Maxell
-
Postów
46 205 -
Dołączył
-
Ostatnia wizyta
-
Wygrane w rankingu
180
Typ zawartości
Profile
Forum
Wydarzenia
Mapa użytkowników
Sklep
Giełda
Treść opublikowana przez Maxell
-
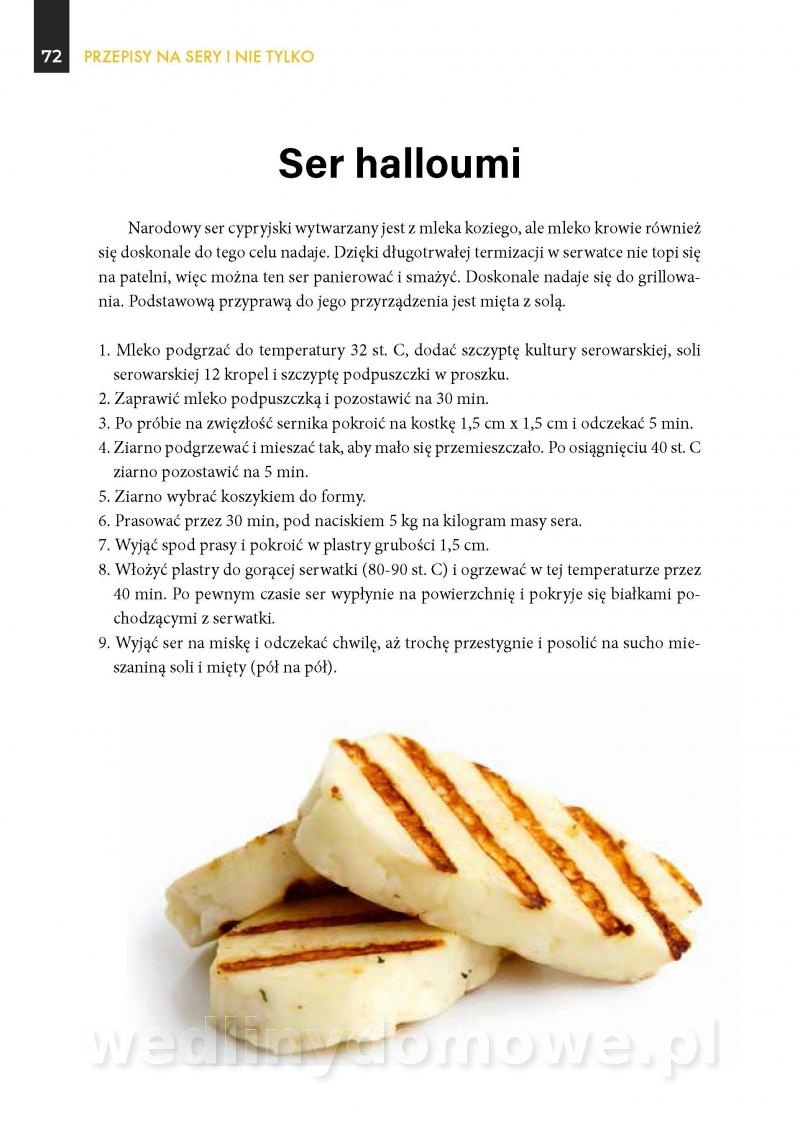
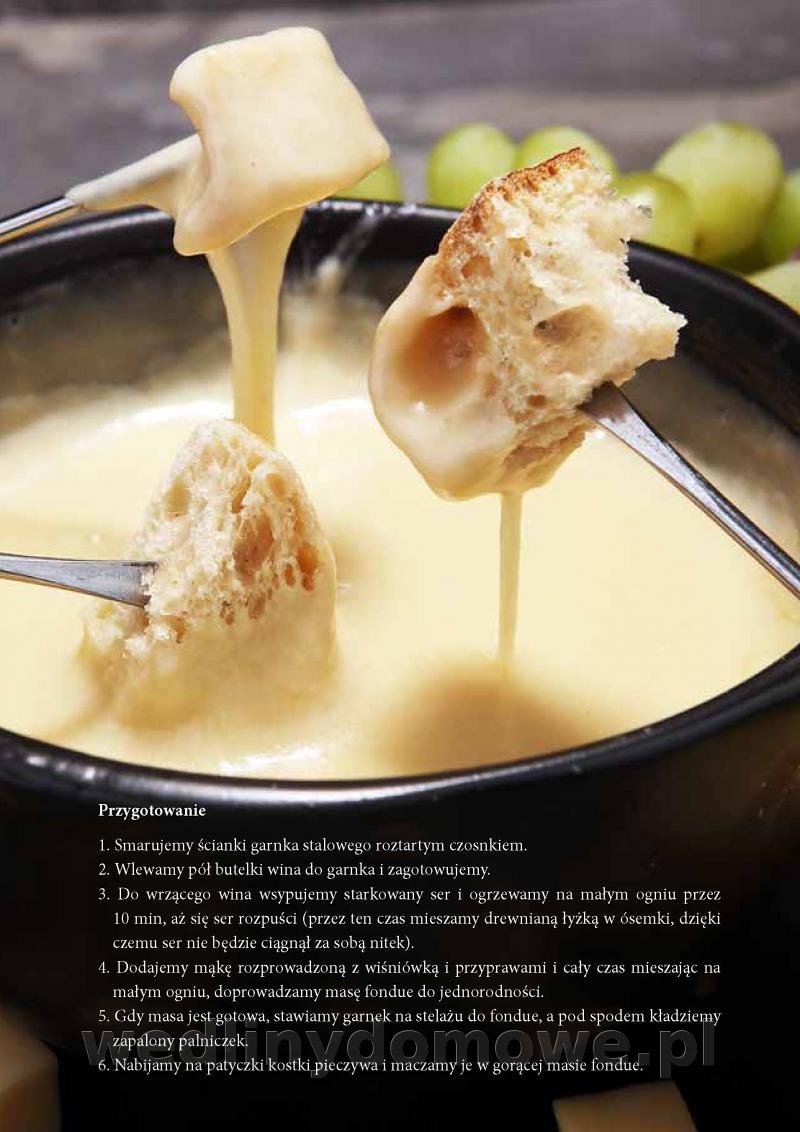
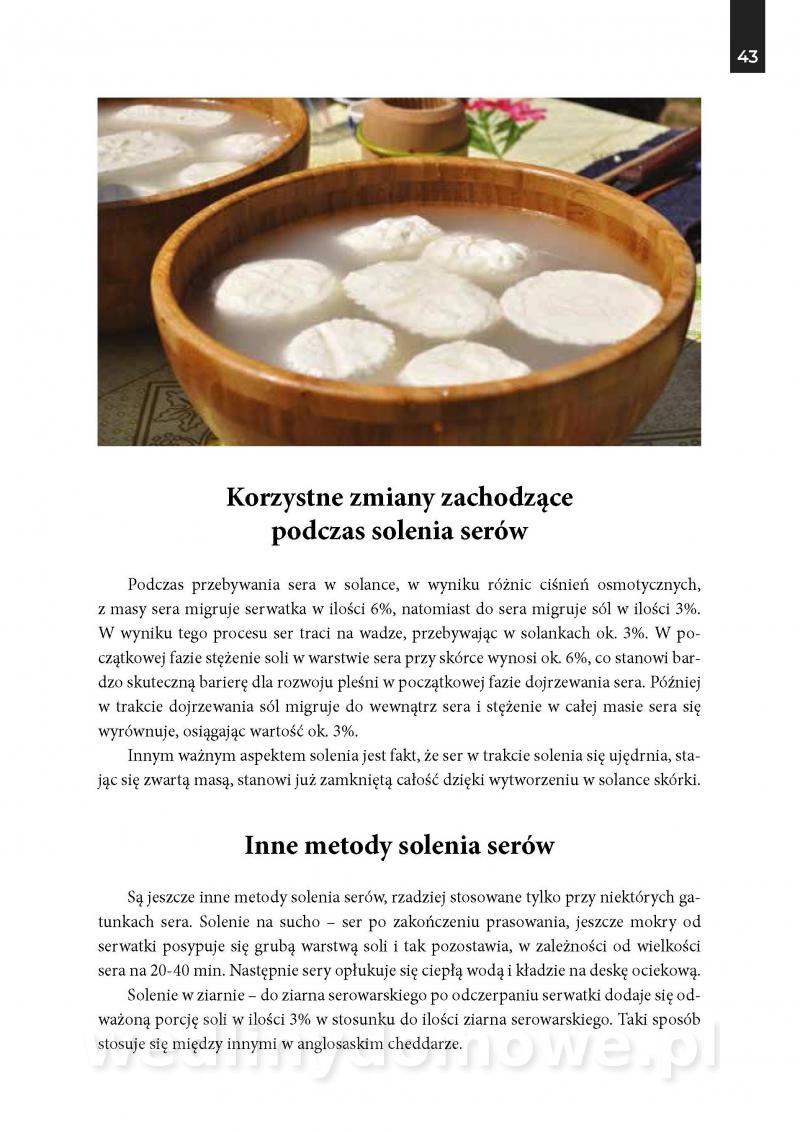
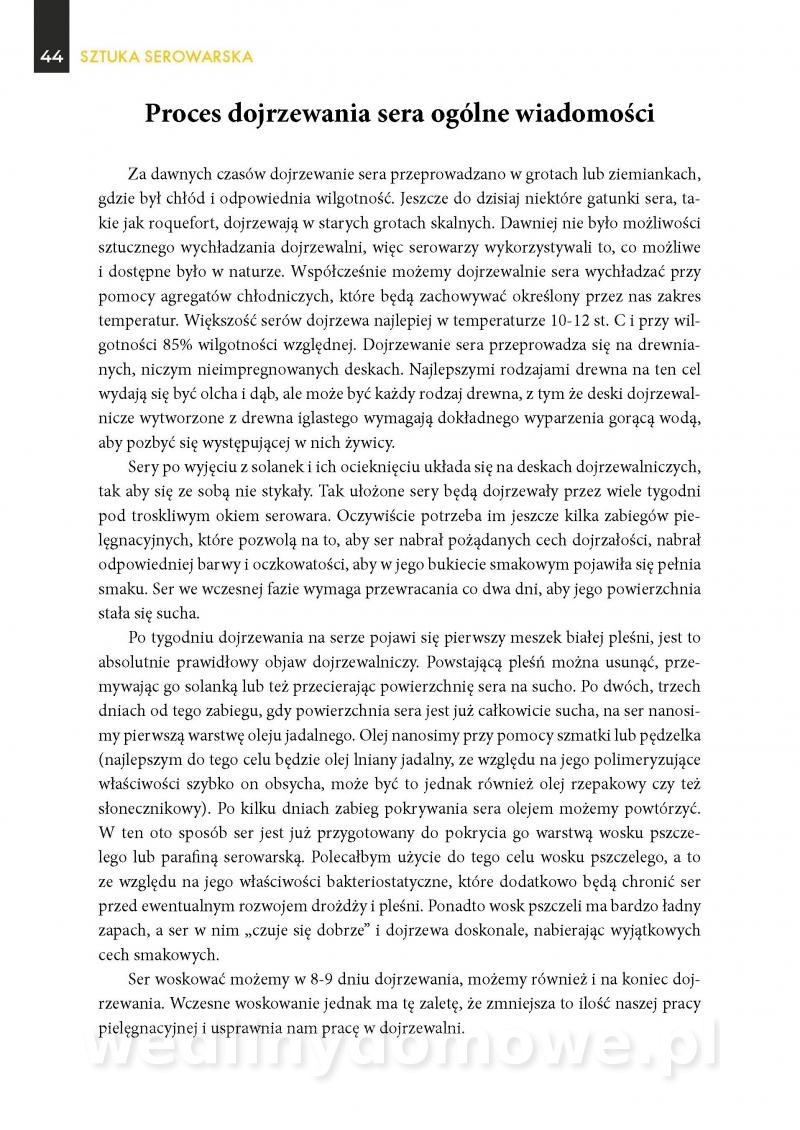
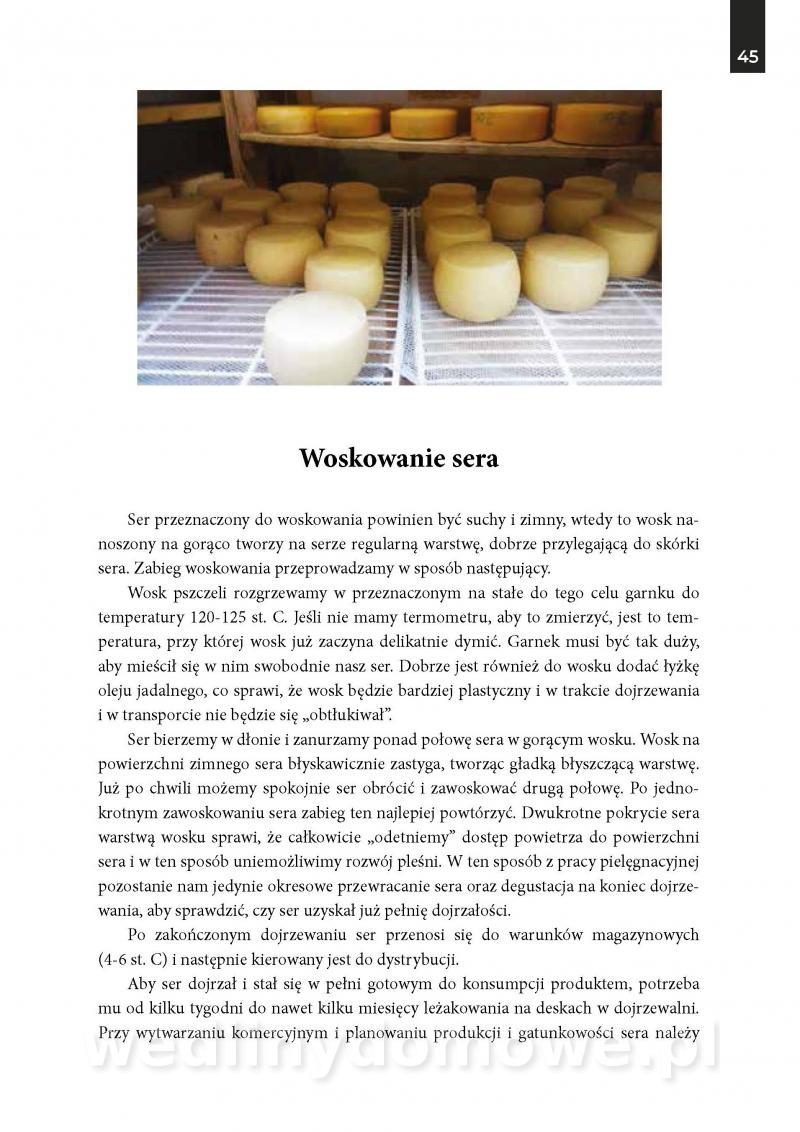
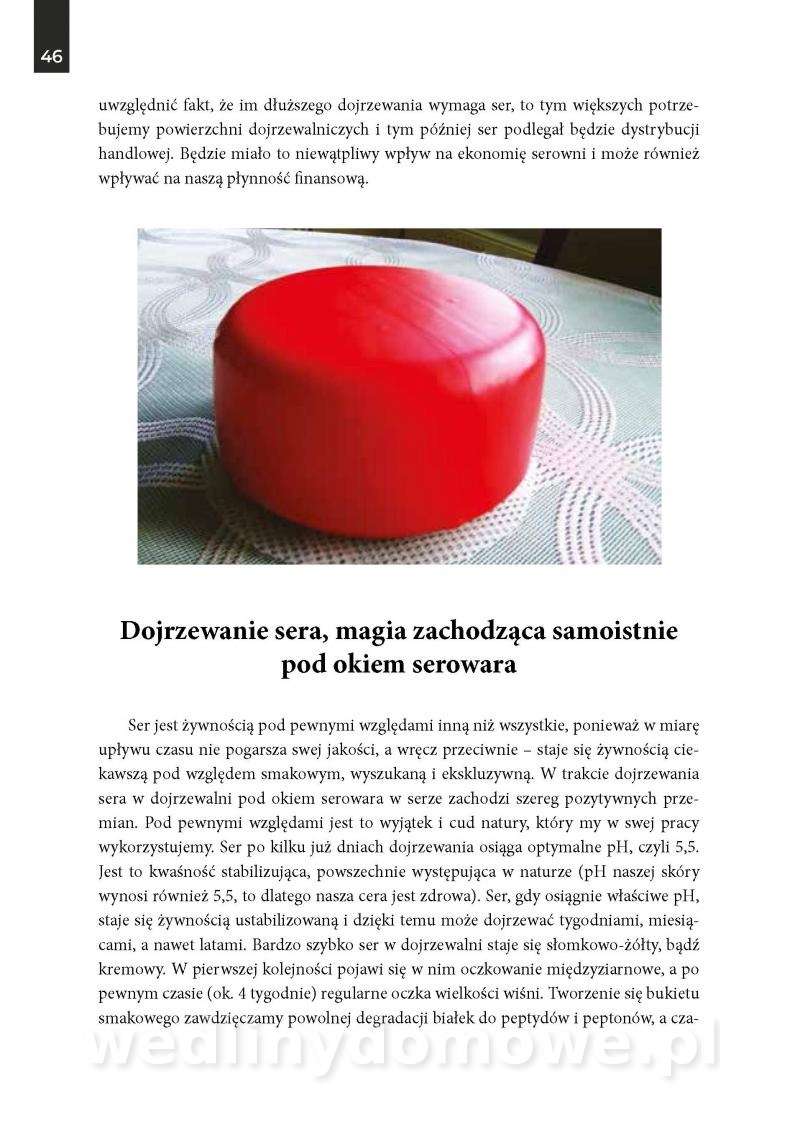
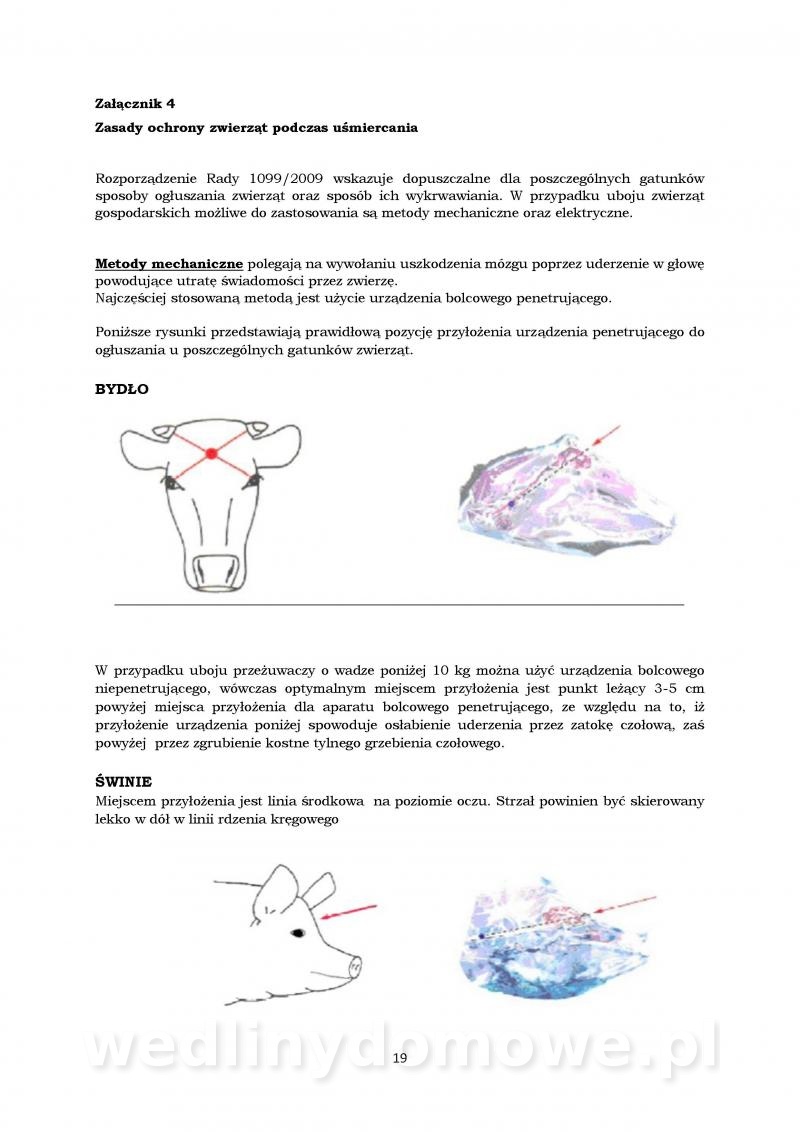
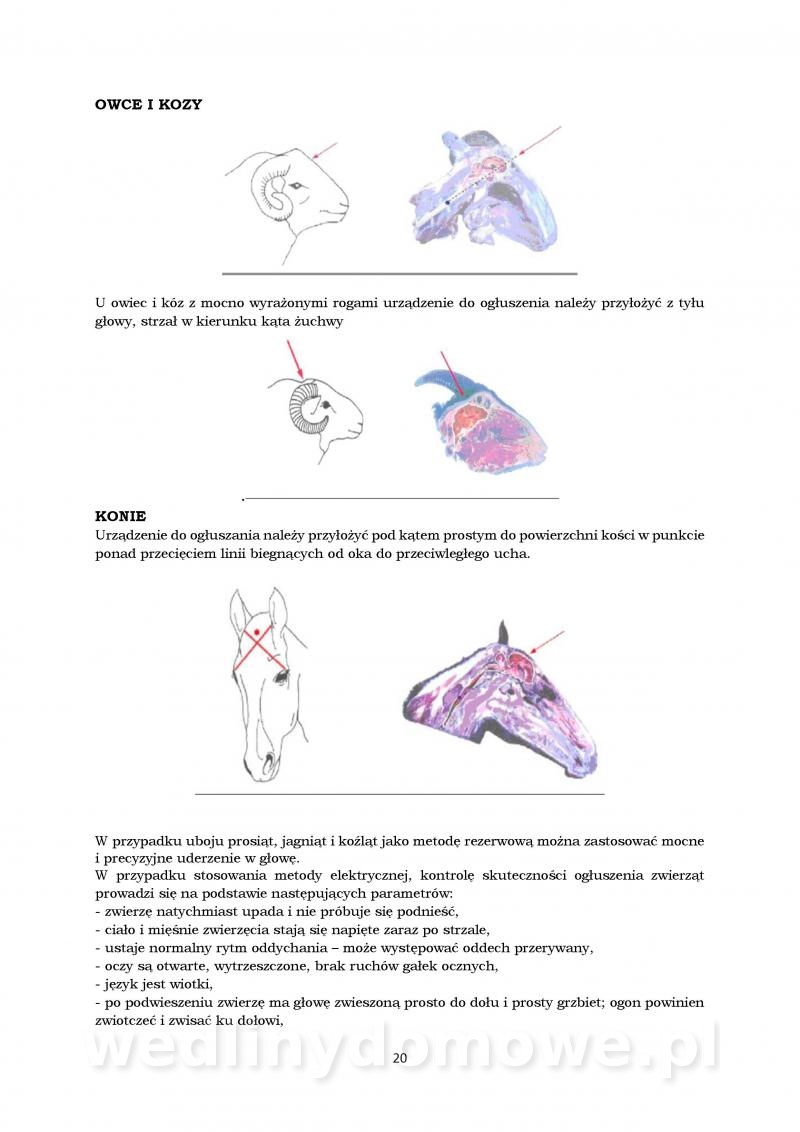
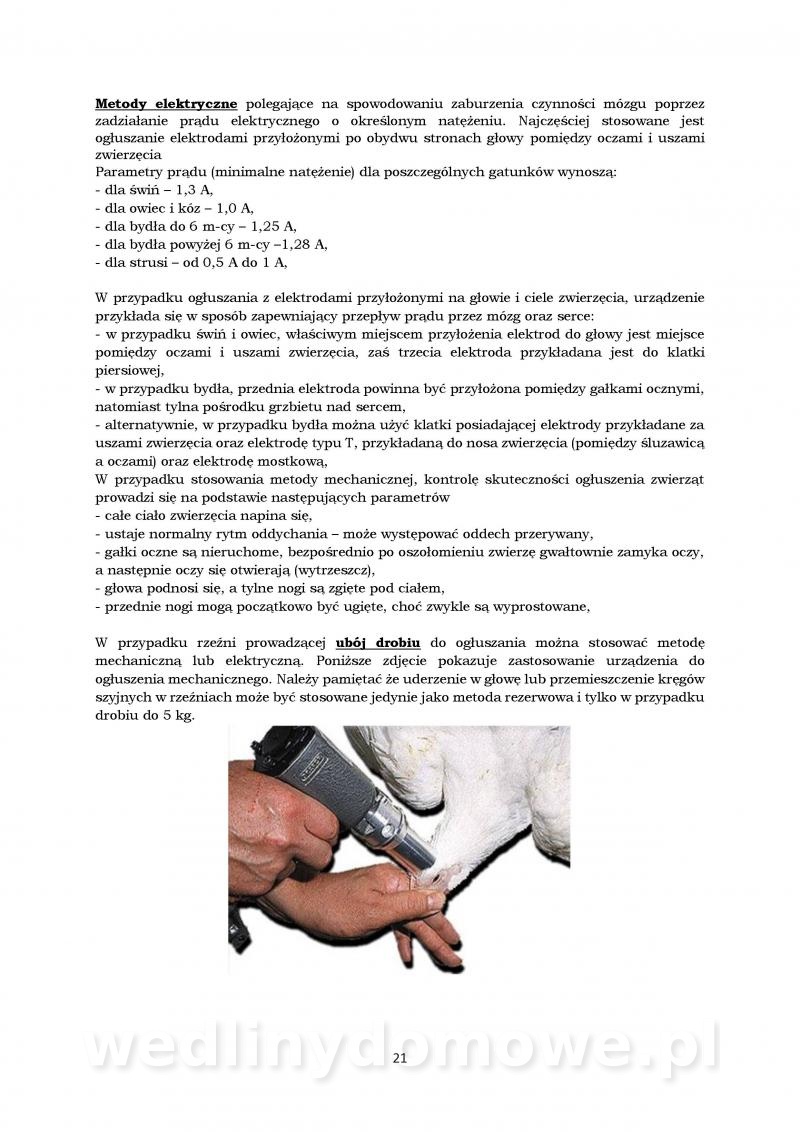
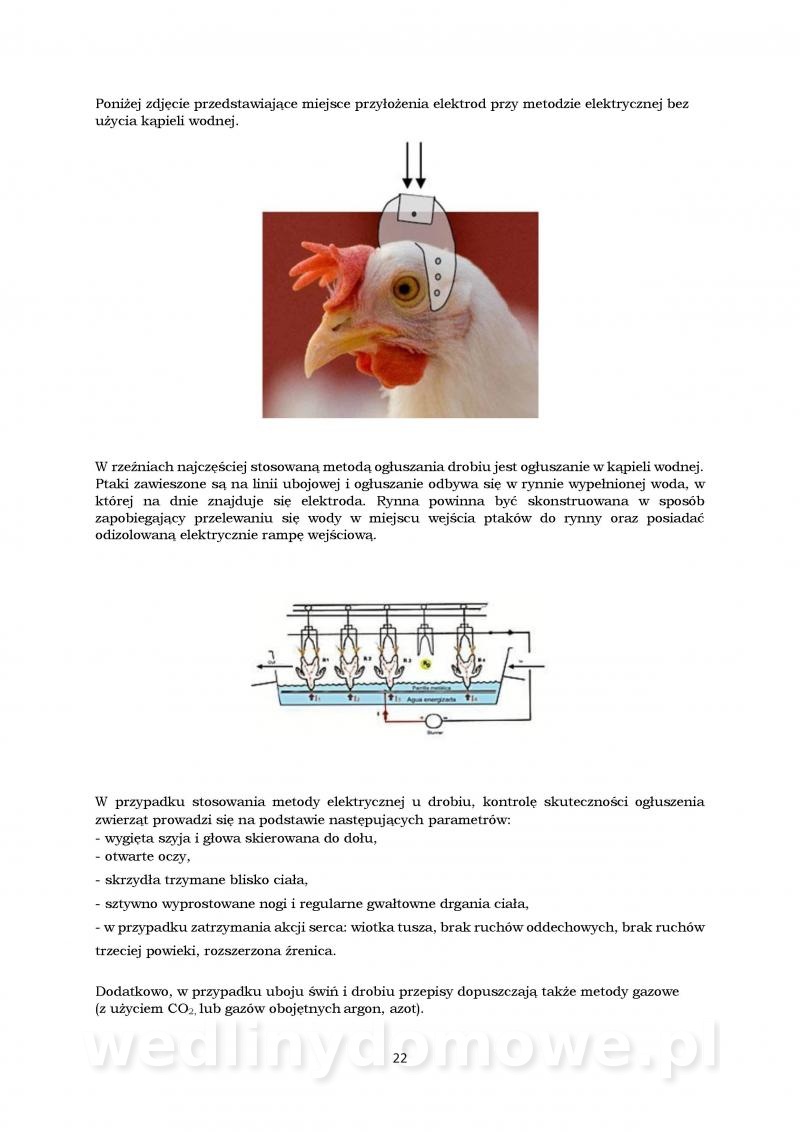
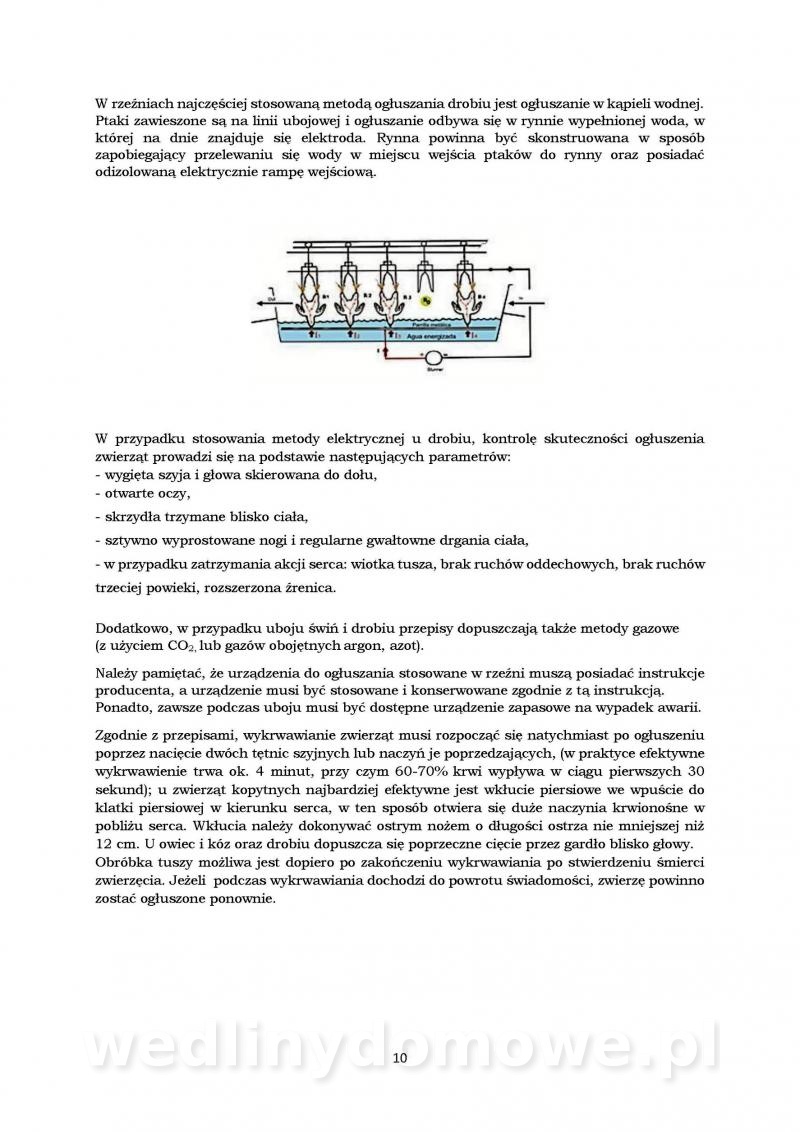
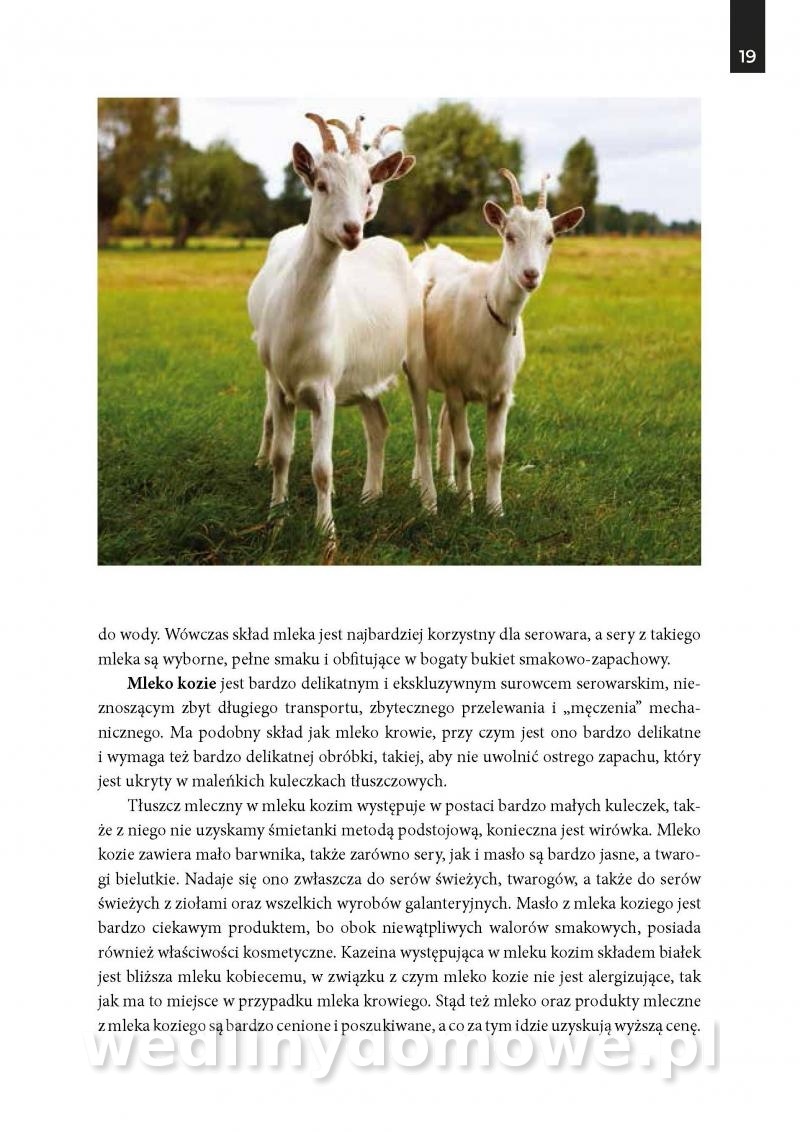
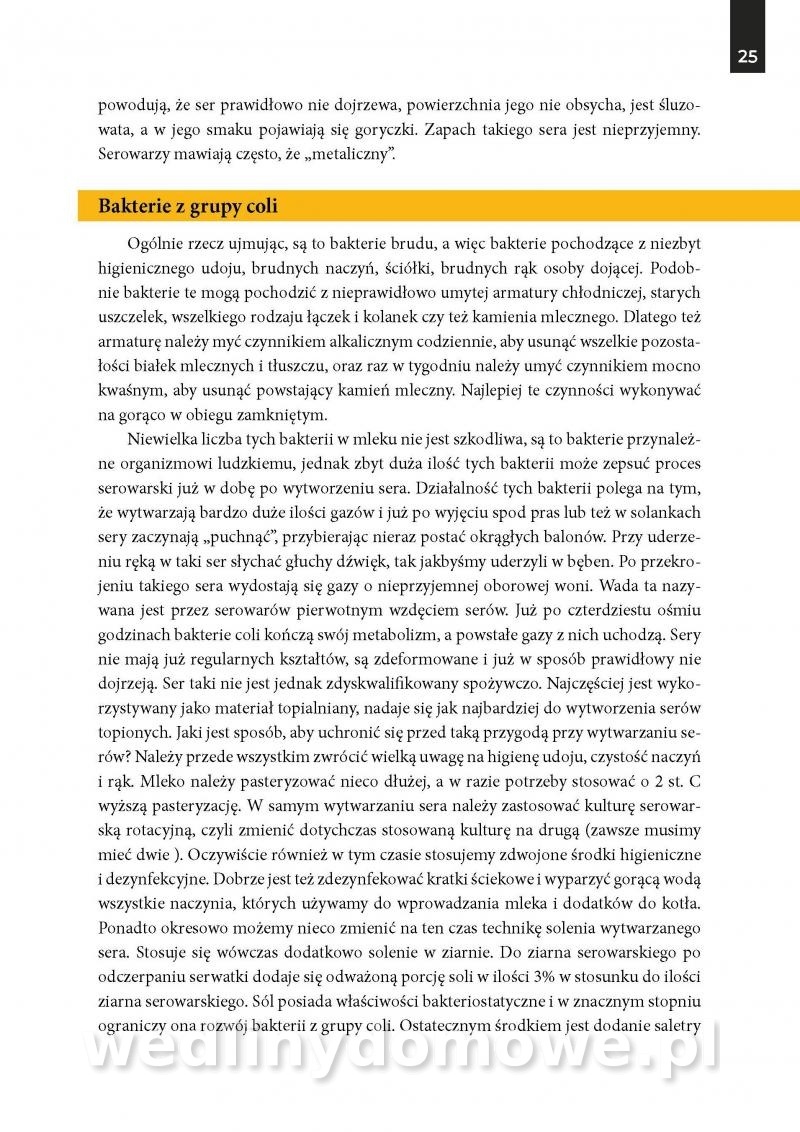
Bardzo ważny artykuł, odpowiadający na liczne, pojawiające się ostatnio na forum i grupie pytania dotyczące m.in.: - czasu przechowywania gotowych farszów przed nadziewaniem w osłonki, - temperatur pasteryzacji, - ważności procesu odpowiedniego chłodzenia konserw, itp. JAKOŚĆ MIKROBIOLOGICZNA MIĘSA I JEGO PRZETWORÓW Jakość mikrobiologiczna mięsa i jego przetworów zależy w największym stopniu od stanu zdrowia zwierząt kierowanych do uboju, warunków transportu i postępowania przedubojowego, higieny uboju i obróbki poubojowej oraz zastosowanych przerobowych procesów technologicznych. Wśród stosowanych procesów technologicznych można wyróżnić takie, które zwiększają zanieczyszczenie mikrobiologiczne oraz te, które redukują liczbę drobnoustrojów w obrabianym surowcu. Żywiec rzeźny dostarczony do uboju może być w różnym stopniu zainfekowany, co jest wynikiem sposobu żywienia, stopnia zakażenia paszy, przebytych chorób oraz nieodpowiednich warunków chowu i transportu. Aby ograniczyć ewentualne niekorzystne zakażenie, należy zwierzęta odpowiednio przygotować do uboju, stosując m.in głodówkę przedubojową. Brak tej czynności powoduje, że obecne mikroorganizmy w układzie pokarmowym zwierząt rzeźnych przenikają w okresie poprzedzającym ubój do poszczególnych tkanek. W ten sposób treść pokarmowa staje się źródłem zainfekowania, a procesowi temu sprzyja duże zakażenie mikrobiologiczne spożywanej paszy i pitej wody przez zwierzęta przed ubojem. Bardzo duże zagrożenie zanieczyszczeniem mikrobiologicznym stwarza sam proces uboju, a bardziej precyzyjnie okres bezpośrednio po dokonanym kłuciu. W okresie tym może następować wnikanie drobnoustrojów przez ranę kłucia. Po dokonanym wykrwawieniu tusze zwierząt rzeźnych mogą być zanieczyszczane w wyniku kontaktu z rękami i odzieżą personelu, urządzeniami oraz na skutek wpływu zanieczyszczenia otaczającego środowiska. Do pozyskiwanego po uboju mięsa drobnoustroje trafiają również w czasie obróbki poubojowej, głównie ze skóry, piór (w przypadku uboju ptaków) i jako efekt zanieczyszczenia mikrobiologicznego treścią pokarmową. Z powyższego względu należy kłaść duży nacisk na zapewnienie wysokiego poziomu higieny na etapie pozyskiwania mięsa w procesie uboju. Odpowiednie warunki higieniczne są także niezbędne w czasie późniejszego przechowywania i przetwórstwa pozyskanego mięsa. Higiena na tych etapach dotyczy rąk pracowników, maszyn i urządzeń oraz czystości mikrobiologicznej powietrza w halach produkcyjnych. W czasie przerobu przetwórczego mięsa zwiększenie zanieczyszczenia mikrobiologicznego następuje przede wszystkim podczas procesu rozdrabniania. Naturalne jest, że im większy stopień rozdrobnienia mięsa tym stan mikrobiologiczny będzie gorszy. Sprzyja temu zwiększenie powierzchni kontaktu surowca mięsnego z narzędziami i rękami pracowników. Źródłem dodatkowego zanieczyszczenia mikrobiologicznego na etapie przetwórczym mogą być także niektóre substancje wprowadzane do surowców mięsnych. Duże znaczenie dla stanu mikrobiologicznego wytwarzanych przetworów mięsnych mają warunki (temperatura) i czas, w którym przygotowane i uformowane półfabrykaty oczekują na obróbkę wędzarniczą, dojrzewalniczą lub/i termiczną. Procesy te, w tym głównie obróbka termiczna, powinny być prowadzone w sposób optymalny tak, aby nie dochodziło do rozwoju obecnych w wyrobach drobnoustrojów. Liczba mikroorganizmów i możliwości ich namnażania się w mięsie i jego przetworach zależą zawsze w dużym stopniu także od warunków przechowywania stosowanych na całym etapie trwania procesów przerobowych mięsa. Mięso i jego przetwory, które są naturalnym materiałem biologicznym stanowią zawsze doskonałe środowisko do rozwoju drobnoustrojów, tak saprofitycznych, jak i patogennych. Z tego względu wyroby mięsne mogą być potencjalnie zanieczyszczone mikrobiologicznie, którego podłoże jest rezultatem zakażenia surowca (zakażenie pierwotne) lub efektem warunków przechowywania i zastosowanej obróbki technologicznej (zakażenie wtórne). Podatność na zakażenie wyrobów mięsnych wynika z faktu, że są one dobrą pożywką dla rozwoju drobnoustrojów, ze względu na dużą zawartość białka i innych substancji odżywczych, dostępność wody oraz wartość pH. Wyroby mięsne są dla mikroorganizmów doskonałym źródłem energii i niezbędnych składników odżywczych, w tym pochodzących z rozkładu złożonych związków chemicznych. Rozkład ten zazwyczaj wiąże się z obniżeniem wartości odżywczej wyrobów, a niekiedy również powstawaniem substancji o charakterze toksycznym. Najliczniejszą grupę drobnoustrojów obecnych w mięsie i jego przetworach stanowią bakterie. To one odgrywają główną rolę w bezpieczeństwie zdrowotnym, a także w trwałości surowców i przetworów mięsnych podczas przechowywania. Najbardziej podatne na rozwój mikroorganizmów jest mięso świeże, co wynika przede wszystkim z wysokiego poziomu aktywności wody (aw powyżej 0,98), a warunkiem wzrostu mikroorganizmów jest aktywność wody w wyrobie, aby utrzymywała się na poziomie optymalnym dla ich rozwoju. W praktyce, poza pewnymi wyjątkami, dla większości mikroorganizmów poziom ten wynosi 0,995-0,990. Tylko dla bakterii osmofilnych minimalna wartość aw kształtuje się w zakresie od 0,98 do 0,90. Dla rozwoju drożdży minimalna wartość aktywności wody wynosi około 0,88, a w przypadku pleśni kształtuje się od 0,80 do 0,75. Wyjątkowo odporne na niskie wartości aw są bakterie halofilne (rozwój do minimalnego poziomu aw=0,7), tlenowe bakterie z rodzaju Staphylococcus (minimum wzrostu aw=0,86), drożdże i pleśnie osmofilne (minimum aw=0,65- 0,62). Wobec takich zależności i warunków wzrostu poszczególnych grup mikroorganizmów w praktyce przyjmuje się, że niekorzystne zmiany jakości mikrobiologicznej wyrobów mięsnych wynikające z rozwoju drobnoustrojów mogą następować już od poziomu wyróżnika aktywności wody wynoszącego 0,85. JAKOŚĆ MIKROBIOLOGICZNA MIĘSA Mięso świeże zawsze narażone jest na działanie wielu gatunków drobnoustrojów, powodujących pogorszenie jego jakości sensorycznej i ograniczenie przydatności, zarówno kulinarnej, jak i technologicznej. Częstą wadą mięsa świeżego jest zielenienie, które może być wywołane przez paciorkowce zieleniejące (Streptococcus viridans), drobnoustroje wytwarzające siarkowodór, a także przez pałeczki fermentacji mlekowej produkujące H2O2 (Lactobacillus vividescens) oraz niektóre pleśnie. Na mięsie świeżym mogą pojawiać się również niebieskawe plamy wywoływane rozwojem bakterii tlenowych wytwarzających barwniki. Należą do nich szczepy Pseudomonas pyocyanea. Niektóre pleśnie, drożdże i bakterie (np. Achromobacter luminescens) wywołują tzw. świecenie mięsa. Determinantami jakości mikrobiologicznej mięsa świeżego są jednak głównie drobnoustroje saprofityczne (bakterie z rodzaju Pseudomonas, Proteus Aeromonas, Alcaligenes, Micrococcus, Bacillus, Acinetobacter, Moraxella, gatunki pleśni- Penicillium, Cladosporium i Mucor oraz chorobotwórcze bakterie- Salmonella, Enterococcus faecalis, Alcaligenes faecalis, Listeria monocytogenes, Citrobacter spp., Escherichia coli, Staphylococcus aureus, Clostridium botulinum, Yersinia enterocolitica, Campylobacter jejuni). W temperaturze chłodniczej przechowywania mięsa świeżego mogą rozwijać się psychrofilne bakterie z rodzaju Pseudomonas, beztlenowe laseczki Clostridium putrificum, tlenowe pałeczki odmieńca Proteus, gatunek Achromobacter oraz laseczki Bacillus mycoides i Bacillus cereus. Drobnoustroje te są zdolne do rozkładania cząsteczek białek, co prowadzi do psucia się mięsa. Proces rozkładu gnilnego mięsa świeżego powodują również paciorkowce kałowe, a zwłaszcza proteolityczny Streptococcus liquefaciens, gronkowce, pałeczki Escherichia coli, laseczki Bacillus subtilis i Bacillus mesentericus. Beztlenowcami gnilnymi rozwijającymi się potencjalnie w mięsie są również laseczki Clostridium sporogenes. W warunkach tlenowych obecnymi na powierzchni mięsa mogą być pałeczki z rodzaju Pseudomonas oraz mikrokokki, drożdże i pleśnie. Natomiast przy niedostatecznym dostępie tlenu niektóre pałeczki mlekowe, głównie heterofermentatywne bakterie z rodzaju Lactobacillus, prowadzą do powstawania kwasu mlekowego, co powoduje, że mięso staje się kwaskowate o szarozielonej barwie i zawierające coraz więcej gazów. Określa się je wtedy terminem mięso gąbczaste. Mięso bezpośrednio po uboju przechowywane w chłodniach może wykazywać charakterystyczną fosforyzację (świecenie), wywołane przez fotobakterie. Należą do nich gatunki: Photobacterium luminosum, Photobacterium cyanophosphorescens, Pseudomonas fluorescens oraz Micrococcus phosphorescens Te ścisłe tlenowce potrzebują do wzrostu wysokiej wilgotności, a ich efekt wzrostu zanika już po 3-4 dniach od uboju, wskutek antagonistycznego działania bakterii proteolitycznych. W przypadku mięsa drobiowego zakażenia mogą powodować również gatunki Aerobacter, Corynebacterium, Serratia, Brochotrix i Klebsiella. Istotny problem mikrobiologiczny mięsa drobiowego stanowią głównie pałeczki z rodzaju Salmonella oraz szczepy Campylobacter jejuni, Clostridium perfringens i Escherichia coli. W celu utrzymania przez dłuższy czas dobrej jakości mięsa świeżego, poddaje się je zamrożeniu. Proces ten pozwala uzyskać dużą trwałość mięsa pod względem mikrobiologicznym. W praktyce nie oznacza to jednak, że zamrażanie może być uważane za metodę inaktywacji mikroorganizmów. Wynika to z faktu, że niektóre komórki drobnoustrojów patogennych, nawet częściowo uszkodzone, po rozmrożeniu odzyskują pełną sprawność fizjologiczną i stają się równie groźne, jak nieuszkodzone przez zamrażanie komórki tych drobnoustrojów. W surowcach mrożonych izoluje się następujące potencjalnie patogenne bakterie, takie jak: Clostridium perfringens, Bacillus cereus, Listeria monocytogenes, Aeromonas hydrophila, Salmonella spp, oraz koagulazo- dodatnie stafylokoki. PROCESY UTRWALAJĄCE PRZETWORY MIĘSNE W procesie wytwarzania przetworów mięsnych występują procesy, które mogą ograniczać rozwój drobnoustrojów. Podstawowym takim procesem jest solenie i peklowanie. Powszechnie stosowany w tym procesie chlorek sodu wykazuje działanie bakteriostatyczne, ale jego stężenie w wyrobach jest jednak zbyt małe (poza wędlinami surowymi dojrzewającymi), aby uzyskać wyraźny efekt antydrobnoustrojowy. Działanie utrwalające chlorku sodu wynika z faktu, że obniża on rozpuszczalność tlenu w środowisku, wpływa na denaturację białek i enzymów drobnoustrojowych oraz powoduje plazmolizę komórek bakteryjnych (wzrost ciśnienia osmotycznego i obniżenie aktywności wody). Większy efekt bakteriostatyczny w porównaniu z działaniem chlorku sodu wykazuje peklowanie, w którym oprócz soli stosuje się środki peklujące, głównie w postaci azotynu sodu. Azotyn hamuje rozwój niektórych rodzajów bakterii, w tym z rodzaju Salmonella, Listeria i Clostridium. Dla skutecznego działania antydrobnoustrojowego azotynu wymagany jest jednak określony jego poziom występujący jako resztkowa pozostałość w wyrobach mięsnych. Wiele wyrobów mięsnych w procesie technologicznego wytwarzania poddawanych jest procesowi wędzenia, w wyniku czego następuje redukcja mikroorganizmów. Największe działanie bakteriostatyczne wykazuje zawarty w dymie wędzarniczym formaldehyd, a działanie przeciwpleśniowe – fenol. Utrwalające działanie wykazują również obecne w dymie kwasy organiczne, co jest wynikiem obniżenia przez te substancje wartości pH i wzmacniającego działania w stosunku do innych składników konserwujących. Skuteczność utrwalająca dymu jest jednak ograniczona z powodu, że jego składniki niszczą w sposób bardzo ograniczony przetrwalniki bakterii. Oporność drobnoustrojów na składniki dymu jest także różna i wzrasta kolejno, począwszy od najmniej opornych bakterii z rodziny Enterobacteriaceae, poprzez bakterie z rodzaju Pseudomonas, mikrokoki, streptokoki, drożdże, pleśnie aż do najbardziej opornych przetrwalników. Efekt antydrobnoustrojowy działania dymu może być wzmocniony poprzez zastosowanie wysokiej temperatury oraz obniżenia aktywności wody w wyniku procesu odwodnienia. W procesie wytwarzania wyrobów obrabianych termicznie następuje redukcja obecnych w wyrobach drobnoustrojów. Z tego względu ważne są parametry obróbki termicznej, które powinny być tak dobrane, aby osiągnąć odpowiedni efekt letalny w centrum geometrycznym bryły wyrobu. Efekty wywołane aktywnością bakterii, grzybów pleśniowych i drożdży są bardzo zróżnicowane i zależą od wielu czynników. W tym zakresie istotna jest liczba drobnoustrojów znajdujących się w wyrobach po zakończonym procesie produkcyjnym. Parametr ten zależy od aktywności wody, obecności tlenu, stężenia jonów wodorowych, potencjału oksydoredukcyjnego, parametrów zastosowanych procesów technologicznych i warunków przechowywania. Jakość mikrobiologiczną wyrobów obrabianych termicznie kształtuje również aktywność enzymów pochodzenia mikrobiologicznego oraz obecność związków lub innych drobnoustrojów hamujących rozwój gatunków niepożądanych. W przypadku wyrobów surowych dojrzewających na ich jakość mikrobiologiczną wpływa proces dojrzewania, w czasie którego powstają substancje wykazujące działanie antydrobnoustrojowe. W wyniku tych przemian następuje obniżenie wartości pH i obniżenie współczynnika aw, co decyduje w dużym stopniu również o stanie mikrobiologicznym tych wyrobów. W wędlinach o kwaśnej wartości pH (zakwaszone wędliny surowe dojrzewające) procesy prowadzące do namnażania się większości mikroorganizmów zostają spowolnione, mimo że w początkowej fazie dojrzewania wyroby te charakteryzują się różnorodną mikroflorą (mikrokoki, enterokoki, pałeczki G- ujemne, laseczki tlenowe i beztlenowe). Przy wartości pH wynoszącej 5 jednostek proliferować mogą komórki tylko specyficznych grup drobnoustrojów, takich jak bakterie kwasu mlekowego i drożdże. Przeważające, w drugim etapie dojrzewania wędlin, bakterie kwasu mlekowego (mikroflora zakwaszająca, kultury startowe) z rodzaju Lactobacillus powodują, że zupełnie giną pałeczki G- ujemne, a laseczki przetrwalnikujące mogą występować tylko w minimalnej liczbie i są w tych warunkach niezdatne do rozwoju. W trakcie dojrzewania stężenie jonów wodorowych [H+] występujące w wyrobach hamuje procesy oddechowe komórek drobnoustrojów, enzymatyczne procesy oksydacyjne oraz enzymatyczne procesy hydrolityczne. W ten sposób następuje eliminowanie nadmiernego zmiękczenia i rozpadu struktury wyrobu surowego, czy wystąpienia niepożądanych cech smakowo-zapachowych. Wysokiej jakości mikrobiologicznej wędlin surowych sprzyja duże odwodnienie, koncentracja chlorku sodu i środków peklujących oraz obniżona wartość pH występująca w czasie dojrzewania. W końcowej fazie drugiego etapu dojrzewania wędliny surowe mogą pokrywać się białawym nalotem, głównie drożdży i kolonii niektórych pleśni z rodzaju Penicillium. Z tych mikroorganizmów drożdże wpływają pozytywnie na jakość wyrobów, w przeciwieństwie do będących zagrożeniem, niektórych gatunków pleśni. Z tego względu proces dojrzewania należy tak prowadzić, a by nie dochodziło do tworzenia się kolonii dzikich pleśni na powierzchni wędlin. W przypadku szynek dojrzewających, zwłaszcza produkowanych z kością, w początkowej trwającej zbyt krótko fazie peklowania i zarazem w relatywnie wysokiej temperaturze (powyżej 5°C) może wystąpić namnożenie się beztlenowych szczepów Clostridium botulinum we wnętrzu mięśni. Sprzyja temu niedostateczne jeszcze na tym etapie produkcji wniknięcie do mięśni chlorku sodu i środków peklujących. Dopiero późniejsze osiągnięcie wysokiej zawartości soli w mięśniach sprzyja obniżeniu wartości aw do poziomu poniżej 0,96, co eliminuje już ryzyko rozwoju szczepów Clostridium botulinum. Warunki prowadzenia poprodukcyjnego dojrzewania i suszenia oraz występujące parametry fizykochemiczne wędlin dojrzewających sprzyjają rozwojowi na ich powierzchni pleśni w postaci pędzlaków (z rodzaju Penicillium) oraz pleśniaków z rodzaju Mucor. Rozwojowi tych grzybów pleśniowych sprzyja najczęściej mały ruch powietrza w pomieszczeniach dojrzewalniczych i magazynowych Zagrożenie występowania na powierzchni pleśni wynika przede wszystkim z faktu, że niektóre z nich wykazują działanie proteolityczne, co może prowadzić do rozkładu białek prowadzące do wytworzenia w końcowej fazie amoniaku. W temperaturze powyżej 25°C (fazy fermentowania, wędzenia, przechowywania) w wędlinach surowych dojrzewających mogą namnażać się patogenne szczepy Staphylococcus aureus. Jest to szczególnie groźne w przypadku wyrobów charakteryzujących się aktywnością wody powyżej 0,86, jeśli istnieje równocześnie dostępność tlenu. Bakteriom tym sprzyja również brak rozmnażania się w takich warunkach, konkurujących z nimi mikroorganizmów, które są hamowane przez relatywnie niski poziom aktywności wody. MIKROBIOLOGIA MIĘSNYCH WYROBÓW PARZONYCH Produkcja wyrobów parzonych, głównie wędlin rozpoczyna się już na etapie pozyskania surowca w procesie oddzielenia mięsa od kości. Już wtedy zawartość bakterii może znacząco wzrastać, nawet 65 krotnie. Wzrost bakterii zostaje jednak w pewnym momencie zahamowany w czasie powszechnie stosowanego peklowania. Jest to wynikiem działania chlorku sodu i środków peklujących, głównie azotynu, w warunkach niskiej temperatury (poniżej 8°C). Mimo zawartości chlorku sodu w wyrobach parzonych na poziomie 2,07-2,56% to działa on tylko w ograniczonym stopniu stabilizująco na jakość mikrobiologiczną wyrobów parzonych. Działanie to jest wynikiem podniesienia ciśnienia osmotycznego i obniżenia poziomu wyróżnika aktywności wody. Natomiast obecność azotynu dopiero w ilości przekraczającej 80mg w 1kg wyrobu działa antydrobnoustrojowo w stosunku do bakterii Clostridium botulinum, Staphylococcus aureus i z rodzaju Salmonella. Ze względu na relatywnie niski poziom dodawania chlorku sodu i azotynu sodu, skuteczność tych soli jest znacznie niższa, niż w przypadku wędlin surowych dojrzewających Dla utrzymania dobrego stanu mikrobiologicznego wytwarzanych półfabrykatów do produkcji wyrobów parzonych w postaci farszów (produkcja kiełbas), czy uplastycznionych mięśni niezbędne jest przestrzeganie odpowiednich warunków termicznych w czasie obróbki. Szczególnie podatnymi na zakażenie są uwodnione farsze wędlinowe (aw powyżej 0,996), wytwarzane z wykorzystaniem rozdrabniania, kutrowania lub/ i mieszania z dodatkami i przyprawami. W czasie tych procesów może dochodzić do znacznego wzrostu ilości drobnoustrojów. Wytwarzane farsze wędlinowe są często zanieczyszczone pałeczkami okrężnicy i enterokokami. Farsze kiełbasiane zawierają również pałeczki G- ujemne, różne ziarniaki i laseczki przetrwalnikujące. Stopień zanieczyszczenia farszów pałeczkami Salmonella oraz sporami Clostridium perfringens jest jednak niewielki, ponieważ clostridia, jeśli występują, to głównie w postaci komórek wegetatywnych. Wysoki stopień uwodnienia farszów oraz uplastycznionych surowców do produkcji wędzonek parzonych sprzyja rozwojowi wielu drobnoustrojów, w tym m. in. psychrotrofów z rodzaju Pseudomonas i Bacillus, a także bakterii kwasu mlekowego. Wymienione zagrożenia stwarzają potrzebę szybkiego kierowania wytworzonych półfabrykatów (np. farsze wędlinowe) do wędzenia i obróbki cieplnej. Skrócenie do technologicznego minimum czasu oczekiwania wyrobów przed obróbką w dużym stopniu ogranicza rozwój patogennych bakterii, w tym szczepów Escherichia coli, Staphylococcus aureus i pałeczek Salmonella. Eliminuje się również w ten sposób wzrost szczepów Bacillus cereus. Wędzenie i parzenie wyrobów mięsnych znacznie zmniejsza liczbę drobnoustrojów, a gotowy przetwór nie powinien w żadnym stopniu zawierać pałeczek G-ujemnych i laseczek beztlenowych. W wyrobach pozostają często tylko G-dodatnie ziarniaki i laseczki tlenowe. Utrzymaniu dobrej jakości mikrobiologicznej wyrobów po zakończonej obróbce termicznej sprzyja wartość pH na poziomie nieprzekraczającym poziomu 6,4 jednostek. Wobec takiej górnej wartości tego parametru należy odpowiednio sterować doborem surowca oraz rodzajem i wielkością użytych dodatków technologicznych. Występujące niekiedy skażenie wyrobów laseczkami Bacillus cereus świadczy głównie o wysokim stopniu zanieczyszczenia użytych do produkcji przypraw. W praktyce psucie się obrobionych termicznie wyrobów mięsnych powodują najczęściej proteolityczne bakterie, w tym przetrwalnikujące laseczki tlenowe i beztlenowe oraz G-ujemne pałeczki. Rozwój szczepów Bacillus subtilis powoduje niekorzystne śluzowacenie wyrobów oraz prowadzi w końcowym stadium zmian gnilnych do pojawienia się amoniakalnego, stęchłego zapachu. Rozwój ziarniaków prowadzi natomiast do wyraźnych zmian zapachu i smaku, co pogarsza jakość wyrobów. Niewystarczająca obróbka cieplna (osiągnięcie w centrum geometrycznym wyrobów temperatury znacznie poniżej 72°C) może być przyczyną rozwoju heterofermentatywnych laseczek mlekowych, z których najgroźniejsze są szczepy Lactobacillus viridescens. Powodują one kwaśnienie oraz niekorzystne zielenienie wyrobów. Powierzchnie wędzonek niskowydajnych, szczególnie produkowanych metodami tradycyjnymi są narażone na rozwój grzybów pleśniowych z rodzaju Penicilium i Aspergillus. Niektóre z tych drobnoustrojów (np. Aspergillus flavus) mogą wytwarzać groźne mykotoksyny. Trwałość wyrobów parzonych determinuje głównie zawartość i aktywność wody oraz warunki przechowywania poprodukcyjnego. Zbyt duża wilgotność powietrza otaczającego przechowywane wyroby sprzyja rozwojowi drożdży i ziarniaków. Niekorzystne śluzowacenie w takich warunkach przechowywania mogą powodować pałeczki z rodzaju Pseudomonas i Achromobacter. Jednocześnie należy stwierdzić, że wyprodukowane z zasadami GMP i GHP wyroby parzone nie są narażone na występowanie i wzrost szczepów Staphylococcus aureus, pałeczek z rodzaju Salmonella oraz bakterii typu fekalnego, które świadczyłyby o niedostatecznej higienie produkcji. WYROBY PODROBOWE Wyroby podrobowe (salcesony, kiszki, wyroby garmażeryjne) są wytwarzane z surowców wstępnie poddanych obróbce cieplnej, co kształtuje ich jakość mikrobiologiczną. Zagrożeniem dla nich są łatwo psujące się surowce stosowane w postaci surowej wątroby, krwi, skórek i mięsa odkostnionego mechanicznie. Wyroby podrobowe o dobrej jakości mikrobiologicznej nie powinny zawierać pałeczek G-ujemnych. W wyrobach dostatecznie obrobionych termicznie mogą jednak pozostawać termooporne ziarniaki i laseczki przetrwalnikujące. Skład recepturowy kiszek wątrobianych i kiszek kaszanych, ze względu na zawartość węglowodanów, determinuje rozwój bakterii fermentacji mlekowej oraz drożdży z rodzaju Saccharomyces. Wymienione drobnoustroje sacharolityczne, które przetrwały proces obróbki termicznej, prowadzą często do kwaśnienia kiszek. Procesy te, spowodowane właściwościami fizjologicznymi mikroflory kwasu mlekowego powodują, że ograniczone możliwości wzrostu mają w tych warunkach konkurencyjne drobnoustroje proteolityczne. Niekorzystnym zmianom kiszek, u podłoża których leżą procesy mikrobiologiczne, sprzyja relatywnie wysoka wartość pH (kaszanki powyżej 6,8) oraz duża aktywność wody, od poziomu 0,990- kiszki kaszane do wartości 0,984- kiszki wątrobiane. Zdecydowanie w mniejszym stopniu, w porównaniu z kiszkami, zagrożone są salcesony i wyroby garmażeryjne w galarecie. Wyroby te są bowiem wytwarzane ze wszystkich surowców mięsno-tłuszczowo-podrobowych wstępnie obrobionych termicznie. Ma to w efekcie istotne znaczenie dla uzyskania dobrej jakości mikrobiologicznej. Poprawie jakości mikrobiologicznej sprzyja również peklowanie surowców i ewentualne zakwaszenie zalewy tworzącej żel. Utrzymanie wartości pH zestalonego zolu na poziomie pH ≤ 4,5 eliminuje skutecznie rozwój aerobowych bakterii przetrwalnikujących oraz bakterii z rodzaju Streptococcus (paciorkowce proteolityczne), upłynniających żele żelatynowe. Dla dobrego stanu mikrobiologicznego wyrobów podrobowych niezbędna jest wysoka higiena produkcji. Niewłaściwie i w warunkach niehigienicznych produkowane wyroby charakteryzują się dużą ilością bakterii nietermoopornych, do których należą gównie pałeczki G-ujemne. Źródłem zakażenia wyrobów podrobowych niewędzonych mogą być gnilne laseczki tlenowe i beztlenowe, ziarniaki oraz pałeczki G-ujemne pochodzące z osłonek naturalnych. Z tego względu osłonki wymagają właściwego przygotowania do wykorzystania produkcyjnego. Wyroby podrobowe są również wrażliwe na zakażenie ze strony użytych do produkcji przypraw (zakażenie bakteriami tlenowymi i beztlenowymi, pleśniami, bakteriami gnilnymi) oraz w mniejszym stopniu na mało groźne zanieczyszczenia mikrobiologiczne soli kuchennej (mikroflora halofilna o ograniczonej termooporności). JAKOŚĆ MIKROBIOLOGICZNA KONSERW Konserwy należą do wyrobów mięsnych utrwalanych metodą apertyzacji i w zależności od rodzaju zastosowanej obróbki cieplnej dzielą się na pasteryzowane (obróbka w temperaturze nieprzekraczającej 100°C) i sterylizowane (obróbka cieplna prowadzona w temperaturze powyżej 100°C). Specyficzną grupę konserw pasteryzowanych stanowią konserwy tyndalizowane, charakteryzujące się wielokrotną pasteryzacją. Tyndalizacja, która poprawia jakość mikrobiologiczną konserw, nie znajduje jednak szerokiego zastosowania praktycznego ze względu na duży koszt oraz pogorszenie wyróżników sensorycznych konserw tyndalizowanych w porównaniu z pasteryzowanymi odpowiednikami. Z grupy konserw sterylizowanych najistotniejszą grupę stanowią tzw. konserwy sterylizowane pełne obrabiane w temperaturze powyżej minimum botulinowego (temperatura obróbki powyżej 110°C) do wartości sterylizacyjnej F0 przekraczającej poziom 3,0. W praktyce dla tych konserw przyjmuje się jednak jako bezpieczną wartość F0 na poziomie, co najmniej 4,0. Ograniczone zastosowanie praktyczne ma obróbka sterylizacyjna prowadząca do wyprodukowania tzw. konserw „trzy-czwarte” (F0=0,6-1,5). Obróbkę cieplną tej grupy konserw często prowadzi się w temperaturze poniżej minimum botulinowego, stosując w praktyce następujący zakres temperatur: 105-115°C. Każda obróbka cieplna konserw powinna zawsze gwarantować uzyskanie przez te wyroby gwarantowanej jałowości handlowej, co zapewnia jakość mikrobiologiczną na akceptowanym poziomie. Jest to stan mniej lub bardziej pogłębionej anabiozy. Wartość letalna procesu pasteryzacji konserw pozwala na zabicie komórek wegetatywnych większości gatunków bakterii. W tym procesie zostają zniszczone wszystkie formy wegetatywne bakterii psychrotrofowych, a także większość mezofilnych. Warunki prowadzenia pasteryzacji są natomiast całkowicie bezskuteczne w stosunku do spor Clostridium botlulinum. Pasteryzację przeżywają również niektóre gatunki z rodzaju Bacillus i termooporne szczepy z rodziny Lactobacillaceae oraz bakterie z rodzaju Enterococcus, których komórki wegetatywne wykazują dużą termooporność. Te ostatnie trafiają najczęściej do konserw wskutek niedostatecznej higieny surowca i wadliwie przeprowadzonego procesu chłodzenia. Dla uzyskania dużej jakości mikrobiologicznej konserw pasteryzowanych znaczenie mają również enterokokki stanowiące specyficzną mikroflorę konserw. Jako względne beztlenowce mogą one wzrastać w opakowaniach hermetycznych, tym bardziej, że służą im warunki chłodnicze. Enterokoki mogą w konserwach pełnić także funkcję antagonistyczną w stosunku do wielu innych niepożądanych bakterii. Hamują one wzrost bakterii należących do rodzaju Clostridium, Bacillus i Lactobacillus. Działanie hamujące wzrost paciorkowców kałowych jest wynikiem wytwarzania przez te bakterie kwasu mlekowego, a skuteczność ich działania zwiększa dodatek glukozy. Przy znacznie niskich temperaturach przechowywania konserw (poniżej 3°C) działanie antagonistyczne enterokoków ogranicza się do przedstawicieli rodzaju Clostridium, gatunków takich jak Cl. perfringens, Cl. sporogenes i Cl. botulinum. Skuteczność mikrobiologiczną pasteryzacji, jak już wspomniano, zwiększyć można przez zastosowanie tyndalizacji. W metodzie tej kolejno następujące po pierwszej pasteryzacje, inaktywują szczepy bakterii, które ją przerwały. W czasie występujących przerw między kolejnymi pasteryzacjami obecne w konserwie przetrwalniki bakterii beztlenowych przekształcają się w formy wegetatywne, które unieszkodliwia kolejny zabieg pasteryzacji. Ze względu na ryzyko skuteczności w zakresie trwałości mikrobiologicznej konserw pasteryzowanych konserwy te należy przechowywać w warunkach chłodniczych. Są to warunki, których efektywność jest wspomagana przez obecność w konserwach powszechnie używanego w przetwórstwie azotynu sodu. Substancja ta utrzymuje niebezpieczne spory Clostridium botulinum w postaci spoczynkowej. W przypadku produkcji konserw sterylizowanych „trzy-czwarte” uzyskuje się zniszczenie wegetatywnych form bakterii, zarodników psychrotrofów oraz przetrwalników bakterii mezofilnych z rodzaju Bacillus. Nie są jednak unieszkodliwiane spory bakterii beztlenowych z rodzaju Clostridium, w tym również proteolityczne Clostridium botulinum. Zagrożeniem dla jakości konserw „trzy-czwarte” jest relatywnie wysoka wartość pH wsadu, duża aktywność wody oraz brak lub niedostateczna ilość azotynu sodu. Osiągnięcie bezpiecznej wartości F0= 4,0-5,5 w czasie obróbki sterylizacyjnej tzw. konserw pełnych gwarantuje zniszczenie nie tylko form wegetatywnych bakterii, ale również spor przetrwalnikujących bakterii mezofilnych, tj. laseczek z rodzaju Bacillus i Clostridium. Sterylizacja prowadzona nawet do zalecanej wartości F0= 5,0- 6,0, która na tym poziomie uwzględnia eliminowanie zagrożeń natury technicznej (niedokładność pomiarowa), nie niszczy spor bakterii termofilnych, takich jak: Bacillus thermoacidurans (B. coagulans), tlenowych Bacillus stearothermophilus i beztlenowych Clostridium thermosaccharolyticum. Bakterie te, jako drobnoustroje termofilne przy prawidłowym przechowywaniu konserw sterylizowanych pełnych generalnie nie powinny być jednak przyczyną ich psucia się. Zdecydowanie bardziej zagrożonymi mikrobiologicznie konserwami sterylizowanymi są sterylizowane pełne konserwy podrobowe. Jest to wynikiem większego zakażenia pierwotnego użytego do produkcji surowca mięsno- tłuszczowo- podrobowego, wysokiej aktywności wody (kaszanki aw = 0,99), wysokiej wartości pH i ograniczonej skuteczności działania azotynu sodu (obecność wątroby i krwi). Konserwy podrobowe, w porównaniu z mięsnymi, są często zanieczyszczone dodatkowo bakteriami z rodzaju Bacillus (B. subtilis, B. megaterium, B. cereus), Clostridium (np. Cl. perfringens, Cl. sparogenes) oraz ciepłoopornymi enterokokami. W celu uzyskania konserw sterylizowanych o wysokiej jałowości handlowej stosuje się proces sterylizacji prowadzący do osiągnięcia wartości F0= 12-15, co jest konieczne ze względu na unieszkodliwienie termofilnych laseczek beztlenowych Clostridium thermosaccharolyticum i tlenowych Bacillus stearothermophilus. Autor: dr inż. Jerzy Wajdzik Literatura 1. Cegiełka A. (2007): Aktywność wody w mięsie i przetworach mięsnych a jakość mikrobiologiczna. ,,Rzeźnik polski”: nr 7 2. Grześkowiak E., Fabian M., Lisiak D. (2011): Ocena zawartości fosforu oraz jakości mięsa i przetworów mięsnych dostępnych na rynku krajowym. ,,Żywność. Nauka. Technologia. Jakość” nr 2 3. Kołożyn-Krajewska D. (2010):Jakość mikrobiologiczna mięsa i jego przetworów. Referat: Stowarzyszenia Rozwoju Regionalnego i Lokalnego ,,Progress” 4. Kuchlewska M. (2015): Mikroflora surowców i przetworów mięsnych. ,,Ogólnopolski Informator Masarski” nr 2 5. Maleszewski J., Salwa J. (1991): Biologia dla technikum przetwórstwa mięsnego. W. S i P- Warszawa 6. Wajdzik J. (2020): Istota produkcji konserw pasteryzowanych. ,,Ogólnopolski Informator Masarski” nr 2 7. Wajdzik J. (2020): Przetwory w galarecie. ,,Gospodarka Mięsna: nr 12 8. Wajdzik J. (2022): Bezpieczeństwo żywieniowe wyrobów mięsnych. ,,Rzeźnik polski” nr 3

-




















-
KUTROWANIE JAKO ZABIEG KSZTAŁTUJĄCY JAKOŚĆ WĄTROBIANEK I PASZTETÓW Wątrobianki i pasztety należą do wędlin podrobowych określanych terminem kiszki wątrobowe. Podstawowymi surowcami do ich produkcji jest zawsze wątroba oraz inne jadalne uboczne surowce rzeźne, uzupełniane surowcami mięsnymi i tłuszczowymi. Z grupy surowców mięsnych największą przydatność technologiczną mają mięsa bogate w kolagen. Stosunkowo duże wykorzystanie technologiczne posiadają również uzupełniające surowce skrobiowe. Kiszki wątrobowe reprezentują grupę wyrobów podrobowych charakteryzujących się licznymi modyfikacjami receptur surowcowych i procesu technologicznego, które kształtują ich jakość oraz cechy sensoryczne. Wpływa na to stan cieplny surowców użytych do produkcji (wstępna obróbka cieplna lub jej brak), stan termiczny stosowanej wątroby, rodzaj użytych surowców skrobiowych, zastosowane dodatki funkcjonalne i przyprawowe, technika wytwarzania farszu oraz ewentualnie zastosowany proces wędzenia. Bardzo duże znaczenie dla kształtowania cech jakościowych kiszek wątrobowych ma jakość wytwarzanego farszu, który powstaje najczęściej w procesie kutrowania. W praktyce technologicznej tylko sporadycznie wytwarza się farsz stanowiący masę wsadową do produkcji wątrobianek i pasztetów bez jego kutrowania a praktykuje się to jedynie w produkcji niskowydajnych kiszek wątrobowych charakteryzujących się mało homogenną strukturą. SUROWCE POCHODZENIA ZWIERZĘCEGO Podstawowym i niezbędnym surowcem do produkcji kiszek wątrobowych jest wątroba, która będąc miąższowym narządem wewnętrznym, należy do podrobów, a równocześnie jest gruczołem. Stanowi ona od 10 do 30% udziału w składzie surowcowym receptur wątrobianek i pasztetów. Dla uzyskania wysokiej jakości kiszek wątrobowych wątrobę należy przerabiać możliwie w jak najkrótszym czasie, jaki upłynął od uboju zwierzęcia rzeźnego, z którego pochodzi. Jest to istotne, ponieważ długie przechowywanie wątroby prowadzi bowiem do niekorzystnego wzrostu rozpuszczalności w wodzie zawartych w niej składników chemicznych, które łatwo się później ługują podczas przeprowadzanych zabiegów technologicznych. Długotrwałe przechowywanie wątroby sprzyja ponadto enzymatycznej hydrolizie glikogenu oraz łatwiejszemu wyługowaniu powstałej w czasie tego przechowywania glukozy. Użycie do produkcji takiej wątroby prowadzi często do pogorszenia swoistych i pożądanych wyróżników profilu smakowo-zapachowego produkowanych kiszek wątrobowych. Technologicznie uzasadnione jest wobec tego magazynowanie wątroby w warunkach chłodniczych tylko przez okres maksymalnie wynoszący 24 h, co dodatkowo zabezpiecza ją przed niekorzystnymi procesami fermentacji mlekowej, wywoływanej przez mikroflorę bakteryjną i drożdżową. Niekorzystne nagromadzenie się kwasu mlekowego, jak również pojawiające się zazielenienie spowodowane działalnością bakterii proteolitycznych (działanie na łącznotkankowe torebki wątrobowe) dyskwalifikuje wątrobę z przeznaczenie przerobowego. Wymoczona i o dobrej jakości wątroba charakteryzująca się dużą zawartością białka (średnio ok. 19,7%) i pozostałością kwasów żółciowych jest doskonałym emulgatorem przydatnym w procesie wytwarzania farszów wątrobowych. Warunkiem niezbędnym dla optymalnego wykorzystanie tych właściwości wątroby jest jednak stosowanie jej w stanie surowym, względnie parzonej w temperaturze nieprzekraczającej 60OC. Wątroba obrabiana termicznie w wyższych temperaturach oraz przez dłuższy czas traci już swoje właściwości emulgujące i prowadzi do uzyskania bardziej ziarnistej struktury wątrobianek i pasztetów. Gatunkowo największą przydatność technologiczną wykazuje wątroba świńska i drobiowa. Wartościowym surowcem do produkcji kiszek wątrobowych jest mięso uzyskane z gotowanych głów świńskich, które zawiera ok. 8,6% białka i ponad 25% tłuszczu. Smakowitość tego surowca powoduje, że w dużym stopniu kształtuje on pożądane wyróżniki sensoryczne kiszek wątrobowych i to niezależnie od stopnia rozdrobnienia. Jako surowce do produkcji kiszek wątrobowych wykorzystuje się różne gatunkowo mięsa drobne, mięsa oddzielone mechanicznie od kości oraz skórki drobiowe i świńskie. Przydatność technologiczna skórek wynika głównie z zawartości kolagenu (ok. 20%) oraz tłuszczu, którego ilość kształtuje się na poziomie10-15%. Wszystkie wymienione surowce wykorzystuje się najczęściej obrobione termicznie w wyniku zastosowania wstępnej obróbki cieplnej. Technologicznie i praktycznie uzasadnione jest tylko kierowanie do produkcji MDOM-u bezpośrednio w stanie zamrożonym lub dobrze wychłodzonego. Wprowadzane do składu receptury produkcyjnej mięso oddzielone mechanicznie charakteryzować powinno się zawartością białka na poziomie 9-18% oraz tłuszczu- 12-35%. Nieodzownym składnikiem recepturowym kiszek wątrobowych są surowce tłuszczowe wprowadzone do produkcji równocześnie jako składnik innych surowców (mięsa tłuste, MDOM, skórki) lub oddzielnie, jako samoistna tkanka tłuszczowa. Z grupy surowców tłuszczowych największą przydatność technologiczną wykazują tłuszcze świńskie oraz w mniejszym stopniu tłuszcze drobiowe, co wynika z ich niekorzystnej temperatury krzepnięcia i topnienia. Szerokie wykorzystanie technologiczne tłuszczy drobiowych ograniczone jest ich relatywnie małą podażą. SUROWCE ROŚLINNE, PRZYPRAWY I DODATKI FUNKCJONALNE Z surowców roślinnych wykorzystywanych do produkcji kiszek wątrobowych największą przydatność technologiczną mają mąki (pszenna, kukurydziana), skrobie, kasza manna i bułka tarta. O przydatności mąk i skrobi decyduje ich pochodzenie gatunkowe, temperatura kleikowania oraz rodzaj i stopień modyfikacji. Właściwości determinujące przydatność różnych skrobi wynikają w dużym stopniu z zawartości amylozy, której żele wykazują niekorzystną tendencję do retrogradacji. W związku z tym faktem w produkcji kiszek wątrobowych skrobie natywne zastępuje się skrobiami modyfikowanymi, które wykazują lepsze właściwości żelujące z ograniczoną synerezą powstałych żeli oraz nadają kiszkom wątrobowym bardziej pożądane cechy sensoryczne określane wyróżnikiem konsystencji. W kształtowaniu profilu smakowego kiszek wątrobowych dużą rolę odgrywają przyprawy oraz ich ekstrakty i aromaty. Z przypraw przydatne są: imbir, gałka muszkatołowa, kminek, goździki, liść laurowy, pieprz czarny oraz ziele angielskie. Popularnymi i powszechnie stosowanymi przyprawami są ponadto majeranek i cebula, która powinna być jednak stosowana w postaci suszu o różnej granulacji. Świeża cebula w temperaturze wytwarzanego farszu wątrobowego, tj. powyżej 45OC, może bowiem prowadzić do powstawania kwaskowatego smaku farszu przenoszonego na wyroby gotowe. Do dodatków funkcjonalnych stosowanych w produkcji kiszek wątrobianych należą mieszanka peklująca, chlorek sodu, przeciwutleniacze (kwasy askorbinowe, sole sodowe kwasów askorbinowych), emulgatory białkowe i chemiczne oraz błonniki pokarmowe. Azotyn sodu używany jako składnik mieszanki peklującej wpływa na powstawanie wybarwienia peklowniczego, które pojawia się w przypadku wykorzystania wątroby nieoparzanej lub w trakcie peklowania wstępnego surowców przeznaczonych do produkcji wątrobianek i pasztetów. W rezultacie zastosowania w takich uwarunkowaniach technologicznych azotynu sodu uzyskuje się charakterystyczne wybarwienie peklownicze wątrobianek i pasztetów będące rezultatem powstania nitrozylowych pochodnych barwników hemowych. Skuteczności powstawania wybarwienia peklowniczego sprzyja dodatek przeciwutleniaczy w postaci kwasów askorbinowych i/lub ich soli sodowych. Substancje te dodatkowo eliminują również miejscowe odchylenia barwy (szarozielone miejsca) w strukturze wątrobianek i pasztetów pojawiające się przy braku skutecznego odpowietrzenia farszu na etapie jego wytwarzania. Dodatkami sprzyjającymi powstawaniu stabilnego farszu wątrobowego jako emulsji są emulgatory białkowe (białka pochodzenia zwierzęcego i roślinnego) oraz emulgatory chemiczne (mono- i diglicerydy). Z białek niemięsnych najbardziej sprawdzają się w tym zakresie koncentraty białek sojowych, białka jaj, białka z krwi (plazma krwi), białka z mleka (głównie białka serwatkowe) oraz w zdecydowanie mniejszym stopniu białka kolagenowe. Dobierając emulgatory chemiczne należy uwzględnić wartość ich współczynnika HLB (Hydrophylic Lipophilic Balance Value), który określa skuteczność wpływu emulgatora na równowagę lipofilowo-hydrofilową. W produkcji pasztetów wysokowydajnych, względnie pasztetów o obniżonej zawartości tłuszczu przydatny na etapie wytwarzania farszu jest dodatek błonników pokarmowych. Odpowiednio dobrane błonniki wpływają na poprawę tekstury kiszek przy równoczesnym dużym ich uwodnieniu oraz powodują znaczny wzrost wydajności produkcyjnej. Włókna te wykazują znaczącą przydatność technologiczną ze względu na zdolność wchłaniania wody i utrzymywania tłuszczu. Niektóre właściwości technologiczne błonników wynikają z ich pochodzenia gatunkowego. Błonniki zbożowe dobrze współdziałają z emulgatorami a błonniki ziemniaczane - z białkami. Stosowanie natomiast prebiotycznej inuliny pozwala na zredukowanie tłuszczu w kiszkach wątrobowych bez negatywnego wpływu na ich cechy jakościowe. TECHNIKA WYTWARZANIA FARSZU Cechy jakościowe wątrobianek i pasztetów są bezpośrednio zależne od jakości wytwarzanego kutrowanego farszu, którego stabilność jest wypadkowym wynikiem składu recepturowego, rodzaju użytego surowca tłuszczowego, temperatury, intensywności emulgowania, techniki kutrowania oraz stosunku zawartych w farszu komponentów (białko: woda: tłuszcz). Uwzględniając istotę produkcji tej grupy wędlin podrobowych charakteryzowaną przez pryzmat konieczności uzyskania pożądanego efektu jakościowego i mikrobiologicznego, proces kutrowania w kutrach misowych lub przelotowych należy prowadzić tak, aby temperatura wytwarzania farszu nie była niższa od 45OC. Jedynie w przypadku wytwarzania farszu metodą ,,na zimno”, jego temperatura nie powinna być wówczas wyższa niż 15OC. Przestrzeganie takich zakresów temperaturowych w procesie kutrowania eliminuje ryzyko rozwoju niepożądanych bakterii mezofilnych, w tym przede wszystkim gnilnych. Technologicznie proces wytwarzania farszu w temperaturze nieprzekraczającej 15OC jest zdecydowanie mniej przydatny i praktykuje się go tylko w przypadku kierowania do produkcji surowców niepoddanych wstępnej obróbce cieplnej. Sam proces kutrowania składników surowych z dodatkami przebiega wtedy analogicznie jak w przypadku wytwarzania farszu do produkcji parzonych kiełbas kutrowanych. Różnica sprowadza się do udziału w składzie farszów wątrobowych wątroby, która w tych warunkach termicznych prowadzonej obróbki mechanicznej nie wykazuje jednak optymalnych właściwości emulgujących. W związku z faktem, że kiszki wątrobowe należą do wyrobów produkowanych przede wszystkim z surowców poddawanych wstępnej obróbce cieplnej, proces kutrowania w takich uwarunkowaniach powinien odbywać się w temperaturze przekraczającej 45OC a najlepiej w zakresie 50-60OC (optymalne warunki emulgacyjne wątroby). Osiąga się to w sposób skuteczny kutrując składniki surowcowe posiadające po obróbce cieplnej jeszcze wysoki poziom energetyczny, dodając równocześnie do nich gorącą wodę lub rosół powstały w czasie ich obróbki cieplnej, lub wykorzystując jako alternatywne rozwiązanie kutry z podgrzewaną misą. Utrzymanie pożądanej temperatury wytwarzanego farszu ma szczególnie duże znaczenie w przypadku stosowania surowej wątroby i nieobrobionego termicznie mięsa oddzielonego mechanicznie od kości. Surowce te wpływają bowiem na obniżenie temperatury farszu, co może znacznie pogarszać efektywność jego emulgowania. Komponując składy recepturowe oraz odpowiednio prowadząc proces kutrowania surowców można regulować konsystencją kiszek wątrobowych, która kształtować może się od plastyczno-lepkiej do sprężysto-plastyczno-lepkiej. W efekcie w tym pierwszym przypadku kiszki stają się bardziej smarowne i maziste a w drugim uzyskują konsystencję idącą w kierunku krajalnej. W dużym stopniu o tych cechach decyduje białko obecne w układzie oraz stan skupienia tłuszczu w trakcie jego rozdrabniania. Nieskoagulowane lub w małym stopniu skoagulowane białko chłonie i wiąże wodę w analogiczny sposób jak w przypadku wyrabiania farszu z surowca mięsnego niepoddawanego obróbce cieplnej. Białko w takich uwarunkowaniach wiąże wodę hydrofilnie, co przyczynia się do bardziej sprężystej konsystencji wyrobów. Skoagulowane cieplnie białko wiąże natomiast wodę adhezyjnie, siłami powierzchniowo czynnymi, co nadaje wyrobom właściwości bardziej plastycznych. Istotna część białka, występująca w surowcu wykorzystywanym do produkcji kiszek wątrobowych jest w postaci kolagenu, który wiążąc wodę w wyniku zachodzącej termohydrolizy nadaje kiszkom wątrobowym określone właściwości reologiczne. Przejawia się to występowaniem cech sprężystości kiszek wątrobowych po ich wychłodzeniu poprodukcyjnym. Zjawisko to jest wynikiem żelowania rozpuszczonej glutyny, powstałej w czasie termohydrolizy kolagenu w roztworze wodnym elektrolitów stanowiącym fazę rozpraszającą całego układu. Konsystencję wyrobów wątrobowych kształtuje wtórnie tłuszcz, który stanowi najczęściej 20-60% recepturowego składu surowcowego. Ze względu na łatwość zmiany swojego stanu skupienia i zdolność pokrywania powierzchni białek cienką warstwą, cząsteczki tłuszczu otaczają w fazie kutrowania cząsteczki skoagulowanego surowca białkowego, co kształtuje bardziej plastyczną konsystencję wyrobu gotowego. Wzrost temperatury topienia użytego do produkcji tłuszczu wpływa natomiast wprost proporcjonalnie na poprawę sprężystości wyrobu gotowego. Istotny jest fakt, że z frakcjami tłuszczu trudnotopliwego współdziałają termozhydrolizowane skleroproteiny a z tłuszczami łatwo topliwymi natomiast pozostałe białka obecne w wytwarzanym farszu. Takie ukierunkowane działanie białek należy mieć na uwadze również przy stosowaniu preparatów białkowych jako dodatków funkcjonalnych. Niezależnie od rodzaju obecnego w farszu białka, tworzeniu konsystencji plastycznej kiszek wątrobowych sprzyja obecność w składzie surowcowym tłuszczu charakteryzującego się dużą zawartością nienasyconych kwasów tłuszczowych. Dla dobrej stabilności wytwarzania farszu kutrowanego, a zarazem w celu ograniczenia ryzyka jego rozfrakcjonowania, technologicznie przydatne są tłuszcze o stosunkowo dużej zawartości włókien kolagenowych(podgardle, podskórna warstwa słoniny), które stają się czynnikiem stabilizującym naturalny rozdział przestrzenny tłuszczu w wytwarzanym farszu. Mało przydatne okazują się natomiast łoje i sadło, które nadają kiszkom wątrobowym dodatkowo efekt grudkowatej struktury. ROLA WĄTROBY I EMULGATORÓW W KSZTAŁTOWANIU JAKOŚCI FARSZÓW Wątroba należąca do podstawowego składnika recepturowego produkcji wątrobianek i pasztetów jest stosowana w ilości 10-40% składu surowcowego i stanowi składnik kształtujący w największym stopniu właściwości reologiczne kiszek wątrobowych. O jej dużej roli decydują właściwości emulgujące wynikające z zawartości w niej kwasów żółciowych pochodzących z resztek żółci zalegającej w przewodach żółciowych. Na cechy te wpływają również białka zawarte w wątrobie. Właściwości emulgujące wykazuje jednak tylko wątroba używana do produkcji w postaci nieoparzonej oraz w ograniczonym stopniu wątroba parzona w temperaturze maks. 60OC. Taka temperatura obróbki powoduje zachowanie jeszcze przez wątrobę jej właściwości emulgujących. Dodawanie surowej wątroby do wytwarzanego farszu w czasie jego kutrowania powoduje, że część białek wątroby koaguluje, obniżając tarcie na granicy faz ciekłych, tj. wody i tłuszczu oraz fazy stałej w postaci skoagulowanych białek. Nieskoagulowane białka wątroby otaczają natomiast warstwą roztworu koloidalnego kropelki tłuszczu. Późniejsza obróbka cieplna, stabilizuje wytworzony układ składników farszu powodując wzrost sprężystości wyrobów gotowych. Działanie wątroby jako czynnika nadającego kiszkom wątrobowym cechy sprężystości jest ponadto potęgowane przez żelujący roztwór glutyny i zmianę stanu skupienia tłuszczu, czyli przez zjawiska zachodzące dopiero na etapie wychładzania poprodukcyjnego. Wykorzystując specyficzny wpływ surowej wątroby na jakość kiszek wątrobowych technologicznie, praktykuje się wstępne jej wykurowanie z dodatkiem mieszanki peklującej lub chlorku sodu. Do kutrowanej wstępnie wątroby dodaje się wtedy najczęściej 1/2 ilości przewidywanej recepturą mieszanki peklującej lub chlorku sodu. Tak przygotowaną wątrobę wprowadza się do tworzonego później farszu po wykurowaniu jego składników z dodaną wodą lub rosołem w momencie, kiedy posiada on temperaturę 50-60OC. Przestrzeganie tych parametrów temperaturowych umożliwia skuteczne działanie kwasów żółciowych zawartych w wątrobie (pochodne kwasu cholanowego i allocholanowego) a będących skutecznymi emulgatorami. Po dodaniu wątroby do farszu, kutruje się go aż do uzyskania homogennej masy o dużym stopniu jednorodności. Tworzony w ten sposób ostateczny farsz, do którego dodaje się wstępnie wykutrowaną wątrobę powinien wykazywać na tym etapie cechy trwałej emulsji, co gwarantuje wysoką jakość wyrobów gotowych. Wątroba zawierająca azotyn sodu pochodzący z dodanej do niej mieszanki peklującej wpływa na charakterystyczne wybarwienie farszu, a co za tym, idzie nadaje wątrobiankom i pasztetom cechy produktu peklowanego (powstanie nitrozylobarwników). Stosując wątrobę wstępnie i dostatecznie oparzoną nie wykorzystuje się już jej właściwości emulgujących. W takiej postaci wykorzystania produkcyjnego wpływa ona jednak pozytywnie na cechy sensoryczne wyrobów gotowych oraz sprzyja tworzeniu się w kiszkach wątrobowych konsystencji plastycznej z charakterystyczną ziarnistością. W recepturach charakteryzujących się dużą zawartością tłuszczu należy wtedy jednak uwzględnić udział dodatków wpływających na stabilność emulsji w postaci emulgatorów białkowych lub chemicznych. Należy je dobierać po uwzględnieniu warunków skutecznego ich działania oraz specyficznych technologicznych cech. Stosując plazmę krwi należy mieć na uwadze konieczność jej długiego kutrowania. Stąd należy ją wprowadzać do kutra w początkowym stadium tego procesu. Dobre właściwości funkcjonalne wykazują białka mleka a głównie koncentraty białek serwatkowych, które będąc dobrymi emulgatorami, są w przeciwieństwie do kazeinianów równocześnie dodatkami żelującymi. Białka te są ponadto skuteczne w szerokim zakresie wartości pH, tj. od 3 do 7. Białka kolagenowe znajdują przydatność w produkcji kiszek wątrobowych szczególnie ze względu na walory smakowe oraz właściwości żelujące. Natomiast z grupy białek pochodzenia roślinnego największa przydatność wykazują białka sojowe a przede wszystkim ich koncentraty. Preparaty te w przeciwieństwie do izolatów białek sojowych są bowiem zdecydowanie bardziej odporne na negatywny wpływ środowiska (sól, jony), a zarazem wykazują lepsze działania sieciujące i stabilizujące emulsje, jakimi stają farsze przygotowane do produkcji wątrobianek i pasztetów. Emulgatory chemiczne (glicerydowe) należy dobierać w oparciu o ich wartość HLB, która dla grupy emulgatorów wykazujących powinowactwo do wody kształtuje się w zakresie 10-12 a dla emulgatorów o powinowactwie dla tłuszczów posiada wartość 3-4. Najlepsze efekty technologiczne osiąga się wobec tego w wyniku stosowanie mieszaniny glicerydów z obu grup, które skutecznie zabezpieczają układ tworzonej emulsji przed konsekwencjami jej ewentualnego ,,przełamania”. Warunkiem niezbędnym uzyskania stabilnej emulsji, jaką jest farsz wątrobowy oraz pożądanych cech jakościowych wyprodukowanych z niego kiszek wątrobowych nieodzowny jest odpowiedni udział wody w układzie. Jejobec ność w procesie kutrowania gwarantuje równomierne rozprowadzenie składników tworzących farsz. W praktykach produkcyjnych w miejsce czystej wody najczęściej używa się gorącego rosołu o temperaturze maks. wynoszącej 65OC powstałego na etapie wstępnego oparzania surowców. Do kutrowania należy użyć tyle rosołu, którego ilość gwarantuje skuteczną dyspersję tłuszczu i uzyskanie pożądanego stabilnego żelu. Farsz przeznaczony na kutrowane kiszki wątrobowej powinien być zawsze wytwarzany w jednym ciągu technologicznym procesu, co jest determinowane jego nietrwałością. Temperatura wytwarzania farszu, tj. 50-60OC, nie jest bowiem skutecznym czynnikiem decydującym o jego trwałości. W takich warunkach temperaturowych wytwarzania farszu czynny jest jeszcze układ enzymatyczny nieobrobionych cieplnie surowców a przede wszystkim wątroby, co może pogarszać jakość i trwałość farszu. Mało przydatną alternatywą w takim przypadku jest wytwarzanie farszu w temperaturze poniżej 15OC, w której nie wykorzystuje się niestety możliwości emulgujących kwasów żółciowych, co prowadzi do uzyskania obniżonej plastyczności kiszek, do czego przyczynia się brak równomiernego efektu kutrowania. W końcowym etapie kutrowania do wytwarzanego farszu dodaje się skrobiowe dodatki żelujące, mąki lub błonniki pokarmowe. Dodatki te kształtują w dużym stopniu konsystencję produkowanych wątrobianek i pasztetów. Ich rodzaj i dobór ilościowy uwarunkowany jest składem recepturowym produkowanych kiszek wątrobowych oraz rodzajem wytwarzanego farszu. Jeśli farsz kutrowany nie stanowi w 100% masy wsadowej, wytworzenie ostatecznego farszu może następować w urządzeniach mieszających, do których wprowadza się wykutrowaną jego część oraz pozostałe składniki surowcowe o innym stopniu rozdrobnienia, dodatki skrobiowe i błonniki pokarmowe. Proces mieszania powinien wtedy doprowadzić do wyrównania układu przestrzennego komponentów surowcowych tworzących ostateczny farsz wsadowy kierowany do produkcji kiszek wątrobowych. W przypadku produkowania kiszek z farszu w całości kutrowanego, dodatki skrobiowe i błonniki wprowadza się na etapie jego kutrowania, ale najczęściej w końcowej fazie tego procesu. Autor: dr inż. Jerzy Wajdzik Literatura: • Pezacki W. (1994): Przetwarzania jadalnych surowców rzeźnych. PWN-Warszawa • Wajdzik J. (2010): Specyfika produkcji wędlin podrobowych. • „Magazyn Przemysłu Mięsnego” nr 3-4 • Wajdzik J. (2012): Aspekty nowoczesnej produkcji wędlin podrobowych. „Gospodarka Mięsna” nr 3

-
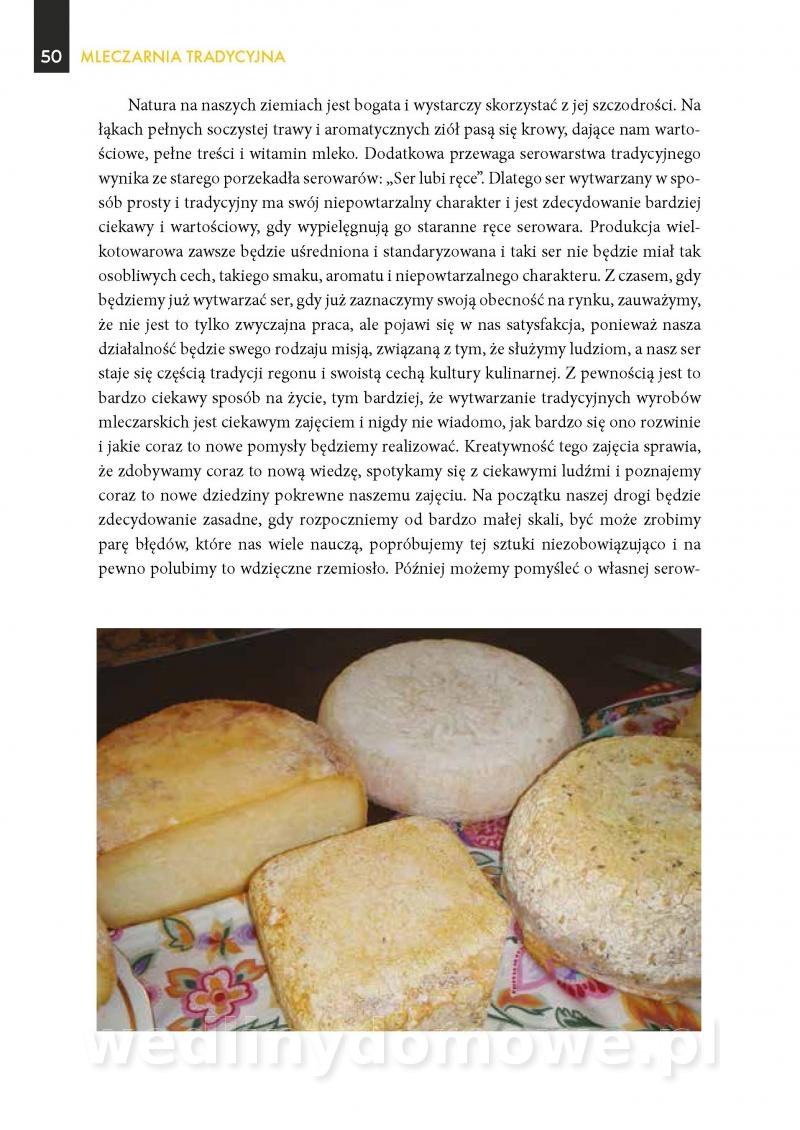
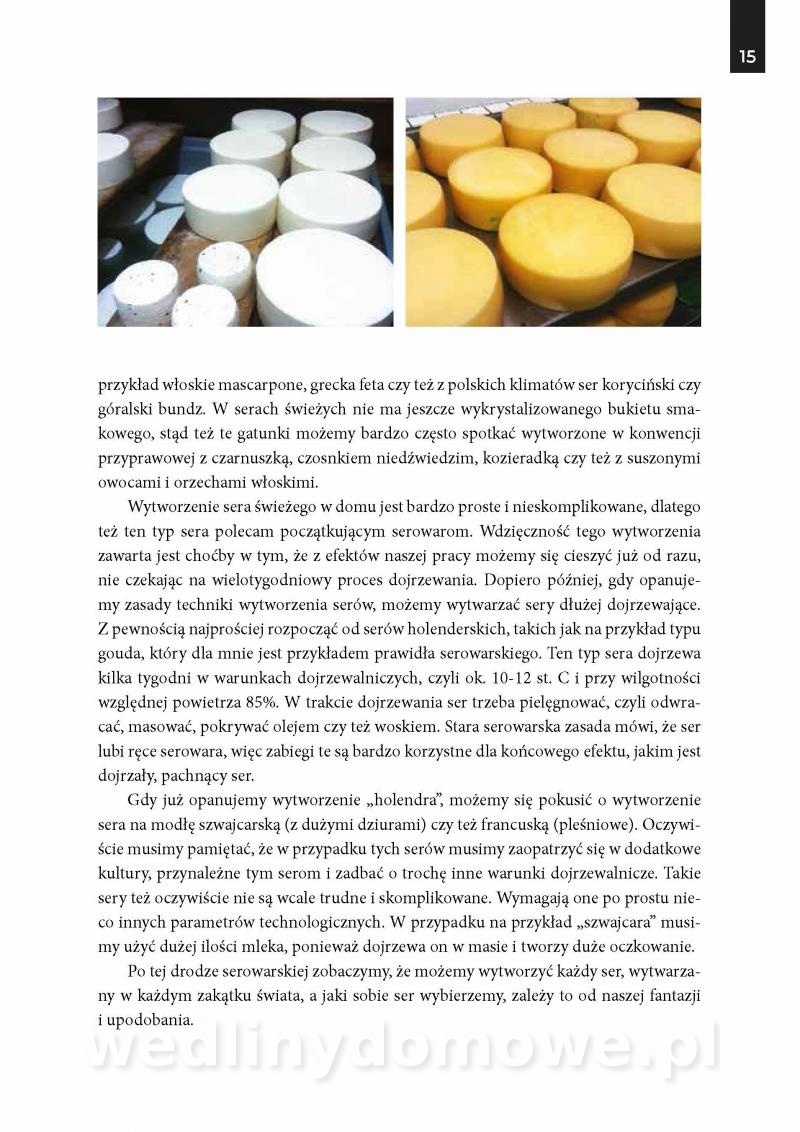
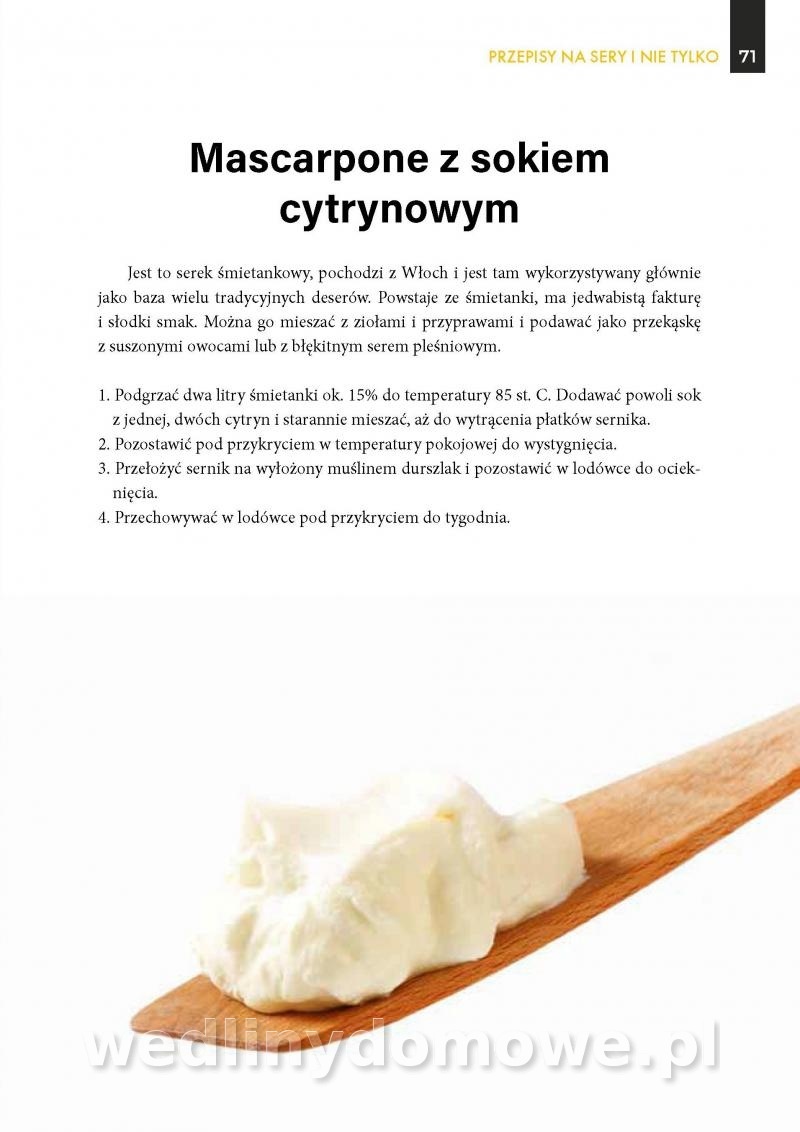
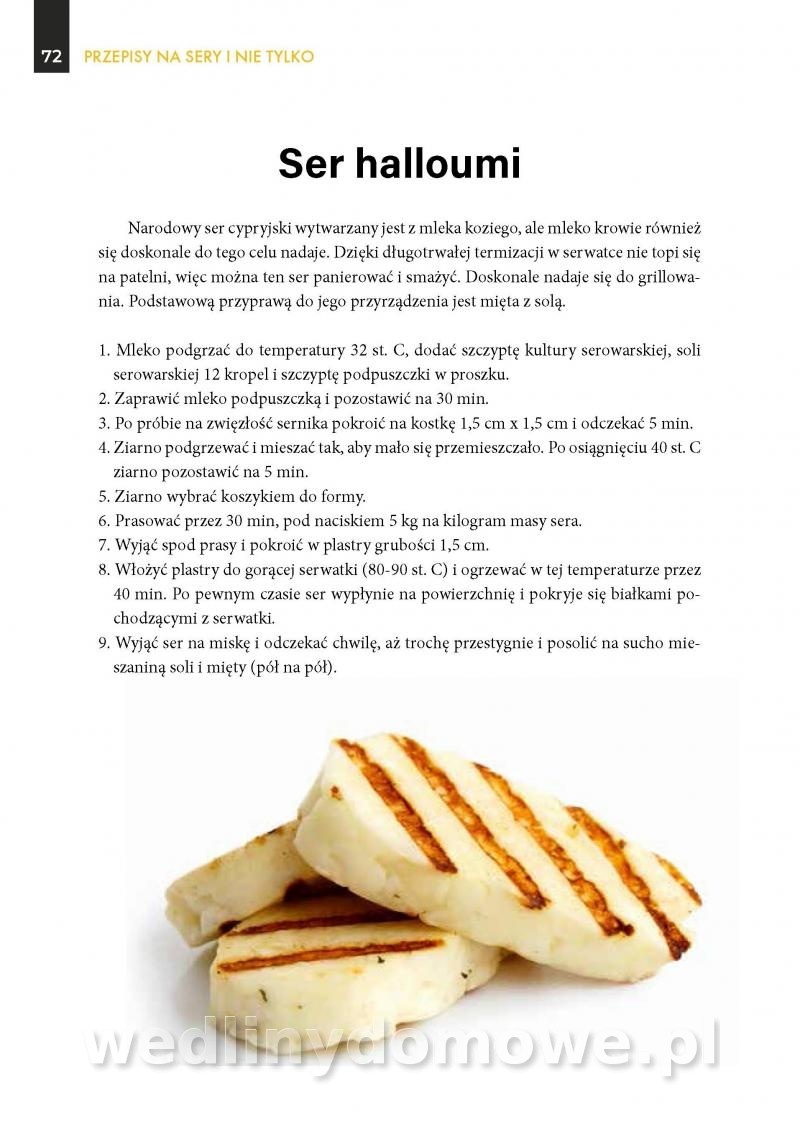
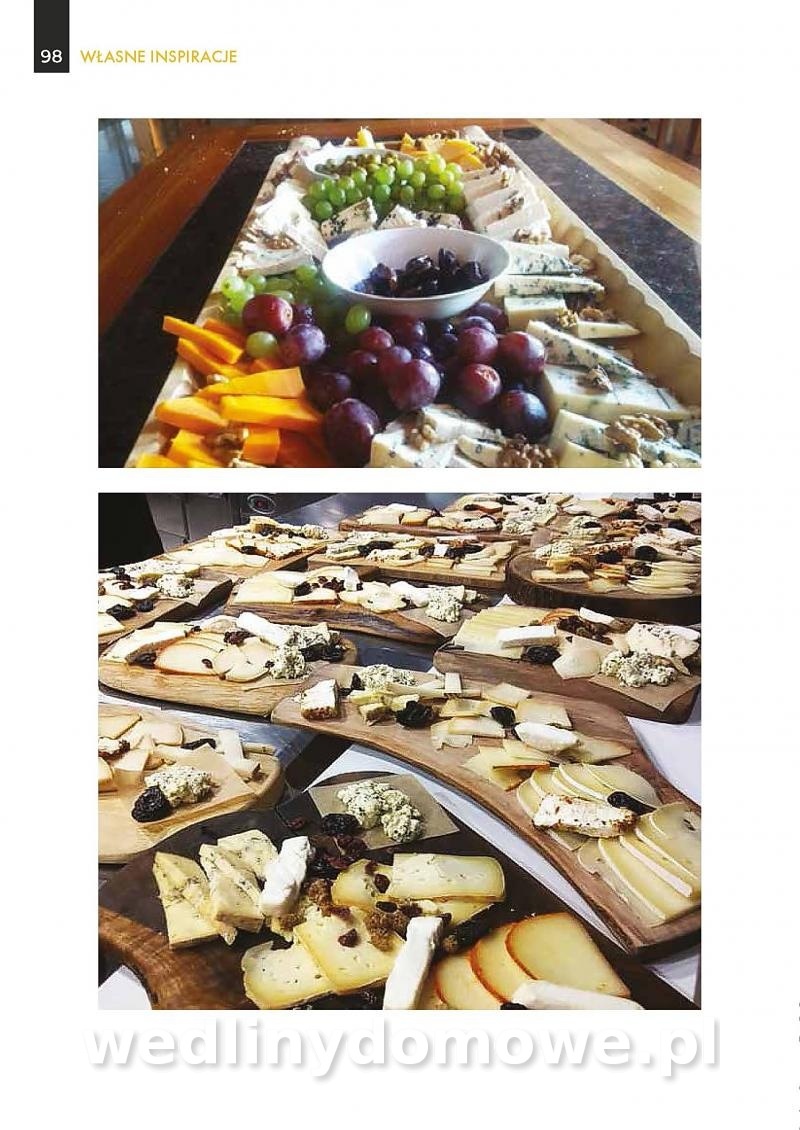
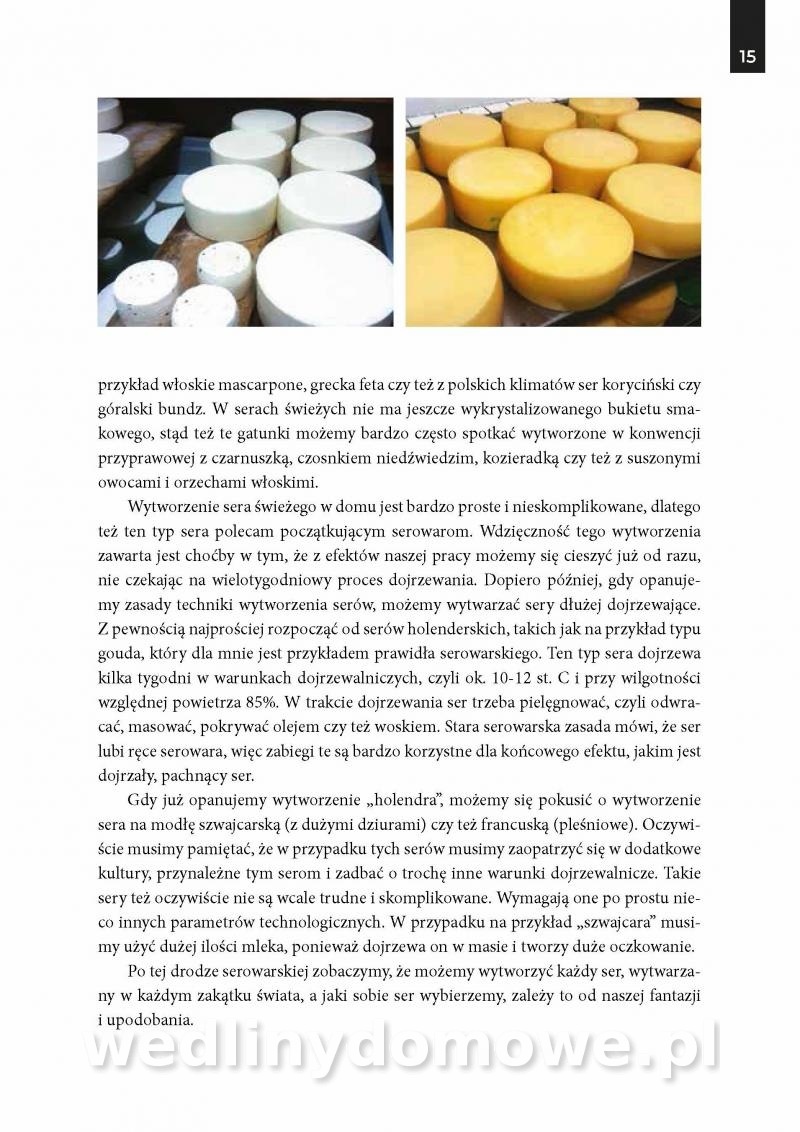
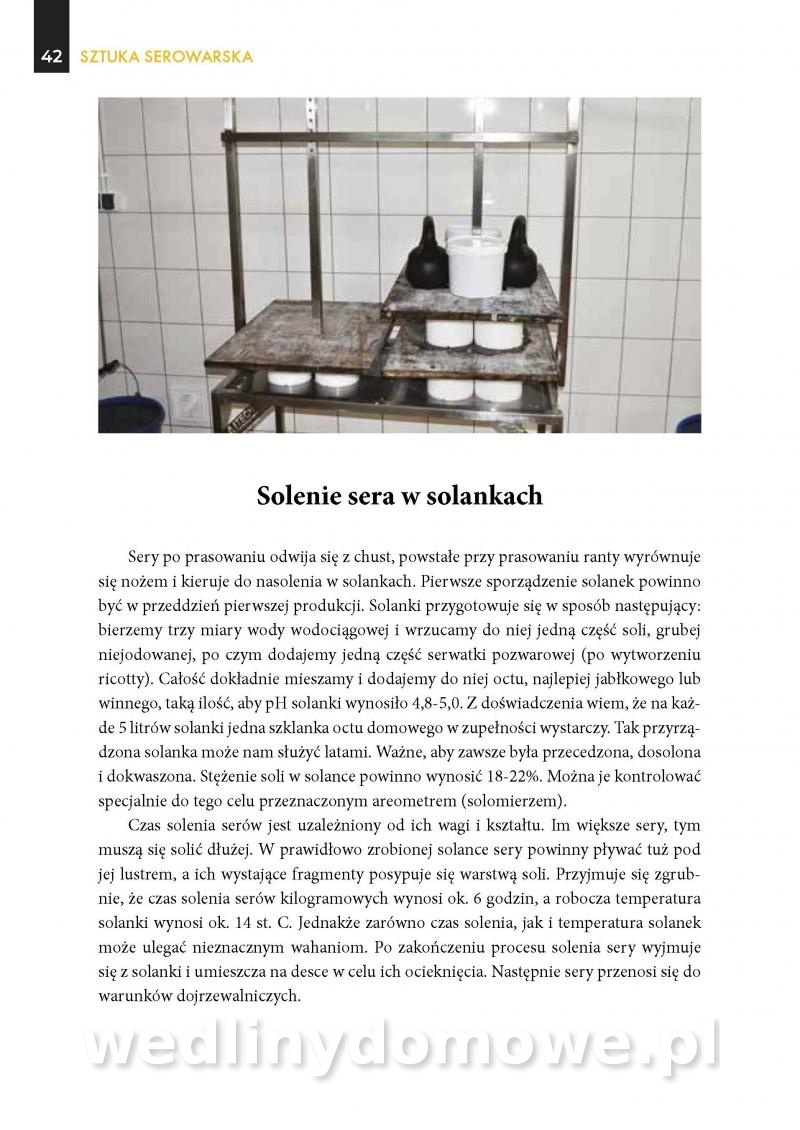
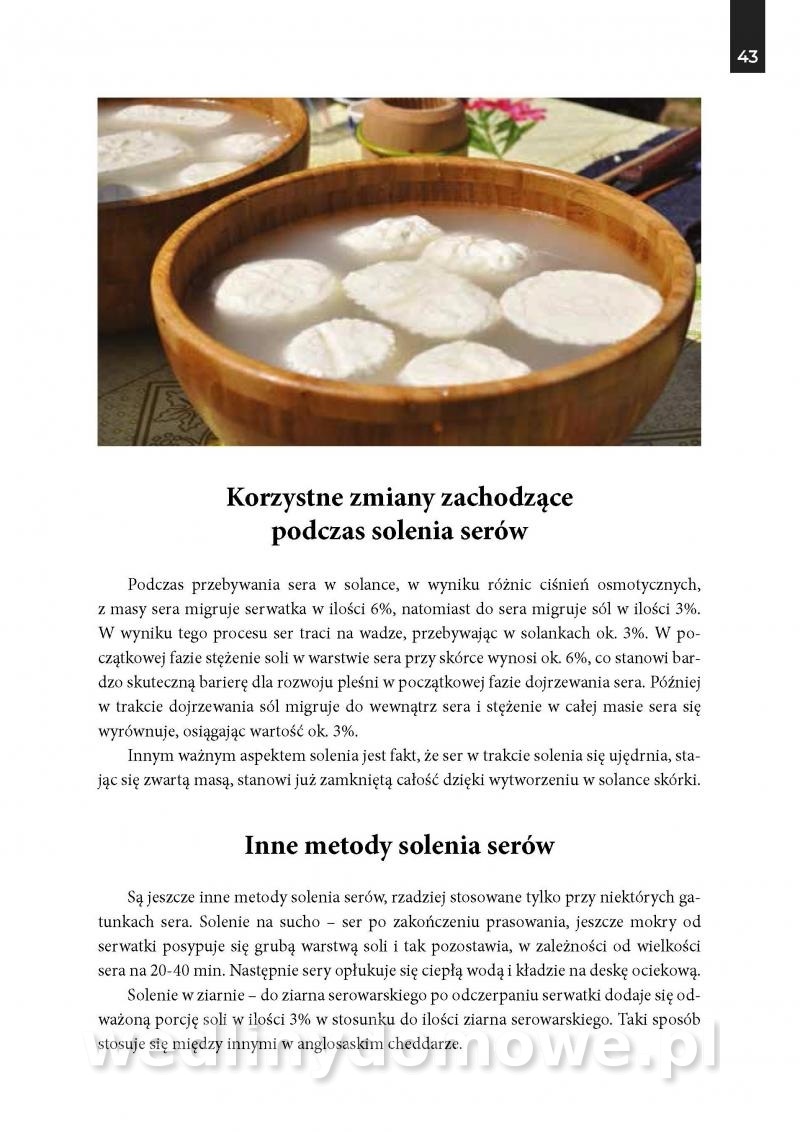
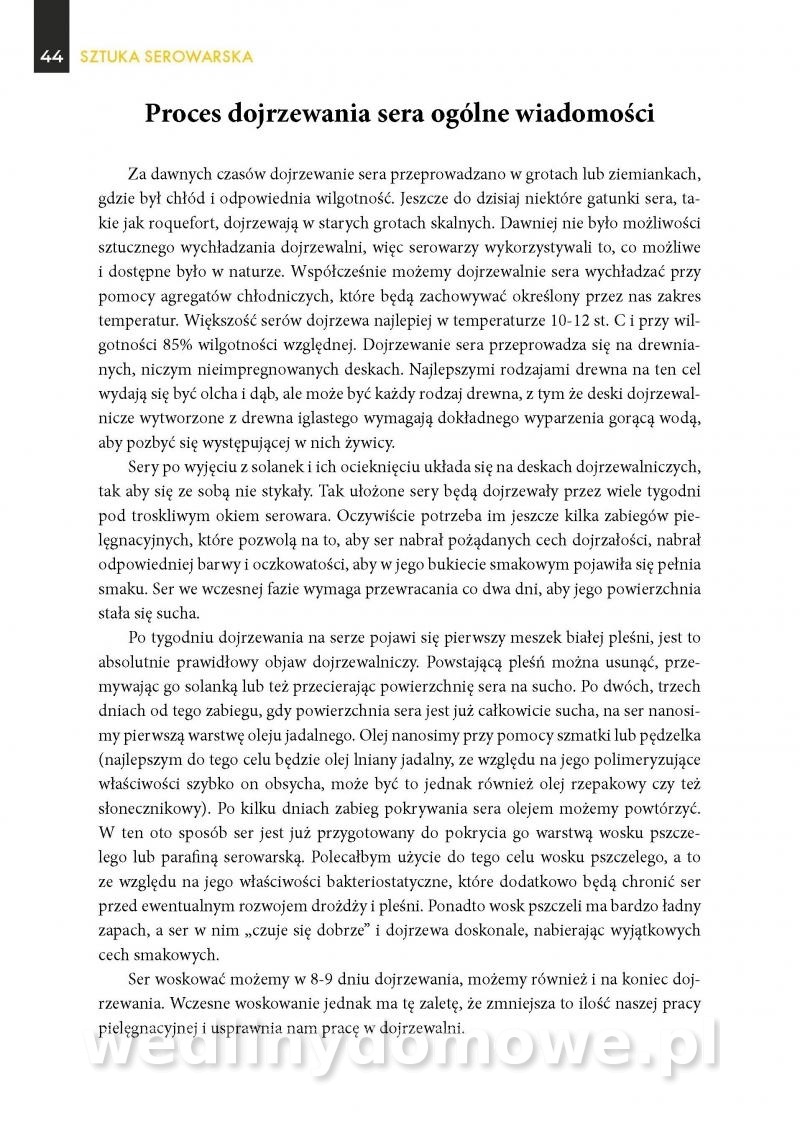
Tradycyjny wyrób sera - praktyczny przewodnik dla każdego.
Maxell odpowiedział(a) na Maxell temat w Książki i artykuły
Na potrzeby portalu wedlinydomowe.pl opracował Maxell






-
Tradycyjny wyrób sera - praktyczny przewodnik dla każdego.
Maxell odpowiedział(a) na Maxell temat w Książki i artykuły


















-
Mam nadzieję, że nie z naszej?
-
Swoją drogą łój wołowy to bardzo ciekawy dodatek, szczególnie do konserw. Można go kupić dosyć tanio pod adresem: https://super-stek.pl/38-smalce Do tego smalec kaczy i gęsi. A dla lubiących "białe złoto": https://super-stek.pl/bbq-wszystko-na-grilla/61-slonina-gruba-ze-skora-4-5-cm.html
-
Pamiętasz Aniu? Swego czasu mieliśmy tutaj "specjalistę od krupnioków". :D
-
Jelita baranie 18-20mm BROWIN, 15m
Maxell odpowiedział(a) na soliera temat w Jelita, osłonki, przyprawy i dodatki
Następnym razem kupuj w firmie, którą polecamy na stronie głównej forum. -
Tradycyjny wyrób sera - praktyczny przewodnik dla każdego.
Maxell opublikował(a) temat w Książki i artykuły
















-
Właśnie te wycieki to typowa cecha mięsa mrożonego. Technologie z lat 60- i 70-tych dopuszczały max. do 30% dodatku mięsa mrożonego w przetwórstwie.
-
Pomoc dla Moniki, córki Karola Szymczaka
Maxell odpowiedział(a) na Maxell temat w Fundusz WB wsparcia w nagłych przypadkach
Przedstawiam wieniec od WB, załatwiony przez Kolegę @Wirus: Rachunek przedstawię w przyszłym tygodniu.
-
Pomoc dla Moniki, córki Karola Szymczaka
Maxell odpowiedział(a) na Maxell temat w Fundusz WB wsparcia w nagłych przypadkach
Podczas pogrzebu, wieniec w imieniu Wędzarniczej Braci złożą: Wirus, Wisienka, Jakub, EwaMax oraz JacekMax. Być może, iż będzie także Barbara. -
Pomóżmy Dominikowi, synowi Śp. Ani - Einshell
Maxell opublikował(a) temat w Fundusz WB wsparcia w nagłych przypadkach
Bardzo proszę o wsparcie dla Dominika, syna Śp. Ani. Zebrana kwota na pewno pomoże w tym ciężkim i trudnym okresie. Chciałem zorganizować wieniec od WB, ale niestety, nikt nie wybiera się na pogrzeb. Będę o tym myślał i postaram się, aby w późniejszym czasie został złożony na grobie naszej niezapomnianej Koleżanki. Z góry dziękuję za każde wsparcie zwłaszcza teraz, kiedy ze smutkiem, w tak krótkim czasie, zakładam drugi, podobny temat. Bardzo proszę o dokonywanie wpłat na konto: Mirosław Gębarowski Oś. Okrzei 4/181 97-400 Bełchatów Konto: eMAX nr. 21 1140 2004 0000 3602 5651 8325 W tytule przelewu podajemy: „Pomoc dla Dominika”, oraz nick z forum. Lista darczyńców: 1. Maxell + Barbara 2. @halusia@ 3. Barbara Bogucka 4. Wirus 5. EAnna 6. eli55 7. dyzio 8. lobo 9. Bagno 10. wróbel75 11. Mesch 12. Twonk Zebrana kwota: 1047,43 zł Zbiórkę pomocową zamykamy 22 grudnia 2022 r. -
Kiszonki - praktyczny przewodnik dla każdego.
Maxell odpowiedział(a) na Maxell temat w Przetwórstwo owoców i warzyw
Waldku, daję po prostu dwie łyżki (czasem z czubkiem, a czasem nie). Jestem z natury sololubny i, o dziwo, taka dawka soli w ogórkach nie przeszkadza mojej rodzince, która unika soli. -
Wpis Kolegi @Pan Boczek z dnia 29 listopada 2022 r., godz. 15.53: "Odeszła nasza kochana Ania, Einshell.. Nie mam slow, dopiero co z Seba rozmawiałem. Pogrzeb będzie w piątek o 13:00, postaram sie dopytać gdzie dokładnie.. jak emocje trochę opadną. Myślcie o niej ciepło, wiem ze bardzo tęskniła za Wami i za forum." Pogrzeb odbędzie się w piątek, o godzinie 13.00 w Jaworznie, ul. Kasztanowa 116.





-
Kiszonki - praktyczny przewodnik dla każdego.
Maxell odpowiedział(a) na Maxell temat w Przetwórstwo owoców i warzyw
Normalna stołowa łyżka. Do małosolnych daję 1, a do kiszeniaków na zimę 2. Płaska łyżka soli waży ok 20 g. -
Kiszonki - praktyczny przewodnik dla każdego.
Maxell odpowiedział(a) na Maxell temat w Przetwórstwo owoców i warzyw
Na zimowe przechowanie, robię tak samo i taką samą solą. Są idealne jeśli chodzi o smak oraz twardość. -
Kiszonki - praktyczny przewodnik dla każdego.
Maxell odpowiedział(a) na Maxell temat w Przetwórstwo owoców i warzyw
Najprawdopodobniej chodzi o dwie płaskie łyżki soli na litr wody. -
Kiszonki - praktyczny przewodnik dla każdego.
Maxell odpowiedział(a) na Maxell temat w Przetwórstwo owoców i warzyw
Plik w formacie pdf nadesłał Kolega @Wilq1x, opracowanie techniczne - Maxell













































-
Kiszonki - praktyczny przewodnik dla każdego.
Maxell opublikował(a) temat w Przetwórstwo owoców i warzyw




















































-
Kiełbasa szynkowa parzona produkcji Pawła
Maxell odpowiedział(a) na paweljack temat w Kiełbasy grube
-
@Nestor, fuksem Ci się udało (jesteś na pozycji 90), gdyż @Romeciarz miał wpisany jeden kalendarz za dużo.