Pamiętajcie, że z naszego forum możecie korzystać bezpłatnie tylko dzięki temu, iż kilkadziesiąt osób klika w reklamy. Może już czas abyś do nich dołączył?


Maxell
-
Postów
46 205 -
Dołączył
-
Ostatnia wizyta
-
Wygrane w rankingu
180
Typ zawartości
Profile
Forum
Wydarzenia
Mapa użytkowników
Sklep
Giełda
Treść opublikowana przez Maxell
-
Proszę pamiętać, że kamienie do kiszenia kapusty są w różnych rozmiarach. Dlatego warto sprawdzić szerokość swojej beczki, czy garnka i dopiero zamawiać. Na allegro jest ich cała masa.
-
Bo to jest łój wołowy. Najlepszy tłuszcz do smażenia, gdyż ma wysoką temperaturę topnienia. Używa się go do wszelkiego rodzaju frytur.
-
Porozmawiaj z Zico.
-
Panowie, to nie temat o kotłach.
-
To jest czarne, czyli tzw. kiszka łódzka. mamy tutaj kilka przepisów na ten przysmak.
-
Proponuję przejść do tematu.
-
Czuwam.
-
Możliwości wykorzystania autoklawów w przemyśle mięsnym
Maxell odpowiedział(a) na Maxell temat w Technologia dla zaawansowanych
Artykuł wkleiłem dlatego, że zostały w nim opisane procedury technologiczne obowiązujące podczas procesów sterylizacji i pasteryzacji. -
Możliwości wykorzystania autoklawów w przemyśle mięsnym
Maxell opublikował(a) temat w Technologia dla zaawansowanych
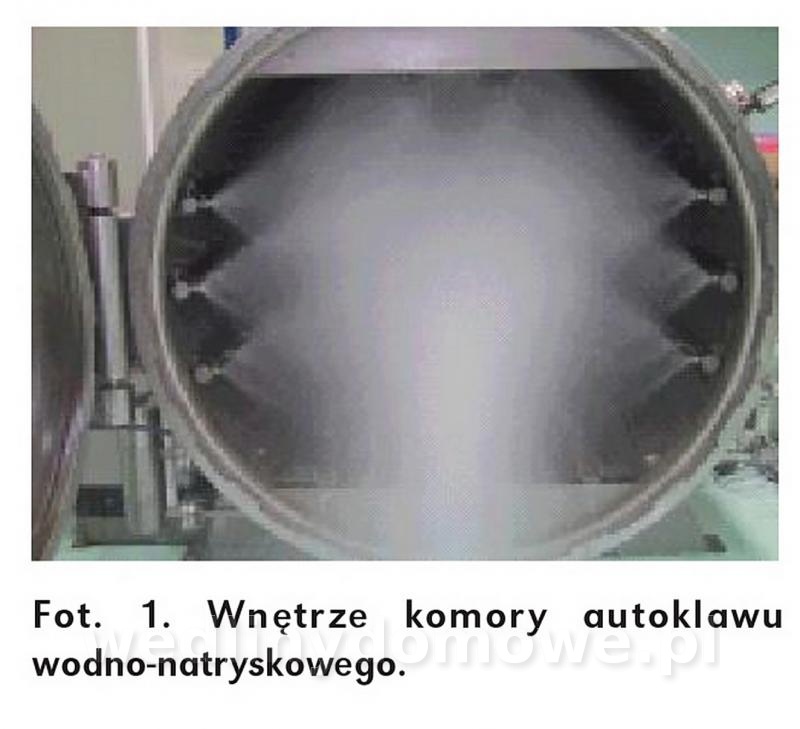
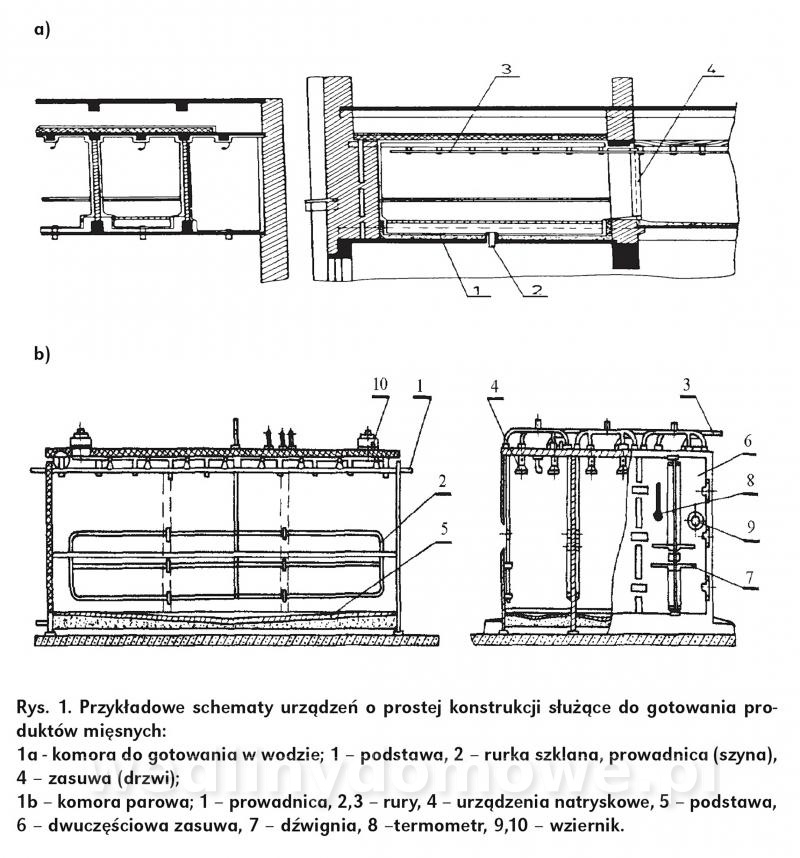
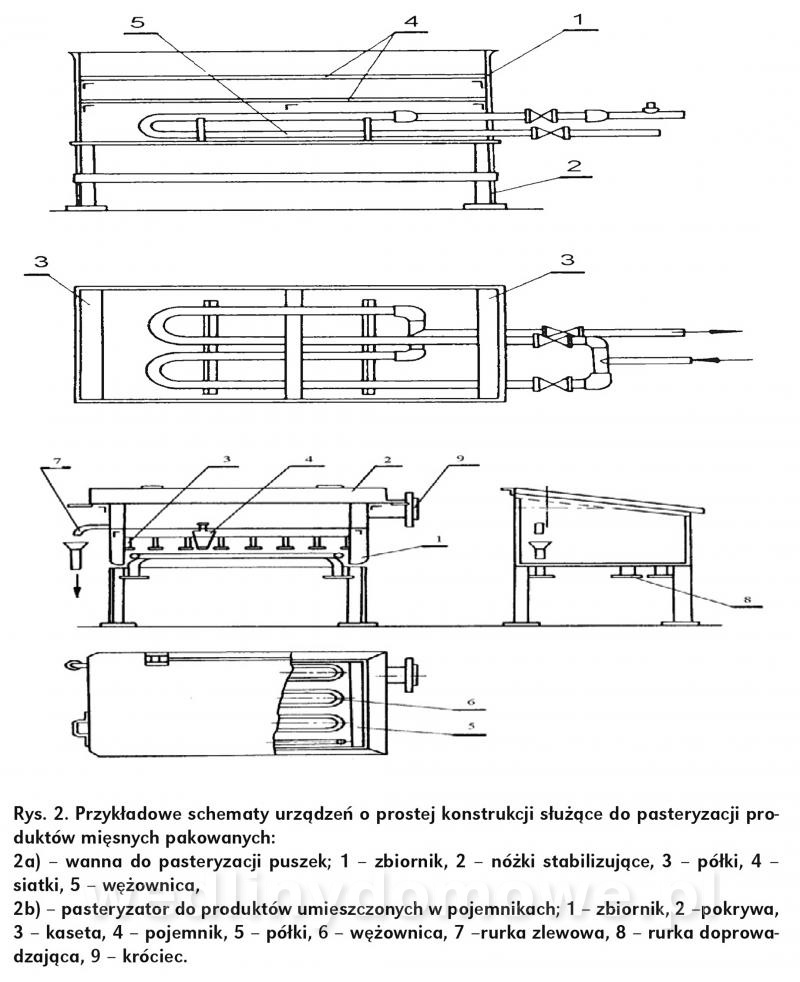
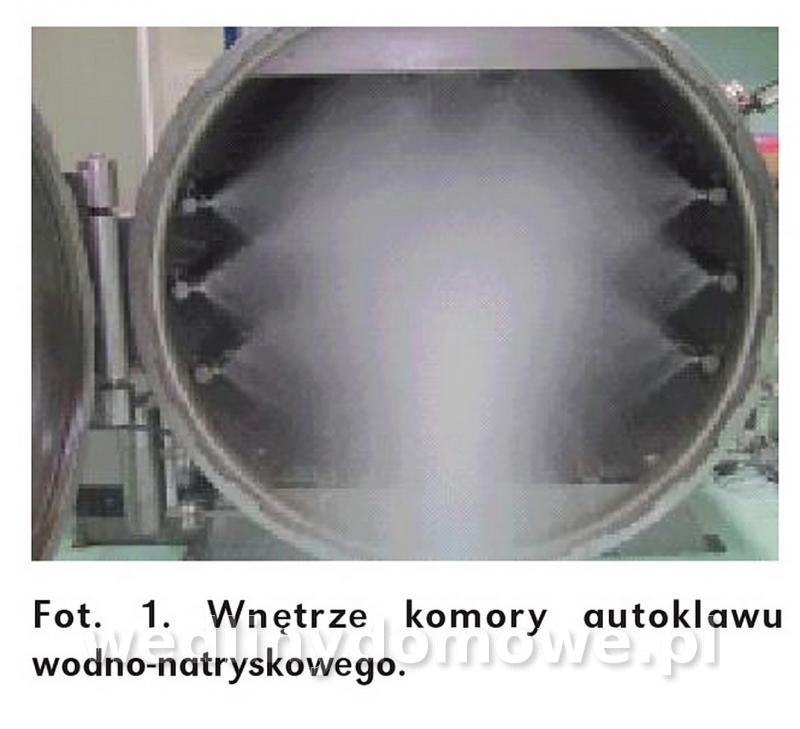
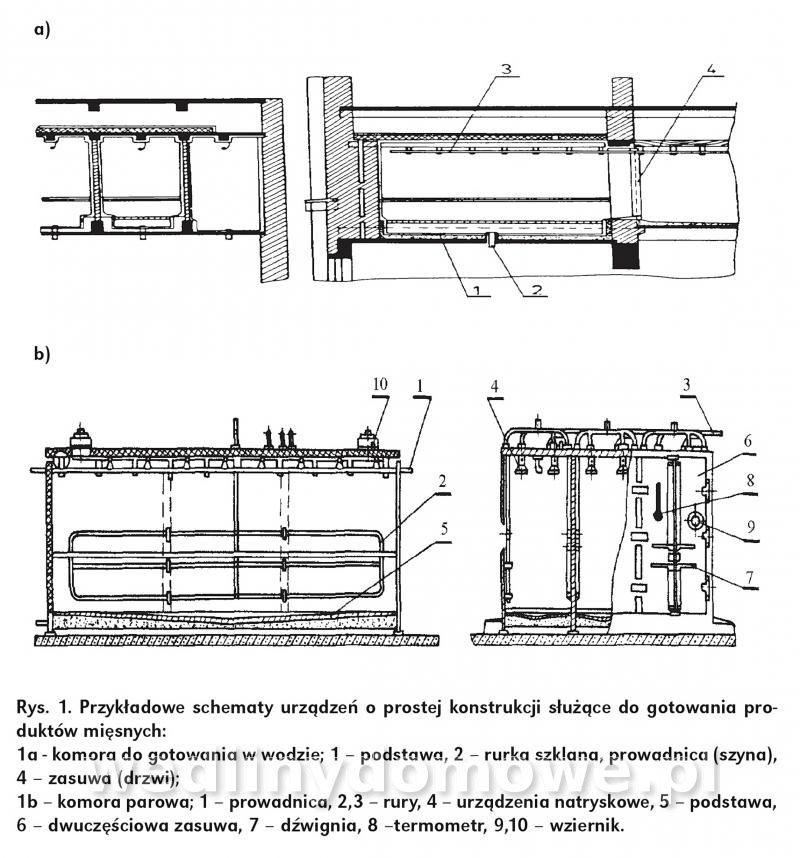
Możliwości wykorzystania autoklawów w przemyśle mięsnym Jednym ze sposobów obróbki termicznej często stosowanym w przemyśle mięsnym i spożywczym jest pasteryzacja i sterylizacja. Zabiegi te prowadzone są z zastosowaniem różnego typu autoklawów. Ta grupa urządzeń jest powszechnie wykorzystywana głównie do sterylizacji konserw i środków spożywczych w zakładach przetwórstwa mięsnego i owocowo – warzywnego. Procesy utrwalania produktów żywnościowych, w tym wyrobów mięsnych, mają na celu przedłużenie ich trwałości i przydatności do spożycia oraz zachowanie i utrzymanie w niezmienionym stanie. Zabezpieczając mięso przed niekorzystnym wpływem czynników chemicznych (utlenianie), fizycznych (temperatura, światło) lub biologicznych (mikroorganizmy) można spowolnić proces psucia oraz zapobiec zmianom smaku, zapachu, a w niektórych przypadkach, również wyglądu. Jedną z wielu metod umożliwiających utrwalenie mięsa, jest wytwarzanie jego wyrobów poprzez zamknięcie wsadu w hermetyczne opakowania, a następnie ich obróbka termiczna. W ten sposób uzyskujemy produkt gotowy do bezpośredniego spożycia. Podstawowym zabiegiem termicznym po umieszczeniu wsadu do opakowania i jego hermetycznym zamknięciu jest tzw. autoklawowanie, czyli proces cieplny prowadzony często pod zwiększonym ciśnieniem w temperaturze 90-100oC, i powyżej. W trakcie tego procesu uzyskuje się pełne wyjałowienie (sterylizację) produktów żywnościowych, przy jednoczesnym uzyskaniu pożądanych efektów technologicznych i smakowo-zapachowych produktu finalnego. Procesy obejmujące sterylizację żywności w opakowaniach realizowane są za pomocą urządzeń nazywanych powszechnie autoklawami. Zasadniczym elementem roboczym każdego autoklawu jest hermetycznie zamykany i oprzyrządowany zbiornik o zróżnicowanej pojemności, który służy do ogrzewania zapakowanego wsadu pod zwiększonym ciśnieniem i w podwyższonej temperaturze. Autoklawy są stosowane nie tylko do sterylizacji żywności, ale także w innych operacjach lub procesach wymagających ogrzewania w warunkach zwiększonego ciśnienia np. do chemicznej hydrolizy białka. Autoklawy do sterylizowania żywności w opakowaniach mogą pracować w sposób okresowy lub ciągły, przy czym urządzenia pracujące okresowo mają standardowe rozwiązania dotyczące przystosowania do sterylizacji zarówno w wodzie jak i parze. Ich zbiorniki ciśnieniowe umieszczane w płaszczyźnie pionowej lub poziomej pozwalają na automatyczny załadunek i wyładunek obrabianych produktów. Z kolei sterylizatory przystosowane do pracy ciągłej mogą mieć różne rozwiązania konstrukcyjne, dotyczące wykorzystania systemów kontrolno-pomiarowych i monitorujących. Nowoczesne autoklawy wyposażone są w sterowanie komputerowe, pozwalające między innymi selekcjonować i analizować w sposób ciągły zmienne dotyczące temperatury wsadu przed sterylizacją, parametry pary wodnej i wody chłodzącej, a także szybkości ogrzewania i chłodzenia. Przeznaczenie i charakterystyka techniczna autoklawów Autoklawy przeznaczone są do gotowania, wygrzewania w próżni, gotowania ciśnieniowego, pasteryzacji i sterylizacji w parze bądź w wodzie. Niezależnie od typu i modelu urządzenia konstrukcja przykładowego autoklawu składa się ze zbiornika głównego o grubych ściankach, zdolnych wytrzymywać wysokie ciśnienie oraz pokrywy o równie grubych ściankach, posiadającej masywny mechanizm zamykania. Ta część podzespołów tworzy mocne i szczelne połączenie całego zespołu ciśnieniowego. Ponadto w urządzeniach tych montowany jest manometr wskazujący panujące wewnątrz nadciśnienie, termometr do odczytu panującej wewnątrz temperatury oraz zawory ciśnieniowe, pełniące rolę zabezpieczenia przed rozerwaniem w przypadku powstania wewnątrz autoklawu zbyt wysokiego ciśnienia. Przemysłowe urządzenia przeznaczone do pasteryzacji (lub gotowania) produktów mięsnych w opakowaniach pod ciśnieniem wykonane są w formie masywnych i dokładnie izolowanych zbiorników lub kotłów wychylnych. Obrabiane termicznie produkty w pojemnikach zanurzane są bezpośrednio w zbiorniku lub koszach, co umożliwia mechanizację uciążliwych prac załadowczo-rozładowczych związanych z prowadzeniem procesów obróbki termicznej. Czynnikiem przenoszącym ciepło może być (w zależności od budowy i przeznaczenia) gorąca woda lub para wodna. Obecnie na rynku dostępnych jest kilka typów autoklawów, które charakteryzują się zbliżoną zasadą działania, lecz zróżnicowanymi rozwiązaniami konstrukcyjnymi. Ze względu na zasadę działania i budowę możemy wyodrębnić autoklawy wsadowe wodno-kaskadowe i autoklawy wsadowe wodno-natryskowe (fot. 1). Zasada działania tych dwóch rodzajów autoklawów jest w istocie identyczna. Polega na tym, że głównym, bezpośrednim czynnikiem ogrzewającym (lub chłodzącym) sterylizowane konserwy jest przepływająca przez kosze z konserwami woda, cyrkulująca w systemie wewnętrznego obiegu wody w autoklawie. W tego typu urządzeniach mamy do czynienia z ciągłą recyrkulacją wody procesowej, co znacznie poprawia wymianę ciepła pomiędzy produktem a medium sterylizującym (chłodzącym). Ponadto system dysz natryskowych umieszczonych po bokach i w górnej części kotła powoduje, że sterylizacja realizowana jest za pomocą jednorodnej mieszaniny pary wodnej, powietrza i wody. Główną zaletą takiego rozwiązania jest uzyskanie niemal idealnego rozkładu temperatury na całej objętości kotła. Stała temperatura i ciśnienie wewnątrz kotła zapewnia jednakową, wysoką jakość gotowego produktu. Bezpośredni wtrysk pary pozwala na redukcję jej zużycia, a tym samym zachować ustabilizowany balans temperatury. Kolejną zaletą tego typu urządzeń jest ciągła kontrola poziomu wody w kotle, pozwalająca minimalizować jej zużycie i redukować zapotrzebowanie pary wodnej. Do innych możliwości tej grupy autoklawów należy zaliczyć między innymi zastosowanie programowalnej kontroli poziomu ciśnienia wewnątrz kotła (rozwiązanie idealne podczas sterylizacji produktów pakowanych do elastycznych opakowań), czy możliwość wstępnego podgrzewania wody technologicznej (procesowej). Ta ostatnia cecha zapobiega niepotrzebnemu wychładzaniu produktu jakie ma miejsce podczas dochodzenia do temperatury sterylizacji z zastosowaniem początkowo zimnej wody procesowej. Zaletą też jest ciche i szybkie dochodzenie do właściwej temperatury sterylizacji. Dodatkowym ułatwieniem jest zastosowanie płytowego wymiennika ciepła, dzięki czemu nie ma potrzeby chlorowania, uzdatniania wody chłodzącej. Daje to możliwość odzyskiwania ciepła z wody używanej do chłodzenia produktu. Zasada działania tych urządzeń obejmuje realizację szeregu następujących po sobie procesów, prowadzonych przy założonych wcześniej parametrach techniczno-technologicznych. Na kompletny cykl pracy autoklawu składają się następujące operacje i jednostkowe: • Wypełnianie autoklawu wodą technologiczną; • Podgrzewanie wstępne i dochodzenie do właściwej temperatury sterylizacji; • Sterylizacja właściwa; • Schładzanie bezpośrednie lub poprzez wymiennik ciepła; • Rozładunek. Pierwszą czynnością którą należy wykonać na początku każdego rozpoczynającego cyklu pracy jest zalanie autoklawu wodą procesową. Jest to minimalna ilość wody, która podczas sterylizacji będzie służyła za czynnik grzejno-chłodzący. Woda jest recyrkulowana w obiegu zamkniętym, a jej poziom kontrolowany automatycznie i w razie potrzeby uzupełniany. Zazwyczaj po całym dniu pracy (po jednej zmianie) woda ta nie nadaje się do użycia ze względy na jej zanieczyszczenie. W określonym momencie, gdy w autoklawie znajduje się już odpowiednia ilość wody następuje załadunek koszy z produktem. Po zamknięciu włazu otwierają się zawory parowe oraz automatycznie załącza się pompa cyrkulacyjna. Mieszanina pary oraz wody rozpylanej z góry oraz po bokach kotła wytwarza konwekcyjne prądy o charakterze turbulentnym, które zapewniają jednolity rozkład temperatury w całej objętości kotła (zarówno w wolnych przestrzeniach jak i pomiędzy pojemnikami umieszczonymi głęboko w koszach. Różnice temperatur pomiędzy tymi obszarami sięgają przedziału zaledwie jednego stopnia. Ta faza trwa aż do osiągnięcia właściwej temperatury sterylizacji. Podczas jej trwania następuje największe zużycie pary ponieważ następuje znaczne, szybkie podniesienie temperatury produktu wewnątrz opakowań. W momencie gdy właściwa temperatura sterylizacji zostanie osiągnięta autoklaw utrzymuje ją przez określony czas ustalony wcześniej przez operatora urządzenia. Dokładność kontroli temperatury wynosi w przedziale +/- 0,1oC. Automatyka autoklawu czuwa również nad utrzymaniem stałego, zadanego poziomu ciśnienia wewnątrz kotła (+/- 0,02 bar). Po zakończeniu sterylizacji autoklaw rozpoczyna cykl wychładzania produktu. W początkowej fazie chłodzenie odbywa się to za pomocą mieszaniny wody zimnej i gorącej co pozwala zabezpieczyć produkt przed zjawiskiem szoku termicznego i nagłym spadkiem ciśnienia wewnątrz kotła. Podczas tej krótkiej fazy, wewnątrz autoklawu utrzymywane jest takie samo ciśnienie jak podczas sterylizacji. Dzięki czemu unika się powstawania lokalnych naprężeń opakowań które mogą powstawać podczas gwałtownego schładzania. Następnie otwierane są zawory doprowadzające do kotła zimną wodę, która zapewnia ostateczne schłodzenie produktu. Po wstępnym schłodzeniu rozpoczyna się faza zasadniczego schładzania realizowana z wykorzystaniem wymiennika płytowego ciepła. Gorąca woda procesowa z autoklawu po przejściu przez wymiennik ulega schłodzeniu i może służyć do chłodzenia produktu. Na tym etapie procesu należy zadbać o przyłączenie do wtórnego obiegu wymiennika maksymalnie zimną wodę. Mając zainstalowaną centralną instalację chłodzenia wody również wodę z tego etapu chłodzenia można recyrkulować w obiegu zamkniętym. Po ostatecznym schłodzeniu produktu urządzenia sterujące automatycznie wyrównują ciśnienie panujące wewnątrz kotła z ciśnieniem atmosferycznym. Poziom wody na dnie zbiornika umożliwia bezpieczne otwarcie drzwi załadunkowych. Drzwi wyposażone są w zabezpieczenia uniemożliwiające ich otwarcie w przypadku zbyt wysokiego poziomu wody lub ciśnienia w kotle. Kolejną grupą maszyn służących do pasteryzacji i sterylizacji konserw owocowych, warzywnych, mięsnych, rybnych itp. są autoklawy leżące o konstrukcji koszowej. Do zasadniczych zespołów wchodzących w skład tych urządzeń zaliczamy zbiornik, pokrywę oraz kosze (zasobniki) na konserwy. Zbiornik wykonany jest w kształcie walca zamkniętego, zakończonego od dołu przyspawaną dennicą. Wewnątrz zbiornika, nad dnem jest zainstalowana wężownica parowa, a w górnej części – wężownica wodna. Pokrywa połączona zawiasowo ze zbiornikiem ma przeciwciężar ułatwiający jej otwieranie. Autoklaw może być wyposażony w jeden kosz wysoki lub dwa niskie wykonane z blachy perforowanej. Po wstawieniu kosza (koszy) z konserwami autoklaw zostaje napełniony wodą doprowadzoną z sieci miejskiej o ciśnieniu 0,4 MPa. Po zanurzeniu koszy z puszkami do sterylizacji poziom wody podnosi się aż do górnej krawędzi autoklawu. Po zamknięciu pokrywy i jej zablokowaniu, następuje wzrost ciśnienia, które wytwarzane jest za pomocą dostarczonego sprężonego powietrza. Następnie woda zostaje podgrzana parą do żądanej temperatury, utrzymywanej przez czas wymagany procesem technologicznym. Po zakończeniu sterylizacji konserwy są chłodzone, a następnie rozładowywane z koszy. Obróbka termiczna konserw z wykorzystaniem tych urządzeń prowadzi do skutecznego zniszczenia drobnoustrojów i uniemożliwia ich rozwój niezależnie od temperatury późniejszego przechowywania. Taki sposób przygotowania zapewnia dużą trwałość i bezpieczeństwo zdrowotne konserw. Procesy obróbki cieplnej wyrobów mięsnych można również realizować wykorzystując autoklawy o konstrukcji kotłów warzelnych ciśnieniowych (fot. 2). Do podstawowych zespołów tych urządzeń zaliczamy zbiornik z płaszczem grzejnym i mechanizm przechyłu instalacji parowej. Kocioł jest wykonany z dwóch czasz :wewnętrznej kwasoodpornej i zewnętrznej ze stali węglowej. Przestrzeń ciśnieniowa utworzona została przez zamknięcie strefy między czaszami i pierścieniem łączącym. Zbiornik kotła jest wyposażony w króćce doprowadzające parę, zawory odpowietrzenia i odprowadzenia kondensatu oraz spustu kondensatu. Do zbiornika przyspawane są osie za pomocą których kocioł łożyskowany jest w podstawie. Mechanizmem przechyłu jest przekładnia śrubowa wyposażona w pokrętło. Na instalacji parowej jest zamontowany zawór bezpieczeństwa, rurka syfonowa oraz kurek i manometr. Kocioł po napełnieniu wsadem jest podgrzewany parą doprowadzoną do przestrzeni grzejnej. Opróżnianie kotła po ugotowaniu produktu odbywa się przez przechylenie go za pomocą mechanicznego przechyłu. Na rysunki 1 przedstawiono przykładowe nieco starszej konstrukcji schematy urządzeń do pasteryzacji surowców i wyrobów mięsnych pakowanych. Urządzenia te składają się z prostokątnych zbiorników zamykanych pokrywą, wewnątrz wyposażonych w ciąg półek, które podtrzymują sita lub kaset z pojemnikami. Półki ustawia się jedna nad drugą w ten sposób, aby siatka z większymi otworami była na górze. Pod dolną siatką (rys. 2a) zamontowana jest wężownica, której powierzchnia grzejna dopasowana jest do wydajności urządzenia, a temperatura wody przeznaczonej do pasteryzacji waha się w granicach 70-75°C. Istota, cel i warunki termiczne procesu autoklawowania Obróbka cieplna produktów mięsnych pakowanych powinna być prowadzona według określonych procedur i z zachowaniem wymaganych warunków i parametrów. Głównym celem pasteryzacji i sterylizacji jest dezaktywacja drobnoustrojów wegetatywnych oraz przetrwalników, bakterii nie chorobotwórczych, chorobotwórczych i ich toksyn, a więc otrzymanie konserw i innych wyrobów pakowanych w postaci wyjałowionej. W praktyce produkcyjnej różne wielkości dawki cieplnej uzyskuje się w wyniku zastosowania kombinacji parametrów czasu i temperatury procesu wyjaławiania, a wielkość aplikowanej dawki jest uzależniona m.in. od: stanu mikrobiologicznego surowca, składu surowcowego (zawartość wody, mięsa i tłuszczu oraz dodatków nie mięsnych), rozdrobnienia farszu, gramatury i kształtu opakowań oraz przewidywanych warunków i czasu przechowywania. Głównym celem pasteryzacji jest zniszczenie lub osłabienie funkcji życiowych drobnoustrojów w takim stopniu, aby nie mogły się rozwijać w gotowym produkcie, co w konsekwencji mogłoby doprowadzić do zepsucia się produktu i spowodowania zatrucia pokarmowego u konsumenta. Zakres destrukcyjnego działania temperatury jest uzależniony od jej wysokości oraz czasu oddziaływania w zakresie temperatur letalnych dla poszczególnych drobnoustrojów. Z kolei stopień unieszkodliwienia bakterii zależy od składu surowcowego konserwy i oporności cieplnej drobnoustrojów występujących w konserwie. Działanie wysokiej temperatury w określonym czasie powoduje częściową lub całkowitą inaktywację aparatu enzymatycznego, inaktywację częściową lub prawie całkowitą drobnoustrojów i zmianę własności organoleptycznych konserwy. Efekty te kumulują się w czasie działania temperatur wyższych od pewnych wartości progowych (TL). Przyjmuje się powszechnie, że dla procesu sterylizacji istotne efekty letalne uzyskiwane są powyżej TL=90°C, a w procesie pasteryzacji, powyżej TL= 0°C. Proces obróbki cieplnej dzieli się na dwie fazy: • fazę ogrzewania, w czasie której temperatura czynnika grzejnego jest wyższa od temperatury konserwy, • fazę chłodzenia, w której temperatura na zewnątrz konserwy jest niższa niż wewnątrz. Wyróżnić można także fazę stacjonarną, szczególnie w procesie pasteryzacji, gdy temperatura na zewnątrz konserwy i w jej środku jest bardzo zbliżona. Faza chłodzenia realizowana jest często w otoczeniu innego czynnika niż faza ogrzewania. Sterowanie procesem obróbki termicznej jest możliwe przez regulowanie: • temperatury czynnika grzejnego w fazie ogrzewania, • czasu trwania fazy ogrzewania, • temperatury fazy stacjonarnej, • czasu trwania fazy stacjonarnej, • temperatury czynnika chłodzącego, • czasu trwania fazy chłodzenia. Sterowanie to ma zapewnić m.in. wyjałowienie konserwy w strefie krytycznej na poziomie zapewniającym trwałość całej konserwie, całkowite lub częściowe zniszczenie enzymów własnych surowców biologicznych użytych do jej produkcji, odpowiednie cechy organoleptyczne i zachowanie składników cennych biologicznie. Wyjałowienie mikrobiologiczne jest celem o największym priorytecie i dopiero wtedy, gdy jest on osiągnięty, zwraca się uwagę na inne, pozostałe cele realizowanego procesu. Przestrzeganie odpowiednich zasad pozwala na znaczne ograniczenie przypadków psucia się konserw i gwarantuje w stopniu możliwie wysokim trwałość produktu, a więc jego jakość zdrowotną. Do zasad tych należą: • kontrola parametrów puszek w granicach przyjętych tolerancji, • wyeliminowanie nieprawidłowości w konstrukcji puszek, spowodowanych niewłaściwym wykonaniem, zamykaniem lub mechanicznym uszkodzeniem, • stosowanie wody chłodzącej o odpowiedniej jakości mikrobiologicznej oraz właściwych metod dezynfekcji wody, • suszenie puszek po obróbce termicznej konserw, • kontrola uszkodzeń puszek, właściwe mycie i dezynfekcja urządzeń służących do transportowania konserw po procesach obróbki termicznej, • stosowanie właściwych metod operacyjnych (szczególnie chłodzenie pod ciśnieniem), • wpajanie pracownikom zasad higieny osobistej, szczególnie mycia rąk, • oddzielenie stref produkcyjnych od stref produktu gotowego, a także personelu zatrudnionego w tych częściach zakładu. Podsumowanie Uwzględniając zachowanie wymaganych warunków obróbki termicznej (pasteryzacji, sterylizacji, gotowania) konserw mięsnych i innych produktów pakowanych mamy na myśli przede wszystkim czynniki, które wpływają na temperaturę tego ogrzewania, czynniki zwiększające efektywność mikrobiologiczną tych procesów. Zmniejszając temperaturę obróbki do temperatury wymaganej technologicznie musimy przewidywać zmianę ciepłoodporności drobnoustrojów w zależności od aktywności wody i wartości pH konserwy. Łagodząc proces ogrzewania musimy sterować wartościami aktywności wody i pH, przez zastosowanie odpowiednich dodatków. W produkcji konserw mięsnych pasteryzowanych możliwe jest zastosowanie tzw. technologii „płotków”. Stosując taką technologię należy określić wpływ zmiany aktywności wody (aw) i wartości (pH) na trwałość produktu końcowego, jakim jest konserwa lub produkt pasteryzowany. Sterując aktywnością wody, pH, ale również dobierając inne receptury zmieniające właściwości fizykochemiczne konserw, wpływamy na większość cech sensorycznych obrabianego produktu. Istnieją również z technologicznego punktu widzenia możliwości ustalenia takiego składu surowcowego (produktu lub procesu produkcyjnego), aby wyrób mięsny był trwały i spełniał wymogi konsumentów. Dodatek przypraw może powodować zwiększenie zanieczyszczenia mikrobiologicznego, a co za tym idzie, w tej sytuacji temperatura obróbki (pasteryzacji) nie będzie wystarczająca, aby zlikwidować te zanieczyszczenia. Dlatego też lepszym sposobem jest dodatek ekstraktów przypraw. Stosując np. pasteryzację konserw mięsnych mówimy często o temperaturze 72°C, jednakże w przypadku konserw typu SPP temperatura ta powinna być wyższa, niż 90°C, ponieważ zawsze powinniśmy brać margines błędu, przy wymogu, gdzie temperatura 72°C powinna być osiągnięta w centrum geometrycznym konserwy. W tych warunkach wszystkie formy bakterii są inaktywowane. Kontrola procesu ogrzewania konserw pasteryzowanych powinna się odbywać na podstawie stopni letalności L, obliczonych według nowoczesnego modelu uwzględniającego zmianę ciepłoodporności i możliwości regeneracji drobnoustrojów przy zmienionych wartościach aktywności wodnej i kwasowości (pH). Autorzy: prof. dr hab. inż. Marian Panasiewicz dr hab. inż. Grzegorz Łysiak


-
Bo to, jak widać na fakturze, jest tzw. wypukła główka. Do tej pory zamawialiśmy kalendarze z główką płaską.
-
Napisz jak Ci sie podobają, gdyż znam je tylko ze zdjęć.
-
To jest temat z ubiegłego roku. W tym, nie przewidujemy dodruku. Pisałem, czekałem i ledwie dobiliśmy do 200 szt.
-
A kto Go nie lubi?
-
Aniu przy 1,8 procentowym dodatku soli, to nie powinno mieć znaczenia.
-
Charakterystyka i zagospodarowanie podrobów jako ubocznych jadalnych surowców rzeźnych Podroby jeszcze do niedawna były mało docenianym surowcem spożywczym. Niechlubnie nazywano je nawet jedzeniem dla ubogich. Do tej grupy surowców mięsnych zaliczane są między innymi organy wewnętrzne, takie jak wątroba, serce, nerki, płuca, żołądki oraz twarde części zwierzęcia, w tym kurze łapki. Obecnie w zakładach mięsnych wykorzystywane są jako cenny półprodukt w produkcji tzw. wyrobów podrobowych, zaś w gastronomii sięgają po nie szefowie kuchni wielu prestiżowych restauracji, którzy próbują przedstawić je w nowych ciekawych odsłonach. Dotyczy to zwłaszcza niektórych z nich np. móżdżków, które nie dość, że dostarczają walorów smakowych, to są również źródłem selenu i miedzi, czyli składników mineralnych koniecznych dla prawidłowego funkcjonowania układu odpornościowego. W niektórych kuchniach świata (np. kuchni chińskiej) uważane są za ekskluzywne smakołyki, czy też tak jak we Francji wątroba gęsia, znana konsumentom jako „foie gras”. Poszczególne grupy podrobów jako uboczne surowce rzeźne pozyskiwane ze zwierząt hodowlanych pozyskuje się w trakcie ich uboju i przetwarzania. Wykorzystywane są głównie w postaci podrobów wieprzowych, cielęcych, wołowych, owczych, drobiowych oraz końskich. Podroby definiowane jako „uboczne surowce rzeźne” są cennymi surowcami wykorzystywanymi w wielu branżach (m.in. w przemyśle farmaceutycznym oraz spożywczym). W przemyśle mięsnym wykorzystywane są we wszystkich trzech podsektorach produkcyjnych: jako elementy kulinarne, surowce w przetwórstwie mięsnym tj. w produkcji wędlin podrobowych oraz jako surowce w innych sektorach przemysłu (np. w branży farmaceutycznej). Do podrobów zalicza się jadalne narządy wewnętrzne zwierząt rzeźnych, m.in.: wątroby, żołądki, nerki, płuca, serca, mózgi, ozory, grasice oraz inne części ciała zwierząt niebędące mięśniami i kośćmi. Najczęściej w konsumpcji wykorzystywane są narządy pochodzące od świń, kur, kaczek, krów i jagniąt. Podroby są surowcami o wyższej w porównaniu do tkanki mięśniowej, zawartości niektórych składników mineralnych i witamin. Dzięki czemu elementy te cechuje atrakcyjna wartość odżywcza i pokarmowa. Z wytwarzaniem produktów i potraw z podrobów, obok wysokiej wartości odżywczej, przemawia również ich niska cena. Obecnie obserwuje się wzrost poziomu spożycia wędlin wyprodukowanych na bazie podrobów, dlatego też prowadzone badania i analizy powinny obejmować jak największa pulę czynników genetycznych i środowiskowych wpływających na jakość podrobów. Rodzaje, właściwości, wartości odżywcze i zdrowotne podrobów Podroby znane są od dawna, lecz ich popularność wznosi się i opada cyklicznie na fali obowiązujących trendów kulinarnych. Różnorodność podrobów jest bardzo duża, a ich cechy organoleptyczne i wartość odżywcza są uwarunkowane rodzajem narządu oraz jego pochodzeniem. Podroby dzieli się na 3 klasy na podstawie ich przydatności kulinarnej i walorów odżywczych: • Klasa I: wątroba, nerki, ozory, mózgi, serca, • Klasa II: płuca, śledziona, żołądki, flaki, wieprzowe nogi i głowy, • Klasa III: głowy, nogi cielęce i wołowe, wymiona. Do najczęściej spożywanych i najbardziej znanych podrobów należą: • wątróbka - pozyskiwana z drobiu, świń, krów oraz cieląt. Wątróbki konsumpcyjne powinny mieć barwę od fioletowo- brązowej do brunatno-brązowej, przy czym najciemniejsza jest wątróbka wołowa, zaś wątróbka drobiowa i cielęca charakteryzują się najjaśniejszą barwą i największą delikatnością, • żołądki - najbardziej znane są żołądki drobiowe: kurze, indycze, kacze, • nerki - potocznie zwane są cynadrami, dostępne w sprzedaży są najczęściej nerki wieprzowe, jagnięce oraz wołowe. Nerki wołowe są niezwykle twarde i wymagają długiego gotowania. Barwa nerek różni się w zależności od gatunku zwierząt, • płuca - charakteryzują się bladoróżową barwą i dużą sprężystością, co jest warunkowane wysoką zawartością tkanki łącznej. Są dość twarde i wymagają długiej obróbki termicznej, • serca - przybierają barwę od jasnoczerwonej do wiśniowej, serca drobiowe i cielęce są delikatniejsze niż wieprzowe i wołowe, • flaki - uzyskuje się je z wewnętrznej warstwy mięśniowej żołądków wołowych lub rzadziej wieprzowych, • ozorki - czyli języki łącznie z mięśniami podjęzycznymi, języki wołowe są grube i jędrne, podobnie języki owiec i kóz, jednak są one mniejsze zaś języki wieprzowe są długie i gładkie, • śledziony - wykorzystuje się je najczęściej do produkcji wyrobów wędliniarskich i salcesonu. Podroby są bogate w pełnowartościowe białko, witaminy i składniki mineralne, a ich zawartość jest uzależniona od rodzaju podrobów (tab.1). Najwyższą wartością odżywczą charakteryzują się: wątroba, mózg, nerki, ozory, serca i płuca. Podroby to doskonałe źródło witaminy A, witaminy B12, witaminy B2, niacyny szczególnie dużo zawiera ich wątróbka. 100 g wątróbki pokrywa dzienne zapotrzebowanie osoby dorosłej na witaminę A i witaminę B12 w ponad 1000%, zaś najbogatsza w witaminę A jest wątróbka cielęca, natomiast najwyższą zawartością witaminy B12 charakteryzuje się wątróbka wołowa. Witamina A wpływa korzystnie na wzrok oraz łagodzi stany zapalne, zmniejszając ryzyko wystąpienia chorób wywoływanych przez stres oksydacyjny i stany zapalne. Dodatkowo witamina A poprawia odporność i wpływa korzystnie na skórę. Dzięki zawartości witamin z grupy B podroby wspomagają funkcjonowanie układu nerwowego i chronią przed rozwojem otępienia, choroby Alzhaimera oraz depresji. W podrobach znajdują się też znaczne ilości składników mineralnych: żelaza, fosforu, miedzi i cynku. Wśród podrobów najlepszym źródłem żelaza jest wątróbka, której 100 g pokrywa dzienne zapotrzebowanie osoby dorosłej na ten składnik nawet w 187% (wątróbka wieprzowa), dzięki temu wątróbka może mieć korzystny wpływ w leczeniu anemii oraz zapobiegać jej wystąpieniu. Podroby są produktami o bardzo małej trwałości, dlatego powinny być przetworzone bezpośrednio po zakupie. Przed obróbką właściwą podroby dokładnie oczyścić z części niejadalnych oraz dokładanie umyć pod bieżącą wodą. Dodatkowo nerki warto kilkukrotnie wymoczyć w wodzie i zagotować, czynności te należy powtórzyć do momentu pozbycia się nieprzyjemnego zapachu. Szczegółowe wymagania jakościowe dotyczące każdego rodzaju podrobów określa Polska Norma „PN-86/A-82004 – Podroby zwierząt rzeźnych”. Podaje ona dokładny kształt, powierzchnię, konsystencję oraz barwę poszczególnych podrobów. Ze względu na różnice w anatomii oraz z uwagi na wiek uboju zwierząt rzeźnych szczegółowe wymagania odnosi się do wszystkich elementów, zarówno wieprzowych, wołowych i cielęcych. Te same elementy wewnętrzne, ale pochodzące z różnych grup zwierząt różnią się nieznacznie między sobą. Powinny charakteryzować się właściwą barwą i swoistym zapachem, odpowiednim dla danej grupy zwierząt. Nie dopuszcza się zanieczyszczeń, skrzepów krwi, zmiany zapachu, konsystencji oraz barwy. Ze względu na niższą trwałość podrobów w porównaniu do mięsa, podroby powinno przechowywać się w oddzielnych przewiewnych pomieszczeniach, o temperaturze powietrza około 0-4°C i wilgotności względnej około 90%. Są to surowce nietrwałe, dlatego przeznaczone są do natychmiastowej konsumpcji, przerobu albo konserwacji. Najlepsze wyniki daje konserwacja za pomocą mrożenia ponieważ klasyczna konserwacja za pomocą soli nie jest zbyt trwała, a ponadto obniża wartość smakową i odżywczą. Podroby takie jak serca, języki, śledziony oraz wątroby mogą być przechowywane w postaci mrożonych bloków o masie około 10 kg. W mniejszych blokach tj. około 6 kg mrozi się mózgi, płuca i flaki. Temperatura zamrożonych podrobów powinna wynosić poniżej -8°C. Ze względu na bezpieczeństwo zdrowotne niedopuszczalne jest fizyczne, mikrobiologiczne oraz chemiczne zanieczyszczenie produktu. W przypadku podrobów mrożonych przeznaczonych na eksport nie dopuszczone jest również oblodzenie i oszronienie bloków. Wykorzystanie podrobów w kuchni i przemyśle spożywczym Podroby są surowcami o wyższej w porównaniu do tkanki mięśniowej, zawartości niektórych składników mineralnych i witamin (tabela 1). Dzięki czemu elementy te cechuje atrakcyjna wartość odżywcza i pokarmowa. Za wytwarzaniem produktów i potraw z podrobów, obok wysokiej wartości odżywczej, przemawia przede wszystkim niższa cena w porównaniu do wyrobów z mięsa wysokogatunkowego. Podroby wieprzowe w przemyśle spożywczym najczęściej znajdują zastosowanie w produkcji wędlin podrobowych. Wg Polskiej Normy nr (PN-A-82007:1996) wędliny podrobowe są to „przetwory wyprodukowane z solonych lub peklowanych podrobów, mięsa, tłuszczu, w osłonkach naturalnych, sztucznych lub formach, z dodatkiem lub bez dodatku krwi spożywczej, surowców uzupełniających, przyprawione, parzone lub pieczone i ewentualnie wędzone”. Należą do nich: pasztetowe, wątrobianki, kiszki, salcesony. Podroby mogą być wykorzystywane przy produkcji wyrobów blokowych, wykorzystuje się je również do farszów wyrobów garmażeryjnych. W gastronomii z podrobów można przygotować pasty, farsze do naleśników, krokiety, pierogi, paszteciki oraz pasztety. Pastami z podrobów można też faszerować mięsa. Ponadto podroby mogą być dodatkiem do zup oraz stanowić główne danie obiadowe, np. wątróbka smażona, wątróbka duszona z cebulką lub z jabłkami, gulasze z żołądków, płucek i nerek, ozorki, żołądki i serca w sosach (np.: paprykowym, chrzanowym, beszamelowym, tatarskim, cebulowym), móżdżki w sosie lub móżdżki zapiekane. Ozorki i żołądki można także podawać na zimno np. w galarecie, zaś móżdżki mogą być dodatkiem do jajecznicy. Niektóre z podrobów np. wątroba czy język po odpowiednim przygotowaniu przeznaczone są do bezpośredniego spożycia. Język najczęściej obrabiany jest termicznie i podawany do konsumpcji na gorąco jako smażony lub gotowany. Na zimno może być dodatkiem do galaret oraz wędzonek. Języki znajdują zastosowanie w wędliniarstwie, wykorzystuje się je do wyrobu wędlin podrobowych, takich, jak salcesony, rolady, kiszki. Języki wieprzowe można także peklować i następnie wędzić. Jako składnik farszów mięsnych w przemyśle garmażeryjnym oraz jako dodatek do pasztetów i kaszanek wykorzystuje się również serce. Ponadto można je również spożywać po wcześniejszym duszeniu lub usmażeniu podobnie jak wątróbkę. Ten element jest jednym z najważniejszych składników pasztetów tj. nadaje im charakterystyczny smak. Delikatniejszy smak otrzymuje się mocząc pokrojoną wątrobę przez ok. 2 godz. w mleku. Moczenie w letniej osolonej wodzie przez około pół godziny przed użyciem zaleca się również w przypadku nerek. Zabieg ten ma na celu usunięcia nieprzyjemnego zapachu. Następnie nerki mogą być podane do bezpośredniego spożycia w formie potrawy smażonej, natomiast obgotowane stanowią surowiec do pasztetów, rolad i konserw. Płuca, po uprzedniej obróbce termicznej, są składnikiem wędlin podrobowych oraz wchodzą w skład wyrobów garmażeryjnych. Są stosowane również, jako składnik dań smażonych lub pieczonych. Żołądek wieprzowy wykorzystywany jest głównie jako osłonka do faszerowania. W Holandii stanowi bazę do produkcji kiełbas zwanych „faszerowaną gęsią”. W Polsce stanowi m.in. główny składnik „bachora” – tradycyjnej śląskiej potrawy (żołądki wieprzowe pieczone z farszem z tartych ziemniaków z tłustym mięsem i skwarkami) wpisanej przez Ministerstwo Rolnictwa i Rozwoju Wsi na listę produktów tradycyjnych województwa śląskiego. Na Podlasiu produkuje się z niego „kindziuk” (dojrzewające, wędzone na zimno faszerowane mięsem żołądki wieprzowe). Na Litwie przysmakiem są również smażone na chrupko wieprzowe uszy. W Rumuni są one składnikiem popularnej galarety mięsnej. Wędzone oraz suszone uszy mogą być również jedzone jako przekąska lub dodatek do dań mięsnych. Operacje technologiczne w produkcji wędlin podrobowych Proces produkcji wędlin podrobowych ze względu na użyte surowce tj. podroby, krew i kaszę znacząco różni się od produkcji kiełbas czy wędzonek. Uogólniając w produkcji wędlin podrobowych można wyróżnić następujące fazy produkcyjne: • Dobór surowca – surowiec różni się w zależności od rodzaju produkowanych wędlin podrobowych. Użyte elementy zasadnicze i uzupełniające oraz ich ilości podane są w recepturze. W skali przemysłowej do produkcji większości wędlin podrobowych używa się głów, które w recepturze nazywane są „maski” i mięso z głów. • Peklowanie i solenie surowców – do produkcji większości wędlin podrobowych stosowane są surowce świeże, które nie są wstępnie peklowane i solone. Sól dodawana jest dopiero podczas procesu kutrowania lub mieszania. Podroby peklowane stosuje się tylko przy produkcji salcesonu włoskiego. • Czyszczenie surowca – głowy i nogi wieprzowe oraz skórki należy dokładnie oczyścić i pozbawić resztek szczeciny, z żołądków należy usunąć śluz, natomiast z mózgu i serca skrzepy krwi. • Płukanie i mycie – świeże podroby myje się i płucze w bieżącej wodzie, do momentu, aż odpływa czysta woda. Wątrobę myje się po usunięciu z niej grubszych naczyń krwionośnych oraz przewodu żółciowego. Podroby wcześniej solone i peklowane moczy się w zimnej wodzie przez około 1-3 godziny. • Obróbka cieplna surowców zwierzęcych – surowce wykorzystywane w produkcji wędlin podrobowych należy gotować (obciążone kratą) w niewielkiej ilości wody lub w specjalnie do tego przeznaczonych kotłach z ażurowym koszem i pokrywą. Temperatura wody w początkowej fazie obróbki cieplnej powinna wynosić 100°C i do końca procesu należy ją obniżać do 85°C. Głowy wieprzowe, wołowe i cielęce, wargi wołowe i cielęce, krezki, nogi, flaki, żołądki wieprzowe gotuje się do miękkości. Ozorki wieprzowe, płuca, serce, śledziony, nerki, gotuje się do stanu pół-miękkiego, po czym z płuc należy usunąć chrząstki, a z głów i nóg oddziela się mięso od kości. Tłuszcz drobny i pogdardle należy parzyć w temperaturze 85°C do stanu pół-miękkiego. W najniższej temperaturze tj. 75°C parzy się zaś wątrobę, proces ten prowadzi się do momentu aż na przekroju wątroby przestanie być widoczna krew. • Obróbka cieplna surowców roślinnych – Najczęściej wykorzystywanymi surowcami roślinnymi w produkcji wędlin podrobowych jest kasza gryczana oraz jęczmienna. Kaszę przed użyciem należy wypłukać w bieżącej wodzie, następnie sparzyć ją przez około 30- 40 minut w 2-krotnej objętości wody o temperaturze 95°C. • Rozdrabnianie – zarówno wykorzystywane surowce mięsne jak i podrobowe mogą być rozdrabniane ręcznie za pomocą noży bądź maszynowo za pomocą krajalnicy. • Kutrowanie – podroby, mięso oraz tłuszcz poddane kutrowania rozdrabnia się wcześniej w wilku przez sito 3 mm. Przy kutrowaniu do rozdrobnionych surowców dodaje się określoną według receptury ilość rosołu, dolewa się go stopniowo w miarę wchłaniania przez farsz do momentu całkowitego wchłonięcia płynu. W przypadku kutrowania wątroby proces ten przeprowadza się do otrzymania jednolitej brunatno-czerwonej masy. • Napełnianie osłonek – przyrządzonym i doprawionym przyprawami farszem mięsnym za pomocą nadziewarek napełnia się osłonki naturalne bądź sztuczne. Te pierwsze nadziewa się dość ściśle, drugie zaś dość luźno. Końce osłonek tak samo jak w przypadku kiełbas związuje się przędzą. Napełnione batony należy opłukać ciepłą wodą. • Obróbka cieplna – proces ten przeprowadza się do momentu osiągnięcia wewnątrz batonu temperatury 68-72°C. Obróbka cieplna może być przeprowadzona dwoma sposobami – w parze (w komorach parzelniczych) bądź w kotłach otwartych – gdzie nośnikiem ciepła jest woda. Parzenie w komorach wędzarniczo-parzelniczych należy prowadzić w temperaturze pary 80-85°C, natomiast w przypadku parzenia za pomocą wody, wędliny podrobowe wkłada się do wrzątku, po czym obniża temperaturę do 80-85°C. Jeśli wędliny napełniane są w osłonki wiskozowe, temperatura parzenia powinna wynosić 70°C. • Chłodzenie – wędliny podrobowe chłodzi się pod natryskiem letniej wody o temp. 20-30°C przez 5 minut i następnie schładza do temperatury poniżej 10°C. Proces studzenia i chłodzenia może trwać nawet 24 godziny. • Procesy wykończeniowe – tzw. obróbka poprodukcyjna, polega na oczyszczeniu wędlin z galarety, tłuszczu, obcięciu końcówek osłonek oraz wyeliminowanie ewentualnych wybrakowanych produktów. • Ważenie i pakowanie w pojemniki oraz magazynowanie Podsumowanie Odnośnie konsumpcji podrobów obserwujemy dość zróżnicowane opinie konsumenckie. Przez niektórych uważane są za produkty niższej jakości. Inni nie jedzą ich wcale lub tylko sporadycznie. Wątróbka, płucka, żołądki, flaczki itp. dla jednych to przysmak. Inni, choć nie stronią od mięsa, ze wstrętem krzywią się na samą myśl o skosztowaniu tych produktów. Wydaje się, że jest to błąd, ponieważ podroby zawierają ogromne ilości składników odżywczych i są źródłem pełnowartościowego białka, spożywane raz w tygodniu wzbogacą dietę w cenne witaminy i składniki mineralne oraz stanowią ciekawe urozmaicenie kulinarne. Podroby, definiowane jako „uboczne surowce rzeźne”, jak podkreślają dietetycy są cennymi surowcami wykorzystywanymi w wielu branżach lecz przede wszystkim w przemyśle spożywczym. Podroby mogą być spożywane jako mięso kulinarne bądź używane do produkcji wędlin podrobowych. Za wytwarzaniem produktów i potraw z podrobów, obok wysokiej wartości odżywczej, przemawia przede wszystkim niższa cena w porównaniu do wyrobów z mięsa wysokogatunkowego. Obecnie obserwuje się wzrost poziomu spożycia wędlin wyprodukowanych na bazie podrobów, dlatego też prowadzone badania i analizy powinny obejmować jak największą pulę czynników genetycznych i środowiskowych wpływających na ich jakość. Kupując podroby, należy szczególną uwagę zwrócić na ich wygląd i zapach. Lepka powierzchnia oraz obcy zapach (niespecyficzny dla mięsa) świadczy o tym, że podroby nie są świeże. Autor: prof. dr hab. inż. Marian Panasiewicz


-
Jeśli to co piszesz jest prawdą, to: - albo dwa razy osoliłeś kapuchę na początku, - albo zrobiłeś bardzo słoną dolewkę. Innej opcji nie ma. Pozostaje Ci zrobienie, jak pisze Karol, lub (i tutaj zrób próbę na ok. kilogramowej ilości z sokiem) odlej połowe soku z próbki (lub nieco więcej), a w jego miejsce daj wodę z solą, w stężeniu ok. 0,08-0,10 kg soli na 10 l wody. Dobre wymieszaj i po kilku dniach spróbuj.
-
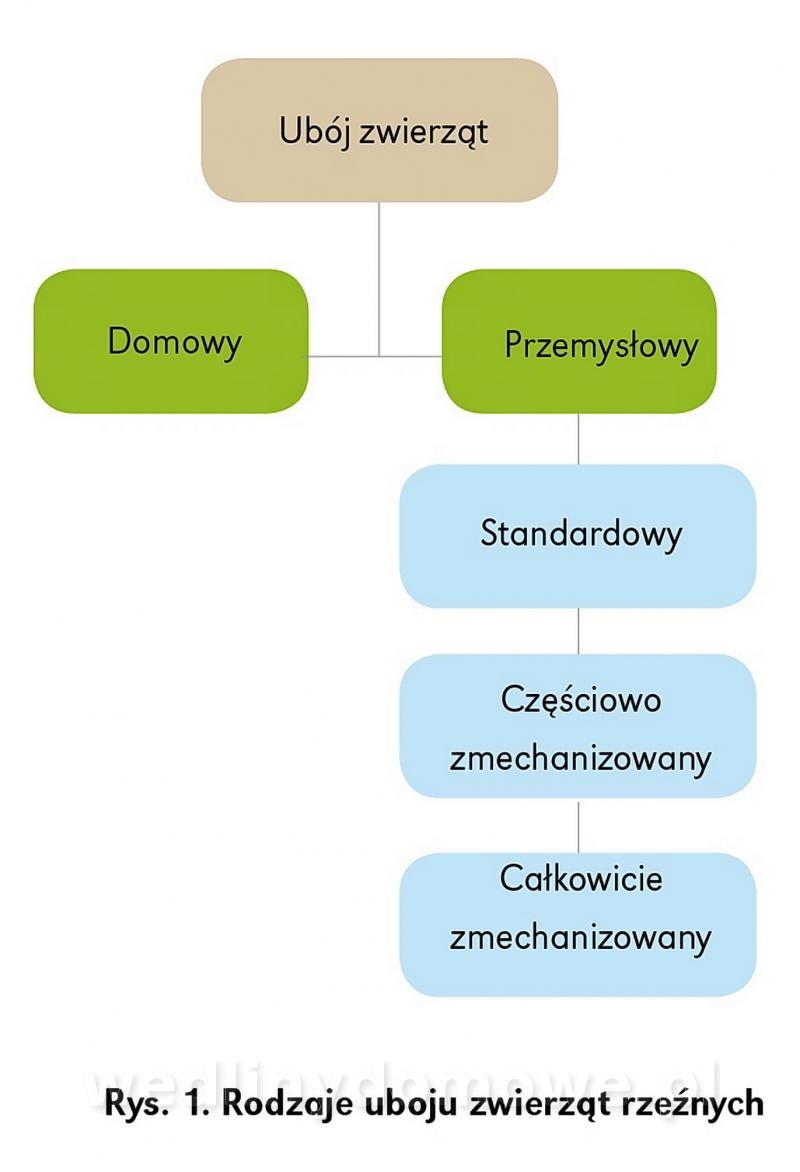
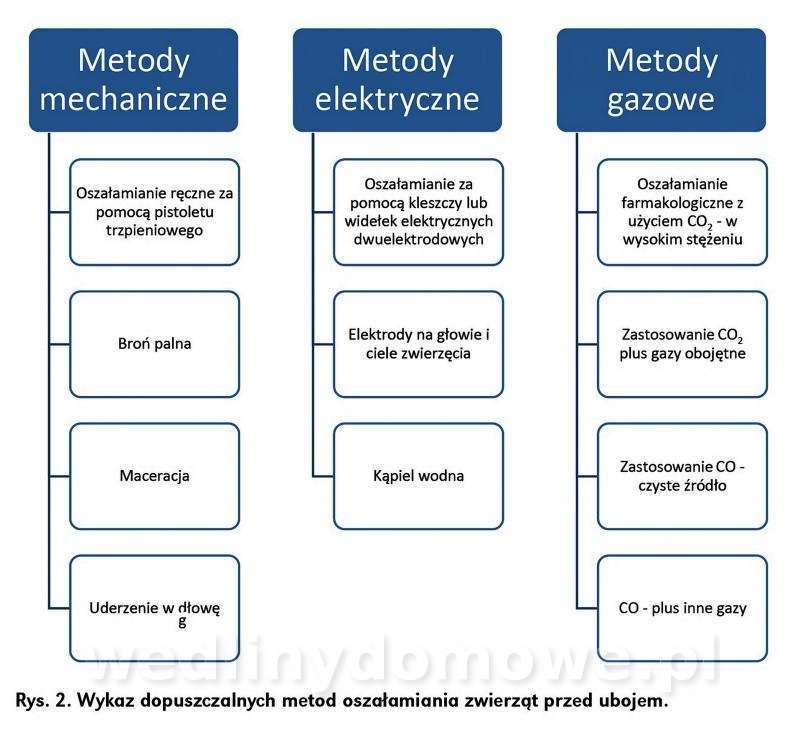
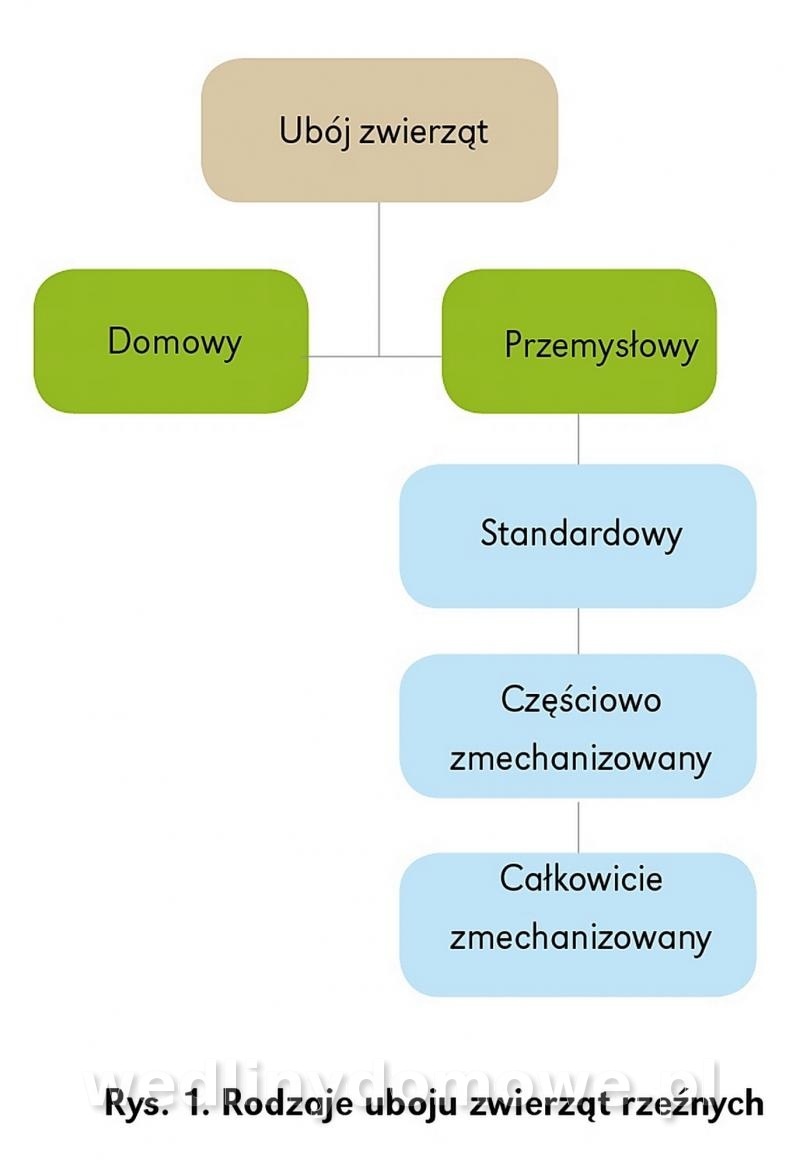
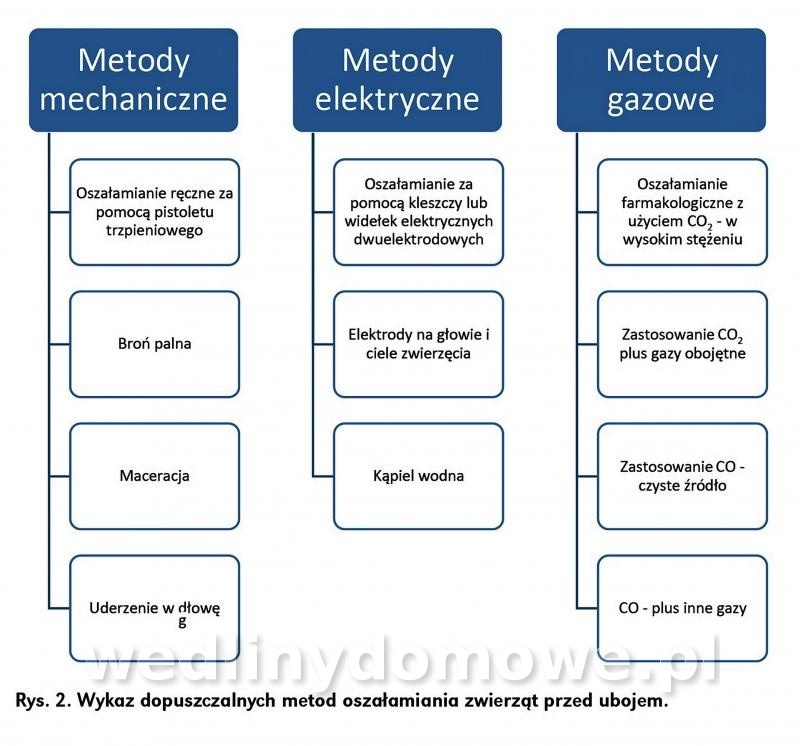
Ubój zwierząt rzeźnych – procesy technologiczne i ich wpływ na jakość surowca Ubój, czyli zabieg technologiczny pozbawiający życia zwierząt rzeźnych, powinien być wykonany w sposób humanitarny. Celem uboju jest pozyskanie mięsa, podrobów i jadalnych oraz niejadalnych surowców rzeźnych. Ubój, czyli zatrzymanie procesów życiowych zwierzęcia poprzez wykrwawienie powinno prowadzić się w sposób zgodny z obowiązującymi przepisami prawa, tym samym ograniczając do minimum cierpienie fizyczne i psychiczne zwierząt. Do uboju dopuszcza się zwierzęta rzeźne zaopatrzone w świadectwo zdrowia oraz (w przypadku bydła, owiec, kóz, świń) zwierzęta oznakowane zgodnie z systemem rejestracji i identyfikacji. W zależności od miejsca, w którym następuje ubój zwierząt, można wyróżnić ubój domowy (przeprowadzany w całości w warunkach domowych) oraz przemysłowy. Ubój przemysłowy charakteryzuje się tym, że przeprowadzany jest w specjalnie do tego celu przeznaczonych zakładach, czyli rzeźniach. Zakłady te muszą spełniać szereg wymagań sanitarno - technicznych zanim dopuszczalne będzie przeprowadzanie uboju. Rodzaje uboju zwierząt przedstawia rysunek nr 1. Do uboju zwierząt rzeźnych konieczne jest wydzielenie odpowiednich pomieszczeń, takich jak: • magazyn żywca, • wydzielone miejsce do badania przedubojowego zwierząt, • kojce dla zwierząt, u których podejrzewa się chorobę zakaźną, • pomieszczenie ubojowe – hala uboju, • hala rozbioru i hala trybowania, • magazyny poubojowe, • szereg myjni oraz pomieszczeń na środki myjące, • pomieszczenia przeznaczone dla lekarza weterynarii, • szatnie, umywalnie oraz ubikacje dla pracowników. Istnieje kilka zasad uboju zwierząt, którymi powinien kierować się pracownik zakładu. Przede wszystkim, proces uboju powinny przeprowadzać osoby posiadające odpowiednie kwalifikacje. Dodatkowo należy pamiętać, by zwierzęta rzeźne ubijać w sposób humanitarny, zgodnie z zasadami dobrostanu zwierząt, a podczas uboju ograniczyć do minimum ich cierpienie. Z uwagi na humanitarny ubój zwierząt, należy pamiętać, by zwierzęta oczekujące nie miały możliwości dostrzeżenia swoich poprzedników podczas procesu oszałamiania, ponieważ może to negatywnie wpłynąć na ich stan psychiczny i wywołać stres, co niekorzystnie odbija się na jakości mięsa. Przed samym ubojem zwierzęta poddawane są oszałamianiu w celu wyeliminowania stresu. Cały mechanizm uboju rozpoczyna transport zwierząt do rzeźni. Trzoda chlewna dostarczana jest do zakładów mięsnych samochodami, przy czym czas ich transportu nie może przekraczać 8 godzin. Zbyt długi transport spowoduje, że zwierzęta zaczną się stresować, obijać o siebie podczas transportu, co może negatywnie wpłynąć na wartość mięsa. Dodatkowo brak dostępu do pożywienia lub wody może również wywołać różne wady mięsa. Zwierzęta, lub partie są kierowane do uboju po uprzedniej identyfikacji w celu oznaczenia ich pochodzenia. Rozładunek świń z pojazdu odbywa się poprzez zadaszoną rampę, przez którą przepędza się zwierzęta do magazynu żywca, skąd później trafią do pomieszczenia oszałamiania. Istnieją dwa rodzaje uboju, ze względu na zastosowanie procesu oszałamiania: • ubój bezpośredni, z wyeliminowanym procesem oszałamiania – np. ubój rytualny bydła, który obowiązuje do dzisiaj w religii mojżeszowej, • ubój pośredni, charakteryzujący się zastosowaniem przedubojowego oszołomienia. Jak w każdym zakładzie produkującym żywność istnieje podział na strefy. W przemysłowych liniach ubojowych trzody chlewnej można wyróżnić dwie strefy: brudną, w której wykonywane są następujące operacje technologiczne: - oszałamianie,- kłucie, - wykrwawianie, - usuwanie powłok zewnętrznych, - obróbka poubojowa, - mycie mechaniczne zewnętrznej powierzchni tuszy, czystą, w której wykonuje się pozostałe operacje związane z:- obróbka głowy – usunięcie ucha środkowego, gałek ocznych, - zarabianie odbytu, - przecięcie powłok brzusznych, - opróżnienie zawartości narządów wewnętrznych jamy brzusznej i jamy klatki piersiowej, - podzielenie tuszy na dwie półtusze, - badanie weterynaryjne, - wycięcie rdzenia kręgowego oraz nerek z sadłem, - toaleta końcowa oraz klasyfikacja tuszy wg systemu EUROP. Oszałamianie Prawidłowe ogłuszanie zwierząt jest jedną z najważniejszych czynności przedubojowych ze względu na efekt jaki wywołuje. Odpowiednio przeprowadzone oszałamianie prowadzi do ogłuszenia zwierzęcia do tego stopnia, że nie poczuje samego procesu uboju. Humanitarne postępowanie ze zwierzęciem jest uregulowane prawnie. Od 1 stycznia 2013 roku, obowiązuje Rozporządzenie Rady (WE) nr 1099/2009 z dnia 24 września 2009 r. w sprawie ochrony zwierząt podczas uśmiercania. Rozporządzenie nakłada obowiązek między innymi kontroli ogłuszania oraz szkolenia personelu biorącego udział w uboju oraz procesach z nim związanych. Prawidłowe ogłuszanie zwierząt powinno wywołać epileptyczną aktywność mózgu, która spowoduje natychmiastową utratę pionizacji zwierzęcia. Stan epilepsji można rozpoznać poprzez występowanie napadów tonicznych, a następnie klonicznych. Napad toniczny charakteryzuje się między innymi zesztywnieniem wszystkich mięśni, co powoduje: • całkowite wyprostowanie wszystkich kończyn, • brak ruchów klatki piersiowej wskazującej na oddech, czyli bezdech, • unieruchomienie gałek ocznych oraz brak występowania odruchów (powiekowego lub rogówkowego), • brak odpowiedzi na bodźce bólowe, np. ukłucie igłą w nos. Rysunek 2 przedstawia dopuszczalne metody oszałamiania. Urządzenia służące do elektrycznego ogłuszania zwierząt powinny być wyposażone w element, który pokazuje i rejestruje szczegółowe informacje o najważniejszych parametrach elektrycznych zastosowanych do procesu oszołomienia. Zakład mięsny ma obowiązek kontrolowania oszałamiania na wypadek gdyby zastosowane parametry nie były efektywne i mogłoby dojść do nieskutecznego procesu ogłuszenia, którego objawami są: • zwężone źrenice, • rytmiczne oddychanie, • próba podniesienia głowy, • wydawanie dźwięków przez zwierzę podczas ogłuszania, • reakcja na bodźce bólowe, • uniesione uszy, w szczególności po zastosowaniu urządzenia z zablokowanym bolcem. Kłucie i wykrwawianie Zwierzęta po oszołomieniu najczęściej zawiesza się na haku poprzez założenie pęta łańcuchowego na tylne kończyny. Kolejka transportuje tusze do pomieszczenia wykrwawiania. Kłucie zwierząt po procesie oszałamiania ma na celu pozbawienie życia i przeprowadzane jest w pozycji wiszącej. Bardzo ważne jest w tym wypadku przestrzeganie czasu między ogłuszeniem a momentem kłucia, ponieważ nie może on być dłuższy niż 60 sekund. Zaleca się, by czas od momentu oszołomienia do momentu kłucia wynosił nie więcej niż 15 sekund, co wynika z faktu, iż: • Minimalny czas powrotu rytmicznego oddychania wynosi około 38 sekund, • Maksymalny czas zaniku funkcji mózgu to 23 sekundy. Przy uboju na wisząco, kłucie odbywa się poprzez nacięcie skóry w okolicy szyi w celu przecięcia naczyń krwionośnych. Wykrwawianie stanowi bezpośrednią metodę pozbawienia życia zwierząt rzeźnych w trakcie ich uboju. Niedokrwienie organizmu zwierzęcia powoduje ustanie czynności życiowych i śmierć osobnika. Kłucie wykonuje się z podestu nad korytem wykrwawiania. Stanowisko to musi być bezwzględnie wyposażone w umywalkę do rąk ze sterylizatorem noży (ponieważ po każdym kłuciu nóż musi być wysterylizowany) oraz myjkę fartuchów. W tym czasie odbywa się badanie weterynaryjne tusz, podczas którego lekarz weterynarii stwierdza, czy krew zwierzęcia nadaje się na cele spożywcze. Jeśli tak, krew jest odciągana pod ciśnieniem i transportowana systemem rur wykonanych ze stali nierdzewnej do chłodzonego pomieszczenia magazynowania i ekspedycji. Przed przetransportowaniem krwi do pomieszczenia magazynowania, krew tą poddaje się stabilizacji dodając cytrynian sodu. W przypadku negatywnej decyzji lekarza weterynarii krew jest kierowana do koryta wykrwawiania, a zbiornik jest myty i odkażany przed kolejnym napełnieniem. Tak zwana krew techniczna jest transportowana do zbiornika krwi technicznej, skąd trafia bezpośrednio do środka transportu. Krew od zwierząt w czasie wykrwawiania można zbierać dwiema metodami. Pierwszą, bardziej prymitywną metodą jest otwarte odprowadzenie, w którym krew z miejsca kłucia trafia do wiadra lub tacek. Niestety, metoda ta obarczona jest dużym ryzykiem zanieczyszczenia krzyżowego, a pobrana w ten sposób krew, prawdopodobnie nie spełni wymogów dopuszczających ją do zastosowania do celów spożywczych. Krew, która może być dopuszczona do celów spożywczych musi mieć gwarancję statusu mikrobiologicznego, potwierdzoną weterynaryjnie. Druga metoda polega na zamkniętym systemie pobierania, w którym krew zwierzęcia rzeźnego nie jest wystawiona na działanie środowiska zewnętrznego. Zasadą wykrwawienia bezpośredniego jest przecięcie tętnic i żył szyjnych, w wyniku czego zwierzę umiera na skutek utraty krwi. Ważne jest, aby wszystkie główne naczynia krwionośne zostały przecięte czysto, co usprawni utratę krwi. Mycie i oparzanie Po wykrwawieniu tuszy następuje proces mycia przed oparzaniem, który wykonuje się w dwubębnowej myjce biczowej w obudowie, która zabezpiecza przed rozbryzgiwaniem wody. Mycie tuszy polega na wyeliminowaniu pozostałości krwi oraz zanieczyszczeń na skórze świni i polega na zastosowaniu strumienia wody o temperaturze 42°C (± 2°C) przez około 40-45 sekund. Następnie tusza wprowadzana jest do tunelu oparzelnika pionowego natryskowego lub kondensacyjnego. Oparzelnik kondensacyjny charakteryzuje się oparzaniem następującym w wyniku skraplania się pary wodnej na powierzchni tuszy. Czas oparzania wynosi około 7 minut i w tym czasie tusza przeprowadzana jest przez oparzelnik za pomocą konwojera. Kiedy tusza opuści już oparzelnik, trafia za pomocą automatycznego wyrzutnika do szczeciniarek. Odszczecinianie i opalanie Kolejnym istotnym zabiegiem jest proces odszczeciniania, który można przeprowadzić na tuszy leżącej lub wiszącej. Odszczecinianie polega na pozbywaniu się szczeciny ze skóry tuszy za pomocą zbieraków stalowych umocowanych na gumowych nakładkach zainstalowanych na wałach skrobiących. Bezpośrednio po procesie odszczeciniania, nacina się ścięgna na tylnych kończynach po to, by móc założyć tam hak kolejki, na którym zawiśnie tusza i zostanie przetransportowana do kolejnego pomieszczenia. Opalanie wykonywane jest w celu usunięcia ewentualnych pozostałości szczeciny, a także w celu wyeliminowania możliwej mikroflory bytującej na skórze tuszy. Opalanie polega na wprowadzeniu tuszy (najczęściej w pozycji wiszącej) do specjalnie skonstruowanych tuneli z palnikami gazowymi. W urządzeniach tych czas opalania oraz otwieranie i zamykanie płomieni palników są w pełni zautomatyzowane. Podczas opalania stosuję się temperaturę rzędu 800-900°C, a sama czynność trwa około 15 sekund. W celu szybkiego schłodzenia tuszy po opalaniu kieruje się ją do myjki mechanicznej. Zarabianie odbytu i wytrzewianie Zarabianie odbytu prowadzi się w celu wyeliminowania możliwości zabrudzenia tuszy treścią przewodu pokarmowego. Dlatego też za pomocą noża ruchem okrężnym podcina się i przewiązuje odbyt. Czynność tę można również wykonać za pomocą specjalnego urządzenia do zarabiania odbytu. Wytrzewianie, jak nazwa wskazuje polega na otwarciu i usunięciu wnętrzności z jamy miednicznej, brzusznej oraz piersiowej. Proces ten prowadzony jest z użyciem noży lub specjalnego robota zainstalowanego w linii ubojowej. Robot tnie za pomocą wiązki laserowej a jego zaletą jest możliwość całkowitego indywidualnego zaprogramowania oraz jego niezawodność. W czasie wytrzewiania następują również czynności takie jak: wyjęcie oka i ucha środkowego, wyjęcie kompletu jelit, przy czym najpierw przecina się powłokę brzuszną nożem wzdłuż linii białej brzucha zaczynając od odbytnicy, a kończąc na wysokości mostka. Podczas wytrzewiania ma miejsce również wyjęcie kompletu ośrodków i sadła z nerkami. Następnym etapem jest przedzielenie tuszy na dwie półtusze. Odbywa się ono z podestu ruchomego za pomocą przecinarki taśmowej z natryskiem wody na miejsce cięcia. Cięcie wykonuje się tak, by przepoławiając kręgi odsłonić rdzeń kręgowy, który później zostanie wycięty. Głowę rozcina się zbaczając z linii cięcia o około 2 cm po to, aby nie uszkodzić przysadki mózgowej. Przepoławiając tuszę należy pamiętać o tym, by cała linia cięcia wykonana była równo, bez zacięć, postrzępień ani uszkodzeń mięśni. Takie półtusze opatrzone numerem identyfikacyjnym trafiają do pomieszczenia badania weterynaryjnego. Weterynarz dokonuje badania i na jego podstawie może zakwestionować tusze, które nie nadają się do dalszego transportu. Takie tusze trafiają na boczny tor kolejki, gdzie w późniejszym czasie zostaną one ponownie przebadane. Po ponownym odrzuceniu tych tusz, trafiają do chłodni IW po czym zostaną przetransportowane do zakładu utylizacyjnego. Toaleta końcowa Proces ten opiera się na usunięciu strzępków tkanek, rdzenia kręgowego, krwawych wybroczyn i ostatecznej kontroli czystości półtusz. Stanowisko to musi być wyposażone w umywalkę ze sterylizatorem do noży i odpowiednim światłem, by pracownik mógł dostrzec nawet najmniejsze przekrwienia. Tak przygotowane półtusze przechodzą ocenę i klasyfikację pod względem mięsności a następnie są ważone i transportowane przez myjkę natryskową do tunelu schładzania szokowego a następnie do chłodni w celu całkowitego wychłodzenia. Podsumowanie Ubój stanowi wstępną obróbkę surowca mięsnego. Operacje jednostkowe, które składają się na cały proces technologiczny, mają zasadniczy wpływ na jakość i ilość pozyskanego surowca mięsnego, czyli mięsa, tłuszczu i skóry. Zarówno sam proces uboju, jak i operacje pomocnicze powinny wykonywać osoby przeszkolone i posiadające uprawnienia do ich wykonywania potwierdzone odpowiednimi certyfikatami. Bardzo istotne jest zachowanie jak najwyższego poziomu higieny osobistej pracowników pracujących w części czystej zakładu. Niezależnie od rodzaju uboju i wykorzystanej linii uśmiercania oraz obróbki wstępnej, jedną z zasadniczych reguł jest zachowanie ogólnoludzkiego podejścia, czyli humanitaryzmu, higieniczności oraz ekonomiczności. Humanitaryzm przyczynia się do zastosowania takich metod uboju zwierząt, które w maksymalny sposób oszczędzą im cierpienia, a tym samym przyczynią się do zachowania uczuć ludzkich pracownika wykonującego ubój. Z kolei wyżej wspomniane czynniki: higieniczny i ekonomiczny skłaniają pracowników do zachowania odpowiedniej higieny pracy oraz higieny miejsca pracy, jednocześnie nie dopuszczając do nadmiernych kosztów handlowych i administracyjnych. Reasumując, operacja oszałamiania i wykrwawiania to kluczowe operacje w czasie uboju, od których w głównej mierze zależeć będzie zapewnienie możliwego do osiągnięcia dobrostanu zwierząt oraz dobra jakość surowca mięsnego czy nawet bezpieczeństwo pracy. Autor: mgr inż. Dagmara Prasek

-
Folie jadalne w przemyśle mięsnym i innych branżach przemysłu spożywczego Opakowania syntetyczne stanowią znaczną część odpadów zalegających na wysypiskach śmieci. Z powodu braku podatności na procesy rozkładu występujące w środowisku, mogą je zanieczyszczać przez dziesiątki, a nawet setki lat. Zaleganie na wysypiskach śmieci opakowań po produktach spożywczych to jeden z głównych czynników przyczyniających się do zanieczyszczenia środowiska. Jednym ze sposobów rozwiązania tego problemu jest segregacja śmieci, pozwalająca na ponowne wykorzystanie m. in. plastikowych butelek. Naukowcy wciąż poszukują jednak bardziej innowacyjnych rozwiązań, które będą chronić środowisko naturalne. Jednym z nich są jadalne opakowania żywności. Po raz pierwszy wprowadzono je na rynek w latach 80-tych XX wieku, a obecnie wynaleziono już co najmniej kilka rodzajów jadalnej folii. Takie opakowania produkowane są z polimerów naturalnego pochodzenia, czyli zazwyczaj białek, tłuszczy albo cukrów złożonych. Tworzą one na produkcie coś w rodzaju osłonki, która chroni go przed różnymi czynnikami zewnętrznymi, podobnie jak tradycyjne opakowanie. Opakowania ochronne to jednak nie tylko ochrona produktu. Dzięki odpowiednim modyfikacjom można, np. wzmocnić smak zapakowanego towaru lub dodać do osłonki witaminy, olejki eteryczne, substancje przeciwutleniające lub barwniki. Sprawia to, że produkt jest zdecydowanie bardziej atrakcyjny dla konsumenta. Opakowania jadalne ze względu na biodegradowalność są więc jedną z alternatyw w stosunku do syntetycznych opakowań w różnych branżach przemysłu spożywczego. Produkowane są z wielu substancji, które ze względu na różnorodną budowę i odmienne właściwości mają wiele zastosowań. Idea wprowadzenia jadalnych opakowań do produkcji spożywczej wywodzi się z Chin, gdzie już w XII w. n. e. wykorzystywano woski do przedłużania trwałości owoców. Pierwsze powłoki jadalne o komercyjnym zastosowaniu („TAL Pro-long” lub „Semperfresh”) wprowadzono na rynek dopiero w latach 80-tych ubiegłego wieku, przy czym wchwili obecnej dysponujemy szerokim wyborem folii jadalnych i powłok wytwarzanych z różnych materiałów. Opakowania jadalne tworzy się z biodegradowalnych polimerów naturalnego pochodzenia (np. białek, polisacharydów, tłuszczy), które tworzą na produkcie błonę (osłonkę). Głównym zadaniem osłonki jest ochrona produktu przed czynnikami zewnętrznymi, takimi jak wilgoć, nieodpowiednia temperatura przechowywania czy mikroorganizmy. Zabezpieczone w ten sposób artykuły spożywcze mogą być konsumowane razem z osłonką bez szkody dla organizmu. Opakowania jadalne, oprócz podstawowej roli ochronnej, mogą posiadać różne właściwości, w zależności od wprowadzonych dodatków. Zaletą powłok lub folii jadalnych jest fakt, iż często są wzbogacane substancjami smakowymi czy zapachowymi, co wzmaga atrakcyjność danego produktu dla konsumenta. Po odpowiedniej modyfikacji, jako tzw. opakowania aktywne, powłoki jadalne mogą spełniać dodatkowe funkcje, np. odżywcze czy przeciwutleniające. Do powłok jadalnych można wprowadzać substancje przeciwdrobnoustrojowe (np. bakteriocyny), witaminy, barwniki czy olejki eteryczne. Ze względu na bezpośredni kontakt z żywnością, jadalne opakowania muszą dodatkowo spełniać szereg wymogów związanych z bezpieczeństwem oraz ich funkcjonalnością. Opakowania jadalne nie mogą zawierać związków toksycznych czy szkodliwych dla zdrowia. Są wytwarzane z polimerów biodegradowalnych, które powinny zapewniać powolną lecz kontrolowaną wymianę gazową. Powłoki jadalne, stosowane w celu przedłużenia trwałości produktu, powinny opóźniać przenikanie pary wodnej i pozostałych gazów z wnętrza wyrobu do środowiska zewnętrznego. Pozwala to na obniżenie strat masy produktu podczas przechowywania. Ponadto powłoka powinna ograniczać dostęp tlenu do produktu tak, by zapewnić ochronę przed niekorzystnymi procesami utleniania. Opakowania jadalne powinny być też wytrzymałe i odporne na rozciąganie. Głównymi parametrami, które decydują o właściwościach mechanicznych tego typu opakowań jest wydłużenie względne i siła zerwania powłoki. Siła zerwania powłoki informuje o maksymalnej sile, jaka jest potrzebna do zerwania powłoki, natomiast wydłużenie względne jest wyrażoną w procentach odległością, na jaką można rozciągnąć powłokę pomiędzy dwa elementy, które ją przytrzymują. Należy pamiętać, że pomimo spełnienia powyższych wymogów, produkty powleczone jadalną powłoką wymagają dodatkowych zabezpieczeń, np. takich, które chroniłyby je przed zabrudzeniem lub odkształceniem podczas transportu, a także dołączenia kart umożliwiających nadruk informacji o produkcie. Obecnie powłoki jadalne nie eliminują syntetycznych opakowań funkcjonujących w przemyśle spożywczym, lecz ograniczają ich ilość. Pomimo tego, trudno jest nie docenić zalet powłok jadalnych. Biodegradowalność, łatwa dostępność, niska cena oraz odtwarzalność surowców do wyrobu to tylko niektóre z walorów tego rodzaju opakowań. Ponadto opcja łączenia różnego typu biopolimerów z dodatkami funkcjonalnymi daje możliwość ciągłego ulepszania produktów opakowaniowych, które zyskują unikalne cechy. Ze względu na przeznaczenie powłok jadalnych do kontaktu z żywnością i do spożycia należy dużą wagę poświęcić badaniom, które zapewniłyby skuteczną kontrolę ich bezpieczeństwa oraz testom, które umożliwiałyby ocenę ich funkcjonalności. Wydaje się, iż folie i powłoki jadalne są nowoczesnym sposobem zabezpieczenia produktu i tym samym przedłużenia jego jakości. Stanowią doskonałą alternatywę zastępującą opakowania, które w większości wytwarzane są z tworzyw sztucznych trudnych do recyklingu. W ostatnich latach dynamiczny rozwój różnych branż przemysłu spożywczego sprawił, że producenci zaczęli interesować się stosowaniem takich opakowań, które nie będą pełnić już tylko funkcji ochronnej, ale także sprawią, że ich produkty będą odznaczać się jak najdłuższą świeżością oraz zapobiegać wystąpieniu niekorzystnych zmian podczas okresu przechowywania i dystrybucji. Jednym z głównych czynników determinujących taką zmianę jest zmieniający się udział poszczególnych kanałów dystrybucji w sprzedaży świeżej żywności. Kierunki zmian podyktowane są tutaj coraz większym naciskiem na bezpieczeństwo żywności, wygodę konsumenta oraz ekonomikę sprzedaży. Folie jadalne w przemyśle spożywczym – surowce i właściwości Opakowania są nieodłącznym elementem wielu produktów i w znacznym stopniu decydują o ich handlowej atrakcyjności. Według Raportu WorldPackaging, wartość całego światowego rynku opakowaniowego wynosi 424 mld dolarów i stale się zwiększa. Ponad połowa opakowań produkowanych na świecie wykorzystywana jest w branżach związanych z przemysłem spożywczym. Jadalne folie białkowe otrzymywane są z wielu materiałów pochodzenia biologicznego, między innymi z kolagenu, żelatyny, kazeiny, białek soi i orzechów ziemnych, natomiast polisacharydowe ze skrobi, pektyn oraz chitozanu. Kolagen jako główny składnik tkanki łącznej kręgowców i bezkręgowców to jadalne białko występujące w skórze, ścięgnach, chrząstkach, kościach, błonach łącznotkankowych i naczyniach krwionośnych. Jego właściwości fizyczne i chemiczne różnią się w zależności od źródła pochodzenia, gatunku i temperatury życia zwierzęcia. Wynikają one z istnienia wielu typów genetycznych kolagenu różniących się masą i długością cząsteczek, składem i sekwencją aminokwasową oraz strukturą przestrzenną. Nierozpuszczalne osłonki otrzymywane z wyizolowanego kolagenu umieszcza się na wędzonych produktach mięsnych, np. na szynce, w celu ochrony podczas gotowania przed wniknięciem elastycznej siatki w głąb wyrobu. Po zakończeniu obróbki termicznej siatkę usuwa się, natomiast osłonka kolagenowa może być spożyta wraz z produktem. Materiały kolagenowe używane są również do pokrywania plastrów mięsa, które są następnie umieszczane na tackach polistyrenowych przykrywanych folią z polichlorku winylu. Obecność pokryć kolagenowych zapobiega „poceniu się” tak opakowanego mięsa, sprzyja zachowaniu barwy i zapobiega utlenianiu lipidów. Folie z udziałem kolagenu ograniczają, podobnie jak materiały z tworzyw sztucznych, niekorzystne zmiany jakościowe na powierzchni przechowywanej zamrażalniczo wołowiny, a ponadto rozpuszczają się podczas obróbki termicznej mięsa, jeżeli były wytworzone z niemodyfikowanego białka. Na drodze chemiczno-termicznej obróbki kolagenu otrzymywana jest żelatyna mająca dobre właściwości foliotwórcze. Białko to znalazło zastosowanie w wielu gałęziach przemysłu, głównie spożywczego, fotograficznego i farmaceutycznego. Z żelatyny m. in. wytwarzane są jadalne kapsułki służące jako osłonki leków i innych substancji czynnych, zabezpieczając je jednocześnie przed działaniem światła i tlenu z powietrza. Głównym źródłem żelatyny otrzymywanej na skalę przemysłową są surowce łącznotkankowe zwierząt stałocieplnych. Jednak obecnie konsumenci coraz bardzie sceptycznie podchodzą do spożywania produktów zawierających żelatynę z tego źródła. Główną przyczyną są przekonania religijne oraz możliwość zachorowania na choroby wywołane przez priony. Z tego względu zainteresowanie wzbudza żelatyna pozyskiwana z produktów ubocznych np. przemysłu rybnego. Jej właściwości fizykochemiczne różnią się w zależności od gatunku i środowiska życia ryb. Żelatyna z ryb bytujących w ciepłych wodach, takich jak sola, tilapia czy karp charakteryzuje się lepszą termostabilnością i właściwościami reologicznymi w porównaniu z tą pozyskiwaną z ryb pochodzących z wód zimnych, takich jak dorsz, łosoś czy mintaj. Właściwości te mają bezpośredni związek ze składem aminokwasowym tego białka. Fizyczne właściwości żelatyny zależą nie tylko od jej pochodzenia, składu aminokwasowego, ale również od metody otrzymywania. W ostatnim czasie prowadzone są badania nad wykorzystaniem jej do produkcji jadalnych folii opakowaniowych. Inną grupą surowca są białka roślinne, których źródłem jest soja, wykorzystywana od wieków jako cenny składnik diety krajów Dalekiego Wschodu. Ponadto na bazie tych nasion produkuje się mleczko sojowe, które po ogrzaniu do temp. ok. 90oC ulega polimeryzacji, tworząc nierozpuszczalną powłokę. Wykorzystanie mleczka sojowego do produkcji folii jadalnych na szeroką skalę jest jednak nieopłacalne i nieprzydatne w przypadku wysokowydajnych linii technologicznych. W celu przeskalowania produkcji do warunków przemysłowych w latach siedemdziesiątych została opracowana i jest obecnie doskonalona technologia otrzymywania powłok jadalnych z izolatów białek soi. Właściwości folii z białek soi, w tym ich wygląd, zależą od pH roztworu, z którego są wytwarzane. Folie uzyskane z roztworów o pH 6 są z reguły nieprzezroczyste, podczas gdy formowane z roztworów o pH w zakresie 8÷12 są przejrzyste i gładkie. Wykazano, że możliwe jest uzyskanie homogenicznych folii z izolatów białek soi również w pH 1÷3. Natomiast nie udało się ich uformować z roztworów o pH zbliżonym do punktu izoelektrycznego (pH 4,5), z powodu koagulacji białka. Odczyn roztworów filmotwórczych wpływa również na intensywność barwy folii wytwarzanych z białek soi. Folie uzyskane z roztworu o pH 10 mają jasnożółty odcień, natomiast zwiększenie pH do 12 powoduje, że wytworzone folie przybierają intensywny czerwony odcień. Zmiany zabarwienia folii mogą być wynikiem pozostałości barwników w samych izolatach białek. Szeroko rozpowszechnionym polisacharydem w przyrodzie jest chityna, występująca w ścianach komórkowych większości grzybów oraz w strukturach szkieletu zewnętrznego licznych bezkręgowców, w tym skorupiaków i owadów. Handlowym źródłem pozyskiwania chityny są pancerze takich skorupiaków, jak: krewetki, ostrygi, kraby, homary czy kryle antarktyczne. Podczas alkalicznej deacetylacji chityny otrzymuje się chitozan. Należy on do nietoksycznych polikationowych polimerów zbudowanych z reszt D-glukozaminy połączonych wiązaniami β-1,4-glikozydowymi. Folie chitozanowe są przezroczyste, bezbarwne lub lekko żółtawe w zależności od źródła pochodzenia chitozanu i grubości materiału. W środowisku wodnym o odczynie kwaśnym pęcznieją, a nawet rozpuszczają się, natomiast w środowisku o pH ok. 6 ich rozpuszczalność zmniejsza się i zależy od stopnia deacetylacji polimeru. Na właściwości mechaniczne folii z takiego materiału wpływa masa cząsteczkowa chitozanu oraz rodzaj i stężenie kwasu użytego do jego rozpuszczenia. Prowadzone są również badania nad wykorzystaniem kazeinianów jako składników folii opakowaniowych. Otrzymuje się je przez strącenie kazein z odtłuszczonego mleka w pH 4,6 w temperaturze 20°C. Następnie rozpuszcza się te białka przez doprowadzenie pH do 6,7 przy użyciu roztworu wodorotlenku sodu, potasu, wapnia lub magnezu uzyskując odpowiednie sole. Folie kazeinowe są z reguły bez zapachu i bez smaku, przezroczyste lub półprzezroczyste, co zależy od sposobu ich formowania, czystości białka i rodzaju frakcji. Podobnie jak większość folii białkowych, folie kazeinowe są całkowicie rozpuszczalne w wodzie. Ze względu na łatwy dostęp i niską cenę polimerem wykorzystywanym w przemyśle na bardzo szeroką skalę jest skrobia. Polisacharyd ten stosuje się między innymi do poprawy tekstury i konsystencji produktów żywnościowych, a ostatnio także do produkcji materiałów opakowaniowych. Skrobia zbudowana jest z dwóch makrocząsteczek tj. amylozy odpowiedzialnej za żelowanie i rozgałęzionej amylopektyny. Stosunek tych dwóch sacharydów różni się w zależności od źródła, z jakiego skrobia została pozyskana i wpływa na właściwości użytkowe wytworzonych folii. Pomysłodawcą wykorzystania skrobi do produkcji materiałów opakowaniowych był uczony Griffin, który w latach 70-tych włączył ten biodegradowalny polimer w strukturę polietylenu w stosunku 10:90. W otrzymanej folii skrobia spełniała jedynie rolę wypełniacza ułatwiającego fragmentację materiału. W latach 80-tych rozpoczęto łączenie syntetycznych polimerów z modyfikowaną skrobią w procesie ekstruzji. Wytworzone w ten sposób materiały wykazywały zbliżoną wytrzymałość mechaniczną do jednoskładnikowych folii syntetycznych, lecz mniejszą rozciągliwość. Od lat 90-tych badania skupiają się nad wytworzeniem materiałów opakowaniowych bazujących głównie na czystej skrobi. Bardzo przydatny jest tu również proces ekstruzji pozwalający na otrzymanie skrobi termoplastycznej. Otrzymane z niej materiały opakowaniowe, podobnie jak te otrzymane z udziałem celulozy są biodegradowalne, lecz niejadalne. Folie białkowe i polisacharydowe stanowią dobrą barierę przed dostępem tlenu i ditlenku węgla. Hydrofilowana struktura białek i polisacharydów sprawia jednakże, iż wytworzone folie charakteryzują się nadmierną rozpuszczalnością oraz wykazują słabe właściwości barierowe wobec pary wodnej w porównaniu z polimerami syntetycznymi. Cechują się też niewielką rozciągliwością, rzędu zaledwie kilku, kilkunastu procent. Właściwości te w znacznym stopniu ograniczają ich zastosowanie w przemyśle opakowaniowym. Aby folie z naturalnych polimerów znalazły praktyczne zastosowanie, konieczne jest zredukowanie niepożądanych cech użytkowych przez ich modyfikację. Folii i pokryć jadalnych, pomimo, że spełniają te założenia, nie stosuje się jednak samodzielnie i nie można ich uznać za pełnowartościowe opakowania, nie spełniają bowiem wszystkich funkcji w definicji opakowań. Wymagają zwykle dodatkowego opakowania chroniącego je przed zabrudzeniem, przed zniekształceniem w wyniku działania sił mechanicznych występujących podczas transportu i przechowywania, dającego się zadrukować oraz spełniającego funkcję marketingową. Zaletą pokryć i folii jadalnych jest to, że pozwalają na zmniejszenie stosowania tradycyjnych opakowań bezpośrednich np. folii z tworzyw sztucznych, ograniczając w ten sposób ilość odpadów stanowiących obciążenie dla środowiska naturalnego. Folie i osłonki jadalne produkuje się z naturalnych polimerów ulegających biodegradacji. Biopolimery te można podzielić na trzy kategorie: 1. Polimery otrzymane z biomasy: a) polisacharydy: skrobia, celuloza, gumy (guar, mąka chleba świętojańskiego, alginiany, karagen, pektyny i inne), chitozan/chityna; b) białka: zwierzęce (kazeina, serwatkowe, kolagen, żelatyna) i roślinne (sojowe, gluten); c) lipidy: woski, tłuszcze, oleje. 2. Polimery zsyntetyzowane z biopochodnych monomerów: a) polilaktyd (PL A); b) inne poliestry. 3. Polimery pochodzenia mikrobiologicznego: celuloza bakteryjna, celuloza z alg morskich, kurdlan, ksantan, pullulan itp. Jak wspomniano, zaletą opakowań jadalnych jest głównie to, że mogą być spożywane razem z opakowanym produktem, zatem nie wymagają zabiegów odzysku lub utylizacji i są przyjazne dla środowiska. Udział folii jadalnych w produkcji opakowań bezpośrednio stykających się żywnością jest dotychczas niewielki, ale zyskuje na popularności, stanowiąc obiecującą alternatywę dla niedegradowalnych folii z tworzyw sztucznych. Przykładem zastępowania folii i osłonek z tworzyw sztucznych w przemyśle spożywczym są pokrycia jadalne wyrobów przetwórstwa mięsnego, rybnego, owocowego, a także osłonki rozdzielające poszczególne partie produktu (np. plasterki sera), które można spożyć razem z produktem. Dodatkowo ważnym aspektem ekologicznym jest fakt, że do pozyskania niektórych polimerów naturalnych, np. kolagenu czy żelatyny można wykorzystać uciążliwe dla środowiska odpady lub uboczne produkty przemysłu spożywczego, m.in. skóry ryb. Podstawowa funkcja opakowania jadalnego polega na przedłużeniu czasu przydatności towaru do spożycia (głównie poprzez zahamowanie zmian mikrobiologicznych w produkcie), ponadto na stworzeniu bariery dla tlenu, dwutlenku węgla, wody oraz innych związków. Powłoki i folie jadalne poprzez dodatek substancji słodzących, aromatów i barwników zwiększają również atrakcyjność sensoryczną żywności, a wzbogacenie ich witaminami, związkami o charakterze przeciwutleniającym oraz składnikami mineralnymi poprawia właściwości odżywcze i zdrowotne żywności. Opakowania jadalne otrzymuje się w różny sposób, jednak najpowszechniejsza metoda polega na zmieszaniu polimeru naturalnego (lub ich mieszaniny) i ewentualnie dodatków (np. plastyfikatorów) z rozpuszczalnikiem, a następnie na ogrzaniu zawiesiny aż do uzyskania gęstego żelu. Roztwór powłokotwórczy rozprowadzany jest na podłożu (np. szalce) w postaci cienkiej warstwy, po czym następuje usunięcie rozpuszczalnika użytego do sporządzenia roztworu powłokotwórczego (m.in. poprzez jego odparowanie). Rozpuszczalnikiem może być woda, etanol, kwas octowy. Tak przygotowaną folię można użyć do odseparowania warstw żywności. Innymi metodami służącymi do powlekania produktów spożywczych są m.in. ekstruzja lub w celu uzyskania wielowarstwowych pokryć - koekstruzja. W metodach tych stosuje się między innymi powlekanie poprzez rozpylanie, powlekanie strumieniowe, pokrywanie w trakcie suszenia rozpyłowego, powlekanie przez zanurzanie w zawiesinie polimeru. Powłoki jadalne mają bezpośredni kontakt z żywnością, dlatego muszą spełniać określone wymagania prawne i funkcjonalne, m.in.: nie powinny być szkodliwe dla zdrowia, powinny mieć dobrą barierowość wobec wilgoci, związków aromatycznych, olejów i gazów, dobrze rozpuszczać się w wodzie i tłuszczach, charakteryzować się pożądaną barwą i wyglądem oraz odpowiednimi właściwościami mechanicznymi i reologicznymi. Właściwości te zależą od rodzaju polimeru naturalnego, metody modyfikacji tych folii w procesie wytwarzania (sieciowanie fizyczne, chemiczne bądź enzymatyczne) oraz od sposobu i warunków formowania folii. W celu poprawy właściwości barierowych oraz polepszenia wytrzymałości mechanicznej folii jadalnych stosuje się ich modyfikacje. Właściwości funkcjonalne można poprawić m.in. poprzez ogrzewanie, promieniowanie UV oraz γ (sieciowanie fizyczne), sieciowanie białek przy użyciu aldehydów (mrówkowego, glutarowego i glicerowego), poliepoksydów i izocyjanianów (metoda chemiczna) oraz poprzez sieciowanie enzymatyczne. Folie białkowe modyfikuje się przy zastosowaniu transglutaminazy, ponadto białka i polisacharydy można sieciować przy użyciu laktazy i tyrozynazy. Innym czynnikiem zwiększającym wytrzymałość mechaniczną folii jadalnych jest dodatek plastyfikatora, np. glicerolu, glikolu polioksyetylenowego, glikolu propylenowego, sorbitolu i sacharozy, których zadaniem jest przede wszystkim uelastycznić folię i zwiększyć jej rozciągliwość, a ograniczyć kruchość. Właściwości folii i pokryć jadalnych Grubość oraz równomierność powłok jadalnych należą do parametrów, które wpływają na biologiczne właściwości i czas przydatności do spożycia pokrytej nimi żywności. Zależą one od właściwości samego roztworu (jego gęstości, lepkości i napięcia powierzchniowego) oraz sposobu wytwarzania filmów. Dobór grubości warstwy kryjącej jest trudny, gdyż w zależności od polarności warstwy płynnej (pokrycia) i stałej (żywności) film może przylegać do powierzchni produktu (ale można go łatwo odseparować), ewentualnie może częściowo lub całkowicie ją zwilżać, tworząc nierozerwalną całość. Metody pomiaru grubości warstwy folii jadalnej dzielą się na kontaktowe i bezkontaktowe. Metody kontaktowe należą do najprostszych i polegają na zdjęciu warstwy pokrycia z produktu i zmierzeniu jej grubości przy użyciu mikrometru. W grupie metod bezkontaktowych do pomiaru grubości warstwy folii stosuje się mikroskop optyczny lub skaningowy mikroskop elektronowy, konfokalny mikroskop ramanowski oraz powierzchniowo wzmocnioną spektroskopię ramanowską. Właściwości mechaniczne filmów jadalnych stanowią jedno z ważniejszych kryteriów doboru surowców do produkcji folii. Charakteryzuje je głównie wytrzymałość na rozciąganie, moduł Younge’a oraz procentowe wydłużenie próbki aż do momentu zerwania. Skuteczność folii jadalnych w zabezpieczeniu żywności przed zepsuciem zależy od ich właściwości barierowych w stosunku do gazów tj. O2, CO2 czy N2, pary wodnej, związków aromatycznych oraz tłuszczów. W celu polepszenia ich działania często w trakcie produkcji pokryć wprowadza się do ich składu dodatki funkcjonalne: m.in. substancje przeciwdrobnoustrojowe, związki przeciwutleniające, witaminy, barwniki. Folie na bazie polimerów hydrofilowych, takich jak: skrobia, chitozan, pektyny i białka są bardzo wrażliwe na działanie wody i wykazują nadmierną przepuszczalność pary wodnej. Właściwości barierowe w stosunku do wody można poprawić, stosując w produkcji folii dodatek substancji hydrofobowych. W celu zmniejszenia wrażliwości pokryć jadalnych na działanie wody i pary wodnej w trakcie wytwarzania np. folii chitozanowych dodawany jest polilaktyd (PLA) w ilości 10, 20 i 30%, LDPE – LowDensity Polyethylene / polietylen małej gęstości, PVC – Polyvinyl Chloride / polichlorek winylu lub OPP/LLDPE / orientowany polipropylen/liniowy polietylen małej gęstości / Oriented Polypropylene / Linear Low-Density Polyethylene. Folie jadalne powinny charakteryzować się również dobrymi właściwościami barierowymi w stosunku do tlenu. Utlenianie jest niepożądanym procesem powodującym niekorzystne zmiany barwy, smaku i zapachu produktu, ponadto straty substancji odżywczych oraz psucie się żywności. Ze względu na hydrofilowy charakter białek i polisacharydów, folie z nich otrzymane charakteryzują się przeważnie dobrymi właściwościami barierowymi w stosunku do tlenu, związków zapachowych oraz lipidów. Przykładowo folie otrzymane z mączki bananowej oraz glicerolu (30 % m/m) odznaczały się dobrą barierowością wobec tlenu. Stwierdzono, że wraz z dodatkiem różnych substancji uplastyczniających (glicerolu, sorbitolu i mieszaniny/glicerol/olej słonecznikowy) przepuszczalność tlenu maleje co najmniej trzykrotnie (w przypadku dodania do skrobi sorbitolu ponad sześciokrotnie). Jednak pomimo zastosowania wspomnianych dodatków funkcjonalnych folie jadalne nie uzyskują właściwości barierowych zbliżonych do właściwości folii z polichlorku winylu, gdyż przepuszczalność tlenu tych ostatnich wynosi zaledwie 0,1924×1010 (cm3 m-1 s-1). Odpowiednia barierowość w stosunku do gazów jest bardzo istotna w przypadku owoców i warzyw, w których w trakcie przechowywania zachodzi wiele często sprzężonych ze sobą procesów biochemicznych, jak oddychanie oraz fizycznych i mikrobiologicznych powodujących ich psucie. Powłoki jadalne mają w tym przypadku na celu kontrolę wymiany gazowej surowców między produktem a otoczeniem. Umożliwia to zmniejszenie ubytków wody i modyfikację składu wewnętrznej atmosfery gazowej produktu. Wszystkie te procesy sprzyjają spowolnieniu procesów metabolicznych i wydłużeniu trwałości pozbiorowej produktów roślinnych. Podsumowanie Jedną z dróg ograniczenia ilości odpadów z niebiodegradowalnych materiałów opakowaniowych jest stosowanie opakowań wytworzonych z naturalnych polimerów. Takie opakowania nie tylko stanowią ochronę dla żywności, ale z powodzeniem mogą być spożyte wraz z zapakowanym produktem. Wykorzystanie naturalnych polimerów do otrzymywania biodegradowalnych materiałów opakowaniowych umożliwia zastąpienie nimi nie tylko tworzyw sztucznych, ale również zagospodarowanie uciążliwych dla środowiska produktów odpadowych przemysłu spożywczego. Właściwości fizykochemiczne folii opakowaniowych różnią się między sobą w zależności od rodzaju i źródła polimerów naturalnych, jakie zostały wykorzystane do ich wytworzenia. Folie produkowane z naturalnych polimerów z jednej strony charakteryzują się dobrą barierowością wobec tlenu, z drugiej strony mają słabe własności mechaniczne oraz niską barierowość dla pary wodnej. Cechy te w znacznym stopniu ograniczają ich zastosowanie, dlatego ciągle poszukuje się nowych sposobów polepszenia właściwości opakowań lub modyfikuje się już stosowane, poprzez użycie metod fizycznych, chemicznych i enzymatycznych. Dąży się jednocześnie do wytworzenia opakowań, które stanowiłyby nie tylko fizyczną barierę chroniącą produkt przed negatywnymi czynnikami środowiska, ale także spełniałyby wiele dodatkowych funkcji. Folie z naturalnych polimerów mogą być aktywnym nośnikiem substancji przeciwdrobnoustrojowych, zapachowych, barwników, witamin lub przeciwutleniaczy, polepszając w ten sposób właściwości sensoryczne, a nawet uzupełniając wartość odżywczą zapakowanego produktu. Folie i powłoki jadalne mogą być stosowane do przedłużenia trwałości i świeżości owoców, warzyw, mięsa i jego przetworów, ryb i owoców morza. Ich dodatkową zaletą jest możliwość spożycia wraz z opakowanym produktem. Pomimo wielu doniesień na temat cennych właściwości folii i powłok jadalnych wciąż nie są one stosowane na szeroką, przemysłową skalę. Nadal potrzebne są badania dotyczące opracowania efektywnych metod wytwarzania folii jadalnych oraz ich potencjalnego zastosowania. Proekologiczny trend, łatwa dostępność surowców i ich niska cena mogą stanowić dodatkową zachętę dla naukowców i producentów do rozwijania opakowań jadalnych na bazie białek i polisacharydów. Autorzy: prof. dr hab. inż. Marian Panasiewicz dr hab. inż. Jacek Mazur mgr farm. Karol Panasiewicz

-
Chyba najświeższe. Spotyka się dwóch kumpli. Jeden z nich jest bezrobotny. Ten, który ma pracę, mówi: - Gienek słuchaj, mam dla Ciebie zarąbistą pracę. Tylko sobie siedzisz w cieple, a tysiak na czysto wpada co tydzień do kieszeni. - No to super! A, co to za praca? - Będziesz palił w kotłowni. Prawie zero roboty, a kasa niezła. - I faktycznie zarobię 4 tys. miesięcznie na czysto” - Tak. Jest jednak jeden warunek. - Jaki? - A taka pierdoła, że nie warto mówić. - Powiedz. - Musisz mieć swój węgiel. - P……się do k…… nędzy.
-
Proszę się pospieszyć z wpłatami, by nie blokować Iwonce i Wojtkowi miejsca na poczcie i czasu.
-
Technologia rozbioru półtusz, a przeznaczenie mięsa wieprzowego
Maxell odpowiedział(a) na Maxell temat w Rozbiór zwierząt rzeźnych
Proszę zwrócić uwagę na nazewnictwo elementów uzyskanych z rozbioru schabu. To powinno ostatecznie rozwiazać wszelkie wątpliwości dotyczące elementu o nazwie polędwica. -
Technologia rozbioru półtusz, a przeznaczenie mięsa wieprzowego
Maxell opublikował(a) temat w Rozbiór zwierząt rzeźnych
Technologia rozbioru półtusz, a przeznaczenie mięsa wieprzowego Biblioteka WB Terminem tusza określa się ciało zwierzęcia rzeźnego, z którego po wstępnej obróbce usunięto narządy klatki piersiowej, jamy brzusznej i miedniczej. W przypadku wieprzowiny tusze są dzielone na półtusze, w skład których wchodzą ponadto kończyny pozbawione puszki racicowej, głowa pozbawiona mózgu, języka, gałki ocznej i chrząstkowego przewodu słuchowego oraz sadła i nerek. Zawierają zazwyczaj całą skórę, względnie mogą być pozbawione jej części grzbietowej (zdjęcie kruponu zwykłego lub poszerzonego). Podział tuszy na półtusze w klasycznym ujęciu należy tak dokonać, aby wyrostki kolczyste kręgów pozostały na przemian przy obu połowach tuszy i został odsłonięty kanał rdzeniowy, umożliwiający usunięcie rdzenia kręgowego. Tak przygotowane półtusze wieprzowe poddaje się podziałowi (rozbiorowi) na części zasadnicze, u podstaw którego leży budowa anatomiczna oraz przydatność technologiczna i kulinarna tych elementów. W praktyce przemysłowej praktykuje się cztery rodzaje rozbioru półtusz wieprzowych, określane jako: • rozbiór na części zasadnicze, które stanowią gotowy produkt kierowany do obrotu handlowego lub półprodukt dla przetwórstwa (wykrawanie na cele kulinarne i przerobowe), • rozbiór uzupełniający, w którym uwzględnia się wymagania dotyczące dodatkowej obróbki części zasadniczych, • rozbiór częściowy polegający na oddzieleniu od półtuszy jednego lub kilku elementów, • rozbiór przemysłowy, będący połączeniem rozbioru półtusz na części zasadnicze połączonego z ich wykrawaniem. W wyniku rozbioru półtuszy wieprzowej otrzymuje się następujące części zasadnicze: głowę, karkówkę, schab, biodrówkę, szynkę, łopatkę, płat słoninowy, boczek, podgardle, pachwinę, żeberka, nogi, golonki (przednia, tylna) i ogon. Głowę odcina się od półtuszy w stawie potylicznym i dalej cięciem biegnącym wzdłuż dolnej szczęki, zdejmując przy tym tłuszcz policzkowy w taki sposób, aby nie uszkodzić mięśnia policzkowego. Uzysk tak oddzielonego elementu kształtuje się na poziomie wynoszącym 4,64-5,2%. Głowy wykorzystuje się technologicznie przede wszystkim do produkcji wędlin podrobowych i wyrobów garmażeryjnych. Do zagospodarowania przerobowego, głowy pozbawiane są uszu, które stanowią średnio 5,64% masy całkowitej głów. Oddzielone uszy kieruje się najczęściej do produkcji tzw. gryzaków dla zwierząt domowych. Karkówka normatywnie jest oddzielana od półtuszy: od przodu- po linii odcięcia głowy (staw potyliczny) a od góry i strony zewnętrznej- po linii podziału tuszy na półtusze, od tyłu- cięciem prostopadłym do kręgosłupa prowadzonym między 4 a 5 kręgiem piersiowym i odpowiadającym im górnym odcinkom żeber, od dołu-cięciem wzdłuż trzonów kręgów szyjnych oraz piersiowych i dalej przecinając żebra cięciem przebiegającym równolegle do kręgów piersiowych. Uzysk tej części zasadniczej kształtuje się na poziomie 6,20-7,41%. W zależności od potrzeb i przeznaczenia przerobowego uzyskuje się również karkówkę prowadząc cięcie od tyłu między 3 a 4 lub 5 a 6 kręgiem piersiowym. Poza przeznaczeniem kulinarnym (np. krakowska z kością) element ten poddaje się wykrawaniu, co prowadzi do uzyskania średnio 68,42% wykrojonych mięśni, będących w jednolitym połączeniu anatomicznym. Tak uzyskany zespół mięśni jest wykorzystywany do produkcji baleronu lub przeznaczany do obrotu jako kulinarna karkówka bez kości. W stosunku do masy półtuszy pozbawiona kości karkówka stanowi 4,24- 5,05% uzysku. Schab jest częścią zasadniczą uzyskaną w wyniku wykonania następujących linii cięć: • od przodu - linią oddzielenia karkówki, • od góry - po linii podziału tuszy na półtusze, • od tyłu - linią prowadzoną po przedniej krawędzi kości biodrowej tak, aby część chrząstkowa skrzydła tej kości pozostała przy schabie, • od dołu - po linii prostej biegnącej w odległości ok. 3 cm poniżej dolnej granicy przyczepu mięśnia najdłuższego grzbietu do żeber. Uzysk schabu jako elementu z kością kształtuje się na poziomie 7,9 – 12,17%, a wartość ta w dużym stopniu zależy od klasy mięsności półtusz, z których schab pochodzi. W zależności od przeznaczenia kulinarnego i przerobowego schab pozbawia się polędwiczki. Dobrą praktyka technologiczną jest wtedy ścinanie części przepołowionych kręgów lędźwiowych, do których przylegała oddzielona polędwiczka. Do przerobu kieruje się głównie dwa mięśnie uzyskane z wykrawania schabu, do których należy najdłuższy mięsień grzbietu (polędwica) i polędwiczka. Uzyski tych mięśni z wykrawania schabu z kością mogą sięgać od 7,16% (polędwiczki) do 58,28% (polędwica). Wartości te są determinowane stopniem zaawansowania obróbki uzupełniającej schabu. Uzyskane mięśnie znajdują zastosowanie w produkcji wędzonek, konserw oraz znajdują dużą przydatność jako mięso kulinarne. Schab jako część zasadnicza charakteryzuje się najczęściej pokryciem warstwą tłuszczu o grubości 2-5 mm na błonie zwaną mizdrą. Dobrym rozwiązaniem w tym zakresie jest mechaniczne usuwanie słoniny ze schabu, które umożliwia przeprowadzenie tego zabiegu w sposób zoptymalizowany. Stosowanie odpowiednich urządzeń pozwala bowiem na skuteczne regulowanie grubości okrywy tłuszczowej w zależności od wymagań handlowych i produkcyjnych. W ten sposób uzyskuje się obiektywne i powtarzalne wyniki w zakresie grubości warstwy tłuszczowej na schabie. Biodrówkę, należącą do elementów typowo kulinarnych uzyskuje się w wyniku oddzielenia jej od półtuszy następującymi liniami cięć: z tyłu- cięciem biegnącym między 1 a 2 kręgiem kości krzyżowej, z przodu- cięciem po linii oddzielenia schabu, z góry -linię cięcia stanowi linia podziału tuszy na półtuszę. a z dołu- linią cięcia biegnącą po dolnej krawędzi kości biodrowej. Biodrówka stanowi 1,0-1,33% masy półtusz i zawiera ponad 30% kości (skrzydło kości biodrowej, przepołowiony kręg kości krzyżowej). W praktyce produkcyjnej biodrówki podaje się wykrawaniu na mięsa drobne, wśród których dominuje mięso drobne klasy I i II (łącznie stanowią ponad 66%). Często biodrówkę pozostawia się w anatomicznym połączeniu z szynką. Szynka z golonką należy do części zasadniczej w praktyce poddawanej prawie zawsze wykrawaniu. Stanowi ona 20,85-26,20% masy półtuszy. Kości (kości miednicy-kulszowa, łonowa i biodrowa bez skrzydła, kość udowa wraz z rzepka kolanową, kości goleni-strzałkowa i piszczelowa bez dolnych nasad, przepołowione kręgi kości krzyżowej) stanowią od 8,39% do 10,14% masy szynki z golonką. W klasycznym normatywnym ujęciu szynkę z golonką oddziela się od biodrówki, a od dołu od nogi (cięcie powyżej stawu skokowo-goleniowego prowadzone tak, aby guz kości piętowej pozostał przy nodze). Szynka pokryta jest tłuszczem i zawiera fałd tłuszczu pachwinowego (krokowego). W praktyce produkcyjnej element ten podlega różnym rodzajom obróbki, które polegają na pozostawienia biodrówki w anatomicznym połączeniu z szynką, względnie stosuje się tzw. cięcie hiszpańskie lub zabieg prowadzący do uzyskania szynki ,,Parmeńskiej” (częściowe usunięcie kości miednicy i odsłonięcie główki kości udowej. W procesie wykrawania technologicznego szynek uzyskuje się poszczególne mięśnie oraz mięsa drobne w określonych klasach jakościowych. Surowce te znajdują różnorodną przydatność kulinarną, a przede wszystkim dużą przydatność przerobową. Największą przydatność znajdują mięśnie, których uzysk w wyniku wykrawania wynosi odpowiednio: • mięsień czworogłowy uda (myszka) - 8,75-10,65% • mięsień półbłoniasty (górna zrazowa) - 11,71-14,76% • mięsień dwugłowy uda (dolna zrazowa) - 11,40-13,55% • mięsień półścięgnisty (ligawa) - 2,97-3,65% • zespół mięśni pośladkowych (ogonówka) 7,26- 8,70% • mięsień smukły - 1,48- 2,20% Mięśnie uzyskane w wyniku wykrawania szynek wykorzystuje się technologicznie jako pojedyncze mięśnie lub ich zespoły, tj. kilka mięśni będących w anatomicznym połączeniu. Przykładem mogą być zespolone ze sobą mięśnie: mięsień dwugłowy uda z mięśniem półścięgnistym oraz mięsień półbłoniasty z mięśniem smukłym. Mięsień dwugłowy uda i mięśnie pośladkowe znajdują dużą przydatność w produkcji szynek surowych dojrzewających. W dużym stopniu rzutuje na to jakość zewnętrznej okrywy tłuszczowej. Z mięśni pośladkowych, zawierających okrywę tłuszczową, produkuje się tradycyjną ogonówkę. Natomiast mięśnie czworogłowe i półbłoniaste są głównie wykorzystywane w produkcji wędzonek parzonych. Przygotowując poszczególne mięśnie do przerobu technologicznego należy je odpowiednio obrobić (pozbawienie lub pozostawienia okrywy tłuszczowej, odścięgnienie). W praktyce produkcyjnej procesowi wykrawania poddaje się często szynki pozbawione golonek (golonki tylne), które powinny być wcześniej oddzielone od szynek cięciem prowadzonym na wysokości 1/3 kości goleni licząc w dół od stawu kolanowego. Golonka tylna stanowi średnio 8,05-8,4% masy szynki z kością, będącej częścią zasadniczą. Uzyskana golonka stanowiąca również część zasadniczą z kością ma przede wszystkim przydatność kulinarną. Przydatność taką znajdują również golonki pozbawione kości, które technologicznie są dobrym dostarczycielem typowego mięsa drobnego klasy III i tłuszczu drobnego. Z części przedniej półtuszy wieprzowej oddziela się łopatkę z golonką, której uzysk wynosi 14,3-15,4%. Dokonuje się tego odcinając ją od półtuszy w taki sposób, aby były pozbawione fałdu skóry i tłuszczu pachowego. Od dołu łopatka z golonką powinna być odcięta w stawie promieniowo-nadgarstkowym. Łopatkę poddaje się często dodatkowej obróbce stosując różne metody cięcia (tzw. cięcie włoskie, cięcie holenderskie). W celach przetwórczych łopatkę z golonką kieruje się do wykrawania, w wyniku czego usuwa się z niej kości (kość łopatkową wraz z chrząstką, kość ramieniową i kości przedramienia-promieniowa i łokciowa). Uzysk obrobionego i pozbawionego kości elementu wynosi ok. 27,78% masy łopatki. Wielkość tę determinuje stopień usunięcia okrywy tłuszczowej i skóry. Najbardziej cennym przetwórczo i największym mięśniem uzyskanym w procesie wykrawania łopatki jest mięsień trójgłowy ramienia. Wykorzystuje się go w produkcji wędzonek parzonych. W celach kulinarnych łopatkę często pozbawia się golonki przedniej, która jako element z kością stanowi 13,97- 14,27% masy łopatki. Golonkę odcina się na wysokości stawu łokciowego tak, aby wyrostek kości łokciowej i nasada kości promieniowej pozostały przy golonce. Golonki, jako elementy ze skórą i kością przeznacza się na cele kulinarne. Poddając technologicznemu wykrawaniu golonki przednie uzyskuje się cenne przetwórczo mięso drobne klasy III oraz tłuszcz drobny. Płat słoninowy jest elementem tłuszczowym oddzielonym od półtuszy następującymi liniami cięć: • od góry - linią podziału tuszy na półtusze, • od tyłu - linią oddzielenia szynki, • od przodu - linią odcięcia podgardla i łopatki. Pozyskany w procesie rozbioru płat słoninowy charakteryzuje się uzyskiem wynoszącym 5,4-10,4%. Taki zakres tego wskaźnika jest wynikiem różnego stopnia umięśnienia półtusz charakterystycznych dla poszczególnych klas systemu EUROP. Słoninę w postaci płata często dzieli się na część karkową oraz część grzbietową. W przypadku pozyskiwania części karkowej powinna ona obejmować także tłuszcz karkowy pozostający po oddzieleniu łopatki i karkówki z części przedniej półtuszy. Słonina znajduje przydatność kulinarną oraz przetwórczą (produkowanie słoniny wędzonej, wykorzystywanie jej jako tłuszcz twardy kształtujący strukturę wyrobów, surowiec wytopowy). Ze względu na swoją konsystencję niezbędna jest w produkcji kiełbas typu salami, w których jej jędrność nadaje tym wyrobom pożądaną strukturę. Tłuszczowo-mięsna część zasadnicza określana terminem podgardle odcinana jest: • od dołu - po linii podziału tuszy, • od przodu - po linii oddzielenia głowy, prowadząc cięcie wzdłuż krawędzi żuchwy, • od tyłu i od góry - po linii odcięcia karkówki, pasa słoniny i łopatki. Uzysk tego mięśniowo-tłuszczowego elementu ze skórą wynosi 4,7-5,3% masy półtuszy a przeznacza się go na cele kulinarne oraz do produkcji podgardla wędzonego. Natomiast podgardle pozbawione skóry doskonale nadaje się do produkcji wielu wyrobów homogenizowanych oraz wędlin mięsnych, wędlin podrobowych i konserw podrobowych typu pasztety. O przydatności w dużym stopniu decyduje konsystencja tłuszczu obecnego w podgardlu, którego ilość sięga 70% oraz wpływ tego surowca na smakowitość produkowanych wyrobów. W wyniku porozbiorowej obróbki podgardla uzyskuje się podgardle bez skóry, tłuszcz drobny oraz mięso drobne klasy IV (mięso krwawe, węzły chłonne) i skórki. Z półtusz określanych klasą mięsności S,E i U często uzyskuje się podgardle odcinając je od głowy za pomocą cięcia prowadzonego prostopadle w dół do linii podziału tuszy na półtusze. W ten sposób uzyskuje się charakterystyczny pas mięsno- tłuszczowy wchodzący w skład podgardla a mięsień policzkowy będący przy głowie nie zostaje odsłonięty. Surowiec taki ze względu na mięśniowe przerosty doskonale nadaje się do produkcji wędzonek mięsno-tłuszczowych. Do surowców bez kości, zawierających znaczną ilość tkanki tłuszczowej, należy także pachwina, która wydzielona jest z podbrzusza wzdłuż linii rozdziału tuszy wraz z obrzeżem fałdu pachwinowego oddzielonego od łopatki. Linie cięcia przebiegają następująco: • linia odcięcia łopatki i boczki (od góry), • linia odcięcia podgardla (od przodu), • linia odcięcia szynki (od tyłu), • linia podziału tuszy na półtusze (od dołu). Pachwina ze skórą stanowi 5,3- 6,0% masy półtusz. W praktyce do pachwiny często zalicza się również tylną część boczku, którą oddziela się w miejscu odsłaniającym widoczne na przekroju przerosty mięśniowe w boczku. Pachwinę ze skórą, pozbawioną sutek i pozyskaną z półtusz oznaczonych klasą mięsności S,E i U przeznacza się do produkcji wędzonek mięsno- tłuszczowych. Ponadto pachwina jest kierowana do skórowania, po czym stanowi przerobowe mięso drobne w jakościowej klasie II. Przeznaczając takie mięso do produkcji należy jednak mieć na uwadze fakt, że zawiera ono tłuszcz o miękkiej konsystencji, co ogranicza jej przydatność przerobową. Nogi, będące elementami z kością, stanowią przede wszystkim surowiec kulinarny. Ze względu na dużą zawartość kolagenu są doskonałym surowcem do produkcji wyrobów w galarecie, w których są czynnikiem prowadzącym do powstania samoistnego żelu na etapie wychłodzenia poprodukcyjnego. Znajdują przydatność także w produkcji wędlin podrobowych. Są oddzielone od półtuszy w stawie promieniowo-nadgarstkowym (nogi przednie) lub powyżej stawu skokowego tak, aby guz piętowy kości piętowej pozostał przy nodze a szpik kostny nie powinien być odsłonięty (nogi tylne). Nogi tylne stanowią 1,5-1,6% a przednie 1% masy półtusz. Podobne przeznaczenie jak nogi mają ogony, które zawierają jednak więcej tkanki tłuszczowej niż nogi. Z tego względu są cenionym surowcem kulinarnym. Zawierają 3 ostatnie kręgi kości krzyżowej oraz wszystkie kręgi ogonowe. Uzysk ogonów wynosi 0,3% masy półtusz. Boczek jako część zasadnicza w tradycyjnym normatywnym ujęciu zawiera przepołowioną część mostka, środkowe i dolne odcinki żeber oraz ich chrzęstne zakończenia. W procesie rozbioru boczek zostaje oddzielony od łopatki i pachwiny a od góry po linii oddzielenia schabu. Miejsce prowadzenia linii cięcia od schabu zależy od rodzaju pozyskiwanego boczku (boczek wąskocięty lub boczek szerokocięty). W przypadku uzyskiwania boczku wąskociętego dodatkowo uzyskuje się żeberka (pas żeberek), stanowiące cenną kulinarną część zasadniczą. Uzysk boczku wąskociętego z kością powinien wynosić 8,9-11,0 % a żeberek (żeberka paski) 2,1- 3,0 % masy półtuszy. Boczek ma dużą przydatność kulinarną a przede wszystkim przerobową. Wykorzystywany jest szczególnie w produkcji szerokiej gamy wędzonek. W tym celu podlega licznym zabiegom uzupełniającym, w tym: skórowaniu, usuwaniu kości i porcjowaniu. Usuwanie żeber następuje w wyniku ich ścięcia z boczku wraz z mięśniami międzyżebrowymi lub poprzez zabieg łuskania. Ścięte żebra z mięśniami międzyżebrowymi traktowane są często również jako część zasadnicza, czyli żeberka. Boczki z wyłuskanymi żebrami mogą zawierać lub być opcjonalnie pozbawione chrzęstnych zakończeń żeber. Do zabiegów uzupełniających stanowiących obróbkę porozbiorową boczku należy oddzielenie od niego części pachwinowej. W wyniku zabiegu rozbioru części przednich półtusz wieprzowych (przody wieprzowe), uzyskuje się także żeberka określone często jako „żeberka trójkąty” lub tzw. żeberka grube. Dotyczy to szczególnie przypadków pozyskiwania tych żeberek od półtusz klasyfikowanych klasami mięsności S,E i U. Uzysk ich wynosi wtedy 2,32% masy półtusz. Żeberka, określane jako „żeberka trójkąty”, mają przeznaczenie wybitnie kulinarne. Uzyskane normatywnie z niższych klas jakościowych półtusz pozbawione wewnętrznej warstwy mięśniowej „żeberka trójkąty” traktowane są najczęściej jako kości spożywcze, które nie stanowią już części zasadniczej. Autor: dr inż. Jerzy Wajdzik
-
Pochodzenie mięsa – co musi wiedzieć sprzedawca? Wiedza sprzedawcy i właściwe informowanie konsumenta o cechach danego produktu to coś więcej jak tylko technika sprzedaży. Dziś pojęcie to jest dużo głębsze niż z pozoru nam się wydaje. Szereg przepisów prawnych i norm a także zdywersyfikowanych kanałów dystrybucji i dostaw powodują, że sprzedawca powinien znać to zagadnienie gruntownie po to, by właściwie i rzetelnie informować konsumentów o danej żywności. Przepisy prawa żywnościowego mają na celu ochronę interesów konsumentów i stanowią podstawę dokonywania przez nich świadomego wyboru związanego ze spożywaną żywnością. Mają na celu zapobiegać oszukańczym lub podstępnym praktykom, fałszowaniu żywności oraz wszelkim innym praktykom mogącym wprowadzić konsumenta w błąd. Mając powyższe na uwadze, możemy zdecydowanie stwierdzić, że informacja co do pochodzenia mięsa jest kluczowym czynnikiem wyboru konsumenckiego a zatem ważnym argumentem by świadomość i wiedza sprzedawcy w tym zakresie była pełna i profesjonalna. Mięso oferowane w sprzedaży detalicznej dla klienta końcowego może być sprzedawane w opakowaniach oryginalnych producenta bądź „luzem” w systemie lady tradycyjnej, gdzie produkty eksponowane są bez opakowań czy też pakowane i sprzedawane w pomieszczeniu sprzedaży na życzenie klienta. Konsument mając do dyspozycji mięso zapakowane i oznakowane oryginalnie przez producenta jest informowany za pomocą etykiety, na której znajdują się wszystkie niezbędne informacje. W systemie sprzedaży luzem, ilość i jakość informacji przekazywanych konsumentowi zależy w dużej mierze od sprzedawcy. Stąd ważne jest szkolenie sprzedawców oraz stały dostęp do profesjonalnej, praktycznej i łatwe do zrozumienia wiedzy w tym zakresie. Ponieważ jednak rynek i oczekiwania konsumentów ulegają ciągłym zmianom, na przestrzeni czasu powstało wiele aktów prawnych, które regulują obszar związany z podawaniem informacji na temat pochodzenia mięsa. Pierwsze szczegółowe zasady dotyczące pochodzenia dotyczyły mięsa wołowego i były odpowiedzią na pojawienie się w Europie groźnej dla ludzi choroby BSE (gąbczaste zwyrodnienie mózgu). Wprowadzono wówczas nakaz identyfikacji pochodzenia mięsa wołowego zwanego „systemem śledzenia” (ang. traceability). Wiązało się to z zapewnieniem właściwych informacji dotyczących całego łańcucha od hodowcy do konsumenta mięsa. Dziś zasady te obejmują także inne rodzaje mięsa tj mięso ze świń, owiec, kóz i drobiu. 1. Zasady dla mięsa wołowego Mięso wołowe świeże, chłodzone i mrożone w tuszach, półtuszach, ćwierćtuszach, częściach zasadniczych i elementach kulinarnych zarówno z kością jak i bez kości powinno być oznakowane etykietami indentyfikacyjnymi. Etykiety powinny być umieszczone na każdej sztuce lub sztukach mięsa lub na ich opakowaniach. W wypadku mięsa wołowego niepakowanego wymaga się udostępnienia klientowi końcowemu odpowiednich informacji w formie pisemnej poprzez uwidocznienie ich w punkcie sprzedaży. Oznakowanie (etykiety) mięsa wołowego w zakresie pochodzenia muszą zawierać następujące informacje: 1. Numer lub kod identyfikacyjny zapewniający istnienie powiązania między mięsem a zwierzęciem lub zwierzętami (numer ten musi być numerem identyfikacyjnym konkretnego zwierzęcia z którego pochodzi mięso lub numerem identyfikacyjnym grupy zwierząt np. partii produkcyjnej) 2. Numer zatwierdzenia ubojni, w której dokonano uboju – oznakowanie na etykiecie: Ubój w (nazwa Państwa), (numer zatwierdzenia). 3. Numer zatwierdzenia zakładu w którym dokonano podziału mięsa na tusze oraz nazwa państwa członkowskiego lub państwa trzeciego – oznakowanie na etykiecie: Podzielone w (nazwa Państwa), (numer zatwierdzenia) 4. Informacje dotyczące Państwa członkowskiego lub państwa trzeciego, w którym: dane zwierzę się urodziło, odbywała się hodowla, odbywał się ubój. 5. Jeśli te trzy procesy odbywały się w tym samym państwie to może być zastosowane oznakowanie: pochodzenie „nazwa państwa”. W handlu detalicznym funkcjonuje jednak mięso, które przeznaczone jest do sprzedaży konsumentowi finalnemu oraz zakładom prowadzącym wyłącznie sprzedaż detaliczną, a są to: „Paczkowane mięso rozebrane” - mięso wołowe, które zostało zapakowane przed zaoferowaniem do sprzedaży w taki sposób, że zawartość opakowania nie może ulec zmianie bez otwarcia lub zmiany opakowania. Dla tego rodzaju mięsa etykieta musi zawierać następujące informacje: a) Numer lub kod identyfikacyjny zapewniający istnienie powiązania między zwierzęciem lub zwierzętami. b) Nazwę państwa, w którym dokonano uboju oraz numer licencji ubojni (w razie potrzeby umieścić należy nawet kilka ubojni, w których zwierzęta te były ubijane). c) Nazwę państwa, w którym dokonano rozbioru tusz. d) Nazwę państwa, w którym zwierzę się urodziło, odbywał się chów oraz ubój (jeśli jest to jedno państwo można użyć sformułowania „pochodzenie”. „Niepaczkowane mięso rozebrane” – czyli mięso wołowe oferowane w punkcie sprzedaży, które może zostać pokrojone, podzielone na prośbę konsumenta końcowego. Dla tego rodzaju mięsa obowiązują następujące informacje: a) Numer lub kod identyfikacyjny zapewniający istnienie powiązania między mięsem a zwierzęciem lub zwierzętami. b) Nazwę państwa, w których zwierzę / zwierzęta były urodzone, hodowane, poddane ubojowi. c) Nazwę państwa, w którym dokonano rozbioru tusz. Jeśli mięso pochodzi od zwierząt urodzonych i/lub hodowanych i/lub poddanych ubojowi w różnych państwach musi być wyraźnie od siebie oddzielone w chwili wystawienia do sprzedaży. W punkcie sprzedaży należy umieścić informacje w pobliżu tego mięsa, tak aby konsument w łatwy sposób odróżnił mięsa o różnym pochodzeniu. W sprzedaży może być również „mięso drobne wołowe” – czyli małe kawałki mięsa, które powstają wyłącznie w wyniku wykrawania i które otrzymuje się przy odkostnianiu tusz i/lub rozbiorze mięsa. Wówczas niezależnie od tego czy jest ono opakowane czy sprzedawane luzem, informacje jakie towarzyszą takiemu rodzajowi mięsa są następujące: a) Numer lub kod identyfikacyjny zapewniający istnienie powiązania między zwierzęciem lub zwierzętami. b) Nazwę państwa, w którym dokonano uboju zwierząt, z których uzyskano mięso drobne oznakowane - miejsce uboju: nazwa państwa. c) Nazwę państwa, w którym wytwarza się mięso drobne i numer licencji zakładu, w którym to mięso otrzymano oznakowane: miejsce produkcji: nazwa państwa oraz numer licencji. Jeśli chodzi o mięso wołowe mielone dane identyfikacyjne, które należy podać na etykiecie mięsa wołowego mielonego, które sprzedawane jest w opakowaniu lub bez opakowania to: a) Numer lub kod identyfikacyjny zapewniający istnienie powiązania między zwierzęciem lub zwierzętami. b) Wyprodukowano w – nazwa państwa. c) Pochodzenie, w wypadku, jeżeli państwo pochodzenia jest inne niż państwo, w którym powstał produkt. 2. Zasady dla mięsa ze świń, owiec, kóz i drobiu W roku 2011 Parlament Europejski biorąc pod uwagę ochronę konsumentów wydał kolejny akt prawny, który precyzyjnie określił informacje jakie należy przekazywać konsumentom na temat żywności. W art. 26 tegoż przepisu wprowadzono obowiązek znakowania kraju lub miejsca pochodzenia mięsa świeżego schłodzonego lub zamrożonego mięsa ze świń, z owiec lub kóz i drobiu. Na tej podstawie Komisja Europejska wydała rozporządzenie wykonawcze, które ustanowiło zasady co do wskazania kraju lub miejsca pochodzenia mięsa. Zasady zamieszczone w tym akcie prawnym w zakresie znakowania pochodzenia na etykiecie mięsa przeznaczonego dla klienta detalicznego lub do zakładów żywienia zbiorowego weszły w życie 1 kwietnia 2015 roku. Zgodnie z przepisem, pojęcie „pochodzenie” winno być zarezerwowane dla mięsa uzyskanego od zwierząt, które urodziły się, były chowane i zostały poddane ubojowi a zatem zostały całkowicie uzyskane w jednym państwie członkowskim lub w jednym państwie trzecim. Miejsce chowu i miejsce uboju może być jednakże zastąpione sformułowaniem „pochodzenie” pod warunkiem, że podmiot działający na rynku spożywczym w zadawalający sposób udowodni właściwemu organowi, że mięso uzyskano ze zwierząt urodzonych, chowanych i poddanych ubojowi w jednym państwie członkowskim lub państwie trzecim. W sytuacji gdy zwierzę chowane było w kilku państwach członkowskich lub państwach trzecich i wymóg dotyczący chowu nie może być spełniony konieczne jest odpowiednie wskazanie miejsca chowu, aby lepiej zaspokoić potrzeby konsumentów i uniknąć niepotrzebnej komplikacji treści etykiety. Wymogi co do oznakowania na etykiecie mięsa dotyczą wskazania: 1. „Miejsce chowu” – nazwa państwa członkowskiego lub państwa trzeciego w którym odbywał się chów zgodnie z następującymi kryteriami: W przypadku świń: • jeżeli wiek zwierzęcia poddawanego ubojowi przekracza 6 miesięcy, państwo członkowskie lub państwo trzecie, w którym miał miejsce ostatni etap chowu wynoszący co najmniej 4 miesiące; • jeżeli wiek zwierzęcia poddawanego ubojowi nie przekracza 6 miesięcy a masa ciała żywego zwierzęcia wynosi co najmniej 80 kg, państwo członkowskie lub państwo trzecie, w którym miał miejsce etap chowu po uzyskaniu przez zwierzę masy 30 kg; • jeżeli wiek zwierzęcia poddawanego ubojowi nie przekracza 6 miesięcy, a masa żywego zwierzęcia wynosi mniej niż 80 kg, państwo członkowskie lub państwo trzecie, w którym miał miejsce cały chów. W przypadku owiec i kóz: • państwo członkowskie lub państwo trzecie, w którym miał miejsce ostatni etap chowu wynoszący co najmniej sześć miesięcy lub, • jeżeli wiek zwierzęcia poddawanego ubojowi nie przekracza 6 miesięcy – państwo członkowskie lub państwo trzecie w którym miał miejsce cały chów. W przypadku drobiu: • państwo członkowskie lub państwo trzecie, w którym miał miejsce ostatni etap chowu wynoszący co najmniej jeden miesiąc • lub – jeżeli wiek zwierzęcia poddawanego ubojowi nie przekracza jednego miesiąca – państwo członkowskie lub państwo trzecie, w którym miał miejsce cały chów od momentu rozpoczęcia tuczu zwierzęcia; 2. Miejsce uboju czyli państwo członkowskie lub państwo trzecie w którym zwierzę zostało poddane ubojowi określone jako miejsce uboju. 3. Kod partii identyfikujący mięso dostarczone konsumentowi lub zakładowi żywienia zbiorowego. Jeśli mięso pochodzi od zwierząt urodzonych, chowanych i poddanych ubojowi w jednym państwie członkowskim lub państwie trzecim to można zastosować sformułowanie- pochodzenie: (nazwa państwa członkowskiego lub państwa trzeciego). Dla mięsa mielonego i mięsa drobnego w przepisie tym znajdziemy odstępstwa co do stosowanych sformułowań: a) „Pochodzenie UE” – jeśli mięso mielone lub mięso drobne zostało wyprodukowane wyłącznie z mięsa uzyskanego ze zwierząt urodzonych, chowanych i poddanych ubojowi w różnych państwach członkowskich. b) „Miejsce chowu i uboju: UE” – jeśli mięso mielone i mięsa drobne zostało wyprodukowane wyłącznie z mięsa uzyskanego ze zwierząt chowanych i poddanych ubojowi w różnych państwach członkowskich. c) Odstępstwa dotyczące mięsa pochodzącego z krajów trzecich można oznakować: „miejsce chowu i uboju: poza UE”, „miejsce chowu: poza UE” i miejsce uboju: UE”, „miejsce chowu i uboju: UE i poza UE. Czy jednak jednostki handlu detalicznego właściwie i rzetelnie informowały konsumentów o pochodzeniu mięsa? Moje wnioski wypływające z doświadczenia zawodowego i wnikliwego obserwowania praktyk w handlu upewniły mnie o brakach w wielu placówkach handlu detalicznego w Polsce. Ponieważ art. 44 rozporządzenia 1169/2011 w zakresie przepisów dotyczących żywności nieopakowanej odsyła do przepisów krajowych w obszarze sposobu udostępniania danych szczegółowych a w stosownych przypadkach form ich wyrażania i prezentacji, rok 2020 przyniósł przełom w doprecyzowaniu tych wymogów na rynku krajowym. W czerwcu bieżącego roku Minister Rolnictwa i Rozwoju Wsi, zmienił rozporządzenie z dnia 23 grudnia 2014 r. w sprawie znakowania poszczególnych rodzajów środków spożywczych. W omawianym akcie prawnym dokonano zmian w § 19, który dotyczy środków spożywczych oferowanych do sprzedaży konsumentowi finalnemu lub zakładom żywienia zbiorowego bez opakowania lub w przypadku pakowania środków spożywczych w pomieszczeniu sprzedaży na życzenie konsumenta finalnego lub ich pakowania do bezzwłocznej sprzedaży. Należy przypomnieć, że §19 precyzuje informację jaką należy podać sprzedając żywność bez opakowania lub pakowania na życzenie klienta bądź do bezzwłocznej sprzedaży, między innymi: a) nazwę środka spożywczego, b) nazwę albo imię i nazwisko producenta, c) wykaz składników, d) klasę jakości handlowej albo inny wyróżnik jakości handlowej (wynikający z przepisów szczegółowych). Dodatkowo rozporządzenie to wprowadziło zasady dotyczące mięsa świeżego schłodzonego i zamrożonego ze świń, owiec, kóz i drobiu (o których mowa w załączniku XI do rozporządzenia nr 1169/2011) za wyjątkiem mięsa w którego oznakowaniu użyto znaku graficznego „Produkt Polski”. Nowy obowiązek dotyczył zamieszczenia dla każdego rodzaju mięsa informacji w zakresie państwa lub miejsca pochodzenia wraz z grafiką przedstawiającą flagę państwa pochodzenia, przy czym grafika ta może mieć uproszczoną formę o ile pozwoli to na właściwą identyfikację państwa pochodzenia mięsa. Przepis określa także formę prezentacji jaką należy zastosować. A mianowicie: a) informację dotyczącą państwa pochodzenia i grafiki przedstawiającej flagę państwa pochodzenia podaje się na wywieszce umieszczonej w widocznym miejscu, towarzyszącej jego prezentacji; b) czcionka, którą stosuje się do podania informacji o państwie pochodzenia mięsa, a także wysokość grafiki przedstawiającą flagę państwa pochodzenia mięsa nie może być niższa niż czcionka użyta do prezentacji nazwy mięsa. Rozporządzenie to weszło do praktyki rynkowej 30 września 2020 r. Wnioski jakie płyną z zastosowania niniejszego przepisu są bardzo optymistyczne. Zarówno kanał dystrybucji hurtowej jak również jednostki handlu detalicznego dokonały masowej koncentracji pozyskania polskiego mięsa oraz właściwego i rzetelnego oznakowania zgodnego z nowym przepisem. Świadczyć to może o dużej potrzebie wsparcia polskiego rolnictwa i patriotyzmie konsumenckim, który w obecnym czasie epidemii jest niezwykle potrzebny. Autor: dr inż. Wioletta Wiszniowska-Wąs Pełnomocnik Zarządu ds. Systemu Jakości PHU „ADAM” Sp. z o.o. Żagań


-
[Lektura obowiązkowa] Jakość mikrobiologiczna mięsa j jego przetworów.
Maxell odpowiedział(a) na Maxell temat w Mikrobiologia mięsa i jego przetworów
Przypominam, by przy zabezpieczeniu mięs na potrzeby świątecznych produkcji, używać wyłącznie peklosoli. W ostatnim okresie znacząco spadł próg zasalania mięs do produkcji wędzonek i wędlin, co zmniejsza poziom zabezpieczenia mikrobiologicznego. Równolegle spadła także ilość azotynów wchodzących w skład peklosoli. Róbcie rozważnie i bezpiecznie, w końcu robicie dla najbliższych i znajomych. -
Jelita baranie 18-20mm BROWIN, 15m
Maxell odpowiedział(a) na soliera temat w Jelita, osłonki, przyprawy i dodatki
Poza tym, rekomendujemy od kilku lat ten sklep, w sposób widoczny na forum.