

SZCZEPAN
-
Postów
1 024 -
Dołączył
-
Ostatnia wizyta
-
Wygrane w rankingu
61
Typ zawartości
Profile
Forum
Wydarzenia
Mapa użytkowników
Sklep
Giełda
Treść opublikowana przez SZCZEPAN
-

Tradycyjna masarnia – swojskie smaki, stare zwyczaje
SZCZEPAN odpowiedział(a) na SZCZEPAN temat w Polska tradycja masarska
Jak widać, nie leniuchujemy 😀 prace idą pełną parą. Nawet weekend mamy pracowity, ale cóż, w święta będziemy odpoczywać. Karol idziesz na mistrza !!!







-
Tradycyjna masarnia – swojskie smaki, stare zwyczaje
SZCZEPAN odpowiedział(a) na SZCZEPAN temat w Polska tradycja masarska



-
Niech w te Święta dym z wędzarni pachnie spokojem, ogień grzeje nie tylko drewno, ale i serca. Niech szynki wychodzą soczyste, kiełbasy idealne, a każda partia będzie powodem do dumy i uśmiechu. Życzę Wam czasu bez pośpiechu, stołu pełnego własnych wyrobów, zdrowia, które pozwoli kręcić kolejne wędki dymu, i ludzi wokół, którzy docenią kunszt Waszych rąk. Niech tradycja trwa, drewno zawsze będzie suche, a smak – taki, który łączy pokolenia. Wesołych, spokojnych i aromatycznych Świąt! 🎄🔥 SZCZEPAN.
-
Tradycyjna masarnia – swojskie smaki, stare zwyczaje
SZCZEPAN odpowiedział(a) na SZCZEPAN temat w Polska tradycja masarska
Wbrew pozorom nie jest to problem. Korzystamy ze sprawdzonych źródeł mięsa, a obecne przepisy i system kontroli sprawiają, że pochodzenie surowca jest jasno określone. Do każdej dostawy, wraz z fakturą, dołączone jest świadectwo HDI. Każda partia mięsa jest identyfikowana i prowadzona od momentu uboju aż do masarni na podstawie tego dokumentu. Na dalszym etapie mam obowiązek oznaczać mięso i pracować na nim zgodnie z numerem partii oraz danymi zawartymi w świadectwie HDI. -
Tradycyjna masarnia – swojskie smaki, stare zwyczaje
SZCZEPAN odpowiedział(a) na SZCZEPAN temat w Polska tradycja masarska
Nasz kolega Karol przechodzi drogę od pasjonata do zawodowego wędliniarza i kucharza. Branża ta bardzo go fascynuje. Pod okiem doświadczonych, profesjonalnych wędliniarzy systematycznie udoskonala wiedzę praktyczną.




-
Tradycyjna masarnia – swojskie smaki, stare zwyczaje
SZCZEPAN odpowiedział(a) na SZCZEPAN temat w Polska tradycja masarska
.jpeg.bc477ecb581f88644e9cc05d84a52847.jpeg)


.jpeg.86ba296379afb9b0471d970d0bd5d2ba.jpeg)


.jpeg.5da68250321363b15c5851f01f532edd.jpeg)
-
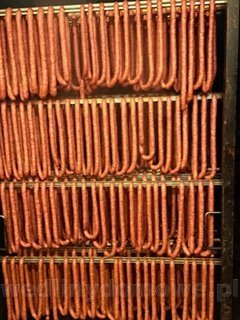
Tradycyjna masarnia – swojskie smaki, stare zwyczaje
SZCZEPAN odpowiedział(a) na SZCZEPAN temat w Polska tradycja masarska
Święta są już tuż za pasem. Zmęczenie daje o sobie znać, a najtrudniejsze chwile dopiero przed nami. Mimo wszystko musimy wytrwać i dotrwać do końca.




.jpeg.286fdaf618a1849401262bf30190b247.jpeg)


-
Projekt wędzarni drewnianej - oceńcie
SZCZEPAN odpowiedział(a) na Noever temat w Wędzarnie. Budowa i obsługa
Ogólnie zastanawiam się, skąd bierzecie takie projekty wędzarni.????????? To monstrum na pierwszy rzut oka w ogóle nie przypomina wędzarni. Sprawia wrażenie konstrukcji o słabej stabilności. Kolego, staraj się wędzić tylko wtedy, gdy nie ma silnego wiatru, bo całość może odlecieć razem z wędlinami. Szczerze mówiąc, jestem niesamowicie zaskoczony tym „czymś”.🙏😢 -
Słonina wędzona
SZCZEPAN odpowiedział(a) na mariuszRod temat w Podpowiadamy jak zrobić pierwsze wyroby
No właśnie nie. Nie pisałem do nikogo osobiście, tylko ogólnie, co do zasady. Każdy ma swoje wypracowane metody wędzenia i ja absolutnie niczego nikomu nie narzucam. -
Słonina wędzona
SZCZEPAN odpowiedział(a) na mariuszRod temat w Podpowiadamy jak zrobić pierwsze wyroby
Słonina z bardzo mocno otłuszczonych loch lub większych tuczników musi odparować ! wtedy nic nie będzie się lało. W trakcie solenia i leżakowania pozostała woda swobodnie odcieknie. Stwierdzenie, że słoninę wędzi się wyłącznie w zimnym dymie, to kompletna bzdura. Oczywiście, biorąc pod uwagę wydajność, można się z tym zgodzić, ale jeśli chcemy uzyskać miękką słoninę wędzoną, musi ona zostać podgrzana do minimum 60 °C. I oczywiście mówimy tutaj o słoninie krzyżowej. -
Popsuta zalewa peklująca - wymiana na solankę o jakim stężeniu
SZCZEPAN odpowiedział(a) na tomekq temat w Peklowanie
Zalecam zaniechanie dalszego peklowania, ponieważ w surowcu występuje prawdopodobne skażenie mikrobiologiczne, a zastosowanie solanki o tym samym stężeniu nie zapewni skutecznej redukcji drobnoustrojów. Istnieje jednak możliwość częściowego uratowania surowca poprzez wykonanie nastrzyku solanką w ilości ok. 10% masy mięsa, a następnie przeprowadzenie pełnej obróbki technologicznej — wędzenia oraz parzenia. Procedura ta może ograniczyć ryzyko mikrobiologiczne, choć na podstawie opisu można stwierdzić, że surowiec wykazuje cechy mięsa wadliwego. -
Czy warto kupić mieszarkę do farszu?
SZCZEPAN odpowiedział(a) na SZCZEPAN temat w Mieszarki do farszu
Waldku, nawet nie zdajesz sobie sprawy, jaką krzywdę sobie robisz, tak bardzo się rozleniwiając. Przecież lubisz dobrze zjeść, a te kalorie trzeba spalić, żeby sobie nie szkodzić. Jesteś jeszcze bardzo młodym człowiekiem, ale zobaczysz za kilka lat, jak ważne było dbanie o siebie już teraz.😀 -
Czy warto kupić mieszarkę do farszu?
SZCZEPAN odpowiedział(a) na SZCZEPAN temat w Mieszarki do farszu
Dziurki w domowej, wyrabianej szynkowej kiełbasie są naturalnym zjawiskiem. Żeby ich uniknąć, potrzebna byłaby nadziewarka z systemem odpowietrzania. Ważny jest też sposób rozdrabniania mięsa. jeśli użyjesz szarpaka do „jedynki”, dziurek będzie mniej, natomiast gdy kroisz mięso nożem, mogą pojawiać się większe pory z powodu równych, prostych ścianek kawałków mięsa. W ten sposób powstawanie dziurek da się ograniczyć, ale całkowicie ich wyeliminowanie w warunkach domowych bywa trudne. -
Czy warto kupić mieszarkę do farszu?
SZCZEPAN odpowiedział(a) na SZCZEPAN temat w Mieszarki do farszu
Powiem tak: w swoim życiu wymieszałem rękami chyba setki ton farszu i naprawdę nie narzekam. Dla mnie to była lepsza siłownia niż niejedna sala fitness. Człowiek się porządnie zmęczył, rozruszał, a przy okazji robił coś konkretnego. Zdrowie, kondycja i satysfakcja w pakiecie. Panowie, pamiętajcie! trochę wysiłku jeszcze nikomu nie zaszkodziło. Każdy oczywiście robi, jak mu wygodnie, ale prawda jest taka, że jak ktoś nie zacznie od zwykłego mieszania kiełbas rękami, to nigdy tak naprawdę nie nauczy się ich dobrze wyrabiać. To jak z jazdą na rowerze: najpierw trzeba pojeździć bez wspomagania, żeby w ogóle poczuć, o co chodzi. Ostatnio oglądałem różne mieszałki z napędem ręcznym i szczerze mówiąc 😢zastanawiam się, po co to komu. Mam wrażenie, że teraz wszyscy szukają sposobu, żeby włożyć jak najmniej wysiłku, a jednocześnie wszędzie głośno o walce z otyłością. I gdzie tu logika? Do tego dochodzi jeszcze jedno: przez takie leniwe podejście do życia wielu facetów sami sobie robią krzywdę. Jedzą ogromne ilości kalorycznego jedzenia, zero ruchu, zero pracy fizycznej… No to jak to ma wyglądać? Jak proces tuczenia ! nie dopiszę czego, każdy sobie dopowie. I to jest naprawdę smutne, bo to nie kwestia wyglądu, tylko zdrowia i samopoczucia. A wystarczyłoby czasem zakasać rękawy i trochę się poruszać !!!!chociażby przy mieszaniu farszu. Zdrowiej, taniej i z większą satysfakcją.😞 -
Człowiek czasem patrzy na otaczający go świat i zastanawia się, czy przypadkiem nie zaspał paru dekad i nie obudził się w rzeczywistości, gdzie zwykłe czynności urastają do rangi heroicznych wyczynów. Weźmy na przykład taką czynność jak wymieszanie 20 kilogramów kiełbasy. Kiedyś zwyczajny etap w procesie twórczym. Dzisiaj 😦 niemalże próba sił dla współczesnego Homo Niechcemisie.!!! Bo przecież, proszę Państwa, to nie są przelewki: 20 kilogramów! Brzmi to niemal jak zapowiedź konkurencji olimpijskiej, a nie zwykłe zamieszanie farszu. A jednak wciąż uważam 😡zaryzykuję to śmiałe stwierdzenie – że dorosły facet nie tylko może, ale wręcz powinien poradzić sobie z takim wyzwaniem. I to bez specjalnych efektów dźwiękowych typu „ojejku” i „ja już nie mogę”. Sam wolę wziąć sprawę w swoje ręce dosłownie. Bo oto stoi przede mną mieszałka: ogromny, stalowy monument nowoczesności, maszyna, która bardziej straszy czyszczeniem po pracy, niż realnie pomaga przy tak niewielkiej ilości farszu. To trochę jakby wjechać czołgiem na ogródek, żeby wyrwać jeden chwast. Niby można, ale po co? A efekt? Często gorszy, bo o jakości domowej wędliny decyduje nie tylko technologia, ale i człowiek. Ten, który nie boi się pobrudzić rąk. Tu dochodzimy do pewnego zjawiska społecznego. Żyjemy w czasach, w których wysiłek fizyczny zaczyna być traktowany jak zjawisko podejrzane, wręcz niepożądane. Człowiek wykona trzy ruchy ręką, a już mu się wydaje, że powinien dostać skierowanie do sanatorium i zwolnienie lekarskie na tydzień. A przecież im więcej serca i pracy włożymy w domową kiełbasę, tym bardziej niepowtarzalny jej smak. Maszyna może i zrobi, ale nie poczuje! a właśnie tego „czucia” coraz bardziej brakuje. Wędliny domowe to nie produkcja taśmowa. To rytuał. To opowieść o cierpliwości, o własnym tempie, o przekonaniu, że to, co robimy rękami, ma swoją wartość. Dlatego nieumiejętne korzystanie z mieszałki może być nie tylko mało praktyczne, ale wręcz niebezpieczne dla jakości. Bo sprzęt – choćby najdroższy – nie zastąpi wiedzy. To trochę jak kupić fortepian koncertowy, a potem grać na nim jedynie „Wlazł kotek na płotek”. I tak rodzi się moja refleksja: świat, który pędzi do przodu, coraz częściej zapomina, że nie wszystko musi być „łatwiej, szybciej, prościej”. Czasem warto zwolnić, pobrudzić ręce, poczuć ciężar farszu i przypomnieć sobie, że wysiłek to nie wróg, ale sprzymierzeniec. Bo smaku prawdziwej domowej kiełbasy nie da się zrobić w pośpiechu ani w rękawiczkach z obawy, że się człowiek spoci. Mieszałka? Niech stoi. Przy dwudziestu kilogramach ma prawo odpoczywać.😁 My – przynajmniej od czasu do czasu – też powinniśmy spróbować pracować jak dawniej: z uśmiechem, z zaangażowaniem i z przekonaniem, że to, co robimy, ma sens.Pozdr.
-
Witam serdecznie. Proszę mnie źle nie zrozumieć, ale mieszałka zmienia strukturę kiełbasy! do domowych wyrobów jej nie polecam. Najlepsza kiełbasa wychodzi wtedy, gdy mięso jest mieszane ręcznie. Jeśli jednak przygotowujecie większe ilości, to polecam mieszałkę uchylną jest znacznie wygodniejsza w praktyce. Warto też pamiętać, że prędkość mieszadeł nie powinna przekraczać 42 obrotów na minutę. Pozdrawiam.
-
Wiejskie smaki: jak odtworzyć tradycyjną kiełbasę z połcia / ze świniobicia w domu
SZCZEPAN odpowiedział(a) na adam_wado temat w Pierwsze pytania
Dawniej masarze dokonywali uboju świniaka i tego samego dnia od razu przystępowali do przerobu. Kiełbasę robiono zwykle 2–3 godziny po uboju, czyli dokładnie w momencie, kiedy zaczynało się stężenie pośmiertne mięśni. Właśnie dlatego te dawne, wiejskie kiełbasy miały tak wyjątkową strukturę i smak efekt ten pojawia się tylko w tym krótkim „oknie czasowym” po uboju. Z mięsa kupnego nie da się uzyskać takiego samego wyrobu, bo jest ono już dawno po stężeniu i po dojrzewaniu, a jego właściwości technologiczne są zupełnie inne. -
Co powiecie o takim sposobie wędzenia kiełbasy
SZCZEPAN odpowiedział(a) na adam_wado temat w Pierwsze pytania
Masz sporo racji! wielu forumowiczów może się gubić, gdy w jednej rozmowie mieszają się technologie domowe, rzemieślnicze i przemysłowe. Dlatego zawsze podkreślam, że najważniejsze jest zrozumienie procesu, a dopiero potem wybór metody, która komu odpowiada. Co do GS-ów i PSS-ów: zgadzam się, że ich los w dużej mierze przesądziła ekonomia, koszty i wolny rynek. Ale trzeba też dodać, że wiele z tych zakładów nie potrafiło dostosować się technologicznie trzymali się jednego schematu i nie reagowali na zmieniające się oczekiwania klientów. Prywatne masarnie, które łączyły tradycję z nowoczesnością, po prostu ich wyprzedziły. Przykład prywatnej masarni pracującej nadal na bazie „16” tylko pokazuje, że dobra receptura i rzemiosło dalej mają ogromną wartość. Ludzie kupują te wędliny w kilka godzin, bo smak broni się sam. A właściciel świadomie wybrał jakość ponad ilość. Muszę jeszcze odnieść się do kwestii ekonomii, która dotyka wszystkich jednakowo zarówno prywatnych masarni, jak i dawnych GS-ów czy PSS-ów. Podatki i koszty stałe ponosimy takie same, tutaj nie ma żadnych złudzeń. W dzisiejszych realiach na rynku obroni się tylko jakość, i jeszcze raz jakość. To ona decyduje, kto przetrwa, a kto znika z konkurencji. -
Co powiecie o takim sposobie wędzenia kiełbasy
SZCZEPAN odpowiedział(a) na adam_wado temat w Pierwsze pytania
Mariusz, skoro zauważyłeś, że prawie zawsze mam odmienne zdanie niż Arkadiusz, to pozwól, że krótko wyjaśnię, z czego wynika ten problem. Arkadiusz ciągle podkreśla, że forum dotyczy wędlin domowych! i z tym się całkowicie zgadzam. Sam jestem otwarty na różne rozwiązania technologiczne stosowane w warunkach domowych, bo to naturalnie wynika z tematu. Problem pojawia się wtedy, gdy Arkadiusz bardzo mocno wprowadza do dyskusji normy zakładowe, które w praktyce już dawno odeszły do lamusa. Wystarczy sięgnąć pamięcią i przypomnieć sobie, ile kiedyś było masarni typu GS czy PSS, które produkowały wędliny ściśle według norm branżowych. Jaki jest ich los? Większość z nich zniknęła z rynku. Powodów było wiele, ale głównym była konkurencja, która wprowadzała nowe techniki, rozwijała rzemiosło i podbijała gusta konsumentów. Jednym słowem to wolny rynek wszystko zweryfikował. Nie neguję przepisów normowych, bo mają swoje miejsce, zwłaszcza w kontekście bezpieczeństwa. Pokazuję tylko, że obok nich jest również przestrzeń dla rzemiosła, rozwoju i postępu technologicznego, szczególnie w warunkach domowych. Pozdrawiam. -
Dawid, do pieczonej kiełbasy słonina to jeden z najgorszych surowców, jakie można dodać. Po zmieleniu na maszynce słonina bardzo łatwo się rozmazuje, a to prowadzi do wycieku tłuszczu i powstawania dziurek w kiełbasie. Dodatkowo temperatura 120°C jest zbyt wysoka do takiej obróbki! w zupełności wystarczy około 100°C. Słonina sprawdza się świetnie w salami, zwłaszcza ta z okolicy karku, bo jest twardsza i stabilniejsza. Natomiast nie polecam jej do innych kiełbas ani do kabanosów, ponieważ psuje smak i pogarsza strukturę. Najlepiej wykorzystać słoninę na wędzoną albo przetopioną na smalec, gdzie jej właściwości są dużo korzystniejsze.
-
Co powiecie o takim sposobie wędzenia kiełbasy
SZCZEPAN odpowiedział(a) na adam_wado temat w Pierwsze pytania
Grzegorz, nikt tutaj nie podważa stref bezpieczeństwa! to w ogóle nie jest temat naszej dyskusji. Pisaliśmy wyłącznie o szoku termicznym i o tym, jaki wpływ ma on na twardość jelit naturalnych. Tymczasem Arkadiusz znowu próbuje uciekać w inne zagadnienia, co niestety często pojawia się w jego wypowiedziach. Chodzi przecież tylko o jedno: jak gwałtowne schłodzenie wpływa na kolagen w jelicie i dlaczego powoduje jego nadmierne twardnienie. -
Co powiecie o takim sposobie wędzenia kiełbasy
SZCZEPAN odpowiedział(a) na adam_wado temat w Pierwsze pytania
W jakim właściwie celu trzeba jak najszybciej schłodzić wyrób? Jakie ma to, według Ciebie, znaczenie dla samego procesu? I dlaczego uważasz, że nie można chłodzić stopniowo, w nieco dłuższym czasie? -
Co powiecie o takim sposobie wędzenia kiełbasy
SZCZEPAN odpowiedział(a) na adam_wado temat w Pierwsze pytania
Arkadiusz, zwróć uwagę, o czym dokładnie piszemy — mówimy tylko o kruchości jelita naturalnego. Mam wrażenie, że rozmowa trochę odbiegła od meritum. Warto wcześniej zapoznać się z budową jelit naturalnych i tym, jak kolagen w ich strukturze reaguje na zmiany temperatury. W jelitach naturalnych podstawowym składnikiem odpowiedzialnym za ich elastyczność jest kolagen. To właśnie on decyduje o kruchości lub twardnieniu osłonki. Przy zbyt szybkim schładzaniu dochodzi do gwałtownego skurczu włókien kolagenowych — jest to typowy szok termiczny, który powoduje, że jelito staje się twardsze. Dlatego ważne jest, aby proces chłodzenia prowadzić stopniowo, bo tylko wtedy osłonka zachowuje odpowiednią elastyczność i nie dochodzi do tzw. „skamienienia”. -
Co powiecie o takim sposobie wędzenia kiełbasy
SZCZEPAN odpowiedział(a) na adam_wado temat w Pierwsze pytania
Zaprzeczam!!!! Arkadiusz, to działa odwrotnie, niż często się uważa 🙂 im szybciej schłodzisz, tym większy skurcz kolagenu i gorsza elastyczność jelit. Szybkie schładzanie wyrobów mięsnych to wbrew pozorom nie najlepszy pomysł. Gwałtowne ochłodzenie powoduje szok termiczny, a w jego efekcie kolagen w jelitach zaczyna się gwałtownie kurczyć. To właśnie wtedy dochodzi do twardnienia osłonek, potocznie nazywanego „skamienieniem. Technolodzy zalecają szybkie chłodzenie zgodnie z normami, ale wynika to głównie z wymogów wydajności produkcji w zakładach mięsnych. W domowych warunkach, gdzie liczy się jakość i struktura wyrobu, lepsze są metody stopniowego, kontrolowanego schładzania. -
Co powiecie o takim sposobie wędzenia kiełbasy
SZCZEPAN odpowiedział(a) na adam_wado temat w Pierwsze pytania
To spróbuję odpowiedzieć na pierwsze zdanie twojej wypowiedzi. Najbardziej martwi mnie to, że dożyliśmy czasów, w których ucisza się mądrych ludzi, aby to, co mówią, nie obrażało głupców. Albert A. W tym przypadku w 100% zgadzam się z Grzegorzem, że proces technologiczny trzeba prowadzić tak, aby uzyskać oczekiwany produkt. Dodam, że nikt nie wspomina o szoku termicznym, który ma bardzo duży wpływ na twardość jelit w kiełbasach.



