Pamiętajcie, że z naszego forum możecie korzystać bezpłatnie tylko dzięki temu, iż kilkadziesiąt osób klika w reklamy. Może już czas abyś do nich dołączył?


Maxell
-
Postów
46 205 -
Dołączył
-
Ostatnia wizyta
-
Wygrane w rankingu
180
Typ zawartości
Profile
Forum
Wydarzenia
Mapa użytkowników
Sklep
Giełda
Treść opublikowana przez Maxell
-
Na tym polega cała sztuka. Ręczną zabierasz nawet pod namiot, a tamta kolubryna musi mieć stabilne podłoże i zasilanie. Poza tym, zobacz jaka jest róznica w wadze.
-
Ta książka jest na naszym forum od kilku lat. /topic/17030-polska-wielkanoc/
-
Będzie dobrze.
-
To jest normalny kolor mięsa, które przez jakiś czas dotyka np. ścianki naczynia, w którym się pekluje, lub innego elementu mięsnego. Jeśli zapach mięsa jest ok, zalewa czysta i pachnaca nie ma strachy.
-
Rozpoczynając pisanie posta, po prawej na dole, masz przycisk więcej opcji.
-
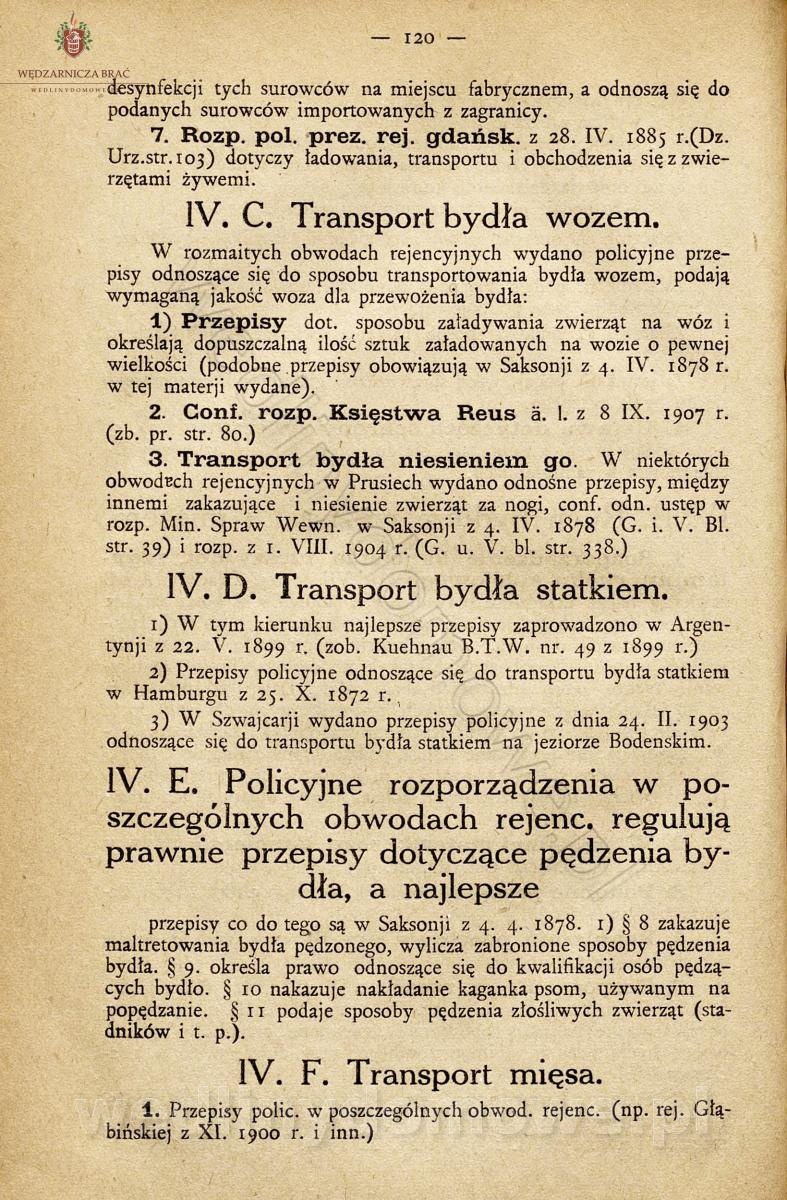
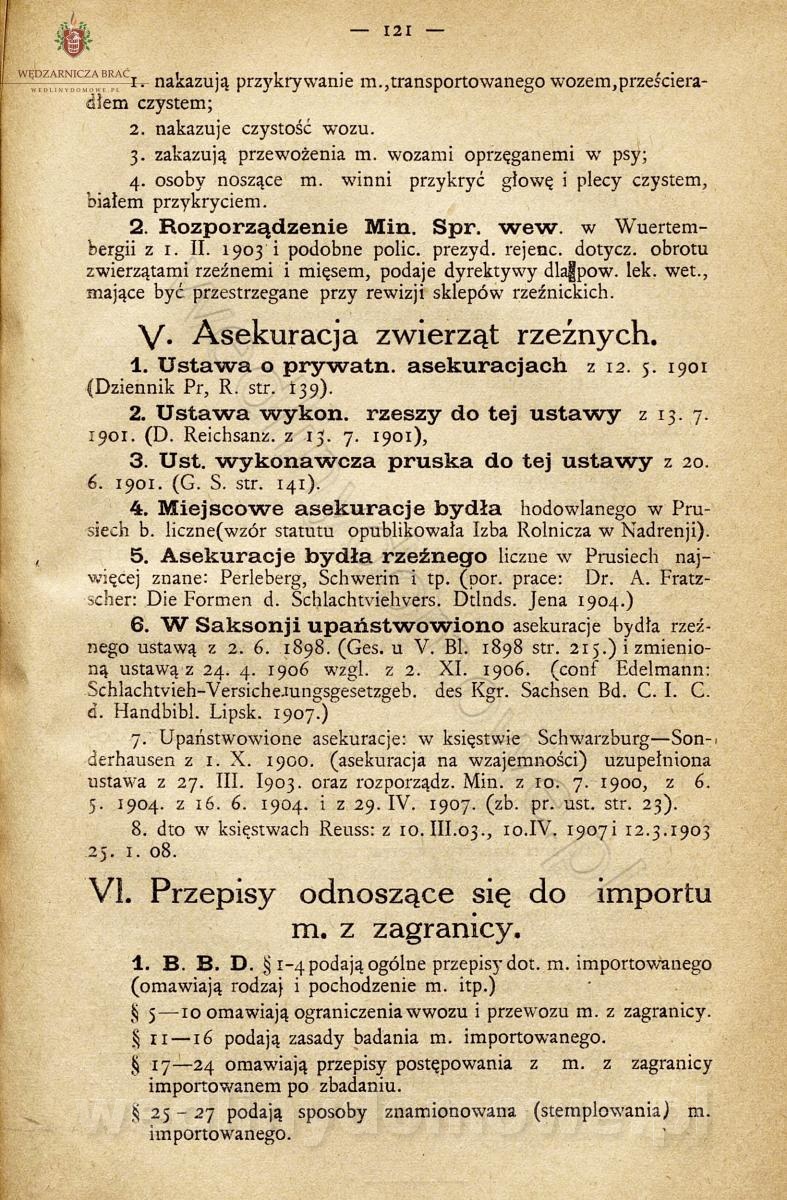
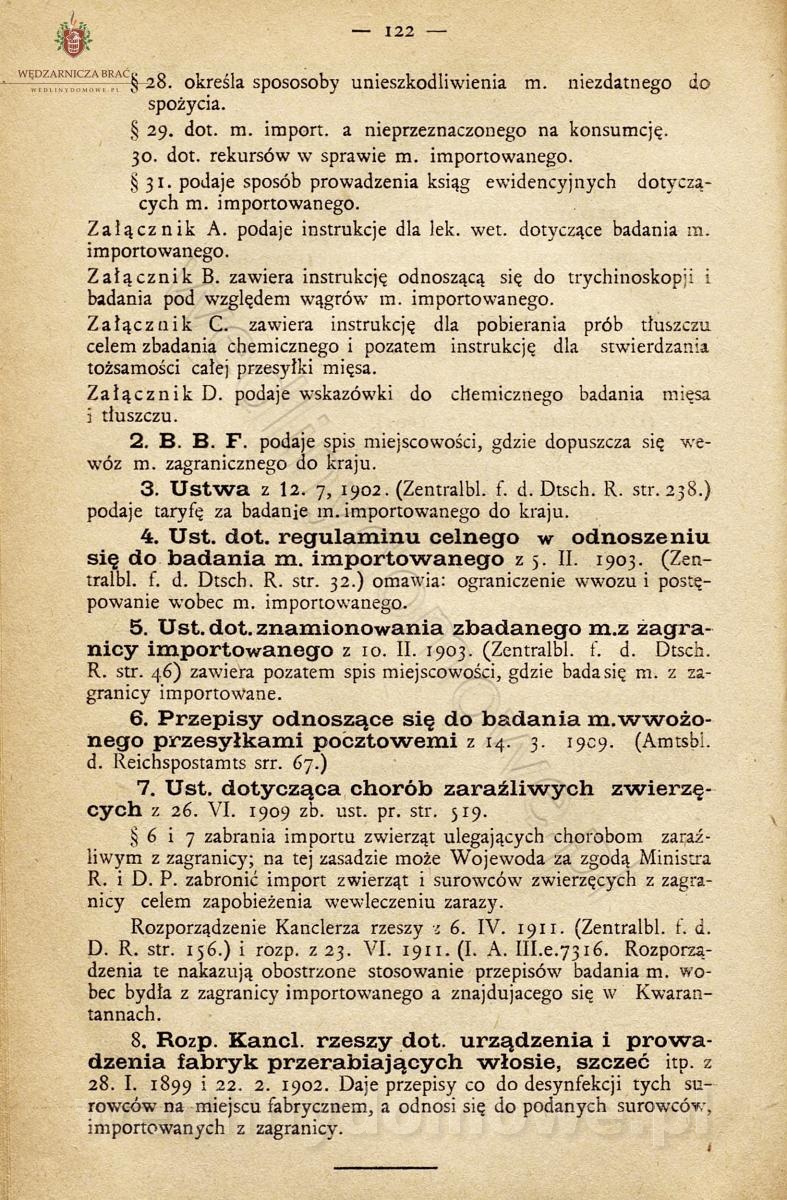
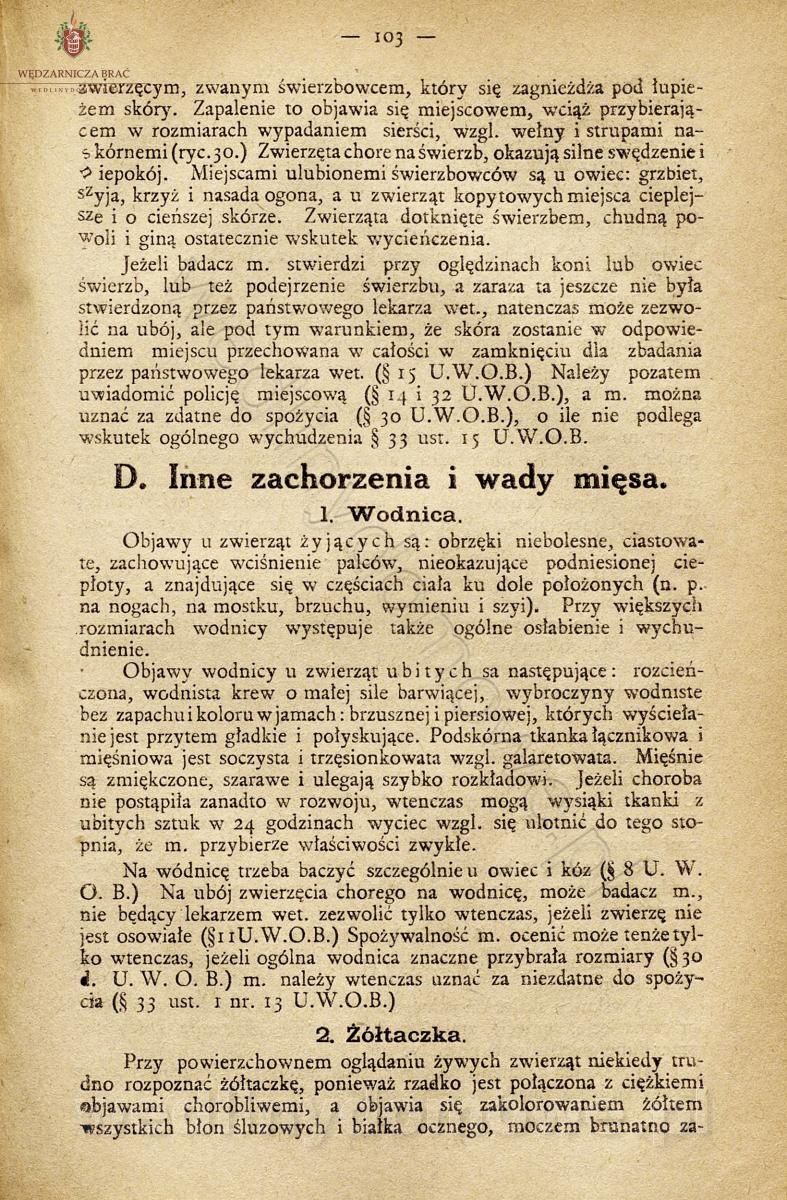
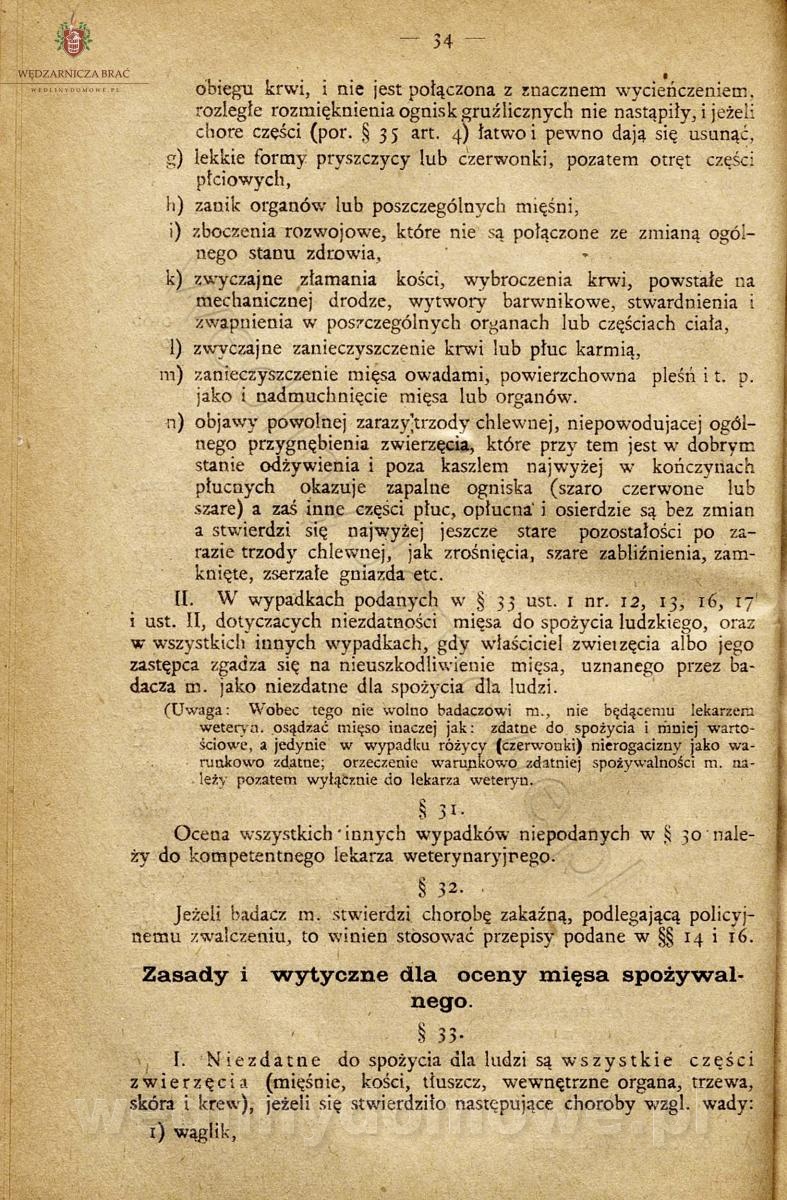
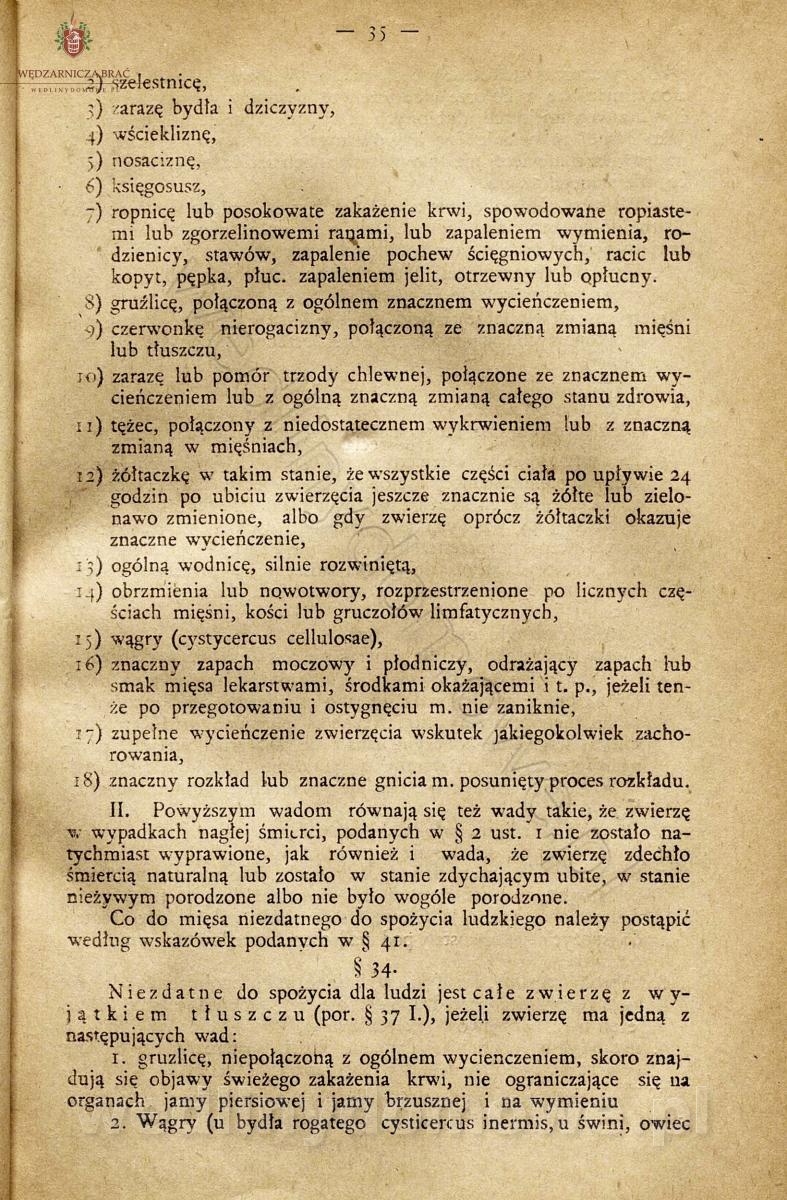
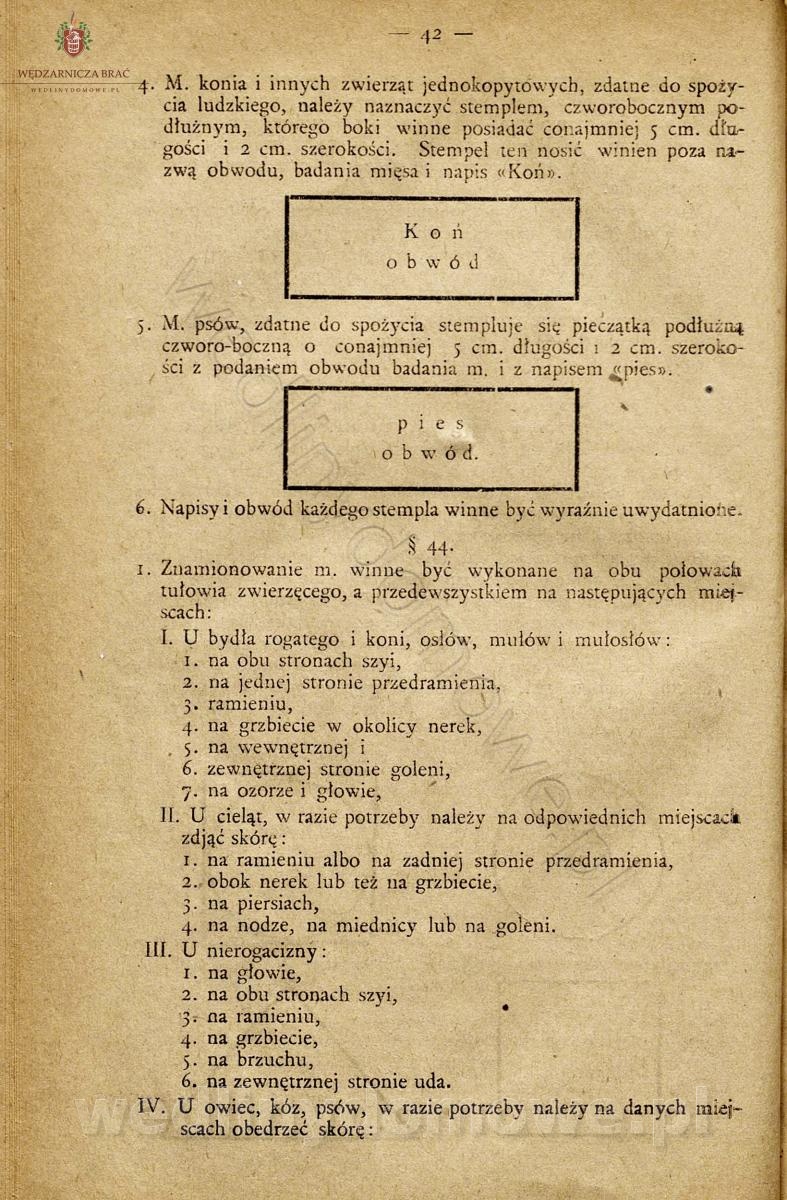
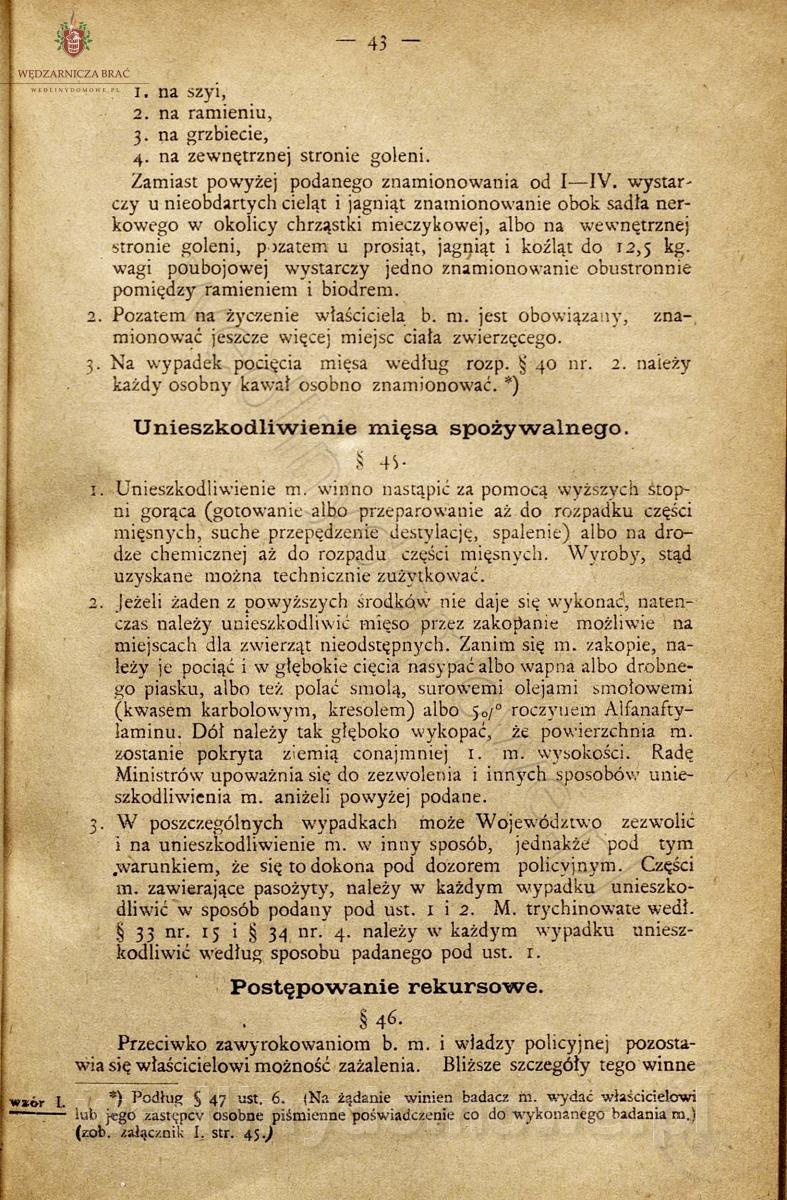
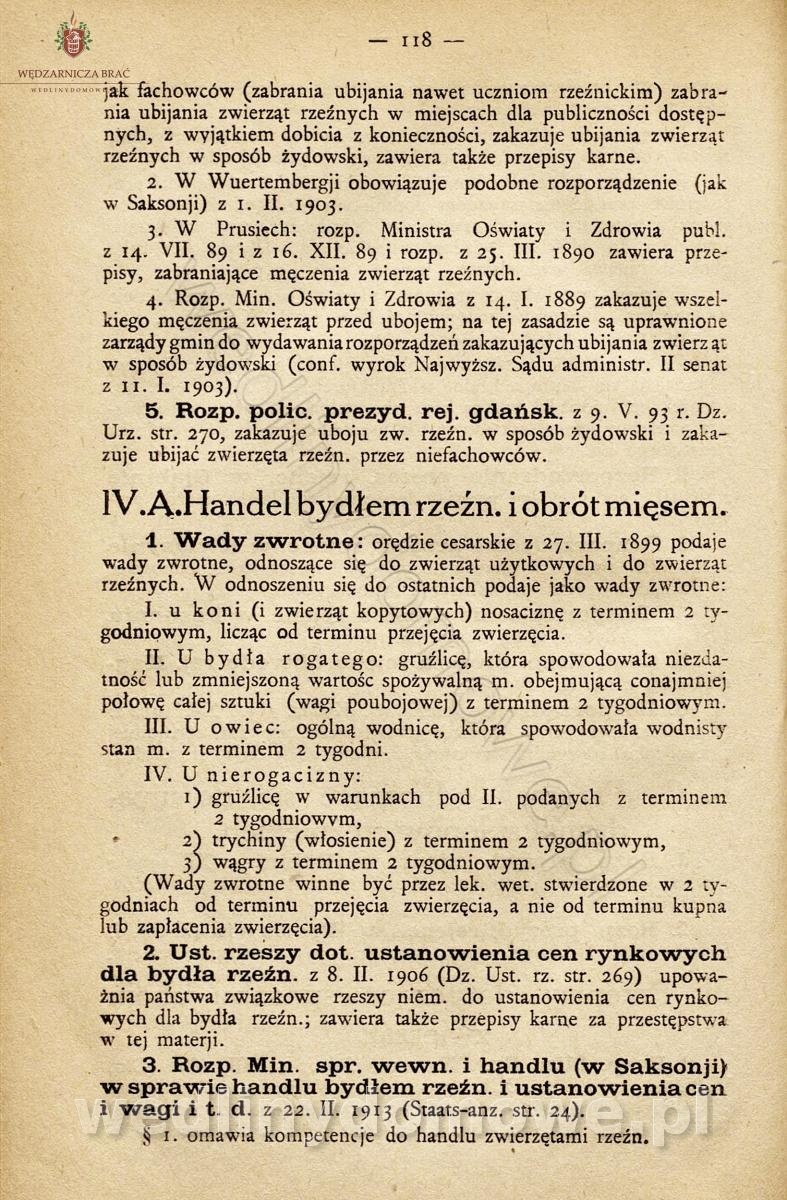
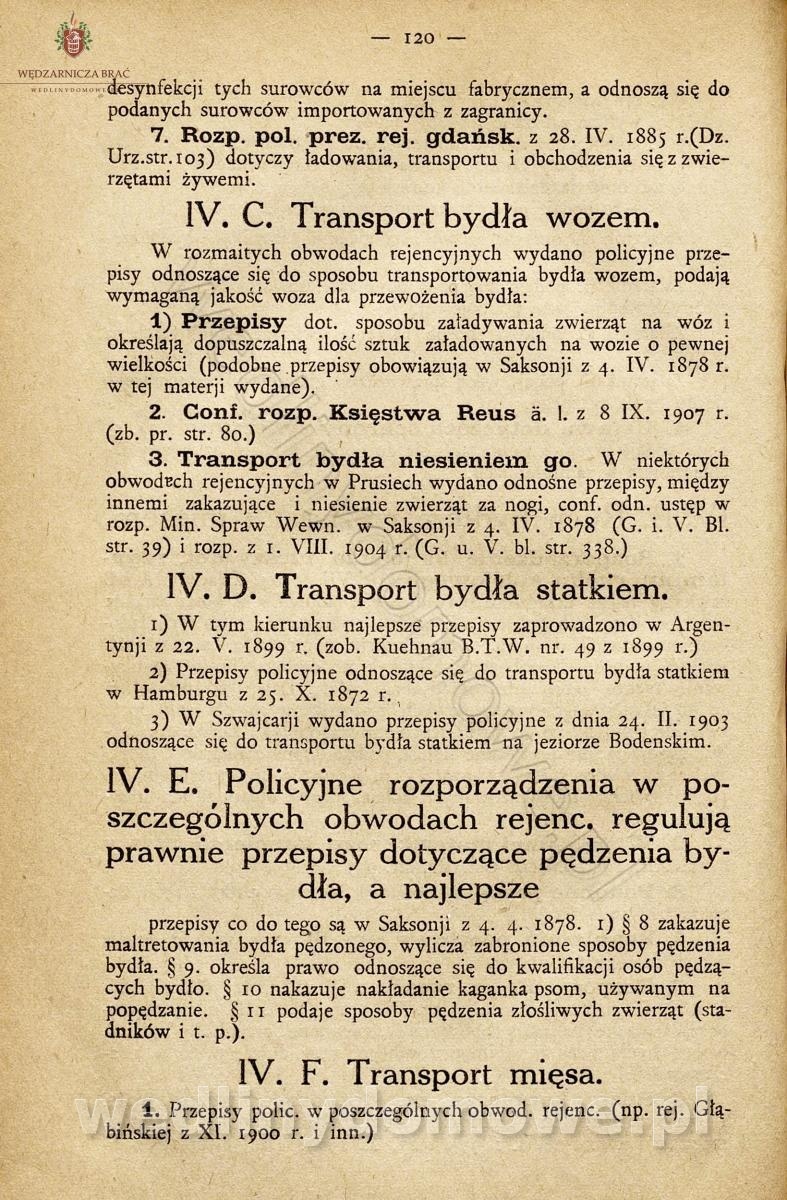
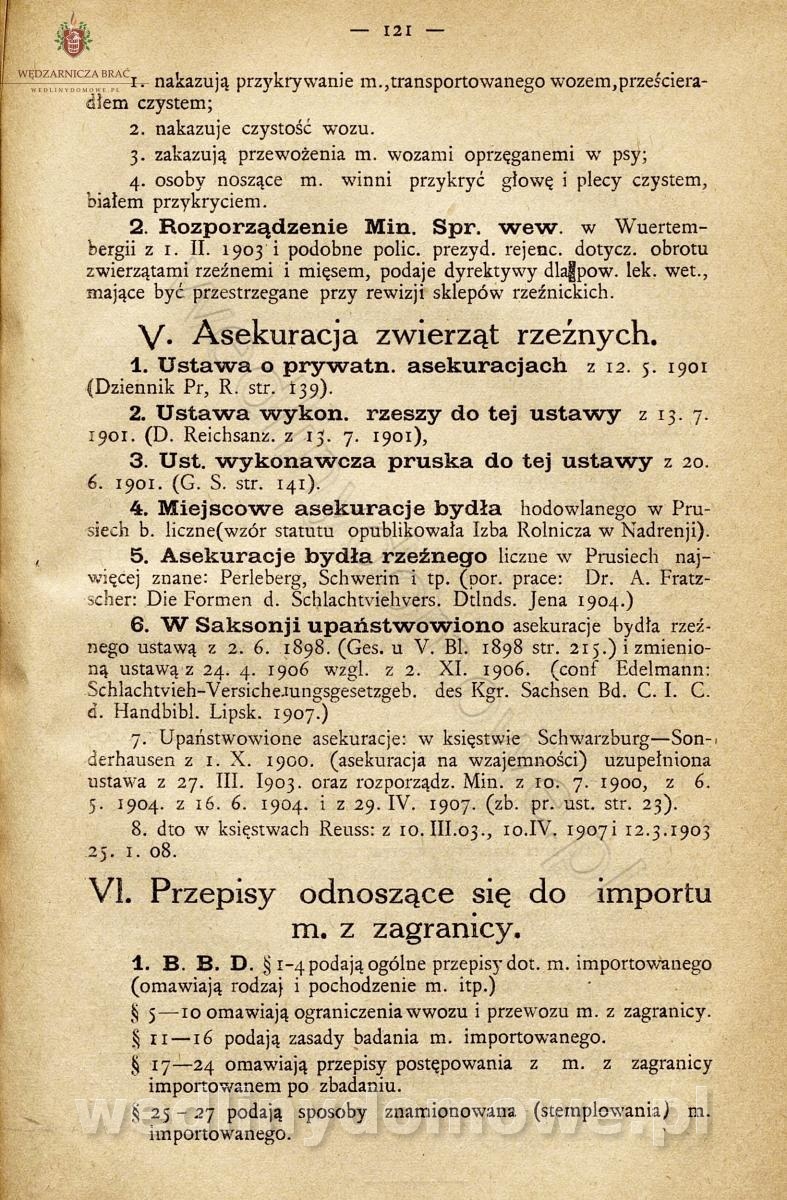
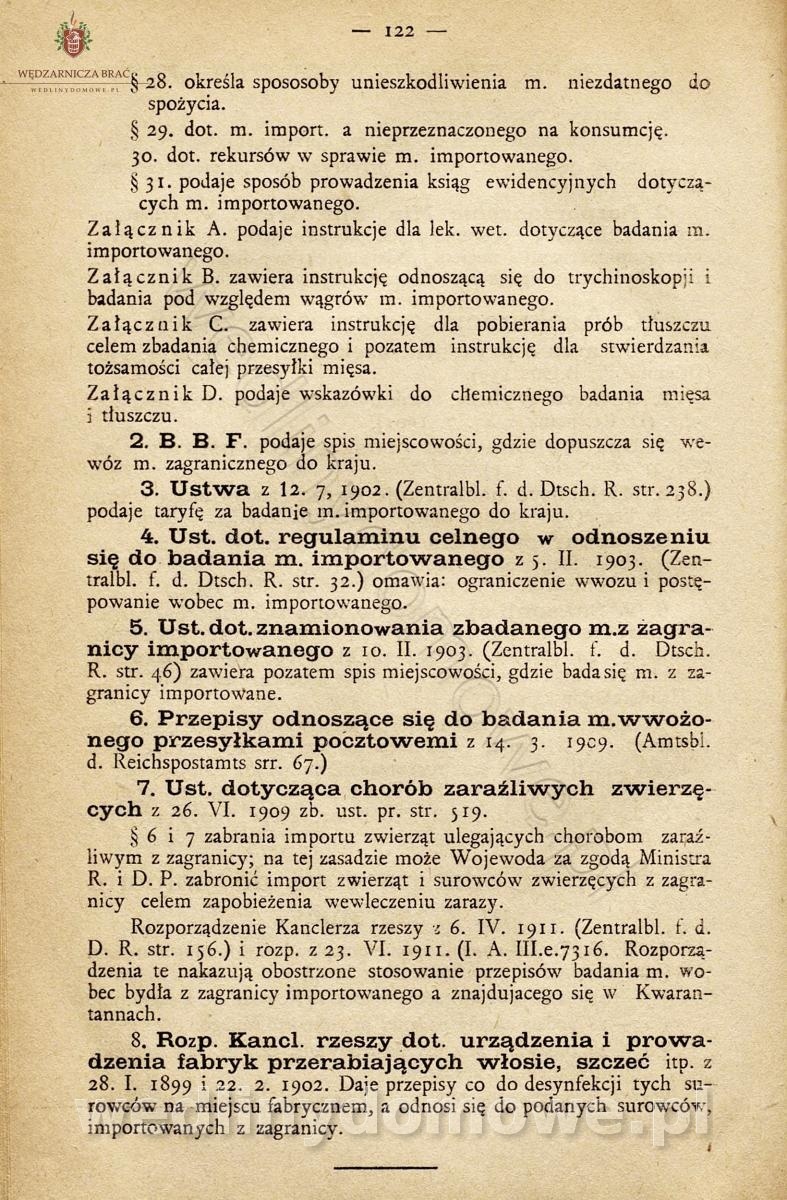
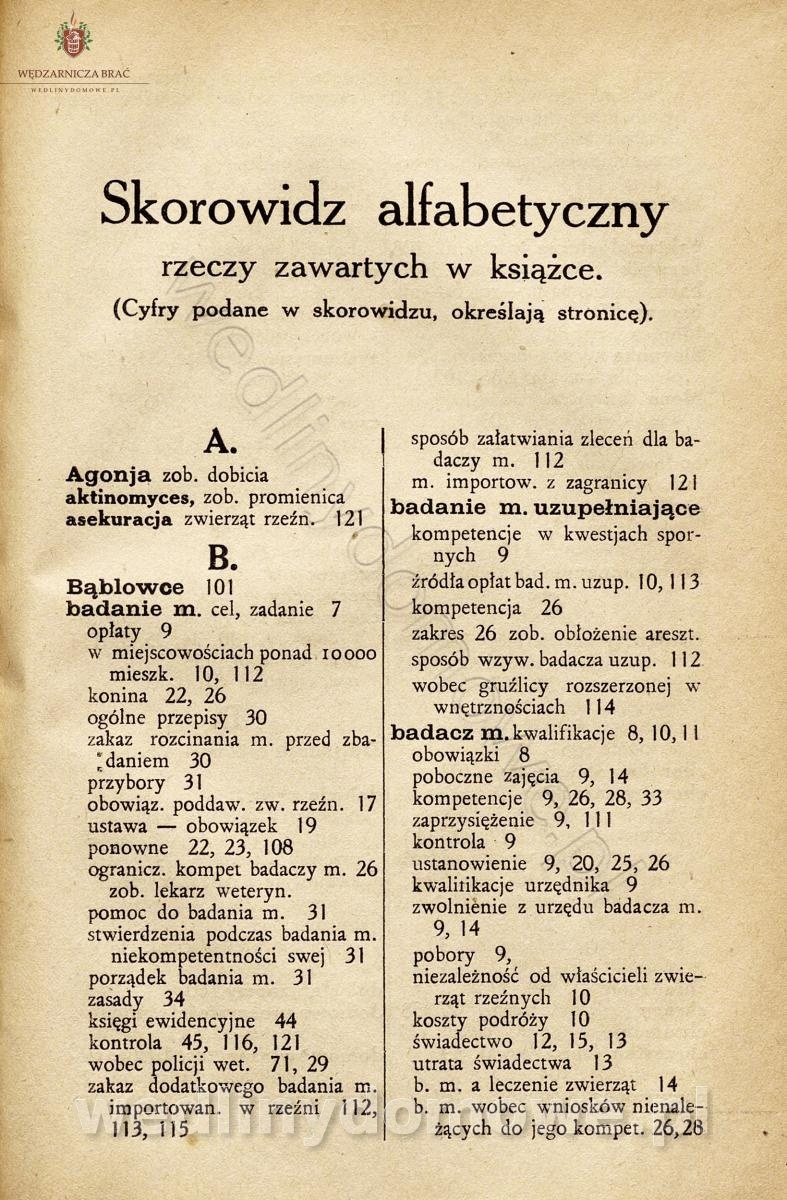
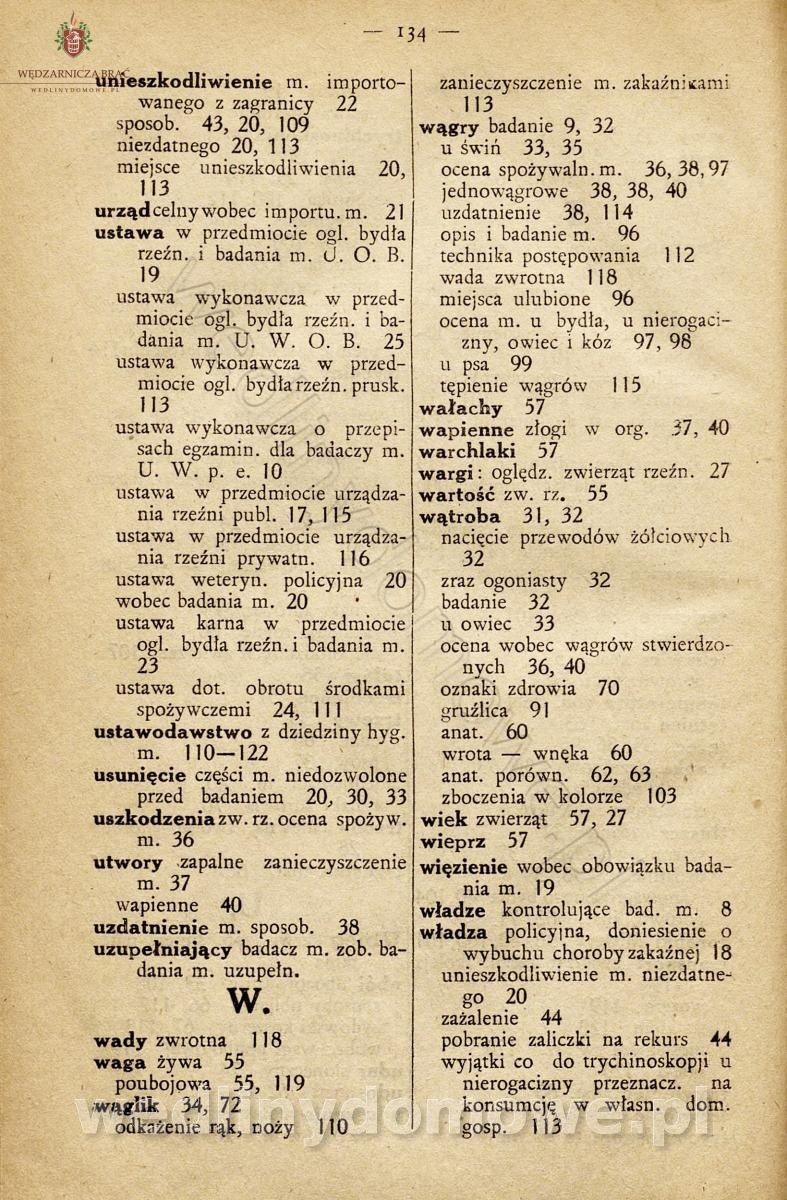
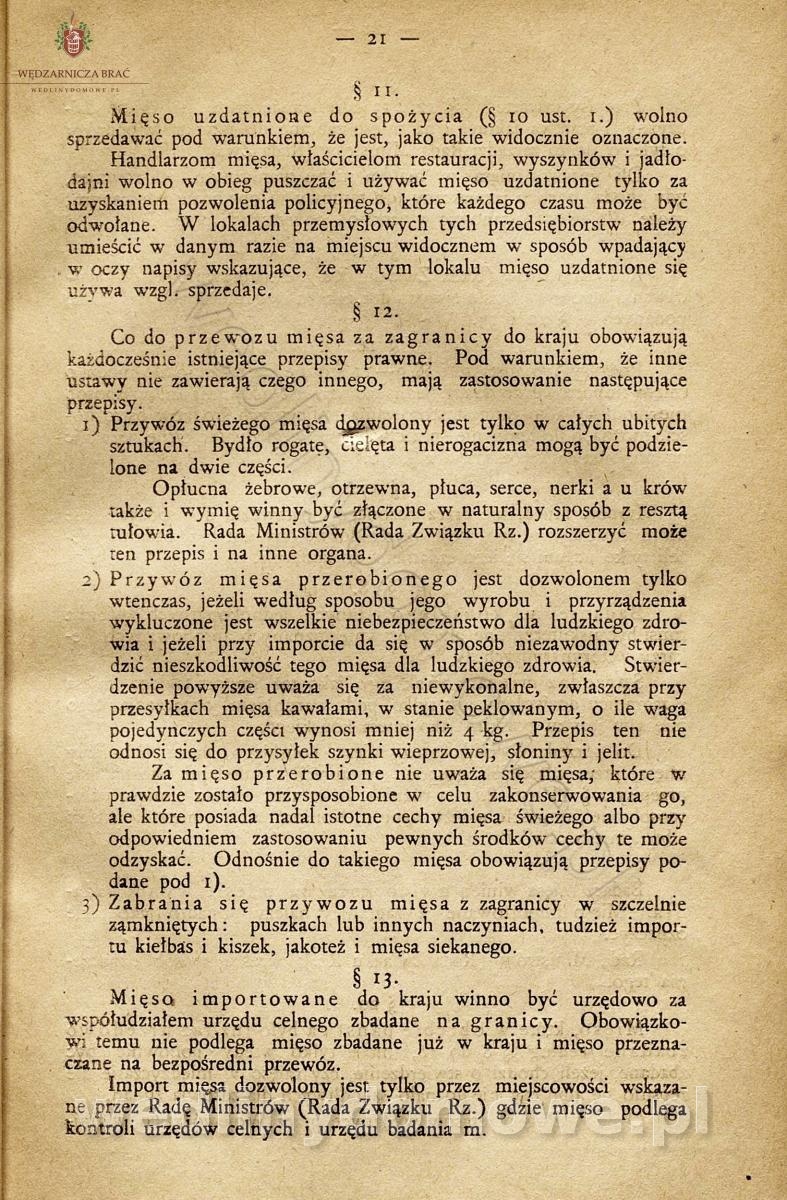
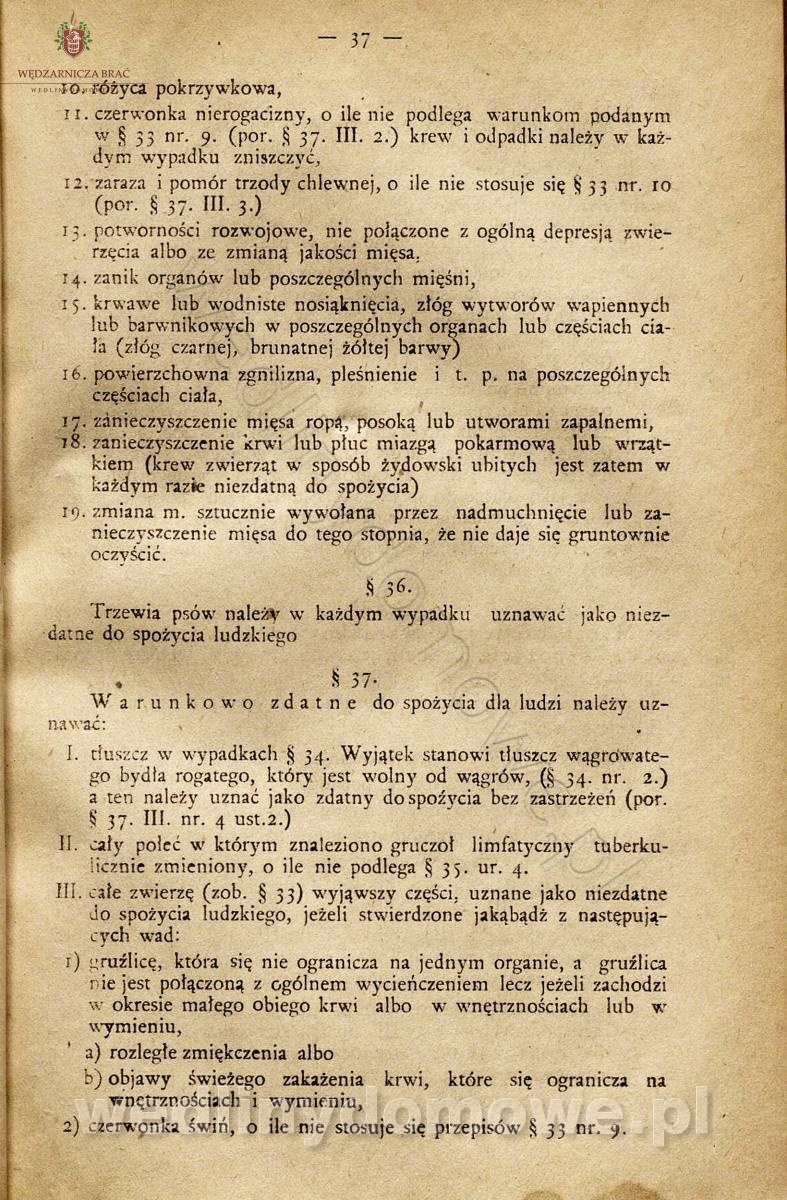
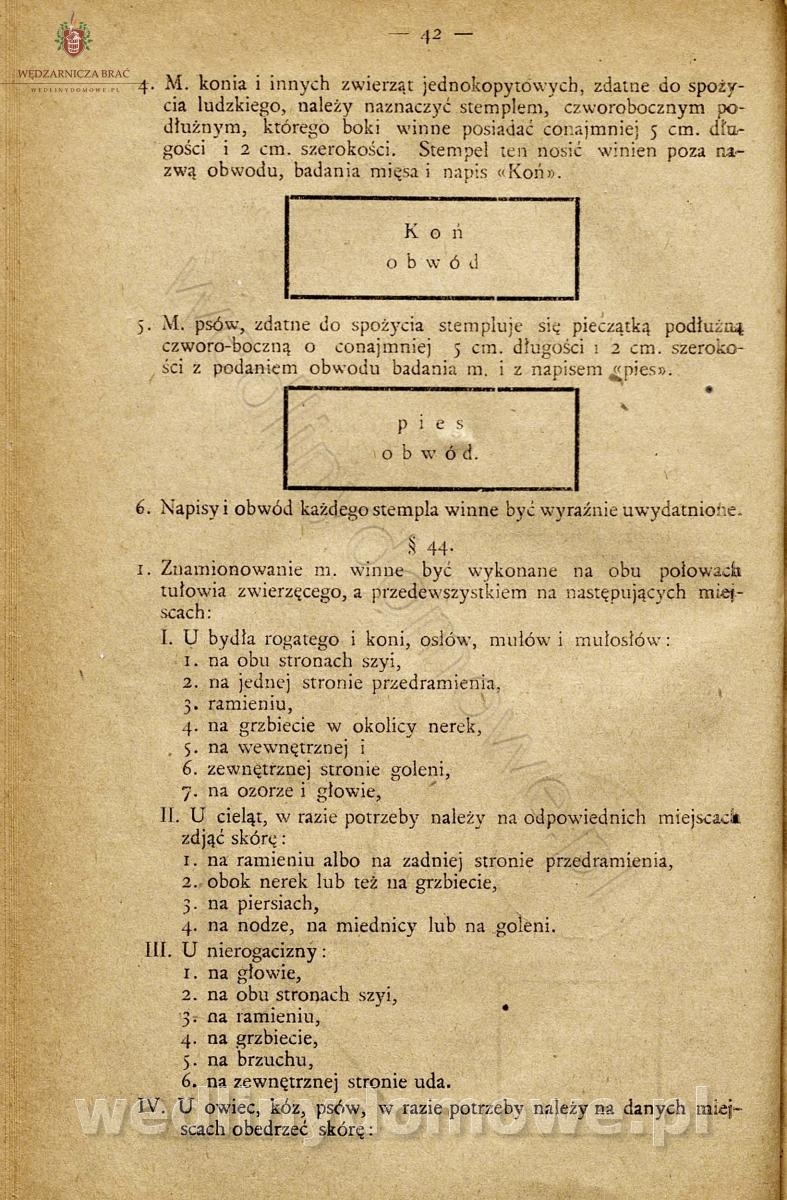
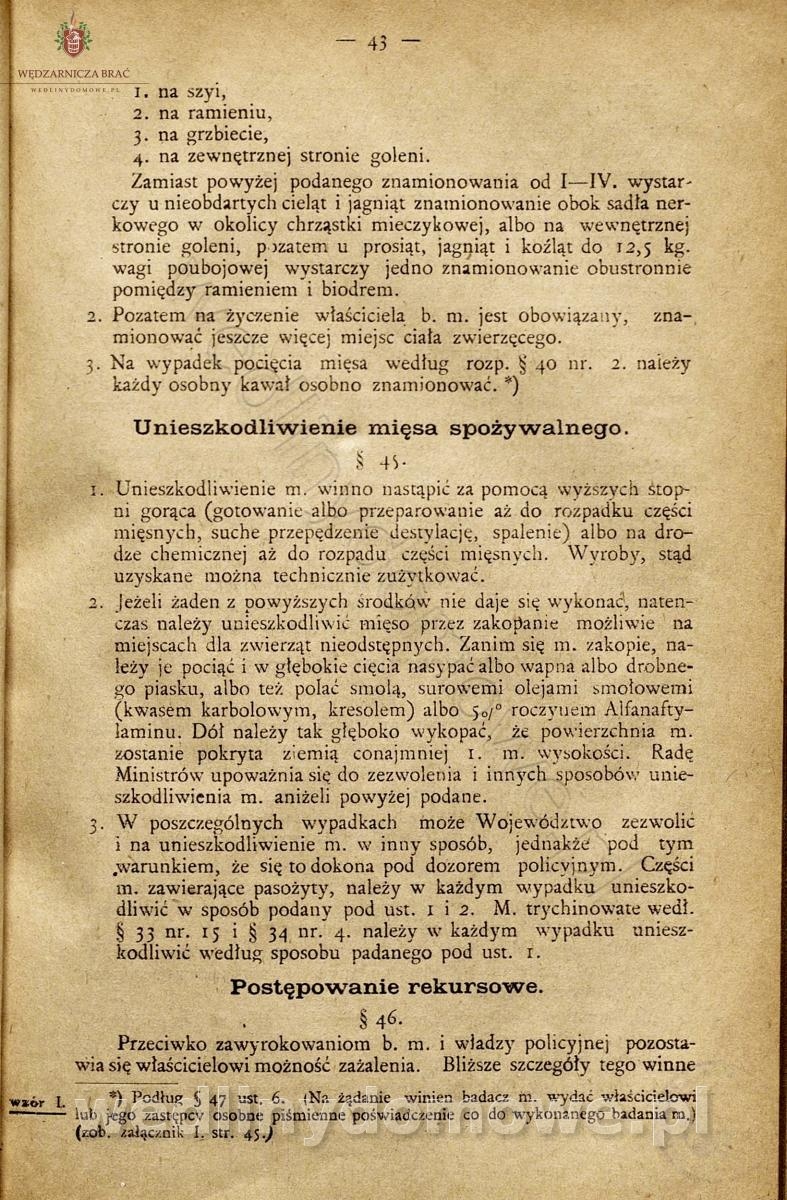
Informacja prasowa: Aktualnie w Polsce jedzenie mięsa z psów jest legalne, choć zabroniony jest ich ubój. Media niejednokrotnie donosiły jednak o "przerabianiu psów na smalec", co miało miejsce na Podkarpaciu i w Małopolsce. Kilka osób za to skazano.
-
Na potrzeby portalu wedlinydomowe.plopracował Maxell
-
Wrzuć dobrej jakości zdjęcia tego mięsa z przebarwieniami.
-
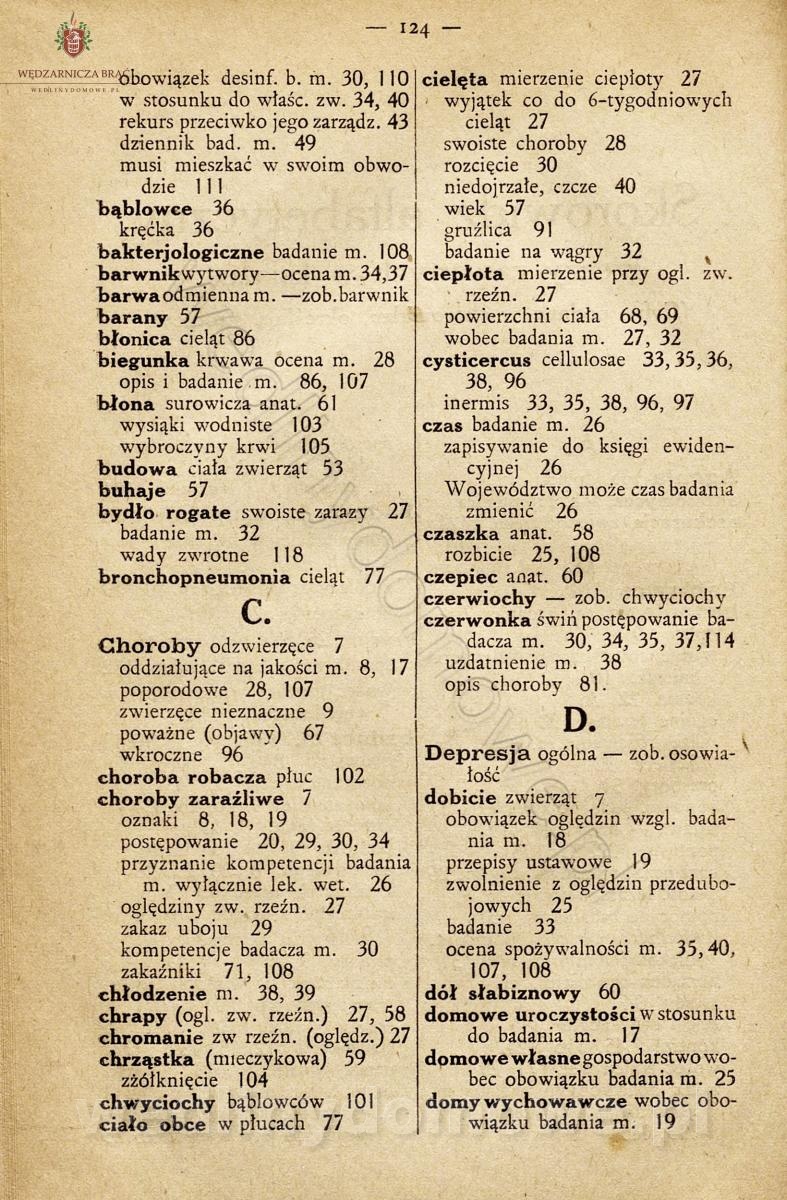
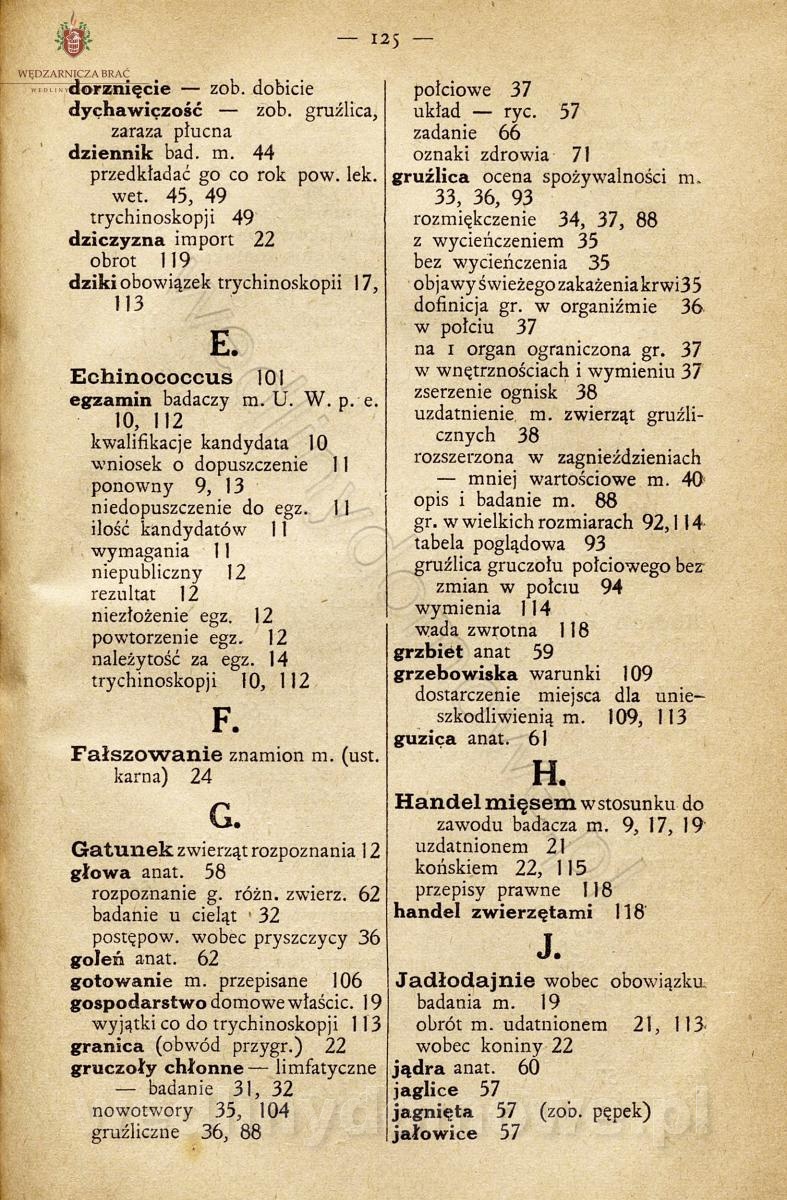
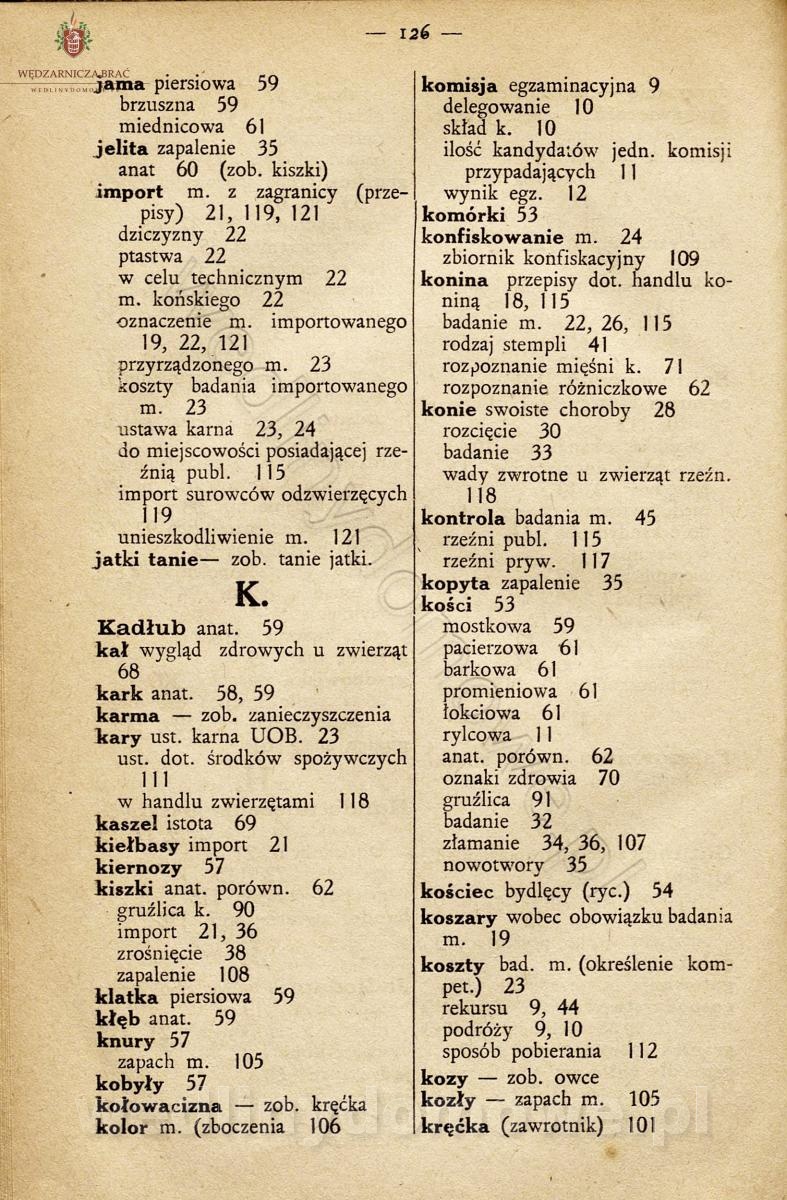
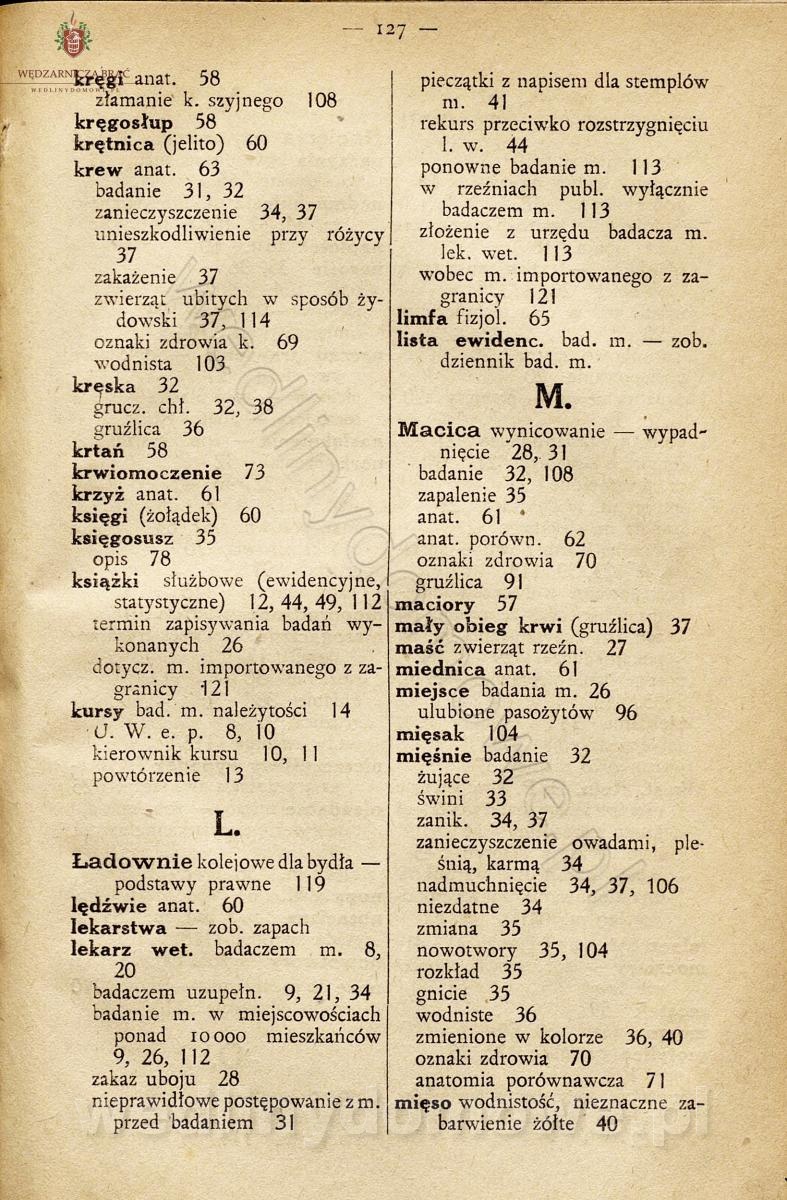
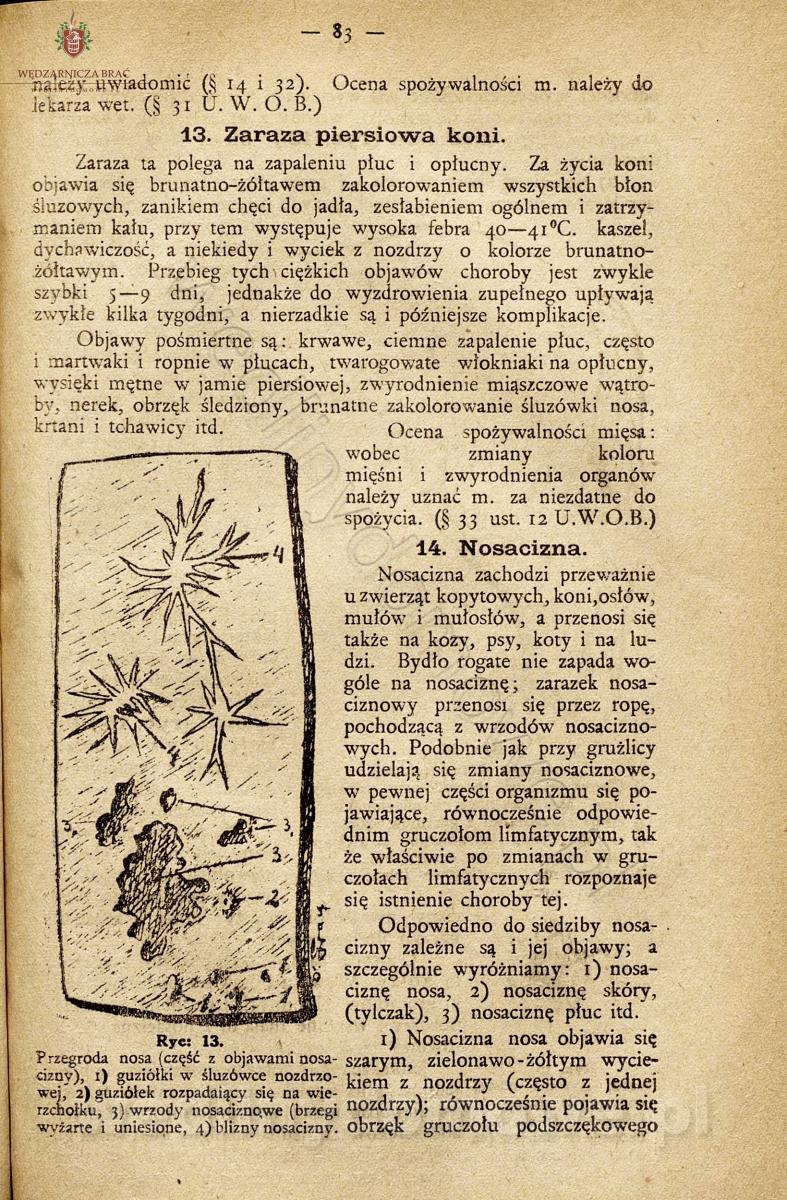
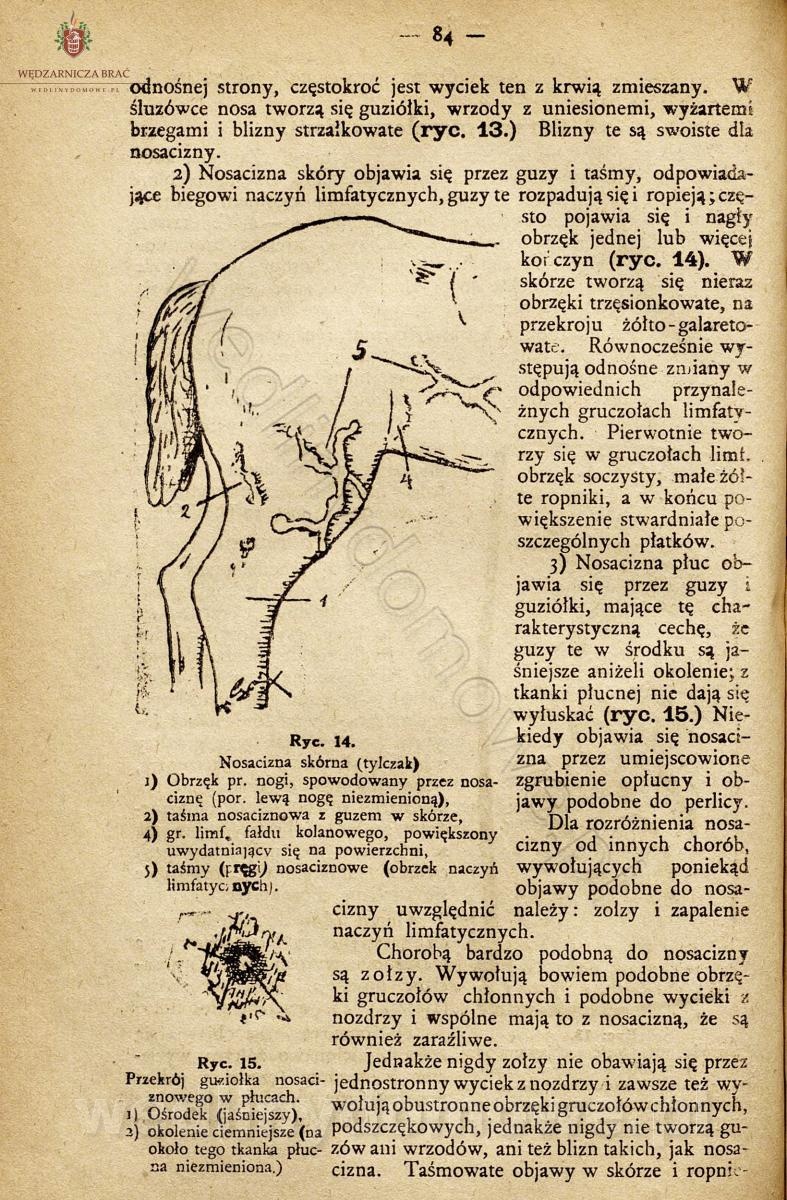
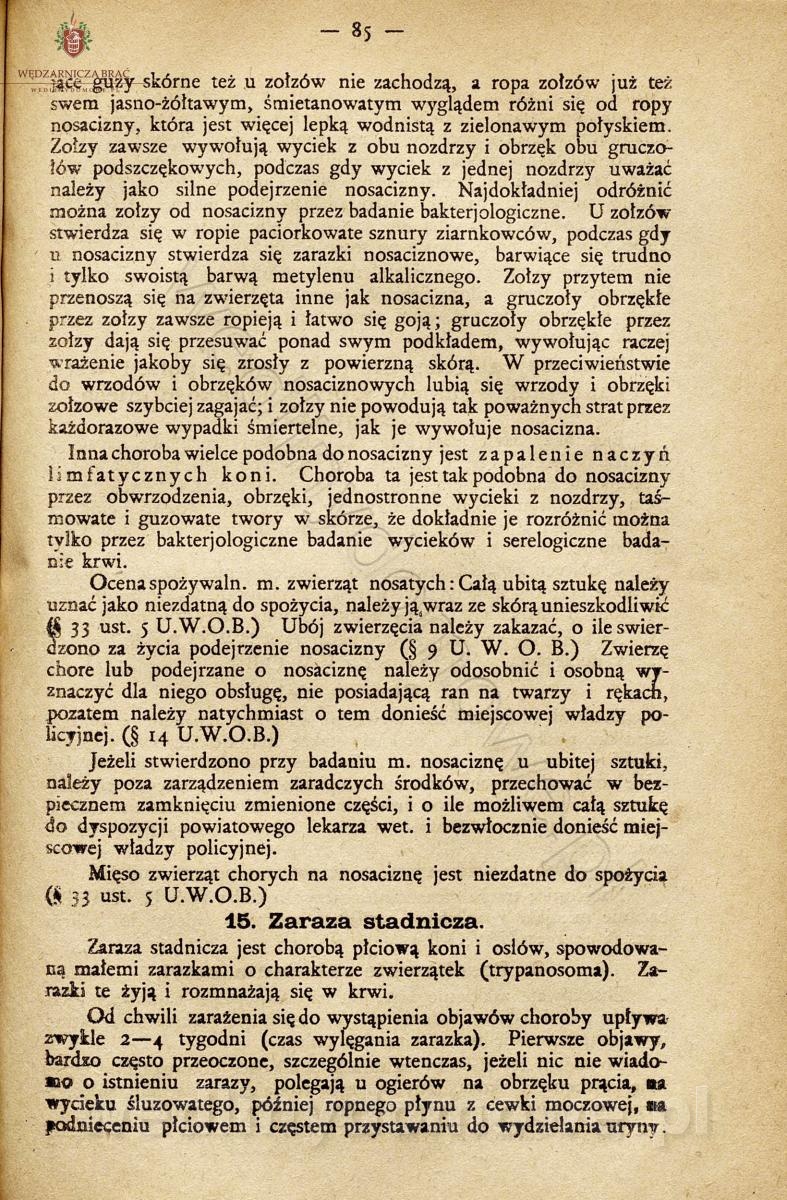
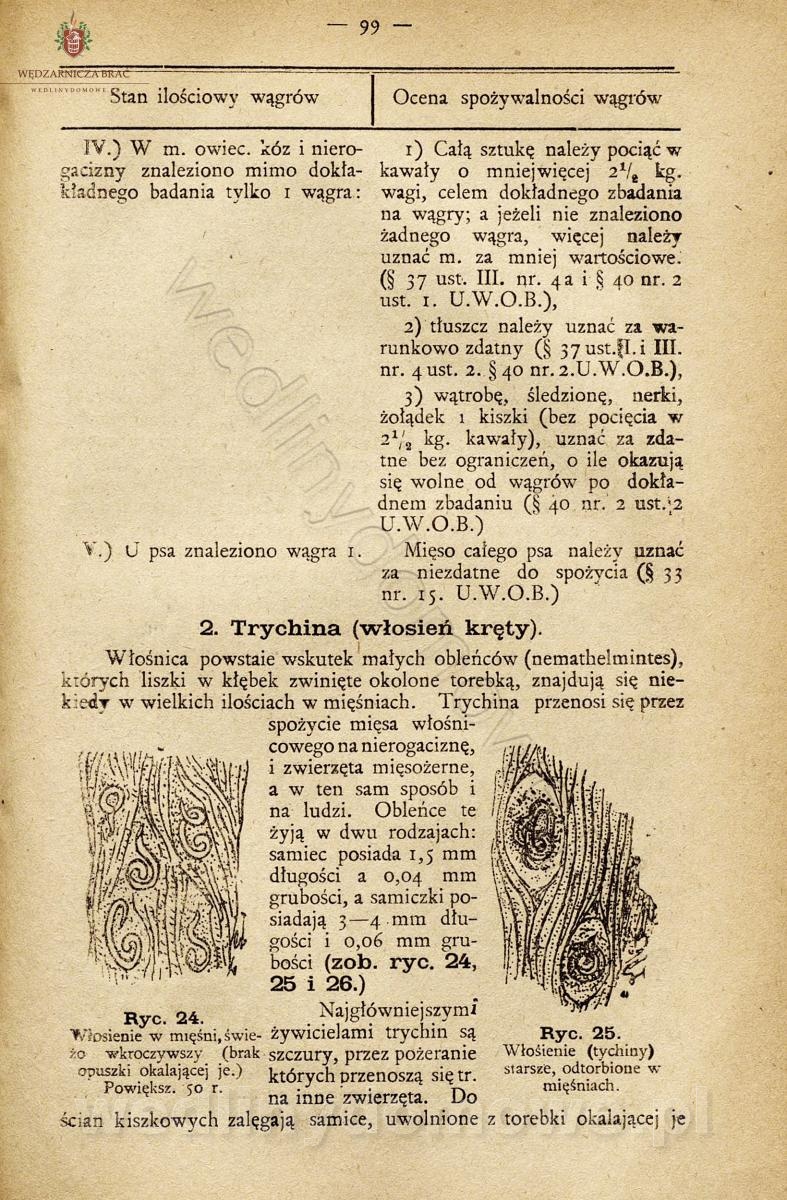
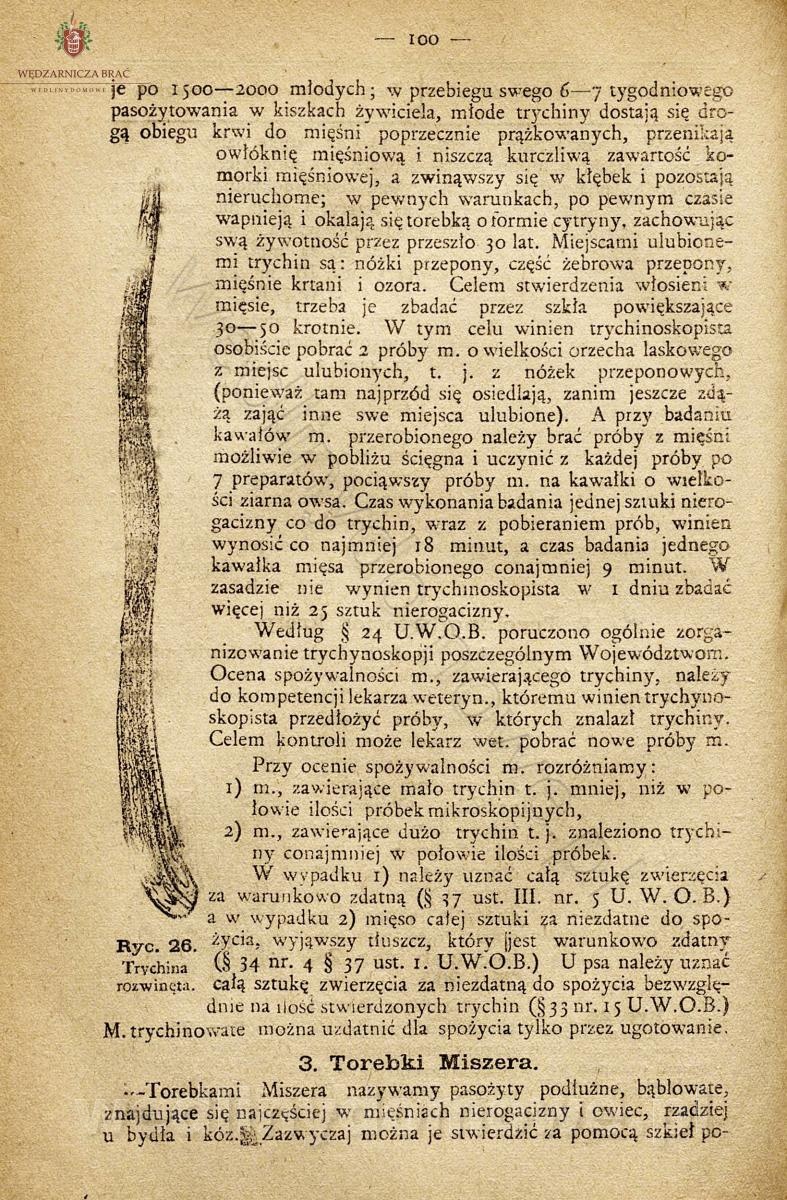
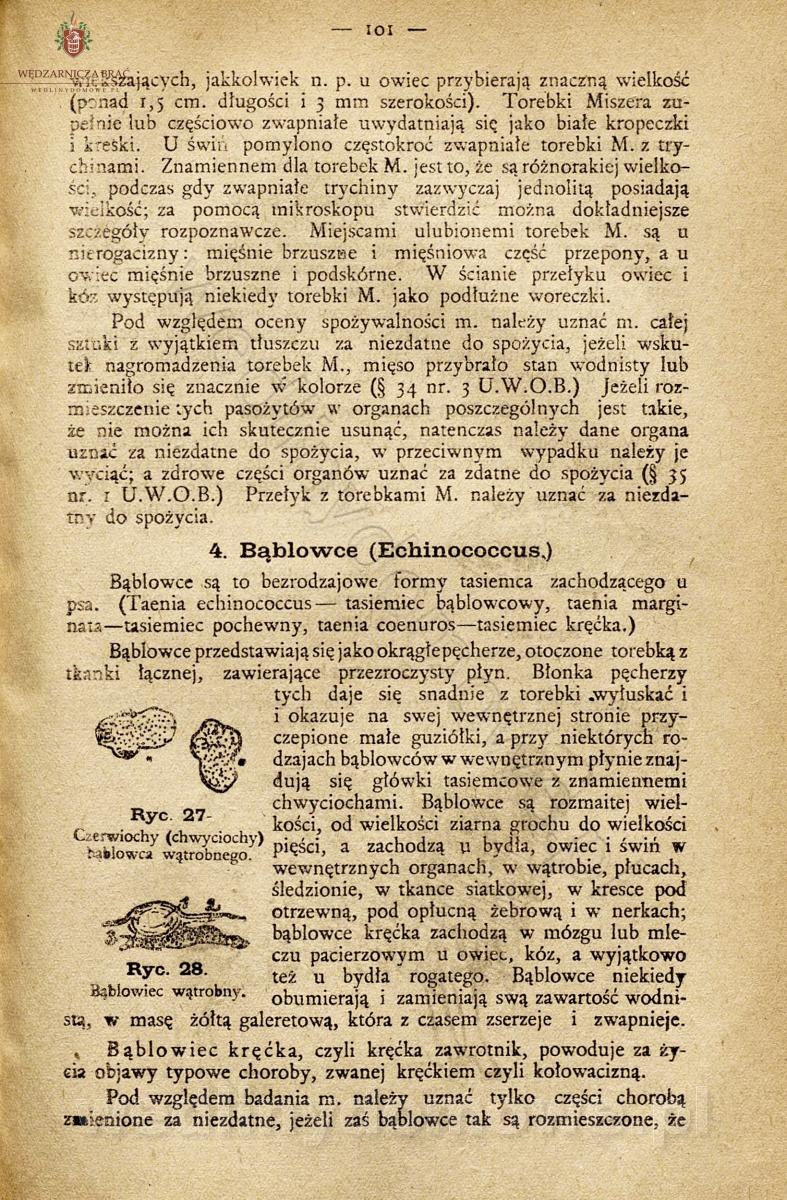
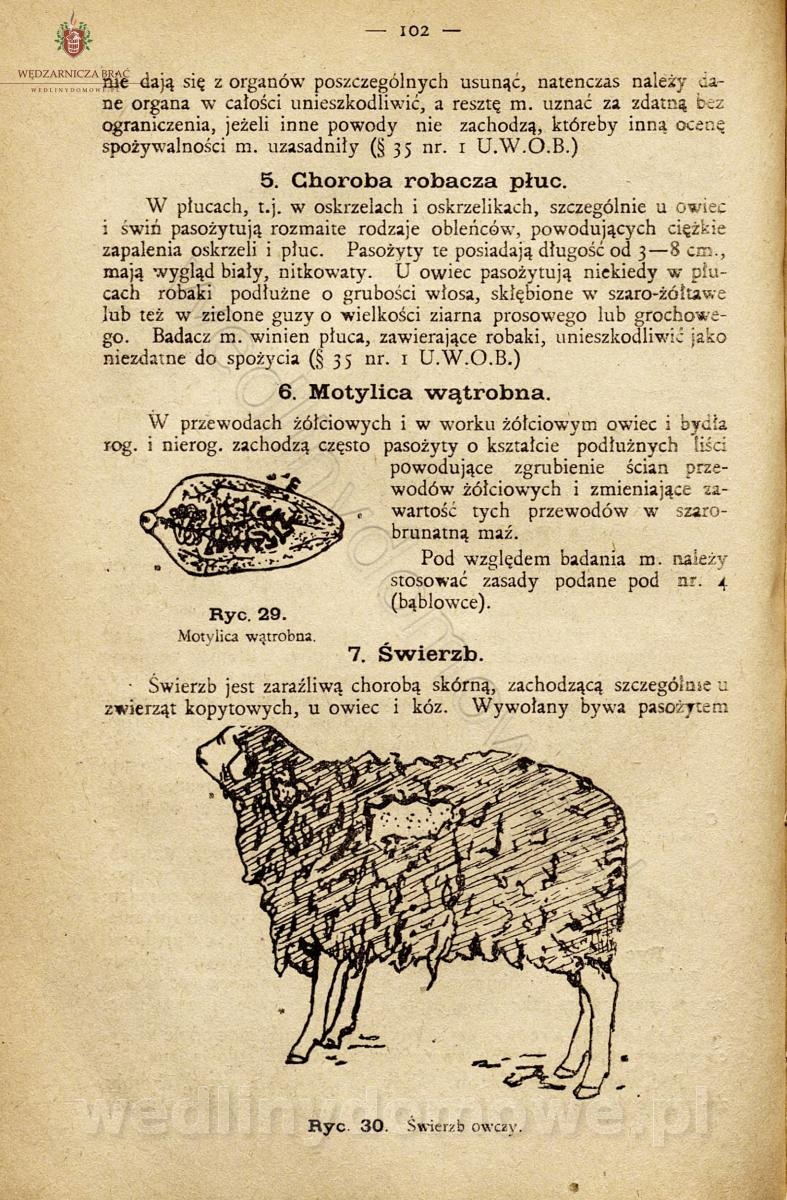
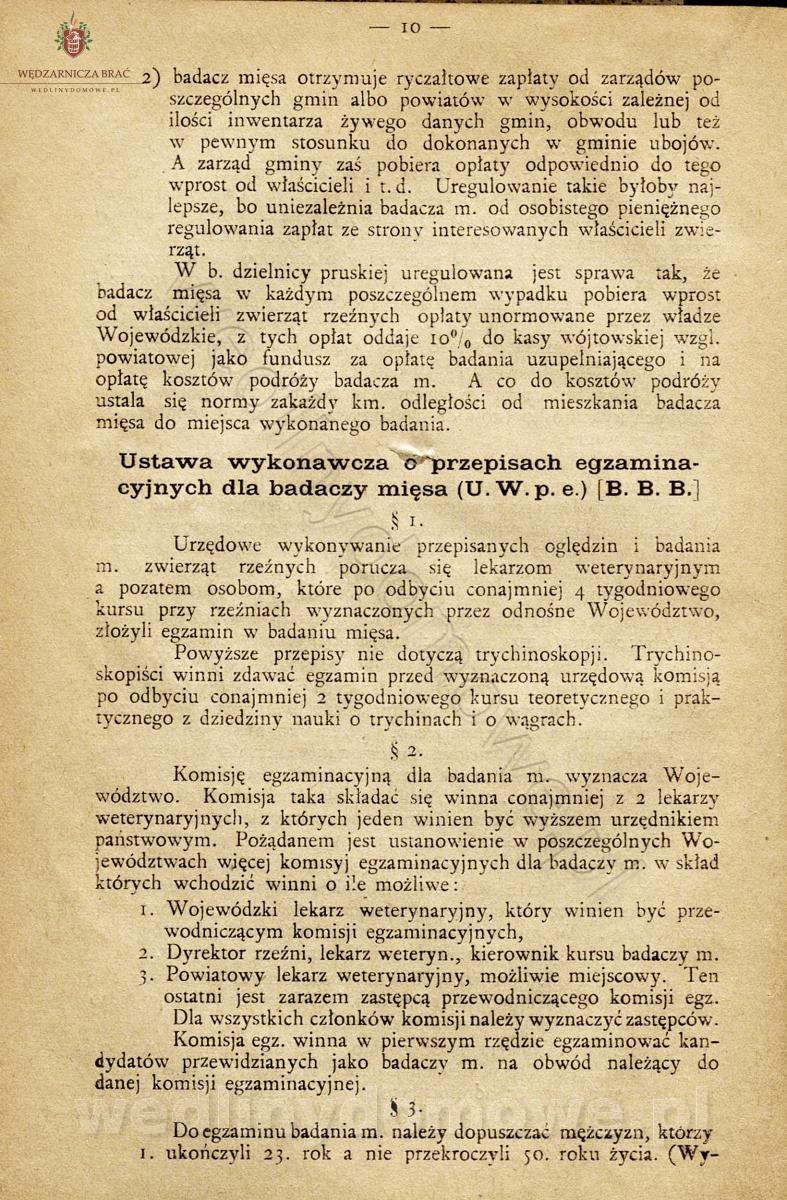
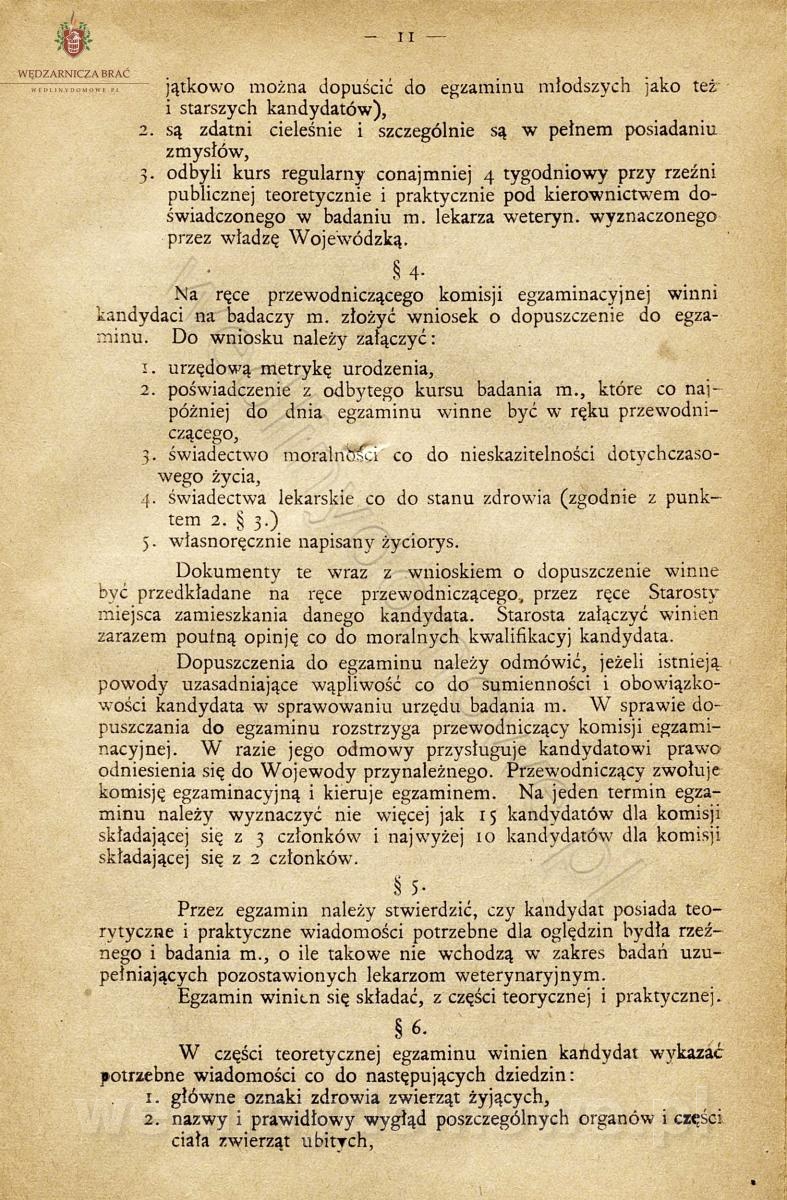
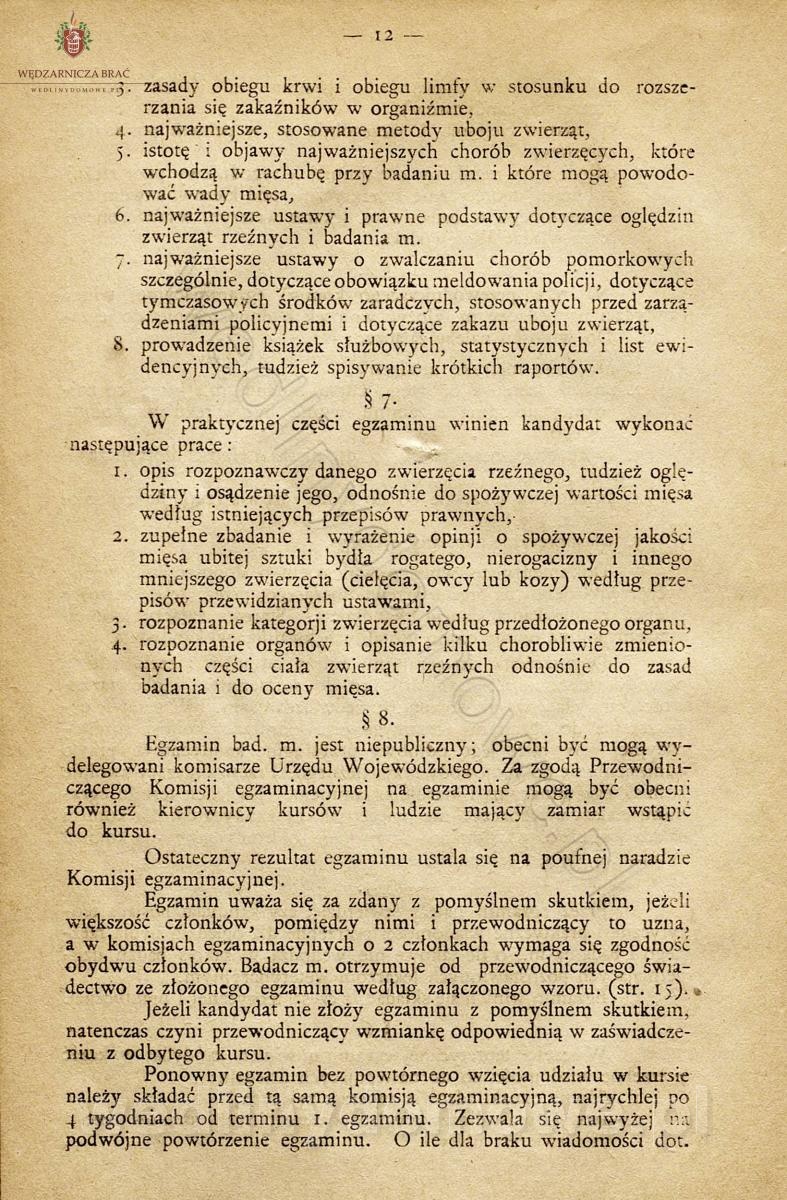
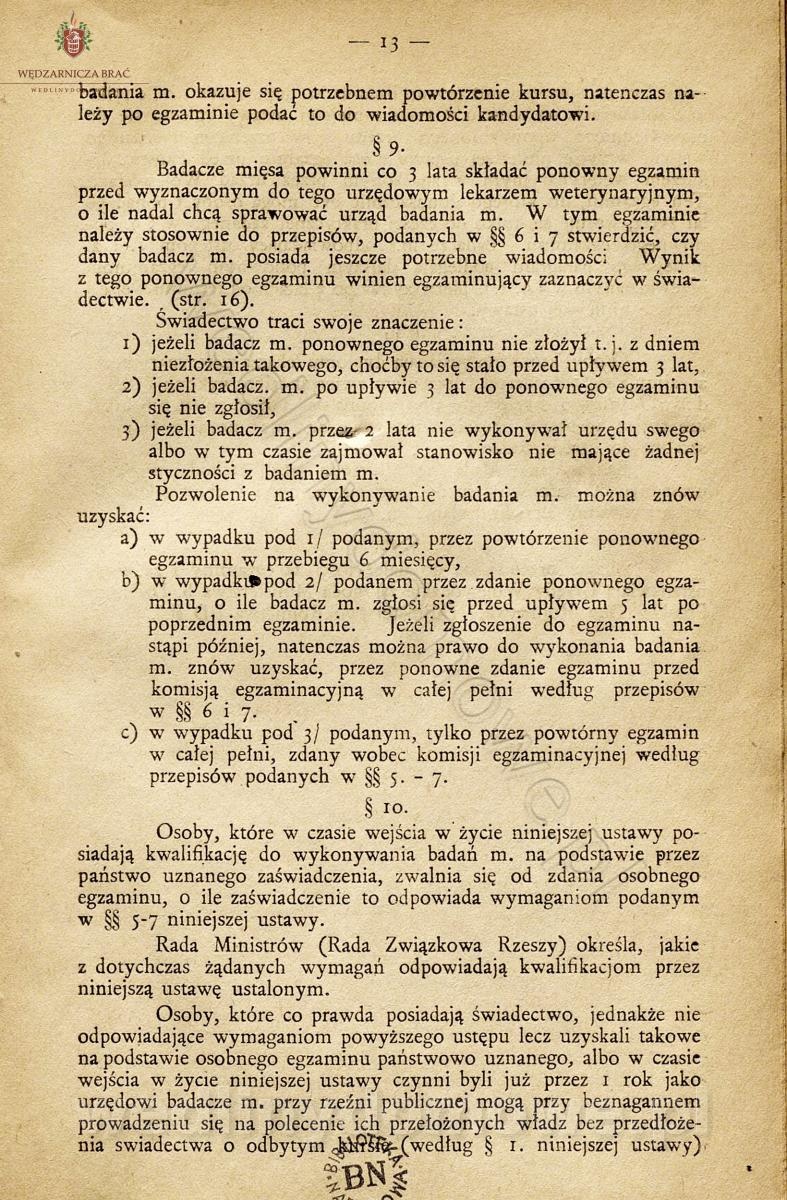
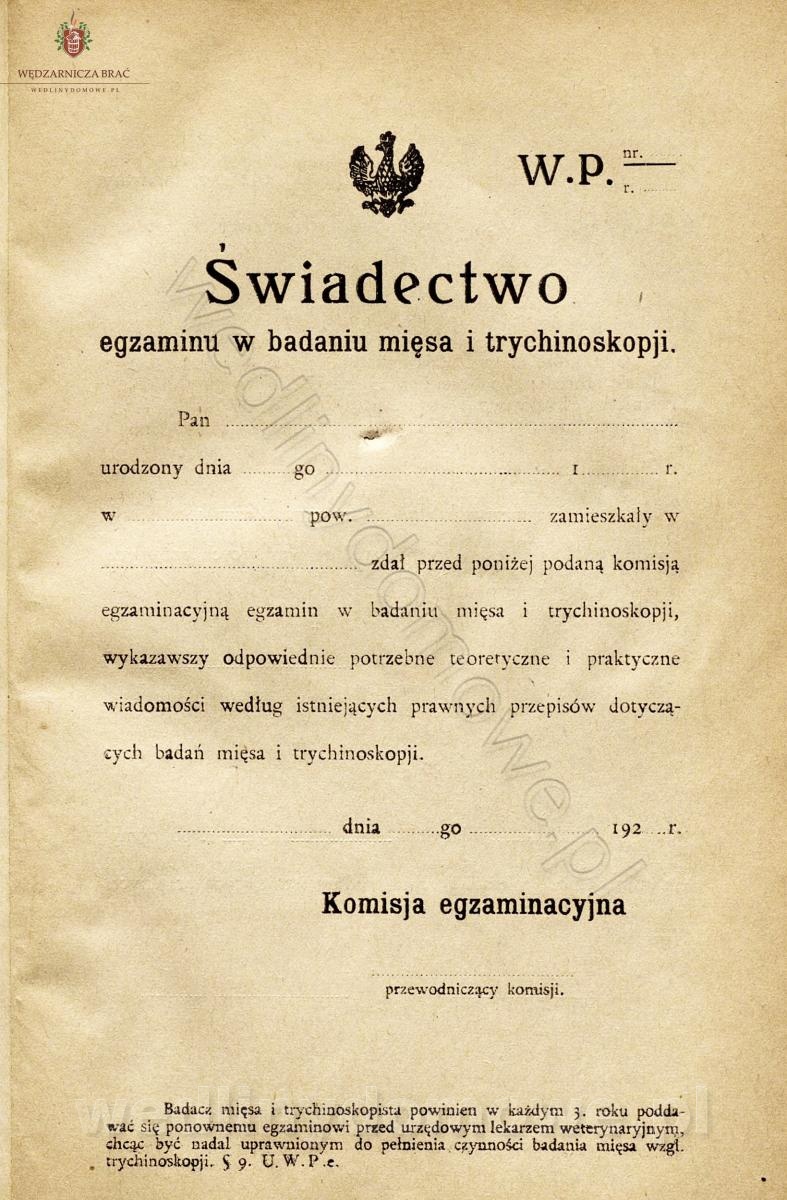
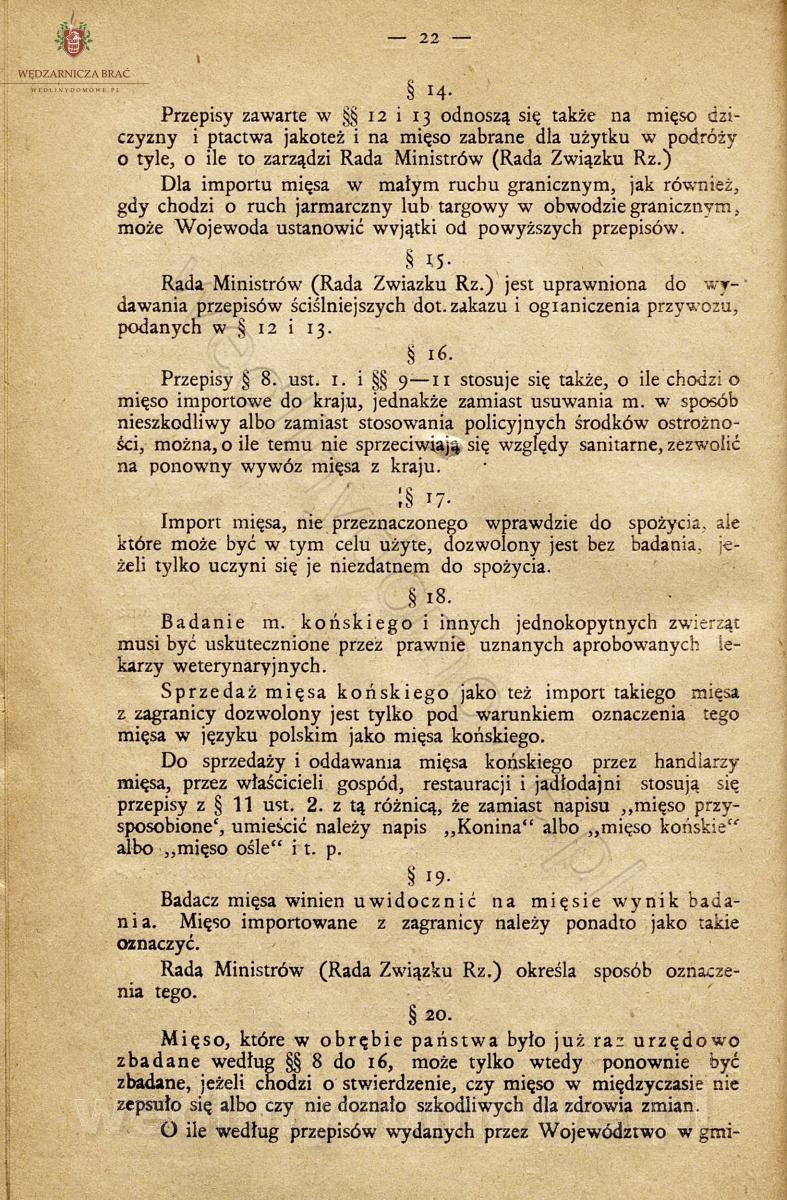
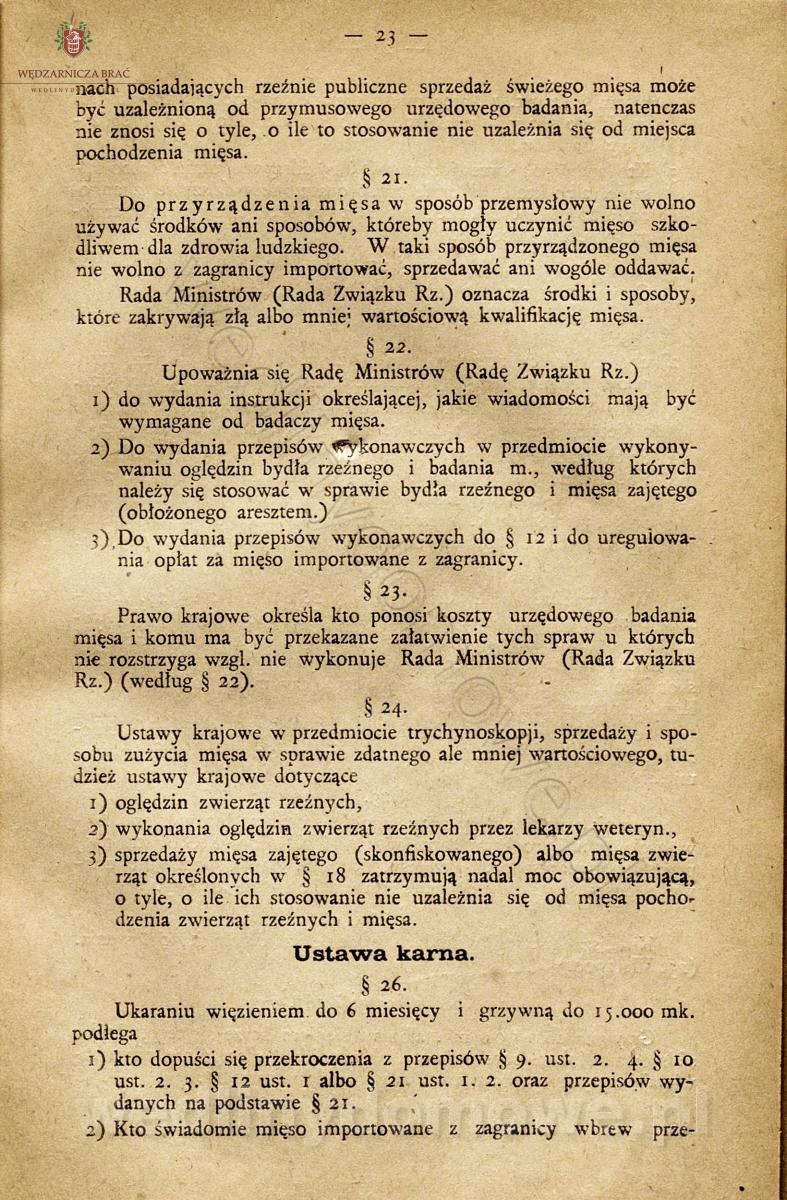
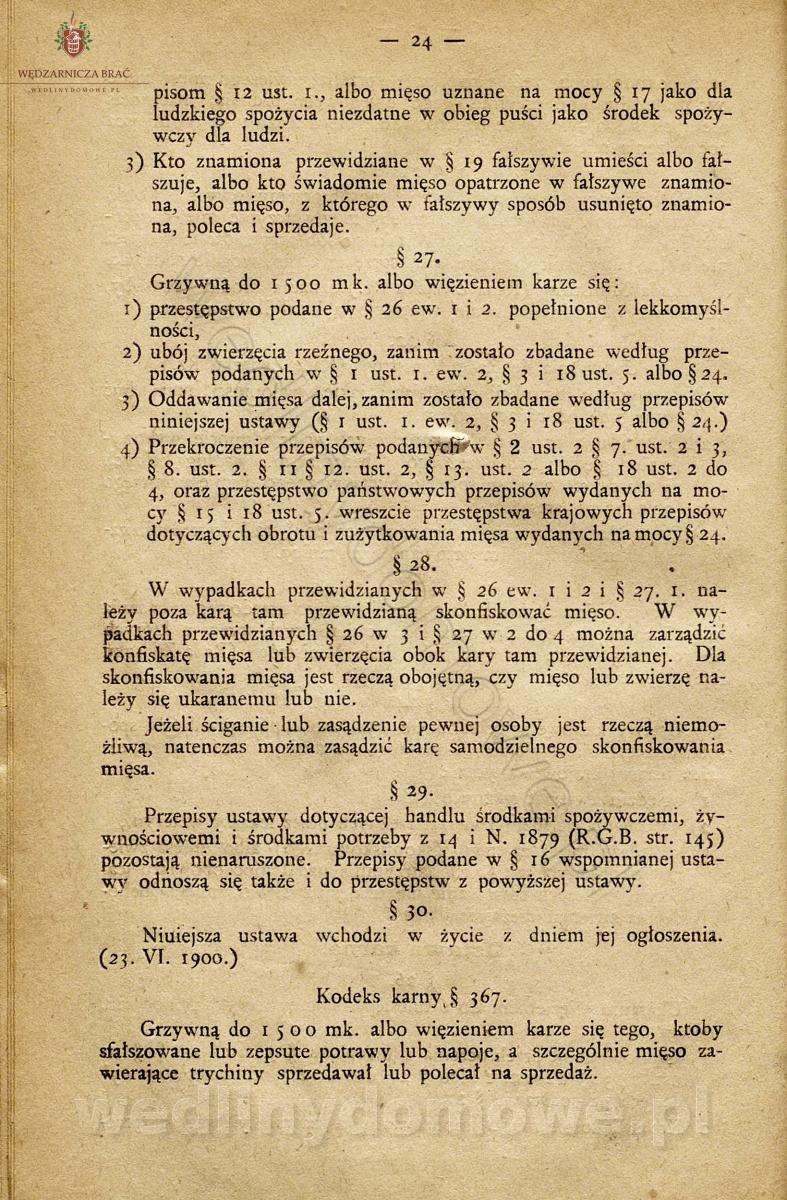
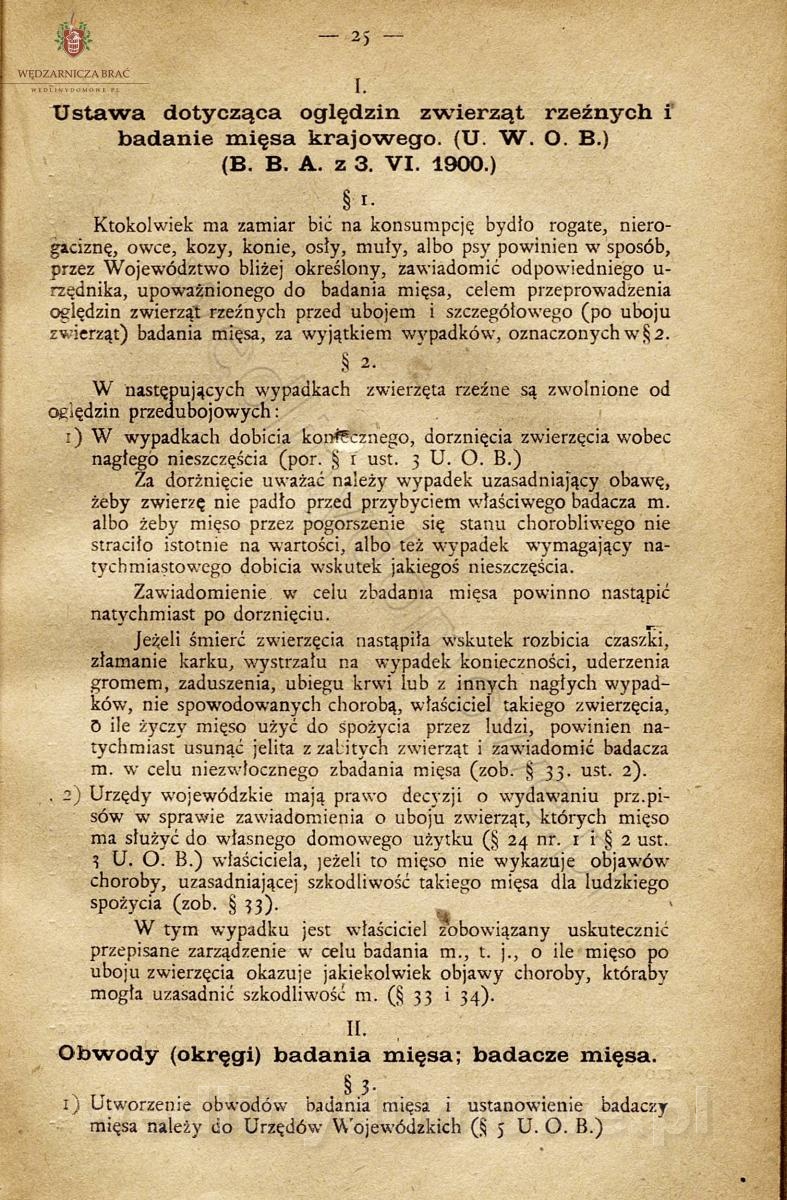
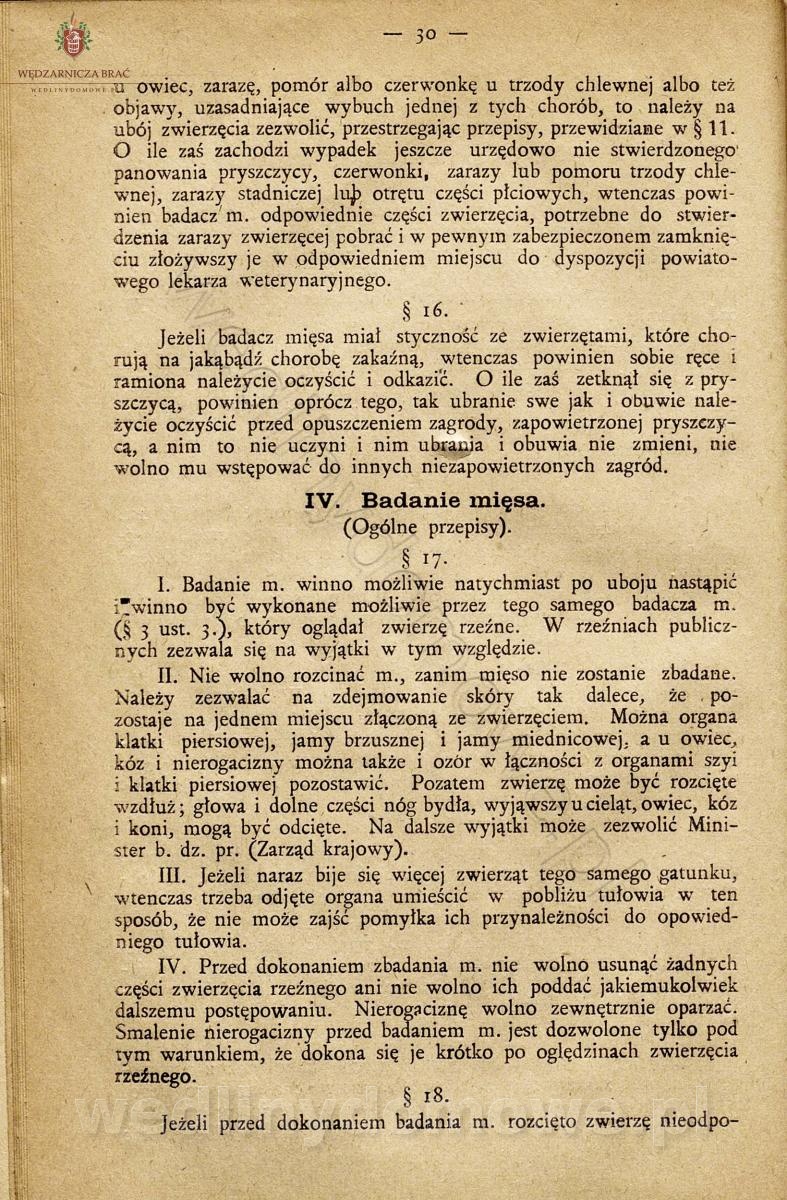
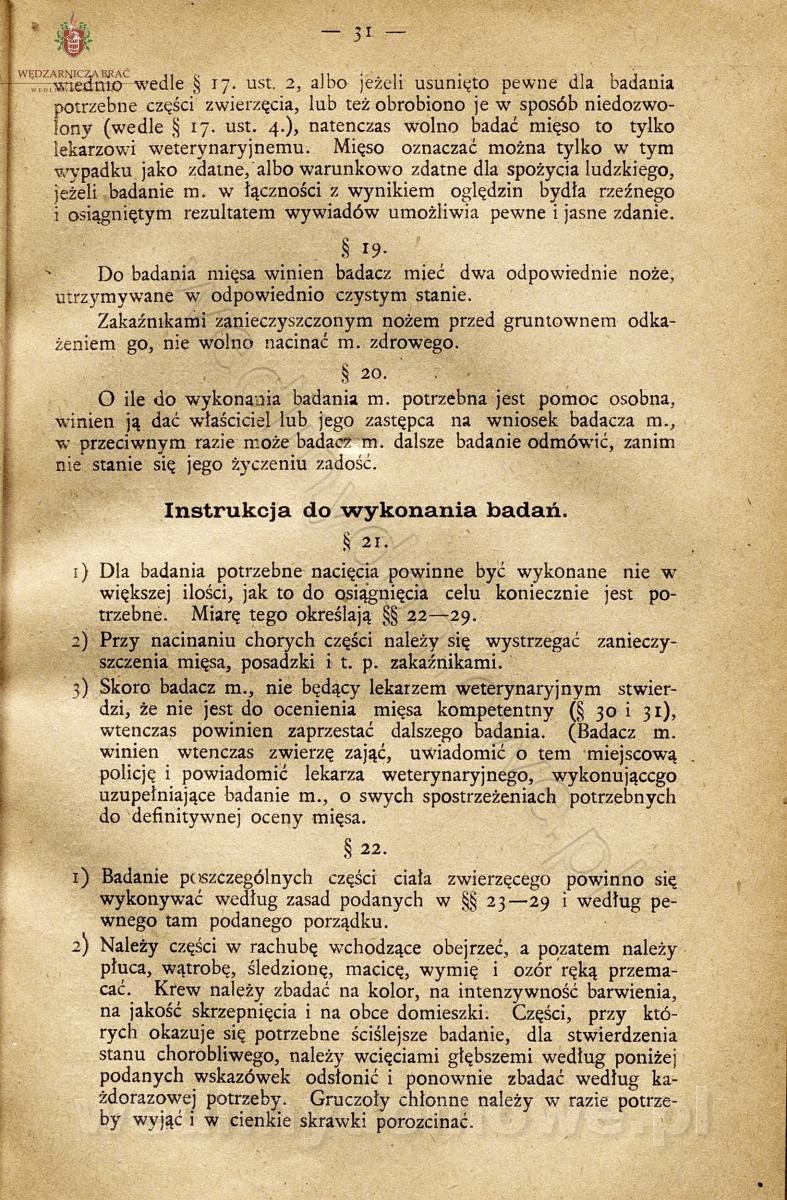
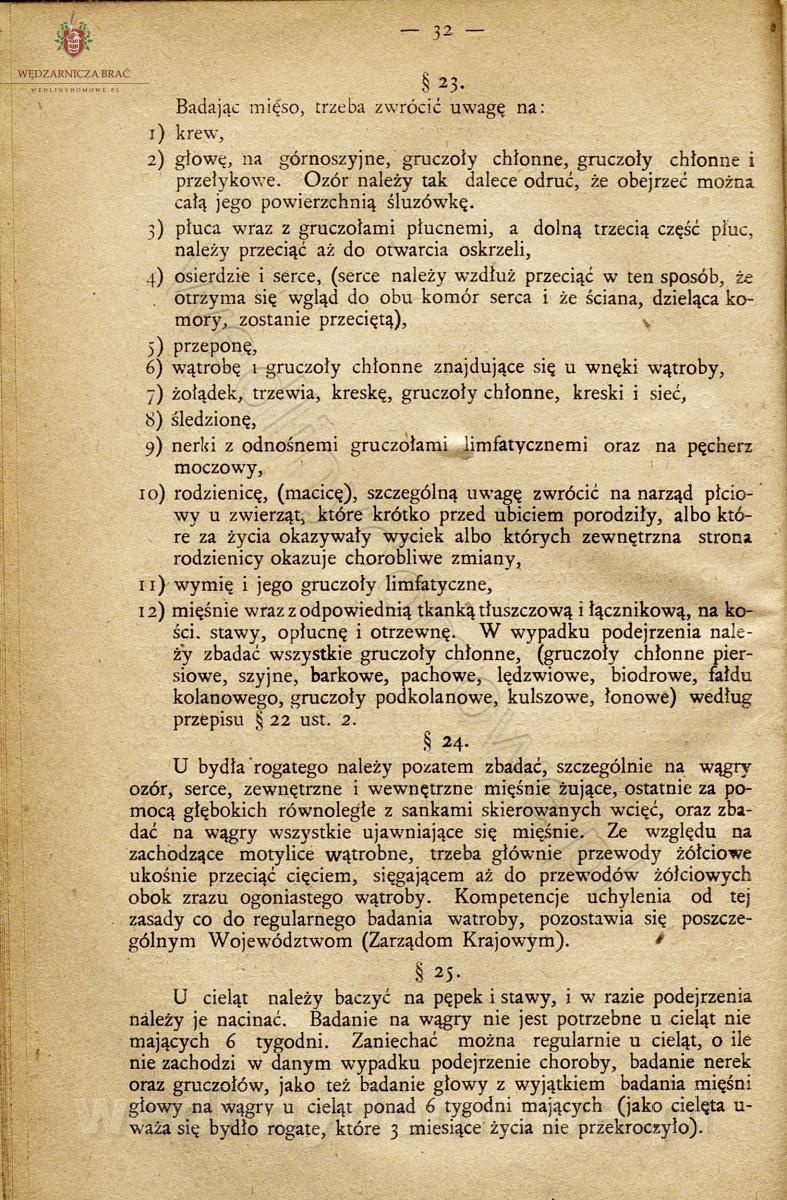
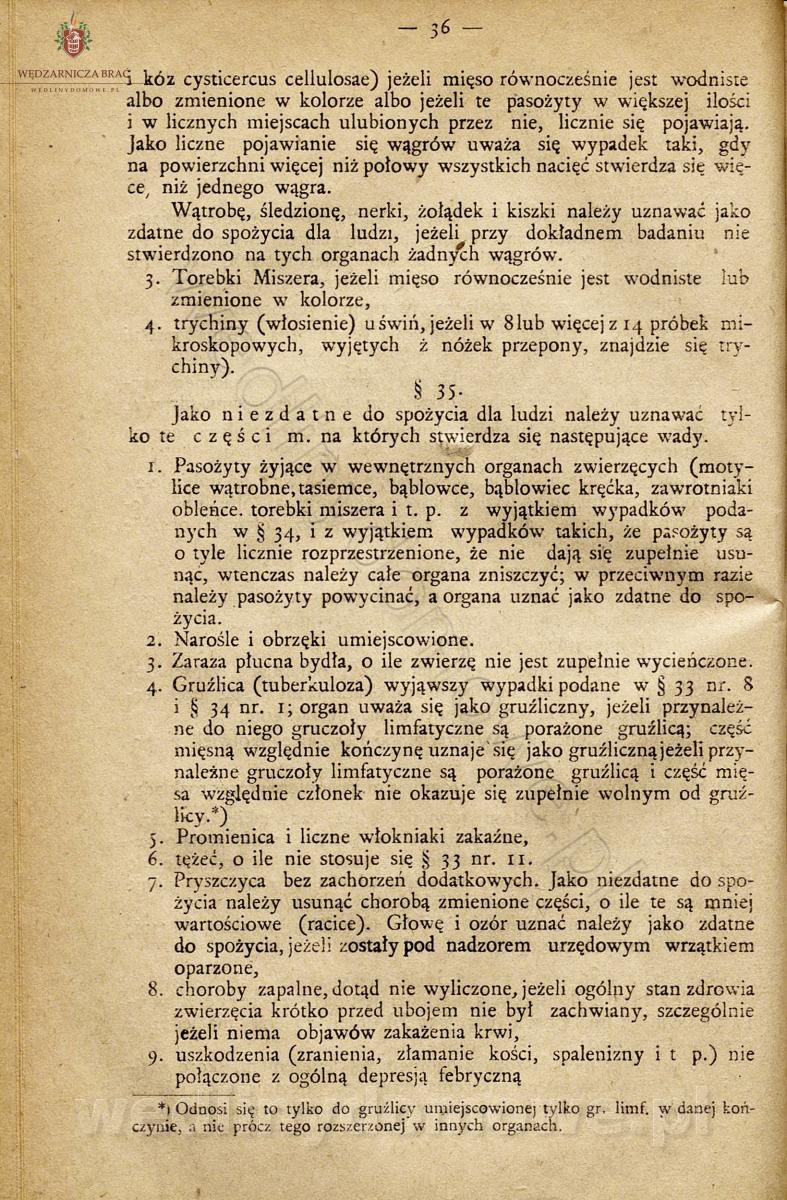
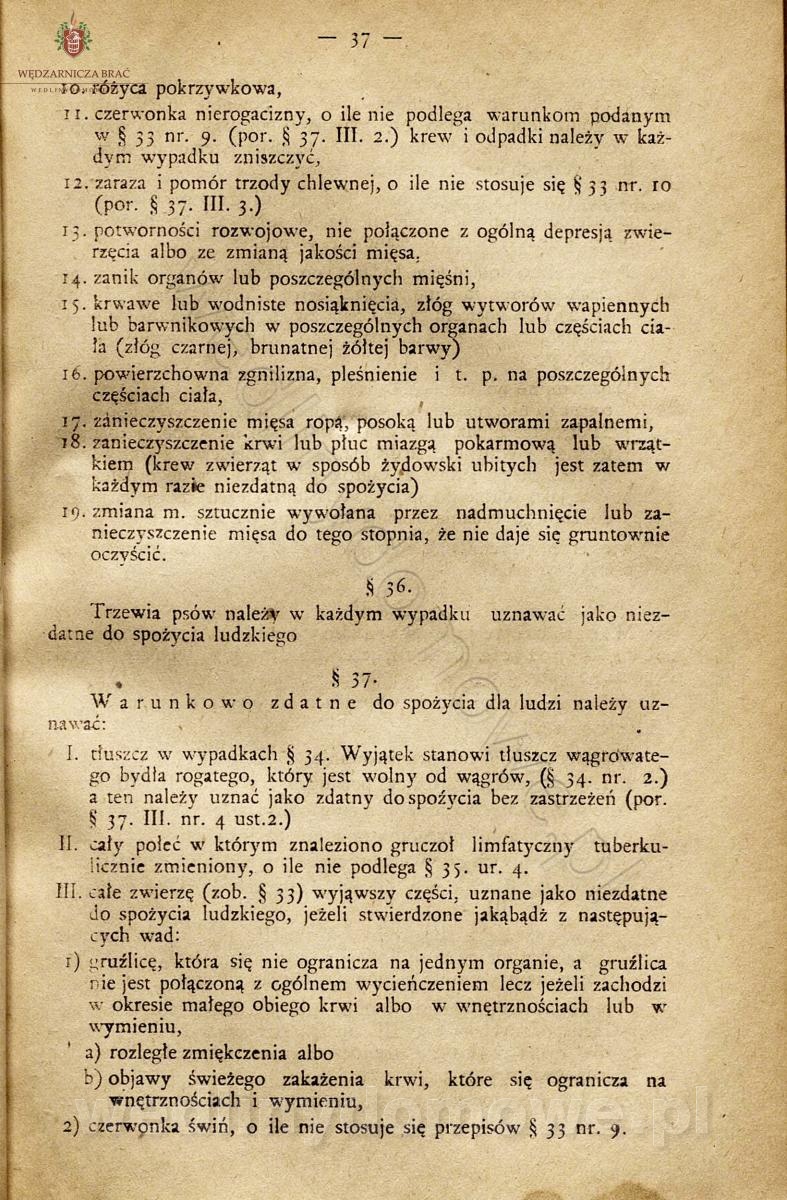
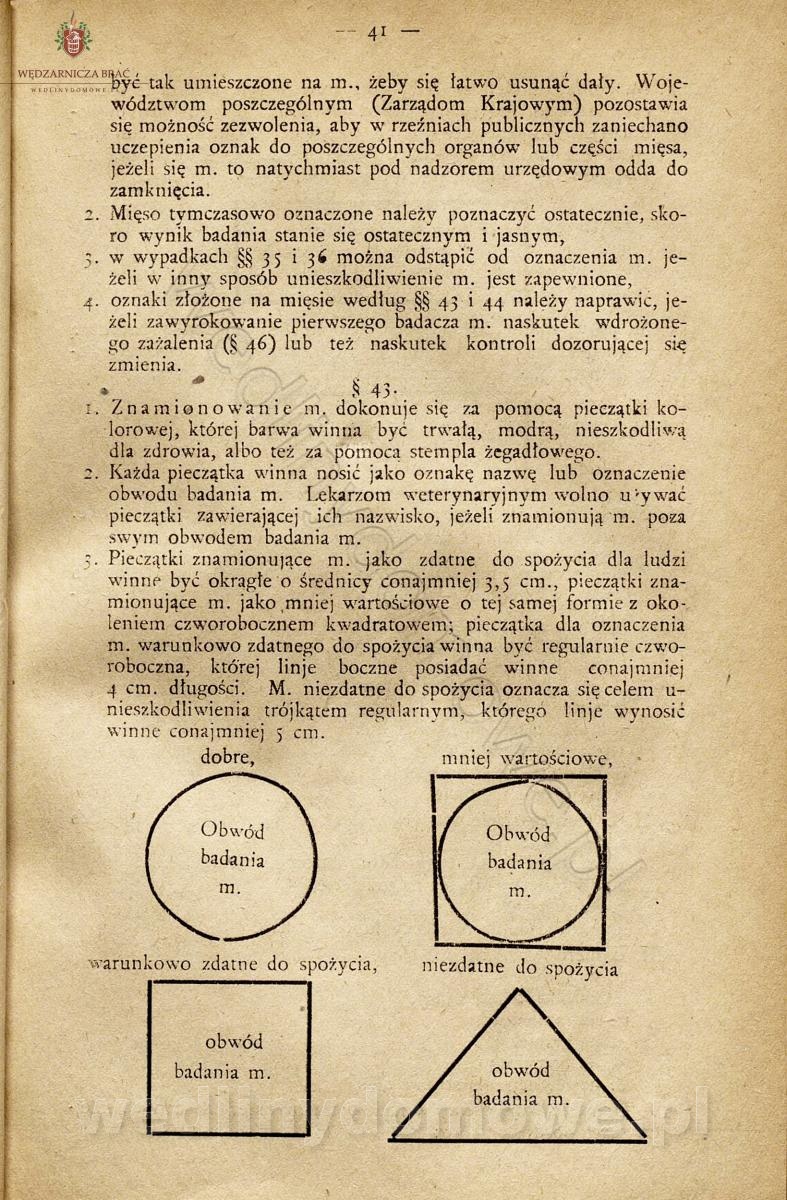
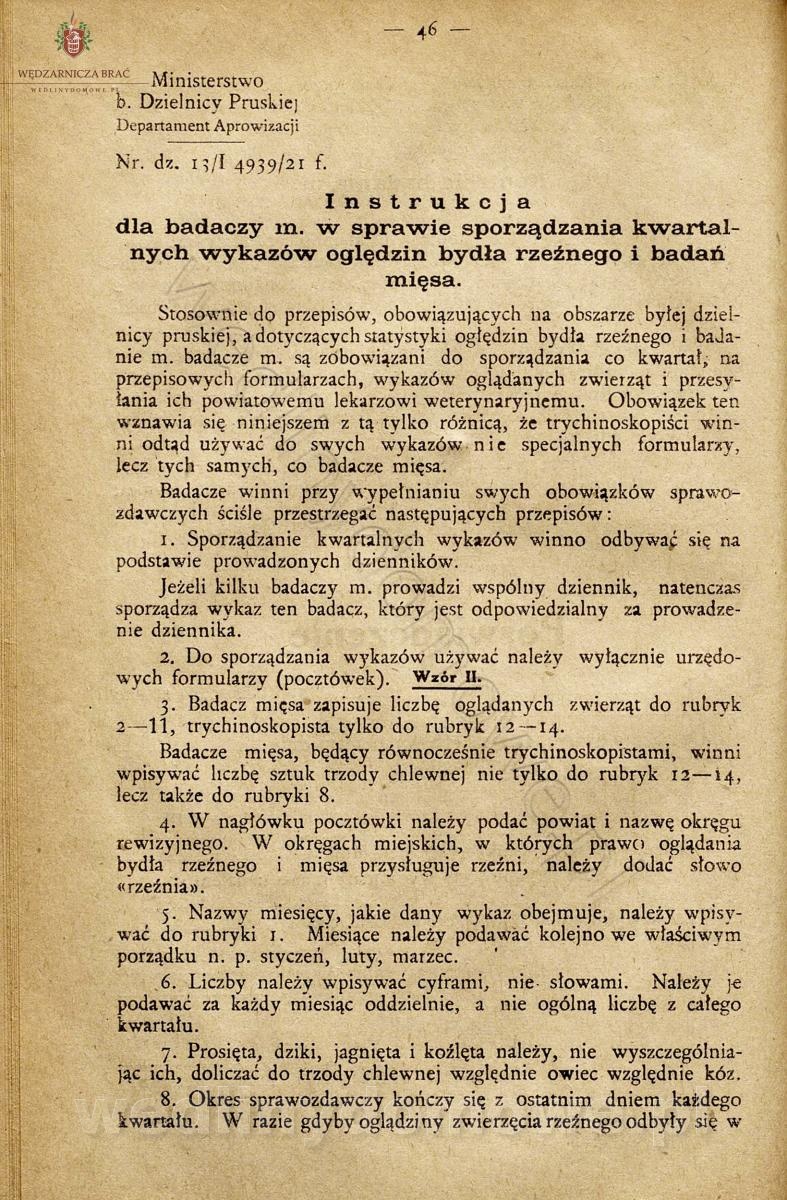
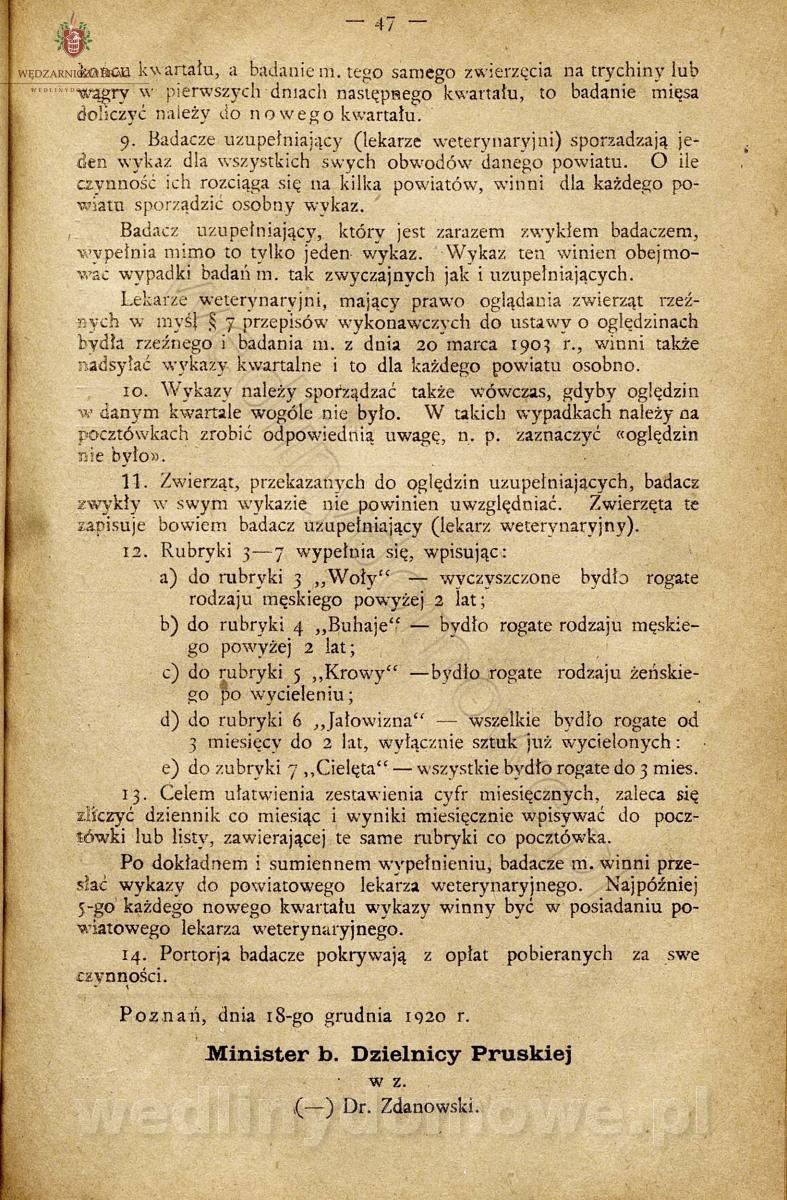
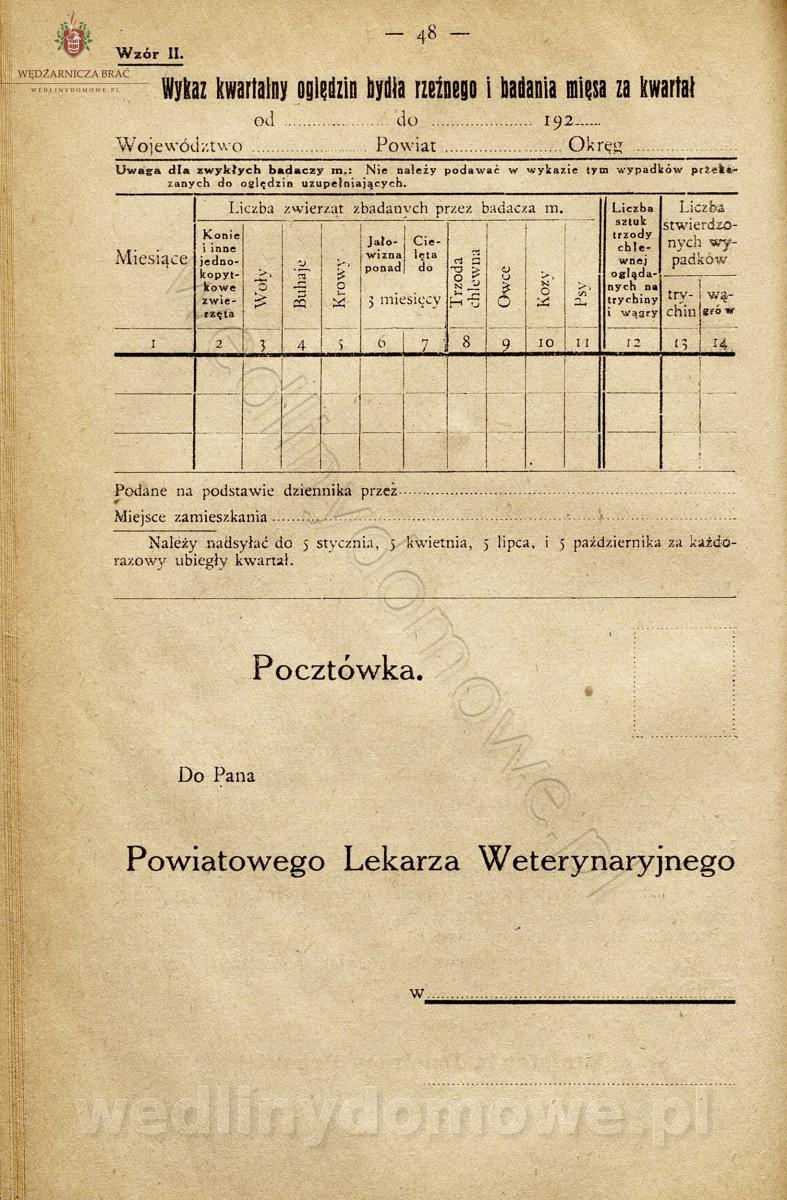
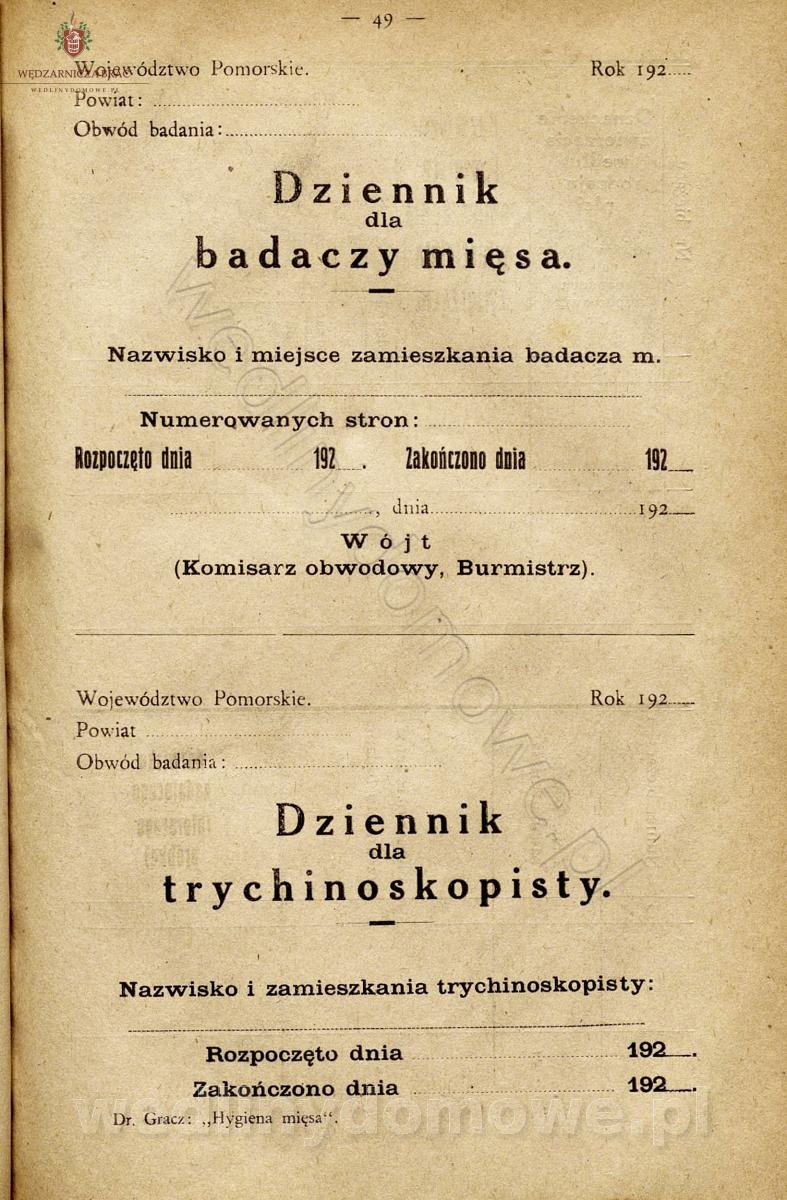
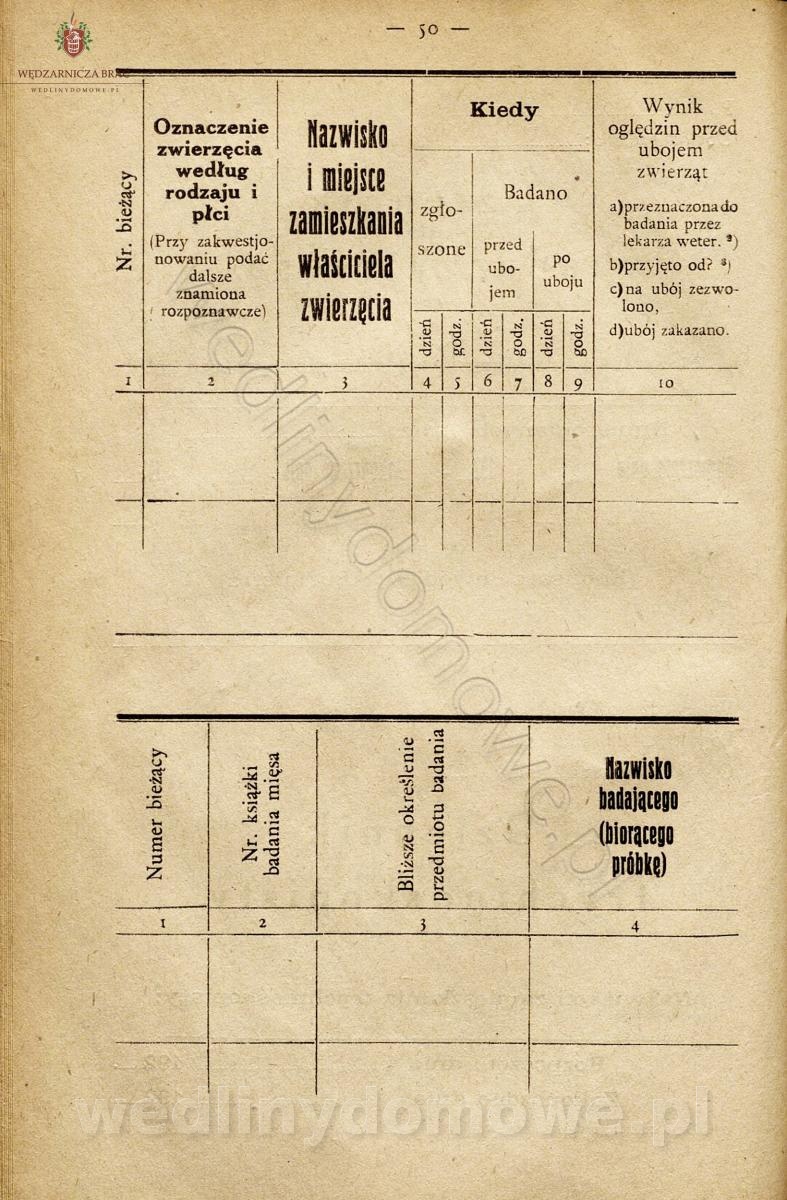
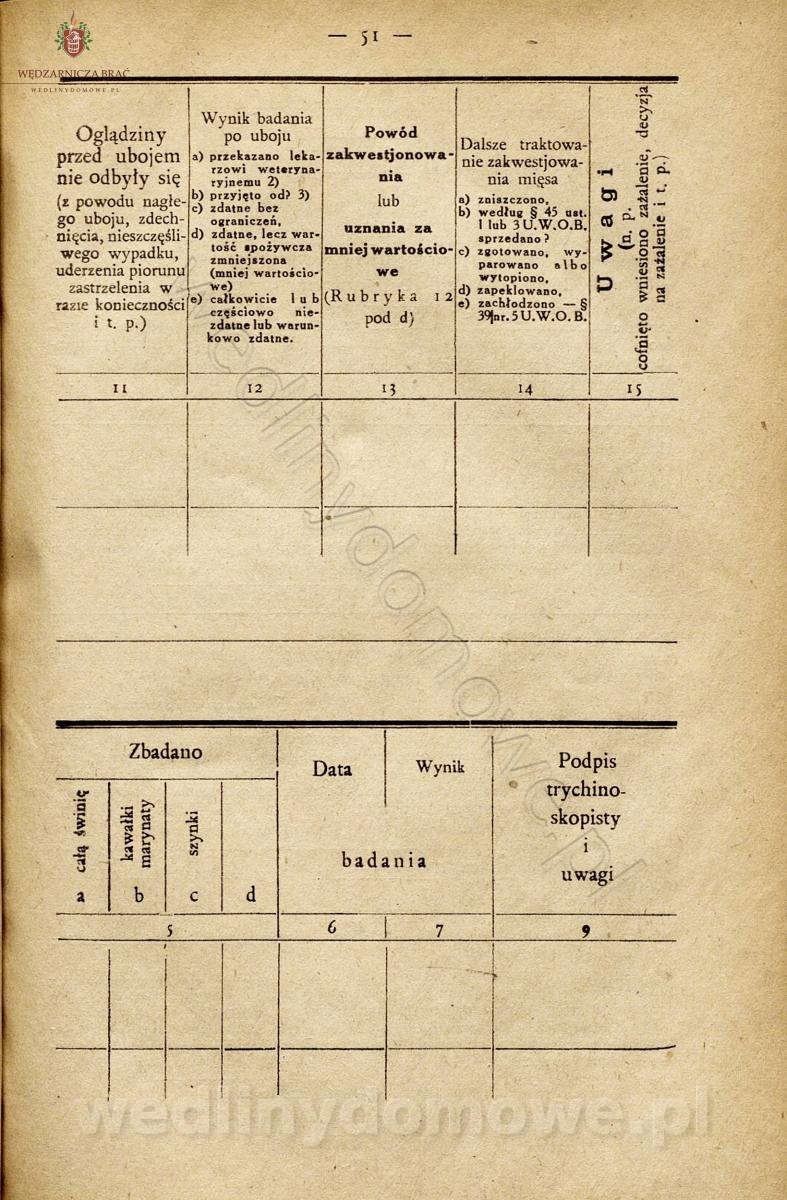
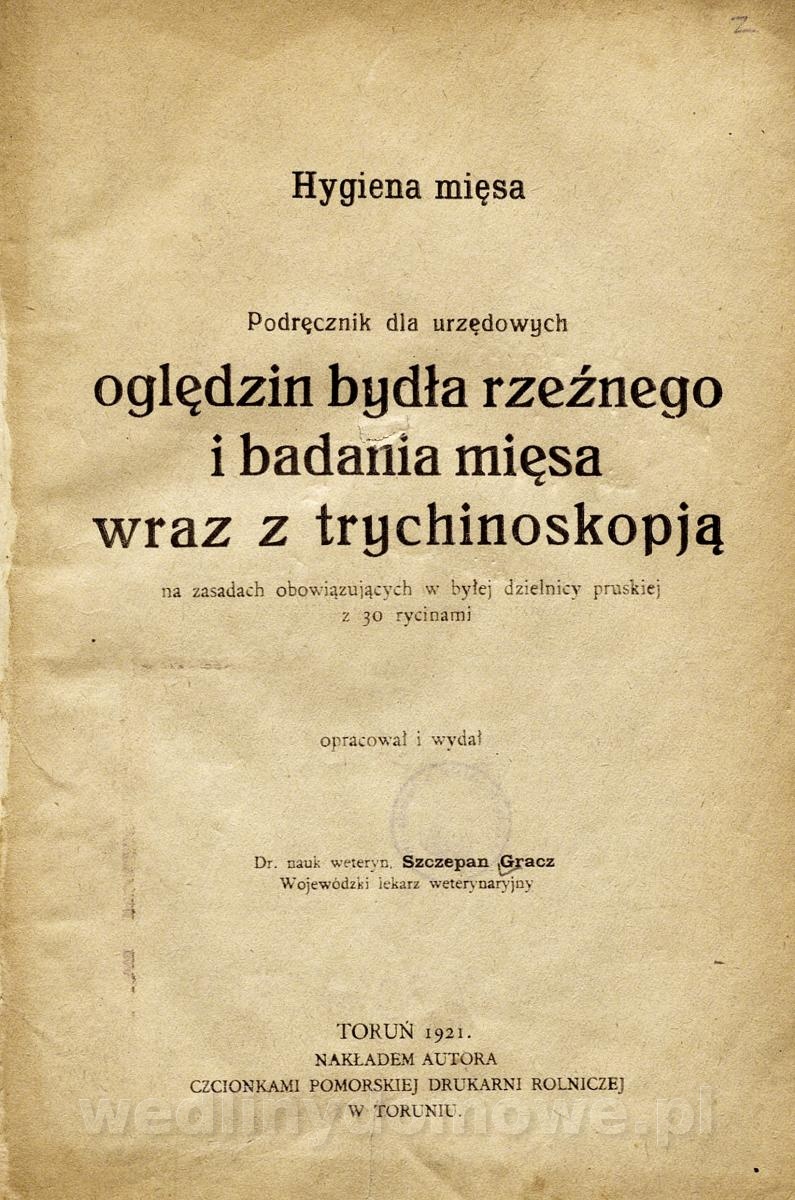
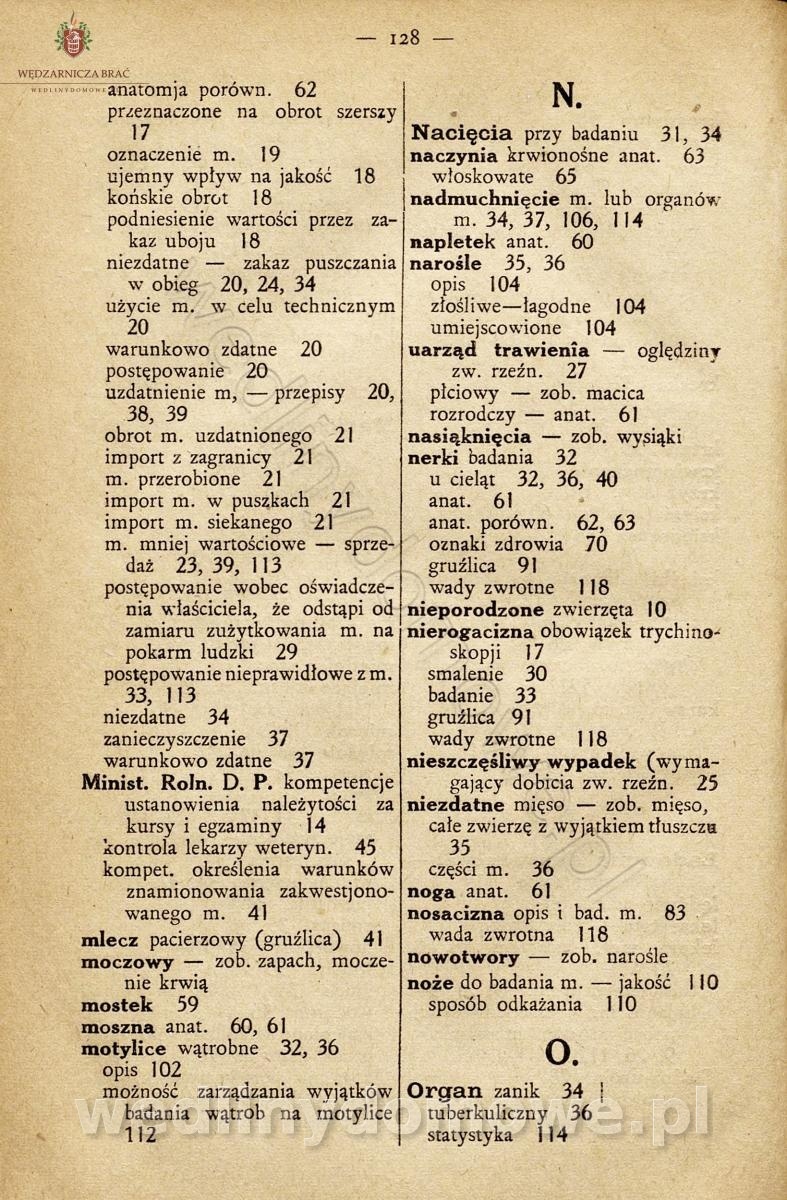
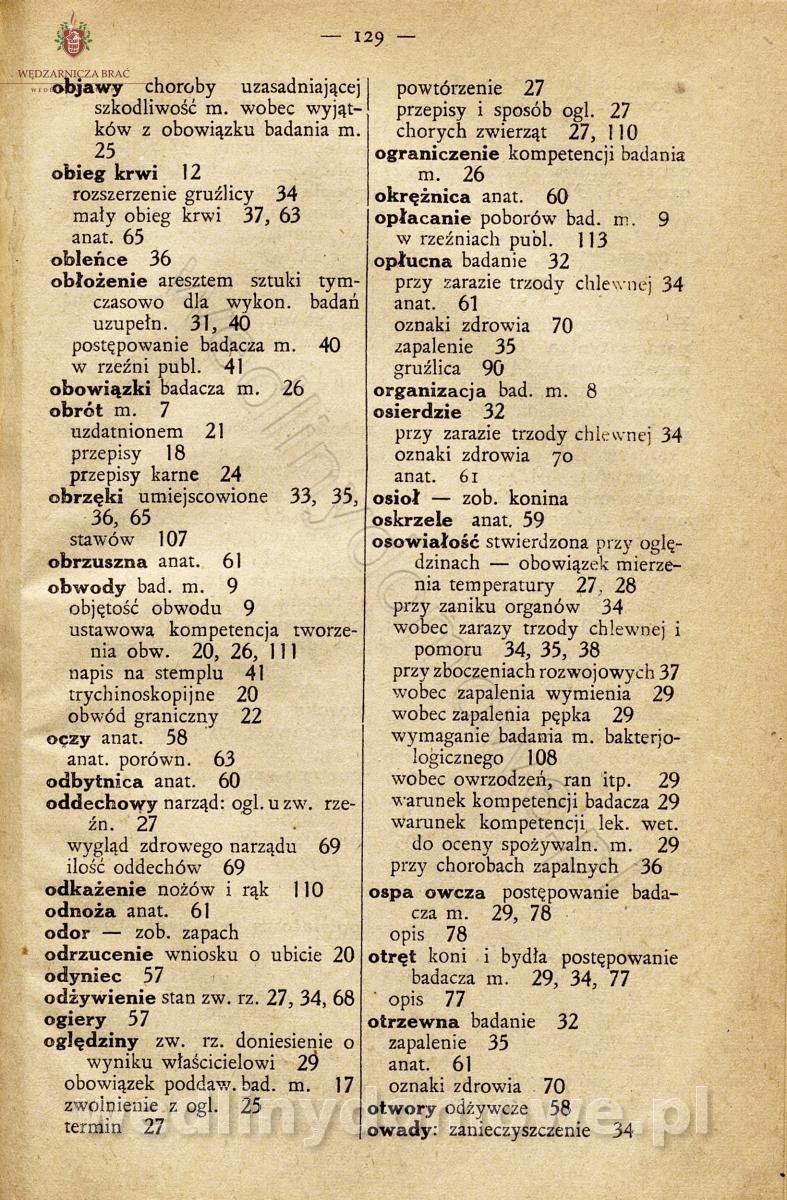
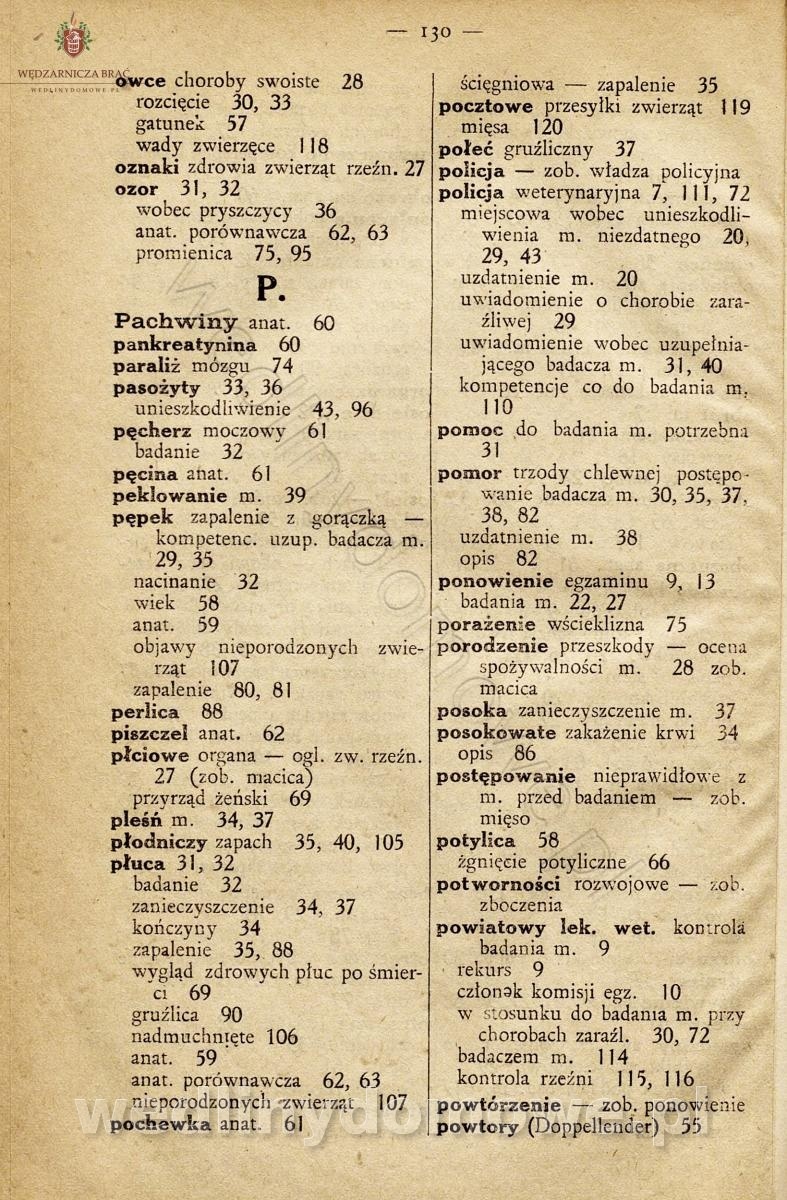
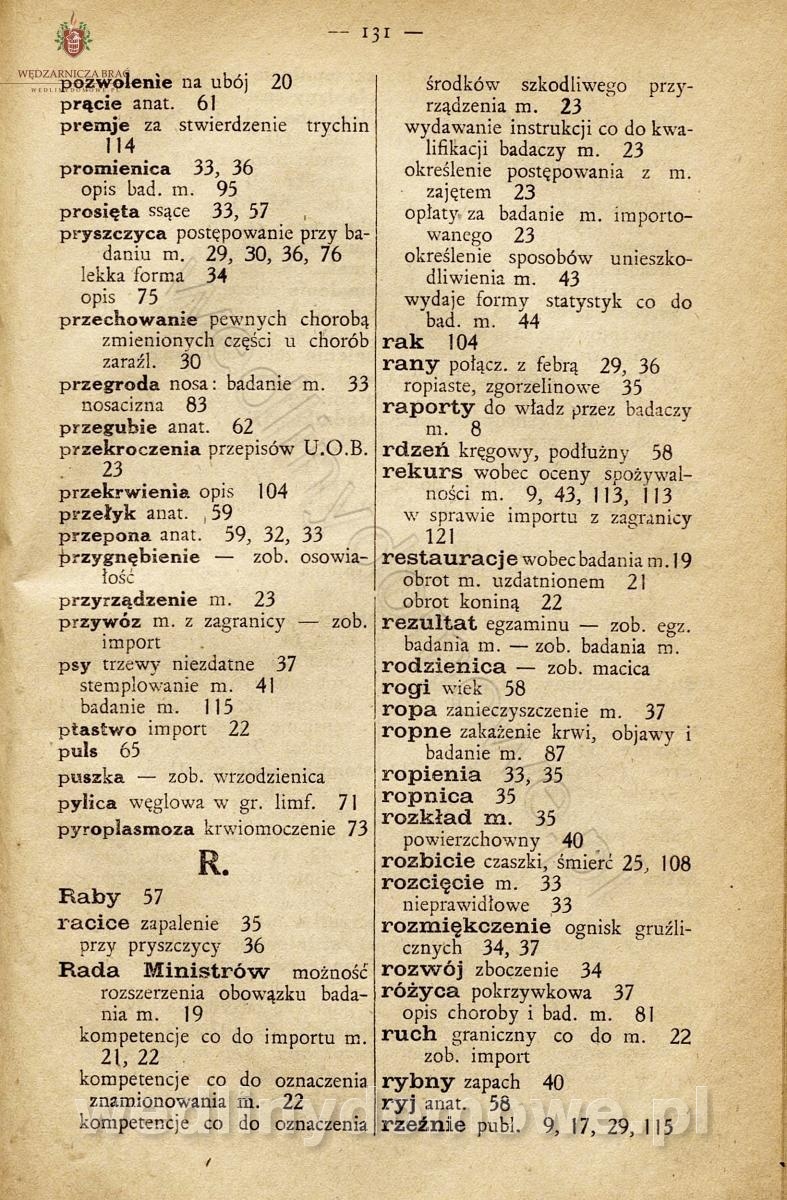
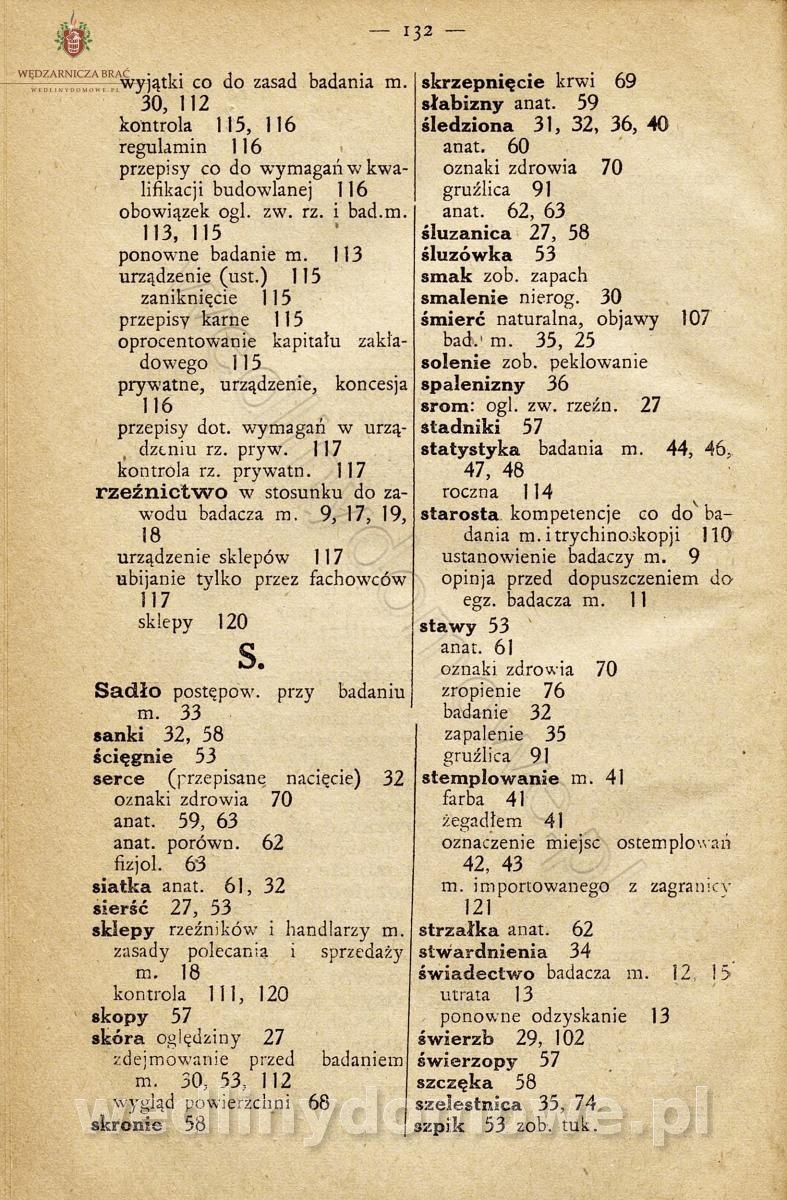
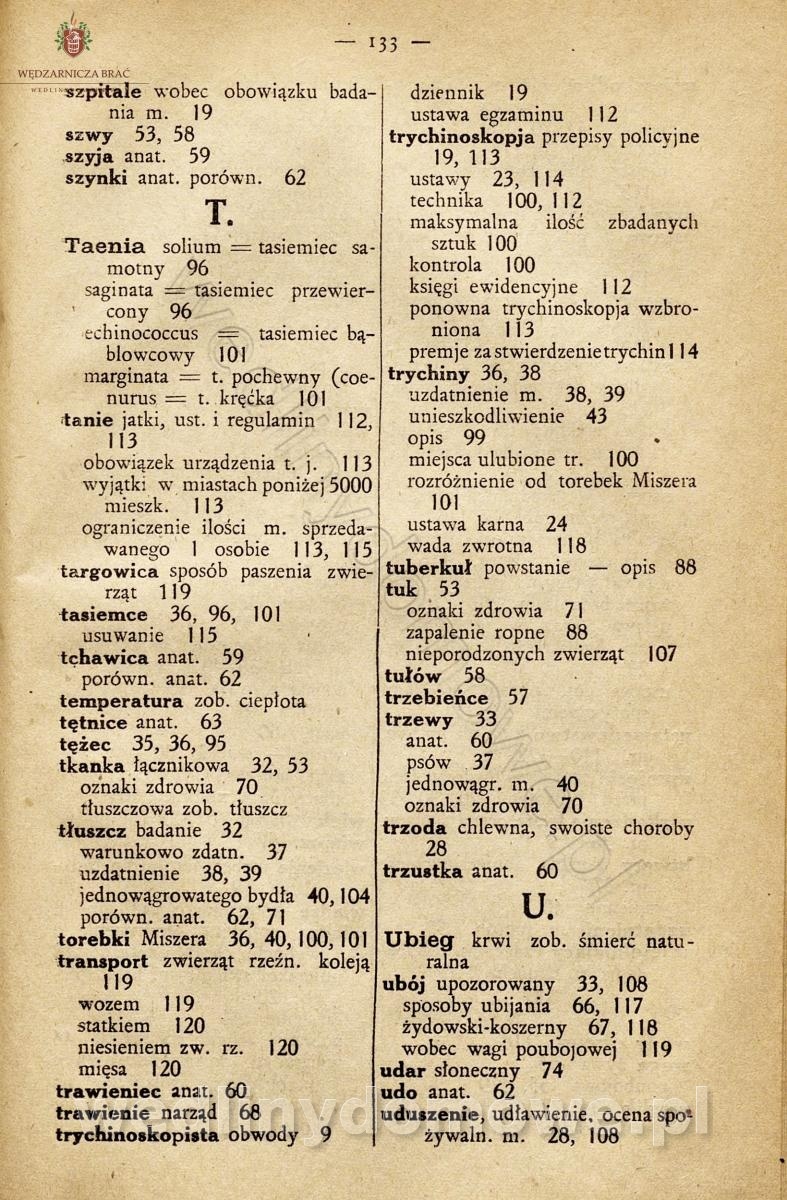
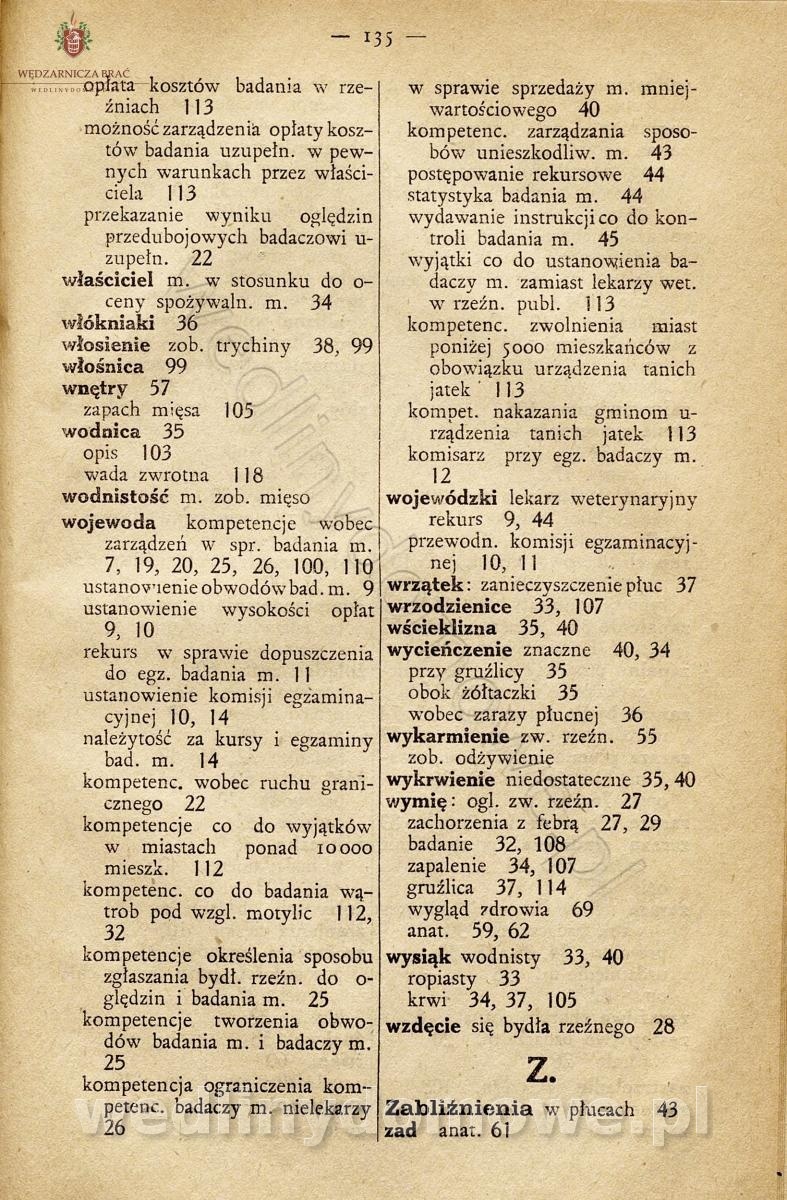
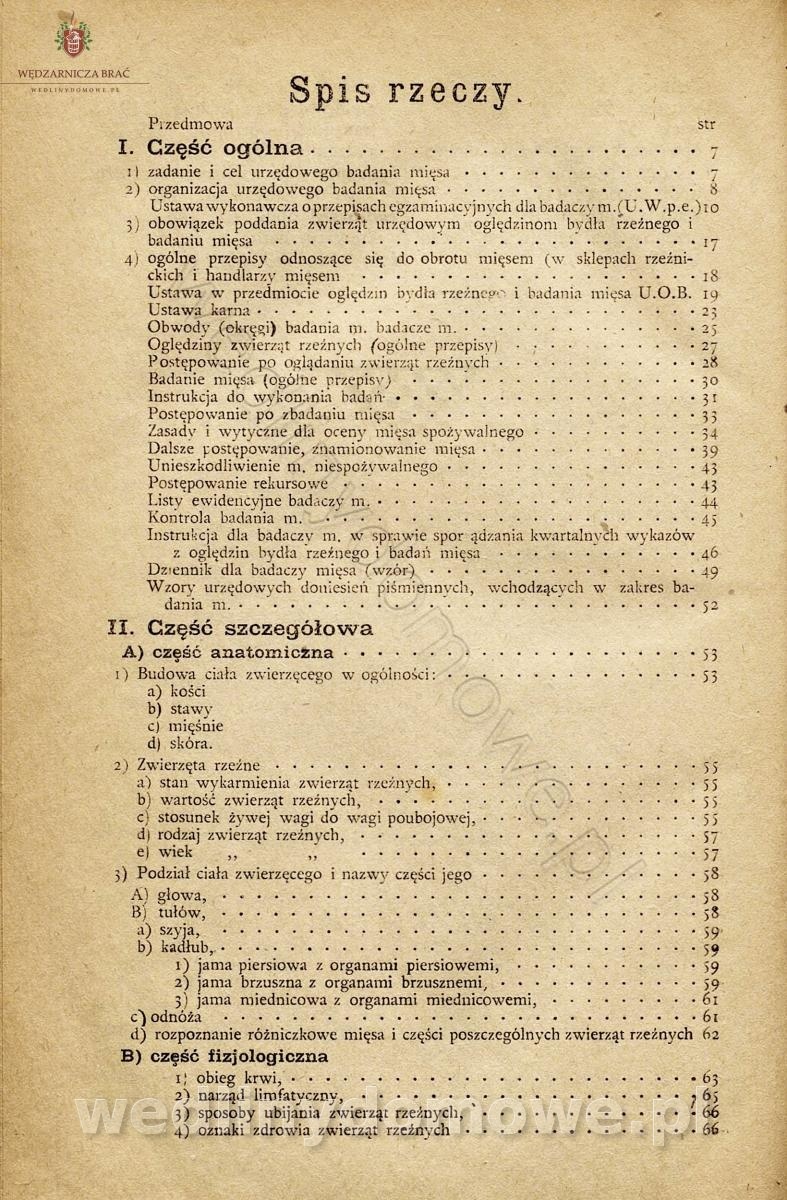
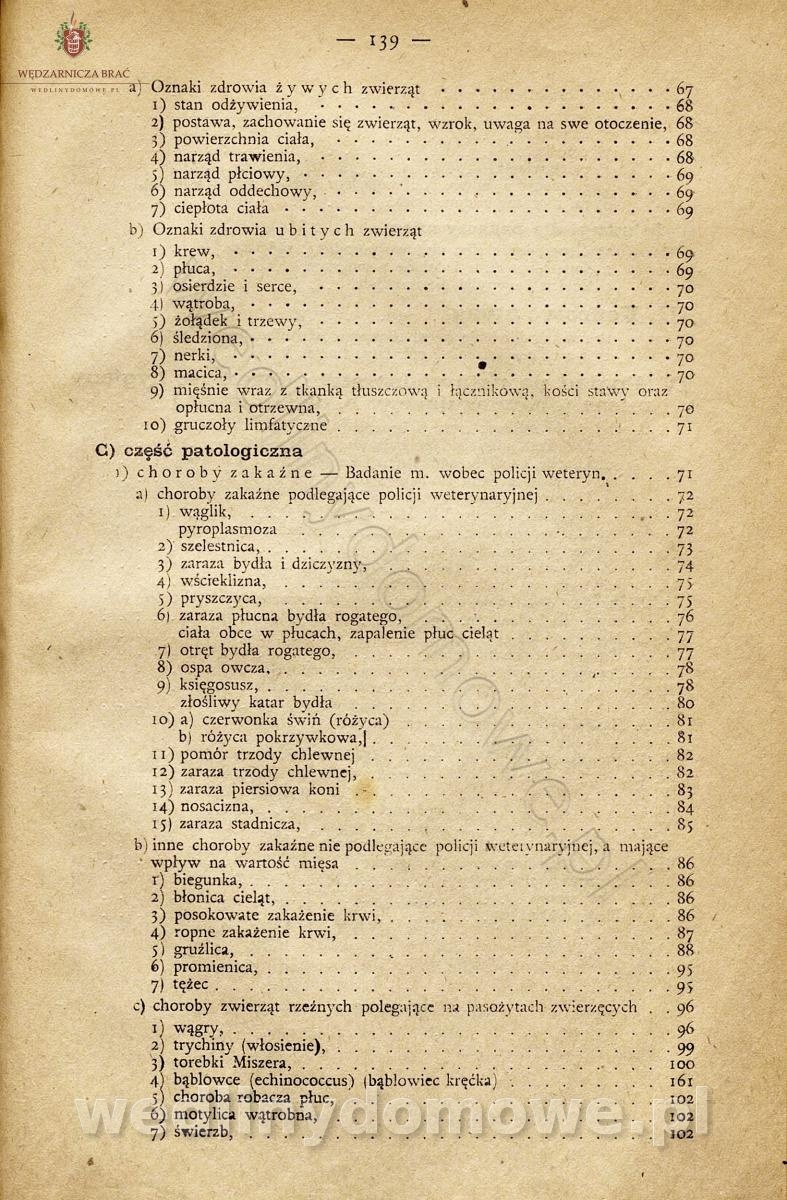
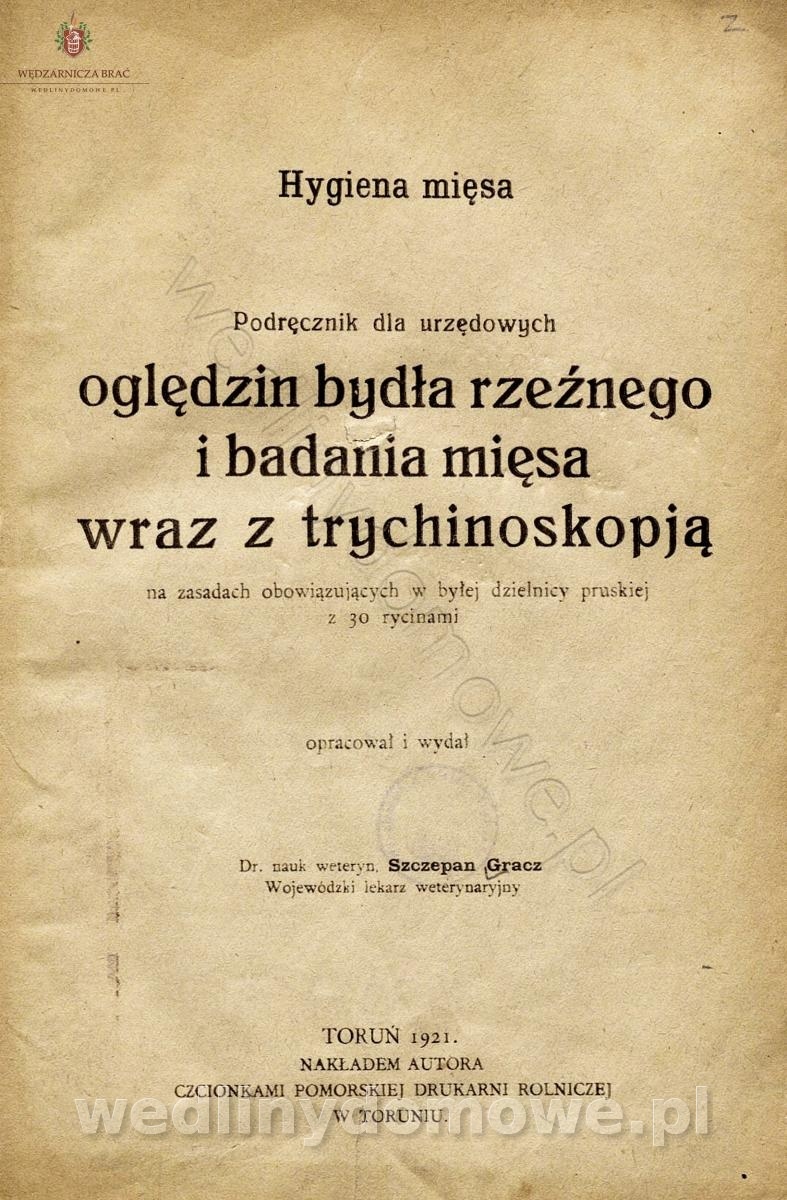
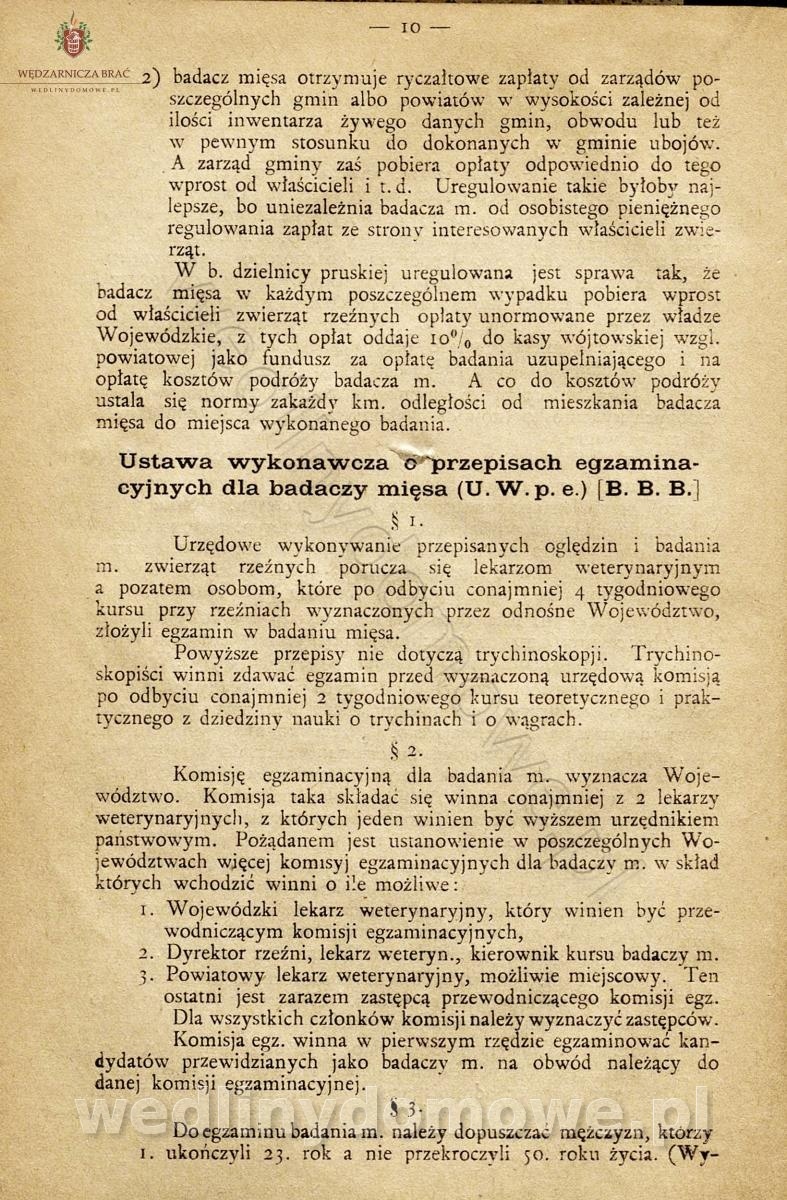
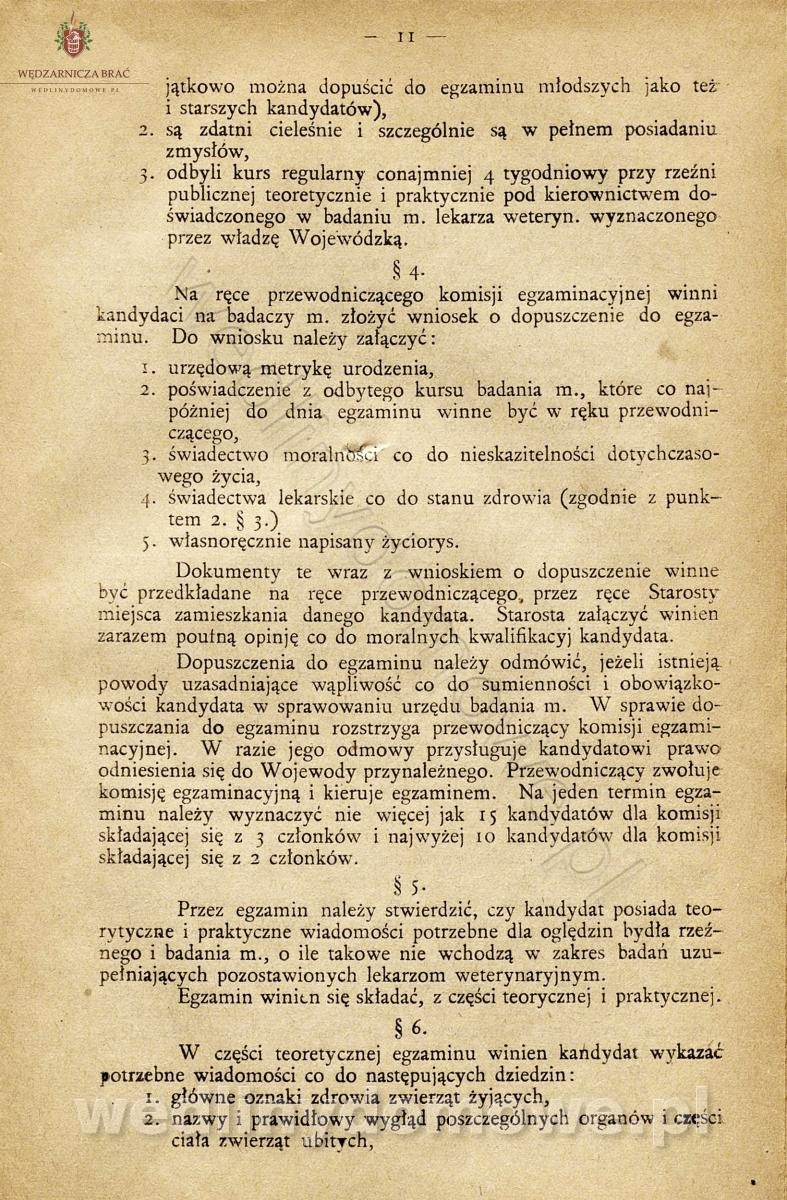
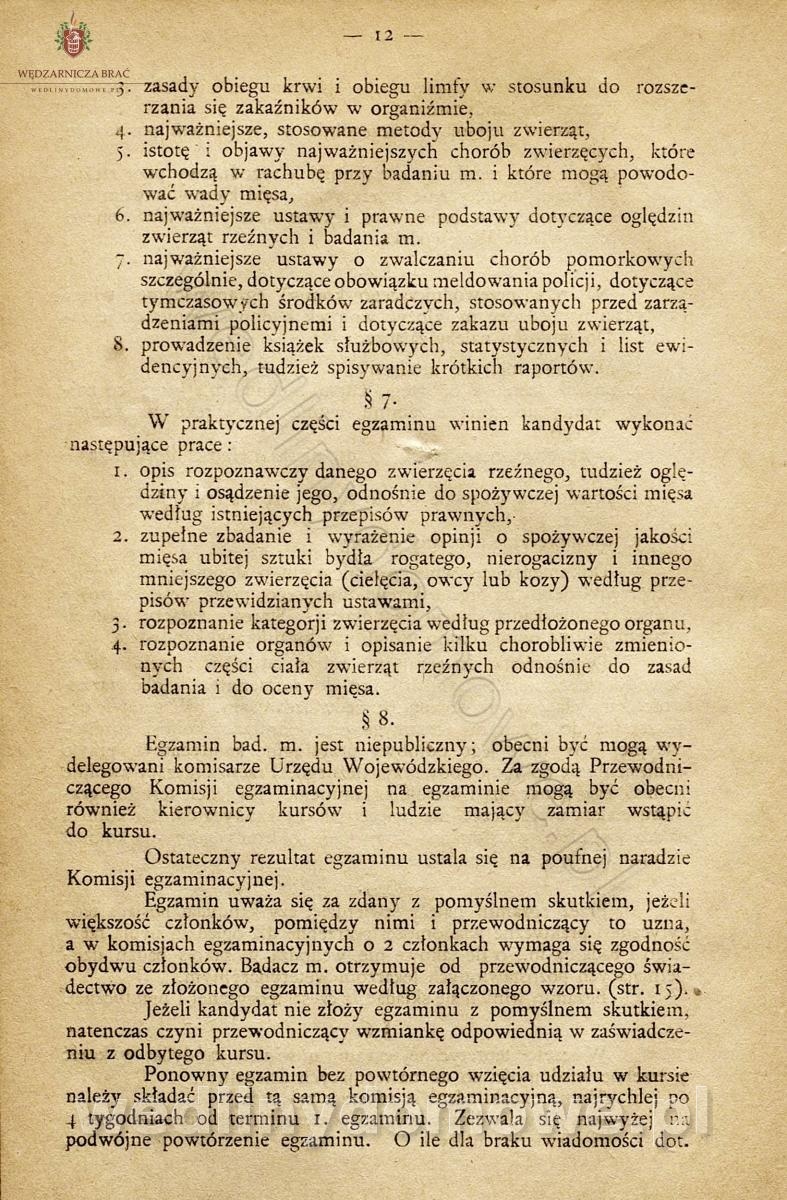
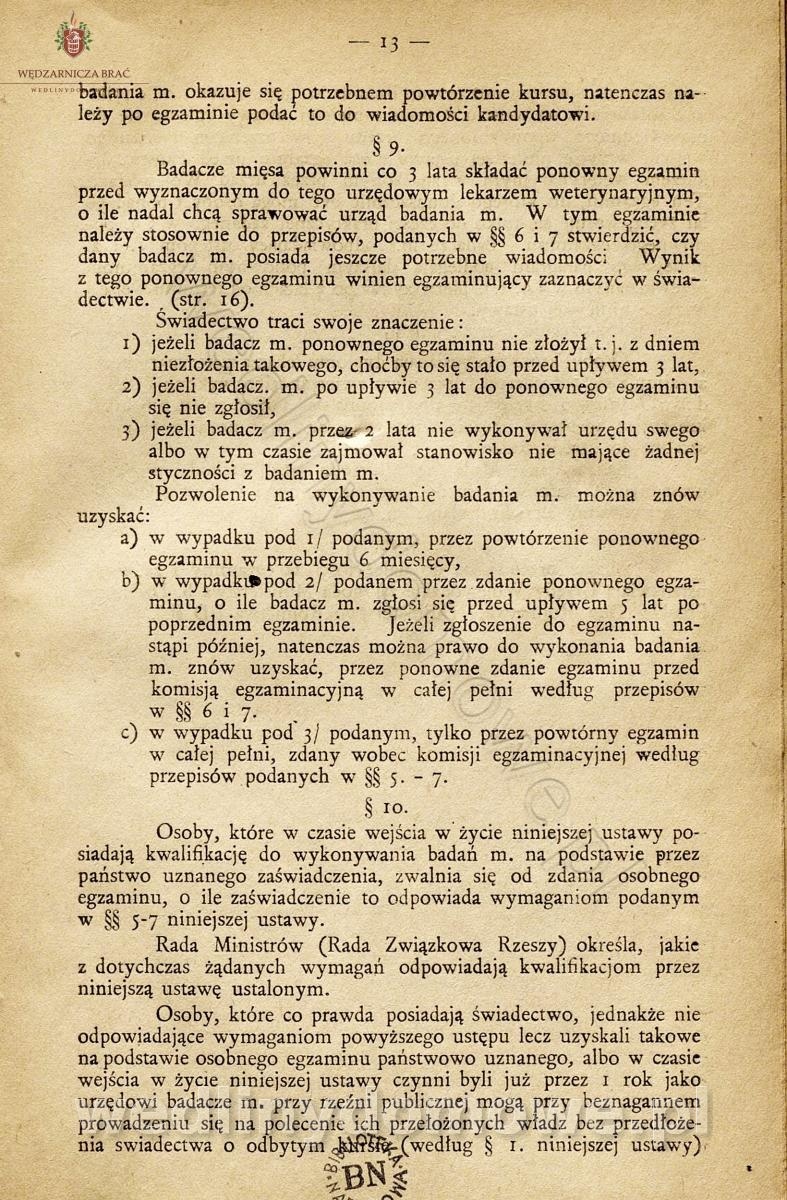
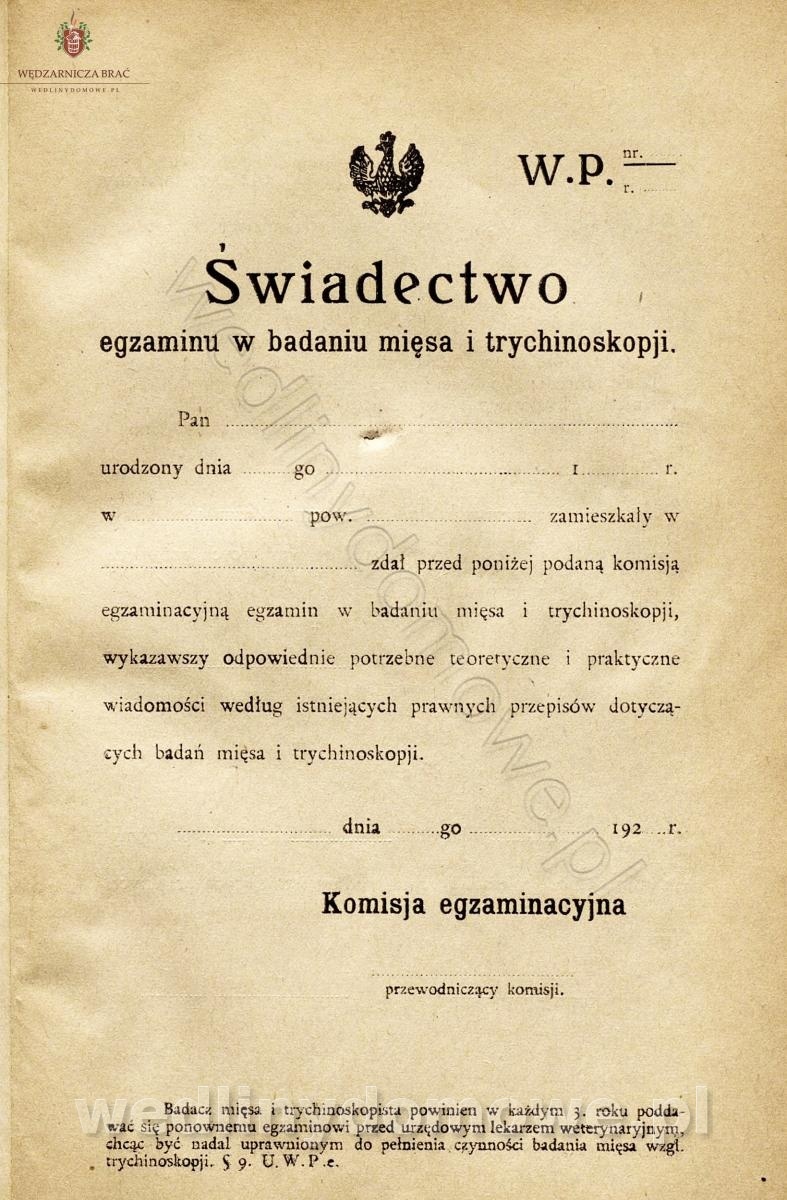
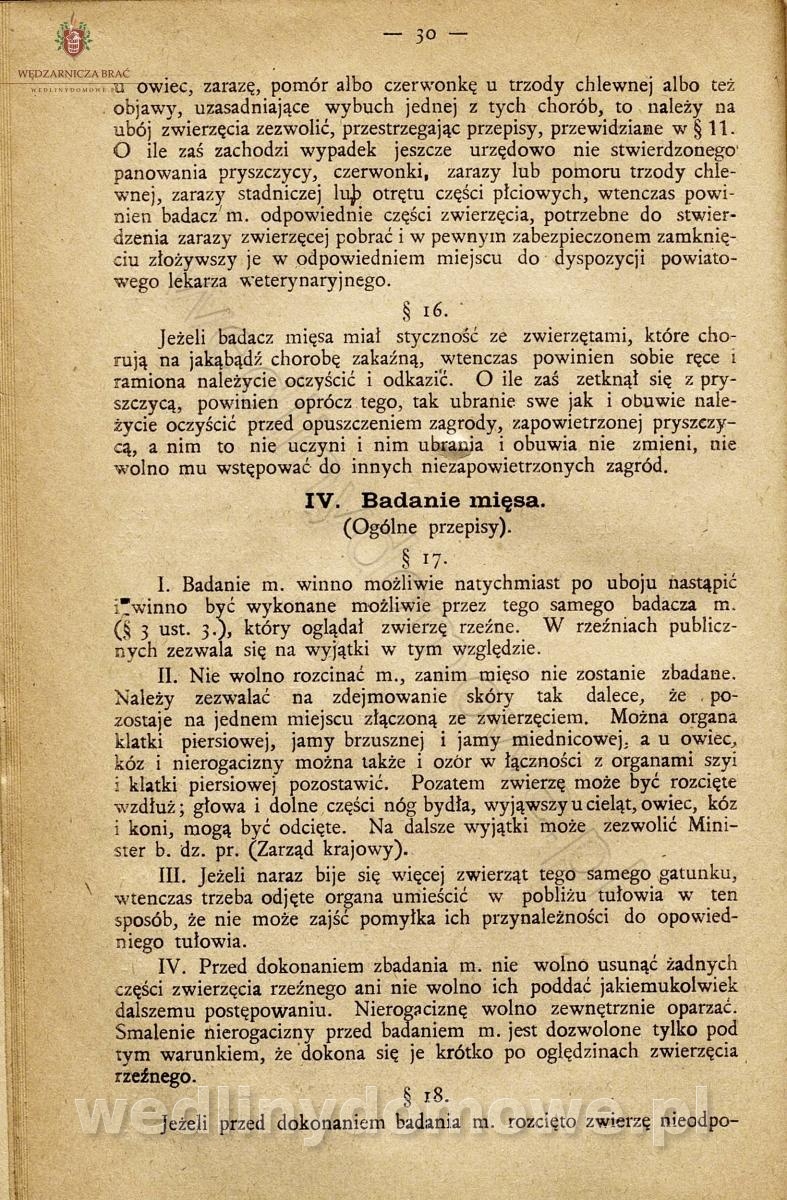
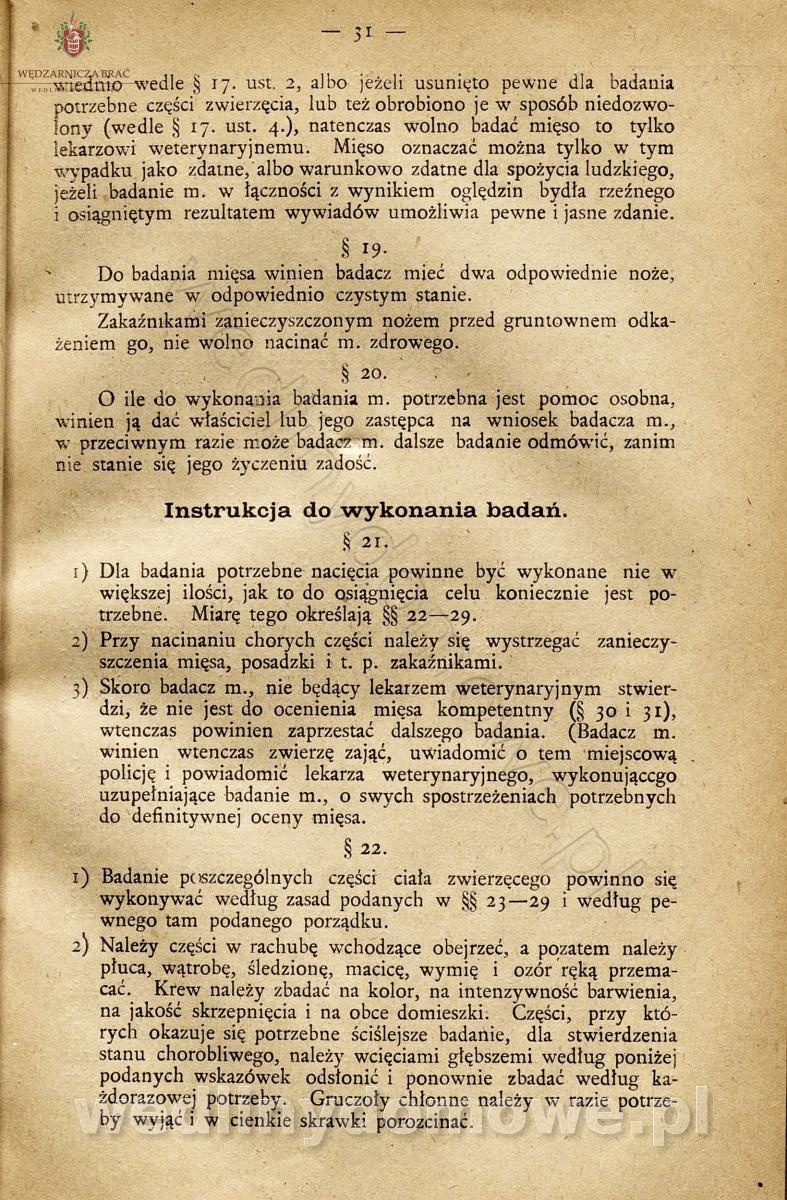
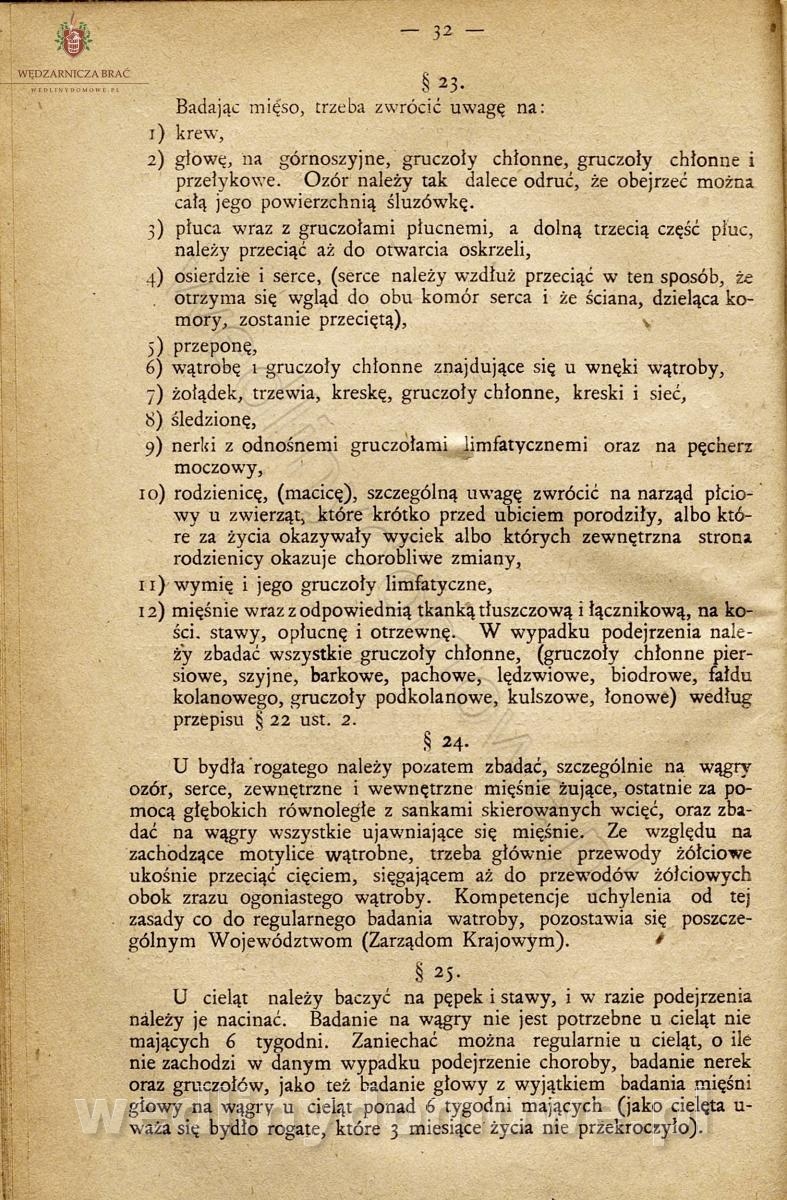
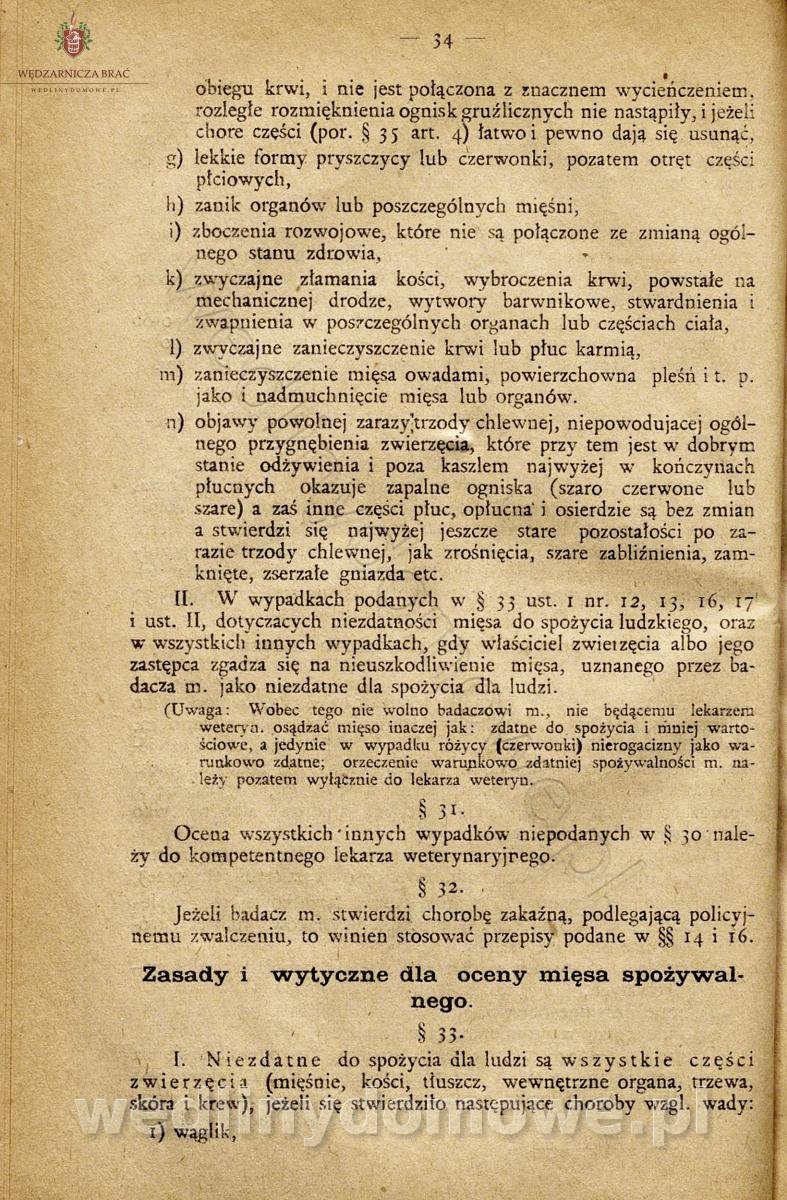
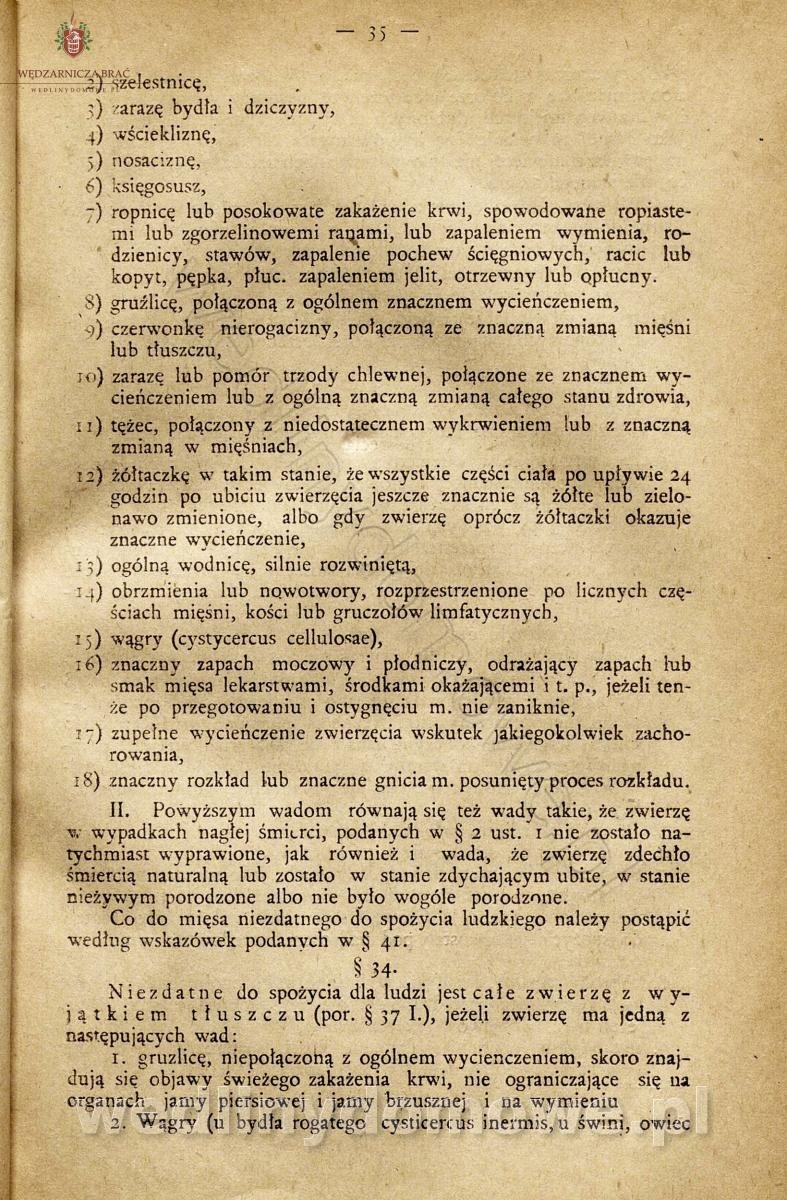
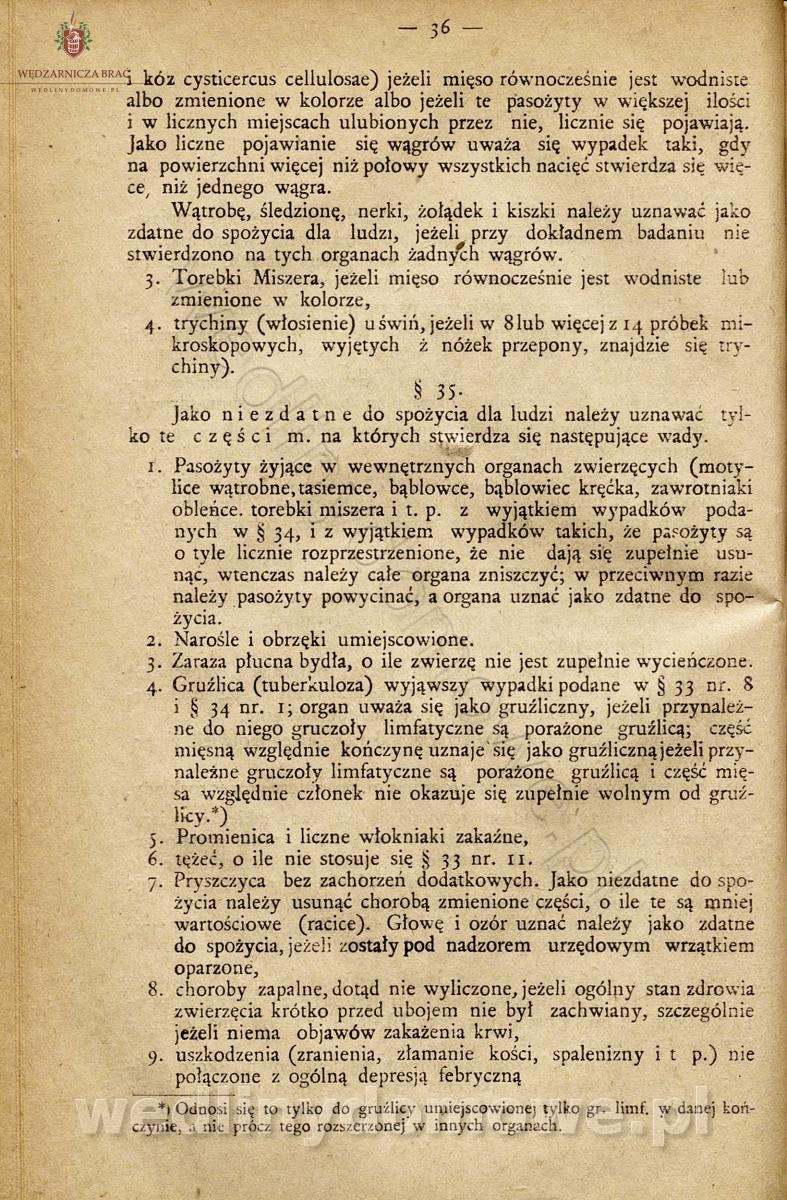
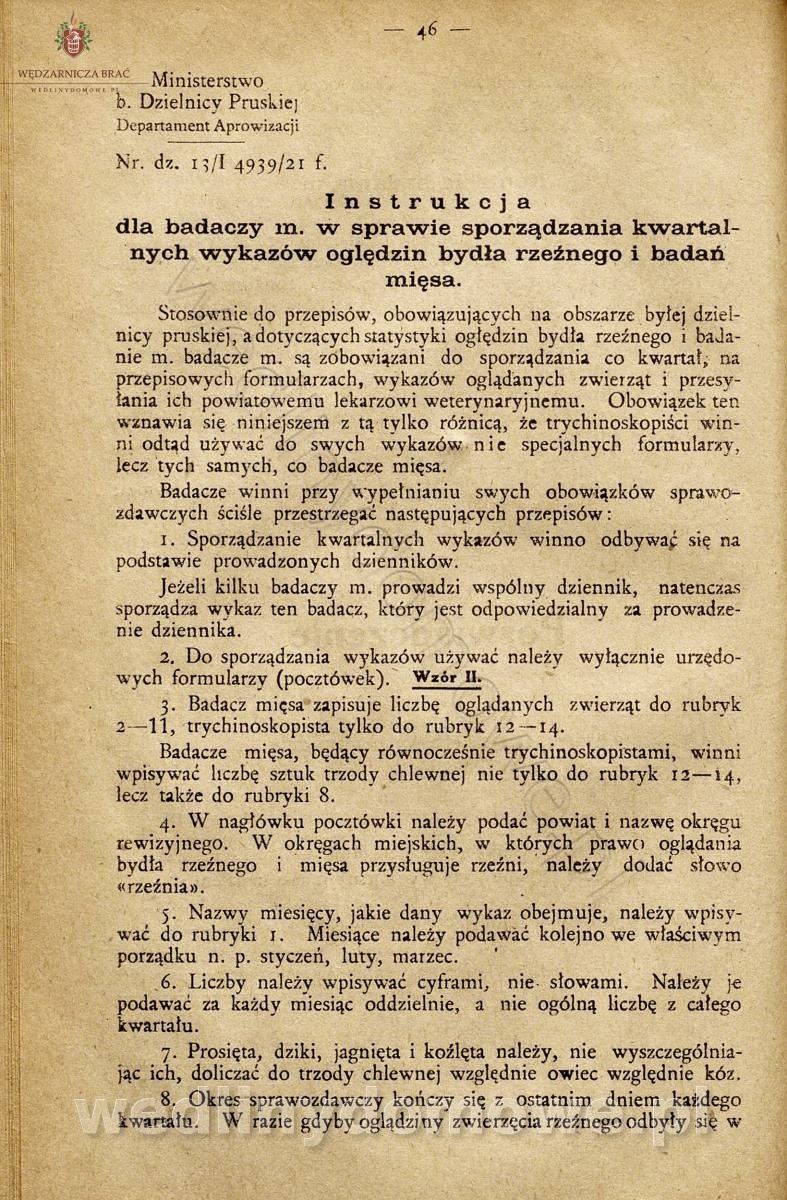
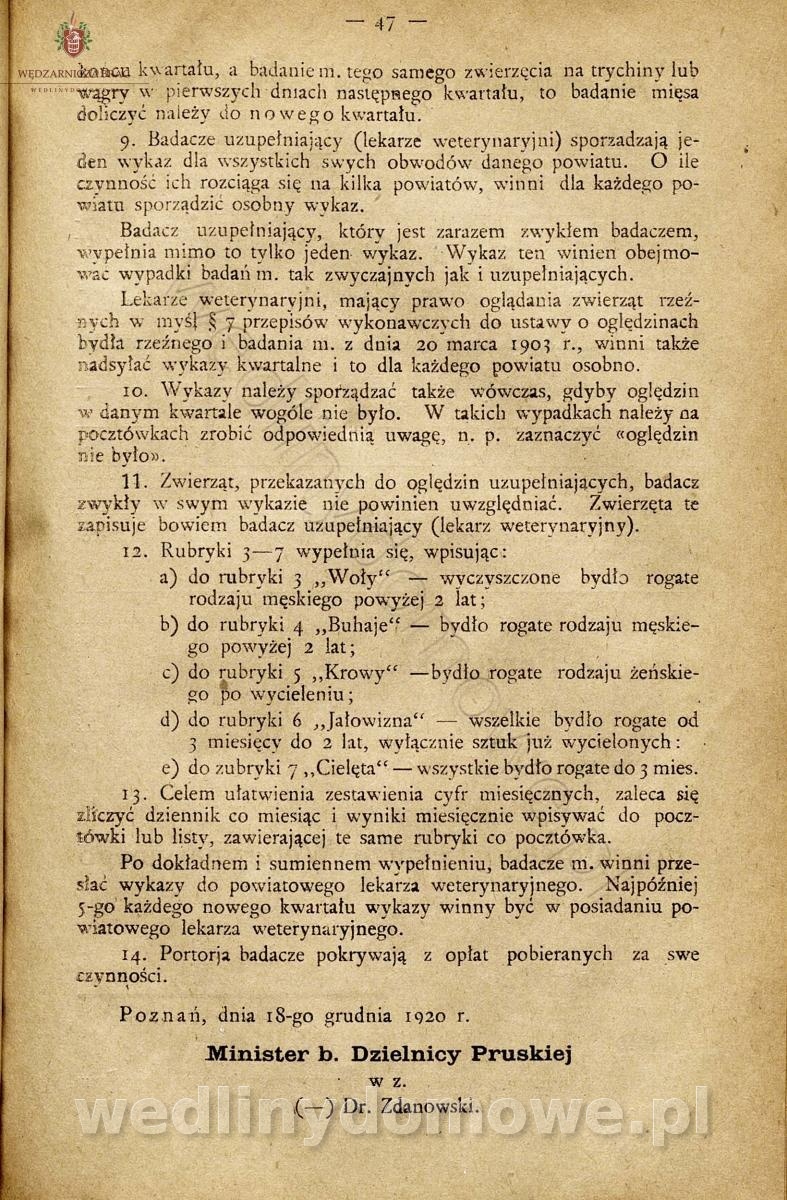
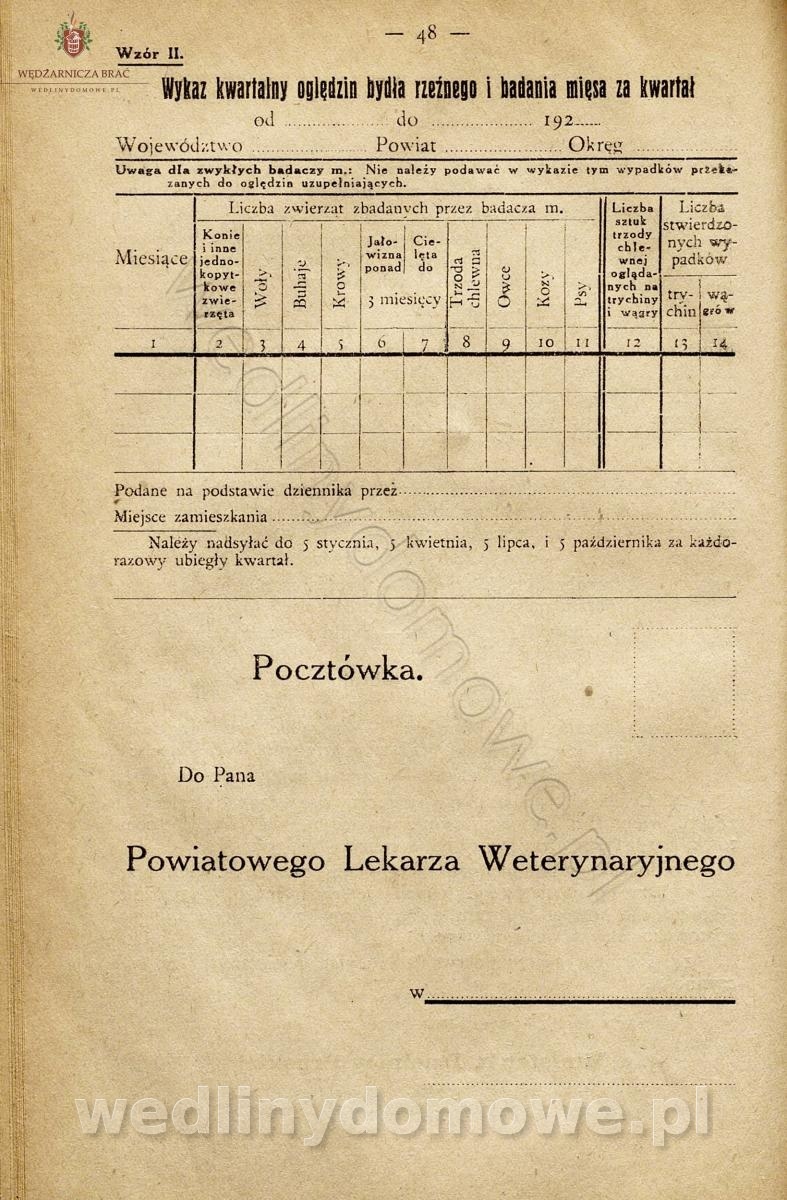
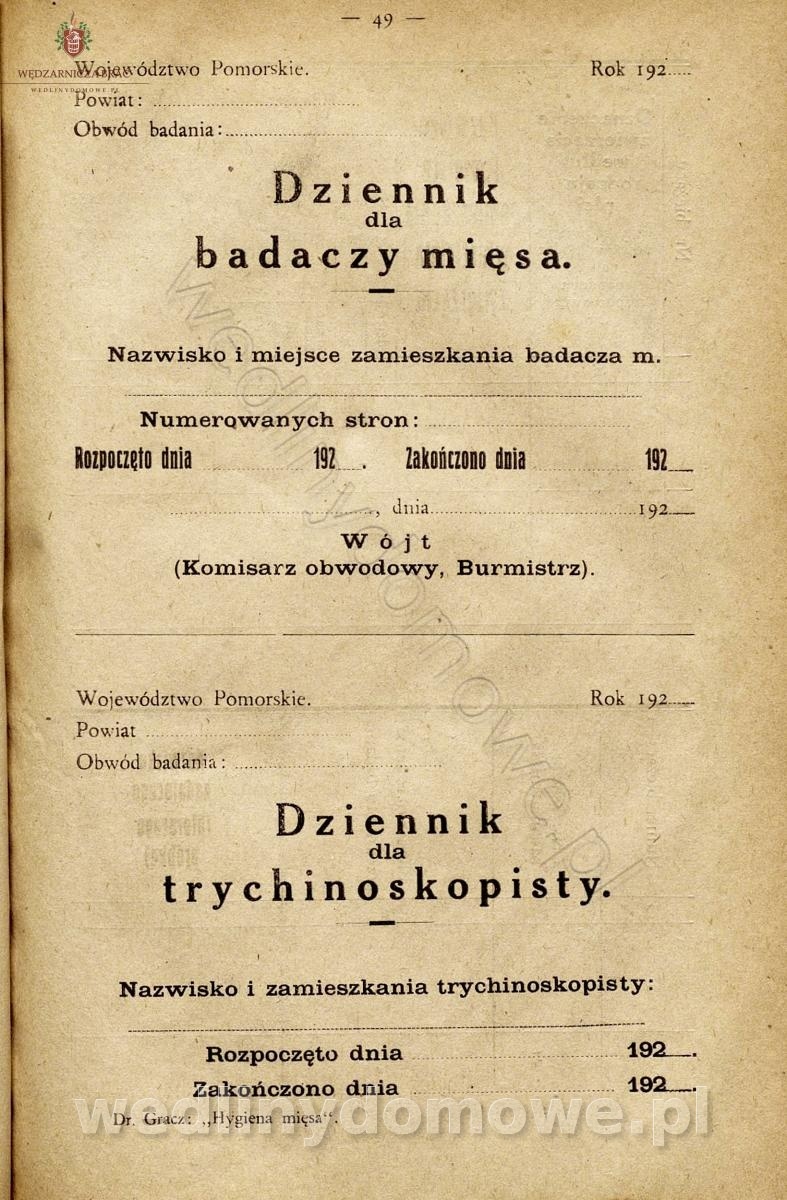
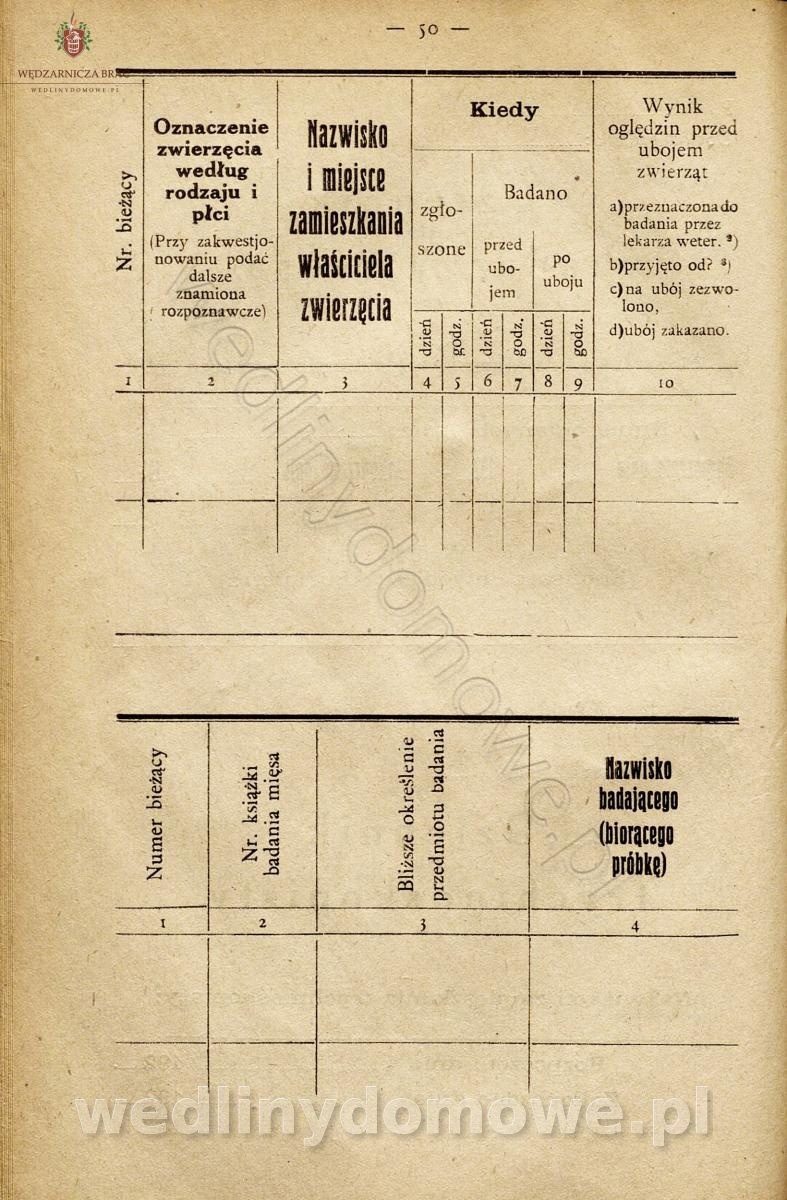
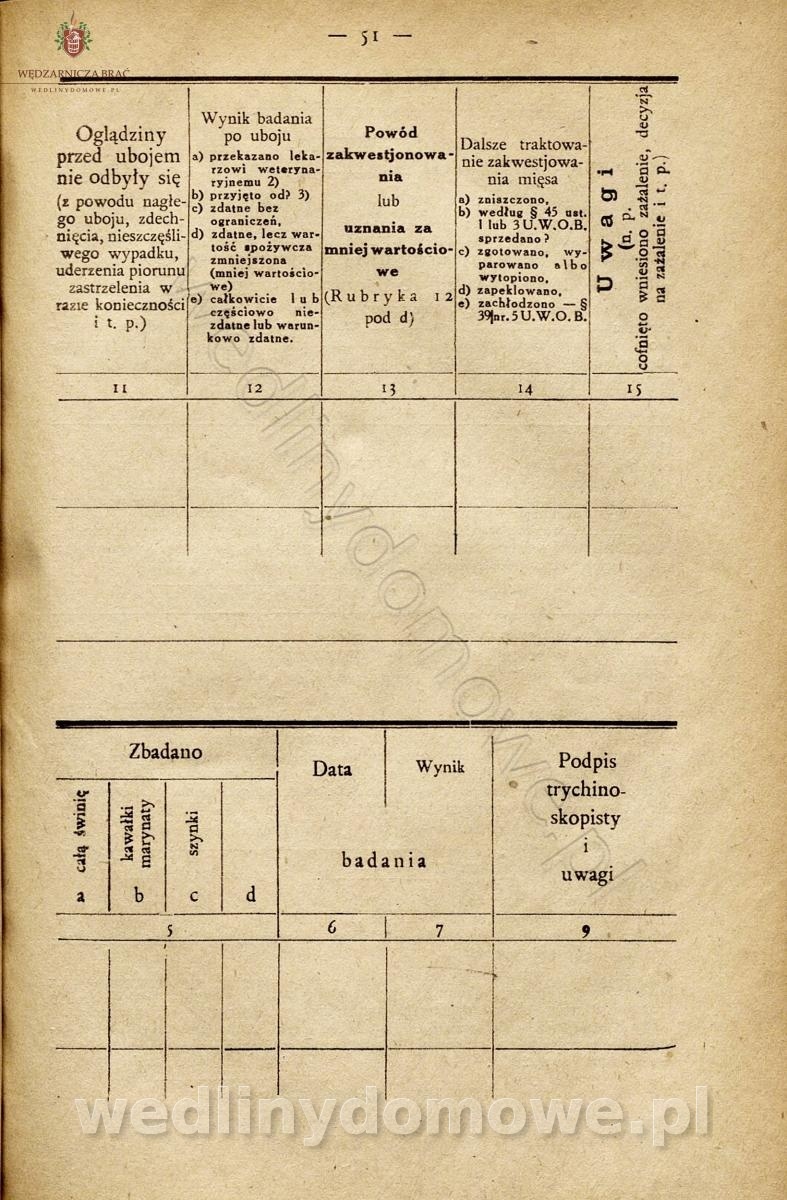
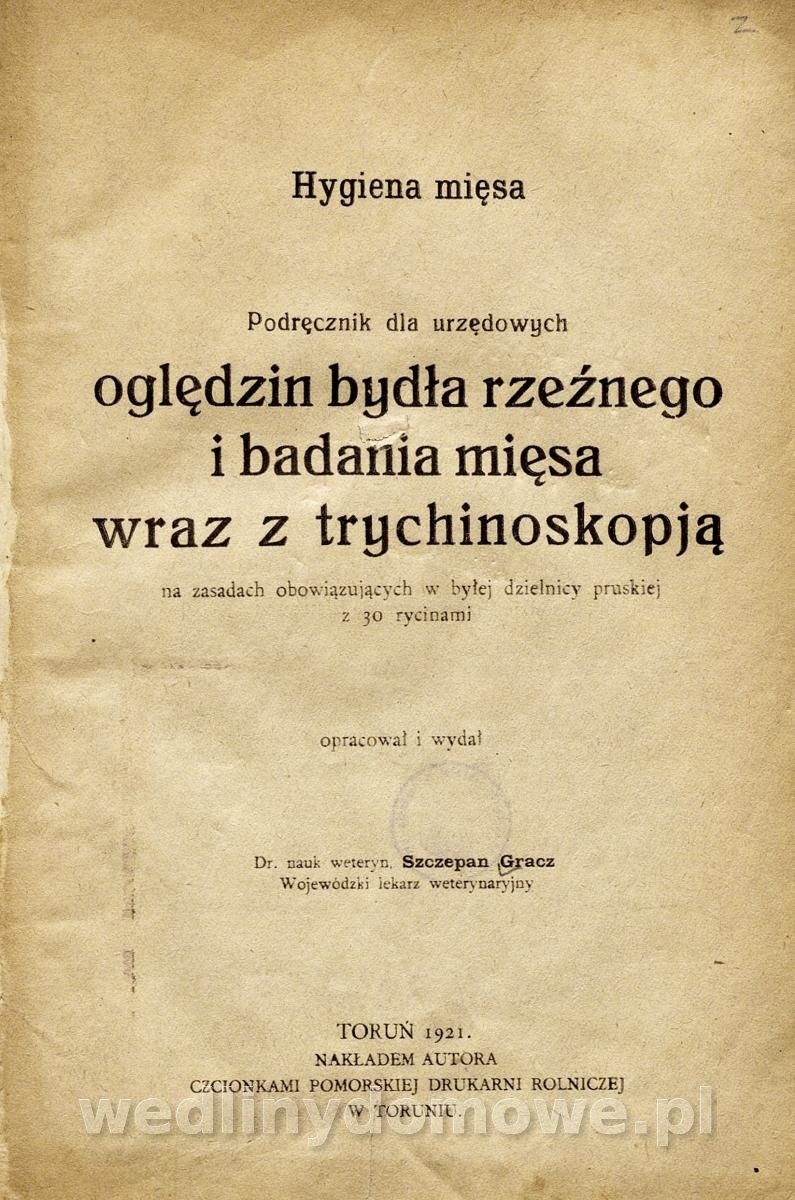
Książkę publikuję pod tym adresem: /topic/19756-rok-1921-hygiena-mi%C4%99sa-podr%C4%99cznik-dla-urz%C4%99dowych-ogl%C4%99dzin-byd%C5%82a-rze%C5%BAnego-i-badania-mi%C4%99sa-wraz-z-trychinoskopj%C4%85/
-
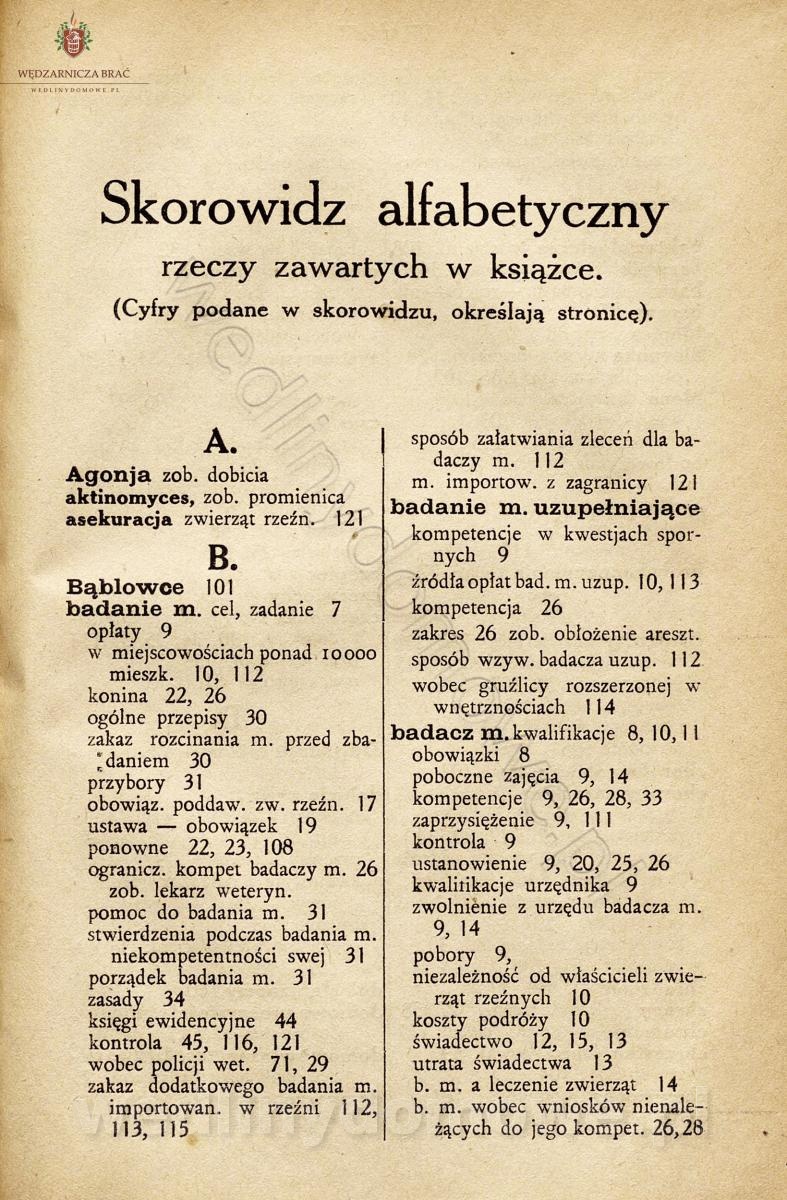
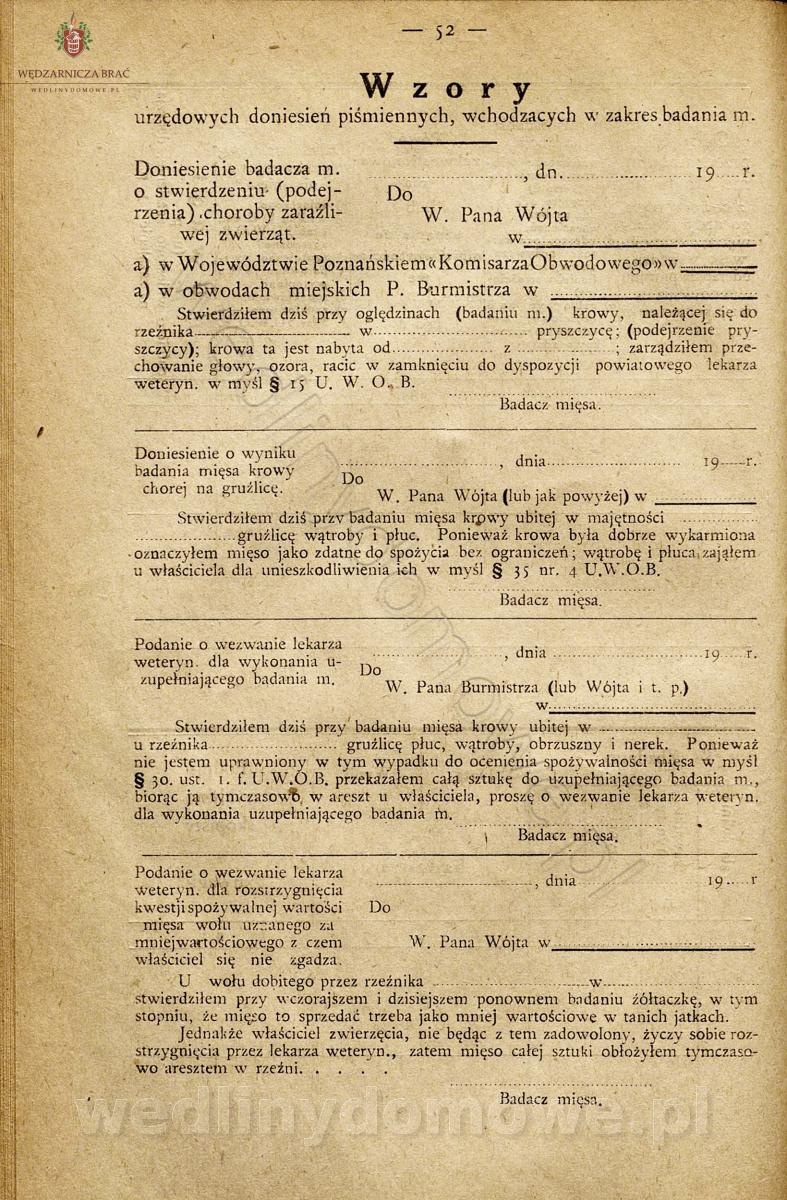
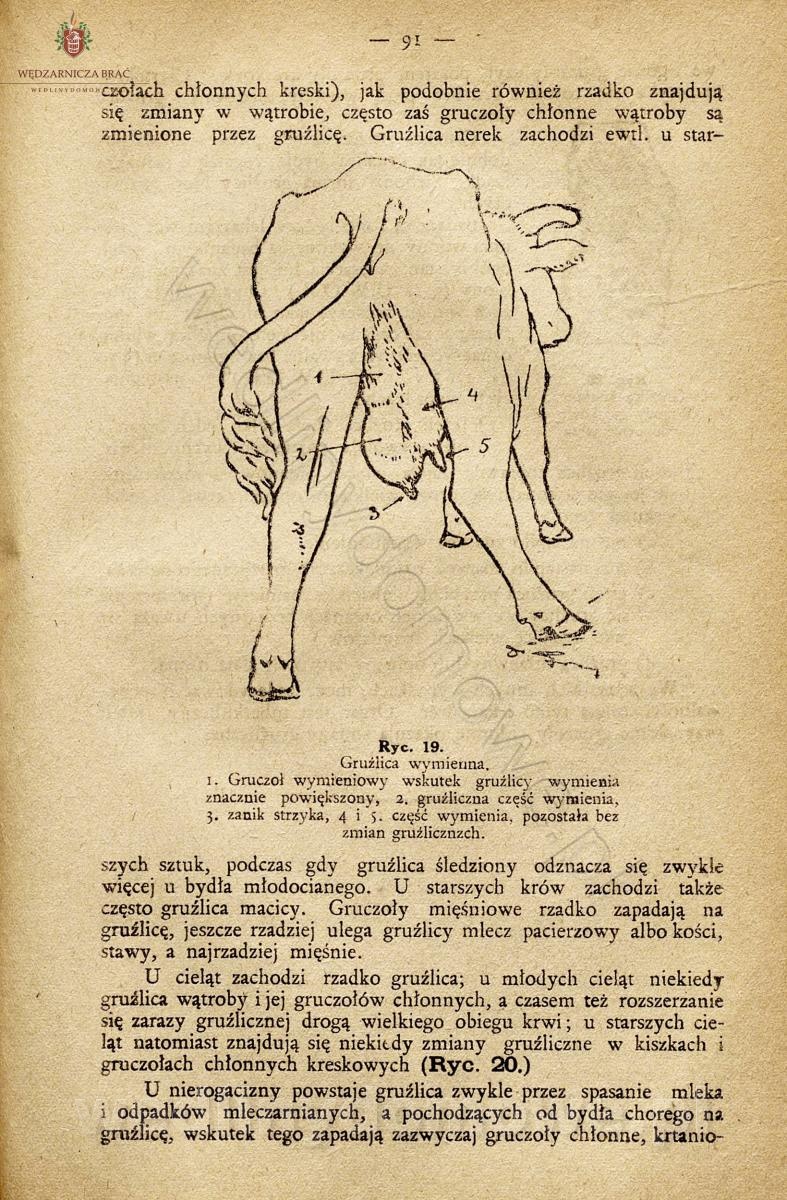
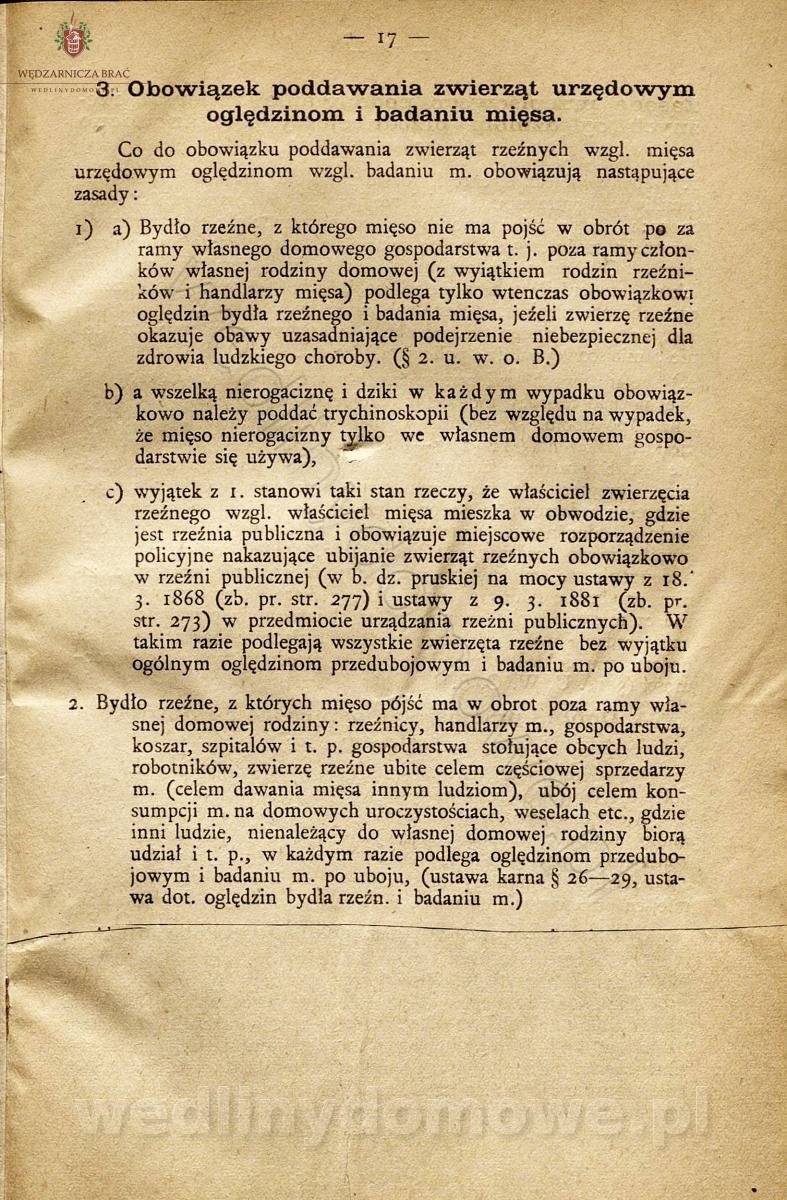
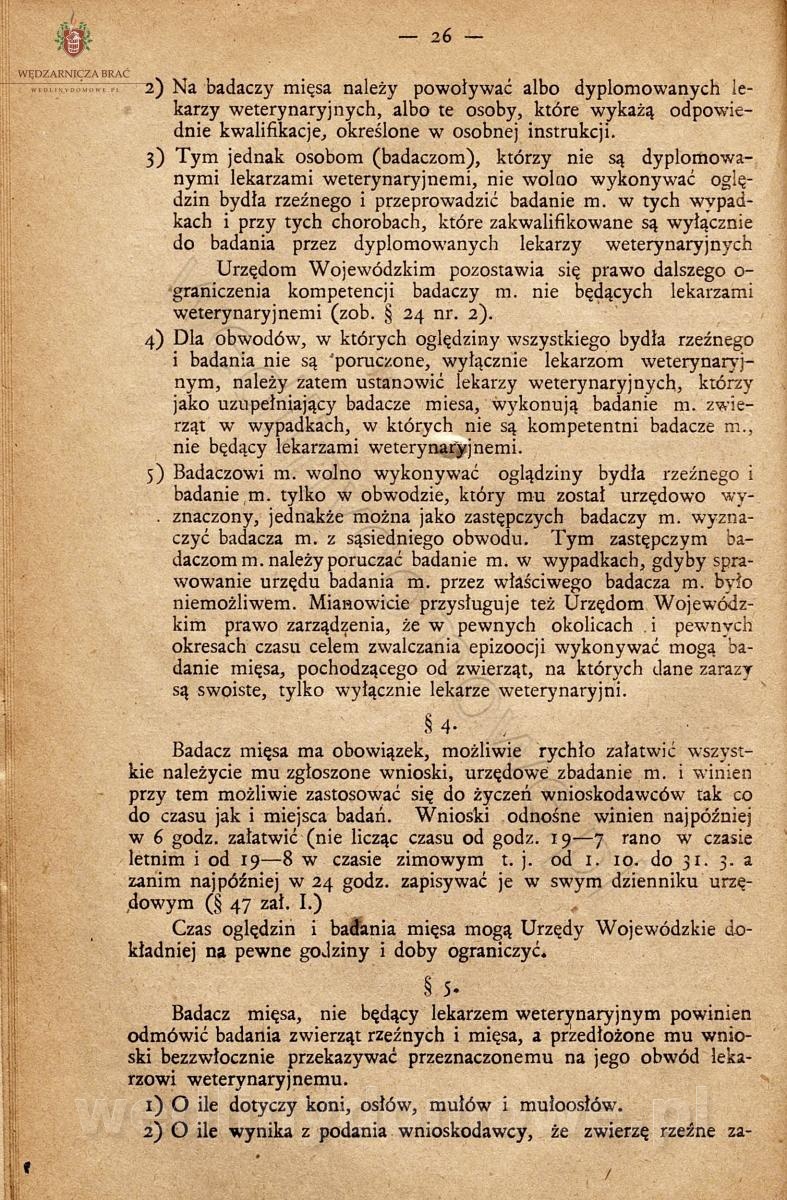
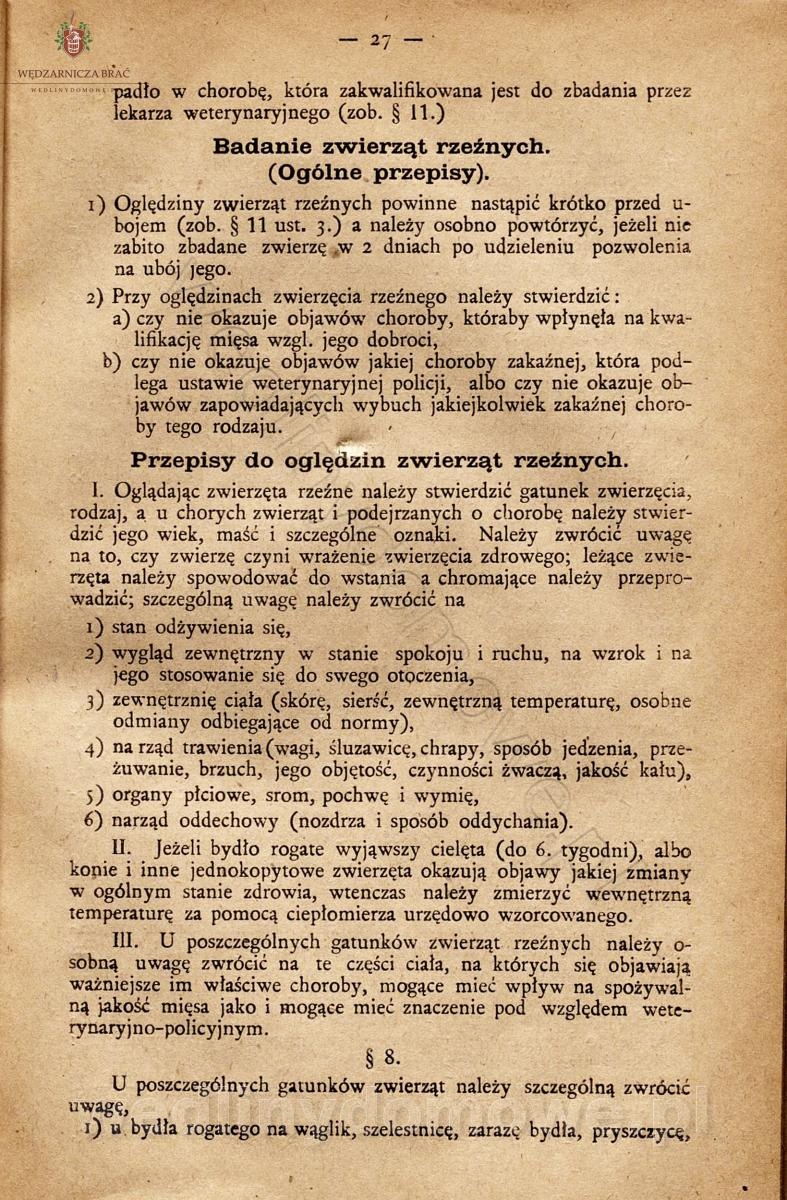
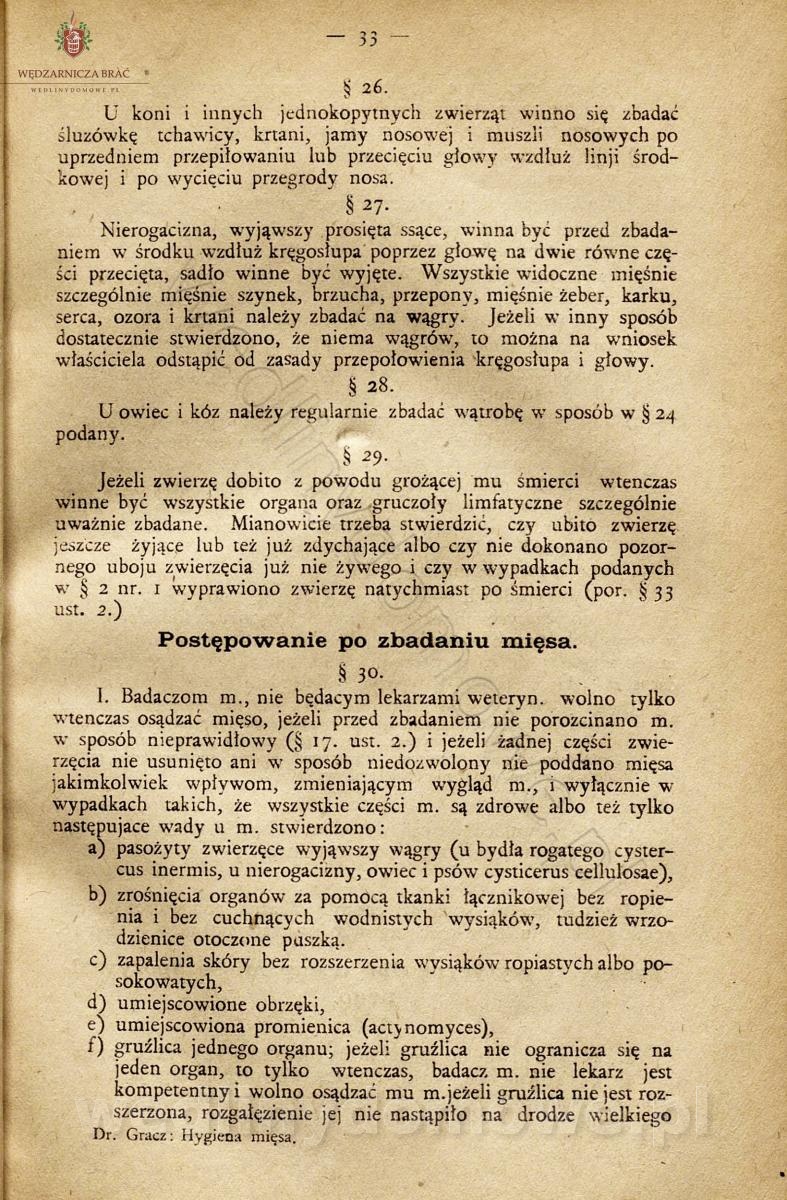
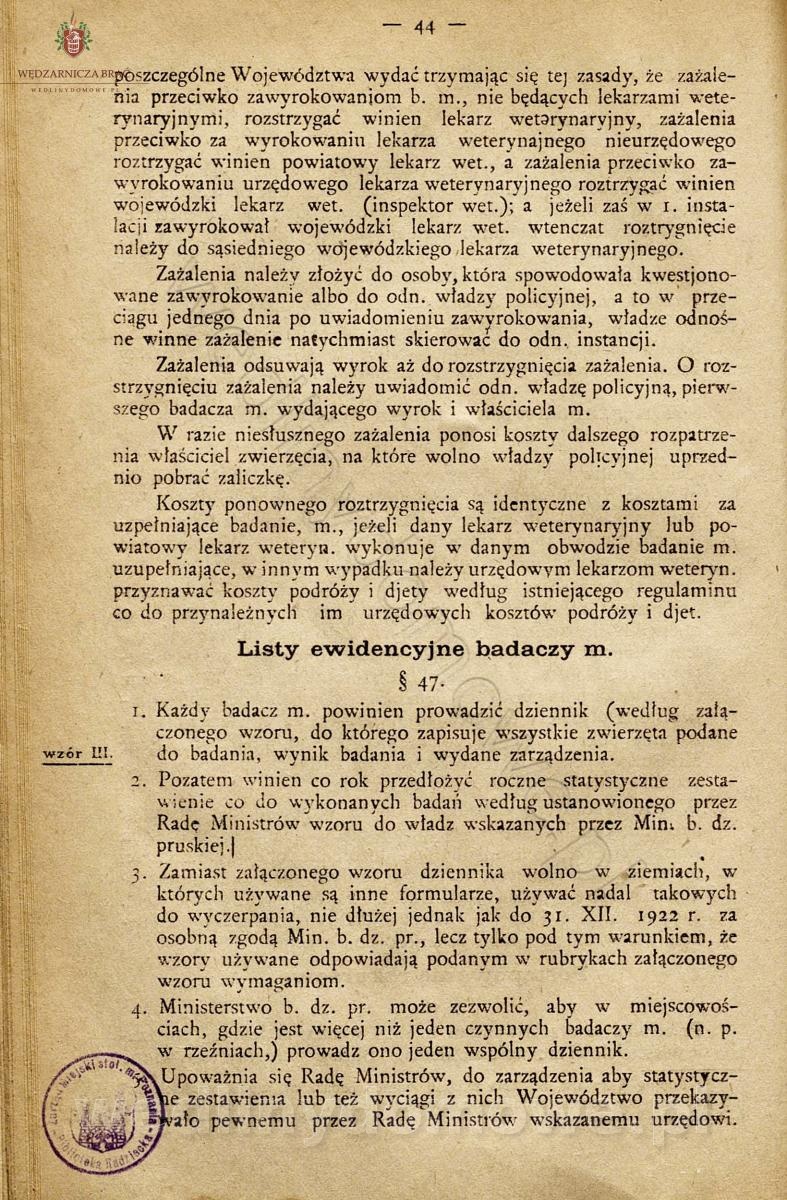
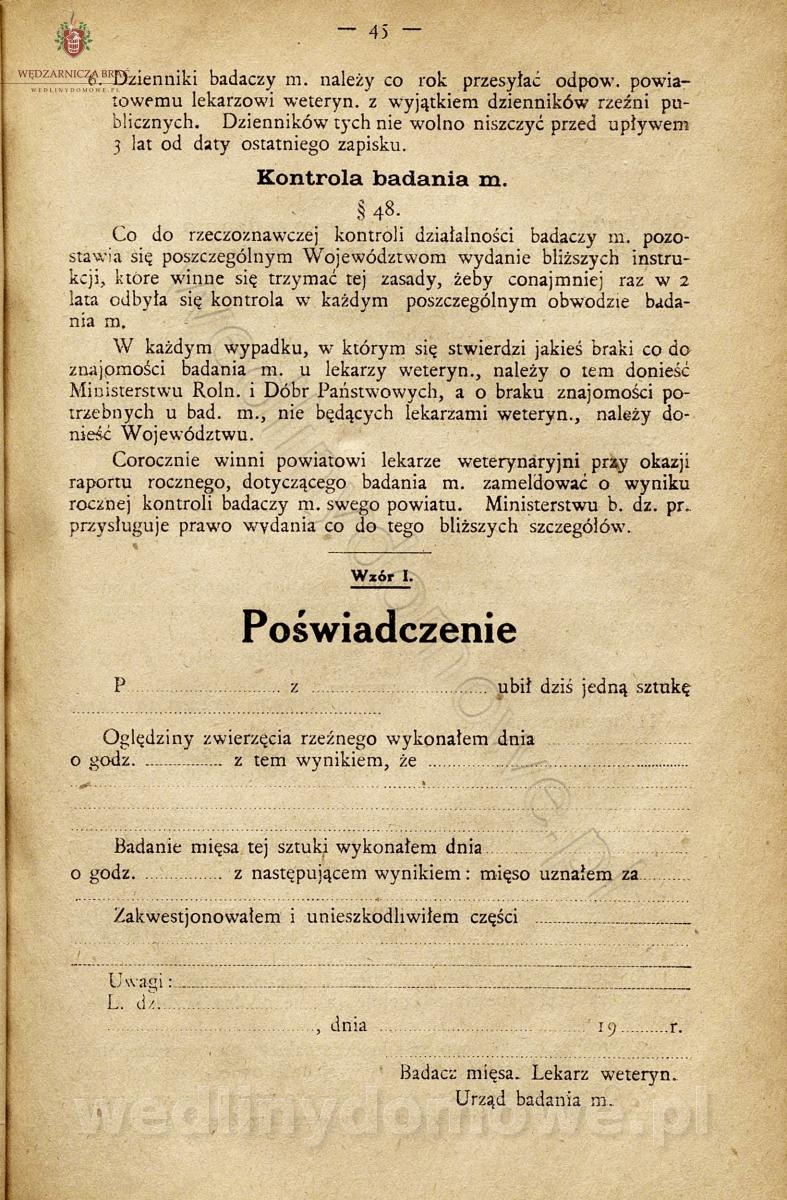
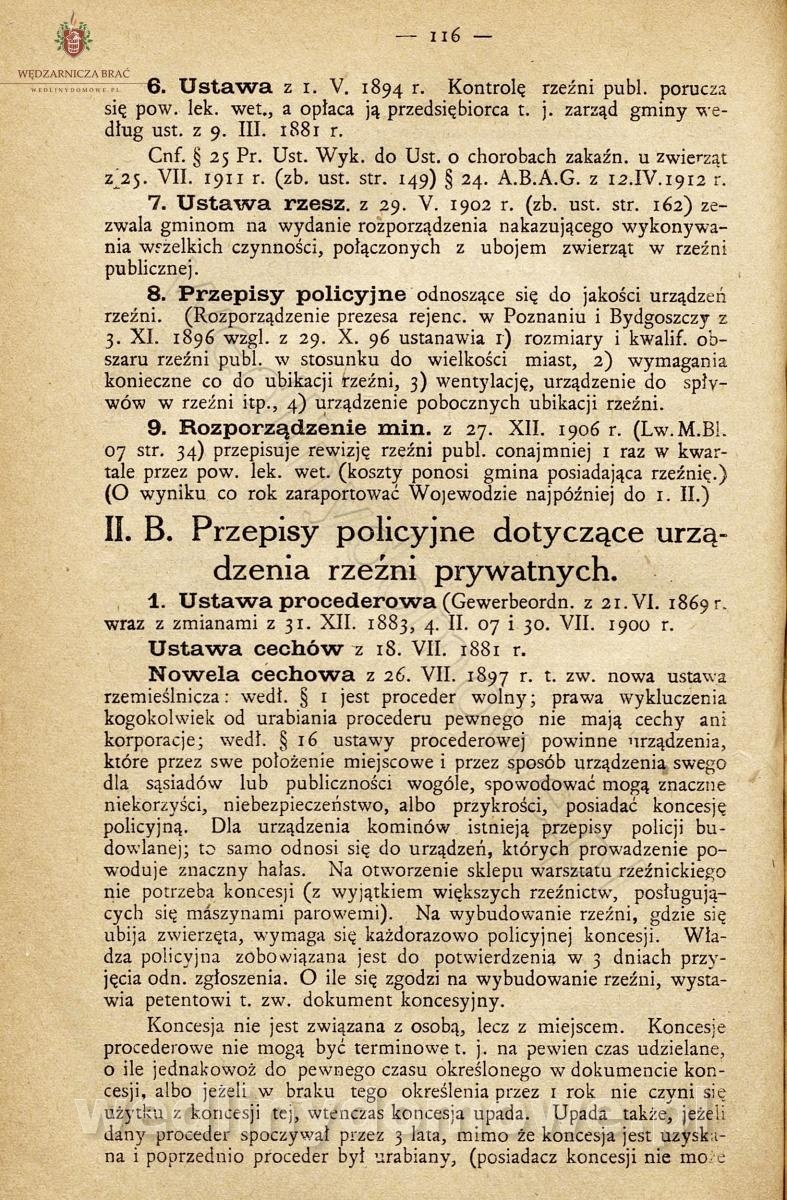
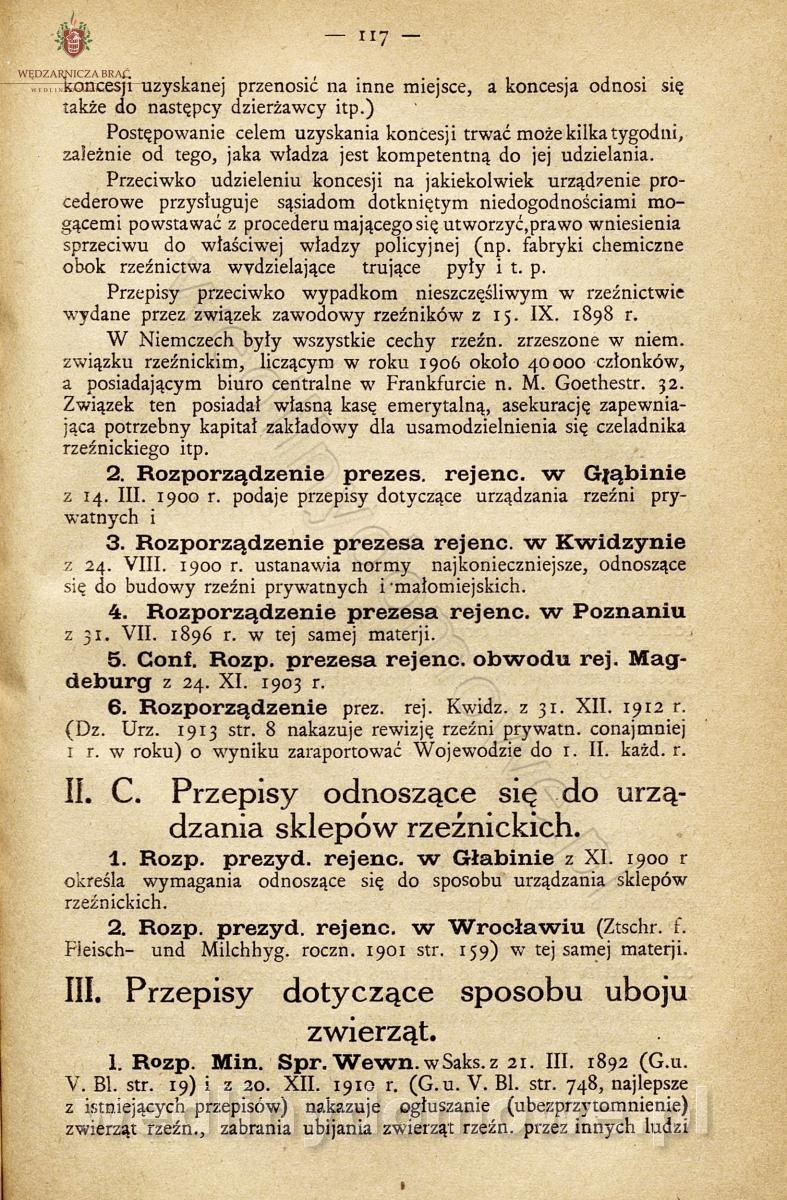
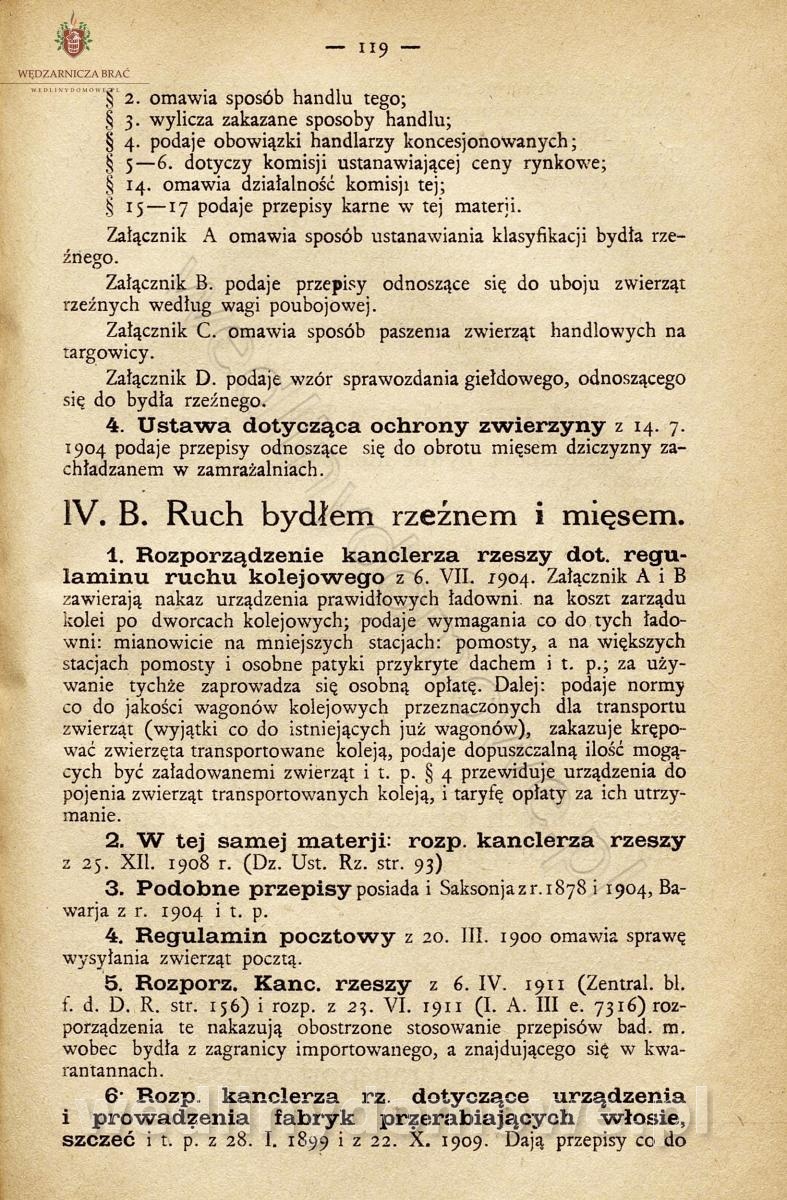
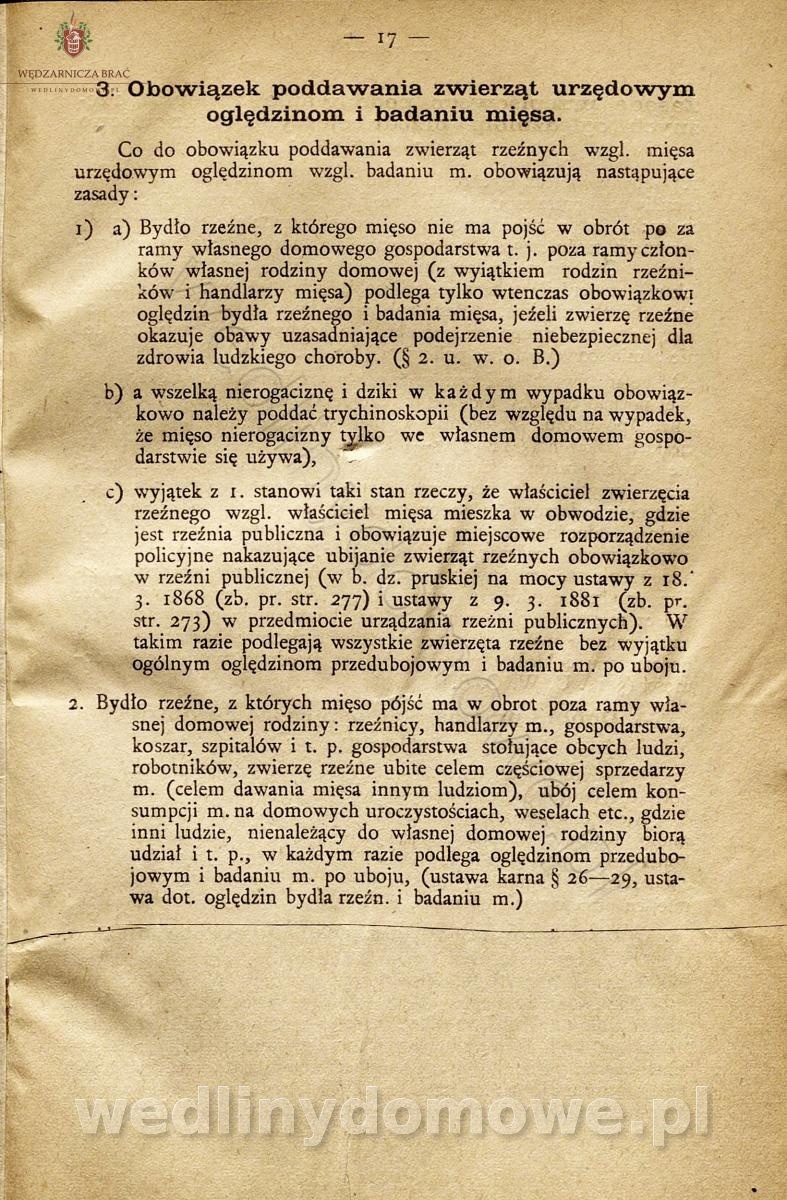
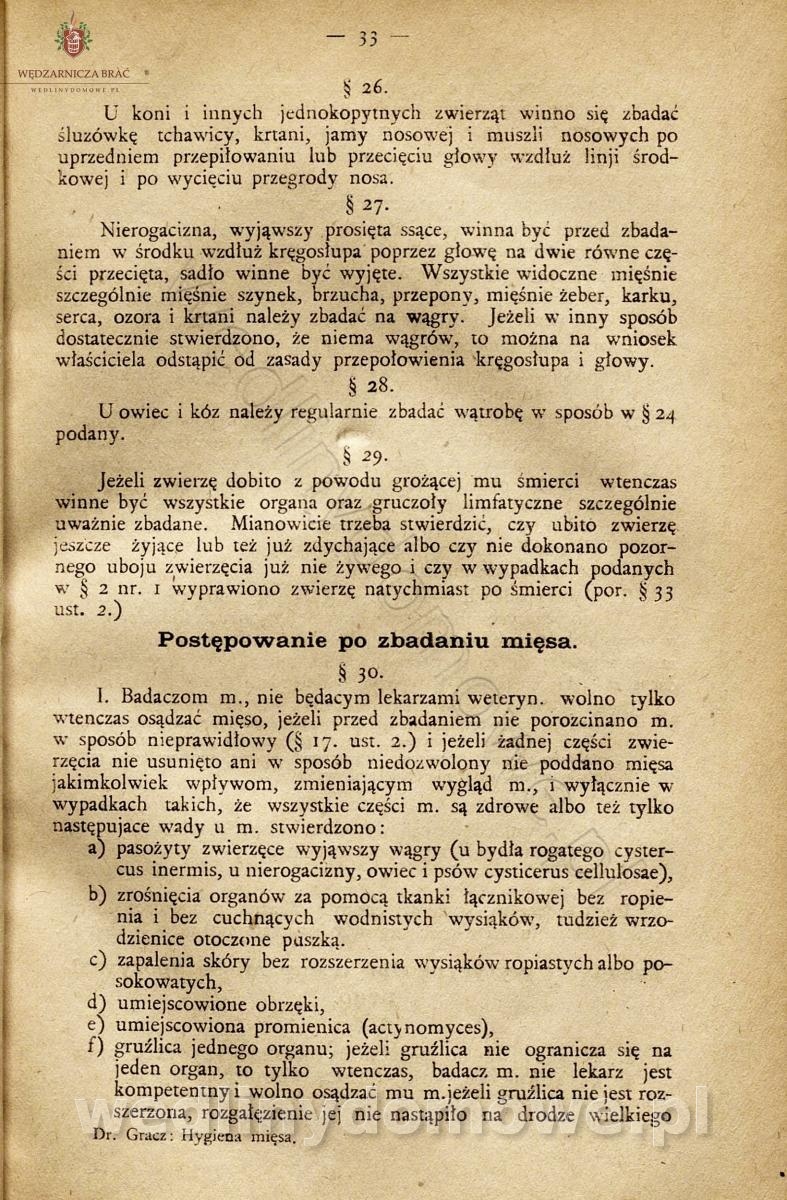
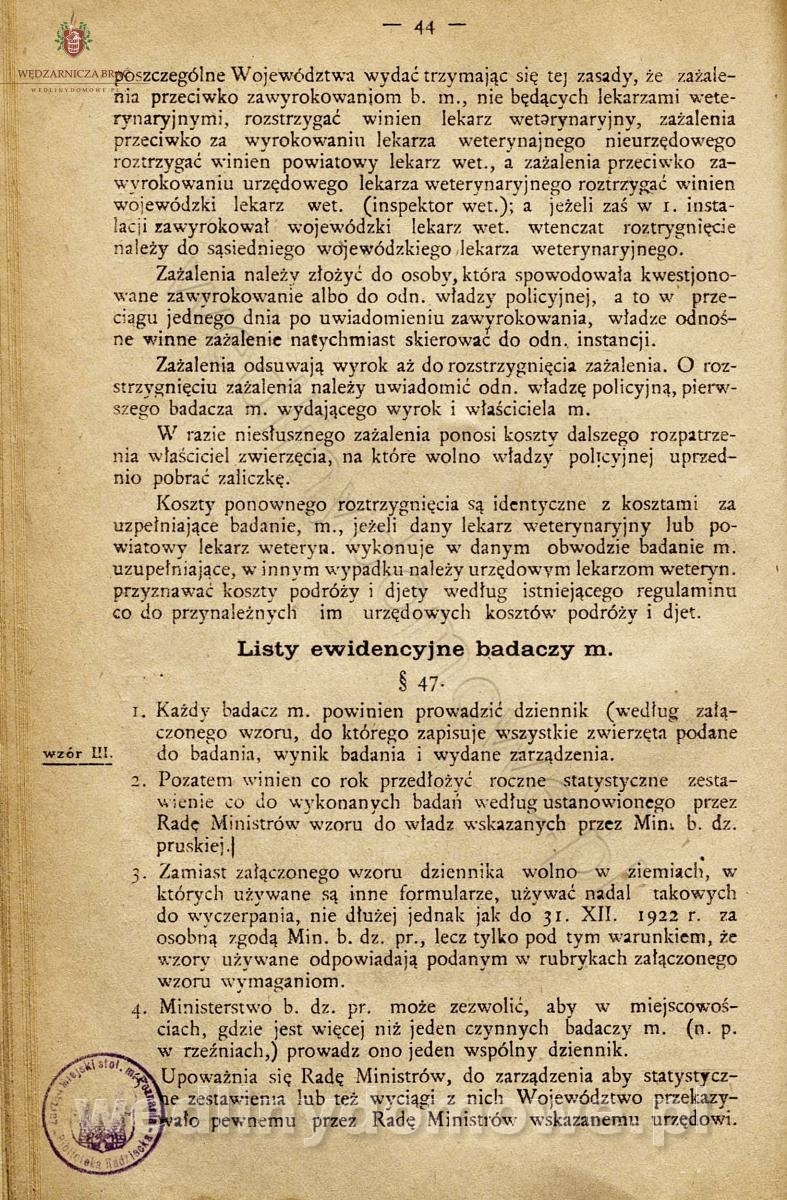
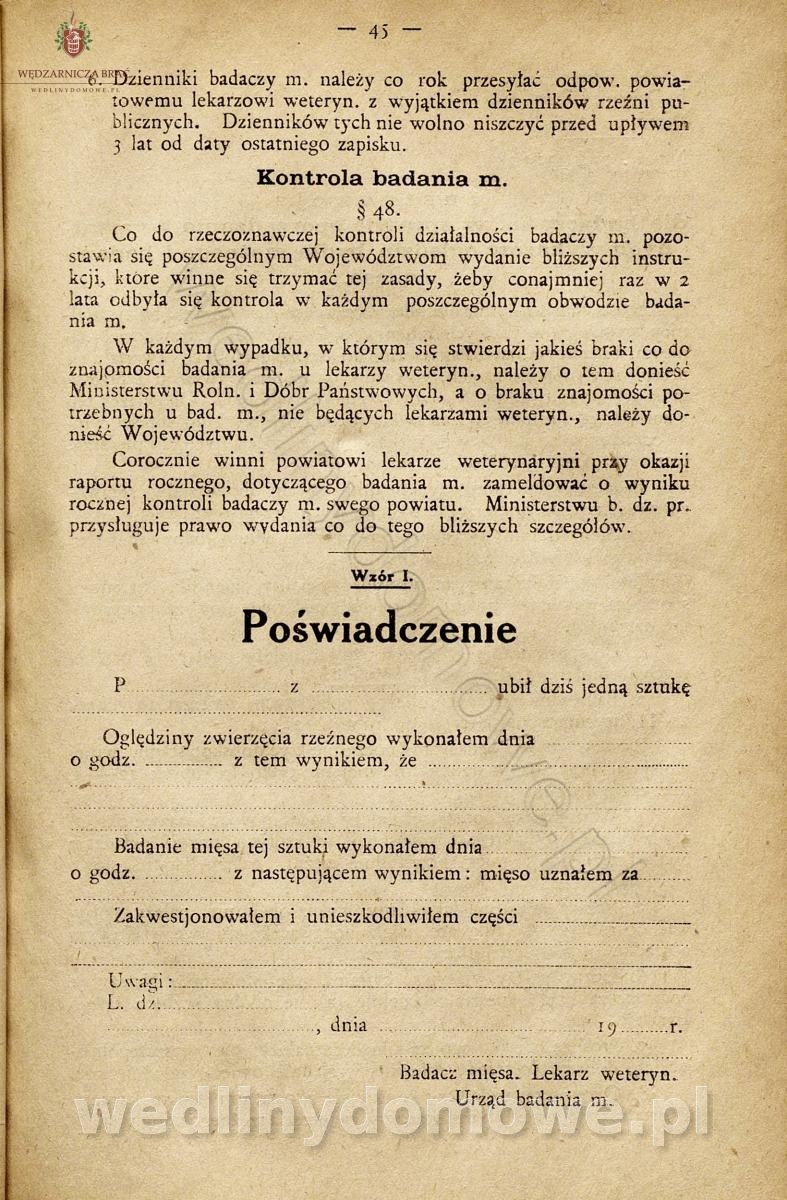
Bardzo ważna książka, jeśli chodzi o nasze tradycje kulinarne. Przeczytałem ich naprawdę dużo, ale to pierwsza i jak na razie jedyna, w której psy zaliczono do zwierząt rzeźnych, a ich mięso prawnie usankcjonowano, jako dopuszczone do spożycia. Tak, tak, śmiejemy się z nacji azjatyckich, a tutaj okazuje się, że jeszcze niedawno sami wrzucaliśmy do bigosu lub na ruszt mięso z Burka, Kruczka, czy Bukieta, złapanych przez hycli i oficjalnie przebadanych przez urzędnika państwowego. Moim zdaniem lektura obowiązkowa szczególnie dla tych, którzy nie chcą pogodzić się z ukrywanymi (wstydliwymi?) faktami polskiej tradycji kulinarnej.
-
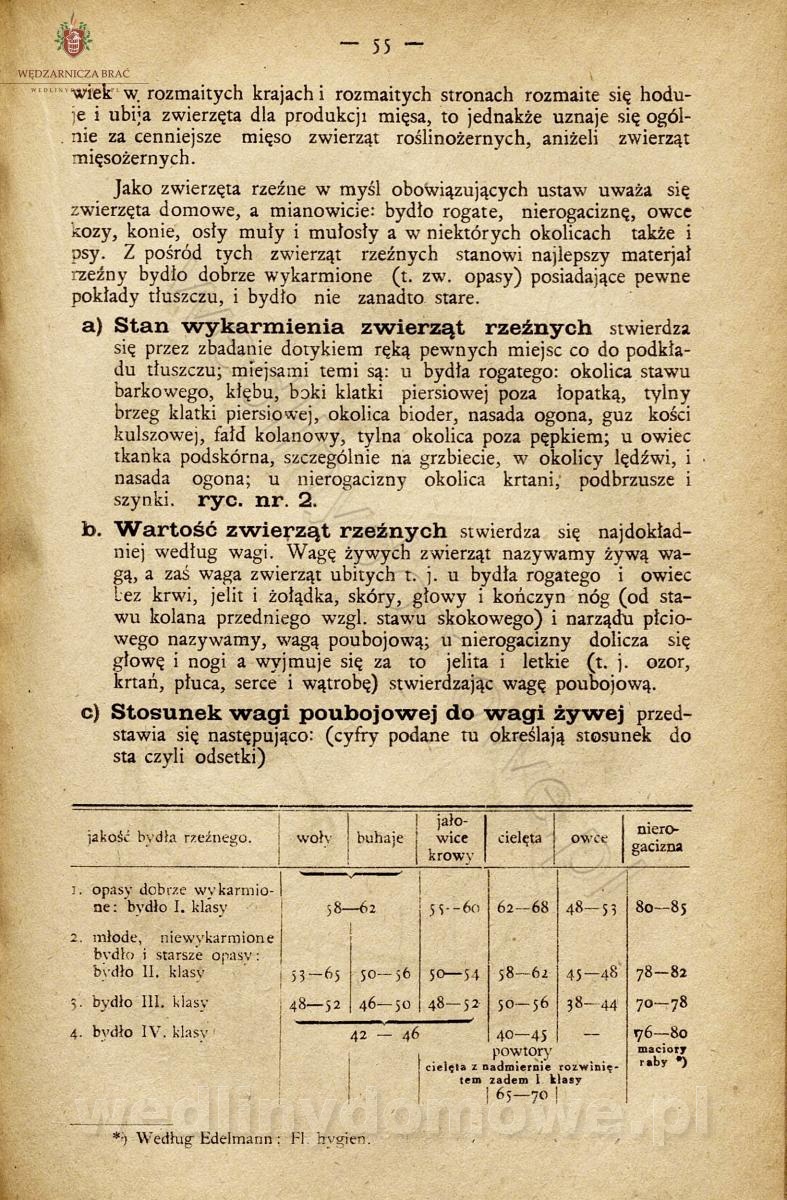
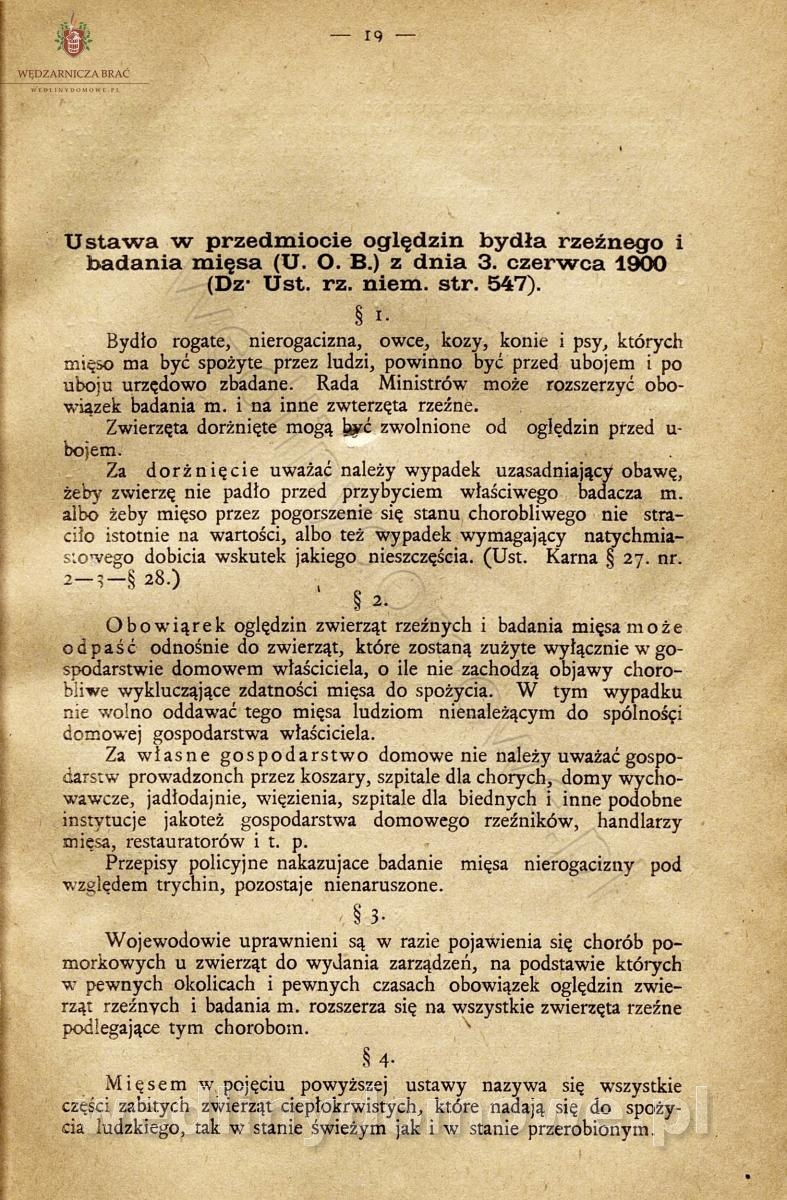
W tamtym okresie, w języku polskim wszystkie zwierzęta rzeźne,ogólnie nazywano bydłem.
-
To ta książka: Książka jest bardzo ciekawa.
-
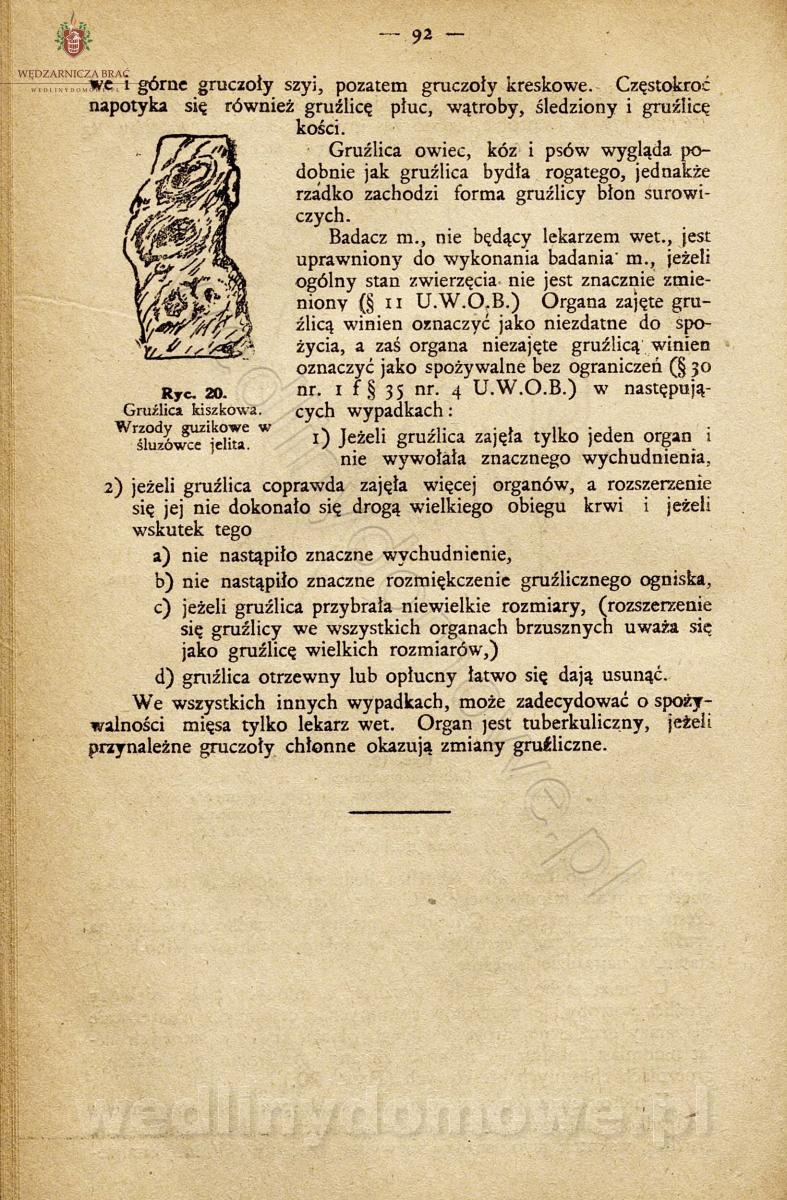
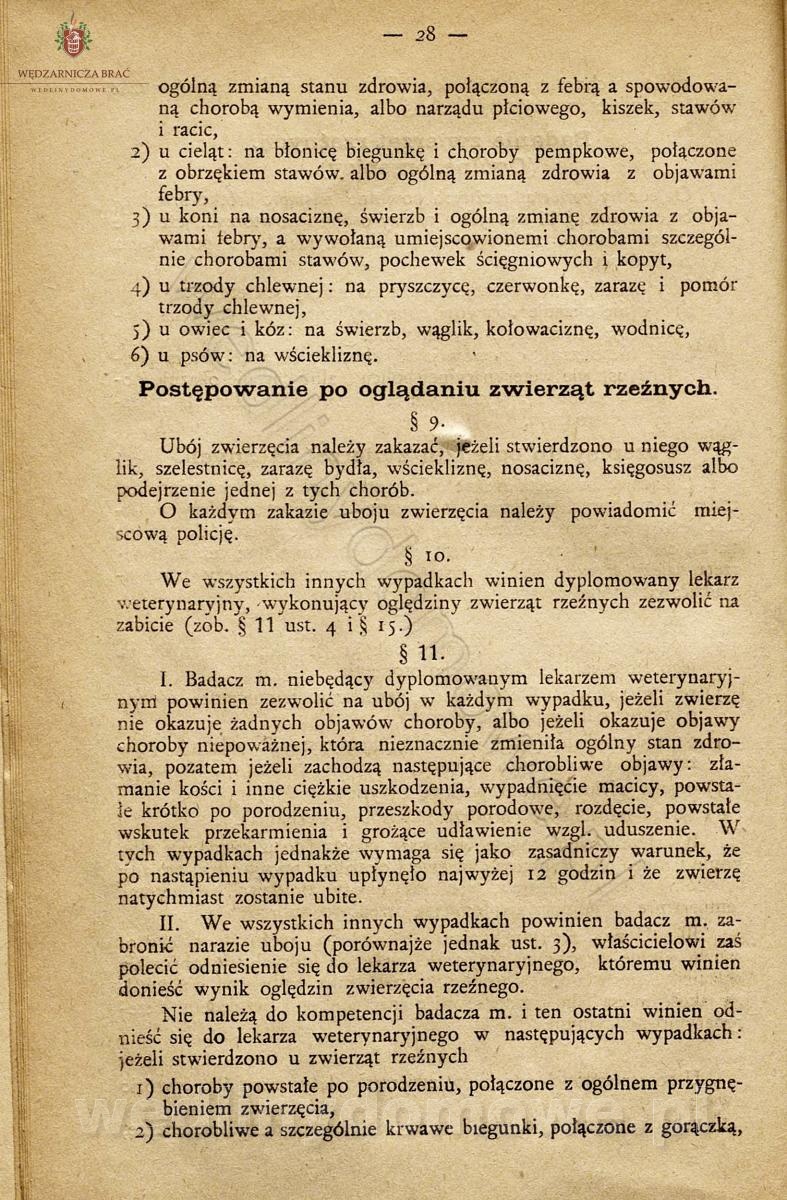
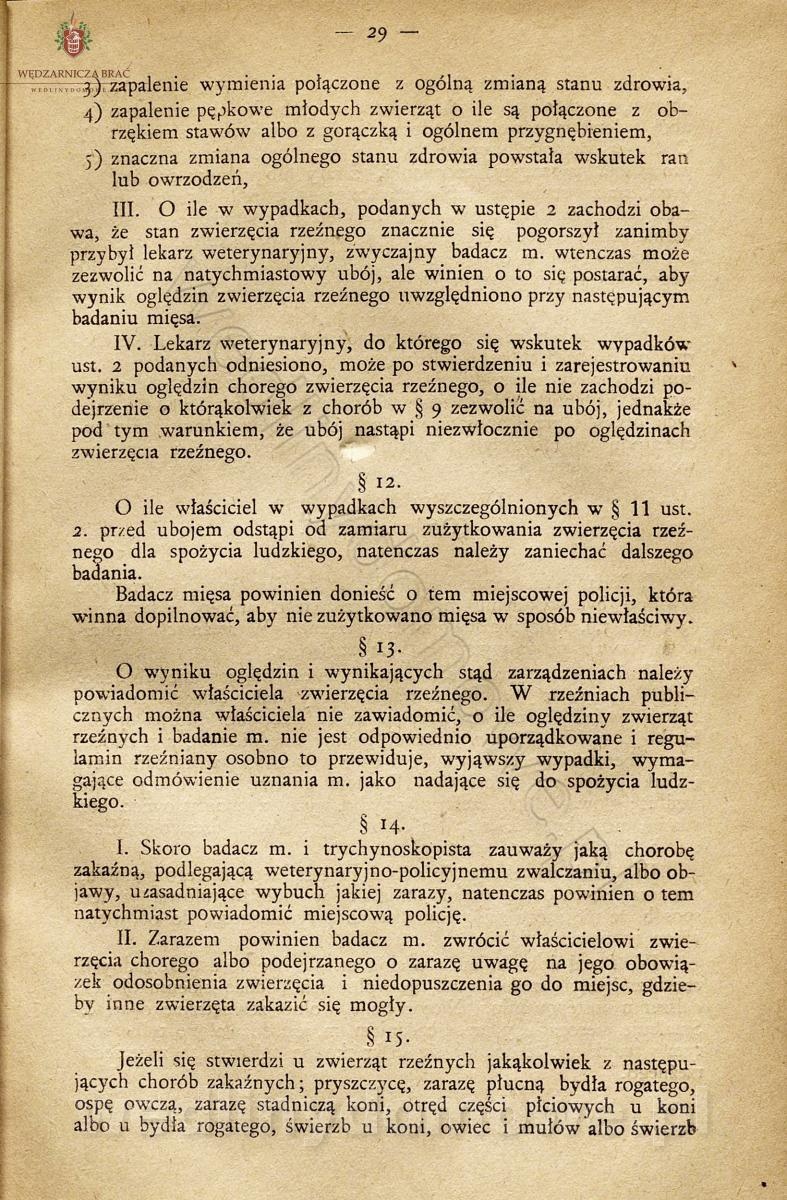
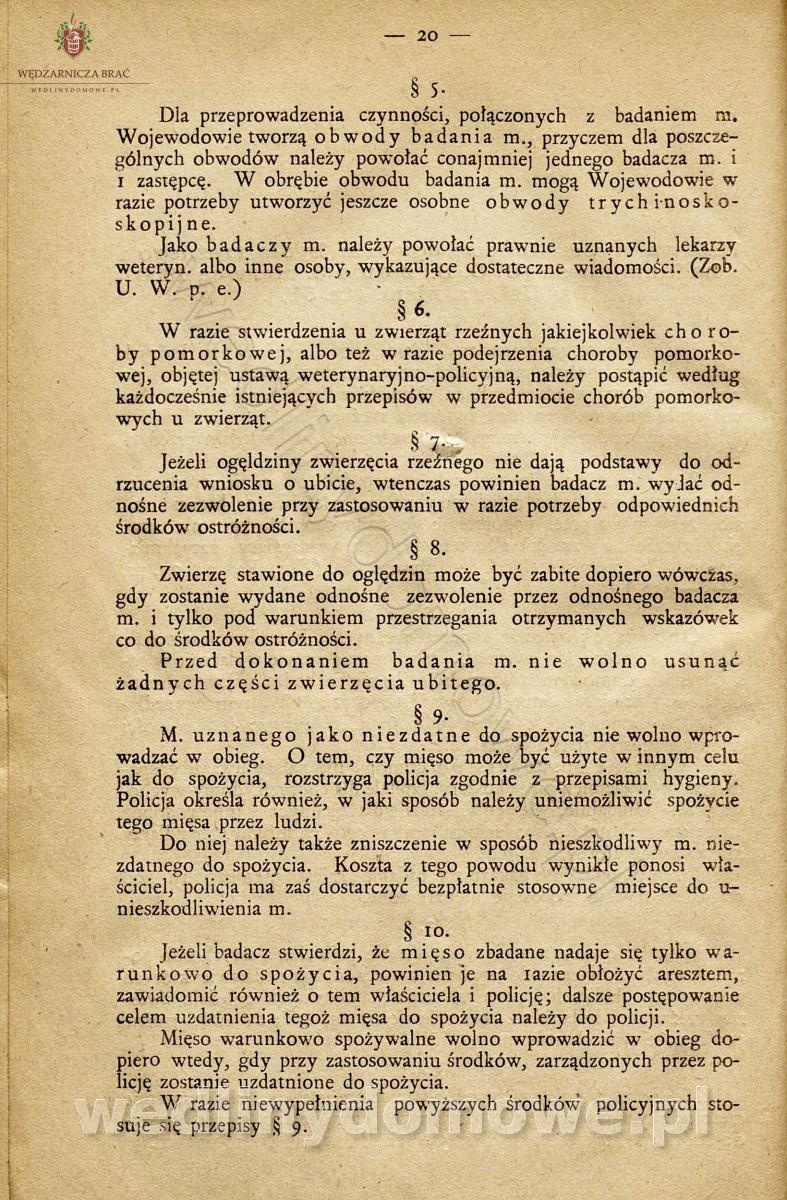
Bingo!!! Dla mnie był to szok, jak przeczytałem w jakich jatkach wolno sprzedawać psie mięso i jakie choroby je dyskwalifikują.
-
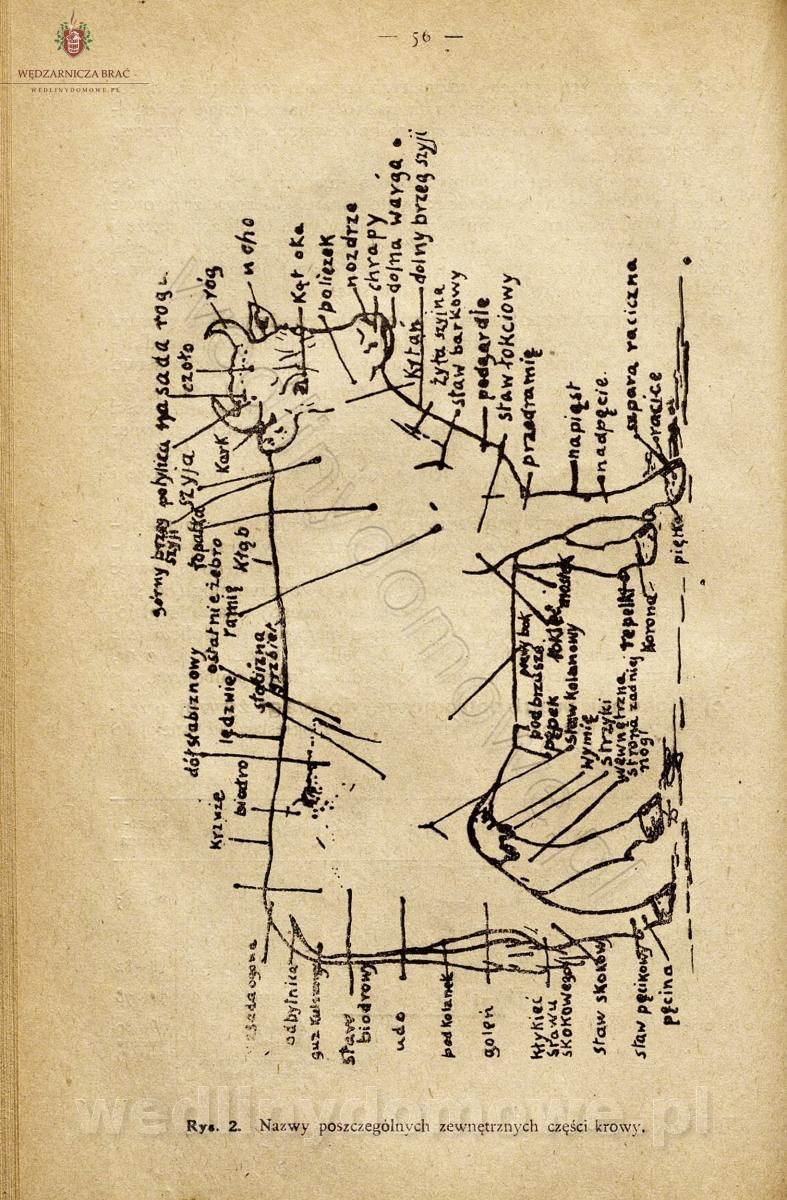
Świnie, krowy... ale jedno zwierze jest wyjatkowo ciekawe i gdyby nie ta książka, nigdy bym nie przypuszczał, że w Polsce i to w XX wieku, było na liście zwierząt rzeźnych.
-
Proszę podać, jakie zwierzęta, w latach 20-tych ubiegłego wieku, zaliczano w Polsce do zwierząt rzeźnych, w oparciu o obowiązujące przepisy i dokumenty prawne. Jutro rozpocznę wrzucanie książki, która zawiera szokujące informacje, z jakimi do tej pory się nie spotkałem (to taka mała podpowiedź).
-
I specjalnie dla Ciebie Marku, z tego zlotu, coś co lubią tygrysy.

-
Na tym zlocie, jako że była to 5 rocznica powstania naszego portalu, wręczane były również okolicznościowe medale: Mam chyba jeszcze zakamuflowane 2 sztuki. Jedna dostanie się jakiemuś szczęśliwcowi.


-
Nikt z forowiczów go nie robił. To były takie pamiątkowe nagrody dla zwycięzców konkursów. Zamówiłem je u jednego gościa. Tutaj jeszcze u producenta: A tu już na zlocie: Fajne były te złote, srebrne i brązowe ryjki. Śmiechu było co niemiara.





-
Tak, to jest pierwsza, i jak na razie ostatnia flaga Wędzarniczej Braci. Wykonał ją Kolega @fentel, o ile pamiętam, na pierwszy zlot WB w Napoleonowie. Jeździła z nami na prawie wszystkie zloty i spotkania. Mam ją do dzisiaj, jako wyjątkowo cenną pamiątkę. Na zdjęciu, prezentacji flagi, podczas zlotu w Napoleońskiej Zagrodzie, dokonuje Ewa, żona fentela.
-

-
Jeśli już o muzyce mowa, nie sposób nie wspomnieć o podarunku jaki w roku 2010, otrzymaliśmy od Koleżanki Agnieszki (nick Aga) i Kolegi Mariusza (nick mały-mały) Pokorzyńskich. Opracowali "Śpiewnik Wędzarniczej Braci", wydrukowali go i przekazali cały nakład na potrzeby naszego portalu. Wiernie służył nam i służy podczas integracji, na wielu zlotach i spotkaniach. Dzięki wielkie Agnieszko i Mariuszu. Pamiętamy. Podczas porządkowania pozlotowych banerów, odnalazło się całe wydawnicze pudełko, zawierające kilkanaście nowych egzemplarzy śpiewnika, Myślę, że z odpowiednimi dedykacjami i podpisem darczyńców, będą wspaniałą pamiątką dla szczęśliwców, którzy zostaną ich właścicielami z okazji jubileuszu.

-
Proszę trzymać się tematu i nie rozmywać go, gdyż zacznę usuwać posty.
-
W związku ze zbliżającym się jubileuszem naszego portalu, warto przypomnieć, iż od wielu lat mamy swój hymn: hwb.mp3 Muzykę i aranżację do tego utworu opracował Śp. Tomek Bonarowski, na forum występujący pod nickiem BonAir. Bardzo ciekawa jest historia powstania tej piosenki. Otóż całość została zrealizowana systemem zdalnym. Grupa osób występujących w utworze, kontaktowała sie telefonicznie z Tomkiem, który zebrał to wszystko w całość, napisał muzykę i tym nietypowym sposobem, mamy swój hymn. Istnieje także wersja hip-hopowa, przeznaczona dla młodzieży. wedz_hop.mp3 Hymn powstał na bazie pastorałki, którą Tomek zrealizował dla WB przed świętami Bożego Narodzenia: PBW.mp3 Słowa: Małgoś, Siara, Oli, FentelWykonanie: Gabi, Mika, Barton, Bebikos, Oli, Pedro, Siara, BonAir oraz dzieci Tomka. Tomek, to była znana i nietuzinkowa postać w świecie muzyki. Warto poszperać w necie, by dowiedzieć się więcej o Nim samym, oraz jego dokonaniach.

-
Kolego, ten temat nie powstał dla ludzi posiadających wędzarnie, ale dla wszystkich tych, którzy nie mając możliwości wędzenia wyrobów, szukają alternatywy zbliżonej efektem do wzorca.