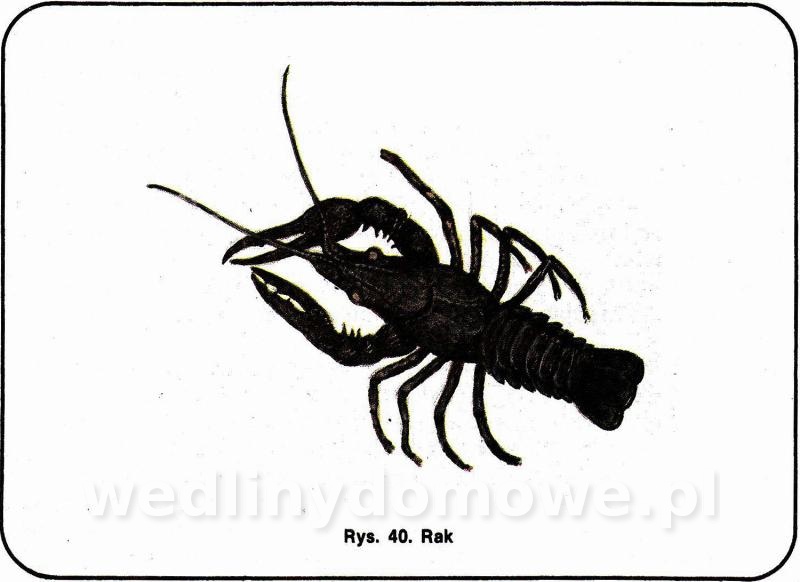
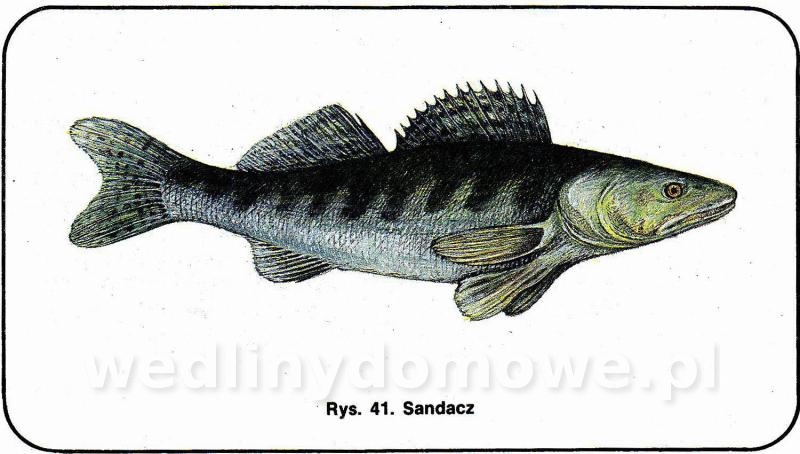
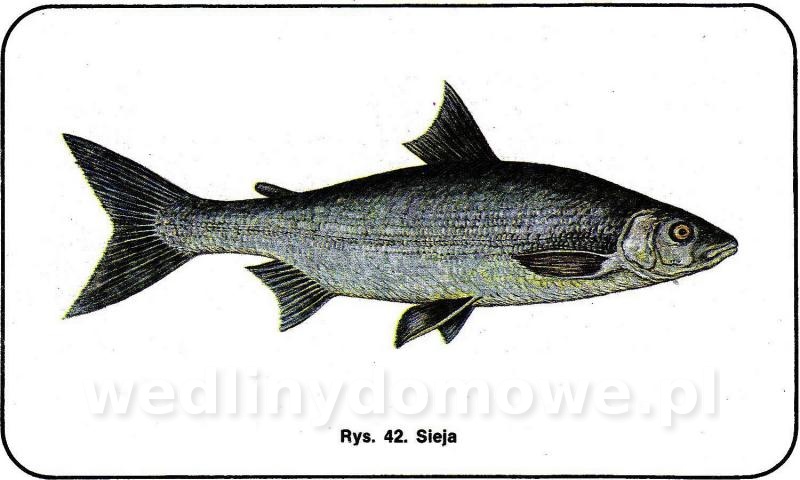
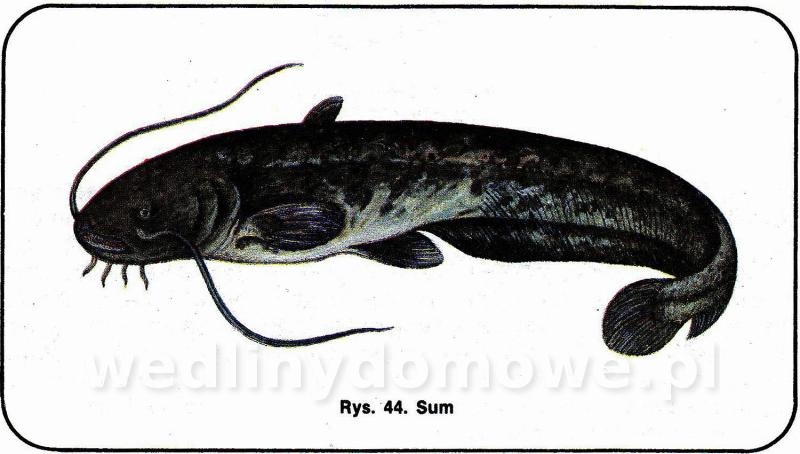
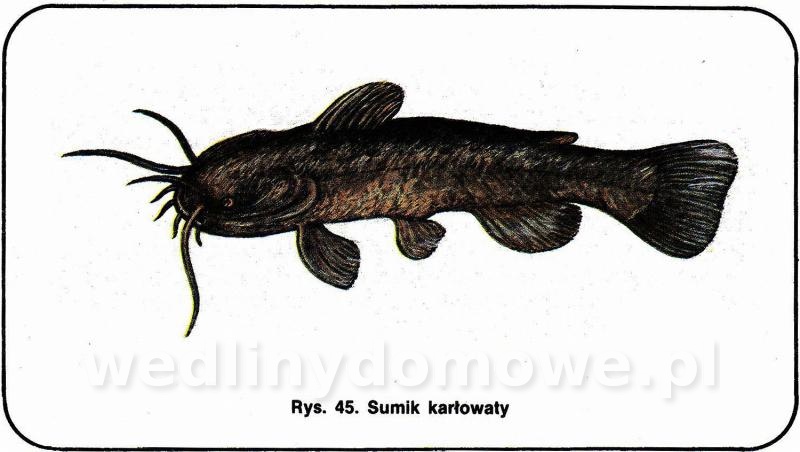
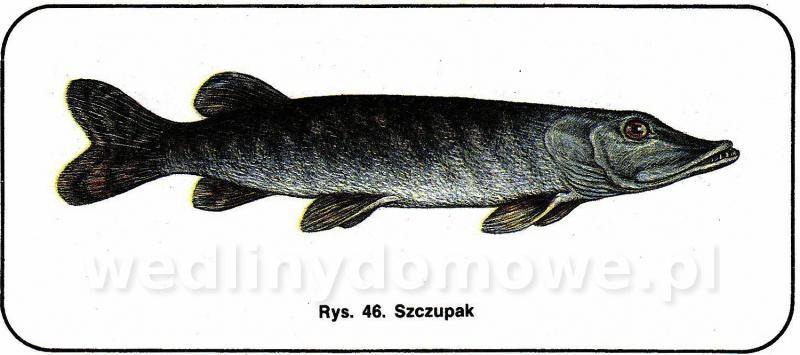
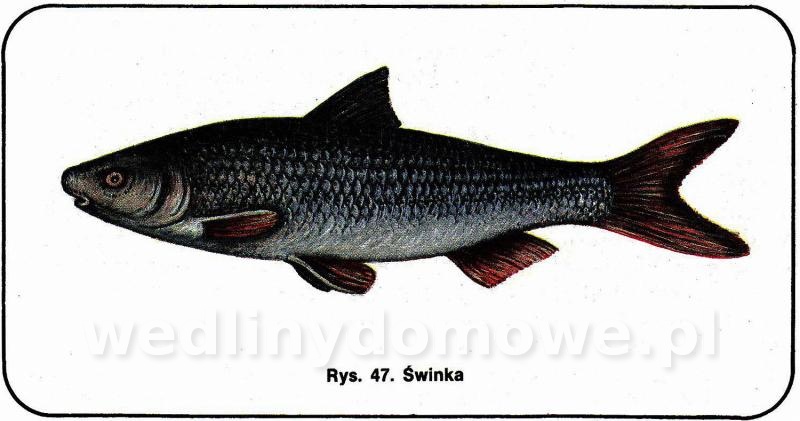
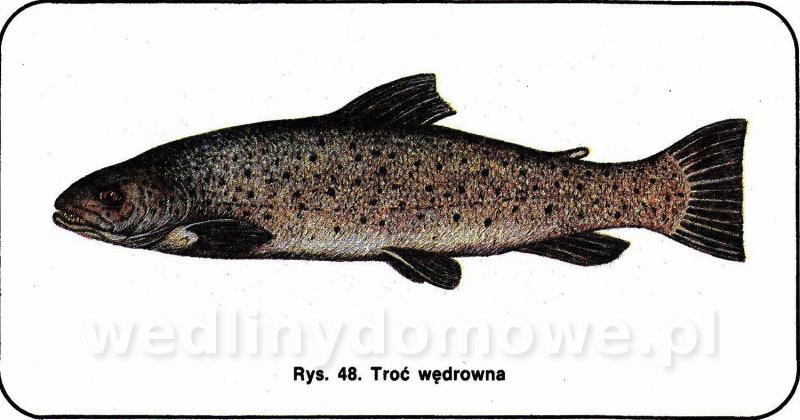
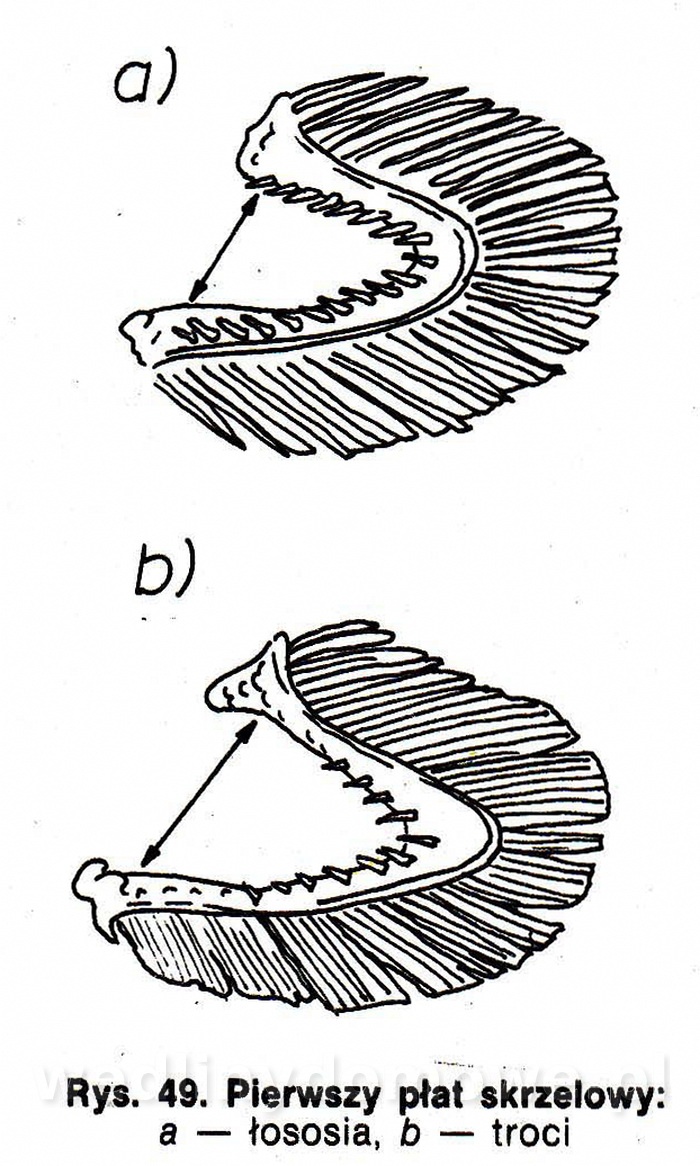
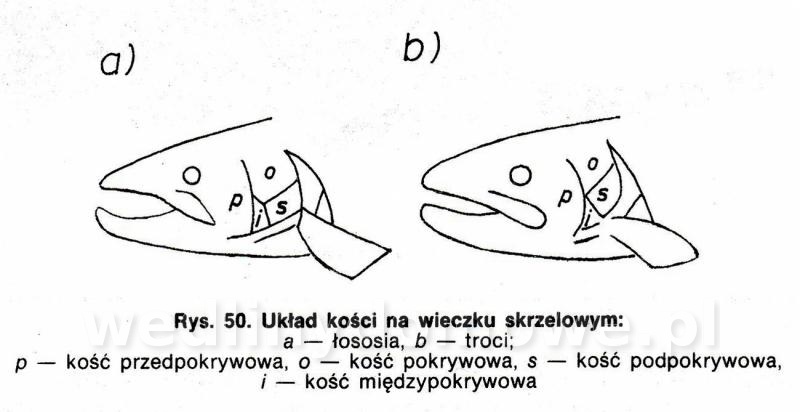
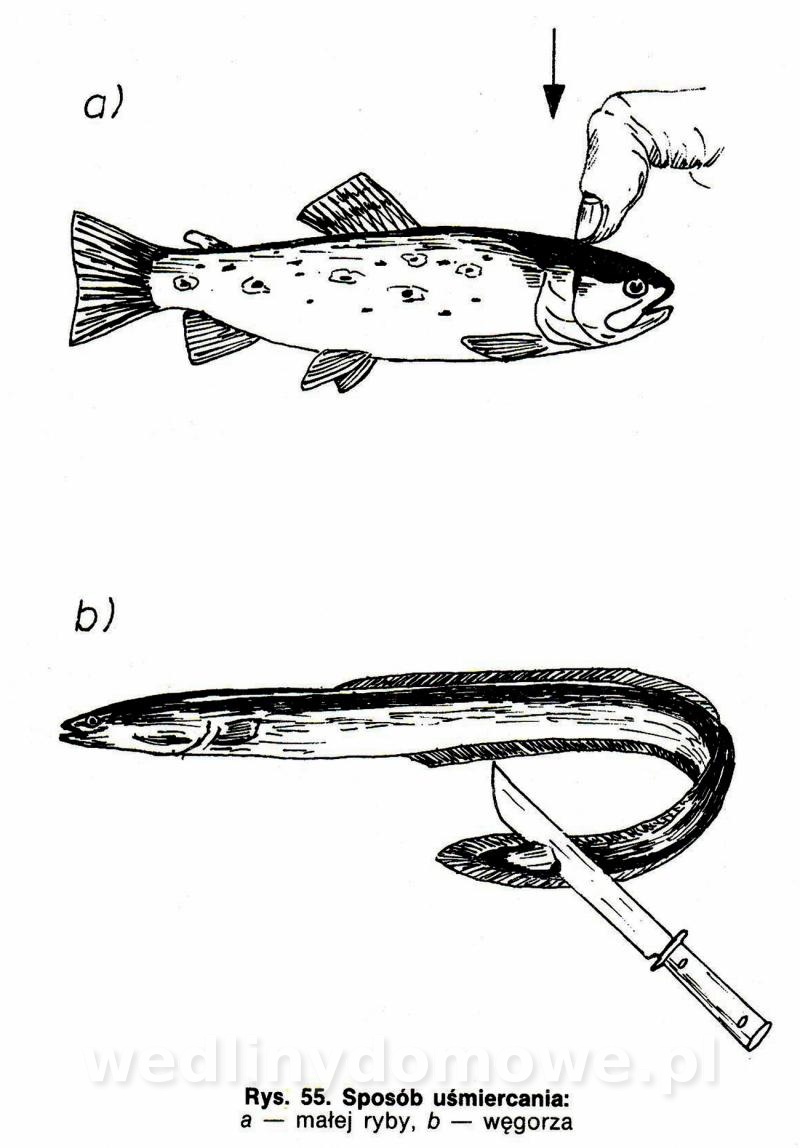
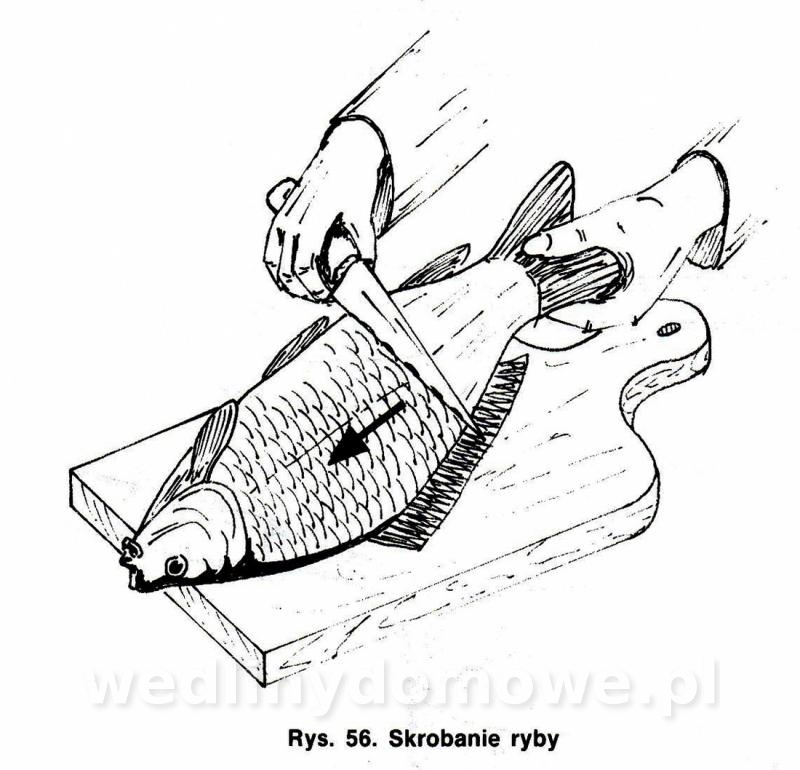
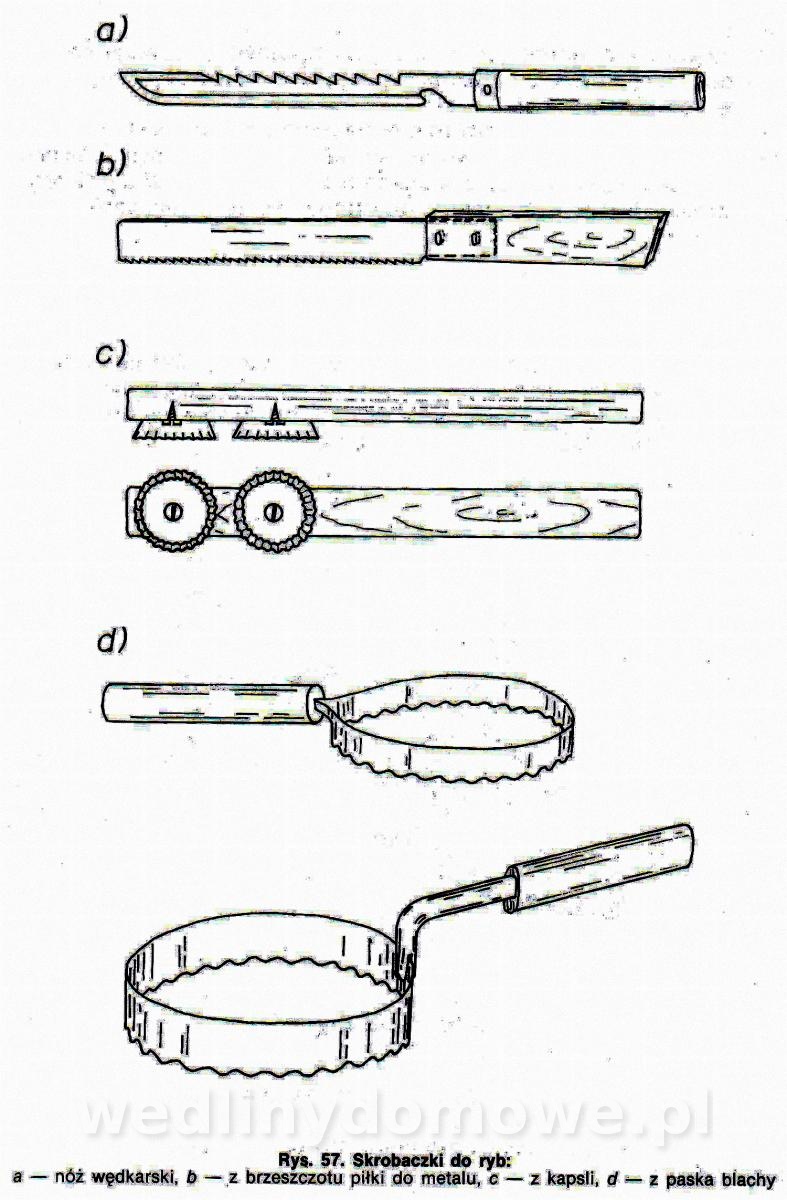
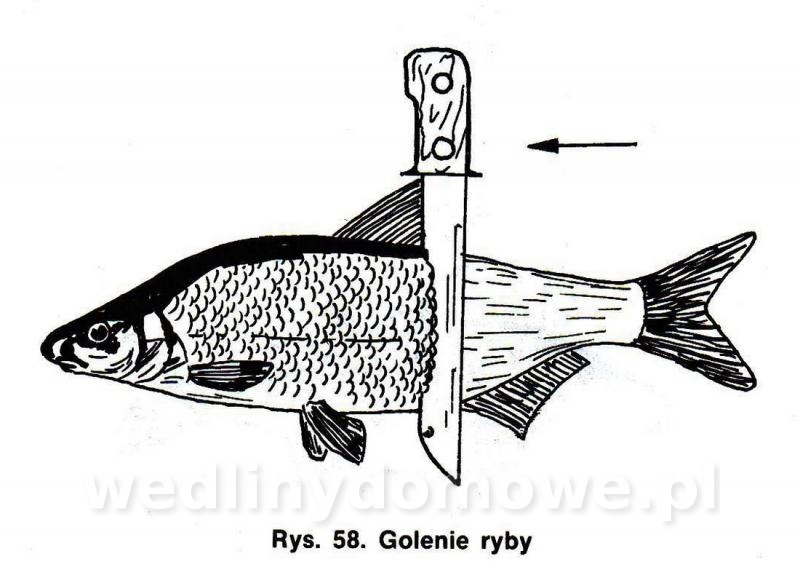
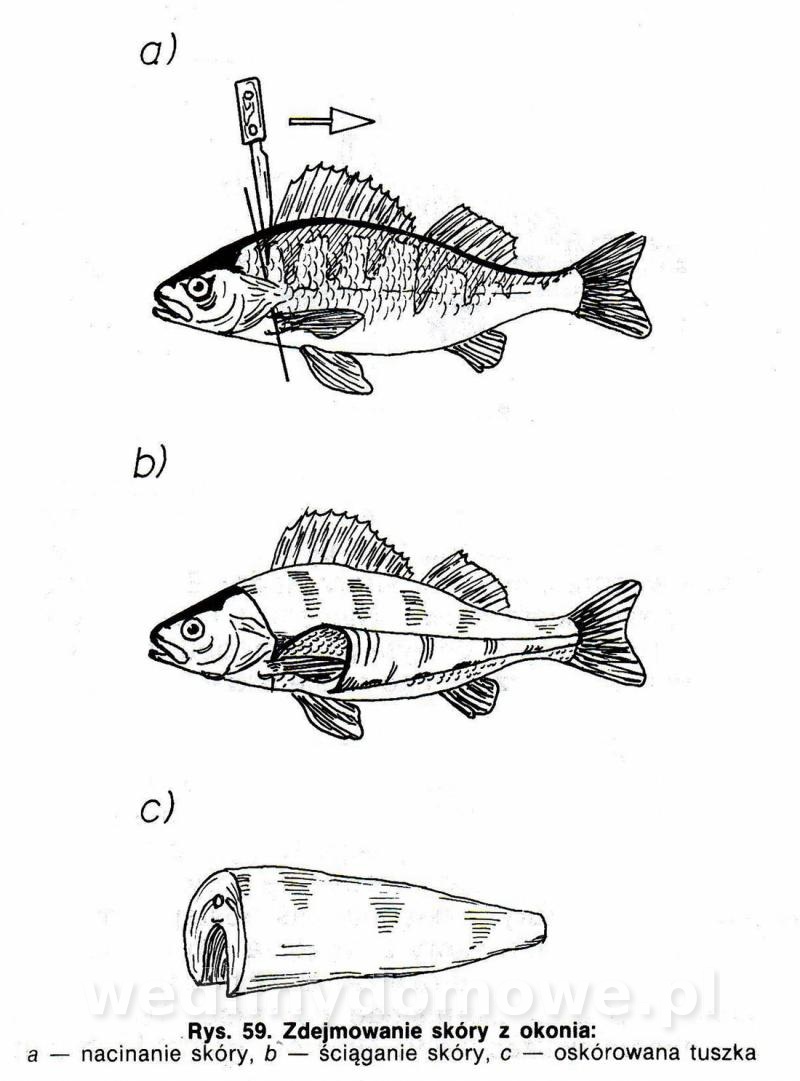
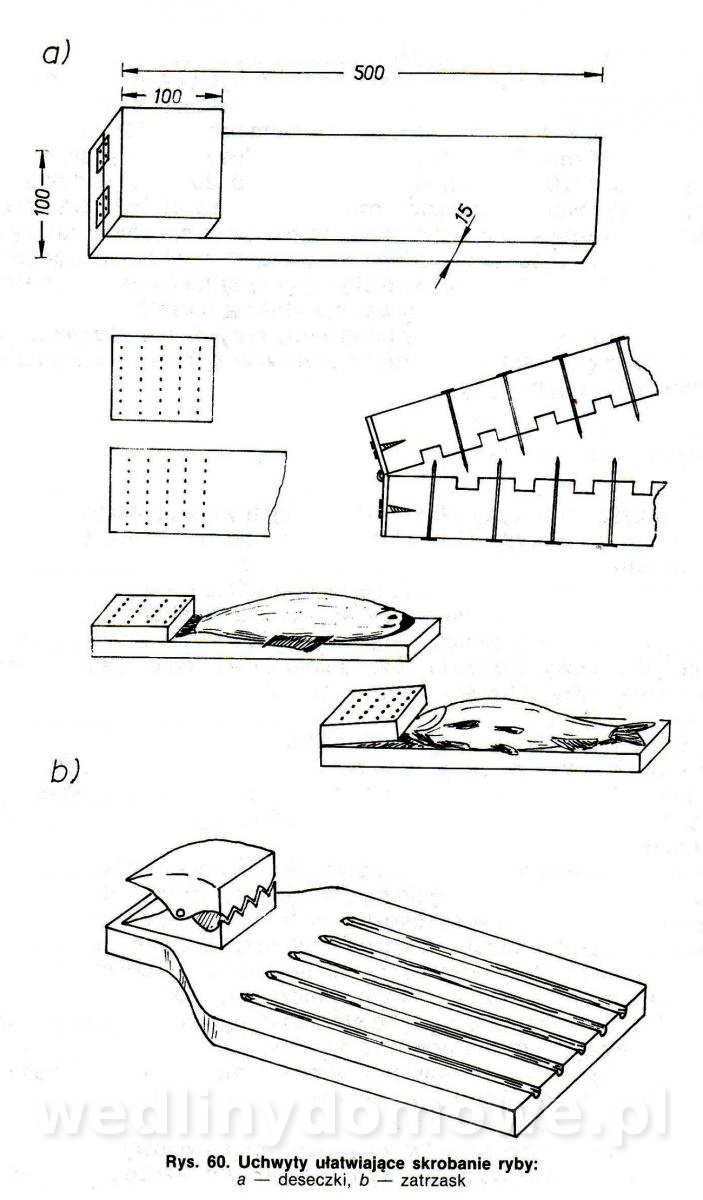
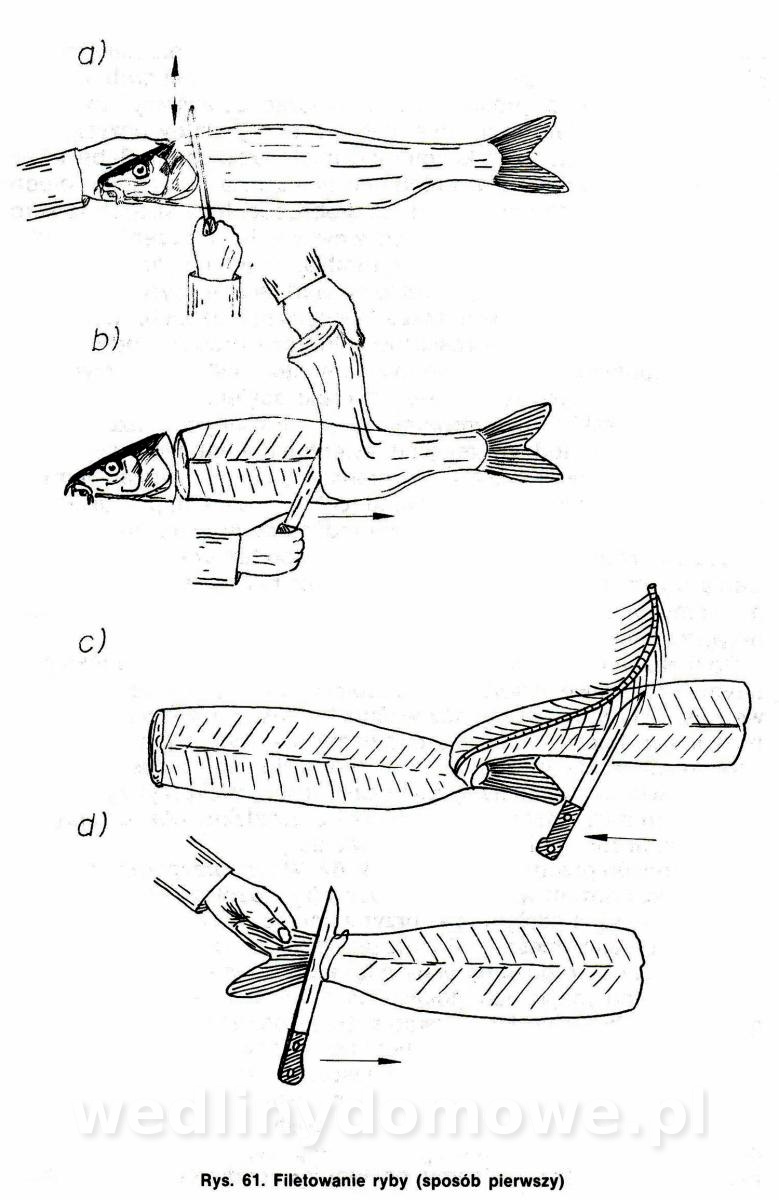
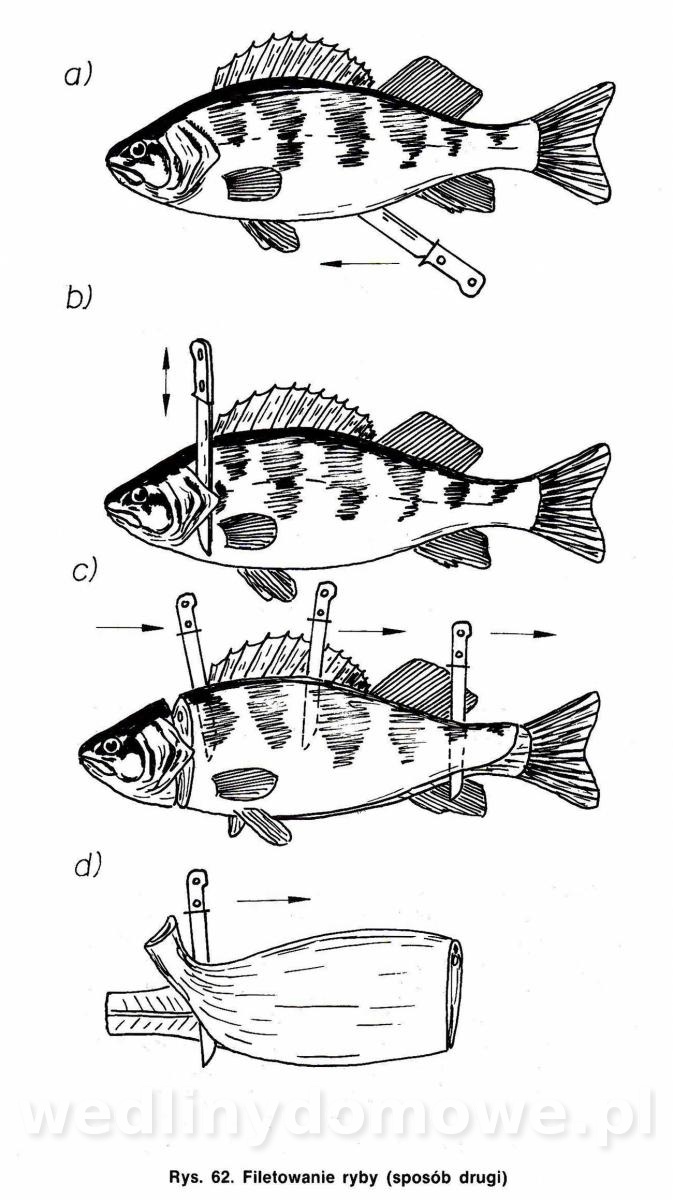
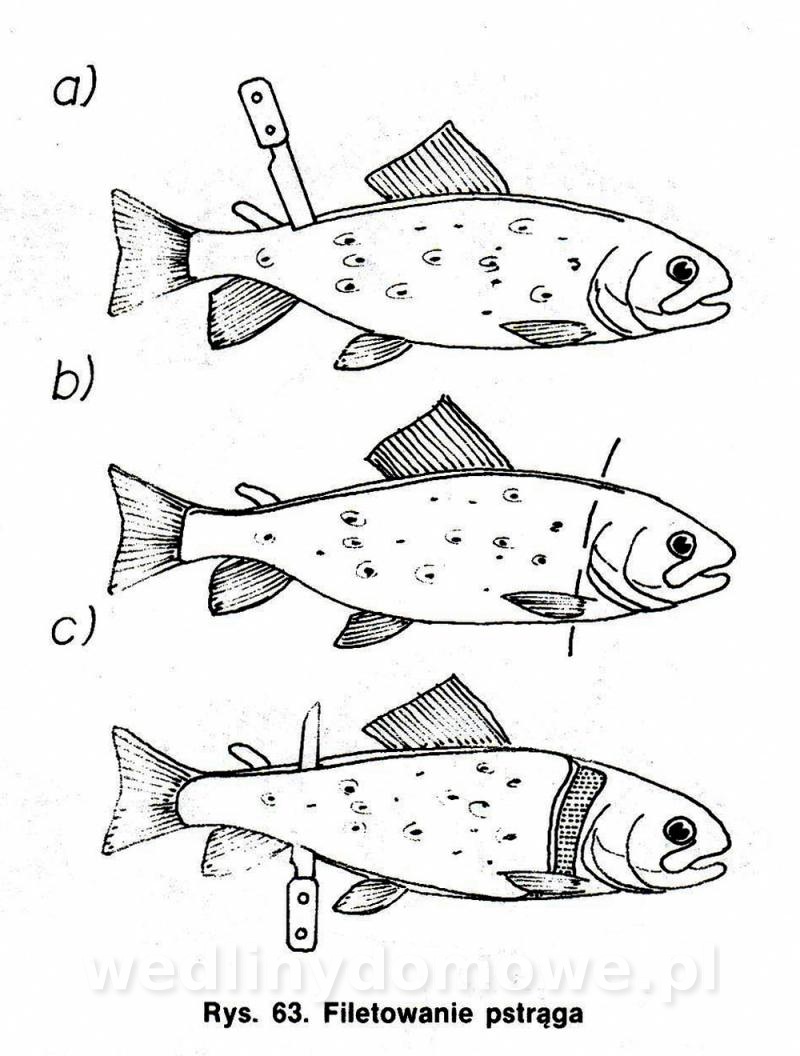
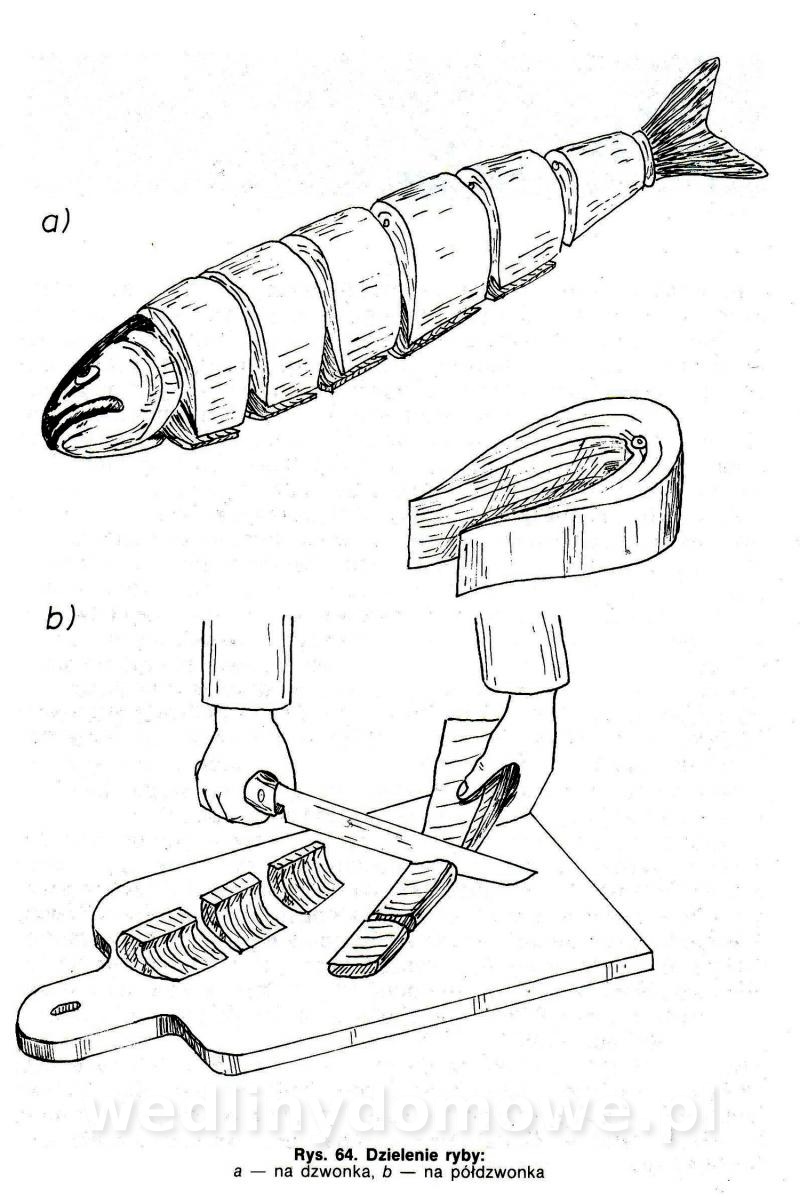
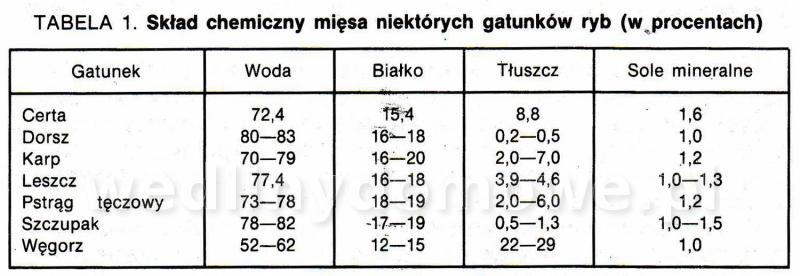
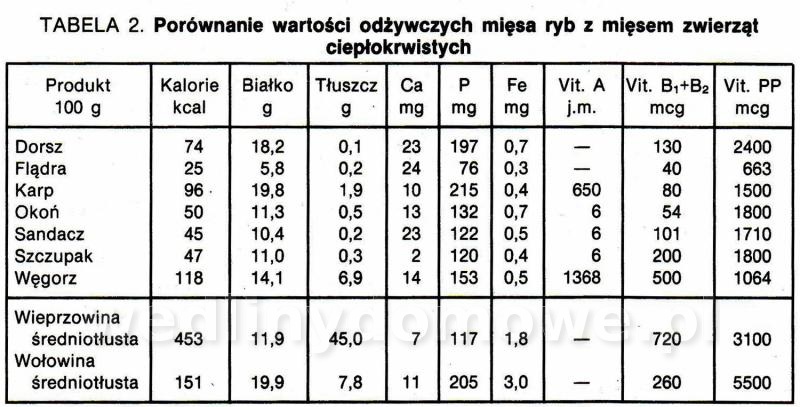
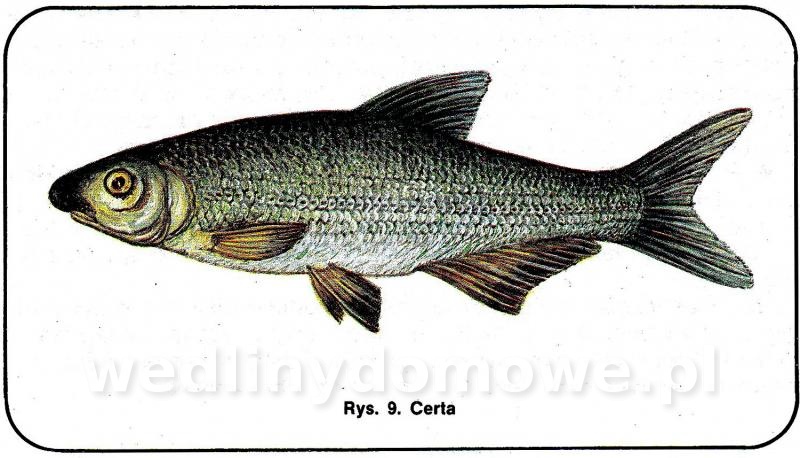
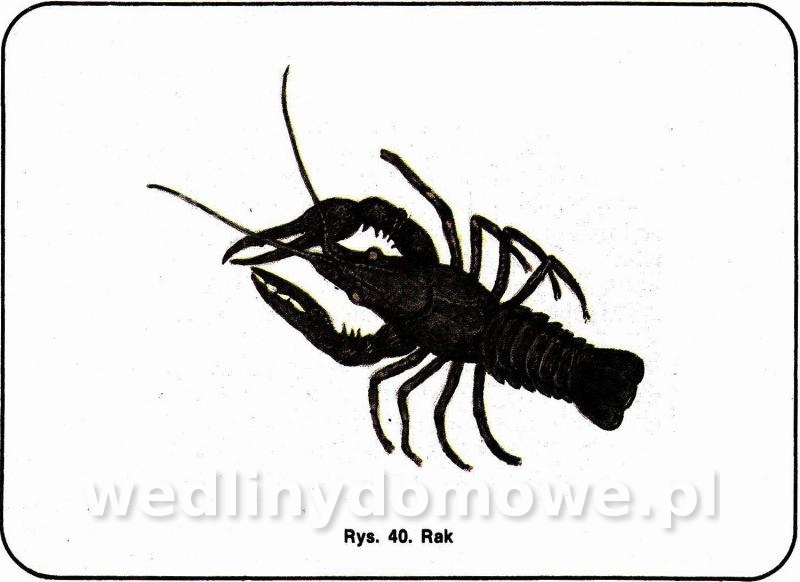
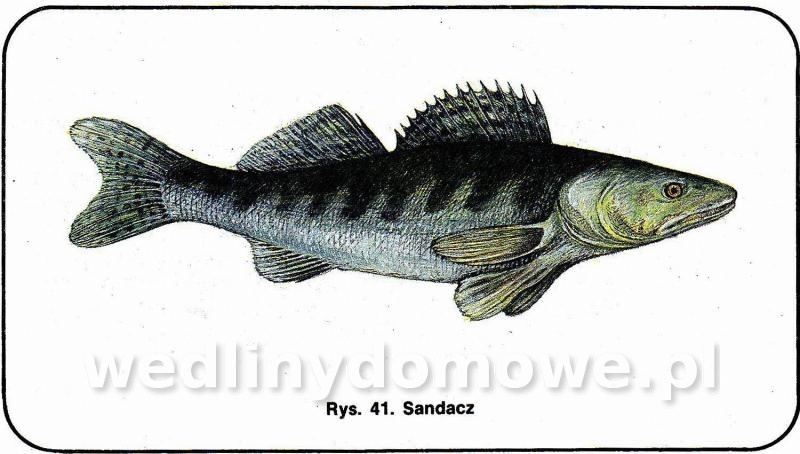
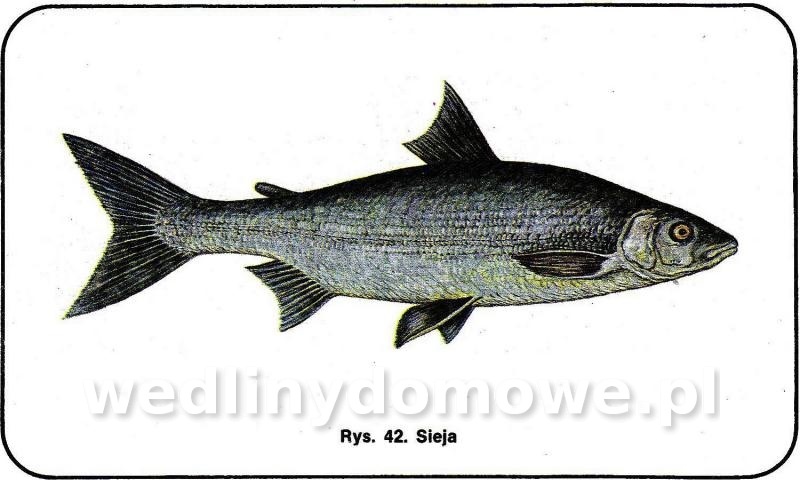
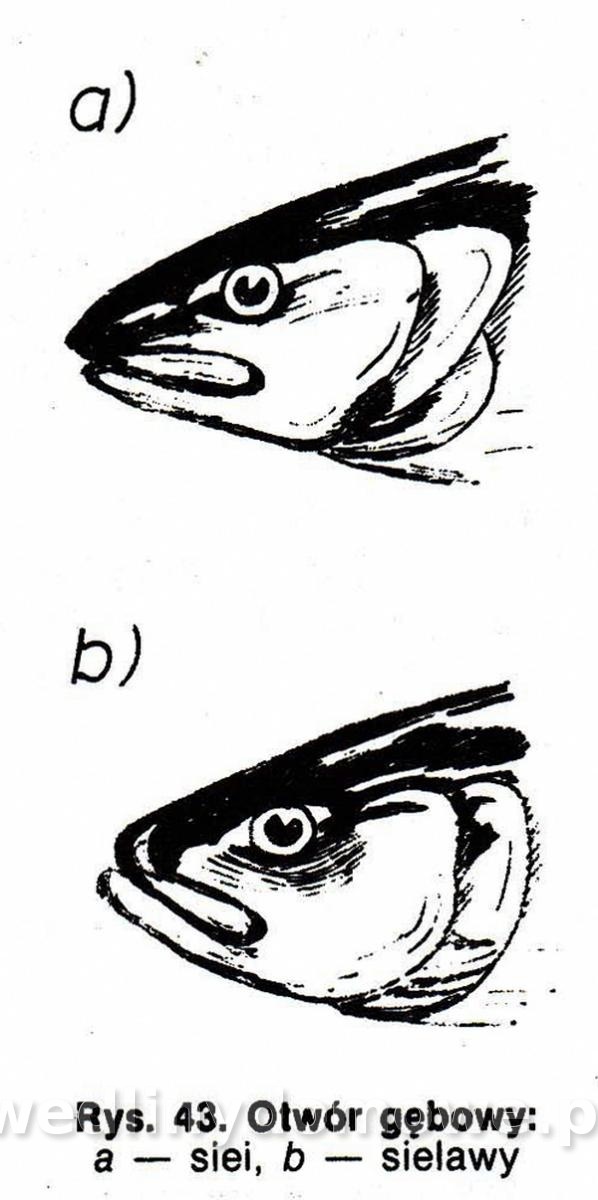
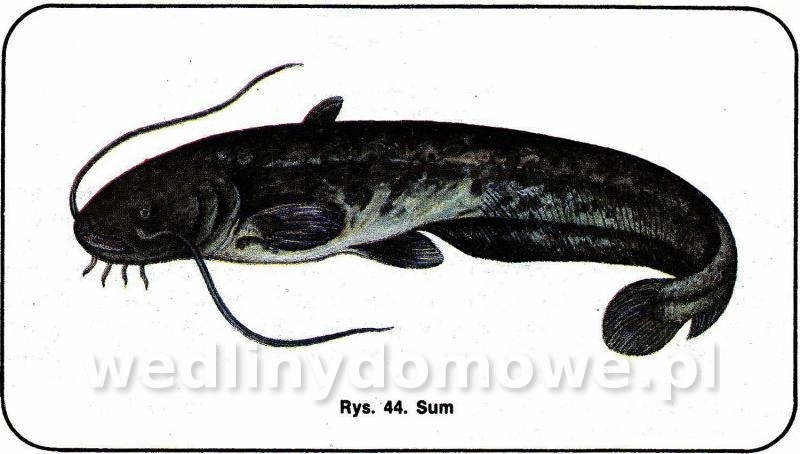
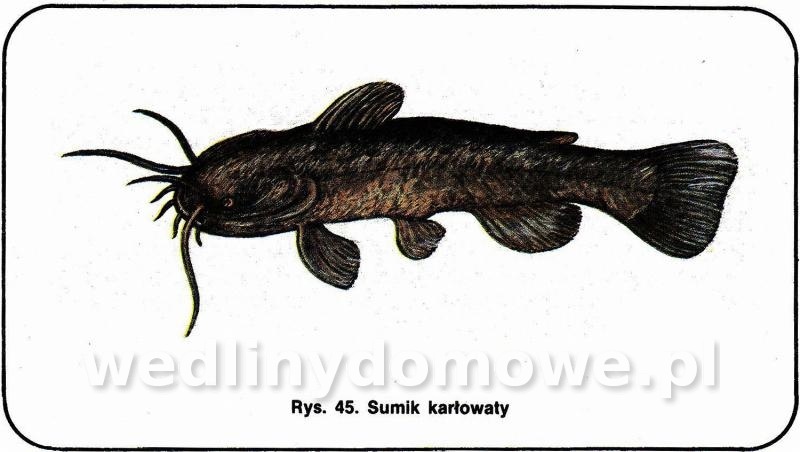
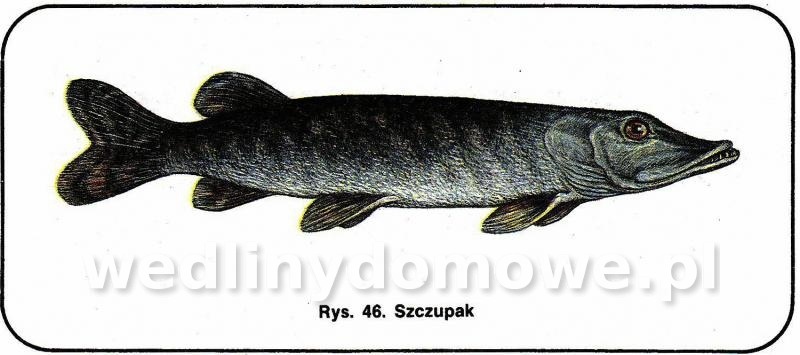
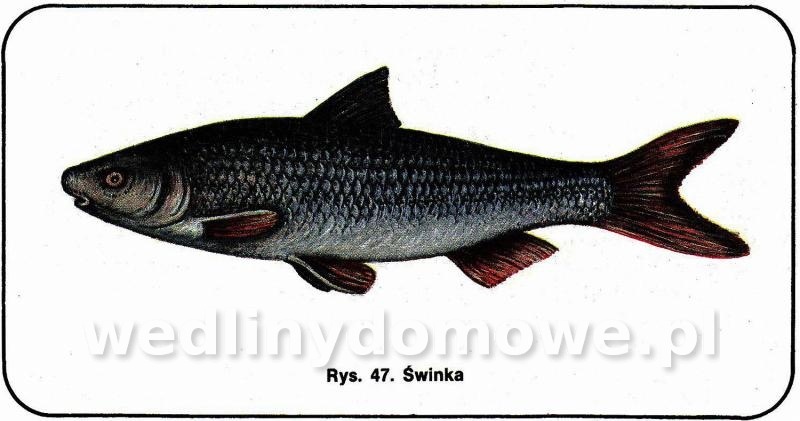
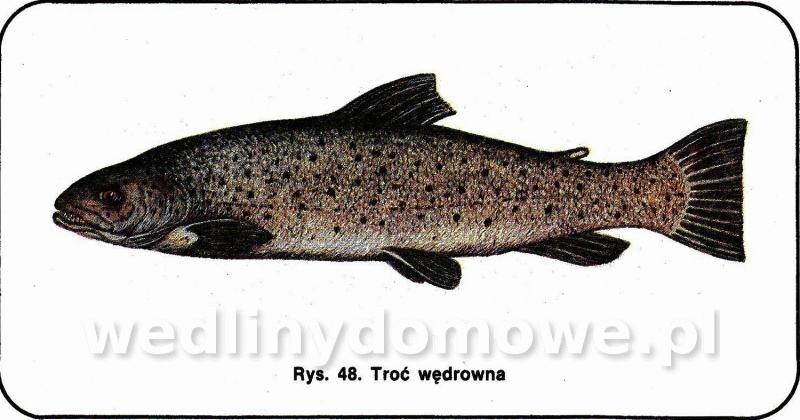
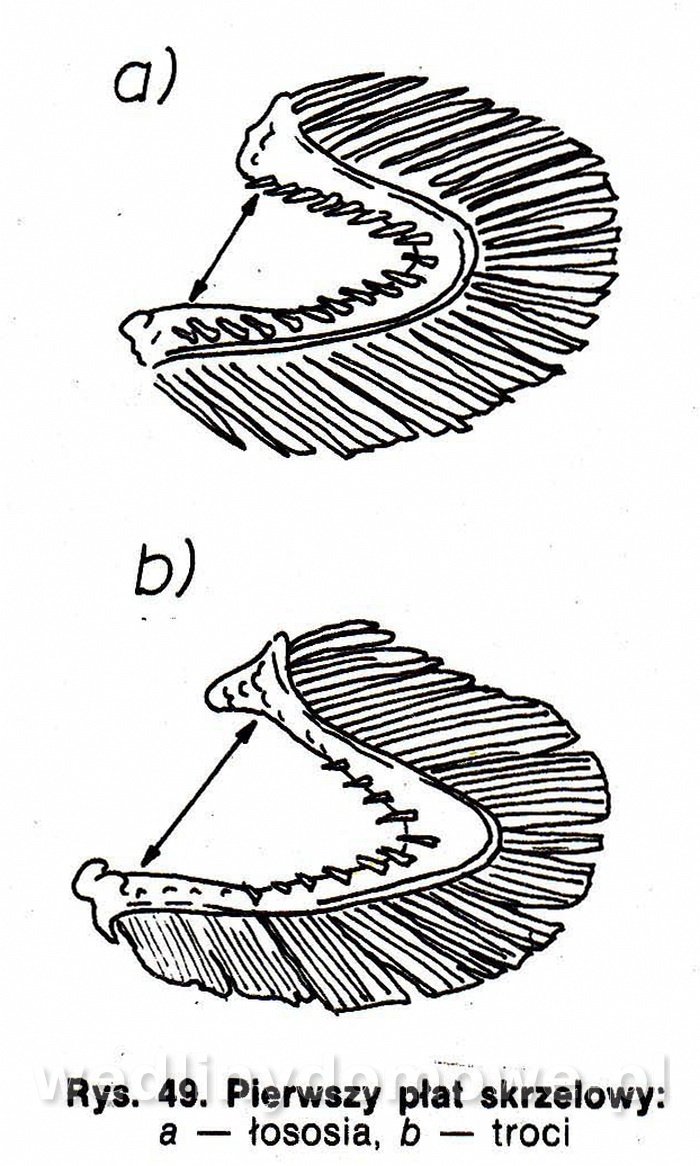
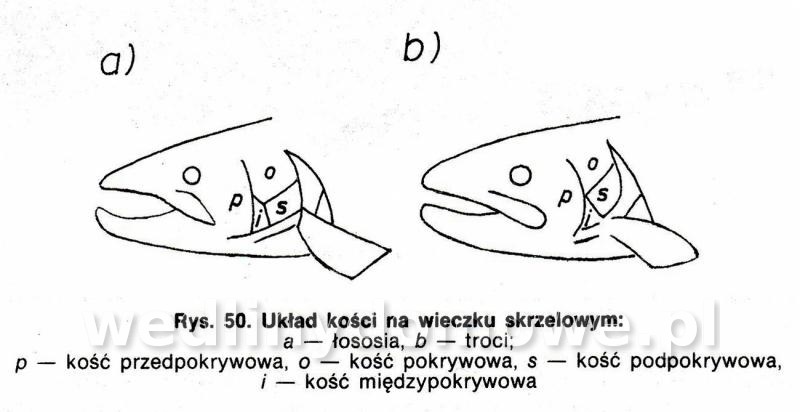
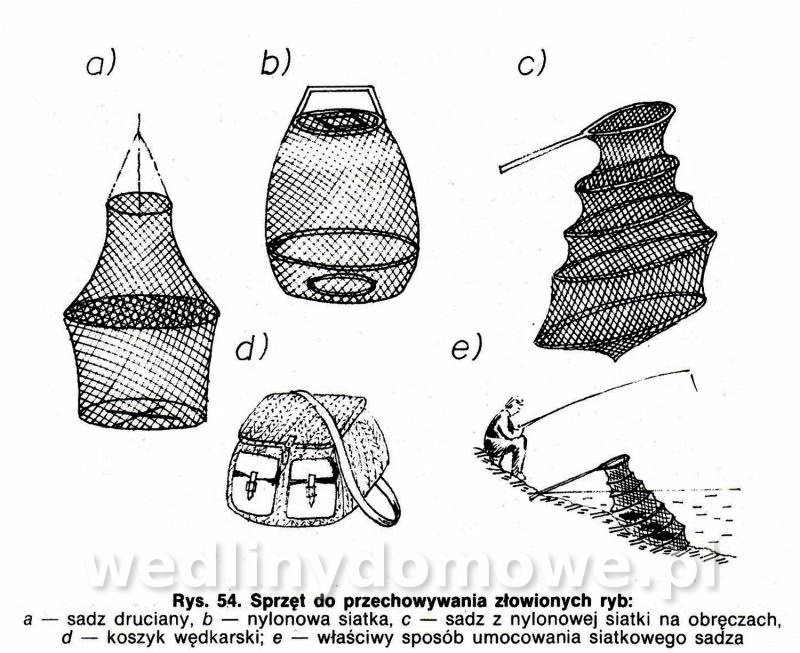
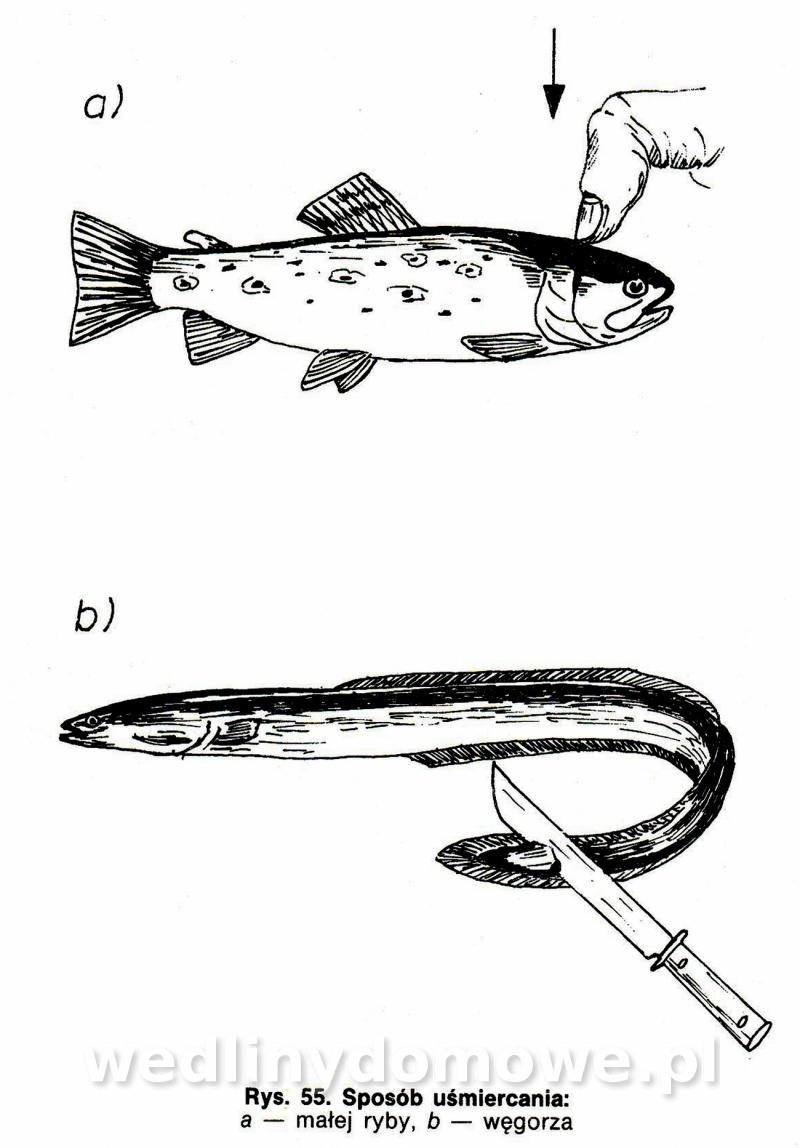
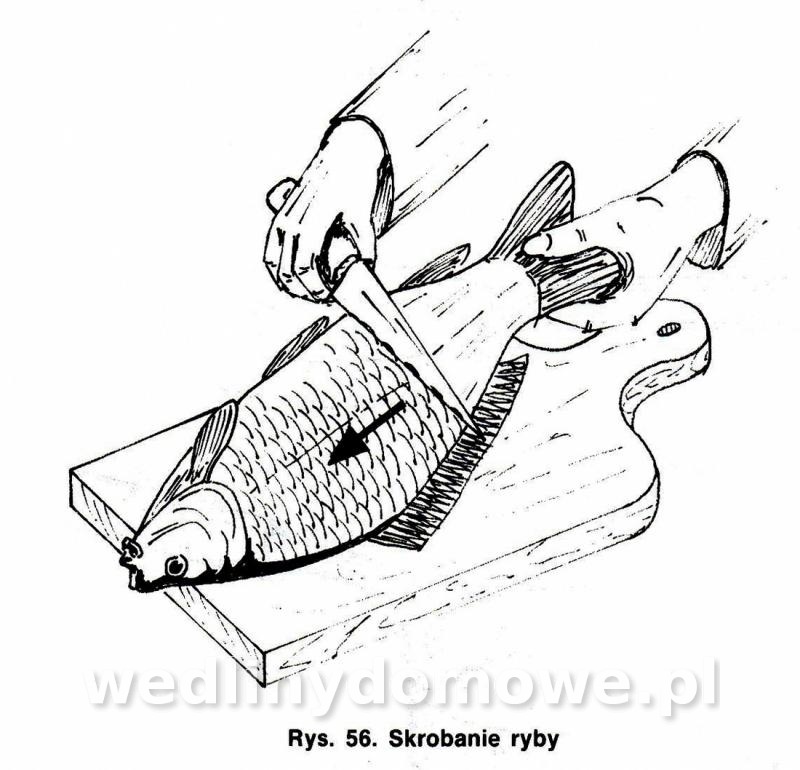
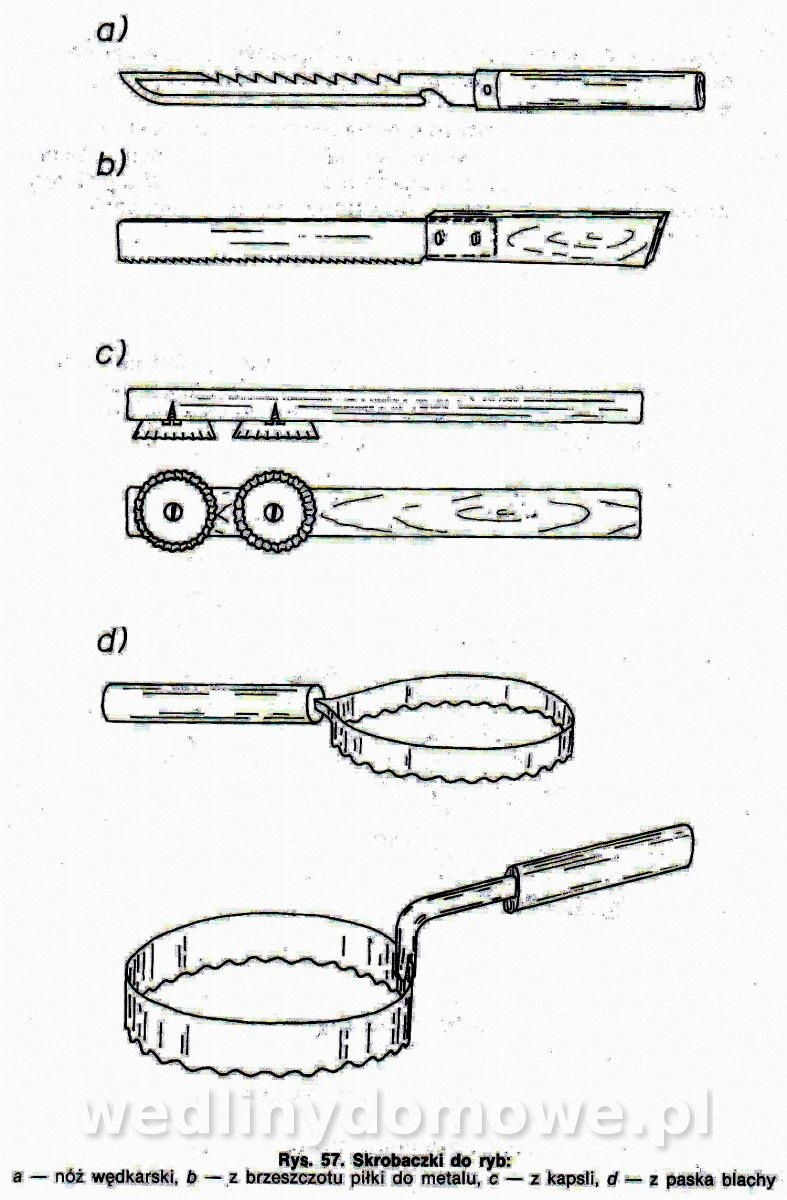
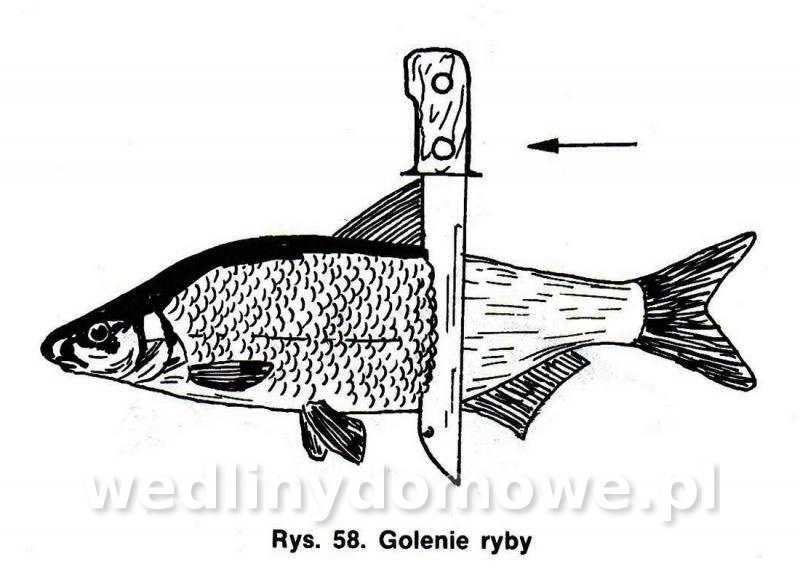
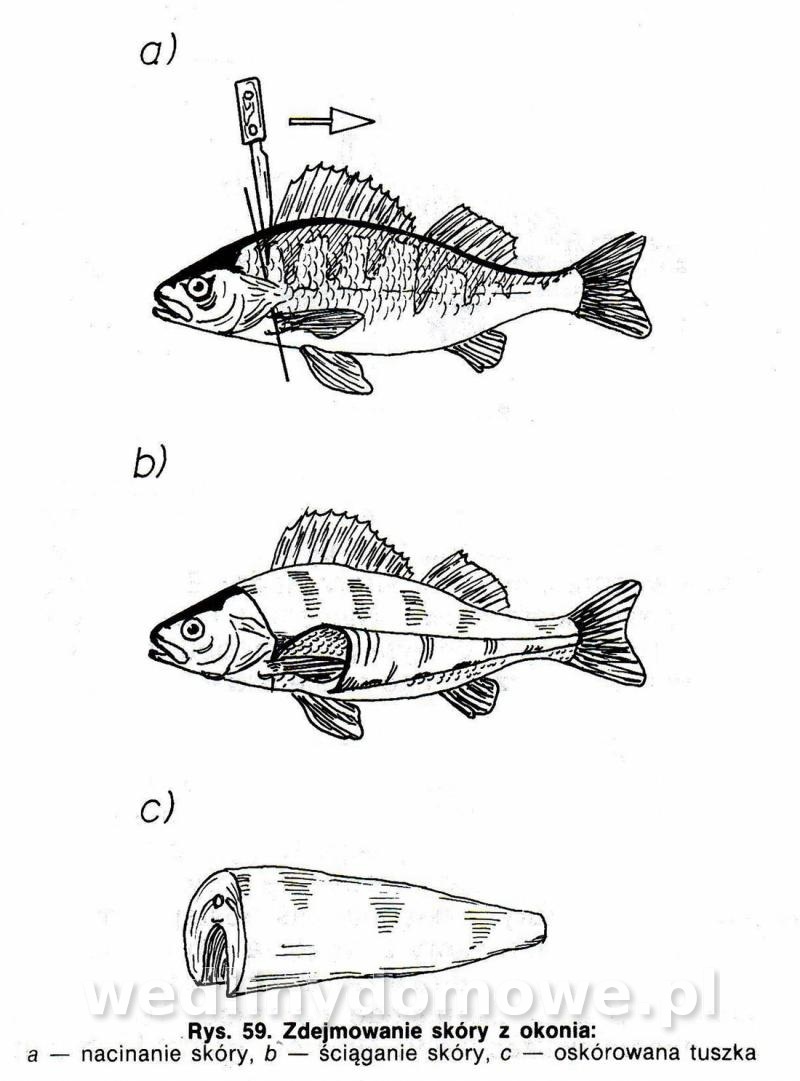
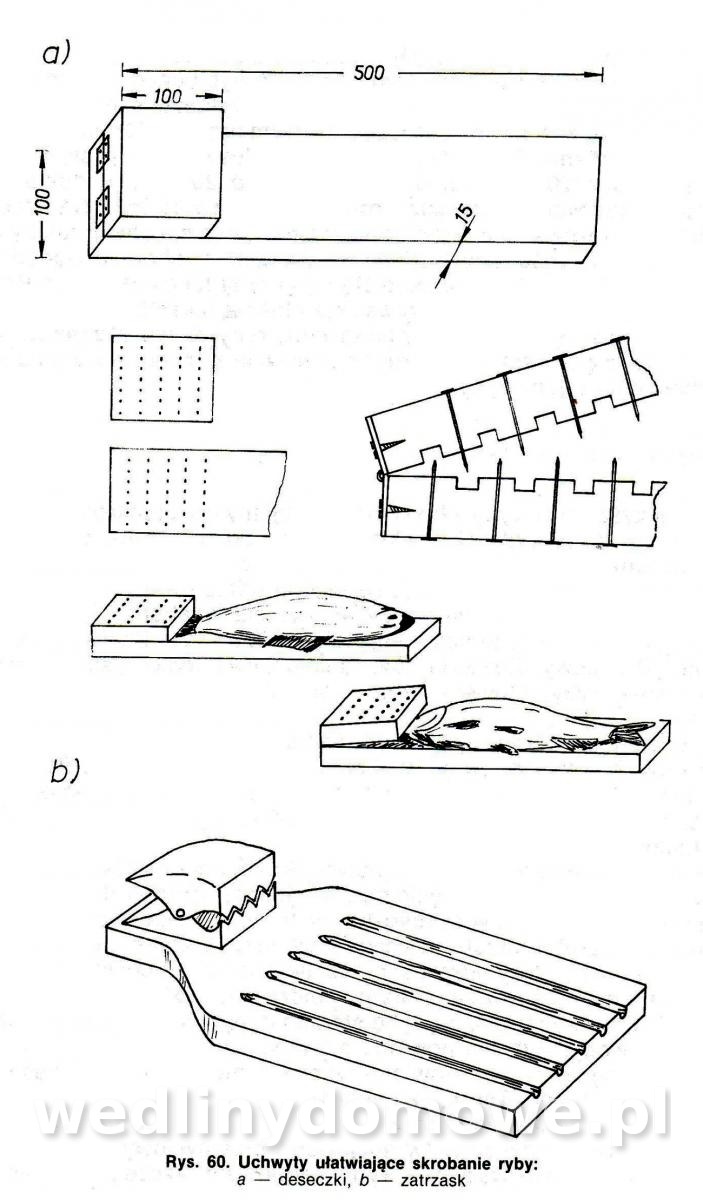
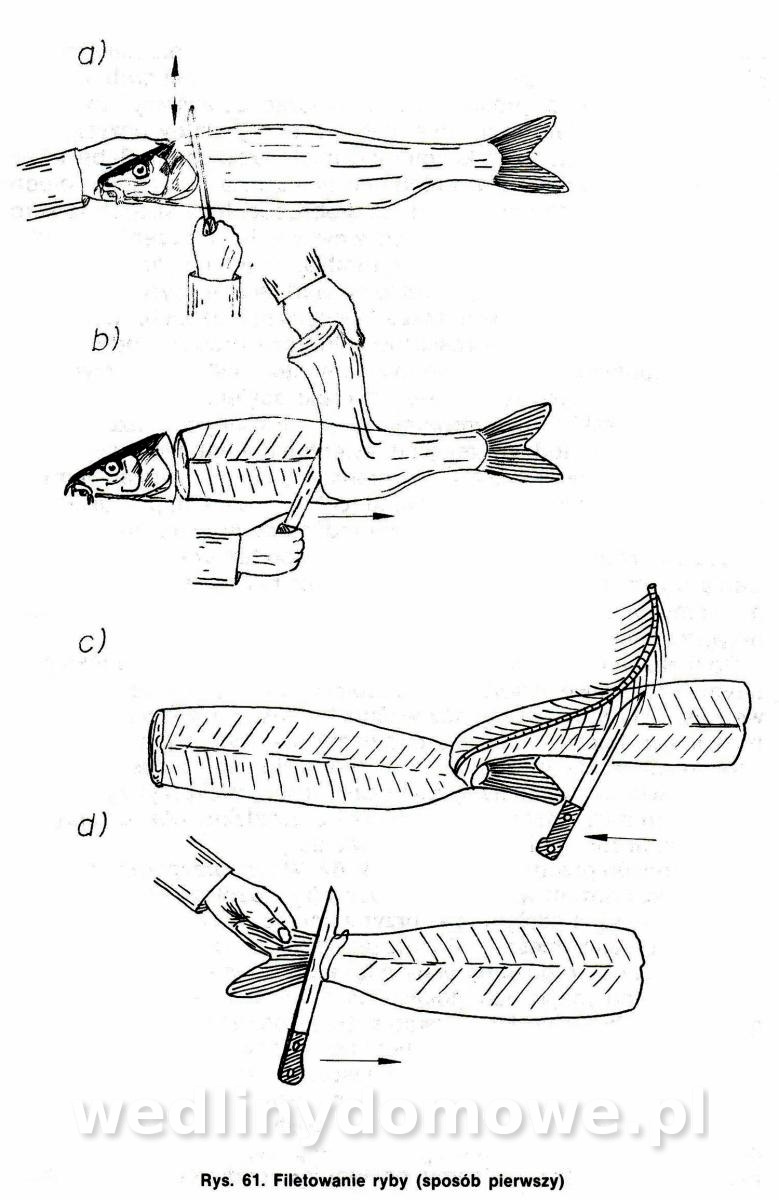
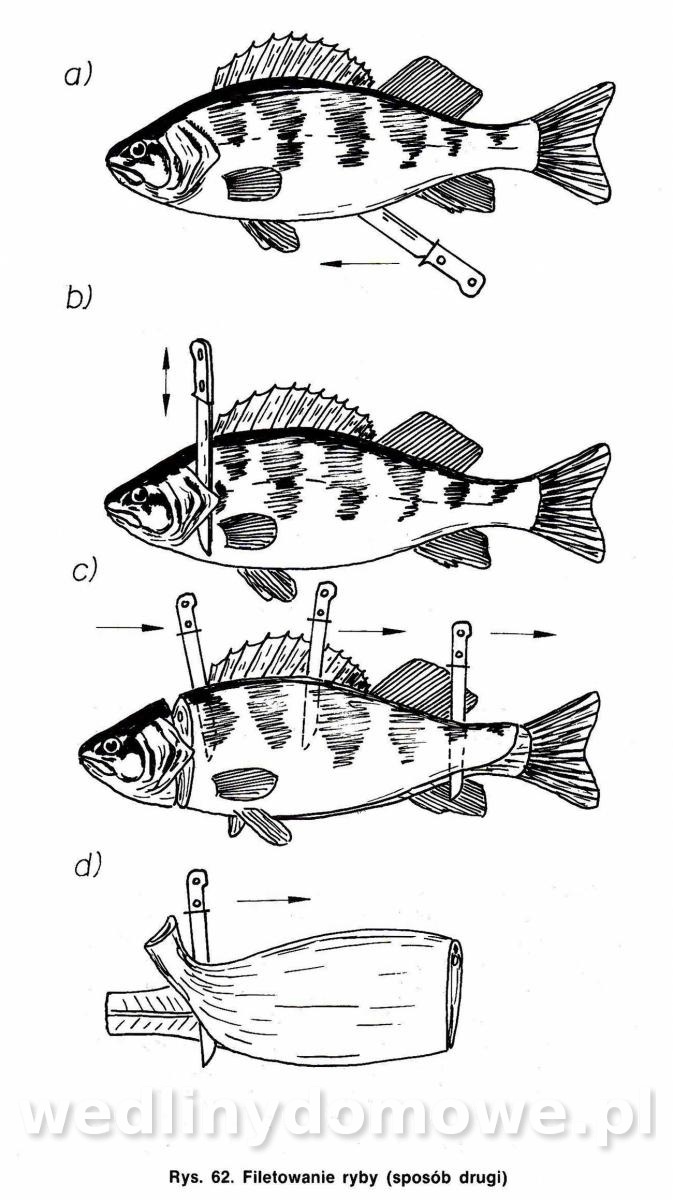
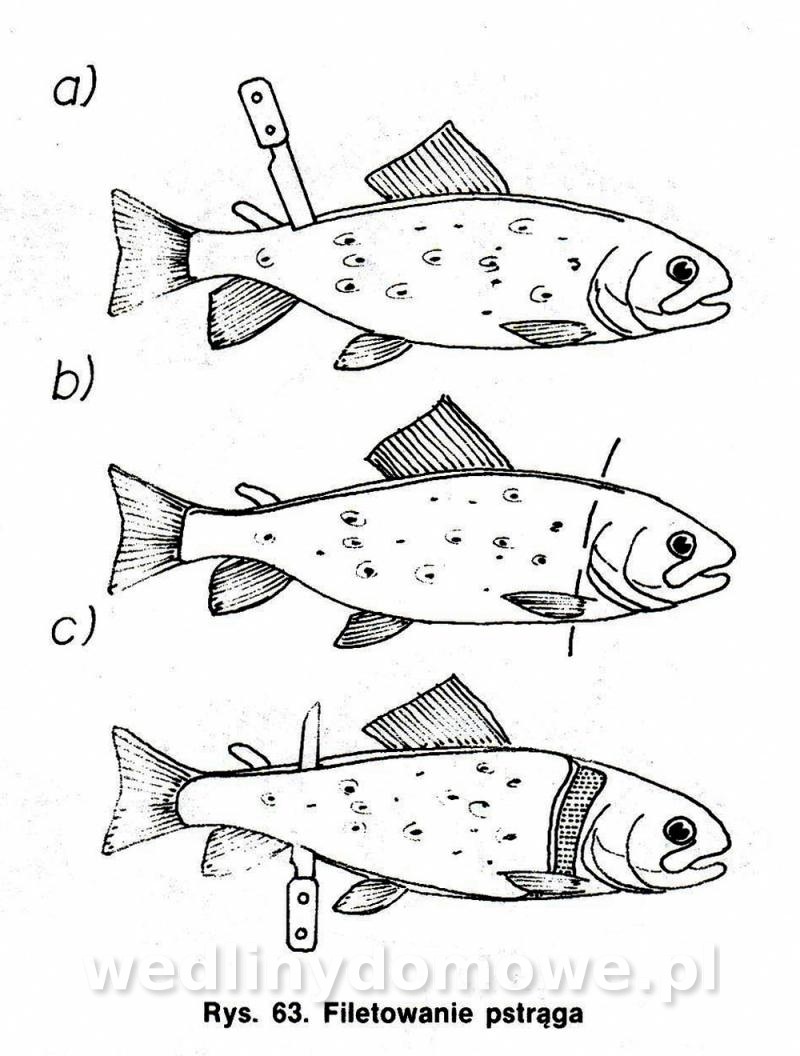
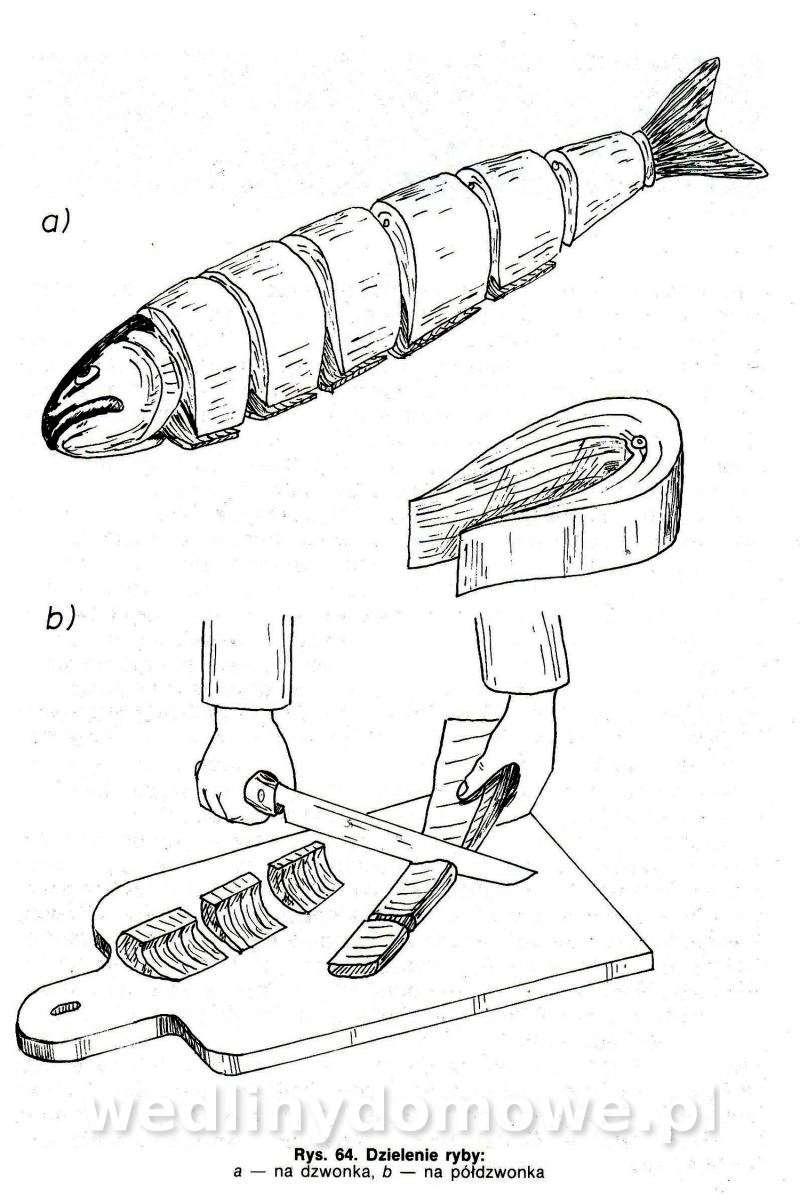
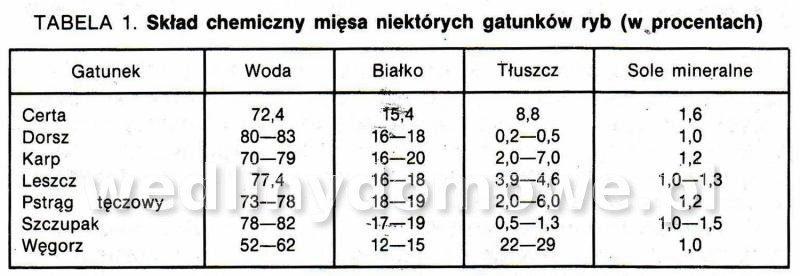
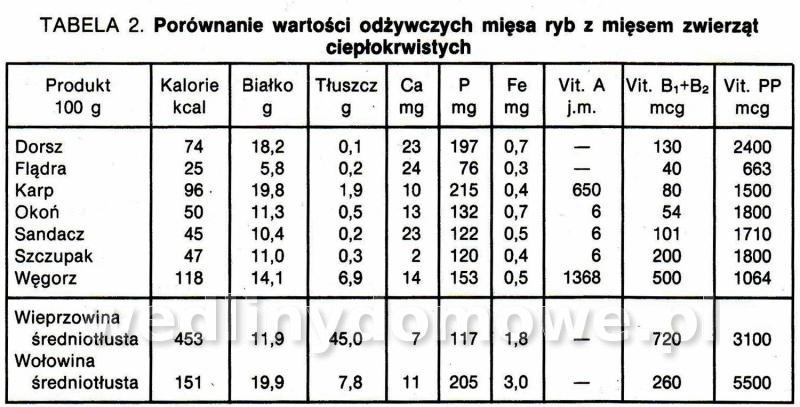
Raki (Astacidae) należą do typu stawonogów i rodziny skorupiaków. W naszych wodach śródlądowych występują: - rak szlachetny (Astacus astacus), zwany czasem rzecznym lub wielkoszczypcowym, - rak błotny (Astacus leptodactylus), zwany również stawowym lub wąskoszczypcowym, - rak pręgowaty (Orconectes limosus), zwany powszechnie amerykańskim. Raka szlachetnego łatwo rozpoznać po dużych szczypcach, często niejednakowej wielkości, gładkim, stosunkowo miękkim pancerzu, zwłaszcza w okolicach pokryw skrzelowych. Rak pręgowaty i błotny różnią się głównie wielkością (pręgowaty bywa znacznie mniejszy) i barwą pancerza chitynowego. Zależy ona od wieku i środowiska. Może zmieniać się od zielonkawobrunatnej do prawie czarnej. Raki szlachetne mogą dorastać do 25 cm długości, błotne — do 30 cm (przeważnie łowi się osobniki długości 12 cm), raki pręgowate — do 10 cm. Raki występują w całym kraju z wyjątkiem Polski centralnej. Jeśli chodzi o wymagania środowiskowe, nie są specjalnie wybredne i mogą żyć praktycznie w .każdym typie zbiornika wodnego, Podstawowym jednak warunkiem bytowania tych skorupiaków jest czysta woda. Obok zanieczyszczeń również i regulacja rzek pogarsza warunki życia raków. Raki szlachetne preferują zbiorniki, których dno umożliwia im wykopanie nory. Spędzają w niej zwykle dzień i okres linienia aż do stwardnienia pancerza. Raki błotne wolą kryjówki naturalne: gałęzie, korzenie roślin wodnych, kamienie. Raki pręgowate kryją się wśród roślin, ale mogą przebywać również na dnie pozbawionym kryjówek. W rzekach wybierają sobie miejsca stosunkowo zaciszne, z dala od głównego nurtu. W jeziorach występują wyłącznie na płyciznach. Raczę gody przypadają na jesień; z jaj przyczepionych pod odwłokiem samicy około czerwca następuje wykluwanie się larw. Średnio samice raków szlachetnych i błotnych odkładają 180 jaj, a pręgowatych 290 jaj. Raczki wykluwają się z 2/3 jaj. Cechą charakterystyczną raka jest linienie (utrata skorupy). Pierwsze linienie raki szlachetne i błotne przechodzą po 8—10 dniach od wyklucia, natomiast pręgowate już po 48 godzinach. W pierwszym roku życia raki szlachetne i błotne linieją 8 razy, w drugim — 5, w trzecim — 2; w następnych latach życia — samce 2 razy, samice tylko raz w roku. Rak pręgowaty w pierwszym roku linieje 9 razy, w następnych latach 3 razy rocznie. Po każdej zmianie pancerza rak przyrasta około 0,8 cm i to niezależnie od wieku. Linienie ciągnie się przez kilka godzin, po czym raki są zupełnie miękkie i bezbronne. Wtedy też masowo zjadają je ryby drapieżne (miętus, okoń, węgorz, sum i kleń). Proces twardnienia skorupy trwa około 10 dni. Rak odżywia się przeważnie pokarmem roślinnym (rośliny naczyniowe i glony). W skład pokarmu pochodzenia zwierzęcego wchodzą mięczaki, larwy owadów wodnych, padlina. Raki są zasadniczo aktywne w nocy. Mogą jednak żerować także w dzień, zwłaszcza raki pręgowate i błotne. Raki poławia się w ciepłe bezksiężycowe noce, gdy woda ma temperaturę 18—22°C. Do łowienia służą podrywki o średnicy 30 cm, wykonane z obręczy stalowych, na których napięta jest siatka o oczkach 1,5x1,5 cm. Do podrywki przywiązuje się przynętę, np. obdartą ze skóry żabę lub martwe, drobne rybki. Podrywkę z przynętą opuszcza się w wybranym miejscu na sznurku na dno i pozostawia się na 15—30 minut. Następnie szybko wyciąga się ją na powierzchnię i zdejmuje raki. Zgodnie z regulaminem PZW wędkarz może posługiwać się jednorazowo 5 podrywkami. Raki obejmuje okres ochronny, który dla samic trwa od 15 października do 31 lipca, zaś dla samców od 15 grudnia do 15 marca. Wymiar ochronny dla raków szlachetnych i błotnych obu płci wynosi 10 cm, nie obowiązuje raka pręgowatego. Rozmiar handlowy tego ostatniego wynosi 8 cm. Rekordowy rak szlachetny został złowiony na wędkę (sic!) i mierzył 47 cm długości przy wadze 1,32 kg. Uwaga! Według obowiązującego od 1986 r. Regulaminu Amatorskiego Połowu Ryb: raki szlachetne i błotne nie mogą być przedmiotem amatorskiego połowu. Wędkarzom pozostaje więc tylko rak pręgowaty. Oto kilka praktycznych rad jak odróżnić poszczególne gatunki raków: rak szlachetny ma spodnią stronę szczypiec czerwoną, rak błotny — białawą, rak pręgowaty posiada nieregularne, wyraźnie jaśniejsze plamy na pancerzu tułowia. Samicę od samca odróżnia się po szczątkowych odnóżach znajdujących się na odwłoku. Ten ostatni jest błędnie nazywany „szyjką raczą". Samiec posiada 5 par odnóży odwłokowych (na każdym segmencie po jednej parze) przy czym 2 pierwsze pary (bliżej tułowia) są wyraźnie lepiej rozwinięte i dłuższe od pozostałych. Samica posiada tylko 4 pary odnóży odwłokowych (na pierwszym segmencie od strony tułowia brak jest nóżek) i wszystkie są jednakowo słabo rozwinięte. Złowione raki przechowuje się w sadzach, po wyjęciu osusza w trawie, a następnie transportuje na żywo, najlepiej w koszyku na podściółce z trawy. Można je układać w 3—4 warstwach (grzbietem do góry) przedzielonych podściółką. Raki uważane są za jedną z bardziej wykwintnych potraw. Ich mięso jest bardzo smaczne. Należy je przyrządzać zaraz po złowieniu. W wyjątkowych przypadkach, w zimnych pomieszczeniach, można je przechowywać 2—3 dni. Śnięte raki nie nadają się do użytku. Przed gotowaniem należy raki dokładnie wyszorować szczotką, potem wypłukać w bieżącej wodzie. Umyte, żywe raki, po wyciągnięciu z ogona środkowej płetwy wraz z czarną kiszką, wrzuca się do wrzącej, osolonej wody. Ten na pozór niehumanitarny sposób zapewnia najmniej bolesne uśmiercenie taka. Natychmiast po wrzuceniu do wrzątku skorupy raków nabierają intensywnie czerwonej barwy. Do jedzenia nadaje się mięso zawarte w kleszczach i szyjce. Ze skorup można sporządzać proszek do zup i sosów rączych. Sandacz (Lucioperca lucioperca). Ryba z rodziny okoniowatych. Bywa nazywany sendaczem, sędaczem, sandałem, sędaciem lub smoczą rybą. Sandacz ma ciało wydłużone, z boków nieznacznie spłaszczone. Podobnie jak okoń posiada dwie płetwy grzbietowe. Linia boczna jest bardzo wyraźna. Całą rybę, łącznie z pokrywami skrzelowymi, pokrywa drobna, ostra łuska, mocno osadzona i zachodząca dachówkowato na siebie. Płetwa ogonowa jest chorągiewkowato wycięta. Płetwy brzuszne — przesunięte ku przodowi — leżą pod piersiowymi. Głowa jest niewielka, stożkowata, paszcza ustawiona poziomo, uzbrojona w liczne, drobne i większe ostre zęby. Ubarwienie ciała jest bardzo zróżnicowane: grzbietu najczęściej zielonoszare, brzucha białawe. Na bokach ciała, na stalowym tle znajduje się od 8 do 12 ciemnych, poprzecznych smug. Ciemne, regularnie rozmieszczone plamy występują na płetwach grzbietowych i na ogonowej, pozostałe płetwy są bladożółte. Dorasta do długości 120 cm i osiąga 15 kg wagi. Odławiane sandacze mają długość 50—80 cm i ważą 1—3 kg. Sandacz jest gatunkiem drapieżnym, pożera jednak przeważnie mało wartościową drobnicę. W naszym kraju występuje powszechnie w środkowych i dolnych biegach rzek, słodkawych zatokach i zalewach przymorskich oraz w jeziorach. Hoduje się go w sztucznych stawach. W rzekach przebywa w miejscach głębszych o twardym podłożu, obfitującym w różnego rodzaju zawady. W jeziorach sandacza spotyka się na pełnej wodzie, z dala od brzegu, przy stokach wzniesień podwodnych, głazach i zatopionych pniach. Sandacz to ryba ciemnolubna. W ciągu dnia przebywa chętnie przy dnie, wieczorami i nocą w poszukiwaniu żeru podchodzi pod powierzchnię wody. Mniejsze egzemplarze żyją w nielicznych stadach, duże sztuki wolą samotny tryb życia. Sandacz po wylęgu odżywia się planktonem i fauną przydenną. Dopiero pod koniec pierwszego roku życia zaczyna zjadać małe rybki. Pełni przy tym pożyteczną funkcję sanitariusza wód, gdyż czyści wodę z ryb chorych, bądź świeżo śniętych. Głównie poluje na stynkę, jazgarza, ukleję oraz małe okonie. Nie gardzi żabami, owadami, ślimakami i pijawkami. Posiada skłonność do kanibalizmu. Sandacz tarło odbywa w połowie maja. Gniazda z ikrą znajdują się na korzeniach roślin podwodnych lub na twardych żwirowych grzędach. Jako ciekawostkę warto podać, że od momentu złożenia ikry sandacz skrzętnie opiekuje się swoimi gniazdami. Sandacza łowi się metodą gruntową i spinningową. Sprzęt do połowu może być taki sam, jak do połowu okoni. Błystki powinny być małe, wahadłowe i obciążone ekscentrycznym ciężarkiem. Stosunkowo mało znaną odmianą metody spinningowej jest stosowanie zamiast błystki — filetów z uklei. Do połowu metodą gruntową, jako przynętę wybiera się rybki mniejsze ze względu na wąski przełyk sandacza. Nie jest on rybą waleczną; zacięty szybko słabnie. Okres ochronny trwa od 15 marca do 31 maja, wymiar ochronny wynosi 45 cm. Limit dzienny — 4 sztuki (łącznie z boleniem, szczupakiem i sumem). Rekordowy okaz miał wagę 15,6 kg, przy długości 109 cm. Znaczenie gospodarcze sandacza jest znaczne. Obok łososia i węgorza należy do najcenniejszych polskich ryb słodkowodnych. Jego białe mięso jest jędrne, delikatne i wyborne w smaku, szczególnie jeśli rybę złowiono jesienią lub zimą. Zawiera minimalne ilości tłuszczu i uważane jest za dietetyczne. Sandacz posiada mało nierozdwojonych ości międzymięśniowych (33 po obu stronach). Występują one tylko w przedniej części ciała. Drobne łuski są mocno osadzone w skórze. Trudno się go skrobie. Lepiej jest rybę golić. Sieja (Coregonus lavaretus). Ryba z rodziny łososiowatych. Sieja ma ciało wysmukłe i dość wysokie, głowę o małej paszczy, położonej w dolnej części pyska. Zarówno szczęka górna, jak i żuchwa są nieuzębione. Linia boczna przebiega prosto wzdłuż całego boku ciała. Łuski posiada duże, silnie osadzone w torebkach skórnych. Wykazuje pewne podobieństwo do sielawy. Odróżnia się ją po położeniu otworu ustnego (rys. 43): u sielawy jest on górny, u siei może mieć położenie dolne, półdolne lub końcowe — nigdy górne. Kolor grzbietu i wierzchu głowy bywa od zielonawobrunatnego do stalowoniebieskiego, boki ciała i część brzuszna — silnie srebrzyste. Dorasta do 70 cm długości i 4 kg wagi. Przeciętnie poławia się osobniki długości 40—50 cm i wadze 1 kg. Występuje przeważnie w jeziorach i zbiornikach zaporowych, które posiadają czystą wodę z dużą zawartością tlenu. Takie warunki występują coraz rzadziej (w Polsce zaledwie w 63 jeziorach). Sieja zamieszkuje strefę przydenną, żywi się ochotkami, małżami, kiełżami głębinowymi, małymi rybkami, a ponadto okruchami roślin i glonów. Z punktu widzenia gospodarczego jest pożytecznym gatunkiem, „zamienia" bowiem składniki fauny dennej w cenne mięso. Tarło odbywa się od połowy listopada do końca grudnia. U samców pojawia się wysypka perłowa. Wylęg następuje w marcu. Potem sieja rośnie szybko i jesienią osiąga już 10—14 cm długości. Sieję łowi się trudno — albo spod lodu w styczniu i lutym, albo też w marcu, w maju i jesienią od 15 września do 15 października. Łowiskami zimowymi będą w jeziorach głębie (20—30 m) położone daleko od brzegu. W lecie trzeba szukać siei bliżej lądu, na stokach spadów i górek podwodnych. Jeżeli jezioro siejowe ma połączenie z ciekiem, latem można próbować wędkowania w wodzie bieżącej, w wolno krążących wstecznych prądach. Zimowym sprzętem połowowym jest wydłużona i matowa, wyglądem zbliżona do stynki (dł. 8—10 cm) błystka podlodowa na wędzisku krótkim (1,2—1,5 m) o sztywnej końcówce. W okresie wiosenno - letnim dominująca metoda połowu siei to gruntówka ze spławikiem przelotowym. Podczas wędkowania późnojesiennego zaleca się żywcówkę ze spławikiem. Można też spinningować, ale metoda ta bywa mniej skuteczna. Jako letnią przynętę stosuje się pęczki czerwonych i białych robaczków, pijawki, barwione ciasto, ziemniaki i makaron. Dobre rezultaty może przynieść długotrwałe (do 10 dni) zanęcanie łowiska czerwonymi lub białymi robakami zmieszanymi z ziemniakami i krwią. Przynętę jesienną stanowią drobne rybki: kozy lub ślizy. Sieja bierze przynętę energicznie i pewnie, zatapia spławik gruntówki zdecydowanie i szybko prowadzi go w głąb. Z zacięciem nie należy się spieszyć. Wstrzymujemy się tym dłużej, na im głębszej wodzie wędkujemy. Zacięta sieja wykazuje dużą siłę, ma ostre i długie zrywy, czasem uporczywie kołuje. Rybę należy zmęczyć z dala od łodzi, zaś podprowadzić po całkowitym wyczerpaniu. Hol kilogramowej siei może trwać do 10 minut. Okres ochronny dla siei rozpoczyna się 15 października i trwa do 31 stycznia. Wymiar ochronny wynosi 35 cm, natomiast limit połowu — 2 sztuki dziennie (łącznie z węgorzem). Rekordowa sieja złowiona na wędkę mierzyła 74 cm i ważyła 3,75 kg. Posiada duże znaczenie gospodarcze. Jej mięso jest białe, delikatne, o charakterystycznym smaku i zapachu. Posiada dużą wartość spożywczą, tak w stanie świeżym, jaki i wędzonym. Mięso łatwo odchodzi od ości. Tych ostatnich posiada sieja około 50, rozmieszczonych głównie w przedniej części ciała. Łuski, mimo że mocno osadzone, łatwo dają się usunąć podczas skrobania. Sum (Silurus glanis). Ryba z rodziny sumowatych. Ciało suma jest wydłużone, w tylnej części nieco spłaszczone w płaszczyznach bocznych, nie pokryte łuskami. Głowa — duża, silnie spłaszczona o wielkiej uzębionej paszczy. Szczęką dolna — dłuższa niż górna. Nad tą ostatnią, po obu stronach paszczy znajduje się po jednym długim, miękkim i mięsistym wąsiku. Sięga on do końca płetw piersiowych. Pod żuchwą znajdują się cztery krótkie, miękkie wąsiki ustawione w jednym szeregu. Płetwa grzbietowa — krótka, o równo ściętej tylnej krawędzi, płetwa odbytowa — długa, styka się z ogonową o zaokrąglonej tylnej krawędzi. Linia boczna — niewidoczna. Ubarwienie grzbietu jest ciemne, zwykle oliwkowozielonawe, brzuch biały. Po bokach występują niesymetryczne ciemne plamy. Sum jest największą rybą polskich wód śródlądowych. Dorasta do 300 cm długości i wagi 100 kg. Poławia się osobniki długości 50—70 cm i wadze 1,5—4,0 kg. Sum to ryba drapieżna, bardzo żarłoczna, prowadząca denny tryb życia w głębokich miejscach rzek i jezior. Żeruje wieczorem lub nocą. Żywi się nie tylko rybami, lecz także drobnymi ssakami, ptakami, żabami i małżami. Nie gardzi padliną. W Polsce sum żyje w licznych jeziorach oraz środkowych i dolnych biegach rzek, w starorzeczach, w zbiornikach zaporowych; nigdzie jednak nie występuje w dużych ilościach. Prowadzi osiadły tryb życia. Latami zamieszkuje tę samą swoją kryjówkę, żerując w jej najbliższej okolicy. Trze się kilkakrotnie w roku od maja do lipca. Samica za pomocą płetw piersiowych oczyszcza z roślin podłoże, tworząc prymitywne gniazdo. Samiec ochrania ikrę i wylęgnięte larwy. Suma łowi się metodą gruntową lub na spinning. Sprzęt do połowu tej ryby musi być solidny. Przynętą mogą być pęczki rosówek, żywce (długości do 15 cm), a także żaby. Błystki do połowu sumów to wahadłówki o żywej akcji, które przy szybszym prowadzeniu nabierają ruchów obrotowych. W wodach stojących zaleca się duże błystki obrotowe, zwłaszcza z przywieszoną rybką. Stanowiska suma nie są łatwe do odnalezienia, gdyż trudno obserwować żerowanie tej ryby. Na ogół sum przebywa w głębinach, gdzie obiera sobie za kryjówki wyrwy i jamy w korycie rzek, zwłaszcza w pobliżu zatopionych drzew. W ciągu dnia norę opuszcza rzadko i tylko w pochmurną i deszczową pogodę lub podczas przyboru. Zacięcie kilkukilogramowego suma dostarcza wielu emocji. Ryba zacina się sama, zaś hol wymaga dużej sprawności fizycznej. Sum ma olbrzymią siłę i wytrzymałość. Ląduje się go osęką. Suma obowiązuje wymiar ochronny 50 cm i limit dzienny — 4 sztuki (łącznie z boleniem, sandaczem i szczupakiem). Okresu ochronnego nie posiada. Rekordowy egzemplarz złowiony na wędkę ważył 67,5 kg i mierzył 225 cm długości. Sum nie posiada znaczenia gospodarczego. Jego mięso jest ciemne, tłuste i smaczne, zwłaszcza osobników młodych. Starsze sztuki bywają twarde i bardzo tłuste, o nieprzyjemnym zapachu mułu. W szkielecie suma brak jest ości międzymięśniowych, co znacznie podnosi walory konsumpcyjne ryby. Z tego punktu widzenia do niewątpliwych zalet należy brak ułuszczenia. Wydajność rzeźna stanowi przeciętnie 65% ciężaru żywego suma i jest wyższa niż karpia (57%). Sumik karłowaty (Ictalurus nebulosus). Ryba z rodziny sumikowatych. W niektórych rejonach kraju nazywany byczkiem lub sumikiem amerykańskim. Ciało sumika karłowatego jest walcowate i nie pokryte łuskami, linia boczna wyraźnie zaznaczona jako szereg otworków w skórze. Między krótką płetwą grzbietową a ogonową występuje długa płetwa tłuszczowa. Głowa jest spłaszczona, paszcza duża. W kącikach paszczy występują długie wąsiki, po jednym z każdej strony. Na górnej części pyska — jedna para krótkich wąsików, sterczących do góry, pod żuchwą — cztery wąsy zwisające ku dołowi i ustawione w jednym szeregu. Płetwa ogonowa — lekko wcięta. Sumik jest żółtobrunatny z ciemnym odcieniem, niekiedy prawie czarny. Na ciele mogą występować plamki. W naszych wodach dorasta do 30 cm długości i wagi 0,5 kg. Spotyka się przeważnie osobniki długości 18—24 cm i wadze 0,15—0,20 kg. Sumik występuje w wolno płynących rzekach i w wodach stojących, o miękkim dnie porośniętym roślinami. Żeruje gromadnie wśród wodorostów. Nie lubi czystej wody ani słońca. Do Europy został sprowadzony z Ameryki Północnej w 1885 r. Z hodowli stawowych i akwaryjnych przeniknął do wód otwartych. W Polsce występuje licznie w niektórych jeziorach i stawach Pomorza oraz na wschodzie kraju. Obecnie bardzo rozmnożył się. Jako ryba niewybredna, znosząca złe warunki tlenowe jest trudny do wytępienia. Sumik żywi się fauną denną, pokarmem roślinnym i ikrą innych gatunków ryb. Często wykazuje skłonności drapieżnika. W naszych wodach nie ma naturalnych wrogów, gdyż rodzime ryby niezbyt kwapią się do połknięcia „kolczastego" przybysza. Pomimo niezwykłej żarłoczności sumik rośnie wolno. Tarło odbywa się w czerwcu. Samica starannie buduje gniazdo wśród wodorostów i kamieni. Samiec strzeże złożonych jaj i wylęgniętych larw. Wędkarze rzadko łowią sumiki, ponieważ zaczynają one żerowanie po zachodzie słońca. Nawet w mętnej wodzie sumik chętniej bierze nocą. Łowi się go metodą gruntową lub spławikową. Nie wymaga specjalnego sprzętu. Przynętą może być wszystko, co tylko używa się do połowu innych ryb, od czerwonych robaków do pasty. Zacina się sam, haczyk połyka głęboko. Warto przypomnieć, że podczas wyjmowania haczyka należy zachować ostrożność, gdyż ząbkowane twarde promienie płetw piersiowych i grzbietowej są ostre i o skaleczenie nietrudno. Promienie u nasady mają gruczoły jadowe. Rany goją się długo. Zanęty w zasadzie nie stosuje się, jednak — aby przyspieszyć brania i przyciągnąć całą gromadę ryb — wrzuca się do wody posiekane rosówki i czerwone robaki. Sumiki nie podlegają ochronie, rekordowych połowów nie odnotowuje się. Mięso sumika jest ciemne, delikatne i smaczne, ale ze względu na małe rozmiary w Polsce nie cenione. Podobnie jak sum, sumik nie posiada łusek oraz ości międzymięśniowych. Szczupak (Esox lucius). Ryba z rodziny szczupakowatych. W niektórych rejonach nazywany: scubel, sczubeł, szczubiel, szczubełek, szczublak, surapaka lub szczuka. Ciało szczupaka jest wydłużone, silnie spłaszczone, pokryte drobnymi łuskami, zachodzącymi także na pokrywy skrzelowe. Linia boczna jest dobrze widoczna, głowa duża, pysk wydłużony, grzbietobrzusznie spłaszczony. Otwór gębowy sięga aż do przedniej krawędzi oka. Na dolnej szczęce występują potężne, stożkowate i odgięte do tyłu zęby. Oczy są duże, płetwa grzbietowa cofnięta ku tyłowi ciała, prawie do nasady trzonu ogonowego, płetwa ogonowa duża, symetrycznie i głęboko wcięta. Ubarwienie jest różnorodne w zależności od środowiska: grzbiet — ciemny, boki — szarozielone lub żółtozielone z żółtymi, oliwkowymi i brunatnymi plamkami, które nieraz łączą się z sobą, tworząc poprzeczne smugi, płetwa grzbietowa, ogonowa i odbytowa — żółtoszare o odcieniu brunatnoczerwonym, z dużymi ciemnymi plamami, brzuch — biały w drobne, ciemne lub czarne punkty. Dorasta do 150 cm długości i wagi 25 kg, jednak niezwykle rzadko spotyka się okazy mające ponad 100 cm długości i wagę przekraczającą 12 kg. Przeciętnie poławia się osobniki o długości 45—65 cm, ważące 0,75—3 kg. Szczupak to ryba pospolita. Zamieszkuje prawie wszystkie nasze wody: jeziora, rzeki, doły potorfowe i glinianki, stawy i rowy melioracyjne. Występuje przy ujściach rzek, w przybrzeżnych wodach Bałtyku. Pogłowie niegdyś bardzo liczne (szczupaka cechuje duża rozrodczość) na przestrzeni ostatniego ćwierćwiecza wyraźnie zmalało. Lubi wody czyste, ale unika górskich potoków. Wyjątkowo odporny gatunek na zanieczyszczenia i skąpe natlenienie środowiska. Radzi sobie doskonale w każdych prawie warunkach, odznaczając się szybkim wzrostem. Jego pożywienie stanowią nie tylko ryby, ale również żaby, myszy, drobne ptactwo, zaskrońce, piżmaki itd. Szczupak to kanibal, atakuje nawet pobratymców niewiele mniejszych od siebie. W rzekach obiera stanowiska pośród wodnej roślinności, za przegrodami, upustami, w spokojnych zakolach, na stokach płycizn i głębin, w wykrotach, pośród korzeni drzew oraz za przeszkodami. Duże okazy trzymają się najczęściej na większych głębokościach (do 3 m) za młyńskimi upustami, w głębokich rozlewiskach itp. W jeziorze małe szczupaki trzymają się roślinności przybrzeżnej, większe występują w dolnych partiach wód, największe na stokach łączących płycizny z jeziornymi głębiami i wokół podwodnych górek. Tarło szczupaka trwa od końca marca do końca kwietnia, czasem może przeciągnąć się do maja. Rozpoczyna się w okresie wiosennych roztopów i często ma miejsce na zalanych łąkach i płyciznach. Narybek w pierwszym okresie żywi się drobnymi skorupiakami, później larwami owadów. Szczupak należy do ryb popularnych i cenionych przez wędkarzy. Łowi się go metodą gruntową na żywca oraz na spinning. Sprzęt do połowu szczupaka musi być mocny. Jako przynęty używamy żywców długości 10—20 cm (płocie, ukleje, karasie, jelce i karpie). Do spinningowania polecane są duże błystki wahadłowe lub obrotowe. Optymalny okres połowu szczupaka to maj, wrzesień i październik. Prawdziwe wędkarskie „żniwa" rozpoczynają się z chwilą obumarcia wodorostów. Hol dużego szczupaka wymaga opanowania. Ląduje się go do podbieraka lub przy pomocy osęki. Okres ochronny dla szczupaka trwa od 1 stycznia do 30 kwietnia. Wymiar ochronny wynosi 40 cm, zaś limit dzienny — 4 sztuki (łącznie z boleniem, sumem i sandaczem). Rekordowa ryba złowiona na wędkę mierzyła 128 cm i ważyła 24,1 kg. Szczupak należy do ryb poszukiwanych. Mięso ma białe, jędrne i smaczne. Małe ryby lepiej nadają się do przyrządzania. Zawiera niewiele tłuszczu i dużą ilość przyswajalnego białka. Wydajność rzeźna waha się od 83 do 85% masy żywej ryby. Zabitego szczupaka można przez kilka dni przetrzymać w chłodnym miejscu, nabiera wówczas „kruchości". Mocna i łatwo dająca się ściągnąć skóra pozwala na przyrządzanie ryby faszerowanej. Wadą mięsa jest suchość i ościstość: zawiera 109 ości międzymięśniowych, nierozdwojonych i rozmieszczonych w przedniej części grzbietu. W części ogonowej ości brak. W celu usunięcia łusek rybę się goli. Świnka (Chondrostoma nasus). Ryba z rodziny karpiowatych. W gwarze bywa nazywana nosem, podustem lub podusta Ciało świnki jest wrzecionowate, nieco spłaszczone, głowa mała, pysk mięsisty, z charakterystycznym dolnym otworem gębowym w kształcie poziomej szczeliny o zrogowaciałych wargach, linia brzucha spłaszczona, łuski duże, mocno osadzone. Świnka na grzbiecie jest ciemnoszara, boki ma jaśniejsze, brzuch białosrebrzysty. Płetwa grzbietowa — ciemnoszara, płetwy parzyste i odbytowa — czerwone, ogonowa — czerwonawa, zwłaszcza płat dolny. W polskich wodach dorasta do 60 cm długości i wagi 2 kg. Przeciętnie łowi się osobniki długości 25—35 cm i wadze 0,2—0,5 kg. Świnka występuje w górnym i środkowym biegu rzek, unika wód zanieczyszczonych. W dużym stopniu odżywia się pokarmem roślinnym, posługując się zrogowaciałą wargą, którą zeskrobuje glony obrastające stałe przedmioty zanurzone w wodzie. Poza tym żywi się drobną fauną denną. Żyje w dużych stadach. Tarło odbywa się w kwietniu, w szybko płynącej wodzie, w. miejscach o dnie piaszczystym. Na tarło ciągną świnki gromadnie, zazwyczaj w górę rzeki. W okresie dojrzewania gonad ubarwienie świnki nabiera intensywnych odcieni. Samce dostają wysypki perłowej na wierzchu głowy, na pokrywach skrzelowych i wewnętrznej stronie płetw piersiowych. Również brzegi łusek, zwłaszcza na grzbiecie, usiane są wysypką. Świnka to cenna zdobycz wędkarska. Łowi się ją delikatnym sprzętem na przepływankę odległościową lub na spław. Przynętami do połowu świnki są białe robaki, pęczak, pszenica (także barwiona na czerwono, żółto i zielono) oraz niewielkich rozmiarów czerwone robaki. W mętnych wodach używa się czerwonych robaków lub białych — barwionych. Jako zanętę należy stosować substancje smużące — glinę zmieszaną z niewielką ilością płatków owsianych, otrąb i tartej bułki z dodatkiem przynęty, na którą zamierzamy łowić. Zanętę w postaci kul umieszcza się powyżej miejsca wędkowania. Zaciętą rybę jak najszybciej wyprowadza się z pola nęcenia, aby nie spłoszyła reszty stada. Rybę można spotkać w wartkich prądach, w rozlewiskach bezpośrednio poprzedzających ostre nurty oraz w spokojnych zakolach. W upalne dni należy szukać świnki w wartkiej, płytkiej, dobrze natlenionej wodzie. W czasie zimnych, deszczowych dni warto próbować szczęścia w rozlewiskach, a przy dużych spadkach temperatury oraz wczesną wiosną i późną jesienią — w spokojnych zakolach zasłoniętych od podmuchów wiatru. Świnka nie posiada okresu ochronnego, wymiar ochronny wynosi 20 cm. Dzienny limit — 10 sztuk (łącznie z innymi rybami limitowanymi). Rekordowa świnka ważyła 1,95 kg i posiadała 62 cm długości. Mięso świnki jest białe, raczej tłuste, ale bez większych walorów smakowych. Wnętrze jamy brzusznej świnki wyściela czarna błona — otrzewna, co pomniejsza walory estetyczne, ale nie wpływa na smak ryby. Otrzewną łatwo można ściągnąć. Świnka to ryba oścista: 130 ości międzymięśniowych, znajdujących się w całym ciele. Łuski duże, mimo że mocno osadzone, łatwo dają się usunąć podczas skrobania. Troć wędrowna (Salmo trutta morpha trutta). Ryba z rodziny łososiowatych. Nazwy regionalne: łostrąg, łososiopstrąg. Wyglądem zewnętrznym troć przypomina łososia. Ponieważ łosoś jest rybą chronioną, warto przytoczyć cechy umożliwiające bezbłędne rozróżnienie obu gatunków: płetwa ogonowa u łososia — lekko wcięta, u troci — ścięta równo, bez wycięcia; u łososia na pierwszym płacie skrzelowym znajdują się wyrostki filtrujące — wszystkie cierniste, w liczbie 17—24 (rys. 49), u troci wyrostki te są cierniste tylko w środkowej części łuku (ilość 13—18), zaś na początku i końcu łuku mają postać brodawek; kość pokrywowa łososia nie spotyka się z kością przedpokrywową i oddzielona jest od niej częścią kości międzypokrywowej (rys. 50), u troci natomiast kość pokrywowa przecina się w jednym punkcie z przedpokrywową, międzypokrywową i nadpokrywową; u łososia ilość rzędów łusek znajdujących się nad linią boczną przy końcu płetwy tłuszczowej wynosi 11—15, u troci jest ich 15—17; u łososia czarne plamki na ciele nie schodzą się poniżej linii bocznej, u troci występują one powyżej i poniżej linii bocznej. Troć dorasta do 70—100 cm i osiąga wagę 12 kg. Pojedyncze osobniki mogą ważyć nawet do 20 kg, lecz przeciętnie łowiona przez wędkarzy troć ma 50—70 cm i z reguły nie przekracza 3—5 kg. Troć to ryba dwuśrodowiskowa. W wieku dojrzałym żyje w morzu, na tarło podąża do rzek. Ciąg godowy troci ma charakter masowy, rozpoczyna się latem i trwa aż do późnej jesieni. W czasie pobytu w morzu trocie, zwłaszcza samce, są wyraźnie srebrzyste, zaś w czasie wędrówki tarłowej ubarwienie ich ciała staje się bardziej intensywne. Boki tułowia pokrywają małe czarne plamki. Ponadto na ciele samców podążających na tarło pojawiają się plamy czerwonawe, brzuszna część tułowia przybiera barwę jasnopomarańczową, zaś szczęka dolna uzyskuje charakterystyczne hakowate wygięcie. Młode trocie swoim ubarwieniem przypominają pstrąga potokowego. Samica składa ikrę w górnych partiach rzeki. Tarło trwa od października do stycznia, najczęściej w listopadzie. Wylęg następuje w marcu lub w kwietniu. Młode rybki po 1—3 latach życia w rzece spływają do morza. Ryby wstępujące na tarło nie pobierają pokarmu. Pokarmem form młodocianych jest przeważnie fauna bezkręgowa: larwy owadów, kiełże, mięczaki. W morzu troć żywi się szprotami, śledziami, tobiaszami i skorupiakami. W Polsce troć wędrowna na tarło wstępuje do rzek pomorskich, bezpośrednio wpadających do Bałtyku (Łeba, Rega, Łupawa, Słupia, Wieprza, Parsęta). Na skutek wzrastającego zanieczyszczenia pogłowie troci maleje z roku na rok. Troć wędrowną łowi się od lutego do sierpnia, głównie na spinning. W okresie przedwiośnia łowi się sztuki wracające z tarła, które żerują i atakują błystkę. Po okresach silnych sztormów na Bałtyku troć wchodzi również do przyujściowych odcinków rzek na żerowiska. O tej porze roku można liczyć na złowienie tzw. „srebraniaka". W miesiącach letnich troci w rzekach jest coraz więcej, lecz ponieważ nie żerują, bardzo trudno sprowokować je do uchwycenia błystki. O tej porze roku szuka się jej w górnych partiach rzek. Sprzęt do połowu troci powinien być lekki, niemniej jednak wystarczająco wytrzymały i niezawodny. Używa się błystek wahadłowych i obrotowych oraz woblerów. Troci szuka się w głębszych, zacienionych miejscach, pod zwisającymi gałęziami nadbrzeżnych drzew i krzewów, w pobliżu zatopionych przeszkód wodnych. Przynętę prowadzi się wolno, tuż nad dnem. Troć trudno holować, bo walczy do końca. Rybę ląduje się przy pomocy osęki. Okres ochronny troci rozpoczyna się 1 września i trwa do 31 stycznia. W Wiśle i Odrze obowiązują odmienne, skomplikowane zasady, szczegółowo określane w regulaminie PZW. Powyżej zapory we Włocławku troć jest objęta całkowitą ochroną. Wymiar ochronny wynosi 50 cm, zaś limit dzienny — 2 sztuki (łącznie z trocią jeziorową). Rekordowy egzemplarz złowiony na wędkę ważył 13,5 kg i mierzył 102 cm długości. Troć wędrowna posiada duże znaczenie gospodarcze. Pod względem jakości i wartości odżywczej nie ustępuję łososiowi. Mięso troci — o pięknej różowej barwie (kolor łososiowy) — zawiera dużo tłuszczu i nie ma prawie zupełnie ości. Równocześnie jest bardzo delikatne, o wybornym smaku. Walory kulinarne tej ryby sprawiają, że nie ma sobie równej. Łuski troci usuwa się przy pomocy golenia, gdyż są twarde i mocno osadzone w skórze. Troć to ryba poszukiwana na rynku krajowym, stanowi także przedmiot eksportu. Bywa spożywana w stanie świeżym, mrożonym i wędzonym. Odmianą troci wędrownej jest troć jeziorowa (Salmo trutta morpha lacustris). W Polsce występuje w kilku jeziorach kaszubskich, przede wszystkim w jeziorze Wdzydze, stąd bywa nazywana trocią wdzydzką. Od kilku lat czynione są próby wsiedlenia tej ryby do innych jezior i zbiorników zaporowych. Jak dotąd, najlepsze rezultaty pod tym względem uzyskano w zbiorniku solińskim w Bieszczadach. W jeziorach kaszubskich dorasta do długości 90 cm i wagi 10 kg. Przeciętnie łowi się osobniki długości 50—60 cm, ważące 2—4 kg. Troć jeziorowa od troci wędrownej różni się jedynie odmiennym ubarwieniem: zasadniczo ma kolor srebrzysty, srebrzystoszary lub niebieskawy. Plamy na bokach ciała są liczniejsze, schodzą do krawędzi brzucha. Występują także na płetwach ogonowej i tłuszczowej. Tarło troci jeziorowej ma podobny przebieg jak pstrąga potokowego i troci wędrownej. Odbywa się ono jesienią. Dojrzałe osobniki od października wchodzą do rzek o charakterze „pstrągowym”, by na stosunkowo niezbyt odległych od jeziora tarliskach złożyć ikrę w gniazdach na żwirowatym dnie rzeki. Młode trocie przez 2—3 lata pozostają w rzece, odżywiając się wyłącznie fauną bezkręgową. Potem spływają do jeziora; pokarm ich stanowią wówczas ryby (stynka, sielawa, ukleja). Troć jeziorową łowi się z łodzi metodą spinningową lub gruntową na żywca. Stosuje się sprzęt taki sam jak do połowu troci wędrownej. Okres ochronny troci jeziorowej trwa od 1 września do 31 stycznia, wymiar ochronny wynosi 50 cm, zaś limit dzienny — 2 sztuki (łącznie z trocią wędrowną). Rekordowa troć jeziorowa ważyła 6,0 kg i mierzyła 80 cm długości. Mięso jej ma te same zalety i właściwości, co troci wędrownej. Ukleja (Alburnus alburnus). Ryba z rodziny karpiowatych. Bywa nazywana białorybem, okleją, uklejem, wierzchówką lub wierzcho- wódką. Ukleja ma wydłużone ciało, spłaszczone w płaszczyznach bocznych. Pokrywają ją delikatne, łatwo odpadające łuski. Otwór gębowy — górny o pionowo skośnym przecięciu ust. Płetwa odbytowa jest mocno wydłużona, zaczynająca się przed końcem płetwy grzbietowej, płetwa ogonowa — mocno, symetrycznie chorągiewkowato wcięta, płetwa odbytowa — o tylnej krawędzi wciętej. Ubarwienie ma ciemnostalowe, czasami z odcieniem brunatnym lub oliwkowozielonym, boki i brzuch srebrzystobiałe, płetwy żółte, czasem lekko zaczerwienione. Dorasta do 30 cm długości i wagi 0,25 kg. Przeciętnie spotyka się osobniki o długości 10—16 cm i wadze 0,02—0,05 kg. Ukleję — małą, srebrzystą rybkę — można spotkać we wszystkich polskich wodach. Żyje w rzekach, jeziorach, nawet w stawach karpiowych. Żywi się głównie planktonem. Stanowi podstawowe pożywienie ryb drapieżnych. Jest żarłoczna i żywotna. Żyje w stadach. W maju i w czerwcu stada uklei rozpoczynają długie tarło. Na tarło w jeziorze gromadzą się na płyciznach przybrzeżnych, w miejscach wystawionych na falowanie wody. Ukleja jest zazwyczaj pierwszą zdobyczą wędkarza. Łowi się ją na przepływankę lub na spław za pomocą delikatnego sprzętu. Skuteczność połowu zapewnia stosowanie zanęty, którą może być tarta bułka lub suchy chleb. Zwykle używaną przynętą są białe robaki naturalne lub barwione. Zacięcie uklei nie sprawia trudności, lecz musi być lekkie, szybkie i zdecydowane. Hol nie nastręcza kłopotu. Ukleja nie posiada ani wymiaru, ani okresu ochronnego. Limitu połowu brak. Rekordowa ukleja mierzyła 32,5 cm. Obecnie nie notuje się rekordów. Ukleje spożywa się w stanie świeżym lub używa do produkcji konserw. Posiada białe, suche i ościste mięso (120 ości międzymięśniowych równomiernie rozłożonych w całym ciele). Łuski łatwo odpadają, wystarczy przeciągnąć pod bieżącą wodą tuszkę między palcami. Węgorz (Anguilla anguilla). Ryba z rodziny węgorzowatych. Ciało węgorza na kształt wężowaty, jest silnie wydłużone, walcowate, za odbytem bocznie spłaszczone. Głowa — mała, spłaszczona, stożkowata, otwór ustny — prawie górny, uzbrojony w kijka rzędów ostrych zębów. Ciało pokrywa bardzo drobna łuska mocno osadzona w skórze i przykryta grubą warstwą śluzu. Płetwa grzbietowa przechodzi w ogonową, ta zaś w odbytową. Płetw brzusznych nie ma. Zamiast wieczka skrzelowego posiada szczelinę w kształcie małej szparki przed nasadą płetw piersiowych. Grzbiet węgorza jest zielonkawy lub brązowawy, boki żółtawe, brzuch szarobiały. Dorosłe osobniki w okresie jesiennym nabierają srebrzystej barwy, a oczy znacznie się im powiększają. Węgorz dorasta do 150 cm długości i wagi 4—5 kg. Samce są znacznie mniejsze od samic i długość ich nie przekracza zwykle 51 cm. Długość przeciętnie poławianych węgorzy wynosi 50—70 cm, zaś waga 0,5—1,0 kg. Węgorz jest rybą wędrowną, dwuśrodowiskową. Tarło odbywa w okolicach Wysp Bermudzkich w Morzu Sargassowym. Jego larwy, przezroczyste, kształtem przypominające małe listki wierzby, są unoszone prądem zatokowym ku brzegom Europy. W trakcie wędrówki rosną, przeobrażają się i stopniowo przybierają obły kształt. Wędrówka larw trwa około 3 lat i w tym czasie osiągają one 60—75 mm długości. Następnie masowo wnikają do rzek, również i do polskich, głównie do Wisły. Do wód słodkich wchodzą zawsze samice; samce pozostają przy ujściach rzek, oczekując przez kilka lat na powracające samice. W wodach słodkich samice przebywają 7—9 lat, czasem nawet i dłużej. Po tym okresie rozpoczynają powrotną wędrówkę do Bałtyku i dalej przez Atlantyk na tarliska, z których już nie wracają (po tarle giną). Wędrówki tarłowe odbywają się zwykle wiosną, zwłaszcza w burzliwe, ciepłe i ciemne noce. Naturalnym siedliskiem węgorzy w wodach słodkich są akweny stojące i wolno płynące o dużej ilości osadów dennych, z bogatą roślinnością i o wodzie silnie nagrzanej przez słońce. W jeziorach bezodpływowych węgorz pochodzi z zarybienia. Węgorze prowadzą skryty tryb życia. We dnie przeważnie zagrzebane są w mule lub ukryte wśród roślinności, natomiast w nocy wychodzą na żer. W poszukiwaniu pożywienia docierają do przybrzeżnych płycizn. Młode ryby żywią się planktonem zwierzęcym i drobnymi larwami owadów. W miarę wzrostu pobierają ośliczki, pijawki; mniejsze ślimaki oraz larwy różnych owadów. Węgorz nie gardzi także ikrą innych ryb. Ulubionym przysmakiem dużych węgorzy są raki w okresie linienia oraz drobne ryby — nie wyłączając jazgarza i ciernika. Szczególnie chętnie zjada ukleję, stynkę i sielawę. Łowi się go przeważnie przy pomocy gruntówki bezspławikowej lub spławikówki. Pierwsza, z ciężkim ołowiem dennym, nadaje się do połowu w rzekach. Na jeziorach skutecznym zestawem będzie spławikówka. Sprzęt do połowu węgorza powinien być mocny. Przynętę (głównie żywce) należy dobrać małą, gdyż otwór gębowy ryby jest nieduży. Węgorz bierze zdecydowanie i rzadko kiedy wypuszcza ofiarę. Hol musi być energiczny, gdyż broniący się węgorz wykorzystuje każdą przeszkodę, aby się zaczepić. Wskazany jest taki hol, w czasie którego głowa węgorza wynurza się ponad powierzchnię wody (stąd zalecane sztywne wędzisko). Rybę ląduje się podbierakiem. Podczas odczepiania chwyta się ją przez szmatę. Wymiar ochronny dla węgorza wynosi 40 cm, dzienny limit 2 sztuki (łącznie z sieją). Rekordowy węgorz ważył 6,2 kg i mierzył 119 cm długości. Węgorza zalicza się do najcenniejszych ryb. Posiada mięso tłuste, soczyste i wyborne w smaku, chociaż ciężkostrawne. Nie zawiera ości. Ryba doskonale nadaje się do wędzenia. Szczególnie cenne są osobniki o wadze 0,75—1 kg. Węgorz to niezwykle żywotna ryba, zatem sprawia kłopoty podczas zabijania. Świeża krew węgorza zawiera trujący składnik, który ulega rozłożeniu w temperaturze powyżej 70°C. Dlatego należy uważać przy sprawianiu i czyszczeniu węgorza, aby jego krew nie dostała się do otwartej rany lub błon śluzowych, np. spojówka oka, może bowiem wywoływać niebezpieczne zatrucie. Węgorza się nie skrobie, łuski ściąga się wraz ze skórą. Śluz węgorza pozostawia nieprzyjemne ślady, dlatego należy go chwytać przez szmatę. Wzdręga (Scardinius erythrophthalmus). Ryba z rodziny karpiowatych. Nazwy regionalne: czerwinka, białoryb, czerwonka, jazica, czerwonooka, krasnochwostka, krasnopiórka, ochabna, płoć ogniopiórka, płoć żółta, radowka, zręka, zdranka, płoć żółtooka. Wzdręga ma ciało wysokie, lekko bocznie spłaszczone, pokryte dużą łuską. Linia boczna głębokim łukiem wygina się na stronę boczną. Płetwa grzbietowa leży w tylnej połowie długości grzbietu, zaś jej początek przypada za końcem podstawy płetw brzusznych. Otwór gębowy skierowany jest skośnie w górę. Swoim wyglądem przypomina płoć. Ubarwienie grzbietu jest ciemnozielone, boków jaśniejsze, u starszych osobników wpadające w wyraźnie złoty odcień, brzucha — srebrzyste. Wszystkie płetwy — jaskrawoczerwone, u młodych ryb — szaroczerwone. Tęczówka oka — pomarańczowoczerwona. Osiąga długość 40 cm i wagę 1,5 kg. Zwykle spotyka się osobniki o długości 20—30 cm i wadze 0,20—0,30 kg. Wzdręga to pospolity gatunek w naszych wodach stojących i wolnopłynących, a także w wodach słonawych. Nie jest jednak tak liczna płoć, z którą razem bywa poławiana. Żywi się głównie pokarmem roślinnym, sporadycznie bezkręgowcami. Prowadzi gromadny tryb życia. Pokarmu szuka wśród roślin podwodnych. Młode wzdręgi przebywają w gąszczu trzcin i sitowia przybrzeżnego, duże osobniki poławia się z łódki, na stokach ławicy przybrzeżnej. Tarło odbywa się kilkakrotnie w maju i w czerwcu. Często łowi się wzdręgi w upalne dni, gdy temperatura wody wynosi 20—22° C. Można je łowić lekką wędką spławikową, a także z powierzchni wody bez spławika i obciążenia. W ciepłe dni dobre rezultaty daje połów na muchówkę (zarówno na sztuczną muchę, jak i na naturalne owady). Jako przynętę stosuje się białe i czerwone robaki, larwy chruścików, chleb, bułkę, ciasto oraz pasty (takie jak na płocie). Wzdręgi lubią nęcenie, szczególnie chlebem. Holowana wzdręga walczy energicznie, ale krótko. Ze względu na kruche wargi należy ją ostrożnie holować i lądować podbierakiem. Wzdręga posiada wymiar ochronny 15 cm. Nie obowiązuje jej dzienny limit połowu ani okres ochronny. Rekordowy egzemplarz ważył 1,44 kg i mierzył 44 cm długości. Nie ma takiego znaczenia gospodarczego jak płoć. Jej mięso jest białe, lecz nie należy do specjalnie smacznych; jakość podobna jak u płoci. Posiada 100 ości międzymięśniowych, rozgałęzionych i równomiernie rozłożonych we wszystkich częściach tułowia. Łuski ma duże, łatwo dające się usunąć w trakcie skrobania. WARTOŚCI ODŻYWCZE MIĘSA RYBIEGO Ryby, mimo wysokich wartości odżywczych, są w naszym kraju nadal niedoceniane, a przecież powinny stanowić istotną pozycję jadłospisu człowieka. Podstawowym składnikiem mięsa ryb jest pełnowartościowe białko, u nielicznych gatunków również tłuszcz. Substancje białkowe w mięsie ryb występują przeciętnie w ilości od 10 do 20% i z powodzeniem mogą zastępować białko wołowe lub wieprzowe. Mięso ryb jest smaczne i delikatne, zaś ich białko jest łatwiej strawne niż białko ssaków. Należy dodać, że bywa przyswajane w około 97%. Dzięki tym właściwościom mają ryby zastosowanie nie tylko w żywieniu ludzi zdrowych, ale również w diecie chorych i dzieci. Z punktu widzenia ekonomicznego białko ryb jest najtańszym białkiem pochodzenia zwierzęcego. Drugim cennym składnikiem ryb jest tłuszcz, w którym występują nienasycone kwasy tłuszczowe, niezbędne dla organizmu. Przyswajalność tłuszczu rybiego wynosi 91%. Zawartość tłuszczu w mięsie ryb waha się od 0,3 do 30%. W zależności od jego ilości rozróżnia się ryby: - chude, zawierające do 1% tłuszczu (dorsz, kleń, okoń, miętus, sandacz, jazgarz, szczupak); - średnio tłuste, zawierające od 1 do 5% tłuszczu (amur biały, boleń, brzana, jelec, karaś, karp, leszcz, lin, płoć, pstrąg, sieja, sielawa, świnka); - tłuste, zawierające ponad 5% tłuszczu (certa, łosoś, troć, sum, węgorz). Zawartość tłuszczu w mięsie ryb jest zmienna i zależy od wieku, pory roku itp. Na przykład tarło wyczerpuje organizmy ryb i przyczynia się do znacznego spadku ilości tłuszczu, co powoduje, że mięso ryb w czasie tarła oraz bezpośrednio po nim jest mało smaczne i mniej pożywne. Tłuszcz może gromadzić się w mięśniach (certa, sum, węgorz), w wątrobie (dorsz, miętus), w otrzewnej (sandacz), w gonadach (łosoś, troć) itp. Zawartość tłuszczu wpływa również na kaloryczność przyrządzania potraw z ryb. Kaloryczność mięsa ryb waha się od 20 do 200 kcal/100 g, w zależności od gatunku. Dla przykładu 100 g mięsa z ryby tłustej dostarcza 150—200 kcal, natomiast 100 g ryby średnio tłustej lub chudej tylko 20—100 kcal. Dzięki temu potrawy z większości ryb nie należą do tuczących i są szczególnie zalecane dla osób będących na diecie niskokalorycznej. Spożywając potrawy z dorsza wprowadza się do organizmu o 50% kalorii mniej aniżeli przy spożyciu takiej samej ilości potrawy z mięsa wołowego. Mięso ryb jest również źródłem składników mineralnych, zwłaszcza soli fosforu, wapnia, potasu i magnezu, Poza tym występują w nim mikroelementy: jod, miedź, arsen, mangan, siarka, żelazo itd. Pod względem zawartości składników mineralnych ryby wyraźnie przewyższają inne produkty spożywcze. Ryby morskie ponadto zawierają stosunkowo dużo jodu i fluoru. W mięsie i tłuszczu ryb znajdują się witaminy z grupy В oraz witaminy A i D. Szczególnie znaczna jest zawartość witaminy D, występującej sporadycznie w nielicznych tylko produktach pochodzenia zwierzęcego. Na podkreślenie zasługuje fakt, że ryby morskie są zasobniejsze w witaminy niż słodkowodne. Przeciętny skład chemiczny mięsa ryb przedstawiono w tabeli 1. Ważną rolę w odżywianiu odgrywa przyswajalność pokarmu. Mięso ryb uchodzi za wysokowartościowe pod względem odżywczym i stosunkowo łatwo strawne. Strawność mięsa ryb jest większa niż mięsa ssaków. Wynika to z małej zawartości w nim tkanki łącznej, mniejszej spoistości i zwięzłości mięśni ryb, a także niewielkiej ilości ciał wyciągowych. Delikatna struktura mięsa ryb ułatwia również jego obróbkę kulinarną; łatwo przenika przez nie sól kuchenna, kwasy organiczne (ocet), dym (wędzenie), dodatki smakowo-zapachowe, a pod wpływem podwyższonej temperatury — szybko mięknie. Dlatego też mięso ryb wymaga krótkiego czasu pieczenia, gotowania, smażenia. Warte upowszechnienia jest przyrządzenie pieczystego z ryb na grillu, bez tłuszczu. Kościec ryby podczas intensywnej obróbki termicznej i chemicznej, np. smażenia i marynowania, również mięknie i staje się jadalny, wzbogacając potrawę w sole mineralne przyswajalne przez organizm ludzki. Pod tym względem mięso ryb jest wyraźnie bogatsze od mięsa zwierząt ciepłokrwistych. Porównując ilość białka zawartego w rybach z ilością białka zawartego w mięsie ssaków, nietrudno zauważyć, że są to wartości zbliżone. Nie wolno zapominać, że lekkostrawność mięsa ryb powoduje szybkie pojawianie się uczucia głodu, zwłaszcza u osób ciężko pracujących fizycznie. W ich diecie niezwykle ważnym elementem jest stosowanie obok ryb dodatków pełniących rolę „wypełniaczy". Przykładowo są nimi: gotowany groch, ziemniaki puree, ciemne pieczywo z pełnego przemiału, wysokokaloryczne napoje. O wartości użytkowej ryb decyduje stosunek części jadalnych do niejadalnych, tzw. wydajność rzeźna. Stosunek ten kształtuje się rozmaicie u różnych gatunków ryb, najkorzystniejszy jest u ryb łososiowatych i węgorza — do 75% ich masy. U większości gatunków ryb wielkość ta waha się od 50 do 60%. Poniżej 50% wydajności mięśni osiąga się przy sprawianiu dorsza, miętusa, okonia i większości ryb karpiowatych. Pod względem zdrowotnym mięso ryb przewyższa mięso zwierząt ciepłokrwistych. Istnieją co prawda pasożytnicze choroby ryb, jednakże nie udzielają się one ludziom w sposób bezpośredni, jak przy żywieniu mięsem, np. wieprzowym. Ryby żyjące na wolności, w środowisku naturalnym, na ogół rzadko na nie zapadają. Częściej zdarza się to rybom pochodzącym z gospodarki stawowej (zbyt duże zagęszczenie ryb w sztucznych warunkach). Ryby stanowią produkt mało trwały, a czas ich przechowywania (po uśmierceniu) jest krótki. Powodem tego jest duża aktywność enzymów zawartych w mięsie ryb, obecność śluzu łatwo ulegającego rozkładowi i szybki przebieg przemian pośmiertnych. W celu przedłużenia trwałości poddaje się ryby soleniu, wędzeniu, suszeniu, marynowaniu, chłodzeniu i zamrażaniu. O metodach tych znajdzie czytelnik więcej informacji w rozdziale pt. „Sposoby przechowywania mięsa ryb“. W procesie przygotowywania potraw z ryb często — na skutek nieumiejętnego obchodzenia się z produktami — ulegają zniszczeniu zawarte w mięsie składniki odżywcze, szczególnie witaminy i sole mineralne. Oto kilka zaleceń; ich przestrzeganie wpłynie dodatnio na zachowanie cennych wartości w potrawach wykonanych z mięsa ryb: tłuste ryby należy szczególnie chronić przed wysoką temperaturą oraz dostępem powietrza i światła;potraw z ryb nie należy odgrzewać, by nie niszczyć witaminy Bi mało odpornej na działanie temperatury powyżej 100°C;szczególnie wrażliwa na działanie światła jest zawarta w rybach witamina B2, dlatego ryby przechowujemy w ciemnych pomieszczeniach, a najlepiej w szczelnych pojemnikach;ryb nie należy moczyć, długo płukać i gotować, ponieważ zawarte w nich sole mineralne przechodzą do wody;bogate w sole mineralne wywary z ryb należy wykorzystać na sosy, galaretki itp. OBRÓBKA RYB Ryby złowione i przyrządzane nad wodą są smaczne. Niewielu jednak wędkarzy przygotowuje potrawy z ryb na biwaku. Zdecydowana większość przewozi złowione okazy do domu. Aby ich jakość nie uległa pogorszeniu, przedstawiamy kilka właściwych sposobów zagospodarowania ryb. Postępowanie ze złowionymi rybami Po wyjęciu ryby z wody przystępujemy do pomiarów, następnie zaś uwalniamy ją z haczyka. Jeżeli złowiona ryba znajduje się pod ochroną lub jest niewymiarowa, należy — za zachowaniem jak najdalej posuniętej ostrożności — z powrotem wpuścić ją do wody. Aby ryby żyły po ich wyjęciu z wody, delikatnie opuszczamy wędzisko, kładziemy rybę na ziemi i mierzymy ją bez dotykania miarką i rękami. Długość to odległość od początku głowy do końca najdłuższego promienia płetwy ogonowej. Regulamin wędkarski surowo zabrania zabierania ryb o długościach poniżej wymiarów ochronnych. W celu wyjęcia haczyka ujmuje się rybę suchą dłonią (w wilgotnej będzie się bowiem ona wić i zatrzemy jej ochronny śluz z łusek). Ściskając rybę zbyt silnie, pozgniatamy jej delikatne narządy wewnętrzne. Szczególnie ryby z rodziny łososiowatych są wrażliwe na uciskanie. Rybę trzymamy w lewej ręce (pomiędzy łbem a początkiem płetwy grzbietowej) tak, aby nie mogła się wyślizgiwać. Zdejmowanie ryby z haczyka winno odbywać się delikatnie, ponieważ uchroni to rybę od dalszego zranienia. Najlepiej posłużyć się wypychaczem. Ostrożnie cofamy go w celu uwolnienia żądła haczyka, potem zaś wyjmujemy z jamy gębowej razem z haczykiem. Niewymiarową lub znajdującą się pod ochroną rybę uwalniamy zanurzając rękę z rybą w wodzie i powoli otwierając dłoń. Między naszą dłoń a rybę przedostanie się wtedy warstewka wody i tylko bardzo niewiele śluzu z ryby przyklei się nam do skóry (prawie cały pozostanie na łuskach). Nie wolno ryb wrzucać do wody, jak to niestety czyni wielu wędkarzy. Takie bowiem obchodzenie się z żywą rybą może spowodować jej śmierć na skutek uderzenia o powierzchnię rzeki lub jeziora. Jeżeli haczyk uszkodził skrzela, naczynia krwionośne lub inne organy ryby, należy natychmiast ją zabić. Przechowywanie złowionych ryb Obowiązujący wędkarzy Regulamin Amatorskiego Połowu Ryb PZW mówi, że żywe ryby należy przetrzymywać w sadzach (siatkach), większe okazy na agrafce (nie więcej niż jedna ryba na jednej agrafce). W praktyce złowione ryby dobrze jest przetrzymywać w drucianych sadzach (rys. 54a) lub w nylonowych siatkach (rys. 54b) zanurzonych w wodzie. Nie wolno zapominać, że sadzyk siatkowy nadaje się do przetrzymywania ryb jedynie w wodzie stojącej lub w rzekach o wolnym prądzie. Ryby zanurzone w siatce w bystrych nurtach giną szybko na skutek uduszenia (prąd wody stłacza je w jednym miejscu i uniemożliwia swobodne poruszanie się oraz oddychanie). Sadz lub siatka powinny być zanurzone w wodzie w miejscach chłodzonych i zacienionych. Tam, gdzie mamy płycizny, należy zabezpieczyć ryby przed działaniem promieni słonecznych przez przykrycie ich trawą lub liśćmi przybrzeżnych roślin. Łowiąc metodą gruntową, warto zaopatrzyć się w siatkowy sadz, wykonany z nylonowej siatki na obręczach (rys. 54c) i umożliwiający przechowywanie złowionych ryb na dużych głębokościach. Zapobiega to ich śnięciu. Sadz mierzy 2,5—3 metrów długości i nadaje się do zastosowania podczas połowów na stawach, jeziorach i głębokich rzekach o wolnym prądzie. Na końcu sadza znajduje się ołowiany ciężarek, umożliwiający utrzymanie go w stałej pozycji. Do brzegu mocuje się go przez wbicie w ziemię metalowej, teleskopowej podpórki przymocowanej na zawiasie do pierwszego pierścienia. Średnica metalowych obręczy wynosi 50—80 cm. Podczas łowienia na spinning lub sztuczną muszkę (wówczas często zmienia się łowisko), pozyskane ryby wkłada się do przytroczonego do boku kosza (rys. 54d). Koszyk taki ma 45 cm długości, 20 cm szerokości i 25 cm wysokości. Nie powinien być niczym wyścielony wewnątrz, aby powietrze mogło swobodnie przedostawać się przez szczeliny, między prętami wikliny. Koszyki takie, zaopatrzone w dodatkowe zewnętrzne schowki służą, nie tylko do przenoszenia ryb, ale również jako chlebak na sprzęt muchowy: kołowrotek, przypony i muszki. Zabite ryby, owinięte szmatką lub papierem, przez krótki okres można przetrzymywać w koszu. W przypadkach letnich połowów, kiedy temperatura otoczenia jest wysoka, należy ryby natychmiast wypatroszyć. Barbarzyńskim postępowaniem jest noszenie ryb w siatce lub nanizanych na sznury z witki. Ryby takie giną w męczarniach i szybko ulegają rozkładowi. Zabite ryby dłużej zachowują świeżość niż śnięte. Uśmiercanie i przechowywanie zabitych ryb Podczas letnich połowów, zwłaszcza ryb szybko snących (pstrągów, lipieni, sandaczy, płoci, świnek), należy natychmiast po zabiciu ryby wypatroszyć, usunąć im skrzela oraz oczy. Usuwanie łusek nie chroni ryb przed rozkładem. Rozkład ryb postępuje wyjątkowo szybko. W wodzie rzek i jezior znajdują się bakterie gnilne, które w sprzyjających warunkach (temperatura powyżej 15°C) potrafią błyskawicznie się rozmnożyć, rozkładając mięso w ciągu kilku godzin. Po śmierci ryby bakterie pozostałe na powierzchni skrzeli przedostają się poprzez naczynia włosowate do krwi i opanowują całe ciało. W celu wykrwawienia należy po złowieniu ująć rybę lewą ręką tuż za płetwami piersiowymi, położyć ją brzuchem do ziemi, ogłuszyć, a następnie długim, wąskim nożem zakłuć głęboko u nasady głowy. Spowoduje to przecięcie rdzenia kręgowego i natychmiastową śmierć. Następnie pozostawiamy rybę na 3—4 minuty w celu wykrwawienia. Krew można wytrzeć za pomocą czystej ściereczki lub trawy. Nie wolno myć ryby. Już w tym momencie zyskaliśmy na jakości: wykrwawione mięso staje się bardziej białe i jędrne. Drobne ryby uśmierca się naciskając mocno koniec górnej pokrywy czaszki, co powoduje pęknięcie rdzenia kręgowego (rys. 55a). Wyjątkiem jest węgorz — ryba niezwykle żywotna, którego zabija się przez przecięcie górnej części płetwy ogonowej (rys. 55b). Węgorza można również uśpić, zanurzając jego głowę w wodzie z solą i octem. Po oczyszczeniu ryby z krwi wyścielamy koszyk lub torbę trawą w ten sposób, aby złowione ryby nie dotykały jedna drugiej, a także ścianek torby. Im temperatura jest wyższa, tym więcej trawy wkładamy do koszyka. Po 2—3 godzinach oczyszczamy rybę w następujący sposób: nacinamy brzuch dookoła otworu odbytowego, następnie naciskamy palcem brzuch. Jeśli nacięcie było dobrze wykonane, kiszka odbytowa powinna się oswobodzić. Z kolei wprowadzamy kciuk i palec wskazujący prawej ręki pod przykrywy skrzelowe i wyrywamy skrzela — w razie trudności pomagamy sobie nożem. Przy pewnej wprawie wraz ze skrzelami można wyrwać również przełyk i narządy trawienne. Jeśli to się nie udało, dostęp do tych organów mamy ułatwiony po wyrwaniu skrzeli. Celowe jest również usunięcie oczu, gdyż mocno ukrwione szczególnie łatwo ulegają zepsuciu. Oczyszczone ryby umieszcza się w świeżej trawie. Kolejnym zabiegiem jest dokładne wytarcie ryby do sucha, oczyszczenie jej ze śluzu i krwi oraz zawinięcie każdej sztuki oddzielnie w papier lub lnianą szmatkę. Ryby powinny leżeć obok siebie, a nie warstwami jedna na drugiej, gdyż powoduje to przyspieszenie ich rozkładu. Nie jest wskazane, jak to czyni wielu wędkarzy, mycie ryb w wodzie lub solenie. Również w żadnym wypadku nie należy wkładać ryb do woreczka z folii, gdyż ulegają w nich szybko zaparzeniu, a tym samym i zepsuciu. Tak zabezpieczone ryby mogą być przechowywane przez 24 godziny bez podejmowania innych środków ostrożności — oprócz trzymania ich w zacienionym i przewiewnym miejscu. Utarł się, zwłaszcza na Podkarpaciu, szkodliwy zwyczaj wrzucania wnętrzności i resztek oprawionych ryb do rzeki. Pomijając względy estetyczne, pozostawione w wodzie resztki gniją, powodując jej zanieczyszczenie toksycznymi produktami przemian gnilnych. Trzeba w tym miejscu przypomnieć, że raków w naszych wodach już prawie nie ma, natomiast ryb żywiących się padliną jest coraz mniej. Niektóre z nich, jak miętus, nie żerują w okresie letnim. Najlepiej więc zakopywać pozostałości po sprawionych rybach w krzakach, z dala od brzegu. Nie powinno się na łowisku, podczas trwającego jeszcze wędkowania, ogławiać ryb i odcinać im ogonów, gdyż wraz z łuskami są one niezbędne dla określenia gatunku i wymiaru złowionych przez nas ryb. Zabieg ten wykonuje się po ukończeniu wędkowania. Jeżeli zachodzi konieczność przechowywania ryb na łowisku przez kilka dni, wkładamy je zawinięte w trawę do lodówki, ale nie do zamrażalnika. Na drogę powrotną rybę przygotowujemy następująco: rozkładamy na podłodze grubą warstwę gazet, na których kładziemy warstwę lodu. Na lodzie układamy ryby wraz z trawą i przykrywamy drugą warstwą lodu. Całość składamy razem z gazetami, zawijając dokładnie końce gazet. Tak opakowane ryby zniosą doskonale temperaturę +30°C przez 4—6 godzin. Po przywiezieniu ryb do domu moczy się je przez 30—40 minut w lekko osolonej wodzie, a następnie przystępuje do skrobania. Rybę nieświeżą, a zatem nie nadającą się do spożycia, poznaje się przede wszystkim po tym, że ma: - zmętniałe i zapadnięte oczy, - białe skrzela, - skórę pokrytą białym śluzem, - mięso mało jędrne (po naciśnięciu kciukiem pozostaje ślad), - oddzielające się i wyraźnie wystające z mięsa ości, zwłaszcza w części brzusznej. Przygotowując dania z ryb trzeba pamiętać o tym, że ikra brzany ma właściwości trujące, nie nadaje się więc do konsumpcji. Również krew węgorza zawiera jady działające trująco na człowieka i dlatego do patroszenia ryby nie należy przystępować ze skaleczonymi rękami. Skrobanie ryb Ryby z łusek oczyszcza się kilkoma sposobami, zależnie od wielkości i sposobu ich osadzenia w skórze. Ryby posiadające lekko osadzoną łuskę (dorsz, płoć, karaś, leszcz, karp) skrobie się prowadząc nóż od ogona w kierunku głowy (rys. 56). Używa się do tego celu noża wyposażonego w ząbki lub specjalnie wykonanych skrobaczek. Na rys. 57 przedstawiono skrobaczki z kapsli, brzeszczotu piłki do metalu lub paska blachy z wypiłowanymi zębami. W czasie skrobania ryby przytrzymuje się przez ściereczkę za ogon. Okonie skrobie się w poprzek ciała. Łuski silnie przyrośnięte, np. lina, usuwa się po sparzeniu ryby. Należy ją zanurzyć we wrzątku na 3—5 sekund. Dobre rezultaty przy oczyszczaniu z łusek szczupaka, certy, świnki, pstrąga, siei i troci daje technika tzw. golenia. Golenie wykonuje się za pomocą ostrego noża, który należy lekko przycisnąć do ciała ryby, z równoczesnym odchyleniem ostrza ku górze, tak aby znajdowało się ono pod łuskami (rys. 58). Kierunek golenia jest takie jak przy skrobaniu — od ogona do głowy. Najrzadziej stosowanym sposobem usuwania łusek jest zdejmowanie ich razem ze skórą. Metodą tą często oprawia się ryby mające grubą skórę — węgorze, miętusy, sumy, flądry. Zabitą rybę zawiesza się, obwiązując sznurkiem głowę. Następnie nacina się wokół niej skórę, oddziela ją od mięsa, chwyta palcami obu rąk i ściąga w kierunku ogona. W miarę potrzeby nacina się także ścięgna łączące skórę z mięśniami. Skórę zdejmuje się również z ryb przeznaczonych do faszerowania. Usunięcie skóry z filetów i całych ryb, w przypadku gdy będziemy ją wykorzystywać jako tzw. osłonkę przy faszerowaniu ryby w całości, nie jest trudne. Pewnej wprawy wymaga ściąganie skóry ze szczupaka lub karpia. Rybę należy bardzo ostrożnie oczyścić z łusek, uważając, aby nie nadciąć skóry, następnie zaś postępujemy w taki sam sposób, jak przy ściąganiu skóry z węgorza lub miętusa. Ryby z powodzeniem można również skrobać przy pomocy drucianego zmywaka lub gruboziarnistego pumeksu. Ten ostatni trzeba w trakcie skrobania zwilżać wodą. Niektóre gatunki ryb (pstrągi i liny) można z dobrymi rezultatami skrobać... trawą (wyrwaną z korzeniami darnią). Skrobanie takie, a raczej wycieranie łusek, nie nastręcza trudności i trwa znacznie krócej niż tradycyjnymi metodami. Inaczej wygląda sprawa z okoniami. Skrobanie większej ilości tych ryb to prawdziwe utrapienie. Przyczyna leży w drobnych, mocno osadzonych w skórze, dachówkowato zachodzących na siebie łuskach. Usuwanie ich jest tym trudniejsze, im dłużej okonie pozostawały na powietrzu po wyjęciu z wody. Należy więc skrobać je zaraz po złowieniu, jeżeli zaś nie jest to możliwe, usuwać łuski z ryby wraz ze skórą (rys. 59). W tym celu przecina się skórę wzdłuż grzbietu i za wieczkiem skrzelowym (a), po czym ściąga się ją z obu boków ryby od przodu ku tyłowi (b). Zabieg ten wraz z odcięciem płetw, głowy i ogona nie trwa dłużej niż 1,5 minuty. Oprócz opisanych wcześniej skrobaczek, przydatny bywa uchwyt ułatwiający przytrzymywanie ryby. Może to być uchwyt z klapką lub zatrzaskowy (rys. 60). Ten pierwszy można wykonać samemu z dwu połączonych zawiasem deseczek o wymiarach 500x100x15 mm i 100x100x15 mm. Do górnej części jednej deseczki wbija się w czterech rzędach 20 gwoździ o długości około 20 mm, w dolną zaś w trzech rzędach 12 gwoździ rozstawionych co 15 mm. Naprzeciw każdego gwoździa, w drugiej deseczce nawierca się otwór, tak by po złożeniu obu części uchwytu, ostrza gwoździ swobodnie wchodziły w otwory. Do skrobania układa się ogon ryby na gwoździach. Przyciskając klapkę można posługiwać się obiema rękami. Urządzenie to wykorzystuje się również przy filetowaniu ryby. W tym przypadku rybę kładzie się odwrotnie. W drugim uchwycie zatrzask służy do unieruchomienia ogona ryby. Patroszenie i filetowanie Po oczyszczeniu ryby z łuski przystępujemy do jej patroszenia. Rybę — po odcięciu głowy — układa się na boku tak, aby brzuch był skierowany ku prawej ręce. Lewą ręką należy przytrzymać rybę (najlepiej przez ściereczkę), prawą rozciąć podbrzusze od otworu odbytowego aż do gardła. Na koniec usuwa się wnętrzności, uważając przy tym, by nie rozgnieść woreczka żółciowego. Znajduje się on w pobliżu głowy. Rozlanie żółci uniemożliwia wykorzystanie mięsa sprawianej ryby, bowiem nabiera ono nieprzyjemnego, gorzkiego smaku. Istnieje jeszcze inny sposób usuwania wnętrzności — bez rozcinania ryby. Należy odciąć głowę bez naruszenia przełyku, odłamać ją od kręgosłupa i usunąć wraz z wnętrznościami, oddzielając od nich ikrę, mlecz i tłuszcz. Ikrę i mlecza niektórych gatunków ryb można wykorzystać do wyrobu potraw. Następnie usuwa się nożem płetwy. W tym celu należy naciąć głęboko skórę wzdłuż wrośnięcia płetwy z jednej i drugiej strony i wyrywać je ręką owiniętą w ściereczkę. Przy tym zabiegu można też posłużyć się sekatorem lub nożycami kuchennymi. Ostre płetwy sandacza i okonia należy jeszcze przed skrobaniem obciąć nożycami. Skrzela i oczy usuwa się ostrym szpiczastym nożem. Ogon należy odciąć. Całą wypatroszoną rybę starannie myje się pod strumieniem bieżącej wody. Ryb nie powinno się moczyć. Często się zdarza, że złowiona ryba pachnie mułem. Jej mięso nie jest zbyt smaczne. Ten nieprzyjemny zapach powodują glony (sinice), dobrze rozwijające się w zabagnionych miejscach rzek, przy ujściach kolektorów ścieków miejskich i przemysłowych. Lubią tam przebywać prawie wszystkie ryby karpiowate, szczególnie zaś lin i leszcz. Sinice stanowią ich pokarm. Zapach mułu przechodzi również na ryby drapieżne — za pośrednictwem pożeranej drobnicy. Możemy go usunąć w prosty sposób, mocząc sprawioną rybę przez 5 godzin w wodnym roztworze soli kuchennej i sody oczyszczonej (na 5 litrów wody 2 łyżeczki soli i 2 czubate łyżki sody). Rybę w roztworze przechowuje się w chłodnym miejscu, a po wyjęciu płucze kilkakrotnie, osusza i poddaje dalszej obróbce. Inny sposób to skropienie całej sprawionej ryby sokiem z cytryny lub moczenie w wodzie z octem ewentualnie z kilkoma kryształkami nadmanganianu potasu. Wymoczona ryba straci wprawdzie na wartości, ale zyska na smaku. Ryby morskie posiadają także specyficzny zapach, wynikający z większej niż normalnie zawartości tłuszczu (tranu) i jodu. Istnieje kilka sposobów usuwania tego mankamentu. I tak przed przyrządzeniem potrawy mięso ryby należy skropić sokiem z cytryny, rozpuszczonym kwaskiem cytrynowym lub octem winnym i pozostawić na pół godziny w chłodnym miejscu, ewentualnie natrzeć przyprawami aromatycznymi (estragonem, majerankiem, bazylią, tymiankiem) lub obłożyć rozdrobnionymi warzywami (cebulą, selerem, pietruszką, porem). Przy gotowaniu ryb morskich można do wywaru dodać trochę kwasu z kiszonych ogórków lub kapusty albo też włożyć 2—3 kawałki węgla drzewnego. Nie wolno także zapominać, że wywar, w którym gotujemy morską rybę, powinien być intensywny — z dodatkiem przypraw smakowych. Do filetowania sprawioną rybę kładziemy na desce, lewą ręką przytrzymujemy głowę, prawą ręką uzbrojoną w ostry nóż odcinamy głowę (rys. 61) i prowadzimy nóż wzdłuż kręgosłupa w kierunku ogona, przecinając boczne ości. Nie odcinamy przy tym ogona. Następnie przewracamy rybę na drugą stronę (kręgosłupem do deski) i na drugiej połowie wykonujemy tę samą czynność. Dalej przytrzymując rybę za ogon odcinamy mięso od skóry i prowadzimy nóż tuż przy skórze krótkimi ruchami, jak przy piłowaniu. Inny sposób przedstawiono na rys. 62. W tym przypadku, po dokonaniu cięcia nożem wzdłuż kręgosłupa (rys. 62c), zdejmujemy jedną połówkę mięsa, a następnie — przytrzymując za skórę u nasady ogona — podcinamy mięśnie ryby tuż przy skórze, zaczynając od ogona. Oddzielone od kręgosłupa płaty mięsa kładziemy na desce i usuwamy ości, podcinając ich połączenia z mięsem — w kierunku od grzbietu do brzucha. Filetowanie pstrąga przestawiono na rys. 63. Trochę inaczej postępujemy podczas filetowania flądry. Rybę kładziemy białą stroną (brzuszną) na desce, a następnie jednym ruchem odcinamy głowę, którą wraz z trzewiami usuwamy. Następnie przecinamy wierzchnią stronę ryby (aż do kręgosłupa). Dalej ostrym nożem oddzielamy płat mięsa od kręgosłupa — postępując w kierunku ogona. Drugi płat mięsa odcinamy, postępując w odwrotnym kierunku — od ogona ku głowie. Otrzymane filety pozbawiamy skóry jedną z wcześniej opisanych metod. Pozostałą część brzuszną flądry odrzucamy. Porcjowanie ryb W zależności od wielkości złowionej ryby lub jej przeznaczenia wykorzystuje się ryby w całości lub w porcjach. Ryb małych o ciężarze do 20 dkg — nie porcjuje się, a sprawione poddaje się dalszej obróbce kulinarnej. Ryby większe, po ogłowieniu, oskrobaniu i wypatroszeniu, o ile nie są przeznaczone do gotowania lub pieczenia w całości, dzielimy na dzwonka lub półdzwonka (rys. 64). Krojenie ryb na dzwonka odbywa się w poprzek tuszki ryby. Nacina się górną część mięsa, a następnie — uderzając w nóż — przecina się kręgosłup i dolną część mięsa. Ilość dzwonek jest uzależniona od wielkości ryby i przeznaczenia. Szerokość dzwonka powinna wynosić od 5 do 10 cm. Dzieląc dzwonka wzdłuż kręgosłupa otrzymuje się półdzwonka.

-
Kiełb (Gobio gobio). Ryba z rodziny karpiowatych. Jego nazwy regionalne to: tobijak, piaskoząb, piaszczurka. Posiada ciało wrzecionowate, wydłużone, podobne do brzany. Przednia część strony brzusznej nie jest pokryta łuskami. Głowa — szeroka, oczy — wielkie, otwór gębowy — dolny, w kącikach ust znajduje się po jednym, krótkim, miękkim wąsiku nie dochodzącym do tylnej krawędzi oka. Ubarwienie grzbietu — szarozielonkawe, boków — srebrzyste. Na grzbiecie i bokach ciała występuje szereg ciemnych, okrągłych plam. Podobne plamy znajdują się na płetwie grzbietowej, ogonowej, czasem i na płetwach piersiowych. Pozostałe płetwy są bezbarwne. Płetwa ogonowa — symetrycznie wcięta. Kiełb dorasta do 25 cm długości i 0,1—0,15 kg wagi. Przeciętnie poławia się kiełbie o długości 8—12 cm i wadze 0,01—0,05 kg. Kiełb należy do ryb wrażliwych na chemiczne zanieczyszczenia rzek. Żyje w czystych wodach o piaszczystym lub żwirowym dnie, głównie w nizinnych odcinkach rzek i kanałach, chociaż potrafi się zaaklimatyzować w wodach krainy pstrąga i lipienia oraz stawach i jeziorach. Zdecydowanie unika dna mulistego. Często zdarza się, że stanowi jedyny gatunek strumieni przepływowych łączących jeziora. Kiełb występuje na terenie całego kraju. W jeziorach i dużych rzekach przebywa w partiach przybrzeżnych o minimalnym spadzie dna. W małych płytkich ciekach wybiera miejsca głębsze, chętnie pod osłoną wysokich burt. Kiełb to ryba typowo denna, żyje w stadach, rzadko unosząc się do górnych warstw wody. Stada kiełbi nie stoją w miejscu, lecz ciągle wędrują. Pokarm stanowi drobna fauna denna, glony i szczątki roślin wodnych. Kiełb nie wyróżnia się specyficznymi godzinami żerowania. Odznacza się dobrym apetytem. Kiełbie żerują niezależnie od pogody. Nie lubią fali i w dni wietrzne chronią się do zatok. W upały wypływają na płycizny o szybszym nurcie. Kiełb trze się od maja do czerwca, bezbarwna ikra zlepiona w grudki przykleja się do roślin podwodnych. Łowienie kiełbi wbrew pozorom nie jest proste, zwłaszcza w krystalicznie czystym strumieniu, gdzie kiełbie bywają płochliwe. Metody połowu kiełbia to przepływanka ze spławikiem lub bez oraz gruntówka z małym spławikiem. Połów nie wymaga dobranego sprzętu. Zalecane są przynęty zwierzęce, szczególnie czerwone robaki, białe robaki, larwy ochotki, małe brązowe pijawki. Przy dobrym żerowaniu, zwłaszcza w miejscach nęconych kiełb weźmie też na gotowane ziarno, nawet na ciasto. Dobrym sposobem jest silne zmącenie dna. Mętna woda maskuje wędkarza i zmniejsza płochliwość kiełbi. Kiełbie zacina się delikatnie. Nie należy też zanadto się spieszyć, gdyż kiełb wsysa robaka powoli. Kiełbia nie obejmują żadne limity. Wędkarze używają go jako przynęty na ryby drapieżne. Rekordowy kiełb złowiony na wędkę mierzył 25,5 cm. Obecnie nie odnotowuje się rekordów. Gatunek nie ma znaczenia gospodarczego. Mięso ma białe, raczej smaczne. We Francji kiełb opiekany w cieście uważany jest za przysmak. Nie posiada dużej ilości ości (od 67 do 83 międzymięśniowych). Łuski łatwo odchodzą podczas skrobania. Kleń (Leuciscus cephalus). Pospolita ryba z rodziny karpiowatych. W różnych rejonach kraju nazywany bywa dubielem, głowaczem, klonem, kleńczukiem, sapałem, klonikiem lub karpiem karasiem. Kleń ma ciało wydłużone i walcowate. Głowa — gruba o szerokim czole. Paszcza — szeroka, umieszczona na końcu pyska i skierowana skośnie ku górze. Linia boczna tworzy łagodny łuk, lekko wygięty ku brzusznej stronie ciała. Tylna krawędź płetwy odbytowej — lekko zaokrąglona. Płetwa ogonowa — symetrycznie wcięta. Grzbiet, płetwa grzbietowa i ogonowa są ciemnozielone, boki ciała zialonkawożółte, pozostałe płetwy pomarańczowe lub czerwone, brzuch żółtawy. Młode i małe klenie często trudno odróżnić od jelców (patrz rozdz. o jelcu). Dorasta do 80 cm długości i 5—6 kg wagi. Łowi się osobniki o długości 35—50 cm i wadze 0,5—2,0 kg. Kleń zasiedla u nas prawie wszystkie wody. Występuje w rzekach i jeziorach, stawach, w gliniankach i dołach potorfowych. W rzekach spotyka się go zarówno w krainie leszcza, jak i pstrąga. Dociera nawet do morza, występując w zatokach morskich i słonych zalewach. Najchętniej jednak przebywa w wodach o szybkim prądzie i twardym, żwirowatym dnie. Kleń to ryba wszystkożerna. Nie gardzi fauną bezkręgową, organizmami roślinnymi i mniejszymi rybkami. Drapieżny tryb życia prowadzi kleń w zasadzie zimą i jesienią, chociaż żywi się też wówczas i innym pokarmem. Spośród ryb drapieżnych wykazuje najmniejszy stopień kanibalizmu. Wyjada ikrę, z tych względów bywa szkodnikiem w potokach pstrągowych. Tarło klenia odbywa się od maja do czerwca. Kleń stanowi ciekawy obiekt połowów; duże klenie należą do ostrożnych i płochliwych ryb, nie mając sobie równych pod tym względem. Klenia, podobnie jak i bolenia, łowi się prawie wszystkimi znanymi metodami wędkarskimi, począwszy od przepływanki, poprzez gruntówkę, spining, na muchówce kończąc. Skuteczne przynęty to pijawki, małe żabki, czerwone i białe robaki, owady i ich larwy, bułka, owoce (czereśnie, śliwki) lub żywce. Dobre rezultaty osiąga się stosując przystawkę bez spławika. Zalecane błystki obrotowe i woblery. Skuteczność błystek można podnieść zastępując kotwiczkę uzbrojoną gumową rybką. Kleń nie jest rybą zbyt wojowniczą, jedynie sztuki ponad 2 kg stawiają początkowo opór, ale i one szybko słabną. Kleń trzyma się nurtu i miejsc dających mu schronienie w razie niebezpieczeństwa (podmyte korzenie, głazy, zatopione drzewa, pale i izbice mostowe). W dni słoneczne lubi przebywać pod zwisającymi nad wodą gałęziami nadbrzeżnych drzew. Łowi się go o każdej porze dnia. W okresie jesiennym schodzi do głębszych rejonów wody i żeruje wtedy przy dnie. Wymiar ochronny dla klenia wynosi 25 cm, okresu ochronnego nie posiada, limit dzienny — 10 sztuk (łącznie z innymi rybami limitowanymi). Rekord krajowy wynosi 6,30 kg wagi i 83 cm długości. Kleń nie posiada znaczenia gospodarczego. Jego mięso uważane jest za mało wartościowe (tuszki mało zwarte i ościste). Kleń należy do gatunków ryb bogatych w ości międzymięśniowe. Posiada ich 118 (rozmieszczonych w całym ciele). Duże łuski bez większej trudności dają się usunąć podczas skrobania. Znacznie smaczniejsze są klenie z czystych, wartko płynących wód niż z dolnego biegu rzeki. Krąp (Blicca björkna). Ryba z rodziny karpiowatych, wyglądem do złudzenia przypominająca leszcza. Bywa nazywany: krumpem, krąpikiem, podleszczem lub podleszczykiem. Ciało ma wysokie, bocznie spłaszczone, głowę małą z końcowym otworem gębowym. Linia boczna — lekko wygięta w stronę brzucha. Łuska — duża, mocno osadzona w skórze. Ubarwienie — srebrzyste z ciemnobrunatnym odcieniem na grzbiecie. Płetwy nieparzyste — stalowe, jaśniejsze na końcach, parzyste — szarostalowe, u nasady zaczerwienione. Dorasta do 30 cm długości i 0,5 kg wagi. Poławia się osobniki długości 15—20 o ciężarze 0,15—0,30 kg. Krąpia łatwo jest pomylić z małym leszczem. Różnice są następujące: u krąpia nasady płetw — pomarańczoworóżowe (niekiedy czerwonawe), u leszcza — szare; płetwa ogonowa u krąpia — symetryczna, u leszcza — dolna krawędź dłuższa; płetwy brzuszne u krąpia, po ich wyprostowaniu, nie przybliżają się do płetwy odbytowej, u leszcza — zbliżają się znacznie; na ciele krąpia brak śluzu, leszcz wydziela go bardzo dużo (jeśli po uchwyceniu ryby dłonie pokryją się śluzem — jest to nieomylny znak, że mieliśmy do czynienia z leszczem); łuski u krąpia są duże, w linii bocznej 43—51, między nasadą płetwy grzbietowej a linią boczną 9—10, u leszcza — drobne, w linii bocznej 50—60, między płetwą grzbietową a linią boczną 11—14 (rys. 27). Krąp to ryba w Polsce pospolita, występuje od wybrzeży Bałtyku aż po karpackie dopływy Wisły. W podgórskich rzekach sięga wyżej niż leszcz. Zasiedla też jeziora, stawy i słonawe wody zatok morskich. Występuje w towarzystwie leszcza, trzyma się jednak miejsc płytszych. Żywi się fauną denną. Młode krąpie żerują na każdej głębokości, większe poszukują pokarmu na dnie. Lejkowaty, wysuwany pyszczek umożliwia im przeszukiwanie mułu i podnoszenie pokarmu. Tarło odbywa się w maju i w czerwcu. Krąp jest wszystkożerny i dlatego dobór przynęty nie stanowi problemu. Daje się złowić na ciasto, pęczak, pszenicę, dżdżownicę, larwy owadów lub małże. Zalecane są czerwone i białe robaki. W rzece łowi się go głównie na przepływankę, w wodzie stojącej — na przystawkę ze spławikiem. Sprzęt do połowu krąpi może być różny. Najlepszą porą do połowu krąpia jest wieczór. Spore sztuki biorą przed zachodem słońca i krótko po nim. Łowiąc w dzień, trzeba nęcić łowisko. W wodzie stojącej nęcimy kulami zawierającymi tartą bułkę, otręby, mielony groch, czerwone i białe robaki, w rzekach stosujemy ponadto glinę i płatki owsiane. Krąp nie posiada wymiaru i okresu ochronnego ani limitu dziennego. Rekord krajowy — 1,43 kg wagi i 50 cm długości. Krąp nie posiada znaczenia gospodarczego (bardzo słabe przyrosty i niska jakość mięsa). Mięso jego jest niezbyt smaczne, białe i suche. Należy do gatunków ryb bogatych w ości (posiada 90—115 ości międzymięśniowych) rozmieszczonych nierównomiernie w całym ciele, szczególnie w okolicy grzbietu i części ogonowej. Łuski, mimo że mocno osadzone w skórze, są duże i łatwo je usunąć podczas skrobania. Leszcz (Abramis brama). Ryba z rodziny karpiowatych. Bywa nazywany kleszczem. Leszcz ma ciało wysokie, silnie wygrzbiecone, bocznie spłaszczone, głowę małą, otwór gębowy mały, półdolny, szczęki wysuwalne. Całe ciało z wyjątkiem głowy pokryte jest drobnymi i cienkimi łuskami, łatwo wypadającymi. Linia boczna lekkim łukiem wygina się w kierunku strony brzusznej ciała. Płetwa ogonowa — głęboko wcięta, w kształcie chorągiewki, przy czym część dolna nieco dłuższa od górnej. Ubarwienie ciała u młodych osobników. Płetwy — szare, u starych okazów znacznie ciemnieją. Leszcz w naszych wodach osiąga 60—70 cm długości i 7 kg wagi. Poławia się jednak osobniki długości 35—50 cm i wadze 0,5—2,5 kg. Leszcz to bardzo pospolita ryba polskich wód. Występuje w rzekach nizinnych, jeziorach i zalewach. Upodobał sobie szczególnie ciepłe i żyzne jeziora o średniej głębokości 10—12 m z dnem mulistym oraz bogatą roślinnością. W rzekach unika prądu. Żyje gromadnie, zwłaszcza gdy zapada na leże zimowe w głębszych partiach zamieszkiwanego zbiornika. Żeruje na dnie, wyszukując pożywienia w mulistym podłożu. Głównymi jego przysmakami są ślimaki, robaki i larwy owadów. Tarło odbywa się w maju i w czerwcu. Narybek początkowo odżywia się planktonem i przebywa w płytkich przybrzeżnych partiach wód. W miarę wzrostu przechodzi na denny pokarm i przesuwa się na głębię. Leszcze łowi się stosując przystawkę lub przepływankę bez lub ze spławikiem. Mało skuteczną okazuje się metoda gruntowa z ciężkim ołowiem dennym. W dni upalne leszcze wolą przynęty roślinne: groch, kukurydzę, barwiony na czerwono pęczak, ziemniaki, marchew, płatki owsiane, kluski, pasty, chleb itp. Natomiast w chłodne, deszczowe dni i podczas przyboru wód lepsze rezultaty uzyskuje się zakładając na haczyk larwy ochotki, jętki, pijawki, kłódki, barwione na czerwono i żółto białe robaki. Wczesną wiosną i późną jesienią można polecać stosowanie czerwonych robaków i ogonków rosówek, ślimaków lub małży. Obowiązuje systematyczne zanęcanie łowiska; należy także donęcać małymi garściami przynęty. Stanowiska ryby zależą od pory roku i pogody. Wiosną leszcz przebywa w płyciznach. W lecie, podczas słonecznej pogody żeruje przed świtem na płyciznach, potem odpływa na głębiny lub głębsze zatoki o wstecznych prądach. W okresie silnego ochłodzenia lub długotrwałych deszczy leszcz nie podpływa na płycizny. Przy wietrze i większej fali bytuje koło brzegów podwietrznych, gdzie przybór wymywa robaki i owady z burt płytkiego dna i traw. Podczas przyboru wód w rzekach leszcz gromadzi się przy brzegach, w miejscach płytkich. Podpływa tym bliżej do lądu i tym płycej, im przybór jest wyższy, a woda bardziej mętna. Do połowu leszcza korzystne są wiosną i jesienią słoneczne dni, w lecie — pochmurne i ciepłe. Nasilenie brań wzmaga się po deszczu lub burzy. W chłody leszcz żeruje cały dzień. Leszcz żeruje na ogół w pozycji skośnej, łbem ku dołowi. Po uchwyceniu przynęty, zmieniając pozycję ciała na poziomą, „kładzie" spławik na powierzchni wody. Rybę zacina się lekko dopiero po wysnuciu przez nią 2—4 m żyłki, aby haczyk utkwił w miękkich, tylnych partiach paszczy. Zacięty leszcz szybko słabnie i sam wypływa na powierzchnię wody, kładąc się na boku. Podciągnięta zbyt wcześnie pod lustro wody ryba rzuca się z pluskiem, płosząc żerujące stado. Leszcz należy do ryb płochliwych. Wymiar ochronny dla leszcza został ustanowiony na 25 cm, okresu ochronnego nie posiada, dzienny limit połowu wynosi 10 sztuk (łącznie z innymi rybami limitowanymi). Rekord krajowy wynosi 6,85 kg i 79 cm długości. Leszcz ma duże znaczenie gospodarcze. Należy do najliczniej poławianych ryb z rodziny karpiowatych. Posiada białe, smaczne i tłuste mięso, zwłaszcza zimą. Poszukiwane są ryby o wadze ponad 2 kg. Leszcz to ryba średnio oścista — 90 ości między mięśniowych znajdujących się raczej w tylnej części ciała. Łuski leszcza są słabo osadzone w skórze i schodzą łatwo podczas skrobania. Smak leszcza w dużej mierze zależy od charakteru zbiornika, z którego pochodziła ryba (gorszy posiadają ryby ze zbiorników płytkich i mulistych). Lin (Tinca tinca). Ryba z rodziny karpiowatych. Lin posiada wydłużone krępe ciało, lekko spłaszczone bocznie, pokryte drobnymi łuskami, które w % są zagłębione w skórze i pokryte łuską poprzedniego szeregu. Wszystkie płetwy — zaokrąglone, płetwa ogonowa — słabo wcięta. Paszcza — mała, ustawiona nieco skośnie ku górze z jednym krótkim wąsikiem w kąciku pyska. W wodach o dnie mulistym, zacienionym liny mają ubarwienie bru- natnozielone ze złotawym połyskiem, w wodach przezroczystych są jaśniejsze. Występują liny całkiem jasne, trafiają się również o zabarwieniu złotoczerwonym. Lin dorasta do 65 cm długości i około 5 kg wagi. Najczęściej jednak spotykane są w połowach ryby o długości 30—40 cm i wadze do 1,5 kg. Łowi się go najczęściej na przystawkę ze spławikiem. Lin to ryba pospolita, występuje głównie w płytkich jeziorach o mulistym dnie oraz w zacisznych i zarośniętych roślinnością miejscach rzek. Unika wód silnie płynących. Pokarm stanowi drobna fauna denna, larwy owadów, robaki i ślimaki. W przypadku mulistego dna potrafi nawet lepiej wyszukiwać pokarm od karpia i leszcza. Jest odporny na niesprzyjające warunki środowiska (mała zawartość tlenu oraz wysoka temperatura wody). Tarło lina w naszych warunkach klimatycznych przypada od połowy czerwca do połowy sierpnia. Obecność lina w zbiorniku można stwierdzić uważnie obserwując powierzchnię wody. Jeżeli pojawiają się charakterystyczne bąbelki układające się w linii prostej, świadczy to, że lin poszukuje pożywienia, przesuwając się po dnie i ryjąc w mule. Lin lubi żeby go nęcić. Dobrą zanętą są pokrojone rosówki. Mogą też być płatki owsiane zmieszane z iłem, ziemniaki gotowane oraz białe robaki z otrębami pszennymi. Należy dodać do zanęty trochę suszonej krwi. Nęcimy późnym wieczorem oraz wczesnym rankiem, na 2—3 dni przed planowanym połowem. Jako przynęty używamy przepołowionych rosówek lub larw ochotki. Przynęta powinna leżeć na dnie. Łowimy głównie wczesnym rankiem, potem lin nie bierze. Lin to ryba waleczna. Jego hol musi być zdecydowany, aby nie zdążył okręcić żyłki wokół podwodnej roślinności. W końcowej fazie holu niezbędny jest podbierak. Wymiar ochronny dla lina wynosi 25 cm, okresu ochronnego nie posiada, limit dzienny — 5 sztuk (łącznie z amurem, brzaną, certą i karpiem). Rekordowy lin mierzył 63 cm i ważył 3,75 kg. Lin jest gatunkiem cennym gospodarczo. Bywa hodowany w stawach. Posiada smaczne, tłuste, ciemne mięso o wyczuwalnie słodkim smaku. W wielu krajach zachodnich mięso młodych linów (do 0,25 kg) uznawane jest za przysmak. W RFN i Włoszech lin ma taką samą wartość handlową jak pstrągi. Należy do ryb średnioościstych (97 ości międzymięśniowych). Są one bardzo cienkie i giętkie, usytuowane raczej w tylnej części ciała. Łuski pokrywające ciało lina są bardzo drobne, twarde, głęboko osadzone w skórze, co znacznie utrudnia skrobanie. Ponadto skóra lina wydziela duże ilości śluzu, który grubą warstwą pokrywa łuski. Lipień (Thymalus thymalus). Ryba z rodziny lipieniowatych, błędnie przez wędkarzy zaliczana do łososiowatych. Bywa nazywany toporkiem. Lipień to piękna zwinna ryba. Łatwo ją odróżnić po płetwie grzbietowej, bardzo rozwiniętej, ozdobionej ciemnymi i fioletowymi pręgami z purpurą. Tułów lipienia jest wysmukły, nie tak krępy jak u pstrąga, głowa mała o niewielkiej paszczy, z drobnymi ząbkami, usytuowana w dolnej części pyska, żuchwa nieco krótsza od górnej krawędzi paszczy. Wbrew rozpowszechnionej opinii pysk lipienia nie jest bynajmniej miękki i kruchy, przeciwnie, tworzą go tkanki niezwykle odporne, zwłaszcza dwie chrząstkowe szczęki. Tęczówka oka jest złotożółta, czarno kropkowana, źrenica bardzo ciemna, niebieskawa w kształcie kropli, ciało pokryte łuskami średniej wielkości ułożonymi w regularne rzędy. Są one mocno osadzone, często z karbowanymi brzegami, na części brzusznej małe. Między płetwami brzusznymi występują miejsca pozbawione łusek. Płetwa ogonowa — symetryczna, głęboko wcięta. Grzbiet lipienia jest zielonkawośniady, boki srebrzyste, czasem złotawe z ołowianym połyskiem, brzuch biały lśniący. Na grzbiecie i górnych częściach boków występują nieregularnie rozrzucone czarne okrągłe plamki. Płetwy parzyste — żółtawoszare, płetwy nieparzyste — ciemniejsze z domieszką fioletu. Płetwa grzbietowa u osobników starszych — oliwkowozielona, fioletowa lub prawie czarna w poprzeczne pasy. W okresie tarła zaznacza się szczególnie silnie purpurowe obrzeżenie tej płetwy. Tarło lipienia odbywa się od marca do maja. W naszych wodach lipień nie dorasta do imponujących rozmiarów. Rzadko osiąga długość 50 cm i 1,0—1,5 kg wagi. Najczęściej poławiane są osobniki długości 32—36 cm i 0,3—0,4 kg wagi. W Polsce spotyka się lipienia zarówno w górskich rzekach południa, jak i czystych, bogatych w tlen rzekach Mazur i Pomorza. W jeziorach występuje sporadycznie. Jest mieszkańcem czystych, wartko płynących rzek i większych strumieni. Zajmuje w biegu rzeki pewne, określone stanowiska, charakteryzujące się wyższą niż w „krainie pstrąga" ciepłotą wody i większym obszarem wody o dużym przepływie, lubi kamieniste dno. Obszar ten nosi nazwę „krainy lipienia". Lipień występuje w niewielkich gromadach, przy czym stada są tym mniejsze, im starsze występują w nich osobniki. Młode lipienie można spotkać na płyciznach, większe okazy natomiast najchętniej przebywają poniżej progów i bystrzyn, w głębokich rynnach o średnim przepływie wody, wśród kamieni i podmytych korzeni drzew, pod zwisającymi gałęziami — zawsze jednak w pobliżu dna. Późną jesienią lipień opuszcza bystrzyny i chroni się w głębsze odcinki rzek. Główne pożywienie lipienia to fauna bezkręgowa z przewagą larw i dorosłych owadów. Ryba chętnie wyjada również ikrę innych gatunków, nie gardzi przepływającą dżdżownicą, a czasem nawet zaatakuje małą rybkę. Lipień pobiera dużą ilość pokarmu, ale za to bardzo małymi porcjami. Przyjmuje tylko żer unoszony bezpośrednio obok niego lub nad nim, wykonując nieznaczne ruchy w bok. Łowi się lipienia specjalistycznym sprzętem na sztuczną muszkę, chociaż można próbować również i na małą błystkę obrotową — metodą spiningową. Sezon połowu lipienia trwa od czerwca do lutego. W okresie wiosennym i jesiennym żeruje prawie cały dzień — zwłaszcza we wrześniu i na początku października. W lecie łatwiej złowić go wieczorem i ewentualnie rano, natomiast w zimie żerowanie jest co prawda krótkie (słoneczne południe), ale za to bardzo intensywne. Zahaczony lipień rozpoczyna gwałtowną walkę, ucieka długimi wypadami i wyskakuje często ponad wodę. Podczas holu zapiera się rozpaczliwie i kołuje w wodzie. Walcząc w kryształowej wodzie robi olśniewające wrażenie, tym bardziej, że płetwy i całe ciało fosforyzuje w wodzie błękitnym, niespotykanym u innych ryb blaskiem. Jedną z charakterystycznych cech lipienia jest jego woń, szczególnie intensywna bezpośrednio po wyjęciu z wody. Przypomina do złudzenia zapach tymianku, czemu zapewne zawdzięcza swą łacińską nazwę. Okres ochronny dla lipienia trwa od 1 marca do 31 maja. Wymiar ochronny wynosi 30 cm, zaś dzienny limit połowu — 5 sztuk (łącznie z pstrągami). Rekordowy lipień złowiony na wędkę mierzył 48 cm i ważył 1,7 kg. Mięso lipienia jest białe, smaczne i ubogie w ości (około 40 międzymięśniowych), które są rozmieszczone głównie w przedniej części ciała i partii grzbietowej. Znawcy przedkładają lipienia nad pstrąga. Łuski lipienia, mimo że mocno osadzone, łatwo dają się usunąć w trakcie skrobania. Makrela (Scomber scombrus). Ryba morska z rodziny makrelowatych. Popularna nazwa, znana z literatury pięknej: skumbria. Makrela ma ciało wydłużone, pokryte drobną łuską. Pomiędzy dwiema płetwami grzbietowymi — duży odstęp. Za płetwą grzbietową oraz za płetwą odbytową występują małe trójkątne płetwy (po 5 lub 6 na grzbietowej i brzusznej stronie ciała)! Głowa jest ostro zakończona, paszcza duża. Na szczękach — małe, stożkowate zęby w pojedynczym szeregu. Nie posiada pęcherza pławnego, dzięki czemu szybko zmienia głębokość zanurzenia. Ubarwienie — jaskrawe. Grzbiet — ciemnozielony z poprzecznymi, zygzakowatymi, czarnymi pasami, boki mienią się perłowo, brzuch jest jasny. Makrela to ryba ławicowa, doskonale przystosowana do bytowania w toni wodnej. Dorasta do 60 cm długości i 2—3 kg wagi. Poławia się jednak osobniki o długości 20—30 cm i wadze 0,2—0,5 kg. W Bałtyku makrele pojawiają się okresowo. Na leże zimowe wybierają głębsze miejsca szelfu, np. okolicy Rynny Norweskiej i Morza Północnego. Pokarm makreli zmienia się w zależności od pory roku. Po opuszczeniu zimowisk, wiosną ryba odżywia się planktonem (głównie skorupiakami), po odbyciu tarła staje się drapieżnikiem. Zjada wówczas głównie małe śledzie, dorsze i dobijaki. Jest gatunkiem kanibalistycznym. Dorosłe makrele pochłaniają niekiedy ogromne ilości własnego narybku. Dojrzałość płciową osiąga makrela w 3 roku życia, trze się w czerwcu i lipcu na Morzu Północnym, głównie w rejonie Skagerraku, Zatoki Niemieckiej i w pobliżu wybrzeży Anglii. Ikra w czasie rozwoju (do 7 dni) swobodnego unosi się w masach wody. W Bałtyku makrela pojawia się najczęściej w lipcu u sierpniu. Są to też najlepsze okresy do jej połowu na wędkę. Łowi się ją daleko od brzegu (co najmniej kilkaset metrów), w toni wodnej, z łodzi lub kutra. Mimo że makrela nie występuje licznie, przy odrobinie szczęścia może trafić na nasz haczyk. Jest mięsożerna. Pozyskuje się ją — podobnie jak dorsza — metodą spiningową. Jako przynęty używa się pilkerów, rzadziej błystek. Można makrelę łowić również metodą spławikową, z tym, że przynęta (kawałek świeżego lub solonego śledzia) musi wisieć tuż pod powierzchnią wody. Makrela nie ma wymiaru ochronnego, nie odnotowuje się także rekordowych połowów tego gatunku. Posiada mięso ciemne, bardzo smaczne, o dużej zawartości tłuszczu. W odróżnieniu od śledzia, nie spotyka się u niej drobnych ości. U makreli występują drobne łuski mocno do siebie przylegające i głęboko osadzone w skórze, co znacznie utrudnia jej skrobanie. Miętus (Lota lota) Jedyna ryba z rodziny dorszowatych, która przystosowała się do życia w wodach słodkich. Nazwy regionalne to miętuz, mientus, mintuch, mintus, mniuch lub miętuch. Z wyglądu miętus jest podobny do swego morskiego kuzyna — dorsza. Ciało ma wydłużone i na przekroju owalne, lekko spłaszczone grzbietobrzusznie w przedniej części, ścieśnione bocznie w tylnej, pokryte bardzo drobną, ukrytą w skórze łuską. Głowa — mała, nieco poziomo spłaszczona. Paszcza — szeroka, umieszczona poziomo i uzbrojona szczecinkowatymi zębami. Pod żuchwą — jeden miękki, dłuższy wąsik. Przy nozdrzach — 2 dodatkowe wąsiki (po jednym z każdej strony). Z dwóch płetw grzbietowych pierwsza jest krótka, o zaokrąglonej krawędzi, druga bardzo długa. Płetwa ogonowa — o owalnym kształcie — wyraźnie zaokrąglona, dolna krawędź nasady dotyka długiej płetwy odbytowej. Płetwy piersiowe (umieszczone z boków ciała, tuż za pokrywami skrzelowymi) są duże, o kształcie wachlarzowatym. Płetwy brzuszne — wyraźnie przesunięte do przodu, umieszczone poniżej i przed płetwami piersiowymi. Jasna, szeroka, wyraźna linia boczna w przedniej części ciała (nad płetwami piersiowymi) tworzy łuk wygięty do góry. Miętus ma grzbiet bardzo ciemny: od koloru oliwkowozielonego po brunatny. Boki — zielonoszare lub oliwkowobrunatne, brzuch — biały. Głowa, grzbiet, boki i płetwy pokryte są licznymi białawymi, żółtawymi i czarnymi plamami, tworzącymi marmurkowy deseń. Dorasta do 70 cm długości i 4—5 kg wagi. Przeciętnie łowi się osobniki o długości 30—50 cm i wadze 0,5—1,5 kg. W naszych wodach miętus jest rybą pospolitą, żyje w zimnych i dobrze natlenionych rzekach i jeziorach. W rzekach bytuje na całej ich długości, nie unika też wód słonawych (Zatoka Pucka, Pomorska, Zalew Szczeciński). Nigdzie nie występuje licznie. Lubi wodę chłodną, czystą, o dnie piaszczystym lub kamienistym. W jeziorach trzyma się większych głębokości. Jego kryjówkami są pnie zwalonych drzew, głazy, ostrogi rzeczne, czeluście młyńskich jazów, wymyte przez wodę brzegowe półki, plątanina korzeni rosnących nad wodą drzew. W Bałtyku znaleźć go można pośród zalegających dno kamieni i głazów, przy starych, nadgryzionych „zębem czasu” i solą falochronach i brzegowych umocnieniach. W odróżnieniu od ryb żerujących w ciepłe dni wiosny, lata i jesieni, miętus wypływa na żer tylko w noce chłodne i ciemne, przy znacznych spadkach temperatury i „psiej” pogodzie. Należy do ryb zimno- i ciemnolubnych. Ogrzanie wody latem powoduje u miętusa stan odrętwienia, przestaje żerować. Miętus jest drapieżnikiem. Żywi się głównie rybami (czasem o wielkości niewiele mniejszej od siebie), żabami, liniejącymi rakami, ślimakami, larwami owadów, a nawet drobnymi ssakami. Czyni duże spustoszenie na tarliskach i wśród „młodzieży" innych, cennych gatunków ryb. Chętnie wyjada ikrę. Tarło odbywa w zimie, od grudnia do marca. Miętusa łowi nieznaczna część wędkarzy, bowiem ryba ta rzadko opuszcza swoje kryjówki w pełni sezonu. Dobrym okresem połowu miętusa są wietrzne, ciemne i zimne noce października i listopada oraz lutego i marca. Skutecznie łowi się go bezspławikową wędką gruntową z przesuwaną oliwką ołowianą, o ciężarze dostosowanym do szybkości prądu. Na miętusy używamy mocnego sprzętu, nie ze względu na wielkość okazów, ale przede wszystkim z myślą o przydennych przeszkodach i nocnych warunkach łowienia. Miętus zacina się sam i nie musimy spieszyć się do rozdzwonionego zestawu. Hol ryby jest łatwy (miętus nie stawia dużego oporu), chociaż z uwagi na zaczepy należy przeprowadzać go szybko i zdecydowanie. Po wyjęciu podbierakiem ryby z wody z reguły okazuje się, że miętus połknął przynętę bardzo głęboko. Jedyne wyjście z takiej sytuacji to odcięcie przyponu i założenie nowego. Miętus to niewybredna ryba. Bierze na prawie wszystkie przynęty: czerwone robaki, rosówki, żabki, filety z ryb, jelita drobiu, martwe rybki, nie soloną słoninę, kiełbasę, wątrobę, krew itp. W czasie żerowania posługuje się węchem i dlatego kawałki ryby będą lepszą przynętą niż żywce. Przynęta powinna leżeć na dnie. Na haczyk przeważnie zakłada się paski mięsa długości 3—4 cm i szerokości 1 —1,5 cm. Miętusa można łowić spod lodu (tam, gdzie zezwala na to regulamin). Miętus nie ma wymiaru ochronnego, nie obowiązuje go dzienny limit. Rekordowy miętus mierzył 62 cm długości i ważył 3,71 kg. W Polsce miętus występuje nielicznie, w sklepach sprzedaje się go sporadycznie w stanie świeżym lub mrożonego. Mięso miętusa jest chude, białe, smaczne. Bardzo tłusta wątroba (dochodzi do 10% ciężaru ciała) uchodzi za przysmak. Jest delikatniejsza od wątroby dorsza. Miętus nie ma prawie ości (około 50 międzymięśniowych). Łuski za to posiada drobne, mocno osadzone i trudne do usunięcia podczas skrobania. Dlatego o wiele łatwiej jest miętusa skórować, podobnie jak węgorza. Uwaga! miętus nadaje się do spożycia tylko po poddaniu go starannej obróbce termicznej (przenosi na człowieka pewien gatunek tasiemca). Minogi (Petromyzonidae). Zwierzęta wodne stanowiące w systematyce pośrednie ogniwo między bezkręgowcami a rybami. W naszych wodach występują 3 gatunki minogów: morski, rzeczny i strumieniowy. Minóg morski (Petromyzon marinus) dorasta do 100 cm długości, posiada średnicę 9—12 cm, żyje w morzu i jedynie w kwietniu wędruje do ujść rzek w celu złożenia jaj. Bywa bardzo rzadko odławiany. Typowym przestawicielem tej jednostki jest minóg rzeczny (Lampetra fluviatilis). Jego wydłużone, walcowate ciało dochodzi do 40 cm długości i 2 cm średnicy. Otwór gębowy znajduje się na spodzie głowy. Ma on kształt przyssawkowatego lejka o brzegach otoczonych postrzępioną skórą. Na ściankach lejka znajdują się rogowe zęby, służące do przecinania skóry ofiarom. Oczy są dobrze rozwinięte, chociaż pokrywa je półprzezroczysta skóra. Minóg posiada dwie płetwy: grzbietową i ogonową. Skórą — miękka, obfitująca w gruczoły silnie wydzielające śluz. Szkielet nie zawiera kości. Tworzy go struna grzbietowa, od której odchodzą chrząstki. Minóg to gatunek wędrowny, występujący w dolnym biegu Wisły, w jej niektórych dopływach i w rzekach Pomorza Zachodniego. Na tarło (w okresie wiosennym) wybiera miejsca piaszczysto-kamieniste. Pożywienie dorosłych minogów stanowią robaki denne i szczątki roślinne; okresowo mogą przysysać się ryb morskich, nacinając ostrymi ząbkami skórę i wysysając krew. W jesieni rozpoczynają wędrówki tarłowe do rzek. W tym czasie nie odżywiają się. Innym gatunkiem, najliczniej reprezentowanym w polskich wodach, jest minóg strumieniowy (Lampetra planeri). To najmniejszy z minogów żyjących w kraju, stanowi formę wyłącznie słodkowodną. Pospolity w rzekach górskich i nizinnych, jeśli znajdzie w nich czystą i natlenioną wodę oraz piaszczyste dno. Dorosłe osobniki osiągają długość 16 cm i średnicę 7—8 mm. Tarło odbywa gromadnie od marca do czerwca, w stadach liczących kilkadziesiąt sztuk. Po tarle dorosłe minogi giną w ciągu 2—3 tyg. Z jaj wylęgają się larwy. Larwy nie mają oczu, ciało ich jest wrzecionowate, przezroczyste, ze szklistym brązowym odcieniem. Mają dwie płetwy grzbietowe, pysk w postaci przyssawki. Skrzela nie są osłonięte pokrywami, uchodzą na zewnątrz osobnymi otworkami (po 7 z obu stron głowy). Ciało pokryte jest bardzo drobnymi niewidzialnymi gołym okiem łuskami. Larwę minoga strumieniowego wędkarze nazywają również: ślepicą, węgorzycą, robaczycą — zależnie od regionu kraju. Larwa żyje 4 lata, następnie przeobraża się w postać dorosłą, przestaje się odżywiać i zaraz po przeobrażeniu przystępuje do tarła. Minogi „poławia" się w kwietniu. Poszukując z początkiem tego miesiąca larw minoga można natknąć się na dorosłe osobniki. Gdy stan rzek jest jeszcze wysoki, pozyskanie minogów nie nastręcza większych trudności, chociaż wymaga trochę pracy. Wygrzebuje się je poniżej okresowo zalanych brzegów, w występach brzeżnych, przy długich, spokojnych i prostych niezarośniętych odcinkach lub w wewnętrznych łukach szerszych zakoli rzecznych. Gdy woda opada, larwy minogi obniżają miejsca pobytu, dochodząc do dna w momencie, gdy poziom wody osiąga stan normalny. Wówczas należy ich szukać (grzebiąc) w dnie o podłożu piaszczystym, gliniastym lub zawierającym niewielką domieszkę żwiru bądź iłu. Nigdy nie występują w podłożu mulistym i torfowym. W obranym miejscu trzeba wybierać grunt gracą, szuflą lub czerpakiem i wyrzucać urobek na brzeg. Larwy oraz minogi są nadzwyczaj zwinne i ruchliwe. Łatwo dają się zauważyć w wygarniętym gruncie. Wraz ze spływającą z urobku wodą, wężykowatymi ruchami wyślizgują się, próbując dotrzeć do zbiornika. Ostrożnie, nie ściskając palcami, aby nie uszkodzić ich ciała, należy je szybko przenieść do pojemnika napełnionego wodą, w której uprzednio żyły. Minogi nie są objęte wymiarem ochronnym, rekordy nie są odnotowywane. Ostatnio — wraz ze wzrostem chemicznego zanieczyszczenia rzek — spotyka się minogi bardzo rzadko. Mięso minoga ma znakomity smak, uważa się je za rarytas. Minóg jest tłusty, bez ości. Można go nie skrobać, gdyż łuski są cienkie i mikroskopijne. Szczególnie poleca się smażonego, marynowanego w occie lub wędzonego. Bywa przedmiotem eksportu. Okoń (Perca fluviatilis). Ryba słodkowodna z rodziny okoniowatych. Nazwy regionalne: okuń lub okunek. Charakterystyczny wygląd okonia pozwala łatwo odróżnić go od innych ryb. Większe okonie są silnie wygrzbiecone (z tego powodu bywają nazywane garbusami) i umiarkowanie bocznie spłaszczone. Na grzbiecie występują 2 płetwy, z których pierwsza jest rozpięta na kolczastych promieniach, druga miękka. Płetwy brzuszne znajdują się tuż pod piersiowymi. Ciało pokryte jest mocno osadzoną w kieszonkach skórnych łuską. Mają one grzebykowate ząbki, które powodują, że okoń jest szorstki w dotyku. Pokrywa skrzelowa zakończona jest ostrym kolcem. Drobne łuski występują również na górnych częściach pokrywy skrzelowej. Otwór gębowy jest duży, końcowy i skośny, jama gębowa usiana drobnymi zębami. Koniec górnej szczęki sięga do średnicy oka. Ubarwienie ciała jest zmienne: u form przybrzeżnych — przeważnie zielonkawe, z wyraźnym żółtym odcieniem, u śródjeziornych — zielonkawoniebieskie, brzuch — jasny. Po bokach występuje 5—9 bardzo charakterystycznych, ciemnych, poprzecznych smug. Płetwy grzbietowe — ciemnoszare, druga — o lekkim żółtawym zabarwieniu. Na końcu pierwszej płetwy — czarna plama. Płetwy: ogonowa, odbytowa i brzuszne — pomarańczowoczerwone, piersiowe — żółtawe. Okoń dorasta do 50 cm długości i 2,5—3,0 kg wagi. Przeciętnie poławia się osobniki o długości 15—25 cm i wadze 0,1—0,5 kg. Rośnie bardzo wolno. Okoń żyje w wodach stojących i płynących. Można go spotkać w zimnych i bystrych wodach górskich, a także w „karasiowym" bagienku, pod warunkiem, że będzie tam natleniona woda. W rzekach okoń występuje na całej ich długości, aż do ujścia, nawet w morskiej strefie przybrzeżnej. Zasiedla niemal wszystkie jeziora i zbiorniki zaporowe. Jest najczęściej spotykaną rybą w Polsce. Dojrzałość płciową osiąga okoń w 3 roku życia. Tarło odbywa się w kwietniu i w maju. Po osiągnięciu około 10 cm długości (2—3 rok życia) przechodzi na drapieżny tryb życia, polując głównie na płocie i ukleje. Chętnie zjada ikrę innych ryb. Nie gardzi swoimi pobratymcami, szczególnie mniejszych rozmiarów. Okoń jest rybą stadną, ale duże osobniki żyją w pojedynkę. Można go łowić wieloma metodami: gruntową ze spławikiem, na żywcówkę, spinning lub błystkę podlodową. Do połowu na spinning używa się niewielkich błystek wahadłowych i całej gamy „obrotówek". Okonie łowi się na wszystkie przynęty pochodzenia zwierzęcego, tak martwe, jak i żywe. Do najczęściej stosowanych należą czerwone robaki, rosówki, larwy ochotki i chruścika oraz żywe rybki: kiełbie, ukleje, słonecznice, małe okonie. Okonie można łowić przez cały rok. W rzekach szuka się go w zakolach, głębokich zatoczkach, w miejscach przy podmytych brzegach, gdzie woda wolno wiruje (ryba ta nie lubi silnego prądu). W partii przybrzeżnej jezior występuje zazwyczaj okoń drobny, większe osobniki spotyka się na otwartej wodzie. Lubi podwodne górki, a także przesmyki i rynny — tam gdzie występuje przepływ wody. Zacięty okoń broni się energicznie i długo. Na początku „muruje” do dna, strosząc wszystkie płetwy, później w czasie holu cały czas szarpie, umyka na boki lub pod łódź. Zazwyczaj nie ma tendencji do uciekania w zawody. Duże sztuki ląduje się podbierakiem. Okoń nie posiada wymiaru ani okresu ochronnego, nie obowiązuje go również limit połowu. Rekordowy okoń ważył 2,65 kg i mierzył 50 cm. Ze względu na liczne występowanie ma spore znaczenie gospodarcze. Mięso okonia jest białe, jędrne i znakomite w smaku. Szczególnie ceni się mięso większych osobników (ponad 1 kg). Posiada bardzo mało ości (25 międzymięśniowych). Nie są one rozdwojone i występują tylko w przedniej części ciała. Przy wstępnej obróbce ryby kłopot sprawiają głęboko osadzone łuski. Wygodnie jest zatem rybę skórować. Pieczony okoń z dodatkiem czosnku jest w stanie zadowolić nawet wybredne gusta. Płoć (Rutilus rutilus). Ryba z rodziny karpiowatych. W różnych rejonach kraju płoć jest nazywana obłą, płotką białą, płotką czerwoną, rumieńcem, płociczką, płocią siną, rumiecem lub po prostu płotką. Płoć posiada lekko bocznie spłaszczone ciało, otwór ustny mały, końcowy, kształtu sierpowatego, łuski duże, mocno osadzone w skórze. Linia boczna jest lekko wygięta ku dołowi, krawędź brzucha bez kila, zaokrąglona. Płetwy grzbietowa i odbytowa są krótkie, o wciętych tylnych krawędziach, płetwa ogonowa mocno wcięta w kształcie chorągiewki. Ubarwienie płoci zależy od rodzaju środowiska, w którym żyje. Grzbiet jej jest szarozielony lub szaroniebieski, boki natomiast jasnosrebrzyste. Płetwy grzbietowa i ogonowa są szare lub brunatnoszare, pozostałe czerwone lub pomarańczowe. Oko — czerwone lub srebrne, nakrapiane czerwienią. Należy do najbardziej znanych i popularnych ryb zamieszkujących polskie wody. Licznie zasiedla wszystkie akweny śródlądowe (tak płynące, jak i stojące) oraz słonawe zatoki i zalewy przymorskie. Dorasta do 50 cm długości i 2 kg wagi. Poławia się przeciętnie osobniki o długości 15—25 cm, ważące 0,1—0,3 kg. Podstawowym pożywieniem płoci są rośliny (głównie młode pędy), także glony, szczególnie okrzemki. Połyka również glony planktonowe. Równocześnie jednak w skład pokarmu płoci wchodzą liczne bezkręgowce: larwy owadów, robaki, nawet mięczaki. Płoć należy do bardzo nieufnych i płochliwych ryb. Unika otwartej, naświetlonej przestrzeni. Jako typowy mieszkaniec strefy przybrzeżnej przebywa wśród skupisk podwodnej roślinności, przy pasie trzcin, w korzeniach i karpach nadbrzeżnych drzew, przy podmytych brzegach i na stokach podwodnych górek. Późną jesienią pozostaje czasowo w pobliżu dawnych żerowisk, ale już w styczniu spotyka się ją w niewielkich stadach w głębszych toniach wody. Gdy lód całkiem przykryje zbiorniki wodne, grupuje się w miejscach zacienionych grubszą powłoką śniegu. W rzekach stroni od silnego nurtu, skupiając się w pobliżu faszyn umacniających ostrogi i tamy rzeczne. Tarło odbywa w kwietniu lub w maju na płyciznach porośniętych roślinnością wodną. W czasie godów głowę i przód ciała samców pokrywa wysypka perłowa. Płoć łatwo można pomylić z wzdręgą. Oto kilka różnic umożliwiających rozróżnienie obu ryb: spód brzucha u płoci jest na całej długości łagodnie zaokrąglony, u wzdręgi między płetwami piersiowymi a odbytową — ostry, twardy, pokryty zgiętymi łuskami (kil); otwór gębowy u płoci — prawie poziomy (rys. 36,1), u wzdręgi — skośny, skierowany stromo ku górze (rys. 36,2); Płetwa grzbietowa u płoci — przednia, jej krawędź da się połączyć linią pionową z przednią krawędzią płetw brzusznych (rys. 36,3), u wzdręgi natomiast przednią krawędź można połączyć linią pionową z tylną krawędzią płetw brzusznych (rys. 36,4); płetwa ogonowa u płoci — szara lub ciemnobrunatna, u wzdręgi — krwistoczerwona. Płoć jest rybą zdecydowanie „sportową", a walory te podnosi fakt, że można ją łowić bez przerwy przez cały rok. Połów dużych osobników, kapryśnych, wybrednych i podejrzliwie podchodzących do przynęty to duży wyczyn. Łowi się płoć na przepływankę, na przystawkę, spod lodu (na mormyszkę lub wędkę spławikową), nawet na sztuczną muchę. Ponieważ płoć to ryba wszystkożerna, wachlarz przynęt bywa niezmiernie szeroki: dżdżownice, larwy owadów, ziarno zbóż, kasze ziemniaki, krew bydlęca, wreszcie pasty. Dobór zależy od pory roku. W okresie letnim płoć chętniej bierze na przynęty roślinne; jesienią, zimą i wiosną skuteczniejsze okazują się przynęty zwierzęce. Jako zanętę można stosować rozgniecione, gotowane ziemniaki z kaszą jęczmienną, tartą bułką itp. z dodatkiem substancji zapachowej, np. roztartego czosnku. Wymiar ochronny dla płoci wynosi 15 cm. Nie obowiązuje jej okres ochronny i limit. Rekordowa płoć ważyła 2,2 kg, przy 53 cm długości. Płoć posiada duże znaczenie gospodarcze. W niektórych typach jezior stanowi dominujący składnik ichtiofauny. Mięso ma średniej jakości, białe, chude, średnioościste. Płoć posiada 106 ości między- mięśniowych, rozgałęzionych, rozłożonych równomiernie we wszystkich częściach ciała. Łuski — chociaż duże i mocno osadzone w skórze — łatwo dają się usunąć w trakcie skrobania. Pstrąg potokowy (Salmo trutta morpha fario). Jest rybą z rodziny łososiowatych. W różnych rejonach kraju zwany pstruchem, forelem, forelą lub lasworą. Pstrąg potokowy ma ciało bocznie spłaszczone, głowę niewielką, paszczę uzbrojoną drobnymi zębami. Płetwa grzbietowa i odbytowa są krótkie, łuski drobne. Jak wszystkie łososiowate jest wyposażony w małą płetwę tłuszczową. Ubarwienie pstrąga potokowego zależy od środowiska i wieku ryby. W polskich rzekach i potokach można spotkać zarówno pstrągi ciemne, o prawie czarnym grzbiecie, jak i jasne, o grzbiecie blado-oliwkowym lub niebieskawym. Wspólną cechą dla wszystkich pstrągów jest występowanie na głowie, bokach i płetwach nieparzystych ciemnych, okrągłych plamek (część z nich ma kolor czerwony z białymi obwódkami). U pstrągów łowionych na Pomorzu czerwone plamki występują o wiele rzadziej niż u pstrągów z Podkarpacia. Dorasta do 80 cm długości i 5 kg wagi. Poławia się natomiast osobniki o wiele mniejsze: na Pomorzu długości 40—50 cm i wadze 2—3 kg, na Podkarpaciu — 30—40 cm i 0,25—1,0 kg. Pstrąg zamieszkuje górne biegi rzek, zarówno górskich, jak i nizinnych o dnie kamienistym, z czystą, wartko płynącą wodą. Trzyma się kryjówek blisko brzegu, wśród wymytych kamieni i otoczaków. Stroni od potoków, w których woda latem przekracza temperaturę 20°C. W Polsce występuje w wodach płynących całego Podkarpacia oraz w dorzeczu Wisły, Odry i Nysy. Występuje także w pomorskich dopływach Wisły i w dorzeczach rzek, bezpośrednio wpadających do Bałtyku oraz na Mazurach. Tarło odbywa się od października do grudnia. Ikrę składa w przygotowanych przez samicę zagłębieniach w żwirze. Są one przysypywane po tarle (kopce tarłowe). Pożywieniem młodych pstrągów są drobne larwy jętek, muchówek, chruścików, małe kiełże. W miarę wzrostu pokarm obejmuje coraz więcej organizmów zwierzęcych. Poza fauną bezkręgową w żołądkach złowionych ryb znajdowano owady latające, drobne ryby, zwierzęta wymyte z brzegów, a nawet drobne ssaki i żaby. Pstrąga łowi się na sztuczną muchę i na spinning. Okres połowu trwa od lutego do sierpnia. Najlepsze miesiące to maj i czerwiec, kiedy następuje masowy wylęg owadów. Przy metodzie muchowej stosuje się muchy suche i streamery, do spinningowania — błystki wahadłowe małe (2—4 cm), obrotowe nr 1—3 lub woblery. Łowiąc pstrągi warto wiedzieć, że podczas wyszukiwania i pobierania pokarmu pstrąg polega niemal wyłącznie na znakomitym wzroku i jako bodaj największy dalekowidz wśród ryb widzi wszystko, co dzieje się nad wodą. Hol zaciętego pstrąga powinien być delikatny, dostosowany do mocy używanego sprzętu. Ryba walczy bardzo dzielnie, aż do całkowitego wyczerpania. Ląduje się ją najczęściej wyślizgiem lub przy pomocy podbieraka. Wydobytego pstrąga należy natychmiast zabić i wypatroszyć. Okres ochronny dla pstrąga potokowego rozpoczyna się 1 września i trwa do 31 stycznia. Wymiar ochronny wynosi 30 cm, zaś dzienny limit — 5 sztuk (łącznie z innymi pstrągami i lipieniem). Rekordowy pstrąg potokowy ważył 4,52 kg i mierzył 72 cm. Pstrąg potokowy ma duże znaczenie gospodarcze. Jego mięso jest bardzo smaczne i delikatne, mimo że zawiera małą ilość tłuszczu. Ma ono najczęściej kolor jasnoróżowy. Gdy głównym pożywieniem pstrąga jest kiełż zdrojowy, nabiera wspaniałej pomarańczowej barwy. Pstrąg hodowany na sztucznej karmie posiada mięso jasnożółte lub białawe. Ma mało ości (około 50 międzymięśniowych), rozmieszczonych głównie w przedniej części ciała. Drobne łuski lepiej golić niż skrobać. Pstrąg tęczowy (Salmo gairdneri). Ryba z rodziny łososiowatych. Pstrąg tęczowy posiada masywne ciało o niewielkim bocznym spłaszczeniu. W płetwie grzbietowej występują 3—4 twarde promienie, w odbytowej — 3. Pstrągi tęczowe hodowane w stawach są krótsze i wyższe niż osobniki pochodzące ze środowiska naturalnego. Bardzo charakterystyczne jest ubarwienie, zwłaszcza barwna, tęczowa smuga biegnąca wzdłuż boków ciała. Grzbiet jest szaroniebieski lub zielonkawy z licznymi małymi ciemnobrunatnymi lub czarnymi planikami. Występują one również na płetwie grzbietowej, odbytowej i ogonowej. Rozsiane są także poniżej linii bocznej, co różni go od pstrąga potokowego. Boki i brzuch — srebrzyste lub żółtozielone. Dorasta do 80 cm długości i 7 kg wagi. Przeciętnie poławia się osobniki o długości 30—50 cm i wadze 0,3—2,0 kg. Tarło odbywa od lutego do maja w płytkich potokach o żwirowatym dnie. U samców w okresie tarła dolna szczęka zakończona jest wyraźnym hakiem. Pstrąg tęczowy nie jest przedstawicielem rodzimej fauny. Ze względu na szybki wzrost i mniejsze wymagania tlenowe od pstrąga potokowego został w 1881 r. sprowadzony z Kalifornii do Niemiec, a stamtąd rozprzestrzenił się w całej Europie. W Polsce na stałe zaaklimatyzował się jedynie w południowej części kraju w Dłubni, Nidzicy, Pilicy i Szreniawie. Tylko tam odbywa rozród w środowisku naturalnym. W innych rzekach kraju, które są nim zarybione, zawsze po pewnym czasie znika spływając w dół rzeki. Charakterystyczne jest, że w naszych warunkach, podobnie jak i w swojej ojczyźnie, wytworzył formę wędrowną. Świadczy o tym fakt występowania pstrągów tęczowych na tarło do niektórych rzek przymorskich. Występuje w rzekach, strumieniach oraz jeziorach o wodzie natlenionej. Stosunkowo dobrze wytrzymuje podwyższone temperatury (nawet do 25°C). Znosi również zanieczyszczenia wody w postaci zawiesiny organicznej. Z tych względów łatwy jest do hodowli w stawach, nawet razem z karpiami. Pokarm osobników młodych to fauna bezkręgowa, starsze pstrągi odżywiają się wyłącznie rybami. W stawach, zbiornikach zaporowych i jeziorach, gdzie nie ma więcej żywności, rośnie szybko i już w 4 roku życia osiąga ciężar do 2 kg. Pstrąga tęczowego łowimy na sztuczną muszkę lub na spinning, na przynęty takie same jak w przypadku połowu pstrąga potokowego. Szuka się go w wirach przy nurcie, w odcinkach rzek o szumiącym i rwącym prądzie wody, w jarach, przy zatopionych drzewach i korzeniach, pod krzakami i przy ujściu strumieni. W maju najwłaściwszą porą połowu są wczesne poranki lub wczesny wieczór, w czerwcu — poranek. W lecie pstrągi żerują słabiej, bardzo rzadko w czasie ciszy, upałów i pochmurnej, bezwietrznej pogody. Zachmurzone niebo przy lekkim wietrze, drobny deszcz z przebłyskami słońca, kiedy cienie chmur kładą się plamami na powierzchni lustra wody — oto dobre warunki połowu. Pstrąg tęczowy walczy zacieklej od pstrąga potokowego, wielokrotnie wyskakując wysoko nad lustro wody w czasie holu. Wymiar ochronny dla pstrąga tęczowego wynosi 30 cm, natomiast okres ochronny trwa od 1 marca do 31 maja. Limit dzienny — 5 sztuk (łącznie z innymi pstrągami i lipieniem). Rekordowy pstrąg ważył 6,54 kg i mierzył 70 cm. Znaczenie gospodarcze pstrąga tęczowego jest duże. Małe pstrągi zwane „porcjowymi", o ciężarze około 200 g, hodowane w gospodarstwach stawowych, stanowią cenny towar eksportowy. Mięso pstrąga tęczowego, chociaż jest delikatne i smaczne, ustępuje pstrągowi potokowemu. Posiada 67 ości międzymięśniowych nierozdwojonych, występujących tylko w przedniej części ciała. Łuski łatwo same wypadają, ryba nie sprawia więc kłopotu podczas skrobania. Pstrąg źródlany (Salvelinus fontinalis). Ryba z rodziny łososiowatych. W odróżnieniu od poprzednich pstrąg źródlany ma znacznie większą głowę o szerokiej paszczy ustawionej poziomo na końcu pyska. Płetwa ogonowa u młodych osobników — silnie wcięta, u ryb starszych wcięcie jest mało widoczne i zakończenie ogona ma linię niemal pionową. Grzbiet pokryty jest nieregularną mozaiką, zachodzącą aż na płetwę grzbietową, boki usiane licznymi kolistymi, białymi plamkami. Wśród nich mniej liczne są plamki czarne i wiśniowo-czerwone. Samiec w czasie tarła posiada brzuszną część ciała krwawo- ceglastą. Płetwy piersiowe, brzuszne, odbytowa i ogonowa obrzeżone są białą obwódką, za którą od strony wewnętrznej znajduje się czarny pasek. Płetwy parzyste i odbytowa — czerwone, płetwy grzbietowa i ogonowa — taśmowo nakrapiane ciemnymi plamami. Dorasta do 60 cm długości i 3 kg wagi. Przeciętnie poławia się osobniki o długości 30—45 cm i wadze 0,5—1,0 kg. Ojczyzną pstrąga źródlanego jest Ameryka. Do naszych wód został sztucznie wsiedlony w XIX wieku. Występuje nielicznie w potokach Polski Zachodniej. Bywa hodowany sztucznie w stawach. Jest mniej wymagającym od pstrąga potokowego i może przebywać w cieplejszych wodach. Cechuje się dużą aktywnością. Żeruje przez całą dobę w nurcie rzeki, nie potrzebuje kryjówek w dnie i burtach cieku. Może więc bytować w uregulowanych i skanalizowanych potokach. Jego duża żarłoczność powoduje, że w tych samych warunkach wykazuje większe tempo wzrostu niż pstrąg potokowy. Żywi się w młodości skorupiakami, larwami owadów, mięczakami i robakami. Szybko przechodzi na pokarm rybny. Silnie występujący kanibalizm to jego ujemna cecha. Stanowi konkurencję dla rodzimej odmiany i skutecznie wypiera ją z żerowisk. Tarło odbywa (zależnie od temperatury wody) od października do stycznia. Współbytując z pstrągiem potokowym, daje z nim niepłodne krzyżówki. Jest cenioną rybą wędkarską. Łowi się go podobnie jak pozostałe pstrągi. Okres ochronny od 1 września do 31 stycznia, wymiar ochronny 30 cm, limit dzienny — 5 sztuk (łącznie z innymi pstrągami i lipieniem). Rekordowy pstrąg źródlany mierzył 51 cm i ważył 2,1 kg. Nie posiada znaczenia gospodarczego. Mięso jego o różowym zabarwieniu jest wyjątkowo delikatne i smaczne, prawie nie ustępuje pstrągowi potokowemu: Posiada około 60 nierozdwojonych ości międzymięśniowych, rozmieszczonych głównie w przedniej części ciała. Łuski są osadzone luźno i usuwa się je w trakcie skrobania.
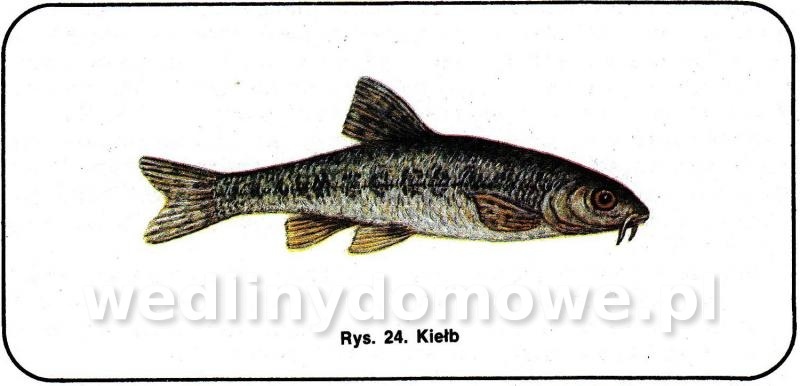
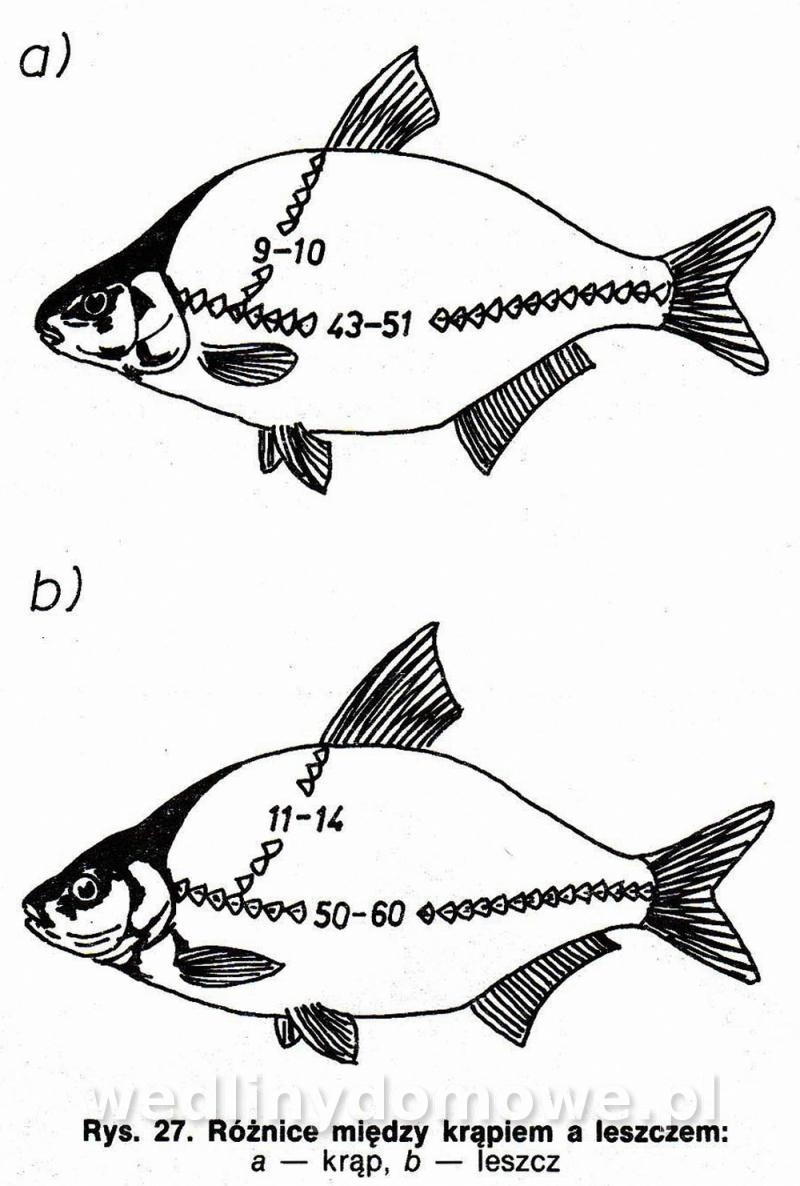
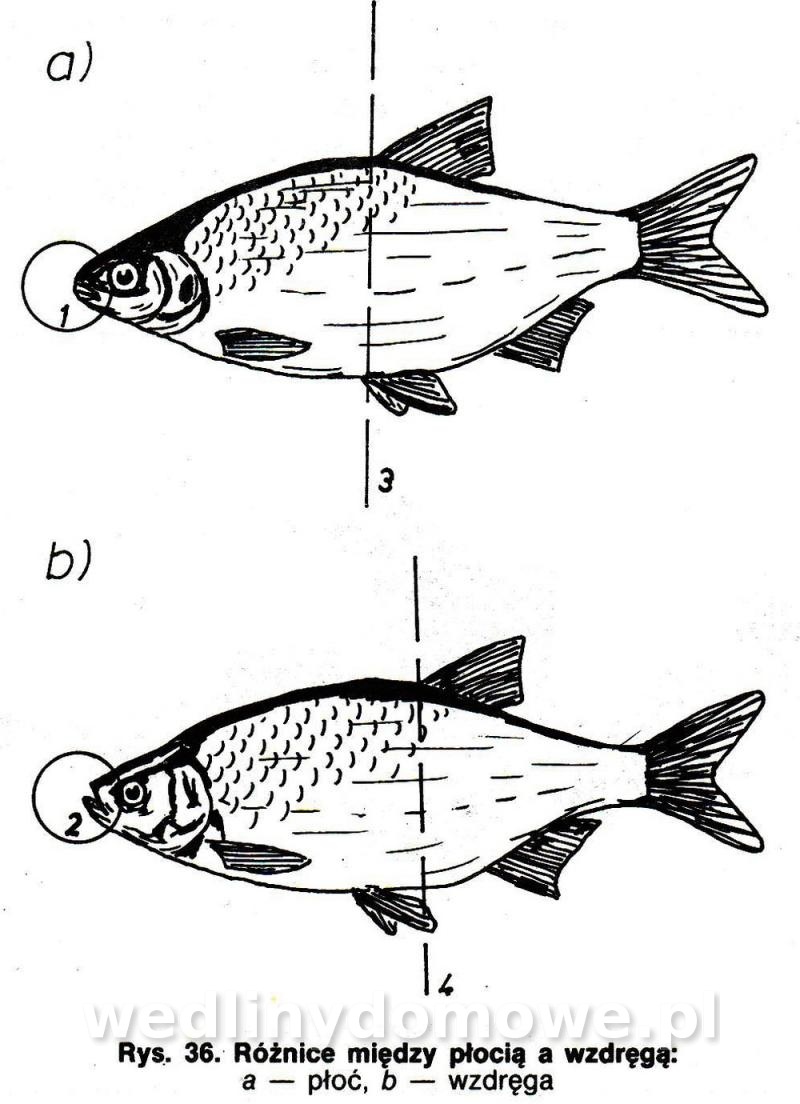
-
OD AUTORÓW Od najdawniejszych czasów rybołówstwo nierozerwalnie wiązało się z historią człowieka. Naczelną bowiem troską ludzi i głównym ich zadaniem było zdobywanie pożywienia. Wprawdzie dziś rola rybołówstwa, podobnie jak i myślistwa, znacznie zmalała, niemniej jednak ryby, tak morskie jak i słodkowodne, nadal w znacznym stopniu łagodzą deficyt pełnowartościowego białka zwierzęcego, tłuszczu, soli mineralnych i witamin. W naszym społeczeństwie wiedza o rybach i sposobach ich przyrządzania nie jest duża. Dominuje kilka tradycyjnych sposobów podawania ryb w niewielkim stopniu uwzględniających specyfikę poszczególnych gatunków mięsa, ich walorów smakowych i przydatności kulinarnej. Literatura krajowa — aczkolwiek obfita — prawie każdą rybę traktuje jednakowo, ograniczając się głównie do potraw sporządzanych z filetów ryb morskich i z rzadka do 4—5 gatunków ryb słodkowodnych (karp, lin, szczupak, pstrąg, węgorz). Autorzy niniejszego opracowania zadali sobie trud zebrania przepisów na wykonanie potraw ze wszystkich ryb słodkowodnych, powszechnie poławianych przez wędkarzy. Przepisy nasze urozmaicą z pewnością rodzinne jadłospisy. Większość potraw nadaje się na każdą okazję, a niektóre z nich mogą uświetnić nawet wykwintne przyjęcie. Oddając ten materiał do druku autorzy mają nadzieję, że zaciekawi ona zarówno doświadczonych wędkarzy, jak i stawiających pierwsze kroki. Do tych drugich adresowany jest między innymi rozdział poświęcony rozpoznawaniu, biologii i zwyczajom ryb. Ze względu na chroniczny niedobór podstawowej literatury wędkarskiej autorzy starali się tę lukę wypełnić między innymi informacjami na temat metod połowu i sprzętu, okresów ochronnych oraz ograniczeń wynikających z postanowień Regulaminu Amatorskiego Połowu Ryb (wymiary ochronne, limity połowu). Niniejsza książka jest również przeznaczona dla szerokiego kręgu osób prowadzących gospodarstwa domowe. Zawiera bowiem wiele przepisów kuchni rybnych: polskiej, niemieckiej, włoskiej, francuskiej, węgierskiej, rosyjskiej, hiszpańskiej i innych. Zachęci to niewątpliwie Czytelnika do częstszego przyrządzania zbyt rzadko dotychczas spożywanych potraw z ryb. Większość gospodyń przyrządza ryby raz w miesiącu albo jeszcze rzadziej. Przyczyną takiego stanu rzeczy jest często brak rozeznania co do właściwości smakowych i walorów odżywczych dostępnych w sklepach ryb. Miejmy nadzieję, że niniejsza książka udzieli Czytelnikom niezbędnych informacji. A zatem: połamania kija i... smacznego! AUTORZY NASZE RYBY, MINOGI I RAKI W polskich wodach tak słonych, jak i słodkich żyje 85 gatunków ryb. Wędkarze poławiają około 40 gatunków, z czego 4—5 w morzu. Z punktu widzenia gospodarczego, tylko 26 z nich ma większe znaczenie. Ryby poławiane sporadycznie (bass wielkogębowy, peluga, rozpiór, tołpyga, sielawa) lub nie nadające się do przerobu kulinarnego (piskorz, słonecznica, ciernik) zostały pominięte. Oprócz ryb przedstawiono minogi i raki. Ryby słodkowodne — pod względem smaku, wartości mięsa, wielkości tuszek — można podzielić na 3 grupy: - ryby tzw. szlachetne, o doskonałym smaku: łosoś, troć, głowacica. sieja, sielawa, pstrągi, węgorz; - ryby o bardzo dobrym smaku: sandacz, okoń, miętus, certa, lin, karp, szczupak; - ryby o gorszym smaku, drobne: płoć, wzdręga, leszcz, krąp, karaś, jaź, brzana, świnka, kleń, boleń, jelec, ukleja. Biorąc natomiast pod uwagę cechy charakterystyczne mięsa, ryby można podzielić na: - ryby białomięsne, chude: dorsz, okoń, amur, sandacz, szczupak, wzdręga, płoć. Zawierają one w swoim składzie do 1% tłuszczu, mają więc mięso suche i twarde. Nie zaleca się przyrządzania ich „z wody“ lub w galarecie; - ryby białomięsne, średniotłuste i tłuste: certa, flądra, karaś, karp, lin, węgorz, leszcz. Nadają się do przyrządzania wszystkich możliwych rodzajów potraw; - ryby o mięsie ciemnym: sum, makrela, sumik karłowaty. Ich mięso stosunkowo twarde i łykowate można podawać podobnie jak mięso zwierząt rzeźnych. Nie nadają się do przyrządzania „z wody”, w niektórych sosach i w galaretach. Przy przeznaczeniu na mielone masy otrzymuje się z nich wyrób smaczny, ciemnego koloru. Gdy mówimy o rybach jako artykule spożywczym, trzeba powiedzieć o ich ościach. Spożywając rybę, dobrze dajemy sobie radę z kręgosłupem. Nieprzyjemne i przeszkadzające w jedzeniu są ości międzymięśniowe, występujące u wielu gatunków. Zarówno ich forma, jak i liczba jest różna u poszczególnych ryb. Pod tym względem rozróżnia się 4 grupy ryb: - gatunki ryb bardzo ubogie w ości (21—33): jazgarz, okoń, sandacz; - gatunki ubogie w ości (67—83): pstrąg, karaś; - gatunki o średnim bogactwie ości (90—115): lin, karp, wzdręga, płoć, szczupak, jaź; - ryby bogate w ości (118—143): kleń, jelec, certa, świnka, boleń. Przechodząc do szczegółowego omawiania poszczególnych gatunków, trzeba pamiętać, że w zbiornikach wodnych często można spotkać takie ryby, których barwa ciała znacznie odbiega od kolorów podanych w opisach. Jest to jeden z przejawów przystosowywania się organizmu do środowiska. Podając charakterystykę zewnętrzną poszczególnych gatunków, przedstawiono cechy najbardziej rzucające się w oczy, a więc te, które można dojrzeć bezpośrednio po wyjęciu ryby z wody (kształt ciała, kształt płetw, ich położenie, przebieg linii bocznej, kształt i położenie pyska, występowanie wąsików, ilość łusek w linii bocznej, jak również powyżej i poniżej tej linii). Jednym słowem, starano się podać skrócony, ale zarazem praktyczny opis poławianych ryb, przydatny do zaliczenia ich do właściwego gatunku bez konieczności badania wewnętrznej budowy ciała. Dla każdego gatunku podano ponadto okresy i wymiary ochronne, dzienne limity połowów oraz wysokość rekordowych połowów w kraju. Dla ułatwienia posługiwania się opisami przyjęto alfabetyczną kolejność omawiania poszczególnych gatunków. Amur biały (Ctenopharyngodon idella). Należy do rodziny karpiowatych. Ciało amura jest wydłużone, walcowate, po bokach lekko spłaszczone. Sylwetką przypomina klenia. Grzbiet — brunatnozielony, boki — jasnozielonkawe, brzuch — żółtawobiały. Ciało pokryte jest dużymi łuskami, których tylne, wolne krawędzie są obrzeżone czarnymi obwódkami, tworzącymi wzór siatki złożonej z półksiężyców. Zęby gardłowe — spłaszczone, o lekko grzebieniastej koronie, ustawione w dwu szeregach. Otwór gębowy — skierowany nieco skośnie ku górze, położony na końcu pyska. W naszych warunkach termicznych rozmnaża się wyłącznie sztucznie. Wylęg amura, a następnie także narybek początkowo odżywia się zooplanktonem, a po przekroczeniu długości 6—10 cm przechodzi wyłącznie na pokarm roślinny. Ryba rośnie rekordowo szybko. Maksymalny ciężar amura białego w naszych wodach szacuje się na 30 kg. Średnia wielkość poławianych amurów wynosi 1,5—4,0 kg i 50—70 cm długości. Wypada dodać, że w strefie siedlisk naturalnych (rzek Huangho, Amur, Ciang-Cieng-Jangcy) osobniki w wieku 10—15 lat osiągają niekiedy ciężar do 50 kg. Co do długości ciała, to jej maksimum szacuje się na 1,0—1,3 m. Ojczyzną amura białego są Chiny, tam też dojrzewa w 5—6 roku życia. Podczas tarła wymaga temperatury wody 20—23°C. W Chinach bywa często hodowany w stawach. Obecnie, ze względu na duże walory użytkowe amura białego, prowadzi się prace nad jego aklimatyzacją na wszystkich kontynentach. Od 1964 roku znajduje się również i w naszym kraju. Obecnie można złowić amura na terenie całego kraju, głównie w wodach stojących. Szczególnie dobrze rośnie w zbiornikach zasilanych podgrzaną wodą, np. przy elektrowniach wodnych w Koninie i Pątnowie. Amur lubi spokojny, wygodny tryb życia, zjada rośliny delikatne, ścięte lub zanurzone w wodzie liście i pędy trzciny. Często wpływa do miejsc gęsto zarośniętych i przez dłuższy czas, prawie bez ruchu, wyjada rośliny. Lubi też skoszone trawy rzucone na wodę. Jeśli w zbiorniku nie ma łatwego do zdobycia pokarmu, amur ustawia się pod znacznym kątem do rośliny zakorzenionej, chwyta ją u nasady i nagłym szarpnięciem wyrywa z dna, po czym koniec łodygi bierze do pyska i powoli żując zjada prawie całą. Ostatni kęs wypluwa — nie zjedzona część wypływa na powierzchnię. Takie resztki świadczą o żerowaniu amura. Jest to istotny szczegół dla wędkarza poszukującego stanowisk amura. Apetyt i niewybredność amura sprawiają, że można go łowić na: liście sałaty, śliwki węgierki (mogą być z kompotu), pędy białej koniczyny, zielone gałązki wierzby, ziarna kukurydzy (w stadium mlecznym), ziemniaki. Coraz częściej słyszy się o złowieniu ryby na ciasto z manny, rosówkę, robaki kompostowe, kluski, bułkę, fasolę, wiśnie, nawet na... żywca. Dobre rezultaty daje zanęcanie miejsc przed wędkowaniem, np. kukurydzą lub śliwkami. Amur należy do ryb ostrożnych i płochliwych, co sprawia, że na amurowym łowisku maskowanie obecności nad wodą ma niebagatelne znaczenie; także każdy zbędny dźwięk jest niepożądany. Amury łowi się metodami gruntową lub spławikową, a sprzęt do tego celu winien być solidny. Hol ryby jest trudny. Pysk amura jest delikatny i łatwo go rozerwać haczykiem. Do lądowania niezbędny jest solidny i duży podbierak na długim trzonku lub odpowiednio długi hak (osęka). Młodsze amury mogą być czasem mylone z kleniem i jelcem. Niezawodną cechą odróżniającą ryby tych gatunków jest liczba zębów gardłowych. Bardziej widoczną różnicę stanowi liczba rzędów łusek pod linią boczną (licząc od pierwszego promienia płetwy brzusznej do linii bocznej), których u jelca może być 4—5, a u klenia 3—4, podczas gdy u amura jest ich zawsze 5 (rys. 2). Wymiar ochronny dla amura wynosi 40 cm, okresu ochronnego nie posiada, dzienny zaś limit połowu wynosi 5 sztuk (łącznie z brzaną, certą, karpiem i linem). Rekordowy amur biały, złowiony w naszym kraju ważył 28,1 kg przy 119 cm długości. Mięso amura — soczyste i jędrne — pod względem smakowym nie ustępuje karpiowi, jest za to chudsze, co ma szczególne znaczenie dla konsumentów nie lubiących ryb tłustych. Smakosze uważają, że mięso amura dorównuje sandaczowi. Amur ponadto jest nieco mniej ościsty od karpia, posiada 96 ości międzymięśniowych, szczególnie w partii ogonowej. Wydajność ryby podobna jak u karpia. Usuwanie łusek jest niemal tak łatwe jak u karpia. Przy odrobinie zręczności warstwę łusek można w całości oddzielić od ciała ryby po jednej i drugiej stronie. Amur bywa spożywany w stanie świeżym lub wędzony. Belona (Belone belone). Ryba żyjąca w Bałtyku. Należy do rodziny belonowatych. Ciało ryby jest wydłużone, wysmukłe i spłaszczone, pokryte delikatnymi, drobnymi łuskami. Szczęki są wyciągnięte w długi ostry dziób, przy czym dolna szczęka u osobników dorosłych bywa mało, u młodych znacznie wysunięta ku przodowi. Obie szczęki pokryte są drobnymi ząbkami, wśród których sterczą z rzadka nieco większe zęby. Szczelina skrzelowa jest duża, zaś linia boczna biegnie blisko krawędzi brzucha. Belona posiada przesunięte ku tyłowi płetwy grzbietową i brzuszną oraz głęboko wciętą płetwę ogonową, co upodabnia ją do strzały. Barwa grzbietu belony — błękitnozielonawa, boków — zielonkawa, brzucha — srebrzysta. Dorasta do długości 90—100 cm i wagi 0,5—1 kg. Najczęściej spotyka się osobniki mniejsze — 40—60 cm i ważące 0,2—0,3 kg. Te ostatnie trzymają się z reguły w stadach, natomiast duże sztuki polują w pojedynkę. Pokarmem belony są drobne ryby — w naszych wodach głównie szproty, śledzie i dobijaki, również skorupiaki oraz owady. Żyje w przybrzeżnej strefie morza, podpływając nocą tuż pod powierzchnię wody. W ciągu dnia, w ślad za pokarmem, przemieszcza się w nieco głębsze partie morza. W dzień odżywia się intensywniej niż nocą. W pogoni za pokarmem potrafi rozwijać dużą szybkość, wyskakując z rozpędu często ponad powierzchnię wody. Jest szybka i zwinna. Zimą i z początkiem wiosny belona oddala się w poszukiwaniu pokarmu także na pełne morze. Tarło belony odbywa się w maju i w czerwcu, na bardzo płytkim, zarośniętym dnie. Po 5 tygodniach wylęgają się dobrze rozwinięte i duże larwy. W pierwszym roku życia belony przebywają w bezpośrednim sąsiedztwie brzegów. Belona jest stałym składnikiem ichtiofauny polskiego Bałtyku. Najlepszymi łowiskami tej ryby są płytkie partie morza nad łąkami wodorostów, zaś okresem połowu — czas od 15 maja do końca lipca. Belonę można poławiać zarówno z brzegu, jak i z łodzi. Dobre rezultaty dają połowy w wodzie o głębokości 2—3 m, przy czym belonę łowi się na głębokości od 0,5 do 1,5 m pod powierzchnią. Belonę łowi się zarówno metodą gruntową, jak i spiningową. Jako przynętę stosuje się strzępki ryby (szprot, śledź) o długości 4 cm i szerokości 1 cm, montowane na haczyku o długim trzonku. Celowe bywa okresowe zanęcanie łowiska — najlepiej wnętrznościami ryb. Belonę można poławiać zarówno w dni pochmurne, jak i przy pełnym słońcu. Powierzchnia morza powinna być lekko zmarszczona, wiatr słaby, wiejący od lądu ku morzu. Połowy belony nie są ograniczone wymiarem ochronnym, ani limitem dziennym. Rekordów nie odnotowuje się. Belona posiada mięso białe, ścisłe i pozbawione tłuszczu. Jest ono bardzo smaczne, nie ma jednak wielu zwolenników z uwagi na zielonkawe zabarwienie ości, co odstrasza konsumentów. Nie posiada ości międzymięśniowych. Łuski ryby najlepiej usuwać skórując rybę. Spożywa się belonę w stanie świeżym lub wędzoną. Mięso ryby jest najsmaczniejsze zimą (z powodu stosunkowo dużej zawartości tłuszczu), latem natomiast bywa suche. Boleń (Aspius aspius). Rzadki okaz drapieżnika wśród ryb karpiowatych. W różnych rejonach kraju bywa nazywany: rapą, fatem, chwatem, bieleniem, bielizną, rapem lub rozpiórem. Ciało bolenia jest wysmukłe, boki lekko spłaszczone. Potężna, wcięta płetwa ogonowa podkreśla pływackie zdolności ryby. Płetwa grzbietowa — krótka, ale za to wysoka, zaczyna się tuż za linią początku nasady płetw brzusznych. Paszcza — rozwinięta głęboko i skośnie — świadczy o drapieżnym trybie życia. Dolna szczęka wysunięta jest ku przodowi, zęby gardłowe osadzone w dwu szeregach. Boleń posiada silnie osadzone drobne łuski, które schodzą się za płetwami brzusznymi w ostry kil. Ubarwienie grzbietu jest szarozielonkawe, boków — srebrzyste, brzucha — białe. Płetwy piersiowe i brzuszne, odbytowa i dolny płat płetwy ogonowej bywają lekko zaczerwienione. Rzuca się w oczy niewielkie hakowate podgięcie warg ku górze, zwłaszcza w dolnej szczęce. Pamiętając, że w rodzinie karpiowatych występuje ono jedynie u bolenia, nie pomylimy niewymiarowego bolenia z ukleją (rys. 5). Gatunki te mają podobne ubarwienie i boczne spłaszczenie sylwetki. Dla pełnego obrazu, na rys. 6 przedstawiono wzory ułuszczenia obu ryb. W warunkach polskich wód boleń dorasta do długości 80 cm, osiągając wagę 4—5 kg. Notowane są przypadki złowienia blisko 10-kilogramowych okazów. Przeciętnie jednak łowi się bolenie długości 45—55 cm i ważące 1,0—1,5 kg. Boleń jest rybą spotykaną na terenie całego kraju, głównie w rzekach nizinnych o czystej wodzie oraz w przybrzeżnych partiach wód Bałtyku. Rzadko występuje w jeziorach. Tarło odbywa boleń na wiosnę (od kwietnia do maja). W tym okresie u samców występuje na głowie, płetwach piersiowych i pokaźnej części łusek tzw. wysypka perłowa. Narybek odżywia się planktonem i drobnymi owadami. Od drugiego roku życia boleń staje się drapieżnikiem. Pokarmem w tym czasie staje się drobnica, głównie ukleja, jelec i płoć. Bardzo duże egzemplarze pożerają żaby. Młode bolenie pływają w stadzie, wyrośnięte osobniki prowadzą przeważnie samotny tryb życia. W ciepłej porze roku boleń żeruje w górnych partiach wody, polując na owady i przede wszystkim na stada drobnicy. W tym czasie ryba wyskakuje często z pluskiem nad powierzchnię wody. Charakterystyczne stanowiska bolenia w rzekach leżą przy końcach ostróg, w pobliżu, umocnień brzegowych, przewróconych drzew, zatopionych pali, pomostów, a także przy przykosach. Znacznie trudniej jest zlokalizować stanowisko ryby w jeziorach, łachach lub starorzeczach ponieważ ugania się ona za stadami drobnicy po całym akwenie. Pory żerowania bolenia zależą w dużej mierze od wielkości i charakteru rzeki. Najczęściej drapieżniki zaczynają polować rano, gdy słońce znajdzie się pod horyzontem. W ciepłe dni, kiedy niebo pokrywa cienka warstwa chmur, boleń przedłuża żerowanie aż do godzin przedpołudniowych. Niekiedy potrafi atakować drobnicę w czasie jasnych nocy, które zdarzają się w końcu maja i czerwca. W zasadzie jednak boleń nie prowadzi nocą intensywnego życia i zaszywa się w głębsze partie wód. Podobnie dzieje się z nastaniem jesiennych chłodów. Boleń należy do nielicznych gatunków ryb, które można łowić praktycznie wszystkimi metodami wędkarskimi, a więc na gruntówkę ze spławikiem lub ołowiem dennym, spining, a także na muchówkę. Podczas spiningowania latem używa się błystek małych, obrotowych, srebrzystych, imitujących ukleję. W chłodnej porze roku do łowienia w głębszych partiach rzek używa się błystek wahadłowych o długości 3—5 cm, wąskich, srebrnych. W ciepłej porze roku dobrą przynętą są żywe owady (koniki polne, chrabąszcze). Jeden lub dwa zakłada się na pojedynczy haczyk i pozwala spływać w kierunku miejsc żerowania ryby. Zamiast owadów można stosować nieduże (3—5 cm) piórko ptasie, przymocowane do przyponu z pojedynczym haczykiem. W obu przypadkach spław przynęty powinien być możliwie równomierny i naturalny. Do połowu na sztuczną muchę używa się suchej lub mokrej muchy — raczej większych rozmiarów. Niezależnie od metody połowu boleń bierze przynętę w sposób zdecydowany i gwałtowny. Jeżeli żyłka jest dobrze napięta, ryba zacina się sama. Pierwsze minuty holu są ryzykowne i emocjonujące, ponieważ ryba w tym czasie walczy bardzo aktywnie. Wymiar ochronny dla bolenia wynosi 40 cm, zaś limit dzienny połowów — 4 sztuki (łącznie z sandaczem, sumem i szczupakiem). Okres ochronny trwa od 15 marca do 30 kwietnia. Rekordowy egzemplarz złowiony w kraju mierzył 88 cm i ważył 7,52 kg. Wartość konsumpcyjna bolenia jest mierna, mięso bowiem ma suche i ościste. Boleń nie odznacza się szczególnymi walorami smakowymi . Posiada 149 ości międzymięśniowych rozmieszczonych w całym ciele. Łuski podczas skrobania ryby odchodzą łatwo. Brzana (Barbus barbus). Należy do ryb karpiowatych. Spotykane nazwy: barwena, barwana, barwanna, blik, blin, boleń, marena, sowak, śliz, ślizun, parma, kiełbik lub morski kiełb. Brzana ma ciało wydłużone, kształtu wrzecionowatego z linią boczną widoczną na całej długości. Otwór gębowy z 2 parami wąsików czuciowych, o mięsistych wargach położony jest w spodniej części głowy. Płetwa odbytowa prosto ścięta nie sięga do nasady płetwy ogonowej, tylna krawędź płetwy grzbietowej łukowato wcięta. Czwarty twardy promień jest gruby i piłkowany na tylnej krawędzi, płetwa ogonowa głęboko, symetrycznie wcięta. Ubarwienie brzany — szarawe, zielonkawożółte, grzbiet — ciemniejszy od boków, część brzuszna — brudnokremowa. Brzana pokryta jest łuską średniej wielkości, przy czym na łuskach grzbietu widoczne są podłużne prążki, powstałe przez sfałdowanie naskórka. Brzana w naszych wodach osiąga przeciętnie 45—55 cm długości i masę 0,75—1,5 kg. Wyjątkowo dorasta do 90 cm długości i wagi 7—8 kg. Żywi się fauną denną, duże okazy są wszystkożerne. Ulubionym siedliskiem tej ryby jest odcinek rzeki o silnym lub średnim nurcie, o dnie twardym, kamienisto-żwirowym lub gliniastym. Główny pokarm to larwy owadów, mięczaki i inne bezkręgowce oraz odpadki organiczne. Nie gardzi też pokarmem roślinnym, zwłaszcza glonami. Większe okazy polują na drobne rybki. Brzana jest rybą rzeczną, zasiedla zazwyczaj środkowy bieg rzeki. W Polsce spotykana jest w dorzeczu Wisły i Odry oraz w Pasłęce, przy czym najliczniej występuje w podgórskich dopływach Wisły oraz w dopływach Noteci — Drawie i Gwdzie. Bardzo wrażliwa na zanieczyszczenia przemysłowe wody, dlatego jej liczebność i zasięg w Polsce szybko zmniejsza się. Tarło odbywa brzana w maju i w czerwcu. W tym czasie wierzch głowy i grzbiet samca pokrywa się tzw. wysypką tarłową (szeregowo ułożone zgrubienia naskórka). Pisząc o brzanie należy wspomnieć o brzance zwanej też góralką lub kamieniarką, gdyż te dwa gatunki wędkarze często mylą. Oto niezawodny sposób na odróżnienie obu gatunków: płetwa odbytowa u brzany jest ścięta, nie dochodzi do nasady ogona (rys. 8,1), u brzanki — zaokrąglona, bardzo długa, sięga aż do nasady płetwy ogonowej (rys. 8,2); na linii bocznej u brzany występuje 57—64 łusek, u brzanki — 52—55; tylna krawędź płetwy grzbietowej u brzany — łukowato wcięta, u brzanki — równo wcięta; czwarty promień płetwy grzbietowej u brzany — twardy, piłkowany na tylnej krawędzi (rys. 8,3), u brzanki nie występuje (rys. 8,4); płetwa ogonowa u brzany - głęboko, symetrycznie wcięta (rys. 8,5), u brzanki ma mniejsze wcięcie (rys. 8,6); ubarwienie ciała u brzany — jednorodne, bez plam, u brzanki występują duże, czarne plamy (również na płetwach oprócz brzusznych). Brzana złowiona na wędkę walczy długo i do końca. Mimo że jest rybą typowo denną, podchodzi niekiedy do góry i wykonuje efektowne skoki ponad powierzchnię wody. Skoki brzany różnią się znacznie od spławów innych ryb. Brzana wyskakuje prawie pionowo nad powierzchnię wody z charakterystycznym furkotem. Szczególnie często skacze brzana przed deszczem lub burzą. Sprzyjającym terminem połowu brzany są deszczowe lub ciepłe pochmurne dni ze skłonnościami do opadów. Łowi się brzanę metodą gruntową lub spławikową. Sprzęt do połowu powinien być mocny. Jako przynęty używa się białych robaków, czerwonych robaków, rosówek, serów żółtych (uprzednio moczonych w mleku) lub topionych. Na niektórych rzekach dobre rezultaty uzyskuje się stosując: gotowany groch, pęczak, pszenicę, płatki owsiane, larwy chruścika, pijawki, jelita drobiu i stężałą krew bydlęcą. Późną jesienią można łowić na żywca: kiełbie, kozy i ślizy wielkości 6—8 cm. Brzany biorą przynętę zdecydowanie. Nęcenie brzany jest bardzo wskazane. Zanętę przyrządza się z kawałków rosówek, czerwonych robaczków, larw chruścika, ziarn zbóż zmieszanych z iłem lub gliną z dodatkiem środków smużących (otręby, płatki owsiane itp.). Uformowane kule zanętowe należy wrzucać pojedynczo, powyżej stanowisk brzany, w pewnych odstępach czasu. Hol dużej brzany trwa czasem kilkadziesiąt minut. Rybę trzeba holować spokojnie, z opanowaniem i wyczuciem. Wymiar ochronny dla brzany wynosi 35 cm, zaś okres ochronny trwa od 1 maja do 20 czerwca. Dzienny limit połowów — 5 sztuk (łącznie z amurem, certą, linem i karpiem). Rekord krajowy 85 cm długości i 6,5 kg wagi. Mięso brzany — mimo że jędrne — nie jest cenione, ponieważ posiada sporo ości i jest średniosmaczne (96 ości międzymięśniowych, szczególnie w okolicy grzbietu i partii ogonowej). Łuski brzany nie przysparzają większego kłopotu podczas skrobania. W okresie tarła ikra i mięso brzany mają właściwości trujące, wywołujące u człowieka zaburzenia żołądkowe. Objawy zatrucia występują od kilku minut do kilkudziesięciu godzin po spożyciu. Początkowy symptom to swędzenie w okolicy warg i języka, rozprzestrzeniające się następnie na dłonie i stopy. W ciężkich przypadkach może nastąpić nawet odrętwienie całego ciała, połączone z bólami brzucha, nudnościami, wymiotami i biegunką. Powrót do zdrowia bywa powolny — trwa do kilku tygodni. Certa (Vimba vimba). Gatunek wędrowny, dwuśrodowiskowy, z rodziny karpiowatych. W różnych rejonach kraju bywa nazywana: cyrtą, rybcem lub podnętwą. Ciało certy jest wydłużone, bocznie ścieśnione, z silnie rozwiniętym umięśnieniem grzbietu i partii ogonowej. Posiada stosunkowo długie płetwy. Te właśnie cechy pozwalają jej na odbywanie długich wędrówek. Wysokość ciała certy wynosi 20—30% jego długości. Charakterystyczna cecha gatunku to profil krawędzi brzucha, od płetw brzusznych ścięty w kil, nie pokryty łuskami. Wzdłuż grzbietu (od końca potylicy) ciągnie się wąski, nie pokryty łuskami pas. Poza tymi miejscami całe ciało ryby pokrywają koliste łuski. Certa ma również długą płetwę odbytową. Trzon ogona zakończony jest płetwą o rozwidlonym konturze, z tym, że oba płaty są prawie jednakowej długości, bez wydłużenia części dolnej. Głowa średniej wielkości posiada stożkowato zgrubiały nos. Dolny otwór gębowy wskazuje na sposób pobierania pokarmu. Ubarwienie grzbietu jest ciemne, boków niebieskozielone, brzucha srebrzystobiałe. Płetwy grzbietowa i ogonowa — szaroniebieskie, pozostałe — bladożółte. W okresie tarła niektóre samce stają się prawie czarne. Od otworu gębowego, poprzez całą długość brzucha, aż do płetwy ogonowej ciągnie się ciemnopomarańczowy pas. Również płetwy parzyste i nasada płetwy ogonowej przyjmują ciemnopoma- rańczowe ubarwienie. Płetwy grzbietowa i ogonowa z szaroniebieskich stają się czarne. Na głowie, płetwach i tylnych krawędziach łusek samców pojawia się charakterystyczna dla karpiowatych i siei tzw. wysypka perłowa. W naszych warunkach certa dorasta do wagi 2 kg i 45—50 cm długości. Poławia się jednak zwykle znacznie mniejsze osobniki, o długości ciała 30—40 cm i masie 0,4—0,6 kg. Certa prowadzi życie stadne. Występuje wzdłuż wybrzeży Bałtyku, na tarło wstępuje do Wisły, Odry i rzek bezpośrednio wpadających do morza. Tarło odbywa się od maja do czerwca, w rzekach o dnie kamienistym i szybko płynącej wodzie. Samica składa ikrę kilkakrotnie. Po tarle dorosłe oraz wylęgnięte osobniki spływają do morza. Certy „ciągnące" w górę rzek pobierają pokarm sporadycznie, natomiast powracające do morza żerują intensywnie, zarówno w strefie nurtu, jak i w spokojnych partiach dna. Ryby wyszukują najczęściej larwy owadów. W morzu certa odżywia się głównie mięczakami. W Polsce spotyka się certę w Wiśle i jej dopływach tak górskich, jak i nizinnych. W Odrze sięga w górę rzeki aż do Górnośląskiego Okręgu Przemysłowego. Wstępuje też do większych dopływów Warty. Część populacji cert wiedzie osiadły tryb życia, nie opuszczając nigdy rzeki. Certa jest często mylona ze świnką. Po dokładniejszym przyjrzeniu się można stwierdzić, że mięsiste wargi certy wyraźnie różnią się od ostro wykrojonych warg świnki (rys. 10). Odróżnia się także bardziej wrzecionowatym kształtem i nieco innym ubarwieniem. Okres połowu certy na wędkę rozpoczyna się z nastaniem ciepłych dni wiosennych i trwa aż do października. Godziny połowów są zależne nie tylko od pory roku, ale i od pogody oraz stanu wody. Wiosną najlepszą porą brania są godziny 6—8, latem — świt do godziny 6, jesienią, w ciepłe dni — godziny popołudniowe. W zimne dni jesienne certa wogóle nie bierze. Pogoda ma bardzo duży wpływ na wyniki połowów. Na wiosnę dobre będą spokojne dni słoneczne, ewentualnie z lekkimi podmuchami wiatru z zachodu lub południa, w lecie — pogoda pochmurna, przy umiarkowanej temperaturze. Im bliżej ku jesieni, tym bardziej sprzyja wędkarzom cisza i słońce. W rzekach certa na wiosnę przebywa w niezbyt głębokich partiach wód o dnie żwirowatym i kamienistym lub piaszczystym. Latem i jesienią schodzi do głębszych wód o dnie mulistym. Do połowu cert używana jest lekka wędka ze spławikiem lub cięższa bez spławika. Wypróbowane przynęty to larwy jętek, ochotek, białe robaczki, dżdżownice oraz chruściki. Można certę łowić również na groch, ziemniaki, płatki owsiane oraz pasty. Jako zanęty używa się kul wielkości kurzego jaja, które składają się z dużej ilości białych robaczków zmieszanych z gliną. Przynętę chwyta certa bardzo delikatnie; należy zacinać ją szybko, ponieważ ryba często wypluwa przynętę. Hol trwa krótko i poza energiczną ucieczką certy w pierwszej chwili po zacięciu nie jest trudny. Wymiar ochronny dla certy wynosi 30 cm. Okres ochronny natomiast jest podzielony i w Wiśle oraz Odrze trwa od 1 do 31 maja, w innych rzekach do 1 maja do 30 czerwca. Dziennie wolno złowić 5 cert (łącznie z amurem, brzaną, karpiem i linem). Rekordowy egzemplarz pozyskany w Polsce na wędkę ważył 1,74 kg i posiadał 51 cm długości. Certa ma doskonałe, białe, delikatne, tłuste i smaczne mięso. Charakterystyczną jego cechą jest obok wielkiej liczby (129) tęgich ości międzymięśniowych ich rozmieszczenie w całym ciele. Łuski certy łatwo dają się usunąć podczas skrobania ryby. Certa posiada duże znaczenie gospodarcze, jest bowiem masowo poławiana przez rybaków, zwłaszcza w przyujściowych odcinkach większych rzek. Nadaje się do spożycia w stanie świeżym. Stanowi także surowiec do wyrobu doskonałych przetworów kulinarnych. Certa to poszukiwany artykuł konsumpcyjny. Wędzona certa bywa eksportowana. Dorsz (Gadus callarius). Ryba morska z rodziny dorszowatych. Regionalnie bywa nazywany wątłuszczem lub pomuchelem. Dorsz jest rybą wydłużoną, masywną, o owalnym przekroju ciała. Drobne łuski osadzone są głęboko w skórze. Linia boczna — wyraźnie zaznaczona. Głowa duża, stanowi ¼ długości całego ciała. Pysk — zaostrzony, paszcza — duża i silnie uzębiona. Pod dolną wargą występuje jeden krótki wąsik. Dorsz ma trzy płetwy grzbietowe, dwie odbytowe, dwie brzuszne i dwie piersiowe. Ubarwienie grzbietu — ciemnoszare, oliwkowe, marmurkowate, boki — nieco jaśniejsze, brzuch — biały. Grzbiet, górne części głowy i boki usiane są licznymi ciemnymi plamkami. Dorsz to drapieżnik. Żyje w morzu, odżywia się rybami (śledzie, szproty), fauną denną i skorupiakami. Jest bardzo żarłoczny — w ciągu doby może przetrawić tyle pokarmu ile sam waży. W Bałtyku dorasta do długości 120 cm i wagi 15—20 kg. Przeciętnie poławia się dorsze mniejsze, o długości 50—60 cm i wadze 2 kg. Występuje w całym Bałtyku, najobficiej w części południowej oraz na głębiach Bornholmskiej, Gdańskiej i Gotlandzkiej, gdzie odbywa tarło. W czasie tarła słabo żeruje. Płodność dorszy jest bardzo duża. Szczyt połowów, tzw. żniwa dorszowe, przypada na luty i kwiecień. Po tarle, w czerwcu dorsz rozpoczyna wędrówkę, rozprasza się za żerem, opuszcza głębie, wypływa na płytsze, bardziej zasobne w pokarm tereny. W okresie larwalnym i jako narybek odżywia się planktonem, następnie przechodzi na pokarm złożony głównie z fauny dennej. Osobniki powyżej 10—18 cm długości nie gardzą nawet pobratymcami własnego gatunku, jeżeli tylko mieszczą się w ich pysku. W lecie i jesienią dorsz żeruje małymi stadami lub pojedynczo w strefie pełnej wody. Łowiąc dorsze na wędkę dobre rezultaty osiąga się jesienią i na wiosnę. Co prawda pogoda w tych okresach często płata figle (silne, zmienne wiatry), jednak bywają dnie i noce, nawet w październiku, kiedy to łowi się piękne okazy dorsza. Odpowiednią porą do połowu jest wieczór i godziny nocne. Zaczyna wtedy wiać wiatr od morza, który wprawia wodę w ruch. Fale wymywają z przybrzeżnych partii dna różnego rodzaju żyjątka, co przyciąga dorsze ku brzegowi. Zaczynają one intensywnie żerować. Dorsza można łowić z brzegu lub z łodzi. W przypadku spokojnego morza i braku wiatru do połowów z brzegu stosuje się specjalne, długie, mocne wędzisko, umożliwiające dalekie wyrzuty przynęty (na 100 metrów i więcej). Przynęta to robaki. Z łodzi dorsze łowi się przy pomocy ciężkich błystek — pilkerów, wagi 50—300 g. Sprzęt musi być wyjątkowo solidny. Ląduje się go z wody osęką. Łowimy dorsze na głębokościach do 20 metrów, na terenach o twardym dnie. Wymiar ochronny dorsza wynosi 30 cm, innych ograniczeń nie ma. Rekordowy dorsz ważył 18,7 kg i mierzył 120 cm. Dorsz stanowi najważniejszą rybę użytkową na Bałtyku. Posiada mięso białe, smaczne, o dużej zawartości białka i nieznacznej ilości tłuszczu. Wysoką zawartość tłuszczu natomiast ma wątroba dorsza (48—60%). Wytapia się z niej tran, zawierający znaczne ilości witamin A i D. Szczególnie smaczne jest mięso dorszy poławianych wiosną. Wątroba zawiera wówczas najwięcej tłuszczu. Dorsz posiada 60 dużych ości międzymięśniowych. Łuski ma drobne, najlepiej go skórować (np. podczas filetowania). Flądra — stornia (Platichthys flesus). Ryba morska z rzędu płastug, rodziny flądrowatych. Stornia ma kształt niezwykły, osobliwy. Leżąc stale na dnie, posiada oczy przesunięte na jedną stronę asymetrycznie skręconej głowy. Ciało ma owalne, głowę małą, o wielkiej paszczy uzbrojonej w tępe, drobne zęby. Oczy umieszczone są częściej na prawej niż na lewej stronie głowy. Całe ciało pokryte jest drobnymi łuskami, z których znaczna część to kostne płytki, co czyni skórę szorstką w dotyku i pozwala łatwo odróżnić stornię od innych płastug. Zabarwienie skóry — zmienne: od zielonkawo- lub żółtoszarego do brunatnego. Strona brzuszna — biaława. Stornia żyje w wodach Bałtyku w strefie przybrzeżnej, w słonawych wodach zatok i zalewów, a także w ujściach większych rzek. Z reguły występuje w wodach płytszych niż dorsz. Żywi się głównie skorupiakami, małżami, nie gardzi małymi rybkami. Na Bałtyku dorasta do 40 cm długości i 1,0—1,5 kg wagi. Najczęściej jednak poławiane są osobniki długości 25—30 cm i obszarze 0,15—0,30 kg. Tarło odbywa, podobnie jak dorsz, w wodach o największym zasoleniu. W południowym i środkowym Bałtyku tarliskami są dla niej wszystkie znaczniejsze zagłębienia: Głębia Gdańska, Rynna Słupska, Głębie Bornholmska i Arkony. Okres jej tarła przypada od marca do maja. Samica, zależnie od wielkości, składa od 400 tys. do 2 min ziarn ikry. Lęgną się z niej larwy o symetrycznej budowie ciała, które poruszają się tak jak inne ryby. Po osiągnięciu 7 mm larwy zaczynają pływać na jednym z boków, rozpoczyna się przeistaczanie w postać asymetryczną. Kiedy stornia ma 10 mm oko jej przemieszcza się na krawędź głowy. Niedługo potem ryba osiada na dnie, zazwyczaj po odbyciu dalekiej wędrówki z tarliska do brzegów. Stornia bałtycka żyje 8—9 lat. Oprócz storni w Bałtyku występują jeszcze dwa inne gatunki fląder: zimnica i gładzica. Stornię od pozostałych odróżnia się w następujący sposób (rys. 13): - trzon ogonowy u storni jest znacznie cieńszy i dłuższy (1), - stornia ma skórę szorstką, pokrytą skostniałymi łuskami (2), - zimnica posiada charakterystycznie łukowato wygiętą linię boczną nad płetwą piersiową (3), - u storni występują liczne pomarańczowe plamy, co odróżnia ją od gładzicy, której plamy są żółtoczerwone (4). Wymienione płastugi poławiane są w znacznie mniejszych ilościach niż stornia. Stornia posiada okres ochronny od 1 lutego do 30 kwietnia. Wymiar ochronny jest zróżnicowany: wynosi 25 cm w granicach województw szczecińskiego, koszalińskiego i słupskiego, zaś 23 cm dla gdańskiego i elbląskiego. Rekordów krajowych nie odnotowuje się. Flądrę łowi się metodą gruntową bez spławika. Jako przynęty stosuje się 3 cm kawałki świeżych szprotek. Można zastąpić je czerwonymi robaczkami, rosówkami lub pociętymi jelitami drobiu. Flądra intensywnie żeruje podczas falowania, gdy morze wymywa pokarm z dna. Chwyta wtedy wszystko, co nadaje się do jedzenia. Bierze łapczywie, ale delikatna przynęta pozwala rybie na łatwe zdjęcie jej z haczyka. W dni bezwietrzne żerowanie niemal całkowicie ustaje. Stornia, obok dorsza, to jedna z najczęściej poławianych ryb na Bałtyku. Mięso jej jest białe, delikatne, smaczne. Zaliczana bywa do ryb szlachetnych. W okolicy płetwy odbytowej, szczególnie w okresie tarła, występuje u flądry dużo galaretowatej masy. Posiada 83 ości międzymięśniowe. Łuski usuwa się przez skórowanie podczas filetowania ryby. Mięso flądry można spożywać w stanie świeżym i po uwędzeniu. Głowacica (Hucho hucho). Ryba z rodziny łososiowatych, sztucznie wsiedlona w polskie wody śródlądowe. Bywa nazywana głowatką. Ciało ma wydłużone, walcowate, o słabo zaznaczonym spłaszczeniu bocznym. Ubarwienie grzbietu jest ciemne, zielonkawobrunatne, brzuch jasny, szarobrunatny, często srebrzysty. Barwy głowy, boków i grzbietu przenikają się wzajemnie. Głowa i tułów z rzadka usiane są małymi ciemnymi plamkami, które na bokach mogą przybierać kształt litery „x”. Linia boczna wyraźnie jest zaznaczona (od tylnej krawędzi pokryw skrzelowych aż do nasady płetwy ogonowej). Głowa — niska, długa i spłaszczona, o wielkiej paszczy ustawionej poziomo na końcu pyska. Szczęka górna u dużych okazów sięga końcem poza tylną krawędź oka. Jama ustna jest silnie uzbrojona w liczne stożkowate zęby. Występują one również licznie na języku, zaś w górnej szczęce są w dwu szeregach, brak ich na podniebieniu (trzon lemiesza nieuzębiony) w odróżnieniu od pstrągów i troci wędrownej. Głowacicę odróżnia od pstrągów i troci rzucająca się w oczy bardzo duża płetwa tłuszczowa oraz silnie wcięta, bordowa i symetryczna płetwa ogonowa (rys. 15). Szczególnie ta ostatnia cecha głowacicy powinna być dobrze rozróżniana, znane są bowiem przypadki połowu niewymiarowych głowacic jako dorodnych pstrągów. W okresie tarła-ubarwienie całej powierzchni ciała samic i samców przybiera odcień miedzianoczerwony. U samców ponadto na głowie i łuskach występuje godowa wysypka, zaś na żuchwie widoczny jest wyraźny hak. Głowacica pochodzi z dorzecza Morza Czarnego. Tam też dorasta do 2 metrów długości i 50 kg wagi ciała. W polskich warunkach może osiągnąć 30 kg i długość 130 cm. Przeciętnie poławiane są egzemplarze długości 70—80 cm, przy ciężarze 4—6 kg. Głowacica nie jest gatunkiem wędrownym (nie spływa do morza), żyje w większych, stosunkowo głębokich rzekach o kamienistym dnie i bystrym prądzie. Zasiedla dobrze natlenione wody, począwszy od krainy lipienia do krainy brzany, i niżej. Głowacicę można spotkać w Popradzie, Dunajcu, Czarnej Orawie, Sanie, Wisłoku i Ścinawie (dopływ Nysy Kłodzkiej). Głowacica żeruje intensywnie przez cały rok — z małą przerwą w okresie tarła. Pokarmem jej są głównie ryby, zwłaszcza świnki, brzanki, jelce, strzeble, kiełbie, ślizy i głowacze. Nie gardzi również „młodzieżą" pstrąga i lipienia. Dorosła głowacica bywa żarłocznym drapieżnikiem. Młode głowacicę żywią się zwierzętami dennymi, ale już w drugim roku życia przechodzą wyłącznie na drapieżny sposób bycia. W związku z tym głowacica szybko rośnie i już w drugim roku życia przekracza 40 cm długości i masę 0,8 kg. Głowacica — ze względu na dużą siłę, wytrzymałość i zaciekłą obronę w momencie podcięcia — jest dla wędkarza niezwykle atrakcyjną rybą, łowi się ją głównie na spining. Tam, gdzie pozwala na to regulamin, można stosować z powodzeniem metodę gruntową z żywczykiem. Znane są też przypadki złowienia ryby na sztuczną muszkę (streamer lub nimfę). Zalecanym okresem połowu głowacicy jest późna jesień (od września do listopada). Łowieniu sprzyja pochmurna i mglista pogoda. Przelotne deszcze, przymrozki oraz śnieżne zadymki są również korzystne. Stanowiskami głowacicy mogą być jamy w dnie rzeki, podwodnych skałach, kamieniach i zwalonych pniach drzew. Lubi głębokie zatoczki przy podmytych brzegach lub umocnieniach regulacyjnych. Przebywa tam w ciągu dnia, nocą wychodzi na żerowisko. Większość głowacic złowionych została późnym wieczorem lub wczesnym rankiem, rzadko natomiast łowi się je w miejscu dziennego przebywania. Głowacica bierze również podczas jasnych nocy. Oczywiście o tej porze doby wędkować można tylko poza wodami krainy pstrąga i lipienia, to jest tam, gdzie nie obowiązuje zakaz połowu ryb od zmierzchu do świtu. Podczas słonecznej, upalnej pogody głowacicę łowi się przeważnie o świcie, do godziny 7 oraz wieczorem, po 18. Dobrze natomiast wędkować, gdy po gwałtownym deszczu woda zaczyna się brudzić, lub — po kilkudniowych opadach — oczyszcza się. Sprzęt do połowu głowacicy musi być solidny i mocny. Jako przynęty używa się błystek wahadłowych i obrotowych. Pierwsze powinny być wysmukłe (6—10 cm długości), matowe lub ciemne, o masie 15—30 g. Dobre rezultaty osiąga się również na woblery i błystki obrotowe z gumową rybką typu mino. Bezkonkurencyjne są natomiast wykonywane systemem domowym (z mosiężnej lub miedzianej blachy) tzw. klamki, naśladujące barwą i poruszaniem się w wodzie główny pokarm głowacicy — brzankę. Hol zaciętej ryby jest trudny, wymaga spokoju i opanowania. Głowacica to ryba dzika, broni się zaciekle i dlatego podczas zmagań z nią nie wolno się spieszyć. Ląduje się głowacicę wyślizgiem lub osęką. Okres ochronny trwa od 1 marca do 31 maja, wymiar ochronny wynosi 70 cm. Należy zaznaczyć, że limit połowów to 1 sztuka tygodniowo. Rekord krajowy wynosi 17,50 kg wagi i 118 cm długości. Głowacica jest rybą cenną, jednak — ze względu na ograniczone występowanie w Polsce — nie stanowi poważniejszej pozycji gospodarczej. Mięso głowacicy koloru różowego dorównuje pod względem jakości i wartości łososiowi i troci. Może być spożywane w stanie świeżym, wędzonym, solonym lub jako konserwa. Zawiera duże ilości tłuszczu, posiada niewielką ilość ości międzymięśniowych, nierozdwojonych i występujących głównie w przedniej części ciała. Głowacica pokryta jest drobną, łatwą do usunięcia łuską (najlepiej jest ją golić). Jazgarz (Acerina cernua). Ryba śródlądowa z rodziny okoniowatych. W różnych rejonach Polski bywa zwany jazgarzem, jaździem, jaszczem, kolperzem lub szewcem. Ciało jazgarza jest w przedniej części nieco wygrzbiecone i lekko ścieśnione na całej długości, linia boczna wyraźna, obie płetwy grzbietowe połączone ze sobą. Z wyjątkiem głowy pokryty jest mocno osadzonymi w skórze, drobnymi, szorstkimi łuskami. Pysk jest mały i tępy, zakończony niewielką paszczą, uzbrojoną w liczne, drobne ząbki. Pokrywy skrzelowe zakończone są ostrym kolcem. Jazgarz ma kolor szarozielony z wyraźnie ciemniejszym grzbietem i jaśniejszym brzuchem. Grzbiet i boki ciała oraz płetwy grzbietowe i ogonowa usiane są ciemnymi, drobnymi plamkami. W naszych wodach jazgarz może dorastać do 30 cm długości i 0,5 kg wagi; najczęściej jednak osiąga 10—15 cm długości i 20—50 gram wagi. Zamieszkuje śródlądowe wody stojące i płynące oraz wody słonawe. W Polsce występuje na terenie całego kraju, a także w słonawych wodach zalewów przymorskich i zatok bałtyckich. Jazgarz to ryba pospolita, zasiedla środkowe i dolne biegi rzek oraz bardzo wiele jezior, stawów, dołów pożwirowych, łach, starorzeczy i rozlewisk. Rzadziej można go spotkać w gliniankach. Nie występuje w strumieniach o szybkim prądzie, nie lubi wód czystych i dobrze natlenionych. W rzekach wybiera głębokie, spokojne tonie o słabych lub zamierających prądach. Grupuje się w liczne stada i przebywa wyłącznie blisko dna, żarłocznie rzucając się na każdy pokarm, także i na ikrę innych ryb. Zasadnicze pożywienie jazgarza to plankton, zwierzęta denne, także młode rybki innych gatunków. W jeziorach można znaleźć jazgarza w partii przybrzeżnej, po obu stronach pasa trzcin, na głębokości 1,5—5,0 m. Małych, 4—5 cm rybek należy szukać od strony lądu, w miejscach o czystym lub słabo zarośniętym dnie. Tarło jazgarza trwa do marca do maja. Łowienie jazgarza nie wymaga zbytniej ostrożności ani specjalnego zestawu wędkowego. Jazgarze nie są płochliwe, przynętę chwytają niezwykle łapczywie i agresywnie. Na dobrym łowisku wyciąga się aż do znudzenia — jedną sztukę po drugiej, gdyż jazgarze nie dopuszczają do przynęty żadnej innej ryby. Biorą na każdą mięsną przynętę, najlepiej na strzępki dżdżownic. Grubość żyłki obojętna, haczyki tylko duże (nr 4—5). Praktyczną metodą połowu jest spławikówka, ponieważ jazgarz głęboko połyka przynętę wraz z haczykiem; należy zacinać natychmiast po zanurzeniu się spławika. Przy odhaczaniu jazgarza trzeba zachować ostrożność. Ostre kolce, umieszczone na zakończeniu pokryw skrzelowych i płetwie grzbietowej, pokryte są śluzem, powodującym po ukłuciu przewlekłe nieraz ropienie. Ranę trzeba natychmiast wycisnąć i dobrze wyssać, po zabiegu dokładnie wypłukać usta. Podczas przyboru i zmętnienia wody w rzekach, kiedy jazgarze podchodzą ku brzegowi, większe egzemplarze poławia się na głębokości ponad 1 metra, mniejsze natomiast na głębokości 50—70 cm. Jazgarze biorą przez cały dzień, bez względu na pogodę. W głębokich toniach można je łowić nawet aż do nastania mrozów. Połowy jazgarza w naszych wodach są obfite. Gatunek ma niewielkie znaczenie gospodarcze, często nawet traktuje się go jako szkodnika. Nie jest więc objęty ochroną, nie posiada wymiaru i okresu ochronnego, ani dziennego limitu. Największy złowiony na wędkę jazgarz mierzył 23 cm, obecnie nie odnotowuje się rekordów. Przez wędkarzy bywa używany jako przynęta (żywiec) do połowu ryb drapieżnych. Mięso jazgarza, mimo małej tuszki, jest bardzo smaczne, białe i dość tłuste, a ponadto bardzo ubogie w ości. Przeciętnie posiada 21 rozdwojonych ości międzymięśniowych, występujących tylko w przedniej części ciała. Łuski — podobnie jak u okonia — są trudne do usunięcia, zatem rybę należy skórować. Mięso jazgarza bywa szczególnie przydatne do przyrządzania zupy rybnej. Jaź (Leuciscus idus). Ryba z rodziny karpiowatych. Bywa nazywana białorybem, jazikiem, orfą, mięknią lub kostaczem. Jaź ma ciało umiarkowanie wydłużone, spłaszczone bocznie, wysokie (wysokość mieści się 3 razy w długości ciała). Linia boczna tworzy łuk wygięty ku stronie brzusznej. Płetwa grzbietowa ma równo ściętą krawędź tylną. Krawędź tylna płetwy odbytowej jest lekko wklęsła. Głowa — mała, otwór ustny — niewielki, końcowy, przecięcie ust — skośne. Ubarwienie grzbietu i częściowo boków ciała jest ciemne, stalowogranatowe, dołu boków jaśniejsze, podbrzusza — żółtawobiałe lub srebrzyste. Płetwy grzbietowa i ogonowa są ciemnoszare z lekkim nalotem czerwonawym, płetwa odbytowa i parzyste — czerwone. W polskich wodach jaź może dorastać do 1 m długości i 8 kg wagi. Zazwyczaj poławiane są osobniki nie przekraczające 50 cm i 1,2 kg. Jaź żyje głównie w rzekach, w jeziorach spotyka się go rzadziej. Czasami odbywa gromadne wędrówki, zwłaszcza jesienią, gdy z rzek ciągnie do jezior na zimowisko; wiosną wędruje w poszukiwaniu odpowiednich tarlisk. W Polsce jest pospolity w większych rzekach, trzyma się tam wód czystych i zimnych. Występuje również w mających połączenie z rzekami jeziorach mazurskich i augustowskich. Jaź trze się gromadnie w marcu i kwietniu. Bytuje samotnie lub w niewielkich stadach. Odżywia się głównie mięczakami dennymi larwami owadów wodnych, skorupiakami, chrząszczami, na rozlewiskach powodziowych — dżdżownicami, glonami i okruchami wyższych roślin. Zdarza się także, że atakuje narybek innych gatunków, a jeszcze częściej wyjada ikrę. Owady chwyta w locie nad powierzchnią wody lub opadające na nią. Jaź wraz z jelcem i kleniem należy do rodzaju jelców. Rozpoznawanie tych gatunków sprawia wędkarzom wiele kłopotów. Jazia również można mylić z płocią. Jest wiele sposobów odróżniania tych 4 gatunków ryb, mogą być one jednak zawodne, ponieważ zmienność środowiska bywa ogromna. Jedyny pewny sposób identyfikacji polega na przeliczeniu łusek od głowy do ogona wzdłuż linii bocznej (rys. 18). Jaź ma ich 55—61, pozostałe (wymienione) ryby — mniej. Jaź to ryba bardzo wrażliwa na wszelkiego rodzaju zanieczyszczenia wód i regulację brzegów. Nic więc dziwnego, że coraz rzadziej staje się łupem wędkarzy. Jaź, ryba płochliwa, lubi cieki o bogato ukształtowanych liniach brzegowych, z dużą ilością drzew i krzewów. Nie jest wybredny w pobieraniu pokarmu i bierze na wszystkie prawie przynęty. Można go złowić na błystkę lub owady, groch, czerwone i białe robaczki, pijawki, ciasto i żywczyka. Okres połowów rozpoczyna się w kwietniu i trwa do października. Dobre wyniki osiąga się w maju i we wrześniu. W tych miesiącach jaź żeruje prawie cały dzień. W lecie — sporadycznie, przed wschodem słońca i po zapadnięciu zmierzchu. Po spłynięciu lodów i odpływie wód do koryta rzeki jazie trzymają się toni głębokich, przybrzeżnych, o słabym prądzie. Żyją pośród korzeni krzewów i drzew, w zatokach oraz wyrwach. W drugiej połowie maja odpływają na przykosy o średnim prądzie. Jesienią powracają znowu na wody głębokie. Jazie łowi się metodą dotykową, spławikową, gruntową, na spining i sztuczną muszkę. Pierwsza polega na umieszczeniu owada (chrabąszcza, ważki) w pobliżu brzegu, pod zwisającymi gałęziami drzew. Owada opuszcza się na powierzchnię wody i pozostawia go na niej przez kilka sekund. Jeśli jaź nie zaatakuje przynęty, unosi się ją nad powierzchnię i znowu opuszcza. W tym momencie ryba powinna brać. Inna odmiana tej metody polega na puszczaniu przynęty z prądem wody w miejsce żerowania ryb. Owad płynie po powierzchni na luźno puszczonej żyłce, najlepiej bez spławika. Kolejna metoda to po prostu gruntówka ze spławikiem i grochem, ulubionym pokarmem ryby karpiowatej. Na groch biorą najczęściej ryby o ciężarze 1—2 kg, na owady natomiast raczej mniejsze — do 1 kg. Wiosną łowi się jazie na spining, na błystkę obrotową (nr 0,1). Kolor skrzydełka — naturalny. Wskazane są pewne elementy dekoracyjne w postaci pasków lub kropek żółtych, czarnych lub czerwonych. Holujemy jazia ostrożnie, ponieważ ma wargi delikatne, łatwo ulegające rozerwaniu. Bez podbieraka trudno sobie wyobrazić wyjęcie ryby z wody. Zerwany jaź odstrasza całe stado, tak że łowisko na kilka kwadransów jest stracone. Przy połowie jazia obowiązuje wymiar ochronny — 25 cm i dzienny limit — 10 sztuk (łącznie z innymi rybami limitowanymi). Rekord krajowy wynosi 5,1 kg wagi i 82 cm długości. Jaź nie posiada dużego znaczenia gospodarczego. Mięso ma średniej wartości, białe, niezbyt smaczne i bardzo ościste. Zawiera bowiem 115 ości międzymięśniowych, rozrzuconych po całym ciele, szczególnie w okolicy płetwy grzbietowej i partii ogonowej. Łuski posiada niezbyt mocno osadzone w skórze i łatwe do skrobania. Jelec (Leuciscus leuciscus). Ryba z rodziny karpiowatych. Bywa nazywany jeluchem. Ciało jelca jest bocznie lekko spłaszczone, wydłużone, otwór gębowy — dolny. Przód głowy przed otworami nosowymi — lekko garbaty. Przecięcie ust sięga poniżej średnicy oka. Linia boczna przebiega łagodnym tukiem, wygiętym ku brzusznej części ciała. Płetwa grzbietowa — mała o równo ściętej tylnej krawędzi, odbytowa — lekko wklęsła, ogonowa — głęboko wcięta. Ubarwienie grzbietu.— ołowianosrebrzyste, boki — jaśniejsze, podbrzusze — białosrebrzyste. Płetwy są z reguły szare, tylko brzuszne i odbytowa czasami żółtawe. W naszych warunkach jelec dorasta 250 g wagi i 25—30 cm długości, najczęściej jednak poławiane są osobniki długości 15—20 cm i wadze do 150 g. Jelec to pospolita ryba w Polsce, choć nigdzie nie występuje w dużych ilościach. Jest rybą głównie rzeczną, żyje w górnym i środkowym biegu. Trzyma się prądu. Przenika do stawów i młynówek. W jeziorach gromadzi się w miejscach płytkich (do 3 m głębokości) o dnie piaszczystym, łagodnym spadzie, w pewnym oddaleniu od twardych niewysokich brzegów. Odżywia się owadami dorosłymi i larwami, szczątkami roślin, w czasie powodzi na rozlewiskach dżdżownicami. Zjada chętnie ikrę innych ryb. Tarło odbywa się w kwietniu i w maju, ikra przykleja się do kamieni. W czasie dojrzewania gonad ciało samców pokrywa się drobną wysypką perłową. Dużego jelca łatwo jest pomylić z małym kleniem. Oto różnice: płetwa odbytowa u jelca — równo wcięta lub lekko wcięta (rys. 20,1), u klenia — zaokrąglona (rys. 20,2); liczba łusek na linii bocznej u jelca — 43—52, u klenia 41—46; pysk u jelca — mały, dolny, przecięcie ust — poziome na krawędzi dolnego brzegu oka (rys. 20,3), u klenia — duży, końcowy, przecięcie ust skośne, najwyższy punkt na poziomie średnicy oka (rys. 20,4). Jelca łowi się zestawem spławikowym lub na sztuczną muszkę. Jelec jest rybą kapryśną, jednego dnia można go będzie łowić z powodzeniem na białe robaczki, drugiego natomiast nie będzie zwracać na nie uwagi, preferując np. czerwone robaki. Nęcenia jelców przed połowem nie stosuje się, celowe jest natomiast systematyczne podrzucanie zanęty w trakcie połowu. Jelec używany bywa jako przynęta przy połowie ryb drapieżnych. Jelca zacina się błyskawicznie i delikatnie (ma kruche wargi). Sam nie zacina się prawie nigdy. Łowić możemy go od wczesnej wiosny do początków zimy. Szczególnie można zalecać połowy podczas letnich, lekko przymglonych wieczorów lub, gdy spadnie ciepły deszczyk, zwłaszcza pierwsze jego krople. Jelec nie posiada okresu ani wymiaru ochronnego. Rekord krajowy wynosi 48 cm. Obecnie nie odnotowuje się rekordów. Mięso jelca jest białe, suche i bardzo ościste. Posiada on około 124 ości międzymięśniowych rozmieszczonych w całym ciele. Z tego powodu nie ma większego znaczenia gospodarczego, mimo że w połowach rzecznych trafia się licznie. Łuski jelca są słabo osadzone w skórze, co znacznie ułatwia jego skrobanie. Karaś zwyczajny (Carassimus carassimus). Ryba z rodziny karpiowatych. Zwany czasem karusem. Ciało karasia jest bocznie spłaszczone, wygrzbiecone tak silnie, że jego wysokość mieści się dwa razy w długości, pokryte dużymi, równo ułożonymi łuskami. Głowa jest mała, o niedużej paszczy ustawionej skośnie ku górze, płetwa grzbietowa bardzo długa, górna jej krawędź wysmukła, ostatni twardy promień piłkowany. Ostatni twardy promień płetwy odbytowej także jest drobno piłkowany. Ubarwienie grzbietu i boków — brunatnozłociste z zielonkawym połyskiem, brzuch — jaśniejszy. Płetwy parzyste — ciemne, piersiowe i brzuszne — przy nasadzie lekko zaczerwienione, na końcach ciemne. Karaś rośnie bardzo wolno. Maksymalnie osiąga 50 cm długości i wagę 5 kg. Poławia się przeważnie o ciężarze od 0,2 do 0,5 kg i długości 12—30 cm. Większe osobniki są niezwykłą rzadkością. Oprócz karasia zwyczajnego w naszych wodach występuje mniej pospolity karaś srebrzysty (Carassimus auratus) , tzw. japończyk — grzbiet ma stalowogranatowy, boki srebrzyste. Jest on bardziej wydłużony od pospolitego, ciało ma wrzecionowate, w okolicy tułowia walcowate. Dorasta do 15—35 cm długości. Karasie są niezwykle odpornymi rybami. Niskie wymagania tlenowe powodują, że można je spotkać praktycznie wszędzie: w gliniankach, starorzeczach, rewach potorfowych, stawach, bajorach, w jeziorach (nawet wysychających) i w rzekach. Obszar bytowania karasia to denny pas przybrzeżny. Wyszukuje w szlamie larwy owadów, robaki i części roślin. Unika miejsc czystych, bez porostu, zwłaszcza w tych wodach, gdzie grasują szczupaki i inne drapieżniki, Dlatego karasia należy łowić z brzegu. Dno zbiorników, w których przebywa jest przeważnie muliste i miękkie. W okresie suszy trudny okres może przetrzymać zagrzebany w szlamie. W wodach bieżących, gdzie warunki pokarmowe są gorsze, karasie bywają bardziej wysmukłe. Tarło karasia odbywa się od maja do lipca. U karasia srebrzystego występuje dzieworództwo w wodach, gdzie żyją populacje samic. Nie jest ono całkiem czyste, bo pobudzane bywa obecnością samców innych gatunków karpiowatych. Karasie bywają mylone z karpiami pełnołuskimi (sazana). Sposobem identyfikowania jest stwierdzenie czy ryba posiada wąsiki. Karaś jest gołąwąsy (rys. 22,1), karp natomiast ma 4 wąsiki (rys. 22,2). Karasia łowi się od marca do września w spokojnych partiach wody, w starorzeczach, w osłoniętych od nurtu zatokach. Przed połowem zanęca się łowisko ziemniakami, Chlebem, niekiedy krwią zwierzęcą zmieszaną z gliną. Wędkuje się metodą spławikową lub gruntową (na przystawkę). Zalecane przynęty to czerwone pijawki, czerwone robaczki lub pasty, np. mączno-ziemniaczane. Podczas łowienia latem wśród nenufarów skuteczną przynętą są okruchy z ziemniaków gotowanych bez soli. Karaś nie posiada ani okresu, ani wymiaru ochronnego. Rekordowy karaś zwyczajny złowiony na wędkę mierzył 47 cm i ważył 2,45 kg, zaś karaś srebrzysty 45 cm i 2,45 kg. Karaś zwyczajny ma bardzo smaczne, ciemne mięso, natomiast mięso karasia srebrzystego jest suche i niezbyt smaczne. Otrzewna wyściełająca jamę brzuszną tuszki ma jasny kolor. Karaś — ze względu na małe rozmiary — przez rybaków bywa traktowany jako „chwast". Wędkarze cenią go jako przynętę do połowu ryb drapieżnych. Należy do ryb ubogich w ości (63 międzymięśniowe), które są rozdwojone i rozmieszczone w całym ciele. Łuski karasia nie sprawiają kłopotu podczas skrobania ryby. Karp (Cyprinus carpio). „Królewska" ryba z rodziny karpiowatych. Nazwy regionalne to: korop lub sazan. Ciało karpia jest wydłużone, obłe, pokryte dachówkowato ułożoną dużą łuską. W drugiej płetwie grzbietowej ostatni twardy promień ząbkowany. Końcowy otwór gębowy zaopatrzony jest w grube wargi i dwie pary wąsików. Szczęka — wysuwana, tworzy rodzaj ryja. Płetwa ogonowa — szeroka i wyraźnie chorągiewkowato wcięta. Karp występujący u nas w jeziorach i rzekach to uciekinier ze sztucznych stawów (może też być tam wprowadzony przez zarybienie). Jego ciało bywa znacznie wygrzbiecone i pokryte minimalną ilością dużych łusek. Charakteryzuje się nieproporcjonalnie małą głową w stosunku do reszty ciała i krótkim ogonem. Posiada silnie rozwiniętą nasadę płetwy grzbietowej, tworzącą rodzaj garbu uformowanego przez mocno wykształcone płaty mięśni i tkankę tłuszczową. Ubarwienie karpia bywa zmienne w zależności od podłoża: na gruntach piaszczystych — jasnożółte, na glinach — złociste, na torfach — brunatne, w wodach otoczonymi lasami, szczególnie iglastymi — ciemnobrunatne. Grzbiet jest ciemniejszy, boki jaśniejsze, brzuch złotawy, płetwy ciemne, tylko ogonowa posiada lekki czerwony nalot. W naszych wodach dorasta do 1 m długości i około 30 kg wagi. Łowi się jednak egzemplarze mniejsze, o długości od 30 do 50 cm i masie 1—5 kg. Karp to gatunek przystosowany do życia w wodach ciepłych, spokojnych. Lubi dno muliste, ilaste lub gliniaste, porośnięte bogatą roślinnością. W rzekach unika silniejszych prądów, wyborne łowiska znajdują się w pobliżu zrzutów ciepłej wody lub ścieków komunalnych, mogących służyć karpiom za pożywienie. Karp przede wszystkim żeruje w wodzie o temperaturze 20—29°C. Nie lubi wahań temperatury. W warunkach naturalnych żywi się drobnymi zwierzętami żyjącymi w mule i w przydennej warstwie wody, także planktonem unoszącym się w toni. W stawach hodowlanych zjada pasze zbożowe i strączkowe. W lecie karpie szukają płytszych, dobrze nasłonecznionych miejsc, tylko w południe płyną w głębsze partie zbiorników. Rano i wieczorem można obserwować ryby wyskakujące ponad lustro wody lub pływające tuż pod jej powierzchnią. Szlak ich wędrówek znaczą koła lub pęcherzyki powstające na wodzie. Ich obecność zdradza również cmokanie dochodzące z przybrzeżnych zarośli. Tarło karpia odbywa się w połowie maja. Okresem najlepszego żerowania karpia jest czerwiec. Łowi się go metodą na przepływankę lub gruntówkę ciężką z ołowiem dennym. Sprzęt do połowu karpia musi być mocny. Karp nie jest rybą wybredną. Łowi się go na gotowane ziemniaki, rosówki, pęczki czerwonych robaków, ciasto, Chleb i bułkę. Przynęta powinna zakrywać koniec haczyka, gdyż karp pożerając pożywienie wsysa je do otworu gębowego, zaś ukłuwszy się zbyt wcześnie, zdąży wypluć przynętę wraz z haczykiem. Jako zanętę stosuje się gotowane ziemniaki zmieszane z otrębami, płatki owsiane i jęczmienne, siekane rosówki, czerwone robaki, chleb, bułkę lub kompozycję tych składników. Nęcimy niedużymi porcjami zanęty w kilku miejscach tak, aby zanęcone punkty utworzyły koło o średnicy około 1,5 metra. Nęcimy wieczorem dnia poprzedzającego połowy. Podczas łowienia karpia istotne jest ułożenie przynęty na dnie lub tuż nad nim, chociaż zdarza się, w ciepłe dni, że karp zbiera pożywienie z powierzchni wody. Branie karpia sygnalizuje „tańczenie" spławika. Wykonuje on różnego rodzaju podskoki, przesuwa się w jedną stronę, wraca, nieruchomieje i zaczyna szybko uciekać w bok. Jest to właściwy moment na zacięcie ryby. Musi ono być silne i zdecydowane, w kierunku odwrotnym niż ucieczka. Holujemy karpia energicznie, ponieważ należy do silniejszych gatunków naszych wód. Bez użycia podbieraka, wyjęcie ryby z wody jest prawie niemożliwe. Karpia obowiązuje wymiar ochronny 30 cm i limit dzienny — 5 sztuk (łącznie z brzaną, amurem, certą i linem). Rekordowy karp polskich wód mierzył 105 cm i posiadał wagę 24,6 kg. Karp ma duże znaczenie gospodarcze. Oprócz rozwiniętej hodowli w stawach, spore ilości karpia są poławiane z płytkich jezior. Mięso karpia ma kolor żółtoróżowy, jest tłuste, o bardzo delikatnym smaku, grube ości ułatwiają obróbkę kulinarną. Ryba posiada około 99 ości międzymięśniowych rozmieszczonych w okolicy płetwy grzbietowej i partii ogonowej. Mięso młodych karpi uważa się za smaczniejsze niż sztuk starszych, również smak ryby z rzeki jest lepszy niż ryby złowionej w wodzie stojącej. Karp pochodzący ze stawów może mieć niepożądany zapach mułu. Charakterystyczną cechą karpia królewskiego jest brak pokrywy łuskowej. Duże, nieregularne łuski znacznie ułatwiają skrobanie, są łatwe do usunięcia. Spożywa się karpia w stanie świeżym lub wędzonym. Z ikry karpia można wyrabiać kawior.

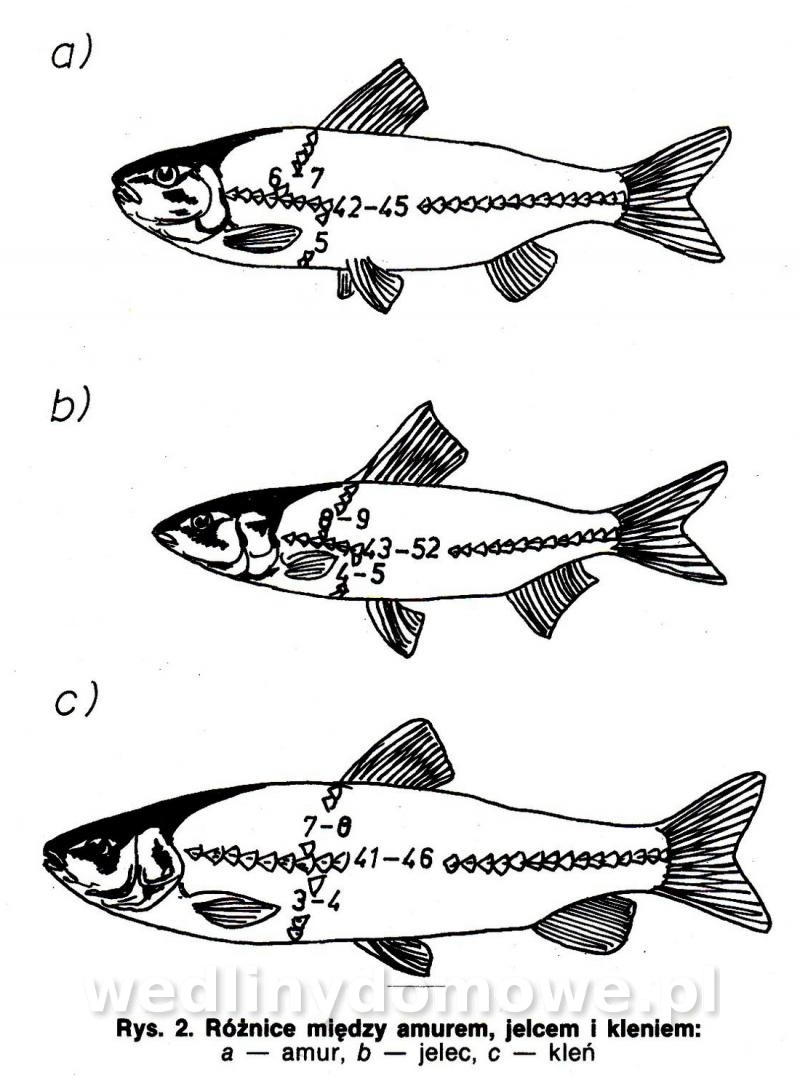
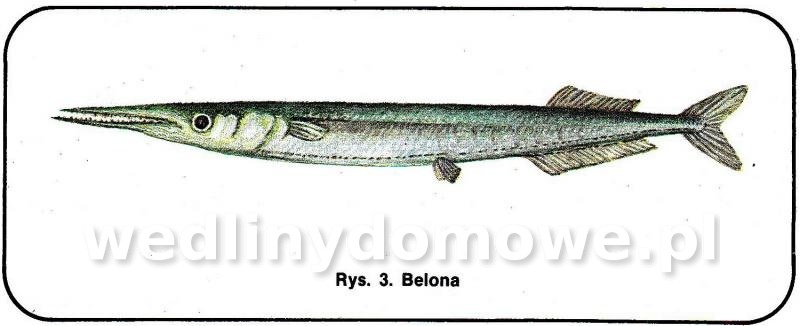
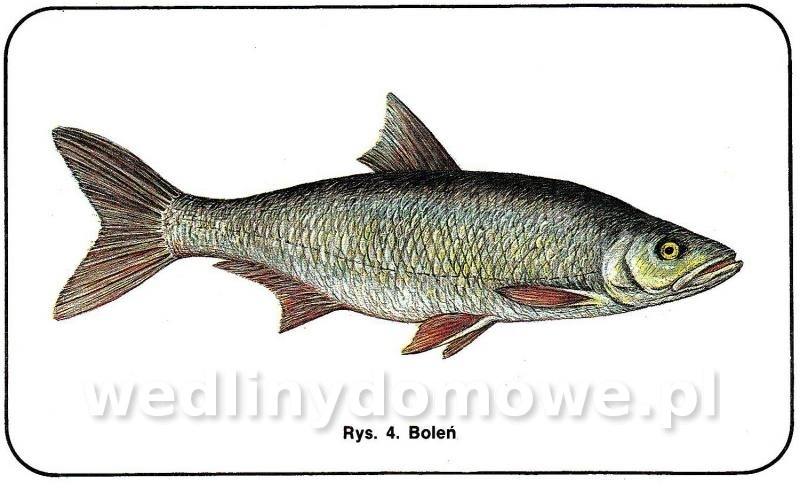
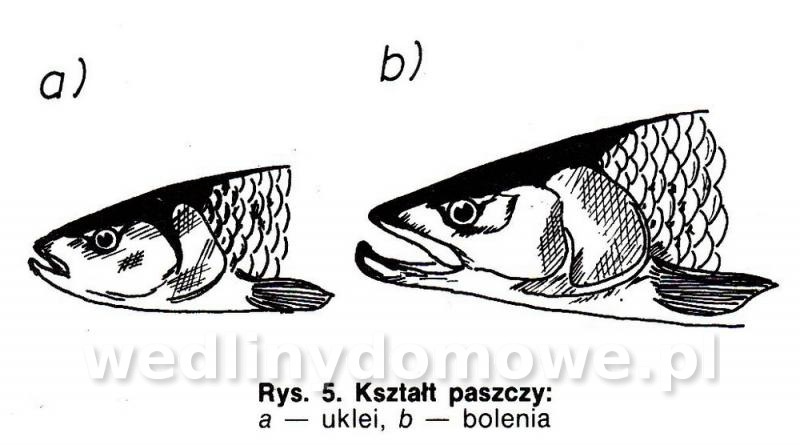
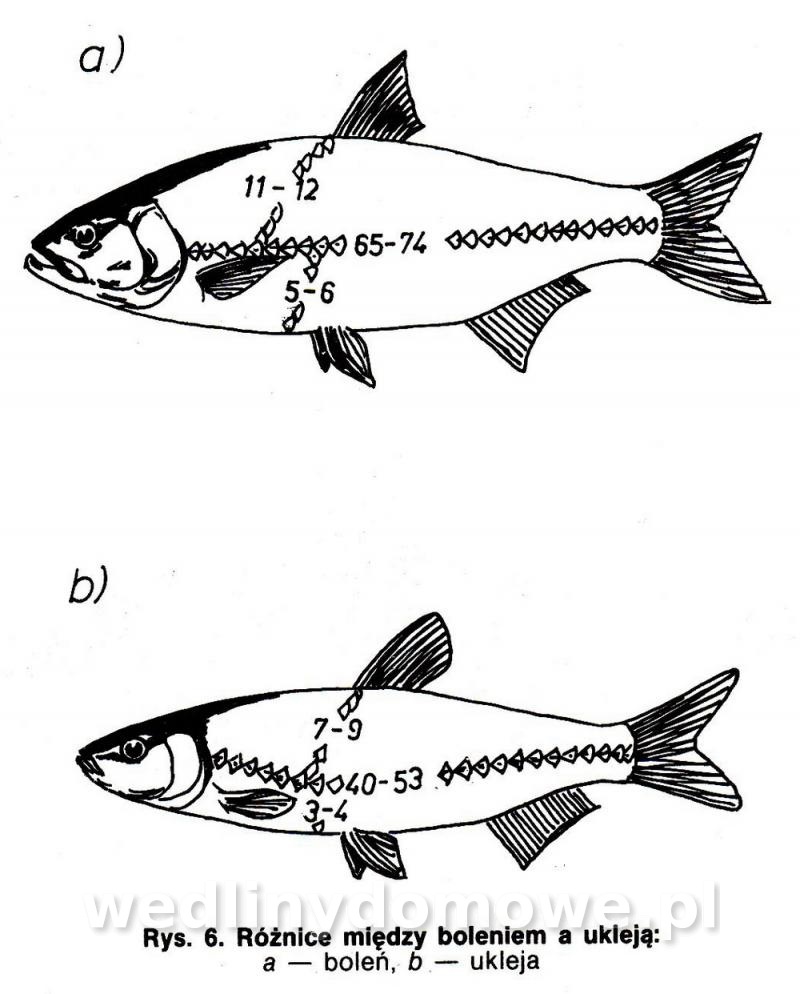
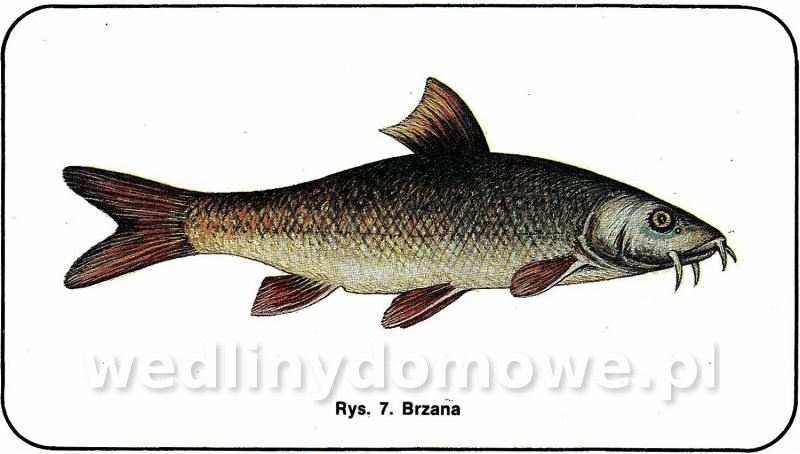

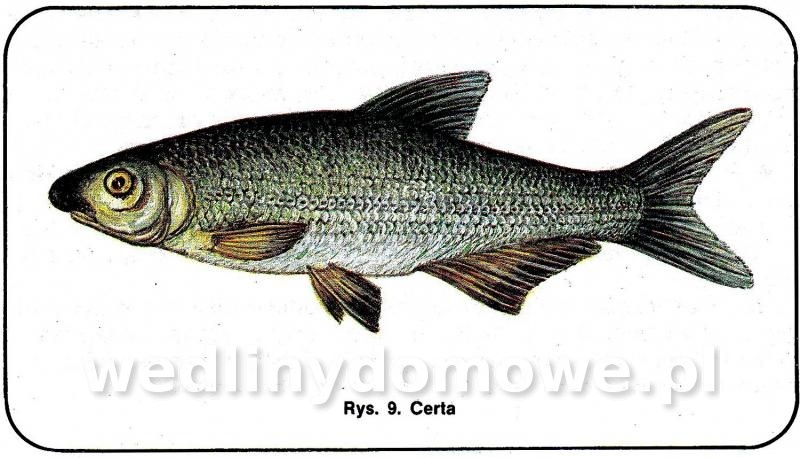
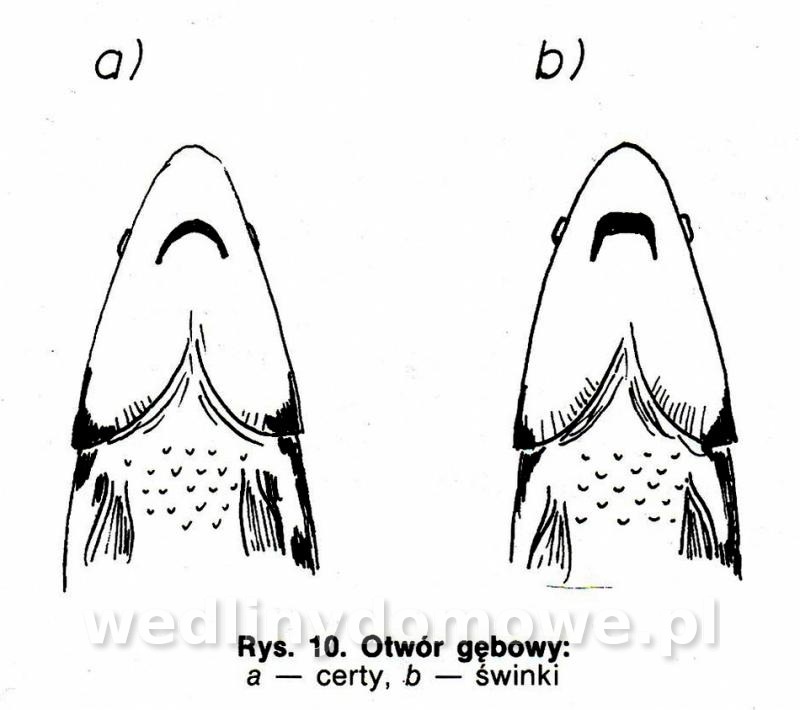
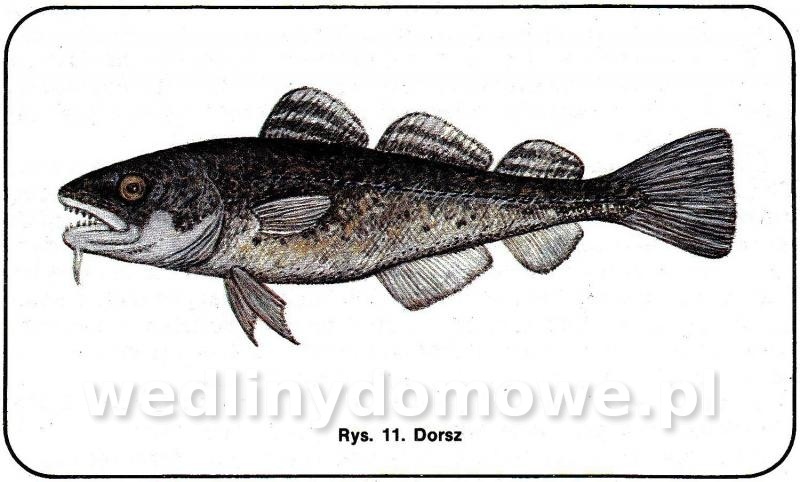
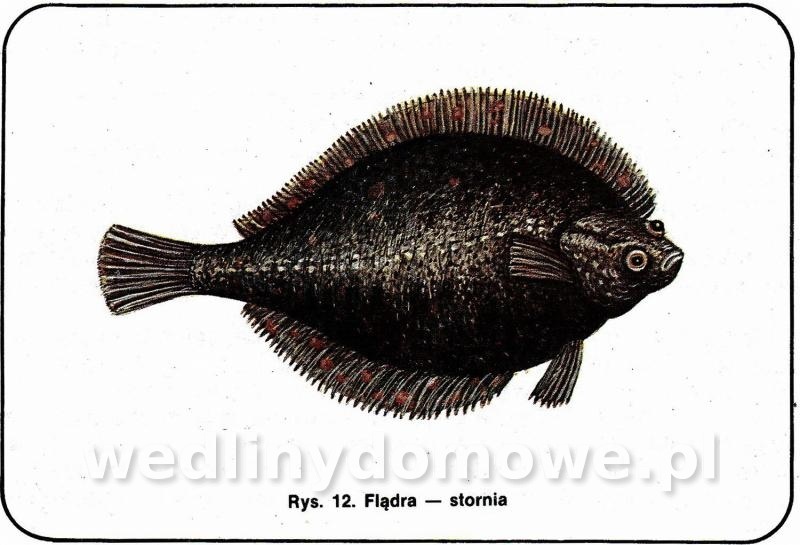
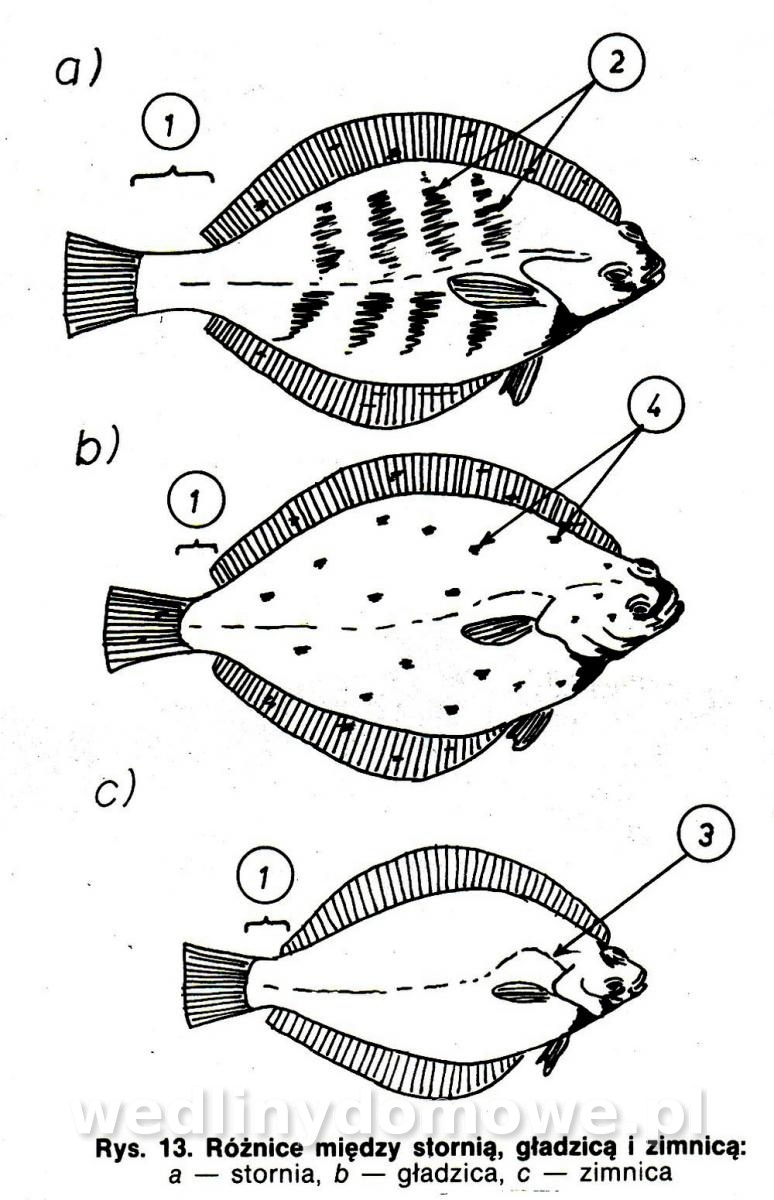
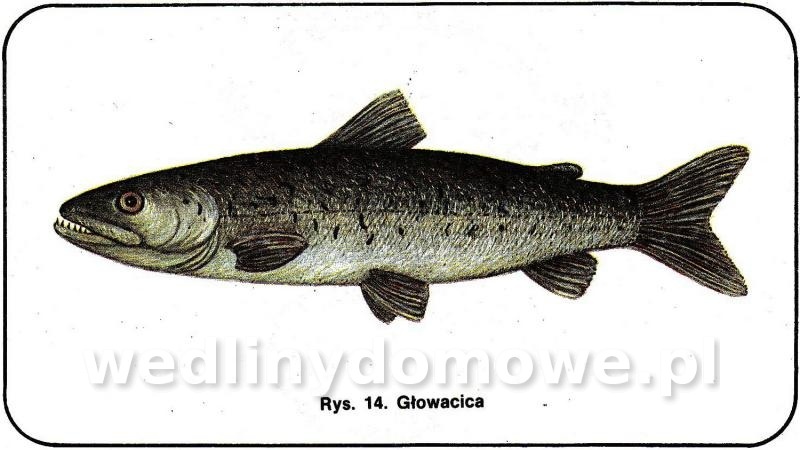
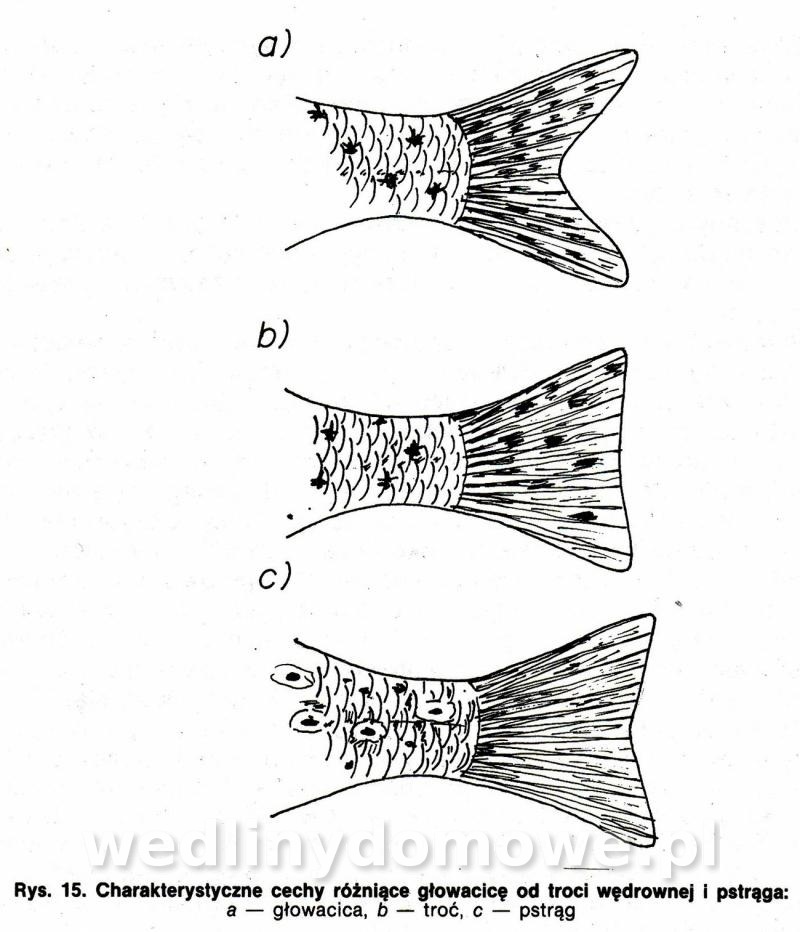
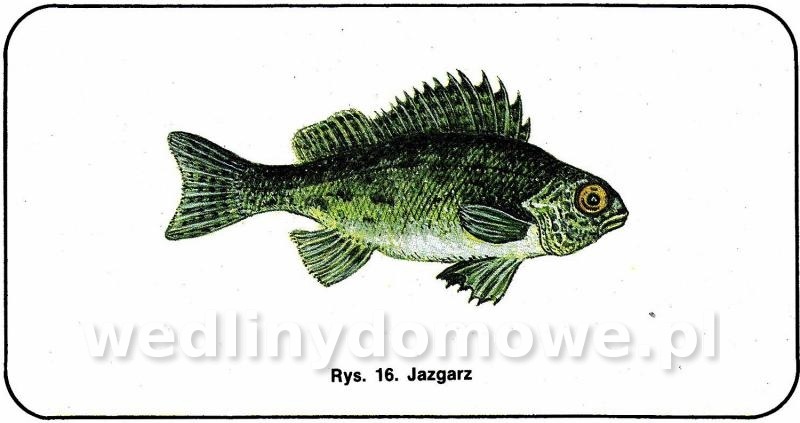
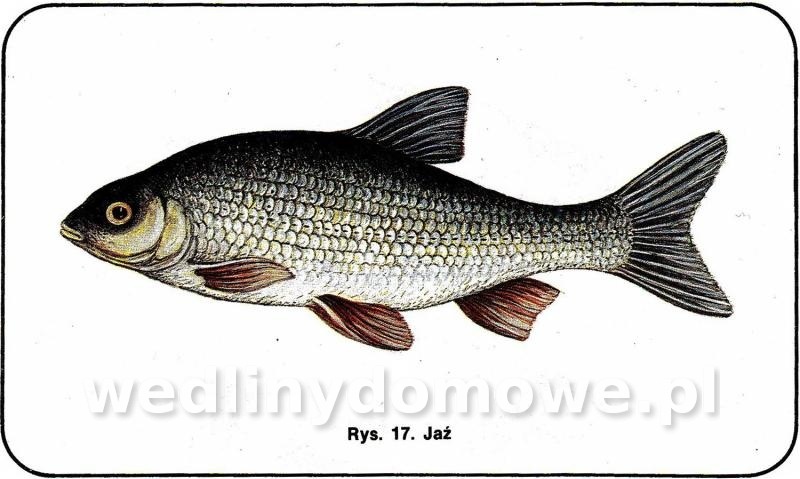
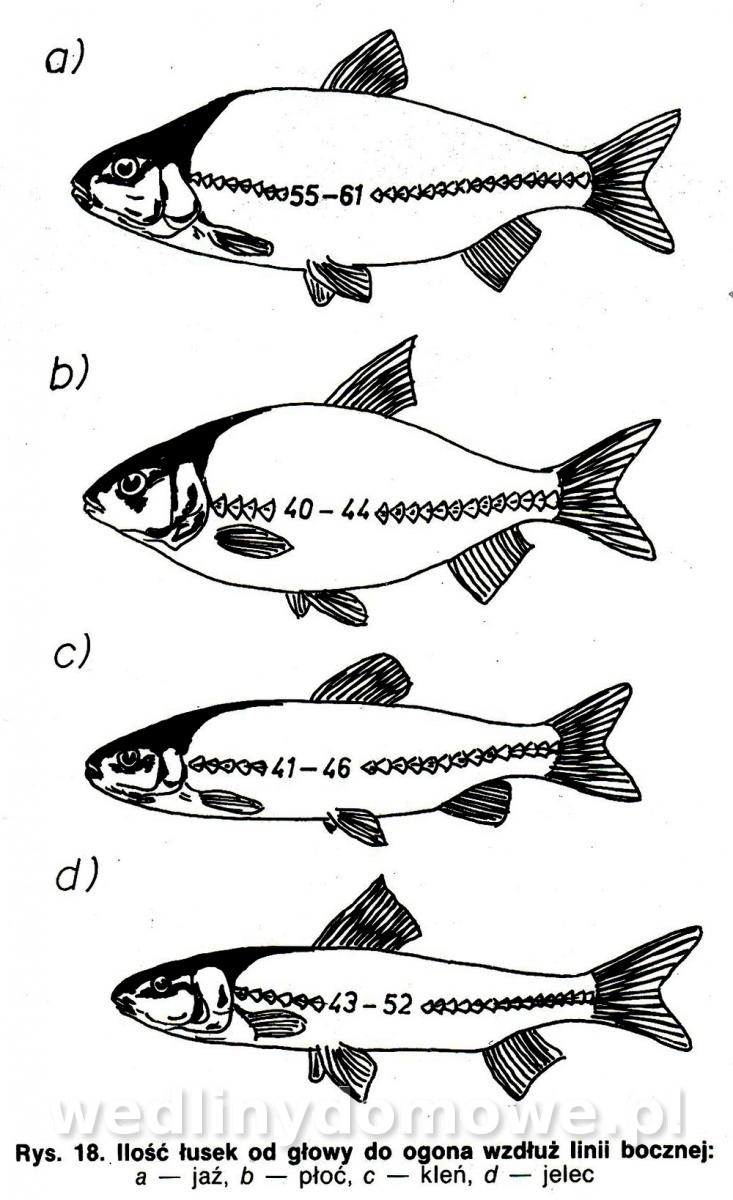
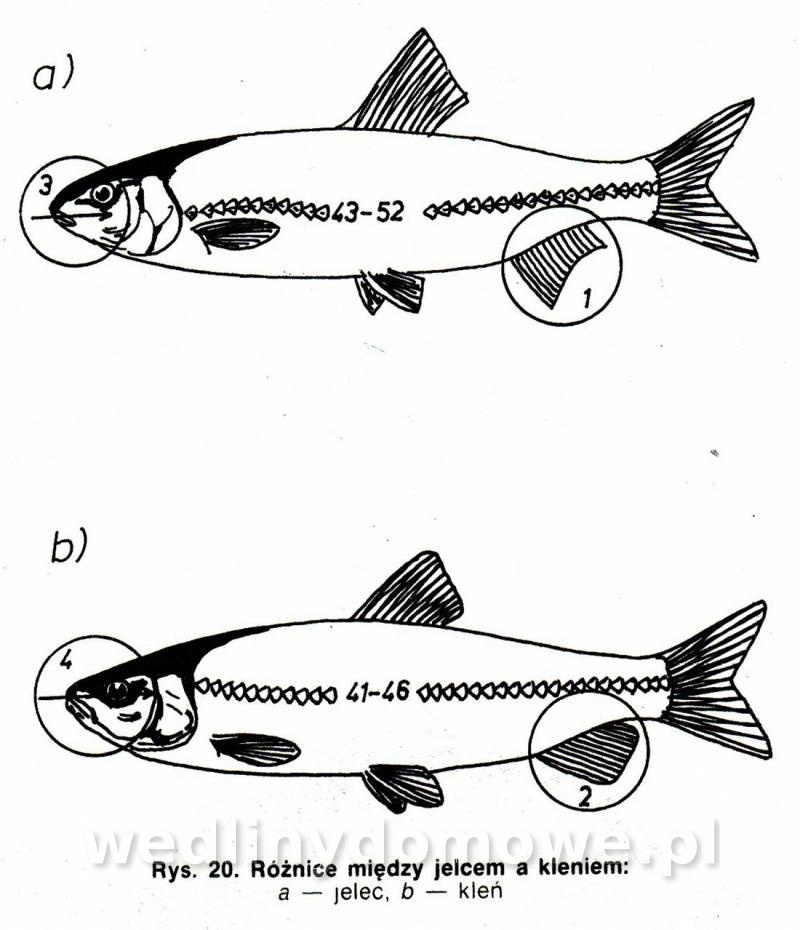
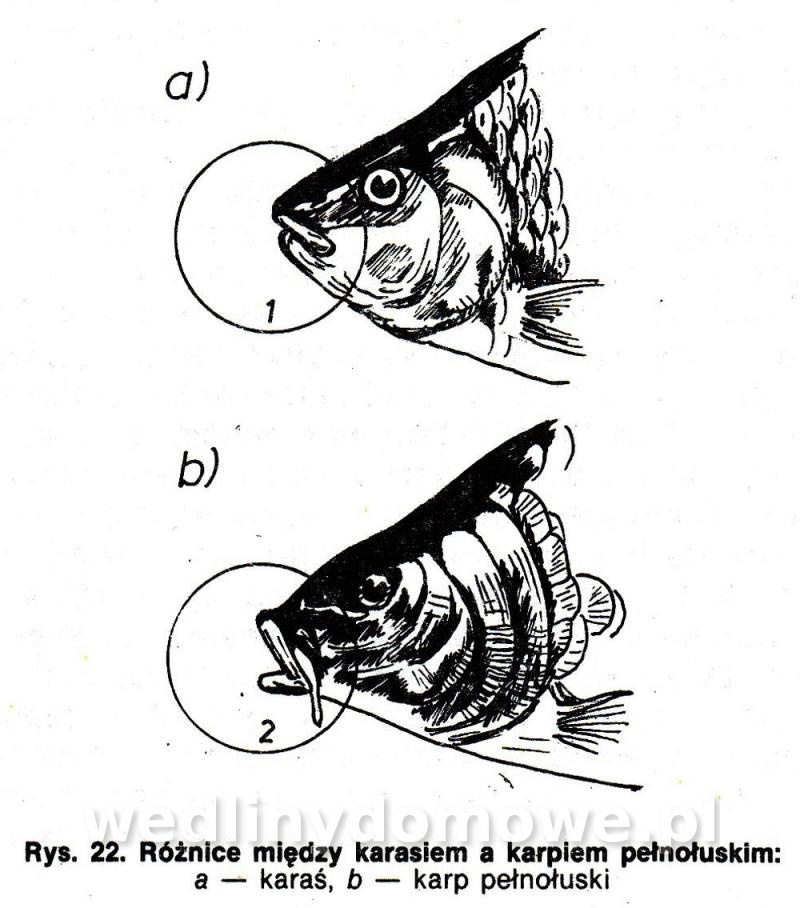
-
Kurs podstawowy 1/16 w Łazach, w dniach 04-06 marca 2016 r
Maxell odpowiedział(a) na Maxell temat w KURSY - aktualne
Serdecznie zapraszam Państwa do zapisów na Kurs Podstawowy Nr 1/16 w naszej filii SDM w Łazach, który zaplanowany jest w terminie od 04 do 06 marca 2016 r. Lista chętnych do uczestnictwa w Kursie Podstawowym: 1. Sławek Kacperski 2. Przemysław Żak 3. Piotr Lipson (245,00 zł) 4. Mariusz Śniegocki 5. Paweł Wysokiński 6. Marek Trąbiński 7. Piotr Ostrowski 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. Kolor niebieski - zaliczka Kolor zielony - pełna wpłata Oczywiście wykładowcami są Koledzy Bagno i Dziadek. Cena kursu: 490,00 zł od osoby. W cenę wliczone noclegi, pełne wyżywienie oraz materiały i surowce do produkcji. Pokoje nowoczesne, bardzo przestronne każdy z węzłem sanitarnym. Sala dydaktyczna przygotowana profesjonalnie i wyposażona w pełni na potrzeby kursu. Duża wędzarnia stacjonarna z wózkiem wędzarniczym koło pomieszczenia technologicznego, wewnątrz budynku. W pomieszczeniu wędzarni chłodnia. Między salą biesiadną, a salą dydaktyczną kuchnia, gdzie można robić kawę i herbatę. Obiekt zapewnia pełne wyżywienie słuchaczom kursów: - piątek - obiadokolacja, - sobota - śniadanie, obiad, kolacja, - niedziela - śniadanie (produkty wykonane przez kursantów) Więcej informacji na stronie SDM - www.szkoladomowegomasarstwa.pl. , zakładka: Oferta szkoleń. Tam także należy dokonać zapisu. ZAPRASZAMY -
Pis'ie, czemu twierdzisz, że nie można ich zrobic teraz? Dla przykładu kiełbasa krakowska:
-
Kurs podstawowy 1/16 w Łazach, w dniach 04-06 marca 2016 r
Maxell odpowiedział(a) na Maxell temat w KURSY - aktualne
Serdecznie zapraszam Państwa do zapisów na Kurs Podstawowy Nr 1/16 w naszej filii SDM w Łazach, który zaplanowany jest w terminie od 04 do 06 marca 2016 r. Lista chętnych do uczestnictwa w Kursie Podstawowym: 1. Sławek Kacperski 2. Przemysław Żak 3. Piotr Lipson (245,00 zł) 4. Mariusz Śniegocki 5. Paweł Wysokiński 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. Kolor niebieski - zaliczka Kolor zielony - pełna wpłata Oczywiście wykładowcami są Koledzy Bagno i Dziadek. Cena kursu: 490,00 zł od osoby. W cenę wliczone noclegi, pełne wyżywienie oraz materiały i surowce do produkcji. Pokoje nowoczesne, bardzo przestronne każdy z węzłem sanitarnym. Sala dydaktyczna przygotowana profesjonalnie i wyposażona w pełni na potrzeby kursu. Duża wędzarnia stacjonarna z wózkiem wędzarniczym koło pomieszczenia technologicznego, wewnątrz budynku. W pomieszczeniu wędzarni chłodnia. Między salą biesiadną, a salą dydaktyczną kuchnia, gdzie można robić kawę i herbatę. Obiekt zapewnia pełne wyżywienie słuchaczom kursów: - piątek - obiadokolacja, - sobota - śniadanie, obiad, kolacja, - niedziela - śniadanie (produkty wykonane przez kursantów) Więcej informacji na stronie SDM - www.szkoladomowegomasarstwa.pl. , zakładka: Oferta szkoleń. Tam także należy dokonać zapisu. ZAPRASZAMY -
Musze się pochwalić. Od Kolegi z zagranicy otrzymałem ostatnio kilka unikatowych pozycji książkowych. Są to m.in. takie białe kruki, jak: Proszę zwrócić uwagę na datę wydania! Bardzo ciekawe rozwiązania domowych wędzarni i ciekawe receptury Ta pozycja to wyjątkowy unikat. Jest to państwowy zbiór kilkuset receptur (wszelkiego rodzaju kiełbasy, mielonki, rolady, galarety pasztety, wędzonki itp.) wydany w 1938 r. w następujący sposób: a) receptura zajmująca 1 stronę: b) do każdej receptury dodana ręcznie malowana ilustracja: Książki sie już tłumaczą i niebawem powinny zagościć na naszym forum w odpowiednich działach.

-
Ot, choćby Kurko. /topic/12481-podstawy-procesu-wędzenia-wikurko-1963-r/ Nie ma tam jeszcze wszystkich zdjęć, ale niebawem będą, gdyż właśnie je "obrabiam".
-
Kurs specjalistyczny "Wędliny dojrzewające" nr 2/16 w dn. 15-17 kwietnia 2016.
Maxell odpowiedział(a) na Maxell temat w KURSY - aktualne
Zapraszam Państwa do uczestnictwa w kolejnym Kursie Specjalistycznym WĘDLINY DOJRZEWAJĄCE, nr 2/16, Kurs odbędzie się w dniach 15-17 kwietnia 2016 r. w SDM Łazy k/Krasnosielca. Więcej informacji na stronie SDM ( www.szkoladomowegomasarstwa.pl zakładka Oferta szkoleń) Zapisów proszę dokonywać poprzez stronę SDM. Lista zapisanych na kurs: 1. Sławek Kacperski 2. Rafał Góralski 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. Oczywiście wykładowcami są Koledzy Bagno i Dziadek. Cena kursu: 490,00 zł od osoby. W cenę wliczone noclegi, pełne wyżywienie oraz materiały i surowce do produkcji. Pokoje nowoczesne, bardzo przestronne każdy z węzłem sanitarnym. Sala dydaktyczna przygotowana profesjonalnie i wyposażona w pełni na potrzeby kursu. Duża wędzarnia stacjonarna z wózkiem wędzarniczym koło pomieszczenia technologicznego, wewnątrz budynku. W pomieszczeniu wędzarni chłodnia. Między salą biesiadną, a salą dydaktyczną kuchnia, gdzie można robić kawę i herbatę. Obiekt zapewnia pełne wyżywienie słuchaczom kursów: - piątek - obiadokolacja, - sobota - śniadanie, obiad, kolacja, - niedziela - śniadanie (produkty wykonane przez kursantów) Serdecznie Państwa zapraszamy! -
[Rok 1948] Technologia produkcji bekonu
Maxell odpowiedział(a) na Maxell temat w Polska tradycja masarska
V. PRZEPISY STANDARYZACYJNE PRZY WYWOZIE BEKONÓW DO ANGLII WYDANE PRZEZ INSPEKTORAT STANDARYZACJI Dział I. 1. Zezwolenie wywozu mogą otrzymać przetwórnie artykułów mięsnych wykazujące się: a) wyciągiem z rejestru handlowego, b) kartą rejestracyjną, c) zezwoleniem Ministerstwa Przemysłu i Handlu na wykonywanie produkcji eksportowej. 2. Dokumenty powyższe składać należy w uwierzytelnionych odpisach w organizacjach eksporterów mięsnych. 3. Każda przetwórnia złożyć musi poza tym zobowiązania, iż ściśle przestrzegać będzie przepisów standaryzacyjnych i stosować się do warunków wywozu i zarządzeń władz oraz organizacji eksporterów odnośnie zakupu surowca, przerobu jego i wywozu. 4. Każda przetwórnia złożyć powinna do organizacji eksporterów swój znak fabryczny słowny, obrazowy oraz uzyskać w tejże organizacji oznaczenie liczbowe swego przedsiębiorstwa. 5. Organizacja eksporterów mięsnych prześle odpisy wszystkich tych dokumentów do Ministerstwa Przemysłu — Departament Obrotu Produktami Zwierzęcymi i do Departamentu Eksportu celem wpisania odnośnej przetwórni do rejestru wywozowych fabryk mięsnych. 6. Ministerstwo Przemysłu i Handlu dokonuje wpisów i skreśleń w rejestrze wywozowym fabryk mięsnych. Dział II 1. Każda przetwórnia bekonowa posiadać winna: kryte chlewy, halę rzeźnianą, przewiewnie albo przedchłodnie, chłodnie, peklownie, pomieszczenie do ociekania bekonów oraz pakownie, o ile pakowanie nie odbywa się w chłodni lub pomieszczeniu do ociekania bekonów. 2. Hale rzeźniane, przewiewnie i chłodnie winny być zaopatrzone w urządzenia do mechanicznego przesuwania tusz i urządzeniami tymi ze sobą połączone. 3. Do uboju świń używany być musi dźwig mechaniczny. 4. W halach rzeźnianych winny być umieszczone: a) kadź do oparzania świń, b) piec tzw. duński do opalania tusz, c) co najmniej 4 kolejne natryski. 5. W przewiewni winny znajdować się tory kolejki wiszącej liczące 40 cm bieżących na 1 szt. świni w ciągu 1 doby przy 6 dniach roboczych w tygodniu. 6. W chłodniach winny znajdować się tory kolejki wiszącej w odstępach co najmniej 75 cm jeden od drugiego, licząc 30 cm bież. na 1 tuszę świni na dobę przy 5 dniach roboczych w tygodniu. 7. Przetwórnia bekonowa winna posiadać mechaniczne urządzenie chłodnicze wytwarzające sztuczne zimno. 8. Baseny do peklowania winny być betonowe, cementowe, cementem wypalane lub glazurowane, nieprzepuszczalne o zaokrąglonych brzegach i narożnikach. Pojemność każdego basenu oblicza się indywidualnie, zależnie od jego wymiaru, przy czym głębokości basenu ponad 1,5 m nie uwzględnia się. Przy obliczaniu pojemności basenu i jego wydajności tygodniowej w stosunku do ilości świń, jaka może być peklowana na bekony, przyjmuje się szerokość bekonu 0,34 m, długość bekonu 1,35 m. Ilość bekonów w jednej przepisowej warstwie wynosi 15 sztuk z dodaniem do otrzymanej cyfry 50% otrzymanego rezultatu. 9. Przetwórnia bekonowa winna posiadać aparat do nastrzykiwania solanki. 10. W pomieszczeniu do ociekania może się pomieścić 13 lub 16 sztuk świń na 1 m2 powierzchni licząc 1 obrót tygodniowo. Cyfra 13 dotyczy hali, w której odbywa się pakowanie. Cyfra zaś 16 dotyczy pomieszczenia, przeznaczonego wyłącznie dla ociekania bekonów. 11. W pakowni bekonów winna znajdować się waga o skali angielskiej lub inna wymagana przez kraje odbiorcze. 12. Przetwórnia winna posiadać wodę zdatną do picia. 13. Przetwórnia winna posiadać kanalizację i wentylację. 14. Przetwórnia może używać jedynie światła elektrycznego. Dział III 1. Bekonem nazywa się peklowaną połówkę świni, przygotowaną z chłodzonego mięsa bez głowy, dolnych części kończyn oraz kręgosłupa. 2. Świnie używane do wyrobu bekonów winny być młode i zdrowe 3. Knury, późne kastraty oraz maciory prośne i po prosiętach nie mogą być przerabiane na bekon. 4. Do przerobu na bekony winna być używana trzoda bita na miejscu, w bekoniarni. 5. Skóra bekonu winna być zupełnie czysta, pozbawiona szczeciny i naskórka. Sutki winny być obcięte. 6. Połówki przed peklowaniem nie mogą być chłodzone do temperatury niższej niż 20C. Przy nastrzykiwaniu połówek temperatura mięsa winna wynosić od + 4° do 6° C. 7. Połówki winny być nastrzykiwane roztworem solanki o koncentracji 24 — 25° Baumé, przy temperaturze jej w zbiorniku od 2° do 60C i pod ciśnieniem nie mniejszym niż 80 funtów angielskich na 1 ang. cal kwadr. Bezpośrednio po nastrzyknięciu temperatura mięsa winna wynosić od + 4 do + 60C. 8. Bekon winien być peklowany w basenach co najmniej w ciągu 96 godzin (4 dni) i nie dłużej niż 192 godziny (8 dni) w solance o temperaturze + 4° C do + 6°C i koncentracji od 20 do 250 Baumé przy czym, o ile peklowanie trwa dłużej niż 144 godziny (6 dni), temperatura solanki nie może być wyższa niż +4,5°C, a stężenie jej nie może być wyższe niż 21° Baumé. Bekon nie może być układany w basenach w warstwach ponad 15 bekonów. Uwaga: powyższy maksymalny termin peklowania nie odnosi się do bekonów przeznaczonych do eksportu. W tym wypadku czas peklowania musi odpowiadać żądaniom odbiorcy. 9. Solanka nastrzykowa i basenowa winny zawierać sól kuchenną i saletrę albo nitryt (azotyn sodu) bez dodatków innych środków konserwujących. Solanka nastrzykowa winna być przygotowana przynajmniej na 24 godziny przed użyciem. Ilość saletry w solance nie może przewyższać 2 kg, nitrytu 0,5 kg na 100 kg soli. Do zalewania bekonów należy używać solankę (wodny roztwór soli kuchennej), która po doprowadzeniu do odpowiedniej koncentracji (200 — 25° Baumé) przynajmniej przez 24 godziny odstała się w zbiorniku i została potem zlana w ten sposób, że dolna jej warstwa wraz z osadem pozostała na dnie zbiornika. 10. Po wyjęciu z solanki, celem ocieknięcia, bekony winny być układane w warstwach nie wyższych niż 16 sztuk. 11. Bekony winny ociekać co najmniej w ciągu 48 godzin (2 dni) i nie dłużej niż 120 godzin (5 dni) przy temperaturze powietrza nie niższej niż + 4° C i nie wyższej niż + 80 C, przy czym, o ile ociekanie trwa powyżej 72 godzin (3 dni), temperatura powietrza w halach do ociekania nie może być wyższa niż 50 C. Uwagi: w wypadkach usprawiedliwionych dopuszczalne jest wysyłanie bekonów, których czas ociekania trwał ponad 5 dni i nie dłużej niż 10 dni, w ilości nie przewyższającej 10% połówek w tygodniowym transporcie i 20% w ostatnim transporcie okresu kontyngentowego, o ile kolor mięsa nie uległ zbyt dużym zmianom. 12. Po peklowaniu nie wolno mięsa, bekonów posypywać i nacierać ani solą, ani saletrą. 13. Pakowanie może odbywać się w chłodni lub pomieszczeniach do ociekania bekonów. 14. Inspektorat Standaryzacji w ramach instrukcji standaryzacyjnej może zezwolić na odchylenie od minimalnej temperatury powietrza podczas ociekania bekonów, od minimalnej koncentracji solanki nastrzykowej i zalewowej i od maksymalnego okresu peklowania. Dział IV 1. Każdy bekon winien być zaopatrzony w znak pochodzenia „Polish" i znak weterynaryjny „Poland" z numerem eksportowym fabryki. Ponadto każdy bekon standardowy i Halfbrand winien być zaopatrzony w znak eksportowy firmy. Znakowanie winno się odbywać w sposób następujący: a) na bekonie standardowym (Best) znaki „Polish" winny być przeprowadzone jednym ciągiem równolegle w dwóch rzędach wzdłuż bekonu na dole i na górze i zawsze poza linią głównego podłużnego cięcia bekonu. Jeden znak weterynaryjny należy umieścić na przedniej części karku i trzy znaki firmowe eksportowe — na linii podłużnego cięcia bekonu w jednakowych odstępach od siebie. b) przy bekonie Halfbrand znaki „Polish" i znak weterynaryjny jak przy bekonie standardowym. Jeden znak firmowy eksportowy — pośrodku bekonu. 2. Bekony winny być klasyfikowane wg następujących norm: Wszystkie miary rozumieją się włącznie ze skórą. Eksport bekonów klasy Sixes jest dopuszczalny tylko w marcu, lipcu i sierpniu w ilości nie przekraczającej 45% wysyłanych bekonów. Bekony o grubszej słoninie nie mogą być eksportowane. W razie wysłania, winny być zatrzymane i złożone w chłodni do dyspozycji fabryki wysyłającej. Bekony o słoninie na grzbiecie cieńszej niż 1,5 cm do eksportu nie nadają się. Uwaga: *) na łopatce mierzyć należy grubość słoniny w najgrubszym miejscu na przestrzeni od 4-go żebra do przodu. **) na grzbiecie grubość słoniny mierzyć należy w najcieńszym miejscu na przestrzeni od 4-go żebra do przedniej granicy mięśnia pośladkowego średniego. ***) na zadzie należy mierzyć grubość słoniny na wysokości mięśnia pośladkowego średniego. 3. Poza bekonem standardowym, wymienionym w punkcie drugim, wprowadza się normy Secunda i Halfbrand. Za bekony Secunda (niedozwolone do eksportu) uważa się: a) bekony wykazujące ślady silnego przekrwienia, b) bekony, w których słonina odstaje od mięsa (split), c) bekony, w których rozdziela się warstwa słoniny (split), d) bekony, które są częściowo pozbawione skóry i silnie ponacinane, e) bekony z miękką słoniną, f) bekony, które zostały poważnie uszkodzone przy procesie produkcji, g) bekony, które zawierają naturalne uszkodzenia lub zniekształcenia. Za bekony normy Halfbrand uważa się bekony mniej uszkodzone niż Secunda, półmiękkie i takie, które nie mogą być zaliczone do towaru standardowego, ale nie odpowiadają również warunkom Secunda, przy czym bekony Halfbrand winny być klasyfikowane. Wysyłanie bekonów normy Halfbrand nie może przekraczać 20% wysyłanych bekonów. 4. Pakowanie do balotów bekonów o różnej normie jest niedopuszczalne. Dopuszczalna różnica w wadze między poszczególnymi bekonami w jednym balocie nie może przekraczać jednego funta ang. na połówce poniżej lub powyżej danej normy klasyfikacyjnej, ustalonej w p-cie 2-gim. 5. Bekon winien być świeży. Za bekon świeży (fresh) uważa się bekon pochodzący z trzody zabitej na cztery tygodnie przed przejściem granicy. 6. Inspektor standaryzacyjny odmawia wydania zaświadczeń standaryzacyjnych, jeżeli bekon nie odpowiada wyżej wyszczególnionym normom, a w szczególności: a) gdy bekon jest rażąco przetłuszczony, tj. gdy tłuszcz śródmięśniowy silnie przerasta tkankę mięsną i zmienia charakter właściwy bekonu; b) gdy bekon jest rażąco chudy, tj. gdy zbyt słabe umięśnienie powoduje nadmierną ciężkość, płaskość formy oraz bardzo miękką konsystencję; c) bekon określony jako Secunda; d) bekon bez stempli „Poland". Dział V 1. Bekony winny być pakowane w worki (wrapery) o wymiarach 150 x 160 lub 160 x 170 cm o wadze nie mniejszej niż 730 kg oraz odpowiadać wymaganiom odbiorcy. 2. Do każdego balotu winny być przymocowane po obu końcach dwie etykiety drewniane o wymiarach: dł. 12 cm i szer. 4,5 cm oraz dwie etykiety z kartonu ustalonego koloru o wymiarach: dł. 12 cm i szerokość 6,5 cm. 3. Na drewnianej etykiecie muszą być uwidocznione: na stronie czołowej napis „Poland" oraz znak eksportowy, na odwrotnej zaś — nazwa przetwórni bekonowej, jej siedziba, zarejestrowany eksportowy znak firmowy, numer balotu oraz waga balotu w libsach. 4. Numer balotu fabryki i jego waga winny być odbite numeratorem albo stemplami. Na drewnianych etykietach przy balotach, zawierających bekony klasy Halfbrand należy na stronie czołowej umieścić niebieskim tuszem znak w formie X przez całą etykietę. Na etykietach kartonowych winien być umieszczony znak „Poland" z numerem fabryki, data i podpis lekarza weterynaryjnego — wszystko na jednej stronie; druga zaś strona winna być czysta. Etykiety kartonowe winny być doczepione do balotu za pomocą sznurka, przewleczonego przez otwór w kartonie obramowanym blachą. Na wraperach muszą być umieszczone: zarejestrowany znak fabryczny eksportowy firmy i numer balotu nierozlewną czarną farbą przez szablon. Transport bekonów winien się odbywać za pomocą izolowanych środków transportowych, a od 15 marca do 15 października chłodzonymi środkami transportowymi. Przepis ten nie obowiązuje przy odległościach do 50 km. VI PODSTAWY PRZELICZENIA MIAR I WAG ANGIELSKICH A. Wagi 16 oz = 1 Ibs; 28 Ibs — 1 Q; 4 Q = 1 Ctw; 20 Ctw = 1 tona. 1 oz = 23,34 g; 1 Ibs = 453 g; 1 Q = 12,696 kg; 1 Ctw — 50,782 kg; 1 tona = 1015,649 kg; oz = uncja; Ibs = funt angielski, Q = kwarter; Ctw = cetnar angielski, tona. B. Miary długości 12 ins = 1 font; 3 foot = 1 Yds; 1 ins = 2,5 cm; 1 foot = 30 cm; 1 Yds = 91 cm; ins = cal angielski; foot = stopa angielska; Yds = jard. C. Pieniądz 12 d = 1 shl; 20 shl i= 1 £; d = pens; shl = szyling; £ = funt szterlingów. VII HISTORIA POLSKIEGO EKSPORTU BEKONÓW Bekon jest tak popularnym artykułem polskiego eksportu, że w potocznym języku szerokich mas terminem „bekoniarnia” określa się nie tylko wytwórnię bekonów, ale również każdą przemysłową, na eksport nastawioną przetwórnię wszystkich innych przetworów mięsnych. Z grubsza biorąc, w dotychczasowym rozwoju tego eksportu można wyróżnić cztery fazy: 1 okres pionierski od roku 1911 do r. 1928, 2 okres rozkwitu od roku 1928 do roku 1933, 3 okres angielskich ograniczeń kontyngentowych od roku 1933 do wybuchu drugiej wojny światowej oraz 4 okres upadku i dewastacji w czasie okupacji oraz regeneracji po odzyskaniu niepodległości. Okres pierwszy. Prace pionierskie nad polskim przemysłem bekonowym sięgają jeszcze roku 1911, kiedy to wysoce uspołecznione rolnictwo Kujaw powzięło myśl podniesienia rentowności gospodarstw rolnych przez założenie bekoniarni w Czerniewicach. Łącznie z drugą bekoniarnią w Motyczu w Lubelszczyźnie powstały w ten sposób pierwsze podwaliny pod przyszły byt potężnego przemysłu mięsnego. Bekoniarnia w Motyczu była oparta wyłącznie o kapitał angielski, podczas gdy czerniewicka była typowym przedsiębiorstwem spółdzielczym, opartym przede wszystkim na udziałach samych dostawców trzody. W takiej to formie prawnej bekoniarnia w Czerniewicach jest prototypem spółdzielni mięsno-przetwórczych. Wiele przyczyn złożyło się na to, że ta zdrowa inicjatywa nie uzyskała szerokiego i pełnego rozmachu realizacji aż do roku 1926, jakkolwiek Polska od samego prawie zarania pierwszej niepodległości była poważnym eksporterem mięsa. Ówczesna ekspansja eksportowa kierowała się jednak na najbliższe i najłatwiejsze rynki zbytu — do Austrii i Czechosłowacji. Jako eksport żywca i świeżego, tj. nie przerobionego mięsa ekspansja ta nie stanowiła ideału. Tym niemniej jednak z chwilą ograniczenia przez Austrię i Czechosłowację tego importu nadwyżkę produkcyjną trzeba było skierować na inne rynki zagraniczne. Okres drugi. Z rynków zagranicznych w owym czasie — rok 1926 — na pierwszy plan wysuwał się rynek angielski, łatwo dostępny i nadzwyczaj — dla pewnych przynajmniej artykułów mięsnych — chłonny. Rok 1926 i lata późniejsze były okresem największej, wprost nadzwyczajnej prosperity na rynku angielskim, okresem nieskrępowanego sztywnymi przepisami handlu, okresem, w którym rodzima angielska produkcja bekonu pokrywała zaledwie 6% całkowitego zapotrzebowania. Do Anglii importowano bekony zewsząd. Sytuacja taka oczywiście wpłynęła bardzo korzystnie i na eksport polski. Z wrodzoną Polakom rzutkością i energią, w przysłowiowy sposób „jak grzyby po deszczu" powstawały w Polsce bekoniarnie, jedna po drugiej. Nadzwyczajny rozwój ten nabrał szczególnej trwałości od ustalenia się w roku 1928 form organizacyjnych eksportu. Ilość czynnych w roku 1928 sześciu bekoniarni zwiększyła się w roku 1929 do 14, w roku 1930 do 19, w roku 1931 do 29, a w ciągu roku 1932 do 34. W ciągu czterech lat od roku 1928 do 1931 roku wartość eksportu bekonów wzrosła przeszło pięćdziesięciokrotnie, z sumy prawie 2 milionów złotych w roku 1928 do przeszło 100 milionów w roku 1931. Procentowy udział polskich bekonów na rynku angielskim i ich wartość materialna przedstawia się w owych latach prosperity następująco: W latach 1926 do 1931 w całkowitym angielskim imporcie bekonów partycypowały przeciętnie Dania w 50%, USA w 11%, Holandia w 9%, Polska w 7%, Irlandia w 4% i Kanada w 2%. Znaczenie polskiego importu ilustruje jeszcze lepiej fakt, że Polska zajmując w roku 1929 dziesiąte miejsce w szeregu importerów, w roku 1930 wysunęła się na czwarte, w roku 1931 nawet na drugie miejsce. W roku tym jedynie Dania przewyższała ilościowo polski import bekonów. W roku 1932 czynne w Polsce były 34 bekoniarnie, z czego zakładami samoistnymi było zaledwie 5 bekoniarni, a reszta była złączona z rzeźniami. Zdolność przetwórcza polskich bekoniarni wynosiła wówczas ponad 1.200.000 sztuk trzody chlewnej rocznie. Biorąc pod uwagę, że lata tego największego rozwoju eksportu bekonowego są jednocześnie okresem ogólnego kryzysu gospodarczego i redukcji cen żywca na rynku krajowym, bez przesady można stwierdzić, że chów trzody bekonowej był szczególnie w małych chłopskich gospodarstwach rolnych podstawowym, a częstokroć i jedynym źródłem dochodu. Okres trzeci. Rok 1932 jest datą przełomową w imporcie bekonów do Anglii i szczytem w rozwoju polskiego bekoniarstwa. Od tej chwili władze angielskie coraz więcej utrudniają i ograniczają ilościowo import bekonów z krajów, nie wchodzących w skład Brytyjskiej Wspólnoty, a z drugiej strony wszelkimi możliwymi środkami popierają rozwój własnej hodowli nierogacizny. Zawarte z poszczególnymi krajami umowy ustalały od tej chwili kwoty kontyngentowe importu bekonów. Import ponad wyznaczoną ilość był niedopuszczalny. Takim ograniczeniom nie podlegał jedynie import z krajów Brytyjskiej Wspólnoty. Globalna suma importu bekonów została w latach 1935, 1936 i 1937 podzielona między państwa nie brytyjskie na kontyngenty, jak podaje tabl. nr 12. Mimo wszystkich wysiłków władz angielskich produkcję wewnętrzną zdołano pokryć zaledwie niewiele więcej ponad 20% całkowitego zapotrzebowania. Polski eksport w tym czasie ograniczeń kontyngentowych rozwijał się tak, jak wskazuje tabl. 13. W roku 1937 eksport bekonu stanowił 23,4% ogólnej wartości polskiego eksportu artykułów mięsnych, ustępując miejsca jedynie szynkom w puszkach, których eksport stanowił 30,6% całości. W roku tym były czynne już zaledwie 22 bekoniarnie. Drugą cechą charakterystyczną naszego eksportu bekonów w tym okresie jest poza jego kurczeniem się ilościowym stały wzrost jakości towaru. Dowodem tego są coraz lepsze ceny, uzyskiwane za bekon, jak również zmniejszanie się różnicy między ceną duńskiego a naszego bekonu. Podczas, gdy w roku 1930 jedna tona naszego bekonu uzyskiwała cenę 1.661 zł, to w roku 1937 już 2.135 zł, Jednocześnie różnica w cenie między duńskim a polskim bekonem spadła z 15 shl za 1 ctw w roku 1930 do 7 shl za tę samą ilość w roku 1934. Ten całkiem pokaźny wzrost efektywnych wpływów należy odnieść w głównej mierze do polepszenia jakości bekonu oraz do wyrównania standardu w poszczególnych partiach. Efekt ten był bez wątpienia wynikiem li tylko odpowiedniej akcji zrzeszenia branżowego, które nie mogąc zwiększyć eksportu liczebnie, postanowiło polepszyć jego jakość. Z tego to okresu datują się później kilkakrotnie zmieniane przepisy standaryzacyjne, które stanowiły właśnie doskonały instrument do osiągnięcia powyższego, jedynie słusznego celu. W ostatnim tedy przed wojną okresie została wygrana walka o jakość naszego bekonu i wytypowana podstawowa linia rozwojowa tej dziedziny gospodarki narodowej. Trzecią wreszcie charakterystyczną cechą tego okresu eksportu bekonów do Anglii to coraz większe zacieśnianie współpracy między bekoniarniami a rolnictwem i ujmowanie jej w coraz bardziej sprecyzowane formy. Wolny zakup trzody na rynku dla pokrycia potrzeb bekoniarni znika w miarę rozwoju akcji kontraktowania trzody u rolnika i bezpośredniego odbioru jej przez przetwórcę. Związana z tym akcja premiowania żywca najbardziej odpowiadającego wymaganiom standaryzacyjnym przyczyniła się też niemało do podniesienia jakości polskiego bekonu. Okres czwarty. Wojna i wszystkie jej następstwa zniszczyły cały polski przemysł mięsny w ogóle, a eksport bekonów w szczególności. Bekoniarnie uległy wielekroć dewastacji, a trzoda chlewna, źródło surowca, bardzo dużemu wyniszczeniu i przeobrażeniu rasowemu. Z klasycznego przedwojennego eksportera żywności stało się państwo polskie na skutek drugiej wojny światowej organizmem, który musiał szukać dróg i możliwości wyrównania niedoboru swego bilansu artykułów spożywczych. Ale skoro tylko dzięki niespożytej energii chłopa polskiego rany w pogłowiu trzody chlewnej zabliźniły się z lekka, wspaniała okazja eksportu mięsnego zarysowująca się na rynku angielskim nie dawała zainteresowanym czynnikom spokoju. Jako dowód tego może posłużyć cały szereg publikacji w pismach fachowych, jak np. artykuły Nahlika w „Przemyśle Spożywczym" w roku 1947. Należało wykorzystać okazję i zająć miejsce na rynku angielskim. Nie szukano już więc bezplanowo doraźnych możliwości eksportowych, lecz w długofalowym planowaniu zwrócono od razu uwagę na rynek, którego zapotrzebowania produkcja wewnętrzna nigdy nie pokryje. W ten sposób zagadnienie eksportu mięsnego nabrało ogólnopaństwowego znaczenia. W styczniu 1948 roku polski przemysł mięsny rozpoczął eksport. Dnia 24.1.48 r. załadowano w Gdyni na statek „Lublin" pierwszą powojenną partię bekonu. Autor: Wincenty Pezacki Pisownia oryginalna Dla potrzeb portalu wedlinydomowe.pl opracował Maxell
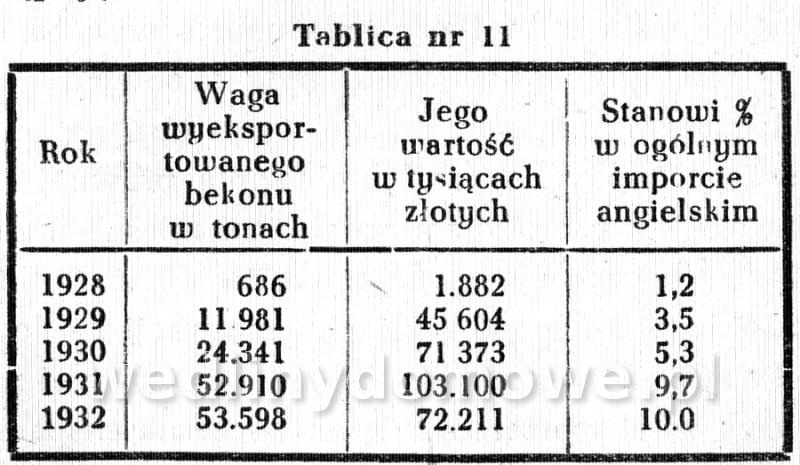
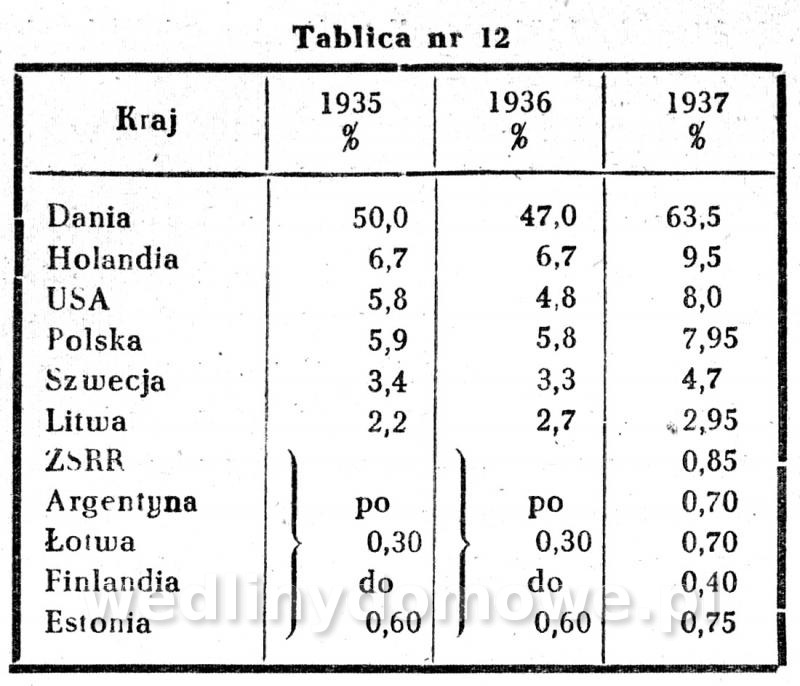
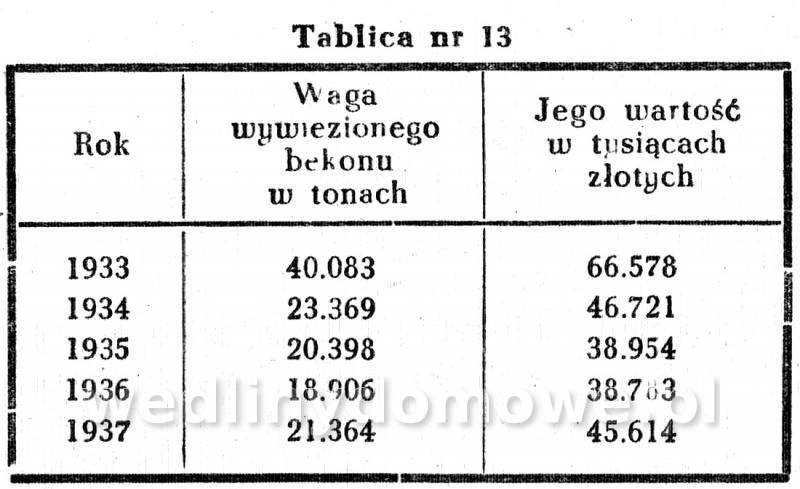
-
[Rok 1948] Technologia produkcji bekonu
Maxell odpowiedział(a) na Maxell temat w Polska tradycja masarska
Czerwony barwik surowego mięsa peklowanego należy uważać za związek tlenku azotu z hemoglobiną, tj. za oksyazotohemoglobinę, a takiż barwik mięsa gotowanego peklowanego za oksyazotohemochromogen czyli połączenie tlenku azotu z hemochromogenem. Saletra i nitryt dają zatem ten sam efekt działania, różniący się jedynie długością czasu potrzebnego na odpowiednie uaktywnienie się tego oddziaływania. Tym niemniej produkty powstałe pod działaniem saletry są w pewnych szczegółach różne od tych, na które wpływał nitryt. Pierwsze są z reguły silniej i ciemniej czerwono zabarwione niż drugie. Saletra jako taka nie wywiera żadnego istotnego wpływu na mięso. Warunkiem jej aktywizacji jest przemiana czyli redukcja w nitryt. O sposobie działania sił wywołujących tę redukcję, ich rodzaju, pochodzeniu itp. wiemy dotąd niedużo. Niektóre gatunki saletry naturalnej zawierają jednak tak duże ilości nitrytu w postaci zanieczyszczeń, że ilość ta może dostatecznie gwarantować szybkie i wystarczające powstanie pożądanej barwy. Głównych przyczyń redukcji saletry na nitryt czyli jej uaktywnienia należy doszukiwać się w samym mięsie, a przede wszystkim w bakteriach denitryfikujących. Im więcej bakterii denitryfikujących wegetuje na mięsie, tym szybciej przebiega ta redukcja. Bezpośrednią jej przyczyną są reduktazy i hydrogenazy bakteryjne. Brak jednakże znowu bliższych danych odnośnie specyficzności tych fermentów, ich najwłaściwszej kwasowości i temperatury itp. O roli bakteryj w redukcji saletry na nitryt świadczą chociażby takie obserwacje z życiu praktycznego, jak fakt słabego i powolnego przebiegu peklowania mięsa w naczyniach po raz pierwszy do tego celu użytych, lepszy przebieg peklowania w naczyniach drewnianych niż glinianych itp. W roku 1936 zauważył Moulton, że proces powstawania charakterystycznej czerwonej barwy mięsa peklowanego rozwija się tym wolniej, im w solance jest mniej bakteryj. Podstawowym zatem warunkiem odpowiedniego przebarwienia się mięsa w czasie peklowania jest flora bakterii denitryfikujących o pożądanym składzie ilościowym i jakościowym. Jeżeli skład ilościowy lub jakościowy ulegnie zaburzeniu, wówczas przebieg peklowania może również ulec zaburzeniom, a barwa produktów peklowanych stać się brudnobrunatną. Ilość nitrytu powstałego w czasie peklowania z saletry jest z jednej strony zależna od ilości saletry, ale poza tym, pomijając wpływ temperatury i czasu, przede wszystkim od rodzaju, ilości i siły redukcyjnej żyjących w solance bakterii: W świetle tych dowodzeń staje się jasne, że dla dania odpowiedzi na pytanie, ile trzeba stosować saletry do peklowania, należy uzmysłowić sobie, jaka jej ilość ulega redukcji na nitryt. Jeżeli na mięsie żyje odpowiednia flora bakteryjna i jeżeli w solance flora ta znajdzie odpowiednie warunki rozwojowe, jak np. dodatek cukru lub też starej, poprzednio używanej solanki oraz jeżeli temperatura peklowni będzie odpowiednia, wtenczas — jak twierdzi Pollack i Krause — cała ilość saletry z solanki może ulec redukcji na nitryt. Maze uważa jednak, że nitryt powstały w pierwszych stadiach z saletry, hamuje dalszą redukcję i powstawanie następnych ilości nitrytu. Twierdzenie Mazego nie jest jednak zgodne z praktycznymi obserwacjami. W każdym bądź razie nitrytu tworzy się 5 do 15 razy mniej niż dodano do solanki saletry. Redukcja saletry w nitryt rozpoczyna się po 5 godzinnym okresie inkubacji, tj. po 5 godzinach od chwili rozpuszczenia saletry w solance. Temperatura chłodni nie ma wpływu na przebieg tego procesu. Im więcej jest chudego mięsa w danej partii i im barwa jego jest ciemniejsza, tym więcej trzeba rozpuścić saletry, aby uzyskać należyte przepeklowanie mięsa. Do peklowania mięsa końskiego należy więc użyć dużych ilości saletry, najmniej do peklowania mięsa wcześnie dojrzewających świń jak np. bekonu, a wcale jej się nie stosuje do peklowania słoniny. Najniższą granicą stężenia saletry, przy której jest jeszcze widoczny skutek jej działania, to stężenie 0,2% w stosunku wagowym do solanki. Zbyt duże ilości saletry powodują nadmiernie ciemne zabarwienie produktu. W tym wypadku mięso może mieć też zabarwienie czekoladowe, ciemnobrunatne, konsystencję łykowatą, powierzchnię gąbczastą o pomarszczoną i inne braki. Smak takiego mięsa jest gorzki i ostry. Ponieważ duże ilości saletry wprost garbują powierzchnię mięsa, więc sól kuchenna natrafia na przeszkody w przenikaniu takiej stwardniałej warstwy. Dlatego też mięso peklowane przy zbyt dużym dodatku saletry jest mniej trwałe i mniej oporne na rozkład. Szybkie szarzenie przekroju mięsa peklowanego jest również wynikiem zbyt dużych ilości saletry (Crosbie—Walsh). Na koniec za duże ilości saletry mogą być w pewnych okolicznościach przyczyną szybkiego jełczenia tłuszczu. W przeciwieństwie do tego, zbyt małe ilości saletry, użytej do peklowania, są przyczyną powstawania szarych plam, mniej intensywnie na czerwono zabarwionych w ściśle ograniczonych miejscach w mięsie peklowanym. W miejscach tych zamiast oksyazotohemochromogenu lub oksyazotohemoglobiny stwierdzić można nie zmienioną hemoglobinę, a także methemoglobinę i porfiryny. Różne poza tym odcienie w zabarwieniu mięsa peklowanego, a więc zabarwienie intensywnie czerwone, ciemnoczerwone, szaroczerwone itp. są mieszaniną barw hemochromogenu, oksyazotohemochromogenu, oksyazotohemoglobiny, hemoglobiny, methemoglobiny i być może innych odmian barwnikowych. Związki te wytwarzają się w różnych ilościach w zależności od wielu czynników, jak np. stopień przetłuszczenia, czas peklowania, czynność przedśmiertna danego mięśnia itp. Saletra wpływa zatem zasadniczo na barwę produktu peklowanego. Pewien, niemały zresztą wpływ wywiera saletra także na smak tego artykułu, jakkolwiek dawne badania zdawały się wskazywać, że ani saletra, ani nitryt nie decydują o smaku mięsa peklowanego. Ostatnie badania Bechtolda wskazują jednak na możliwy związek między procesem powstawania czerwonej barwy mięsa peklowanego a jego aromatycznością. Również tak poważny badacz w dziedzinie peklowania jak Moulton, twierdzi, że aromat mięsa peklowanego solanką z dodatkiem saletry lub nitrytu jest lepszy niż mięsa peklowanego samą solą kuchenną. Ponieważ z szeregu innych badań wynika, że aromat mięsa peklowanego jest efektem działania specjalnej flory bakteryjnej, nic tedy dziwnego, że związki te wpływają pośrednio na aromat mięsa. Nie ulega też żadnej wątpliwości, że zbyt duże ilości saletry smak ten i aromat pogarszają. Innego rodzaju zagadnieniem jest pytanie czy saletra jest bezpośrednim, czy też pośrednim czynnikiem konserwującym mięso w tym znaczeniu, że podobnie jak sól kuchenna przedłuża jego oporność na rozkład. Teoretycznie podchodząc do zagadnienia można już stwierdzić, że zarówno saletra jak i powstały z niej nitryt nie mogą być dla życia bakteryj zupełnie obojętne. W zależności od swej koncentracji jak i rodzaju mikroflory oba te związki raz pobudzają, innym razem hamują rozwój bakteryj. Przeprowadzone ostatnio na szeroką skalę w USA badania wykazały, że nitryt już w koncentracji 0,05% ma znaczną siłę bakteriobójczą. Nawet przy stężeniu 0,03% może nitryt przeciwdziałać rozkładowi gnilnemu w normalnych warunkach peklowania, podczas gdy saletra w stężeniu dziesięciokrotnie wyższym jest jeszcze nieczynna. Przy peklowaniu saletrą, bakteriobójcze jej działanie wyraża się zatem jej bezpośrednim oddziaływaniem na równi z pośrednim po rozpadzie na nitryt. Działanie to jest skierowane przede wszystkim przeciwko bakteriom beztlenowym. b) Technika peklowania Powyższe wywody teoretyczne ukazują nie tylko mechanizm zmian, zachodzących w bekonie pod wpływem oddziaływania saletry i soli, lecz również dają naukowe podstawy stosowanej praktycznie techniki peklowania odnośnie zabiegów, koncentracji solanki, temperatur itp. W skali przemysłowej bekony pekluje się metodą kombinowaną nastrzykowo-zalewową. Nastrzykami domięśniowymi wprowadza się więc solankę do mięsa, a następnie zalaniem nią uzyskuje się wyrównanie zawartości soli w poszczególnych partiach i ukończenie procesu peklowania. Do nastrzykiwania domięśniowego używa się solanki o koncentracji równej w lecie 260 Baumé, a zimą 25° Bé (stężenie solanki można mierzyć areometrem, wykazującym procentową zawartość soli lub w stopniach Bauma. Silę solanki można określić też stopniami salometru lub ciężarem właściwym. Wzajemny stosunek czterech tych kryteriów oceny uwidacznia zestawienie numer 8). Stosunek soli kuchennej do saletry jest w tej solance taki, że 1° Bé przypada na stężenie wywołane rozpuszczoną saletrą, a reszta, 25 lub 24° Bé na stężenie czystego roztworu soli kuchennej. Przed wojną nie używało się nitrytu do peklowania bekonu, ponieważ w Anglii był on ustawowo zabroniony. Obecnie zakaz ten jest zniesiony. W związku z tym znowelizowane polskie przepisy standaryzacyjne przewidują na każde 100 kg soli kuchennej (najlepiej warzonki) maksymalny dodatek 2 kg saletry lub 0,5 kg nitrytu. Jednoczesne stosowanie saletry i nitrytu jest niedozwolone. Dodatek nitrytu jest zresztą korzystny tylko w początkowych stadiach produkcji, kiedy nie ma starej, tj. kilkakrotnie już używanej solanki. Po 5—7-krotnym użyciu jej, gdy mikroflora solanki rozwinie się należycie, nitryt jest całkiem zbędny i może być w zupełności zastąpiony saletrą. Praktycznie pożądane stężenie solanki nastrzykowej uzyskuje się, rozpuszczając np. w 150 litrach wody 55 kg soli i 3,5 kg saletry. W Holandii saletry dodaje się w stosunku 2 do 4% do wagi solanki. Do sporządzenia solanki używa się soli i saletry, w których zanieczyszczenia nie przekraczają 1%. Według podanego wyżej składu sporządza się solankę co najmniej na 24 godziny przed użyciem, po czym spuszcza się ją tak z basenu, aby nie zmącić osadu na dnie. Solankę nastrzykową można też filtrować. Temperatura gotowej do nastrzykiwania solanki winna wynosić 2 do 6°C. Normy standaryzacyjne holenderskie określają wysokość tej temperatury na 4 do 6° C. Do mięsa wprowadza się solankę pod ciśnieniem, które może wahać się od 5,7 do 7,1 kg na 1 cm2. Wprowadzenie solanki do mięsa umożliwia długa igła, zaopatrzona w początkowym odcinku w boczne otworki. Ilość tych otworków nie powinna być większa niż 24, a średnica każdego z nich nie większa niż 1,25 mm. Ilość solanki rozprowadzonej w jednym bekonie zależy w pierwszym rzędzie od pory roku. W cieplejszej porze roku, tj. od 15 kwietnia do 15 października, daje się solanki więcej. Praktycznie, zwiększenie ilości wprowadzonej solanki do bekonu wyraża się zwiększeniem ilości uderzeń czyli wkłuć igły do mięsa. Nastrzykiem rozprowadza się solankę po grubszych partiach mięśni bekonu, a więc nakłuwa się kark, kotlet, łopatkę, szynkę i boczek. W sumie wykonuje się w lecie 22, a zimą 17 ukłuć wymienionych partii mięsa. Z liczby tej przypada zimą na umięśnienie grzbietowe 4, na szynkę 6, łopatkę 5 i na boczek 2 nakłucia. W okresie letnim każda z wymienionych okolic tuszy otrzymuje po jednym nakłuciu więcej. Jest rzeczą oczywistą, że nakłucia te muszą być rozdzielone równomiernie. Ilość solanki zużytej do nastrzyknięcia jednego bekonu określą źródła holenderskie przeciętnie na 1,85 litra. Według moich obserwacji, dokonanych w jednej z krajowych bekoniarni, w lecie zużywa się około 2,2 litra solanki na jeden bekon, a zimą 1,8 litra. W przeliczeniu na sól i saletrę in substantia daje to zużycie przeciętnie w lecie 825 do 835 g soli na 52 g saletry lub 635 do 640 g soli i 40 g saletry zimą. Tuż przed wykonaniem nastrzykiwania śródmięśniowego bekonu obcina się boczek do linii sutek, usuwa się nadmiar tłuszczu na szynce w ten sposób, aby pas mięsa chudego, nie pokryty tłuszczem, miał w najszerszym miejscu mniej więcej szerokość dłoni, wycina kręgosłup, odcina kończynę tylną i ewentualnie wyrównuje przód. Wycięty pas kręgosłupa ma na przekroju poprzecznym kształt trójkąta równoramiennego o długości boku równej około 2 cm. Kończynę tylną obcina się prostopadle do jej osi długiej na wysokości połowy uwypuklenia guza piętowego. Najdogodniej jest jednak umiejscowić to cięcie poniżej największego uwypuklenia i kierować piłkę na widoczne na przedniej powierzchni, na wysokości stawu skokowego, uwypuklenie mięśni piszczelowych przednich. Bekon podlega zatem tuż przed nastrzyknięciem solanką ostatecznemu uformowaniu. Po nastrzyknięciu układa się bekony w basenie celem dalszego peklowania metodą zalewową. W basenie układa się bekon skórą w dół, jedynie ostatnią górną warstwę skórą do góry. Podstawową zasadą tego układania jest dążenie do unikania zniekształceń szynki. Bekony należy więc układać w ten sposób, aby nie ulegały one zwiększonemu naciskowi. Cel ten osiąga się przez układanie bekonu warstwami, wysuwając na przemian część przednią i tylną tuszy, przy czym grzbiet bekonu warstwy niższej styka się z boczkiem warstwy wyższej i na odwrót. W trakcie układania w basenie posypuje się każdy bekon oddzielnie czystą solą, a więc nie zawierającą saletry. Przed tym wkłada się jeszcze do kieszonki połopatkowej tyle soli, aby ją całkowicie wypełnić. Do soli tej również nie dodaje się saletry. Na włożenie do kieszonki połopatkowej i na posypanie bekonu w basenie zużywa się przeciętnie 0,5 kg soli czyli 1 kg na jedną sztukę trzody. Zgodnie z przepisami standaryzacyjnymi,. głębokość basenu nie powinna być większa niż wysokość 15 warstw bekonów ułożonych w powyżej opisany sposób, jeden na drugim. Głębokość basenu może zatem nie przekraczać 2 m, z czego wysokością ustawową możliwą do wykorzystania jest głębokość 1,5 m. Po napełnieniu basenu bekonami przykrywa się je dostosowaną do wielkości basenu drewnianą kratą, którą obciąża się i unieruchamia, po czym zalewa solanką. Solankę tę w odróżnieniu od pierwszej, nastrzykowej określa się terminem solanki zalewowej. Do basenu nalewa się ją za pomocą pompy ssąco-tłoczącej z innego basenu. Zamknięcie basenu drewnianą kratą ma za zadanie niedopuszczenie do wypłynięcia górnych pokładów bekonów na powierzchnię solanki. Zabieg ten umożliwia także najekonomiczniejsze wykorzystanie objętości basenu oraz pokrycie mięsa jak najmniejszą ilością solanki. Według wszelkiego prawdopodobieństwa obciążenie mięsa w czasie peklowania zalewowego wywiera również bezpośredni wpływ na przebieg peklowania i częściowo na przebarwienie się mięsa. Solanka zalewowa różni się swoim składem od solanki nastrzykowej. Po sporządzeniu musi się ona również odstać co najmniej 24 godziny. Po upływie tego czasu filtruje się ją lub spuszcza z basenu w ten sposób, aby nie naruszyć osadu na dnie naczynia. Solankę zalewową sporządza się z czystej soli kuchennej z dodatkiem saletry, ale bez dodania nitrytu. Stosunek soli kuchennej do saletry w solance zalewowej wyraża się cyfrą 50:1,5. Określona przepisami standaryzacyjnymi moc solanki tej waha się od 20 do 230 Bé, a temperatura od 4 do 6°C. Temperatura solanki zalewowej musi być tym bliższa dolnej dopuszczalnej granicy, im dłużej ma bekon pozostać w basenie. Solankę zalewową można wielokrotnie używać do zalewania bekonów. Solanka ta jest w ogóle tym lepsza, im jest starsza, tj. im częściej była ona do zalewania bekonów używana. Granicą używalności solanki zalewowej jest jej rozkład, który poznaje się po wystąpieniu śluzu i białego nalotu na powierzchni, zwiększeniu kleistości oraz zwiększeniu zmętnienia i zmianie zapachu. Po każdym użyciu, po każdym procesie peklowania danej partii bekonów stężenie solanki zalewowej maleje. Przed każdym następnym użyciem trzeba zatem skontrolować jej koncentrację i zwiększyć ją do pożądanej mocy. Na podstawie obserwacji toku produkcji bekonu w przetwórni można przyjąć jako normę zużycia soli do wzmocnienia solanki zalewowej 0,42 do 0,65 kg na jedną sztukę trzody czyli 210 do 325 g na jeden bekon. Zużycie saletry na ten cel można określić ilością 7 do 10 g na jeden bekon Całkowicie solanką zalewową przykryte bekony leżą w basenie co najmniej cztery doby, tj. 96 godzin. W wyjątkowych wypadkach peklowanie zalewowe można przedłużyć, ale i wtenczas okres ten nie może przekroczyć 8 dób, tj. 192 godzin (powyższy maksymalny termin peklowania nie odnosi się do bekonu przeznaczonego na reeksport. Bekon taki pekluje się według wskazówek odbiorcy). Przy czterodobowym peklowaniu temperatura solanki może wynosić od 4 do 6°C, przy dłuższym, tj. trwającym ponad 6 dób, najwyżej 4,50C. W ostatnim wypadku stężenie solanki wynosi najwyżej 210 Bé. Przepisy holenderskie przewidują dla solanki zalewowej stężenie 22° Bé i temperaturę równą 5,50C. Rozdziału pracy w kolumnie nastrzykowej między poszczególnych jej pracowników można dokonać np. w ten sposób: Jeden pracownik — zdejmuje bekony zawieszone na kolejce napowietrznej i układa na stole skórą w dół, grzbietem w kierunku posuwania. Dwóch pracowników — jeden wycina główki żeber i wyrostki poprzeczne kręgów w postaci pasa o trójkątnym przekroju poprzecznym, którego bok wynosi 2 do 3 cm; drugi, stojąc naprzeciwko, obcina kończynę tylną na wysokości połowy guza piętowego. Dwóch pracowników — jeden obcina nadmiar tłuszczu na szynce w ten sposób, aby pas chudego mięsa miał co najmniej szerokość dłoni, a poza tym obcina boczek do linii sutek; drugi oczyszcza tymczasem karkówkę, zaokrągla i wyrównuje przód tuszy. Jeden pracownik — dokonuje najważniejszej czynności, tj. nastrzykuje połówki, leżące grzbietem do niego; ukłucia igły winny być skierowane skośnie do płaszczyzny tuszy. Jeden pracownik — pompuje pompą ssąco-tłoczącą solankę do igły. Jeden pracownik :— wkłada sól do kieszonki połopatkowej i zanosi połówki do basenu. Jeden pracownik — układa według wszelkich reguł połówki w basenie i posypuje je solą. Zestawiona w ten sposób kolumna peklownicza liczy zatem 9 do 10 ludzi. 4. OSUSZKA BEKONÓW Po upływie czasu przeznaczonego na peklowanie basenowe wyjmuje się bekony i układa w stosy. Między czynnością wyjęcia z basenu a ułożeniem w stos poddaje się bekon przede wszystkim obmyciu w czystej solance zalewowej, wyjęciu soli z kieszonki połopatkowej oraz kontroli stanu obróbki i klasyfikacji słoninowej. Z basenu wyjmuje się ręcznie każdą sztukę oddzielnie, gdyż wyjmowanie jakimkolwiek narzędziem powodowałoby uszkodzenie bekonu i jego całkowitą dyskwalifikację lub obniżenie jakości. Kontrola obróbki bekonu polega na stwierdzeniu ewentualnych jego uszkodzeń w dotychczasowym przebiegu pracy, na obcięciu strzępów, wyrównaniu przekroju grzbietowego słoniny itp. Następujące z kolei mierzenie grubości słoniny grzbietowej daje orientację w klasach i pozwala na rozgatunkowanie bekonów. Bekony każdej klasy układa się w stosy oddzielnie, oczywiście nie bezpośrednio na posadzce, lecz na kratach. W niektórych bekoniarniach wyjmuje się bekony z basenu i układa w stosy bez gatunkowania. Gatunkowanie i klasyfikację wykonuje się wtenczas osobno podczas ponownego przekładania przed upływem czasu, przeznaczonego na osuszkę. Przy układaniu w stosy należy unikać zbytniego ucisku na szynki i ich deformacji. Pierwszą warstwę bekonów na kracie układa się skórą w dół, pozostałe zaś skórą do góry, a więc odwrotnie niż w basenie. Poza tym bekony układa się na przemian, tzn. tak aby w danej kolumnie na szynkę warstwy poprzedniej przypadł przód warstwy wyższej, przy czym krawędź przednia bekonu przypada mniej więcej na połowę długości części lędźwiowej bekonu leżącego niżej. Ułożona w ten sposób kolumna bekonów ma na obydwu końcach jednakową wysokość, gdyż szynki stykają się co drugą warstwą. Tak ułożone w stosy bekony ociekają, przechodząc swoisty proces dojrzewania. Według polskich przepisów ociekanie to powinno trwać najmniej 2, a najdłużej 5 dób. Duńskie normy przewidują na ociekanie 4 doby, a holenderskie 3 doby. W tym czasie temperatura ociekalni według pierwszych przepisów winna wynosić 5,50, a według drugich 4 do 60 powyżej zera. W przeciwieństwie do tego nasze wymagania określają dopuszczalną temperaturę ociekalni na 4 do 80, przy czym, o ile osuszanie trwa ponad trzy doby, temperatura ta nie może być wyższa niż 5°. Stos bekonów, ułożonych do ociekania, nie może liczyć więcej niż 16 warstw jedna na drugiej. Według holenderskich wymagań stos taki trzeba ograniczyć do 10 warstw. Wyrzucanie bekonu do ociekania można wykonać z pomocą 23 ludzi, rozdzielając przykładowo pracę jak następuje: Dwóch pracowników — jeden, stojący w basenie, wyjmuje bekony i podaje drugiemu, który zanosi je i wkłada do wanny z solanką zalewową. Dwóch pracowników — stojąc u węższych krawędzi wanny, obmywa bekony solanką i wyjmuje sól z kieszonki połopatkowej. Po dokonaniu tego wyrzucają oni bekon na półokrągły stół skórą do góry i brzuchem w kierunku dalszego posuwania. Dwóch pracowników — stojąc naprzeciwko siebie, oczyszcza 6kórę z zanieczyszczeń, jeden z karku i łopatki, drugi z szynki 1 boczku. Dwóch pracowników — stojąc jak poprzednio, taksuje bekon na normy: Best, Halfbrand i Secunda; przy kwalifikowaniu na Secunda wycinają oni jednocześnie krwawe podbiegnięcia. Dwóch pracowników — stojąc naprzeciwko siebie, zeskrobuje do czysta znaki firmowe, jeżeli poprzednia para zmieniła otaksowanie' bekonu z Best na Halfbrand czy Secunda; w pierwszym wypadku zostawiają oni jeden, środkowy znak firmowy, a w drugim zeskrobują wszystkie trzy; po dokonaniu tego przewracają bekon skórą w dół i grzbietem w kierunku dalszego posuwania. Dwóch pracowników — jeden oczyszcza skórę z zanieczyszczeń na przyśrodkowej stronie uda oraz obcina ewentualne strzępki mięsa i tłuszczu przy szynce; drugi z pracowników robi to samo ze skórą przyśrodkowej strony kończyny przedniej i karkówką a poza tym kontroluje i ewentualnie poprawia obcięcie boczku. Dwóch pracowników — postępując w ten sam sposób kontroluje stan jamy brzusznej oraz klatki piersiowej. Stojący przy przedniej części bekonu pod koniec wykonywania swej pracy wygładza dłonią strzępki na przeponie. Jeden pracownik — poprawia piłką ewentualne niedokładności usunięcia kręgosłupa czy też innych części kostnych. Dwóch pracowników — wygładza i wyrównuje uwypuklenia słoniny na jej środkowym, grzbietowym cięciu i ścina ewentualnie cienki jej pasek celem usunięcia splitu. Ten, który stoi przy szynce, podaje swemu najbliższemu, stojącemu w kolejności sąsiadowi numer ubojowy świni, wypisany na przedniej stronie uda. Jeden pracownik — sprawdza grubość słoniny, tj. mierzy grubość jej pokładu grzbietowego; znając wagę danej połówki dokonuje on klasyfikacji bekonu, oznaczając przynależność danej sztuki głośno wymawianym numerem od 0 do 21 zgodnie z tablicą nr 5. Pięciu pracowników — układa bekon na kratach do ociekania, czterech z nich nosi bekony ze stołu na kraty, gdzie układa je typami klasyfikacyjnymi pod kierunkiem piątego pracownika. 5. PAKOWANIE BEKONÓW Przed wysłaniem bekonów, najwyżej w przeddzień następuje ich zapakowanie. Do pakowania służą wrapery czyli jutowe osłony w kształcie prostokąta o wymiarach 150 cm x 160 cm albo 160 cm przez 170 cm i wadze własnej nie mniejszej przy pierwszym wymiarze niż 730 g, a w drugim 830 g. W Danii do pakowania bekonów używa się wraperów o wadze każdego metra kwadratowego równej 335 g i ilości włókien na 1 cm2 równej 46 w jednym i 48 w drugim, prostopadłym do niego kierunku. Wrapery są numerowane i zaopatrzone w znaki rozpoznawcze wypisane czarną nierozlewną, po wyschnięciu bezwonną i szybko schnącą farbą. Wzdłuż krótszych brzegów wraperu przeciągnięty jest szpagat, którego końce służą do zaszycia wraperu po zapakowaniu bekonów. W każdy wraper pakuje się bekony jednej klasy wagowej, słoninowej i jednej normy jakościowej po 6 sztuk dla typu Sixes, 4 Sizeable Heavy oraz po 3 Extra Heavy. Różnica w wadze zapakowanych do jednego wraperu bekonów nie może przekroczyć 1 lbs poniżej lub powyżej danej normy klasyfikacyjnej. Pakowanie razem bekonów o większej różnicy wagowej lub o różnej normie klasyfikacyjnej jest niedopuszczalne. Przy parzystej ilości bekonów zapakowanych do jednego wraperu dobiera się równą ilość połówek lewych i prawych, a więc po 3 Sixes lub po 2 Sizeable i Heavy. Zapakowane we wraper bekony w podanej wyżej ilości określa się mianem balotu. W balocie bekony układa się w ten sposób, że połówki jednoimienne, a więc prawe czy też lewe stykają się ze sobą powierzchniami wewnętrznymi, tj. mięsem, przy czym tył jednej styka się z przodem drugiej, a brzuch pierwszej z grzbietem drugiej połówki. Różnoimienne, tj. np. prawa połówka z lewą, stykają się w podobny sposób tylko powierzchniami zewnętrznymi, a więc skórą. Przed ułożeniem bekonów w balot wkłada się do kieszonek połopatkowych w okresie letnim muślinowe woreczki z solą. W Holandii do kieszonek połopatkowych wkłada się luźno sól, tj. bez woreczka muślinowego. Jedna taka porcja soli waży przeciętnie 50 g. Poza tym w trakcie pakowania dokonuje się ostatecznej klasyfikacji bekonów, stwierdzając ich wagę, grubość słoniny i ostateczny wygląd. Tak przygotowane, dobrane parami bekony owija się we wraper i zaszywa szpagatem oraz owiązuje sznurem balotowym w dwu miejscach, tj. między szynkami naokoło długiej osi balotu. Do zaszycia jednego balotu zużywa się przeciętnie 2,8 m podwójnie złożonego szpagatu oraz do owiązania około 3,5 m sznura. Sznur balotowy zrobiony z konopi winien mieć grubość co najmniej 1,5 do 2 cm, gdyż cieńszy wrzyna się zbyt mocno w tuszę pozostawiając ślady, które pogarszają jej wygląd zewnętrzny. Po zaopatrzeniu balotu z każdego końca w zawieszki, z których jedna jest drewniana, a druga kartonowa, balot jest gotowy do wysłania. Zawieszki kartonowe czyli tzw. sygnaturki (rys. 13) są w dwóch kolorach: białe dla oznaczenia, że balot zawiera bekony pierwszej klasy jakościowej oraz pomarańczowe dla ciężkich i tłustych, a więc poślednich bekonów. W każdym wypadku sygnaturka jest zaopatrzona w datę, podpis urzędowego lekarza weterynarii oraz numer fabryki wraz z napisem „Government Inspected Poland". Ustalone przepisami wymiary sygnaturek wynoszą 12 x 6,5 cm. Etykiety drewniane (rys. 14) muszą być wykonane z twardego drzewa o wymiarach 12 x 4,5 cm. Na zawieszkach tych oznacza się odpowiednimi stemplami charakter bekoniarni (np. dla bekoniarni państwowych CZPPK jako skrót nazwy Centralny Zarząd Państwowego Przemysłu Konserwowego), siedzibę bekoniarni (miejscowość), owalny znak firmowy (jak na tuszy bekonowej), w prostokątnej obwódce numer bieżący balotu (No ....),. a w ostatniej linii wagę netto balotu. Na odwrotnej stronie zawieszki umieszcza się w taki sam sposób napis , POLAND" oraz w owalu „Association of Bacon Factories" i numer bekoniarni (No ....). Niebieski znak w kształcie litery X, zrobiony na tej samej stronie zawieszki, oznacza normę bekonu Halfbrand, a takiż znak czerwony — normę Secunda, która zresztą w najbliższym okresie nie będzie eksportowana. Klasyfikację i pakowanie bekonów można wykonać, wydzielając kolumnie roboczej poszczególne czynności następująco: Dwóch pracowników — nosi bekony ze stosu na stół. Jeden pracownik — mierząc grubość słoniny grzbietowej sprawdza dotychczasową klasyfikację. Dwóch pracowników — przenosi bekony na wagę dobierając mniej więcej równie ciężkie dwie prawe i dwie lewe połówki. Jeden pracownik — waży bekony. Dwóch pracowników — wyciera do sucha zewnętrzną i wewnętrzną powierzchnię bekonów. Dwóch pracowników — jeszcze raz sprawdza obróbkę bekonu, obcinając strzępki i wyrównując słoninę i inne płaszczyzny cięć. Jeden pracownik — przynosi wrapery w kolejności ich ponumerowania i rozkłada na stole. Czterech pracowników — układa na stole rozgatunkowane bekony i wkkłada w kieszonki połopatkowe woreczki z solą. Dwóch pracowników — układa cztery bekony w balot. Jeden pracownik — przy układaniu w balot jeszcze raz kontroluje ostateczny wygląd bekonów. Jeden człowiek — kontroluje wytarcie bekonów, poprawiając wszelkie niedociągnięcia. Dwóch pracowników — stojąc przy obu końcach balotu zaszywa go; przed zaszyciem naciągają oni i napinają mocno wraper na bekony; szycie rozpoczyna się od końców i posuwa do środka długiej osi balotu, gdzie oba końce szpagatu zostają związane ze sobą; baloty zaszywa się szwem obrzucanym podwójnym, przy czym poszczególne szwy robi się w odległości 10 cm od siebie, kłując w głąb od brzegu szycia na około 5 cm. Trzech pracowników — obwiązuje balot sznurem. Jeden z nich jest uzbrojony w kij, dwóch pozostałych w odpowiedniej długości odcinki sznura balotowego. Sam proces zawiązywania sznurem balotowym można ująć w takie fragmenty: pracownik z kijem oraz drugi ze sznurem stają naprzeciwko siebie; między nimi leży balot skierowany długą osią równolegle do nich; a) zawiązywanie rozpoczyna się od zrobienia węzła na jednym końcu sznura; b) tymże końcem przesuwa się sznur pod balotem i robi potem na nim podwójną pętlę obejmującą drugi koniec sznura balotowego; c) zawiązaną w ten sposób pętlę zsuwa się po sznurze aż do oparcia o balot, a wolny, nie zapętlony koniec, owija się dwa razy na kiju; d) następuje silne odciągnięcie kija, opartego jednym końcem ewentualnie o stół; w tym czasie drugi pracownik (ten „od sznura") przytrzymuje balot; przez takie napięcie wyciąga się jeszcze 30 do 40 cm sznura i tym silniej napina na balocie; e) tuż przy kiju odcina się ten kawałek sznura i robi na nim guz tuż przy pętli opisanej w punkcie b. Z kolei w zupełnie analogiczny sposób przewiązuje się balot w drugim miejscu naokoło długiej osi. Jeden pracownik — pisze specyfikację według danych uzyskanych od mierzącego grubość słoniny i sprawdzającego wagę oraz przygotowuje sygnaturki i zawieszki, aby w czasie obwiązywania balotu sznurem zawiesić je parami z obu końców balotu, przesuwając szpagat przez szwy. W specyfikacji wypisuje się rodzaj balotu według norm klasyfikacyjnych, jego kolejny numer, ewentualnie ilość bekonów w balocie, wagę balotu w lbs oraz tę samą wagę w kg. Dwóch pracowników — odnosi gotowe baloty i układa w wagonie. Zestawiona w powyższy sposób kolumna robocza do pakowania bekonów liczy 27 pracowników. Jest to oczywiście zespół odpowiedni dla dużej przetwórni, gdy o siłę roboczą nie jest trudno. Z łatwością kolumnę tę można by zredukować, do 2 pracowników dla przenoszenia bekonów na wagę, 2 pracowników układających na stole bekony przed zapakowaniem, 2 pracowników kontrolujących stan obróbki i osuszenia oraz o jednego pracownika z obwiązujących balot sznurem balotowym. Po takiej redukcji kolumna pakunkowa wynosi już tylko 20 pracowników. Przytoczony przykład redukcji nie wyczerpuje oczywiście innych możliwości. III. WYDAJNOŚĆ PRODUKCYJNA I ZUŻYCIE MATERIAŁÓW POMOCNICZYCH W technologii każdego fabrykatu czynnikiem ekonomicznie decydującym pod wieloma względami jest wydajność produkcyjna czyli ilość gotowego produktu, jaką otrzyma się po obróbce danej ilości surowca. Przy produkcji bekonu na wielkość wagowych strat składa się przede wszystkim nie unikniona przy każdym uboju strata ubojowa, a poza tym suma wag tych mniej wartościowych produktów ubocznych, które jako nie nadające się na eksport muszą być sprzedane na rynku wewnętrznym. Do tych ostatnich należą: pokrzep, kręgi szyjne, krukówka, wycinki kręgosłupa, mostek, łopatka, stopki, różne drobne, po części nawet zakrwawione mięso chude oraz drobny tłuszcz. Dwa ostatnie artykuły w pewnych wypadkach mogą być przerobione na inne produkty eksportowe. Według obserwacji St. Hosera, opierających się na księgach ubojowych jednej z wielkopolskich bekoniarni, a więc na stosunkowo bardzo dużym materiale, przeciętna kalkulacja towarowa przerobu wieprza o wadze żywej 85 kg na bekon daje cyfry podane w tablicy nr 9. Jako bekon surowy czyli nie peklowany pozostaje 63,5% wagi żywej. Straty i odpadki wynoszą razem 36,5% tejże wagi. Inne, uzyskane przez Konopińskiego dane z uboju próbnego 15 bekoniaków stwierdzają, że straty ubojowe wynoszą 23,8% wagi żywej, straty przy obróbce 13,7% tejże wagi, co w sumie daje 37,5%. Waga gotowego do nasolenia bekonu według tych prób stanowi zatem mniej więcej 62,5% wugi żywej wieprza, co w dużym przybliżeniu zgadza się z obserwacjami Hosera. W przedwojennej bekoniarni Oskar Robinson w Nakle n/N. ustaliliśmy na podstawie dłuższych obserwacji normę kontrolno-techniczną przeciętnej wydajności podaną w tablicy nr 10. Z powyższych, nieco odmiennie uszeregowanych danych wynika, że straty ubojowe stanowią 21,1%, a straty przy przerobie 16,4% wagi żywej, co w sumie stanowi 37,5%. Wielkość obliczonych w ten sposób strat zgadza się w zupełności z danymi Konopińskiego. Waga gotowego do nasolenia bekonu wyraża się prawie 61% wagi żywej. Według publikacji przedwojennego zrzeszenia branżowego waga mięsa, przeznaczonego na eksport jako bekon, stanowi 58% wagi żywej. Przyjmując z tych danych, że przeciętna strata ubojowa stanowi 22,8% wagi żywej oraz że waga gotowego do nastrzykiwania bekonu wynosi 62% tej je wagi, przeliczenie wagi bekonu na wagę żywą trzody w najcenniejszej grupie bekonu Sizeable będzie przedstawiała się w sposób, podany w tabeli: Z reguły uważa się, że każde 55 kg bekonu odpowiada jednej sztuce trzody chlewnej. Pod wpływem peklowania i osuszki waga bekonu ulega dalszym, nie tak podstawowym już zmianom. Nastrzyknięty solanką bekon zwiększa swoją wagę o 3,5 do 5% wagi początkowej. Moje obserwacje doprowadziły do wniosku, że wzrost ten w okresie letnim wynosi 5 do 5,3% wagi tuszy gotowej do solenia. Przyrost wagi na skutek nastrzyknięcia solanką zostaje jednak w dużej mierze zrekompensowany stratami wagowymi powstałymi przy ociekaniu. Waga przy tym spada, ale nigdy nie osiąga już poziomu ciężaru przed rozpoczęciem peklowania. Według Konopińskiego ostateczny jej przyrost pod wpływem procesu konserwacji można określić jako 3% wagi mięsa tuż przed soleniem. Zużycie środków peklujących przy produkcji bekonu ilustrują najlepiej następujące dwie serie pomiarów. Seria I. Dane na dwa bekony czyli 1 świnię o wadze 52 kg stwierdzonej tuż przed peklowaniem po ostatecznym uformowaniu: a) soli kuchennej do nastrzykiwania 1,65 kg do wzmocnienia solanki basenowej 0,65 kg do sypania na bekony w basenie 0,50 kg do zakładania w kieszonki połopatkowe 0,50 kg do woreczków muślinowych 0,10 kg Razem 3,40 kg b) Saletry do solanki nastrzykowej 0,103 kg do wzmocnienia solanki basenowej, tj. 3% w stosunku do wagi soli 0,020 kg Razem 0,123 kg Seria II. Dane na dwa bekony czyli 1 świnię o przeciętnej wadze 50 kg stwierdzonej tuż przed peklowaniem po ostatecznym uformowaniu: a) soli do nastrzykiwania (55 kg na 43 świnie) 0,620 kg do wzmocnienia solanki basenowej (5 worków na 600 Świn, 250 kg : 600) 0,420 kg do sypania na bekony w basenie (50 kg na 100 świń) 0,500 kg do zakładania w kieszonki połopatkowe (50 kg na 100 świń) 0,500 kg do woreczków muślinowych (2 x 0,05 kg) 0,100 kg Razem: 3,140 kg b) saletry do nastrzykiwania (3,5 kg na 34 świnie) 0,103 kg do wzmocnienia solanki basenowej (1,5 kg na 50 kg soli, tj. 3% od 0,42 kg) 0,013 kg Razem: 0,116 kg Na 1 kg bekonu zużywa się zatem w okresie letnim 62,8 do 64,8 g soli oraz saletry 2,3 g do 2,4 g. W okresie zimowym ulega redukcji o około 23% ilości soli i saletry używanej w postaci solanki nastrzykowej. Poza tym w wymienionym sezonie nie wkłada się w kieszonki połopatkowe woreczków z solą. Na skutek powyższych zmian za zimową normę zużycia soli kuchennej można przyjąć 53,3 g do 55,6 g na 1 kg bekonu oraz 1,8 g do 1,9 g saletry na taką samą ilość mięsa. Jako materiału opakunkowego do jednego balotu potrzeba: 1 wraper, 3,5 m sznura balotowego, 2,8 m szpagatu, 2 zawieszki drewniane 2 sygnaturki oraz w porze letniej 4 woreczki muślinowe. IV. OKRES PRODUKCJI — OPORNOŚĆ NA ROZKŁAD — TRANSPORT BEKONÓW Czas potrzebny na wyprodukowanie zielonego bekonu wynosi w najlepszym wypadku 8 dób. Z okresu tego na obróbkę od uboju do nastrzyknięcia solanką przypada 1 do 2 dób, na peklowanie zalewowe 4 doby oraz na osuszkę 2 doby. Najdłuższy okres czasu, jaki według polskich norm standaryzacyjnych może upłynąć między ubojem świni a wyjściem bekonu z portu, nie może przekroczyć 4 tygodni. Jak statystyki wykazują, największe nasilenie produkcyjne osiąga bekon w miesiącach zimowych. Szczytowy punkt tej produkcji wypada zwykle w lutym. Według danych za rok 1936 i 1937, w okresie od października do kwietnia, a więc w ciągu półrocza zimowego, wywieziono w roku 1936 z całorocznej produkcji 84%, a w roku 1937 w tymże okresie 90% (dane Związku Eksporterów Bekonu i Artykułów Pochodzenia Zwierzęcego, pozycja ,,peklowane przetwory mięsne", na którą zresztą w mocno przeważającej mierze składa się bekon) (rys. 15). Najlepsze ceny na rynku angielskim osiąga bekon typu Sizeable b i Sizeable c. W przeciwieństwie do innych produktów peklowanych bekon cechuje stosunkowo mała oporność na rozkład czyli nieduża trwałość. Powodem tego jak również delikatnego smaku bekonu jest nieduże przesolenie go oraz zawartość wody, której ilość niewiele różni się od ilości, jaką posiada świeże mięso. Według danych z literatury przeciętna zawartość soli w chudym mięsie waha się od 2,5 do 4% wagi bekonu. Przeprowadzone przeze mnie w jednej z większych przedwojennych polskich bekoniarni obliczenia faktycznego zużycia soli przy produkcji bekonu wykazały, że w jednym wypadku zużycie to wynosiło w okresie lata 64,8 g, a w drugim 62,8 g na 1 kg świeżego mięsa, przyjętego do peklowania. Na podstawie tego zużycia można by przyjąć przeciętną zawartość soli w całym bekonie, tj. bez podziału na mięso chude i tłuste, za nieco niższą niż 6,3 do 6,5%. W okresie zimowym zawartość ta waha się od 5,4 do 5,6%. Nic więc dziwnego, że przechowanie bekonu nawet na krótki przeciąg czasu jest możliwe jedynie w pomieszczeniach chłodzonych, krótko mówiąc tylko w chłodni. Z badań Callowa wynika, że temperatura chłodni, w której przechowuje się bekon, winna być jak najniższa. Dopuszczalna jest nawet temperatura poniżej 0°, ponieważ punkt zamarzania bekonu leży między —5 a —6°. Temperatury powyżej 0°, szczególnie przy dużej wilgotności powietrza w chłodni, nie dają gwarancji powstrzymania na dłuższy okres rozwoju bakteryj. Próby zamrażania bekonu nie dały również dobrych wyników, bo już po dwumiesięcznym okresie przechowywania natychmiast po odtajeniu następowało zjełczenie tłuszczu. Proces jełczenia jest w ogóle jedynym mankamentem magazynowania bekonu w niskich temperaturach. W Anglii przypuszcza się, że w atmosferze dwutlenku węgla w połączeniu z niską temperaturą będzie można zapobiegać jełczeniu bekonu w czasie półrocznego magazynowania. Z Polski do Anglii transport bekonów odbywa się drogą lądowo- morską. Czas transportu z bekoniarni do portu, transportu odbywającego się koleją, wynosi w zależności od odległości 1—3 dni. Przy odległości większej niż 50 km do transportu tego mogą być użyte jedynie wagony - chłodnie. Transport okrętem do Londynu względnie Hullu, tj. dwu angielskich portów odbiorczych polskiego bekonu, trwa zwykle 4 do 5 dni. Przystępując do załadowania wagonów czy też okrętów trzeba przede wszystkim pamiętać, że czynność ta musi być wykonana sprawnie i szybko. Należy także unikać różnic temperatury między pakownią i chłodnią a środkiem transportowym jak również w czasie samego przenoszenia towaru. Ochłodzone bowiem mięso w zetknięciu z cieplejszym powietrzem może pokryć się skroploną parą wodną. Bekon „spocony" staje się oślizgły, zielenieje i łatwo pokrywa się pleśnią. Dla uniknięcia tego zaleca się ładować, szczególnie w ciepłej porze roku, w najchłodniejszych okresach dnia, tj. rano lub wieczorem. Wagony - chłodnie oraz chłodnie okrętowe muszą być przed załadowaniem dobrze oczyszczone, przewietrzone i ochłodzone co najmniej do temperatury +10C. W czasie drogi należy w nich utrzymywać odpowiednią temperaturę i wilgotność. Pamiętać trzeba także o dobrej wentylacji obu środków lokomocji. W polskim porcie wyjściowym bekon zostaje poddany jeszcze jednej, już ostatniej kontroli jakościowej ze strony władz polskich W porcie angielskim jakość bekonu kontrolują już władze angielskie lub też zainteresowane czynniki branżowe. W ramach tej kontroli stwierdza się wagę bekonu, szacuje stosunek ilościowy mięsa chudego do tłuszczu, taksuje jędrność i ocenia wygląd tłuszczu oraz smak bekonu i wreszcie zalicza się do jednej z klas jakościowych Dla wyrażenia ostatecznej oceny posługują się zainteresowani 10-o punktową, półurzędową tablicą ocen. Po poddaniu sklasyfikowanego bekonu wędzeniu w zimnym dymie o temperaturze 29 do 300 jest on już gotowy do spożycia i może być rozprowadzony jako artykuł handlowy. Detaliczny podział handlowy bekonu w Anglii przewiduje 8 części. Największą cenę uzyskuje się za boczki, mniejszą za żeberka i kotlet. Mniejszą jeszcze wartość przedstawiają szynka i łopatka, a najmniejszą pozostałe, nie wymienione części bekonu.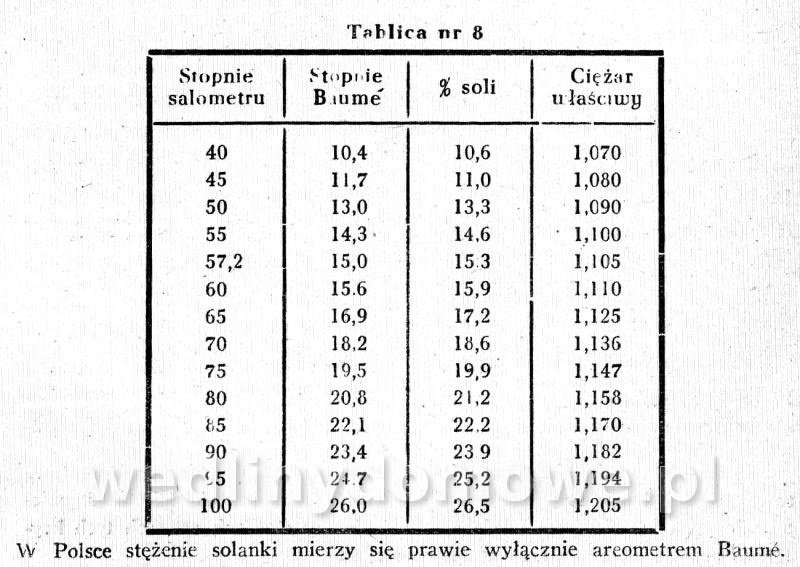
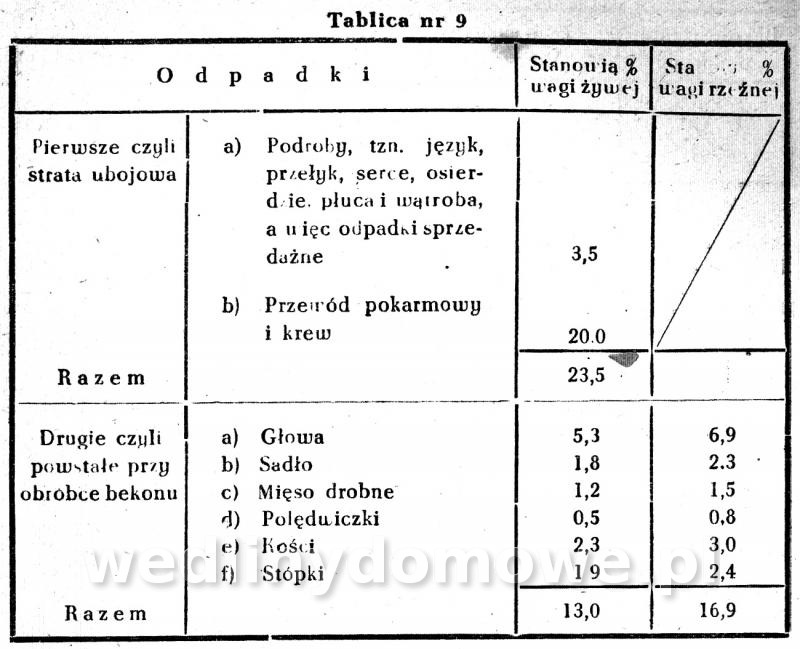
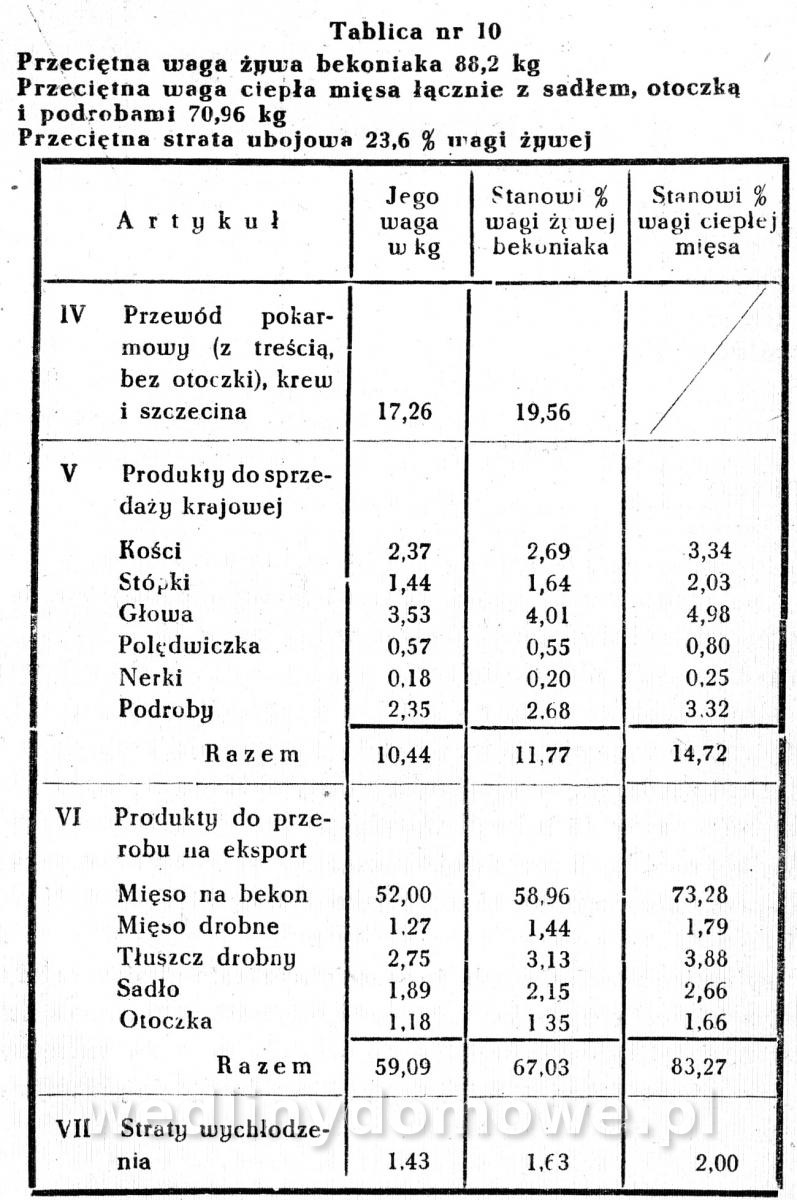

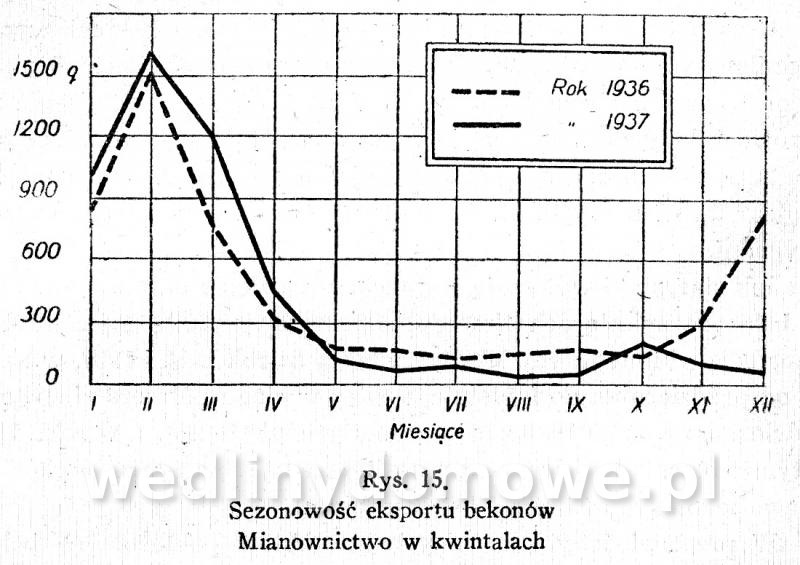
-
Rolnik sprzeda własne produkty bez rejestracji, ale z podatkiem
Maxell odpowiedział(a) na Maxell temat w Jak otworzyć małą, tradycyjną masarnię
Uzupełnię, aby nikt nie odbierał mego wpisu opacznie. My nie będziemy handlować na portalu wyrobami domowymi, ale wyłącznie kontaktowali ze soba producentów i klientów. Będzie mapka z lokalizacją itp., aby każdy zainteresowany mógł zaoferować swój towar, a okoliczni mieszkańcy bez problemu do niego trafili. Będą opisy i zdjęcia produktów, a także wiele innych rzeczy. -
Rolnik sprzeda własne produkty bez rejestracji, ale z podatkiem
Maxell odpowiedział(a) na Maxell temat w Jak otworzyć małą, tradycyjną masarnię
Wydaje mi się, że nasz nowo powstający portal powinien znacząco pomóc wszystkim producentom wyrobów domowych - nie tylko wędlin, ale także wyrobów serowarskich, nabiałowych, mięs wszelakich, miodów, pieczywa i innych. Główny problem leży w tym, iż producenci "zagrodowi" nie mają dostępu do potencjalnych odbiorców (ci z kolei nie zawsze wiedzą, że w ich okolicy ktoś produkuje domowe wyroby), co właśnie chcemy im zaoferować. -
Chętni do uczestnictwa w kursie serowarskim w pierwszej połowie 2016 r.
Maxell odpowiedział(a) na Maxell temat w KURSY - aktualne
Proszę, by tutaj zapisywali się wszyscy chętni do uczestnictwa w kursie serowarskim, który mógłby zostać zorganizowany w pierwszej połowie 2016 r. w SDM w Łazach. Proszę nie kopiować listy, a zapisywać się w odrębnych postach podając: - ilość osób chętnych do uczestnictwa w kursie, - ewentualny termin (miesiąc), który by Was zadowalał. Lista osób chętnych do uczestnictwa w kursie serowarstwa - pierwsze półrocze 2016 r.: 1. Piksiak (termin dowolny) 2. Andym (termin dowolny) 3. Renata Celt (termin dowolny) 4. Robert Celt (termin dowolny) 5. kruszyna1966 (we wszystkie tygodnie nieparzyste) 6. jacinto 7. paweljack 8. marderm 9. karolszymczak Minimalna liczba osób - 22. -
[Rok 1948] Technologia produkcji bekonu
Maxell odpowiedział(a) na Maxell temat w Polska tradycja masarska
Ilość tłuszczu w bekonie ocenia się przez mierzenie grubości głównych warstw tłuszczowych (rys. 7), a więc słoniny grzbietowej i boczku, określając je w cm. Z praktycznego punktu widzenia podstawowe znaczenie ma jednak tylko mierzenie wysokości pokładu słoniny grzbietowej. Grubość pokładu słoniny na grzbiecie waha się zależnie od przynależności danego bekonu do klasy wagowej. Poszczególne grubości słoniny bekonu o danej wadze łączy się w klasy, oznaczając je kolejnymi arabskimi cyframi, przy czym im wartość liczby jest większa, tym bekon jest tłustszy. W najniższej nawet klasie wagowej grzbietowy pokład słoniny nie może być cieńszy niż 1,5 cm. Bekon o słoninie cieńszej nie nadaje się na eksport. Również bekon o słoninie grubszej niż 7 cm nie może być wywożony. Grubość słoniny mierzy się od szczytów czyli guzków wyrostków ościstych kręgów przez cały jej pokład łącznie z grubością skóry. Polskie, holenderskie i duńskie normy standaryzacyjne przewidują mierzenie grubości słoniny grzbietowej w trzech miejscach, a mianowicie na wysokości łopatki, na grzbiecie i na wysokości zadu. Na wysokości łopatki mierzy się słoninę w najgrubszym miejscu pokładu na przestrzeni od czwartego żebra do przodu. Na grzbiecie mierzy się słoninę w najcieńszym miejscu pokładu czyli między wyrostkiem ościstym czwartego kręgu piersiowego (czwartym żebrem), a przednią granicą mięśnia pośladkowego średniego. Trzeci i ostatni pomiar pokładu słoniny grzbietowej wykonuje się na wysokości wspomnianego mięśnia pośladkowego średniego w miejscu jego największej wypukłości. Z Polski eksportuje się jedynie bekony o następującej grubości słoniny grzbietowej w poszczególnych klasach wagowych: W ten sposób w każdej grupie wagowej klasy Sizeable i Heavy rozróżnia się trzy, w klasie Sixes dwie, a w klasie Extra heavy jedną klasę słoninową, co razem daje 9 klas grubości słoniny grzbietowej. W kombinacji z klasami i grupami wagowymi wyróżnia się ogółem 23 typy standardowe bekonu, z których w naszych warunkach wchodzi w grę 17 jakości. Pełna tablica polskich norm klasyfikacyjnych bekonu wygląda wobec tego następująco: W powyższym oznaczeniu norm klasyfikacyjnych rosnące cyfry arabskie oznaczają coraz grubszą słoninę, a kolejne litery alfabetu rosnącą wagę w klasie danego typu bekonu, a więc w klasie Sixes, Sizeable, Heavy i Extra heavy. Dla użytku wewnętrznego bekoniarni, dla łatwiejszego porozumienia się pracowników w czasie klasyfikacji bekonu tablica ta okazała się jednak mniej praktyczna. Uproszczono ją w ten sposób, że poszczególne standardy oznaczono kolejnymi cyframi w następujący sposób: Według tej tablicy np. numer 10 oznacza bekon o wadze 61 do 65 lbs czyli grupie Sizeable c i drugiej grubości słoniny. Jest to zatem bekon Sizeable 2 c. Podobnie numer 19 oznacza wagę bekonu równą 71 do 75 lbs czyli klasę Heavy b i trzecią grubość słoniny tj. bekon o oficjalnej nomenklaturze Heavy 3 b. Wobec tego, że gotowy do wysłania balot bekonów liczy zawsze ściśle oznaczoną i niezmienną ilość sztuk, jest rzeczą zrozumiałą, że przy powyższej klasyfikacji poszczególnych bekonów waga balotu jest również ściśle określona i waha się w wąskich granicach. Ilość sortymentów wagowych balotów jest taka sama jak pojedynczych bekonów tj. 8. Wagi balotów i ich skład wynikają z poniższego zestawienia: d) Uszkodzenia mechaniczne Ostatnia ocena gotowego peklowanego bekonu polega na stwierdzeniu pewnego rodzaju uszkodzeń i zaburzeń rozwojowych. Polskie przepisy standaryzacyjne jako wady tego rodzaju wymieniają: 1. ślady silnego przekrwienia i wylewu krwi powstałe wskutek urazów traumatycznych, 2. odstawanie słoniny grzbietowej od mięsa oraz poszczególnych warstw słoniny od siebie czyli tzw. split, 3. miejsca pozbawione skóry, skóra ponacinana oraz inne tego rodzaju uszkodzenia powstałe w czasie obróbki bekonu, 4. miękka słonina oraz 5. uszkodzenia lub zniekształcenia fizjologiczne. Bekon, który nie wykazuje takich braków zalicza się do normy standardowej czyli Best. Bekony, które posiadają uszkodzenia niezbyt duże i niezbyt liczne zalicza się do normy Halfbrand. Bekony z uszkodzeniami większymi i liczniejszymi kwalifikuje się do normy Secunda. Gdy uszkodzenia są zbyt liczne lub zbyt wielkie, wówczas dana połówka tuszy w ogóle nie nadaje się na eksport w postaci bekonu. Normy Best i Halfbrand dzielą się poza tym na klasy wagowe i słoninowe według podanych poprzednio wytycznych. Bekonów Secunda natomiast nie gatunkuje się. Najczęściej spotykanymi uszkodzeniami bekonów są podbiegnięcia krwawe i nacięcia względnie ścięcia skóry. Wszelkie wady rozwojowe, jak np. krzywica, niewspółmiernie głęboka lub płytka klatka piersiowa, słaby rozwój umięśnienia w ogóle, źle zaokrąglenie kształtów itp. wady bierze się pod uwagę już podczas klasyfikacji żywca i świnie takie przeznacza się na inny użytek. Praktycznie biorąc, z wadami rozwojowymi spotykamy się rzadko w czasie klasyfikacji poubojowej bekonu. Podobnie przedstawia się na ogół w naszych warunkach kwestia zbyt miękkiej słoniny grzbietowej. Dobór paszy dla trzody bekonowej jest w Polsce pod względem wpływu na konsystencję słoniny bez zarzutu. Inaczej jednak przedstawia się kwestia podbiegnięć krwawych. Podbiegnięcia te powstają wskutek nieumiejętnego czy też brutalnego obchodzenia się ze świnią za życia. Stosunkowo najczęściej zauważa się je na przedniej krawędzi uda na wysokości stawu kolanowego oraz w okolicy łokcia na tylnej powierzchni kończyny przedniej jako skutek niezbyt ostrożnego nieraz wyładowywania świni z wozu. W wymienionych miejscach występuje nieraz nawet przerwanie ciągłości skóry i tworzą się rany. Rozpatrując ogólnie znaczenie podbiegnięć krwawych w klasyfikacji bekonów można stwierdzić, że ważność ich zależy od rozległości i ilości, a przede wszystkim od głębokości uszkodzenia, od umiejscowienia w okolicy tuszy od stopnia resorpcji czyli czasu, jaki upłynął od chwili powstania uszkodzenia do chwili uboju świni. Jedno, nawet nieduże podbiegnięcie krwawe, sięgające w głąb ponad 1,5 cm, dyskwalifikuje już bekon z normy Best na Halfbrand. Jeżeli wynaczynienie jest zupełnie świeże, to podobne przesegregowanie ma miejsce nawet wtenczas, gdy zmiany barwnikowe i uszkodzenia tkanek nie osiągają głębokości 1,5 cm. Najprzykszejsze i dla oceny najważniejsze są wszelkiego rodzaju uszkodzenia i braki na grzbiecie tuszy oraz w części górnej i środkowej szynki, mniej ważne na łopatce, jeszcze mniej na boczku, a najmniej uwagi zwraca się na występujące na cieńszych odcinkach kończyn. Podbiegnięcia krwawe bekonów normy Secunda wycina się zupełnie i usuwa, a normy Halfbrand zostawia na tuszy. Przy ocenie uszkodzeń ciągłości skóry, powstałych podczas obróbki, jako wytyczne może służyć wskazanie, że pozbawienie skóry na przestrzeni większej niż dłoń dyskwalifikuje tusze do normy Secunda, zaś mniejszej niż dłoń do normy Halfbrand. Oddzielanie się zewnętrznej warstwy słoniny od pokładu leżącego głębiej dowodzi, że żywienie świni było nierównomierne. Wszelkie przerwy w żywieniu, nagła zmiana w jego intensywności, zbyt szybkie przechodzenie z jednego rodzaju paszy na drugi są zasadniczymi przyczynami powstawania splitu śródsłoninowego. Split ten można często zaobserwować jeszcze przed zapeklowaniem tusz. Oddzielanie się całej warstwy słoniny grzbietowej od mięśni grzbietowych leżących niżej występuje natomiast najczęściej w okresie peklowania w basenie. Wada ta jest wynikiem słabego zespolenia tkanek znamiennego dla młodego wieku. Zakwalifikowanie danej połówki do jednej z 3-ch norm bekonowych, Best, Halfbrand lub Secunda, uwidocznia się przez wypalenie różnej ilości stempli firmowych (rys. 8). Pieczęcie te wyciska się na linii głównego podłużnego cięcia bekonu między obu smugami napisu „Polish". Na bekonie normy best wypala się przy tym w równych od siebie odległościach trzy stemple firmowe, na Halfbrand jeden, a normy Secunda nie znaczy się w ogóle stemplami firmowymi. Zwykle już w ramach pierwszej, przeprowadzonej w czasie uboju kwalifikacji decyduje się o ilości wypaleń. Jeżeli jednak w dalszym ciągu przebiegu wytwarzania bekonu następuje przesunięcie tuszy do niższej normy jakościowej, wówczas zbędną ilość odcisków stemplowych zeskrobuje się po prostu nożem. C. Proces techniczny obróbki i konserwacji bekonu Proces techniczny wytwarzania bekonu rozpada się na pięć oddzielnych okresów, wyraźnie nawet czasem od siebie odgraniczonych mianowicie na 1) ubój trzody bekonowej, 2) rozbiórkę, 3) peklowanie, 4) ociekanie oraz 5) ostateczną klasyfikację i pakowanie. Wszystkie czynności wchodzące w zakres produkcji bekonu zostają wykonane w sposób przypominający taśmowy system pracy. Na takiej organizacji zyskuje zarówno wydajność jak i jakość wykonanej pracy. Stwarza się bowiem w ten sposób specjalistów od danego odcinka pracy, wykonywujących swoje zadanie szybciej i lepiej. Wydajność tak zorganizowanej pracy zależy poza tym oczywiście od wielu innych czynników, jak techniczne wyposażenie przetwórni, jej przestrzenność, warunki lokalowe, ilość oraz stopień wykwalifikowania sił roboczych. Tym niemniej na sprawność pracy wpływa też rozdział poszczególnych jej odcinków między wykonawców. Jedna bowiem czynność wymaga mniej nakładu czasu, inna więcej. Stąd też do jednych odcinkowych czynności należy przydzielać jednego pracownika, do drugiej dwu, a do jeszcze innej czasem nawet kilku. Znajomość tych momentów jest rzeczą niemałej wagi. Podane dalej przykłady zestawienia personalnego kolumn roboczych zostały zaczerpnięte z praktyki jednej z przedwojennych polskich bekoniarni. 1. UBÓJ TRZODY BEKONOWEJ Na bekon mogą być przerobione wyłącznie świnie ubite na miejscu w bekoniarni. Ubój tzn. sam akt pozbawiania życia ma miejsce w podwyższonej części hali ubojowej. Do oddziału tego wpędza się świnie partiami po 10 do 20 sztuk. Każdej świni zakłada się na tylną, z reguły prawą kończynę, ponad guz piętowy pętle z łańcucha, której drugi koniec zaczepia się do transmisji pracującego dźwigu mechanicznego. W ten sposób zostają świnie zawieszone głową w dół. Nagłe uderzenie krwi do mózgu pozbawia tak zawieszoną świnię w dużym stopniu przytomności i tym samym zmniejsza świadomość odczuwania bólu i niemiłych stanów psychicznych, jakie towarzyszą walce życia ze śmiercią. Dzięki tak prostemu zabiegowi czyni się zadość wymaganiom prawnym, żądającym pozbawiania zwierzęcia przytomności przed aktem właściwego uboju. Stosowane w niektórych bekoniarniach ogłuszanie świń prądem elektrycznym (do ogłuszania świń prądem elektrycznym używa się obecnie prawie wyłącznie szczypiec Latterschmidta - Weinbergera, umożliwiających pewne założenie elektrod na skroniach u nasady uszu. Włącznik prądu jest wmontowany w prawym uchwycie szczypiec. Doprowadzenie prądu elektrycznego trwa krótko, przeciętnie 8 do 10 sekund. Skrwawiać należy świnie bezpośrednio po porażeniu, gdyż w kilka minut później odzyskują one przytomność. Zachowana akcja serca i płuc gwarantuje u porażonych prądem elektrycznym sztuk trzody chlewnej dobre wykrwawienie. Zasadą ogłuszania elektrycznego jest zjawisko odurzającego działania na zwierzęta prądu o niskim napięciu. W przeciwieństwie do tego działanie analogicznego prądu na ludzi pozostaje bez efektu. Podstawowym urządzeniem do ogłuszania prądem elektrycznym nie są szczypce, jakby się wydawało, lecz transformator, którego zadaniem jest przerobienie prądu z sieci o wysokim napięciu na prąd o niskim napięciu, lecz o tej samej częstotliwości. Jeżeli sieć jest zasilana prądem stałym, odpowiedni przerywacz musi zmienić go również na prąd zmienny o niskim napięciu. Najwyższe dopuszczalne napięcie prądu elektrycznego wynosi 70 volt przy natężeniu 0,3 do 0.5 ampera. Najczęściej do omawianego celu używa się prądu zmiennego o napięciu 45 do 65 volt, przerywanego 4 do 5 tysięcy razy na minutę) należy uważać w świetle tych wyjaśnień za zbędne. Zdaniem Ewiga i Carla najlepszą metodą ubojową dla świń, których mięso przeznaczone będzie do peklowania, jest w ogóle zakłucie bez uprzedniego ogłuszania. Zawieszone na dźwigu sztuki podlegają skrwawieniu. Skrwawienie to następuje wskutek szybkiego wkłucia krótkiego sztyletowego noża na całą długość klingi tuż przy mostku po lewej stronie szyi. Nóż trzeba przy tym kierować w lewą stronę tuszy. Czas wykrwawienia, tj. czas, który upływa od chwili wkłucia noża do chwili wrzucenia świni do basenu celem oparzenia wynosi przeciętnie 4 do 5 minut. W niektórych bekoniarniach przed wrzuceniem świni do basenu z gorącą wodą wbija się w otwór gębowy okrągły pal, ażeby zabezpieczyć płuca przed dostaniem się do nich wody. Płuca, do których dostała się woda z basenu, nie są zdatne do spożycia i podlegają konfiskacie przy badaniu lekarsko - weterynaryjnym. Poza tym przed wrzuceniem do basenu należy zawsze sprawdzić czy świnia istotnie już nie żyje. W agonii nie wolno świni oparzać. Przed wrzuceniem świni do kotła celem oparzenia, nacina się także miękkie części w kącie żuchwy dla zaczepienia haka o żuchwę przy wyciąganiu sztuki z basenu. Temperatura wody, w której oparza się świnie powinna wynosić 60 — 63°. Zbyt gorąca woda powoduje zaparzenie i utrudnia usuwanie szczeciny, zbyt zimna natomiast nie oparzy naskórka należycie i daje twardą szczecinę. Praktycznie biorąc temperatury wody nikt nie mierzy termometrem. Przy pewnej wprawie zainteresowany zorientuje się doskonale przez zanurzenie w niej ręki. Oparzanie trwa 3 do 5 minut, po czym wyciąga się oparzoną świnię z kotła najczęściej ręcznie. Odpowiednio ustawiony okrągły wałek, obracający się naokoło osi, ułatwia wyciąganie świni. Czasu oparzenia nie mierzy się także z zegarkiem w ręce. Miernikiem właściwego stopnia oparzenia danej sztuki jest łatwość, z jaką można wyrywać szczecinę z grzbietu, z głowy między uszami oraz z kończyn przednich. W lecie, gdy szczecina jest słaba, oparzenie trwa krócej niż zimą, tj. w okresie gęstej szczeciny. Po oparzeniu świni usuwa się szczecinę wraz z naskórkiem ręcznie albo maszynowo. Maszynowe skrobanie uzupełnia się ręcznie w miejscach trudno dostępnych, jak głowa, okolice racic, okolica pachowa i pachwinowa. W każdym bądź razie skrobanie szczeciny powinno być wykonane jak najdokładniej, bez pozostawiania jakichkolwiek miejsc z naskórkiem. Pozostały naskórek powoduje niedokładne opalenie tuszy i jest przyczyną zwilgotnienia w tym miejscu skóry, gdyż szczególnie szybko ulega rozkładowi. Po oskrobaniu szczeciny, usuwa się z kolei raciczki i dwoma równoległymi cięciami na każdej kończynie tylnej, prowadzonymi wzdłuż śródstopia od kości piętowej do wysokości raciczek dodatkowych, wyswobadza się oba ścięgna prostowników. O wypreparowane ścięgna naczepia się końce krępulca i zawiesza sztukę na torze kolejki napowietrznej, po czym między obie przednie kończyny wkłada się rozpórkę w kształcie litery T, opierając jej trzecie ramię w wymienione poprzednio nacięcia części miękkich w kącie żuchwy (rys. 9). Rozparcie kończyn przednich umożliwia należyte opalenie tuszy w pachach. W ten sposób przygotowaną świnię posuwa się dalej do pieca bekoniarskiego, w którym w płomieniach gazoliny lub ropy naftowej pozostaje około 22 — 25 lub 26 — 30 sekund. Wysoka temperatura płomienia w piecu duńskim zabija na powierzchni tuszy wszystkie drobnoustroje oraz nadaje słoninie specyficzny smak i potęguje jej jędrność. Czas potrzebny do opalenia świni zależy, jeżeli chodzi tylko o świnie bekonowe, od stopnia rozgrzania pieca i jego temperatury czyli wielkości płomienia. Po wyjęciu z pieca, świnia dostaje się pod zimny, prostokątny, dość długi natrysk, pod którym skóra ulega zmiękczeniu. Po tym natrysku twardą ryżową szczotką usuwa się zwęglone resztki szczeciny i naskórka, Świnia z pieca wychodzi brudnożólta. Dopiero po wymyciu szczotką ryżową i oskrobaniu szerokim nożem, nabiera ona pożądanego, jednolitego, miodowo żółtego koloru, bez brudnych smug. Po pierwszym obmyciu przechodzi sztuka jeszcze co najmniej trzy razy pod natryski, przy czym w przerwach między jednym a drugim natryskiem zostają umyte szczotką ręczną te miejsca, do których dostęp przy pierwszym myciu szczotką na długim trzonie był utrudniony. Wykańcza się zatem swoistą toaletę tuszy, przy którym to zabiegu należy zwrócić uwagę nie tylko na staranną robotę, lecz również na to, aby nie ponacinać skóry. Po ukończeniu oczyszczania przystępuje się z kolei do patroszenia, zaczynając od wyjęcia trzewi z jamy brzusznej. Następnie wyjmuje się podroby, których większa część leży w klatce piersiowej i kończy na wyrwaniu sadła. Otwarcie jam ciała rozpoczyna się od zrobienia cięcia, sięgającego od odbytu do pępka. Przy tej czynności przecina się też zwykle spojenie łonowe miednicy. Ze względu na młody wiek bitych świń, cięcia tego dokonuje się tak jak tkanek miękkich, tj. nożem. U męskich osobników wyjmuje się zaraz po tym prącie, ucinając je w miejscu jego owinięcia się na tylnej krawędzi kości miednicznych i wejścia do jamy miednicznej. Usunąwszy dalej pęcherz moczowy i rodnicę z przyległymi częściami (u osobników żeńskich), przedłuża się cięcie brzucha do wyrostka mieczykowatego mostka i przystępuje do wyjęcia jelit. Ostatnią czynność rozpoczyna się od okrężnego cięcia naokoło odbytu i ewentualnie sromu, po czym uwalnia się odbytnicę i posuwa kolejno w tej czynności w dół wiszącej tuszy. Wyjmowane jelita przytrzymuje się przedramieniem lewej ręki, przyciskając je do siebie. Żołądek wyjmuje się razem z jelitami odcinając przełyk możliwie jak najdalej w kierunku przepony. Znajdujące się między żołądkiem a wątrobą węzły limfatyczne winny pozostać przy wątrobie. Przeciąwszy przeponę okrężnym ruchem wzdłuż zarysów wejścia do klatki piersiowej, otwieramy wzdłuż linii środkowej mostka klatkę piersiową i przedłużamy to cięcie po dolnej krawędzi szyi aż do zrobionego uprzednio cięcia w kącie żuchwy. Chwyciwszy lewą ręką za podroby między płucami a wątrobą, pociągamy je do siebie i podcinamy dogrzbietowe przyczepy podrobów w obrębie klatki piersiowej i szyi. Uwalnianie podrobów kończymy na przecięciu podniebienia miękkiego i wycięciu języka. Wyjęte podroby opłukuje się w zimnej wodzie i wiesza na stojaku do badania. Podroby składają się z następujących organów względnie ich części: wątroby, ścięgnistej części przepony, płuc z przynależnymi węzłami limfatycznymi, serca, całej tchawicy z krtanią, części przełyku i podniebienia miękkiego wraz z językiem. Następnie zaczyna się poderwanie sadła. Sadło podrywa się na tępo bez użytku noża, podcinając co najwyżej dwoma półkolistymi cięciami jego zakończenia na przeponie. Ostatecznie sadło wyrywa się ruchem od dołu ku górze. Wyrwane sadło, składające się z dwu płatów złączonych ze sobą w części tylnej, wiesza się na haku do badania, nacina lekko torebkę włóknistą nerek i wyłuszcza je. Po wyjęciu zawartości jam ciała, przystępuje się do wycięcia tzw. pokrzepu. Pokrzep, są to trzony i łuki oraz wyrostki ościste kręgów ogonowych, krzyżowych, piersiowych i lędźwiowych, a więc wszystkich z wyjątkiem kręgów szyjnych. Wyjmowanie pokrzepu jest jedną z podstawowych czynności rozbiórki świni bekonowej. Czynność tę rozpoczyna się od nacięcia słoniny jak przy rozbiórce świni na potrzeby rynku wewnętrznego. Ogon zostawia się przy lewej połówce, zatem po prawej ręce pracownika, stojącego od strony grzbietowej świni. Ewentualne zakrzywienie linii cięcia słoniny spowodowane obecnością ogona musi być wyprostowane już na wysokości połowy kości krzyżowej. Na tej wysokości należy nóż wbić głębiej i natrafić na błonę ścięgnistą czyli powięź, oddzielającą od siebie mięśnie pośladkowe obu stron. O natrafieniu na tę powięź mówi się w potocznym języku jako o „trafieniu w białe". Po guzkach wyrostków ościstych kręgów lędźwiowych i ostatnich piersiowych prowadzi się nóż w dół wiszącej tuszy aż do wyrostków ościstych, tworzących tzw. kłąb. Lewą ręką odciąga się przy tym słoninę i mięso na bok. Miejsce rozpoczynania się kłębu poznaje się po tym, że wyrostki ościste stają się (w długiej osi wiszącej tuszy) dwa razy węższe niż były dotąd, a jednocześnie grubsze (w wymiarze poziomym). Chrząstki wyrostków ościstych tych kręgów należy naciąć nożem, a po odciągnięciu mięsa i słoniny rękojeścią noża pogłębić to cięcie na tępo (przy przecinaniu grzbietowego pokładu słoniny można u pewnej ilości świń bekonowych zauważyć występowanie kropli krwi na powierzchni przekroju. Fakt ten jest wyrazem rozszerzenia podskórnych naczyń krwionośnych tj. przekrwienia Podobne przekrwienie daje się również zaobserwować w partii szynkowej tuszy bekonowej. W okresie przedwojennego eksportu bekonów analogicznego zjawiska nie notowano. Przyczyn wymienionych przekrwień można upatrywać 1. w braku należytego odpoczynku przed ubojem, szczególnie po dłuższym i uciążliwszym transporcie trzody, 2. w porażeniu prądem elektrycznym o niewłaściwym napięciu, natężeniu czy też częstotliwości oraz 3. w przynależności rasowej. Biorąc pod uwagę z jednej strony fakt, że przekrwienia te zdają się częściej występować u trzody pochodzącej z północno - zachodniego rejonu przetwórczego z drugiej strony zaś, że na tych terenach pogłowie szlachetnej białej niemieckiej świni było duże, z tego więc punktu widzenia, na kwestię przynależności rasowej należy zwrócić baczną uwagę. Wyjaśnić przy tym trzeba, że, rasa szlachetna biała niemiecka jest szczególnie podatna na uleganie enzootycznemu udarowi serca. W tym ujęciu zaobserwowane przekrwienia byłyby niczym innym, jak swoistymi objawami wrodzonej, rasowej niedomogi lub niewydolności sercowej, spowodowanej dokonaną w czasie okupacji wielokrotną krzyżówką miejscowych świń z niemiecką białą szlachetną. Pewne obserwacje pozwalają przypuszczać, że w miarę upływu lat i zaniku wpływów tej rasy oraz równolegle z powiększaniem ilości krzyżówek ze świnią wielką białą angielską czystej krwi, niedociągnięcia te powoli same zanikną. Niedociągnięciom tym można by zapobiegać doraźnie przez stosowanie podskórnych zastrzyków środków nasercowych, co jest jednak kosztowne i kłopotliwe w wykonaniu. Ten sam efekt można uzyskać również przez podawanie trzodzie w czasie dłuższego odpoczynku przedubojowego poidła z wystarczającym dodatkiem szybko wchłaniających się węglowodanów, np. cukru, jak to zresztą w innym wypadku zaleca Smith). Z kolei prętem żelaznym tzw. technicznie piką oddziela się głębiej, tj. na całej długości wyrostków ościstych mięso od kości (rys. 10). Technicznie wykonuje się to ruchami piki w dół, wsuwając ją w głąb nacięcia aż do natrafienia na kostny opór tj. na wyrostki stawowe i poprzeczne kręgów. Prawidłowo oddzielone mięśnie winny być przykryte ścięgnistą błoną, którą tworzy zespół przyczepów mięśni do grzebienia ościstego. Błona ta nie może być poprzerywana ani też w inny sposób pokaleczona. Przygotowany w ten sposób pokrzep wycina się do końca tzn. wyswobadza zupełnie z otoczenia tasakiem, prowadząc linię po obu stronach grzebienia ościstego i kierując lekko tasak w bok. Cięcie prowadzi się do głowy tj. do kości potylicznej, nie naruszając jednak samej głowy. Głowa pozostaje z reguły nie przepołowiona. W dalszym przebiegu obróbki świni bekonowej następuje klasyfikacja tj. wstępna ocena wagi i długości tuszy, grubości słoniny oraz oznaczenie tusz obrotowym taśmowym stemplem z napisem „Polish". Stempel ten odbija się w dwu smugach. Pierwsza z nich przebiega równolegle do brzusznego rozcięcia tuszy linią prostą, łączącą pół wysokości podudzia z kątem otworu gębowego (rys. 11). Druga smuga napisu „Polish" zaczyna się od poprzedniej w połowie podudzia i biegnie w kierunku odbytu równolegle do tylnego zarysu szynki. W pobliżu odbytu łagodnie zagina się ona w linię równoległą do grzbietu, biegnącą na wysokości nasady ucha. Od linii grzbietowego cięcia słoniny smuga napisu „Polish" winna być tak odsunięta, aby nie zachodził na nią umieszczony później na karku znak weterynaryjny „Poland". Oba pasy znaków pochodzenia, wytatuowane na danej połówce, muszą być poza tym wysunięte poza linię głównego podłużnego podziału bekonu. Na linii tego cięcia natomiast, a więc między obu taśmami napisu „Polish" wypala się 1 lub 3 znaki firmowe. Trzy znaki bekonu standardowego rozdziela się w ten sposób, że jeden przypada na boczną część szynki, drugi na środek boczku, a ostatni na wysokość łopatki. Bekon normy Halfbrand jest oznaczony tylko drugim z wymienionych wypaleń. W ten sposób przygotowana świnia podlega badaniu sanitarno-weterynaryjnemu. Badanie to może wykonać tylko lekarz weterynarii. Jedynie badanie na włośnie wykonują trychinoskopiści. Badanie lekarsko-weterynaryjne rozpada się na trzy oddzielne części: na badanie jelit, badanie podrobów i badanie tuszy. Badanie tuszy stanowi zakończenie oceny sanitarno-weterynaryjnej i bez dwu poprzednich nie może być wykonane. O ukończeniu tego badania i wydaniu oceny „mięso pełnowartościowe" świadczy znak weterynaryjny, umieszczany na przedniej części karku nad napisem „Polish", a więc zgodnie z zasadą przed stemplami firmowymi (sposób badania świń, poddanych ubojowi w celu produkcji bekonów oraz postępowanie lekarzy weterynaryjnych, wykonujących nadzór, reguluje szczegółowo okólnik Nr 32 Ministerstwa Rolnictwa i Reform Rolnych z dnia 11 grudnia 1947 r., nr wet. 3—IV—1—40 (D. U. Min. R. i R. R. z dnia 3 lutego 48 r., nr 2, poz. 8) oraz instrukcja wykonawcza do tegoż okólnika, wydana przez to samo Ministerstwo w dniu 28 lutego 48 r. (D.U. Min. R. i R. R. z dnia 15 marca 1948 r., nr 6, poz. 26). Wreszcie w celu ułatwienia późniejszego wyjmowania łopatki zakłada się na obie przednie kończyny pętlę ze sznurka, zaczepiając ją poniżej raciczek dodatkowych i prowadząc przez grzbiet. Ten sam cel osiąga się zaczepiając kończyny przednie metalowymi hakami odpowiedniej długości o oczodoły lub o przewód słuchowy zewnętrzny tj. o otwór uszny (rys. 12). Cały zespół powyższych czynności, składających się na proces uboju świni bekonowej, można przykładowo rozdzielić w ten sposób: Jeden pracownik zakłada pętlę na tylną prawą kończynę i zahacza świnię na dźwigu mechanicznym; można mu również powierzyć wb;janie pala w otwór gębowy po zasztyletowaniu świni i wrzucanie po dwie sztuki równocześnie do basenu z gorącą wodą. Jeden pracownik — sztyletuje czyli zakłuwa świnię. Dwóch pracowników, stojących po przeciwległej stronie basenu, wbija haki w kąt żuchwy, osmykuje szczecinę z uszu, zeskrobuje ją z czaszki, podaje haki następnym, pomagając wyciągnąć świnię z basenu, na stole osmykują kończyny przednie i tylne i wreszcie wyjmują oczy z oczodołów. Dwóch pracowników wyciąga świnie z basenu, jeden wyrywa ręcznie najwartościowszą szczecinę z grzbietu i układa oddzielnie, drugi kończy oczyszczanie głowy ze szczeciny. Zaczepienie kończyny przedniej o otwór uszny hakiem metalowym Czterech pracowników oczyszcza świnię ze szczeciny w ten sposób że po dwóch stoi naprzeciwko siebie: jeden przy głowie, drugi przy zadzie; u pasa mają oni małe haczyki do ściągania puszek rogowych z racic. Dwóch pracowników: jeden stojący przy głowie polewa świnię wodą z natrysku i poprawia oczyszczenie głowy ze szczeciny, drugi z przeciwka preparuje ścięgna kończyn tylnych, nakłada krępulec, zakłada go na opuszczone ramię kolejki napowietrznej i podnosi ramię kołowrotem, aby tusza posunęła się w kierunku pieca. Jeden pracownik — opala tuszę w piecu duńskim. Jeden pracownik — po opaleniu myje tuszę szczotką ryżową, osadzoną na długim trzonie; mycie to wykonuje się pod natryskiem. Jeden pracownik — oskrobuje brzuszną i dolną część tuszy (w pozycji wiszącej) od drugiej pary sutek w dół. Jeden pracownik — wykonuje te same czynności od drugiej pary sutek w górę z przesunięciem tuszy pod następny natrysk. Jeden pracownik — oskrobanie grzbietu tuszy w górnej części. Jeden pracownik — oskrobanie grzbietu w dolnej części tuszy i przesunięcie jej pod dalszy natrysk. Jeden pracownik — pod następnym natryskiem czyści szczotką ryżową stopki tylne i ogon, po czym przesuwa tusze pod ostatni natrysk. Jeden pracownik — kontrola „toalety" tuszy od strony brzusznej. Jeden pracownik — wykonuje te same czynności odnośnie strony grzbietowej; obi stadia kontroli polegają głównie na sprawdzeniu czy naskórek jest dobrze usunięty z warstwy skóry właściwej. Jeden pracownik — wypatroszenie jamy brzusznej. Jeden pracownik — wyjęcie podrobów. Pomocnik ewentualnie opłukuje podroby w zimnej wodzie i wiesza na haku do badania. Jeden pracownik — wyjęcie sadła. Jeden pracownik — obmycie głowy i kończyn przednich z ewentualnych zanieczyszczeń przy patroszeniu. Jeden pracownik — nacięcie słoniny i pikowanie. Jeden pracownik — numerowanie kolejne tusz i oznaczanie wagi rzeźnej. W tym stadium obróbki jeden pracownik z personelu rzeźnianego pobiera próbki na włośnie. Dwóch pracowników — jeden wytłacza tuszem jadalnym znak pochodzenia (Polish), pomocnik przytrzymuje świnię i obcina sutki. Dwóch pracowników — do wycinania pokrzepu; operujący tasakiem przytrzymuje specjalnym hakiem w lewej ręce prawą połówkę tuszy, a pomocnik odciąga lewą uchwyciwszy za ogon. Jeden pracownik — do pomocy lekarzowi weterynarii przy badaniu. Jeden pracownik — wypala znaki weterynaryjne i zakłada pętlę na kończyny przednie. Jeden pracownik — wypala znaki firmowe. Powyższy zespół trzydziestu trzech pracowników może dokonać uboju i rozbiórki do opisanego stadium 135 do 140 świń na godzinę. 2. ROZBIÓRKA ŚWINI BEKONOWEJ W opisanym powyżej stadium obróbki, po oznaczeniu wagi rzeźnej, przesuwa się tusze bekonowe kolejką napowietrzną do przewiewni, gdzie pozostają aż do całkowitego ostygnięcia. Czas potrzebny na to ostygnięcie wynosi przeciętnie najmniej 12 godzin. Tusze wystudzone do temperatury 10°C poddaje się dalszej rozbiórce, którą wykonuje się w przewiewni. Pod określeniem rozbiórki świni bekonowej nie rozumie się czynności, zmierzających do drobnicowego podziału tuszy, przeznaczonej na rynek wewnętrzny, lecz tylko usunięcie części mało wartościowych i pozostawienie na eksport wyłącznie części wysoko wartościowych. Długi szereg tych czynności rozpoczyna wycięcie głowy ze stawu potylicznego w pozycji wiszącej, po czym oddzielone połówki przenosi się na stół i wycina kręgi szyjne. Podstawą tej czynności jest jak najpłytsze cięcie i nienaruszenie przyczepów mięśni do kręgów. W masie mięśni szyjnych pozostają zatem po wycięciu kręgów resztki wszystkich wyrostków poprzecznych kręgów szyjnych. Następnie przystępuje się do wyjęcia łopatki, przygotowując to przez zrobienie 2 do 3 cm długiego cięcia mięśni na wysokości stawu barkowego. Poszukiwane miejsce do zrobienia tego cięcia najlepiej znaleźć w ten sposób: w myśli prowadzi się linię prostą, łączącą szczyt wyrostka łokciowego z górnym kątem, jaki powstał na tułowiu po odcięciu głowy. Na tej linii na wysokości dolnej krawędzi grupy mięśni długich szyi prowadzimy wspomniane cięcie skośnie w kierunku na grzbiet. Na krawędzi stołu wyłamuje się łopatkę w stawie barkowym i wkładając dłuto przez powstały w ten sposób otwór „obrabia się" łopatkę czyli uwalnia z otaczających ją mięśni. Dłuto prowadzi się przy tym ściśle po kości łopatkowej. Po należytym obrobieniu łopatki, zakłada się na jej główkę specjalne obcęgi i całość wyrywa siłą. Obcęgi do wyrywania łopatki są zawieszone na pasie przerzuconym przez ramię i tak skonstruowane, że im większa siła ciągnąca na nie działa, tym silniej zamykają się. Wyrywając łopatkę przechyla się pracownik całym tułowiem do tyłu, opiera kolanem tuż przed mostkiem i trzyma jedną ręką za mostek, a drugą za kręgosłup. Wyrwaniu ulega tylko sama kość łopatkowa, podczas gdy chrząstka łopatkowa pozostaje w naturalnym położeniu w tuszy. Wyciąganie łopatki jest jedną z najtrudniejszych i największego nakładu siły wymagających czynności w całym procesie obróbki bekonu. Powstała w mięśniach po wyjęciu łopatki kieszeń nie powinna być duża, o brzegach nie poszarpanych, a sam otwór wejściowy tak umieszczony, aby mięśnie szyi przykryły go całkowicie. Z kolei następuje cały szereg czynności o charakterze „toalety" tuszy. Ściśle przy przyczepie odcina się więc przeponę i oczyszcza jamę brzuszną z tłuszczu czyli dosłownie z resztek sadła, które zbierają się przede wszystkim w dwóch miejscach na powłokach brzusznych tuż nad górną krawędzią mięśni brzusznych oraz w miejscu o wyglądzie ścięgnistym, leżącym nad górną krawędzią mięśnia prostego brzucha w tylnej części jamy brzusznej. Równocześnie z tym wycina się z powierzchni wewnętrznej ściany brzusznej wszystkie strzępki nerwów, naczyń krwionośnych i limfatycznych. Przy usuwaniu przepony należy pamiętać, aby nie strzępić i nie kaleczyć opłucnej żebrowej jak również nie uszkodzić miejsc przyczepów mięśni brzusznych do żeber. Na zakończenie pracy przy przedniej części połówki odcina się nożem mostek, tak aby jego zewnętrzna krawędź pozostała jeszcze przy żebrach i obcina piłką kończynę przednią w górnym stawie śródręcza. Punktem orientacyjnym przy obcinaniu jest kość grochowata, znajdująca się w tylno-bocznej części nadgarstka. Kość grochowatą nadgarstka można łatwo znaleźć wykonując ruchy wahadłowe kończyną tj. zginanie i prostowanie w górnym stawie napięstkowym. Przy odcinaniu kończyny kładzie się piłkę tuż powyżej wymienionej kości grochowatej prostopadle do osi długiej kończyny. Po ukończeniu zabiegów na części przedniej tuszy przystępuje się do wykonania odpowiednich czynności na zadniej ćwiartce. Zespół tych czynności rozpoczyna się od wycięcia polędwiczki oraz mięśni, wyściełających jamę miedniczną od występu kości krzyżowej po spojenie łonowe. Przy wycinaniu tym trzeba uważać, by nie uszkodzić mięśni brzusznych, a jednocześnie dobrze i mocno po kościach prowadzić nóż celem starannego usunięcia zbytecznego umięśnienia. Dalej następuje druga z najtrudniejszych czynności obróbkowych, a mianowicie wycięcie kości miednicznych. Fachowo usuwanie kości miednicznych określa się terminem wycinania krukówki. Czynności tej dokonuje się stosując na przemian nóż lub piłę. Piłę kładzie się na kości miednicznej poniżej spojenia łonowego, równoległe do jego dolnej krawędzi i przecina kość kulszową. Po przepiłowaniu kości kulszowej, wkłada się kciuk w otwór zasłonowy i odchyla ją silnie do przodu, aby dzięki temu dojść jak najłatwiej do stawu biodrowego. Następnie przecina się nożem połączenia stawu biodrowego tj. torebkę stawową i leżące w stawie wiązadło obłe oraz po zewnętrznej powierzchni kości biodrowej posuwa się nóż do przodu, trzymając go w dalszym ciągu tuż przy kości i możliwie poziomo. Staw biodrowy można łatwiej otworzyć na tępo, tj. bez posługiwania się nożem. W tym wypadku należy uchwycić prawą ręką za stopkę tylną, przekręcić całą kończynę prostopadle do powierzchni stołu, uchwycić lewą ręką za szynkę z przodu i powyżej stawu kolanowego (tj. za mięsień czworogłowy uda) i w tym położeniu uderzyć tylną częścią połówki jak najsilniej o płytę stołu. Charakterystyczny oddźwięk, przypominający pęknięcie kości, świadczy o rozerwaniu się torebki stawu biodrowego oraz wiązadła obłego. Po otworzeniu stawu biodrowego jednym czy drugim sposobem oraz po wystarczającym podcięciu kości kulszowej i biodrowej wkłada się w odchylenie piłę i przecina kość biodrową, kierując ostrze piły do przodu. W umięśnieniu przednio - górnej części szynki pozostaje zatem skrzydło kości biodrowej Po wycięciu krukówki główka kości udowej, skrzydło kości biodrowej i guz kulszowy leżą w masie mięśni tylnej ćwiartki tuszy na jednej płaszczyźnie. Jak i inne cięcia, tak i wycinanie krukówki musi być wykonane starannie. Nie mniej starannie należy wyciąć resztki kości krzyżowej oraz kręgów ogonowych, zeskrobać mięśnie, zakrywające wiązadło krzyżowo- miedniczne i zaokrąglić kształt szynki przez ścięcie paska słoniny w okolicy odbytowej. Szczególnie trzeba uważać, aby nie uszkodzić wiązadła krzyżowo - miednicznego tj. ścięgnistej błony w tylno - górnej części szynki ani też mięśni czy słoniny w tej okolicy tuszy. Zakończeniem rozbiórki tuszy bekonowej jest pierwsza kontrola porozbiorowa. W ramach jej stwierdza się czy nie ma zakrwawień w kieszonce podłopatkowej na skutek skaleczenia splotu naczyń krwionośnych powstałego przy uboju (tj. kłuciu) jak również stwierdza się stopień postrzępienia mięśni, wycina niedopatrzone strzępki i wygładza ewentualnie powierzchnie cięć. Rozbiórkę świni bekonowej, podczas której następuje zasadnicze uformowanie według potrzeb rynku angielskiego, wykonuje się podobnie zresztą jak ubój, wyłącznie systemem taśmowym. W opisanych poprzednio warunkach lokalnych i technicznych rozdział pracy w kolumnie rozbiórkowej przedstawia się następująco: Jeden pracownik — odcięcie głowy. Jeden pracownik — wycięcie kręgów szyjnych. Dwóch pracowników — podrabianie łopatek; jeden z nich podrabia łopatkę w jednej, a drugi w następnej połówce. Dwóch pracowników — wyrywanie łopatek. Trzech lub nawet czterech pracowników — do zrobienia „toalety" tuszy czyli oczyszczenia; jeden z nich czyści przyczep przepony, drugi jamę brzuszną w części górnej, wycinając przy tej okazji polędwiczkę, trzeci jamę brzuszną w części dolnej, a czwarty wycina mostek i obcina przednią kończynę. Dwóch pracowników — wycinanie krukówki, jeden pracuje nożem, drugi piłą. Jeden pracownik — pierwsza kontrola obróbki. Dwóch do czterech pracowników — znoszenie połówek na stół, odnoszenie gotowych i zawieszanie na kolejce napowietrznej. Kolumna rozbiórkowa winna zatem liczyć 14 do 17 pracowników. Jej wydajność w takim składzie może dochodzić do 100 rozebranych świń w ciągu jednej godziny. 3. PEKLOWANIE BEKONU Po rozbiórce przesuwa się tusze do chłodni, w której przebywają co najmniej 12, a zwykle 24 godziny. W tym czasie ciepłota tusz mierzona na głębokości 8 do 10 cm pod powierzchnią opada do temperatury ± 40C. i tusze są gotowe do dalszej przeróbki. W żadnym wypadku ciepłota mięsa pod wpływem chłodzenia nie może opaść poniżej ± 20C. Po osiągnięciu pożądanej temperatury mięsa następuje w chłodni ostateczne uformowanie bekonu i nasycenie go solanką, a po przeniesieniu do peklowni — peklowanie. Peklowanie jest — jak wiadomo ogólnie — bardzo skomplikowanym procesem, zachodzącym w mięsie pod działaniem takich związków chemicznych, jak sól kuchenna, saletra i inne. Jak złożony jest ten proces może świadczyć fakt, że niektórzy uczeni wymieniają aż 16 składowych, odcinkowych procesów zachodzących w mięsie pod wpływem działania li tylko soli kuchennej i saletry, a więc zasadniczych substancji, używanych do peklowania bekonu. Suma tych 16 fragmentarycznych procesów, a raczej ich wypadkowa daje te dostrzegalne mikroskopowo i innymi metodami potwierdzone zmiany mięsa, które ujmujemy jednym wyrazem „peklowanie". W rzeczywistości zachodzą w mięsie, a więc i w bekonie podczas peklowania następujące zmiany i przeobrażenia: A. Efekty wspólnego działania soli i saletry. 1. Z mięsa dyfundują różne związki, a mianowicie: a) woda, b) ciała białkowe i inne białkom podobne połączenie chemiczne oraz c) związki mineralne. 2. Mięso chłonie cały szereg związków i ciał jak: a) sól kuchenną, b) saletrę oraz c) wodę. 3. Fizyczna i chemiczna struktura mięsa, przede wszystkim tkanki mięsnej i tkanki łącznej ulega zmianie. B. Efekty działania soli kuchennej. 4. Sól kuchenna działa na protoplazmę mikrobów: a) na drodze fizycznej odwadniająco, stając się przez to przyczyną ich plazmolizy oraz b) na drodze chemicznej dzięki oddziaływaniu kationów Na i anionów Cl. 5. W stosowanych normalnie przy peklowaniu stężeniach sól kuchenna działa hamująco na rozwój bakterii lub też na wytwarzanie przez nie fermentów proteolitycznych, wywołujących niepożądane zmiany w mięsie, innymi słowy posiada ona konserwujące właściwości. 6. Sól kuchenna sprzyja rozwojowi flory bakteryjnej, która przyczynia się do powstania przyjemnego zapachu mięsa peklowanego; poza tym sól kuchenna sprzyja redukcji saletry w nitryt i działa antagonistycznie w stosunku do flory, wywołującej rozkład gnilny mięsa. 7. Sól kuchenna wchodzi z białkiem mięsą w hipotetyczny związek, którego ciśnienie osmotyczne jest inne niż ciśnienie osmotyczne białka niezmienionego. 8. Sól kuchenna inaktywuje fermenty autolityczne, a w przeciwieństwie do tego uaktywnia enzymy lipolityczne. 9. Sól kuchenna zmienia naturalny barwik mięsa na związek o brudno-szarym zabarwieniu. 10. Zawarte w soli kuchennej zanieczyszczenia wpływają na jej działanie. 11. Sól kuchenna zmienia stężenie jonów wodorowych czyli odczyn. C. Efekty działania saletry. 12. Barwik krwi tworzy z powstałym z saletry i nitrytu azotem związek o żywo czerwonym, pożądanym zabarwieniu. 13. Uwolnione z saletry i nitrytu kwasy łączą się z ciałami białkowymi mięsa. 14. Dzięki redukcji saletry na nitryt działa ona również pośrednio bakteriobójczo. 15. Saletra działa także bezpośrednio bakteriobójczo. Zarówno w powyższym zestawieniu jak i w samym peklowanym bekonie najbardziej widocznymi zmianami są zmiany jego właściwości organoleptycznych, jak smak, barwa i konsystencja. Dla uzmysłowienia sobie czym jest faktycznie peklowany bekon, trzeba w pierwszej linii poznać dokładniej działanie soli kuchennej i saletry. Teoretyczna znajomość tego działania pozwala już wielokrotnie na interwencję i ingerencję w wypadku, gdy przebieg lub efekt peklowania nie jest zadawalający. Działanie soli kuchennej jak i saletry jest dwojakie: na drobnoustroje i na samo mięso. Dlatego też zagadnienie to trzeba rozważać co najmniej z dwóch punktów widzenia. a) Sól kuchenna i jej działanie Zasadniczym i bodajże najpopularniejszym środkiem konserwującym jest sól kuchenna. Można śmiało zaryzykować twierdzenie, że gdyby nie sól kuchenna cały przemysł spożywczy nabrałby zupełnie innego charakteru, a może byłby w ogóle w swoich podstawowych założeniach poważnie zagrożony. Sól kuchenna jest i pozostanie niezbędnym i nie zastąpionym środkiem do peklowania mięsa. Sól kuchenna stanowi ciało stałe, sypkie, niejednolite pod względem chemicznym w tym znaczeniu, że jest to mieszanina różnych związków z ogromną przewagą ilościową chlorku sodu. Ilość chlorku sodu może być tak duża, że wyklucza wszelkie przymieszki. Domieszkami chlorku sodu w soli kuchennej są najczęściej: siarczan wapnia, siarczan magnezu, siarczan sodu, chlorek magnezu, chlorek potasu oraz sole jodowe, litowe, bromowe i inne. Zawartość wody w soli kuchennej waha się między 0% a 10%. Począwszy od zawartości wody równej 4%, sól kuchenna wydaje się być przy dotyku wilgotna. W przeciwieństwie do tego chemicznie czysty chlorek sodu jest stosunkowo mało higroskopijny, gdyż jego maksymalna chłonność zostaje już wyczerpana ilością wody, równą 0,5% wagi. W zależności od źródła pochodzenia oraz sposobu otrzymywania soli rozróżnia się jej kilka gatunków, z których w naszych warunkach w przetwórstwie bekonowym największe znaczenie mają dwa gatunki, a mianowicie sól kamienna i sól warzona. Pierwszy gatunek soli otrzymuje się w stanie stałym w postaci brył, które poddaje się zmieleniu. Sól drugiego gatunku otrzymuje się — jak już sama nazwa wskazuje — przez wyparowanie wody słonej, a więc przez wyparowanie wody morskiej lub śródlądowej solanki. Bez względu na sposób otrzymania sól kuchenna winna być sucha, czysta, biała i krystaliczna. Wielkość kryształów jest zależnie od gatunku soli różna: warzonka ma kryształki tak drobne, że makroskopowo wydaje się być proszkiem bezpostaciowym. Sól kamienna w zależności od stopnia rozdrobnienia może być grubo-, średnio- lub drobnoziarnista, przy czym każdy z tych rodzajów znajduje inne zastosowanie praktyczne. I tak np. do peklowania bekonów zaleca się używanie przede wszystkim soli drobnoziarnistej. Barwa żółtawa, szarawa lub niebieskawa świadczy o niskim gatunku soli tj. o dużej domieszce wymienionych powyżej przymieszek. Zmieniony tj. inny niż słony smak świadczy również o tych domieszkach. Dobra sól kuchenna nie powinna zawierać wody więcej niż 5,0%, a chlorku sodowego w warzonce najmniej 92% i 97,5% w soli kamiennej. W praktycznym zastosowaniu dwa wymienione poprzednio gatunki soli — sól kamienna i warzonka — różnią się przede wszystkim tym, co praktyk określa siłą soli, a co nie jest niczym innym, jak różnym ciężarem właściwym; 1 kg warzonki ma objętość 1046 do 1363 ccm, podczas gdy ta sama waga soli kamiennej zajmuje objętość 875 do 958 ccm. Na skutek tego w jednej i tej samej objętości mamy faktycznie o jedną czwartą więcej soli kamiennej niż warzonki. Dlatego też jednostką miary dla soli nie może być objętość, lecz wyłącznie waga. Przy peklowaniu bekonów stosuje się sól przede wszystkim w postaci solanki czyli wodnego roztworu. W czasie rozpuszczania się soli w wodzie obniża się jej temperatura. Z punktu widzenia chemii rozpuszczanie soli w wodzie jest zatem reakcją endotermiczną, pochłaniającą ciepło. Powstawanie nasyconego roztworu soli kuchennej pochłania tyle ciepła, że temperatura wody obniża się o 30. Również punkt zamarzania wodnych roztworów soli kuchennej jest niższy od punktu zamarzania wody i to tym niższy, im roztwór jest bardziej stężony. Faktem tym tłumaczy się np. zjawisko, że punkt zamarzania peklowanego bekonu jest niższy od punktu zamarzania świeżego mięsa. Z drugiej strony punkt wrzenia roztworów soli kuchennej jest także wyższy od temperatury wrzenia czystej wody. Nasycony roztwór soli kuchennej wrze dopiero przy 108 do 1190. Nienasycone roztwory soli kuchennej można przez obniżenie temperatury doprowadzić do większego stężenia, a nawet do całkowitego nasycenia. W trakcie tego woda wykrystalizowuje się w postaci lodu. Rozpuszczalność soli rośnie ze wzrostem temperatury wody, lecz nie ma tu zależności wprost proporcjonalnej. Domieszki soli kuchennej zwiększają z reguły nieco rozpuszczalność. Amerykańscy fachowcy uważają stężenie roztworu równe 26,5% za maksymalne. Należy jednak dodać, że chodzi tu o sól starannie wysuszoną i magazynowaną. Dodatek do roztworu saletry i nitrytu zmienia jedynie nieznacznie rozpuszczalność soli kuchennej. Przypuszczalnie saletra potasowa zwiększa nieco tę rozpuszczalność, a sodowa raczej obniża. Mięso zawdzięcza swoją trwałość i swoją oporność na rozkład przede wszystkim soli kuchennej. Zwykle konserwujące działanie soli kuchennej występuje jako odwodnienie mięsa. W istocie rzeczy na działanie to składa się cały szereg skomplikowanych procesów, w części nawet niezupełnie dotąd wyjaśnionych. Sól kuchenna oddziaływuje na bakterie fizycznie oraz drogą chemiczną poprzez oddziaływanie kationu Na i anionu Cl. Badania Lindeta zdają się wskazywać, że bakteriobójcze działanie soli polega głównie na plazmolizie. W przeciwieństwie do tego, zwolennicy teorii kationowych widzą w tym skutek działania sodu. Inaczej jeszcze dowodzą Rockwell i Ebertz, którzy twierdzą, że bakteriobójcze działanie soli kuchennej to efekt, na który składa się odwodnienie, wpływ chloru, wyeliminowanie tlenu, uczulenie na wpływ dwutlenku węgla oraz interferencja z szybko zaczynającym się oddziaływaniem fermentów proteolitycznych. Na koniec inna hipoteza głosi, że przyczyn konserwującego działania soli kuchennej należy doszukiwać się w jej zdolności inaktywizacji wszystkich fermentów, a więc fermentów autolitycznych, pochodzących z włókna mięsnego na równi z diastatycznymi i proteolitycznymi fermentami bakteryjnego pochodzenia. Bakteriobójcze działanie soli kuchennej nie jest absolutne w tym sensie, że niszczy ono zawsze i wszystkie bakterie. W doświadczeniach Forstera czyste hodowle gronkowców, paciorkowców i włoskowców różycy posypane solą utrzymały się w stanie żywym przez kilka tygodni, a nawet przez kilka miesięcy. Podobnie mogą zachowywać się prątki gruźlicy, pałeczki paratyfusu i inne. Przetrwalniki są z reguły więcej odporne na działanie soli kuchennej niż same formy wegetatywne. W przeciwieństwie do tych bakterii, obojętnych w pewnym sensie na sól, są inne bakterie, które wymagają po prostu do swego życia i rozwoju środowiska słonego. Dzięki tym ostatnim bakteriom, do których między innymi należą bakterie denitryfikujące, mięso peklowane nabiera pożądanych cech organoleptycznych. Oprócz bakterii również drożdżaki i pleśnie wymagają obecności soli kuchennej w podłożu, na którym żyją. Swoje konserwujące zadanie sól kuchenna wypełnia tym lepiej, im mniejsza ilość bakteryj wegetować będzie na mięsie i przyrządach, z którymi mięso się styka, a więc tym łatwiej, im mięso i przyrządy będą więcej jałowe. Wiadomo zaś, że warunek ten będzie tym lepiej spełniony, im tok pracy będzie higieniczniejszy, co sprowadza się w pierwszym rzędzie do przestrzegania czystości. Poza tym konserwujące działanie soli kuchennej będzie tym pełniejsze, im bardziej się utrudni przez chłodzenie rozwój drobnoustrojów, bytujących już na mięsie i przyrządach. W odniesieniu do tej relatywnej siły bakteriobójczej soli kuchennej należy jeszcze nadmienić, że czas, jaki upływa między rozpoczęciem się proteolizy bakteryjnej a ukazaniem się w mięsie produktów rozpadu gnilnego, zależy w pierwszym rzędzie od ilości i rodzaju bakterii proteolitycznych, a po wtóre od stężenia roztworu soli. W normalnych warunkach czas trwania procesu peklowania jest krótszy od okresu inkubacyjnego rozkładu gnilnego. W okresie tym można się liczyć z wystarczająco silnym hamowaniem rozwoju bakterii gnilnych przez sól. Sól kuchenna jest jednak nie tylko w stosunku do drobnoustrojów ciałem obcym i trującym, lecz również i dla tkanki mięsnej, Tkanka żywa i martwa jakiś czas po śmierci broni się przed wtargnięciem niepożądanych jonów, wykorzystując przy tym swoją naturalną, anatomiczno-histologoczną budowę, jak np. powięzie i inne błony ścięgniste. Chłonienie soli przez mięśnie uszkodzone jest wobec tego większe niż przez nieuszkodzone. Najsilniej chłoną sól mięśnie rozdrobnione, posiekane czy też poszarpane Poza tym zdolność ta rośnie w miarę postępowania procesu dojrzewania mięsa. Punkt szczytowy tej zdolności osiągnięty zostaje w jakiś czas po wystąpieniu stężenia pośmiertnego. Z drugiej strony ilość wchłoniętej przez mięso soli zależy od stopnia jego wodnistości, od zawartości wody. Mięso nie może nigdy wchłonąć soli ponad ilość, która może się, teoretycznie biorąc, rozpuścić w wodzie niezwiązanej. Jeżeli więc przyjmiemy, że ogólna zawartość wody w mięsie wynosi 75%, a maksymalna rozpuszczalność soli 35%, wówczas maksymalna teoretyczna zawartość soli w mięsie jest równa 26%. Ponieważ jednak związana woda mięśni nie wchodzi w grę jako rozpuszczalnik soli, zawartość jej w mięsie nie przekracza nigdy 15%. Szybkość przenikania soli do mięsa, szybkość jej rozchodzenia się w mięsie oraz efektywna ilość soli, pozostającej w mięsie po ukończeniu peklowania, zależy od całego szeregu czynników, z których na podkreślenie zasługuje wpływ temperatury, czas trwania procesu peklowania, stężenie solanki oraz stan fizjologiczny mięsa, a przede wszystkim jego wilgotność. Ogólnie wiadomo, że peklowanie przebiega tym szybciej, im temperatura solanki i peklowni jest wyższa. Na odwrót, niskie temperatury mogą proces ten całkowicie zahamować. Ponieważ na stan fizjologiczny mięsa wpływa również czas, jaki upłynął od uboju zwierzęcia do chwili rozpoczęcia peklowania, efekt tego procesu jest wynikiem wielkości tego okresu. W naszych warunkach, a także w Anglii i USA peklowanie mięsa rozpoczyna się natychmiast po należytym wystudzeniu. Szybkość i zdolność chłonienia soli przez mięso ulegają zresztą też najprawdopodobniej odchyleniom w zależności od stanu zdrowia zwierzęcia, stopnia wykrwawienia, rasy, wieku i żywienia. Przykładem wpływu żywienia zwierzęcia na efekt peklowania może być stwierdzenie, że mięso wodniste chłonie dziesięć razy więcej soli niż tłuste. Na tym również zjawisku opiera się fakt, że najtrudniej jest peklować słoninę. Rozmieszczenie soli w peklowanym mięsie zależy głównie od zastosowanej metody. I tak przy suchym i zalewowym peklowaniu najwięcej soli zawierają zewnętrzne partie danego kawałka mięsa, przy metodzie nastrzykowej śródmięśniowej części naokoło kanału wkłucia, a przy beisserowskiej metodzie peklowania dotętniczego części wzdłuż naczyń włoskowatych. Podczas suchego i mokrego zalewowego peklowania sól wnika z powierzchni w głąb mięsa, przy czym im powierzchnia mięsa ma bardziej nie uszkodzoną skórę lub też im więcej tłuszczu zawierają zewnętrzne warstwy danego kawałka, tym przenikanie idzie wolniej. Wyrównanie zawartości, tj. równomierne rozprowadzenie soli po całym kawałku, uzyskuje się przez wędzenie i gotowanie. Wyrównaniu temu sprzyja także kombinowane stosowanie dwu lub więcej metod. W wypadku peklowania bekonu zadanie to spełnia peklowanie zalewowe w połączeniu z nastrzykiwaniem śródmięśniowym. Równocześnie z chłonieniem soli kuchennej następuje przesunięcie wody z solanki do mięsa i na odwrót. W początkowym okresie peklowania następuje dyfuzja wody z mięsa. Szybkość tej dyfuzji jest wprost proporcjonalna do stężenia solanki. Po pewnym jednak czasie następuje wręcz odwrotne zjawisko. Z roztworu soli kuchennej czyli solanki woda przenika z powrotem do mięsa. W ostatniej zatem fazie peklowania mięso chłonie wodę. Z angielskich badań wynika, że przyczyny tego zjawiska należy doszukiwać się w powstaniu związku soli kuchennej z białkiem mięsa. Ciśnienie osmotyczne tego hipotetycznego związku ma być większe od ciśnienia osmotycznego solanki. Z chwilą powstania połączenia soli kuchennej z białkiem, solanka staje się roztworem hipotonicznym i traci wodę na korzyść roztworu hipertonicznego. Woda przenika tedy z solanki do mięsa. Według Moultona, stosunek ilościowy wody do białka w mięsie nie peklowanym wynosi 4 : 1, podczas gdy w mięsie peklowanym stosunek ten wyraża się cyfrą 18 :1, co wskazuje na zwiększenie zawartości wody i tym samym na słuszność powyższej hipotezy. Nic tedy dziwnego, że niektórzy badacze uważają, że w czasie peklowania nie ma w ogóle utraty wody, nawet o charakterze przejściowym. Jednocześnie z pochłanianiem wody mięso zmienia swój start koloidalny, powiększając przy tym swoją objętość. Największe napęcznienie, tj. powiększenie objętości, wykazują mięśnie zanurzone do roztworów o 7 do 10% zawartości soli. In vitro powiększenie wagi może dojść wówczas do 80%. Cyfra ta nie stanowi jednak ostatecznych wielkości, gdyż przez stopniowe zwiększanie początkowo 2% stężenia roztworu można uzyskać przyrost wagi zanurzonego mięśnia, wynoszący przeszło 100%. Jest rzeczą oczywistą, że równocześnie ze zmianą objętości zmienia się na skutek pęcznienia struktura mięsa. Poprzeczne prążkowanie jest jednak zachowane, tylko włókna mięsne leżą ściślej obok siebie. Przestrzenie między włókienkowe mogą na skutek tego zwiększenia wymiarów poprzecznych włókienek zniknąć zupełnie. W czasie peklowania mięsa zachodzi jeszcze jedno zjawisko osmotyczne o całkowicie innym kierunku przebiegu niż chłonienie soli i wody. Solanka działa bowiem na mięso, a w pierwszym rzędzie na białko wyługująco. Słabe roztwory soli kuchennej mogą rozpuścić nawet 80% białka mięśni. Fakt, że pozostałe 20% białka nie rozpuszcza się mimo sprzyjających okoliczności, tłumaczy Smith przejściem tej reszty w postać nierozpuszczalną. Jest faktem bezspornym, że ilość białka rozpuszczonego w solance do peklowania zależy od stężenia soli kuchennej. Na podstawie badań Callowa można dojść do wniosku, że maksimum zdolności rozpuszczania białek zdradza roztwór o stężeniu soli równym 6 do 9%, przy czym ilość białka zawartego w takim roztworze może dochodzić do 4% wagi roztworu. Oprócz białka wyługowaniu podlegają przede wszystkim ciała wyciągowe, a w głównej mierze kwaśny fosforan wapnia. Poza tym w solance stwierdzono też pochodzące z mięsa lub wytwarzane przez bakterie enzymy, a więc oksydazę i dehydrogenazę. Tak przedstawia się peklowanie rozważane na podstawie teorii. Jest rzeczą oczywistą, że przy przemysłowym peklowaniu nie ma nigdy tak sprzyjających warunków jak w doświadczeniach laboratoryjnych, na podstawie których wysnuwa się klasyczne wnioski o peklowaniu. Przede wszystkim stosowane w przemyśle koncentracje solanki są o wiele wyższe niż te, przy których dochodzi do maksimum pęcznienia. Poza tym nie można zaprzeczyć, że peklowanie przerywa się jeszcze przed upływem czasu, potrzebnego do osiągnięcia tego maksimum. Nie dochodzi na skutek tego do tak znacznych przyrostów wagowych, o których była mowa w doświadczeniach laboratoryjnych. Jest jednak faktem, że — jak to Nothwang, a później Rubner stwierdzili — raz następuje zwiększenie wagi, a innym razem zmniejszenie. W zależności bowiem od stężenia solanki i mniej czy więcej przypadkowego odczynu jej dochodzi raz do pęcznienia, a drugi raz do odpęczniania mięsa. Na podstawie badań Cooka należy przyjąć, że w mocno kwaśnych (poniżej Ph 5,5) roztworach mięso wieprzowe ulega odpęcznieniu. Najlepsze warunki dla pęcznienia mięsa stwarza odczyn prawie obojętny lub lekko kwaśny (powyżej Ph 6,4). Wpływ stężenia solanki można ująć w twierdzenie, że przy słabych roztworach tj. do 10% stężenia soli następuje pęcznienie mięśni i powiększenie wagi i objętości, a w nasyconych natomiast odpęcznienie oraz strata na wadze. Według Marienhagena, chcąc uzyskać możliwie soczysty produkt, należy go peklować w solance 10%. a) Saletra i jej oddziaływanie Samą już solą kuchenną bez dodatku innych środków można więc mięso wystarczająco zabezpieczyć przed rozkładem. W tym wypadku ma ono jednak kolor brudnoszary, jest twarde i łykowate. W usunięciu tych mankamentów wydatnie współdziała saletra. Przez to techniczne określenie bez podania przymiotnika można rozumieć azotan sodowy jak i azotan potasowy. Azotan potasowy to saletra potasowa czyli indyjska. Jest to sól bezbarwna, krystaliczna, której jedna część rozpuszcza się w 4 częściach wody zimnej. Rozpuszczalność saletry potasowej w wodzie ciepłej jest dziesięć razy większa. Smak saletry tej jest słono - gorzki. Rozcierana na sucho z siarką lub siarczynami łatwo wybucha. Saletra sodowa czyli chilijska jest azotanem sodowym, solą o właściwościach fizycznych, jak barwa, smak itp. zbliżoną do saletry potasowej, lecz cztery razy łatwiej rozpuszczalną. Znajdująca się w handlu saletra zawiera z reguły nieduży odsetek domieszki nitrytu. W przeciwieństwie do soli kuchennej rozpuszczalność obu gatunków saletry rośnie ze wzrostem temperatury wody. Przy rozpuszczaniu saletry obniża się znacznie temperatura roztworu. Zależność maksymalnej rozpuszczalności saletry od temperatury uwidocznia następujące zestawienie. W przemyśle mięsnym używa się najczęściej saletry potasowej, jakkolwiek między nią a saletrą sodową nie stwierdzono większych różnic pod względem oddziaływania na mięso. Higroskopijność saletry potasowej jest mniejsza niż sodowej. Fakt ten może być wytłumaczeniem powyższych różnic zastosowania. Riess i Meyer twierdzą, że obie saletry, otrzymane na drodze syntetycznej, mają identyczne właściwości użytkowe z naturalnymi. Amerykańscy i angielscy fachowcy uważają natomiast, że smak produktu zależy od gatunku saletry i że saletra sztuczna ma inne, mniej pożądane właściwości niż naturalna. Sprawa ta nie jest jednak definitywnie rozstrzygnięta, gdyż zauważone różnice w działaniu można z całym powodzeniem odnieść do różnej pod względem ilości przymieszki nitrytu. Podstawowego uzasadnienia używania saletry do peklowania należy doszukiwać się w jej zdolności wiązania się z barwikiem mięsa. W ten sposób bowiem powstaje nowy związek chemiczny, będący przyczyną czerwonej, apetycznej barwy mięsa peklowanego. Czerwień ta jest odporna na działanie wysokiej temperatury, jakkolwiek zmienia się przy tym jej odcień. Stałość barwnego związku saletry z barwnikiem mięsa jest najłatwiejszą do uchwycenia organoleptycznie różnicą z mięsem świeżym. Badania Haldena i Hoalanda wykazały, że chodzi tu o połączenie tlenku azotu, który uwalnia się z saletry po redukcji w nitryt, a także tlenku azotu, powstałego bezpośrednio z nitrytu, z barwikiem mięśni oraz jego związkami pochodnymi, zawierającymi żelazo.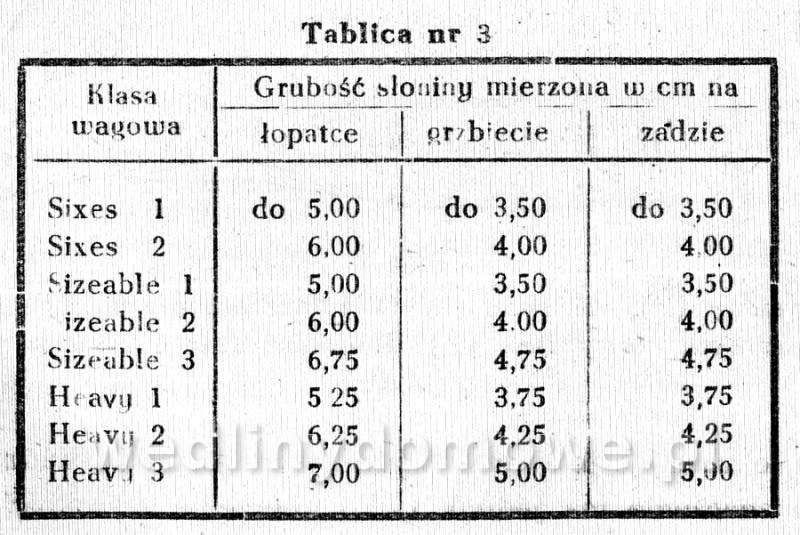
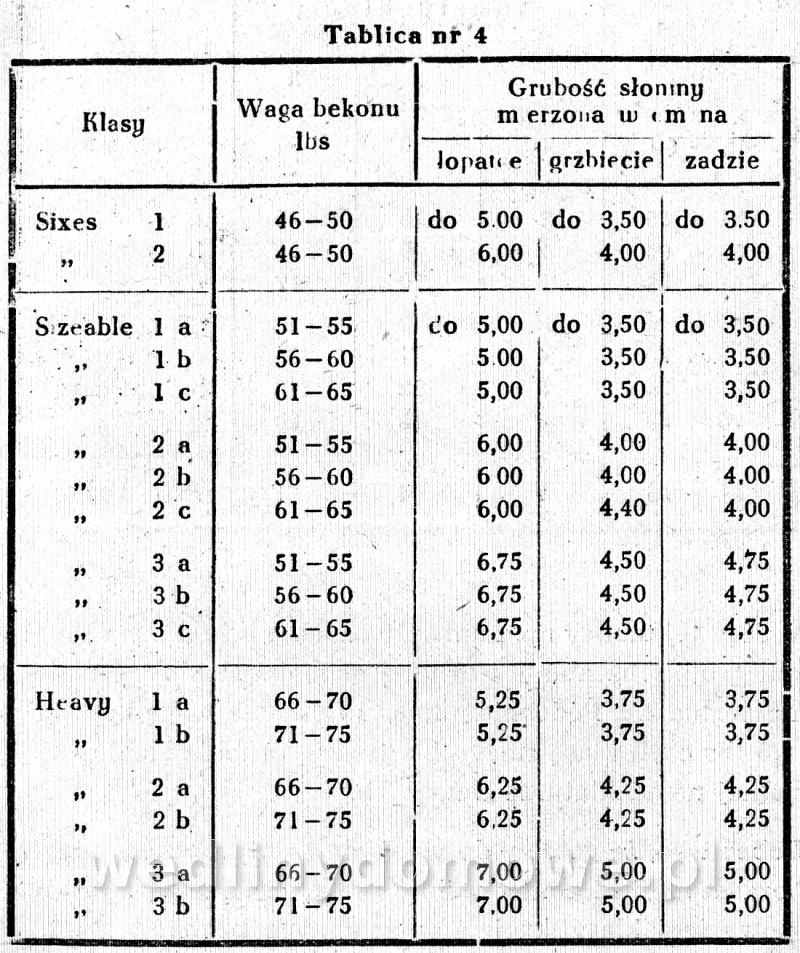
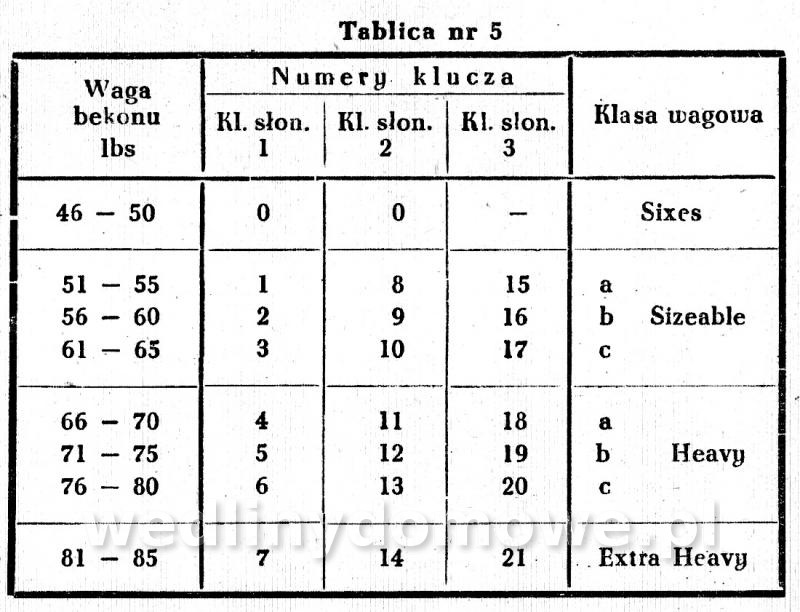
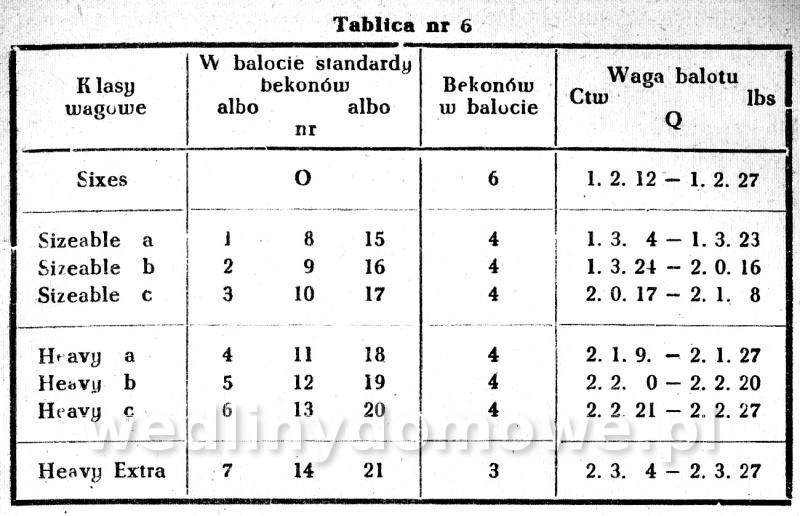
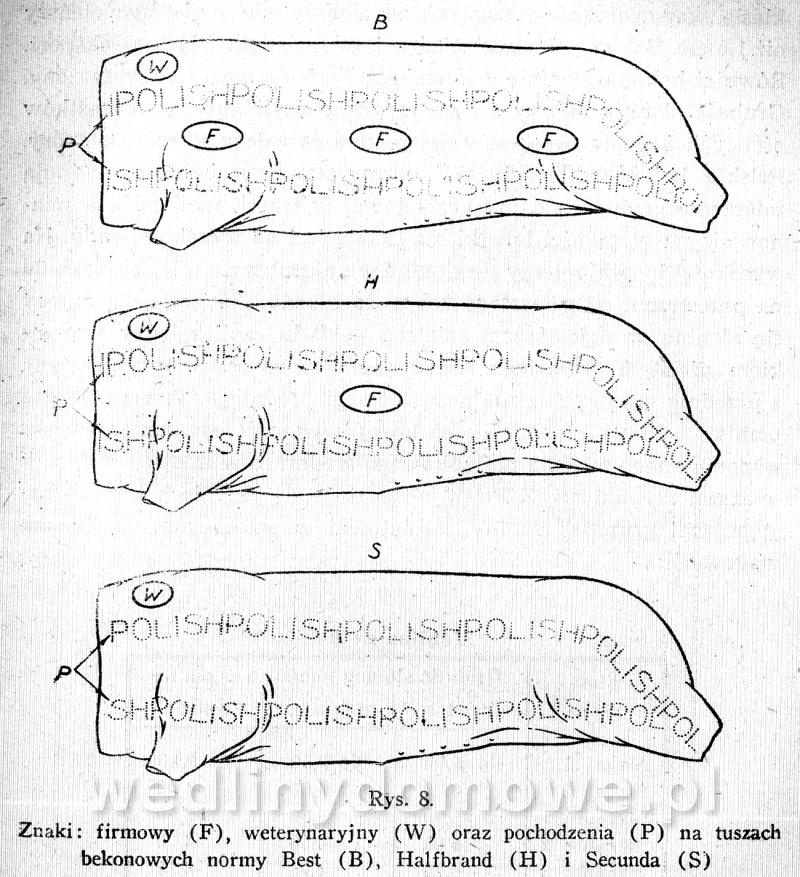
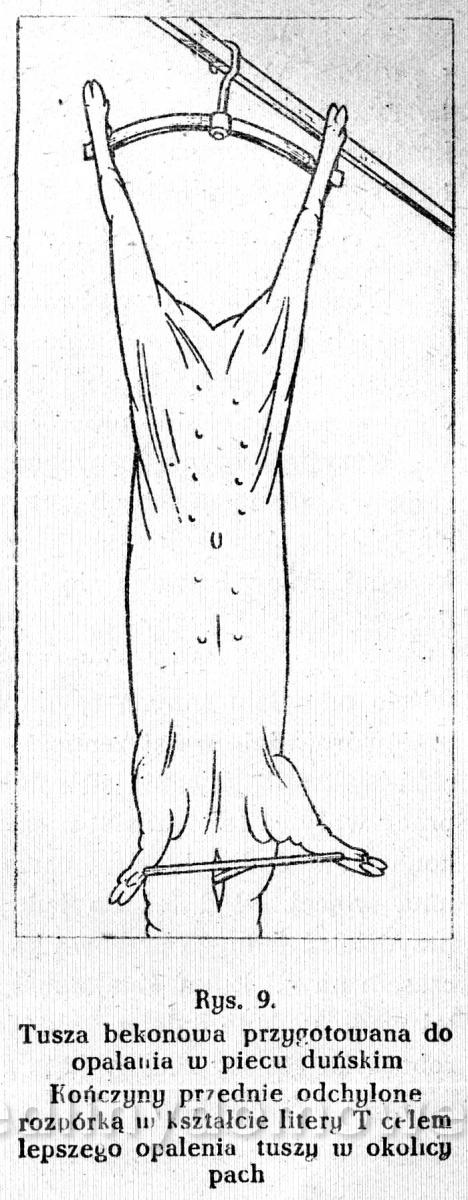
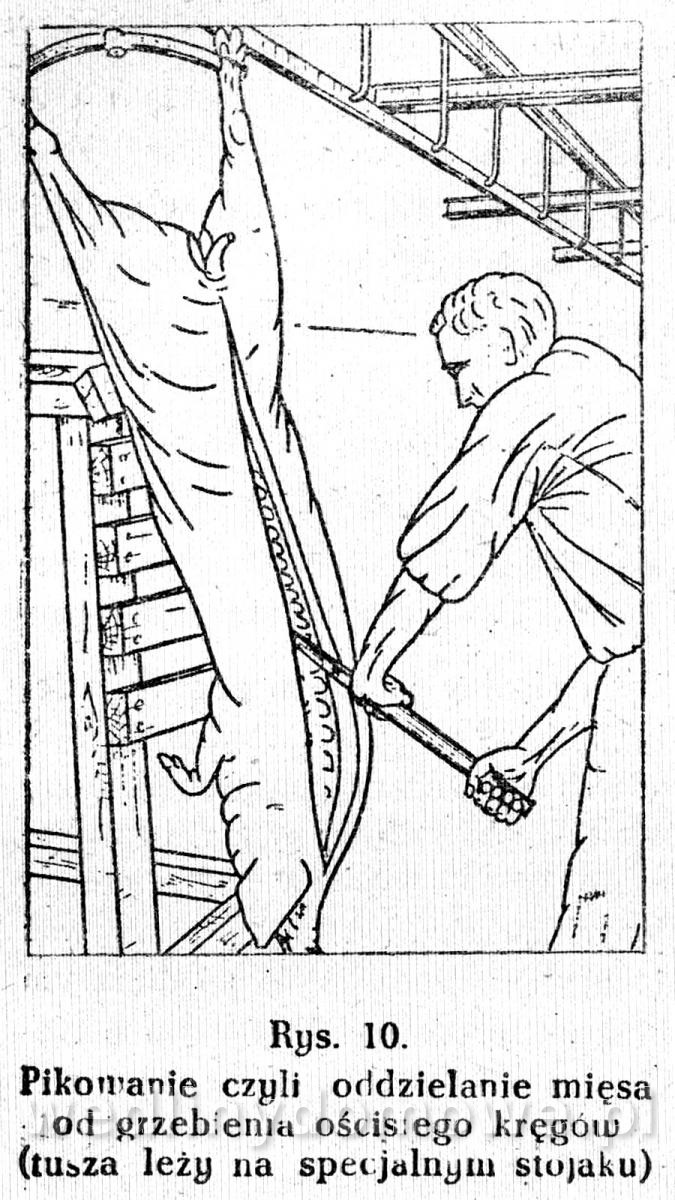

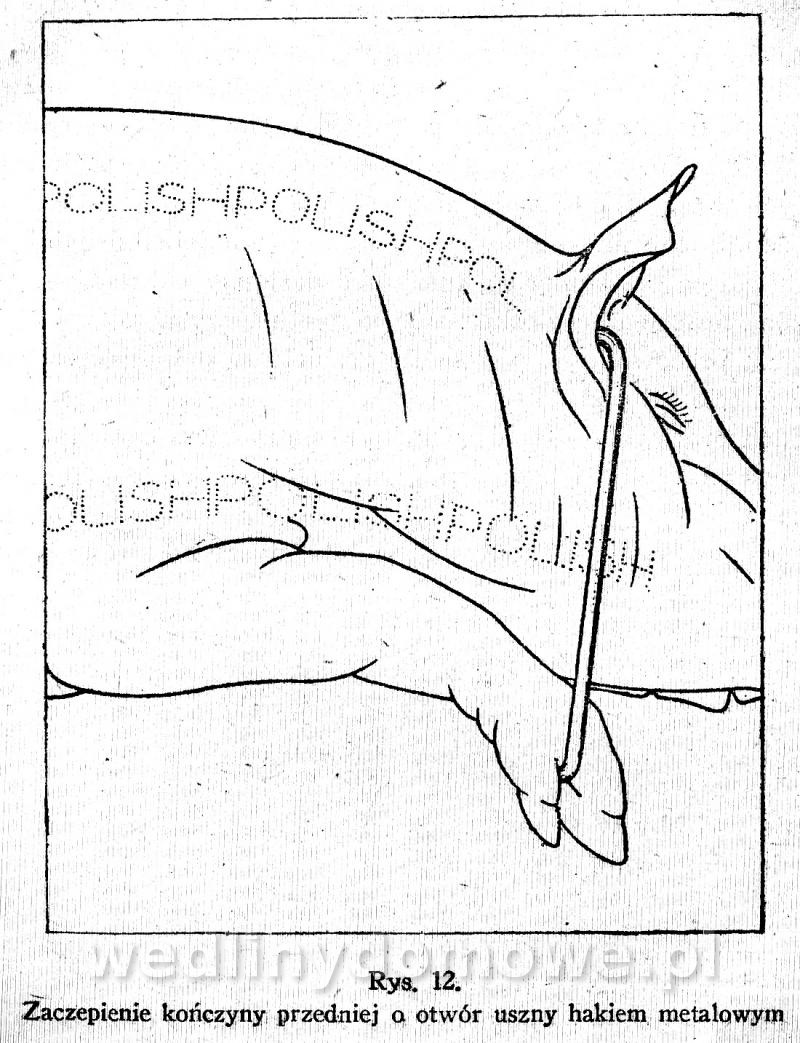
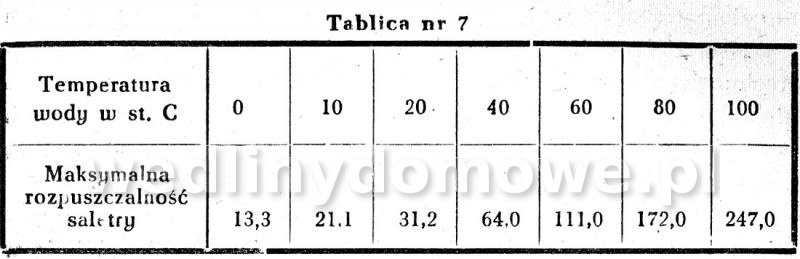
-
TECHNOLOGIA PRODUKCJI BEKONU Rok 1948 PRZEDMOWA Dając czytelnikowi do rąk „Technologią produkcji bekonu", dobrze zdaje sobie sprawę z pewnych jej niedociągnięć. Literatura polska z zakresu technologii mięsa była przed wojną uboga i fragmentaryczna. Wojna braki tej jeszcze bardziej pogłębiła. W takiej sytuacji praca moja stanowi niewątpliwie pierwszą w języku polskim próbę syntetycznego i możliwie wyczerpującego ujęcia przynajmniej jednego z zagadnień przemysłu mięsnego, tj. produkcji bekonu. Ze względu na wznowiony eksport bekonu w styczniu br. — po dziewięcioletniej przerwie — potrzeba podręcznikowego omówienia jego produkcji była tym więcej aktualna. „Technologia produkcji bekonu" spełni więc swoje zadanie, jeżeli uczących się wprowadzi w to zagadnienie i rozjaśni je, tym zaś, którzy nauczają — ułatwi trudne ich zadanie. W takim ujęciu praca moja jest kompilacją niezbyt zresztą licznych danych, zaczerpniętych z literatury zarówno polskiej jak i obcej. Tym niemniej praca zawiera wiele moich własnych obserwacji oraz pomiarów, poczynionych w okresie pracy w przetwórniach mięsnych. Szkoda tylko, że niemożność dokonania reprodukcji dużej liczby zdjęć fotograficznych utrudniła pełniejszą realizację zamierzonego celu. AUTOR: dr W. Pezacki I. BEKON JAKO PRODUKT EKSPORTOWY Z dawien dawna najpopularniejszym artykułem spożywczym w krajach anglosaskich jest bekon. Jedynie chleb osiąga może równą bekonowi popularność. Wyrzeczenie się bekonu jest dla Anglika wyrazem nędzy i niepowodzenia. Bekon jest po prostu narodowym pożywieniem angielskim, wokół którego powstały w dawnych czasach nawet legendy i podania. W języku staroangielskim wyraz bekon oznaczał mięso wieprzowe w ogóle. Obecnie jednak pod nazwą bekonu rozumie się tylko specjalne gatunki peklowanego mięsa wieprzowego. Według urzędowego angielskiego wyjaśnienia bekon jest wieprzowiną, która pod ciśnieniem co najmniej 80 lbs na cal kwadratowy (tj, około 6 kg na 1 cm2) została nasycona solanką, a następnie jeszcze dopeklowana za pomocą mokrego czy też suchego peklowania. W roku 1928 zakres znaczeniowy terminu bekon został urzędowo rozszerzony na wieprzowinę w ogóle, która pod wpływem peklowania straciła charakter mięsa świeżego. Dla nas wyraz bekon oznacza połówki tuszy wieprzowej w specyficzny sposób uformowane, przeznaczone na eksport do Anglii i dlatego według norm i wymagań angielskich obrabiane. Gotowy do wysłania peklowany, ale nie wędzony bekon, tzw. zielony, to połówka wieprzowa uformowana w kształcie regularnym, podobnym do prostokąta i charakteryzująca się małym i lekkim przodem, jędrnymi mięśniami prawidłowo dla typu mięsnego rozwiniętymi, o prostej linii grzbietu i równej na całej prawie długości grzbietu grubości słoniny, nie przekraczającej nawet dla bekonu o największej wadze w najgrubszym miejscu grubości 7 cm. Ciekawym faktem w historii bekonu jest to, że tego rodzaju wymagania jakościowe ustaliły się dopiero niedawno. Początkowo bekonem był tłusty, w zimnym dymie długo wędzony produkt, mocno słony i z reguły przynajmniej z lekka zjełczały. Twierdzono wtenczas, że sztuka jest dopiero wówczas zdatna do uboju na bekon, gdy czynność jedzenia wykonuje w pozycji siedzącej, a jej zdolność chodzenia ogranicza się do przebycia 183 m czyli 200 yardów. W obrocie handlowym ukazuje się bekon w pierwszej połowie 19 wieku, tj. w roku 1840. Dopiero jednak chwilą wynalezienia sztucznego chłodzenia oraz przyśpieszenia i zmechanizowania środków komunikacji powstał przemysł bekonowy i rozwinął się na dużą skalę. Z chwilą tą popyt na bekony wzrósł do tego stopnia, że wewnętrzna, rodzima produkcja angielska nie mogła pokryć zapotrzebowania. Pierwszymi krajami, które rozpoczęły eksport bekonów do Anglii były Holandia i Dania. Na pierwsze miejsce wśród importerów wysunęła się szybko Dania, która uporządkowała swoją hodowlę trzody chlewnej i dostosowała do potrzeb rynku angielskiego. Powoli i inne kraje europejskie i pozaeuropejskie zainteresowały się tymi możliwościami eksportowymi, które tym większe miały widoki na przyszłość, że zapotrzebowanie na bekony rosło ciągle. Równolegle z tym zmieniał się jednakże popyt na poszczególne jakości bekonu. W miarę postępującej industrializacji i urbanizacji coraz więcej nabywców znajdował: bekon chudy, coraz bardziej zbliżony w standarcie do dzisiejszych norm. Pod koniec 19 wieku zapotrzebowanie na bekon tłusty znikło prawie zupełnie. Typ bekonu ukazującego się na rynku zaczął się wybitnie ujednolicać i przechylać na korzyść bekonu dobrze wymięsiałego, lecz chudego. W takiej sytuacji powstało pojęcie standardu, tj. jakości ściśle określonej z góry, najwięcej na rynku poszukiwanej, najwięcej odpowiadającej wymaganiom konsumenta i dającej z tego powodu najmniejsze ryzyko handlowe. W chwili obecnej bekon lżejszy znajduje chętnych nabywców przede wszystkim w Londynie, a cięższy, więcej tłusty i tańszy — w północnej Anglii. Dać konsumentowi produkt przez niego poszukiwany, produkt w całej partii zawsze jednakowy, produkt nie wykazujący braków, które konsument mógłby uważać za niespodziankę, jest równoznaczne z postawieniem pewnych norm i wymagań odnośnie jakości towaru jak również odnośnie techniki jego obróbki i konserwacji. Wypływające z tych źródeł wskazania produkcyjne bekonu dotyczą: A. urządzeń technicznych bekoniarni, B. surowca i gotowego towaru oraz C. techniki obróbki i konserwacji bekonu. II. WYTYCZNE PRODUKCYJNE A. Urządzenia techniczne bekoniarni W polskich warunkach urządzenia techniczne bekoniarni stanowią po większej części swoiście przystosowane lub też celowo rozbudowane urządzenia rzeźniane. Wszystkie większe i średnie rzeźnie, przy których zostały w przeważającej mierze urządzone bekoniarnie, są już z zasady wyposażone w stajnie spędowe, halę ubojową, przedchłodnię i chłodnię. Przystosowanie wymienionych rzeźni do potrzeb eksportowych, to ich rozbudowa przez dobudowanie takich specyficznych pomieszczeń, jak peklowni, ociekalni i pakowni bekonów. W ten sposób czyni się zadość przepisom standaryzacyjnym, które dla produkcji bekonów wymagają następujących pomieszczeń: 1. stajnia spędowa, 2. hala ubojowa, 3. przewiewnia lub przedchłodnia, 4. chłodnia, 5. peklownia oraz 6. ociekalnia i pakownia. 1. STAJNIA SPĘDOWA Chlewnia spędowa jest miejscem czasowego pobytu trzody chlewnej przed jej ubojem. Jako taka nie odbiega ona charakterem swoich urządzeń w niczym od wymagań stawianych stajniom dla zwierząt bitych na potrzeby rynku wewnętrznego. Stajnia spędowa spełni swoje zadanie, gdy: a) zabezpieczy trzodzie możność należytego wypoczynku bez narażania jej na wpływy atmosferyczne, b) ułatwi gromadzenie i późniejsze doprowadzenie trzody do uboju oraz c) jej urządzenie techniczne zapewni należyty stan pod względem sanitarnym. Pierwszy z technicznego punktu widzenia najważniejszy warunek będzie spełniony, gdy na jedną sztukę nierogacizny przypadnie 0,8 do 1,0 m2 powierzchni przy wysokości stajni co najmniej 2,5 m. Regułą jest, że im temperatura zewnętrzna jest wyższa, tym zagęszczenie zwierząt w stajni jest mniejsze. To samo odnosi się do nierogacizny, która przebyła dłuższy i uciążliwszy transport. Stajnia musi być poza tym dobrze przewietrzana i zaciszna, a kojce wysypane trocinami lub wysłane słomą. Przy umieszczaniu stajni spędowej na danym terenie należy pamiętać, że wydzielające się z niej wyziewy mogą udzielać się mięsu. Stajnie te winny być oddalone od hali ubojowej co najmniej o 10 m. Przejście między stajnią a halą ubojową przegradza się wówczas ruchomymi opłotkami. Powstałym w ten sposób wąskim chodnikiem kieruje, się trzodę na ubój. 2. HALA UBOJOWA Urządzenie hali ubojowej jest przystosowane do kolejnego wykonywania pracy systemem taśmowym. W hali tej można wydzielić dwie części o odmiennym przeznaczeniu użytkowym: w pierwszej nierogacizną zostaje poddana ubojowi, a w drugiej — oparzeniu, usunięciu szczeciny, opaleniu i rozbiórce. Pierwsza część hali ubojowej ma charakter wąskiej a długiej klatki, oddzielonej żelazną barierą od części dalszej. Posadzka tej części jest podniesiona do wysokości krawędzi basenu do oparzania świń, tj. na wysokość około 1 m ponad posadzką reszty hali ubojowej. Nieodzownym urządzeniem tej części hali jest dźwig mechaniczny podnoszący żywe, uwiązane za tylną kończynę sztuki oraz przenoszący je w kierunku basenu do oparzania. Do podstawowego urządzenia technicznego drugiej części hali ubojowej można zaliczyć: a) Basen do oparzania świń. Jest to kadź okrągła o średnicy około 1,5 m lub też prostokątna o wymiarach 1,2 x 2,0 m. Ostatnio wymieniony kształt basenu dla masowych ubojów trzody, do których należą uboje bekonowe, należy uważać za bardziej celowy i odpowiedni. Wysokość basenu waha się od 0,8 m do 1,0 m. b) Szczeciniarka czyli maszyna do automatycznego usuwania szczeciny. Najpowszechniej używa się szczeciniarki w postaci obracającego się bębna żelaznego, zaopatrzonego wewnątrz w spirale. W dolnej części szczeciniarki znajduje się wałek oczyszczający ze sprężynowymi chwytnikami. Szczeciniarka nie jest przyrządem nieodzownym w bekoniarni. W wielu bekoniarniach usuwa się szczecinę ręcznie, używając do tego celu specjalnych noży w kształcie dzwonu. c) Rozpinacze czyli krępulce są to pałąkowato wygięte sztaby żelazne, na których rozpina się świnie i posuwa wzdłuż toru kolejki napowietrznej. d) Kolejka napowietrzna w kształcie szyny biegnie na wysokości około 2 m poprzez hale ubojowe i przewiewnię do chłodni. Początkowy odcinek kolejki napowietrznej musi być zaopatrzony w urządzenie, umożliwiające opuszczenie go na wysokość około 80 cm ponad posadzkę celem ułatwienia powieszenia rozpiętej na krępulcu sztuki. Tory kolejki napowietrznej winny mieć w obrębie hali jak najmniejszą ilość zakrętów, co ułatwi przesuwanie tusz i zwiększy szybkość i wydajność pracy. e) Piec bekoniarski tzw. duński (rys. 1) ma kształt stojącego pionowo walca, przedzielonego wzdłuż długiej osi na dwa półcylindry. Za pomocą całego systemu dźwigni oba półcylindry umieszczone na kółkach odsuwają się od siebie na odległość, umożliwiającą swobodne wprowadzenie świni do pieca. Piec jest wewnątrz wyłożony cegłą ogniotrwałą. W górnej jego części przechodzi kolejka napowietrzna, która na tym odcinku chłodzona jest wodą, aby zapobiec wyginaniu się jej pod ciężarem wiszącej tuszy bekonowej. W dolnej części pieca mieści się palenisko. Zasadniczą jego częścią są dwie rury wylotowe skierowane tak. aby wychodzący z nich płomień padał na ścianę pieca na wysokości dolnej trzeciej jego wysokości. Dzięki takiej konstrukcji główna część płomienia pada na świnię dopiero po odbiciu się od ściany pieca. Powstała w ten sposób ściana ognia wielkości równej co najmniej wysokości pieca obejmuje tuszę bekonową na całej długości. Temperaturę kilkuset stopni Celsjusza, potrzebną do opalania świni, osiąga się przez spalanie gazoliny lub ropy naftowej, zmieszanej z parą wodną. Dobre opalenie zależy m. in. od odpowiedniego wyregulowania dopływu paliwa i pary wodnej. Najwyższa temperatura osiągalna w piecu be koniarskim wynosi około 1300°C. Zużycie ropy naftowej na opalenie jednej świni nie przekracza 1 kg. Lepsze wyniki przy opalaniu uzyskuje się zasadniczo przez spalanie gazoliny. Kopeć bowiem, który powstaje wskutek niecałkowitego spalania się ropy naftowej, osadza się na powierzchni tuszy w postaci czarnej warstwy izolacyjnej i nie dopuszcza do głębszego przenikania w nią wysokiej temperatury pieca. Świnia opalona ropą naftową po wyjściu z pieca jest czarna, a po oskrobaniu i oczyszczeniu staje się jaśniejsza niż jasno - miodowo - żółta tusza opalona gazoliną. f) Natryski, których winno być co najmniej cztery, muszą być tak umieszczone ponad torem kolejki napowietrznej, aby strumień wody spływał na zawieszoną tuszę z góry. g) Inne urządzenia. Urządzenia hali ubojowej uzupełniają stojaki z hakami do . zawieszania podrobów, stojaki do pikowania (rys. 2), stół do badania jelit oraz waga do oznaczania ciężaru tuszy w stanie ciepłym. Należy jeszcze wymienić specjalne szerokie noże, stosowane do skrobania opalonych świń, kolce czyli tzw. piki do oddzielania grzebienia ościstego kręgów oraz trzy rodzaje stempli: weterynaryjne, firmowe oraz stemple pochodzenia. Dwa pierwsze stemple zrobione są z żelaza i mają kształt owalny o wymiarach 6 x 9 cm. Znaki tych stempli wypala się na tuszy po rozgrzaniu ich za pomocą specjalnej lampki. W środku stempla weterynaryjnego umieszczony jest napis „POL AND". Wyraz ten jest zestawiony z dużych liter. Nad nim jest napis. „Government Inspected", a na najniższej linii — numer bekoniarni (no....) Stempel firmowy odciska trzy duże litery, z których dwie pierwsze dla wszystkich bekoniarni są jednakowe (B E czyli bekoniarnia eksportowa), trzecia zaś stanowi początkową literę nazwy miejscowości, w której znajduje się bekoniarnia (T — Toruń, B —Bydgoszcz, K — Krotoszyn itp) Znakiem firmowym bekoniarni w Bydgoszczy będzie zatem B E B, w Krotoszynie BEK itd. Ostatni z wymienionych, kolisty stempel dla znaków pochodzenia działa na zasadzie tatuażu (rys. 3). Do znakowania używa się jadalnego tuszu roślinnego o kolorze brązowym. Kolce tego stempla znakują tuszę stale powtarzającym się wyrazem „POLISH". 3. PRZEWIEWNIA Przewiewnia, następne z kolei pomieszczenie konieczne w bekoniarni, służy do wyparowywania i wystudzania tusz do temperatury otoczenia. Po ukończeniu uboju i oprawieniu wiszą tutaj połówki tusz na torach kolejki napowietrznej przez prawie 12 godzin przy temperaturze 10 do 12 st. C. Jako normę określa się przy tym 40 cm bieżących toru na jedną świnię w ciągu jednej doby przy 6 dniach roboczych w tygodniu czyli 40 cm toru na 6 świń tygodniowo. Zdaniem Trawińskiego rozmiary przewiewni powinny odpowiadać zapotrzebowaniu co najmniej 500 sztuk świń tygodniowo. Wyżej wymieniony autor jako wydajność użytkową przewiewni podaje 0,25 m2 powierzchni na jedną świnię, czyli na 4 świnie powinien przypadać 1 m2. Ruch powietrza w przewiewni winien być w czasie wystudzania bekonów stosunkowo energiczny, bo 0,4 m na 1 sekundę przy wilgotności względnej równej 75% do 85% wilgotności, bezwzględnej (wilgotność względna jest to stopień nasycenia powietrza parą wodną, wyrażony stosunkiem procentowym do największej ilości wody, jaka może być zawarta w powietrzu w postaci pary przy danej temperaturze). Powietrze w przewiewni powinno być zmieniane co najmniej 6 do 8 razy na dobę. 4. CHŁODNIA W przewiewni następuje z reguły rozbiór świń bekonowych tj. ich obróbka do stanu, w którym tusze są prawie gotowe do nastrzykiwania solanką. Po takiej rozbiórce zostają tusze przewieszone do chłodni. Aby chłodnia spełniła należycie swoje zadanie, musi odpowiadać następującym warunkom: a) Temperatura chłodni powinna wynosić + 3 do + 40C. Temperatura ta jest oczywiście wytworzona sztucznie za pomocą maszyn, których posiadanie przez bekoniarnię wymagane jest przez przepisy standaryzacyjne. Pożądane jest stałe wyrównywanie temperatury chłodni w celu utrzymywania jej na jednym poziomie. Różnice temperatury wyższe niż 10 obniżają trwałość bekonu. W zależności od obciążenia chłodni dobowe zapotrzebowanie zimna wyraża się cyfrą 1200 do 2500 Kal na 1 m2 powierzchni chłodzącej. b) Wilgotność powietrza w chłodni winna być uregulowana co najmniej na 75%. Jako maksimum wilgotności można przyjąć 90%. Większej wilgotności należy w każdym razie unikać. Za najodpowiedniejszą można uważać wilgotność względną równą 80 do 85%. Zbyt suche powietrze w chłodni zwiększa straty wagowe bekonu. zbyt wilgotne natomiast sprzyja rozwojowi drobnoustrojów. c) Powietrze w chłodni należy zmieniać 6 do 8 razy na dobę przy szybkości ruchu 0,2 m na sekundę. Ozonizowanie powietrza nie jest wskazane, gdyż przy dłuższym przechowywaniu przyśpiesza jełczenie tłuszczu. Przy tak krótkim chłodzeniu, jakie stosuje się przy bekonach, o jełczeniu nie ma oczywiście mowy, ale tym niemniej ozonizacja powietrza w chłodni jest zbędna. d) Tusze w chłodni jak zresztą i w przedchłodni trzeba rozwieszać tak, aby powietrze miało do nich swobodny dostęp ze wszystkich stron. Stykanie się ze sobą tusz zwalnia w tym miejscu proces chłodzenia i może być przyczyną zmian barwikowych, uwidaczniających się w późniejszym procesie peklowania bekonów. W pobliżu wystudzonych już tusz bekonowych nie należy wieszać świeżych i ciepłych, ponieważ ogrzana przez nie para wodna skrapla się na ostudzonych sztukach. Mówiąc potocznie, mamy wówczas do czynienia ze zjawiskiem pocenia się mięsa. W celu należytego wystudzenia bekonów wystarczy na podstawie obliczeń Trawińskiego rozwieszać bekony tak, aby na 1 m2 powierzchni chłodni przypadało 7 bekonów czyli 3 ½ świni. Jako podstawową zasadę przyjmuje Trawiński dalej, że chłodnia winna mieć rozmiary odpowiadające 500 sztukom świń jako produkcji tygodniowej. Polskie oficjalne przepisy standaryzacyjne przewidują natomiast jako normę jednostkową użytkowania chłodni 30 cm bieżących toru kolejki napowietrznej na dobę i jedną świnię przy odstępach między poszczególnymi torami kolejki wynoszącymi 75 cm i 5 dniach roboczych w tygodniu. Na podstawie tych danych tygodniową zdolność chłodniczą, wyrażoną w sztukach trzody, można określić wzorem: 5 x l x s Wc = -------------- = 22,22 x l x s 0,75 x 0,30 We wzorze tym l oznacza długość chłodni, a s jej szerokość. Oba wymiary wyrażone są w metrach. Z obliczenia powyższego wynika, że przepisy standaryzacyjne dopuszczają większe obciążenie chłodni niż to oblicza Trawiński, bowiem 9 połówek na 1 m2 powierzchni chłodzącej. 5. PEKLOWNIA Peklownia jest pomieszczeniem, w którym dokonuje się zasadniczy proces przetwórczy bekonu, tj. konserwacja. Peklownia winna mieścić się na stronie północnej budynku fabrycznego. Musi to być pomieszczenie suche, chłodzone i podobnie jak chłodnia i ociekalnia dobrze odizolowane, a także dobrze przewietrzane i możliwie zaciemnione. Światło dzienne jest bowiem szkodliwe dla procesu peklowania. Szyby — o ile w ogóle w peklowni są okna — muszą być dla ochrony przed muchami pomalowane na niebiesko. Temperatura peklowni nie może być wyższa niż 100C. W Anglii i USA temperaturę tę reguluje się tylko w zakresie od 0 do + 5°C. Wilgotność powietrza w peklowni winna wynosić 80 do 85%, a według danych ze źródeł niemieckich najwyżej 95%. Duża wilgotność w peklowni powoduje zbyt szybkie dojrzewanie mięsa i jednocześnie przyśpiesza wytwarzanie się śluzu w solance czyli jej psucie się. Podstawowym urządzeniem peklowni są baseny czyli nieruchome, z reguły prostokątne kadzie betonowe, cementowe, cementem wypalane lub glazurowane albo też wykładane kaflami lub płytkami glazurowymi. Brzegi i wewnętrzne kąty basenów są zaokrąglone. Z powodów, których wymienienie wychodzi poza ramy niniejszych rozważań, najmniej celowe są baseny betonowe i zwykłe cementowe. Głębokość basenu nie powinna nigdy przekraczać 1,8 m do 2,0 m, z czego ponad poziom posadzki wystaje 1,0 m do 1,25 m, a reszta jest wpuszczona w ziemię. Wymieniona głębokość całkowita basenu umożliwia należyte ułożenie 15 bekonów jeden na drugim, co daje wysokość stosu równą 1,5 m. Reszta głębokości basenu pozwala na zalanie bekonów solanką i przyciśnięcie ich kratą. Przy obliczaniu wydajności produkcyjnej peklowni czyli pojemności basenów przyjmuje się szerokość bekonu 0,34 m, długość 1,35 m i grubość 0,10 m i otrzymany rezultat mnoży się przez 1,5. Głębokości basenu ponad 1,5 m nie uwzględnia się przy tych obliczeniach. Zdolność produkcyjna 1 m3 basenu wyraża się zatem cyfrą 32 bekonów czyli 16 świń tygodniowo. Całkowitą zdolność produkcyjną basenu o danych wymiarach według norm, zawartych w przepisach standaryzacyjnych, łatwo obliczyć ze wzoru: Wb = 49 x I x s We wzorze tym l oznacza długość basenu, a s jego szerokość, przy czym oba wymiary są wyrażone w metrach. Na podstawie tego wzoru całkowitą, sumaryczną wydajność produkcji wszystkich znajdujących się w danej bekoniarni basenów do peklowania określa się wzorem: Wp = 49 (l1 s1 + l2 s2 + l3 s3 + ... + ln sn), gdzie l1 l2 itd. to długości poszczególnych basenów, s1, s2 itd. odpowiednie ich szerokości, a n, to ilość wszystkich basenów w peklowni. Nowe, nie używane baseny do peklowania zaleca się wymyć gruntownie 3% roztworem soli kuchennej, po czym na okres 3 tygodni napełnić czystą wodą, zmienianą raz na tydzień. Po upływie trzech tygodni płucze się baseny roztworem nadmanganianu potasu lub sody i wymywa ponownie dokładnie wodą. Ułożone w basenie bekony przyciska się kratą, którą obciąża się ciężarem lub unieruchamia klamrami. Fachowcy angielscy ostrzegają przed użyciem do tego celu kamieni zawierających wapno lub też sztab żelaznych, gdyż solanka wpływa na nie na drodze oddziaływania chemicznego. Najlepiej do obciążenia nadają się kamienie granitowe i bazaltowe oraz dobrze wypalone cegły. Podobnie dobrze spełniają swoją rolę patentowe lub drewniane klamry. Pierwsze przytrzymują kratę automatycznie, drugie za pośrednictwem drewnianych poprzeczek. Drugim z kolei nieodzownym przyrządem w peklowni jest aparat do śródmięśniowego nastrzykiwania solanki. Aparat ten działa na zasadzie pompy ssąco - tłoczącej o napędzie ręcznym lub maszynowym. Aparat ten składa się z podstawy w kształcie ławy lub podłużnego stołu, pompy, dwu węży elastycznych oraz igły. Stosunkowo długa igła aparatu do nastrzykiwań śródmięśniowych zaopatrzona jest w otworki boczne w ilości nie większej jak 24 o średnicy najwyżej 1,25 mm. U nasady igły znajduje się kran, służący do regulowania dopływu solanki do mięsa. Cały aparat do nastrzykiwania solanki musi być idealnie czysty i szczelny. Nieczysty aparat jest źródłem zakażenia bakteriami. Nieszczelność zaś powoduje dostanie się do prądu solanki pęcherzyków powietrza, które mogą stać się przyczyną wystąpienia szarych plam w chudym mięsie upeklowanego bekonu. 6. OCIEKALNIA I PAKOWNIA Dwa pozostałe, przepisami standaryzacyjnymi przewidziane pomieszczenia bekoniarni — ociekalnia i pakownia — służą, jak już sama nazwa wskazuje, pierwsze do suszenia, a drugie do pakowania. Stawiane tym pomieszczeniom wymagania odnośnie temperatury, wilgotności itp. warunków są analogiczne do tych, którym winna odpowiadać peklownia. Przede wszystkim odnosi się to do ociekalni. jakkolwiek obydwa pomieszczenia mogą stanowić jedną całość. Podstawową różnicę zauważa się natomiast przy porównaniu możliwości wykorzystania tych pomieszczeń z normami użytkowania pomieszczeń poprzednio wymienionych. Jeżeli ociekalnia jest całkowicie oddzielona od pakowni, wówczas na 1 m2 powierzchni użytkowanej na okres jednego tygodnia można przeznaczyć 16 świń czyli 32 bekony jako normę wykorzystania. W tym wypadku zaś, gdy ociekalnia służy jednocześnie jako pakownia, norma jej użytkowości obniża się do 13 świń tj. 26 bekonów na 1 m2, licząc jeden obrót tygodniowo. 7. HIGIENA BEKONIARNI Wszystkie wymienione wyżej pomieszczenia, służące do wyrobu bekonów, muszą być utrzymane we wzorowym porządku i czystości. Posadzka ich winna być wyłożona klinkierem lub innym materiałem nieprzepuszczalnym i nachylona w sposób ułatwiający ściekanie płynów. W chłodni i przedchłodni posypuje się posadzkę dodatkowo trocinami. Wszystkie pomieszczenia muszą być dobrze wentylowane. Znajdujące się nad nimi strychy winny pozostać nie używane. Powierzchnia ścian bocznych, sufitu, posadzki jak i wszelkiego rodzaju przyrządów używanych w bekoniarni musi być gładka. Ściany do wysokości co najmniej 1,8 m pokrywa się płytkami glazurowymi lub maluje bezwonnymi i niezmywalnymi farbami. Pomalowanie ścian trzeba przynajmniej co dwa lub trzy lata odświeżać. Części drewniane drzwi i okien trzeba takimi samymi farbami pokrywać co dwa lata. Szczególnie dużo uwagi należy poświęcić nieodzownej w każdej bekoniarni instalacji elektrycznej, która w wilgotnej i nasiąkniętej solą atmosferze łatwo ulega uszkodzeniu. W pakowni wymagane jest ustawienie wagi bezsprężynowej o skali angielskiej. Wodociągi i kanalizacja stanowią zasadnicze wymagania, stawiane każdej bekoniarni. Woda pod względem sanitarnym i technicznym musi być bez zastrzeżeń. Krany wodociągowe należy zaopatrzyć w urządzenia umożliwiające przyłączenie do nich węży gumowych. Do mycia i szorowania pomieszczeń bekoniarni, a przede wszystkim pomieszczeń chłodzonych, nie można używać ciepłej wody. Chłodnię po wymyciu trzeba jeszcze wycierać do sucha, aby niepotrzebnie nie zwiększać wilgoci. Pracownicy zatrudnieni przy wyrobie bekonu muszą mieć dostęp do łazienki, zaopatrzonej w zimną i ciepłą wodę, mydło, szczoteczki do paznokci oraz ręczniki. Części ubrania noszone w czasie uboju i patroszenia nie mogą być używane przy innych czynnościach przetwórczych. Urządzenie odpowiedniej szatni dla pracowników jest sprawą nader oczywistą. Wszystkie przedmioty drewniane, będące w zetknięciu z bekonem w czasie jego produkcji, a więc stoły, kraty do przyciskania, kraty do ociekania itp. muszą być zrobione z drewna bukowego czy innego drzewa liściastego. Ostatecznie można je wykonać z bezwonnego, dobrze wysuszonego i niesmolistego drzewa sosnowego. Dobór jakościowy drzewa sosnowego jest bardzo ważny, gdyż pewne składniki żywicy mogą przejść do solanki, a stąd do mięsa, nadając mu nieprzyjemny smak. Deski, z których wykonane są wymienione przedmioty, muszą być gładko heblowane, bez rysów i szpar, by można było je dobrze i z łatwością wymyć. Pokrojone i ponacinane stoły stanowią niebezpieczeństwo dla trwałości bekonu, ponieważ w zagłębieniach zatrzymują drobne kawałki mięsa, które rozkładając się stanowią doskonałą pożywkę dla drobnoustrojów. Płyty stołów nie mogą być również pokryte blachą, gdyż o nią tępią się noże, a poza tym popękane blaszane pokrycie stołów stanowi takie samo niedociągnięcie natury sanitarnej, jak niegładkie i porąbane powierzchnie. 8. KONTROLA PRODUKCJI Oprócz listy ubojowej prowadzi się w dużych bekoniarniach trzy książki kontrolne, a mianowicie oddzielnie dla chłodni, peklowni i ociekalni. W książkach tych w odpowiednich rubrykach wypisuje się datę rozpoczęcia chłodzenia, peklowania czy też osuszki bekonu, jego ilość, bliższe dane rozpoznawcze danej partii, datę ukończenia poszczególnego procesu itp. Zasadnicze informacje wypisuje się także kredą na specjalnych tabliczkach, umieszczonych na widocznych miejscach, jak np. przy basenach do peklowania czy też przy stosach ociekających bekonów. B. Charakterystyka standaryzacyjna towaru Ocena jakości towaru czyli stwierdzenie jego istotnego stanu i porównanie z pewnym ściśle określonym wzorem odbywa się zarówno przed ubojem trzody jak i po uboju. 1. OCENA PRZED UBOJEM Zaznajomienie się z żywcem przed ubojem pozwala oszacować, w jakim stopniu pochodzący z niego towar będzie odpowiadał stawianym wymaganiom. Ocena ta jest wstępnym, orientacyjnym szacunkiem bekonowo-przetwórczych wartości trzody. Wymagania odnośnie wartości bekonu, wartości ocenianej przed ubojem dotyczą: a) przynależności rasowej, b) odpowiedniego żywienia, c) indywidualnych odchyleń w rozwoju cech morfologicznych czyli pokroju oraz d) wieku, wagi, płci, stanu zdrowia i odpoczynku przed ubojem, a) Rasa Do produkcji bekonu nadają się właściwie wszystkie szlachetne rasy świń z wyjątkiem wybitnie tłuszczowych. Tym niemniej podstawową rasą do produkcji tej jest świnia wielka biała angielska, której hodowla jest bardzo rozpowszechniona w Anglii oraz jej krzyżówki, szczególnie w pierwszym pokoleniu. Przy pewnych zastrzeżeniach zastosowanie produkcyjne mogą znaleźć również rasy wychowane na podłożu rasy wielkiej białej angielskiej świni, jak np. wielka biała pomorska. Surowca do produkcji bekonu może dostarczać również trzoda chlewna rasy krajowej uszlachetnionej. Cechy charakterystyczne świni rasy wielkiej białej angielskiej (rys. 4) podaje Konopiński w następujący sposób: Ogólny pokrój wielkiej białej angielskiej świni jest wydłużony o prostej, równej i szerokiej linii grzbietu, łagodnie przechodzącej w krótki kark, a opuszczającej się w zadzie możliwie nieznacznie. Grzbiet jest płaski, tzn. żebra silnie odsuwają się od kręgosłupa zanim zagną się ku dołowi. W dalszym przebiegu w dół żebra są stosunkowo proste, przez co bok wydaje się spłaszczony. Z płaszczyzny boku uwypukla się lekko partia łopatkowa i szynkowa Szynka ma kształt owalny i jest zarośnięta mięśniami niemal do stawu skokowego. Klatka piersiowa jest dość głęboka i szeroka. U dobrze rozwiniętych sztuk jej obwód może dochodzić do 230 cm. Brzuch jest dobrze podebrany, o równej poziomej linii dolnej. Ogon wysoko osadzony, cienki i długi z frendzlą miękkich włosów, świdrowato zwinięty. Skóra jest miękka, elastyczna, różowo przeświecająca, bez barwika, obrośnięta cienką i stosunkowo gęstą, ale zwykle gładką szczeciną. Pożądane jest raczej silniejsze owłosienie, gdyż gęstsza szczecina może skuteczniej chronić skórę przed skaleczeniami. Głowa jest średniej wielkości, o szerokim, płaskim czole i profilu lekko wklęśniętym. Oczy duże, ryj średniej długości, szeroki, niezadarty do góry, bez fałd poprzecznych na partii nosowej, żuchwa mało mięsista, uszy nieduże i stojące, podane lekko ku górze i przodowi. Sztuki 8 — 10 miesięczne osiągają wzrost 72 cm, szerokość klatki piersiowej 33 cm i długość tułowia 98 cm. Waga żywa waha się w szerokich granicach, zależnie od wieku i stopnia opasu. Mięso świń rasy wielkiej białej angielskiej jest soczyste, nieprzetłuszczone, o jasnej barwie, a słonina grzbietowa jest jędrna i na całej długości pokładu prawie równo gruba. Pokrój świni rasy wielkiej białej pomorskiej (rys. 5), szczególnie w typie selekcjonowanym na długość, jest zbliżony do wyglądu sztuk rasy wielkiej białej angielskiej. Szynki świni wielkiej białej pomorskiej są pełniejsze i większe oraz więcej poprzerastane tłuszczem, kończyny grubsze, owłosienie twardsze i gęściejsze, uszy dłuższe niż u wielkiej białej angielskiej. Podczas gdy ta ostatnia wykazuje czasem lekkie opuszczenie zadu, to u świni wielkiej białej pomorskiej wady tej nie spotyka się. Zasadniczą wadą świń rasy wielkiej białej pomorskiej odnośnie przydatności na bekon jest duża skłonność opasowa, na skutek czego sztuki tej rasy dostarczają mięsa o większej zawartości tłuszczu śród- i międzymięśniowego. Ta cecha jak i krótko- boczność pewnych typów świń rasy białej pomorskiej zmniejszają jej wartość jako towaru bekonowego. Eksportowany z Polski przed wojną bekon, to w wyjątkowych tylko wypadkach trzoda chlewna o wyraźnie zdecydowanej przynależności rasowej. Przeważnie były to krzyżówki z mniejszym czy większym podkładem wielkiej białej angielskiej świni, a także — przynajmniej w zachodnich dzielnicach — wielkiej białej pomorskiej i krajowej uszlachetnionej. Obecnie sytuacja uległa o tyle niekorzystnemu przesunięciu, że znaczny odsetek pogłowia trzody chlewnej w środkowej i zachodniej Polsce stanowi biała szlachetna świnia niemiecka. Chów nierogacizny tej rasy był w okresie okupacji bardzo popierany. Rasa biała szlachetna niemiecka wykazuje dużą skłonność do opasu, jeszcze większą niż wielka biała pomorska, co tym więcej dla świni typu bekonowego jest cechą niepożądaną. b) Żywienie Na specjalne uwzględnienie w przygotowaniu trzody chlewnej na surowiec bekonowy zasługuje żywienie. Jak wiadomo, nierogacizną cechuje pewna niestałość typów użytkowych w tym sensie, że przez żywienie paszą bogatą w składniki tłuszczo-twórcze można skłonić trzodę chlewną typu par excellence mięsnego do okadzenia dużych ilości tłuszczu. Typ mięsny świni będzie wtedy wybitnie, a przynajmniej w dużym przybliżeniu przypominał typ tłuszczowy. Rasowe skłonności świni typu bekonowego do większego rozwoju umięśnienia trzeba zatem rozwijać przez racjonalne żywienie i odpowiednio dobraną w składniki paszę. Celem chowu na bekon jest sztuka stosunkowo chuda, w której słonina jest raczej tylko dodatkiem do mięsa. Przez cały okres życia świni żywienie winno być intensywne i dostosowane do tego celu. Pasza świni bekonowej musi zawierać dużo składników białkowych. Błędów popełnionych pod tym względem w pierwszym okresie życia świni, tj. do trzech miesięcy, nie można już później naprawić. Źle żywione w tym okresie świnie oraz sztuki z tego czy innego powodu słabo rosnące mają tendencję do szybkiego osadzania tłuszczu, do opasania się. Z tego też powodu właśnie w początkowym okresie tuczu na bekon pasza winna zawierać wystarczające ilości lekkostrawnych i pełnowartościowych biologicznie białek, nie za dużo węglowodanów, potrzebne związki mineralne oraz witaminy A, D i B2. Pasza sucha jest lepsza od objętościowej, tj. zawierającej duże ilości wody. Jako najlepszą paszę przy tuczu bekonowym można wymienić ziarna zbożowe, groch, bobik, mączkę mięsno-kostną, mączkę z krwi, mleko odtłuszczone itp. Z ziarn zbożowych najlepszy bodajże jest jęczmień, dobre jest również żyto. Szczególną uwagę trzeba zwrócić na produkty i odpadki przemysłu mleczarskiego, dające w efekcie przy odpowiednim zestawieniu z innymi paszami treściwymi wprost nadzwyczajne wyniki. Przykładem pod tym względem może służyć żywienie trzody chlewnej w Danii. Dobre wyniki otrzymano także przy żywieniu trzody paszami z małym dodatkiem kukurydzy. Z soli mineralnych pasza świni bekonowej winna zawierać około 0,5% kwaśnego fosforanu wapnia oraz taką samą ilość soli kuchennej, a poza tym nieco soli, żelaza, jodu, miedzi i manganu. Ziemniaki i cukier jako pasze pobudzające osadzanie się tłuszczu mogą być skarmiane tylko w niezbyt dużych ilościach. Ponieważ słonina świni bekonowej musi posiadać jędrną konsystencję i białą barwę, pasze zawierające duże ilości tłuszczu należy skarmiać, szczególnie pod koniec życia sztuki, bardzo ostrożnie. Ilość paszy o dużej zawartości tłuszczu nie powinna nigdy przekroczyć 2,5% całkowitej dawki pokarmowej. Świnie żywione w ostatnim miesiącu tuczu z dodatkiem mączki rybnej, zieleniny, makuchów itp., nie nadają się z tego właśnie powodu na bekon, ze składniki te wpływają ujemnie na konsystencję słoniny. Świń przeznaczonych na wyrób bekonu nie należy również trzymać w pomieszczeniach o zbyt niskich temperaturach, gdyż takie temperatury sprzyjają rozwojowi słoniny. Umiarkowany ruch na świeżym powietrzu nie tylko obniża koszty tuczu, ale w znacznej mierze wpływa dodatnio na jakość gotowego produktu. c) Indywidualne cechy morfologiczne Przynależność do rasy daje tylko możność ogólnego zorientowania się w jakości danego pogłowia zwierząt i jego przydatności przetwórczej. Przy ściślejszej ocenie pojedynczej sztuki rasa gra już mniejszą rolę. Na pierwszy plan wysuwają się znaczne i stałe wahania indywidualnych cech morfologicznych, mogące nieraz zmienić założenia rasowe. Przyczyną tych zmienności może być w najprostszym, przypadku samo żywienie. Znaczenie indywidualnych odchyleń jest dla producenta bekonu oczywiste. Wybierając więc żywiec na ubój trzeba zwrócić uwagę na budowę każdej sztuki oddzielnie. Wygląd zewnętrzny pozwala określić stosunek części bardziej wartościowych (kotlet, szynka, łopatka, brzuch), do mniej wartościowych (głowa, kończyny) lub mniej pożądanych (słonina). Jedną z podstawowych zasad oceny jest fakt, że równolegle ze wzrostem długości rośnie wartość danej sztuki żywca jako surowca na bekon. Ideałem pod tym względem będzie sztuka szybko rozwijająca się, o delikatnej kości, bardzo długim grzbiecie, nie zdradzająca tendencji do wczesnego osadzania tłuszczu. Budowa części nie wchodzących w skład bekonu powinna być słabo, ale jednak prawidłowo rozwinięta. Na pierwszy rzut oka przy oglądaniu z boku dobra świnia bekonowa musi przypominać równoległobok. Jej grzbiet musi być możliwie długi i dobrze rozwinięty, o linii prostej, poziomo ustawionej. Długość grzbietu mierzona od nasady ogona do początku karku musi wynosić co najmniej 100 cm. Szynki winny być szerokie, dobrze umięśnione, a ogon wysoko osadzony. Linia brzucha powinna przebiegać równolegle do linii grzbietu, a więc brzuch nie może być obwisły czy też zapadnięty lub nadmiernie rozdęty, posiadający wiotkie umięśnienie i cienką ścianę. Wypełnienie brzucha musi być proporcjonalne do szerokości i głębokości klatki piersiowej oraz do szerokości grzbietu. Klatka piersiowa winna być dobrze rozwinięta, głęboka, łopatki lekkie, nie odstające od boków, wolne od fałd i leżące na jednej linii z przednimi kończynami. Głowa musi być lekka, ale niezbyt krótka. Również lekka winna być okolica karku i łopatek. Nogi świni bekonowej nie mogą być zbyt długie, muszą być pionowo i szeroko rozstawione. Poza tym kończyny winny opierać się tylko na trzecich, tj. ostatnich członach palców tak, aby raciczki swobodnie zwisały w powietrzu. Skóra świni bekonowej powinna być gładka, cienka, elastyczna, bez fałd i jakichkolwiek uszkodzeń mechanicznych, o barwie czysto białej bez plam barwikowych. Inne ubarwienie skóry, nawet częściowe, jest niedopuszczalne. Od szczeciny wymaga się, aby miała również barwę białą, była gęsta, jedwabista i stosunkowo długa. d) Waga żywa – wiek – płeć - stan zdrowia – odpoczynek przed ubojem Waga żywa świni bekonowej nie może być niższa niż 84 kg i nie wyższa niż 94 kg. Sztuki o takiej wadze żywej dostarczają najdroższego i najbardziej poszukiwanego bekonu. Waga przyjmowanych świń może ulegać zresztą odchyleniom w jedną czy drugą stronę, zależnie od decyzji Inspektoratu Standaryzacyjnego. W każdym jednak razie waga ta musi być osiągnięta w ciągu 7 do 8 miesięcy. W Danii dojrzałość bekonu uzyskują świnie przeciętnie już po 6 miesiącach, a angielskie towarzystwa hodowlane jako normę osiągnięcia tej dojrzałości określają wiek 199 do 202 dni. Za najodpowiedniejsze na bekon należy uważać sztuki, które całkowicie ukończyły rozrost na długość. Niedopuszczalne do uboju na bekony są knury, maciory i późne kastraty. Jedynie wieprze kastrowane w okresie prosięcym oraz maciorki, które nigdy nie rodziły mogą być przerabiane na bekon. Maciorkę, która rodziła, poznaje się m. in. po kształcie sutek. Sutki maciorki, która karmiła są wydłużone, nie karmiącej natomiast nie wysunięte, przypominające sutki osobników męskich; Kastrację knurów trzeba wykonać najpóźniej pod koniec, trzeciego miesiąca życia. Knury, późne kastraty i maciory nie odpowiadają już stawianym wymaganiom odnośnie budowy, wskutek, czego muszą być dyskwalifikowane jako bekon. Również oczywistym faktem jest to, że ubojowi na bekon poddaje się wyłącznie sztuki w pełni zdrowia i sił. Zdrowa świnia bekonowa jest zawsze ruchliwa, przy poruszaniu się chrząka, głowę ma pochyloną w dół, ogon świdrowato zakręcony. Ciepłota ciała mierzona przez 5 minut w odbycie, wynosi 38,5 do 40,50C. Kał jest miękki, gęsto papkowaty, barwy szarożółtawej. Skóra jest różowa, gładka, bez plam, włos połyskujący, ryj wilgotny, a apetyt dobry i zawsze zachowany. Brak apetytu, suchy ryj. plamy na skórze, opuszczony ogon są najłatwiejszymi do zauważenia objawami zaburzeń w stanie zdrowia. Świnia chora nie idzie w ogóle do koryta, do którego wsypano paszę lub też idzie ostatnia ze stada. Sztuki podejrzane należy niezwłocznie izolować ze stada i poddać szczegółowemu badaniu przez lekarza weterynarii. Po najkrótszym nawet transporcie muszą świnie bekonowe odpocząć w stajni spędowej co najmniej dwie godziny. Po transporcie samochodowym okres najkrótszego wypoczynku trzeba przedłużyć do 6 godzin. Za najbardziej odpowiedni należy uważać odpoczynek 24-godzinny. W czasie dłuższego odpoczynku a także w skwarne i duszne dni trzeba odpoczywającą trzodę napoić. Pobrana przez nią woda opróżnia do pewnego stopnia przewód pokarmowy, ułatwiając potem czystą pracę w czasie rozbiórki. Smith zaleca nawet podawanie nierogaciźnie w tym okresie węglowodanów w postaci np. osłodzonej wody. W każdym bądź razie ubojowi winna być poddana trzoda wygłodzona. Sztuki przeznaczone do uboju można ostatni raz karmić wieczorem w przeddzień uboju. Okres głodówki nie może być krótszy niż 12 do 15 godzin. Ma to swoje głębsze uzasadnienie, bowiem wygłodzone zwierzę łatwiej jest wykrwawić, a poza tym również łatwiejsze jest oczyszczenie jelit. Umiarkowane głodzenie świń przed ubojem zwiększa odporność bekonu na rozkład a także powoduje to, że mięso takich sztuk pekluje się lepiej niż mięso sztuk nakarmionych. 2. KLASYFIKACJA POUBOJOWA Klasyfikacja poubojowa bekonu opiera się na następujących przesłankach: a) wymiary liniowe tuszy, b) waga rzeźna, c) grubość słoniny grzbietowej oraz d) uszkodzenia mechaniczne. a) Wymiary liniowe tuszy W ocenie wymiarów liniowych bierze się pod uwagę długość i szerokość bekonu, czyli ściślej wzajemny stosunek tych dwu wymiarów do siebie. Szerokość bekonu jest to długość linii prostej w najszerszym miejscu klatki piersiowej, a więc mniej więcej na wysokości czwartego żebra. Hipotetyczna linia ta jest oczywiście prostopadła do mostka. Długość bekonu mierzy się linią prostą, łączącą przednią krawędź główki kości udowej z przednią krawędzią pierwszego żebra w miejscu przejścia części kostnej w chrząstkę (rys. 7). Pierwszej kontroli długości i szerokości bekonu dokonuje się jeszcze w trakcie uboju. Długość mierzy się wtenczas odległością między, pierwszym żebrem a przednią krawędzią kości łonowej. Bekon o wadze ciepłej 63 do 67 kg winien mieć co najmniej 73, a ponad 67 kg, co najmniej 74 cm długości między ostatnio wymienionymi punktami orientacyjnymi. Najmniejsza dopuszczalna długość gotowego tj. peklowanego bekonu, mierzona między pierwszym żebrem a główką kości udowej wynosi 70 cm. Według norm duńskich bekon wagi rzeźnej 63,5 kg do 67,5 kg musi mieć długość co najmniej 76 cm, wagi rzeźnej 68 kg do 72 kg co najmniej 78 cm, a wagi rzeźnej 72,5 kg do 77 kg co najmniej 79 cm. Bekon holenderski posiada przeciętnie długość równą 89 cm. Dane powyższe obrazują jasno i wyraźnie dążenie do jak największego wydłużenia bekonu. Twierdzenie, że im bekon dłuższy, tym idealniejszy, znajduje w powyższym pełne uzasadnienie (rys. 7). Inaczej, przedstawia się jednak sprawa z drugim wymiarem liniowym, ocenianym w ramach klasyfikacji, a mianowicie z szerokością. Zbyt głęboka klatka piersiowa nie jest zjawiskiem pożądanym. Jej wymiary muszą korelować z długością bekonu według poniższego zestawienia. Tusza wieprzowa o długości i szerokości nie odpowiadającej podanym wymaganiom minimalnym nie nadaje się na bekon nawet wówczas, gdyby odpowiadała wszystkim pozostałym warunkom. b) Waga Polskie normy standaryzacyjne przewidują podział bekonu na 8 grup wagowych od 20,8 do 33,5 kg wagi bekonu tj. wagi każdej połówki tuszy czyli od 46 lbs do 85 lbs z podziałem na cztery klasy wagowe według schematu: Sixes 46 do 50 lbs Sizeable 51 do 65 lbs Heavy 66 do 80 lbs Extra heavy 81 do 85 ibs Podobny ośmiostopniowy podział wagowy przewidują normy holenderskie, podczas gdy standart duński obejmuje 10 pozycji. W obrębie klas wagowych Sizeable i Heavy, rozróżnia się trzy grupy, oznaczając je kolejnymi literami początku alfabetu. Tabelarycznie ujęty opisany powyżej wagowy podział bekonu wygląda zatem w ten sposób: c) Słonina grzbietowa Przy ocenie tłuszczu bekonu zwraca się uwagę na jakość tłuszczu i jego ilość. Słonina bekonu winna mieć możliwie twardą konsystencję, winna być po prostu jędrna. Barwa słoniny zarówno grzbietowej jak i brzusznej nie może wykazywać większych odchyleń od koloru czysto białego. Liczba jodowa (liczba jodowa jest to ilość gramów jodu, jaką może wiązać 100 g tłuszczu. Liczba jodowa jest obiektywnym kryterium oceny konsystencji tłuszczu. Im jest ona niższa, tym tłuszcz jest jędrniejszy) tłuszczu bekonowego powinna wahać się w granicach 60 i może być raczej niższa niż wyższa. Liczba jodowa równa 70 wskazuje na tłuszcz zbyt miękki i dyskwalifikuje od razu przydatność tuszy na bekon.

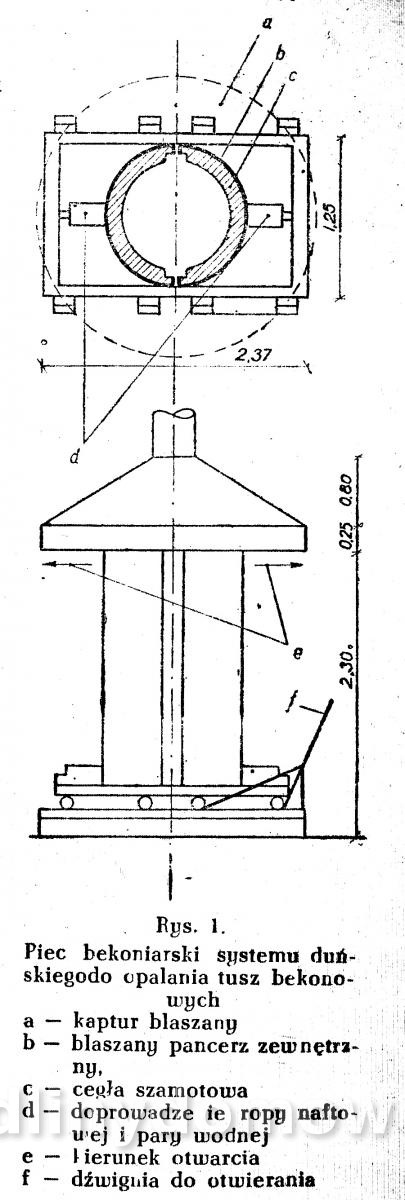
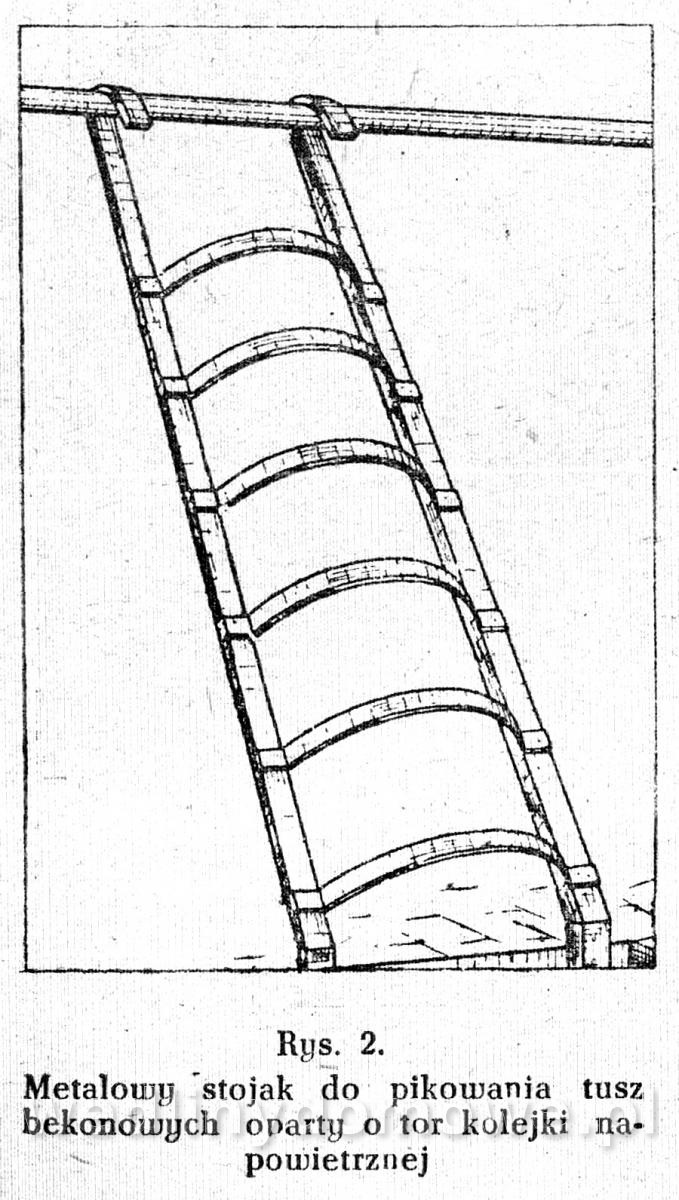
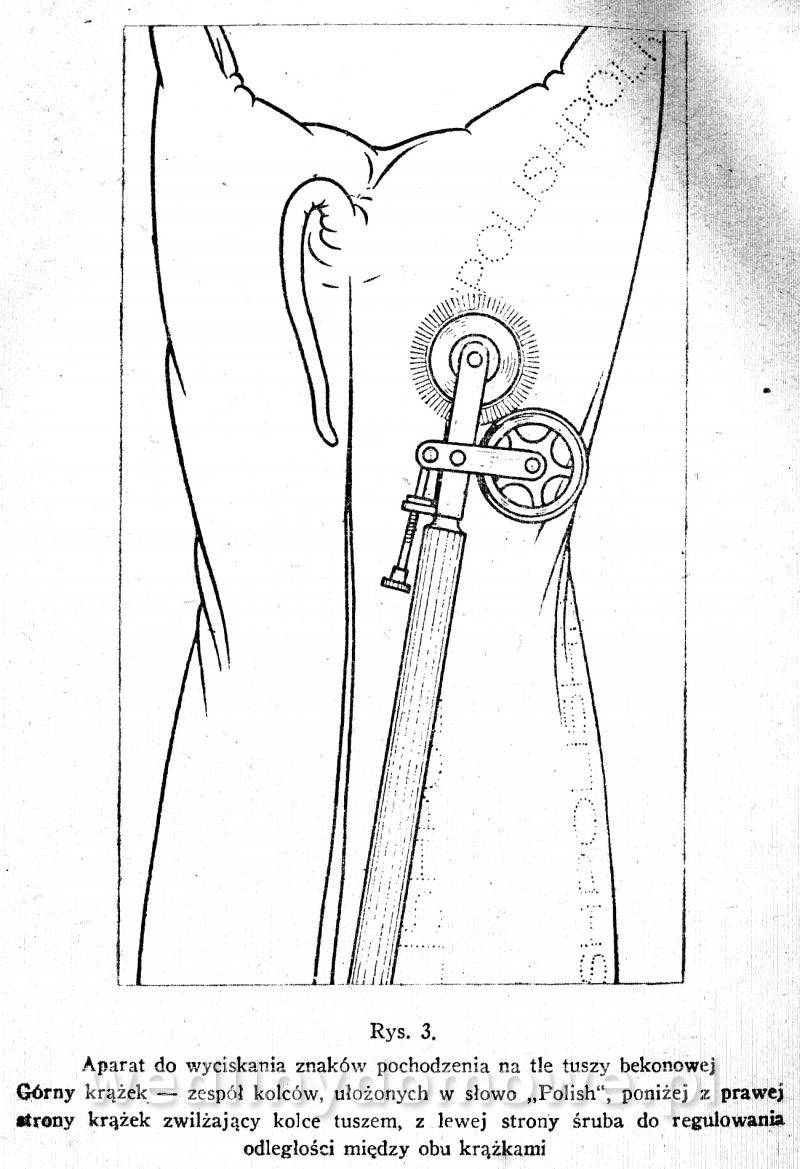
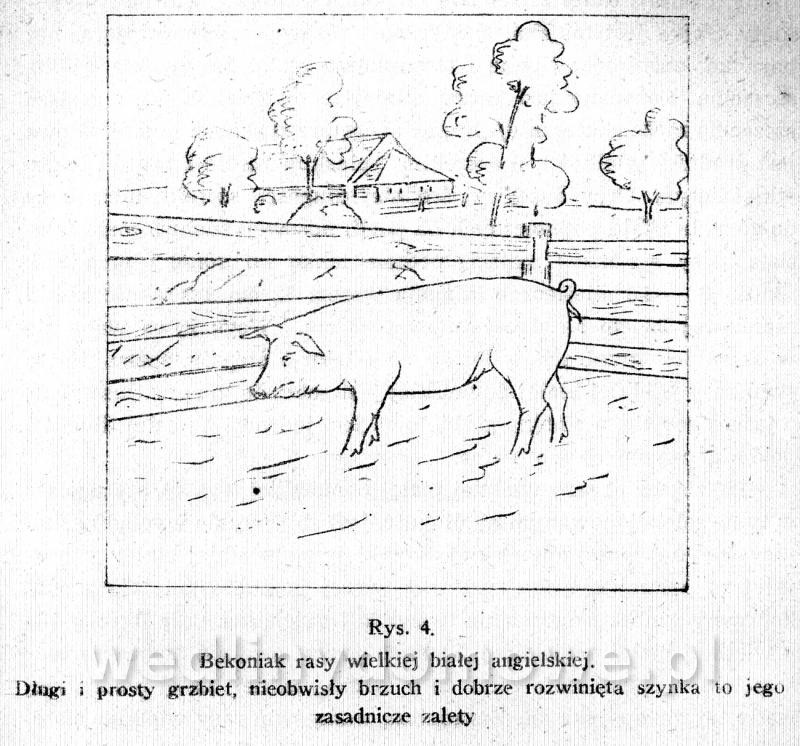
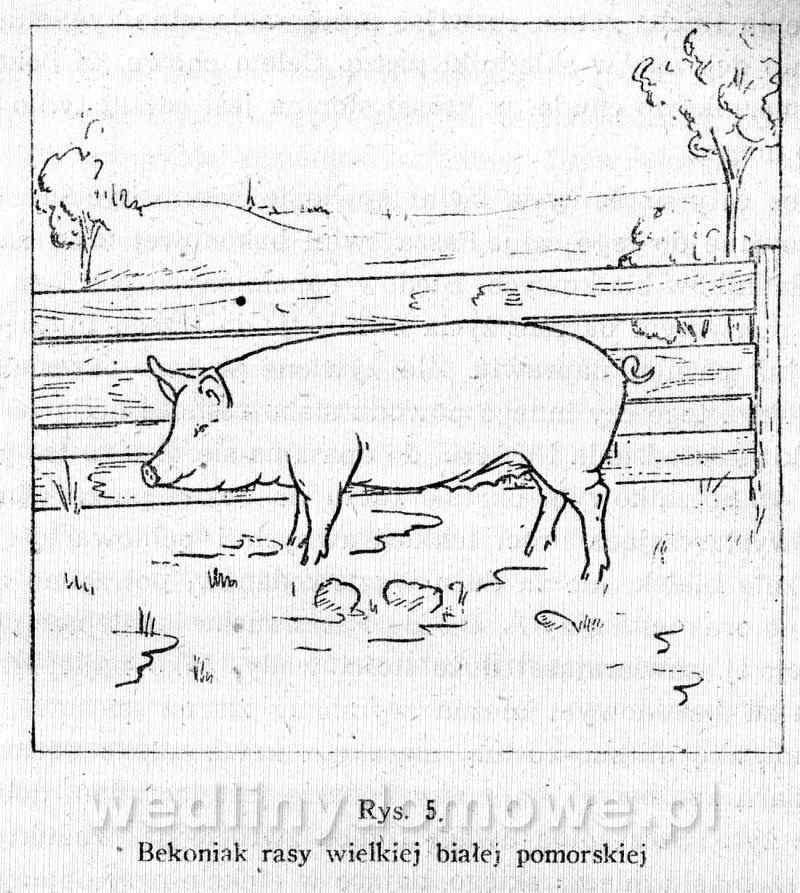
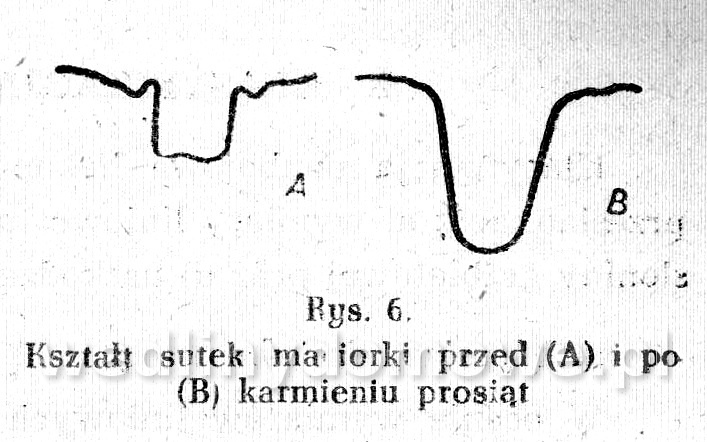
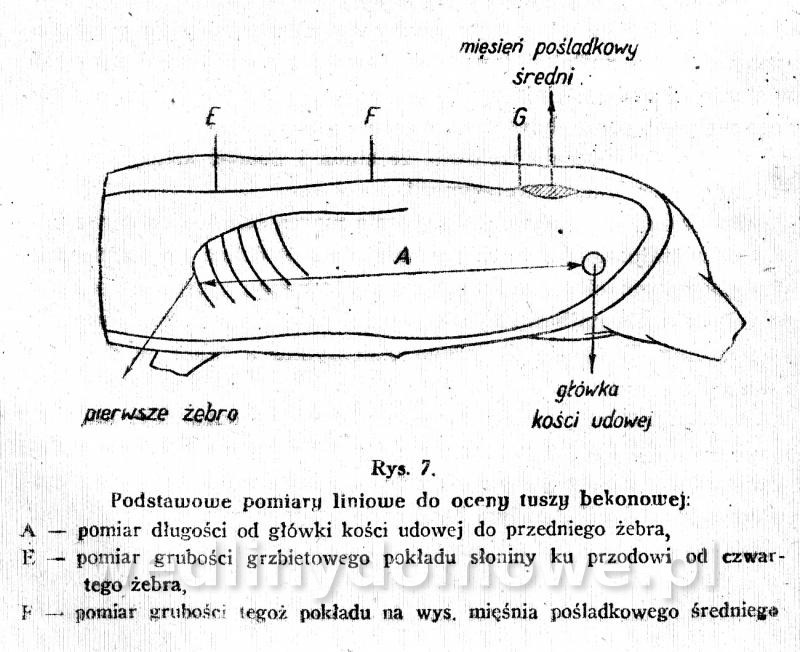
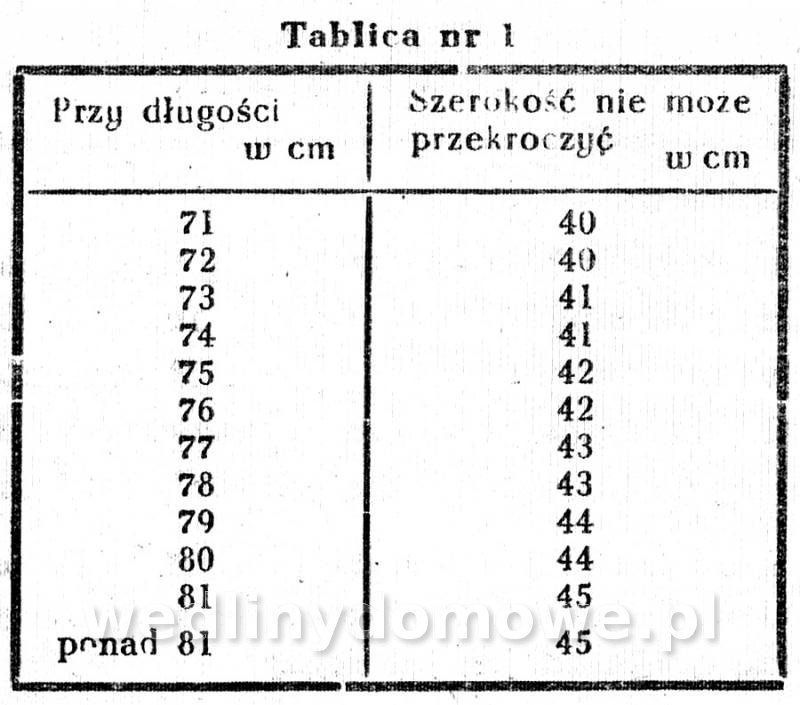
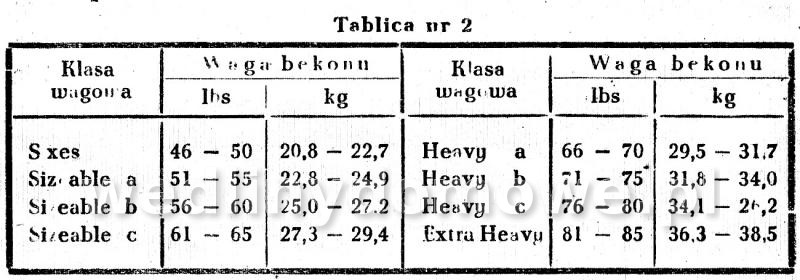
-
Zupa kalafiorowa (porcja ok. 207 kcal) 35 g kości wołowych i wieprzowych, 5 g margaryny, 5 g mąki, 5 g wołowiny, 10 g śmietany, 20 g marchwi, 4 g soli, 100 g kalafiora, przyprawy do smaku 150 g ziemniaków. Kości umyć; marchew umyć, oskrobać, opłukać i rozdrobnić. Z marchwi i kości ugotować wywar. Kalafiory oczyścić, opłukać, włożyć do zakwaszonej kwaskiem cytrynowym wody na 10—15 minut ( w celu usunięcia gąsienic); wyjąć, drobno pokrajać, dodać do wywaru i gotować. Ziemniaki umyć, obrać, pokrajać w kostkę i gotować z wywarem. Z tłuszczu i mąki zrobić zasmażkę, dodać do zupy i zagotować. Dodać przyprawy do smaku, a przed samym wydaniem zupy wlać śmietanę rozprowadzoną wywarem. Zupa mleczna z makaronem (porcja ok. 396 kcal) 400 g mleka świeżego, 1 g cukru, 50 g makaronu. Makaron ugotować i odcedzić, a następnie dodać do ugotowanego mleka i osłodzić. Całość wymieszać. Zupa ziemniaczana (porcja ok. 441 kcal) 50 g kości wołowych i wieprzowych, 400 g ziemniaków, 15 g marchwi, 5 g pietruszki, 5 g selera, 3 g pora, 15 g słoniny, 10 g mąki pszennej, 10 g cebuli, 3 g soli, przyprawy do smaku. Warzywa umyć, obrać, oczyścić i rozdrobnić. Kości umyć w ciepłej wodzie. Ugotować wywar. Ziemniaki umyć, obrać, opłukać, pokrajać w kostkę, włożyć do wywaru i ugotować. Z mąki, słoniny i cebuli zrobić zasmażkę, dodać do zupy i zagotować. Dodać do smaku przyprawy. Zupa grzybowa z koncentratu (porcja ok. 262 kcal) 40 g koncentratu zupy grzybowej, 20 g makaronu, 5 g mięsa wołowego bez kości, 15 g marchwi, 5 g pietruszki, 5 g selera, 1,5 g soli, przyprawy do smaku, 20 g śmietany. Warzywa umyć, obrać, opłukać i rozdrobnić. Mięso wołowe umyć i pokroić w kostkę. Ugotować wywar. Koncentrat rozdrobnić, wymieszać w małej ilości zimnej przegotowanej wody i wlać do zupy. Równocześnie z koncentratem włożyć makaron. Dodać do smaku przyprawy i wlać śmietanę rozprowadzoną wywarem. Rosół z makaronem (porcja ok. 398 kcal) 35 g kości, 150 g mięsa wolowego bez kości, 5 g selera, 3 g pora, 1,5 g naci pietruszki, 3 g soli, przyprawy do smaku, 60 g makaronu, 20 g marchwi, 7 g pietruszki. Kości i mięso umyć w ciepłej wodzie. Warzywa umyć, oczyścić, opłukać i rozdrobnić. Ugotować wywar. Do wywaru włożyć mięso i gotować do miękkości. Dodać przyprawy do smaku. Makaron gotować osobno. Mięso zużytkować jako II danie. Zupa pomidorowa z ryżem (porcja ok. 211 kac) 70 g kości wołowych i wieprzowych, 10 g koncentratu pomidorowego 30%, 15 g śmietany, 5 g mąki pszennej, 2 g soli, 15 g marchwi, 5 g pietruszki, 5 g selera, 2,5 g pora, 40 g ryżu, przyprawy do smaku. Kości umyć w ciepłej wodzie. Włoszczyznę umyć, oczyścić i opłukać. Ugotować wywar. Do ugotowanego wywaru dodać opłukanego ryżu i ugotować. Dodać lekko podsmażonego koncentratu pomidorowego i przypraw. Zupę podprawić zawiesiną z mąki i śmietany. Zagotować. Zupa ogórkowa (porcja ok. 156 kcal) 50 g kości wołowych i wieprzowych, 100 g ogórków kwaszonych, 15 g marchwi, 150 g ziemniaków, 5 g pietruszki, 10 g śmietany, 5 g selera, 3 g mąki, 2,5 g pora, 3,5 g soli, przyprawy do smaku. Ugotować wywar z umytych, oczyszczonych i rozdrobnionych warzyw i kości. Ziemniaki umyć, obrać i opłukać, a następnie pokrojone w kostkę włożyć do wywaru i gotować. Ogórki pokrajać w drobną kostkę i dusić w osobnym naczyniu zz dodatkiem tłuszczu. Uduszone ogórki połączyć z resztą zupy. Zrobić zasmażkę, wlać do zupy i zagotować. Dodać do smaku przyprawy. Przed wydaniem wlać do zupy śmietanę. Aby śmietana nie zważyła się, należy zrównać jej temperaturę z temperaturą zupy. Robi się to w ten sposób, że do śmietany dodaje się mąki, stopniowo wlewać zupę i mieszać, a kiedy ich temperatury są równe — łączy się je z zupą. Zupa jarzynowa (porcja ok. 244 kcal) 50 g kości wołowych i wieprzowych, 25 g groszku zielonego konserwowanego, 150 g ziemniaków, 50 g kapusty świeżej, 15 g marchwi, 10 g słoniny, 5 g pietruszki, 10 g cebuli, 5 g selera, 5 g mąki, 3 g pora, 3,5 g soli, przyprawy do smaku. Kości opłukać i gotować razem z oczyszczonymi i rozdrobnionymi warzywami. Pod koniec gotowania dodać ziemniaków. Do ugotowanych ziemniaków i warzyw dodać groszku zielonego konserwowego. Zupę podprawić zasmażką i dodać do smaku przypraw. Zupa szczawiowa (porcja ok. 300 kcal) 70 g kości wołowych i wieprzowych, 15 g marchwi, 5 g pietruszki, 5 g selera, 3 g pora, 300 g ziemniaków, 50 g szczawiu, 20 g śmietany, 5 g mąki pszennej, 3 g soli, przyprawy do smaku. Warzywa umyć, oczyścić i opłukać. Kości umyć. Ugotować wywar. Szczaw umyć, odciąć korzonki, przekręcić przez maszynkę do mięsa i tak przygotowany gotować w uprzednio przygotowanym wywarze. Zupę podprawić mąką rozcieńczoną w śmietanie i dodać do smaku przypraw. Ziemniaki ugotować osobno. Kapuśniak z kwaszonej kapusty (porcja ok. 248 kcal) 35 g kości wołowych i wieprzowych, 5 g mięsa wołowego bez kości, 20 g marchwi, 5 g pietruszki, 5 g selera, 2,5 g pora, 5 g cebuli, 5 g mąki, 10 g słoniny, 3 g koncentratu pomidorowego, 150 g ziemniaków, 120 kg kapusty kwaszonej, 3,5 g soli, przyprawy do smaku. Włoszczyznę umyć, oczyścić i opłukać. Kości umyć. Ugotować wywar. Na wywarze ugotować uprzednio oczyszczone, pokrajane w kostkę ziemniaki. Kapustę ugotować w niewielkiej ilości wody i po ugotowaniu połączyć z ziemniakami. Cebulę pokroić, zrumienić na tłuszczu, dodać mąki i zrobić zasmażkę. Zasmażkę wlać do zupy. Koncentrat pomidorowy podsmażyć i wlać do zupy. Całość gotować. Dodać przyprawy. Chcąc gotować kapuśniak w jednym naczyniu, gotuje się najpierw wywar z ziemniakami, a następnie dodaje się kapusty. Zamiast słoniny można do tej zupy użyć tłuszczu uzyskanego z rozbioru mięsa. Kapuśniak ze słodkiej kapusty (porcja ok. 301 kcal) 70 g kości wołowych i wieprzowych, 150 g kapusty, 20 g marchwi, 5 g pietruszki, 5 g selera, 3 g pora, 150 g ziemniaków, 10 g cebuli, 5 g mąki pszennej, 4 g koncentratu pomidorowego, 3 g soli, 15 g słoniny, przyprawy do smaku. Kości umyć w ciepłej wodzie. Warzywa umyć, obrać, opłukać i rozdrobnić. Kapustę obrać z zepsutych liści, opłukać i poszatkować. Zalać kapustę niewielką ilością wrzącej wody i gotować razem z warzywami, kościami i drobno pokrojoną cebulą. Kiedy kapusta jest już w połowie dogotowana, dodać oczyszczonych i pokrojonych w kostkę ziemniaków. Przyprawić do smaku. Zrobić zasmażkę, wlać do zupy i zagotować. Dodać koncentratu pomidorowego. Receptury niektórych potraw mącznych i z kasz (Receptury te podają ilości produktów spożywczych obliczone na 10 osób. Są one przeznaczone dla stołówek żołnierskich). Makaron z sosem pomidorowym 900 g makaronu, 50 g mąki, 700 g kości, pieprz, 100 g słoniny, papryka, 300 g koncentratu pomidorowego, sól do smaku. Wodę solić, zagotować, na wrzątek wrzucić makaron i zamieszać. Gotować 25—40 minut, a następnie makaron odcedzić, przelać zimną wodą. Sos przyrządzić na wywarze rumianym dodając podsmażonej cebuli, tłuszczu i mąki. Sos zagotować i dodać koncentratu pomidorowego. Sosem tym polać makaron. Kasza gryczana z sosem 150 g mąki pszennej, 200 g mięsa wieprzowego, 100 g słoniny, 800—1000 g kaszy gryczanej, 700 g kości, 50 g, mąki, sól i pieprz do smaku. Kaszę przebrać i opłukać. Zagotować wodę z solą, wsypać kaszę i gotować. Wody powinno być 1,5—2 razy więcej niż kaszy. Ugotowaną kaszę pozostawić na wolnym ogniu, aż do całkowitego wyparowania wody. Sos przyrządzić na wywarze rumianym dodając podsmażonej cebuli, mąki i tłuszczu. Sos zagotować. Sosem tym polewać kaszę. Leniwe pierogi z ciasta ziemniaczanego 1200 g sera białego, 1,5 jaja, 350 g mąki pszennej, 200 g tłuszczu. 700 g ziemniaków, 50 g mąki ziemniaczanej, 30 g soli, 50 g bułki tartej. Ziemniaki umyć, obrać ugotować i przekręcić wraz z serem przez maszynkę do mięsa. Do otrzymanej masy dodać jaj, mąki ziemniaczanej i mąki pszennej i posolić. Wyrobić ciasto. Na stolnicy posypanej mąką, uformować wałek o średnicy 3 cm, spłaszczyć i krajać w skośne płaty szerokości 2—4 cm. Gotować partiami w osolonej wodzie. Podawać polane masłem ze zrumienioną bułeczką. Łazanki z kapustą słodką 1000 g klusek fabrycznych - łazanek, 20 g bułki tartej, 30 g soli, 2500 g kapusty słodkiej, 120 g tłuszczu, 200 g cebuli, 1 g pieprzu. Kapustę umyć, obrać z zepsutych liści, rozdrobnić i ugotować w osolonej wodzie, a następnie odcedzić. Cebulę obrać, rozdrobnić i podsmażyć na złoty kolor. Kapustę i cebulę przepuścić przez maszynkę do mięsa. Ugotowane łazanki wymieszać z kapustą i włożyć do naczynia posmarowanego tłuszczem i posypanego bułką. Zapiec przez 30— 50 minut. Kluski śląskie 2300 g ziemniaków ugotowanych, 200 g boczku wędzonego, 50—100 g mąki pszennej, 500 g mąki ziemniaczanej, 30 g soli. Ziemniaki przekręcić przez maszynkę do mięsa. Dodać mąki ziemniaczanej i pszennej. Wyrobić ciasto. Uformować wałek o średnicy 1,5 cm i pokroić na kawałki 6—7 cm. Gotować w osolonej wodzie. Podawać polane tłuszczem z podsmażonym boczkiem. 8. POSIŁKI Z KONCENTRATÓW I KONSERW Dla potrzeb portalu wedlinydomowe.pl zebrał Maxell
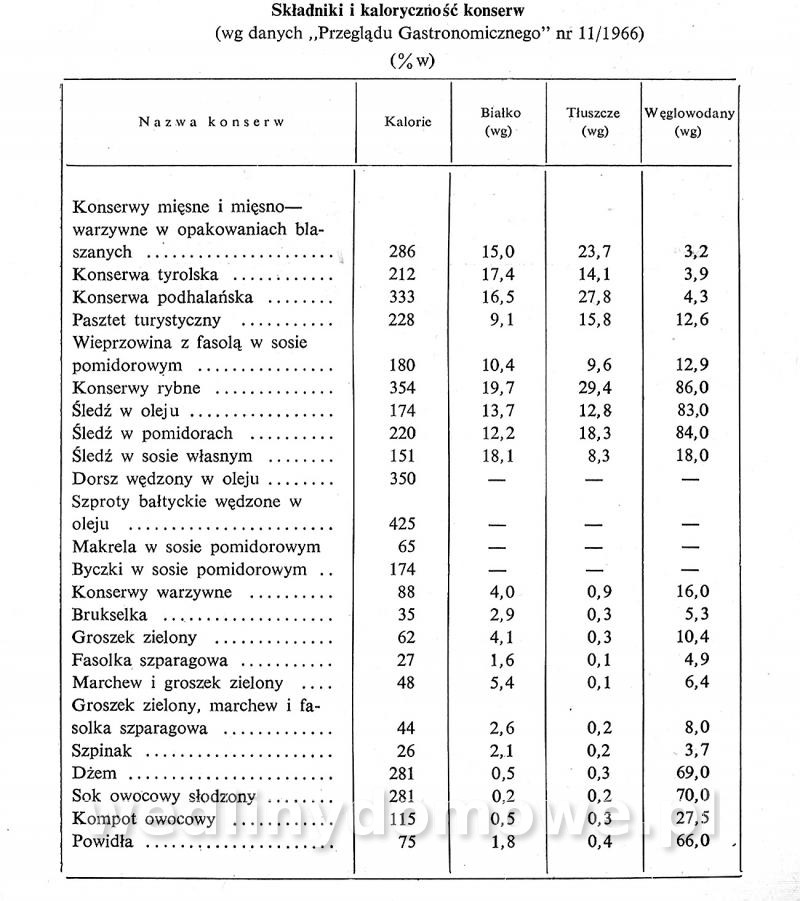
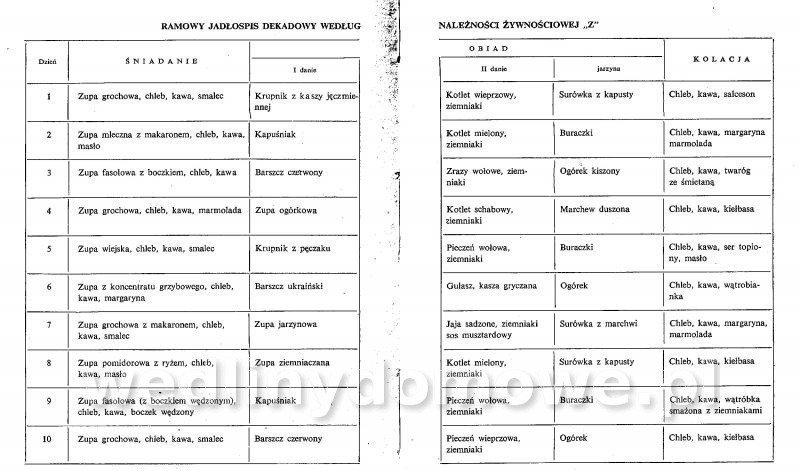
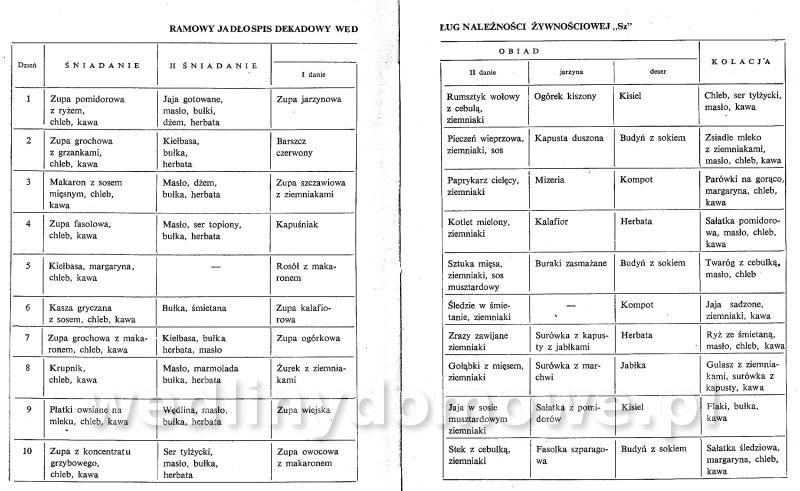
-
Kogut powiedziałby, że "...dla jaj".
-
Czytać, czytać i jeszcze raz czytać. Na forum jest wszystko, tylko trochę zaangażowania. Uważam, przynajmniej tak mnie uczono, że do każdej dyskusji należy się zawsze przygotować.
-
Zdjęcie: dreamstime.com Receptury niektórych potraw z mięsa wieprzowego Kotlet mielony (porcja ok. 130 g; 556 kcal) 50 g mięsa wieprzowego 50 g mięsa wołowego, 20 g tłuszczu, 10 g mąki pszennej, 10 g cebuli, 10 g bułki tartej, 20 g bułki suchej, pieprz naturalny i sól do smaku, 1/10 część jajka (jajko na 10 kotletów). Suchą bułkę namoczyć. Cebulę pokroić w kostkę i usmażyć na tłuszczu do koloru jasnozłotego. Mięso opłukać w ciepłej wodzie i pokroić w kostkę. Bułkę, cebulę i mięso rozdrobnić na „wilku" przez siatkę o otworach 2—3 mm. Do otrzymanej masy dodać przyprawy oraz jajko. Całość dobrze wymieszać. Dobrze wymieszana masa nie przylega do rąk. Zwilżyć ręce w wodzie i formować kotlety płaskie grubości 1—1,5 cm. Powierzchnie kotletów wyrównać nożem, nadać im kształt owalny, otoczyć w bułce i smażyć na gorącym tłuszczu. Dobrze usmażony kotlet po nakłuciu powinien wydzielać szary sok (nie usmażony — różowy). Kotlet podawać z ziemniakami, kluskami, kaszą oraz buraczkami, marchewką, surówkami. Bitka saperska z sosem (porcja ok. 115 g; 536 kcal) 150 g mięsa wieprzowego, 10 g mąki pszennej, 20 g cebuli, pieprz, papryka, liść laurowy i sól do smaku, 20 g tłuszczu, 10 g koncentratu pomidorowego, Mięso opłukać w ciepłej wodzie i osączyć. Pokroić wzdłuż włókien na porcje i zbić ostrą stroną noża tak, aby nie poprzecinać mięśni. W toku zbijania formować mięso na okrągło przez częste zwijanie brzegów do środka. Uformowane bitki posolić i oprószyć mąką, po czym podsmażyć na gorącym tłuszczu. Obsmażone mięso przełożyć do naczynia z sosem i dusić pod przykryciem do miękkości. Przygotować sos na pozostałym z podsmażenia mięsa tłuszczu. Przesmażyć na nim pokrojoną cebulę do koloru jasnożółtego i koncentrat pomidorowy wraz z papryką. Wszystkie składniki zmieszać następnie z gorącą przegotowaną wodą. Ilość sosu powinna wynosić około 80—100 g na jedną porcję. Bitki saperskie z sosem podawać z kaszą, ziemniakami, surówkami, buraczkami. Pieczeń wieprzowa (porcja ok. 110 g; 618 kcal) 150 g mięsa wieprzowego, 1 g papryki, 20 g tłuszczu, 20 g mąki pszennej, 15 g cebuli, kminek, pieprz, ziele angielskie i sól do smaku. Mięso opłukać w ciepłej wodzie, osączyć, pokroić na porcje, oprószyć solą i mąką, po czym obsmażyć na gorącym tłuszczu. Cebulę podsmażyć na kolor jasnozłoty. Obsmażone mięso dusić pod przykryciem wraz z cebulą. Ubytek wody powstały podczas duszenia uzupełniać przegotowaną wodą. Dla nadania lepszego smaku można dodać ziela angielskiego oraz kminku. W czasie duszenia kontrolować miękkość mięsa, aby nie przedłużać duszenia. Pieczeń wieprzową podawać z kaszą, makaronem, ziemniakami, buraczkami, kapustą gotowaną lub duszoną, surówkami. Stek wieprzowy (porcja ok. 115 g; 682 kcal) 150 g mięsa wieprzowego, 20 g cebuli, pieprz i sól do smaku, 15 g tłuszczu, 10 g mąki pszennej. Mięso opłukać w ciepłej wodzie, osączyć i pokroić w porcje w poprzek włókien w plastry grubości 5—7 mm. Tak przygotowane porcje zbić tłuczkiem do mięsa i nadać im kształt owalny. Przy zbijaniu i formowaniu porcji poprzecinać błonki przerastające tkankę mięsną, aby wyroby zachowały w czasie smażenia właściwy kształt i nie skręcały się. Przy zbijaniu mięsa wskazane jest zwilżanie wodą tłuczka, co zapobiega przyklejaniu się do niego mięsa. Uformowane porcje mięsa posolić, oprószyć mąką i smażyć początkowo na silnie rozgrzanym tłuszczu, a dosmażać w temperaturze niższej. Stek wieprzowy podawać z ziemniakami, jarzynami z wody, surówkami. Kotlet schabowy (porcja 130 g; 613 kcal) 150 g mięsa wieprzowego, 1/5 część jajka (jajko na 5 kotletów) lub 35 g zsiadłego mleka, 10 g bułki tartej, sól do smaku, 20 g tłuszczu, 10 g mąki pszennej. Mięso opłukać w ciepłej wodzie, osączyć, pociąć na porcje i zbić tłuczkiem. Zbite i uformowane kawałki mięsa zanurzać w przygotowanym panierunku. Panierunek przygotowuje się następująco: mąkę miesza się z jajkiem, solą i mlekiem (wodą) tak, aby ciasto było gęściejsze od ciasta naleśnikowego. W tak przygotowanym panierunku zanurza się mięso i otacza dodatkowo w tartej bułce. W razie zastosowania zsiadłego mleka zamiast jajka, kotlet otacza się mąką, następnie zanurza w mleku i po tym w tartej bułce. Kotlety w początkowej fazie smaży się w silnie rozgrzanym tłuszczu, a dosmaża na wolnym ogniu. Kotlet schabowy podawać z ziemniakami, kaszą, kapustą gotowaną (duszoną) i surówkami. Zraziki po węgiersku (porcja ok. 130 g; 636 kcal) 150 g mięsa wieprzowego, 8 g koncentratu pomidorowego, 15 g tłuszczu, 5 g mąki pszennej, 20 g cebuli, 1,5 g musztardy, pieprz, papryka i sól do smaku. Mięso opłukać w ciepłej wodzie, osączyć i pokroić na porcje skośnie w poprzek włókien mięśni. Pokrojone porcje posolić, zbić tępą stroną noża i nadać im kształt owalny. Z jednej porcji mięsa można formować po dwa zraziki. W czasie zbijania nóż maczać w wodzie. Dokładnie zbite i uformowane zraziki posmarować musztardą i podsmażyć na gorącym tłuszczu, a następnie włożyć do naczynia, zalać małą ilością przegotowanej wody i dusić pod przykryciem do miękkości. Przygotować sos na pozostałym z duszenia mięsa wywarze, tj. dodać do niego podsmażonej cebulki, papryki i koncentratu pomidorowego. Następnie posolić go, dodać przypraw, oprószyć mąką, wymieszać i zagotować. Mięso włożyć na krótko do sosu i podgrzać. Zraziki po węgiersku podawać z kluskami kładzionymi, ziemniakami z dodatkiem surówek. Wieprzowina po żołniersku (porcja ok. 120 g; 565 kcal) 130 g mięsa wieprzowego, 20 g boczku wędzonego lub surowego, 10 g tłuszczu, 20 g cebuli, 10 g koncentratu pomidorowego, papryka, liść laurowy i sól do smaku, 10 g mąki pszennej. Mięso opłukać w ciepłej wodzie, osączyć i pokroić wzdłuż mięśni cięciem skośnym, aby uzyskać porcje o możliwie dużej powierzchni. Poszczególne porcje zbić tłuczkiem i przygotowane w ten sposób mięso oprószyć solą i mąką. Boczek pokroić w cienkie paski i krótko obsmażyć, a następnie poszczególne paski włożyć w każdy kawałek mięsa i całość zawinąć. Przy zawijaniu zwrócić uwagę, aby boki mięsa były zawinięte do środka. Mięso spiąć szpilką drewnianą lub związać nitką i obsmażyć na silnie rozgrzanym tłuszczu, a następnie udusić do miękkości i dodać przypraw. Do wywaru uzyskanego z mięsa dodać podsmażonej cebuli i koncentratu pomidorowego oraz zagotować. Wieprzowinę po żołniersku podawać z ziemniakami, buraczkami, surówką, kapustą duszoną, ogórkami. Boczek pieczony (porcja ok. 114 g; 824 kcal) 150 g boczku surowego z żeberkami, 2 g czosnku, 5 g cukru, 10 g musztardy, 2 g papryki, pieprz i sól do smaku. Boczek surowy opłukać w ciepłej wodzie, osączyć i przed pieczeniem nastrzyknąć solanką. Solankę przygotować z litra wody przegotowanej, 130 g soli i 2 g czosnku i 5 g cukru, przy czym przestrzegać, aby ilość użytej solanki wynosiła 10% w stosunku do ciężaru boczku. Tak przygotowaną solanką nastrzyknąć boczek, zawiesić go w wędzarni i piec w gorącym dymie. Gdy boczek jest dostatecznie upieczony, sprawdza się szpilką, która powinna równo i lekko przechodzić przez mięśnie. Boczek surowy można zastąpić peklowanym lub wędzonym i piec w piekarniku. Boczek wędzony podawać z ziemniakami, buraczkami, sałatą, ogórkami kiszonymi, mizerią, kapustą duszoną, surówkami. Boczek duszony (porcja ok. 105 g; 827 kcal) 150 g boczku surowego, 5 g mąki pszennej, 20 g cebuli, liść laurowy i pieprz, maggi i sól do smaku. Boczek opłukać w ciepłej wodzie, osączyć, oprószyć solą i mąką, po czym obsmażyć na gorącym tłuszczu. Obsmażony boczek przełożyć do naczynia, posypać pieprzem, dodać gorącej wody i dusić pod przykryciem. Wody dodaje się tyle, aby mięso było przykryte w połowie swej grubości, a w razie duszenia porcji — przykryte w trzech czwartych. Cebulę pokroić w krążki, zrumienić na tłuszczu pozostałym z podsmażenia boczku i dodać w połowie czasu duszenia boczku. Duszenie przerywa się z chwilą stwierdzenia, że boczek jest dostatecznie miękki. Przedłużanie czasu duszenia wywołuje niekorzystne zmiany w konsystencji boczku. Boczek duszony podawać do spożycia tylko w stanie gorącym — z ziemniakami, buraczkami, surówkami, kapustą duszoną, ogórkami. Kotlet z boczku (porcja ok. 116 g; 830 kcal) 150 g boczku surowego z żeberkami, 2 g mąki pszennej, 20 g cebuli, 1,5 g tłuszczu, pieprz i sól do smaku. Boczek opłukać w ciepłej wodzie, osączyć i pokroić cięciami skośnymi w porcje, aby miały jak największą powierzchnię. Poszczególne kawałki boczku zbić tłuczkiem, aby zmiękczyć tkankę tłuszczową, nadać odpowiedni kształt i skrócić czas smażenia. Tak uformowany boczek posolić, oprószyć mąką i smażyć na rozgrzanym tłuszczu. Należy uważać, aby w czasie smażenia nie nastąpił rozkład tłuszczu, czego oznaką jest niebieski dym. Kotlet z boczku podawać z ziemniakami z dodatkiem surówek. Wieprzowina w sosie musztardowym (porcja ok. 115 g; 559 kcal) 150 g mięsa wieprzowego, 15 g tłuszczu, 15 g mąki pszennej, 10 g musztardy, 15 g cebuli, 10 g marchwi, i sól do smaku. Mięso opłukać w ciepłej wodzie, osączyć i pokroić w porcje grubości 2—2,5 cm cięciami skośnymi w poprzek włókien. Porcje posolić, oprószyć mąką i obsmażyć na gorącym tłuszczu. Następnie przełożyć je do naczynia, dodać gorącej wody i dusić pod przykryciem do miękkości. Ubytek wody powstałej w czasie duszenia uzupełniać gorącą przegotowaną wodą. Otrzymany z gotowania wywar użyć jako podstawę do sosu. Przygotować sos, tj. przyrządzić zasmażkę z tłuszczu, mąki i wody, pokroić marchewkę w cienkie podłużne paski i ugotować w niewielkiej ilości wody, a następnie ugotowaną przetrzeć i dodać do wywaru mięsnego razem z zasmażką. Całość dobrze wymieszać, stopniowo dodając musztardy i zwracając uwagę, aby sosu zbytnio nie zakwasić. Przed każdorazowym wydaniem sosu należy go dobrze wymieszać. Wieprzowinę w sosie musztardowym podawać z ziemniakami, buraczkami, surówkami. Gulasz wieprzowy (porcja ok. 250 g; 709 kcal) 150 g mięsa wieprzowego, 15 g tłuszczu, 15 g mąki pszennej, 15 g cebuli, 10 g koncentratu pomidorowego, 0,1 g papryki, liść laurowy i sól do smaku. Mięso opłukać w ciepłej wodzie, osączyć, pokroić w kostkę o ciężarze 25—30 g, posolić, oprószyć mąką i obsmażyć na silnie rozgrzanym tłuszczu. Obsmażone mięso włożyć do naczynia, przy czym kolejną warstwę mięsa przekładać pokrojoną w krążki cebulą. Dodać wody, liścia laurowego i paprykę. Dusić do miękkości. Dodać koncentratu pomidorowego, wymieszać i zagotować. Gulasz wieprzowy podawać z kaszą, makaronem, ziemniakami, buraczkami, grochem purée, surówkami, kapustą duszoną, ogórkami. Żeberka duszone (porcja ok. 115 g; 593 kcal) 150 g żeberek wieprzowych, 10 g tłuszczu, 50 g cebuli, 5 g mąki, pieprz i sól do smaku. Żeberka opłukać ciepłą wodą, posolić, oprószyć mąką i podsmażyć. Podsmażone żeberka przełożyć w kawałkach wieloporcjowych do naczynia, dodać zarumienionej cebuli, pieprzu i dusić na wolnym ogniu do miękkości, po czym pokroić na porcje. Otrzymany z duszenia wywar można doprawić koncentratem pomidorowym i przyprawą do zup (maggi). Żeberka duszone podawać z kaszą, ziemniakami, buraczkami, surówkami, ogórkiem kiszonym. Żeberka gotowane (porcja ok. 115 g; 478 kcal) 150 g żeberek wieprzowych, pieprz, sól i inne przyprawy do smaku. Mięso opłukać w ciepłej wodzie, osączyć i włożyć do kotła, w którym ma być gotowana zupa. Można też żeberka gotować oddzielnie z przyprawami (liść laurowy, ziele angielskie, sól) i otrzymany wywar stosować w części do zupy, a w części do sporządzenia sosu. Należy zwrócić uwagę, aby nie przegotować mięsa. Żeberka gotowane podawać z ziemniakami, buraczkami, fasolką, surówkami, ogórkiem kiszonym. Kiełbasa w sosie musztardowym (porcja ok. 120 g; 513 kcal) 5 g smalcu, 15 g musztardy, 120 g kiełbasy, 5 g cebuli, 10 g mąki, cukier i sól do smaku. Kiełbasę umyć w letniej wodzie, podzielić na porcje, włożyć partiami do wrzącej wody i krótko gotować. Sos przygotować następująco: cebulę obrać, opłukać, drobno poszatkować i zrumienić na tłuszczu. Dodać mąki, rozprowadzić wywarem rumianym i przetrzeć przez sito. Do sosu dodać musztardy, cukru i soli. Całość wymieszać i zagotować. Kiełbasę podawać na gorąco. Kiełbasa z rusztu (porcja ok. 120 g; 568 kcal) 120 g kiełbasy, 50 g cebuli, 15 g smalcu, pieprz i sól do smaku. Kiełbasę umyć w ciepłej wodzie, podzielić na porcje, każdą porcję przekroić wzdłuż i podsmażyć na tłuszczu. Osobno udusić lub podsmażyć cebulkę i posolić ją. Kiełbasę wydawać na gorąco razem z cebulką. Receptury niektórych potraw z mięsa wołowego. (receptury te podają ilości produktów spożywczych obliczone na osobę oraz średni ciężar porcji (w g) i jej wartość kaloryczną (w kcal). Są one przeznaczone dla stołówek żołnierskich). Sztuka mięsa (porcja ok. 118 g; 163 kcal) 150 g mięsa wołowego, przyprawy i sól do smaku, włoszczyzna (jak do rosołu). Mięso opłukać w ciepłej wodzie, podzielić na 2,5 kg kawałki, włożyć do kotła z wrzącą wodą i gotować wraz z włoszczyzną i przyprawami, które przewiduje receptura na rosół. Gdy pojemność kotła nie pozwala gotować zupy i mięsa jednocześnie, należy mięso gotować oddzielnie wraz z warzywami i przyprawami, a wywar zastosować jako podstawę do zup i sosów. Gdy mięso będzie dostatecznie miękkie, przerwać gotowanie, by nie zwiększać ubytków produkcyjnych. Porcjowanie mięsa przeprowadzać krojąc je w poprzek włókien mięśni. Sztukę mięsa podawać z sosem musztardowym, surówkami, jarzynami gotowanymi. Brizol wołowy (porcja ok. 118 g; 429 kcal) 150 g mięsa wołowego, 10 g mąki, 15 g tłuszczu, 20 g cebuli, 10 g koncentratu pomidorowego, 1 g musztardy, pieprz, liść laurowy, 1,5 g papryki, sól do smaku. Mięso umyć w ciepłej wodzie i podzielić na porcje. Każdą porcję zbić tłuczkiem i nadać jej kształt owalny. Ukształtowany brizol otoczyć mąką na silnie rozgrzanym tłuszczu z obydwu stron. Dla nadania lepszego smaku można mięso posmarować z jednej strony musztardą. Brizol wołowy podawać z sosem pomidorowym oraz surówkami. Zrazy bite duszone w sosie pomidorowym (porcja ok. 115 g; 365 kcal) 150 g mięsa wołowego, 8 g koncentratu pomidorowego, 10 g tłuszczu, 15 g mąki pszennej, 20 g cebuli, liść laurowy, pieprz, i sól do smaku. Mięso umyć w ciepłej wodzie i pokroić na podłużne płaty o ciężarze 150 g, a następnie każdy płat zbić odwrotną stroną noża, posolić, ręką zwilżoną w wodzie wygładzić jego powierzchnię i oprószyć mąką. Tak przygotowane mięso bić znowu i zawijać brzegi do środka. Tłuczenie mięsa przerwać z chwilą uformowania owalnego zrazika. Uformowany zrazik ponownie oprószyć mąką i obsmażyć na silnie rozgrzanym tłuszczu (najpierw stronę zawiniętą, co utrwala kształt mięsa), a następnie dusić pod przykryciem w wodzie z dodatkiem koncentratu pomidorowego, przypraw i podsmażonej cebuli. W czasie duszenia zrazów nie przewracać, ponieważ ich struktura jest delikatna i można ją uszkodzić. Dla ułatwienia wydawania mięsa najpierw należy odlać sos do innego naczynia, a następnie wydawać zrazy. Zrazy podawać z buraczkami, ogórkiem kiszonym, surówkami, sałatą. Zrazy wołowe zawijane (porcja ok. 110 g; 485 kcal) 140 g mięsa wolowego, 20 g soli, 10 g słoniny lub boczku, 15 g koncentratu pomidorowego, 15 g tłuszczu, 15 g mąki pszennej, pieprz, papryka i sól do smaku. Mięso opłukać w ciepłej wodzie, osączyć i pociąć na porcje w poprzek włókien mięśni. Każdą porcję zbić tłuczkiem, aby płat mięsa był bardzo cienki. Słoninę (boczek) pokroić w paski i zrumienić na patelni wraz z cebulą. Zbity płat mięsa posolić, do jego wnętrza włożyć kawałek słoniny (boczku) z cebulą i zawinąć. Aby się zrazy w czasie obróbki cieplnej nie rozpadały, należy je spiąć szpilką drewnianą lub przewiązać nitką, następnie obtoczyć mąką, obsmażyć i dusić do miękkości. Zrazy podawać z buraczkami, marchewką, surówkami. Pieczeń wołowa duszona w sosie musztardowym (porcja ok. 109 g; 406 kcal) 150 g mięsa wołowego, liść laurowy, 15 g mąki pszennej, 10 g musztardy, 15 g cebuli, 15 g tłuszczu, pieprz, papryka i sól do smaku. Mięso opłukać w ciepłej wodzie, pokroić wzdłuż włókien na kawałki o ciężarze 1,5—2 kg, osolić, oprószyć mąką i zrumienić ze wszystkich stron. Zrumienione mięso zalać tłuszczem i wodą, dodać podsmażonej cebuli i przypraw i dusić pod przykryciem. Miękkie mięso wyporcjować krojąc w poprzek włókien. Mąkę rozmieszczać z zimną wodą, wlać do wywaru z mięsa i mieszając zagotować. Po zagotowaniu dodać musztardy i zamieszać. Mięso zalać sosem i zagotować. Pieczeń podawać z surówkami, kapustą duszoną, mizerią, sałatą. Gulasz w sosie pomidorowym (porcja ok. 250 g; 441 kcal) 150 g mięsa wołowego, 15 g koncentratu pomidorowego, 20 g tłuszczu, 20 g mąki pszennej, 1,5 g papryki, 30 g cebuli, pieprz, liść laurowy i sól do smaku. Mięso opłukać w ciepłej wodzie i osączyć, a następnie pokroić w kawałki o ciężarze 20—30 g lub rozdrobnić na „wilku" (szarpak i nóż jednoskrzydłowy). Pokrojone mięso posolić, oprószyć mąką i podsmażyć na gorącym tłuszczu. Podsmażone mięso przełożyć do naczynia z gotowaną wodą i dusić pod przykryciem. Z reszty mąki oraz tłuszczu i cebuli przyrządzić zasmażkę drugiego stopnia, dodać koncentratu pomidorowego, papryki, pieprzu i liścia laurowego, wlać do naczynia, w którym dusi się mięso. Dobrze wymieszać. Można także dodać do smaku kminku. Gulasz podawać z surówkami. Klops wolowy (porcja ok. 150 g; 481 kcal) 100 g mięsa wołowego, 20 g cebuli, 5 g mąki pszennej, 20 g bułki suchej, 25 g tłuszczu, 8 g bułki tartej, 15 g koncentratu pomidorowego, 20 g wody, 2 g soli, 1,5 g mąki ziemniaczanej, pieprz i papryka do smaku. Mięso umyć w ciepłej wodzie i rozdrobnić na ,,wilku" przez siatkę 2—3 mm wraz z namoczoną bułką i podsmażoną cebulką. Całość dobrze wymieszać z wodą, mąką ziemniaczaną i przyprawami. Mieszanie zakończyć z chwilą, gdy mięso nie będzie się już lepiło do rąk. Wymieszane mięso formować w okrągłe kule, otoczyć w bułce tartej, podsmażyć i dusić z dodatkiem koncentratu pomidorowego. Klopsy wołowe podawać z buraczkami, marchewką. Risotto z wołowiny (porcja ok. 450 g; 641 kcal) 150 g mięsa wolowego, 6 g mąki pszennej, 10 g cebuli, 100 g ryżu, 10 g koncentratu, 10 g tłuszczu, liść laurowy, papryka i sól do smaku. Ryż opłukać i ugotować na sypko (na 1 kg ryżu — 2,1 l wody i 28 g soli). Mięso opłukać w ciepłej wodzie, pokroić w kostkę 25 x 25 mm, posolić i oprószyć mąką i tak przygotowane podsmażyć na dobrze rozgrzanym tłuszczu z cebulką. Podsmażone mięso przełożyć do naczynia i dusić z dodatkiem koncentratu pomidorowego i przypraw do miękkości. Gdy mięso jest już miękkie, przełożyć je wraz z sosem do naczynia z ryżem i całość dobrze wymieszać. Ilość sosu około 150 g. Risotto podawać z marchewką, buraczkami, surówkami. 3. POTRAWY Z RYB Porcjowanie i filetowanie. Po wstępnej obróbce rybę oczyszczoną zależnie od rodzaju i sposobu obróbki cieplnej poddaje się porcjowaniu i filetowaniu. Rybę średniej wielkości (1 do 1,5 kg) porcjuje się w dzwonka, dużą — w półdzwonka, małą — smaży się w całości. Przy porcjowaniu w dzwonka kroi się rybę prostopadle do kręgosłupa, w poprzek tuszki, w kawałki szerokości około 5 cm, w zależności od grubości ryby i ustalonej wielkości porcji. W półdzwonka porcjuje się rozcinając najpierw tuszkę wzdłuż kręgosłupa, a następnie otrzymane filety kroi się w poprzek. Do filetowania rybę układa się na suchej desce i przytrzymując lewą ręką tułów prawą dokonuje się podłużnego cięcia tuszki przy kręgosłupie, od głowy w kierunku ogona. Następnie przewraca się tuszkę na powierzchnię, od której odcięty został pierwszy filet, i kolejno odcina się drugi. Receptury niektórych sałatek śledziowych Sałatka śledziowa I (porcja ok. 100 g; 186 kcal) 40 g śledzia solonego, 50 g ziemniaków, 10 g cebuli, 10 g marchwi, 10 g oleju, 5 g musztardy, 1 g soli. Śledzie wymoczyć w zimnej wodzie, odfiletować i pokroić w podłużne cienkie paski. Ziemniaki i marchew umyć i następnie pokroić w drobną kostkę. Cebulę obrać i pokroić w kostkę. Wszystkie składniki połączyć, dodać oleju i musztardy i dobrze wymieszać. Sałatka śledziowa II (porcja ok. 130 g; 420 kcal) 40 g śledzia solonego odgłowionego, 10 g marchwi, 10 g cebuli, 1/10 g jaja (jajko na 10 porcji), 35 g oleju, 15 g jabłek, 40 g ziemniaków, 10 g ogórków kiszonych. Śledzie wymoczyć w zimnej wodzie, odfiletować i pokroić w cienkie paski. Ziemniaki i marchew umyć, ugotować, a następnie pokroić w drobną kostkę. Umyte jabłka, ogórki i cebulę również pokroić w drobną kostkę. Przyrządzić majonez. Do żółtka wlewać bardzo wolno olej i ucierać aż do uzyskania gęstej masy. Wszystkie składniki połączyć ze sobą i dobrze wymieszać. Sałatka śledziowa z fasolą (porcja ok. 200 g; 340 kcal) 50 g fasoli, 50 g śledzi solonych odgłowionych, 30 g cebuli, 10 g musztardy, 10 g oleju, 1 g soli, 0,1 g pieprzu. Fasolę namoczyć i ugotować. Śledzie wymoczyć i sprawić. Cebulę obrać i pokroić w kostkę, dodać pieprzu, oleju i wymieszać z musztardą. Pokrojone drobno śledzie połączyć z fasolą i sosem i dobrze wymieszać. Receptury niektórych potraw z warzyw (Receptury te podają ilości produktów spożywczych obliczone na osobę oraz średni ciężar porcji (w g) i jej wartość kaloryczną (w kcal). Są one przeznaczone dla stołówek żołnierskich). Kapusta z grochem (porcja 300 g; 454 kcal) 150 g kapusty kwaszonej, 50 g grochu, 15 g cebuli, 2,5 g mąki, 5 g tłuszczu, 40 g boczku wędzonego, pieprz i sól do smaku. Groch umyć i namoczyć w czystej wodzie. W tej samej wodzie ugotować go następnie do miękkości. Kapustę ugotować razem z boczkiem pokrojonym w kostkę. Ugotowane składniki połączyć ze sobą i jeszcze chwilę pogotować. Zrobić zasmażkę z mąki i cebuli, dodać do ugotowanych składników i zagotować. Dodać przyprawy. Pęcak z grochem (porcja 250 g; 426 kcal) 20 g konserwy mięsnej, 25 g wywaru mięsnego lub 12,5 g cebuli, 3 g soli, 2 g naci z pietruszki, 50 g pęczaku, 7,5 g tłuszczu, 37,5 g grochu łuszczonego. Groch wypłukać, zalać przegotowaną zimną wodą w ilości 750 g i moczyć przez 4—5 godzin, aby napęczniał. Pęczak wypłukać i ugotować na półsypko w 156 g wody. Groch ugotować i zemleć na maszynce, dodać zrumienionej cebuli, rosołu lub konserwę i wymieszać. Tak przygotowany groch wymieszać z gorącym pęczakiem i posypać nacią pietruszki. Marchew (porcja 180 g; 110 kcal) 150 g marchwi, 5 g mąki, 5 g tłuszczu, 1 g soli. Marchew umyć, oskrobać, pokroić w kostkę i ugotować. Do ugotowanej marchwi dodać zasmażki i zagotować. Stosunek wody do marchwi jak 1 : 1. Marchew z groszkiem zielonym (porcja 100 g; 84 kcal) 50 g marchwi, 5 g mąki, 50 g groszku konserwowanego, 2 g tłuszczu, sól do smaku. Marchew umyć, oskrobać, pokroić w kostkę i ugotować. Do ugotowanej marchwi dodać ugotowanego groszku konserwowego przygotowanej zasmażki i zagotować. Ćwikła (porcja 128 g; 70 kcal) 125 g buraków, 0,2 g kwasku cytrynowego, 20 g jabłek, 8 g chrzanu, 0,5 g soli, 3 g cukru. Buraki umyć pod bieżącą wodą, ugotować i pokroić w słomkę. Chrzan zetrzeć na tarce (można dodać gotowego). Jabłka umyć i pokroić, podobnie jak buraki. Składniki wymieszać, dodać do smaku kwasku cytrynowego i soli. Ćwikłę podawać jako dodatek do mięs wieprzowych. Fasolka po bretońsku (porcja 250 g; 532 kcal) 90 g fasoli, 20 g koncentratu pomidorowego, 30 g kiełbasy, 10 g słoniny, kwasek cytrynowy, 10 g mąki, cukier i sól do smaku. Fasolę umyć, namoczyć na kilka godzin przed gotowaniem. Ugotować fasolę i przelać gorącą wodą. Zrobić zasmażkę i dodać do niej koncentratu pomidorowego oraz rozprowadzić ją wywarem z warzyw lub mięsa, pochodzącym z innych potraw gotowanych w danym dniu. Kiełbasę pokroić w słomkę lub kostkę. Wywar i kiełbasę wymieszać z fasolą. Dla polepszenia smaku dodać trochę kwasku cytrynowego i cukru. Receptury niektórych surówek (Receptury te podają ilości produktów spożywczych obliczone na osobę oraz średni ciężar porcji (w g) i jej wartość kaloryczną (w kcal). Są one przeznaczone dla stołówek żołnierskich). Surówka z porów (porcja ok. 85 g; 113 kcal) 70 g porów, 0,1 g kwasu cytrynowego, 10 g oleju, 20 g marchwi, 5 g musztardy, 0,4 g cukru. Warzywa umyć i oczyścić, a następnie rozdrobnić, dodać przypraw i wymieszać. Surówka z papryki I (porcja 86 g; 215 kcal) 35 g papryki, 20 g oleju sojowego, 35 g pomidorów, 5 g musztardy, 17 g cebuli, cukier i sól do smaku, 9 g kopru lub naci pietruszki. Warzywa umyć i rozdrobnić, koper (nać pietruszki) posiekać. Całość posolić, dodać oleju i musztardy i wszystko dobrze wymieszać. Surówka z papryki II (porcja ok. 106 g; 67 kcal) 25 g papryki zielonej, 3 g oleju, 25 g pomidorów, 3/10 jaja, 25 g ogórka kwaszonego, 4 g musztardy, 15 g cebuli, 0,5 g soli. Warzywa umyć. Jaja ugotować na twardo. Następnie produkty te drobno pokroić. Musztardę wymieszać z olejem. Całość posolić i wymieszać. Surówka z papryki III (porcja z majonezem ok. 117 ,g; bez majonezu ok. 91 g; 223 kcal) 1/10 żółtka, 20 ml oleju, 0,4 g cukru, 5 g musztardy, 0,3 g soli, 28 g papryki, 24 g pomidorów, 25 g cebuli, 25 g jabłek, 26 g majonezu. Produkty umyć i osuszyć. Paprykę i jabłka rozkroić i wyjąć gniazdka nasienne. Cebulę obrać. Wszystko pokroić na drobną kostkę, wymieszać z majonezem i posolić. Majonez: żółtko jaja rozmieszać z musztardą i dolewając bardzo wolno oleju sojowego lub słonecznikowego — ucierać. Surówka z papryki IV (porcja ok. 92 g; 71 kcal) 15 g ogórków kwaszonych, 15 g pomidorów, 20 g papryki zielonej, 10 g cebuli, 15 g jabłek, 15 g marchwi, 5 g oleju, 5 g musztardy, 1 g soli. Warzywa umyć i pokroić w drobne paski lub kostkę. Olej wymieszać z musztardą i posolić. Produkty połączyć z sobą i dobrze wymieszać. Surówka z czerwonej kapusty z jabłkami (porcja 90 g; 121 kcal) 50 g kapusty czerwonej, 10 g oleju, 20 g jabłek, 0,1 g kwasku cytrynowego, 10 g marchwi, 15 g cebuli, 1 g soli, 0,1 g pieprzu. Kapustę obrać z liści zepsutych — umyć, a następnie pokroić na szatkownicy. Jabłka umyć, wybrać gniazdka nasienne i pokroić wraz z marchewką i cebulą. Dodać przypraw, oleju i wszystko wymieszać. Surówka z czerwonej kapusty z cebulą (porcja ok. 79 g; 68 kcal) 70 g kapusty czerwonej, 5 g oleju, 10 g cebuli, 0,1 kwasku cytrynowego, 0,4 g cukru, 1 g soli, 0,1 g pieprzu. Warzywa umyć i oczyścić, a następnie poszatkować. Dodać przypraw i wszystko dobrze wymieszać. Surówka z kapusty białej (porcja ok. 118 g; 112 kcal) 50 g kapusty, 20 g jabłek, 20 g ogórków kwaszonych, 10 g musztardy, 10 g oleju, 15 g cebuli, 0,4 g cukru, 0,1 g kwasku cytrynowego, 1 g soli. Warzywa i owoce umyć, a następnie poszatkować. Dodać przypraw oraz oleju wymieszanego z musztardą. Dokładnie wszystko wymieszać. Surówka z ogórków kwaszonych z cebulą (porcja ok. 100 g; 64 kcal) 65 g ogórków kwaszonych, 5 g naci pietruszki, 5 g oleju, 30 g cebuli, 1 g soli. Cebulę obrać, pietruszkę umyć. Wszystkie składniki rozdrobnić, a następnie dodać oleju, soli i wymieszać. Surówka z pomidorów i ogórków (porcja ok. 96 g; 63 kcal) 50 g pomidorów, 5 g oleju, 25 g ogórków kwaszonych, 0,5 g soli, pieprz do smaku, 16 g cebuli. Pomidory umyć, cebulę obrać i składniki te rozdrobnić. Dodać przypraw i wszystko wymieszać. Surówka z marchwi (porcja ok. 100 g; 50 kcal) 100 g marchwi, 1 g cukru, 25 g jabłek. Marchew i jabłka umyć i rozdrobnić. Dodać przypraw i wszystko dobrze wymieszać. Receptury niektórych sałatek jarzynowych Sałatka jarzynowa (porcja 210 g; 152 kcal) 60 g ziemniaków, 25 g ogórka kwaszonego, 25 g marchwi, 15 g selerów,10 g cebuli, 15 g pietruszki, 0,5 g soli, 25 g groszku zielonego konserwowego, 25 g śmietany, 5 g musztardy, pieprz do smaku. Warzywa dobrze umyć i ugotować, a następnie pokroić wraz z jabłkami, ogórkiem i cebulą. Dodać śmietany i musztardy. Całość dobrze wymieszać. Sałatka z ziemniaków (porcja ok. 130 g; 259 kcal) 90 g ziemniaków, 30 g fasoli, 20 g cebuli, 10 g oleju, sól, pieprz i kwasek cytrynowy do smaku. Ziemniaki wyszorować, opłukać i ugotować. Obrać z łupin i rozdrobnić. Cebulę drobno pokroić. Dodać ugotowaną fasolę. Przyprawić do smaku kwaskiem cytrynowym, solą i pieprzem. Dodać oleju i, wymieszać. Sałatka z selerów (porcja ok. 100 g; 237 kcal) 40 g selerów, 20 g oleju, 1/10 jaja, 40 g ziemniaków, 1 g soli, 20 g jabłek, pieprz i kwasek cytrynowy do smaku. Selery i ziemniaki wyszorować, włożyć do wrzącej wody i ugotować do miękkości. Ziemniaki obrać z łupin i pokroić w cienkie talarki wraz z jabłkami. Dodać kwasku cytrynowego. Sporządzić majonez. Produkty rozdrobnione połączyć wraz z majonezem i wszystko dobrze wymieszać. Receptury niektórych potraw z grzybów Pieczarki z rusztu 2000 g pieczarek, 100 g tłuszczu, 5 g soli. Pieczarki oczyścić, opłukać, odciąć trzony, obrać ze skórki i dokładnie osączyć. Tłuszcz rozgrzać na patelni i na rozgrzany silnie tłuszcz (najlepiej masło) wkładać pieczarki oraz smażyć z obu stron. Przed podaniem osolić i polać tłuszczem, na którym się smażyły. Rydze smażone 2000 g rydzów, 120 g tłuszczu, pieprz i sól do smaku. Świeże, młode, średniej wielkości rydze dobrze opłukać, odciąć trzony i dokładnie osączyć. Tłuszcz rozgrzać na patelni i smażyć na nim rydze z obu stron. Usmażone grzyby przed podaniem posolić. Receptury niektórych zup (1. Wydawania zupy nie przedłużać ponad 1 i godziny i starać się przestrzegać zasady nieodgrzewania zup, gdyż zmniejsza to ich wartość odżywczą i pogarsza naturalny smak świeżej potrawy. 2. Receptury te podają ilości produktów obliczone na osobę oraz wartość kaloryczną porcji zupy (w kcal). Są one przeznaczone dla stołówek wojskowych). Krupnik (porcja ok. 409 kcal) 70 g kości wołowych i wieprzowych, 5 g pora, 5 g selera, 50 g kaszy jęczmiennej, 5 g cebuli, 15 g słoniny, 150 g ziemniaków, 2,5 g soli, 15 g marchwi, 5 g pietruszki, przyprawy do smaku. Kaszę przebrać, opłukać, zalać zimną wodą i gotować. Kości umyć i gotować z kaszą. Włoszczyznę i ziemniaki umyć i oczyścić. Oczyszczone ziemniaki i włoszczyznę pokroić w kostkę i ugotować. Ugotowaną kaszę połączyć z ziemniakami i włoszczyzną. Cebulę zrumienić na tłuszczu (można zrobić zasmażkę, dodając 50 g mąki pszennej) i połączyć z zupą. Po dodaniu zasmażki zupę zagotować i po tym dodać przypraw. Barszcz ukraiński (porcja ok. 246 kcal) 70 g kości wołowych i wieprzowych, 30 g kapusty świeżej, 100 g ziemniaków, 25 g marchwi, 3 g mąki, 5 g pietruszki, 2,5 g soli, 5 g selera, 20 g śmietany, 3 g pora, kwasek cytrynowy, 100 g buraków, 20 g fasoli, i przyprawy do smaku. Włoszczyznę i buraki umyć, obrać, opłukać, rozdrobnić i gotować razem z kośćmi. Fasolę umytą namoczyć (na dzień przed gotowaniem) w przegotowanej zimnej wodzie. Gotować około godziny, a następnie połączyć z wywarem. Pod koniec gotowania dodać rozdrobnionych w kostkę ziemniaków oraz poszatkowanej kapusty. Gotować do miękkości. Dodać do smaku przypraw i podprawić zupę zawiesiną z mąki i śmietany. Zupa fasolowa (porcja ok. 411 kcal) 35 g kości wolowych i wieprzowych, 5 g pietruszki, 5 g selera, 3 g pora, 3 g soli, 5 g cebuli, przyprawy do smaku, 60 g fasoli, 20 g makaronu, 15 g słoniny, 15 g marchwi. Fasolę przebrać, opłukać, namoczyć z zimnej przegotowanej wodzie (w ciągu 8—10 godz.). Włoszczyznę umyć, oskrobać, opłukać i rozdrobnić. Kości umyć w ciepłej wodzie. Wszystkie składniki gotować w tej samej wodzie, w której moczono fasolę. Kiedy fasola będzie się dogotowywać, dodać makaronu, a gdy zupa się ugotuje, dodać przypraw do smaku oraz cebulę podsmażoną ze słoniną. Zupa grochowa (porcja ok. 466 kcal) 70 g kości wołowych i wieprzowych, 60 g grochu, 150 g ziemniaków, 15 g słoniny, 15 g marchwi, 5 g pietruszki, 5 g selera, 3 g soli, przyprawy do smaku, 5 g mąki pszennej, 3 g pora, 5 g cebuli. Sposób przyrządzania — jak zupy fasolowej. Gdy groch jest prawie miękki, dodać oczyszczonych i rozdrobnionych w kostkę ziemniaków.

-
Lepszego miejsca nie ma, jeśli jest przewiewny. Trzeba tylko zabezpieczyć ja przed owadami, gryzoniami i ewentualnie zwierzętami domowymi: psy i koty.
-
Czepiasz się i to bezpodstawnie. Zanim napiszesz coś takiego przeczytaj uważnie o co pytał Kolega w swym pierwszym poście (szczególnie cytat). jest tam mowa o dwutygodniowym peklowaniu mięsa na sucho i stracie z tego wynikającej, wynoszącej ok. 30% wagi mięsa. Pewnie słyszałeś, ze mięso posypane mieszanka peklującą, bardzo szybko zaczyna "puszczać" soki, które zawierają wodę i wartościowe składniki mięsa. Zawsze peklowanie suche polega na peklowaniu mięsa we własnym soku wydzielającym się sukcesywnie pod wpływem dodanej soli. Nazwa peklowanie suche (choć tak naprawdę mokre), wynika z tego, że do takiego peklowanie nie wprowadzamy wody z zewnątrz. Dodam, iż świeże mięso zawiera ok. 70% wody.
-
Domowe przetwarzanie i konserwowanie mięsa
Maxell odpowiedział(a) na Maxell temat w Polska tradycja masarska
KURA W POTRAWCE Słój litrowy rosołu z kurą, 1 duża marchew, 1 pietruszka, kawałek selera, kawałek pora, 1 łyżka mąki, pół szklanki śmietany, kwasek cytrynowy, sól, 2—3 łyżki drobno posiekanego koperku lub zielonej pietruszki Włoszczyznę umyć, obrać, opłukać, zalać niewielką ilością wrzącej osolonej wody i gotować. Gdy warzywa będą na wpół miękkie, dodać rosół ze słoja razem z mięsem i ugotować do miękkości. Warzywa i mięso wyjąć z wywaru. Mięso pokrajać w mniejsze kawałki, a marchewkę w plasterki i włożyć je z powrotem do wywaru. Śmietanę rozmieszać z mąką, rozprowadzić niewielką ilością gorącego wywaru, wlać do mięsa, doprawić solą i kwaskiem cytrynowym, zagotować. Przed podaniem dodać posiekany koperek lub zieloną pietruszkę. Można podawać z ryżem ugotowanym na sypko, z kaszą krakowską, ziemniakami, z makaronem lub kluskami oraz z zieloną sałatą, surówką z pomidorów lub surówką z marchwi i jabłek jako samodzielne danie obiadowe lub kolacyjne. BARANINA W JARZYNACH Słój półlitrowy z pieczenią baranią, pół główki kapusty włoskiej, 1—2 marchwie, 1 pietruszka, kawałek selera, kawałek pora, 1 cebula, 6 dag (2 łyżki) tłuszczu (smalec, margaryna, olej), 1 łyżka mąki, 1—2 liście bobkowe, parę ziaren ziela angielskiego, sól, pieprz, 1 ząbek czosnku Warzywa umyć, obrać, opłukać, marchew, pietruszkę, seler i por pokrajać w paseczki, kapustę cienko poszatkować, zalać niewielką ilością wrzącej osolonej wody, dodać liście bobkowe, ziele angielskie i dusić pod przykryciem. Gdy warzywa będą na wpół miękkie, dodać mięso ze słoja razem z sosem i dusić do miękkości. Z tłuszczu i mąki przygotować białą zasmażkę, dodać do mięsa, doprawić do smaku solą i pieprzem oraz drobno posiekanym czosnkiem i zagotować. Można podawać z ziemniakami, kaszą jako samodzielne danie obiadowe lub kolacyjne. BARANINA PO WĘGIERSKU Słój półlitrowy z pieczenią baranią, 3—6 dag (1—2 łyżki) tłuszczu (smalec, margaryna, olej), 1—2 cebule, 5 dag (1—2 łyżki) koncentratu pomidorowego, 1 ząbek czosnku, sól, papryka, 2—3 łyżki posiekanej zielonej pietruszki lub koperku Cebulę obrać, opłukać, posiekać, zrumienić na tłuszczu na jasnozłoty kolor. Czosnek obrać, opłukać, drobno posiekać, dodać do zrumienionej cebuli. Mięso ze słoja przełożyć wraz z sosem do rondla, dodać zrumienioną cebulę z czosnkiem oraz pastę pomidorową i sproszkowaną paprykę i dusić około 15—20 min. Przed podaniem posypać posiekaną pietruszką. Można podawać z ziemniakami, makaronem, ryżem lub kaszą, z dodatkiem surówki z warzyw sezonowych, jako samodzielne danie obiadowe lub kolacyjne. KRÓLIK W ŚMIETANIE Słój półlitrowy z duszonym królikiem, ½ szklanki śmietany, 1 łyżka mąki, sól, pieprz, kwasek cytrynowy, 2—3 łyżki drobno posiekanej zielonej pietruszki lub koperku Mięso królicze wraz z sosem przełożyć ze słoja do rondla, skropić rozpuszczonym kwaskiem cytrynowym i gotować 10—15 min. Mąkę rozmieszać ze śmietaną, dodać do mięsa, doprawić do smaku solą i pieprzem, zagotować. Przed podaniem dodać posiekaną zieloną pietruszkę lub koperek. Królika w śmietanie podawać z ugotowanymi na sypko ziemniakami, kaszą lub kluskami i z surówką z warzyw mieszanych, jako samodzielne danie obiadowe lub kolacyjne. POTRAWA ŚLĄSKA Słój ćwierćlitrowy mięsa duszonego lub gotowanego w formie „półfabrykatu” 15 dag fasoli, ½ kg kapusty białej, 2 duże marchwie, 1 pietruszka, kawałek selera, 1 cebula, ½ łyżki mąki, 3 dag (1 łyżka) masła roślinnego, oleju lub smalcu, 2—3 łyżki koncentratu pomidorowego, sól, pieprz Fasolę namoczyć w letniej przegotowanej wodzie na parę godzin (lub poprzedniego dnia) i ugotować w wodzie, w której się moczyła. Warzywa umyć, obrać, opłukać, zetrzeć na tarce o dużych otworach, dodać do gotującej się fasoli i ugotować do miękkości. Następnie dodać pokrajane w grubą kostkę mięso ze słoja razem z sosem, koncentrat pomidorowy, zasmażkę z tłuszczu i mąki, doprawić solą i pieprzem i gotować 10—15 min. Można podawać z ziemniakami lub z pieczywem, a także z ogórkiem kwaszonym lub ćwikłą, jako samodzielne danie obiadowe lub kolacyjne. FASOLA Z MIĘSEM, WARZYWAMI I KONCENTRATEM POMIDOROWYM Stój ćwierćlitrowy mięsa duszonego, lub gotowanego w formie „półfabrykatu" 40 dag fasoli, 3—6 dag (1—2 łyżki) tłuszczu (słonina, smalec, olej, margaryna), 1 duża marchew, 1 pietruszka, kawałek selera, 1 por, 2 cebule, 2 łyżki koncentratu pomidorowego, 1 łyżka płaska mąki, sól, cukier, pieprz Fasolę namoczyć w letniej przegotowanej wodzie na parę godzin (lub poprzedniego dnia) i gotować w wodzie, w której się moczyła. Warzywa umyć, obrać, opłukać, zetrzeć na tarce o dużych otworach, dodać do na wpół miękkiej fasoli i ugotować. Cebulę obrać, opłukać, pokrajać w kostkę, lekko zrumienić na tłuszczu, dodać mąkę i przygotować jasnozłotą zasmażkę. Do fasoli i warzyw dodać pokrajane mięso ze słoja, zasmażkę, koncentrat pomidorowy gotować 10—15 min. Doprawić do smaku solą, cukrem i pieprzem. Podawać z pieczywem. Fasola z mięsem i warzywami może być stosowana jako samodzielne danie obiadowe lub kolacyjne. ZAPIEKANKA Z MIĘSA, RYŻU LUB KASZY PERŁOWEJ I KWASZONEJ KAPUSTY Słój półlitrowy z gulaszem lub mięsem gotowanym, 20 dag (1 szklanka) ryżu lub kaszy perłowej, 2 szklanki wody, 1 kg kwaszonej kapusty, 2 cebule, 6 dag (2 łyżki) tłuszczu (smalec, margaryna), ¼ szklanki śmietany, sól. pieprz, papryka w proszku, czosnek. Do wody dodać smak mięsa, część tłuszczu i sól, zagotować, wrzucić opłukany ryż lub kaszę, zamieszać i wstawić do piekarnika, lub postawić na krytej płycie i ugotować do miękkości. Kapustę kwaszoną odcisnąć, zalać niewielką ilością wrzącej wody i gotować 20—30 min, aby sok całkowicie odparował. Cebulę obrać, opłukać, pokrajać w plastry lub kostkę i zrumienić na tłuszczu na jasnozłoty kolor. Mięso wyjąć ze słoja, pokrajać jeszcze na mniejsze kawałki, wymieszać z cebulą i poddusić jeszcze przez parę minut, doprawić do smaku solą, pieprzem i papryką. Naczynie wysmarować tłuszczem, ułożyć warstwami kaszę, kapustę i mięso. Całość zalać śmietaną i zapiec w gorącym piekarniku (30—45 minut). Można też zapiekać w prodiżu. Zapiekanka może być podawana jako samodzielne danie obiadowe lub kolacyjne. Zamiast ryżu lub kaszy do zapiekanki można użyć ugotowane łazanki lub makaron, albo na wpół ugotowane i pokrajane ziemniaki. RISOTTO Z MIĘSEM I WARZYWAMI Słój półlitrowy z mięsem gotowanym (tzw. półfabrykatem) lub z gulaszem, 40 dag (2 szklanki) ryżu lub kaszy jęczmiennej, 2 duże marchwie, 1 pietruszka, kawałek selera, l cebula, 6 dag (2 łyżki) masła roślinnego lub margaryny, sól, pieprz, 2—3 łyżki drobno posiekanej zielonej pietruszki Warzywa umyć, obrać, opłukać, pokrajać w paski, zalać niewielką ilością wrzącej, osolonej wody i dusić pod przykryciem. Gdy są na wpół miękkie, dodać mięso ze słoja i dusić razem 15—20 min. Zagotować 1 l wody ze smakiem mięsa, dodać sól, wrzucić ryż, lub kaszę zamieszać, wstawić do piekarnika lub gotować na krytej płycie do miękkości. Do ryżu dodać mięso z warzywami, masło roślinne, posiekaną zieloną pietruszkę, doprawić do smaku solą i pieprzem, wymieszać. Podawać z sosem koperkowym lub grzybowym. ZAPIEKANKA Z MIĘSA, ZIEMNIAKÓW I GRZYBÓW Słój półlitrowy mięsa duszonego lub gotowanego 1,5 kg ziemniaków, 5 dag grzybów suszonych lub 25 dag solonych, 2—3 cebule, 3—6 dag (1—2 łyżki) smalcu, oleju tub margaryny, 1 łyżka mąki, ½ szklanki śmietany, sól, przyprawa ziołowa, zielenina do posypania Grzyby suszone umyć, ugotować, solone tylko opłukać. Pokrajać w paski. Ziemniaki umyć i na pół ugotować w łupinach, obrać, pokrajać w plastry. Cebulę obrać, pokrajać w plastry i zrumienić na tłuszczu na jasnozłoty kolor. Mąkę rozbić ze śmietaną, posolić. W rondlu lub prodiżu wysmarowanym tłuszczem ułożyć warstwę ziemniaków, a następnie podzielone na części mięso, na nie grzyby, cebulę i znów przykryć warstwą ziemniaków. Wszystko zalać śmietaną i zapiec. Przed podaniem posypać zieloną pietruszką lub koperkiem, Podawać z surówkami na obiad lub kolację. MAKARON Z KAPUSTĄ I MIĘSEM Słój ćwierćlitrowy z konserwą mięsną, 40 dag makaronu (najlepiej krajanki), ½ kg kapusty kwaszonej lub 1 kg kapusty świeżej, 2 cebule, 5—8 dag (2—3 łyżki) tłuszczu Jeśli wykorzystujemy kapustę świeżą, obrać ją z zewnętrznych liści, umyć, poszatkować, posolić. Z kapusty kwaszonej odcisnąć sok. Kapustę (świeżą lub kwaszoną) zalać niewielką ilością wrzącej wody, która w czasie gotowania powinna odparować, i ugotować do miękkości. Cebulę pokrajaną w kostkę lub plastry zrumienić na jasnozłoty kolor. Mięso pokrajane w małe kawałki i cebulę wrzucić do kapusty i dusić razem około 10 min. Osobno ugotować makaron w osolonej wodzie, odcedzić, zmieszać z mięsem i kapustą. Potrawę tę można podawać z sosami: grzybowym, pomidorowym lub koperkowym. Makaron z mięsem i kapustą można również podać w formie zapiekanki: blachę, rondel lub prodiż wysmarować tłuszczem i wysypać bułką tartą, następnie ułożyć warstwami makaron oraz kapustę z mięsem i zapiec. KASZA Z MIĘSEM I WARZYWAMI Słój ćwierćlitrowy z zakonserwowanym mięsem, 35—40 dag (1½ — 2 szklanki) kaszy jęczmiennej łamanej, perłowej łub ryżu, 1—2 marchewki, 1—2 pietruszki, 1 nieduży seler, 1—2 pory, ¼ niedużej główki kapusty, 1—2 cebule, 5—8 dag (2—3 łyżki) smalcu. margaryny lub słoniny sól, cukier Zagotować wodę (na 2 szklanki kaszy — 1 l) z niewielką ilością tłuszczu, dodać sól, wsypać kaszę, zamieszać i gotować. Cebulę zrumienić na pozostałym tłuszczu na jasnozłoty kolor. Umyte i oczyszczone warzywa korzeniowe zetrzeć na tarce o dużych oczkach, a kapustę poszatkować. Zalać je niewielką ilością wrzącej wody, dodać trochę soli i cukru i gotować do odparowania wody. Do na pół ugotowanej kaszy dodać warzywa, cebulę, pokrajane w małe kawałki mięso z konserwy, wszystko razem wymieszać i wstawić do piekarnika, dogotowywacza lub na bok kuchni, żeby kasza dogotowała się do miękkości, a nie się przypaliła. Podaje się tę potrawę sama lub z sosami: pomidorowym, grzybowym, koperkowym czy szczypiorkowym. Można osobno podać do niej jako dodatek sałatę zieloną, szczypior ze śmietaną, mizerię albo sałatkę z pomidorów. Kaszę tę można również przygotować w formie zapiekanki: w rondlu lub prodiżu wysmarowanym tłuszczem warstwę ugotowanej kaszy przełożyć warstwą warzyw z mięsem i zapiec. ZAPIEKANKA Z ZIEMNIAKÓW, JAJ, MIĘSA, GRZYBÓW Słój ćwierćlitrowy mięsa zakonserwowanego, 1,5 kg ziemniaków, 2—3 jaja. kilka grzybów suszonych, 1—2 cebule, 5 dag (2 łyżki) tłuszczu, 2 dag (1 łyżka) mąki, 10 dag (3 łyżki) koncentratu pomidorowego, sól, cukier Umyte ziemniaki ugotować w łupinach, obrać i pokrajać w grube plastry. Jaja ugotować na twardo, obrać, pokrajać w plasterki. Grzyby ugotować do miękkości i pokrajać. Cebulę pokrajaną w plasterki zrumienić na tłuszczu na jasnozłoty kolor. Mąkę wymieszać z koncentratem, rozprowadzić wywarem z grzybów, zagotować, doprawić do smaku. W rondlu lub prodiżu wysmarowanym tłuszczem ułożyć warstwę ziemniaków, na nią jaja, grzyby, cebulę i mięso z konserwy. Wszystko przykryć warstwą ziemniaków, zalać sosem i zapiec. Podawać na gorąco z surówką z warzyw. NALEŚNIKI Z PASTĄ MIĘSNĄ Słój ćwierćlitrowy pasty mięsnej, 15—30 dag (1—2 szklanki) mąki, 1—2 jaja, 1—2 szklanki mleka, woda, sól, kawałek słoniny nie solonej, 3—6 dag (1—2 łyżki) oleju, smalcu lub margaryny do smażenia Z mąki, jaj, mleka i wody zrobić ciasto naleśnikowe, lekko je osolić, wlewać cienką warstwą na rozgrzaną patelnię posmarowaną słoniną i smażyć. Gotowe naleśniki smarować pastą mięsną, składać w prostokąt lub zwijać w rulonik i lekko przysmażać na rozgrzanym smalcu, oleju lub margarynie. Naleśniki mogą być podawane z surówką z warzyw, sałatką z pomidorów, zieloną sałatą, można też osobno podać do nich sok z pomidorów lub barszcz czerwony na gorąco. W podobny sposób można przygotować krokiety z naleśników. KAPUSTA DUSZONA Z MIĘSEM Słój ćwierćlitrowy z zakonserwowanym mięsem, 1 kg kapusty, 2 duże cebule, 5 dag (1½ łyżki) tłuszczu (smalec, olej), 5 dag (1—2 łyżki) koncentratu pomidorowego, sól, pieprz, cukier Kapustę oczyścić, opłukać, poszatkować lub pokrajać w kostkę, zalać niedużą ilością wrzącej wody i dusić. Cebulę obrać, opłukać, pokrajać w plastry i dodać do kapusty. Do na pół miękkiej kapusty dodać mięso ze słoja i dusić do miękkości. Przed końcem gotowania dodać tłuszcz roztarty z koncentratem pomidorowym, doprawić solą, pieprzem lub przyprawą ziołową i cukrem. Zamiast pieprzu można dodać trochę majeranku lub zmielonego kminku, a nawet suche liście selera. Kapustę duszoną można podawać z ziemniakami lub chlebem na obiad lub kolację. PIEROGI Z MIĘSEM I KAPUSTĄ Słój ćwierćlitrowy z zakonserwowanym mięsem, 1/2 kg kapusty, 1 cebula, 3 dag (1 łyżka) tłuszczu (smalec, olej, margaryna), sól, pieprz, 25—30 dag (1 1/2—2 szklanki) mąki, 1 jajko, 1 łyżka oleju, 1 ziemniak gotowany, 5 dag słoniny Przyrządzić nadzienie: Kapustę oczyścić, opłukać, ugotować w małej ilości osolonej wody, odcedzić i odcisnąć. Cebulę obrać, opłukać, pokrajać w kostkę i lekko zrumienić na tłuszczu. Mięso ze słoja i kapustę zemleć. Następnie dodać cebulę, doprawić do smaku solą i pieprzem naturalnym lub przyprawą ziołową i dobrze wymieszać. Można tylko mięso zemleć, a odciśniętą kapustę posiekać. Ciasto: Mąkę przesiać, dodać jajko, łyżkę oleju, ugotowany przetarty ziemniak, wodę i zagnieść ciasto wolniejsze niż na kluski, wyrobić dokładnie. Ciasto rozwałkować, wykrawać szklanką krążki lub nożem kwadraty. Na krążki nakładać nadzienie, zlepiać dokładnie pierogi. Pierogi wkładać partiami na wrzącą osoloną wodę, lekko zamieszać i ugotować (gotowe podpływają na wierzch wody). Wyjmować łyżką durszlakową dobrze odcedzając. Podawać polane słoniną ze zrumienionymi skwarkami lub olejem zrumienionym z cebulą. Pierogi można podawać na obiad lub kolację. PIEROGI Z MIĘSEM I RYŻEM Słój ćwierćlitrowy z zakonserwowanym mięsem, 10 dag (1/2 szklanki) ryżu, 1 cebula, 3 dag (1 łyżka) tłuszczu (smalec, olej, margaryna), sól, pieprz, 25—35 dag (1½ —2 szklanki) mąki. 3 dag (1 łyżka) oleju, 1 ziemniak gotowany, 1 jajko, 5 dag słoniny Przyrządzić nadzienie: Ryż opłukać. Zagotować wodę w objętości dwa i pół raza większej od objętości ryżu, dodać sól i część tłuszczu. Do gotującej się wody wrzucić ryż, zamieszać i gotować do miękkości. Cebulę obrać, opłukać, pokrajać w kostkę i lekko zrumienić na reszcie tłuszczu. Mięso zemleć, wymieszać z ryżem i cebulą, doprawić do smaku solą i pieprzem naturalnym lub przyprawą ziołową i dobrze wymieszać. Ciasto: Mąkę przesiać, dodać jajko, łyżkę oleju, ugotowany, przetarty ziemniak, wodę i zagnieść ciasto wolniejsze niż na kluski, wyrobić dokładnie. Ciasto rozwałkować, wykrawać szklanką krążki lub nożem kwadraty. Na krążki nakładać nadzienie, zlepiać brzegi. Pierogi wkładać porcjami na wrzącą, osoloną wodę, lekko zamieszać i ugotować; gotowe podpływają na wierzch wody. Wyjmować łyżką durszlakową, dobrze odcedzając. Podawać polane słoniną ze zrumienionymi skwarkami lub olejem zrumienionym z cebulą. Pierogi można podawać z sezonowymi surówkami na obiad lub kolację. PIEROGI Z MIĘSEM Słój półlitrowy z zakonserwowanym mięsem, 25—35 dag (1½ —2 szklanki) mąki, 1 jajko, 3 dag (1 łyżka) oleju, 1 ziemniak gotowany, 1 mała czerstwa bułka, 1 cebula, 3 dag (1 łyżka) tłuszczu (smalec, olej, margaryna), sól, pieprz, 5 dag słoniny Przyrządzić nadzienie: Bułkę namoczyć w wodzie lub mleku, a potem odcisnąć. Cebulę obrać, opłukać, pokrajać w kostkę i lekko zrumienić na tłuszczu. Mięso ze słoja zemleć z odciśniętą bułką i wymieszać z cebulą, doprawić do smaku solą, pieprzem naturalnym lub przyprawą ziołową i dobrze wymieszać. Ciasto: Mąkę przesiać, dodać jajko, łyżkę oleju, ugotowany, przetarty ziemniak, wodę i zagnieść. Ciasto wolniejsze niż na kluski wyrobić dokładnie. Ciasto rozwałkować, wykrawać szklanką krążki lub nożem kwadraty. Na krążki nakładać nadzienie, zlepiać brzegi. Pierogi wkładać porcjami na wrzącą osoloną wodę, lekko zamieszać i ugotować (gotowe podpływają na wierzch wody). Wyjmować łyżką durszlakową dobrze odcedzając. Podawać polane słoniną ze zrumienionymi skwarkami lub olejem zrumienionym z cebulą. Pierogi można podawać z sezonowymi surówkami na obiad lub kolację. PIERÓG DROŻDŻOWY (KULEBIAK) Z MIĘSEM I KAPUSTĄ Słój półlitrowy z zakonserwowanym mięsem, 75 dag kapusty, 2 cebule, 3 dag (1 łyżka) tłuszczu (smalec, margaryna, olej), sól, pieprz, 50 dag mąki, 2—3 jaja, 5 łyżek oleju, 5 dag drożdży, 1 plaska łyżka cukru, ½ — 1 szklanka mleka, sól, margaryna do smarowania blachy, bulka tarta do wysypania Przygotować ciasto: Zrobić rozczyn (drożdże rozetrzeć z cukrem, małą ilością ciepłego mleka i częścią mąki), postawić w ciepłym miejscu do wyrośnięcia. Do przesianej mąki dodać rozczyn, jaja i resztę ciepłego mleka, olej, sól, wyrobić ciasto i pozostawić w ciepłym miejscu do wyrośnięcia. Przygotować nadzienie: Kapustę oczyścić, opłukać, pokrajać na ćwiartki, zalać wrzącą wodą z solą i cukrem, ugotować, następnie ostudzić, odcedzić na sicie i drobno pokrajać. Mięso ze słoja zemleć w maszynce, cebulę obrać, opłukać, drobno pokrajać i lekko zrumienić na tłuszczu. Wszystko razem wymieszać, doprawić do smaku solą i pieprzem lub przyprawą ziołową. Uformować kulebiak: I sposób. Ciasto wyłożyć na stolnicę posypaną mąką, rozwałkować, uformować prostokąt, nałożyć nadzienie, brzegi ciasta zlepić i uformować podłużny kulebiak. Ułożyć na blasze wysmarowanej tłuszczem i posypanej tartą bułką; pozostawić do wyrośnięcia. Kulebiak posmarować na wierzchu jajem rozmieszanym z mlekiem i upiec. II sposób. Wyrośnięte ciasto podzielić na dwie części. Jedną wyłożyć na dno blaszki wysmarowanej tłuszczem i posypanej bułką tartą. Drugą połowę ciasta rozwałkować. Na ciasto w blaszce nałożyć farsz i przykryć go rozwałkowanym ciastem lekko uciskając. Pozostawić do wyrośnięcia. Kiedy kulebiak wyrośnie, posmarować roztrzepanym jajkiem, nakłuć powierzchnię ciasta widelcem. Wstawić do dobrze nagrzanego piekarnika i upiec. Czas pieczenia jest uzależniony od wielkości blachy i temperatury piekarnika; piecze się około 45 min. do 1 godz. Temperaturę piekarnika trzeba tak uregulować, żeby ciasto ładnie, ale powoli rumieniło się. Przed podaniem pokrajać na porcje. Podawać do zup czystych lub z sosami jako danie samodzielne. PIERÓG DROŻDŻOWY (KULEBIAK) Z MIĘSEM I RYŻEM Pieróg taki sporządza się podobnie jak poprzedni, tylko do nadzienia zamiast kapusty dodaje się ugotowany na sypko ryż, wymieszany ze zmielonym lub drobno pokrojonym mięsem z konserw przy czym ilość ryżu może być dowolna. Średnio bierze się 3/4 szklanki ryżu surowego, 2 szklanki wody i 1 łyżeczkę (1 dag) oleju lub masła roślinnego do gotowania. PIEROŻKI DROŻDŻOWE Z MIĘSEM I KAPUSTĄ Produkty i sposób przygotowania ciasta i nadzienia takie same jak podano w recepturze na pieróg drożdżowy z kapustą. Formowanie i pieczenie pierożków: Dobrze wyrośnięte ciasto wyłożyć na stolnicę posypaną mąką, rozwałkować dość grubo (1 cm), wycinać szeroką szklanką lub kubkiem krążki (jeden obok drugiego), nakładać na nie farsz, zlepiać bardzo dokładnie, koniuszki zawinąć pod spód. Gotowe pierożki układać na blasze wysmarowanej tłuszczem i postawić do wyrośnięcia, przykrywając, żeby nie obeschły. Wyrośnięte pierożki smarować rozbitym jajkiem, wstawić do wygrzanego piekarnika i piec 15—20 min, uważając żeby zrumieniły się na jasnozłoty kolor, ale nie przypaliły. Pierożki takie można podawać do zup czystych lub przecieranych, do barszczu ukraińskiego lub do napojów warzywnych (sok pomidorowy z buraczków, z ogórków, z warzyw mieszanych). Można je po upieczeniu przetrzymać parę dni, a następnie przed podaniem odgrzać. Przetrzymujemy je np. w woreczku z folii lub naczyniu blaszanym. Do odgrzania układa się na blasze pierożki skropione lekko wodą lub roztopionym tłuszczem i wstawia do nagrzanego piekarnika. Można również odgrzać pierożki w prodiżu lub na parze, ustawiając miskę z pierożkami na wierzchu rondla z wrzącą wodą, miskę przykryć. PIEROŻKI DROŻDŻOWE Z MIĘSEM I RYŻEM Sporządza się je jak pierożki drożdżowe z mięsem i kapustą, według receptury na pieróg drożdżowy z mięsem i ryżem. PYZY NADZIEWANE MIĘSEM Słój półlitrowy z zakonserwowanym mięsem, 5 dag (1 szt.) bułki czerstwej, 1 cebula, 3 dag (1 łyżka) tłuszczu (smalec, olej), sól, pieprz, 1—1,5 kg ziemniaków, 10—15 dag (3—4 łyżki) mąki, 1 jajko, sól, 5 dag słoniny Przygotować nadzienie: Mięso ze słoja osączyć na sitku, wywar uzupełnić gorącą wodą i namoczyć w nim bułkę. Cebulę obrać, opłukać, drobno pokrajać, zrumienić na tłuszczu. Bułkę odcisnąć. Mięso ze słoja zemleć razem z bułką. Do masy dodać cebulę, sól, pieprz lub przyprawę ziołową, wymieszać. Przygotować ciasto: Ziemniaki umyć, połowę ziemniaków ugotować w łupinach, ostudzić, obrać, zemleć w maszynce. Pozostałą ilość ziemniaków obrać, zetrzeć na drobnej tarce, lekko wycisnąć przez płócienny woreczek. Sok wyciśnięty zostawić, aby się ustał. Następnie zlać płyn z wierzchu, a mąkę ziemniaczaną dodać do wyciśniętych ziemniaków. Starte surowe ziemniaki połączyć z gotowanymi, dodać mąkę, jajko, posolić i zagnieść ciasto. Uformować z ciasta wałek o średnicy 3 cm, krajać na kawałki, wyrabiać małe placuszki, nakładać nadzienie i zlepiać. Formować kulki wielkości dużego orzecha włoskiego. Pyzy wkładać porcjami na wrzącą osoloną wodę, zamieszać i gotować około 5 min od zagotowania. Wyjmować łyżką cedzakową. Wyłożyć na salaterkę lub półmisek, polać przesmażoną słoniną. PULPETY Z MIĘSA ZWYKŁE Słój półlitrowy z zakonserwowanym mięsem, 5 dag (1 szt.) bułki czerstwej, 1 mała cebula, 2 dag (1 płaska łyżka) tłuszczu (smalec, olej), 2 dag (1 łyżka) masła roślinnego, 2 jaja, sól, pieprz Bułkę namoczyć w odcedzonym smaku z konserwy. Cebulę obrać, opłukać, drobno pokrajać i udusić z tłuszczem. Mięso ze słoja zemleć wraz z bułką. Do masy dodać sól i pieprz, wymieszać. Z białek ubić pianę. Masło utrzeć z żółtkami, dodać do masy i razem utrzeć. Na końcu dodać ubitą pianę i lekko wymieszać. Gdyby masa była rzadka, dodać trochę bułki tartej. Stolnicę wysypać grubo mąką, wyłożyć masę, uformować z niej wałek 2 cm grubości i pokrajać na równe części, utaczać małe okrągłe kulki, obtaczać w mące. Pulpety wkładać do wrzącej, lekko osolonej wody i powoli gotować do miękkości. Pulpety można podawać z sosem pomidorowym, ogórkowym, z ziemniakami lub makaronem, jako samodzielne danie obiadowe lub kolacyjne. Wskazanym dodatkiem jest surówka z warzyw sezonowych. PULPETY DIETETYCZNE Słój półlitrowy konserwy mięsnej z mięsa chudego, 1 mała bułka czerstwa, ½ szklanki mleka. nieduży pęczek zielonej pietruszki lub kopru, 2 jaja, sól do smaku, 1—2 łyżki tartej bułki, mały pęczek włoszczyzny 4 Na pulpety dietetyczne nadaje się konserwa z mięsa chudego. Może to być cielęcina, kurczak, chuda wołowina czy nutrie. Jeśli w konserwie jest tłuszcz, należy go oddzielić od razu po otworzeniu słoja. Bułkę namoczyć w ciepłym mleku. Mięso z konserwy osączyć na sicie. Do smaku z mięsa dodać umytą i obraną włoszczyznę i ugotować wywar. Mięso i namoczoną, dobrze odciśniętą bułkę przepuścić przez maszynkę, dodać umyty i drobno posiekany koper lub pietruszkę, żółtka i pianę z białek. Doprawić dc smaku solą. Masę mięsną dobrze wyrobić. Formować kulki — pulpety wielkości małego jabłka, obtaczać w tartej bułce. Uformowane pulpety wkładać do wrzącego, odcedzonego wywaru i gotować na bardzo wolnym ogniu 20 — 30 min. Pulpety wyjąć, do pozostałego sosu dodać pokrajaną marchewkę i resztę kopru. Jeśli sos rzadki, to zagęścić go 1 łyżeczką mąki roztartej z mlekiem. Polać sosem, położyć na wierzchu kawałek masła i posypać zieleniną. Można podawać z ryżem ugotowanym na sypko lub piure z ziemniaków. Jeśli w diecie nie są wskazane żółtka, sporządzamy pulpety tylko z pianą z białek. PASZTET Słój ćwierćlitrowy z zakonserwowanym mięsem wieprzowym, ćwierćlitrowy słoik z mięsem wołowym lub cielęciną i ćwierćlitrowy słoik z mięsem z nutrii, drobiu lub dziczyzny, 30 dag boczku lub słoniny, 2 małe bułki czerstwe, 1—2 cebule, 25 dag włoszczyzny (2 marchwie, 1 pietruszka, kawałek selera), 25 dag wątroby, parę suszonych grzybów, 1—2 liście bobkowe, gałka muszkatołowa, po 3—5 ziaren ziela angielskiego i pieprzu, sól, pieprz mielony, przyprawy ziołowe, 2 jaja, tłuszcz, bułka tarta do wysmarowania i wysypania blachy Przygotować wywar z włoszczyzny, cebuli i grzybów oraz przypraw. Na wrzący wywar wrzucić słoninę lub boczek, ugotować. Pod koniec gotowania dodać umytą i pokrajaną w plastry wątrobę. Słoninę lub boczek oraz wątrobę wyjąć i przestudzić. Namoczyć czerstwą bułkę w pozostałym wywarze. Mięso ze słoików, ugotowany boczek, wątrobę, grzyby i warzywa oraz bułkę zemleć w maszynce trzy razy (lub zemleć raz, a następnie masę zmiksować). Do masy dodać jaja, doprawić do smaku solą, pieprzem, gałką muszkatołową i różnymi przyprawami ziołowymi i wyrobić bardzo starannie. Masę przełożyć do blachy wysmarowanej tłuszczem i upiec w dobrze nagrzanym piekarniku. Piec około 1 godz. Można również ugotować pasztet na parze: rondel z pasztetem wstawić do większego naczynia z wodą i gotować około 1 godz. Pasztet można przygotować bez wątroby tylko dodać trochę więcej grzybów i przyprawy w płynie, np. maggi lub sojowej. Proporcje surowców i półfabrykatów na pasztet nie muszą być ściśle przestrzegane. Ilości poszczególnych produktów mogą być dość dowolne, w zależności od tego, czym rozporządzamy. Można np. wziąć część mięsa surowego, a tylko część z konserw, można wykorzystać różne okrawki mięsa, skórę ze słoniny itd. Raczej nie należy zwiększać ilości warzyw czy bułki. Ważną czynnością jest doprawienie do smaku masy pasztetowej i w tym przypadku nie można podać ścisłego przepisu. Zależy to w znacznej mierze od smaku osoby sporządzającej pasztet. Pasztet po upieczeniu czy ugotowaniu należy dobrze schłodzić i dopiero wtedy wyjmować z formy. Jeśli porcja pasztetu jest duża i nie spożywamy go w ciągu kilku najbliższych dni, można część zamrozić w opakowaniu z folii; można go spożywać po rozmrożeniu i upieczeniu jako dodatku do kanapek, czy naleśników. Do zamrożenia najlepiej pokroić pasztet w takie kawałki, aby po rozmrożeniu szybko je zużyć. PIEROŻKI DROŻDŻOWO-KRUCHE Z NADZIENIEM Z MIĘSA I RYŻU Nadzienie: słój ćwierćlitrowy mięsa gotowanego (z cielęciny, drobiu, nutrii, królika, wołowiny), 22 dag (1 szklanka) ryżu, 2 ½ szklanki wody, 1 dag (1 łyżeczka) tłuszczu, 2—3 cebule, 2—3 dag (1 łyżka) margaryny łub oleju, sól, pieprz, zielony koperek, przyprawa ziołowa (np. „jarzynka") Ciasto: 75 dag mąki, 25 dag margaryny (lub 10 dag margaryny i 10 dag smalcu), 6—8 dag drożdży, 2 jajka, 2 żółtka, 3/4 — 1 szklanka śmietany, 1 łyżeczka plaska cukru i soli Do pieczenia: 1 jajko do smarowania ciasta, 1 łyżka oleju do smarowania blachy Przygotować nadzienie: Ugotować na sypko ryż, oczyszczoną cebulę pokrajać w drobną kostkę i zrumienić na tłuszczu na jasnozłoty kolor. Mięso z konserw osączyć (smak zużyć do wywaru na zupę lub dodać do gotowania ryżu). Mięso przepuścić przez maszynkę lub zmiksować. Ryż wymieszać z mięsem i cebulą, doprawić do smaku. Całą masę poddusić w rondlu lub na patelni, stale mieszając, żeby odparować wodę. Przygotować ciasto: Drożdże pokruszyć, rozetrzeć z cukrem i śmietaną. Jaja i żółtka roztrzepać z solą. Do przesianej mąki dodać tłuszcz i posiekać go nożem mieszając z mąką. Następnie dodać drożdże ze śmietaną i jaja, zagnieść ciasto i formować pierożki. Ciasto rozwałkować na grubość 1 cm. Rozwałkowane ciasto można pokrajać na kwadraty lub kubkiem wycisnąć okrągłe placuszki. Nałożyć na każdy farsz i mocno zlepiać, koniuszki zawinąć pod spód. Pierożki układać na blasze wysmarowanej tłuszczem; posmarować je jajkiem i wstawić do dobrze wygrzanego, ale nie zanadto gorącego piekarnika. Piec około 15—20 min, w zależności od wielkości pierożków i temperatury piekarnika. Pierożki takie można podawać na gorąco lub na zimno, do zup lub jako samodzielną przekąskę. Można je upiec wcześniej i przed podaniem podgrzać. KRUCHE BABECZKI Z MIĘSEM I PIECZARKAMI Ciasto: 30—35 dag (2 szklanki) mąki, 15 dag tłuszczu (smalec + margaryna lub sama margaryna), 1—2 żółtka, sól do smaku, 2—3 łyżki śmietany Nadzienie: pasta mięsna ze słoika, 15 dag pieczarek, / duża cebula, 3—5 dag (2 łyżki) tłuszczu (smalec, olej, margaryna), sól, pieprz, 10 dag sera żółtego Mąkę przesiać, dodać tłuszcz i dokładnie posiekać nożem, a następnie dodać żółtka, śmietanę, sól i szybko zagnieść ciasto. Włożyć do lodówki, aby stężało. Po oziębieniu rozwałkować je na cienkie placki, wykrawać małe krążki szklanką i wylepiać nimi foremki, wciskając ciasto palcami. Foremki ustawić na blasze i upiec babeczki na jasnozłoty kolor. Gdy lekko przestygną, wyjąć je odwracając delikatnie foremki na stolnicę lub tacę i uderzając trzonkiem noża w dno foremki. Cebulę obrać, opłukać, pokrajać w kostkę i lekko zrumienić na tłuszczu. Pieczarki oczyścić, opłukać, pokrajać w paski, dodać do cebuli i razem podsmażyć. Pastę mięsną wyjąć ze słoika, dodać do pieczarek i razem poddusić 10—15 min doprawiając do smaku solą i pieprzem. Babeczki napełnić przygotowanym nadzieniem i posypać utartym serem. Przed podaniem wstawić do gorącego piekarnika, podgrzać. Podając na stół posypać drobno posiekaną zieloną pietruszką lub koprem. Babeczki podawać do zup czystych, takich jak pomidorowa, rosół, barszcz czerwony, lub jako gorącą przystawkę. NALEŚNIKI Z MIĘSEM Ciasto naleśnikowe: 30 dag (2 szklanki) mąki, 1 ½ szklanki mleka, woda, 1 —2 jajka, sól, skórka lub kawałek słoniny do smarowania patelni, 3 dag (1 łyżka) tłuszczu do odsmażania naleśników Nadzienie: pasta mięsna ze słoika, 1 duża cebula, 1/2 łyżki tłuszczu (smalec, olej, margaryna), sól, pieprz Przesianą mąkę wymieszać z mlekiem, jajkiem, wodą i solą, a następnie wyrobić trzepaczką lub w mikserze tak, aby nie było grudek mąki. Wody dodaje się tyle, żeby ciasto było lejące. Rozgrzaną patelnię smarować słoniną lub olejem, wlewać łyżką wazową ciasto cienką warstwą, smażyć na niezbyt silnym ogniu z obydwu stron i wykładać na talerz odwrócony dnem do góry lub na deskę. Przygotować nadzienie: Cebulę obrać, opłukać, pokrajać w kostkę i zrumienić na tłuszczu. Pastę mięsną wyjąć ze słoika, dodać do cebuli i razem poddusić 10—15 min, doprawić do smaku solą i pieprzem. Naleśniki smarować przygotowanym nadzieniem, zwinąć w ruloniki lub kopertę i obsmażyć na tłuszczu po obu stronach. Naleśniki podawać jako danie samodzielne na obiad lub na kolację. NALEŚNIKI — KROKIETY Z MIĘSEM, PIECZARKAMI I RYŻEM Nadzienie: słój ćwierćlitrowy pasty mięsnej, 10 dag (1/2 szklanki) ryżu, 15 dag pieczarek, 3 dag (1 łyżka) margaryny, 1 duża cebula, sól, pieprz lub przyprawa ziołowa, zielona pietruszka Do panierowania i smażenia: 1—2 jajka, 5 dag (2 łyżki) mąki, 5—8 dag (1—2 łyżki) bułki tartej, 7 dag (2 łyżki) oleju lub smalcu Ciasto sporządza się jak do naleśników z mięsem. Przygotować nadzienie: Ryż ugotować na sypko, pieczarki umyć, drobno pokrajać, cebulę obrać, pokrajać w drobną kostkę. Pieczarki i cebulę udusić na tłuszczu. Wymieszać razem pastę mięsną, ryż i pieczarki. Doprawić do smaku, dodać drobno posiekaną zieleninę. Formować krokiety: Nakładać na naleśniki farsz, zwijać w wąską kopertę. Panierować obtaczając w mące, rozbitym jajku (można część jaj zastąpić mlekiem) i w bułce tartej. Smażyć krokiety naleśnikowe z obu stron, kładąc na rozgrzanym tłuszczu. Krokiety naleśnikowe można podawać z napojami z warzyw (np. pomidorowym) lub zupami czystymi. Można również podawać je z sezonową surówką z warzyw. Nadają się doskonale jako danie gorące na przyjęcie. BIGOS (NA 8—10 OSÓB) Słój półlitrowy z zakonserwowanym mięsem, 1 kg kapusty kwaszonej, 1/2 kg kapusty słodkiej, 10—15 dag boczku wędzonego lub surowego, 10—15 dag kiełbasy zwyczajnej, 3 duże cebule, liście bobkowe, ziele angielskie, sól, cukier Boczek pokrajać w plastry i usmażyć na patelni. Skwarki wyjąć i przełożyć do naczynia przygotowanego do gotowania bigosu. Cebulę obrać, opłukać, pokrajać w grube plastry, lekko zrumienić na części tłuszczu od topienia boczku. Kiełbasę pokrajać w grube plastry i lekko zrumienić na pozostałym tłuszczu. Kwaszoną kapustę wycisnąć, włożyć do rondla, dodać kilka liści bobkowych, pieprz i ziele angielskie, zrumieniony boczek i cebulę, poszatkowaną lub pokrajaną w kostkę słodką kapustę. Wszystko zalać małą ilością wrzącej wody i na wolnym ogniu udusić do miękkości. Dodać mięso z konserwy, kiełbasę. Przy końcu duszenia doprawić do smaku solą, pieprzem i cukrem. Przy doprawianiu bigosu można wykorzystać przyprawy ziołowe (np. pieprz ziołowy, kminek, majeranek). Bigos trzeba dusić do miękkości i odparowania wody. W zimie można zrobić większą porcję bigosu, a przetrzymywać go w chłodzie w kamiennym garnku lub zamrozić w mniejszych porcjach. Odgrzewany jest jeszcze smaczniejszy. Do bigosu możemy wykorzystać konserwy z różnych mięs, zarówno gotowanych, jak duszonych czy smażonych. Można oczywiście sporządzać bigos tylko z kwaszonej kapusty; jeśli bardzo kwaśna, dodanie kapusty słodkiej łagodzi smak. Jeśli kapusta kwaśna, to niezależnie od odciśnięcia soku, dobrze jest gotować bigos w otwartym naczyniu i często mieszać. BRUKIEW Z MIĘSEM Słój ćwierćlitrowy z zakonserwowanym mięsem, 1 kg brukwi, 2 dag (1 łyżka) mąki, 3 dag (1 łyżka) oleju lub masła roślinnego, sól, cukier Brukiew oczyścić, umyć, pokrajać w kostkę, zalać niewielką ilością wrzącej wody, dodać sól, cukier i gotować. W połowie gotowania dodać mięso ze słoja. Jeśli mięso zakonserwowano w większych kawałkach, to przed dodaniem do brukwi pokrajać. Mąkę rozetrzeć z tłuszczem, rozprowadzić smakiem z brukwi, przy końcu gotowania wymieszać z brukwią i zagotować. Jeśli mięso z konserw jest dość tłuste, nie dodawać oleju czy masła roślinnego —oprószyć tylko brukiew lekko mąką. Przed podaniem posypać potrawę drobno posiekaną zieleniną. Można podawać z ziemniakami lub pieczywem na obiad czy kolację. KOTLETY — OPIEKANIU MIELONE Z MIĘSA I KAPUSTY Słój półlitrowy z zakonserwowanym mięsem, 75 dag (1/2 główki) kapusty, 4 dag (1 łyżka) tłuszczu (smalec, olej), 10 dag bulki czerstwej, 1 cebula, 2 jajka, sól, pieprz naturalny lub przyprawa ziołowa, 15 dag (3—5 łyżek) bułki tartej, 10 dag (3 łyżki) tłuszczu (smalec, olej) do smażenia Kapustę oczyścić, opłukać, pokrajać na ćwiartki, zalać niewielką ilością wrzącej wody, osolić i ugotować. Następnie dobrze odcedzić na sicie, odcisnąć i ostudzić. Bułkę namoczyć w mleku lub w wodzie, odcisnąć. Mięso ze słoja zemleć z kapustą i odciśniętą bułką. Cebulę obrać, opłukać, drobno pokrajać i zrumienić na tłuszczu na jasnozłoty kolor. Do masy mięsno - kapuścianej dodać cebulę, jajka, sól, pieprz naturalny lub przyprawę ziołową do smaku i starannie wyrobić. Masę podzielić na równe porcje, formować okrągłe lub owalne kotlety, obtaczać w bułce tartej. Kotlety smażyć z obydwu stron, kładąc na dobrze rozgrzanym tłuszczu. Kotlety — opiekanki można podawać z ziemniakami i sosem, na obiad lub kolację. KOTLETY — OPIEKANKI MIELONE Z MIĘSA 1 KASZY Słój półlitrowy z zakonserwowanym mięsem, 15—20 dag (3/4—1 szklanka) kaszy jęczmiennej, 3 dag (1 łyżka) tłuszczu (smalec, olej), 1 cebula, 1—2 jajka, sól, pieprz naturalny lub przyprawa ziołowa, 10 dag (2—3 łyżki) bułki tartej, 10 dag (3 łyżki) tłuszczu do smażenia (smalec, olej) Cebulę obrać, opłukać, drobno pokrajać i zrumienić na tłuszczu na jasno-złoty kolor. Kasze opłukać, wrzucić do wrzącej wody (wody powinno być dwukrotnie więcej niż kaszy — 2 szklanki) i powoli ugotować do miękkości. Po ugotowaniu ostudzić. Mięso ze słoja zmiksować lub zemleć z połową kaszy. Do masy dodać resztę kaszy, cebulę, jajko, sól, pieprz i dobrze wyrobić. Masę podzielić na równe porcje, formować okrągłe lub owalne kotlety, obtoczyć w bułce tartej. Kotlety smażyć z obydwu stron, kładąc na dobrze rozgrzany tłuszcz. Kotlety — opiekanki można podawać z surówkami z sezonowych warzyw, na obiad lub kolację. Można również podawać z sosem o smaku ostrzejszym, np. pomidorowym, ogórkowym, grzybowym. PIZZA Z PASTĄ MIĘSNĄ I PIECZARKAMI Słój półlitrowy z pastą mięsną, 30 dag (2 szklanki) mąki, 3 dag drożdży, 6 łyżek oliwy lub oleju, 30 dag pieczarek, 3 dag (1 łyżka) masła roślinnego, sól, pieprz Pieczarki oczyścić, opłukać, pokrajać na połówki lub w grube plastry, lekko podsmażyć na części oliwy lub oleju, na końcu dodać masło roślinne, posolić, ostudzić. Mąkę przesiać, dodać dokładnie rozkruszone drożdże, 4 łyżki oliwy lub oleju, sól, pieprz do smaku i tyle wody, żeby wyrobić ciasto drewnianą łyżką (powinno mieć konsystencję gęstego ciasta drożdżowego). Ciasto przełożyć do tortownicy lub blaszki wysmarowanej tłuszczem, wygładzić, na wierzch rozsmarować pastę mięsną, a na paście rozłożyć pieczarki. Oprócz pieczarek można do pizzy dodać pokrajane w połówki lub ćwiartki pomidory. Wstawić do nagrzanego piekarnika i upiec. Podawać bezpośrednio po upieczeniu dzieląc na porcje. Można podawać z zimnym sosem pomidorowym, zieloną sałatą lub z surówką z cykorii. Autorzy: Feliksa Starzyńska i Anna Ners Dla potrzeb portalu wedlinydomowe.pl opracował Maxell -
Dlatego właśnie prosiłem, abyś prześledził sobie cały proces suchego peklowania mięsa na wędzonki. Nie ma tutaj nic dziwnego.