Maxell
-
Postów
46 214 -
Dołączył
-
Ostatnia wizyta
-
Wygrane w rankingu
180
Typ zawartości
Profile
Forum
Wydarzenia
Mapa użytkowników
Sklep
Giełda
Treść opublikowana przez Maxell
-
Część III. Kiszki - technologiczne odchylenia jakości i przeciwdziałanie
Maxell odpowiedział(a) na Maxell temat w Podstawy technologii
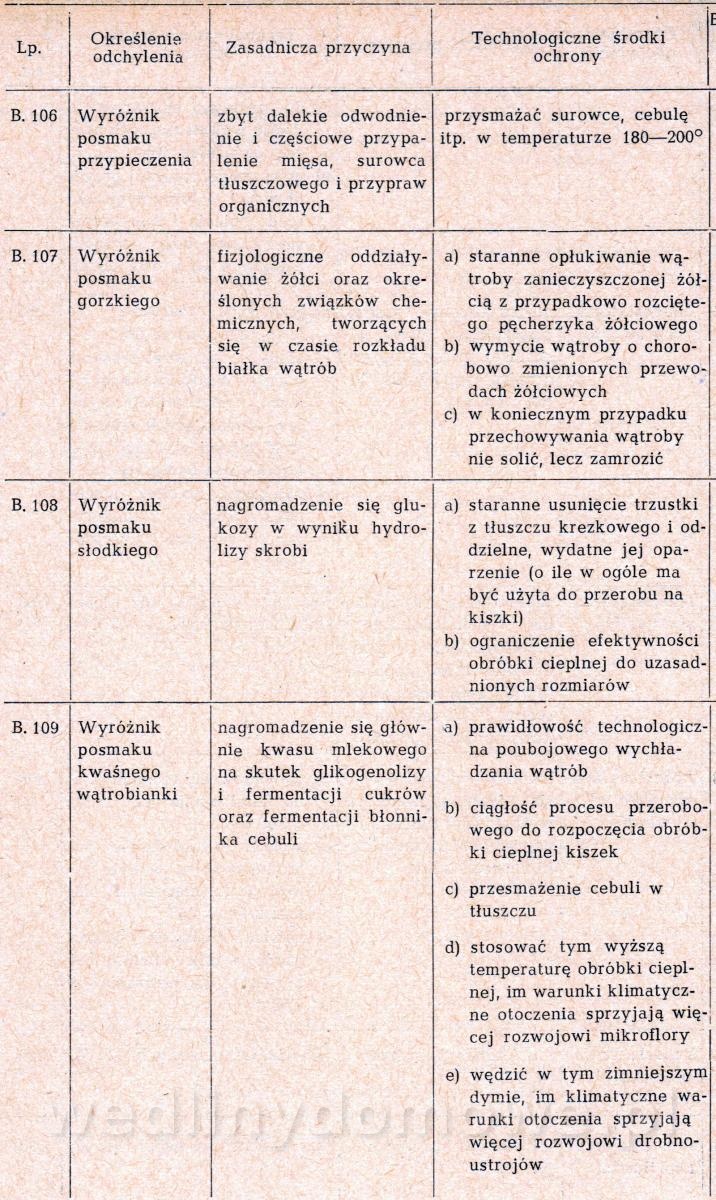
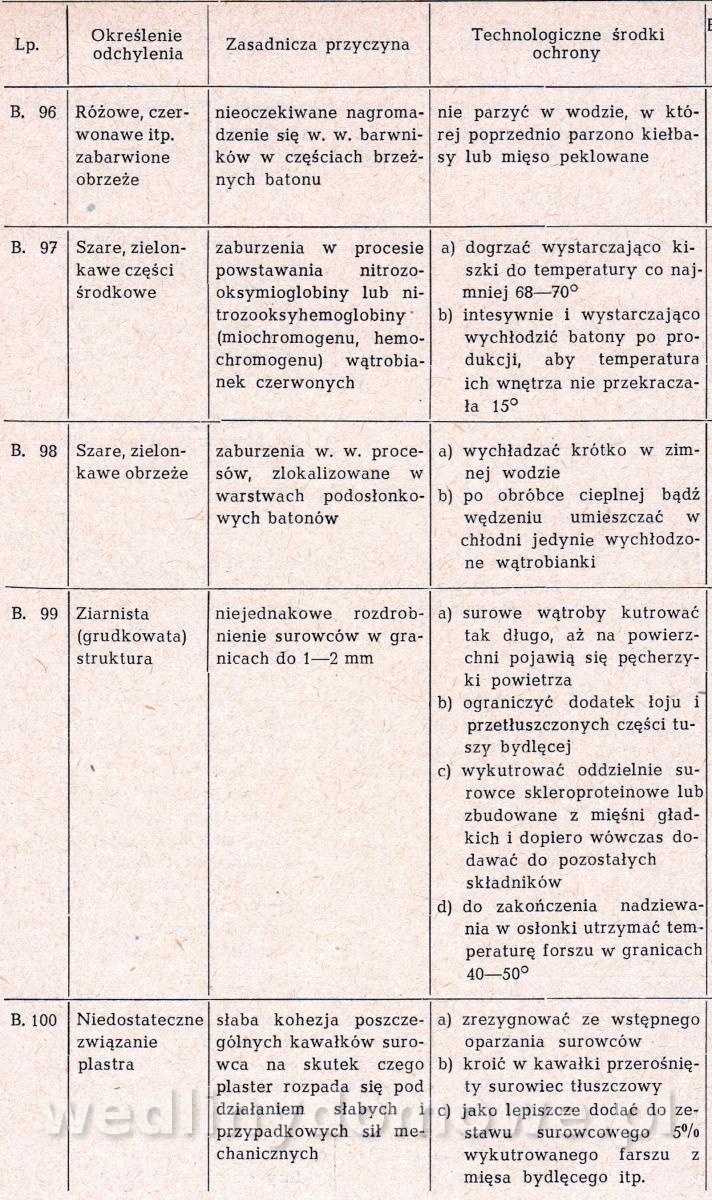
Ciemniejszą barwę wątrobianek na świeżym przekroju batonu uzyskuje się mianowicie, gdy: O produkuje się je z wątrób bydlęcych, szczególnie wątrób starszych sztuk i mięsa bydlęcego; O obniża się ilość dodatków tłuszczowych; O surowce zasadnicze, a zwłaszcza wątroby nie poddaje się wstępnemu oparzeniu, tj. przerabia się na surowo, oraz gdy O w wyniku przerw ciągłości osłonki jelitowej (otwory) lub błędnego przewiązania jej końców wycieka z wędliny dużo rozpłynnionego tłuszczu. Wyliczone okoliczności technologiczne wskazują, że natężenie barwy wątrobianek rośnie w miarę wzrostu udziału surowców, zawierających takie czy inne barwniki (wątroba, mięso chude) oraz w miarę spadku dodatku surowców niezabarwionych (surowiec tłuszczowy). Lokalne i ogólne wahania zawartości wody wpływają stosunkowo mało na wahanie stężenia barwników wątrobianek. Wstępna obróbka cieplna pierwszej grupy surowców rozjaśnia barwę wątrobianek m. in. na skutek denaturacji reszty peptydowej mio- czy hemoglobiny. Gdy ubytek tłuszczu nie rozkłada się równomiernie na całą masę batonu, przekrój wątrobianki jest plamisty. Gdy osłonka jelitowa wątrobianek jest bardziej przeźroczysta, ciemna barwa jej masy koreluje w różnym stopniu z barwą jej powierzchni (patrz rozdz. B. 87). Gdy natomiast pociemnienie barwy przekroju wątrobianek jest spowodowane niedostateczną zawartością tłuszczu, kiszka może robić wrażenie niedostatecznie tłustej (patrz rozdz. B. 102) lub nie dość smarownej (patrz rozdz. B. 101). W przypadku użycia do produkcji większych ilości wątrób bydlęcych wzrost natężenia wyróżników smaku typowego dla ugotowanej wątroby jest zwykle skorelowany z ciemną barwą przekroju wątrobianek. Wzrost stężenia barwników w masie kiszek wątrobianych nie ogranicza w zasadzie ich przydatności spożywczej. Wskazuje on jedynie na użycie do produkcji tańszych wątrób bądź też na obniżenie kalorycznej wartości odżywczej. B. 95. Różowa bądź czerwona barwa części środkowych batonu (czerwone jądro). O różowym, czerwonawym, brązowawym itp. zabarwieniu części środkowych przekroju batonu wątrobianek można mówić jako o zjawisku niepożądanym jedynie wówczas, gdy technologicznie jest ono niezamierzone, a więc w pełni nieoczekiwane. Różne na przekroju batonu natężenie barwy czerwonej, żółtawej i czerni są zatem zaskoczeniem w przypadku produkcji wątrobianek z surowca (mięso, wątroba) niepeklowanego. Wskazuje bowiem ono na nieoczekiwaną zawartość nitrozooksymioglobiny bądź nitrozooksyhemoglobiny albo też na zawartość niedostatecznie cieplnie zdenaturowanej mio- lub hemoglobiny oraz innych związków barwnych. Obecność wspomnianych barwników w części środkowej batonu wątrobianki może być zatem uważana za dowód: O użycia do kutrowania wątroby bądź użycia do jej wstępnego oparzenia rosołu z gotowania mięsa peklowanego, przeznaczonego najczęściej na produkcję salcesonów; O użycia do tego samego celu wody z warnika, w którym poddano obróbce cieplnej wędliny parzone oraz O niedogrzania kiszek w czasie parzenia do temperatury co najmniej 68—70°C, tj. temperatury, w której dochodzi do denaturacji histonu mio- czy hemoglobiny. Pierwsze dwie nieprawidłowości procesu produkcyjnego powodują omawianą zmianę barwy kiszek wątrobianych, gdyż do wody, w której gotuje się mięso peklowane lub wyroby z niego, dyfundują m. in. zawarte w nich azotyny. Przez użycie do produkcji wątrobianek rosołu z gotowania mięsa peklowanego lub też wody, w której poddano obróbce cieplnej wędliny parzone, stwarza się zatem warunki do powstania barwników typowych dla przemian peklowniczych mio- oraz hemoglobiny. Podwyższona temperatura przerabianego farszu sprzyja zresztą w niemałej mierze tym procesom chemicznym. W przypadku natomiast niedoparzenia kiszek różowa lub czerwona barwa osiowych części ich batonów pochodzi od tej części mio- i hemoglobiny, która nie ulega denaturacji cieplnej. Ostatnia możliwość wchodzi w grę przede wszystkim w przypadku produkcji wątrobianek z surowców wstępnie nieoparzonych, praktycznie w przypadku produkcji z surowych wątrób. Starsze obserwacje praktyczne wskazują ponadto, że niezamierzone czerwonawe itp. zabarwienie części środkowych batonu może wystąpić również w czasie zbyt ciepłego wędzenia wątrobianek. Następstwa rozwijających się zaburzeń procesów przebarwienia wątrobianek nie ograniczają wprawdzie ich przydatności spożywczej, ale niemniej jednak muszą być uważane za jedne z podstawowych wskaźników niezbędnych do oceny ich wartości towarowej. Łatwe bowiem do stwierdzenia budzą one u spożywcy domniemanie złej jakości wątrobianek, które przekracza z reguły znacznie faktyczny stan rzeczy. Potencjalna możliwość zmniejszenia w związku z tym popytu na taki towar i obniżenie efektywności ekonomicznej podkreśla tym samym celowość stosowania do kutrowania wody wolnej od śladowej nawet ilości azotynów oraz celowości kontroli dynamiki obróbki cieplnej kiszek. Szczególnej uwagi wymaga przebieg dogrzewania kiszek, nadzianych w osłonki o dużej średnicy. Kiszki takie dogrzewają się oczywiście wolniej. Z tego też względu celowym będzie rozważyć ewentualną konieczność oddzielnej obróbki cieplnej wątrobianek, których batony wykazują znaczniejsze różnice w rozmiarach średnicy. Gdy zmiana barwy gotowej wątrobianki jest związana z powstaniem nitrozooksymioglobiny lub nitrozooksyhemogłobiny, trudno mówić o doprowadzeniu barwy do normy. Gdy natomiast jest pewność, że odchylenie to jest spowodowane nie zdenaturowaną mio- lub hemoglobiną, wówczas powtórna i bardziej wydatna obróbka cieplna usuwa błąd. Z uwagi na dodatkowe nakłady nieodzowne do wykonania takiego zabiegu oraz dodatkowe straty ciężaru sprawą rozwagi i kalkulacji ekonomicznej jest w ogóle celowość tego rodzaju powtórnej obróbki cieplnej kiszek. B. 96. Różowe bądź czerwonawe obrzeże (p o d -osłonkowy pierścień czerwony, czerwony brzeg). Jest rzeczą oczywistą, że różowe bądź czerwonawe obrzeże zauważyć można jedynie na szarym przekroju wątrobianek, a więc kiszek, do produkcji których nie używano surowca peklowanego. Czerwone obrzeże przechodzi zwykle bez wyraźnej granicy w części batonu prawidłowo zabarwione. Dowodzi ono lokalnego nagromadzenia się nitrozooksymioglobiny bądź nitrozooksyhemogłobiny. Nagromadzenie się tych barwników ma miejsce, gdy: O wątrobiankę produkuje się z surowców, a przynajmniej wątroby wstępnie nieoparzonej, a następnie kiszki takie O parzy się w wodzie, w której uprzednio poddano obróbce cieplnej mięso peklowane lub wędliny z takiego mięsa — najczęściej kiełbasy parzone i salcesony. W wymienionych okolicznościach wolne azotyny, zawarte w wodzie warnikowej, przenikają przez, półprzepuszczalną osłonkę w głąb masy kiszek wątrobianych i wchodzą w reakcje z odpowiednimi jej składnikami. Ponieważ dynamika tego przenikania nie jest z oczywistych powodów zbyt wielka, zasięg przemian barwnikowych jest ograniczony do podosłonkowych warstw tej masy. Biochemizm powstania czerwonego obrzeża wątrobianek wskazuje na prawdopodobieństwo wzrostu częstotliwości jego występowania wówczas, gdy kiszki te są produkowane w technicznie słabo wyposażonych, małych wędliniarniach. Wpływ czerwonego obrzeża batonów na przydatność spożywczą jest najczęściej niewielki i analogiczny do podobnej zmiany barwnikowej ich osiowych części (patrz rozdz. B. 95). B. 97. Szarozielone zabarwienie części środkowych batonu (szare bądź zielonkawe jądro). Szaro-zielone zabarwienie części środkowych przekroju batonu wątrobianek jest oczywiście zauważalne w przypadku dostatecznego skontrastowania barwy pozostałych, tj. podosłonkowych jego części. Podstawowe zabarwienie wątrobianek, produkowanych z surowców nie poddanych peklowaniu, nie spełnia raczej tego warunku. Z tego też względu stwierdzić można, że omawiana forma niejednolitego zabarwienia masy wędlinowej jest w takim samym stopniu typowa i swoista dla wątrobianek z surowców peklowanych, jak wystąpienie czerwonego jądra dla tychże kiszek w przypadku produkcji z surowców, zabiegowi temu nie poddanych. Obserwacje praktyczne wskazują, że środkowe części batonów wątrobiankowych stają się szarozielone, gdy: O kiszki nie zostały dogrzane do odpowiedniej temperatury lub O ich szybkie ochłodzenie poprodukcyjne trwało zbyt krótko, w wyniku czego temperatura niedostatecznie wychłodzonych części osiowych batonów spadała zbyt wolno. Bezpośrednia przyczyna wystąpienia omawianych zaburzeń barwnych nie jest dotąd jeszcze dostatecznie wyświetlona i nasuwa podobne pytanie i niejasności, jak analogiczne odbarwienia bądź niedobarwienia wędlin surowych i parzonych (patrz rozdz. B. 37, oraz B. 72). Według wszelkiego prawdopodobieństwa i w tym przypadku zaburzenia te są związane z wegetacją bakterii kwasu mlekowego, które w warunkach naszkicowanych błędów obróbki cieplnej nie zostają dostatecznie unieszkodliwione. Wytworzoną sytuację pogłębiają błędy technologii schładzania w tym większym stopniu im średnica poszczególnych batonów jest większa. Punktem wyjścia całego łańcucha zmian jest oczywiście ceno-anabiotyczna wymiana mikroflory, która zachodzi w czasie peklowania, i w wyniku której obserwuje się m. in. wzrost ilościowy wspomnianych bakterii fermentacji kwasu mlekowego. Ocena przydatności spożywczej wątrobianek, na przekroju których stwierdza się nieodpowiednie zabarwienie części osiowych, jest co najmniej taka sama, jak kiszek z czerwonym itp. zabarwieniem tychże samych części batonu (patrz rozdz. B. 95). Ponieważ jednak zielonoszare zabarwienie wnętrza batonów może rodzić u spożywcy domniemanie rozkładu gnilnego i tym samym brak zaufania do oferowanego towaru, należy liczyć się nawet z przekazaniem takich wątrobianek do ponownego przerobu. Jest rzeczą oczywistą, że podstawowa różnica między szaro-zielonawym zabarwieniem osiowych części batonu, jako następstwem omawianych niedociągnięć technologicznych a analogicznym zaburzeniem przemian barwnikowych, stanowiących następstwo rozkładu gnilnego, sprowadza się przede wszystkim do tego, że w drugim przypadku zmianom barwy towarzyszą znane odchylenia profilu smakowego i zapachowego. Badania bakteriologiczne i biochemiczne dadzą oczywiście dodatkowe wskazówki diagnostyczne w przypadkach wątpliwych. W każdym jednak razie następstwa te uzasadniają potrzebę szczególnego przestrzegania prawidłowości technologicznych obróbki cieplnej oraz poprodukcyjnego wychładzania w przypadku produkcji wątrobianek z surowca lub surowców peklowanych. B. 98. Szare, s z a r a w o z i e l on k a w e obrzeże (jasny pierścień, szary brzeg). Niepożądane odchylenia jakości, wyrażające się odmiennie zabarwionym obrzeżem, stwierdzić można na przekroju różnych wątrobianek bez względu na peklownicze przygotowanie surowca, użytego do ich produkcji. Na przekroju wątrobianek szaro zabarwionych odchylenie to wyraża się większym lub mniejszym rozjaśnieniem barwy, a na przekroju wątrobianek pozostałej grupy — jako szaro, szarozielonkawe pasmo farszu, przylegające do osłonki jelitowej. Granica między obu odmiennie zabarwionymi częściami masy wędlinowej jest raczej zatarta. Kontrastowość barw sprawia, że na przekroju wątrobianek z peklowanego surowca podosłonkowe pasmo to jest lepiej widoczne i bardziej odgraniczone niż na wątrobiankach o szaro zabarwionej masie wędlinowej. Dotychczasowe rozeznanie etiologii omawianego typu zaburzeń w procesach przebarwienia wątrobianek wskazuje na jedną tylko przyczynę, a mianowicie na błędy technologii wychładzania po obróbce cieplnej bądź po wędzeniu. Gwałtowny bowiem spadek temperatury części brzeżnych tych kiszek w wyniku wychładzania w zbyt zimnej wodzie, albo też przeniesienie do chłodni bez uprzedniego należytego wychłodzenia burzy prawidłowy ciąg tych przemian. Jak dotąd brak jest jednak określenia wielkości różnicy temperatur środowiska chłodzącego i kiszek jako przyczyny tych zaburzeń. Można również przypuszczać, że biochemizm ich powstania przypomina analogiczne procesy, zachodzące w podobnych okolicznościach w wędlinach surowych (patrz rozdz. B. 36). Nieznane są także technologiczne możliwości usunięcia omawianej zmiany z gotowej kiszki. Być może, że na taki stan rzeczy znacznie oddziałuje stosunkowo mały wpływ na pokupność kiszek o obrzeżu odmiennie zabarwionym od reszty masy wędlinowej. Nie wpływa ono z pewnością również na przydatność spożywczą tych kiszek. O ile można by mówić o większej korelacji między tymi zjawiskami, to chyba tylko w przypadku czerwono zabarwionych wątrobianek z surowca w części czy całości peklowanego. B. 99. Ziarnista (grudkowata) struktura. Niejednakowy stopień rozdrobnienia poszczególnych surowców, użytych do produkcji wątrobianek, który przy spożywaniu daje wrażenie niedostatecznej homogenizacji, jest odchyleniem struktury fizycznej. Stwierdza się go w zasadzie najczęściej wówczas, gdy normalnie wszystkie składniki surowcowe mają zbliżony stopień daleko idącego rozdrobnienia. Grudki o bardziej twardej i jędrnej konsystencji i średnicy (co najwyżej 2 mm) są bowiem niedostatecznie rozdrobnionymi kawałkami wątroby, surowca tłuszczowego, przedżołądków, płuc, elementów ścięgnistych itp. surowców, dodanych w większej ilości. Prawdopodobieństwo takiego zbrylenia w czasie rozdrobnienia rośnie zawsze w miarę spadku elastyczności i wzrostu twardości poszczególnych surowców, tj. oporności ich na działanie sił odkształcających. Wstępnie dobrze oparzona wątroba, łój bydlęcy oraz surowce rzeźne o zwiększonej zawartości elastyny odznaczają się takimi właśnie cechami fizycznymi. Im temperatura w chwili rozdrabniania tych surowców jest niższa, a stan techniczny urządzeń do rozdrabniania bardziej niezadowalający, tym większe jest w dodatku prawdopodobieństwo wyprodukowania wątrobianek i im podobnych kiszek o grudkowatej strukturze. Rozważania powyższe pozwalają podzielić wszystkie technologiczne przyczyny niehomogenności farszu wątrobianek na dwie grupy: podstawowe i współdziałające. Wątrobianki o grudkowatej strukturze masy kiszkowej można zatem wyprodukować, gdy: O przeparzenie surowców jest większe od technologicznie uzasadnionego; O oparza się dłużej przechowywaną wątrobę, szczególnie przechowywaną w mroźni; O większość surowca tłuszczowego stanowi tłuszcz podotrzewnowy (krezka, sadło); O świński surowiec tłuszczowy zastępuje się w dużym stopniu łojem bydlęcym bądź tłustymi elementami wyrębowymi tuszy bydlęcej; O zwiększa się dodatek przedżołądków itp. surowców, szczególnie pochodzących z uboju starszych sztuk bydła; O zwiększa się dodatek elementów ścięgnistych, a przede wszystkim poprzerastanych tłuszczem i pochodzących z tuszy bydlęcej; O w chwili rozdrabniania surowiec tłuszczowy jest zamrożony; O temperatura farszu w chwili mechanicznego przygotowania jest zbyt niska lub obniżyła się w czasie tego zabiegu do zbyt niskiego poziomu oraz O narzędzia do rozdrabniania są tępe lub wadliwie umieszczone. Dwie ostatnie wymienione przyczyny mają raczej charakter oddziaływania potęgującego tylko wpływ czynników poprzednich. W każdym jednak razie stwierdzić można, że przyczyn grudkowatej struktury gotowych wątrobianek doszukiwać się należy w nieprawidłowościach zestawu surowcowego oraz technologii ich ostatecznego rozdrobnienia. Podobnie, jak w przypadku innych wędlin, ziarnistość struktury wątrobianek, nie wpływa na ich przydatność spożywczą. Należy się jednak liczyć z tym, że profil smakowy takich kiszek może być uboższy. Zubożenie profilu smakowego jest w tym wypadku związane z niedostatecznym rozwinięciem powierzchni ługowania związków smakotwórczych w czasie żucia (grudki wątroby) bądź też ze zwiększonym udziałem składników surowcowych, które zawsze pogarszają właściwości smakowe wątrobianek (łój bydlęcy, przedżołądki). Ziarnista struktura wątrobianek może zatem oddziaływać raczej na ekonomiczne efekty produkcji i to z tym większym prawdopodobieństwem, że brak jest możliwości poprawy fizycznych właściwości masy wędlinowej po zakończonym procesie przetwórczym. Aby zatem nie dopuścić do niehomogenności fizycznej farszu wątrobianek wskazane jest: O przechowywane wątroby rozdrabniać jedynie bez wstępnego oparzenia; O w każdym przypadku kutrować je tak długo, aż na powierzchni zaczną pokazywać się pęcherzyki powietrza; O łój i tłuste części mięsa bydlęcego używać do produkcji innych wędlin lub znacznie ograniczyć ich dodatek; O części ścięgniste, skórki, przedżołądki bydlęce itp. uprzednio odpowiednio ugotować, następnie wykutrować oddzielnie z ewentualnym dodatkiem mleka lub bardzo łatwo topliwej słoniny i dopiero wówczas dodawać do wykutrowanej wątroby; O dbać o należytą temperaturę surowca (tj. 40—50°C) w czasie rozdrabiania, tym wyższą początkowo, im niższa jest temperatura otoczenia i maszyny rozdrabniającej oraz O dbać o należyty stan techniczny maszyn do silnego rozdrabniania (kutra, młynka koloidalnego) (patrz rozdz. B. 75). B. 100. Niedostateczne związanie części surowcowych plastra. Niewystarczające zespolenie ze sobą części surowcowych w ukrojonym plastrze może być kwestionowane oczywiście tylko w przypadku wątrobianek, których część surowców (wątroba, słonina, boczek, mięso) jest rozdrobniona w kostki o boku kilku, kilkunastu milimetrów. Biorąc pod uwagę technologię tych kiszek, nie można jednak z drugiej strony oczekiwać takiego związania plastra i takiego zespolenia poszczególnych kawałków surowcowych, jak ma to miejsce w wędlinach surowych i parzonych. Na potencjalnie słabsze związanie poszczególnych części surowcowych plastra wątrobianek wpływać więc będzie przede wszystkim ich specyficznie większa zawartość tłuszczu, który w dodatku, z uwagi na większe rozdrobnienie surowca, tym łatwiej wypływa z komórek i tym szybciej powleka je cieniutką warstwą. W zrozumieniu technologicznego zakresu znaczeniowego, wynikającego z powyższych ograniczeń, plaster wątrobianki o grubości 3 mm może rozpadać się wtedy, kiedy działać będą te same czynniki, które kształtują niekorzystnie właściwości powierzchni kawałków surowca, wchodzących w skład wędlin parzonych, a więc gdy popełni się podobne błędy obróbki mechanicznej oraz technologii obróbki cieplnej i wychładzania poprodukcyjnego (patrz rozdz. B. 77, oraz B. 78). Szczególnie należy zwrócić uwagę na to, że wątrobianki nie będą dobrze związane, gdy; O dodatek surowca tłuszczowego (bez względu na stopień rozdrobnienia) będzie zbyt wielki; O surowiec ten będzie zbyt mazisty; O w czasie rozdrabniania surowiec będzie miażdżony, a nie cięty; O farsz będzie kutrowany zbyt długo; O w czasie obróbki cieplnej kiszki będą dogrzewane do zbyt wysokich temperatur oraz O wędzić będzie się zbyt długo w nazbyt ciepłym dymie. Aby zatem wątrobianka odznaczała się pożądaną zwartością trzeba: O przerabiać możliwie wszystkie surowce na surowo, tj. bez wstępnego oparzania; O zwrócić uwagę na ilość i fizyczne właściwości surowca, który ma być tylko pokrojony (zmielony); O na tę część surowca tłuszczowego, która ma być pokrojona w kawałki, przeznaczać przede wszystkim boczek; O niewielką ilość surowego mięsa młodego bydła (ok. 5% ciężaru wszystkich surowców) wykutrować na lepiszcze, z którym wymieszać wpierw pozostały surowiec pokrojony w kostkę, a dopiero następnie tę jego część, która poddana została kutrowaniu lub rozdrobnieniu na młynku koloidalnym; O dodać wykutrowanych skórek lub podobnego surowca skleroproteinowego bądź surowca skrobiowego, zważając jednak, aby obróbka cieplna nie przekroczyła pożądanego zakresu ich zmian termohydrolitycznych; O przestrzegać ogólną prawidłowość technologii rozdrabniania, kutrowania, obróbki cieplnej oraz wędzenia kiszek (patrz rozdz. 4.4.1.). Brak jest możliwości technologicznych polepszenia związania gotowej wątrobianki. Z uwagi na sposób jej spożywczego użytkowania niedostateczne związanie nie jest jednak z reguły uważane za poważniejsze odchylenie jakości tych kiszek. Wątrobianki o takim przygotowaniu mechanicznym surowców, w którym odchylenie to mogłoby się uzewnętrznić, produkuje się zresztą rzadko. Jedynie w przypadku skrajnie złego związania można by zastanowić się nad celowością ponownego przerobu takiej wątrobianki na kiszkę o jednakowym i silnym rozdrobnieniu wszystkich składników surowcowych. B. 101. Niedostateczna smarowność. Wątrobianka o luźnej i wiotkiej konsystencji odznacza się jednocześnie plastyczną masą farszową, którą z łatwością można rozsmarować w dowolnie cienkiej warstwie (patrz rozdz. B. 91). Logiczna interpretacja technologicznych czynników zwiotczających konsystencję wskazuje na drogę zapewnienia pożądanej smarowności. Spośród tych czynników wyjątek stanowi jedynie niedodzianie osłonek. Nie wpływa bowiem ono w zasadzie na plastyczność pokrojowej wędliny. Z drugiej strony przypomnieć trzeba, że plastyczność konsystencji, a tym samym smarowność wątrobianki obniża: O przerób surowców bez wstępnego oparzenia; O dodatek surowców skrobiowych; O dodatek surowców kolagenowych (np. skórek świńskich); O dodatek surowców, zawierających dużo mięśni gładkich (np. przedżołądków bydlęcych) oraz wymion krowich, a także O dodatek łoju bądź bardziej tłustych części wyrębowych tuszy bydlęcej. W przypadku koniecznego dodatku surowców skrobiowych i kolagenowych smarowność wątrobianek można podnieść przez jednoczesny dodatek niskotopliwego tłuszczu bądź też przez bardziej wydajną obróbkę cieplną. W ostatnim przypadku wymagana jest jednak duża rozwaga. Łącznie bowiem z zaawansowaną hydrolityczną fragmentaryzacją cząsteczki kolagenu bądź skrobi, stanowiącą podstawę pożądanego uplastycznienia konsystencji kiszki, liczyć trzeba się ze zwiększonymi ubytkami ciężaru i zwiększeniem częstotliwości pęknięć osłonek. Wątrobianka z dodatkiem surowców skrobiowych może w takich okolicznościach stać się ponadto bardziej kleistą. W jej profilu smakowym mogą wystąpić również wyróżniki smaku słodkiego, związane ze zwiększoną zawartością glukozy w wyniku daleko posuniętej hydrolizy skrobi. Z uwagi na histochemiczny skład większości wymienionych surowców rzeźnych niedostatecznej smarowności towarzyszy najczęściej niedostateczna soczystość i ogólnie zmniejszona pożądalność organoleptyczna (patrz rozdz. B. 102), jak również zmniejszona kaloryczna wartość odżywcza. Wszystkie te braki usuwa, a jednocześnie najlepiej uplastycznia konsystencję wątrobianek zwiększenie dodatku świńskiego surowca tłuszczowego i to surowca o możliwie łatwej topliwości tłuszczu (podskórna warstwa słoniny, tzw. tłuszcz drobny). Niedostateczna smarowność nie wpływa w zasadzie pod żadnym względem na przydatność spożywczą czy też ekonomiczną efektywność produkcji wątrobianek. W ciepłej porze roku cecha ta być może nawet w określonych okolicznościach uważana za pożądany wyróżnik jakości. Jest bowiem rzeczą oczywistą, że w tych przypadkach kiedy potrzeba smarownej wątrobianki, można ją zastąpić konserwą pasztetową. B. 102. Niedostateczna soczystość. W odróżnieniu od kiełbas soczystość wątrobianek i im podobnych kiszek należy korelować nie tylko z zawartością wody i stanami jej związania, ile przede wszystkim z zawartością tłuszczu i jego budową chemiczną. Wątrobianka chuda jest z reguły nie dość soczysta. Podobne wrażenie smakowe daje również wątrobianka, której tłuszcz zawiera niedostateczną ilość glicerydów nienasyconych kwasów tłuszczowych. Pomijając zależności ilościowe, których skonkretyzowanie stanowi logiczne następstwo powyższych faktów, stwierdzić trzeba, że soczystość, która nie odpowiada wymaganiom, dowodzi w każdym przypadku nieprawidłowości ilościowego i jakościowego zestawu składników surowcowych wątrobianki bądź też poważniejszego ubytku tłuszczu w czasie dalszych faz procesu przerobowego, a głównie podczas obróbki cieplnej. Z tego też względu dodać można, że niedostateczna soczystość nie jest objawem samoistnym, lecz z reguły wskazuje na jednoczesność innych zmian. Niedostatecznie soczysta może być zatem np. wątrobianka ciemno zabarwiona na powierzchni batonu i na jego przekroju (patrz rozdz. B. 87 oraz rozdz. B.94), odznaczająca się grudkowatą strukturą (patrz rozdz. B. 99), czy też niedostateczną smarownością (patrz rozdz. B. 101). Środki zapobiegające produkcji nie dość soczystych wątrobianek wykazują również podstawową zbieżność we wszystkich wymienionych przypadkach. Z uwagi na skład chemiczny wzrost ilościowy takich surowców, jak przedżołądki bydlęce, wymiona itp. wymaga zatem zrównoważenia zwiększoną ilością surowca tłuszczowego o możliwie plastycznej konsystencji (np. drobnego tłuszczu podskórnego). Niedostateczna soczystość bardzo poważnie obniża pożądalność spożywczą wątrobianek. Ekonomiczne oddziaływanie tego faktu jest doniosłe, gdyż nie znane są możliwości poprawienia jakości tych kiszek po zakończeniu procesu przetwórczego. B. 103. P o d o s ł o n k o w e skupiska tłuszczu. Pod osłonką jelitową wątrobianek może gromadzić się tłuszcz o zachowanej budowie surowcowej lub też zakrzepły tłuszcz wytopiony. Pierwsze skupiska tłuszczu mają różny kształt. Stwierdzić można je zresztą jedynie pod osłonką naturalną. Przy próbach oderwania ich od osłonki napotyka się z reguły na dość znaczny opór. Skupiska opisanego typu stanowią resztki tłuszczu krezkowego, niedostatecznie usuniętego w trakcie obróbki wstępnej jelit, tj. kaszlowania. Ich obecność w wątrobiance stanowi dowód niestarannego przygotowania jelit do nadziewania farszem wątrobiankowym. Skupiska tłuszczu drugiego typu mają najczęściej kształt półksiężycowatej smużki o węższych końcach, wyraźnie odgraniczonej od masy farszowej. W najszerszym miejscu grubość ukształtowanego w ten sposób podosłonkowego pokładu wytopionego tłuszczu nie przekracza kilka milimetrów, a długość sięga 1/3, a co najwyżej połowy obwodu osłonki. Okoliczności, predysponujące nagromadzenie się wytopionego tłuszczu pod osłonką jelitową wątrobianek, nie odbiegają w zasadzie od tych, które współdziałają w wystąpieniu podobnego obniżenia jakości kiełbas parzonych (patrz rozdz. B. 82). Omówione tam czynniki sprzyjające wymagają w przypadku wątrobianek uzupełnienia o podkreślenie, że duża, z reguły większa niż w kiełbasach parzonych zawartość tłuszczu oraz duże rozdrobnienie surowca tłuszczowego wstępnie oparzonego stwarzają okoliczności do tym łatwiejszego rozfrakcjonowania poszczególnych składników masy farszowej wątrobianek. Z tego samego względu skupiska roztopionego tłuszczu są odchyleniem jakości, typowym przede wszystkim dla wątrobianek smarownych, tj. tych, które charakteryzują się dużą plastycznością konsystencji. Bezpośrednią przyczyną podosłonkowego nagromadzenia wytopionego tłuszczu są błędy poprodukcyjnego ochładzania wątrobianek. Jest rzeczą oczywistą,, że na tle dużej naturalnej predyspozycji już niewielkie niedociągnięcia technologii tej fazy procesu przetwarzania mogą spowodować wyraźne zmiany układu przestrzennego rozpłynnionego tłuszczu w batonie. W takim zrozumieniu zgromadzenie się tłuszczu w określonym miejscu pod osłonką wskazuje na to, że: O okres wstępnego wychładzania wątrobianek w nie dość chłodnej wodzie był zbyt długi oraz O batony leżały w tej wodzie bez ruchu, tj. nie mieszane i nie przesuwane. W podanych okolicznościach tłuszcz wątrobianek jest przez dłuższy czas płynny i jako lżejszy od pozostałych składników farszu wypływa pod osłonkę, tj. do najwyższego punktu leżącego batonu. Ponieważ z uwagi na dużą plastyczność farszu ciśnienie we wnętrzu batonu wątrobianek jest z reguły wyrównane, tłuszcz podpływa pod osłonkę i stopniowo oddziela ją od masy farszowanej. Na poprzecznym przekroju batonu przestrzeń oddzielenia farszu od osłonki ma najczęściej kształt półksiężyca. W wytworzonej w ten sposób przestrzeni gromadzą się oczywiście głównie niskotopliwe frakcje tłuszczu, a więc te, które w danej temperaturze wychładzania kiszek pozostają najdłużej płynne i najmniej lepkie. Podosłonkowe nagromadzenie się rozpłynnionego tłuszczu jest poważnym niedociągnięciem produkcyjnym. W sposób bowiem zasadniczy pogarsza ono profil smakowy wątrobianek. Na obniżenie pożądalności spożywczej składa się w tym przypadku spadek soczystości bądź co bądź odtłuszczonej w pewnym stopniu masy farszowej oraz fakt, że większa porcja czystego tłuszczu nie jest smaczna. Jedynie w tym przypadku, gdy wątrobianka jest smarowana, można przy rozsmarowywaniu wyrównać w pewnym stopniu te dysproporcje rozdziału składników masy kiszkowej. Nagromadzenie się rozpłynnionego tłuszczu pod osłonką jelitową jest rzadkim przykładem odchylenia jakości, które można usunąć nawet po całkowitym zakończeniu procesu produkcyjnego. Usunięcie skupisk tego tłuszczu wymaga mianowicie jego rozpłynnienia i wciśnięcia w pozostałą część masy kiszkowej. W tym celu kiszki muszą być zanurzone do jak najbardziej ciepłej wody i ugniatane tak długo, aż spod osłonki zniknie tłuszcz. Miejsce skupień tłuszczu łatwo rozpoznać po bardziej plastycznej konsystencji i mniejszym lub większym — w zależności od przezroczystości osłonki — rozjaśnieniu barwy powierzchni batonu. Zabieg ponownego mieszania tłuszczu z pozostałymi składnikami wątrobianek powinien trwać możliwie krótko. Kiszki po takim zabiegu muszą być oczywiście również szybko i wydatnie wychłodzone do temperatury rzędu 10—15°C, mierzonej we wnętrzu batonu. W przypadku bowiem niedostatecznego zwrócenia uwagi na oba te zalecenia pogorszyć może się profil smakowy i zapachowy kiszek na skutek wzmożenia rozkładowych przemian składników chemicznych w warunkach podwyższonej temperatury. Sprawą godną dużej rozwagi jest zatem celowość stosowania powyższego zabiegu. Znaczne obniżenie smakowitości oraz niebezpieczeństwo niepożądanych następstw prób usunięcia skupień wytopionego tłuszczu spod osłonki tym więcej uzasadniają potrzebę stosowania środków ochronnych. O W tym celu należy zwrócić uwagę na ilość i wstępne przygotowanie technologiczne przerabianej wątroby. Doświadczenia wskazują, że stabilność homogenizatu farszu wątrobianek jest proporcjonalna do względnej ilości wątroby w zestawie surowcowym. Ilość ta nie powinna być mniejsza od 20%. Duże zdolności emulgujące charakteryzują w dodatku wątroby świeże, tj. bezpośrednio po uboju. Postępująca autoliza poubojowa, jak również wstępne oparzenie bądź nadmierne wykutrowanie wątrób obniżają efektywność ich oddziaływania jako emulgatora. Z tego też względu wątrobianki wyprodukowane ze świeżych i surowych wątrób wykazują potencjalnie mniejszą tendencję do rozfrakcjonowania dodanego tłuszczu. O Ponadto trzeba zwrócić uwagę na temperaturę farszu przygotowanego do nadziania w osłonki. W żadnym przypadku temperatura ta nie powinna być niższa od 40°C. O O ile tylko wyposażenie chłodnicze przetwórni pozwoli, należy rezygnować z powolnego wychładzania poprodukcyjnego wątrobianek i schładzanie w wodzie zastąpić schładzaniem powietrznym o dostatecznie niskiej temperaturze i takiej wilgotności względnej oraz częstotliwości wymiany powietrza, aby powierzchnia batonu wychłodzonego do temperatury rzędu 10—12°C była całkowicie sucha, O Gdy z przyczyn technicznych tego rodzaju nowoczesne wychładzanie poprodukcyjne kiszek nie jest możliwe i trzeba je wychładzać w wodzie, wówczas zabieg należy rozpocząć od zanurzenia do wody o temperaturze rzędu 40°C, do której powinna dopływać woda zimna. W czasie takiego chłodzenia należy batony w wodzie lub nawet na stole obracać wzdłuż długiej osi. Wychładzanie w wodzie można przerwać, gdy wnętrze batonu osiągnie temperaturę rzędu 25—28°C. B. 104. Pod os ł on k owe skupiska galarety. Galareta zbiera się pod osłonką jelitową tych wątrobianek, które są produkowane z celowo zwiększonym dodatkiem surowców kolagenowych (np. skórek świńskich, elementów ścięgnistych itp.). Z tego też względu podosłonkowych skupisk galarety należy oczekiwać częściej na przekroju wątrobianek spoistych niż mazistych. Technologiczną predyspozycję wątrobianek spoistych do powstania skupisk galarety pogłębiają błędy obróbki cieplnej i chłodzenia poprodukcyjnego. Niedociągnięcia te stanowią bezpośrednią przyczynę nagromadzenia się galarety pod osłonką. Biomechanizm powstania tych skupień przypomina podobne odchylenie jakości kiełbas parzonych (patrz rozdz. B. 79). Podstawowa różnica polega na wydatnym współdziałaniu niedociągnięć technologii schładzania poprodukcyjnego. Są to te same niedociągnięcia schłodzenia, które umożliwiają podosłonkowe gromadzenie się w wątrobiankach rozpłynnionego tłuszczu (patrz rozdz. B. 103). Oddziaływanie na smakowitość wątrobianek, technologia usunięcia usterek z gotowych kiszek i środki zapobiegania gromadzenia się galarety pod osłonką wykazują również pełną identyczność do omówionych w przypadku niepożądanego rozfrakcjonowania tłuszczu tych kiszek. B. 105. Posmak zjełczałego tłuszczu. Wyróżnik smaku wątrobianek, charakterystyczny dla tłuszczu rozkładającego się oksydatywnie, stwierdzić można w zasadzie jedynie w przypadku użycia jako osłonek jelit naturalnych. Smak ten pochodzi z jełczejącego tłuszczu krezkowego, który nie został usunięty w czasie wstępnej obróbki jelit. Wyróżnik smaku jełkiego tłuszczu wskazuje ponadto, że jelita te były długo i nieodpowiednio przechowywane. Gdy obok tego wyróżnika stwierdza się wyróżnik smaku, wskazujący na zmiany białek, można dodatkowo wnioskować o nieprawidłowościach wstępnej obróbki jelit i ich utrwalania solą, tj. o zwłoce w tych zabiegach (patrz rozdz. B. 110). Przytoczone fakty wskazują na zbieżność etiologii, a tym samym zakresu oddziaływania na przydatność spożywczą i środków zaradczych z analogicznym odchyleniem jakości wędlin surowych (patrz rozdz. B. 49).
-
Część III. Kiszki - technologiczne odchylenia jakości i przeciwdziałanie
Maxell opublikował(a) temat w Podstawy technologii
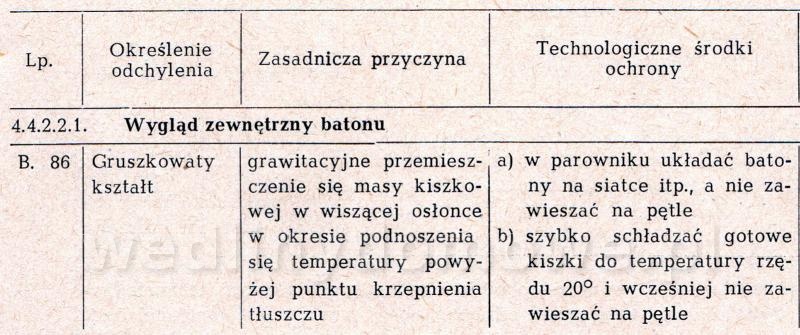
4.4. Wędliny podrobowe — kiszki 4.4.1. Podstawy technologii kiszek Kiszki, a wśród nich kiszki wątrobiane, stanowią grupę wędlin, które w porównaniu do kiełbas cechuje mniejsze rozprzestrzenienie terytorialne spożywania i niezwykle liczne modyfikacje procesu produkcyjnego. Niektóre z nich — np. kaszanki, są wyrobem mięsnym, znanym w zasadzie jedynie w Europie Środkowej. We wszystkich jednak przypadkach kiszki stanowią jeden z najtańszych wyrobów mięsnych. Niższa od innych wartość towarowa kiszek oraz wędlin podrobowych w ogóle, wynika z tego, że główną ich masę surowcową stanowią jadalne uboczne surowce rzeźne, a przede wszystkim miąższowe narządy wewnętrzne oraz surowce skrobiowe. Surowiec tłuszczowy, ewentualnie mięsny, użyty do ich produkcji, nie należy również z reguły do najdroższych jakości. Z tego też względu twierdzi się nieraz, że na produkcję kiszek nadają się w zasadzie tylko te jadalne części organizmu zwierzęcia rzeźnego, których użycie na inny cel przerobowy bądź też dystrybucja w stanie nieprzerobionym nie znajduje technologicznego i ekonomicznego uzasadnienia. Możliwość prawie nieograniczonego, ilościowego oraz jakościowego zestawu chociażby czterech zasadniczych grup surowcowych wchodzących w skład kiszek, jak: podroby, surowiec tłuszczowy, surowiec mięsny i surowiec skrobiowy, stwarza niezwykłą łatwość technologiczną zmiany cech towarowych tych wędlin z pominięciem nawet skutków pozostałych zabiegów. Dwa spośród wymienionych surowców odgrywają w tym zakresie szczególną rolę, a mianowicie surowce skrobiowe i wątroba. Towarowe, jakościowe i formalno-prawne skutki ich dodatku są przyczyną podziału kiszek na wątrobianki i kiszki mięsno-roślinne. Zgodnie z wymogami polskiego ustawodawstwa żywnościowego kiszkami mięsno-roślinnymi są wszystkie te kiszki, których dodatek surowców skrobiowych jest większy od 2% ogólnego ciężaru surowców (podstawa prawna dotyczy czasu napisania niniejszego tekstu: Rozporządzenie Min. Opieki Społecznej z dnia 10 grudnia 1936 o dozorze nad mięsem i przetworami mięsnymi (D. U. R. P., 1936, nr 92, póz. 643), § 7, ust. 3, p. 3). Zarówno jednak jedne, jak i drugie, a przede wszystkim wątrobianki, muszą być zaliczone do wyrobów o dużej biologicznej wartości odżywczej oraz o bardzo różnorodnym, bogatym i swoistym profilu smakowo-zapachowym. Te właśnie cechy, związane bezpośrednio z biochemiczną budową surowców, decydują podstaw owo o ich pożądalności i pokupności. Niezależnie od wahań doboru i zestawu surowców wszystkie kiszki są z reguły mało trwałe. Fakt ten stanowi niewątpliwie drugą zasadniczą cechę ich specyfiki towarowej. Duża nietrwałość wszystkich kiszek zmusza spożywcę do wyjątkowo troskliwego obchodzenia się z nimi i maksymalnego skrócenia czasu przechowywania. Znaczna podatność kiszek na poprodukcyjne zmiany rozkładowe jest wypadkową zasadniczej nietrwałości przechowalniczej wszystkich surowców podrobowych, której nie równoważą zabiegi utrwalające zastosowane w czasie procesu produkcyjnego. Wszystkie bowiem kiszki są poddane jedynie obróbce cieplnej, której efektywność biologiczna odpowiada pasteryzacji. W czasie obróbki stosuje się w zasadzie temperatury podobne, jak w produkcji kiełbas parzonych lub o kilka tylko stopni wyższe. Skutków uzyskanych tą metodą nie pogłębia w sposób bardziej zasadniczy wstępne parzenie większości lub wszystkich surowców ani też kilkunastogodzinne wędzenie w dymie zimnym lub letnim, któremu można ewentualnie poddać kiszki po zakończeniu obróbki cieplnej. Zastosowana osłona jelitowa, najczęściej naturalna, nie chroni również tych wyrobów przed wtórnym, tj. poprodukcyjnym zakażeniem. Przytoczona ogólna charakterystyka wędlin podrobowych uzasadnia ich określenie, jako nietrwałych wyrobów produkowanych z tańszych, przynajmniej częściowo wstępnie oparzonych podrobów, surowców tłuszczowo-mięsnych oraz surowców skrobiowych, poddanych tylko pasteryzacji oraz ewentualnie krótkiemu wędzeniu w zimnym lub letnim dymie po napełnieniu w osłonki. O końcowej jakości tak zdefiniowanych wędlin podrobowych decyduje proces przetwórczy, który składa się z następujących zasadniczych faz: O dobór i selekcja surowców; O wstępne oparzenie lub ewentualnie odkostnienie; O wstępne rozdrabnianie; O końcowe rozdrabnianie wraz z ustaleniem zestawu surowcowego oraz mieszaniem; O przygotowanie osłonek i ich napełnienie; O obróbka cieplna; O wychładzanie (studzenie) oraz O ewentualne wędzenie. W oparciu o przytoczony ogólny schemat organizacja procesu produkcji kiszek może być w każdym poszczególnym przypadku bardzo różna. Wyprodukowanie nowego gatunku kiszek, a przede wszystkim wątrobianki o odmiennych i nowych właściwościach organoleptycznych, nie stwarza po prostu większej trudności technologicznej. W przypadku produkcji wątrobianki cztery czynniki składają się na tego rodzaju możliwości, a mianowicie: O różnorodność ilościowa i jakościowa zestawu surowcowego; O zastosowanie lub brak obróbki cieplnej surowca przed rozdrobnieniem, a więc przerób w stanie surowym lub po przeparzeniu czy też przynajmniej po oparzeniu; O zastosowanie lub rezygnacja z przebarwiającego działania peklowania, tj. soli kuchennej w połączeniu z azotanem potasu oraz O zastosowanie lub rezygnacja z wędzenia. W wyniku naszkicowanej sytuacji technologicznej można wyprodukować wątrobiankę o żółtawej lub szarobiałej powierzchni batonu oraz barwie przekroju wahającej się, niezależnie od zewnętrznego zabarwienia, w granicach od koloru żółtego do różowego. Żółtawa barwa osłonki jelitowej wskazuje na to, że wątrobianką wędzono, szarawa zaś, że z zabiegu tego zrezygnowano. Wątrobiankę o szarym przekroju produkuje się z wątroby niepeklowanej, natomiast o różowo-czerwonym — z wątroby uprzednio peklowanej. Niezależnie od zabarwienia różna może też być konsystencja wątrobianki. Konsystencja ta może wahać się w granicach od miękkiej, tj. mocno plastycznej i smarowanej, do spoistej, tj. bardziej elastycznej z oczywistym stopniowaniem natężenia wyróżnika między obu tymi krańcowymi wartościami. Surowiec tłuszczowy nie poddany wstępnej obróbce cieplnej nadaje wątrobiance spoistą i elastyczną konsystencję. Oparzenie zaś wymienionych surowców przed ich przerobem poważnie ją uplastycznia. W tym samym kierunku oddziałuje dalej posunięte rozdrobnienie, tj. np. dłuższe kutrowanie farszu. Dodatek surowców skleroproteinowych, tj. wstępnie przeparzonych skórek świńskich, usztywnia i uplastycznia konsystencję, oraz polepsza związanie poszczególnych składników surowcowych. Wątrobiankę taką można z łatwością kroić w plastry. Z możliwego, różnego układu obu omówionych sprawdzianów jakości — barwy na przekroju i konsystencji — uzyskuje się już cztery główne podgrupy odmianowe, są to: O wątrobianki różowe i maziste, rzadko produkowane; O wątrobianki różowe i spoiste, sporadycznie produkowane w niektórych rejonach kraju; O wątrobianki szare i maziste, najczęściej produkowane, a szczególnie zimą oraz O wątrobianki szare i spoiste, najczęściej produkowane, a głównie od momentu ponownego uznania skórek świńskich za surowiec przydatny do produkcji wędlin podrobowych i parzonych napęcznionych. Kiedy w powyższym uwzględni się jeszcze różnorodność wyglądu zewnętrznego batonu, dodatek wątroby i surowców mięsno-tłuszczowych w postaci różnie wielkich kawałków, zastosowanie wątroby wszystkich gatunków zwierząt rzeźnych itp., wtedy obraz możliwości technologicznych i wahań specyfiki organoleptycznej wątrobianek będzie dostatecznie różnorodny i skomplikowany. Prawie w identyczny sposób można kształtować różnorodność jakości kiszek mięsno-roślinnych. W tym zakresie wystarczy uzmysłowić sobie zależność ich oceny organoleptycznej od dodatku krwi oraz różnych gatunków surowców skrobiowych, chociażby kasz, a także technologii wstępnej obróbki cieplnej (np. smażenie) itp., aby w pełni uzasadnić technologiczną prawidłowość tego stwierdzenia. Prawidłowość stwierdzenia dużej elastyczności procesu produkcyjnego wszystkich kiszek nie podważa wytyczenie zakresu tych wahań poprzez ustalenie ogólnych założeń i podstaw do programowania procesu przetwarzania surowców w gotowy wyrób. W celu zatem uzyskania wysokiej jakości i pożądalności kiszek trzeba zwrócić uwagę na szereg wskazań i postulatów technologicznych. O Wszystkie surowce pochodzenia zwierzęcego, a przede wszystkim podroby, muszą być przerobione możliwie bezpośrednio po uboju. Zalecenie to opiera się na dużej podatności wszystkich narządów wewnętrznych na wszelkiego rodzaju zmiany poubojowe. W następstwie tych zmian rośnie rozpuszczalność w wodzie składników chemicznych oraz potencjalna możliwość wyługowania ich podczas niektórych zabiegów technologicznych. Ze zmian tego typu znana jest na przykład szybka enzymatyczna hydroliza glikogenu i łatwość technologicznego wyługowania glukozy, powstałej w czasie przechowywania wątroby. Następstwem poubojowych zmian narządów wewnętrznych są ponadto szybkie przemiany wszystkich tych związków chemicznych, które stanowią o swoistych i pożądanych wyróżnikach profilu smakowo-zapachowego. Z tego też powodu kiszki produkowane z surowca peklowanego, solonego, zamrożonego itp. ustępują zawsze swoją jakością wyrobom z surowca, który nie był utrwalony i przechowywany. O Temperatura parzenia surowców, przeznaczonych na produkcję kiszek, powinna wahać się w granicach 75—95°C. Zaleca się, aby temperatura ta była możliwie niska i dostosowana zawsze do rodzaju oparzanych surowców. I tak np. głowy, golonki i płuca powinno się oparzać w temperaturze 80°C, pozostały surowiec mięsno-tłuszczowy w temperaturze nie wyższej od 85°C, a wątrobę tylko w temperaturze 60°C. Im niższa jest temperatura wstępnego oparzania surowców, tym wyższa jest wydajność produkcyjna i lepsza smakowitość gotowej wędliny. Obniżka temperatury tego zabiegu z. 95° do 85°C zabezpiecza większy wzrost wydajności produkcyjnej niż jej spadek z 85° do 75°C. Z uwagi na udział wody w procesie termohydrolizy skleroprotein wskazane jest wstępne oparzenie takich surowców, jak skórki i głowy świńskie, raczej w środowisku wodnym, a nie innym (tj. np. w parze wodnej lub powietrzu). Korzystne wyniki produkcyjne zapewnić może jednak również całkowite pominięcie wstępnej obróbki cieplnej surowców pod warunkiem pewnego przedłużenia końcowej obróbki cieplnej kiszek. O Nie zaleca się studzić oparzonych surowców w wodzie, lecz tylko w powietrzu. Skoro ich temperatura spadnie do poziomu 40—50°C, należy surowce odkastniać. Zachowana bowiem w tych warunkach cieplnych dostateczna ich elastyczność ułatwia wykonanie zabiegu. O Jeszcze ciepłe surowce poddaje się rozdrobnieniu za pomocą ostrych narzędzi tnących. Gdy wątroba ma być rozdrabniana na kutrze, proces kutrowania rozpoczyna się od niej, następnie dodaje się wstępnie rozdrobnione inne składniki podrobowe i mięsne oraz przyprawy i zaprawy, a na końcu w podobny sposób przygotowany surowiec tłuszczowy. W celu uplastycznienia farszu rozdrobnionego na kutrze doda je się wodę, w której wstępnie parzono surowiec pochodzenia zwierzęcego, rzadziej wodę zwykłą lub lód. W przypadku produkcji określonych gatunków kiszek rolę plastyfikatora spełnia również krew. W trakcie homogenizacji i mieszania farszu nie zachodzi proces pęcznienia białka surowców, gdyż były one poprzednio przeparzone, lecz tylko fizyczne wymieszanie z wodą jako fazą rozpraszającą. Siłami powierzchniowymi woda przylega wówczas do kawałeczków rozdrobnionych surowców. Temperatura farszu na kiszki w czasie rozdrabniania i mieszania powinna być niższa lub wyższa od zakresu temperatur optymalnego rozwoju bakterii mezofilnych, a przede wszystkim bakterii gnilnego rozkładu białka. Mechaniczna obróbka tego farszu jest zatem możliwa w temperaturze nie niższej niż 45—50°C bądź też niższej od 10—15°C. Z uwagi na jednoczesne zwiększenie plastyczności surowca tłuszczowego pierwszy zakres temperatur ułatwia bardziej równomierne wymieszanie wszystkich surowcowych składników farszu. Ponieważ efektywność ręcznego mieszania jest mniejsza od mieszania mechanicznego, mieszanie zimnego farszu kiszkowego może być przyjęte tylko w wędliniarniach technicznie należycie wyposażonych. O Wszystkie osłonki, a głównie naturalne, praktycznie grube jelita świńskie (a więc wszystkie nieszlamowane jelita świńskie) muszą być należycie przygotowane do nadziania farszem (uplastycznione przez moczenie w wodzie, oczyszczone ze śluzu znajdującego się na błonie śluzowej i resztek tłuszczu krezkowego itp). O Przy napełnieniu jelit naturalnych farszem ważne jest zachowanie wiotkiej konsystencji batonu, a więc nieprzepełnianie ich. Jedynie osłonki sztuczne można nieco silniej napełnić. Wskazania te są dyktowane znaczną kurczliwością osłonek naturalnych oraz dużą niezmiennością objętości farszu kiszkowego i osłonek sztucznych w czasie obróbki cieplnej. Wygląd zewnętrzny batonu oraz trwałość masy wędlinowej podnosi 2 mm gruba warstewka słoniny, umieszczonej pod osłonką sztuczną, a więc odgraniczająca ją od farszu. O Obróbkę cieplną kiszek można prowadzić w różnych środowiskach, a więc zarówno w wodzie (warniku), parze wodnej (parniku), czy też w nawilgoconym powietrzu (ciepłowilgotniaku). Czas tej obróbki jest zależny od średnicy batonów i waha się w granicach 45—100 min., rzadziej (bułczanka, krwista, kiszka łódzka) w granicach 25—40 min. Temperatura tej obróbki wynosi zwykle 75—80°C i jest zależna m. in. od właściwości fizycznych osłonki jelitowej (oporności mechanicznej), okresu obróbki cieplnej (pod koniec niższa niż na początku), pory roku itp. czynników. Wyniki niektórych prac naukowo-badawczych wskazują na celowość obróbki cieplnej kiszek (wątrobianek) w temperaturze rzędu 75°C i utrzymanie jej bez wahań do momentu osiągnięcia we wnętrzu batonu temperatury 68—70°C. Nowsze prace sugerują jeszcze łagodniejsze warunki parzenia tych kiszek, a mianowicie temperaturę ostatniego wymiennika cieplnego równą 68° i wnętrza batonu odpowiednio 63°C. Niepożądany wpływ wyższej temperatury obróbki cieplnej jest zresztą większy, niż z konieczności nieco przedłużonego czasu stosowania temperatury 75°C i niższej. Ze wzrostem temperatury obróbki cieplnej rośnie szybkie przenikanie wody i elektrolitów z farszu do fazy otaczającej wędliny, a także wytop tłuszczu. W tych warunkach maleje jednocześnie przenikanie glutyny do fazy rozpraszającej. O Technologia poprodukcyjnego studzenia gotowych kiszek jest w dużym stopniu wykładnikiem ich składu chemicznego. Studzenie kiszek o większej zawartości tłuszczu rozpada się na dwa okresy: szybkie wychładzanie do temperatury krzepnięcia tłuszczu świńskiego i z reguły powolniejsze dochładzanie do temperatury chłodni. W przypadku produkcji kiszek o mniejszej zawartości tłuszczu studzenie ma przebieg jednofazowy. W związku z tym wątrobianki studzi się najpierw w zimnej wodzie przez około 10 min., a następnie dochładza na powietrzu. Takie kiszki, jak np. kaszanka studzi się tylko w chłodni wyłożone w pojedynczej warstwie lub zawieszane na kijach wędzarniczych. Postęp chłodniczy oraz odpowiednie dozbrojenie techniczne wędliniarni umożliwia całkowitą rezygnację ze wstępnego studzenia wątrobianek w wodzie i wyłączne wychładzanie ich w powietrzu o temperaturze rzędu kilku stopni powyżej zera. O Wędzenie nie jest stałym zabiegiem stosowanym w procesie produkcji kiszek. Wędzi się je nie zawsze i nie wszystkie gatunki, a co najwyżej jedynie wątrobianki. Podstawowy wymóg technologiczny wędzenia wątrobianek sprowadza się do takiego wyregulowania temperatury, aby tłuszcz nie został rozpłynniony, a mikroflora resztkowa nie znalazła sprzyjających warunków rozwoju. Postulat ten spełnia kilku- lub kilkunastogodzinne wędzenie w letnim dymie, tj. w dymie średniej gęstości, o temperaturze 18—28°C i wilgotności względnej rzędu 75—90%. Nie brak obserwacji, które stwierdzają, że kiszki wędzą się najlepiej w dymie o temperaturze 18—23°C. Nie ulega jednak wątpliwości, że temperatura wędzenia wątrobianek powinna być tym niższa, im temperatura otoczenia jest wyższa, a czas trwania tego zabiegu tym dłuższy, im temperatura dymu niższa. Tego rodzaju ostrożność jest podyktowana tym, że warunki klimatyczne wędzenia i stosunkowo krótki czas jego trwania ograniczają typowe dla wędzenia zmiany tylko do osłonki i co najwyżej — w zależności od grubości jej ścian — do cienkiej podosłonkowej warstwy masy kiszkowej. Dzięki jednoczesnemu odwodnieniu osłonki i nasyceniu jej gazowymi składnikami pirolizy drewna prawidłowo wędzone kiszki są trwalsze. Pożądaną zmianę profilu smakowo-zapachowego wędzonej wątrobianki i nieco zwiększoną jej trwałość uzyskuje się kosztem dodatkowych ubytków jej ciężaru rzędu 4—8%. Skład chemiczny kiszek wykazuje duże wahania. Kiszki produkowane z dodatkiem wątroby zawierają 40—62% wody i 17—44% tłuszczu. Natomiast pozostałe kiszki zawierają więcej wody (48—66%) i mniej tłuszczu (8—35%). Przesolenie wszystkich kiszek waha się w granicach 1,7—2,8% co daje przeciętnie nieco ponad 2% zawartości chlorku sodu. Niezależnie od różnorodności składu chemicznego i bardzo odmiennych właściwości organoleptycznych wszystkie kiszki są wysoce nietrwałe. Duża nietrwałość kiszek jest związana zarówno ze składem chemicznym, jak i czynnikami mikrobiologiczno-enzymatycznymi. Po zakończonym procesie produkcji wyroby te są wprawdzie rzadko i skąpo zakażone mikrokokkami i bakteriami kwasu mlekowego, ale w większości przypadków w 1 g masy zawierają 104—105 przetrwalników bakterii tlenowych. W warunkach temperatur rzędu 20°C zakażenie przechowywanych kiszek rośnie w dodatku bardzo szybko. Z uwagi na związaną chociażby z. tym faktem dużą nietrwałością należy przechowywać je stale w magazynach chłodniczych i niezwłocznie kierować do sieci zaopatrzeniowej. W zależności od pory roku i wyposażenia chłodniczego okres poprodukcyjnego przechowywania kiszek waha się w granicach 1—2 dób. Naświetlanie promieniami nadfiołkowymi (a = 2570 A) przez co najmniej 30 min. z odległości 1 m przedłuża trwałość kiszek to tym bardziej, im temperatura pomieszczeń przechowalniczych jest niższa. O osiągnięciu pożądanej jakości wyprodukowanych kiszek świadczą następujące sprawdziany subiektywne: O sucha powierzchnia batonu o nierównomiernym i niezbyt we wszystkich częściach silnym natężeniu zabarwienia; O zapach typowy dla świeżych wyrobów mięsnych, bez domieszki jakiegokolwiek wyróżnika, wskazującego na niepożądany kierunek przemian któregokolwiek składnika; O konsystencja od miękkiej, niesprężysto-plastycznej (ciastowatej) do dość jędrnej, średnio elastycznej, tj. zależnie od gatunku kiszek; O na całym przekroju barwa jednolita i podobnie, jak smak i zapach, typowa dla danego gatunku kiszki; O zawiązanie poszczególnych części surowcowych odpowiednie do wymagań rozsmarowania lub pokrojenia kiszki w plastry. Wydajność produkcyjna kiszek jest tak różnorodna, jak ich odmienność gatunkowa. Wydajność ta maleje w kolejności: kiszki kaszane (110—135%), kiszki wątrobiane z dodatkiem składników skrobiowych (103—112%), kiszki krwiste mięsno-skrobiowe (88—110%) oraz na koniec kiszki wątrobiane bez dodatku składników skrobiowych (88—103%). Wydajność gotowego wyrobu zależy wtórnie od rodzaju osłonki (np. kiszka pasztetowa w jelitach naturalnych — 93—100%, w jelitach wiskozowych - 91—96%, w jelitach pergaminowych — 88—95%) bądź też przynależności gatunkowej surowca roślinnego (np. kaszanka wyborowa i jęczmienna — 125—135%, kaszanka wyborowa gryczana — 120—130% ciężaru surowca zasadniczego). 4.4.2. Technologiczne odchylenia jakości wątrobianek 4.4.2.1. Zestawienie podstawowych odchyleń technologicznych jakości wątrobianek 4.4.2.2. Diagnostyka podstawowych odchyleń technologicznych jakości wątrobianek 4.4.2.2.1. Wygląd zewnętrzny batonu B. 86. Gruszkowaty kształt balonu. Podobnie, jak w przypadku wędlin surowych i parzonych (patrz część I, rozdz. B. 22), gruszkowaty kształt batonu kiszek wskazuje na przemieszczanie się masy wędlinowej w osłonce pod wpływem sił grawitacyjnych. Przemieszczaniu temu sprzyja duża plastyczność farszu przygotowanego do nadziania w osłonki i ich niedopełnienie. Z uwagi na wymienione właściwości fizyczne przemieszczenie farszu może mieć miejsce: O w okresie obróbki cieplnej kiszek wiszących w parniku bądź też O w okresie poprodukcyjnego ich wychładzania, gdy batony znajdują się w takiej samej pozycji. W miarę spadku temperatury masy kiszkowej, tj. z chwilą krzepnięcia tłuszczu i glutyny, maleje niebezpieczeństwo grawitacyjnej deformacji batonów wątrobianek. Batony nie zmieniają swego kształtu, gdy temperatura ich wnętrza spadnie do poziomu ok. 20°C. Przytoczone fakty wskazują, na dwie grupy zabiegów, chroniących batony wątrobiankowe przed grawitacyjną deformacją, a mianowicie na celowość: O układania wątrobianek na siatkach itp., a nie zawieszanie ich w parniku do obróbki cieplnej oraz O szybkie poprodukcyjne ich wychładzanie do temperatur niższych od 20°C, a praktycznie — do temperatury rzędu 15°C. Z charakterystyki tej wynika, że gruszkowaty baton jest odchyleniem kształtu typowym dla wątrobianek, gdyż tylko te kiszki parzy się, wychładza lub dochładza na wisząco. Z uwagi na większe niedopełnienie osłonek naturalnych farszem wędlinowym gruszkowate są częściej wątrobianki w tych jelitach, niż w jelitach sztucznych. Z tego też względu gruszkowaty kształt batonu wątrobianek w jelitach naturalnych można uważać nawet za zjawisko naturalne, a dopiero w przypadku produkcji tychże kiszek w osłonce sztucznej uznaje się go za niewłaściwy. Gruszkowata deformacja batonów wątrobianek jest jedynie odchyleniem estetyki wyglądu zewnętrznego. Świadczy ona o niedostatecznym technologicznym wykorzystaniu pojemności osłonki jelitowej oraz o związanej z tym obniżce efektywności ekonomicznej ich produkcji. B. 87. Ciemne lub ciemno-plamiste zabarwienie. Niezależnie od tego czy wątrobianki są wędzone, czy też nie poddane temu procesowi, wzrost natężenia barwy bądź czerni oraz różna tonacja barwy poszczególnych części powierzchni batonu są zawsze niepożądane. Ogólne lub lokalne pociemnienie pożądanej jasnej barwy wątrobianek i im podobnych kiszek świadczy o: O przyżyciowej inkrustacji ściany świńskiego jelita grubego; O nieprawidłowej obróbce wstępnej i przechowaniu jelit naturalnych; O lokalnym lub ogólnym zmniejszeniu zawartości tłuszczu w masie wędlinowej oraz o O dłuższym przechowywaniu gotowych wyrobów, przede wszystkim w warunkach niedostatecznej wilgotności względnej i podwyższonej temperatury powietrza. Ciemne lub ciemno-plamiste zabarwienie batonów kiszek wątrobowych może więc mieć stosunkowo zróżnicowaną etiologię. Może ono bowiem być związane ze zmianami, które zachodzą jeszcze za życia zwierzęcia rzeźnego lub też są związane z procesem produkcyjnym lub przechowywaniem kiszek. O Kiedy ekstensywnie na wybiegach chowana trzoda chlewna ma możność rycia w ziemi i pobierania węgla, żużlu itp., wtedy ściana żołądka i jelit grubych posiada nierzadko zmienioną, tj. ciemną-szarozielonkawą barwę. Barwa ta świadczy o mechanicznej inkrustacji błony śluzowej. Wskutek tego, że z wymienionych części przewodu pokarmowego w ramach wstępnej obróbki nie usuwa się wspomnianej błony, brak jest technologicznych możliwości pozbycia się tych inkrustacji. Innych ponadto zmian przydatności technologicznej wymienionych części przewodu pokarmowego nie stwierdza się. Z tego też powodu zarówno żołądek, jak i zmienione części jelit grubych mogą być z powodzeniem użyte na osłonki dla wędlin podrobowych o ciemnym zabarwieniu farszu (np. kiszki i salcesony krwiste). O Na pozór podobne zmiany barwy rozwijają się również wówczas, gdy wypróżnienie treści lub w ogóle tempo wstępnej obróbki kompletu jelit nie jest dostateczne. Zmianom barwy towarzyszą w tym przypadku mniej lub bardziej wyraźnie i niepożądane zmiany zapachu. Zespół takich objawów świadczy zatem zawsze o początkowym przynajmniej stadium rozkładu gnilnego. Gdy zmiany są bardziej zaawansowane, dołączać się może spadek elastyczności i oporności mechanicznej ściany jelit. Tym samym rośnie niebezpieczeństwo pękania takiego jelita w czasie nawet bardzo ostrożnej i oględnej obróbki cieplnej kiszek. O Produkcyjne pociemnienie barwy powierzchni batonu jest natomiast związane z błędami zestawu surowcowego wątrobianek bądź też z błędami kontroli przebiegu ich obróbki cieplnej. Podobnie, jak w innych przypadkach, wzrost dodatku surowca tłuszczowego i wstępne oparzanie wszystkich składników surowcowych rozjaśnia, a dodatek wątrób bydlęcych pociemnia barwę farszu. Ujawnieniu się następstw tych odchyleń procesu przerobowego na powierzchni batonu kiszki sprzyja ogólnie cienka lub lokalnie cieńsza ściana osłonki jelitowej. Plamisto-ciemno zabarwiona jest np. powierzchnia wędliny wokół miejsca przekłucia osłonki w czasie obróbki cieplnej lub pęknięcia jej z innych przyczyn. Przez powstały w ten sposób otwór wycieka wówczas rozpłynniony tłuszcz. Nasiąknięta nim osłonka staje się bardziej przeźroczysta, a ciemna plama odtłuszczonego farszu jest tym lepiej widoczna. Niezależnie od tego zwrócić należy uwagę na fakt, że zastosowanie osłonek sztucznych, a szczególnie tych, których ściana zbudowana jest z tworzywa przeźroczystego, uwidacznia lepiej barwę farszu wątrobianek. Kiszki takie mają ciemniej zabarwioną powierzchnię batonu niż te, które zostały wyprodukowane z tego samego farszu, lecz nadziane w osłonki naturalne. O Etiologia przechowalniczego pociemnienia barwy powierzchni wątrobianek i im podobnych kiszek jest w wielu szczegółach zbliżona do omawianego powierzchniowego ciemnienia batonów. Przechowalnicze pociemnienia powierzchni wątrobianek w osłonkach naturalnych są z reguły częstsze niż w osłonkach sztucznych. Pociemnienia bowiem te świadczą w pierwszym rzędzie o nadmiernym odwodnieniu ścianki jelitowej. Szczególnie łatwo odwadnia się cienka lub zbyt odtłuszczona ścianka jelita naturalnego i to nawet wówczas, gdy kiszki są przechowywane w warunkach na ogół prawidłowej wilgotności względnej powietrza pomieszczeń. Podwyższona temperatura pomieszczeń przechowalniczych sprzyja wystąpieniu zmian z uwagi na łatwiejszą infiltrację rozpłynnionego tłuszczu w bardziej odwodnioną ściankę. Stosunkowo rzadko przechowalnicze zmiany barwy powierzchni batonów wątrobianek można wyjaśnić działaniem innych przyczyn, np. rozwojem drobnoustrojów. W tym przypadku zmiany barwy stanowią najczęściej jeden szczegół w zespole innych objawów postępującego zaniżania jakości tych kiszek. Zorientowanie się w przytoczonej różnorodności etiologicznej omawianych odchyleń barwy pogorszenia powierzchni batonu ułatwia niewątpliwie zwrócenie uwagi na synchronizację niektórych sprawdzianów towarzyszących. Dane zawarte w przytoczonej tabeli wskazują, że technologiczna interpretacja tak na pozór niewielkiej zmiany barwy powierzchni batonów wątrobianek może być różna, a w każdym przypadku musi być bardzo rozważna. Ogólne lub lokalne pociemnienie tej barwy może być tylko objawem estetyki wyglądu zewnętrznego (inkrustacja przyżyciowa, nieprawidłowy przebieg obróbki cieplnej), obniżenia pożądalności profilu smakowego (poważniejszy spadek zawartości tłuszczu), obniżenia kalorycznej wartości odżywczej (nieprawidłowy zestaw surowcowy, nieprawidłowa kontrola obróbki cieplnej) bądź też niepożądanych zmian farszu kiszki (nieprawidłowa obróbka wstępna i przechowywanie jelit naturalnych, zmiany przechowalnicze). Prawdopodobieństwo wynikających stąd strat ekonomicznych postuluje tym bardziej stosowanie środków zapobiegawczych. Pociemnieniu barwy powierzchni wątrobianki różnych rozmiarów przeciwdziałała zatem: O prawidłowość technologiczna obróbki wstępnej, przechowywanie i obróbki końcowej jelit naturalnych; O selekcja użytkowa jelit naturalnych, przygotowanych do nadziania farszem m. in. według ich zabarwienia; O kontrola przebiegu obróbki cieplnej na podstawie czasu jej trwania względnie też dynamiki dogrzewania określonej za pomocą termopar lub termometrów tranzystorowych; O unikanie przechowania gotowych wątrobianek, a w przypadku koniecznym przechowanie w warunkach temperatury O—1°C i wilgotności względnej równej ok. 75%. B. 88. Zatłuszczenie powierzchni. Pokrycie powierzchni batonów cienką warstewką tłuszczu świadczy o: O obróbce cieplnej wątrobianek w wodzie, a przede wszystkim w wodzie o znacznym zanieczyszczeniu tłuszczem warnikowym oraz o O zaniechaniu koniecznego w takim przypadku zabiegu odtłuszczenia ich powierzchni. Z przytoczonego zestawu okoliczności wynika, że zatłuszczenie batonów jest naturalnym następstwem określonych warunków technicznych obróbki cieplnej oraz braku dostosowania poprodukcyjnego ich schładzania do poprzedniej fazy procesu przetwórczego. W przypadku parzenia kiszek w warniku schładzanie należy z tego powodu rozpocząć od opłukania w ciepłej, wolnej od tłuszczu wodzie, a dopiero następnie rozpocząć proces właściwego wychładzania. Gdy kiszki są parzone w parniku, oczyszczenie ich powierzchni ciepłą wodą jest zbyteczne, gdyż rolę tę spełnia kondensat pary wodnej już na początku zabiegu. Zatłuszczenie powierzchni batonów nie wpływa oczywiście na przydatność spożywczą wątrobianek. Obniża ono jednak estetykę ich powierzchni i może rodzić przypuszczenie niedostatecznej świeżości wyrobu. B. 89. Zawilżenie powierzchni. Okoliczności, w których powierzchnia wątrobianek ulega zawilżeniu, środki zaradcze oraz oddziaływanie na ocenę jakości nie odbiega od analogicznego odchylenia jakości kiełbas parzonych (patrz część II, rozdz. B. 61). B. 90. Naloty drobnoustrojowe. Szarobiałe, różnokształtne i o różnej strukturze wewnętrznej naloty na powierzchni batonu wątrobianek są koloniami pleśni i bakterii. Z reguły ma miejsce infekcja mieszana. Nalotom drobnoustrojowym kiszek, przechowywanych w temperaturze zbliżonej do pokojowych, towarzyszy pokrycie lepkim śluzem. Obserwacje naukowe wskazują na wegetację Bac. mesentericus viscosus jako bezpośrednią przyczyną tego zjawiska, szczególnie wówczas, gdy temperatura otoczenia przekroczy 24°C. Jednocześnie z nalotami drobnoustrojowymi stwierdzić można silniejsze niż w przypadku innych wędlin, niepożądane odchylenia profilu zapachowego. Na wystąpienie tych wszystkich zmian są oczywiście bardziej podatne kiszki w osłonkach naturalnych. W takim zrozumieniu naloty drobnoustrojowe na powierzchni batonu wraz z następczymi objawami mogą być uważane również za jeden z objawów niedostatecznej świeżości wątrobianek. Mimo różnic, spowodowanych budową histochemiczną osłonek, używanych zwykle do produkcji wątrobianek, oraz związanej z tym różnicy w łatwości przyswajania białka przez drobnoustroje, naloty pojawiają się na powierzchni kiszek w podobnych okolicznościach, jak na batonach innych wędlin. Zbieżna jest również technologia środków ochronnych oraz zakres wpływu na przydatność spożywczą (patrz część I, rozdz. B. 26). Z listy środków chroniących kiszki przed pokryciem nalotami drobnoustrojowymi dodatkowe zainteresowanie wzbudza zastosowanie antybiotyków. Doświadczalnie wykazano, że np. aureomycyna jest w stanie opóźnić o 3 doby pojawienie się śluzu na powierzchni batonu. Powierzchniowe zastosowanie tego antybiotyku zwalnia zatem rozwój mikroflory tlenowej na powierzchni kiszek. Przedłuża ono tym samym okres ich obrotu zaopatrzeniowego, gdyż zmiany rozkładowe farszu zdają się być wolniejsze mimo, że np. świńskie jelita grube oraz sztuczne białkowe chronią go przed przenikaniem antybiotyków. Potrzebne do tego celu stężenie aureomycyny powinno być wyższe od 1000 µg w 1 ml roztworu. B. 91. Zwiotczenie konsystencji. Z uwagi na duże wahania konsystencji różnych odmian wątrobianek o zwiotczeniu konsystencji można mówić jedynie wówczas, gdy rozmiary jej plastyczności przekraczają granice oczekiwane dla danej odmiany. W takim zrozumieniu konsystencją wątrobianek i im podobnych kiszek uplastycznia: O niedodzianie osłonek, O zwiększony dodatek tłuszczu o niskiej temperaturze topnienia, O nadmierne wstępne oparzenie wątroby oraz pozostałych składników surowcowych, O nadmiernie długi czas bądź za wysoka temperatura obróbki cieplnej, O dłuższe niż potrzeba wędzenie w zbyt ciepłym dymie, O zbyt wolne wychładzanie środkowych części batonów. Interpretacja powyższych faktów wyjaśnić może, że nadmiernie zwiotczałej konsystencji kiszek można oczekiwać w przypadku niedostatecznego naprężenia osłonki (pierwszy czynnik z ww. wykazu), nadmiernej zawartości hydrofobnego składnika, jakim jest mazisty tłuszcz (drugi czynnik z ww. wykazu), zbyt daleko zaawansowanej termohydrolizy skleroprotein, zawartych w surowcach bądź zbyt daleko posuniętego skiełkowania (hydrolizy) dodatków skrobiowych - kiszki z dodatkiem skrobi mogą mieć wówczas słodkawy posmak od zwiększonej zawartości glukozy - (trzeci i czwarty ewent. również dwa ostatnie czynniki z ww. wykazu) oraz wzmożenie efektywności tkankowych bądź drobnoustrojowych enzymów proteolitycznych, czego następstwem jest spadek kohezji cząstek białka (dwa ostatnie czynniki z ww. wykazu). Biochemizm zwiotczenia konsystencji wątrobianek przypomina zatem analogiczną zmianę jakości napęcznionych kiełbas parzonych (patrz część II, rozdział B. 66). Uzyskanie konsystencji, prawidłowej dla danej odmiany wątrobianek, wymaga natomiast przestrzegania ustalonych wymogów technologicznych w każdej fazie procesu przetwarzania (patrz rozdział 4.4.1.). Gdy wątrobianki wyrabia się z surowców wstępnie oparzanych, szczególnie ważne jest takie nadzianie osłonki, aby konsystencja batonu bezpośrednio po przewiązaniu była dość wiotka. W czasie obróbki cieplnej osłonka naturalna kurczy się i napręża na kiszce, podczas gdy wstępnie oparzony farsz nie zmienia już poważniej swojej objętości. Z drugiej strony efekt obróbki cieplnej należy podnieść zawsze w przypadku produkcji kiszek z surowców wstępnie nieoparzonych. Na technologiczną prawidłowość czasu i warunków klimatycznych studzenia produkcyjnego oraz, wędzenia należy zwrócić uwagę przede wszystkim w przypadku produkcji kiszek w grubych batonach. Ze wzrostem średnicy rośnie w sposób oczywisty okres oddziaływania optymalnej temperatury, w której mikroflora resztkowa tym łatwiej zaczyna się ponownie rozwijać. W tym przypadku zwiotczeniu konsystencji towarzyszą zmiany profilu smakowo-zapachowego kiszek. Niezależnie od powyższych środków zapobiegawczych usztywniać konsystencję wątrobianek będzie zawsze dodatek składników skrobiowych, skórek świńskich, łoju bądź przetłuszczonych części tuszy bydlęcej, proszku mlecznego, mąki sojowej, koncentratów białka sojowego itp. Gdy zwiotczenie konsystencji można w pełni wyjaśnić przyczynami fizycznymi lub chemicznymi, nie wpływa ono na ocenę przydatności spożywczej kiszek. W odróżnieniu od tego podobne odchylenie pochodzenia biologicznego wymaga zawsze dodatkowej oceny laboratoryjnej stanu masy wędlinowej. Od jej wyników zależy w tym przypadku decyzja o postępowaniu z wątrobianką o zwiotczałej konsystencji. B. 92. Spadek oporności mechanicznej osłonek (podatność na pękanie). Podobnie, jak w przypadku innych wędlin, batony kiszek pękają wówczas, gdy ciśnienie wewnątrz osłonek przekracza ich oporność mechaniczną. Częstotliwość tych pęknięć wzrasta ze wzrostem dysproporcji między obu układami sił. Jelito pęka zawsze w najsłabszym miejscu. Ponieważ oporność mechaniczna jelit sztucznych, z wyjątkiem papierowych, jest większa i bardziej niezmienna niż naturalnych osłonek jelitowych, te ostatnie pękają częściej niż pierwsze. Stosunkowo rzadko pękają osłonki w miejscach przewiązania. Osłonka naturalna kiszek, praktycznie grube jelito świńskie, pęka gdy: O w wyniku nieumiejętnego kaszlowania usuwa się z określonej powierzchni błonę surowiczą oraz leżące pod nią mięśnie; O jelita przechowuje się zbyt długo, szczególnie w warunkach niedostatecznie obniżonej temperatury oraz zalane solanką; O razem z tłuszczem krezkowym przerabia się trzustkę, a obróbka cieplna nie jest dość intensywna; O zbyt mocno wypełnia się je farszem oraz O obróbkę cieplną kiszek prowadzi się w zbyt wysokich temperaturach przez nadmiernie długi okres. Na skutek powyższych błędów osłonka naturalna pęka z reguły w czasie obróbki cieplnej wątrobianek, częściej pod koniec jej trwania niż na początku. Aby zdać sobie sprawę z mechanizmu tych pęknięć, trzeba zwrócić uwagę na to, że w czasie parzenia kiszek ich osłonka kurczy się w znacznym stopniu. Natomiast farsz, wyrobiony w mniejszej lub większej części z surowców już wcześniej poddanych działaniu wysokich temperatur, odpęcznieniu takiemu już nie ulega. Wręcz przeciwnie, termohydroliza jego skleroprotein i skrobi, wstępnie niedostatecznie zaawansowana, postępuje dalej w czasie obróbki cieplnej kiszek i w ten sposób przeciwdziała odpęcznieniu ich farszu. Innymi słowy mówiąc, każda kiszka jest potencjalnie narażona na pęknięcie w czasie utrwalania cieplnego. Stosunkowo luźne nadzianie osłonek naturalnych farszem, tym luźniejsze, im oporność mechaniczna ich ścian jest mniejsza, jest zatem pierwszym i podstawowym zabiegiem, chroniącym kiszki przed pęknięciem. Błędy kaszlowania, obniżające w określonym miejscu oporność mechaniczną, sprzyjają w sposób oczywisty temu pękaniu. Gdy jednak wstępna obróbka mechaniczna jelit nie jest dostatecznie sprawna, a zastosowane utrwalanie nie dość efektywne, spada również oporność mechaniczna ich ścian i to w wyniku rozkładu gnilnego białka. Podobny spadek kohezji cząsteczek białka obserwuje się zresztą nie tylko w wyniku działania enzymów drobnoustrojowych, ale również bez ich udziału. Ponieważ sól nie unieczynnia całkowicie tkankowych enzymów proteolitycznych, kohezja cząsteczek białka jelit spada w czasie dłuższego przechowywania w wyniku autolizy. Tym samym maleje również oporność mechaniczna jelit. Obecność nieusuniętej błony śluzowej, bogatej w enzymy, niedostatecznie niska temperatura przechowywania i nawodnienie ściany przez solankę są dodatkowymi aktywatorami tych procesów. Ten sam skutek enzymatycznej proteolizy obserwuje się wówczas, gdy z krezki jelitowej nie usunięto starannie resztek trzustki. Proteolizę aktywizuje w tym przypadku enzym trawienny, wydzielany przez trzustkę, tj. trypsyna. Nie dość efektywna obróbka cieplna kiszek nie tylko nie hamuje jej działania, a wręcz przeciwnie — wzmaga je. Kohezja dużych fragmentów cząsteczek białka, powstałych w wyniku oddziaływania proteinazy trypsynowej, jest już z reguły tak obniżona, że jelito nie wytrzymuje nawet normalnego ciśnienia wewnętrznego i pęka. Pęknięty baton wątrobianki lub innej kiszki nie nadaje się w ogóle do obrotu bądź — w zależności od rozmiarów i lokalizacji pęknięcia — musi być wycięta, jego część, odpowiadająca rozmiarom pęknięcia. W przypadku gotowania kiszek w wodzie farsz jeszcze łatwiej wypływa przez otwór w jelicie i zanieczyszcza wodę warnikową. Następstwem obniżenia oporności mechanicznej osłonek wędlinowych na rozryw jest zatem zawsze obniżenie efektywności ekonomicznej produkcji. Celem zapobiegania tym stratom należy z tego też względu: O przestrzegać prawidłowości technologicznej wstępnej obróbki jelit naturalnych; O jelita solone przechowywać w warunkach temperatury 4—8°C przez okres co najwyżej 1 roku, zabezpieczając odpływ samorodnej solanki; O przed przerobem kontrolować krezkę na obecność trzustki, a w przypadku, gdy nie została starannie usunięta, wyciąć ją, oddzielnie sparzyć w gotującej wodzie i dopiero wówczas przerobić na farsz łącznie z pozostałymi składnikami surowcowymi; O przestrzegać prawidłowości technologicznej nadziewania osłonek farszem, napełniając szczególnie luźno wszystkie osłonki, a przede wszystkim naturalne osłonki jelitowe wówczas, gdy skleroproteinowe i skrobiowe składniki farszu nie zostały przed tym oparzone; O w przypadku konieczności użycia osłonek o osłabionych ścianach, należy obniżyć temperaturę obróbki cieplnej kiszek do możliwych granic, często jednak kontrolować przebieg obróbki cieplnej oraz stanu gotowania kiszek; w każdym jednak razie przebieg obróbki cieplnej kiszek musi być tak zaprogramowany i kontrolowany, aby jej efektywność nie przekraczała poziomu określonego zamierzeniami technologicznymi. 4.4.2.2.2. Przekrój batonu B. 93. Ciemne punkty. Ciemne, nieregularne, ostro od otoczenia odgraniczone, niewielkie, czarne, czarno-brązowe plamy rozrzucone nieregularnie w jasnej masie kiszki wątrobianej są dowodem niedostatecznego rozdrobnienia przypraw korzennych, najczęściej majeranku. Niedostatecznie rozdrobnione zostają przede wszystkim nie tylko liście i kwiaty, ale w pierwszym rzędzie łodyżki o średnicy poniżej 1 mm. Jest rzeczą oczywistą, że niedostateczne rozdrobnienie innych, ciemno zabarwionych korzennych zapraw, np. czarnego pieprzu, goździków, ziela angielskiego dawać może podobny obraz przekroju wątrobianki. Jak dotąd jest brak technicznych możliwości tak dokładnego rozdrobnienia przypraw korzennych, aby ślady ich obecności nie były widoczne na przekroju tak jasno zabarwionych kiszek, jakimi są wątrobianki. Tego rodzaju pewność daje tylko stosowanie tzw. olejków przyprawowych, tj. różnie sporządzonych wyciągów (m. in. olejowych) z przypraw korzennych. Jak dotąd nie zastępują one przypraw dodawanych w stanie naturalnym. Wiele danych wskazuje na to, że w najbliższej przyszłości opanowana będzie w pełni technologia sporządzania tych wyciągów. B. 94. Ciemne lub plamisto-ciemne zabarwienie. Odchylenie barwne zwane potocznie ciemnym lub plamisto-ciemnym zabarwieniem wskazuje nie tyle na wzrost widmowy udziału czerni, lecz raczej na wzrost natężenia barwy. Zdefiniowanie w ten sposób pociemnienie barwy przekroju wątrobianek jest jednak zawsze zjawiskiem niepożądanym mimo, że okoliczności jego powstania mogą nie wykraczać poważniej poza granice normalnych odchyleń procesu technologicznego.







-
Iwonka jak zwykle stanęła na wysokości zadania, a pomocnik robi PR.
-
Część IV. Salcesony - technologiczne odchylenia jakości i przeciwdziałanie
Maxell odpowiedział(a) na Maxell temat w Podstawy technologii
O takie programowanie obróbki cieplnej, aby wnętrze batonu dogrzać jedynie do temperatury rzędu 70°C. B. 124. Szarozielone zabarwienie plamiste przekroju salcesonów. Szarozielone, szare lub wręcz zielone plamy na przekroju salcesonów świadczą o nagromadzeniu się takich samych barwników, które powodują analogiczne odbarwienia kiełbas (omówiono w części I i II). Tego rodzaju plamy o zabarwieniu odmiennym od czerwonego obejmują głównie lub wyłącznie przekrój kawałków surowców mięsnych. Widnieją one bądź w częściach obwodowych, bądź też w środku poszczególnych kawałków tych surowców i rozprzestrzeniają się na mniejszy lub większy obszar powierzchni ich przekroju. W zależności od stężenia barwników hemo- lub heminowych natężenie i jasność barwy zmienionych części jest różna. Plamy umiejscowione w częściach obwodowych przekroju kawałków mięsnych mają zwykle wyraźniejszy odcień zielony od pozostałych, bardziej szarych i ciemniejszych. Topografia i pozostałe różnice świadczą o niejednakowym pochodzeniu plam. W rzeczywistości sprawa przedstawia się w ten sposób, że: O ciemniejsze, bardziej zwarte, szare plamy wskazują na niedobarwienie, a więc na niedostateczne wykształcenie się nitrozooksymioglobiny na skutek niedopeklowania, podczas gdy pozostałe, O wyraźniej zielone, raczej smugowate plamy są następstwem odbarwień typowych dla wczesnego stadium rozkładu gnilnego białek tkanki łącznej. O ile okoliczności, w których ma miejsce niedopeklowania surowców mięsnych, przeznaczonych na produkcję salcesonów są jasne, o tyle w drugim przypadku trzeba podkreślić, że podstawową przyczyną są nieprawidłowości oparzenia i wychłodzenia surowców mięsnych, a mianowicie: O rozpoczynanie oparzenia w zimnej, a nie we wrzącej wodzie; O niedostateczne dogrzanie, tj. dogrzanie do temperatur niższych od 60°C, a więc nie niszczących nawet postaci wegetatywnych bakterii; O wychłodzenie oparzonych surowców w zimnej wodzie lub też oblewanie ich zimną wodą w celu przyspieszenia wychłodzenia oraz O zastrzeżenie odnośnie higieny maszyn, narzędzi i pomieszczeń produkcyjnych. Wyjaśniając biochemizm oddziaływania powyższych okoliczności, zwrócić trzeba uwagę przede wszystkim na to, że w przypadku wskazanych nieprawidłowości technologicznych wzrasta stopień zakażenia i stworzone zostają dogodne warunki do rozwoju mikroflory resztkowej. Nawet wówczas, gdy w czasie końcowej obróbki salcesonów zniszczone zostaną bakterie niezarodnikujące, większe zakażenie ogólne podnosi prawdopodobieństwo zakażenia bakteriami zarodnikującymi bądź tymi, które są bardziej ciepłoodporne w danej populacji. W czasie powolnego ogrzewania surowców mięsnych, które w przypadku produkcji salcesonów zawierają z reguły niemało tkanki łącznej (np. błona podstawowa śluzówki języka, przyczepy mięśni), w termohydrolizie kolagenu bierze udział woda warnikowa. Dyfundując do wnętrza oparzonych surowców, woda ta podnosi ich zakażenie, a głównie zakażenie części brzeżnych poszczególnych kawałków. Podniesiona temperatura wszystkich surowców w okresie zestawiania składników farszu spełnia również rolę czynnika, aktywizującego dynamizm rozwoju drobnoustrojów. Proteolizująca mikroflora resztkowa salcesonów rozwija się w takich warunkach bardzo szybko i to tym łatwiej, gdyż naturalna oporność tkanki łącznej na rozkład jest mniejsza niż tkanki mięsnej. Jak w każdym innym przypadku równolegle z tym tkanka łączna zmienia swoją barwę na zieloną. Biorąc pod uwagę drobnoustrojowe pochodzenie przynajmniej części szarozielonych plam na przekroju salcesonów, jest rzeczą oczywistą, że w każdym przypadku ich stwierdzenia ocenę przydatności spożywczej musi poprzedzać badania bakteriologiczne. Jego wynik określa dalsze losy takich salcesonów. Z uwagi jednakże na możliwe kojarzenia myślowe spożywcy i jego prawdopodobną niechęć do kupna tak zmienionych salcesonów, jest sprawą rozwagi, czy nawet w przypadku braku zastrzeżeń mikrobiologicznych nie należy ich w ogóle nie dopuścić do obrotu zaopatrzeniowego i potraktować jako surowiec wtórny. Tego rodzaju wyjście z sytuacji może być tym bardziej zalecane, że zmiany postępują z reguły bardzo szybko i brak jest możliwości ich usunięcia z gotowego wyrobu. W odróżnieniu od tego zapobieganie omawianym zmianom barwnym salcesonów nie sprawia nigdy większych trudności technologicznych. Wymaga ono jedynie przestrzegania prawidłowości pewnych czynności technologicznych. O Surowce mięsne powinny być peklowane (najczęściej) zalewane w peklowni o temperaturze 4—6°C. Szczegóły technologiczne tego peklowania są wyrazem anatomohistologicznej budowy poszczególnych części surowców. Przedstawia je poniższa tabela. Po peklowaniu zalewanym wszystkie surowce muszą ociekać w wodzie przez 12 godzin, a tylko niektóre (np. głowy i wargi) — nie krócej niż 4 godziny. Stosowaną obecnie technologię peklowania wymienionych surowców próbowano wielokrotnie zmodernizować. Z licznych prób na podkreślenie zasługują dwie, z których pierwsza ma na celu mechanizację, a druga — skrócenie i zastąpienie azotanów przy peklowaniu ozorków azotynami. W pierwszym przypadku zaleca się czyścić wszystkie ozory, pokryte grubszą błoną śluzową (bydlęce, owcze, świńskie) za pomocą skrobarki odśrodkowej o takiej samej konstrukcji, jak służąca np. do czyszczenia przedżołądków bydlęcych (temperatura wody 75—85°C, czas czyszczenia 1—4 minuty). Wychłodzone ozorki pekluje się następnie w solance (8%) przez 4—5 (bydlęce), 3 (świńskie) lub 2 (owcze) doby. Upeklowane języki zawierają 1,2—1,5% soli. W przypadku rezygnacji z peklowania azotanowego dodaje się do 100 l solanki o stężeniu 18° Be (dla ozorków świńskich) lub 22° Be (dla ozorków bydlęcych) 0,11 kg azotynu sodu. Czas peklowania zalewowego w takiej solance ozorków świńskich wynosi 3 doby, bydlęcych — 10—14 dób. O Wstępne oparzenie wszystkich surowców należy rozpoczynać, wrzucając je do wrzącej wody. Temperaturę wody warnikowej trzeba z kolei szybko wyrównać i utrzymać przez cały czas oparzenia na poziomie 80—85°C. Oparzanie surowców kończy się wówczas, gdy ich spoistość histologiczna spadnie tak, aby można było rozerwać je uciskiem palca. O Wychładzanie powietrzne oparzonych surowców do temperatury ok. 50°C powinno być możliwie szybkie. Szybki powinien być również dalszy ich przerób. O Obróbka cieplna surowców musi być tym wydatniejsza, tj. salcesony muszą być tym szybciej dogrzane do tym wyższej temperatury, im większe zastrzeżenie technologiczne i higieniczne nasuwają poprzednie fazy ich procesu produkcyjnego. O W tych samych co poprzednio okolicznościach salcesony trzeba po produkcji wychładzać szybko i wydatnie, a warunki klimatyczne ich przechowywania skrupulatnie wyregulować (patrz rozdział 4.5.1.). B. 125. Białe smugi. W określonych przypadkach na przekroju białych i krwistych salcesonów widoczne są zdecydowanie białe, błyszczące, nieprzeźroczyste smugi o grubości około 1 mm i długości co najwyżej 15—20 mm. Krótsze z omawianych smug są mniej więcej proste,, dłuższe — mniej lub bardziej łukowato wygięte. Z miejsc ich lokalizacji można wyciągnąć kawałki surowca o twardej i jędrnej konsystencji. Opisane kawałki surowcowe tworzące na przekroju cienkie, białe pasma, nie są niczym innym, jak chrząstką elastyczną z wierzchołkowej części małżowin usznych świń. Możliwość i celowość użytkowania chrząstki małżowiny usznej jako surowca może być dyskutowana i kwestionowana. Chrząstka ta jest bowiem niestrawna i z tego powodu stanowi po prostu balast. Nie brak jednak spożywców, którzy twierdzą, że dopiero dodatek tzw. ucha, a ściślej cienkiej chrząstki z wierzchołka małżowiny usznej, nadaje salcesonom specjalny i bardzo pożądany wyróżnik smakowy. Nie rozważając dalszych szczegółów tego zagadnienia, stwierdzić można, że: O dodatek chrząstki usznej wymaga również zaznaczenia w nazwie odmianowej salcesonu oraz O w każdym przypadku może to być jedynie chrząstka z wierzchołkowych części małżowiny usznej, dająca się rozgryźć, a w żadnym przypadku z jej części nasadowych. Poza wszelką dyskusją pozostają oczywiście wszystkie części miękkie (skóra i mięśnie małżowinowe) małżowiny usznej jako surowiec przydatny do produkcji salcesonów. B. 126. Ciemne i szklisto połyskujące plamki. W określonych przypadkach w lepiszczu pokrojonego salcesonu stwierdzić można ciemne i szklisto połyskujące plamki o średnicy nie przekraczającej 2 mm. Etiologia, zakres oddziaływania na przydatność użytkową oraz zapobieganie wystąpieniu tej niedostatecznej jednolitości struktury fizycznej salcesonów nie odbiegają w zasadzie od podobnych zmian struktury kiełbas parzonych (patrz część II, B. 76). Różnica między obu przypadkami polega na tym, że przyczyną niejednorodności fizycznej lepiszcza salcesonów są niedociągnięcia w mechanicznym przygotowaniu skórek świńskich, a plamki ich przekroju są z reguły większe niż powierzchnia przekroju elementów ścięgnistych, wchodzących w skład masy kutrowanych kiełbas parzonych. Zbyteczne jest ponadto podkreślenie, że w lepiszczu salcesonów krwistych przekroje skórek mniej kontrastują niż w lepiszczu salcesonów białych. W związku z tym pożądany stopień homogenizacji lepiszcza salcesonów zapewnia: O właściwa technologia wstępnego oparzenia skórek świńskich oraz. O właściwa technologia ich rozdrobnienia, której podstawowym warunkiem jest należyta sprawność techniczna urządzeń do rozdrabniania. W przytoczonym układzie za przyczynę wyjściową odchyleń fizycznej struktury lepiszcza salcesonów należy uważać niedostateczną termohydrolizę kolagenu skórek świńskich. W zasadzie tylko niezbyt wielkie uchybienia w tym zakresie mogą być usunięte na drodze mechanicznej przez zastosowanie tych samych maszyn i w takim samym stanie technicznym, jak to ma miejsce w przypadku produkcji kiełbas parzonych (patrz część II, B. 75). Wymaganiom technologicznym przygotowania skórek świńskich na lepiszcze salcesonów stanie się zadość, gdy: O skórki będą skrupulatnie odtłuszczane i oczyszczone z wszelkich zanieczyszczeń (skórki, na których widnieją nieusuwalne odciski pieczęci weterynaryjnych, muszą być w ogóle wyeliminowane); O termohydroliza ich skleroprotein prowadzona będzie w temperaturze niezbyt intensywnego wrzenia w takiej ilości wody, która wystarcza do pokrycia wszystkich skórek; O oparzenie zostanie przerwane skoro tylko spoistość skórek spadnie tak dalece, aby można je było rozgnieść między palcami, gdyż konsystencja taka wskazuje nie tylko na osiągnięcie stanu fizycznego, pożądanego do dalszego przerobu, ale również na odpowiednie zaawansowanie termohydrolizy skleroprotein, natomiast w przypadku dalszego oparzania skórek rośnie zawartość glutoz, a spada zdolność do wiązania ze sobą składników surowcowych salcesonów; O do obróbki mechanicznej (rozdrobnienia) przystąpi się niezwłocznie po zakończeniu oparzania, a więc wówczas, gdy niezżelowana glutyna nie stanowi dodatkowego oporu fizycznego przy tym zabiegu. B. 127. Ciemne i szklisto połyskujące smugi i plamy. Ciemne i szkliste na przekroju salcesonów połyskujące smugi i plamy dowodzą obecność w ich masie skupisk skleroproteinowych, które w określonym zakresie uległy termohydrolizie. Od ciemnych, szklisto połyskujących, niewielkich plamek, które również stwierdzić można na przekroju tych wyrobów (patrz rozdział B. 126), omawiane skupienia różnią się nie tylko różnorakim ukształtowaniem geometrycznym i rozmiarami, ale także najczęściej większą opornością mechaniczną. Przy rozgryzaniu i żuciu salcesonów sprawiać one mogą większe lub mniejsze trudności. Ich wpływ na przydatność użytkową salcesonów jest w związku z tym nieporównanie większy niż wspomnianych skupień o niewielkich rozmiarach. Oddziaływanie to pogłębia fakt, że omawiany wzrost oporności mechanicznej przy rozgryzaniu nie dotyczy lepiszcza, a tylko tej zasadniczej części surowca, która jest pokrojona w kawałki. Elementy, które na przekroju salcesonu widnieją jako ciemne i szklisto-połyskujące plamy i smugi, stanowią zresztą tylko część danego kawałka surowcowego w tym sensie, że są z nim zespolone w jedną całość anatomohistologiczną. Pozostała część salcesonów odznacza się najczęściej normalnymi właściwościami fizycznymi, a więc nie obniżającymi ze swej strony oceny jakości całego wyrobu. Występowanie na przekroju salcesonów omawianych plam i smug wskazuje, że do jego produkcji użyto podskórnego surowca tłuszczowego z tuszy świni, który nie został oskórowany. Najczęściej surowcem takim jest nieskórowane podgardle. Plamy i smugi te są równoległymi lub poprzecznymi przekrojami skóry świńskiej, a przylegające do nich części — tłuszczowo zmieniona tkanką łączną podskórną. Skórowanie surowca tłuszczowego i oddzielny przerób obu otrzymanych części jest jedynym zaleceniem, który chroni salcesony przed tym dość poważnym i w inny sposób nieusuwalnym obniżeniem jakości. Nie dyskwalifikuje ono jednak przydatności spożywczej tych wyrobów. B. 128. Czerwone obrzeże kawałków surowca tłuszczowego. Wymaga się, aby kawałki surowca tłuszczowego wchodzące w skład masy salcesonów krwistych, były nie tylko dobrze związane z pozostałymi ich składnikami surowcowymi, ale aby miały również jednolicie na całym przekroju białą barwę. Ich pobrzeże staje się czerwone wówczas, gdy część krwi dyfunduje do nich z lepiszcza salcesonowego. Głębokość tej dyfuzji jest w poszczególnych miejscach różna, a widoczna granica jej zasięgu dość zatarta. jak dotąd, nie wszystkie okoliczności technologiczne, w których dochodzi do tego rodzaju infiltracji są jasne. Obserwacje wskazują, że ma ona miejsce, gdy: O surowiec tłuszczowy nie jest wstępnie dostatecznie przeparzony; O wędzenie salcesonów rozpoczyna się bez ich należytego wystudzenia po obróbce cieplnej oraz O dochodzi do ogólnego zwiotczenia konsystencji i spadku krajalności salcesonów na tle drobnoustrojowym (patrz rozdział B. 114). Infiltracja krwi do surowca tłuszczowego jest zatem zarówno produkcyjnym jak i przechowalniczym odchyleniem jakości salcesonów krwistych. W pierwszym przypadku stanowi ona następstwo procesów fizycznych, a w drugim — enzymatycznych. Produkcyjna infiltracja świadczy o przemieszczeniu się krwi na skutek pęcznienia skleroprotein w czasie ich termohydrolizy. Tak, jak różne jest pochodzenie, tak odmienne jest oddziaływanie infiltracji krwi do surowca tłuszczowego na jakość salcesonów. Ocena ta zależy głównie od natężenia objawów towarzyszących, tj. łatwości rozpadania się salcesonów i związanych z tym trudności w krojeniu ich w plastry. Z tych właśnie powodów, salcesony mogą tracić nawet nie tylko swoją wartość towarową, ale także przydatność spożywczą. Gdy mechaniczne właściwości plastra salcesonu nie nastręczają zastrzeżeń, czerwone obrzeże może być uważane jedynie za błąd estetycznego wyglądu przekroju. Z gotowego produktu błąd ten nie da się jednak usunąć. Aby więc kawałki surowców tłuszczowych odznaczały się na przekroju salcesonu pożądanie wyrównaną barwą, trzeba zwrócić uwagę na: O ogólną prawidłowość wszystkich przemian, spowodowanych lub związanych z działaniem podwyższonej temperatury (rozdział 4.5.1.) oraz O konieczność ochrony salcesonów przed działaniem tych czynników, które uplastyczniają konsystencję i powodują utratę pożądanej spoistości oraz wzrost kruchości ich plastrów (patrz rozdział B. 114). Zgodnie z pierwszym z przytoczonych wskazań na szczególną uwagę zasługuje kontrola przebiegu wstępnego oparzania podskórnego surowca tłuszczowego. Termohydroliza jego skleroprotein musi być zawsze doprowadzona do zakończenia stadium homogenizacji. Na tym bowiem etapie przemian skleroprotein kończy się najintensywniejsze chłonienie wody. Podwyższona temperatura farszu podczas przygotowania i nadziewania w osłonki sprzyja oczywiście infiltracji krwi do tych skleroprotein, które nie zostały wstępnie prawidłowo oparzone. B. 129. Zatarte granice składników surowcowych. Jak w każdym innym przypadku wymaga się, aby również na przekroju salcesonów granice poszczególnych kawałków surowcowych nie były postrzępione, lecz ostro zaznaczone. Obraz przekroju, który nie odpowiada tym wymaganiom, jest w zasadzie następstwem tych samych nieprawidłowości technologicznych, które stają się przyczyną podobnych zaburzeń przekroju kiełbas parzonych i surowych (patrz części I i II, rozdział B. 43). W przypadku salcesonów zatarcie rozgraniczenia składników surowcowych jest bezpośrednią wypadkową dwóch przyczyn, a mianowicie: O nadmiernego rozmiękczenia surowców w czasie wstępnego oparzania oraz O niedostatecznej ostrości narzędzi tnących. Przeciwdziałanie obu wymienionych przyczyn sprowadza się do zabezpieczenia dostatecznie dużej sprężystości konsystencji wszystkich surowców rzeźnych, które mają ulec rozdrobnieniu. Sprężystość ta maleje pod wpływem obróbki cieplnej, a ściślej na skutek termohydrolizy ich skleroproteinowych składników. Aby z powodu takich właściwości fizycznych rozdrobnienie surowców nie nasuwało zastrzeżeń, cała siła ucisku narzędzi tnących powinna się skupiać w linii cięcia. Postulat ten spełnia specjalna konstrukcja urządzeń do rozdrabniania. Z przytoczonych uwag wynika, że określenie granic zasięgu poszczególnych kawałków surowca nie będzie nastręczało zastrzeżeń wtedy, kiedy w czasie rozdrabniania nie będą one miażdżone i rozrywane. W tym celu należy: O ukończyć wstępne oparzanie surowców w momencie, gdy ich części miękkie będzie można łatwo oddzielić od kości, albo też rozgnieść dość łatwo między palcami bądź też w inny sposób przerwać ciągłość anatomohistologiczną (np. zrobić otwór) oraz gdy O rozdrabniać się będzie ciepłe surowce wyłącznie za pomocą specjalnych krajalnic kratowych lub tarczowych, a nigdy za pomocą wilka, ponieważ rozdrabnia on surowce dopiero po mocnym sprasowaniu (mocno stłoczone w kanale roboczym). Tak długo, jak długo zatarcie rozgraniczenia poszczególnych surowców nie jest połączone ze spadkiem krajalności salcesonów, omawiane odchylenie struktury fizycznej można uważać jedynie za niedociągnięcie estetyki przekroju. W takim ujęciu nie wpływa ono poważniej na ocenę jakości ani na wartość towarową salcesonów. Salcesony takie mogą być mniej trwałe i z tego powodu powinny być jak najwcześniej przekazane do obrotu zaopatrzeniowego. B. 130. Nierównomierne rozmieszczenie składników surowcowych. Z uwagi na różną biologiczną i kaloryczną wartość odżywczą poszczególnych surowców, z których wyrabia się salcesony, jak również z uwagi na odmienność ich profilu smakowo-zapachowego, wymaga się takiego wymieszania farszu, aby był zabezpieczony równomierny rozdział tych składników na poszczególne części batonu. Równomierność takiego podziału przestrzennego podnosi oczywiście estetykę przekroju gotowych wyrobów. Wiele właściwości fizycznych farszu ułatwia bądź też utrudnia osiągnięcie takiego stanu. Równomierny rozdział i wymieszanie poszczególnych surowców ułatwia niewątpliwie półpłynny stan masy lepiszczowej, warunkowany nie tylko zawartością wody lub krwi, ale również podgrzewaniem do stosunkowo wysokich temperatur (40—50°C). Efektywność tego pożądanego oddziaływania obniża natomiast obecność pozostałych surowców, tj. tarcie między poszczególnymi ich kawałkami oraz różnice ciężaru właściwego. Z uwagi na przeciwstawność wektorów sił, działających w każdej chwili, farsz nie mieszany ma tendencję do rozwarstwienia się. Podobne zjawisko rozfrakcjonowania farszu można stwierdzić również w przypadku nadziewania osłonek za pomocą wąskiego lejka nadziewarki. W tym przypadku płynne lepiszcze przepływa przez lejek szybciej, niż pozostałe jego składniki. Tendencja do rozfrakcjonowania surowcowego salcesonów zanika dopiero z chwilą koagulacji krwi lub też wzrostu lepkości lepiszcza na skutek żelowania skleroprotein. Jak wiadomo, oba rodzaje zmian cieplnych rozpoczynają się (krzepnięcie krwi) bądź przebiegają dostatecznie szybko (termohydroliza kolagenu) w temperaturach rzędu 60—65°C. Interpretacja technologicznych przyczyn braku równomiernego wymieszania składników surowcowych farszu na salcesony wskazuje, że następstw tego niedopatrzenia nie stwierdza się na przekroju gotowych wyrobów, gdy: O temperatura farszu wynosić będzie przez cały okres poprzedzający obróbkę cieplną 40—50°C i będzie tym wyższa, im mniej jest lepiszcza; O farsz będzie od czasu do czasu mieszany; O do nadziewarki będzie się wlewać farsz czerpakiem, który zanurza się do dna zbiornika i nie przelewa zawartości tego ostatniego bezpośrednio do zbiornika nadziewarki; O nadziewarkę zaopatrzy się w lejek o średnicy jak największej, tj. takiej, na jaki tylko pozwoli otwór wlotowy osłonki jelitowej; O zważać będzie się na możliwie szybkie opróżnienie całego zasobnika nadziewarki; O obróbkę cieplną rozpocznie się natychmiast po nadzianiu osłonek oraz O na początku obróbki cieplnej będzie się obracać salcesony na około osi ich batonów. Braki prawidłowego rozmieszczenia poszczególnych składników surowcowych nie wpływają oczywiście w żadnym przypadku na przydatność spożywczą salcesonów. Są one jednak dość poważnym uchybieniem estetyki przekroju, które może obniżać pożądalność nabycia. Chodzi mianowicie o to, że salceson o takich brakach robi wrażenie bardziej tłustego, niż jest w rzeczywistości. Wiadomo zaś, że dla współczesnego spożywcy przetłuszczenie jest nieraz przesłanką, która skłania go do rezygnacji z zamiaru kupna. B. 131. Niedostateczne związanie składników surowcowych (spadek krajalności). Niedostateczne zespolenie poszczególnych składników surowcowych salcesonów wywołane jest tymi samymi przyczynami fizykochemicznymi, które powodują podobny spadek związania plastra wędlin parzonych (patrz część II, rozdział B. 78). Nadmierna bowiem kruchość plastrów salcesonów jest fizycznym następstwem: O niedostatecznej termohydrolizy skleroprotein, a więc niedostatecznego przekształcenia się głównie kolagenu w glutynę, tj. białko, które żeluje w miarę spadku temperatury i zespala również i w tym przypadku składniki surowcowe salcesonów; O nadmiernej termohydrolizy skleroprotein, praktycznie przekształcenia kolagenu nie tyle w glutynę, lecz w znacznej ilości w glutozy; O proteolizy i związanej z nią dezagregacji cząsteczek białka oraz utraty przez nie właściwości koloidów hydrofilnych; O braku mechanicznego zbliżenia poszczególnych składników surowcowych pod wpływem prasowania salcesonu podczas wychładzania. Stwierdzenie powyższe określa zarazem lokalizację przerwania ciągłości strukturalnej. Związanie plastra salcesonu pęka mianowicie w miejscu, w którym skupia się tkanka łączna, a więc tkanka najwięcej podatna na termohydrolizę i proteolizę. Warunek ten spełnia: O powierzchnia kawałków surowcowych, zespalająca się z powierzchnią sąsiednich kawałków za pośrednictwem zżelowanej glutyny; O wnętrze kawałków mięsnych i surowca tłuszczowego (luźna i zbita tkanka łączna włóknista międzywłókienkowa i międzymięśniowa oraz łącznotkankowa sarkolemma i elementy tkanki tłuszczowej) oraz lepiszcze. O W zależności od zasięgu topograficznego termohydrolizy natężenia niepożądanych zmian właściwości fizycznych salcesonów jest różne. Zmiany ograniczone wyłącznie do niedostatecznego zespolenia się ze sobą poszczególnych składników surowcowych wskazują tylko na nadmierną hydrolizę skleroprotein na ich powierzchni. Gdy ten sam proces obejmuje wnętrze poszczególnych kawałków surowcowych lub lepiszcze, spada oporność mechaniczna plastrów i ich elastyczność. W wyniku tego salcesony trudno pokroić w plastry. Spadek spoistości salcesonów tego pochodzenia jest zatem typowo produkcyjną zmianą, która powstaje w okresie ich końcowej obróbki cieplnej. Równocześnie z nim stwierdza się zwiotczenie i uplastycznienie konsystencji. O Wstępna obróbka cieplna surowców, ogólnie zwiększona zawartość skleroprotein, a tym samym również zwiększona podatność na proteolizę enzymatyczną oraz ograniczona efektywność biologiczna końcowej obróbki cieplnej określają także podatność salcesonów na działanie drugiej grupy przyczyn. Następstwem tego wpływu jest to samo zjawisko spadku oporności mechanicznej i elastyczności plastrów. W tym przypadku jest ono spowodowane wzmożoną efektywnością enzymów proteolitycznych. Sporną jest kwestia, czy zasadniczą rolę odgrywa przy tym tkankowy układ enzymatyczny, czy też enzymy bakteryjne. Za pierwszą alternatywą przemawia biologiczny charakter stosowanych surowców, za drugą — fakt stałego znajdywania w zmienionych salcesonach różnych bakterii proteolitycznych. Z uwagi na odmienną wrażliwość bakterii i enzymów na działanie wysokich temperatur, tj. większą oporność tych ostatnich, ich zachowana aktywność po zakończeniu procesu produkcyjnego salcesonów nie może być zaskoczeniem. Jest w każdym razie faktem, że drobnoustrojowy bądź enzymatyczny spadek krajalności stwierdza się jedynie w okresie przechowywania gotowych salcesonów i to nierzadko całkiem nieoczekiwanie. Ani bowiem czas, ani też warunki klimatyczne tego przechowywania nie dają wówczas dostatecznych przesłanek do wyjaśnienia pośrednich przyczyn i powiązania zjawisk w logiczny łańcuch powodów i następstw. I w tym przypadku spadkowi krajalności towarzyszy również ogólne zwiotczenie i uplastycznienie konsystencji salcesonów, a ponadto nierzadko krwiste obrzeże poszczególnych kawałków pokrojonego surowca tłuszczowego (patrz rozdział B. 128). O Ten sam efekt nadmiernie plastycznej konsystencji stwierdza się najczęściej także wówczas, gdy na salcesony w okresie żelowania glutyny nie działa z zewnątrz dostatecznie duża siła mechaniczna. Wymogowi koniecznego w tym okresie zbliżenia do siebie zespalających się kawałków surowców czyni zadość prasowanie salcesonów. Oporność mechaniczna osłonek jelitowych współdziała wówczas z pionowym wektorem ucisku mechanicznego na batony w kierunku dostatecznego skupienia i sprężenia wszystkich składników surowcowych salcesonów. Efekt tego mechanicznego oddziaływania jest jednak w każdym przypadku uzależniony od właściwości koloidalnych glutyny i obecności rozpłynnionego tłuszczu. Zabieg ten pozostaje zatem bez pożądanego skutku, gdy glutyna uległa wcześniej proteolizie lub dalszej termohydrolizie do glutozy i innych związków o jeszcze mniejszej cząsteczce. Mechaniczne usunięcie wycieku cieplnego i rozpłynnionego tłuszczu z ciepłego jeszcze salcesonu podnosi technologiczną efektywność prasowania. Technologiczna interpretacja omówionych zjawisk biochemicznych 1 biofizycznych uzasadnia wskazanie następujących okoliczności, w których spada związanie i spoistość histologiczna salcesonów: O niedostateczne uparowanie, przede wszystkim surowców o dużej lub zwiększonej zawartości skleroprotein (skórki i głowy świńskie, elementy ścięgniste itp); O zbytnie uparowanie skórek świńskich i wszystkich surowców tłuszczowych i mięsnych, a z tych ostatnich głównie wkładek (np. języków); O wilgotna powierzchnia rozdrobnionych, wymienionych poprzednio surowców w momencie mieszania z lepiszczem; O niedostateczne odtłuszczenie skórek świńskich przed ich oparzeniem; O zbyt niska temperatura farszu nadzianego w osłonki w chwili umieszczania w nim mięsnych lub językowych wkładek; O rozpłynniony tłuszcz i wyciek cieplny, które nie zostały usunięte z betonu po zakończonej obróbce cieplnej; O nadmierne lub niedostatecznie efektywna końcowa obróbka cieplna, tj. taka, której efektywność nie została skorelowana ze wstępną obróbką cieplną surowców i ich ogólnym stanem; O zbyt wolne i mało wydatne chłodzenie poprodukcyjne; O całkowite zaniechanie lub niedostatecznie silne prasowanie w czasie wychładzania poprodukcyjnego; O zbyt wysoka temperatura dymu wędzarniczego. Wyliczone przyczyny niedostatecznej spoistości plastrów wykazują dużą zbieżność z tymi, które powodują zwiotczenie i uplastycznienie konsystencji salcesonów (patrz rozdział B. 114). Trudno jednak wyróżnić wśród nich z pewnością te, które wywołują termohydrolityczny spadek związania surowców od tych, które predysponują do enzymatycznego obniżenia spoistości i elastyczności krojonego plastra tych wyrobów. Co najwyżej orientacyjnych wskazówek do rozeznania przyczyn niedostatecznej spoistości plastrów może dać zwrócenie uwagi na zespół innych wyróżników jakości, które towarzyszą temu zjawisku. Z danych przytoczonych w tabeli 23 wynika, że ocena przydatności spożywczej salcesonów o zmniejszonym związaniu plastra musi być niezależna od aktualnej oceny towarowej i uzasadniona wynikami badania mikrobiologicznego. Badania te są wprost nieodzowne w przypadku stwierdzenia jakichkolwiek dalszych objawów, wskazujących na zmiany wsteczne białek (np. zmiany profilu smakowego i zapachowego, typowe dla nieświeżego mięsa (patrz rozdział B. 136). Jedynie w tym przypadku, gdy czystość mikrobiologiczna jest zadowalająca, a natężenie objawów fizycznych nie jest duże, salcesony można nie eliminować z obrotu zaopatrzeniowego. Brak jest oczywiście technologicznych możliwości poprawy fizycznych właściwości takich salcesonów do stanu pożądanego. Aby plastry salcesonów charakteryzowały się pożądaną spoistością i elastycznością, wskazane jest: O wzajemne dopasowanie efektywności wstępnej i końcowej obróbki cieplnej oraz dopasowanie obu faz. do podatności łącznotkankowych składników surowców na termohydrolizę; tego rodzaju elastyczne programowanie efektów działania wysokich temperatur jest szczególnie ważne w okresie lata, a przede wszystkim podczas silnych burz; O w przypadkach uzasadnionej obawy podnieść lepkość lepiszcza przez, dodatek słabiej uwodnionego farszu z mięsa ścięgnistego i chudego bądź też przez 2—3-krotne rozdrobnienie skórek świńskich na młynku koloidalnym, a w ostatecznym razie przez podobne ich rozdrobnienie na wilku przy zastosowaniu siatki o najmniejszych otworach; w tym samym celu zwrócić uwagę trzeba na prawidłowe wstępne oparzenie skórek świńskich, szczególnie w przypadku ich poprzedniego przechowywania (patrz rozdział B. 126); O skrupulatnie sprawdzić stan powierzchni oparzonych surowców przed rozdrobnieniem, a w razie potrzeby obsuszyć ją za pomocą wentylatorów; O proces przygotowania farszu do rozpoczęcia końcowej obróbki cieplnej prowadzić bez przerw; O posypać powierzchnię wkładek mięsnych i językowych żelatyną w proszku lub obtoczyć w masie rozdrobnionych skórek świńskich i wkładać do farszu o temperaturze nie niższej od 40°C; O zwrócić uwagę na prawidłowość technologiczną studzenia poprodukcyjnego i wędzenia (patrz rozdział 4.5.1.), w każdym przypadku należy przekłuć osłonkę salcesonów wyłożonych do schłodzenia i następnie odpowiednio sprasować; O niezwłocznie po ukończeniu produkcji przekazywać gotowy wyrób do rozprowadzenia zaopatrzeniowego. B. 132. Podosłonkowe nagromadzenie galarety i wytopionego tłuszczu. Stosunkowo duża zawartość przetłuszczonych bądź tłustych składników surowcowych, jak również biochemizm krzepnięcia krwi, w czasie którego dochodzi do poważnego rozfrakcjonowania osocza, stwarzają naturalne warunki do wytapiania się tłuszczu i powiększenia razem z osoczem i wyciekiem cieplnym zawartości płynnych składników masy salcesonów. Część tych płynnych składników gromadzi się w lepiszczu między poszczególnymi kawałkami składników surowcowych, pozostała część gromadzi się natomiast pod osłonką. W miarę poprodukcyjnego wychładzania salcesonów ich wyciek cieplny w mniejszym lub większym stopniu żeluje i wytopiony tłuszcz krzepnie. Niemniej jednak na skutek nagromadzenia się galarety i wytopionego tłuszczu w osłonce gotowego wyrobu: O spada związanie struktury fizycznej plastra (patrz rozdział B. 131); O konsystencja batonu jest lokalnie zwiotczała i bardziej plastyczna (patrz rozdział B. 114) oraz O wzrasta tendencja do nierównomiernego układu przestrzennego poszczególnych składników surowcowych z wszelkimi tego następstwami (patrz rozdział B. 130). Wymienione powyżej sprawdziany obniżonej oceny jakości salcesonów świadczą zatem o tym, że: O po ukończonej obróbce cieplnej nie pokłuto osłonki ciepłych jeszcze salcesonów; O ciśnienie, które działało na chłodzone salcesony było zbyt małe na wyciśnięcie z nich odpowiedniej ilości rozpłynnionego tłuszczu, wycieku cieplnego oraz ewentualnie osocza; z uwagi na proporcjonalnie większą ilość tych płynnych składników, szczególnie starannie i wydatnie muszą być prasowane w czasie chłodzenia salcesony krwiste. Rozmiary obniżenia oceny jakości gotowych salcesonów na skutek nadmiaru wskazanych składników mogą być oczywiście różne. Zależą one od stopnia niezwiązania plastra i uplastycznienia konsystencji i zaburzeń w układzie przestrzennym składników surowcowych salcesonu. Gdy nasilenie tych objawów jest duże, salcesony mogą całkowicie utracić swoją wartość towarową. Z tego też powodu można zastanowić się, czy ponownie nie rozgrzać takich salcesonów krótko i energicznie, a następnie schładzać je ściśle według prawideł technologii, tj. ponakłuwać osłonkę i wywrzeć dostatecznie duży nacisk do momentu, gdy temperatura ich wnętrza spadnie co najmniej do poziomu 15—20°C. W żadnym jednak przypadku podosłonkowe nagromadzenie galarety i wytopionego tłuszczu nie ogranicza oczywiście przydatności spożywczej salcesonów. B. 133. Niedostateczna soczystość. Bardzo rzadko zdarza się, aby soczystość salcesonu nie zadowoliła spożywcy. Z uwagi na chemiczną identyfikację bodźców, warunkujących wrażenie soczystości oraz stosowany proces technologiczny istnieje jednak mimo to w pewnym sensie większe niebezpieczeństwo wyprodukowania nie dość soczystego salcesonu białego w porównaniu z krwistym. Podobnie, jak ma to miejsce w przypadkach kiełbas parzonych (patrz część II, rozdział B. 80), o soczystości salcesonów decyduje zarówno zawartość wody, jak i glicerydów nienasyconych kwasów tłuszczowych. Zbyt mało soczysty będzie salceson, który: O zawiera więcej mięsa chudego niż surowca tłuszczowego, O skórki świńskie nie były w czasie rozdrabniania i mieszania na lepiszcze dostatecznie uwodnione oraz gdy O z racji innych wskazań technologicznych użyto pewną ilość słabo uwodnionego farszu z mięsa ścięgnistego. Z uwagi na przytoczone okoliczności niedostateczną soczystość stwierdza się najczęściej jednocześnie z nadmiernie jędrną, tj. twardą i niedostatecznie sprężystą konsystencją salcesonów (patrz rozdział B. 115). Salcesony białe są z tych samych przyczyn częściej zbyt mało soczyste i niedostatecznie miękkie w porównaniu z salcesonami krwistymi. Biorąc powyższe pod uwagę trzeba postulować, aby: O analitycznie oznaczona zawartość tłuszczu nie była w gotowym salcesonie niższa od 25%; O unikać stosowania innych surowców niż podchodzące z półtusz świńskich, a przede wszystkim bardziej tłustych elementów wyrębowych tuszy bydlęcej. Niedostateczna soczystość jest uchybieniem jakości salcesonów, na które zwraca się stosunkowo rzadko uwagę. W tym aspekcie nie wpływa ono poważniej ani na technologiczną, ani na ekonomiczną efektywność ich produkcji. B. 134. Siarkowodorowy wyróżnik smakowo-zapachowy. W profilu smakowo-zapachowym salcesonów stwierdza się bardzo rzadko charakterystyczny i swoisty wyróżnik siarkowodoru. Prawdopodobieństwo wystąpienia tego wyrobu jest częstsze w przypadku salcesonów krwistych niż salcesonów białych. Ich zapach przypomina wówczas zapach starych i rozkładających się jaj. Siarkowodór, ulatniający się z takich wyrobów, jest produktem redukcji grup sulfonowych, sulfhydrylowych i dwusulfhydrylowych trzech aminokwasów, a mianowicie metioniny, cysteiny i cystyny. Redukcja do wolnego siarkowodoru ma miejsce w czasie obróbki surowców białkowych. Wolny siarkowodór może być poza tym następstwem redukcji mikrobiologicznej. W tym przypadku świadczy on o gnilnym rozkładzie białek. Z uwagi na dużą zawartość albumin i w związku z tym dużą liczbę chemicznie bardzo aktywnych grup sulfhydrylowych, szczególnie znaczne ilości siarkowodoru stwierdzić można w rozkładającej się krwi. Tym to właśnie faktem należy wyjaśnić większą częstotliwość wyróżnika tego gazu w profilu smakowo-zapachowym salcesonów krwistych. W każdym jednak przypadku obróbka cieplna spełnia rolę czynnika, który podnosi prężność par siarkowodoru i ułatwia tym samym jego ulatnianie się. Stwierdzenie posmaku i zapachu siarkowodoru wskazuje zatem na poważne i zasadnicze uchybienie w higienie produkcji salcesonów. Z dużym prawdopodobieństwem wyróżnik ten pozwala domniemywać, że krew użyta do produkcji znajdowała się w bardzo zaawansowanym stanie rozkładu gnilnego. Z drugiej strony podkreślić jednak trzeba, że natężenie omawianego wyróżnika profilu smakowo-zapachowego gotowych salcesonów jest z reguły niewspółmiernie małe w stosunku do subiektywnie stwierdzalnych zmian zapachu krwi. Różnica ta jest spowodowana tym, że na skutek termicznego wzrostu prężności par w czasie obróbki cieplnej salcesonów siarkowodór ulatnia się w dużym stopniu z farszu. Gdy siarkowodorowe odchylenia zapachu krwi są mniej wyraźne, wówczas w profilu smakowo-zapachowym gotowanego salcesonu można nawet w ogóle nie stwierdzić wyróżnika tego gazu lub merkaptanów. Przytoczone dane uzasadniają potrzebę oceny mikrobiologicznej salcesonów w przypadku subiektywnego lub obiektywnego stwierdzenia wydzielania się siarkowodoru. Jest to tym bardziej uzasadnione, że wyczuwalność lub obecność tego związku może być jednym z objawów ogólnej proteolizy składników salcesonu (patrz rozdział B. 136). Dopiero w przypadku braku zastrzeżeń do wydania oceny wynikających z tego badania, brać można pod uwagę natężenie, tj. wyczuwalność omawianego wyróżnika. Częstsza jednak będzie pełna nieprzydatność spożywcza takich salcesonów na skutek zastrzeżeń mikrobiologicznych niż możliwość ich rozprowadzania w sieci zaopatrzeniowej nawet ze zwróceniem uwagi spożywcy na istniejące odchylenie zapachowe. B. 135. Wyróżnik smaku jełkiego.Podobnie, jak to ma miejsce w przypadku wędlin surowych i kiszek, wyróżnik smaku jełkiego salcesonów wskazuje na oksydacyjny rozkład tłuszczu stanowiącego ich składnik chemiczny. Różnica między tymi trzema grupami wędlin polega na tym, że omawiany posmak salcesonów pochodzi z reguły od zjełczałego tłuszczu podskórnego, a więc przylegającego bezpośrednio do skórek świńskich. Oczywiście stwierdzenie to nie wyklucza roli tłuszczu, zawartego w grubościennych osłonkach naturalnych bądź przylegających do nich, jako czynnika, który może również wpływać na natężenie wyróżnika jełkiego posmaku salcesonów. Niemniej jednak w omawianym przypadku swoiste znaczenie ma tłuszcz podskórny. Zjełczały posmak salcesonów wskazuje zatem w pierwszym rzędzie na użycie do produkcji skórek świńskich dłużej i niewłaściwie przechowywanych i do przechowania tego nie przygotowanych, tj. przede wszystkim nie odtłuszczonych. Oksydacyjne jełczenie takiego tłuszczu przebiega szczególnie intensywnie z uwagi na: O zwiększoną zawartość glicerydów nienasyconych kwasów tłuszczowych w porównaniu z głębiej leżącymi warstwami; O aktywacyjne oddziaływanie soli w przypadku solenia suchego oraz O takie same oddziaływanie postępującego odwodnienia przechowywanych skórek. Ocena jakości salcesonów, w profilu których stwierdzono posmak zjełczałego tłuszczu, jest funkcją natężenia tego wyróżnika. Na wzór innych wędlin salceson taki może być nawet całkowicie niejadalny. Biorąc pod uwagę powyższy fakt, jak również nieusuwalność wyróżnika posmaku jełkiego, wskazanym będzie: O skórki świńskie przerabiać na bieżąco, tj. bez jakiegokolwiek przechowywania, O a w przypadku koniecznym — właściwie przygotować je do przechowywania i prawidłowo utrwalić. B. 136. Wyróżnik posmaku i zapachu nieświeżego mięsa. Biochemiczne pochodzenie wyróżnika smaku i zapachu salcesonów, wskazującego na zmiany rozkładowe białka wchodzącego w ich skład, wykazuje oczywiście dużą zbieżność z etiologią podobnej zmiany zapachu i wtórnego smaku wszystkich pozostałych wędlin. W takim ujęciu omawiany wyróżnik wskazywać będzie, że: O do produkcji salcesonów użyto surowca lub osłonek naturalnych, których stan odbiega od zakresu pojęciowego określenie „świeże"; O podobne zmiany zaszły w okresie produkcji do momentu zakończenia wychładzania poprodukcyjnego salcesonów bądź też O zmiany te miały miejsce w czasie przechowywania gotowych wyrobów. Częstotliwość wpływu czynników usystematyzowanych w ten sposób maleje najczęściej w kolejności ich wymienienia. W porównaniu z innymi wędlinami, salcesony są szczególnie podatne na wystąpienie omawianych odchyleń subiektywnych sprawdzianów jakości. Spowodowane to jest różnymi czynnikami. O Niższa wartość towarowa surowców, z których salcesony są wyrabiane, stwarza przesłanki do mniej właściwego obchodzenia się z nimi szczególnie wówczas, gdy z powodu niedozbrojenia chłodniczego przetwórni główną uwagę skupia się na droższych, zasadniczych surowcach rzeźnych. O Surowce, z których wyrabia się salcesony, są z uwagi na swoją budowę anatomiczną, histologiczną i chemiczną, szczególnie podatne na niepożądane poubojowe zmiany pochodzenia autolitycznego bądź też drobnoustrojowego. Wystarczy bowiem porównać budowę głów i krwi, tj. podstawowych składników salcesonów z umięśnieniem tułowia. U podstaw różnic trwałości wymienionych surowców leżą trudności w oczyszczaniu związane z kształtem anatomicznym, duża zawartość wody i luźnej tkanki łącznej włóknistej, słabe zakwaszenie, duża aktywność tkankowego układu enzymatycznego itp. zjawiska. O Z uwagi na znaczne rozdrobnienie, uwodnienie i podwyższoną temperaturę w czasie mechanicznego przerobu farszu salcesonów stwarza się szczególnie dogodne warunki środowiskowe do rozwoju drobnoustrojów i wzmożenia czynności wszystkich enzymów. O Duże rozmiary i duży w związku z tym ciężar jednostkowy poszczególnych batonów oraz znaczna zawartość składnika o najmniejszej przewodności cieplnej (tłuszcz) określa dużą bezwładność cieplną salcesonów, pogłębioną w dodatku technologicznymi warunkami obróbki cieplnej i studzenia poprodukcyjnego. W tych warunkach fizycznych czas ogrzewania wnętrza salcesonów do temperatur optymalnych do rozwoju mesofilnych bakterii proteolitycznych jest potencjalnie szczególnie długi, a jego niekorzystny wpływ potęguje temperatura dogrzania, odpowiadająca zaledwie temperaturze dogrzania w czasie pasteryzacji konserw. Z niebezpieczeństwem zatem stwierdzenia wyróżnika nieświeżego mięsa w profilu smakowo-zapachowym salcesonów należy liczyć się gdy: O przechowuje się skórki świńskie, krew, nieszlamowane języki i głowy przed należytym utrwaleniem; O do peklowania, szczególnie głów świńskich i języków, używa się starej solanki zalewowej o niesprawdzonej przydatności technologicznej; O przerabia się zwroty surowców z obrotu zaopatrzeniowego; O jako osłonek używa się długo i niewłaściwie przechowywane jelita naturalne i żołądki świńskie; O wstępna obróbka cieplna surowców była zbyt wydatna i zostały one zbyt uparowane; O obróbka mechaniczna farszu do rozpoczęcia obróbki cieplnej salcesonów nie przebiega składnie, tj. nie w zwartym ciągu następujących po sobie zabiegów. W wyniku czego świeżo nadziane batony nie są bezzwłocznie parzone, lecz składane w stosy itp.; O dogrzewanie salcesonów przebiega zbyt wolno do zbyt niskich temperatur i przez zbyt krótki czas; O studzenie poprodukcyjne przebiega za wolno i kończy się przy zbyt wysokiej temperaturze; O wędzi się — szczególnie w lecie — w zbyt ciepłym dymie. Część technologicznych przyczyn omawianego odchylenia profilu smakowo-zapachowego salcesonów nie odbiega od tych, które wywołują spadek ich zwartości i krajalności (patrz rozdział B. 131). U podstaw tej zbieżności leży oczywiście ten sam zespół reakcji biochemicznych, określany mianem proteolizy. Toteż z tego samego względu wiele identycznych zabiegów profilaktycznych chroni salcesony przed spadkiem elastyczności i oporności mechanicznej plastra oraz przed posmakiem, nazywanym umownie posmakiem nieświeżego mięsa. Niezależnie od tego pożądana jest stała kontrola surowców, przeznaczonych na produkcję salcesonów i usuwanie tego, co mogłoby przyspieszyć ich niepożądane zmiany. Zgodnie z tym stale kontrolowany musi być stan świeżości wszystkich surowców oraz jego zmiany w przebiegu całego procesu produkcji i przechowywania. Szczególnie skrupulatna kontrola powinna być przeprowadzana w lecie. Podobnej kontroli wymaga również zawsze stan solanek zalewowych oraz -osłonek naturalnych. Gdy te ostatnie wykazują tylko odchylenia profilu zapachowego, w grę wchodzą zabiegi, stosowane w takich przypadkach w stosunku do osłonek naturalnych używanych do produkcji wątrobianek (patrz rozdział B. 110). Przed peklowaniem głów świńskich należy sprawdzić stan skóry w miejscach zagłębionych (nozdrza, dół łzowy, powieki, fałdy na załamaniu części nosowej, nasada małżowin usznych, miejsce po wyciętym zewnętrznym przewodzie słuchowym itp.). W przypadku jakichkolwiek zastrzeżeń (np. wystąpienie lepkiego śluzu) głowy należy oczyścić ryżową szczotką w ciepłej wodzie lub (jeszcze lepiej) w słabej solance, a następnie dokładnie w zimnej wodzie. Podobny zabieg wykonać trzeba przed oparzeniem głów świńskich. Upeklowane języki trzeba starannie płukać w zimnej, najlepiej w bieżącej wodzie. W przypadku omawianych odchyleń smakowo-zapachowych podobnie, jak wtedy, kiedy w grę wchodzi drobnoustrojowa proteoliza białka surowców rzeźnych, salcesony muszą być poddane badaniu bakteriologicznemu, a ocena ich przydatności spożywczej i wartości towarowej musi być uzależniona od wyniku tej analizy. W każdym przypadku w miarę wzrostu natężenia wyróżnika wtórnego smaku nieświeżego mięsa rośnie prawdopodobieństwo całkowitej dyskwalifikacji spożywczej zmienionych salcesonów. Autor: prof. W. Pezacki (1968 r.) Pisownia oryginalna. Dla potrzeb portalu http://wedlinydomowe.pl opracował Maxell

-
Część IV. Salcesony - technologiczne odchylenia jakości i przeciwdziałanie
Maxell opublikował(a) temat w Podstawy technologii
4.5. Wędliny podrobowe — salcesony 4.5.1. Podstawy technologii salcesonów Salcesony stanowią drugą, ogólnie znaną grupę odmianową wędlin podrobowych. Podstawowe założenia technologicznego programowania procesu przerobowego, jak również ogólna charakterystyka przydatności spożywczej upodabniają salcesony w dużym zakresie do kiszek (kiszki omówiono w części III opracowania). Podobnie, jak w przypadku kiszek, podstawą klasyfikacji towaroznawczej salcesonów jest użycie krwi do produkcji. Pozostałe składniki surowcowe są w zasadzie we wszystkich salcesonach jednakowe lub zbliżone. Również w obu przypadkach — kiszek i salcesonów — podobna jest fragmentaryzacja procesu przerobowego na kolejne fazy, trwałość i wartość towarowa oraz rola w pokrywaniu potrzeb żywnościowych społeczeństwa, jak również zasięg geograficzny produkcji. Wydzieranie salcesonów pomimo tych podobieństw w odrębną grupę towarową wędlin podrobowych jest jednak w pełni uzasadnione. Ich proces produkcyjny jest odmienny od wytwarzania wątrobianek. O Zasadniczą masę surowcową salcesonów stanowią uboczne jadalne surowce, rzeźne o dużej zawartości tłuszczu, mięsa, elementów ścięgnistych (np. miękkie części głów, dolnych odcinków kończyn itp.) lub też te, za przerobem których na salcesony przemawiają względy ekonomiczne (podgardla, golonki, języki). O Wszystkie składniki surowcowe składające się choć w części z tkanki mięśniowej, poddaje się peklowaniu. W tym celu stosuje się z reguły kilkudniowe azotowane peklowanie zalewowe. Do peklowania tego używa się przeważnie najstarszych solanek zalewowych. Skórki świńskie soli się również zalewowe, ale bez dodatku azotanów i azotynów. O Trudności związane z odkostnieniem podstawowej masy surowców (głowy, dolne odcinki kończyn), bardzo różny skład histologiczny tzw. części miękkich, a w związku z. tym bardzo różne ich właściwości fizyczne skłaniają do rezygnacji z przerobu w stanie surowym i postulują skierowanie do produkcji dopiero po wstępnym oparzeniu. Zabieg ten ułatwia odkostnienie (termohydroliza okostnej) oraz zmniejsza oporność mechaniczną najbardziej ścięgnistych elementów w stopniu, który umożliwia zastosowanie bez trudu maszyn rozdrabniających (termohydroliza ścięgien, partii nożdżowej części miękkich głów świńskich itp.). Wstępne oparzenie surowców, przeznaczonych do produkcji salcesonów, zmniejsza zatem nakład robocizny i energii mechanicznej oraz chroni maszyny rozdrabniające przed zbyt szybkim zużyciem. Wszystkie oparzone surowce powinny być na tyle miękkie, aby przy użyciu niewielkiej siły można było przerwać ich dotychczasową ciągłość anatomiczną. O Stopień rozdrobnienia surowców jest bardzo zróżnicowany - od rozdrobnionych na kutrze lub młynku koloidalnym (np. skórki świńskie) poprzez kawałki o boku 20—25 mm (zasadnicza większość surowców) do całych narządów (języki z wyjątkiem bydlęcych). Stopień rozdrobnienia poszczególnych surowców jest warunkowany ich rolą w procesie technologicznym. Skórki bowiem spełniają zadanie lepiszcza, języki lub kształtem i wielkością upodobnione do nich kawałki mięsa chudego — elementów dekoracyjnych przekroju, a pozostałe składniki są główną masą farszową. Użycie języków bądź większych kawałków mięsa chudego stanowi ponadto podstawę do dalszego podziału salcesonów na dwie grupy jakościowe (salcesony z wkładkami i bez). O Obserwacje praktyczne wskazują, że kolejność mieszania ze sobą składników surowcowych ma duży wpływ na końcową jakość salcesonów. Istnieją dwa poglądy na technologiczną prawidłowość tego zabiegu. Według jednego — rozdrobnione skórki świńskie należy najpierw wykutrować z krwią i przyprawami i do tak przygotowanej masy lepiszczowej dodać pozostałe składniki surowcowe. Lepszą jednak krajalność i związanie plastra zapewnia wymieszanie rozdrobnionych skórek z mięśniami i tłuszczowymi składnikami surowcowymi oraz przyprawami, a następnie dopiero ewentualnie z krwią. Niezależnie od kolejności mieszania składników postuluje się w każdym przypadku, aby w czasie przygotowania mechanicznego farsz był zawsze ciepły (40—50°C). O Typowymi osłonkami jelitowymi dla salcesonów są osłonki o dużej pojemności, a więc żołądki świńskie, ślepe jelita świńskie oraz pęcherze wszystkich gatunków zwierząt rzeźnych. Rzadziej nadziewa się salcesony w grube jelita naturalne czy też odpowiedniej wielkości sztuczne osłonki jelitowe z. wyjątkiem papierowych. Wkładki językowe i mięsne układa się ręcznie w środku batonu tak, aby nie dotykały ścianki osłonki. Podobnie, jak kiszki również i salcesony nadziewa się zawsze bardzo luźno, tj. tyle tylko, aby wypełnić objętość osłonki. Dla wyrównania zabarwienia powierzchni zewnętrznej salcesony krwiste, nadziewane w żołądki świńskie, barwi się przez zanurzenie ich we krwi. O Dotychczas salcesony gotuje się najczęściej w wodzie (w warniku). Obróbka cieplna salcesonów rozpoczyna się w prawie wrzącej wodzie (t = 95°C) i po 10—20 min. obniża jej temperaturę do ok. 85°C. Temperatura obróbki cieplnej salcesonów jest zwykle o 3—5°C wyższa od analogicznej fazy procesu przetwórczego kiszek. W czasie obróbki cieplnej należy z osłonek usuwać powietrze. O zaawansowaniu zmian zachodzących w farszu można wnioskować na podstawie czasu bądź też innych sprawdzianów. Za dogotowane do pożądanego stanu miękkości uważa się takie salcesony, z których przez przekłutą osłonkę wypływa niezabarwiony, klarowny tłuszcz. Fakt ten świadczy o dostatecznej koagulacji białek krwi i roztopieniu tłuszczu. Ugotowane salcesony wypływają ponadto pod zwierciadło wody warnikowej. O Po zakończeniu obróbki cieplnej salcesony zanurza się do letniej (t = 40°C) wody, a po wyjęciu rozkłada w pojedynczej warstwie na podkładzie z tworzywa o dużej przewodności cieplnej lub dużej pojemności cieplnej oraz nakłuwa, aby wypuścić nadmiar wycieku cieplnego i rozpłynnionego tłuszczu. Ponadto batony się uciska w celu nadania im typowego kształtu i lepszego związania poszczególnych kawałków surowcowych. W pomieszczeniach chłodniczych o temperaturze nie wyższej niż 6°C studzenie trwa ok. 12 godz. W tym czasie pod wpływem własnego ciężaru spłaszcza się powierzchnia styku salcesonów z podłożem. Często jednak, celem osiągnięcia lepszych rezultatów technologicznych salcesony w czasie wychładzania prasuje się. Ciśnienie takiego prasowania zaleca się zwiększać w miarę spadku temperatury wnętrza salcesonów. Tak wychłodzone salcesony posiadają dwie równoległe i wyrównane płaszczyzny osłonki. O W zasadzie brak jest przeciwwskazań wędzenia salcesonów. Technologiczna celowość tego zabiegu jest podobna do wędzenia np. wątrobianek. W każdym przypadku należy przestrzegać, aby salcesony były wędzone w zimnym dymie przez okres zależny od upodobań spożywcy bądź od zamierzonego efektu końcowego. Obok kiszek salcesony należą do najmniej trwałych wyrobów mięsnych. Biologiczna motywacja tej nietrwałości obu porównywanych grup wyrobów jest zresztą bardzo zbliżona. Z tego też względu warunki klimatyczne przechowywania salcesonów, jak i okres ich dopuszczalnego obrotu zaopatrzeniowego spełniać muszą postulaty wymagane do przechowywania i obrotu kiszkami. Bez względu na to czy salcesony zostały wyprodukowane z dodatkiem krwi, czy też bez jaj użycia, z wkładkami mięsnymi lub językowymi bądź też bez nich, o prawidłowym przebiegu ich procesu produkcyjnego świadczą różne subiektywne sprawdziany jakości. O Kształt batonu odpowiada fizjologicznemu kształtowi narządu, z którego została zrobiona osłonka naturalna. W rzadkim przypadku użycia sztucznych osłonek jelitowych batony salcesonów mają kształt walców, przykrytych dwoma czaszami. O Suchą i błyszczącą powierzchnię batonu charakteryzuje barwa o natężeniu oraz równomierności zależnych od rodzaju użytej osłonki oraz zastosowania krwi. Natężenie barwy salcesonów białych jest z reguły mniejsze. W przypadku użycia żołądka świńskiego jako osłonki na krzywiźnie mniejszej jest ono znacznie większe niż w okolicy krzywizny dużej. Bardziej równomiernie i ciemno zabarwione są salcesony krwiste, a szczególnie nadziane w pęcherze. O Zapach jest typowy dla świeżych wyrobów z oparzonych wstępnie surowców, bez jakiegokolwiek wyróżnika, wskazującego na niepożądany kierunek przemian, zachodzących na powierzchni czy we wnętrzu batonu. O Konsystencja we wszystkich częściach batonu jest jednakowo jędrna bądź jędrnie elastyczna. O Cały przekrój jest jednolicie i dostatecznie błyszczący, a jego barwa mozaikowa i typowa dla poszczególnych surowców, pokrojonych w kawałki. Barwa lepiszcza salcesonów, do produkcji których użyto krwi peklowanej, powinna być mniej lub więcej brunatna, w przeciwnym przypadku — ciemno-czerwona. Barwa lepiszcza musi być jednak zawsze jednolita. O Związanie poszczególnych części surowcowych powinno być duże, tj. takie, aby łącznie z odpowiednim związaniem elementów histologicznych poszczególnych kawałków surowcowych zabezpieczało należytą krajalność w plastry. O Wydajność produkcyjna salcesonów jest stosunkowo różna. Dla salcesonów produkowanych bez dodatku krwi (tj. tzw. białych) waha się ona w granicach od 64—81%, a dla krwistych w granicach 78—98% ciężaru surowca zasadniczego przed poddaniem go peklowaniu. Wyjątkiem w tej regule jest salceson wiejski, którego przeciętna wydajność kształtuje się w granicach 63% ciężaru surowca. 4.5.2. Technologiczne odchylenia jakości salcesonów 4.5.2.1. Zestawienie podstawowych odchyleń technologicznych jakości salcesonów 4.5.2.2. Diagnostyka podstawowych odchyleń technologicznych jakości salcesonów 4.5.2.2.1. Wygląd zewnętrzny batonu B. 111. Zatłuszczenie powierzchni. Jak w przypadku kiszek (B. 88, część III opracowania). B. 112. Wilgotna powierzchnia. Jak w przypadku kiełbas parzonych (B. 61, część II opracowania). W uzupełnieniu etiologii, diagnostyki, wpływu na przydatność spożywczą i profilaktykę zawilżenia powierzchni kiełbas parzonych należy zwrócić uwagę na to, że w przypadku salcesonów zasadniczą przyczyną tego odchylenia są najczęściej błędy technologii poprodukcyjnego wychładzania. Błędy te są popełniane zarówno w okresie wstępnego wychładzania w wodzie, jak również w czasie następczego wychładzania w chłodni, gdy salcesony są prasowane. Nieprawidłowość technologiczna wstępnej fazy poprodukcyjnego wychładzania sprowadza się i tym razem do nadmiernego jej przedłużania. W tych warunkach woda dyfunduje w głąb osłonki, a jej powierzchnia staje się nie tyle lub nie tylko wilgotna, ile kleista, rozpulchniona i matowa. W mniejszym natężeniu podobnymi właściwościami fizycznymi odznaczać się może osłonka w przypadku prasowania salcesonów. Rozpulchnienie zewnętrznej warstwy osłonki naturalnej powoduje wtedy woda warnikowa, lub ta, w której salcesony wstępnie chłodzono, zaabsorbowana przez powierzchnię i z niej nie dość szybko usunięta w czasie wychładzania powietrznego. Płyty, między którymi prasuje się batony, utrudniają w sposób oczywisty cyrkulację powietrza i parowanie wody z powierzchni wychładzanych batonów. Na skutek nadmiernego uwodnienia zmienia się w jednym i w drugim przypadku dyspersja białek zewnętrznej warstwy osłonki salcesonów. Grubość jej ściany sprzyja zresztą resorpcji i adhezji wody. Osłonka o tak zmienionym układzie i dyspersji białek jest podatniejsza na wegetację drobnoustrojów, łatwiej się rozkłada i szybciej zmienia zapach na niepożądany. Trudno ją też należycie uwędzić. Zapobiegając wystąpieniu omawianych zmian powierzchni, należy zatem salcesony wychładzać jedynie bardzo krótko w letniej wodzie, tj. przez czas, który wymaga odtłuszczenie powierzchni. Przy prasowaniu wychłodzonych salcesonów trzeba wzmóc obieg powietrza wokół nich chociażby za pomocą wentylatora. Tego rodzaju z'abieg jest celowy szczególnie wtedy, kiedy wychładzanie ma miejsce w nie dość suchym pomieszczeniu. B. 113. N a l o t y drobnoustrojowe. Jak w przypadku kiszek (B. 90, część III opracowania). B. 114. Zwiotczenie konsystencji. Z uwagi na wymaganą jędrnie-elastyczną konsystencję salcesonów wszelkie zmiany w kierunku większego jej uplastycznienia są z reguły bardzo łatwo zauważalne. Diagnozę w tym przypadku ułatwiają odkształcenia, które łatwo wywołać, lecz które wyrównują się wolno. Tego rodzaju zmiany naprężenia wewnętrznego masy salcesonów: O są rzadko kiedy spowodowane niedodzianiem osłonek, a najczęściej są następstwem O niedopasowania efektywności końcowej obróbki cieplnej do osiągniętych zmian, m. in. konsystencji surowców w czasie wstępnego ich oparzenia; O zbyt wolnego wychładzania wstępnie oparzonych surowców; O błędów chłodzenia poprodukcyjnego, które wyrażają się nie usunięciem z osłonki nadmiaru wycieku cieplnego i rozpłynnionego tłuszczu oraz rezygnacją z mechanicznego ucisku batonu; O wędzenia w zbyt ciepłym dymie. Uplastycznienie konsystencji salcesonów obejmować może swoim zasięgiem cały baton lub też jego część. Pomijając sprawę niedodziania osłonek, podkreślić można, że subiektywne wrażenie ogólnego zwiotczenia konsystencji salcesonów jest w zasadzie równoznaczne ze stwierdzeniem proteolizy lub nadmiernej termohydrolizy skleroprotein, które w zestawie białek, wchodzących w skład batonu, stanowią pokaźną część. Tego rodzaju zwiotczenie obejmuje najczęściej równomiernie wszystkie części batonu. Jego krajalność oraz związanie poszczególnych kawałków surowcowych jest w dodatku również słabe albo co najmniej osłabione (patrz rozdz. B. 131). W odróżnieniu od tego, gdy normalny wyciek cieplny i rozpłynniony tłuszcz nie są wypuszczone przez przekłutą osłonkę, wówczas zbiera się ona pod nią i żeluje bądź krzepnie. Konsystencja zżelowanego wycieku cieplnego lub zakrzepłego tłuszczu jest oczywiście zawsze mniej oporna na odkształcenie od pozostałej części batonu. Różnica ta wyraża się w lokalnym zwiotczeniu konsystencji salcesonów. Towarzyszy ona zatem mniejszemu lub większemu rozfrakcjonowaniu składników ich masy (patrz rozdz. B. 132). Lokalnie zwiotczałą konsystencję stwierdza się po wypukłej stronie batonu lub też — w przypadku obustronnego prasowania w czasie wychładzania — w zaokrąglonych bocznych partiach leżącego batonu. Natomiast części sąsiadujące mogą odznaczać się najzupełniej prawidłową i normalną konsystencją. W zależności od natężenia towarzyszących objawów, tj. głównie w zależności od spadku krajalności i związania plastra oraz rozmiarów miejscowych skupień galarety bądź wytopionego tłuszczu ocena przydatności użytkowej salcesonów o zwiotczałej konsystencji może być różna. Należy również liczyć się z możliwością całkowitej dyskwalifikacji towarowej, a nawet spożywczej. W pierwszym przypadku prawdopodobieństwo takiej oceny jest oczywiście bez porównania większe niż w drugim. Z uwagi na powyższą współzależność można również stwierdzić, że te same zabiegi technologiczne, które chronią salcesony przed obniżeniem trwałości ich struktury wewnętrznej, zabezpieczają je zarazem przed ogólnym lub lokalnym zwiotczeniem konsystencji (patrz rozdz. B. 131). B. 115. Niedostatecznie plastyczna (nadmiernie jędrna, zbyt twarda) konsystencja. W określonych okolicznościach technologicznych konsystencja salcesonów, a szczególnie salcesonów białych, nabiera właściwości diametralnie przeciwstawnych zwiotczeniu, tj. staje się jędrna i niedostatecznie plastyczna. Tego rodzaju charakterystyka fizyczna salcesonów wskazuje na: O zbyt duży udział chudych surowców mięsnych w zestawie surowcowym ; O wzrost ilości skórek świńskich, użytych jako surowiec z jednoczesnym niedostatecznym ich ugotowaniem w czasie wstępnej obróbki cieplnej; O zbyt gęste lepiszcze, tj. zbyt słabe jego uwodnienie w czasie mechanicznego przygotowania; O niedostateczną końcową obróbkę cieplną salcesonów. Przytoczone okoliczności wskazują, że zbyt jędrna konsystencja salcesonów jest subiektywnym określeniem przede wszystkim gęstszego niż zwykle żelu glutyny. Jak w każdym innym przypadku, do zagęszczenia tego dochodzi, gdy zbyt mało jest fazy rozpraszającej w stosunku do ilości fazy rozpraszanej. Duża jędrność konsystencji salcesonów wskazuje na całkowitą zdolność glutyny do żelowania, tj. na zachowane właściwości koloidalne, typowe dla początkowych okresów termohydrolizy. Z uwagi na dużą zdolność wiązania wody salcesony takie są w dodatku niedostatecznie soczyste, aczkolwiek dają się bardzo dobrze kroić w plastry (patrz rozdz. B. 133). Stosowany zestaw surowcowy wyjaśnia zarazem dlaczego niedostatecznie elastyczna konsystencja salcesonów białych jest zjawiskiem częstszym niż salcesonów krwistych. Wystarczy zwrócić uwagę, że lepiszcze pierwszych stanowi przeciętnie 23—28% ciężaru farszu, drugich — od 15°/o (salceson ozorkowy) do 70% (salceson wolsztyński), najczęściej za 30—40% ciężaru farszu. Konsystencja salcesonów jest optymalnie plastyczna i elastyczna wówczas, gdy skórki itp. dodatki wynoszą 10—15% ciężaru surowców na salcesony białe oraz 5—40% w przypadku produkcji salcesonów krwistych. Zbyt mało plastyczna konsystencja nie może być w zasadzie przyczyną obniżenia oceny jakości salcesonów. W określonych przypadkach, a szczególnie w lecie, może ona być nawet pożądana, gdyż wiąże się z nią potencjalnie większa oporność salcesonów na rozkład. Natomiast konsystencja taka budzi zastrzeżenie, jeżeli opór mechaniczny poszczególnych składników i spajającego je lepiszcza jest na tyle duży, że stwarza trudności przy rozgryzaniu. Wskazuje to z reguły na niedogotowanie salcesonów. Z tego też wzglądu w takiej sytuacji sprawą dowolnego wyboru jest .decyzja ponownej obróbki cieplnej salcesonów do osiągnięcia stanu pożądanej miękkości przede wszystkim tej części surowców, która jest pokrojona w kawałki. B. 116. Pękanie (r o z r y w) osłonki. Okoliczności, w których pękają osłonki salcesonów, są w dużym stopniu podobne do tych, które powodują rozrywanie się osłonek, okrywających kiszki (patrz rozdz. B. 92). Wyjątek w tej zbieżności stanowi jedynie brak enzymatycznej proteolizy białek osłonki naturalnej, gdyż trzustka nie stanowi nawet przypadkowego surowca, przerabianego na salcesony. Podstawowej przyczyny pękania osłonek salcesonów należy szukać w jej zmianach przechowalniczych, przepełnieniu farszem oraz niedociągnięciach kontroli przebiegu obróbki cieplnej. Listę powyższych czynników uzupełnia nieodpowiednie umieszczenie wkładek językowych lub mięsnych, a mianowicie ich ułożenie bezpośrednio pod osłonką. Kurcząca się w czasie obróbki cieplnej osłonka jest szczególnie silnie napięta w miejscu styku z wspomnianymi wkładkami. Wypadkowy wektor sił działających w tych punktach tym łatwiej przekracza oporność mechaniczną osłonki. Gdy pęknięcie osłonki salcesonu i ilość farszu, która wydostaje się przez to pęknięcie, nie jest wielka, ścięcie wytrysku jego masy do poziomu niezmienionej osłonki umożliwia przekazanie wyrobu do obrotu zaopatrzeniowego. Tego rodzaju zabieg jest w zasadzie możliwy tylko wówczas, gdy osłonka pękła w czasie chłodzenia. Tracą natomiast swoją wartość towarową salcesony, które pękły w czasie obróbki cieplnej. Nawet wówczas, kiedy rozmiary takiego pęknięcia są niewielkie, związanie plastra i krajalność są najczęściej tak osłabione, że salceson nie nadaje się do normalnego użytkowania. Jego wartość odpowiada po prostu wartości surowca na kiszki o dużym stopniu rozdrobnienia. Osłona salcesonów nie pęka wtedy, kiedy: O stosuje się te same zabiegi technologiczne, które chronią osłonkę jelitową kiszek przed utratą ciągłości tkankowej (Patrz rozdz. B. 92, z wyjątkiem wskazań odnośnie trzustki), oraz O wszelkie wkładki dodaje się jedynie do salcesonów, nadzianych w bardziej pojemne osłonki, i układa się je w częściach środkowych utworzonego batonu, unikając w każdym przypadku ich styku z osłonką. 4.5.2.2.2. Przekrój batonu B. 117. M a t owy przekrój (brak połysku). Przekrój prawidłowo wyprodukowanego salcesonu jest połyskujący z uwagi na fizyczną strukturę przekrojonych części surowcowych oraz ze względu na to, że pokrywa się on cieniutką warstewką (tzw. filmem) niskotopliwych frakcji tłuszczu. Warstewka ta wyrównuje w znacznym stopniu wszelkie drobne nierówności przekroju. Promienie świetlne w wiązce odbitej o taką powierzchnię przebiegają na skutek tego tak samo równolegle, jak w wiązce padającej na nią. Jak ogólnie wiadomo wiązka światła o tak uporządkowanym układzie fali wpadając do oka, daje wrażenie połysku powierzchni, o którą została uprzednio odbita. Powierzchnia przekroju salcesonu jest pozbawiona tych tak pożądanych cech, gdy do produkcji użyto: O zbyt długo, a przede wszystkim niewłaściwie przechowywanych skórek świńskich; O bądź krwi bydlęcej oraz, gdy O temperatura nadziewanego farszu była zbyt niska. Niedostatecznie błyszcząca powierzchnia przekroju salcesonów jest motywowana najczęściej uchybieniem technologicznego przygotowania i zestawu takich surowców, jak skórki świńskie oraz krew. W obu przypadkach o stanie tej powierzchni decyduje ostatecznie zachowanie się białek bądź tłuszczu, zawartego w tych surowcach. O Skórki świńskie stają się przyczyną zaniku połysku przekroju salcesonu wtedy, kiedy przed skierowaniem na przechowywanie nie zostały dostatecznie odtłuszczone i oczyszczone z zanieczyszczeń oraz speptomizowanego białka, które gromadzi się głównie w ich warstwie zewnętrznej. Ten sam skutek uzyskuje się również wówczas, gdy na salceson przerabia się skórki, które w czasie przechowywania nadmiernie wyschły. Kolagen takich skórek odznacza się ogólnym zmniejszeniem pęczliwości na skutek blokady jego rodników wodochłonnych przez różnego rodzaju wiązania poprzeczne między łańcuchami peptydowymi. O Różne oddziaływanie krwi w omawianym zakresie, związane z przynależnością gatunkową zwierząt rzeźnych, od których została pobrana, sprowadza się do różnic w zawartości lipidów, a przede wszystkim tłuszczu. Wiadomo bowiem, że osocze krwi bydlęcej jest uboższe m. in. w tłuszcz neutralny, niż krew świńska. Różnice są znaczne, gdyż sięgają 100 mg % (osocze świńskie zawiera 190 mg %, a bydlęce — zaledwie 90 mg % tłuszczu). Zemulgowany tłuszcz z. osocza krwi pokrywa szczególnie łatwo przekrój salcesonu. Efektywność tego pokrycia jest oczywiście tym większa, im większa jest zawartość tłuszczu. Tego rodzaju zjawisko ma miejsce w przypadku użycia krwi świńskiej do produkcji. Salcesony, produkowane z dodatkiem krwi bydlęcej, mają natomiast niepożądany przekrój matowy, gdyż krew ta zawiera zbyt mało tłuszczu. Analiza przytoczonych faktów z zakresu mechaniki połysku przekroju salcesonów pozwala na tle technologii ich procesu produkcyjnego stwierdzić, że o połysku przekroju salcesonów białych decydować będzie stan fizyczny skórek świńskich, a salcesonów krwistych — rodzaj krwi użytej jako surowiec. Toteż, aby salcesony zarówno białe jak i krwiste nie miały matowego przekroju, trzeba przestrzegać pewnych niezbędnych technologicznych wskazań. O Skórki świńskie należy przerabiać na bieżąco, tj. bez jakiegokolwiek przechowywania. Gdy urzeczywistnienie tego postulatu nie jest możliwe, skórki należy utrwalić przez zalanie solanką o stężeniu 12—14° Be. Przeznaczone do przechowywania skórki świńskie należy jednak najpierw bardzo starannie odtłuścić i przemywać w bieżącej wodzie tak długo, aż woda spływająca z nich będzie przeźroczysta. Przed użyciem jako surowiec na salceson solone skórki świńskie należy moczyć w bieżącej wodzie co najmniej przez 1 godzinę. O Gdy użycie krwi świńskiej do produkcji salcesonów krwistych nie jest możliwe, zaleca się obok krwi bydlęcej dodać nieodtłuszczone i nie pasteryzowane (nieprzegotowane) mleko w ilości 2 l. na 100 kg farszu. Tłuszcz, zawarty w takim mleku, o podobnej jak we krwi dyspersji, lecz o wielokrotnie większej zawartości może z powodzeniem zastąpić krew świńską. Tłuszcz mleka odznacza się bowiem dyspersją podobną do dyspersji tłuszczu w osoczu, a ponadto jego stężenie jest wielokrotnie większe. Dodatek świeżego mleka poprawia również połysk przekroju białych salcesonów. O Ponadto należy zwrócić uwagę na potrzebę regulacji temperatury nadziewanego farszu na poziomie wyższym od 40°C, gdyż ułatwia to równomierne wymieszanie tłuszczu z pozostałymi składnikami. Zabieg ten wyrównuje zatem połysk poszczególnych części przekroju salcesonu. Zmatowienie przekroju salcesonu nie jest oczywiście poważnym obniżeniem jakości salcesonów. Błyszczący połysk tego przekroju kojarzy się jednak zwykle z lepszą jakością wyrobu. B. 118. Rozjaśnienie części środkowych przekroju salcesonów krwistych (czerwone jądro). Na subiektywną ocenę barwy salcesonu i jej pożądalności składa się zarówno barwa masy lepiszczowej, jak i pozostałych surowców pokrojonych w kawałki. Niepożądane rozjaśnienie czerwonej barwy części przekroju salcesonów krwistych jest zmianą, której przyczyn należy doszukiwać się w przebiegu procesów barwnych lepiszcza. Czerwona barwa przekroju salcesonów krwistych może być wówczas uznana za pożądaną, gdy jej natężenie oraz jasność jest we wszystkich częściach lepiszcza wyrównana. Długość dominującej fali świetlnej takiej barwy odpowiada prawie zawsze zakresowi czerwieni, lecz czystość kolorymetryczna może już wskazywać znaczne różnice. I tak w przypadku użycia do produkcji salcesonów krwi peklowanej, dominująca długość fali jest większa, niż przy użyciu krwi zabiegowi temu nie poddanej. W obrazie widmowym barwy stwierdza się w ostatnim przypadku większy udział czerwieni oraz skrócenie dominującej długości fali świetlnej. Barwa takiego salcesonu robi po prostu wrażenie ciemniejszej i bardziej brązowej. Oba odcienie barwy przekroju salcesonu krwistego muszą być uznane za prawidłowe, gdyż stanowią biochemiczne i biofizyczne następstwo modyfikacji procesu technologicznego. Łatwo dojść do wniosku, że wyraźniej czerwona barwa przekroju salcesonów, do produkcji których użyto krwi peklowanej, jest związana z dużą zawartością czerwonego nitrozooksyferro- lub nitrozooksyferrihemochromogenu. O drugiej barwie, cechującej salceson z dodatkiem krwi niepeklowanej, decyduje natomiast zwiększone stężenie brązowego met hemochromogenu (przykładem wędliny o dużej zawartości met hemochromogenu jest kaszanka). Wśród barwników takiego salcesonu nie brak jednak również nitrozooksymiochromogenu z uwagi na zestaw surowcowy, w którym przynajmniej część składników jest zawsze uprzednio peklowana. Już w czasie mieszania ze sobą składników farszu, a głównie w początkowym okresie obróbki cieplnej salcesonów, znajdujące się tu wolne azotyny dyfundują i reagują z hemoglobiną krwi. Rozjaśnienie tak ukształtowanej barwy części środkowych salcesonów krwistych polega na lokalnym wzroście jej czystości kolorymetrycznej oraz jasności. Części salcesonu o tak zmienionej charakterystyce fizycznej barwy są w dodatku nierzadko gorzej związane i bardziej błyszczące. Wzrost natężenia połysku i czystości kolorymetrycznej barwy oraz jednoczesny spadek związania wskazuje jasno na technologiczną przyczynę odchyleń w przebiegu procesu przebarwienia salcesonu, a mianowicie na niedogrzanie środkowych części jego batonu. Zmiany te są oczywiście tym łatwiej zauważalne, im bardziej kontrastują z barwą części obwodowych salcesonu. Z tego też względu są one typowym zjawiskiem przede wszystkim dla salcesonów krwistych, do produkcji których użyto krwi niepeklowanej i nie długo przechowywanej w magazynie chłodniczym. Zespół omówionych objawów wskazuje zatem na niedostateczne zaawansowanie zmian substancjonalnych składników surowcowych salcesonów, typowych dla oddziaływania nie dość wysokich temperatur przez nieodpowiednio długi czas. Niebezpieczeństwo dostarczania zbyt małej dawki energii cieplnej jest wówczas realne, gdy: O obróbka salcesonów rozpocznie się w wodzie, której temperatura zbytnio odbiega od temperatury wrzenia; O do warnika załaduje się zbyt dużo salcesonów, szczególnie batonów o różnych rozmiarach i różnym ciężarze jednostkowym; O w czasie obróbki cieplnej nie zmienia się położenie salcesonów, tj. nie miesza się ich od czasu do czasu oraz O temperatura wody warnika jest przez cały czas trwania obróbki cieplnej utrzymana na zbyt niskim poziomie, tj. niższym od ok. 75°C. Czerwone jądro salcesonów krwistych jest typowym błędem produkcyjnym. Wskazuje ono wprawdzie na użycie do produkcji krwi nie przechowywanej długo i niepeklowanej, ale równocześnie na istotne niedociągnięcia technologiczne obróbki cieplnej salcesonów. Z tego też względu dostatecznie staranna kontrola przebiegu tej fazy produkcji jest podstawowym zabiegiem, który gwarantuje równomierność zachodzących przemian barwnych we wszystkich częściach batonu (patrz rozdział 4.5.1.). Przydatność spożywcza salcesonów krwistych z rozjaśnionymi środkami batonów nie jest oczywiście ograniczona. Tym niemniej wartość takich salcesonów jako towaru, przeznaczonego na zaopatrzenie aprowizacyjne, może być znacznie obniżona przede wszystkim w przypadku jednoczesnego słabego związania i słabej krajalności. W związku z tym nawet może być konieczne całkowite wycofanie lub niedopuszczenie takich salcesonów do obrotu i uznanie ich za surowiec wtórny. B. 119. Z b r ą z o w i e n i e części środkowych przekroju salcesonów krwistych (brązowe jądro). Etiologia prawidłowego przebiegu produkcyjnych przemian barwnikowych salcesonów krwistych i ich odchylenia, które doprowadzają do rozjaśnienia barwy i wystąpienia towarzyszących zmian (patrz rozdział B. 118), wyjaśnia zarazem w dużej mierze biochemiczną problematykę tych procesów, które ujawniają się w postaci wzrostu stężenia barwników brązowych w tych samych częściach batonów. Podobnie, jak rozjaśnienie, również i to zaburzenie przemian barwnikowych jest umiejscowione w lepiszczu salcesonów. Środkowe części salcesonów krwistych stają się mianowicie brązowe wówczas, gdy wzrośnie poważnie zawartość metmiochromogenu bądź met hemochromogenu, a więc barwników hemowych. Wiadomo, że odcień brązowy jest już wzrokowo uchwytny wtedy, kiedy zaledwie 60% hemoglobiny utleni się w methemoglobinę. Wiadomo również, że temu utlenieniu sprzyja spadek ciśnienia częściowego tlenu, wzrost stężenia jonów wodorowych, obecność tlenu uwalniającego się w czasie denaturacji oksyhemoglobiny oraz częściowa i odwracalna koagulacja histonu wówczas, gdy brak jeszcze jego denaturacji. Technologiczna interpretacja tych faktów wskazuje ponownie na dużą zbieżność okoliczności, w których środkowe części salcesonów brązowieją, do tych, w których przybierają one barwę jasno-czerwoną. Mianowicie stężenie methemoglobiny wzrasta w tych salcesonach, do produkcji których użyto krwi niepeklowanej, przez pewien czas przechowywanej w chłodni, a obróbka cieplna była niedostatecznie skuteczna. Podstawowa różnica między obu odchyleniami barwnymi polega zatem w zasadzie jedynie na okresie przedprzerobowego przechowywania niepeklowanej krwi w magazynach chłodniczych. W pełnej zgodności z rozważaniami teoretycznymi również i obserwacje praktyczne wskazują, że ze zbrązowieniem salcesonów krwistych należy się liczyć w przypadku błędów obróbki cieplnej, przede wszystkim wówczas, gdy nieutrwalona krew jest przechowywana w chłodni dłużej niż 5—7 dób. Stężenie jonów wodorowych w tak długo przechowywanej krwi jest największe, a utlenienie hemoglobiny, która w dużym stopniu zdążyła już wydyfundować z krwinek do osocza, jest daleko posunięte. Powolne bądź niedostateczne dogrzanie salcesonów, produkowanych z takiej krwi, podnosi tym więcej ilości utlenionej hemoglobiny, szczególnie w częściach środkowych batonów. Przytoczone fakty wskazują zatem na konieczność: O unikania przedprodukcyjnego przechowywania krwi oraz O skrupulatnego przestrzegania prawidłowości technologicznej obróbki cieplnej salcesonów (patrz rozdział 4.5.1.). Przerób krwi na salcesony bezpośrednio po jej zebraniu nie zawsze jest jednak możliwy. O ile zatem brak jest możliwości przerobu świeżo zebranej krwi, należy ją utrwalić peklowaniem bądź też zabiegać o możliwie największe utlenienie jej hemoglobiny. Zamierzony cel osiąga się, rozpuszczając w każdym 100 kg krwi mieszankę, która składa się z. ok. 3 000 g soli kuchennej oraz 25—30 g saletry potasowej. Sól nie jest w tym przypadku zasadniczym czynnikiem utrwalającym, a jedynie stwarza odpowiednie warunki środowiskowe do rozwoju halofilnych bakterii denitryfikujących. Zwiększona zaś dawka saletry ma na celu zabezpieczenie tlenku azotu w ilości, zwiększonej odpowiednio do zawartości hemoglobiny w krwi. O ile z uwagi na upodobania spożywców trzeba zrezygnować z zastosowania tego rodzaju zabiegów, należy wówczas kilkakrotnie w ciągu doby przechowywaną krew przelewać wolno i możliwie długimi strumieniami z naczynia do naczynia. W czasie takiego przelewania bądź mieszania wzrasta oczywiście napowietrzenie krwi. Przydatność spożywcza i wartość towarowa salcesonów objętych omawianym zaburzeniem przebiegu przemian barwnikowych jest podobna do oceny, warunkowanej rozjaśnieniem barwy czerwonej środkowych części ich przekroju (patrz rozdział B. 118). B. 120. Jasno-czerwone obrzeże salcesonów krwistych. Rozjaśnienie podosłonkowych, 2—4 mm szerokich warstw masy lepiszczowej jest odchyleniem jakości, które stwierdza się przede wszystkim na przekroju salcesonów, produkowanych z dodatkiem krwi niepeklowanej. Swoją jasnością i czystością barwy czerwonej obrzeże takie odcina się na ogół dość wyraźnie od bardziej brązowej i ciemniejszej barwy pozostałych części masy tych wyrobów. Jasne obrzeże jest wadą produkcyjną, rozwijającą się w czasie obróbki cieplnej salcesonów i powstającą tym łatwiej w określonych okolicznościach, im cieńsza i bardziej przepuszczalna jest osłonka jelitowa, w którą zostały one nadziane. Szczegóły tych okoliczności technologicznych są o tyle zbliżone do etiologii podobnego błędu jakościowego wątrobianek (część III opracowania, rozdz. B. 96), że bezpośrednią przyczyną odmiennego kształtowania się barwy pobrzeża salcesonów jest dyfuzja azotynów z wody warnikowej do ich wnętrza. Do wody tej azotyny dyfundują z peklowanego mięsa bądź wyrobów z niego, które były uprzednio poddane obróbce cieplnej w tej samej wodzie. Nitrozooksyhemochromogen pobrzeżnych warstw salcesonu powstaje oczywiście na początku obróbki cieplnej. Rozjaśnienie obrzeża przekroju salcesonów krwistych nie wpływa praktycznie w żadnym przypadku na ich ocenę jakościową. Niemniej jednak trzeba zwracać na to uwagę, aby w wodzie, w której salcesony mają być parzone, nie gotowano przed tym peklowanego mięsa itp. B. 121. Plamisto-czerwone zabarwienie salcesonów. Plamisto-czerwone zabarwienie przekroju zarówno białych, jak i krwistych salcesonów jest subiektywnym stwierdzeniem różnic w stężeniu ich czerwonych barwników. Odchylenia te nie dotyczą zatem jakości, a tylko ilości tych barwników i to w dodatku skupionych tylko w mięsnych surowcach, użytych do produkcji. Różnice stężenia nitrozooksymioglobiny, stwierdzone między poszczególnymi kawałkami surowców mięsnych, nie są z reguły związane z technologią peklowania, a tylko z fizjologicznymi różnicami stężenia mioglobiny. W takim ujęciu plamisto-czerwone zabarwienie przekroju salcesonów jest spowodowane: O różnicą zawartości i średnicą włókienek mięśniowych, poprzerastanych — w zależności od elementu wyrębowego lub nawet jego części — różną ilością tkanki łącznej i tłuszczowej, tj. składników histologicznych, które nie zawierają mioglobiny, oraz O przerobem języków, głównie pokrojonych języków bydlęcych, które są w różnym stopniu przetłuszczone i mają w związku z tym ciemniejszą barwę w częściach wierzchołkowych, a jaśniejszą w częściach nasadowych. Wskazanie technologicznych przyczyn plamisto-czerwonego zabarwienia przekroju salcesonów podkreśla ich naturalne powiązanie z rodzajem surowca mięsnego, użytego do produkcji. Anatomiczna budowa tego surowca i duża jego niejednolitość histochemiczna, dość różna, np. od stosunków typowych dla dużych mięśni szkieletowych, stanowi podstawową przesłankę, która nie motywuje uznania niejednorodności zabarwienia przekroju w jego częściach mięsnych za niepożądane odchylenie jakości. Różnorodność ta nie może zatem obniżać wartości towarowej i oceny przydatności spożywczej salcesonów. Dyskusja wokół różnorodności natężenia czerwonej barwy na przekroju salcesonów sprowadzić się może w tej sytuacji jedynie do wskazania ich surowcowego pochodzenia, a więc do rozróżnienia wkładek mięsnych od wkładek językowych. Rozróżnienie to opiera się głównie na stwierdzaniu kształtu przekroju, budowy pobrzeża oraz włóknistości poszczególnych kawałków. Kształt przekrojonej wkładki widoczny po rozcięciu salcesonu jest uzależniony od tego, jaka część języka została przecięta. Ponieważ języki układa się w masie salcesonu równolegle do jego długiej osi, przy krojeniu salcesonu w plastry przecina się je w poprzek. Poprzeczny przekrój małych języków przypomina wówczas trójkąt równoramienny, trapez lub czworobok. Pobrzeżne podstawy przekrojów trójkątnych i co najmniej część pozostałych boków jest otoczona białą linią. Biała linia podkreśla również przynajmniej jeden bok przekroju wkładek innego kształtu. Linia ta stanowi przekrój błony podstawowej śluzówki języka. Rzadko zdarza się, aby na pobrzeżu przekroju większych kawałków języków nie było widać jej śladów. Jest rzeczą oczywistą, że na granicy wkładek mięsnych nie stwierdza się nigdy tego rodzaju otoczki. Powyższy zespół wskazań diagnostycznych uzupełniają wyniki analizy uwłóknienia przekroju poszczególnych kawałków. Średnica pęczków włókienek mięsnych na przekroju języków jest z reguły mniejsza niż pęczków umięśnienia szkieletowego. Ich przebieg jest nierzadko różnokierunkowy, podczas gdy na przekroju mięśni bardziej równoległy i jednoznacznie ukierunkowany. B. 122. Bladoczerwona barwa przekroju salcesonów białych. Tonacja barwy świeżego przekroju salcesonów krwistych wykazuje z reguły o wiele większe natężenie, niż salcesonów białych. Różnice te są spowodowane różnym natężeniem barwników, które z przyczyn technologicznych (użycie krwi) jest w przypadku salcesonów krwistych bez. porównania większe. Z uwagi na praktyczną bezbarwność lepiszcza i oczywiście surowca tłuszczowego, barwa składników mięsnych salcesonów białych musi być tym bardziej intensywna, a jej czystość kolorymetryczna duża, gdyż w przeciwnym przypadku barwa całego przekroju traci na swej pożądalności. Wiele szczegółów fizycznej charakterystyki takiej barwy świeżego przekroju znamionować może stan, który osiąga prawidłowo zabarwiony przekrój dopiero po upływie pewnego czasu od nacięcia. Przyczyn podanej charakterystyki odchyleń podstawowych zasad technologicznego kształtowania barwy salcesonów białych, wyrównujących w efekcie różnice w natężeniu barwy obu wymienionych grup ich składników, można doszukiwać się w: O błędach peklowania, tj. niedostatecznym przepeklowaniu surowców mięsnych oraz w O ich histologicznym składzie. Obserwacje praktycznie wskazują, że częstotliwość nieprawidłowości wynikających z drugiej grupy jest o wiele większa, niż pierwszej. Salcesony białe są mianowicie wówczas blado zabarwione, gdy stężenie barwników hemowych w surowcach mięsnych jest zbyt małe, a więc gdy są one znacznie śródmięśniowo przetłuszczone bądź też zawierają większą ilość tkanki łącznej. Etiologia powstania bladego zabarwienia jest zbliżona do okoliczności, w których salcesony uzyskują plamiste zabarwienie czerwone (patrz rozdział B. 121). Różnica polega jedynie na większym wyrównaniu budowy histologicznej poszczególnych kawałków i wyrównaniu w związku z tym tonacji ich barwy. Nadmierny spadek pożądanego natężenia czerwonej barwy na przekroju składników mięsnych nie obniża w zasadzie przydatności spożywczej salcesonów białych, ale zawsze wpływać może na ich pokupność. Biorąc pod uwagę rolę subiektywnych wrażeń barwnych w kształtowaniu stanu psychicznego spożywców oraz fakt, że salcesony nie należą nigdy do wyrobów o dużym popycie, wszystko to, co podnosi pożądalność ich barwy, będzie miało tym większe znaczenie w ekonomice ich produkcji. Z tego też względu dodatek mięsa z peklowanych głów świńskich, peklowanych golonek, serc wszystkich gatunków zwierząt itp. surowców spełnia w przypadku salcesonów białych większą rolę technologiczną, niż przy produkcji salcesonów krwistych. O ważności poruszonej sprawy świadczą zalecenia zużycia nawet mięsa bydlęcego z młodszych sztuk (np. mięsa z głów, drobniejszych kawałków itp.) jako składnika, ożywiającego w sposób zasadniczy barwę salcesonów białych i przeciwdziałającego nadmiernemu jej wyrównaniu. Śródmięśniowo bardziej przetłuszczone czy też poprzerastane tkanką łączną surowce nietłuszczowe zaleca się natomiast przeznaczać na produkcję salcesonów krwistych. B. 123. Szarawy odcień przekroju salcesonów krwistych. Obecność szarawego odcienia salcesonów najłatwiej można stwierdzić w świetle odbitym pod małym kątem o wspomnianą powierzchnię, a więc przy patrzeniu na przekrój z ukosa. Barwa salcesonu przypomina wówczas kolor ugotowanego mięsa niepeklowanego. Stwierdzenie to wyjaśnia, że szarawy odcień barwy salcesonu jest również fizycznym następstwem denaturacji białka. Wiadomo bowiem, że zdenaturowana cząsteczka białka jest mniej przepuszczalna dla światła i odbijając od swej powierzchni, rozprasza jego wiązkę. Opisane zjawiska fizyczne charakteryzują powierzchnię przekroju salcesonu krwistego wówczas, gdy: O do produkcji używa się krwi niepeklowanej, głównie bydlęcej, dłużej przechowywanej; O zmniejszy się dodatek tłuszczu, a zwłaszcza niskotopliwego oraz. O w czasie obróbki cieplnej dogrzeje się baton do znacznie wyższych temperatur niż technologicznie potrzebne. Jednoczesność zadziałania wszystkich wymienionych okoliczności technologicznych jest rzadka. W związku z tym nie często stwierdza się również wyraźniejszy szary odcień barwy salcesonu krwistego. Wyjaśniając biochemizm powstawania tego odchylenia jakości przypomnieć trzeba, że w miarę upływu czasu przechowywania krwi rośnie jej hemoliza. W zhemolizowanej krwi nawet 80—85% całkowitej ilości hemoglobiny może dyfundować do osocza. Ulegając denaturacji cieplnej, odbarwiony w ten sposób zrąb krwinek stanowi fizyczną przyczynę szarzenia barwy salcesonu. W miarę zaś wzrostu temperatury dogrzania rośnie w dodatku ilość białek, ulegających denaturacji. Warstewka roztopionego tłuszczu, która na skutek małego napięcia powierzchniowego łatwo pokrywa powierzchnię przekroju, zmienia w pewnym stopniu przepuszczalność i odbicie światła i w związku z tym utrudnia subiektywne stwierdzenie omawianego odchylenia. Z uwagi na wyrażone słabo z reguły natężenie szary odcień barwy salcesonów krwistych nie jest najczęściej w ogóle spostrzegany. Z tego też powodu nie można go zaliczyć do tych sprawdzianów, które w jakikolwiek sposób poważniej wpływają na ocenę jakości. Jedynie w określonych okolicznościach, tj. w przypadku patrzenia pod małym kątem barwa przekroju salcesonu może wydawać się mniej pożądana. Zapobiegać temu, stosunkowo niewielkiemu obniżeniu jakości salcesonów krwistych można przez: O użycie do produkcji tylko świeżej krwi; O stosowanie krwi bydlęcej tylko po zmieszaniu z krwią świńską; O użycie do produkcji dostatecznej ilości podskórnego surowca tłuszczowego z tuszy świńskiej, tłuszczu warnikowego lub tłustego rosołu oraz


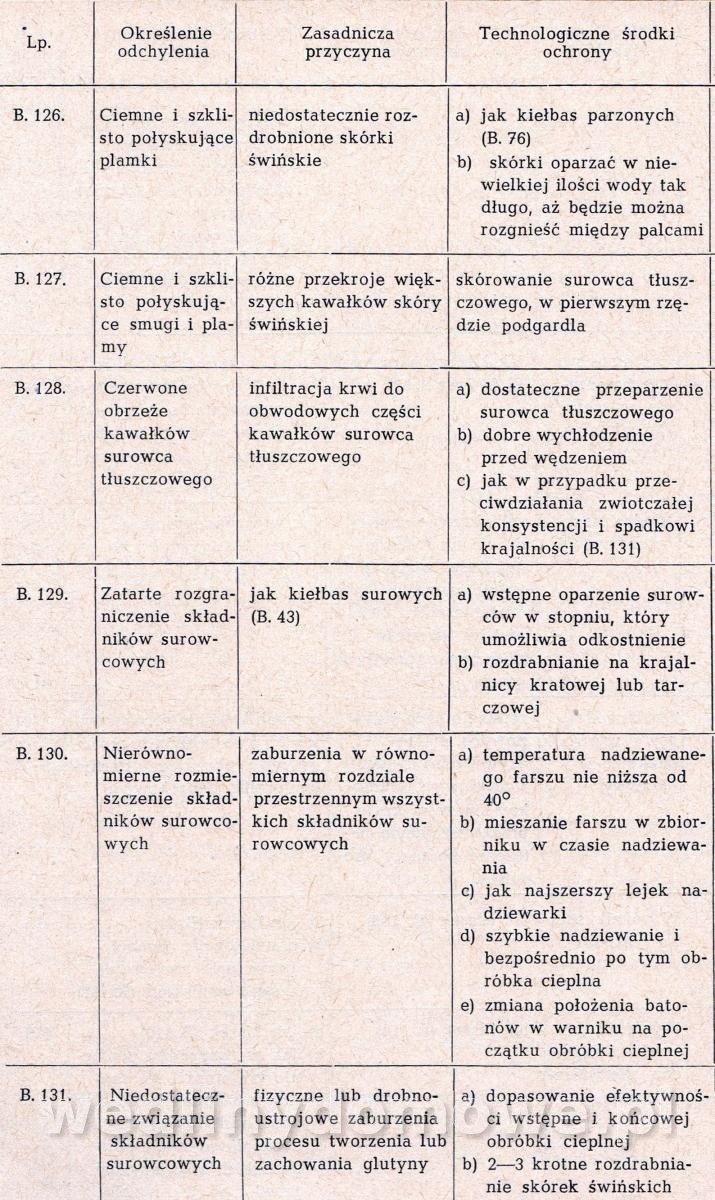


-
Technologiczne odchylenia jakości wybranych wędlin
Maxell opublikował(a) temat w Podstawy technologii
Najprawdopodobniej już jutro zacznę opracowywać i wklejać na forum następną serię bardzo ciekawych artykułów z zakresu podstaw technologii. Cykl będzie obejmował cztery duże opracowania zawierające: 1. Część I. Wędliny surowe, a) podstawy technologii wędlin surowych, b) technologiczne odchylenia jakości wędlin surowych - zestawienie podstawowych odchyleń technologicznych jakości wędlin surowych (tabele). - diagnostyka podstawowych odchyleń technologicznych jakości wędlin surowych (szczegółowy opis). 2. Część II. Wędliny parzone napęcznione. a) podstawy technologii wędlin parzonych napęcznionych, b) technologiczne odchylenia jakości wędlin surowych - zestawienie podstawowych odchyleń technologicznych jakości napęcznionych wędlin parzonych (tabele). - diagnostyka podstawowych odchyleń technologicznych jakości napęcznionych wędlin parzonych (szczegółowy opis). 3. Część III. Wędliny podrobowe - kiszki. a) podstawy technologii kiszek, b) technologiczne odchylenia jakości wątrobianek, - zestawienie podstawowych odchyleń technologicznych jakości wątrobianek (tabele), - diagnostyka podstawowych odchyleń technologicznych jakości wątrobianek (szczegółowy opis). 4. Część IV. Wędliny podrobowe - salcesony. a) podstawy technologii wędlin salcesonów, b) technologiczne odchylenia jakości salcesonów, - zestawienie podstawowych odchyleń technologicznych jakości salcesonów (tabele). - diagnostyka podstawowych odchyleń technologicznych jakości salcesonów (szczegółowy opis). Materiał zawarty w powyższych opracowaniach, powinien byc lekturą obowiązkową dla wszystkich zadymiaczy. Tutaj właśnie znajda Państwo odpowiedzi na większość pytań związanych z technologią produkcji wymienionych asortymentów wędlin. -
Kurs podstawowy nr 6/14 w Łazach, w dniach: 26-28.09.2014 r.
Maxell odpowiedział(a) na Maxell temat w KURSY - archiwalne
Serdecznie zapraszam Państwa do zapisów na Kurs Podstawowy Nr 6/14 w naszej filii SDM w Łazach, który zaplanowany jest w terminie od 26 do 28 września 2014 r. Lista chętnych do uczestnictwa w Kursie Podstawowym: 1. Beata Laskowska 2. Paweł Jakubowski (490,00 zł) 3. Monika Tarańska (245,00 zł) 4. Monika Tarańska (245,00 zł) 5. Wojciech Woźniak (490,00 zł) 6. Magda Woźniak (490,00 zł) 7. Gabriela Skwierczyńska (245,00 zł) 8. Jacek Marczuk 9. Hanna Rak 10. Mikołaj Czernichowski (490,00) 11. Romuald Synak (245,00 zł) 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. Oczywiście wykładowcami są Koledzy Bagno i Dziadek. Cena kursu: 490,00 zł od osoby. W cenę wliczone noclegi, pełne wyżywienie oraz materiały i surowce do produkcji. Pokoje nowoczesne, bardzo przestronne każdy z węzłem sanitarnym. Sala dydaktyczna przygotowana profesjonalnie i wyposażona w pełni na potrzeby kursu. Duża wędzarnia stacjonarna z wózkiem wędzarniczym koło pomieszczenia technologicznego, wewnątrz budynku. W pomieszczeniu wędzarni chłodnia. Między salą biesiadną, a salą dydaktyczną kuchnia, gdzie można robić kawę i herbatę. Obiekt zapewnia pełne wyżywienie słuchaczom kursów: - piątek - obiadokolacja, - sobota - śniadanie, obiad, kolacja, - niedziela - śniadanie (produkty wykonane przez kursantów) Więcej informacji na stronie SDM - www.szkoladomowegomasarstwa.pl. , zakładka: Oferta szkoleń. Tam także należy dokonać zapisu. ZAPRASZAMY -
Tradycja III. Obróbka jelit. 1952 r.
Maxell odpowiedział(a) na Maxell temat w Polska tradycja masarska
Dziadku, gotowe. -
Dzięki spróbuję Twojej, gdyż ja zawsze robiłem dużo ostrzejszą.
-
Kurs podstawowy nr 6/14 w Łazach, w dniach: 26-28.09.2014 r.
Maxell odpowiedział(a) na Maxell temat w KURSY - archiwalne
Serdecznie zapraszam Państwa do zapisów na Kurs Podstawowy Nr 6/14 w naszej filii SDM w Łazach, który zaplanowany jest w terminie od 26 do 28 września 2014 r. Lista chętnych do uczestnictwa w Kursie Podstawowym: 1. Beata Laskowska 2. Paweł Jakubowski (490,00 zł) 3. Monika Tarańska (245,00 zł) 4. Monika Tarańska (245,00 zł) 5. Wojciech Woźniak (490,00 zł) 6. Magda Woźniak (490,00 zł) 7. Gabriela Skwierczyńska (245,00 zł) 8. Jacek Marczuk 9. Hanna Rak 10. Mikołaj Czernichowski (490,00) 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. Oczywiście wykładowcami są Koledzy Bagno i Dziadek. Cena kursu: 490,00 zł od osoby. W cenę wliczone noclegi, pełne wyżywienie oraz materiały i surowce do produkcji. Pokoje nowoczesne, bardzo przestronne każdy z węzłem sanitarnym. Sala dydaktyczna przygotowana profesjonalnie i wyposażona w pełni na potrzeby kursu. Duża wędzarnia stacjonarna z wózkiem wędzarniczym koło pomieszczenia technologicznego, wewnątrz budynku. W pomieszczeniu wędzarni chłodnia. Między salą biesiadną, a salą dydaktyczną kuchnia, gdzie można robić kawę i herbatę. Obiekt zapewnia pełne wyżywienie słuchaczom kursów: - piątek - obiadokolacja, - sobota - śniadanie, obiad, kolacja, - niedziela - śniadanie (produkty wykonane przez kursantów) Więcej informacji na stronie SDM - www.szkoladomowegomasarstwa.pl. , zakładka: Oferta szkoleń. Tam także należy dokonać zapisu. ZAPRASZAMY -
Interesuje mnie właśnie ta zalewa octowa.
-
Grzesiu, jak robisz opieńki?
-
Odchodzące jelito na kiełbasach zamrożonych.
Maxell odpowiedział(a) na dziera temat w Jelita, osłonki, przyprawy i dodatki
Mnie chodziło o jakość kiełbasy na drugi dzień, po dokładnym wystudzeniu (jeszcze przed zamrożeniem). -
Odchodzące jelito na kiełbasach zamrożonych.
Maxell odpowiedział(a) na dziera temat w Jelita, osłonki, przyprawy i dodatki
A jak to wygląda po sparzeniu, czy wyjęciu z wędzarni (w przypadku podpiekania) i schłodzeniu? -
Qrcze, a dopiero zjadłem obiad....
-
Jak uniknąć twardego jelita na kiełbasie parzonej?
Maxell odpowiedział(a) na Maxell temat w Obróbka cieplna
10 godzin. Do tego dochodzi różnica temperatur, które w wypadku osadzania w lodówce skutkuje zaroszeniem batonów po włożeniu ich do ogrzanej komory. Jak już kiedyś pisałem, mięso drobne na kiełbasy po wymieszaniu z peklosolą osiąga swój docelowy kolor już po ok. 3-4 godz. w temp. pokojowej. Jednak tylko kolor. -
Jak uniknąć twardego jelita na kiełbasie parzonej?
Maxell odpowiedział(a) na Maxell temat w Obróbka cieplna
Michale, tam jest napisane "jeśli....". My wszyscy poniekąd dopeklowujemy kiełbachy podczas wstępnej fazy osuszania (osadzania) w wędzarni. W przemyśle, z uwagi na czas, robi się to w komorach. -
Coś ostatnio często liczysz na dobre serce Moderatorów.
-
W związku z licznymi pytaniami forumowiczów dotyczącymi powstawania twardej osłonki na produkowanych wędlinach parzonych, postaram się wyjaśnić przyczyny powstawania tej wady oraz sposoby jej przeciwdziałania. Oddaję głos Panu prof. Wincentemu Pezackiemu: Zasadniczą fazą produkcji wędlin parzonych, która kształtuje właściwości mechaniczne każdej osłonki wędliniarskiej, jest wędzenie. O właściwościach mechanicznych jelita naturalnego po uwędzeniu wędlin decydują w pierwszym rzędzie trzy procesy jednostkowe, a mianowicie: - termohydroliza ich skleroprotein; - odwodnienie; - chemiczne oddziaływanie składników dymu, głównie aldehydu kwasu mrówkowego i octowego, których działanie blokujące rodniki cząsteczek białka przypomina działanie garbników. Następstwa fizyczne tych procesów są po części przeciwstawne. Na skutek bowiem termohydrolizy skleroprotein rośnie elastyczność, lecz spada zarazem oporność mechaniczna osłonki naturalnej. Dwa pozostałe analizowane procesy jednostkowe wywołują skutek wręcz odwrotny: podnoszą oporność mechaniczną i zaniżają rozciągliwość jelita ochraniającego farsz wędliniarski. Ponieważ wymagana jest zarówno odpowiednia rozciągliwość jak i oporność na rozrywanie, natężenie następstw wszystkich trzech procesów jednostkowych, zachodzących w osłonce prawie że jednocześnie, musi być odpowiednio wyważone. Zjawiskiem niepożądanym dla jakości omawianego typu wędlin parzonych będzie zarówno zbyt mały jak i zbyt rozległy zakres ich następstw. Błędy wędzenia pogłębiają jeszcze pod tym względem oddziaływanie dodatkowych czynników, związanych z innymi, wcześniejszymi fazami produkcji (napęczniałych) wędlin parzonych. W określonych okolicznościach nadmiernemu odwodnieniu ulegać może np. nie tylko sama osłonka, lecz również część farszu, przylegająca do niej. Nadmiernie odwodnione brzeżne partie farszu zespalają się wówczas z osłonką, pogrubiając jej ścianę i zmieniając niepożądanie jej właściwości mechaniczne. Przy zdejmowaniu razem z taką osłonką zrywa się bowiem przyschnięta do niej warstewka masy wędliniarskiej. Naturalna osłonka wędlin parzonych staje się zbyt oporna na rozerwanie, gdy: - przed napełnieniem jelita nie zostały należycie (nawet) przez kilka godzin wymoczone w wodzie; - farsz wędliniarski zawiera zbyt mało tłuszczu; - w zestawie surowcowym farszu przeważa lub zasadniczy składnik stanowi mięso wołowe; - przy użyciu azotanów przedłuża się czas wędzenia gorącego, praktycznie pierwszej jego fazy, tj. osadzania, w celu dopeklowania mięsa; - wędzenie rozpoczyna się w niedostatecznie wstępnie ogrzanej wędzarni; - temperatura i wilgotność względna dymu jest podczas wędzenia zbyt niska i na skutek tego trzeba przedłużyć czas wędzenia; - temperatura wędzenia jest zbyt wysoka, a wilgotność względna zbyt niska, na skutek czego zwiększona jest wysuszka osłonki wędliniarskiej i podosłonkowych warstw farszu; - wędzarnia jest przeładowana ponad normę, w wyniku czego trzeba przedłużyć poszczególne okresy i fazy wędzenia. Nieodpowiednia elastyczność i podatność na rozrywanie osłonki naturalnej jest wadą, której na gotowej wędlinie nie da się praktycznie usunąć. Z tego też względu tym większą rolę i znaczenie ma zapobieganie jej wystąpieniu. Z analizy przyczyn wynika, że wymaganiom tego rodzaju uczyni się zadość, gdy: - jelita będą moczone w wodzie nawet przez całą noc (w celu uelastycznienia jelit, używanych przede wszystkim na osłonki dla parówek zalecano dawniej niewielki dodatek sody do wody, w której osłonki się moczy. Z uwagi na zmianę odczynu sprzyjającą rozwojowi mikroflory, jest to jednak zabieg niedozwolony, choć w warunkach masarstwa domowego, szczególnie produkcji niewielkich ilości kiełbas parzonych, można spróbować to wykorzystać w sytuacji krytycznej); - zwiększony zostanie dodatek surowca tłuszczowego w miarę przede wszystkim wzrostu dodatku mięsa wołowego; - komorę wędzarniczą ogrzeje się przed rozpoczęciem wędzenia do temperatury 70—80°C; - wędzenie właściwe rozpocznie się po odpowiednim wysuszeniu powierzchni batonów w okresie tzw. osadzania; - w zależności od okresu wędzenia wilgotność względną dymu ureguluje się w granicach 70—90%, a jego temperaturę od 45—90° i wędzi — zależnie od gatunku wędliny — łącznie przez wszystkie trzy okresy przez 50 do 150 minut; - batony rozwiesza się w wędzarni tak, aby na każdy 1 m3 jej objętości użytkowej przypadało 55—60 kg wędlin w kiełbaśnicach i jelitach wiankowych bądź też 1/3 do 1/2 tej ilości, gdy wędliny będą nadziane w jelita baranie tzw. owczanki; - dba o równomierne wędzenie całej partii batonów, co jest szczególnie ważne w przypadku prymitywnie wyposażonych komór wędzarniczych i nastręcza mniej kłopotu w przypadku wędzarń bardziej nowoczesnych. Dla potrzeb portalu http://wedlinydomowe.pl opracował Maxell
-
To jest tzw. marmurkowatość mięsa, czyli tłuszcz międzytkankowy. Obie nadają się do wędzenia, choć ładniejszy efekt uzyskasz wędząc tę z prawej.
-
Tradycja III. Obróbka jelit. 1952 r.
Maxell odpowiedział(a) na Maxell temat w Polska tradycja masarska
Jelita ustawia się w magazynie rodzajami i gatunkami z takim jednak rozplanowaniem, żeby towar najstarszy wydawany był wcześniej, a po nim dopiero towar dostarczony do magazynu w późniejszym terminie. Beczki z jelitami ustawia się tylko w jednej kondygnacji (nie wolno ustawiać beczek jedna na drugiej). Przy przyjmowaniu jelit należy zwracać dużą uwagę na stan opakowania. Jelita najlepiej konserwują się w stanie wilgotnym (we własnym soku). Dlatego magazynowany towar jeliciarski trzeba mieć pod stałą kontrolą w celu niedopuszczenia, aby wskutek uszkodzeń opakowań (pęknięcia obręczy) nie wyciekł sok z beczek. W razie zauważenia takich uszkodzeń należy natychmiast jelita przełożyć do innej szczelnej beczki. Wymagania co do beczek oraz sposób beczkowania jelit w magazynie są takie same jak przy pakowaniu jelit w szlamiarni. Jelita, które wskutek wycieknięcia soku uległy wyschnięciu w nieszczelnej beczce, należy powtórnie przerobić w szlamiarni i zasolić, następnie dopiero ułożyć w szczelne beczki. b. Wady jelit solonych powstające podczas magazynowania W czasie magazynowania jelita mogą czasem ulegać zakażeniom, w wyniku czego występują na nich czerwone, żółte lub szare plamy. 1. Czerwienistość Czerwone lub różowe naloty na jelitach solonych spowodowane są przez bakterie rozmnażające się w środowiskach słonych (Micrococcus roseus, Micrococcus carneus). Zakażenie jelit tymi bakteriami może nastąpić z powietrza w czasie solenia, z soli lub ze ścian pomieszczenia. Bakterie te rozmnażają się w temperaturze powyżej +10°C. W magazynach o temperaturze do +50C nie ma niebezpieczeństwa czerwienistości. Pierwsze objawy zakażenia występują na jelitach nie wcześniej niż po 15 dniach od chwili złożenia jelita do beczki. W przypadku słabego rozwoju bakterii czerwone plamy tworzą na jelitach tylko powierzchowne naloty, dające się łatwo zmyć ciepłą wodą. Przy silniejszym zakażeniu bakterie przenikają w głąb ścianek jelit, powodując rozpad substancji białkowych, w wyniku czego jelita stają się oślizgłe i słabe. Jelita zakażone czerwienistością należy rozmoczyć, a następnie dobrze wyszczotkować miękką szczotką w ciepłej wodzie o temperaturze +35°C, powtórnie przesolić czystą solą, a po ocieknięciu złożyć do czystych beczek. Można do wody dodać nadmanganianu potasu w ilości 0,01 % (żeby woda przybrała bladoróżowe zabarwienie) albo też przemyć jelita w 2-procentowym roztworze technicznego kwasu mlekowego. Po kąpieli w roztworze jelita trzeba wypłukać w ciepłej wodzie. W przypadku dużych zniszczeń — kiszki należy powtórnie przesortować, eliminując odcinki nie nadające się do produkcji. Magazyn, w którym na jelitach stwierdzono zakażenie czerwienistością, należy wydezynfekować parami 40-procentowej formaliny. Pary te otrzymujemy działając formaliną na nadmanganian potasu w następującym stosunku wagowym: formaliny 53% i nadmanganianu potasu 47%. Na 1 m3 pomieszczenia przewiduje się 17 g cieczy. W czasie dezynfekowania magazyn musi być dokładnie uszczelniony. Dezynfekowanie powinno trwać przez dwa dni, a w ciągu następnych dwóch dni powinno odbywać się wietrzenie magazynu. Dezynfekcję magazynu można również przeprowadzić przez wybielenie wapnem z 1% dodatkiem fluorokrzemianu sodu. Beczki po jelitach można dezynfekować gorącą parą w ciągu 15—20 minut, a tam gdzie brak do tego odpowiednich urządzeń, należy dobrze je wymyć 5-procentowym roztworem technicznego kwasu mlekowego. Bakterie wywołujące czerwienistość nie są szkodliwe dla ludzi i zwierząt. 2. Rdza lub rdzawka Z przyczyn dotychczas ściśle nie ustalonych na jelitach występować mogą białe, szare a najczęściej żółte lub jasnobrązowe łuski i chropowate plamy, pod którymi ścianki jelit ulegają procesom rozkładowym. Przy większym nasileniu procesu jelito w zaatakowanych miejscach ulega rozpadowi, wskutek czego powstają w nim dziury różnej wielkości i kształtów. Objawy te najczęściej spotyka się na jelitach o cienkich i słabych ściankach. Rdza nie jest szkodliwa dla ludzi; należy więc usunąć zaatakowane odcinki jelit, a resztę przeznaczyć do konsumpcji. Środki zaradcze przeciwko rdzy są takie same jak przeciwko czerwienistości. 3. Szare plamy Wierzchnie warstwy jelit w beczkach lub basenach dostają często szarych plam lub szarego zabarwienia. Objawy te występują z powodu procesów zachodzących w tkankach jelit wskutek stykania się ich z powietrzem przy niedostatecznej ilości (wyparowania, wycieknięcia) solanki. Takie same zmiany mogą występować na jelitach przechowywanych w źle wyparzonych beczkach dębowych, wskutek działania ciał garbnikowych zawartych w drewnie dębowym. Ta zmiana barwy nie obniża mocy ścianek jelit, lecz tylko wpływa na zmniejszenie ich wartości rynkowych z powodu złego wyglądu. c. Magazynowanie jelit suszonych Pomieszczenie na przechowywanie suszonego towaru jeliciarskiego (pęcherzy, przełyków i ślazów) powinno być suche i dobrze wentylowane, a szyby okien — pomalowane na niebiesko (kolor ten odstrasza owady). Towar przechowuje się pęczkami luzem na półkach lub w torbach papierowych i skrzyniach drewnianych. Przy przyjmowaniu towaru do magazynu należy zwrócić uwagę na dokładność wysuszenia. Źle wysuszony towar ulega pleśnieniu i gniciu. Pleśń usuwa się z wysuszonych pęcherzy i przełyków przez wycieranie gałgankiem namoczonym w occie, a towar potem przewietrza się dokładnie. Spleśniałe ślazy przeciera się szmatką (bez moczenia w occie) i następnie przesusza rozkładając na słońcu lub w suszarni przy temperaturach nie wyższych niż +35°C. Suchy towar jeliciarski często atakowany jest w czasie magazynowania przez owady, robaki i gryzonie. Szkodniki te najczęściej niszczą ślazy i pęcherze źle oczyszczone z tłuszczu. Najbardziej niebezpieczne dla suchego towaru jeliciarskiego są chrząszcze (skórniki) i ich larwy. Wygryzają one w jelitach otwory różnej wielkości, czasem zjadają tylko wierzchnie warstwy ścianek, niekiedy zaś przegryzają jelito na wylot. Utrzymywanie w czystości składów (pomieszczeń) i częste przewietrzanie zapobiega (rozmnażaniu się tych szkodników. Jeżeli chrząszcze rozmnożyły się, cały towar należy wynieść z magazynu, przetrzepać, oczyścić z larw, przesuszyć, a magazyn poddać dokładnej dezynfekcji, najlepiej - dwutlenkiem siarki. Towar w czasie magazynowania powinien znajdować się pod stałą kontrolą. W przypadku zauważenia owadów lub ich larw w szparach podłogi, gdzie najczęściej lubią one składać swoje jajeczka, dziury posadzki należy zalewać wapnem. Pęcherze przechowywane w torbach papierowych lub skrzyniach dobrze jest przesypywać sztucznym pieprzem. Myszy i szczury szczególnie atakują ślazy. Walka z gryzoniami musi być prowadzona systematycznie przez rozstawianie pułapek, trzymanie kota w magazynie, zalewanie cementem dziur w podłodze i ścianach. Rozkładanie trutek (zatrutych przynęt) w magazynie pęcherzy, przełyków i ślazów jest niedopuszczalne. d. Przybliżony ciężar i objętość jelit zakonserwowanych Do obliczenia wymiarów powierzchni magazynu potrzebnego do przechowywania obrobionego surowca jeliciarskiego oraz w celu ustalenia ilości niezbędnych do tego opakowań (beczek, skrzyń i toreb papierowych) konieczna jest znajomość ciężaru poszczególnych rodzajów jelit oraz ilości towaru mieszczącego się w jednym "opakowaniu. Dane te przedstawia tablica 4. VIII. UBYTKI (MANKA) JELIT Rozróżnia się trzy rodzaje ubytków przy jelitach zwierzęcych: ubytki produkcyjne, ubytki magazynowe, ubytki transportowe. a. Ubytki produkcyjne Technologia obróbki jelit nie przewiduje mierzenia ich przed szlamowaniem. Czynność ta nie miałaby logicznego uzasadnienia, zresztą byłaby trudna do wykonania. Za wydajność przemysłową jelit od zwierząt rzeźnych uważa się ilości uzyskanego w szlamiarni towaru jeliciarskiego po oszlamowaniu, w stanie oryginalnym (niesortowanym). Oszlamowany komplet jelit od jednego zwierzęcia, nie sprawdzony pod względem jakości, da większą wydajność niż ten sam komplet po przesortowaniu i przekalibrowaniu. Przy towarze oryginalnym wlicza się do wydajności całość oszlamowanych jelit bez względu na jakość (bez sprawdzenia ilości dziur, pęknięć i miejsc słabych), a towar kalibrowany musi odpowiadać obowiązującym normom jakościowym (standardom). Towar kalibrowany jest towarem bez dziur (w miejscu przedziurawienia czy pęknięcia przecina się jelito) z ograniczoną ilością miejsc słabych i krótkich odcinków oraz pozbawiony postrzępionych końców. Dlatego szlamiarnie, które jelit nie kalibrują, osiągać będą zawsze większe wydajności z kompletu niż jeliciarnie wypuszczające cały towar w stanie kalibrowanym. Towar z małej szlamiarni, gdzie nie ma sortowni, przesyłany jest do większej odpowiednio urządzonej szlamiarni w celu przekalibrowania. Metraż towaru otrzymanego po przekalibrowaniu zmniejszy się. Różnica metrażu między oszlamowanym towarem jeliciarskim mierzonym w stanie oryginalnym a tym samym towarem po przekalibrowaniu nazywa się ubytkiem produkcyjnym. Rozumiany w ten sposób ubytek produkcyjny bierze się pod uwagę tylko przy jelitach liczonych na metry (jelita wiankowe, jelita środkowe bydlęce, kiełbaśnice, watlongi, watlongi kozie i cienkie jelita końskie). Jelita liczone na sztuki (kątnice i krzyżówki od wszystkich zwierząt rzeźnych) mogą ulegać częściowym uszkodzeniom w czasie obróbki. Wady te zasadniczo nie dyskwalifikują całkowicie towaru jako surowca do dalszej produkcji i z tego względu nie zachodzi potrzeba ustalania ubytków produkcyjnych przy tych rodzajach jelit. Natomiast przy pęcherzach, przełykach i ślazach konserwowanych metodą suszenia, jakkolwiek artykuły te liczone są na sztuki, uwzględnia się ubytki produkcyjne dwojakiego rodzaju: ubytki powstałe w czasie obróbki i ubytki powstałe przy suszeniu. Ubytki te są spowodowane skomplikowanym procesem technologicznym, jakiemu artykuły te podlegają w czasie obróbki (oczyszczanie, nadmuchiwanie, doczyszczanie, suszenie i składanie), oraz faktem, że każde pęknięcie lub przecięcie dyskwalifikuje jelito (powietrze wychodzi z pęcherza i nie ma już możności wysuszenia go). Ubytki powstałe przy obróbce i nadmuchiwaniu powinny być mniej więcej jednakowe dla wszystkich szlamiarni. Ubytki powstałe w czasie suszenia zależą od warunków lokalnych. W suszarniach mechanicznych w czasie suszenia pęka i niszczy się minimalna ilość pęcherzy i ślazów, natomiast przy suszeniu tych artykułów sposobem naturalnym (otwarte powietrze, strychy i szopy), zwłaszcza w czasie słot jesiennych i zimowych, kiedy artykuły te nie schną, a kisną, procent zniszczeń będzie znacznie większy. Tak więc ustalanie ubytków produkcyjnych ma miejsce: a. przy kalibrowaniu jelit, b. przy obróbce i nadmuchiwaniu pęcherzy, przełyków i ślazów suszonych. Poniższe zestawienie podaje orientacyjne wysokości ubytków produkcyjnych dla poszczególnych rodzajów jelit. Najwyższe dopuszczalne ubytki procentowe metrażu przy kalibrowaniu. Kiełbaśnice 5% Jelita wiankowe 3% Jelita środkowe (bydlęce) 3% Watlongi 5% Jelita cienkie (końskie) 2% Najwyższe dopuszczalne ubytki procentowe ilości pęcherzy, przełyków i ślazów suszonych przy obróbce i nadmuchiwaniu. Pęcherze bydlęce 4% Pęcherze wieprzowe 5% Pęcherze końskie 4% Pęcherze cielęce 6% Przełyki bydlęce 2% Przełyki końskie 2% Przełyki świńskie 3% Ślazy 6% Ze względu na różnorodność warunków suszarniczych trudno jest ustalać procent zniszczeń towaru w czasie schnięcia, gdyż jest on różny w różnych warunkach suszenia. Przy pęcherzach i przełykach solonych ubytków produkcyjnych nie uwzględnia się. b. Ubytki magazynowe Ubytki magazynowe mogą mieć miejsce tylko przy jelitach, których ilość jest liczona według ciężaru, czyli przy jelitach wieprzowych grubych. Dla jelit liczonych na sztuki lub na metry ubytków nie ustala się. Ubytki magazynowe jelit grubych mogą powstać przez wyschnięcie jelit w czasie składowania i przez otrząśnięcie soli przy wydawaniu i ważeniu towaru. Wysokość ubytków zależy od długości okresu składowania jelit w magazynie, pory roku, rodzaju (jakości) magazynu oraz opakowania. Zarządzenie nr 4 ministra Handlu Wewnętrznego (tabl. 5) z dnia 3. I. 1951 r. ustaliło tymczasowe ubytki magazynowe dla jelit grubych wieprzowych. Towarów zniszczonych (pęcherze, ślazy i przełyki pocięte przez robaki lub gryzonie) lub zepsutych (zjełczenie grubych jelit wieprzowych lub zgnicie) w czasie składowania nie zalicza się do ubytków magazynowych. W tych przypadkach sporządza się komisyjnie protokół stwierdzający zniszczenie i skreśla się odpowiednie pozycje z kartoteki magazynowej, z zachowaniem obowiązujących przepisów. c. Ubytki transportowe Przyczyny powstawania ubytków transportowych są takie same jak ubytków magazynowych. Ubytki bierze się pod uwagę tylko w stosunku do jelit grubych wieprzowych. Ubytki przy transporcie jelit grubych powstają wskutek wyciekania solanki, wysychania jelit i otrząsania soli. Wysokość ubytków transportowych zależna jest od pory roku, czasu trwania transportu i rodzaju opakowania jelit. Zarządzenie nr 4 ministra Handlu Wewnętrznego z dnia 3. I. 1951 r. przewiduje tymczasowe ubytki transportowe dla grubych jelit wieprzowych (tabl. 6). IX. ZASTOSOWANIE JELIT Jelita używane są głównie jako osłonki przy wyrobie różnego rodzaju wędlin. Poza tym mają one zastosowanie w przemyśle farmaceutycznym, drogeryjnym i innych przemysłach. Poniższe zestawienie podaje zastosowanie poszczególnych rodzajów jelit. X. ARTYKUŁY UBOCZNE UZYSKIWANE PRZY OBRÓBCE JELIT Przy oczyszczaniu kiszek otrzymuje się produkty uboczne, które wykorzystuje się jako surowiec w przemyśle. Są to: tłuszcz kaszlarski i kanałowy, błony surowicze (futrówki) z kiełbaśnic i watlongów, odpadki jelit (krótkie odcinki nie nadające się na osłonki do wędlin), szlamowiny oraz treść zawarta w przewodzie pokarmowym zwierząt. 1. Tłuszcz kaszlarski otrzymuje się przy oczyszczaniu (kaszlowaniu) jelit z resztek tłuszczu pozostałego na jelitach po oddzieleniu ich od otok tłuszczowych. Tłuszczu tego jest mniej na jelitach wieprzowych, więcej zaś na jelitach bydlęcych. Jelita końskie mają minimalną ilość tego tłuszczu, a jeszcze mniej - jelita baranie i kozie. Wydajność tłuszczu kaszlarskiego z jednego kompletu jelit zależna jest od jakości ubijanych zwierząt (chude czy tłuste) oraz sposobu opuszczania (rozbierania) jelit. Osiąganie większych ilości tłuszczu kaszlarskiego następuje często albo kosztem zmniejszenia ciężaru otok tłuszczowych, albo przez, domieszanie szlamowin, co jest w obydwóch przypadkach niewłaściwe. Oddzielnie zbiera się tłuszcz kaszlarski uzyskiwany przy oczyszczaniu jelit bydlęcych i oddzielnie — jelit wieprzowych. Przy małych ilościach kompletów jelit baranich kaszlarski łój barani można zbierać razem z kaszlarskim łojem bydlęcym. Tłuszcz kanałowy wychwytuje się przez zainstalowanie w kanałach odpływowych szlamiarni specjalnych urządzeń zwanych chwytaczami, służących do wyłapywania drobnych kawałków tłuszczu nie dających się zebrać w szlamiarni i spływających z wodą do kanałów ściekowych. Zarówno tłuszcz kaszlarski, jak i kanałowy zbierany jest w stanie zupełnie mokrym wskutek bezpośredniego stykania się z wodą; dlatego też po zebraniu musi najpierw ocieknąć z wody, po czym dopiero przekazuje się go do topialni, a po wytopieniu — przeznacza na cele techniczne. 2. Przy oczyszczaniu kiełbaśnic i watlongów odrzuca się, jako zbędne w gotowym produkcie, błony surowicze (futrówki).Futrówki mogą mieć zastosowanie do różnych celów technicznych, przede wszystkim jako surowiec do wyrobu żyłek rymarskich do zszywania rzemieni i pasów transmisyjnych oraz do wyrobu linek. Żyłki z błon świńskich są mocniejsze niż z błonek baranich. 3. Krótkie odcinki jelit, nie nadające się na osłonki do kiełbas, zepsute w czasie obróbki lub magazynowania pęcherze i przełyki mogą stanowić surowiec do produkcji kleju, ponieważ błona podśluzowa jelit i pęcherzy składa się z tkanki łącznej luźnej, w skład której wchodzą klejodajne włókna. Przeważnie jednak odpadki te kierowane są do zakładów utylizacyjnych w celu przeróbki na tłuszcze techniczne i mączki pastewne. 4. Pomiażdżone błony śluzowe jelit stanowią surowiec dla zakładów utylizacyjnych do wyrobu mączek pastewnych. 5. Treść otrzymana przy opróżnianiu jelit może być wykorzystywana jako nawóz do użyźniania ziemi lub do celów przemysłowych (produkcja płyt dachowych i izolacyjnych). 6. Przy pierwszym soleniu jelit, przy drugim przesalaniu oraz przy przekładaniu ich z beczki do beczki powstaje pewna ilość odpadkowej soli zabrudzonej lub zawilgoconej, której nie można już używać do konserwacji jelit. Sól ta może być z powodzeniem wykorzystywana do solenia technicznych surowców tłuszczowych lub odpadków skór surowych. XI. PODSTAWOWE URZĄDZENIE I WYPOSAŻENIE SZLAMIARNI Każda szlamiarnia musi być wyposażona w dostateczny dopływ wody zimnej i ciepłej (temp. +40°C) oraz w należytą kanalizację przystosowaną do odpływu ścieków. W kanałach ściekowych powinny być zainstalowane chwytacze tłuszczu, którego dość duża ilość spływa ze ściekami. Szlamiarnia powinna mieć dostateczną ilość dziennego światła. Ze sprawą widoczności łączy się odpowiednie rozmieszczenie elektrycznych punktów świetlnych z hermetycznymi kloszami, zwłaszcza nad stołami (stanowiskami roboczymi) i płuczkami. Sztuczne oświetlenie szlamiarni jest nieodzowne przy pracy w czasie krótkich dni lub przy prowadzeniu zajęć na dwie zmiany, co zdarza się często w okresach nasileń uboju. Najodpowiedniejszą nawierzchnią w pomieszczeniach służących do oczyszczania jelit jest lastrico lub terakota. Szlichta cementowa kruszy się pod żelaznymi kołami wózków lub przy przesuwaniu (przekantowywaniu) beczek. W posadzce powinna być dostateczna ilość odpływów (studzienek) do brudnej wody. Ściany szlamiarni powinny być wyłożone do wysokości 2,5 m glazurą koloru białego. Ściany wyprawione cementem robić będą wrażenie brudnych, nawet w na j czyściej utrzymywanych pomieszczeniach. W zimie w czasie mrozów wskutek dużej różnicy między temperaturą ciepłych (świeżych) jelit a temperaturą wyziębionych ścian szlamiarni powstaje bardzo duża ilość pary, utrudniającej widoczność, powodującej zawilgocenie ubrań robotników i stwarzającej szkodliwe dla zdrowia warunki pracy. Centralne ogrzewanie i należyta wentylacja połączona z odemglaniem pomieszczeń są bardzo ważne dla szlamiarni. Rozmiar powierzchni szlamiarni powinien być uzależniony od ilości zatrudnionego personelu. Przy obróbce półmaszynowej (całkowita obróbka maszynowa stosowana jest tylko w kilku najnowocześniejszych kombinatach mięsnych zagranicą), przy pracy zespołowej, przypada ha jednego pracownika przeciętnie 16 obrobionych kompletów jelit wieprzowych lub 9 wołowych; przy obróbce ręcznej - 14 kompletów wieprzowych lub 8 wołowych, albo 14 baranich, nie wliczając w to kalibrowania i beczkowania. Przy asortymencie oczyszczanych w chwili obecnej na szlamiarniach artykułów pochodzących od cieląt (pęcherz, ślaz, kątniczka) i od koni (przełyk, pęcherz, jelito cienkie) można przewidzieć jednego pracownika - szlamiarza na 20 kompletów jelit końskich lub 40 kompletów cielęcych, biorąc za podstawę stosowaną obecnie obróbkę ręczną tych artykułów. Jeden pracownik może przekalibrować dziennie średnio 2000 m jelit. Na 20 pracowników produkcyjnych przewidzieć trzeba 1 sprzątacza specjalnie do utrzymywania pomieszczenia w czystości i wywożenia odpadków ze szlamiarni. Rozporządzenie ministrów: Pracy i Opieki Społecznej, Zdrowia, Przemysłu, Odbudowy, Administracji Publicznej oraz Ziem Odzyskanych z dnia 16. XI. 1946 r. (Dziennik Ustaw nr 62 poz. 344.) przewiduje w przemysłowych zakładach pracy na każdego pracownika minimum 10 m3 objętości i 2 do 4 m2 powierzchni (wliczając w to przejścia i przestrzeń potrzebną do przejazdów wózków ręcznych) łącznie z powierzchnią zajętą przez urządzenia techniczne, maszyny, sprzęty itp. Manerberger i Skokan przy omawianiu pomieszczeń rzeźnianych przeznaczają na wszystkie czynności związane z obróbką i konserwacją jelit 5 m2 powierzchni na każdego zatrudnionego pracownika. Na całość szlamiarni powinny składać się następujące trzy zasadnicze pomieszczenia: 1. Hala produkcyjna, w której przeprowadza się obróbkę jelit, rozbiór kompletów, opróżnianie ich z treści, kaszlowanie, wywracanie, szlamowanie, chłodzenie, kalibrowanie, pęczkowanie i solenie. Jedną część (stronę) tej hali przeznacza się i wyposaża odpowiednio do obróbki jelit bydlęcych, drugą część — do obróbki jelit wieprzowych. Pożądane jest przedzielenie tych części (stron) ściankami działowymi o wysokości 2,5 m na trzy przedziały: a. miejsce wstępnej obróbki (rozbiór kompletów i oczyszczanie jelit z treści), b. miejsce kaszlowania i właściwego szlamowania, c. miejsce sortowania, w którym odbywałoby się również pęczkowanie i zasolenie; jelit. 2. Oddzielne pomieszczenie przeznaczone na ociekanie zasolonego towaru, beczkowanie i ekspediowanie. Pomieszczenie to powinno być przystosowane do przechowywania tygodniowej produkcji jelit i na tyle duże, aby można było ustawić wagę dziesiętną i swobodnie wykonywać wszelkie prace. Przy pomieszczeniu tym powinien znajdować się schowek na jednotygodniowy zapas soli potrzebnej do konserwacji jelit. 3. Pokój kierownika szlamiarni, gdzie byłyby odpowiednie warunki do sporządzania raportów produkcyjnych, wypisywania kwitów itp. koniecznych czynności związanych z prowadzeniem szlamiarni. W celu zachowania czystości w tej części szlamiarni, w której opróżnia się jelita z treści pokarmowej, zaleca się zastosowanie przepływu wody cienką warstwą po posadzce w czasie trwania pracy; woda ta stale unosi z sobą resztki treści wypadającej z jelit. Posadzka w pomieszczeniu przeznaczonym do wykonywania tych czynności powinna być nakryta kratą żelazną z nałożoną na nią cienką kratą drewnianą, z uwagi na konieczność izolowania nóg pracowników od wody. W szlamiarniach, gdzie nie ma tych urządzeń, zawsze będzie brudno i kał pokrywający posadzkę roznoszony będzie na butach robotników do innych części szlamiarni. Przy każdej dużej i średniej szlamiarni powinna być urządzona mechaniczna suszarnia przystosowana do suszenia pęcherzy, przełyków i ślazów. Wyposażenie techniczne szlamiarni, musi być uzależnione od wielkości (przepustowości ubojowej) rzeźni, czyli od ilości surowca jeliciarskiego wpływającego do obróbki. Przy ilości od 50 pełnych kompletów jelit dziennie wzwyż zakłada się szlamiarnie przystosowane do pełnej obróbki jelit z kalibrowaniem włącznie. W rzeźniach o mniejszej przepustowości ze względów ekonomicznych powinno się tylko szlamować i konserwować jelita, a do ewentualnego kalibrowania przesyłać je do dużych odpowiednio urządzonych szlamiarni. Na wyposażenie techniczne szlamiarni składają się następujące urządzenia, sprzęty i narzędzia: 1. Stoły (stolnice) drewniane do rozbierania kompletów jelit - bez żelaznych gwoździ, długości 2,5 m, szerokości 1 m, wysokości 0,8 m, z trzech stron obudowane (deskami wysokości 0,2 m) i z listwą przymocowaną do czwartego (długiego) boku. 2. Stoły sortownicze do kalibrowania jelit z zainstalowanymi kranami do nadmuchiwania (przelewania) kiszek. Mogą one być drewniane lub metalowe (metal biały nierdzewny). Wymiar stołów: długość — 2,5 m, szerokość — 1 m, wysokość — 0,8 m. Na każdym stole powinny znajdować się (dwa krany (stanowiska) kalibrownicze. 3. Stoły do solenia jelit z obudowanymi blatami (rodzaj otwartej skrzyni). 4. Płuczki o pojemności 30—40 litrów do przelewania i wywracania jelit. Płuczki mogą być metalowe (metal biały nierdzewny), żeliwne, fajansowe, w ostateczności —cementowe. Do każdej płuczki konieczny jest dopływ zimnej i ciepłej wody oraz odpływ (korek w dnie). Płuczki rozmieszcza się wzdłuż ścian lub przegród działowych szlamiarni na stałe lub z możnością przenoszenia. Górna krawędź (wierzch) płuczki powinna znajdować się na wysokości 0,75 m. Za orientacyjną podstawę do wyliczenia ilości płuczek można przyjąć, że około 20% pracowników zatrudnionych przy obróbce jelit posługuje się płuczkami. Na jednego robotnika należy przeznaczać dwie płuczki. Płuczki łączy się drewnianym lub metalowym pomostem służącym do układania jelit w czasie obróbki. 5. Wanny metalowe lub cebrzyki drewniane o pojemności około 50 litrów używane przy opuszczaniu, wywracaniu, szlamowaniu (zarówno ręcznym, jak i maszynowym) oraz kalibrowaniu jelit. 6. Mniejsze wanienki pojemności 5—10 litrów używane przy kalibrowaniu i pączkowaniu jelit. 7. Baseny betonowe z gładką wyprawą cementową, długości 1,5 m, szerokości 0,9 m, głębokości 0,8 m, z otworami (korkami) w dnie do wypuszczania wody, ustawione na wysokości 5 cm od posadzki lub odpowiednie (masywne) kadzie drewniane, służące do poddawania jelit moczeniu (maceracji) przed szlamowaniem, jak również do poddawania chłodzeniu jelit oczyszczonych i konserwowaniu ich w solance. Baseny mogą być sporządzone również z metalu (nierdzewnego). 8. Maszyna do oczyszczania jelit z treści pokarmowej. 9. Maszyna do oczyszczania jelit z tłuszczu. 10. Szlamiarka z motorem elektrycznym do szlamowania kiełbaśnic, ewentualnie gniatarka o napędzie elektrycznym lub ręcznym. 11. Szlamiarka z motorem elektrycznym do szlamowania jelit bydlęcych. 12. Maszyna do szlamowania żołądków wieprzowych, kątnic i krzyżówek bydlęcych. 13. Kompletne urządzenie do kalibrowania jelit: motor elektryczny, kompresor, zbiornik do sprężonego powietrza i odpowiednia ilość przyrządów (miarek) kalibrowniczych. 14. Stanowisko do nadmuchiwania pęcherzy, przełyków i ślazów. 15. Czterokołowe wózki z kratowki lub wyplatane kosze wiklinowe albo skrzynie drewniane z otworami w dnie i bokach do ociekania zasolonych jelit oraz odpowiednia ilość krat drewnianych. 16. Wózki żelazne trzykołowe (w rodzaju skrzyń) do przewożenia jelit na terenie szlamiarni oraz dwukołowe wózki (młynarskie, do przewożenia beczek napełnionych towarem. 17. Przyrządy do mierzenia (metrowania) jelit. 18. Odpowiednia ilość szlamulców ręcznych używanych przy kaszlowaniu i doczyszczaniu (przeciąganiu) jelit po wyjściu z maszyny lub przy ręcznym szlamowaniu 19. Pewna ilość desek używanych przy ręcznym szlamowaniu jelit. 20. Pewna ilość wiader. 21. Beczki do ładowania zasolonych jelit. 22. Kilka wężów gumowych do stałego utrzymywania w czystości (zlewania wodą) posadzki. 23. Beczki do składania tłuszczu kaszlarskiego. 24. Naczynie (skrzynia) do przechowywania soli odpadkowej, pozostałej przy zasalaniu jelit. 25. Naczynie do składania nieużytkowych odpadków jelit. 26. Durszlaki do wyjmowania z płuczek tłuszczu kaszlarskiego. 27. Duża waga dziesiętna do ważenia jelit i tłuszczu. Duża i średnia szlamiarnia powinny mieć kompletne wyposażenie. Szlamiarnia mała, w zależności od potrzeby, może posiadać tylko ważniejsze urządzenia. Futrówki i kawałki jelit nie nadające się do produkcji (poniżej 15 cm długości) oraz treść z żołądków trzeba wywozić ze szlamiarni wózkami; pozostałe nieczystości powstałe przy oczyszczaniu jelit, jeżeli nie są używane do specjalnych celów, można spuszczać do kanałów ściekowych. W czasie trwania pracy szlamiarnia musi być co pewien czas zlewana wodą w celu spłukiwania szlamowin i brudu nagromadzonego na posadzce. Po każdodziennym zakończeniu pracy należy wszystkie pomieszczenia dokładnie sprzątnąć i spłukać wodą, używane do pracy naczynia i narzędzia wyszorować, maszyny szlamiarskie dokładnie oczyścić. Przy zakładaniu instalacji świetlnych i montowaniu silników w szlamiarniach oraz przy obchodzeniu się z nimi należy przestrzegać przepisów obowiązujących dla tego rodzaju instalacji w wilgotnych i mokrych pomieszczeniach. WYKAZ PIŚMIENNICTWA Popów J. S.: Kormlenje sielskochoziajstwiennych żywotnych. Moskwa 1946. Manerberg A. A. i Skokan J. G.: Osnowy tiechno-ekonomiczeskowo projektirowanja miasokombinatow. Leningrad—Moskwa 1941. Mironow A. N. i Tiutiunnikow M. J.: Kiszecznoje proiwodstwo. Moskwa 1947. Kuzniecow B.: Towaroznawstwo ubocznych produktów pochodzenia zwierzęcego (tłumaczenie). Warszawa 1951. Raufmann G.: Handbuch fur Darme. Berlin 1939. Gazeta Handlowa. 1951, nr 5 — Zarządzenie nr 4 ministra Handlu Wewnętrznego z 3.1.1951 r. w sprawie tymczasowych jednolitych norm ubytku naturalnego ubocznych produktów i odpadków poubojowych. Zwierzęce gruczoły wewnętrznego wydzielania. Wyd. T-wa Przem. Handl. „Bacutil". Warszawa 1947 r.Majewski M.: Handel trzewiami zwierzęcymi w Polsce. Wyd. Centralnego Związku Robotników Przemysłu Mięsnego w Polsce. Miąć M.: Normy wydajności jelit (Gospodarka Mięsna. 1951, nr 2). Górski A.: Dość marnotrawstwa pęcherzy zwierzęcych (Gospodarka Mięsna. 1951, nr 5). Tekst oryginalny z małymi poprawkami. Dla potrzeb portalu wedlinydomowe.pl opracował Maxell











-
Maniutek, zwróć się do naszego Kolegi Kyzimol'a. Na wszystkich zlotach gotował dla nas grochówkę wojskową i muszę przyznać, że zawsze była rewelacyjna. O tym, że to grochówka wojskowa świadczy choćby fakt (pomijając bogactwo dodawanych wędzonek), iż jednym z głównych składników zupy była sosnowa szyszka.
-
Tradycja III. Obróbka jelit. 1952 r.
Maxell odpowiedział(a) na Maxell temat w Polska tradycja masarska
III. SORTOWANIE I KALIBROWANIE JELIT a. Zasady ogólne Jelita po oczyszczeniu powinno się sprawdzić pod względem jakości surowca i dokładności obróbki. Czynność ta nazywa się sortowaniem. Przy jej wykonaniu dzieli się jednocześnie produkt na gatunki. Niektóre asortymenty oczyszczonych jelit dobiera się jeszcze według ustalonych wymiarów średnicy, co nazywa się kalibrowaniem. Jelita, które po obróbce nie zostały poddane sortowaniu ani kalibrowaniu, nazywają się jelitami oryginalnymi. Przedmiotem obrotu handlowego są jelita sortowane, jelita kalibrowane i jelita oryginalne. O ile jeszcze drobne warsztaty wędliniarskie mogą bez większych trudności używać oryginalny towar jeliciarski - o różnych średnicach, w mniejszych lub większych odcinkach, często z podziurawionymi ściankami — o tyle produkcja fabryczna wędlin wymaga jelit kalibrowanych i sortowanych. Wymaganie to jest konieczne nie tylko ze wzglądu na technikę produkcji w większych przetwórniach mięsnych, ale również i ze względu na kontrolę norm zużycia jelit przy wyrobie wędlin. Przy jelitach kalibrowanych z góry wiadomo, ile osłonki potrzeba na 1 kg wędliny, podczas gdy oryginalny towar jeliciarski kryje w sobie zawsze pewne niewiadome i nie da się określić stałego stosunku jego zużycia do ilości produkowanych wędlin. Sortowania dokonuje się na stołach sortowniczych za pomocą specjalnych kurków — kranów (metalowych lub ebonitowych), przez które napełnia się jelito sprężonym powietrzem lub przelewa wodą (co pozwala ustalić jego jakość), a następnie wielkość średnicy jelita odmierza się (kalibruje) na specjalnej miarce kalibrowniczej. W braku wymaganych urządzeń jelita można sortować za pomocą zwykłego kranu wodnego. Kalibrowaniu u nas podlegają kiełbaśnice, jelita wiankowe, jelita środkowe bydlęce, watlongi; powinno się również kalibrować cienkie jelita końskie. Krzyżówki wieprzowe, kątnice i przełyki bydlęce oraz pęcherze od wszystkich rodzajów zwierząt dobiera się (wiąże w pęczki) według długości, a nie w zależności od wielkości obwodu. Gatunki jelit oznacza się ilością węzłów na końcu sznurka użytego do wiązania pęczków. Średnicę jelit kalibrowanych oznacza się ustalonym kolorem sznurka lub specjalnej zawieszki umieszczonej na pęczkach. Surowiec jeliciarski zbierany w małych rzeźniach, gdzie nie ma urządzeń kalibrowniczych, może być po oszlamowaniu i osoleniu przesyłany do dużych odpowiednio wyposażonych szlamiarni, gdzie po rozmoczeniu w ciepłej wodzie i dokładnym wypłukaniu z soli można go przekalibrować, Posortowany i pokalibrowany produkt jeliciarski układa się i oznacza w sposób następujący: b. Jelita wieprzowe 1. Kiełbaśnice nr 1 średnica jelita do 28 mm, kolor sznurka lub zawieszki żółty nr 2 średnica jelita powyżej 28 do 30 mm, kolor sznurka lub zawieszki niebieski nr 3 średnica jelita 30 do 32 mm, kolor sznurka lub zawieszki czerwony nr 4 średnica jelita 32 do 34 mm, kolor sznurka lub zawieszki zielony nr 5 średnica jelita 34 mm, kolor sznurka lub zawieszki biały. Każdy z wymienionych kalibrów kiełbaśnic dzieli, się na dwa gatunki. Pierwszy gatunek odznacza się następującymi cechami: jelita dokładnie oczyszczone z błony śluzowej, szlamu i błonek surowiczych, barwy różowej, jasnoróżowej, kremowej lub białej bez pryszczyków ropnych; zapach właściwy świeżo zasolonym kiszkom, ścianki mocne, bez dziur; rdzawość, czerwienistość i plamy solne — niedopuszczalne. Ilość kawałków w pęczku — nie więcej niż 4, przy czym najkrótszy kawałek powinien mieć nie mniej niż l m długości. Drugi gatunek — jelita czyste, bez dziur, dopuszczalne odcinki ze śladami błony śluzowej, barwa szara, bez pryszczyków ropnych; rdzawość i czerwienistość - niedopuszczalne, plamy solne — dopuszczalne. Ilość kawałków w pęczku - najwięcej 8, przy czym najkrótszy kawałek powinien mieć nie mniej niż 0,5 ni długości. 2. Krzyżówki wieprzowe W zależności od długości krzyżówki wieprzowe dzielimy na małe i duże: nr 1 duże powyżej 75 cm, kolor sznurka lub zawieszki biały nr 2 małe do 75 cm, kolor sznurka lub zawieszki zielony 3. Pęcherze wieprzowe suszone Pęcherze należy segregować na pochodzące od osobników żeńskich i pochodzące od osobników męskich. Pęcherze od osobników męskich poznaje się po większym umięśnieniu szyjek. Tak posegregowane pęcherze dzieli się dopiero na dwie grupy: z szyjkami i bez szyjek. W obrębie tak ułożonych pęcherzy rozróżnia się następujące długości: nr 1 duże ponad 30 cm, kolor sznurka lub zawieszki biały nr 2 średnie od 20 do 30 cm, kolor sznurka zielony nr 2 małe do 19 cm, kolor sznurka lub zawieszki czerwony Długość pęcherzy liczy się od nasady szyjki do ślepego końca. Każda z wymienionych długości pęcherzy wieprzowych, w zależności od jakości, dzieli się na dwa gatunki. Pierwszy gatunek odznacza się następującymi cechami: pęcherze płukane, oczyszczone z resztek tłuszczu i tkanek, barwy jasnej, słomkowej lub jasnożółtej, z połyskiem; ścianki niełamliwe, bez dziur, skaz i pleśni; zapach swoisty. Drugi gatunek — pęcherze matowe, płukane, z niewielkimi ilościami (pozostałościami) tłuszczu i tkanek; zapach swoisty. c. Jelita bydlęce 1. Jelita wiankowe nr 1 średnica jelita do 32 mm, kolor sznurka lub zawieszki żółty nr 2 średnica jelita powyżej 32 do 36 mm, kolor sznurka lub zawieszki niebieski nr 3 średnica jelita powyżej 36 do 40 mm, kolor sznurka lub zawieszki czerwony nr 4 średnica jelita powyżej 40 do 44 mm, kolor sznurka lub zawieszki zielony nr 5 średnica jelita powyżej 44 mm, kolor sznurka lub zawieszki biały. Rozróżnia się dwa gatunki jelit wiankowych. Pierwszy gatunek odznacza się następującymi cechami: jelita czyste bez pryszczyków, oczyszczone dokładnie z tłuszczu i śluzu, barwy różowej, jasno różowej lub białej; zapach właściwy świeżo zasolonym jelitom; ścianki mocne; rdzawość, czerwienistość i plamy solne - niedopuszczalne. Ilość kawałków w pęczku nie większa niż 5, przy czym najkrótszy kawałek powinien mieć nie mniej niż 1 m długości. Drugi gatunek — jelita czyste (mogą być z pryszczykami - ropne pryszczyki niedopuszczalne), oczyszczone z tłuszczu i śluzu, o barwie szarawej lub szarej; zapach właściwy świeżo zasolonym jelitom, rdzawość i czerwienistość — niedopuszczalne. Ilość kawałków w pęczku — nie więcej niż 8, przy czym najkrótszy kawałek powinien mieć nie mniej niż 0,5 m długości. 2. Jelita środkowe bydlęce nr 1 średnica jelita do 45 mm, kolor sznurka lub zawieszki żółty nr 2 średnica jelita powyżej 45 do 50 mm, kolor sznurka lub zawieszki niebieski nr 3 średnica jelita powyżej 50 do 55 mm, kolor sznurka lub zawieszki czerwony nr 4 średnica jelita powyżej 55 do 60 mm, kolor sznurka lub zawieszki zielony nr 5 średnica jelita powyżej 60 mm, kolor sznurka lub zawieszki biały. Rozróżnia się dwa gatunki jelit środkowych bydlęcych. Pierwszy gatunek odznacza się następującymi cechami: jelita czyste, pozbawione tłuszczu i śluzu, o barwie różowej, jasnej lub jasnoróżowej i zapachu właściwym świeżo zasolonym jelitom. W pęczku nie więcej niż trzy kawałki, przy czym najkrótszy kawałek powinien mieć nie mniej niż 1 m długości. Drugi gatunek — jelita o barwie szarej, dopuszczalne ślady tłuszczu i błony śluzowej, zapach właściwy świeżo zasolonym jelitom; dopuszczalne słabe miejsca ścianek (prześwity). W pęczku nie więcej niż 6 odcinków; żaden z nich nie krótszy niż 0,35 m. 3. Kątnice bydlęce nr 1 ekstra, długość: ponad 150 cm, kolor sznurka lub zawieszki biały nr 2 duże, długość: 125 do 150 cm, kolor sznurka lub zawieszki zielony nr 3 średnie, długość: 100 do 124 cm, kolor sznurka lub zawieszki czerwony nr 4 małe, długość: do 99 cm, kolor sznurka lub zawieszki niebieski W zależności od jakości rozróżnia się dwa gatunki kątnic bydlęcych. Pierwszy gatunek stanowią kątnice o odpowiednio mocnych ściankach, czyste, bez pryszczyków, dobrze oczyszczone z tłuszczu i śluzu, bez dziur, dopuszczalne prześwity w odległości od siebie nie mniejszej niż 50 cm; barwa różowa, jasnoróżowa lub jasnoszara, zapach właściwy świeco zasolonym jelitom, rdzawość, czerwienistość i czarne plamy — niedopuszczalne. Drugi gatunek - jelita o odpowiednio mocnych ściankach, czyste, - mogą być z pryszczykami (ropne pryszczyki niedopuszczalne), o barwie szarej; dopuszczalne ślady tłuszczu i śluzu, zapach właściwy świeżo zasolonym jelitom. Dopuszcza się w pęczku dwie kątnice dziurawe. 4. Przełyki bydlęce suszone nr 1 duże, długość: ponad 50 cm, kolor sznurka lub zawieszki biały nr 2 średnie, długość: 40 do 50 cm, kolor sznurka lub zawieszki zielony nr 3 małe, długość: 30 do 39 cm, kolor sznurka lub zawieszki czerwony Rozróżnia się dwa gatunki przełyków bydlęcych. Pierwszy gatunek odznacza się następującymi cechami: przełyki dokładnie oczyszczone ze śluzu, o barwie słomkowej lub złocistej, o ściankach mocnych i elastycznych, z połyskiem i o zapachu swoistym. Drugi gatunek — przełyki matowe z nielicznymi pozostałościami śluzu, o ściankach mocnych i elastycznych, o zapachu swoistym. 5. Pęcherze bydlęce suszone Podział pęcherzy bydlęcych na pochodzące od osobników męskich i żeńskich oraz na posiadające i nie posiadające szyjek obowiązuje tak samo jak przy suszonych pęcherzach wieprzowych. Mierzenia długości pęcherzy bydlęcych dokonuje się w taki sam sposób jak pęcherzy wieprzowych. nr 1 duże, długość: ponad 35 cm, kolor sznurka lub zawieszki biały nr 2 średnie, długość: 30 do 35 cm, kolor sznurka lub zawieszki zielony nr 3 małe, długość: do 29 cm, kolor sznurka lub zawieszki czerwony Rozróżnia się dwa gatunki suszonych pęcherzy bydlęcych. Pierwszy gatunek odznacza się następującymi cechami: pęcherze pozbawione resztek tłuszczu, tkanek i pleśni, o barwie słomkowej lub złocistej z naturalnym połyskiem, o swoistym zapachu, ściankach niełamliwych, bez skaz. Drugi gatunek — pęcherze matowe z niewielkimi ilościami (pozostałościami) tłuszczu i tkanek, o barwie jasnej, słomkowej lub szarawej, zapachu swoistym, ściankach z rysami, bez dziur. 6. Błony z kątnic nr 1 duże, długość: ponad 100 cm, kolor sznurka lub zawieszki biały nr 2 średnie, długość: d0 100 cm, kolor sznurka lub zawieszki zielony d. Jelita baranie 1. Watlongi nr 1 średnica jelita do 18 mm, kolor sznurka lub zawieszki żółty nr 2 średnica jelita powyżej 18 do 20 mm, kolor sznurka lub zawieszki niebieski nr 3 średnica jelita powyżej 20 do 22 mm, kolor sznurka lub zawieszki czerwony nr 4 średnica jelita powyżej 22 do 24 mm, kolor sznurka lub zawieszki zielony nr 5 średnica jelita powyżej 24 mm, kolor sznurka lub zawieszki biały. Rozróżnia się dwa gatunki watlongów. Pierwszy gatunek odznacza się następującymi cechami: jelita czyste bez plam i pryszczyków, oczyszczone dokładnie ze śluzu, o barwie jasnoszarej lub białej i zapachu właściwym dla świeżo solonych jelit. Ścianki mocne, bez dziur; w pęczku nie więcej niż 4 odcinki, najkrótszy odcinek — 2 m. Drugi gatunek — jelita z plamami i pryszczykami (ropne pryszczyki niedopuszczalne), o barwie ciemnej, szarej i o zapachu — jak w klasie pierwszej. Dopuszczalne odcinki z maleńkimi otworkami. W pęczku - najwyżej 10 kawałków, przy czym najkrótszy odcinek powinien mieć nie mniej niż 1 m. e. Jelita cielęce 1. Pęcherze cielęce suszone Obowiązuje podział na pęcherze z szyjkami i bez szyjek. nr 1 duże, długość: ponad 30 cm, kolor sznurka lub zawieszki biały nr 2 średnie, długość: 25 do 30 cm, kolor sznurka lub zawieszki zielony nr 3 małe, długość: do 25 cm, kolor sznurka lub zawieszki czerwony Rozróżnia się dwa gatunki pęcherzy cielęcych. Pierwszy gatunek odznacza się następującymi cechami: pęcherze z połyskiem, płukane, dokładnie oczyszczone z tłuszczu, tkanek mięsnych i błon, o barwie jasnej, słomkowej, jasnozłocistej. Ścianki niełamliwe, bez dziur, skaz i pleśni. Zapach swoisty. Drugi gatunek — pęcherze matowe z niewielkimi ilościami tłuszczu i tkanek. Ścianki - z rysami, lecz bez dziur. Zapach swoisty. Sposób mierzenia - taki sam jak pęcherzy wieprzowych. 2. Ślazy suszone nr 1 kolor sznurka lub zawieszki biały nr 2 kolor sznurka lub zawieszki zielony nr 3 kolor sznurka lub zawieszki czerwony nr 4 kolor sznurka lub zawieszki niebieski Pierwszy gatunek odznacza się następującymi cechami: ślazy dokładnie oczyszczone z tłuszczu i błon, bez śladów ciemnej treści, z widocznymi śladami ściętego mleka (ślady matowe), bez dziur, o barwie słomkowej, zapachu swoistym, wolne od owadów i larw. Drugi gatunek - wymagania takie same jak przy klasie pierwszej z dopuszczeniem małych uszkodzeń przez owady i larwy. Trzeci gatunek — ślazy o barwie jasnobrązowej, dopuszczalne ciemniejsze ślady treści pokarmowej. Inne wymagania - takie jak przy gatunku drugim. Czwarty gatunek — ślazy posiadające niewielkie resztki tłuszczu i błon. Dopuszczalne uszkodzenia ścianek przez owady lub gryzonie. f. Jelita końskie Dotychczas nie są opracowane polskie normy kalibrów cienkich jelit końskich. W zależności od jakości dzieli się je na dwa gatunki. Pierwszy gatunek odznacza się następującymi cechami: jelita o odpowiednio mocnych ściankach koloru jasnoróżowego i perłowego; w pęczku nie więcej niż 4 odcinki, bez dziur, żaden z nich — nie krótszy niż 1 m. Rdzawka oraz czerwienistość niedopuszczalna. Drugi gatunek — jelita o odpowiednio mocnych ściankach koloru szarego, w pęczku nie więcej niż 5 odcinków, dopuszczalne dziury, żaden z odcinków nie może być krótszy niż pół metra. Dopuszczalne ślady rdzy. Pęcherze końskie klasyfikuje się podobnie jak pęcherze suszone wieprzowe. Przełyki końskie klasyfikuje się tak samo jak przełyki suszone bydlęce. VI. KONSERWOWANIE I PAKOWANIE JELIT W większości przypadków jelita nie są używane do produkcji zaraz po obróbce, lecz dopiero po pewnym czasie, nieraz nawet po kilku latach. Aby jelito mogło tak długo leżeć nie psując się, musi być zakonserwowane. Istnieją dwa sposoby konserwowania gotowego produktu jeliciarskiego: chemiczny — przez solenie i fizyczny — przez suszenie. W Polsce jelita konserwuje się zasadniczo przez solenie. Suszeniu poddaje się tylko pęcherze, przełyki i ślazy. a. Konserwowanie jelit za pomocą solenia Do konserwowania jelit powinno się używać półziarnistej, białej soli jadalnej. Sól grubsza rozpuszcza się za wolno, a drobniejsza - szybko się topi i ścieka nie przeniknąwszy w głąb ścianek jelit. Jelita baranie cienkie i kiełbaśnice konserwuje się solą „warzonką". Używana do solenia jelit sól musi być czysta, bez zanieczyszczeń mechanicznych, w miarę możności bez związków żelaza i wapnia, przede wszystkim zaś sucha, ponieważ sól o zawartości wody ponad 5% źle przylega do powierzchni jelit. Z tych względów nie ze wszystkich kopalń sól nadaje się do konserwowania jelit. W Polsce solą najodpowiedniejszą do konserwowania jelit jest sól pochodząca z kopalni „Wapno" pod Bydgoszczą. Przeciętnie przyjmuje się, że na 1 kg jelit używa się od 300 do 350 g soli. Zasadą jest, że jelita należy solić zaraz po obróbce i ułożeniu w pęczki (spęczkowaniu). Postępowanie przy soleniu jelit rozpada się na następujące fazy: zasalanie, ociekanie, powtórne zasalanie i beczkowanie. 1. Zasalanie Solenie odbywa się przez nacieranie i obtaczanie jelit w soli w płytkich skrzynkach lub na stołach obitych dokoła niewysokimi listwami. Solenie musi być dokładne, każdy pęczek rozszczepiony palcami i od środka i z wierzchu przesypany solą. Szczególnie dokładnie trzeba nacierać solą miejsca przewiązań pęczków, tzw. główki. Jelita o grubych ściankach należy koniecznie solić dwukrotnie: raz po ułożeniu w pęczki, a drugi raz po pierwszym odcieknięciu. 2. Ociekanie i powtórne zasalanie Posolone pęczki jelit poddaje się ocieknięciu. Najlepiej do tego celu nadają się wyplatane z wikliny lub zrobione z kratówki drewnianej czworokątne mocne kosze na kółkach. Wkłada się do nich pęczki jelit równymi warstwami i po napełnieniu przetacza wózki od stołu, na którym odbywało się solenie, do miejsca przeznaczonego na ociekanie jelit. Można również posługiwać się skrzynkami drewnianymi z otworami w dnie i bokach. Jelita grube wieprzowe najlepiej ociekają przy ułożeniu ich na pochyło ustawionych drewnianych kratach. Zarówno wózki wyplatane z wikliny, jak również używane często do ociekania jelit kosze wiklinowe muszą być bardzo gęsto i starannie wyplatane, bez sterczących ze ścian końców prętów, o które mogłyby zawadzać i rozrywać się poszczególne sznury kiszek przy wyjmowaniu pęczków po ocieknięciu. Skrzynie zaś i kraty używane do tego celu muszą być zrobione z drzewa heblowanego, pozbawione wystających gwoździ. Ociekanie powinno trwać około 24 godzin. Po ocieknięciu jelita soli się po raz drugi z tą samą dokładnością co przy pierwszym soleniu. Po drugim zasoleniu jelita bezpośrednio układa się do beczek. 3. Beczkowanie Beczki do jelit mogą być tylko drewniane, najlepiej z drewna bukowego, jodłowego lub świerkowego, o pojemności 120 l, szczelne, nie przepuszczające solanki, zaopatrzone w mocne obręcze. Każda beczka powinna być przed użyciem wyparzona gorącą wodą i wypróbowana czy nie przecieka. Przed przystąpieniem do pakowania jelit dno beczki należy posypać solą, a potem dopiero układać pęczki kiszek ubijając je drewnianym ubijakiem i przesypując solą co drugą warstwę. Wierzchnią (górną) warstwę jelit należy zawsze przysypać solą. Na wierzchu jelit przed zamknięciem beczki kładzie się deszczułkę zawiniętą w błonę lub suchy pęcherz; na deszczułce tej wypisuje się nazwę wytwórni (szlamiarni) lub jej symbol, rodzaj, kaliber, gatunek i ilość jelit, datę napełnienia beczki i nazwisko pracownika („pakera") odpowiedzialnego za beczkowanie. Następnie zamyka się beczkę szczelnie przytwierdzając do górnego wierzchu („dekla") drugą deszczułkę z wypisanymi na niej identycznymi danymi, jak na deszczułce znajdującej się wewnątrz beczki. Beczki oznacza się kolejnymi numerami i przewozi wózkami ręcznymi lub samochodami, w zależności od odległości, do magazynu. Jelita grube i żołądki wieprzowe, przeznaczone na potrzeby miejscowe, zamiast w beczkach można przechowywać w dużych drewnianych kadziach lub wyprawionych cementem basenach murowanych, specjalnie instalowanych w magazynach. Górna warstwa przechowywanego w ten sposób produktu musi być pokryta całkowicie solanką (sokiem własnym jelit), jaka się wytwarza po kilku dniach w basenie lub kadzi, i przykryta odpowiednio dopasowaną drewnianą przykrywą. Jelita tak przechowywane będą miały zawsze wygląd świeżo zasolonych i właściwy zapach. 4. Konserwowanie kiełbaśnic, watlongów i żołądków wieprzowych Technika konserwowania kiełbaśnic, watlongów i żołądków wieprzowych ze względu na ich specyficzne właściwości odbiega od opisanych wyżej metod. Konserwowanie kiełbaśnic. Po ułożeniu w pęczki kiełbaśnice poddajemy soleniu półziarnistą białą solą. Po zasoleniu kiełbaśnice układa się do naczyń nie przepuszczających solanki (kadzi lub wanien). Sól w połączeniu z wodą, która ociekła z jelit, wytworzy w naczyniu roztwór soli (solankę). W roztworze tym zostawia się kiełbaśnice na okres 1 do 3 dni. Moczenie w solance wzmacnia ścianki kiełbaśnic. Po wyjęciu z solanki kiełbaśnice układa się pęczkami w koszach lub skrzynkach z otworami w celu ocieknięcia. Po ocieknięciu zasala się poszczególne pęczki po raz drugi solą „warzonką" i układa w beczkach. Beczki do kiełbaśnic muszą odpowiadać tym samym ogólnym wymaganiom co beczki do jelit. W czasie napełniania beczek nie ubija się kiełbaśnic ubijakiem, lecz układa ściśle w pęczki aż pod sam wierzch beczki. Po napełnieniu w ten sposób beczki z kiełbaśnicami, przyciska się górną warstwę jelit denkiem i obciąża denko ciężarem około 20 kg na okres jednej doby. Jelita pod ciężarem osiadają, a na wierzchu pokazuje się solanka. Solankę odlewa się, a do beczki dokłada kiełbaśnic i poddaje je ugniataniu denkiem obciążonym ciężarem. Czynność tę owtarzamy kilka razy aż do zakończenia osiadania jelit i całkowitego napełnienia beczki. Górną warstwę jelit przysypuje się „warzonką" i zamyka beczkę. Konserwowanie watlongów. Watlongi po metrowaniu soli się „warzonką", związuje sznurkiem po 5 pęczków, następnie w celu usunięcia słonej wody podkłada się pęczki pod prasę. Po wyciśnięciu wody dobrze jest powiązane pęczki zawinąć w błonę z kątnic bydlęcych. Ze względu na małą objętość surowca najodpowiedniejsze do watlongów są beczki 50-litrowe. Ściany beczki wykłada się płótnem, a następnie pergaminem. Watlongi można również konserwować przez moczenie ich w solance w sposób taki sam jak kiełbaśnice. Konserwowanie żołądków wieprzowych. Po wychłodzeniu żołądki zasala się przez dokładne obtaczanie w soli pojedynczych żołądków i nasypanie do środka każdego z nich garści soli. Zewnętrzne tylko zasolenie żołądków ze względu na stosunkowo grube ścianki nie zabezpiecza ich przed psuciem się od strony wewnętrznej. b. Konserwowanie jelit za pomocą suszenia 1. Suszenie pęcherzy i przełyków Pęcherze i przełyki konserwuje się przez wysuszenie. Czynność tę przeprowadza się sposobem naturalnym przez rozwieszanie pęcherzy i przełyków na otwartym powietrzu w czasie pogodnych dni słonecznych lub przez rozwieszenie na strychach i szopach; sposobem mechanicznym suszy się te artykuły w suszarniach mechanicznych. Suszarnie mechaniczne do suszenia pęcherzy i przełyków są przeważnie typu pokojowego lub komorowego. W suszarni typu pokojowego rozwiesza się na haczykach lub drutach sznury nadmuchanych pęcherzy lub przełyków w sposób taki, żeby ścianki ich nie stykały się ze sobą, ponieważ w miejscach zetknięcia surowiec zlepia się, a rozrywanie go przy wyjmowaniu z suszarni powoduje uszkodzenie ścianek. Do suszarń komorowych pęcherze i przełyki wsuwa się zawieszone na specjalnych wózkach mających kształt wieszaków. Temperatura suszarni nie może być wyższa niż + 40°C. Pęcherze i przełyki suszone sposobem naturalnym mają lepszy połysk od suszonych w suszarniach mechanicznych. Suszenie jednak sposobem naturalnym powoduje bardzo duże straty surowca, zwłaszcza w czasie zimy lub jesiennych i wiosennych deszczów, kiedy to surowiec zamiast schnąć kiśnie, czernieje i w rezultacie często staje się niezdatny w 50% do użytku. W czasie letnich upałów rozwieszone na słońcu pęcherze przyciągają rojowiska much. Jedynie urządzenie suszarni mechanicznej przy każdej średniej i większej szlamiarni daje możność właściwego i racjonalnego konserwowania suchego towaru jeliciarskiego. Przy konserwowaniu pęcherzy należy zwracać uwagę na dokładność wysuszenia szyjek. Szyjki pęcherzy pochodzących od osobników męskich schną powoli z powodu stosunkowo większego umięśnienia. Ułożony w pęczki towar z niedosuszonymi szyjkami złożony do magazynu służy za podłoże do rozwoju bakterii i robactwa, które zniszczyć mogą pęcherze. Przy składaniu pęcherzy należy usuwać również zauważone na ich ściankach grudki tłuszczu. Doczyszczanie pęcherzy w momencie ich składania należy jednak uważać za zło konieczne, gdyż obowiązuje zasada dokładnego oczyszczania pęcherzy przy ich nadmuchiwaniu. Czas schnięcia pęcherzy i przełyków powinien wynosić od 24 do 48 godzin w zależności od warunków suszenia. Zbyt intensywne suszenie powoduje kruchość ścianek przełyków i pęcherzy, a zbyt długie — ciemnienie ich, a nawet gnicie. Po wyschnięciu odcina się pęcherze przy samym przewiązaniu szyjki i wypuszcza z nich powietrze. Pęcherze od bydła i świń dzieli się na pochodzące od osobników męskich i żeńskich, co można łatwo poznać po umięśnieniu szyjek. Wszystkie pęcherze segreguje się na posiadające długie szyjki i bez szyjek, a dopiero każdą z tych grup segreguje się według długości i gatunków. Pęcherze bez umięśnionych szyjek odznaczają się większą mocą ścianek i jednolitością barwy i dlatego są wyżej cenione tak na rynku wewnętrznym, jak i zagranicznym. Posortowane pęcherze spłaszcza się na kolanie, składa podłużnie raz lub dwa razy (w zależności od szerokości pęcherza i sposobu wiązania pęczków) i układa szyjkami na przemian w pęczki po 25 sztuk. Każdy pęczek przewiązuje się sznurkiem takim jak do wiązania jelit, poprzecznie w dwóch lub trzech miejscach. Pod kanty pęczków w miejscach przewiązań można podkładać tekturki, żeby nie przecinać sznurkiem ścianek skrajnych pęcherzy. Z przełyków po wysuszeniu należy wypuścić powietrze przez nacięcia przy jednym przewiązaniu, nie odcinając jednak wiązania. W ten sposób bowiem unikamy rozdzierania się przełyków od strony odciętej. Następnie spłaszcza się przełyki przez wygładzanie ich na stole lub kolanie ręką, sortuje je według długości i jakości oraz wiąże sznurkiem w dwóch miejscach przy końcach w pęczki po 25 sztuk. W punktach uboju, w których brak jakichkolwiek możliwości suszenia pęcherzy lub przełyków, z konieczności, żeby nie dopuścić do niszczenia tych artykułów, konserwujecie je przez zasalanie w taki sam sposób jak inne jelita. Zakonserwowany jednak w ten sposób surowiec traci dużo na wartości (czernieje, kurczy się) i nie nadaje się do wszystkich tych celów, którym służy pęcherz lub przełyk wysuszony. O ile solenie pęcherzy nie jest wskazane i stosować je można w wypadkach koniecznych, o tyle solenie przełyków tylko nieznacznie obniża ich jakość. Jako opakowanie do pęcherzy i przełyków suszonych używa się papierowych toreb lub skrzyń drewnianych. Towar solony wkłada się do takich samych beczek, do jakich wkłada się solone jelita. 2. Suszenie ślazów Zasada suszenia ślazów jest taka sama jak pęcherzy: suszenie sposobem naturalnym (na strychach, w szopach i na otwartym powietrzu) i w suszarniach mechanicznych. Ślazy przy suszeniu wymagają zachowania pewnych ostrożności, żeby nie zniszczyć lub nie obniżyć wydajności zawartej w nich podpuszczki. Temperatura suszenia ślazów nie powinna przekraczać + 35°C. Zarówno ostre słońce, jak temperatura w suszarni mechanicznej, wyższa od + 35°C, działają ujemnie na wartość suszonych ślazów. Najwydajniejszym surowcem są ślazy suszone w pomieszczeniach przyciemnionych, suchych, ciepłych i przewiewnych (strychy i szopy). Suszenie ślazów w składach z beczkami jelit, gdzie panuje powietrze słono-wilgotne, jak to się często zdarza w małych zbiornicach, czyni je bezwartościowymi. Po wysuszeniu ślazów wypuszcza się z nich powietrze przez odcięcie nożem przy samym przewiązaniu grubszego końca. Odcięcie grubszego końca (od strony ksiąg) ślazu jest konieczne, gdyż ze względu na grubość tkanek jest on przeważnie tnie dosuszony i może stać się bardzo łatwo podłożem dla rozwoju bakterii i robactwa po ułożeniu ślazów w pęczki i umieszczeniu w magazynie. Odcinanie grubszego końca ślazu należy wykonać w ten sposób, żeby średnica światła otworu w tym miejscu nie przekraczała 5 cm. Odcięte końcówki zawierają jednak pewne ilości podpuszczki i można zbierać je do specjalnych naczyń (najlepiej beczek drewnianych) i przesyłać do wytwórni fermentów. Po wypuszczeniu powietrza ślazy składa się, sortuje według jakości i wiąże w pęczki po 25 sztuk, przewiązując poprzecznie w dwóch miejscach rafią lub szpagatem tej samej grubości co pęczki pęcherzy. c. Jelita eksportowe Procesy technologiczne stosowane przy obróbce i konserwacji jelit oraz polskie normy jakościowe na gotowy produkt jeliciarski stoją na wysokości standardu międzynarodowego. Stwierdzić należy, że krajowy produkt przewyższa często jakościowo towar importowany z zagranicy. Polskie jelita cieszą się na rynkach zagranicznych dużym uznaniem. Może się jednak zdarzyć, że warunki stawiane polskim jelitom przez, zagranicznego odbiorcę będą różnić się od przestrzeganych u nas w obrocie krajowym. Przyczyną tego mogą być różnice zwyczajowe przyjęte w handlu jelitami zagranicą lub odmienne przeznaczenie jelit. Dlatego przed przystąpieniem do przygotowania towaru na eksport należy dokładnie zapoznać się z żądaniami odbiorcy. Żądania te mogą wyrazić się wprowadzeniem specjalnych (dodatkowych) momentów technologicznych przy obróbce (np. moczenie żołądków wieprzowych w solance przed ułożeniem w beczkach, dopuszczanie przy wieprzowych krzyżówkach większych koronek itp.) albo — wiązaniem obrobionych jelit w inne niż przyjęte u nas pęczki (np. angielski rynek żąda metrowania kiełbaśnic w 100-jardowe pęczki). Opakowanie jelit i sposób znakowania opakowań mogą również być inne niż przyjęte u nas. Sprawa metrażu pęczków także musi być dokładnie sprecyzowana: czy ustalony metraż jelit w pęczku liczy się dla jelit w stanie zasolonym czy świeżym. W obrocie krajowym obowiązuje u nas metraż jelit w pęczku dla jelit nie zasolonych. W niektórych zaś państwach żąda się pełnego (przepisanego) metrażu jelit w stanie solonym. Jeżeli odbiorca zagraniczny nie określił dokładnie swoich życzeń przy zamówieniu, należy zażądać ich od niego, żeby nie narazić się później, po przygotowaniu całej partii towaru, na niespodzianki. d. Przeróbka jelit solonych Niekiedy szlamiarnie mogą otrzymywać do przeróbki jelita w stanie zasolonym. Może to mieć miejsce w następujących przypadkach: W małych rzeźniach, gdzie brak jest odpowiednich warunków do przeprowadzenia całkowitej obróbki kiszek, surowiec jeliciarski może być poddawany częściowej obróbce (rozebraniu na części, opróżnieniu z treści, okaszlowaniu i oszlamowaniu) i w stanie zasolonym przesyłany do większych, należycie urządzonych szlamiarń w celu przekalibrowania i posortowania. W okresie dużych nasileń ubojów i wzmożenia prac w szlamiarni bieżące kalibrowanie i sortowanie jelit może być utrudnione, a nawet uniemożliwione. Z konieczności więc trzeba wyszlamowany towar pęczkować i zasalać, zostawiając przekalibrowanie go na okres dogodniejszy. Wskutek uszkodzenia opakowania jelit w czasie magazynowania i wycieknięcia soku, w celu uchronienia towaru przed zepsuciem, może powstać konieczność poddania ponownej przeróbce całej zawartości opakowania (beczki).We wszystkich tego rodzaju przypadkach należy jelita najpierw poddać zmoczeniu przez czas około 30 minut w ciepłej wodzie aż do zupełnego rozpuszczenia zawartej w nich soli, następnie - dokładnie przepłukać. Dalsze procesy przerobowe mają przebieg taki sam jak przy przeróbce świeżego surowca jeliciarskiego. V. ARTYKUŁY POMOCNICZE UŻYWANE PRZY OBRÓBCE JELIT Artykułami pomocniczymi przy przeróbce i konserwacji jelit są: sól i sznurek oraz materiał do oznaczania jakości jelit. Soli używa się jako środka konserwującego do zasalania jelit po obróbce, sznurkiem wiąże się pęczki jelit przed zasoleniem, zawiązuje nadmuchane ślazy, pęcherze i przełyki oraz wiąże się je w paczki po wysuszeniu. Kolorowych sznurków lub zawieszek używa się do oznaczenia średnicy jelit kalibrowanych. Do solenia jelit powinno się używać tylko półziarnistej białej soli zawierającej jak najmniej związków żelaza i wapnia. Do konserwacji watlongów oraz przesalania kiełbaśnic nadaje się tylko sól „warzonka". Najodpowiedniejsze do wiązania obrobionych jelit, przełyków, ślazów i pęcherzy ;są nici konopne, symbol Ł/391/8/8 (ciężar kłębka — około 100 g, metraż — około 120 m). Jelita grube, kątnice i krzyżówki wieprzowe oraz kątnice bydlęce powinno się wiązać nićmi konopnymi, symbol Ł/392/6/4 (ciężar kłębka - 200 g, metraż — około 180 m). Zużycie tych artykułów na jeden komplet jelit podaje tablica 2. Przy ustalaniu zużycia środków pomocniczych przyjęto, że pęcherze, przełyki i ślazy konserwuje się przez suszenie, pozostałe części kompletów jelit konserwuje się metodą solenia oraz że zbiera się tylko i suszy przełyki od bydła i koni. Praktycznie biorąc, ilości zużycia soli do jednego kompletu jelit mogą ulegać pewnym wahaniom: jelita przeznaczone na długie magazynowanie muszą być dokładniej i obficiej zasalane niż jelita przeznaczone do produkcji zaraz po obróbce. Przy obróbce jelit w lecie zużywa się stosunkowo więcej soli niż w zimie. VI. WYDAJNOŚĆ JELIT Wydajność przemysłowa jelit uzyskiwana w szlamiarniach zależna jest od jakości i długości naturalnej poszczególnych odcinków przewodu pokarmowego zwierząt rzeźnych oraz technicznych warunków obróbki surowca jeliciarskiego. a. Długość i jakość przewodu pokarmowego zwierząt Na długość i jakość przewodu pokarmowego zwierzęcia ma wpływ szereg czynników takich, jak: sposób odżywiania, wiek, ciężar, rasa, płeć, kondycja. Sposób odżywiania. Zwierzęta żywione paszami objętościowymi mają przewód pokarmowy dłuższy i mocniejszy od zwierząt karmionych paszami treściwymi. Stąd bydło stepowe będzie miało jelita dłuższe i o grubszych ściankach niż bydło utrzymywane w gospodarstwach. Owce stepowe odznaczają się większą wydajnością jelit niż uszlachetnione rasy owiec. Ma na to wpływ pokarm w postaci twardej trawy, którą odżywiają się owce stepowe. Szczególny wpływ (według prof. Popowa) na długość przewodu pokarmowego zwierząt ma rodzaj karmy spożywanej w młodości. Doświadczenia wykazały, że metraż jelit owiec — specjalnie karmionych od wczesnego okresu życia paszą objętościową (zamiast mlekiem matek) - był do 50% dłuższy od jelit innych owiec tego samego wieku i ciężaru. Wiek zwierzęcia. Zwierzęta starsze mają mocniejsze i dłuższe jelita od zwierząt młodych. U bardzo starych zwierząt spotyka się często osłabienie i zwiotczenie tkanek jelit. Jelita od zwierząt bardzo młodych są słabe i dlatego nie nadają się na osłonki do wędlin. Ciężar zwierzęcia. Metraż jelit dużej sztuki o odpowiednio dużym ciężarze jest większy od metrażu jelit od sztuki małej, o mniejszym ciężarze, chociaż w tym samym wieku. Rasa zwierzęcia. Najwydatniejsze i najlepsze są jelita od bydła ras roboczych, mięsnych i mleczno-mięsnych. Rasy mleczne dostarczają surowiec jeliciarski gorszej jakości. Spostrzeżenia poczynione w naszych szlamiarniach wykazały, że metraż jelit od zwierząt o tym samym ciężarze, ale różnych ras jest różny. Na przykład rasa bydła simentalska i holenderska dają większy metraż jelit od krajowej rasy czerwonej. Jelita rasowych świń odmian ciężkich są dłuższe niż jelita świń nierasowych. Kondycja. Sztuki wychudzone mają przewód pokarmowy słaby, rwący się w czasie obróbki. Płeć. Stwierdzono przy pomiarach, że np. buhaje mają krótszy metraż jelit niż krowy tej samej rasy i ciężaru. Wymiary długości poszczególnych odcinków przewodu pokarmowego (jelit) zwierząt ubijanych w naszych rzeźniach przedstawia się jak następuje: Kiełbaśnica, długość: 12,00 – 28,00 m Jelito grube wieprzowe bez kątnicy i krzyżówki, długość: 2 – 4 m Krzyżówka wieprzowa, długość: 0,40 – 1,50 m Kątnica wieprzowa, , długość: 0,30 – 0,60 m Jelito wiankowe, długość: 23,00 – 52,00 m Jelita środkowe bydlęce, długość: 4,00 – 12,00 m Kątnica bydlęca, długość: 0,75 – 2,00 m Krzyżówka bydlęca, długość: 0,30 – 1,00 m Przełyk bydlęcy, długość: 0,30 – 0,80 m Watlongi, długość: 12,00 – 26,00 m Jelita środkowe baranie, długość: 3,00 – 5,00 m Kątniczka barania, długość: 0,30 – 0,90 m Krzyżówka barania, długość: 0,40 – 0,80 m Jelito cienkie końskie, długość: 14,00 – 26,00 m Przełyk koński, długość: 0,40 – 1,00 m Kątniczka cielęca, długość: 0,30 – 0,70 m Krzyżówka cielęca, długość: 0,20 – 0,40 m b. Wpływ warunków technicznych obróbki jelit Ze względu na delikatność ścianek jelit, a co za tym idzie i łatwość uszkodzeń i zniszczeń w czasie oczyszczania, wydajność surowca jeliciarskiego uzależniona jest w większym stopniu niż innych surowców mięsnych od technicznych warunków obróbki. Są to przede wszystkim: Dostateczna ilość wody ciepłej i zimnej. Bez wody ciepłej nie może być mowy o dokładnym kaszlowaniu i szlamowaniu jelit. Kiszki obrabiane przy użyciu niedostatecznej ilości wody będą zawierać resztki treści pokarmowej, brud i części błony śluzowej, a w czasie obróbki łatwo będą ulegać uszkodzeniom. Odpowiednie maszyny szlamiarskie. Szlamiarka często rwie dobre i mocne jelita wskutek złego ustawienia lub niedokładnego wyregulowania walców albo wskutek ich zużycia. Przy obróbce ręcznej wymagane są odpowiednie szlamulce i deski do szlamowania jelit. Fachowy personel. Wszystkie niemal czynności w szlamiarni przy oczyszczaniu jelit wymagają dłuższej wprawy, w szczególności zaś opuszczanie cienkich jelit i obróbka jelit baranich (watlongów). Nowy lub niedostatecznie wyszkolony personel może czynić wielkie szkody przy obróbce surowca jeliciarskiego i to zarówno przy obróbce ręcznej, jak i maszynowej . Wyposażenie szlamiarni w niezbędne narzędzia i urządzenia (dostateczna ilość stolnic, stołów, płuczek, basenów i wózków). Sprawność i terminowość w wykonywaniu prac szlamiarskich. Wykonanie z opóźnieniem jakiejś czynności (np. opróżnienie z treści) przy oczyszczaniu kiszek może stać się powodem dyskwalifikacji towaru. c. Przemysłowa wydajność jelit Długość i jakość surowca jeliciarskiego oraz warunki, w jakich odbywa się jego obróbka, składają się na wydajność przemysłową gotowych (obrobionych) jelit. Wydajność ta może być większa lub mniejsza w zależności od okręgów hodowlanych i ras zwierząt bitych w danej rzeźni. Obecnie stosowane są dla wszystkich szlamiarń przeciętne normy wydajnościowe obrobionych jelit podane w tablicy 3. Co do jelit owczych to ustalone są tylko przeciętne wydajności dla watlongów w wysokościach następujących: od skopów — 24 m, od maciorek — 20 m, od jagniąt — 13 m. Normy wydajnościowe jelit od koni i kóz dotąd nie są opracowane. Podane wyżej wydajności odnoszą się do jelit oryginalnych. Dla towaru kalibrowanego dotychczas norm nie ustalono. Opieranie wydajności jelit wyłącznie na ciężarze żywym zwierząt rzeźnych nie jest słuszne. U bydlęcia, które przez napojenie przed ubojem stało się cięższe i zostało przez to zakwalifikowane do wyższej wagowo grupy (np. ze 174 na 180 kg), nie zwiększył się wskutek tego metraż jelit. Ciężar zwierząt jest tylko jednym, ale nie jedynym kryterium przy ustalaniu norm wydajności jelit. VII. MAGAZYNOWANIE JELIT Jelita solone i suszone magazynuje się w oddzielnych pomieszczeniach. a. Magazynowanie jelit solonych Magazyn na jelita solone powinien być murowany z zapewnionym dostępem świeżego powietrza, a temperatura w nim powinna być jednakowa zimą i latem (do +10°C); do wnętrza magazynu nie powinny przenikać bezpośrednio promienie słoneczne. Na dłuższe magazynowanie jelit najodpowiedniejsze są dobrze wentylowane i specjalnie przystosowane podziemia lub piwnice wyposażone w windę do ładowania beczek i w miarę możności — chłodzone. Towar przeznaczony do produkcji bieżącej lepiej jest przechowywać w pomieszczeniach parterowych. Magazyn powinien składać się z trzech części: właściwej hali magazynowej, oddzielnego pomieszczenia na towar eksportowy, schowka na sól.Pożądane jest również, aby przy magazynie był niewielki pokoik-kantorek dla magazyniera. Przy obliczaniu powierzchni magazynu należy przyjąć 0,60 m2 na jedną beczkę jelit, nie wliczając w to koniecznej przestrzeni manipulacyjnej do przyjmowania i wydawania towaru oraz wolnych przejść nieodzownych przy rozwożeniu wózkiem ręcznym beczek po magazynie. Przy jednej ze ścian magazynu powinny znajdować się murowane baseny do przechowywania jelit grubych wieprzowych i żołądków, przeznaczonych na użytek krajowy.