Pamiętajcie, że z naszego forum możecie korzystać bezpłatnie tylko dzięki temu, iż kilkadziesiąt osób klika w reklamy. Może już czas abyś do nich dołączył?


Maxell
-
Postów
46 215 -
Dołączył
-
Ostatnia wizyta
-
Wygrane w rankingu
180
Typ zawartości
Profile
Forum
Wydarzenia
Mapa użytkowników
Sklep
Giełda
Treść opublikowana przez Maxell
-
Tradycja IV. Wędzenie przetworów mięsnych. 1953 r.
Maxell odpowiedział(a) na Maxell temat w Polska tradycja masarska
Polecam ten materiał, szczególnie osobom dopiero zaczynającym przygodę z wędzeniem. -
Koledzy, ja doskonale wiem, co to za urządzenie i do czego służy. Powtarzam, że moim obowiązkiem jest zwrócić uwagę na bardzo szkodliwe działanie takiego dymu. Davido, to co robią inni, bez zastanawiania się nad skutkami a wyłącznie dla zysku, widać w każdym sklepie, o mięsnym nie wspominając. Myślę, że zamiast niepotrzebnie bić tutaj piankę, wrzućcie jakieś ciekawe przepisy, z których skorzystają wszyscy.
-
Panierowana słonina Składniki: 200 g słoniny, 1 jajko, 2 łyżki mąki, 1/2 szklanki oleju, 2 - 3 łyżki mleka, sól Wykonanie: Kroimy słoninę w kawałki o długości 5 cm, szerokości 3 cm i grubości 0,5 cm. Ubijamy białko. W innym naczyniu ubijamy żółtka z mlekiem. Do ubitego żółtka dodajemy tyle mąki, by uzyskać ciasto o podobnej konsystencji jak na naleśniki. Solimy i dodajemy ubite białka. Kawałki słoniny obtaczamy w mące, potem topimy w panierce i smażymy na mocno podgrzanym oleju.
-
Działa.
-
Podstawy procesu wędzenia - W.I.Kurko [1963 r.]
Maxell odpowiedział(a) na Maxell temat w Wędzarnie. Budowa i obsługa
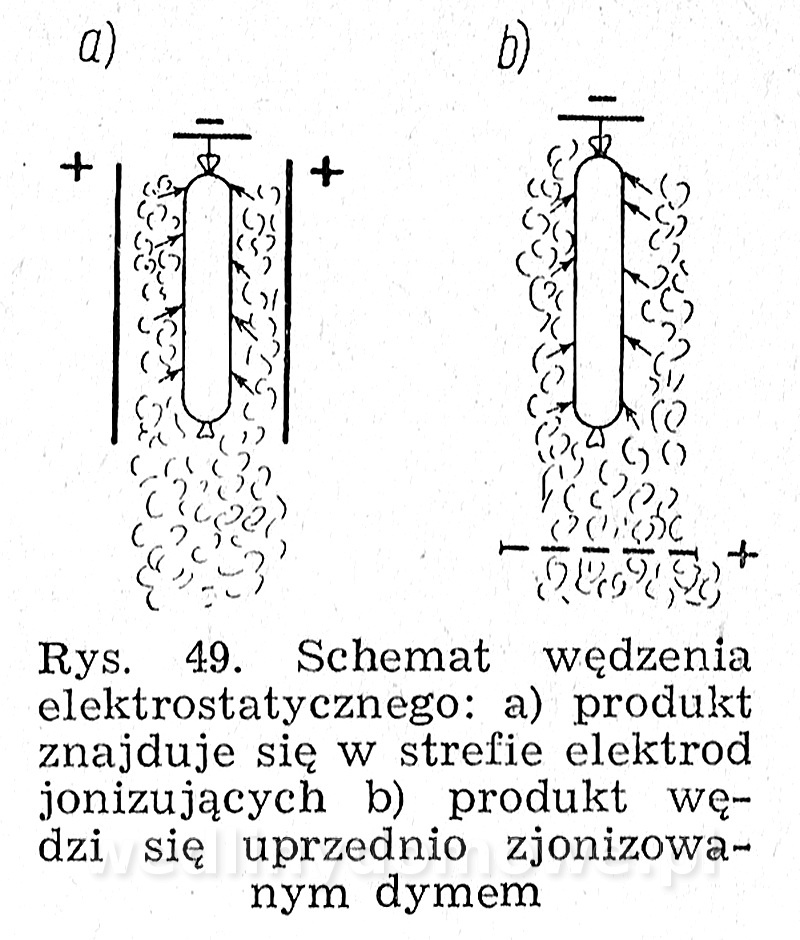
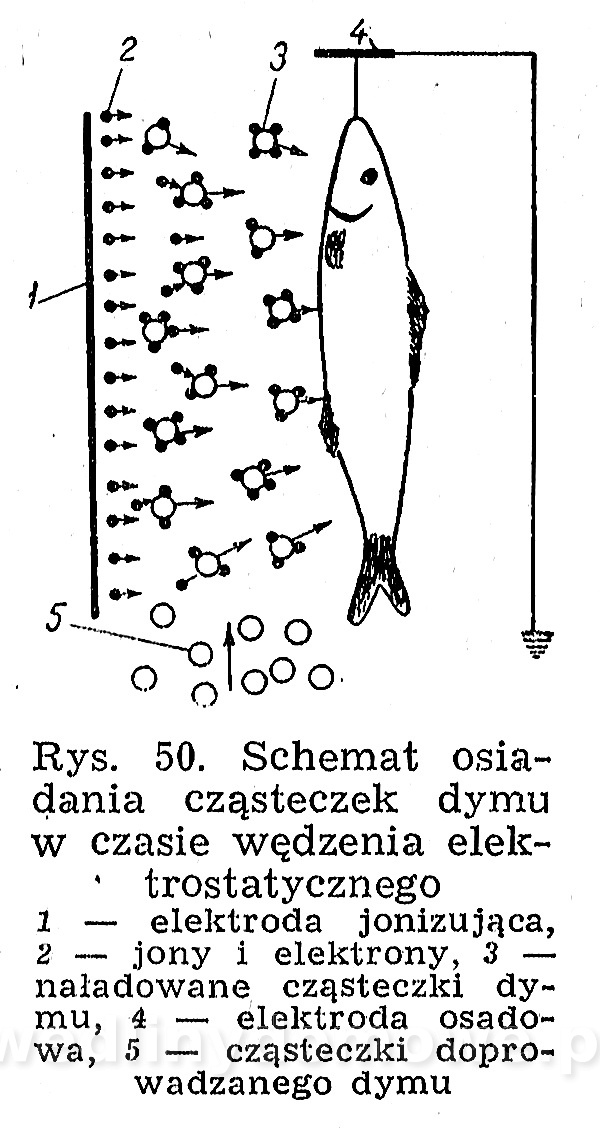
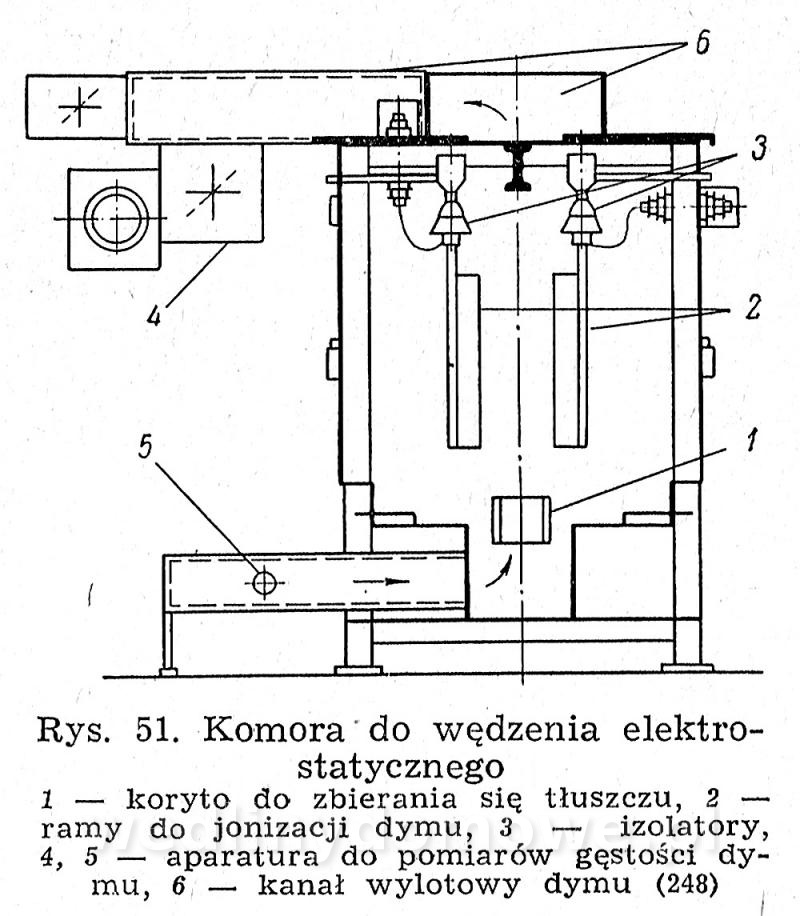
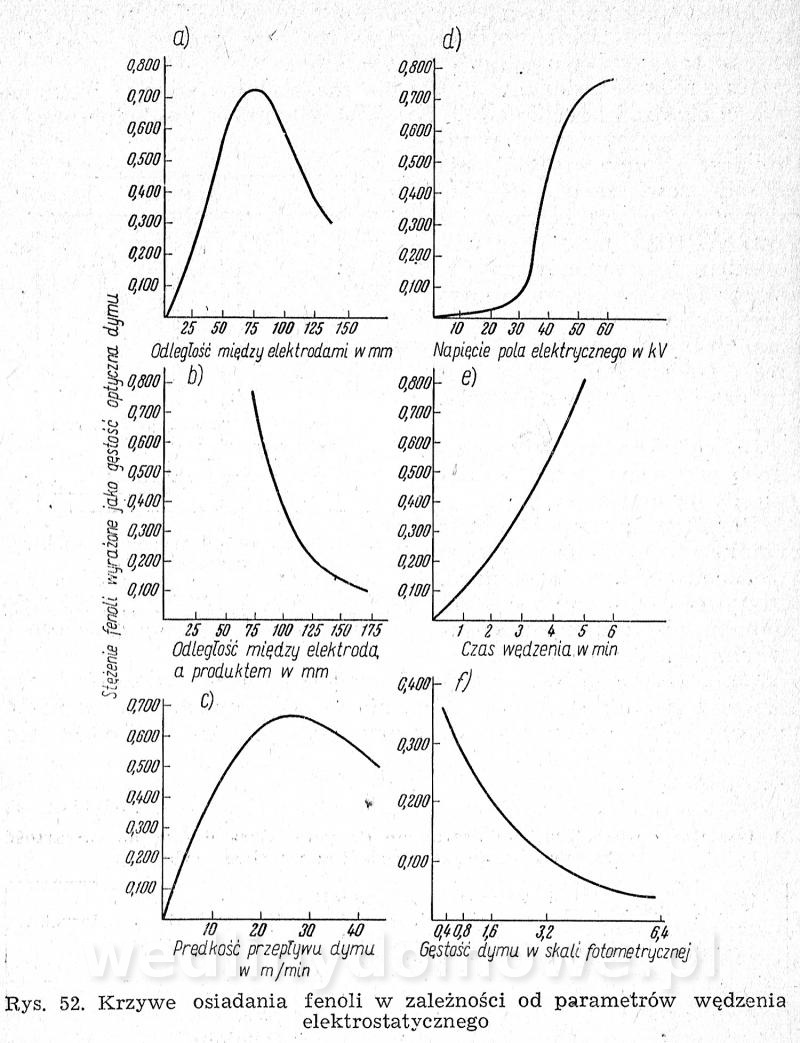
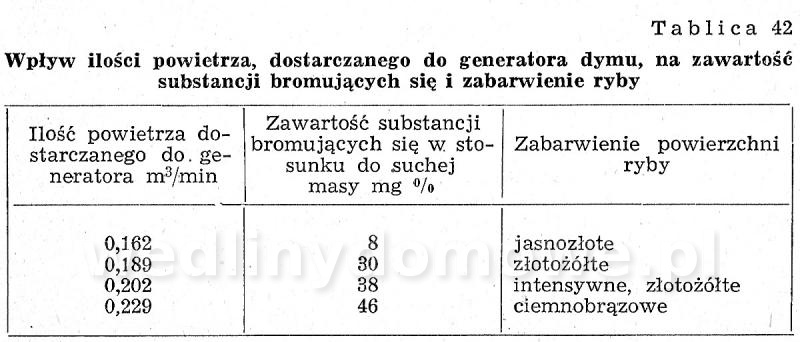
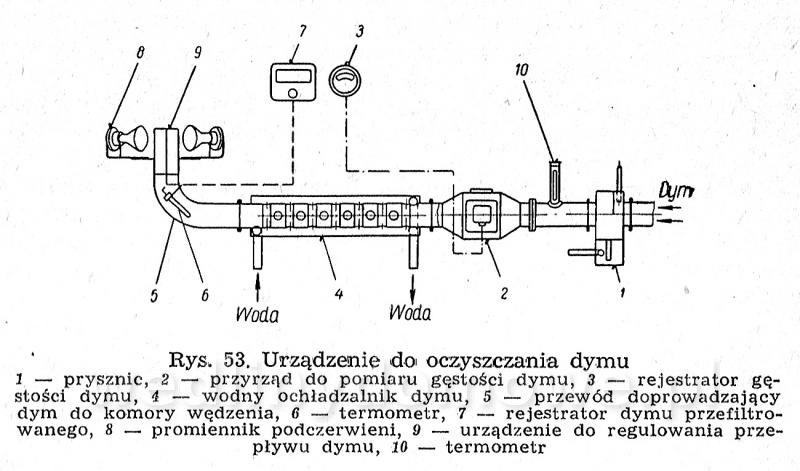
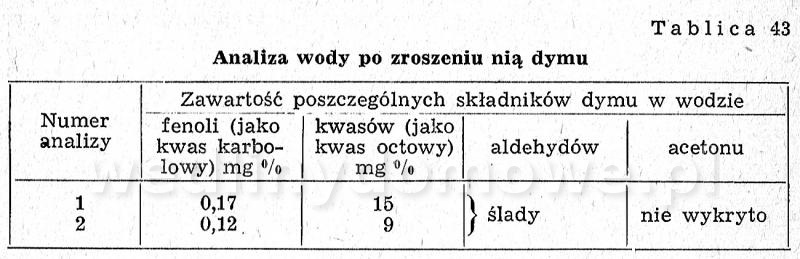
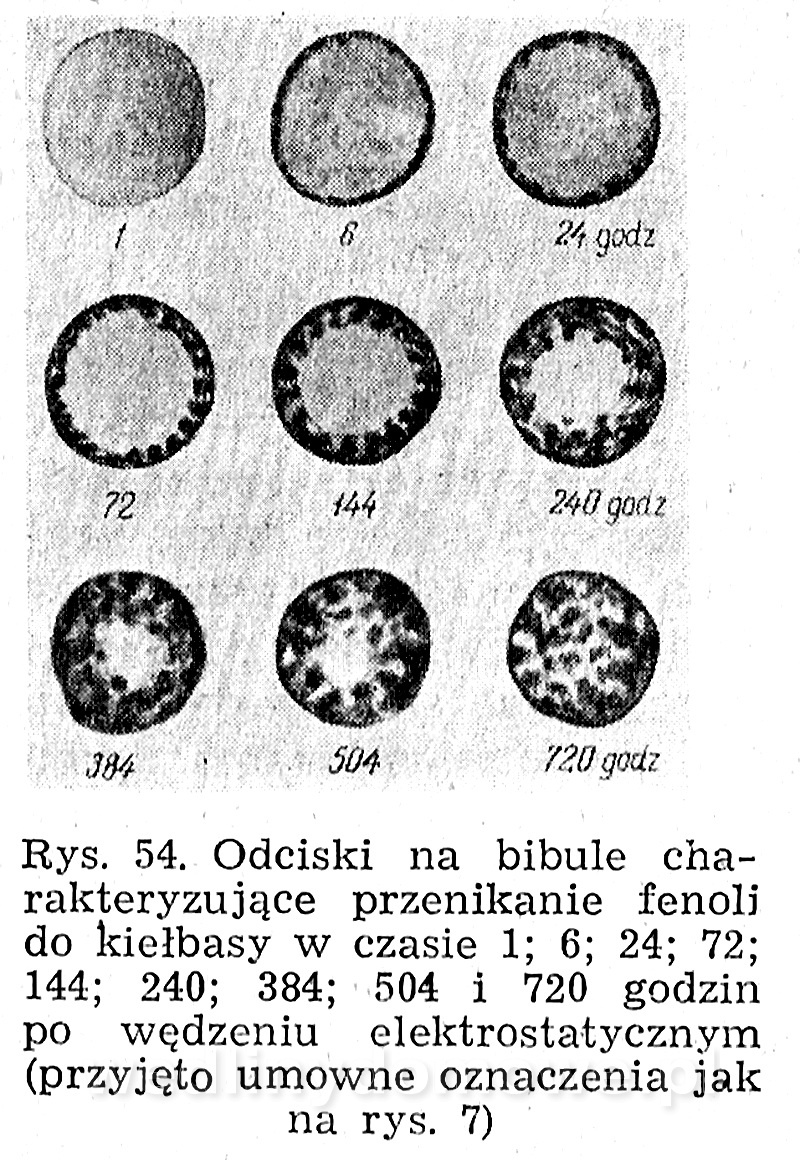
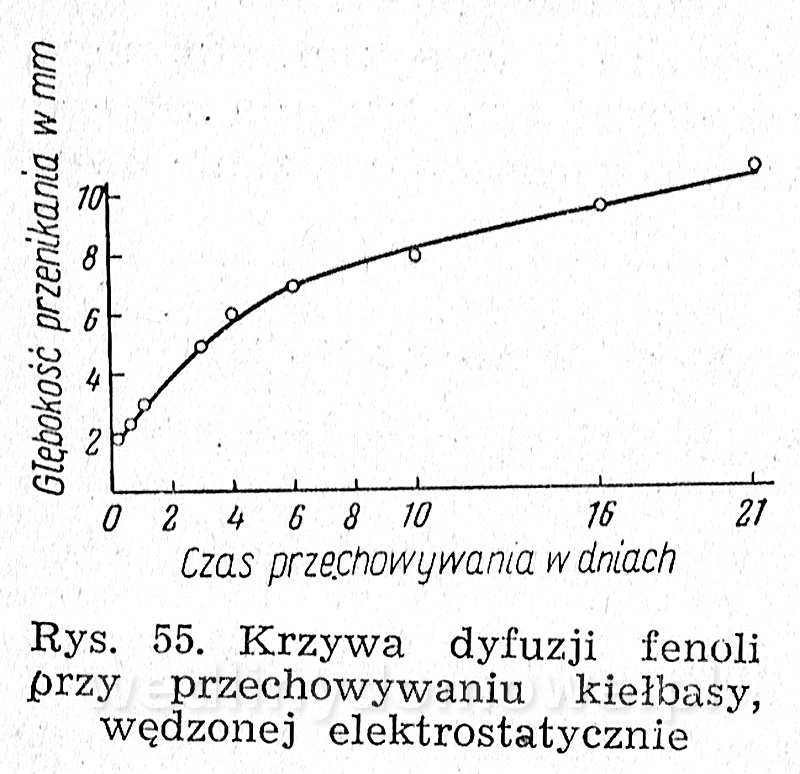
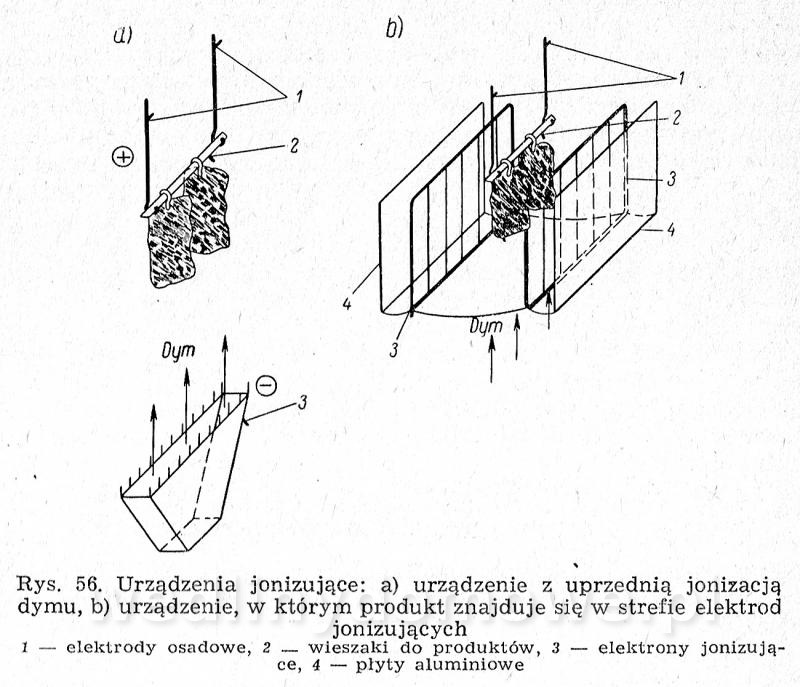
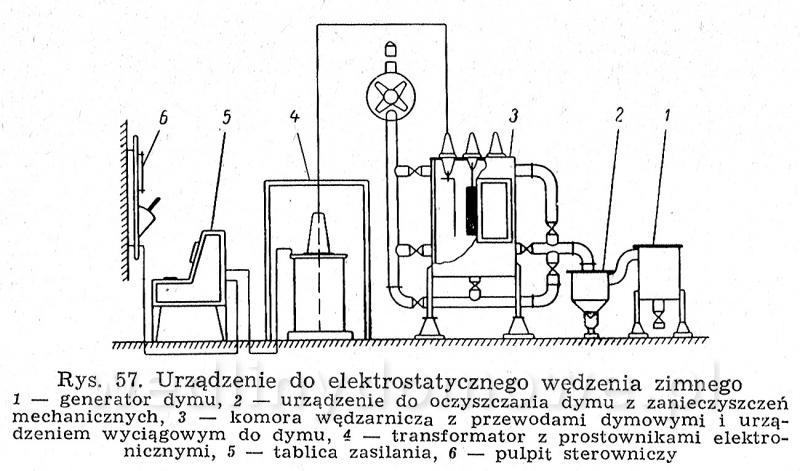
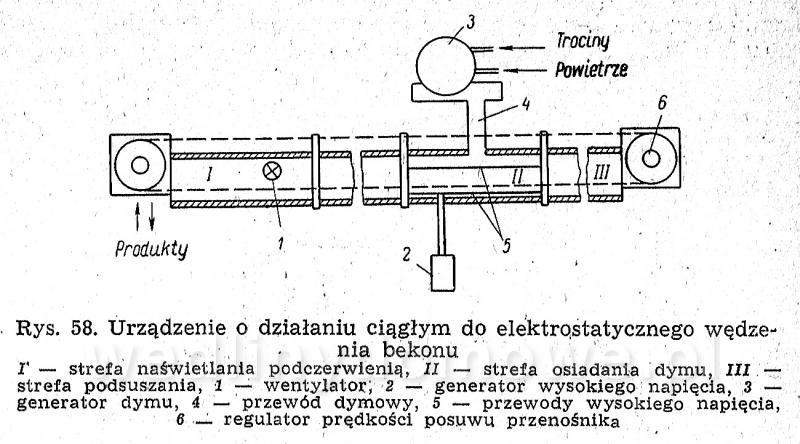
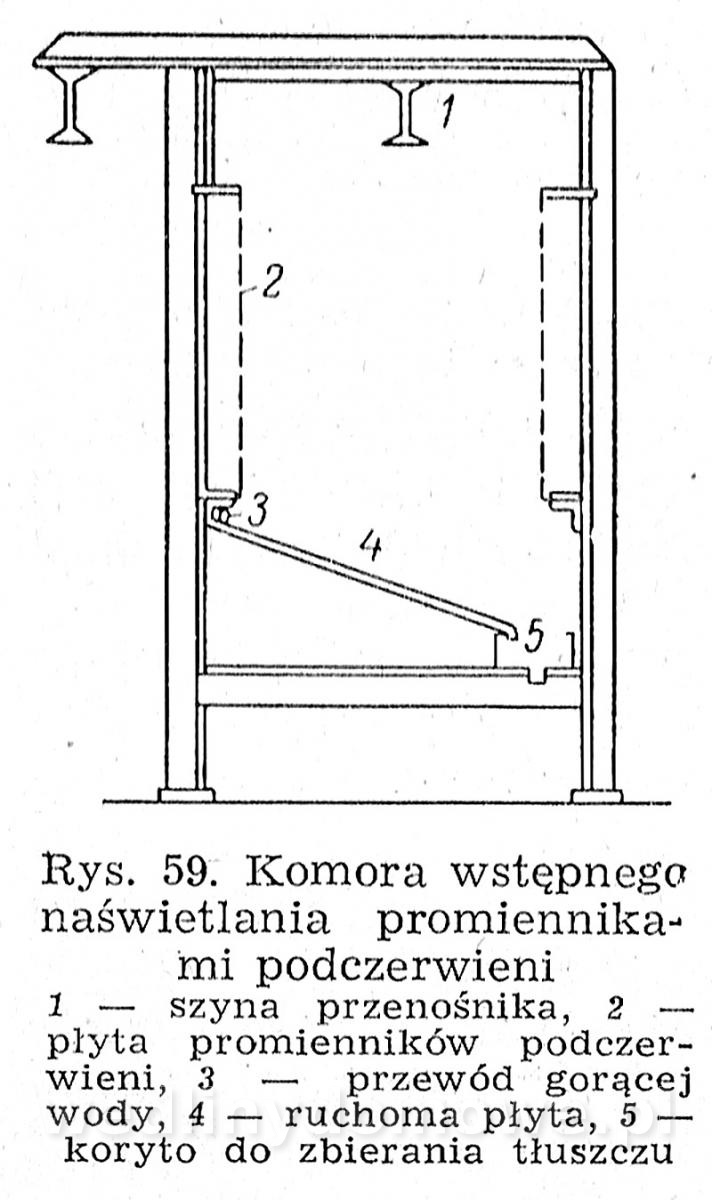
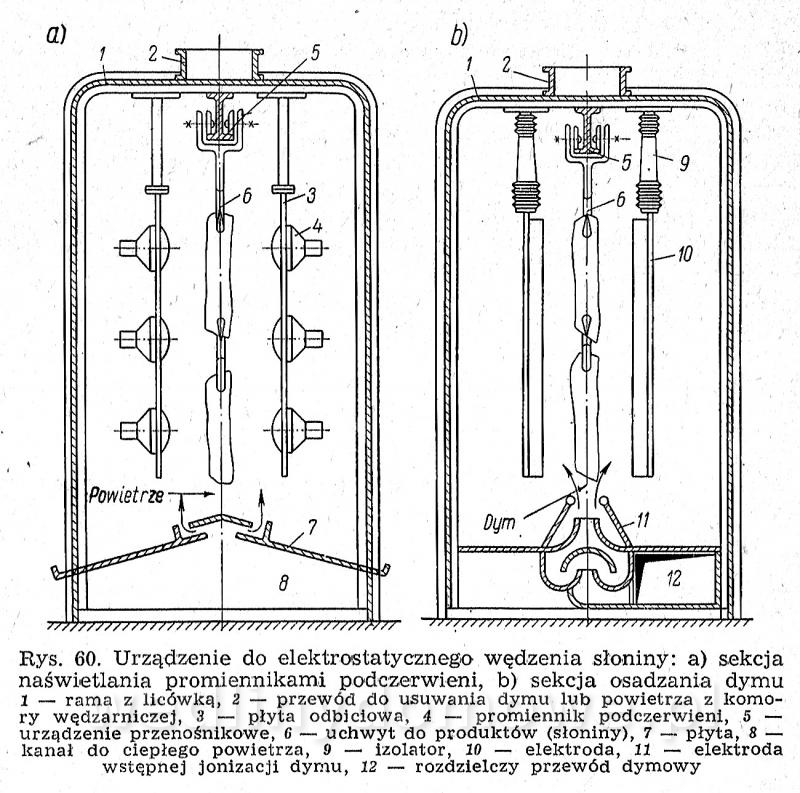
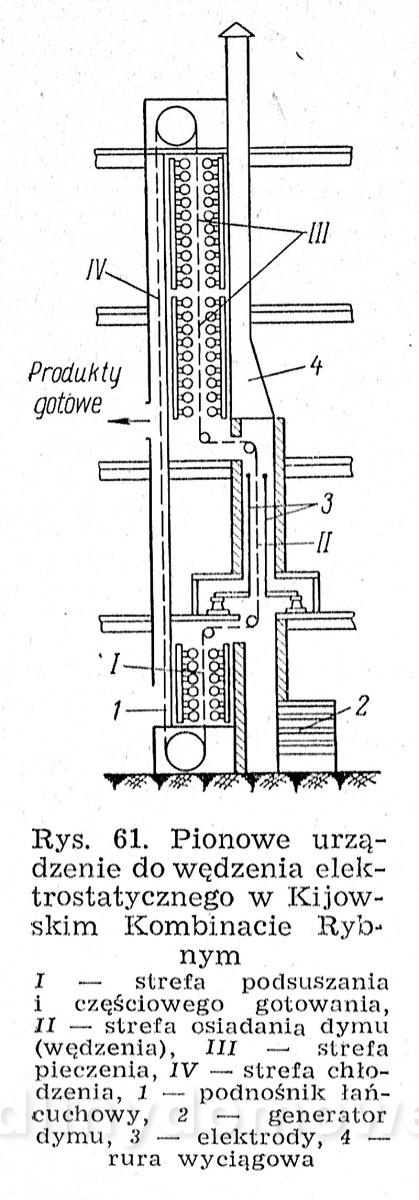
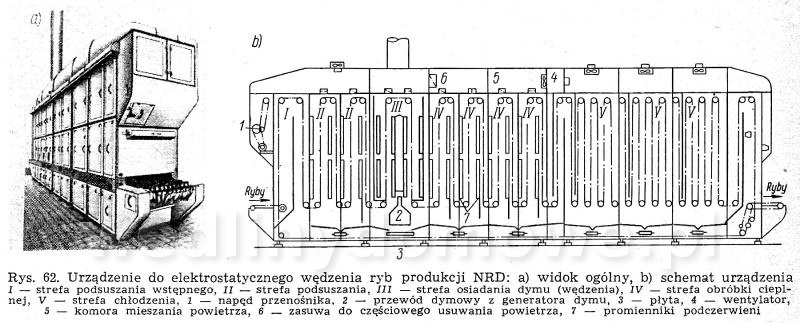
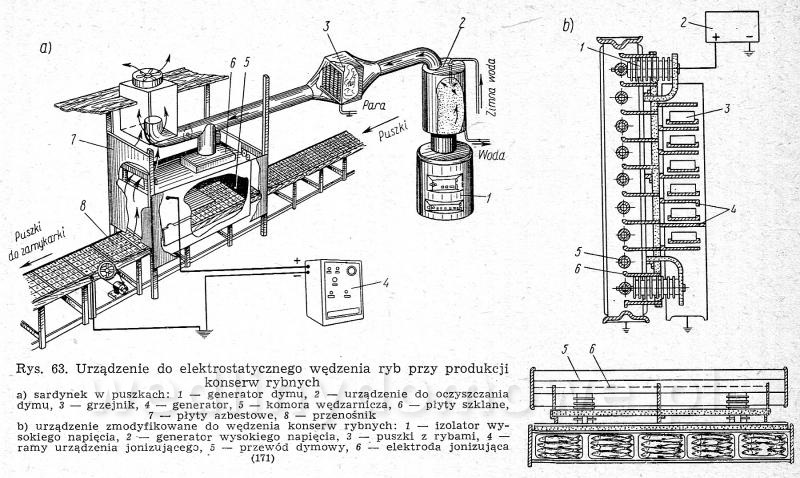
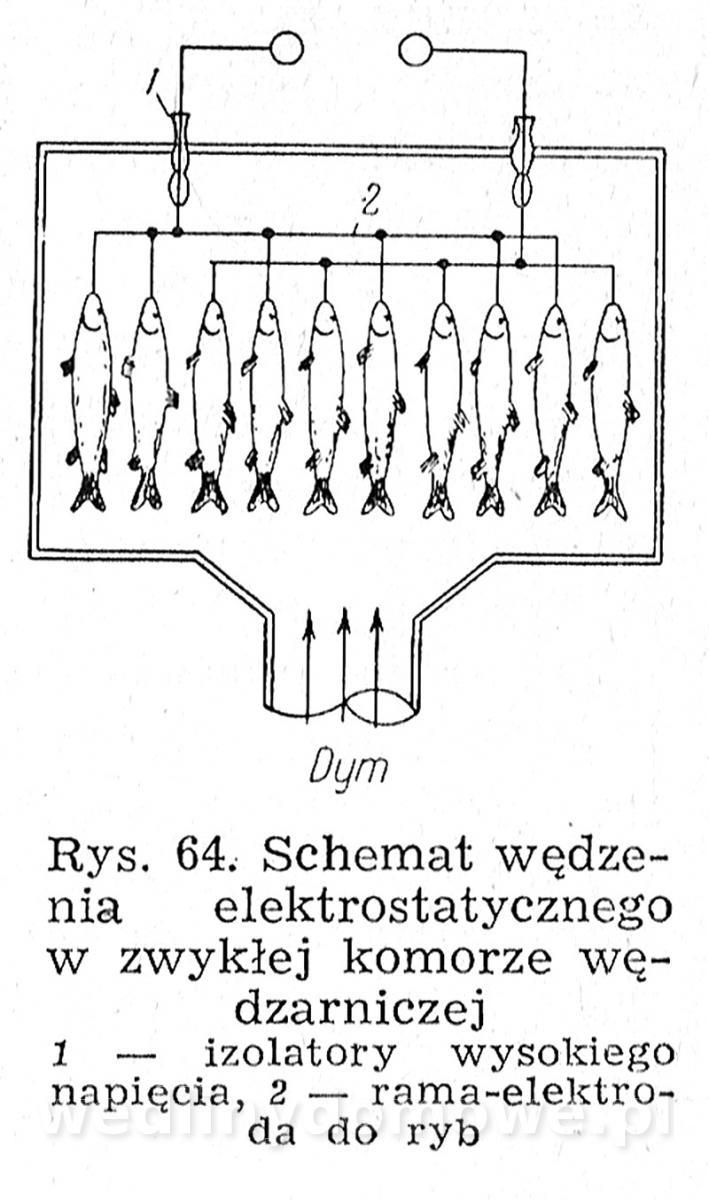
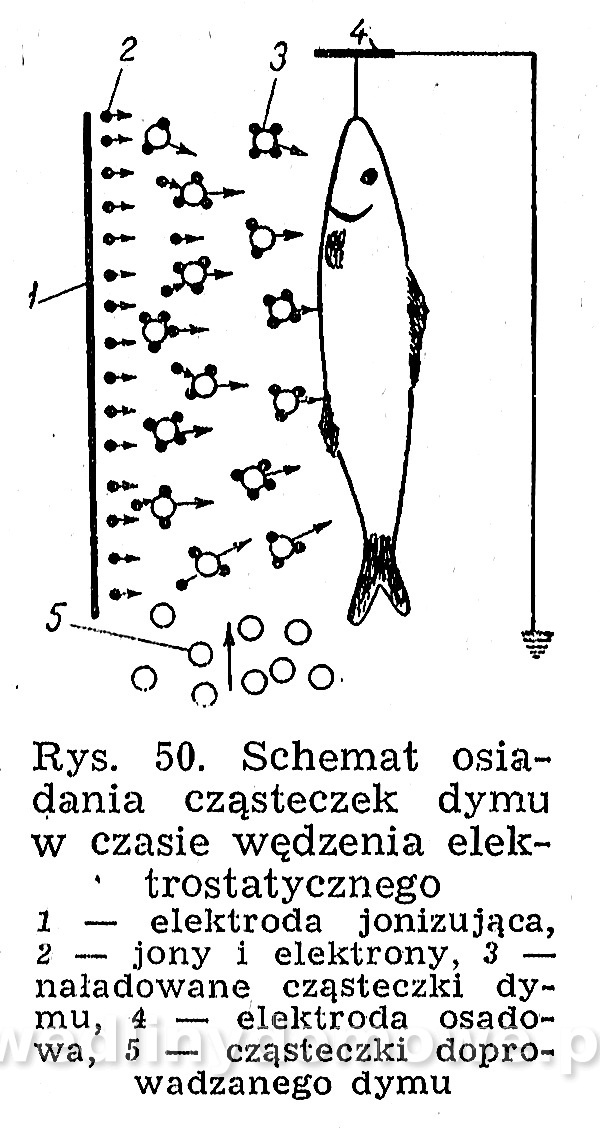
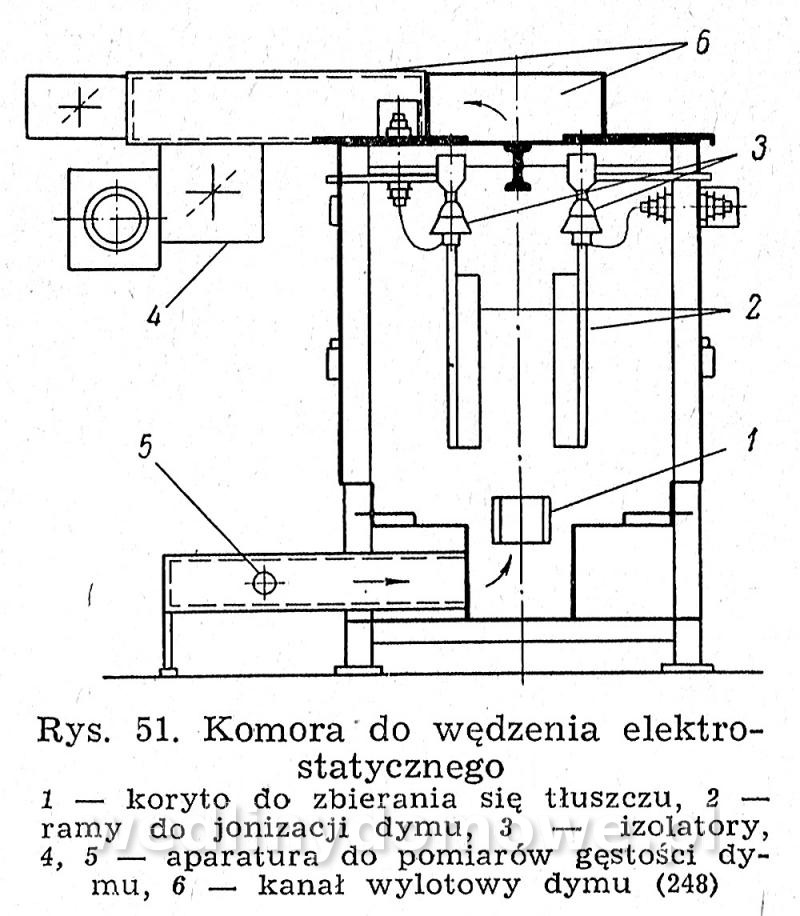
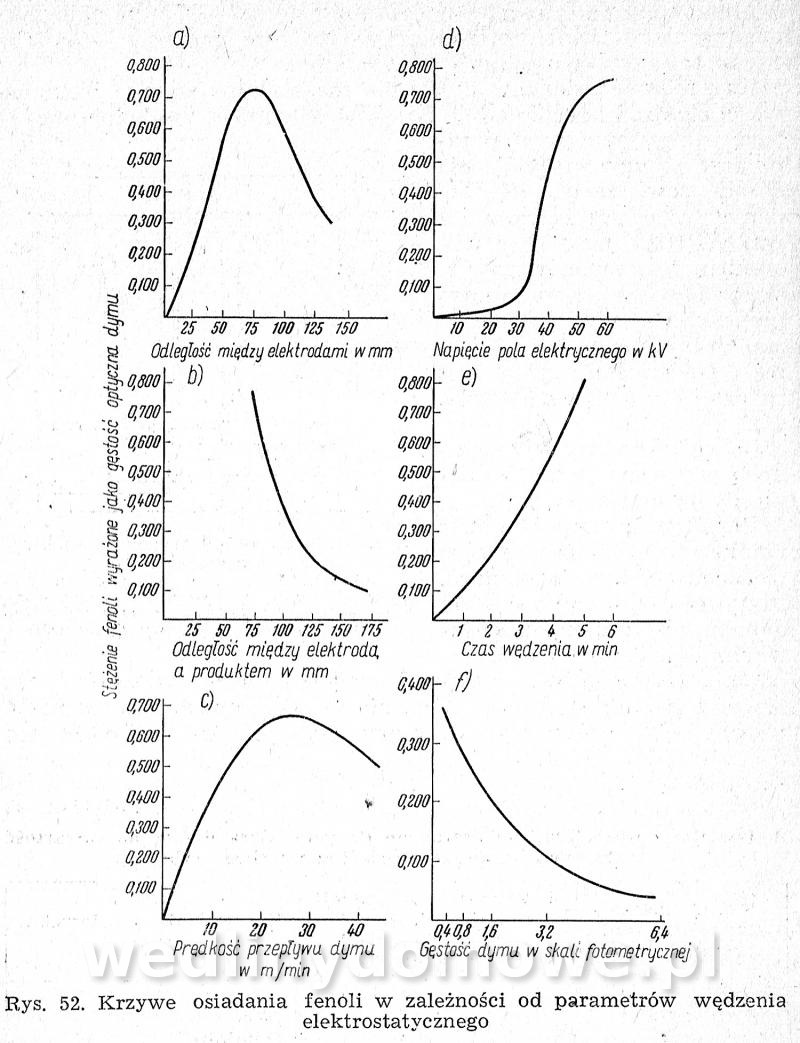
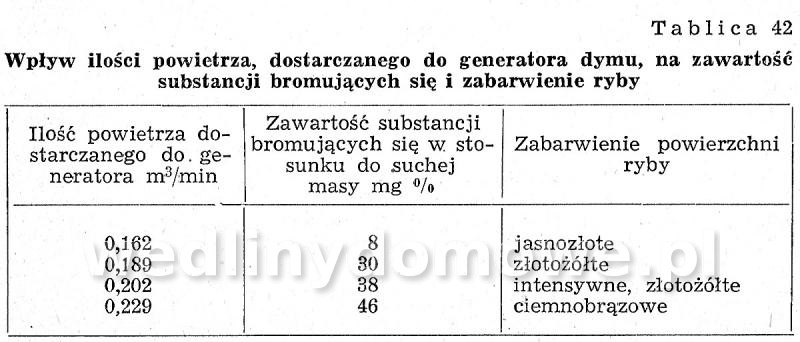
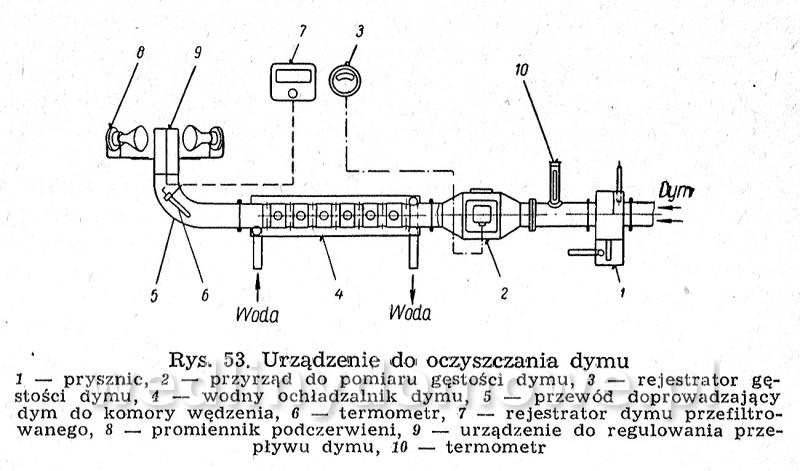
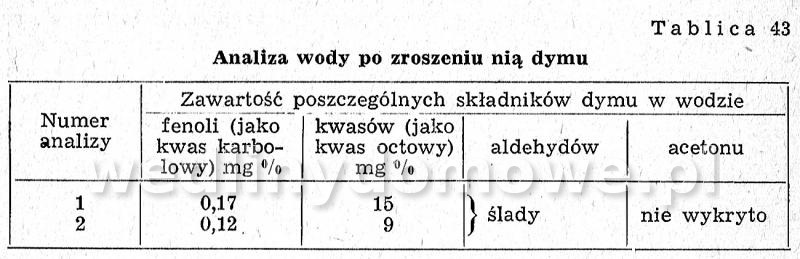
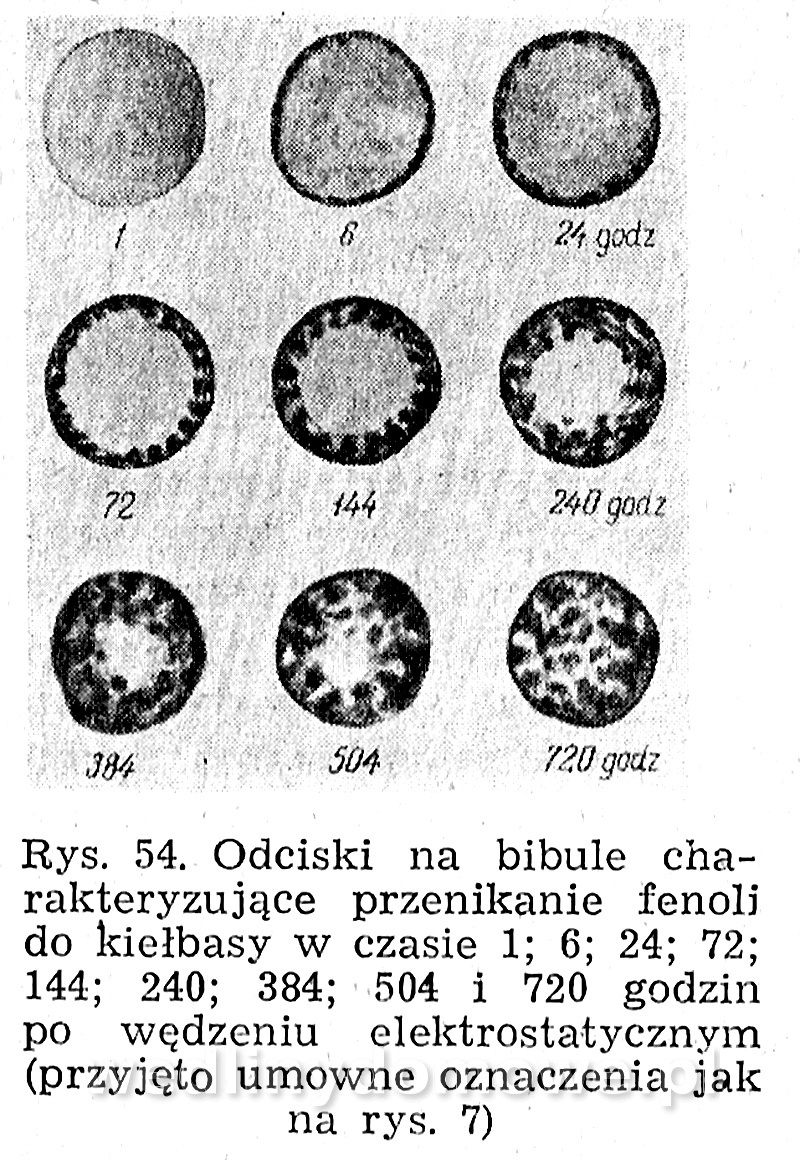
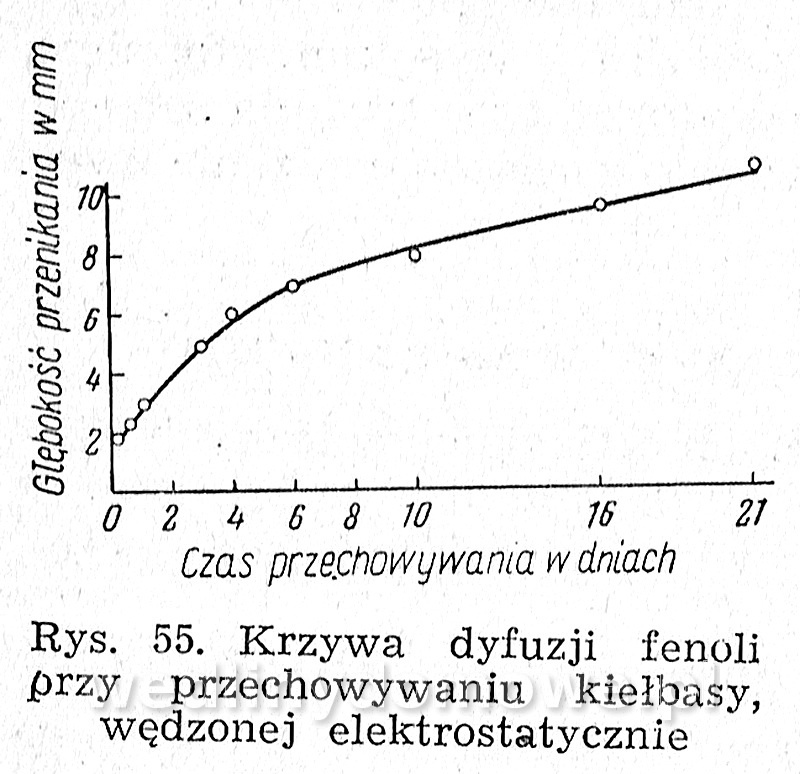
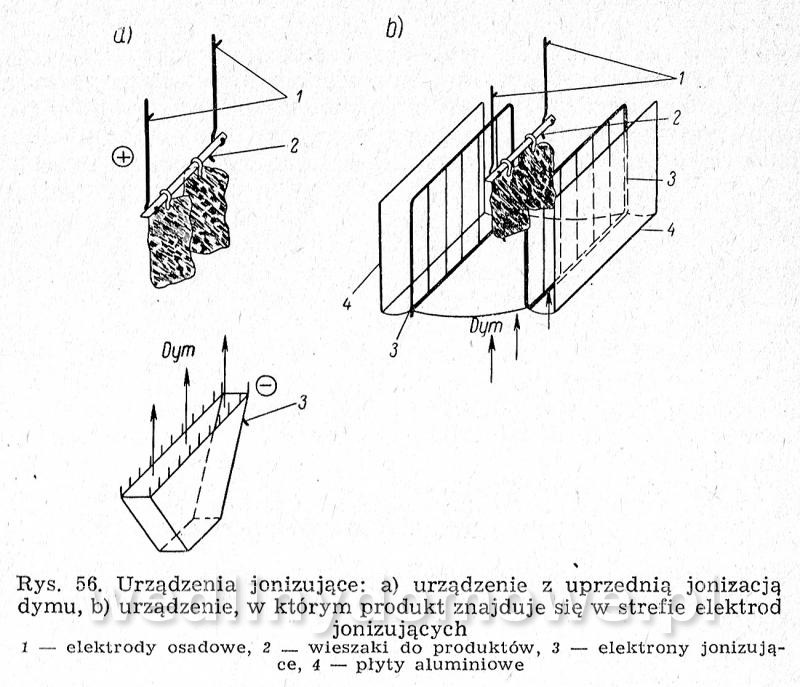
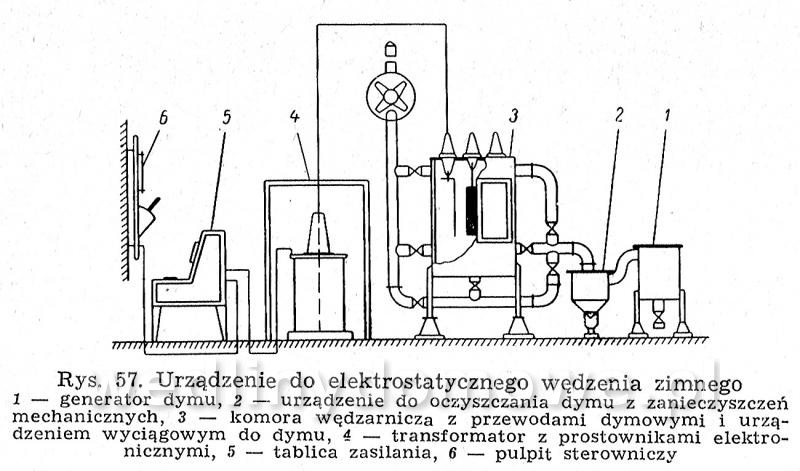
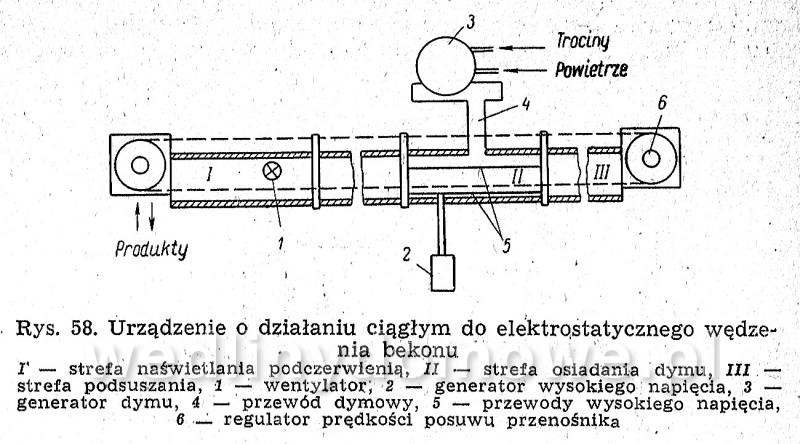
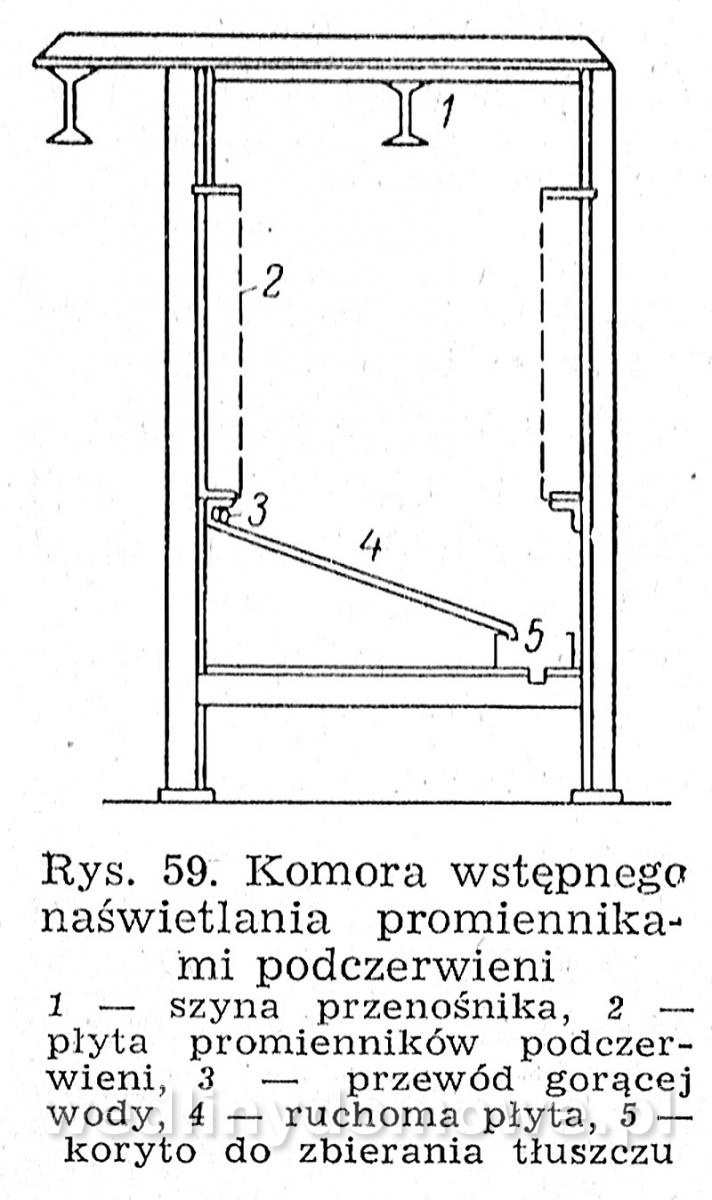
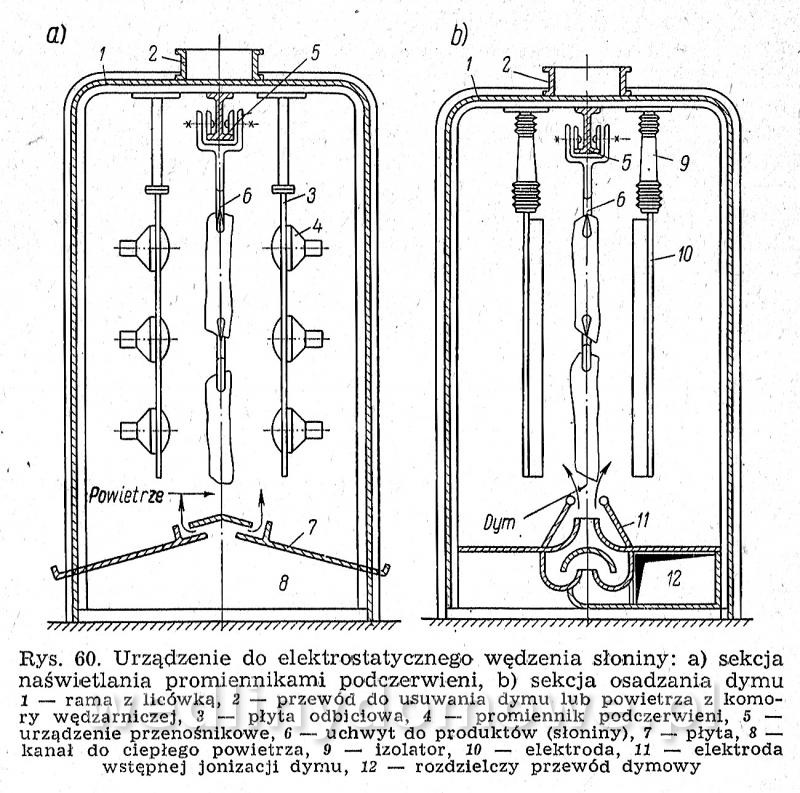
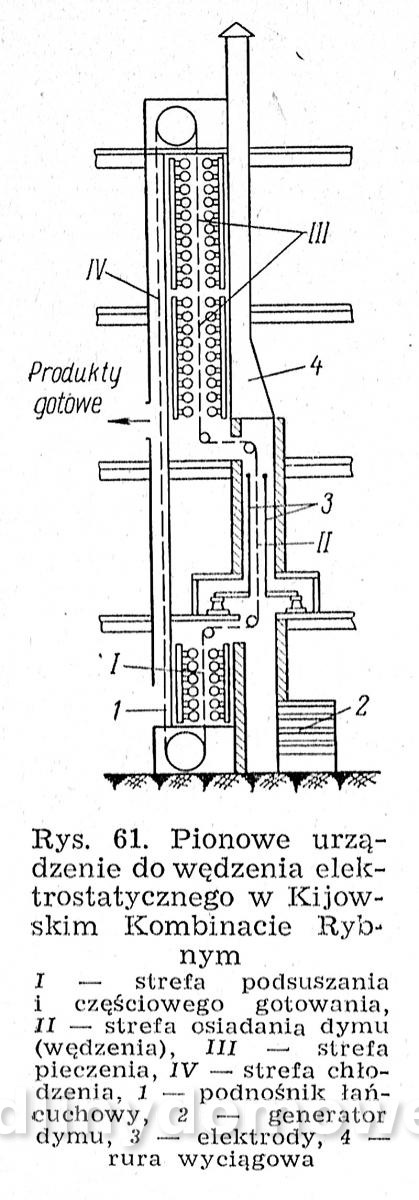
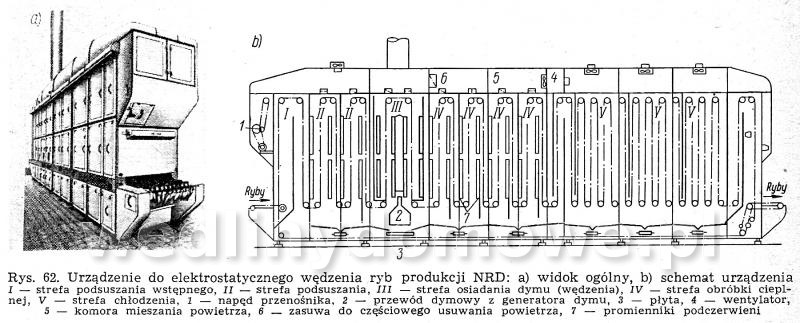
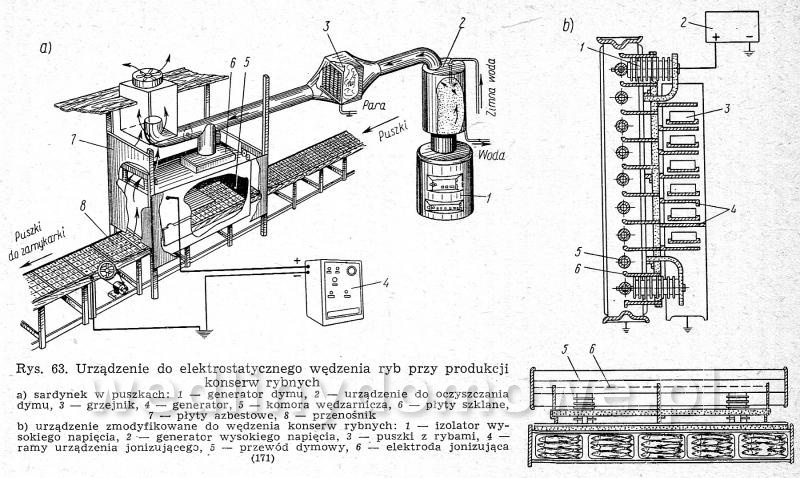
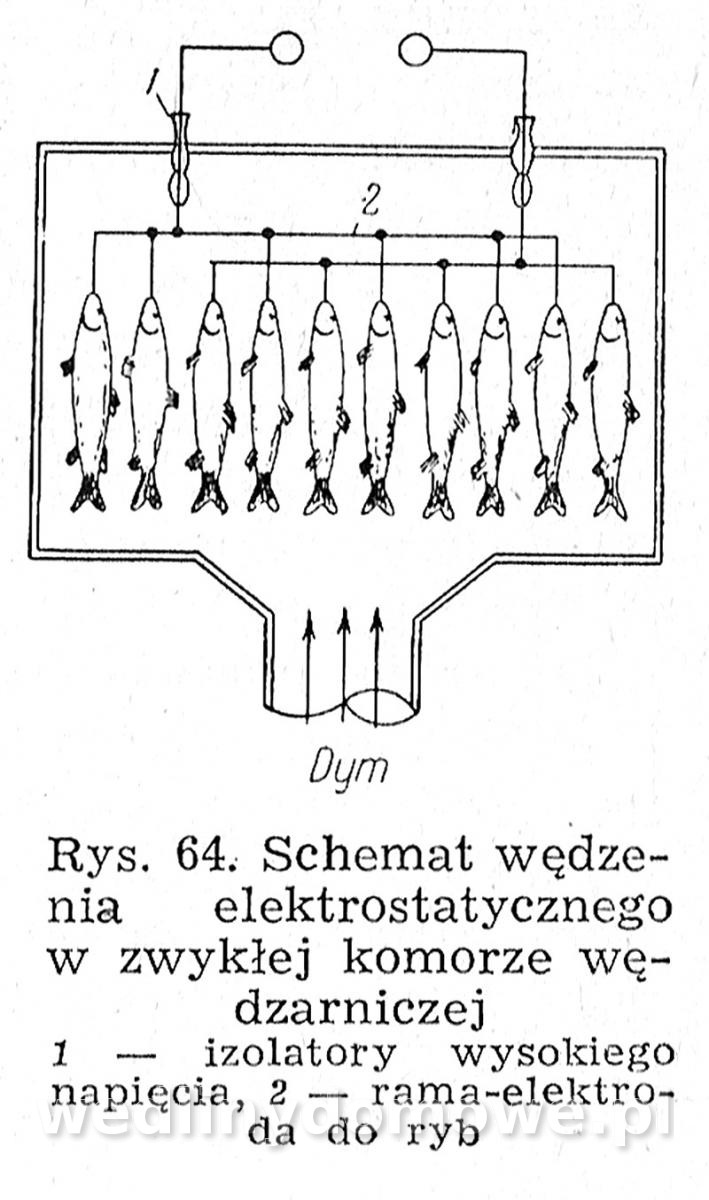
ROZDZIAŁ IV WĘDZENIE ELEKTROSTATYCZNE (W POLU ELEKTRYCZNYM WYSOKIEGO NAPIĘCIA) Myśl wykorzystania elektryczności do przyspieszenia procesu wędzenia powstała już w latach dwudziestych naszego wieku (178, 269). Obecnie, prawie we wszystkich krajach świata, mających rozwinięty przemysł spożywczy, jest realizowane lub stosowane wędzenie elektrostatyczne. Wędzenie elektrostatyczne charakteryzuje się następującymi zaletami: a) znacznym skróceniem czasu obróbki produktów dymem; b) możliwością dokładnego regulowania ilości osiadających cząstek dymu na wędzonych produktach; c) bardziej wyrównaną produkcję; d) ciągłością wędzenia; e) możliwością zastosowania najracjonalniejszych sposobów obróbki cieplnej i suszenia; f) wysokim współczynnikiem wykorzystania dymu; g) oszczędnością drewna; h) możliwością mechanizacji i automatyzacji produkcji wędzarniczej; i) zwiększeniem produkcyjności (wydajności) pracy. TEORETYCZNE ZAŁOŻENIA WĘDZENIA ELEKTROSTATYCZNEGO Wędzenie w polu, elektrycznym wysokiego napięcia opiera się na znanym prawie fizycznym, według którego naładowane cząstki poruszają się w polu elektrycznym w kierunku ciała mającego ładunek elektryczny przeciwny. Na przykład, jeżeli produkt znajdujący się w polu elektrycznym połączyć z elektrodą dodatnią, a cząstkom dymu dać ładunek ujemny (rys. 49), to osadzanie się dymu gwałtownie wzrośnie. Prędkość ruchu naładowanych cząstek dymu, a co za tym idzie szybkość ich osiadania na elektrodzie przeciwległej, jest wprost proporcjonalna do wielkości ładunku cząsteczki i napięcia poła elektrycznego. Natomiast napięcie pola elektrycznego zależy od napięcia elektrod. W różnych urządzeniach do wędzenia elektrostatycznego stosowane jest napięcie od 10 do 60 kV. Dotychczas nie została jeszcze opracowana teoria mechanizmu wędzenia elektrostatycznego. Jedynie zostały wysunięte poszczególne twierdzenia wyjaśniające jonizację dymu, osadzanie się jego cząstek na produkcie, dyfuzję składników dymu, warunki tworzenia się barwy, aromatu itp. (23, 41, 38, 26, 310). Niektórzy badacze poczynili próby naukowego wyjaśnienia zjawisk zachodzących w czasie wędzenia elektrostatycznego (25, 38, 168, 227). Jonizacja dymu wędzarniczego. Praktycznie dym wędzarniczy można uważać za elektrycznie obojętny. Cząstki dymu nabywają ładunek w przypadku pewnego oddziaływania na nie z zewnątrz. Wędzenie elektrostatyczne zachodzi w wyniku jonizacji zderzeniowej, której istota jest następująca. W powietrzu jest zawsze zawarta pewna ilość jonów tworzących się wskutek różnych zewnętrznych oddziaływań (promieniowania nadfioletowego, podczerwonego i innych). W polu elektrycznym wysokiego napięcia szybkość poruszania się i energia tych wyjściowych jonów wzrasta na tyle, że „wybijają" elektrony z obojętnych cząsteczek spotkanych na drodze. Tworzące się przy tym jony, pod wpływem sił poła elektrycznego, uzyskują odpowiednie przyspieszenie i z kolei one jonizują następne atomy i cząsteczki. W rezultacie wzrasta liczba jonów, ilość ładunków przez nie przenoszona i w końcu zachodzi wyładowanie elektryczne. Przy odpowiednio dużej odległości między elektrodami i określonych napięciach pola, wyładowanie, nazywane w technice wysokich napięć „cichym" (niesamodzielnym) ogranicza się do cienkiej warstwy powietrza dookoła jednej z elektrod. Występuje przy tym charakterystyczne świetlenie, które otrzymało nazwę korony. Elektrodę, przy której tworzy się korona i zachodzi intensywna jonizacja, nazywa się jonizującą. Jony powstające w strefie świetlenia tworzą strumień od elektrody jonizującej do elektrody osadowej. Ruch cząstek dymu w polu elektrycznym. Na ruch cząstek dymu w polu elektrycznym mają wpływ siły ciążenia i przyciągania, dyfuzja w przestrzeni prześciennej, siły prądu i odśrodkowe, a także siły charakterystyczne tylko dla pola elektrycznego. Na rysunku 50 jest pokazany schemat osiadania cząstek dymu podczas wędzenia elektrostatycznego ryby (309, 313). W powietrzu, blisko elektrody jonizującej, znajdują się swobodne elektrony i jony. Obojętne cząsteczki gazów, okrążające elektrodę jonizującą, jonizują się uzyskując od nich konieczną energię. Wskutek tego tak cząsteczki gazu, jak i elektrony, kierują się do uziemionej płyty albo przenośnika (elektroda osadowa), na której są ułożone ryby. Przy tym jony i elektrony przekazują cząstkom dymu ładunek elektryczny. Naładowane cząstki dymu zmieniają kierunek i łącząc się ze strumieniem jonów i elektronów osiadają na powierzchni produktu. Sikorski (310) uważa, że strumień jonów i elektronów porywa również nie naładowane cząstki dymu. Twierdzenie to jest prawdopodobnie słuszne jedynie w pewnym stopniu, ponieważ wiadomo, że osiadanie składników dymu przy wędzeniu elektrostatycznym ma inny charakter jakościowy i ilościowy niż przy wędzeniu tradycyjnym. Czynniki wpływające na prędkość osiadania cząstek dymu. Intensywność przenikania składników dymu do produktu zależy od ilości dymu osiadającego na jego powierzchni. Przy wędzeniu elektrostatycznym osiadanie dymu jest uzależnione od odległości między elektrodami jonizującymi, napięcia na elektrodach, gęstości dymu i prędkości jego przepływu, czasu wędzenia i innych czynników. Na podstawie doświadczeń przeprowadzonych w urządzeniu pokazanym na rys. 51 znaleziono zależności (rys, 52), charakteryzujące wpływ podanych czynników na osiadanie cząstek dymu (240, 214). Wskaźnikiem ilości osiadającego dymu było stężenie składników fenolowych dymu na powierzchni produktu, wyrażone w jednostkach gęstości optycznej (osadzonych fenoli). Im większa jest gęstość optyczna, tym większe jest stężenie fenoli, a co za tym idzie i ilość dymu osiadającego na produkcie (w badaniach powyższych w charakterze powierzchni osiadania były użyte standartowe arkusze papieru. Po obróbce dymem były one ekstrahowane 95-procentowym alkoholem etylowym, po czym w ekstraktach alkoholowych, po zbadaniu ich odczynnikiem zawierającym reagujący z fenolami FeCl3, oznaczano spektrofotometrycznie gęstość optyczną (wartość absorpcji) wytworzonych połączeń, będących miarą osiadających fenoli (przyp. rec. wyd. pol.)). Doświadczenia wykazały, że optymalne warunki zabezpieczające szybkie osiadanie składników dymu na produkcie, przy zachowaniu koniecznej jakości wędzenia, są następujące: odległość między drutami elektrod oraz między drutami i płytą — 77 mm, odległość między elektrodami i produktem — 100 mim, napięcie — 40 kV. prędkość przepływu dymu — 0,4 m/sek. Na prędkość osiadania dymu nie ma wpływu zmiana biegunowości elektrod i różna (od 45 do 85%) wilgotność względna powietrza; istotny wpływ ma natomiast stopień rozrzedzenia dymu powietrzem. Według danych Greckiej i Jemszałowej (NIINRP) wraz ze zwiększeniem ilości powietrza dostarczanego do generatora dymu wzrasta zawartość substancji bromujących się i barwa powierzchni ryby jest bardziej intensywna (tabl. 42). Do wędzenia elektrostatycznego wskazane jest stosowanie dymu o średniej gęstości. Jeśli jest stosowany dym zbyt rzadki — przedłuża się czas wędzenia elektrostatycznego. Przy wędzeniu zbyt gęstym dymem, aby uniknąć powstawania wyładowań elektrycznych, należy stosować niewielki spadek napięcia, wskutek czego również zwalnia się proces wędzenia. Stopień uwędzenia produktu w polu elektrycznym wysokiego napięcia zależy również od innych czynników wpływających na ilość adsorbowanych składników dymu, a zatem i na wskaźniki organoleptyczne produktu. Teoretyczne wyjaśnienie zasad osiadania cząstek dymu wędzarniczego na produkcie przy wędzeniu elektrostatycznym jest niezmiernie trudne. Pomimo różnego rodzaju sił, mających bardzo skomplikowane oddziaływanie na ruch cząstek dymu, konieczne jest, jak wskazują badacze czechosłowaccy, branie pod uwagę i innych czynników. Należą do nich: wielkość cząstek dymu z różnymi stałymi elektrycznymi, skład chemiczny, wilgotność i gęstość dymu, prędkość, kierunek i rodzaj strumienia cząstek dymu, gazu i pary oraz stopień jonizacji. Badacze czechosłowaccy doszli do wniosku, że praktycznie nie można na podstawie obliczeń określić wskaźników tego procesu. Uważają oni, że przy wędzeniu elektrostatycznym wskaźniki jonizacji i osiadania dymu można określić tylko eksperymentalnie (173). Charakterystyczne właściwości osiadania składników dymu na produkcie. Pary wchodzące w skład dymu wędzarniczego są elektrycznie obojętne. Nie podlegają one jonizacji w polu elektrycznym wysokiego napięcia i dlatego nie mogą osiadać na powierzchni produktu wędzonego, tak jak naładowane cząstki dymu. Jednak część par dymu jest porywana przez poruszające się cząstki dymu i osiada na produkcie. Wynika z tego, że przy wędzeniu elektrostatycznym składniki dymu osiadają w innym stosunku, niż przy wędzeniu normalnym. Można tym wyjaśnić fakt, że produkty wędzone w polu elektrycznym wysokiego napięcia początkowo różnią się pod względem smaku i barwy od produktów wędzonych w sposób tradycyjny. Pożądany aromat produktów wędzonych zostaje zagłuszony mniej charakterystyczną nutą zapachu substancji, które odłożyły się na produkcie w nadmiernej ilości. Później, wskutek długiego przetrzymywania produktów na powietrzu w zwykłej temperaturze lub po obróbce cieplnej (np. promieniami podczerwieni), udaje się uzyskać aromat zbliżony do aromatu produktów wędzonych zwykłym sposobem. Aby otrzymać produkty ze specyficznym zapachem, kosztem osadzenia większej ilości par dymu, niektórzy badacze zalecają przedłużenie czasu wędzenia elektrostatycznego, odpowiednio zmniejszając natężenie pola elektrycznego (25). POLEPSZENIE WSKAŹNIKÓW ORGANOLEPTYCZNYCH PRODUKTÓW WĘDZONYCH METODĄ ELEKTROSTATYCZNĄ Produkty znajdujące się w polu elektrycznym wysokiego napięcia pokrywają się intensywnie sadzą, jeśli znajduje się jej dużo w dymie wędzarniczym. Ponadto produkty wędzone metodą elektrostatyczną, przy wykorzystaniu dymu bez jego obróbki, mają nie tylko specyficzne odcienie smaku i zapachu, lecz również i ciemne zabarwienie powierzchni. Do oczyszczania dymu wędzarniczego z zanieczyszczeń mechanicznych stosuje się aparaturę podobną do stosowanej w urządzeniach Fiedorowa i Rogowa (150). W celu usunięcia ciemnego zabarwienia i niepożądanych odcieni aromatu i posmaku w produktach wędzonych elektrostatycznie zaczęto stosować wstępną obróbkę dymu, przepuszczając go przez rozpyloną wodę. W Czechosłowacji skonstruowano i wypróbowano specjalne urządzenie (rys. 53) do wstępnej obróbki dymu, w celu wykorzystania go w urządzeniach do wędzenia elektrostatycznego. W urządzeniu tym dym jest zraszany wodą, następnie ochładza się i szybko ogrzewa. Na zroszenie dymu zużywa się 8 l wody na minutę, a na ochłodzenie — 6 l/min. Średnia prędkość przepływu dymu w czasie zraszania wodą wynosi 1,25 m/sek. Stwierdzono, że ilość dymu osiadającego na produkcie zmniejsza się nieznacznie w porównaniu do ilości dymu nie poddanego obróbce wstępnej. Przy zraszaniu wodą straty takich składników, jak fenole i kwasy, są również niewielkie (tabl. 43). Stosowanie dymu oczyszczonego przyczynia się do znacznego polepszenia wskaźników organoleptycznych produktów wędzonych elektrostatycznie. Wykazały to wielokrotne badania różnych produktów wędzonych i parówek, co do których zastosowano nieco dłuższy czas obróbki cieplnej przed i po wędzeniu. Produkty charakteryzowały się jaśniejszym zabarwieniem i lepszym zapachem, właściwym wyrobom wędzonym metodą tradycyjną. Od wstępnej obróbki dymu wędzarniczego i określonych warunków dostarczania go do strefy jonizacji, większe znaczenie ma sposób uzyskiwania dymu. Ważne jest przy tym przestrzeganie ogólnych zasad uzyskiwania dymu wędzarniczego (stosowanie twardego liściastego drewna, określonej wilgotności itp.), a także prawidłowe przeprowadzenie wytwarzania dymu (dostarczanie do strefy spalania drewna optymalnej ilości powietrza, mieszanie dymu z powietrzem, zabezpieczenie określonego stopnia dyspersji dymu itd.). Jednym z ważnych czynników otrzymywania dymu odpowiedniego do wędzenia elektrostatycznego jest temperatura jego wytwarzania. Z tego punktu widzenia największą przyszłość ma dym uzyskiwany w generatorach ciernych. Produkty wędzone takim dymem w polu elektrostatycznym mają bezpośrednio po obróbce barwę żółtozłocistą, przechodzącą później w intensywnie złocistą. Połysk produktu jest w zupełności odpowiedni. Smak i zapach gotowych produktów (po obróbce cieplnej) są przyjemne i delikatne. W związku z wysokim stopniem dyspersji dymu uzyskiwanego w generatorze, czas trwania samego wędzenia jest nieco dłuższy, w porównaniu z czasem wędzenia zwykłym dymem (76). PRZENIKANIE SKŁADNIKÓW DYMU W GŁĄB PRODUKTU Ilość badań dotyczących chemicznych i fizykochemicznych zjawisk zachodzących podczas wędzenia elektrostatycznego jest jeszcze niedostateczna, co nie jest bez wpływu na prawidłowość poszczególnych tłumaczeń istoty tego procesu. Na przykład podaje się: „wskutek dużej prędkości cząsteczki (dymu) przenikają głęboko do produktu... w wyniku czego wędzi się on lepiej i w krótszym czasie niż przy sposobie tradycyjnym" (213) lub „dym pod wpływem elektryczności osiada na rybie i jednocześnie przenika w głąb" (189). Niektórzy autorzy mówią o przymusowej dyfuzji dymu do produktu w czasie wędzenia elektrostatycznego. Inni uważają, że przenikanie dymu nie zachodzi przy tym lub zachodzi tylko w nieznacznym stopniu itd. Niejasne jest również zagadnienie różnic jakościowych tych lub innych składników dymu w kiełbasach wędzonych tradycyjnie i metodą elektrostatyczną. W celu rozwiązania tego zagadnienia porównywano produkty wędzone elektrostatycznie i produkty wędzone sposobem tradycyjnym (w komorach wędzarniczych). Przenikanie fenoli z dymu do kiełbasy wędzonej elektrostatycznie określono za pomocą odcisków na bibule (rys. 54). Na rysunku 55 widać, że dyfuzja składników wędzących dymu, zachodząca dość wolno, ma w pierwszych 2—3 dniach charakter zależności prostoliniowej. W dalszym ciągu prędkość przenikania składników wędzących dymu w głąb produktu nieco maleje, co uwarunkowane jest wytworzeniem się ściślejszej struktury farszu, zmniejszeniem zawartości wody w produkcie i innymi czynnikami. Charakterystyczne jest to, że po pierwszych 2—3 godzinach, w próbach dokonanych bezpośrednio po wędzeniu, nie stwierdzono fenoli. Jest to świadectwem braku wymuszonej dyfuzji cząstek dymu do produktu w czasie wędzenia elektrostatycznego. W składzie jakościowym próbek fenoli (tak z produktów jak i wzorców) otrzymanych po wędzeniu sposobem tradycyjnym i elektrostatycznym były zasadnicze różnice. Na chromatogramach otrzymanych z produktów wędzonych sposobem tradycyjnym było widać wyraźnie 17 plam świadczących o obecności przynajmniej tyłu poszczególnych fenoli. Wśród plam była jedna duża, mocno zabarwiona, co jest charakterystyczne dla mieszaniny połączeń typu estrów metylowych, pirogalolu i jego homologów. Na chromatogramach produktów wędzonych elektrostatycznie wykryto tylko 9 plam, przy czym tylko jedna z nich, sądząc po wielkości i intensywności zabarwienia, świadczyła o znacznej ilości fenoli, właśnie należących do połączeń typu estrów metylowych, pirogalolu i jego homologów. Pozostałe poszczególne fenole (w tej liczbie gwajakol) znajdowały się w stosunkowo małych ilościach. Uzyskane wyniki pozwalają na stwierdzenie, że produkty wędzone metodą elektrostatyczną, z zastosowaniem podczerwieni, zawierają mniejsze ilości odrębnych fenoli, niż wędzone zwyczajnym sposobem oraz że wykryte fenole są przede wszystkim trójwartościowe. Dane te są zgodne z wynikami badań uczonych angielskich, którzy także stwierdzili, że w rybie wędzonej elektrostatycznie znajdują się głównie fenole o dużym ciężarze cząsteczkowym. Zmiany struktury morfologicznej ryby wędzonej elektrostatycznie mają ten sam charakter, jak w rybie wędzonej zwykłym sposobem. W przypadku wędzenia elektrostatycznego zauważono większą intensywność zabarwienia błony podstawowej kieszeni skórnych i podskórnej warstwy mięśni. W rybie wędzonej elektrostatycznie na gorąco jest tyle substancji bromujących się, co w rybie wędzonej zwykłym sposobem, a w rybie wędzonej na zimno — znacznie mniej substancji bromujących się i lotnych kwasów organicznych (170). URZĄDZENIA DO WĘDZENIA ELEKTROSTATYCZNEGO Typowe urządzenie do wędzenia elektrostatycznego składa się z: a) urządzenia do wytwarzania i oczyszczania dymu wędzarniczego, b) instalacji do zamiany prądu zmiennego na stały i otrzymania prądu wysokiego napięcia, c) komory wędzarniczej z urządzeniem do jonizacji dymu, d) urządzenia do obróbki cieplnej produktów, najczęściej promieniami podczerwonymi, e) instalacji pomocniczych (przewody dymowe, urządzenie wyciągowe, przenośniki do produktów w różnych sekcjach urządzenia, instalacje regulujące i pomiarowe, układy ochronne itp.). W lepszych rozwiązaniach przewidziano również urządzenie zapobiegające osiadaniu dymu na ściankach wędzarni, elektrodach, izolatorach itp.). Jednak oprócz strat dymu, urządzenie to doprowadza również do zakłóceń w pracy wędzarni elektrostatycznej wskutek krótkich przerw (wyłączeń). Specjalną uwagę zwraca się na dobranie najlepszej konstrukcji elektrod. Stwierdzono, że najintensywniejszą jonizację można otrzymać przez dobranie odpowiedniego kształtu pola elektrycznego. Zasadnicze znaczenie ma przy tym kształt geometryczny elektrod. Szczególnie w przypadku elektrod o kształcie dwóch równoległych płaszczyzn napięcie pola będzie jednakowe w każdym jego punkcie. Wskutek tego w momencie jonizacji warstwa gazowa zostanie przebita wyładowaniem iskrowym. Takie równomierne pole jest nie do przyjęcia przy wędzeniu elektrostatycznym (26). Do tego celu odpowiedniejsze są elektrody, np. w rodzaju szeregu przewodników między płaszczyznami. Przewodniki te wytwarzają nierównomierne pole z natężeniem zmniejszającym się w miarę oddalania jednej elektrody od drugiej. Parametry pola elektrycznego wysokiego napięcia powinny być ustalone (stabilne) i w maksymalnym stopniu dostosowane do ilości i prędkości powietrza dostarczanego do strefy wędzenia. Na rysunku 56 są pokazane dwa typy jonizatorów, składających się z dużej liczby elektrod (173). Najlepsze rezultaty uzyskuje się przy zastosowaniu jonizatora pokazanego na rys. 56b. Na ramie stalowej z grubego drutu (9 mm) jest przeciągnięty pionowymi rzędami cienki drut o średnicy 0,12 mm. Odległość między rzędami wynosi 50 mm. Równolegle do ramy są zawieszone płyty aluminiowe o grubości 1 mm. Do takich ekranizowanych elektrod daje się jonizatory boczne, na których jest położona z wierzchu płyta izolacyjna (papier bakelitowany). W płycie znajduje się szczelina do przesuwania wózków podwieszonych z wyrobami. Takie rozwiązanie konstrukcyjne zapobiega stratom dymu i osiadaniu jego w niepożądanych miejscach. Urządzenia do elektrostatycznego wędzenia produktów mięsnych Urządzenie do zimnego wędzenia produktów w polu elektrostatycznym wysokiego napięcia, tj. do wędzenia elektrostatycznego, opracowane w MTIMMPe (rys. 57), różni się od urządzenia do wędzenia gorącego tym, że nie ma w nim zespołu promienników podczerwieni lub innych źródeł cieplnego oddziaływania na produkt. W generatorze dymu 1 są stosowane trociny sprasowane w specjalnej ruchomej gilzie. Wypełniona gilza, zawierająca 8 kg trocin, wystarcza na 3—4 godzin pracy generatora. W aparacie 2 do oczyszczania dymu, będącym połączeniem cyklonu i osadnikowego oddzielacza pyłu z dziurkowaną metalową kratą, dym uwalnia się od popiołu i nie spalonych cząstek paliwa. Urządzenie jest wyposażone również w generator cierny. Oczyszczony dym przechodzi przewodem. dymowym do komory wędzarniczej 3, mającej niezbędne instalacje do jonizacji dymu, zawieszania produktów, odprowadzania zużytego dymu itp. Prąd stały wysokiego napięcia (do 50—60 kV) uzyskuje się za pomocą transformatora 4 i prostownika lampowego. Kierowanie wędzeniem, kontrolę pracy urządzeń elektrycznych i zabezpieczenie pola przeprowadzane są za pomocą pulpitu sterowniczego 6 (150, 151). Na rysunku 58 jest przedstawiony schemat urządzenia amerykańskiego [241], przeznaczonego do produkcji wyrobów typu bekonu. Pierwszym cyklem obróbki w tym urządzeniu jest ogrzewanie produktu do temp. 51°C, w dalszych cyklach produkt jest wędzony i obsuszany. Taka kolejność czynności technologicznych jest podyktowana dążeniem do osiągnięcia maksymalnej jakości produktu, czego nie można osiągnąć w przypadku, gdy boczki są ogrzewane po wędzeniu. Wstępne ogrzewanie bekonu, o ciężarze 4—5 kg, trwa 20 min, wędzenie i naświetlanie promieniami podczerwonymi — 3 do 4 min. Działanie urządzenia jest ciągłe. Urządzenie ma kształt tunelu długości 21 m i jest wyposażone w przenośnik linowy. Tunel jest podzielony na 3 komory: wstępnego naświetlania promieniami podczerwonymi (15 m), wędzenia (3 m) i końcowego naświetlania promieniami podczerwonymi (3 m). Komora wstępnego ogrzewania składa się z pięciu sekcji nagrzewających (rys. 59). Źródłami napromieniowywania podczerwienią są rurowe elementy grzejne (rdzenie), o mocy 4,6 kW. Rdzenie te są ułożone poziomo i równolegle (co 15 cm) i rozchodzą się w obie strony od skrzyni zaciskowej na odległość 1,35 m. W sekcji zainstalowano 6 elementów grzejnych, po 3 na każdej ścianie. Na dnie każdej sekcji znajduje się płyta nachylona w kierunku koryta, w którym zbiera się tłuszcz, ściekający z produktów. Do ostatniej sekcji nagrzewającej przylega komora wędzenia (patrz, rys. 51). Dym wyprodukowany w generatorze przechodzi przewodem do dolnej partii komory i przez dziurkowaną płytę przedostaje się do strefy jonizacji. Strefa jonizacji znajduje się między dwoma rzędami pionowych elektrod wykonanych w kształcie płyty ze stali nierdzewnej, z rzędami drutów umocowanych na wspornikach. Dzięki takiej budowie elektrod zjonizowane cząsteczki dymu odbijają się od płyt w kierunku produktów. Ściany komory, równoległe do kierunku ruchu produktów na przenośniku, są wyposażone trzema takimi płytami (elektrodami). Intensywność wędzenia w tym urządzeniu jest regulowana zmianą napięcia prądu i prędkością posuwu przenośnika przez zwiększenie lub skrócenie czasu przebywania produktów w komorze. Przewidziana jest również możliwość regulowania odległości między elektrodami a środkiem komory. Podane parametry wygodniej jest regulować, jeżeli stosuje się dym o stałej gęstości. Za komorą wędzenia znajduje się komora nagrzewania końcowego, jest ona zbudowana tak samo, jak komora nagrzewania wstępnego. W opisanym urządzeniu można uzyskać w ciągu zmiany 3,5 t produktów wędzonych. W urządzeniu węgierskim o działaniu ciągłym produkt jest podsuszany wstępnie za pomocą promieni podczerwonych, następnie jest wędzony i potem znów naświetlany promieniami podczerwonymi (213, 219). Urządzenie węgierskie jest przeznaczone do produkcji słoniny wędzonej. Jego zdolność produkcyjna wynosi 10 t/8 godz. Urządzenie jest wykonane w postaci tunelu składającego się z 25 sekcji jednakowej długości (1 m). Poszczególne sekcje można zgodnie z potrzebami dostosować do wędzenia lub napromieniowywania itp. Sekcje tunelu są wykonane ze stali i mają izolację cieplną o grubości 3 cm. W tunelu produkty przesuwają się po kolejce podwieszonej. W tym celu są zamocowane na niej w dwóch rzędach, pręty żelazne, wygięte w kształcie łuku. Aby zapobiec przekręcaniu się prętów i aby uzyskać bardziej równomierne rozmieszczenie zawieszonych kawałków słoniny, wieszadła są umocowane podwójnymi krążkami i połączone ze sobą. Na rysunku 60a jest pokazane urządzenie sekcji naświetlania promieniami podczerwonymi, znajdującymi się na początku i na końcu tunelu. Odległość między promiennikami (lampami Tungsram o mocy 250 W) a produktami wynosi 200—300 mm. W górnej części sekcji są przewidziane kanały do wyciągania nawilżonego powietrza, w dole — przewód doprowadzający podgrzane powietrze (w przypadku konieczności przyspieszenia podsuszania produktów). W sekcjach z promiennikami podczerwieni są urządzenia do zbiórki i odprowadzania na zewnątrz tłuszczu lub cieczy spływających z produktów. Promienniki podczerwieni zużywają ok. 15 kW/godz. energii elektrycznej, przy czym produkty są naświetlane po 5 min przed i po wędzeniu. W komorze wędzarniczej, składającej się z 15 jednakowych sekcji, po obydwóch stronach zawieszonych wyrobów znajdują się płyty elektrod, zamocowane na izolatorach (rys. 60 b). Elektrody są połączone z ujemnym biegunem źródła prądu stałego wysokiego napięcia, zaś biegun dodatni jest uziemiony. Poprzez przenośnik i wieszadła uziemione są również kawałki słoniny. Elektrody są wykonane w postaci pionowych płyt, rozmieszczonych w optymalnej odległości od siebie i połączonych ze sobą za pomocą metalowych płytek osłaniających. Taka konstrukcja elektrod zmniejsza jonizację dymu zachodzącą po stronie przeciwległej produktów, a sprzyjającą nadmiernemu zabrudzeniu urządzenia. Dym do komory wędzarniczej jest wtłaczany z generatora dymu za pomocą wentylatora. W zależności od wymaganego stopnia uwodzenia, wędzenie słoniny trwa 3—20 min, wynosząc średnio 5 min przy napięciu 60 000 V. Proces przygotowania słoniny wędzonej w urządzeniu trwa 25 min, a produkt jest całkowicie gotowy po 1 do 2 dobach. W Niemieckiej Republice Demokratycznej wędzenie elektrostatyczne zostało zastosowane w doświadczalnej linii do ciągłej produkcji kiełbas i parówek (153). Linia ta składa się z agregatu do krajania mięsa, kutra i nadziewarki o działaniu ciągłym. Napełnione batony są przewożone na przenośniku do urządzenia składającego się z sekcji wędzenia, parzenia i ochładzania produktów. W urządzeniu tym batony są przenoszone za pomocą przenośnika łańcuchowego z zamocowanymi wieszadłami. W strefie wędzenia kiełbasy znajdują się około 5 min. W tym czasie temperatura wewnątrz batonu dochodzi do 42°C. W urządzeniu stasuje się prąd o małej mocy, co zapobiega powstawaniu płomieni w przypadku pojawienia się iskier. Do wędzenia kiełbas o różnych średnicach są przewidziane elektrody ruchome. Dym otrzymuje się w usytuowanym oddzielnie generatorze dymu z ogrzewaniem elektrycznym i regulowanym podawaniem trocin. Na 1 t kiełbasy parzonej zużywa się ok. 8 kg trocin. Ze strefy wędzenia kiełbasy są przesuwane do strefy parzenia. Tutaj produkt podlega przerywanemu naświetlaniu promieniami podczerwonymi, w wyniku czego osiąga się wyrównanie temperatury zewnętrznych i wewnętrznych warstw kiełbas i zapobiega przegrzewaniu poszczególnych partii produktu. Moc naświetlania promieniami podczerwonymi wynosi 1,28 W/cm2. Odciąganiem nagrzewanego powietrza i doprowadzaniem świeżego reguluje się temperaturę i odpowiednią wilgotność środowiska. W strefie parzenia średnia prędkość przepływu powietrza wynosi 0,05 m/sek. Wskutek naświetlania promieniami podczerwonymi temperatura wewnątrz batonów podnosi się do 78°C (na powierzchni ok. 85°C). Po wyjściu ze strefy parzenia kiełbasy podlegają ochładzaniu. Przed opuszczeniem urządzenia kiełbasy są naświetlane promieniami nadfioletowymi, w celu podniesienia jałowości powierzchni produktu. Urządzenia do elektrostatycznego wędzenia produktów rybnych Do elektrostatycznego wędzenia ryb zaprojektowano szereg urządzeń różniących się od siebie konstrukcją i zasadami pracy. Częściowo jest to wytłumaczone różnorodnością produkowanych wędzonych produktów rybnych. W ZSSR pierwsze urządzenie przemysłowe do gorącego elektrostatycznego wędzenia drobnych i średnich ryb zostało skonstruowane przez inżynierów Kalatnych i uruchomione w Kijowskim Kombinacie Rybnym w roku 1957 (40, 41). Jest to zwarty agregat pionowy o szerokości 1,5 m w najszerszym miejscu i wysokości 16 m (rys. 61). Ryby, nawleczone na pręty, załadowuje się ma przenośnik łańcuchowy 1 przez właz na piętrze. Następnie ryby na przenośniku wchodzą do strefy wstępnego podsuszania i częściowego podgotowywania I i przebywają w niej 2—4 min. Ogrzewanie przeprowadza się za pomocą zestawu promienników podczerwieni typu SK-2. Wytwarzająca się para (temperatura powierzchni ryb dochodzi do 80—100°C) jest odciągana wentylatorem. W przestrzeni między wyjściem ze strefy I a wejściem do strefy II następuje chłodzenie ryb, przy czym powierzchnia ich lekko nawilża się, dzięki czemu zachowuje się elastyczność wędzonej skórki ryb i lepiej przebiega wędzenie. Wędzenie przebiega w ciągu 5—6 min w czasie przechodzenia ryb między elektrodami 3. Dym uzyskuje się z trocin w generatorze dymu 2 typu półkowego z ogrzewaniem elektrycznym. Resztki dymu są odprowadzane przez przewód 4. Pieczenie produktu następuje w strefie III w czasie 6—8 min za pomocą naświetlania promieniami podczerwieni. W strefie IV, podczas przesuwania się przenośnika w dół, ryby ochładzają się. Uwędzone ryby wyładowuje się przez właz. Całkowity czas obróbki ryb w tym urządzeniu, począwszy od załadowania a skończywszy na wyładunku, wynosi 25 min. W ciągu godziny w urządzeniu tym można uzyskać 70—100 kg wędzonego szprota lub 200—250 kg śledzia. Na rysunku 62 jest pokazane automatyczne urządzenie do wędzenia ryb opracowane w NRD (189). Urządzenie to charakteryzuje się udanym rozwiązaniem konstrukcyjnym, dzięki któremu ciągłość zasadniczych czynności technologicznych w kierunku poziomym jest zharmonizowana z pionowym rozmieszczeniem przenośników łańcuchowych w poszczególnych strefach obróbki. Pozwoliło to na uzyskanie zwartego urządzenia o długości ok. 12 m, szerokości 1,5 m i wysokości ok. 4,5 m. Poczynając od załadowania ryb świeżych, a kończąc na zdjęciu uwędzonych, ochłodzonych produktów, urządzenie działa automatycznie. Dlatego przed wędzeniem należy ryby posortować (z wahaniami ciężaru do 10%) i w zależności od ciężaru produktów ustalić prędkość posuwu łańcuchów przenośnika. Doświadczalnie znaleziono następujące zależności posuwu przenośnika od ciężaru tryb: Ciężar ryb 290 240 190 140 g Prędkość posuwu przenośnika 0,4 0,5 0,6 0,7 m/min Obróbka technologiczna ryb w urządzeniu jest przeprowadzana w następującej kolejności. W strefie I ryby są lekko podsuszane powietrzem o temperaturze pokojowej, wtłaczanym za pomocą wentylatora. Właściwe podsuszanie następuje w strefie II. Po kolejnym napromieniowywaniu ryby przechodzą do strefy nie mającej promienników podczerwieni, gdzie są owiewane powietrzem, co sprzyja usunięciu nadmiernej wilgoci i bardziej równomiernemu nagrzewaniu produktów. Do regulowania promienników podczerwieni i prędkości przepływu powietrza są przewidziane specjalne wyłączniki i zawory. W strefie III, tj. w strefie wędzenia, są zamontowane 4 pary elektrod ujemnych rozmieszczonych po 2 pary, jedna nad drugą. Biegun dodatni wysokiego napięcia jest uziemiony na urządzeniu. Maksymalne napięcie robocze wynosi 30 kV. Dym jest doprowadzany z boku, z generatora sterowanego automatycznie. Na 1 t produktów wędzonych zużywa się 8—10 kg trocin (przy zwykłym wędzeniu zużywa się ok. 1 m3 drewna). W urządzeniu jest przewidziany komutator do równomiernego rozprowadzania dymu w pionowych przestrzeniach poszczególnych sekcji strefy wędzenia. Dzięki temu wszystek dym przechodzi przez pole elektrostatyczne i prawie całkowicie osiada na rybach. Ryby ze strefy wędzenia przechodzą do strefy IV, tj. strefy obróbki cieplnej. Strefa ta składa się z oddzielnych komór wyposażonych w promienniki podczerwieni. Czas przebywania ryb w komorach odpowiada okresom napromieniowania i wyrównywania temperatury w głębi produktu. Do regulowania temperatury i wilgotności w strefie IV przewidziane są: wentylator 4, komora mieszania powietrza 5, zasuwa 6 oraz urządzenie do zmiany gęstości promieniowania. Po obróbce cieplnej ryby przechodzą do strefy chłodzenia V (powietrzem), a następnie podlegają działaniu dwóch wyjaławiających produkt promienników ultrafioletu. Ten sposób wyklucza konieczność stosowania filtru bakteryjnego do zasysanego powietrza ochładzającego. W zależności od wielkości i rodzaju ryb wydajność urządzenia wynosi 1—2 t produktów na zmianę. Zużycie energii elektrycznej wynosi 250—500 kWh na 1 t produktu. Wędzenie elektrostatyczne jest stosowane również w urządzeniach do produkcji konserw rybnych. Z instalacji tego typu rozpatrzona zostanie instalacja amerykańska do przygotowania sardynek (rys. 63a). Charakterystyczną cechą jest to, że dym zostaje naładowany dodatnio, a przenośnik, na którym znajdują się puszki z rybami jest połączony z biegunem ujemnym (239). Na możliwość wykorzystania dodatniej elektrody jonizującej przy obróbce dymem produktów rybnych wskazuje wielu autorów. Zaleta tej zasady polega na tym, że przy obróbce wyrobów dymem z dodatnim ładunkiem tworzy się mniej ubocznych produktów utleniania, wpływających ujemnie na zapach i smak wędzonego produktu (279). Przed jonizacją dym wytwarzany w generatorze 1 przechodzi przez urządzenie 2, działające na zasadzie oczyszczania w przeciw- prądzie. Czynnikiem oczyszczającym jest woda, porywająca ślady sadzy oraz niektóre gorzkie i żrące składniki dymu. W grzejniku ogrzewanym parą, temperatura dymu podnosi się, a wilgotność względna obniża. Dzięki temu nie zachodzi skraplanie pary w komorze wędzarniczej i polepszają się warunki pracy instalacji wysokiego napięcia. W komorze wędzarniczej dym otrzymuje ładunek dodatni od jonizatora w kształcie ramy z rozciągniętymi na niej drutami. Rama jest umieszczona równolegle do powierzchni przenośnika w odległości 3,8 cm od puszek z rybami. W celu zapobieżenia stratom dymu komora wędzarnicza 5 jest izolowana szklanymi płytami, które okresowo oczyszczane, zabezpieczają tym samym stałą różnicę potencjałów. Osiadanie dymu na produkt znajdujący się w puszkach trwa 12 sek. przy prędkości przesuwu przenośnika 7,63 m/min. Urządzenie jest z zewnątrz pokryte płytami izolacyjnymi. W urządzeniu jest przewidziany system zabezpieczający, pracujący np. w przypadku zwarcia przy otwieraniu drzwi do komory itp. Ciekawe jest zmodyfikowane urządzenie do elektrostatycznego wędzenia konserw rybnych (rys. 63b). Wędzenie ryb przeprowadza się w puszkach umieszczonych na metalowych półkach, między którymi znajdują się również metalowe przekładki. Urządzenie jonizujące składa się z szeregu równoległych drutów umieszczonych w zwężonych przewodach, którymi jest doprowadzony dym. Dym otrzymuje ładunek dodatni, półki, puszki, a więc i produkt są uziemione. Charakterystyczną cechą konstrukcji jest to, że przekładki z metalu, znajdujące się między półkami, są podłączone do urządzenia jonizującego (171). Pozwala to na maksymalne wykorzystanie dymu wędzarniczego, na zastosowanie stosunkowo niskiego napięcia (rzędu 12 000 V) oraz jeszcze bardziej przyspiesza proces osiadania cząsteczek dymu. W urządzeniu do elektrostatycznego wędzenia ryb, opracowanym w Polsce, puszki z rybami ustawia się na wysuwanych, uziemionych półkach, które w czasie wędzenia znajdują się w metalowej komorze. Elektrody jonizujące są połączone z biegunem dodatnim urządzenia wysokiego napięcia. Przy napięciu 14 kV podwędzanie śledzia bałtyckiego trwa 5 min (311, 319). Wędzenie elektrostatyczne zostało również wypróbowane przy wędzeniu szprot (193, 194). Jedna z firm NRF wykorzystuje elektrostatyczne wędzenie w nieco inny sposób do przygotowania konserw z ryb łososiowych. Kawałeczki ryby najpierw są wędzone, po czym układa się je w puszkach. Obróbka ryby polega tylko ma podsuszaniu i wędzeniu. W związku z tym urządzenie jest bardzo zwarte. Długość — 5 m, szerokość — 2 m i wysokość 1,4 m. Ryby przeznaczone do Wędzenia są układane na tace. W ciągu godziny w urządzeniu zostaje obrobionych ok. 240 tac, a zużycie energii wynosi 20 kWh (277). Na rysunku 64 jest pokazany uproszczony schemat wędzenia elektrostatycznego. Organizacja potokowej produkcji ryb o dużych wymiarach, z zastosowaniem pola elektrycznego wysokiego napięcia, połączona jest z trudnościami spowodowanymi długim czasem parowania ryb zwykłymi sposobami (gorącym powietrzem lub promieniami podczerwonymi). W tym celu w Kijowskim Kombinacie Rybnym zastosowano dielektryczne ogrzewanie pojemnościowe, pozwalające na połączenie wędzenia z parowaniem dużych ryb. Proces technologiczny składa się z następujących czynności. Równomiernie nasoloną rybę podsusza się promieniami podczerwonymi, a potem umieszcza na siatkach przesuwających się w komorze wędzarniczej na przenośniku między dwoma elektrodami jonizującymi, gdzie w ciągu 3—6 min następuje osiadanie dymu na produkcie. Następnie paruje się ryby przez 12—16 min sposobem dielektrycznym. Zgodnie ze schematem technologicznym opracowanym w Czechosłowacji, śledzie wędzone na gorąco są przygotowywane w inny sposób. W ciągu 60—75 min śledzie są parowane w gorącym powietrzu o temp. 85°C, a następnie wędzone sposobem elektrostatycznym przez 2—3 min i podsuszane (15 min) gorącym powietrzem. Po obróbce śledzie są przetrzymywane przez kilka dni w magazynie, w celu uzyskania odpowiedniego smaku i zapachu (313). Do wędzenia śledzi na zimno zaproponowano kilka schematów. N. A. Woskresienski (WNIRO) rozpracował następujący wariant przygotowania śledzi wędzonych elektrostatycznie na zimno. W celu usunięcia surowego posmaku ryby są najpierw naświetlane promieniami ultrafioletowymi, a następnie gotowane (4—6 min), podsuszane (6—10 min), ochładzane i podsuszane (10—20 min). Gotowy produkt dojrzewa w skrzynkach w magazynie w ciągu 2—3 dób. Uzyskany gotowy produkt jest zbliżony do śledzi wędzonych na zimno sposobem tradycyjnym. W przypadku zastosowania w pierwszej fazie obróbki promienników podczerwieni (zamiast utrafioletu) otrzymuje się produkt tzw. półzimnego wędzenia (23). W Leningradzkim Kombinacie Rybnym wypróbowano schemat Solineka i innych (NIIMRP); śledzie wędzono elektrostatycznie (5—6 min) po dość długim (4—5 godz.) suszeniu powietrzem o temp. 25—30°C. Po wędzeniu ryby podsuszano przez 4—5 godz., a następnie przetrzymywano w skrzynkach w ciągu 2—3 dni w celu uzyskania smaku i zapachu produktu wędzonego. Do zastosowania opisanych schematów wędzenia elektrostatycznego konieczne są specjalne komory, w których zasadniczo nie można przerabiać jednocześnie większych ilości produktów. W celu wykorzystania zwykłych komór wędzarniczych do wędzenia elektrostatycznego jest stosowana wstępna jonizacja dymu. Naładowany dym, po przejściu przez jonizator, jest doprowadzany do komory wędzarniczej, gdzie pod wpływem sił wzajemnego odtrącania się cząsteczek, osiada na produktach. Wstępna jonizacja dymu pozwala na znaczne zwiększenie ilości produktu równocześnie poddawanego obróbce. Czas wędzenia ryb skraca się dwukrotnie, w porównaniu ze zwyczajnym sposobem wędzenia. W obu przypadkach stopień podsuszania produktu i wskaźniki organoleptyczne, z wyjątkiem barwy powierzchni (przy stosowaniu dymu wstępnie jonizowanego otrzymuje się produkty o ciemniejszym zabarwieniu powierzchni), były tafcie same. Wpływu ozonu na pogorszenie walorów smakowych wyrobu nie stwierdzono (168). EKONOMIKA I PERSPEKTYWY ZASTOSOWANIA WĘDZENIA ELEKTROSTATYCZNEGO Ekonomika i perspektywy zastosowania wędzenia elektrostatycznego są w różny sposób oceniane przez różnych autorów. Jedni podkreślają korzyści wynikające ze stosowania wędzenia elektrostatycznego, jak obniżenie kosztów produkcji bekonu o 56%, w porównaniu ze zwykłym sposobem, znaczna ekonomia opału itp. (25, 213, 141, 277). Inni uważają, że sposób ten może być stosowany jedynie do aromatyzowania produktów, ponieważ szybkie osiadanie składników wędzących dymu na produkt niweluje straty cieplne. Wskazuje się również na to, że przy ocenie ekonomiki i możliwości rozwoju wędzenia elektrostatycznego należy brać pod uwagę stosunkowo duże zużycie energii elektrycznej, skomplikowaną budowę urządzeń, konieczność specjalnych urządzeń ochronnych, trudność obróbki produktów o nierównym kształcie (np. szynek) oraz to, że obsługujący personel musi być wysoko kwalifikowany. Zagadnienie jakości produktów wędzonych elektrostatycznie jest sporne. Uważa się, że ryby wędzone elektrostatycznie ustępują rybom wędzonym sposobem tradycyjnym pod względem aromatu, ale przewyższają je pod względem wyglądu i konsystencji. Jednak niektórzy autorzy uważają, że nie ma konieczności stawiania takich samych wymagań w stosunku do produktów wędzonych elektrostatycznie, jak do produktów wędzonych sposobem tradycyjnym. Ważne jest, stwierdzają ci autorzy, aby produkty wędzone elektrostatycznie miały dobrą jakość i aby odpowiadały wskaźnikom chemicznym i organoleptycznym dla produktów wędzonych (25). Przy ocenie ekonomiki wędzenia elektrostatycznego należy również brać pod uwagę następujące momenty. Proces wędzenia należy rozpatrywać kompleksowo. Równocześnie z wędzeniem zachodzą i inne zmiany w produkcie, mające zasadnicze znaczenie dla jego wartości odżywczej i odporności na działanie drobnoustrojów. Na przykład podczas wędzenia kiełbasy i niektóre wędzonki tracą wodę, przy czym tracą jej w tym czasie więcej, niż przy późniejszym obsuszaniu. W czasie wędzenia produktów surowych (np. kiełbas trwałych surowych) zachodzą ważne procesy biochemiczne (dojrzewanie). Obsuszanie i dojrzewanie w tej postaci, w jakiej przebiegają obecnie, są dłuższymi procesami, niż wędzenie i dlatego one określają czas trwania procesu technologicznego. W przypadku wędzenia elektrostatycznego, dojrzewanie i obsuszanie przebiegają w niższych temperaturach (12°C), wskutek czego ogólny czas trwania procesu technologicznego przedłuża się. Z tego punktu widzenia przy zamianie zwykłego sposobu wędzenia na elektrostatyczny, cykl produkcyjny się nie skraca. Przy wędzeniu elektrostatycznym skraca się tylko czas obróbki dymem, czyli osiadania składników dymu na produkcie. Dlatego też wędzenie elektrostatyczne jest w pełni przydatne tylko przy intensyfikacji obróbki cieplnej, przede wszystkim za pomocą promieni podczerwonych, które zapewniają szybkie otrzymanie gotowego produktu (np. drobnych ryb). Przy takim sposobie obróbki większych wyrobów, np. bekonu, otrzymuje się produkty nie nadające się do bezpośredniego spożycia. Doświadczenia uzyskane przy pracy urządzenia w USA wykazują, że bekon pozostaje surowy, zawiera zwiększoną ilość wody i może być wykorzystany tylko jako smażony (240, 241). Należy również brać pod uwagę i to, że przy wędzeniu elektrostatycznym na powierzchni produktu osiadają przede wszystkim te składniki dymu, które znajdują się w dymie w postaci zawieszonych cząsteczek. Prawdopodobnie do elektrostatycznego osiadania na produkcie wszystkich składników dymu, które normalnie znajdują się w wędzonych wyrobach, należałoby otrzymać areozol (sztuczny dym) z preparatu wędzącego o odpowiednim składzie. Jednak wątpliwe jest, czy zastosowanie preparatów wędzących w tym przypadku zapewniłoby jakąkolwiek wyższość w porównaniu z prostszymi sposobami osiadania cząsteczek dymu na produkcie. * * * Wędzenie żywności w polu elektrycznym wysokiego napięcia, czyli wędzenie elektrostatyczne, ma znaczną wyższość w porównaniu ze zwykłym wędzeniem: znacznie skraca czas obróbki dymem, proces wędzenia można mechanizować, automatyzować, regulować itp. W zależności od wielkości, rodzaju i przeznaczenia produktów są opracowane liczne warianty obróbki produktów w polu elektrycznym wysokiego napięcia. Wskutek bardzo szybkiego osiadania składników dymu, na powierzchni produktu tworzy się z nich błonka o charakterze mazistym, co powoduje konieczność jego podsuszania połączonego z intensyfikacją i ustaleniem się barwy produktu. We wszystkich wariantach wędzenia elektrostatycznego, w tej lub innej kolejności, występują następujące fazy: podsuszania, osiadania dymu, obgotowywania i ochładzania (przy wędzeniu gorącym), stabilizacji barwy produktu i przetrzymywania w magazynie w celu doprowadzenia produktu do stanu gotowości. Przy wędzeniu elektrostatycznym produkt podlega obróbce cieplnej za pomocą gorącego powietrza, promieni podczerwonych lub prądami energii elektrycznej. Ostatnie dwa sposoby pozwalają na połączenie fazy osiadania dymu ze stabilizacją koloru i doprowadzenie produktu do stanu gotowości konsumpcyjnej. Przy obróbce produktu w polu elektrycznym wysokiego napięcia osiadanie dymu następuje tylko na powierzchni produktów. Składniki dymu przenikają w głąb produktów w czasie trwania następnych faz technologicznych (obgotowywania itp.), a przede wszystkim w czasie przechowywania. Przy obróbce produktu w polu elektrycznym wysokiego napięcia osiadają na nim przede wszystkim cząstki zawieszone, a w mniejszym stopniu parowa faza dymu, wskutek czego są różnice w składzie chemicznym zapachu i smaku produktów wędzonych elektrostatycznie w stosunku do produktów wędzonych sposobem tradycyjnym. Aby polepszyć uzyskiwane wskaźniki należy poddawać dym obróbce wstępnej (zraszanie wodą, podgrzewanie); do uzyskiwania dymu należy stosować cierne generatory dymu. Zdania badaczy co do ekonomiki wędzenia elektrostatycznego są rozbieżne. Rozbieżności występują również w ocenie jakości produktów wędzonych elektrostatycznie. Do wydania końcowej oceny o możliwości szerokiego zastosowania tego sposobu w przemyśle konieczne są dodatkowe badania.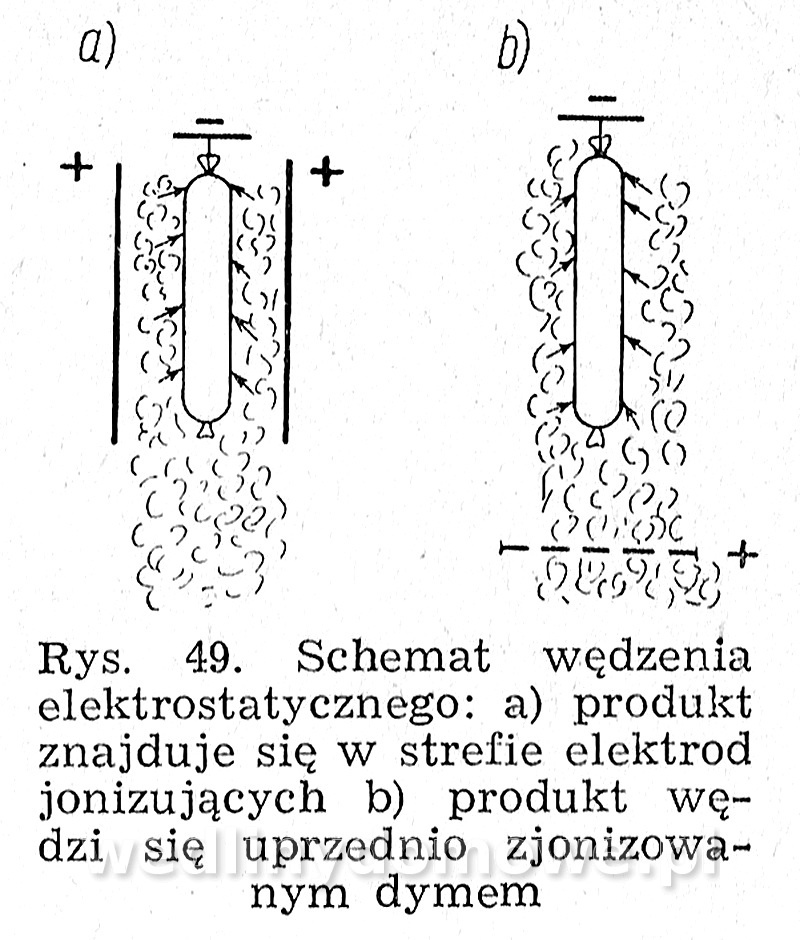
-
Podstawy procesu wędzenia - W.I.Kurko [1963 r.]
Maxell odpowiedział(a) na Maxell temat w Wędzarnie. Budowa i obsługa
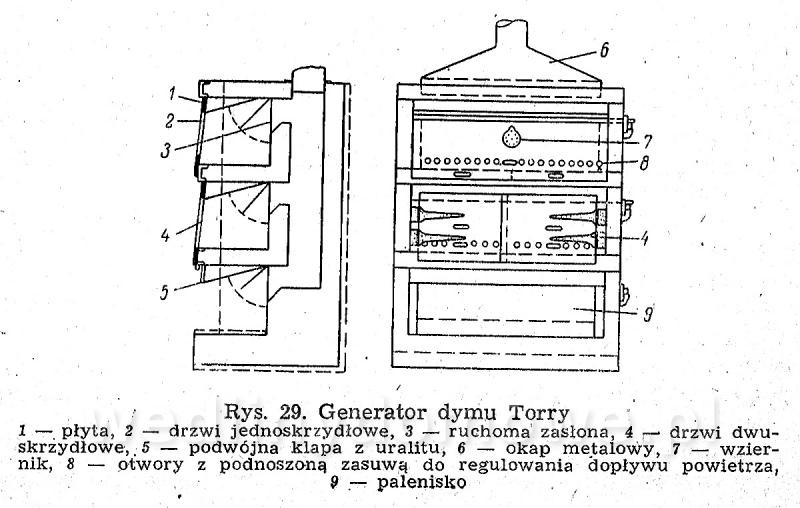
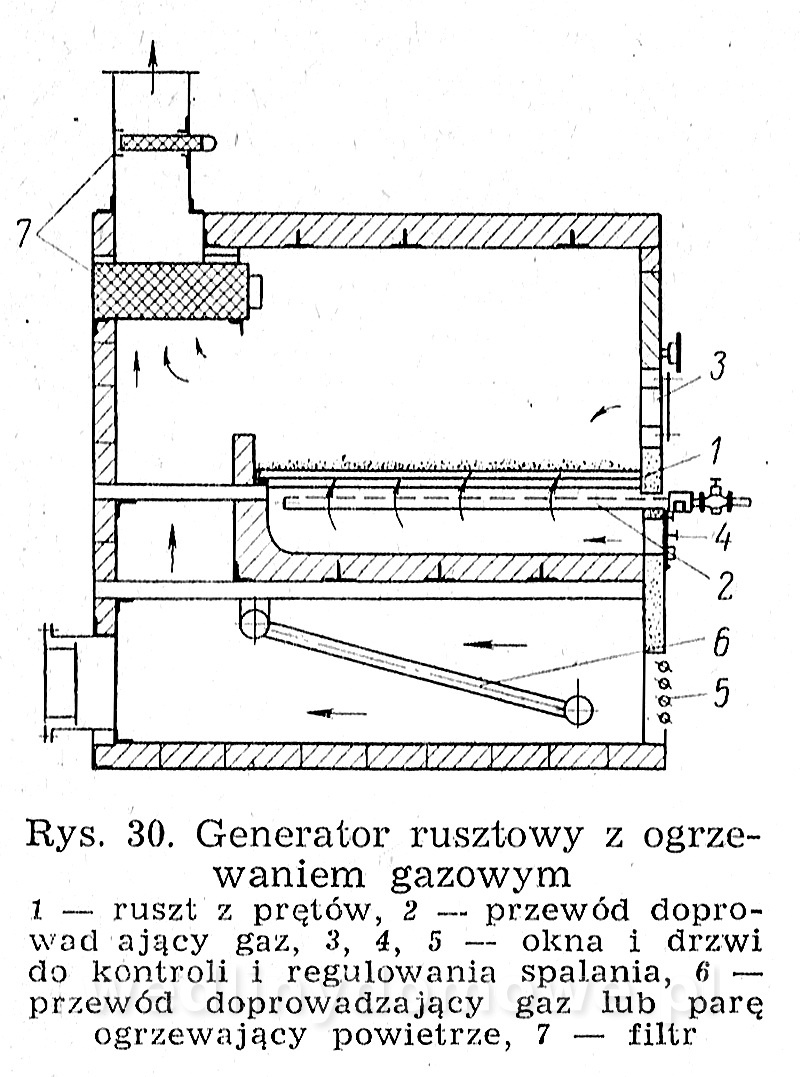
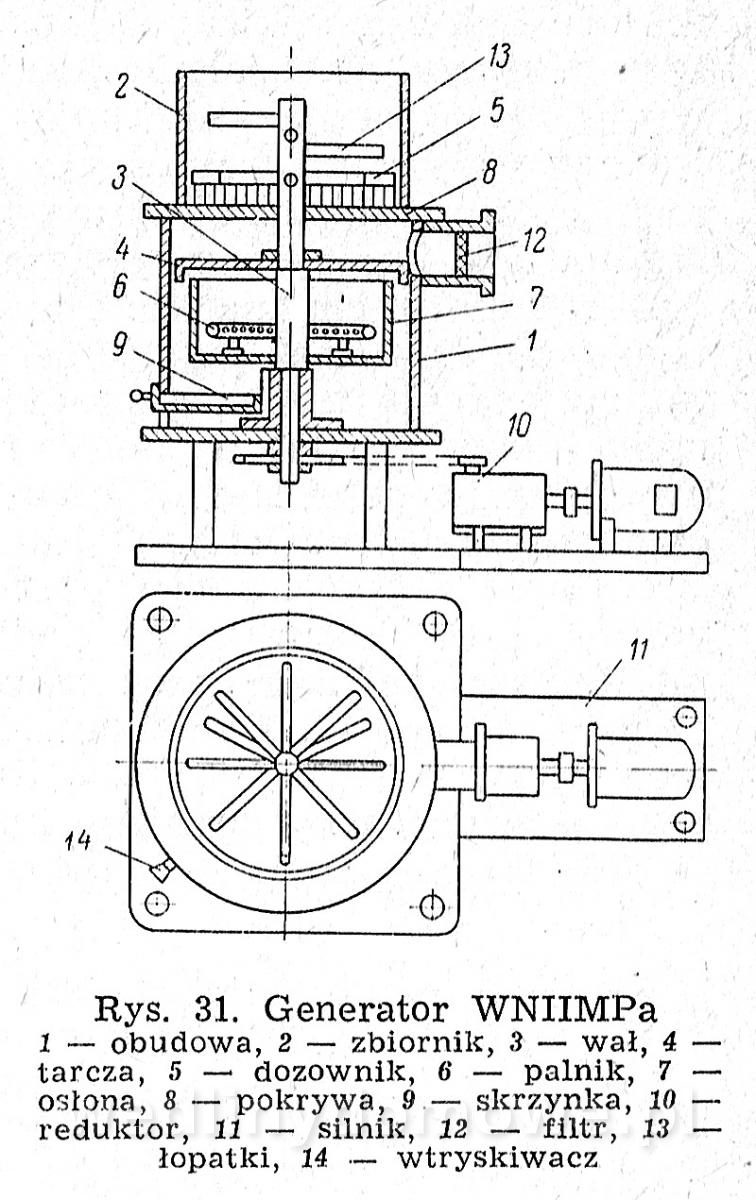
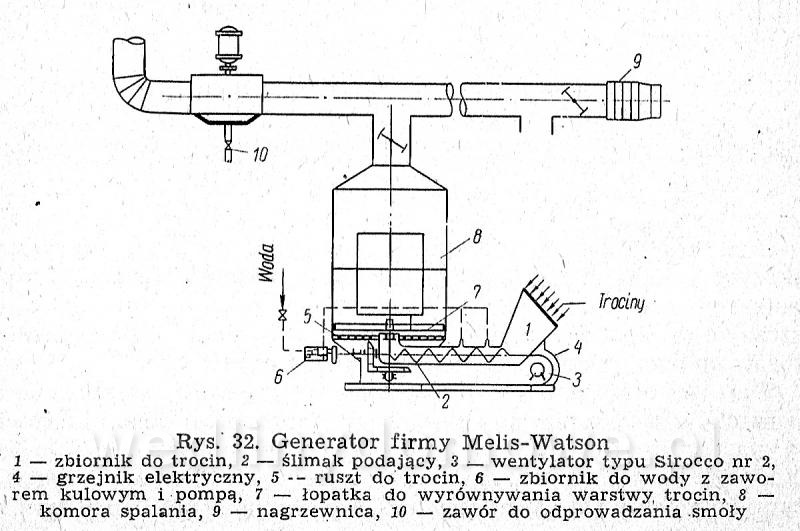
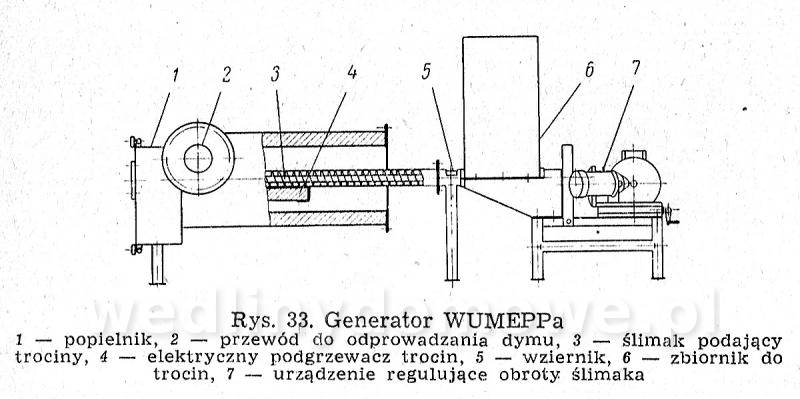
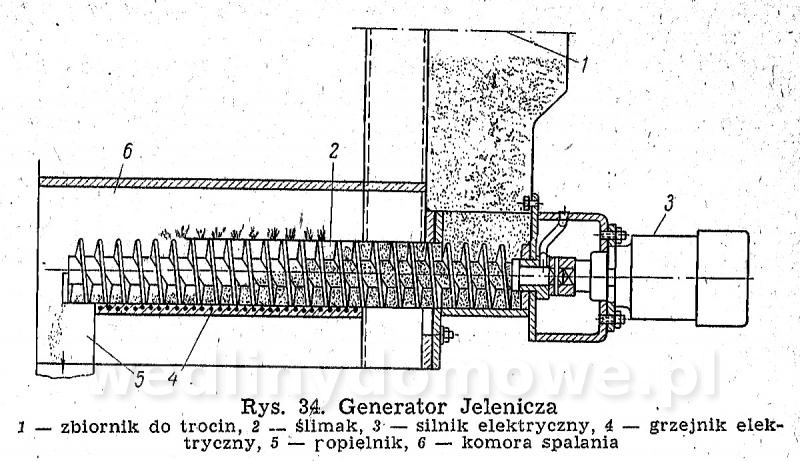
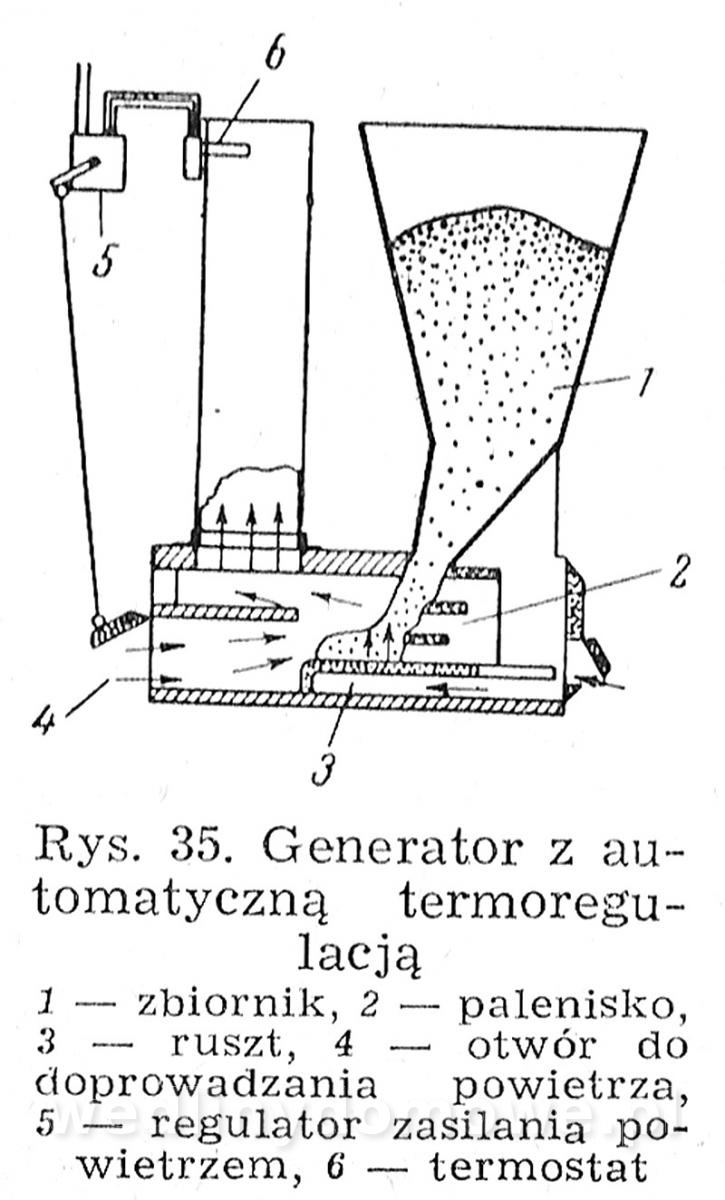
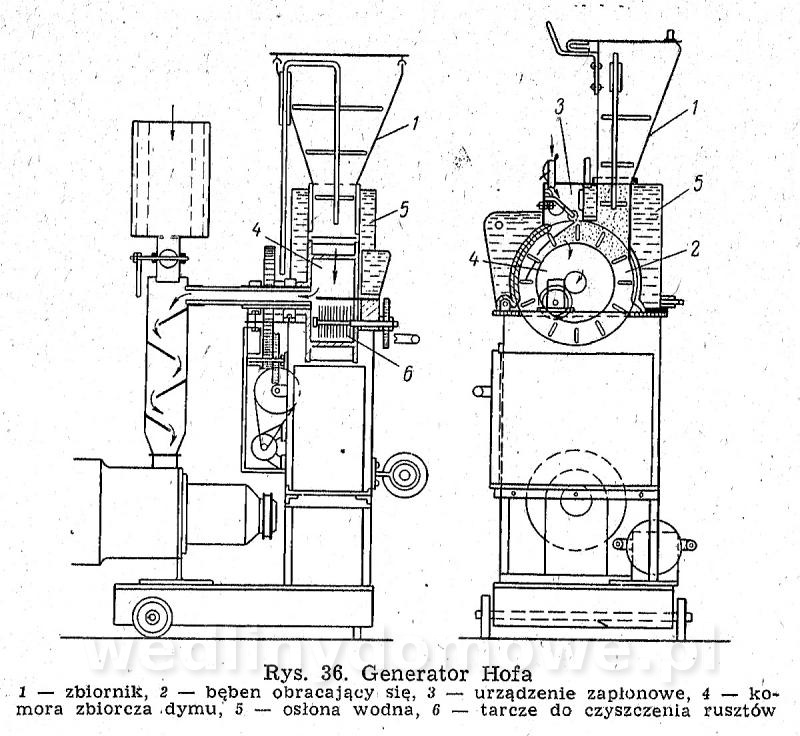
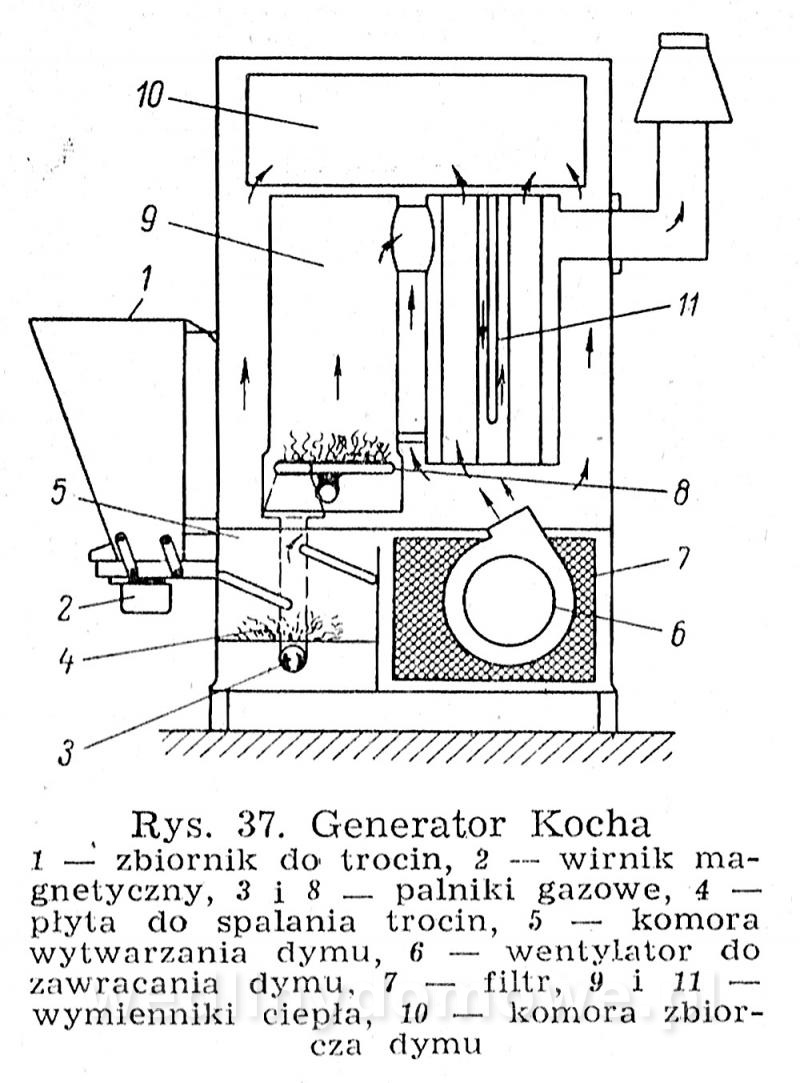
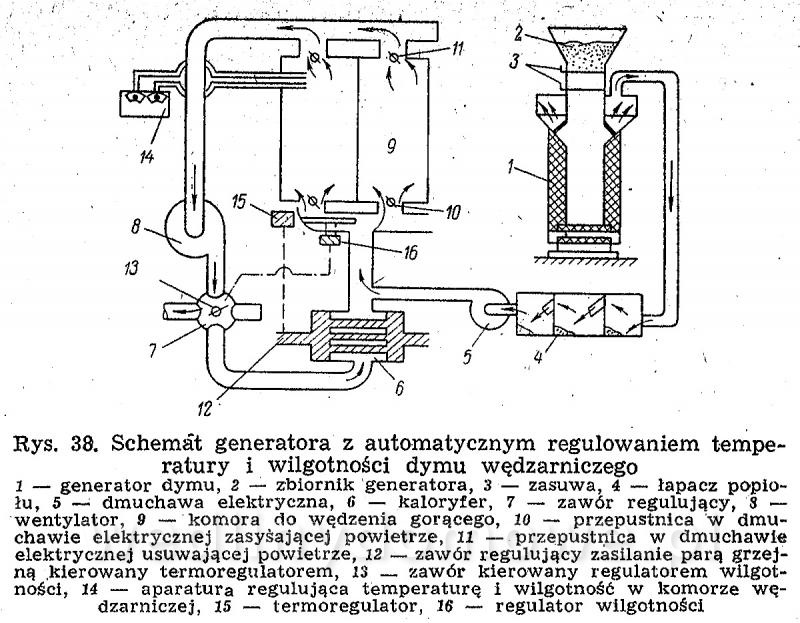
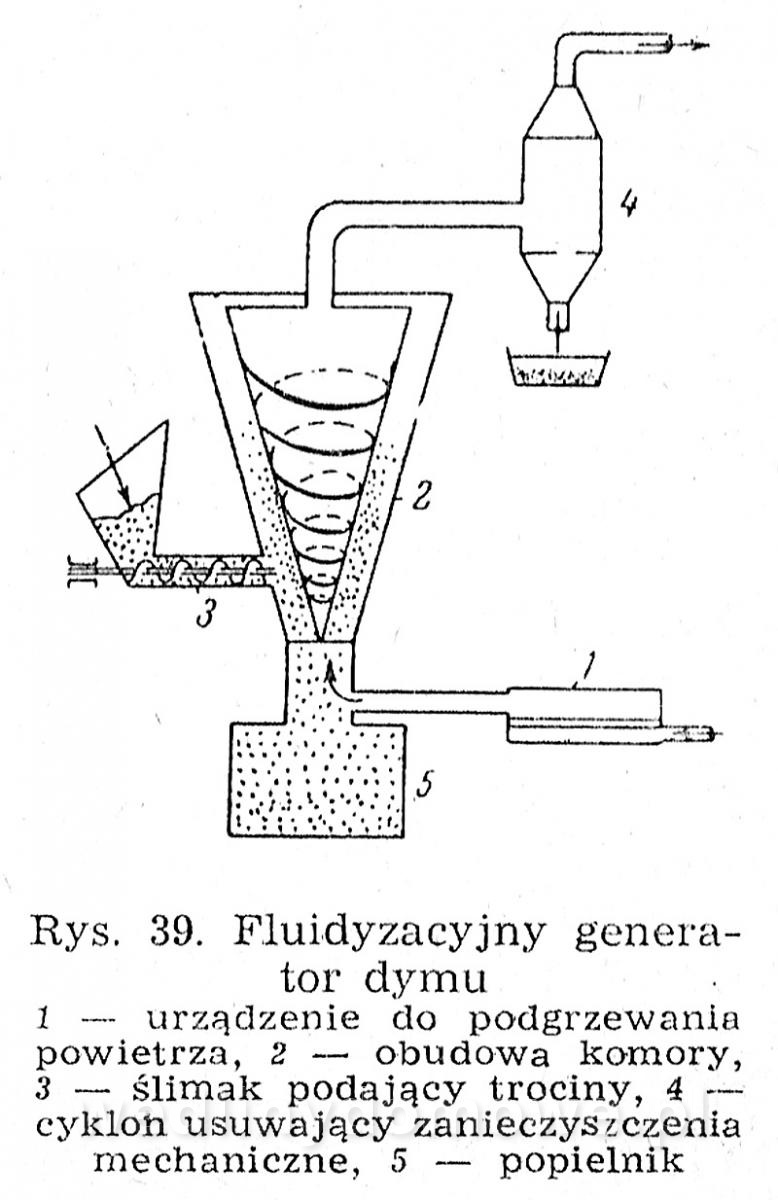
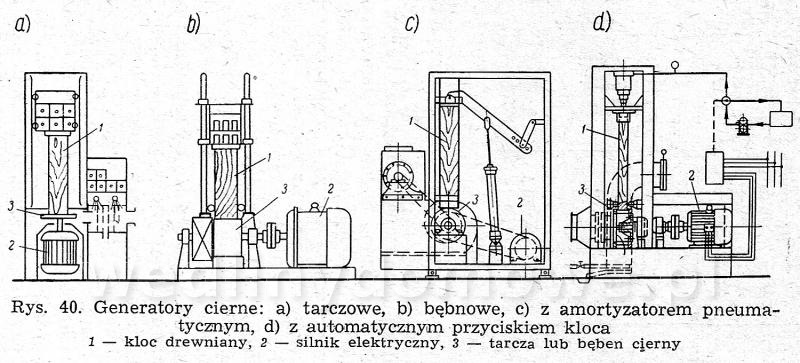
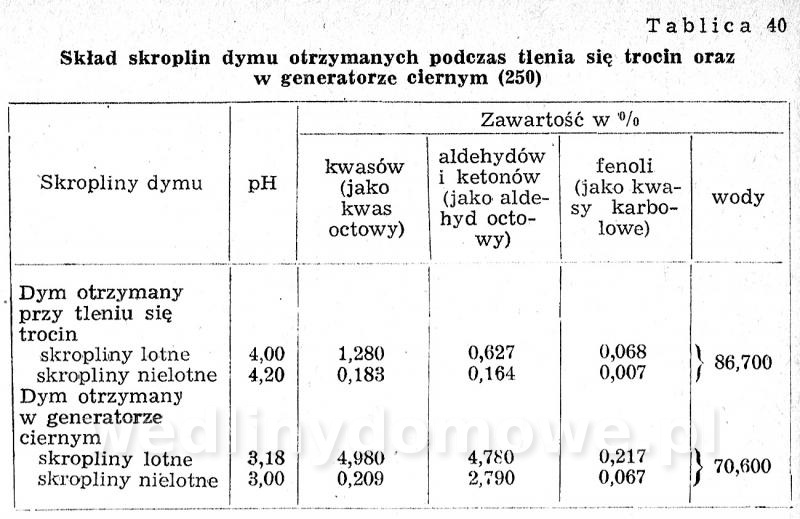
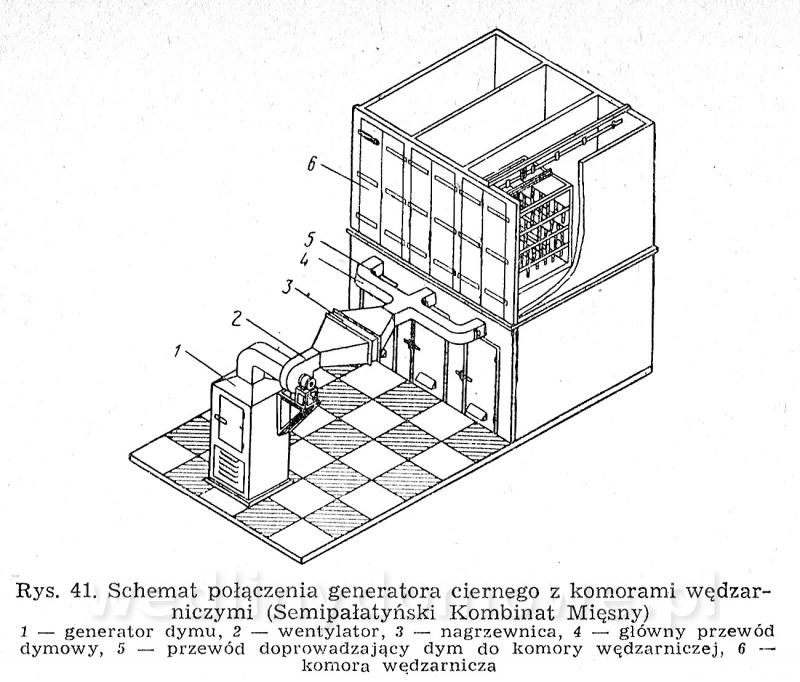
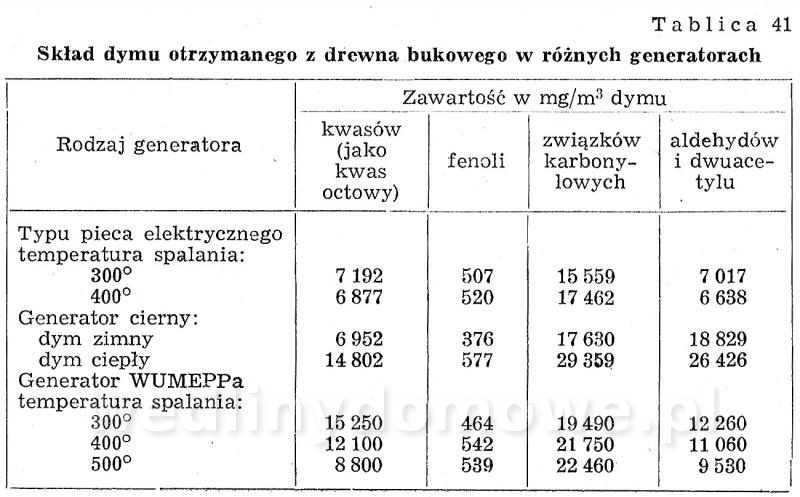
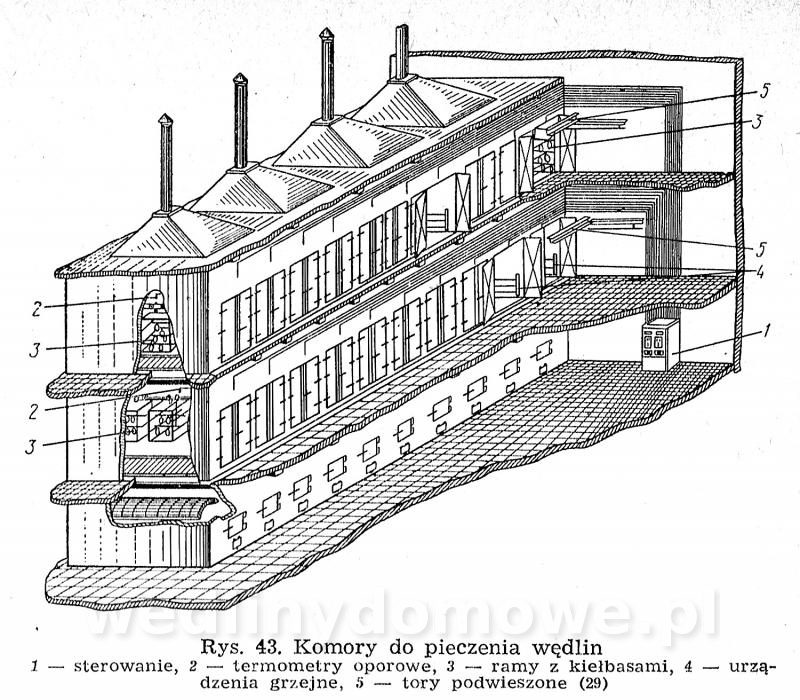
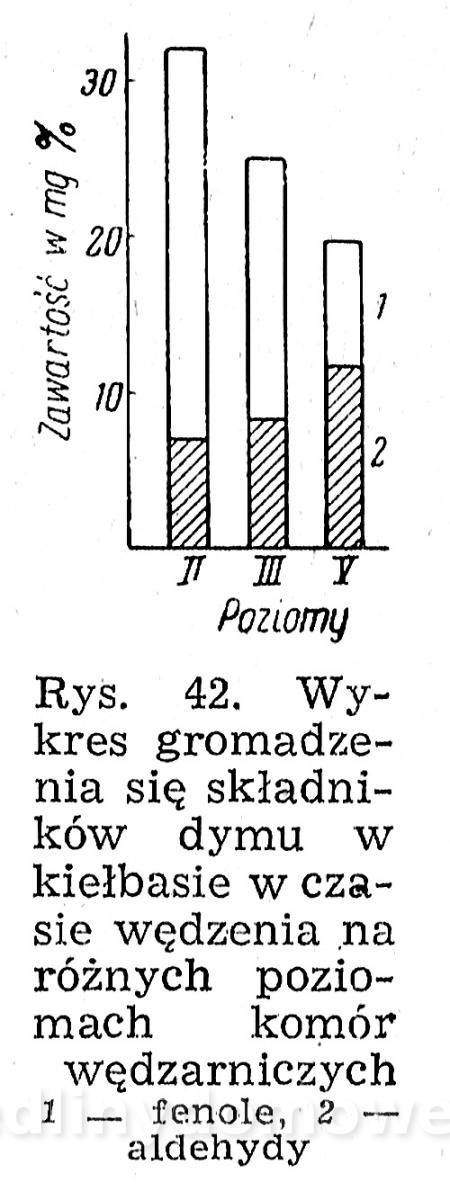
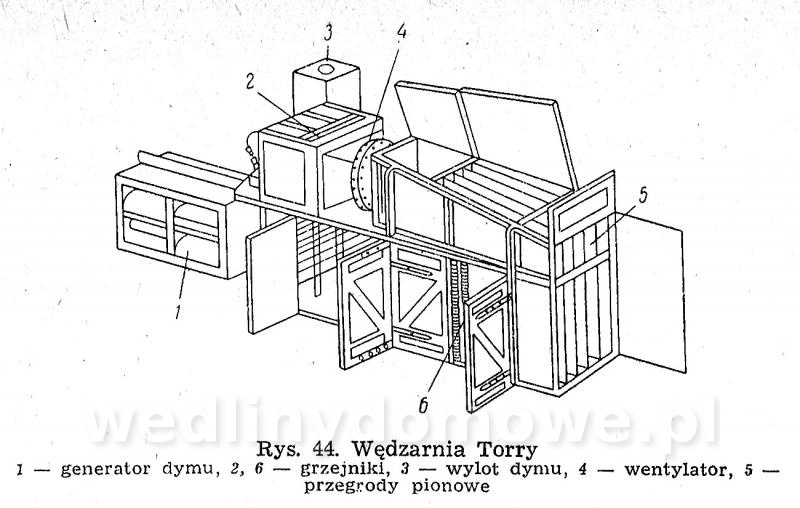
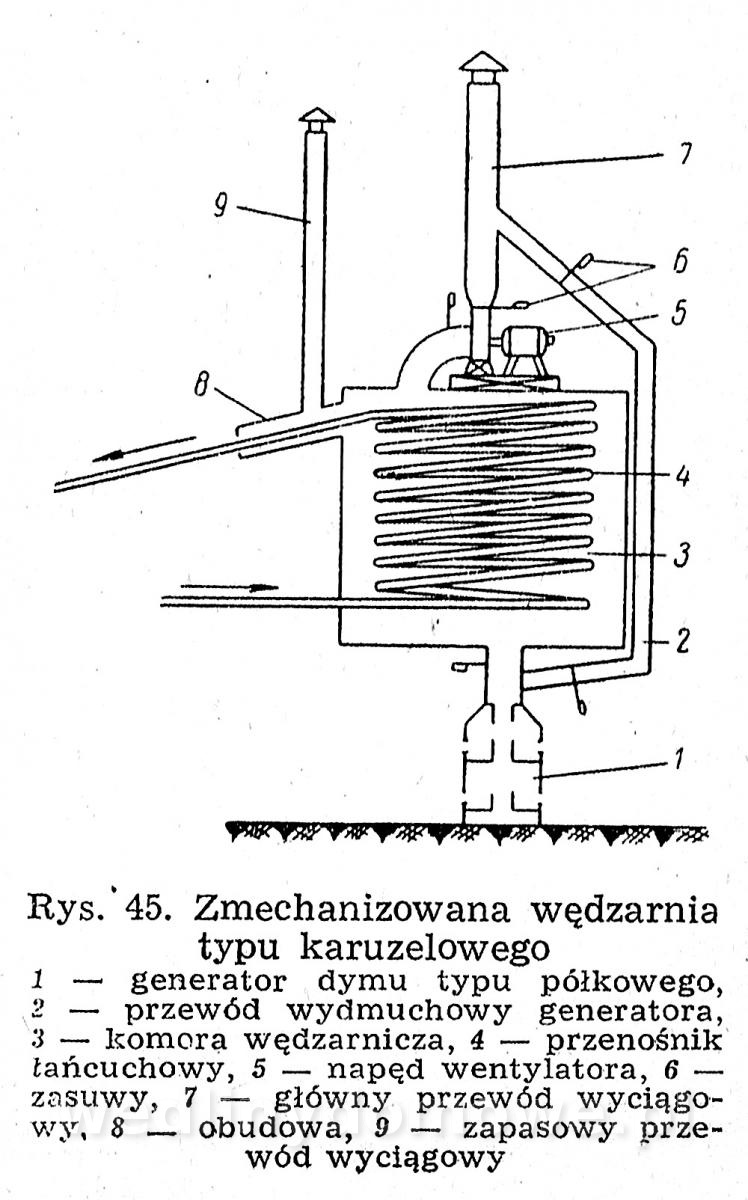
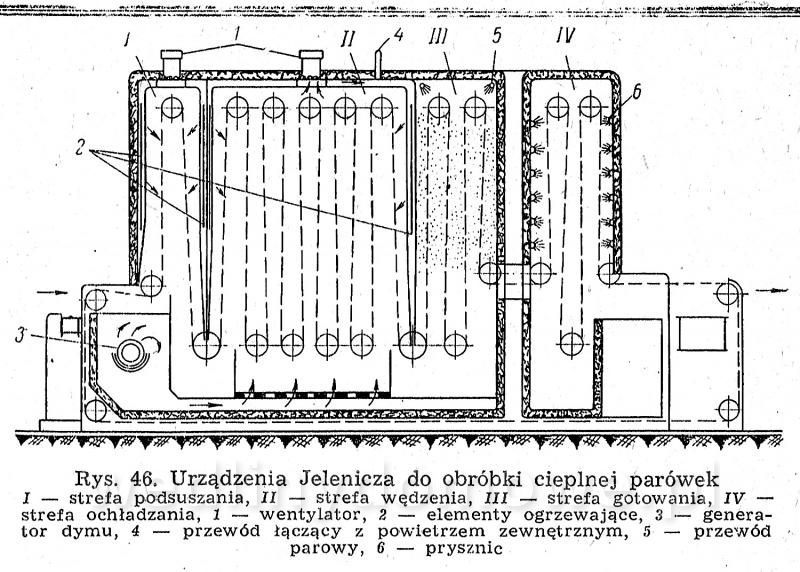
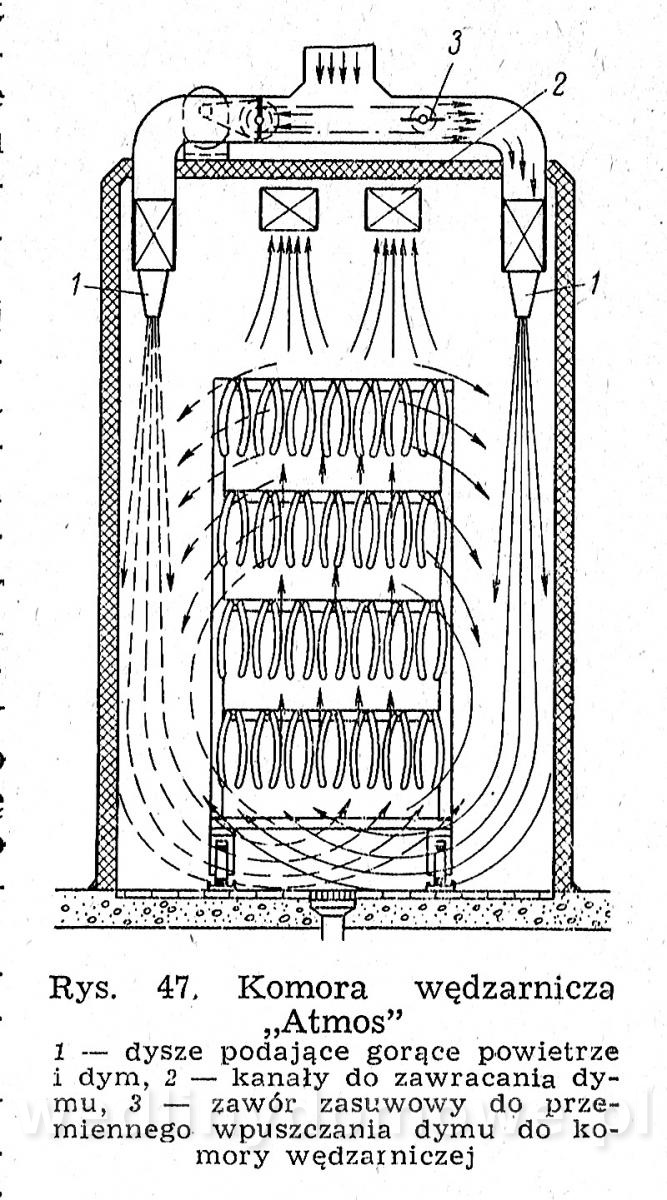
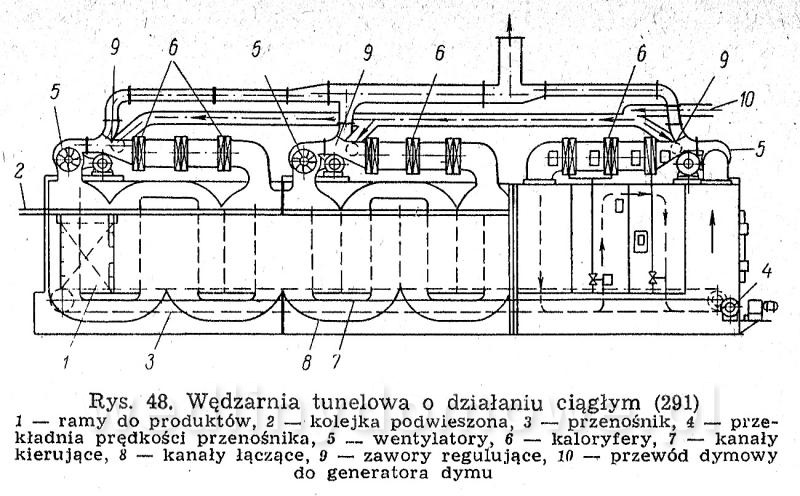
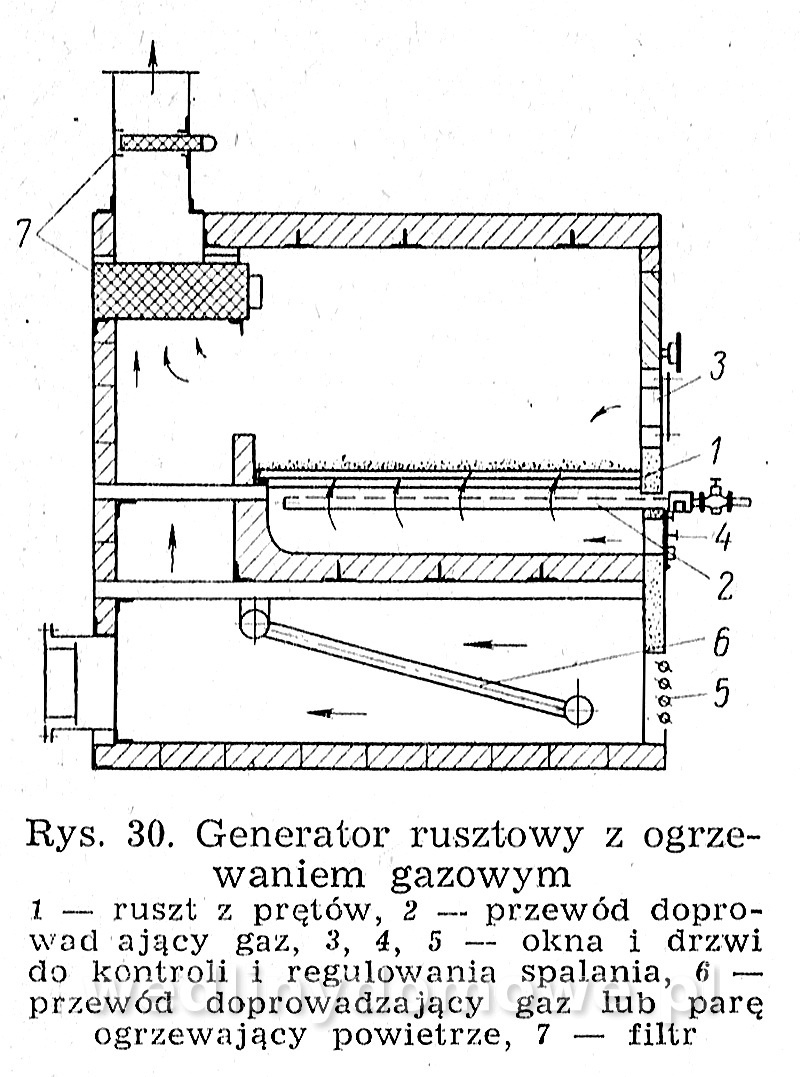
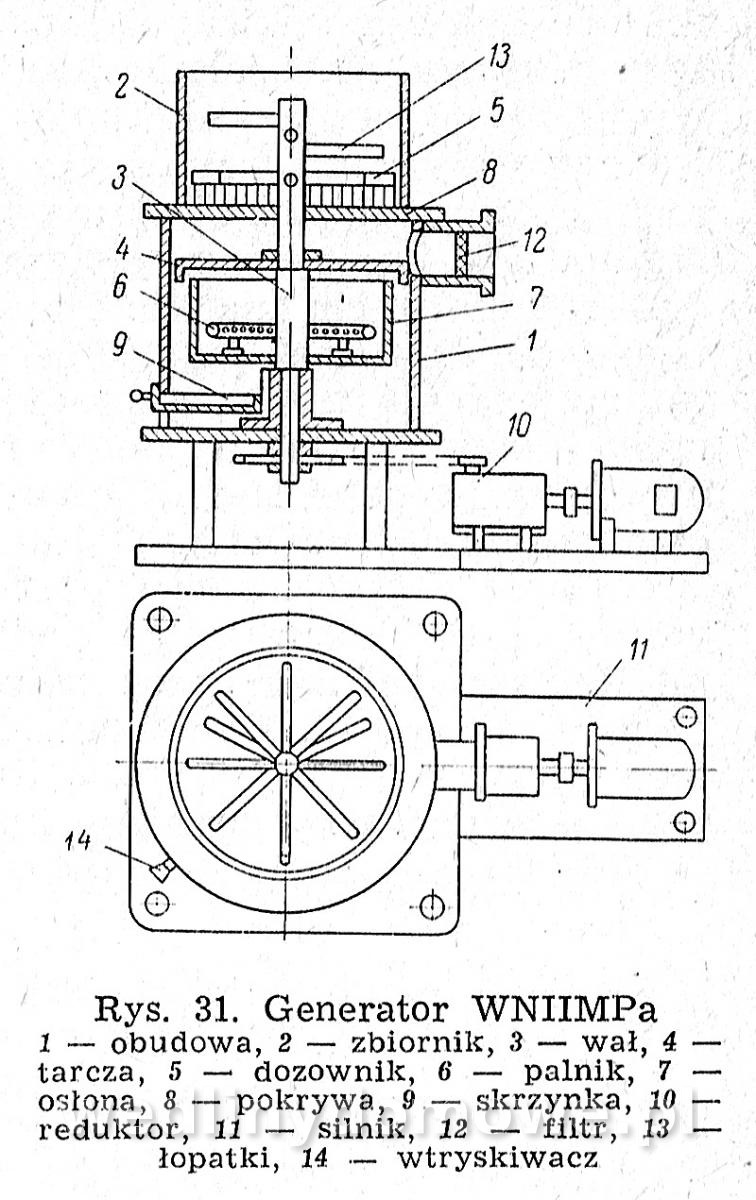
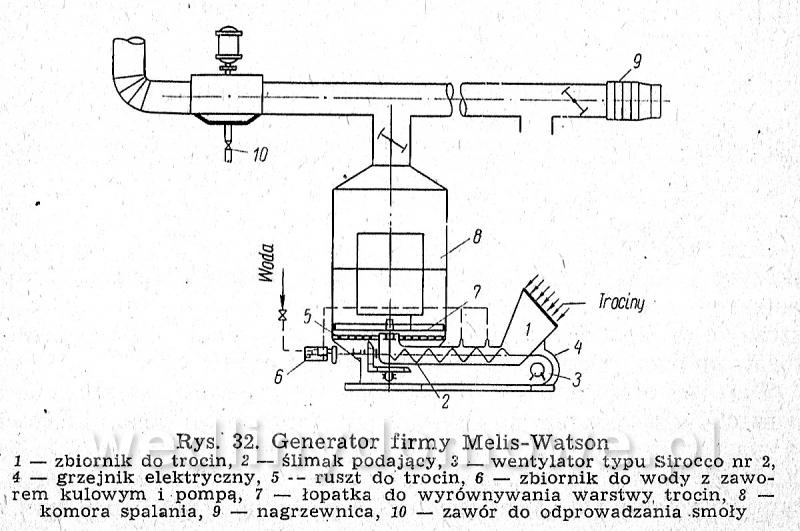
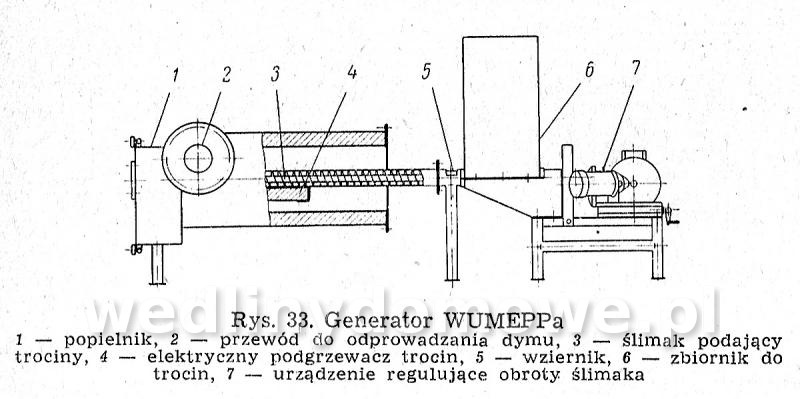
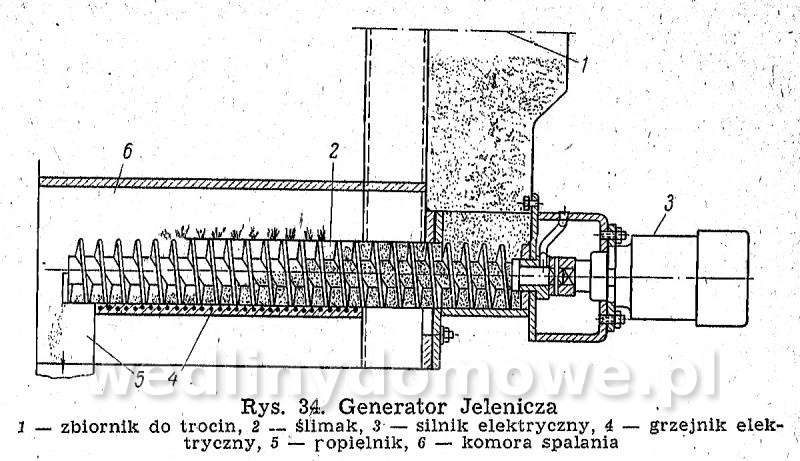
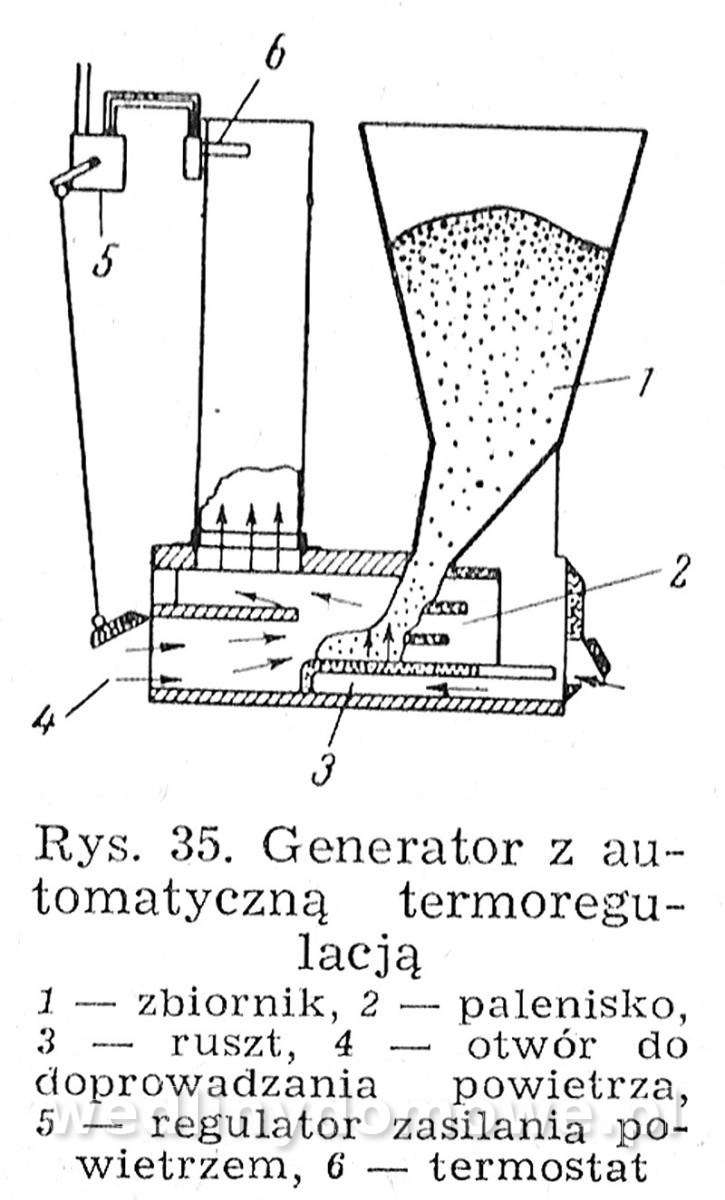
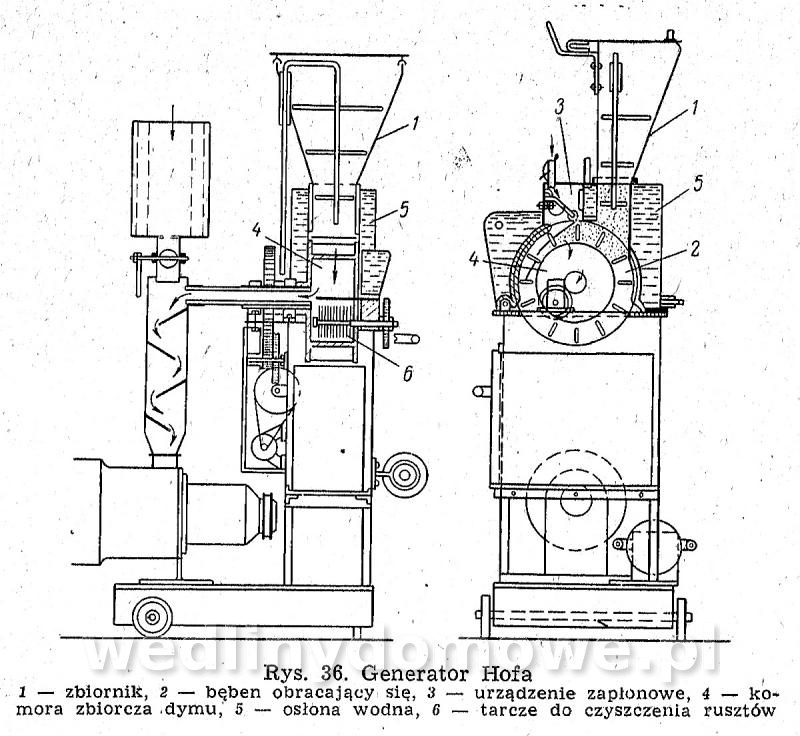
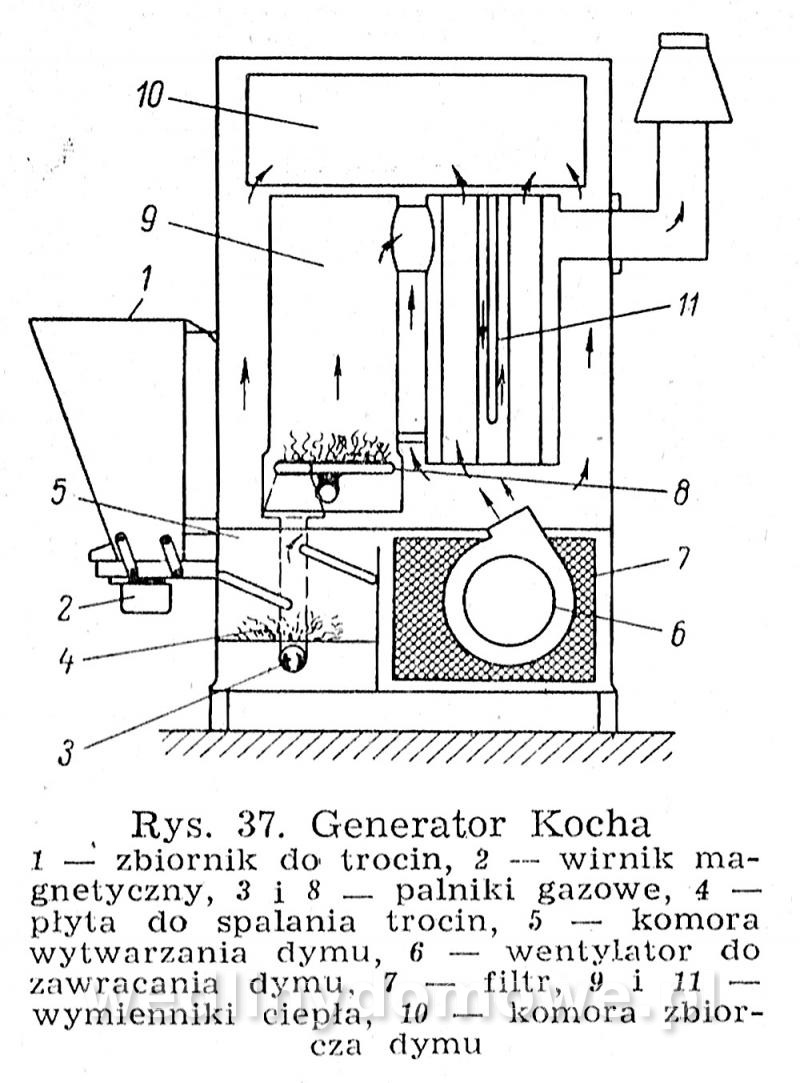
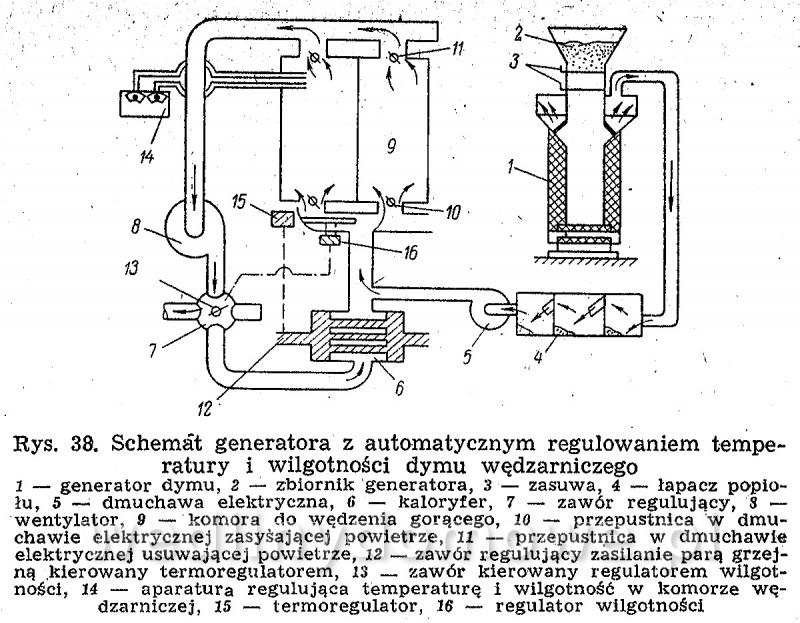
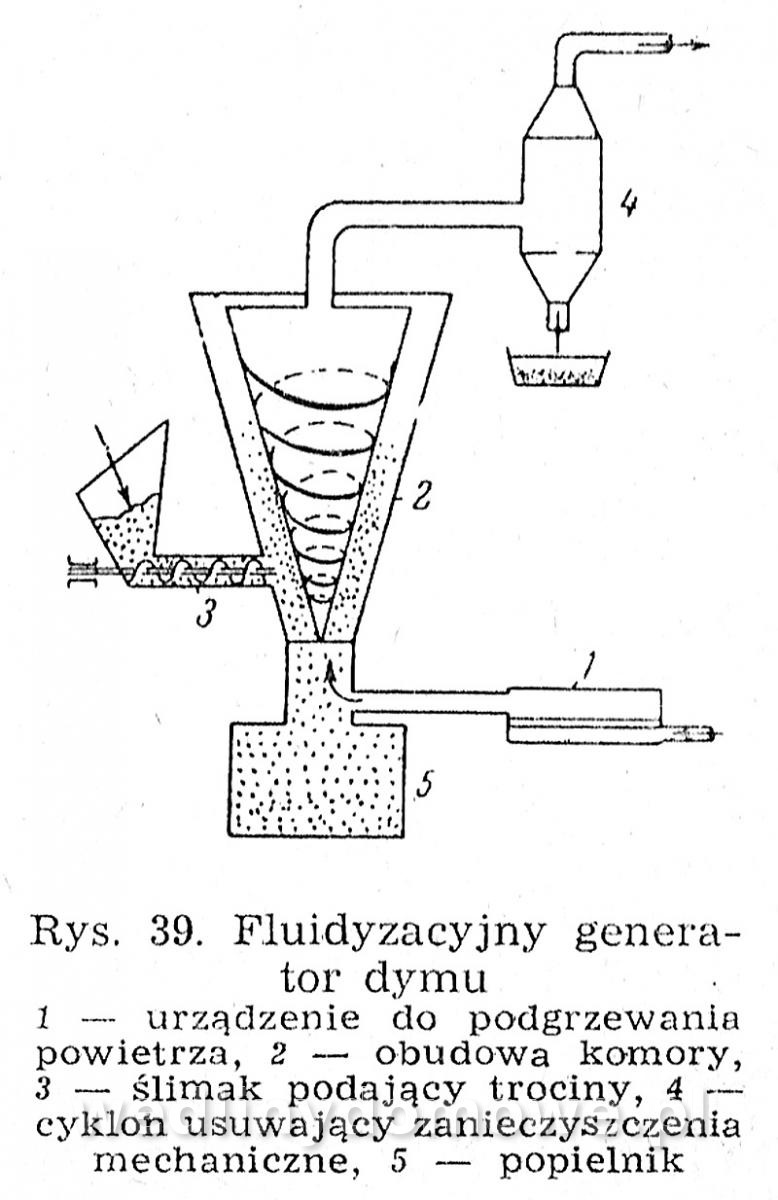
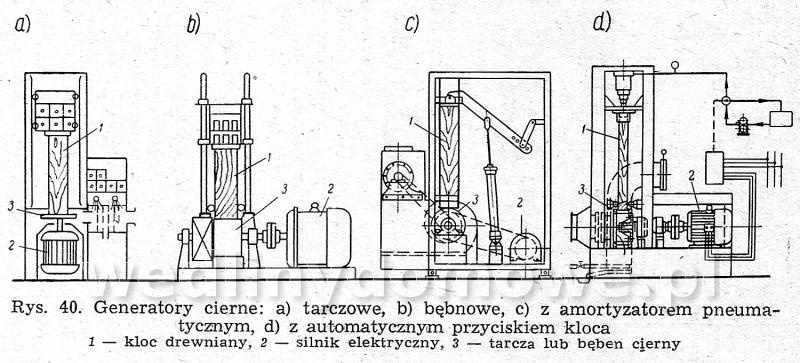
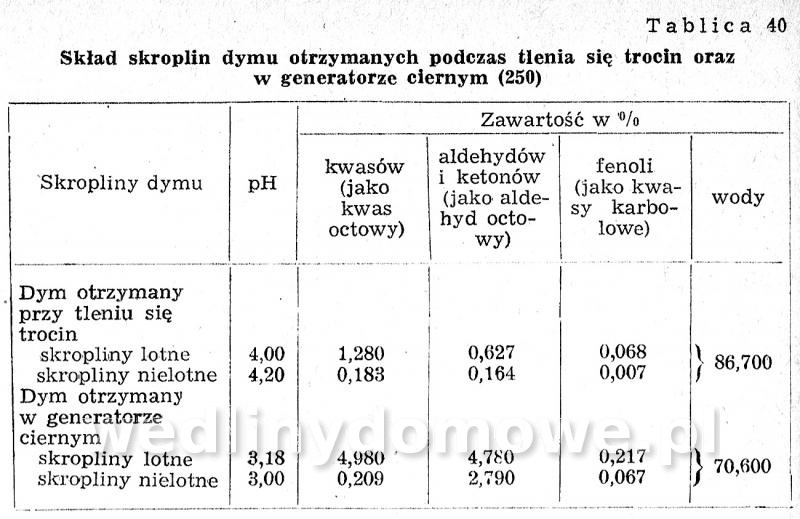
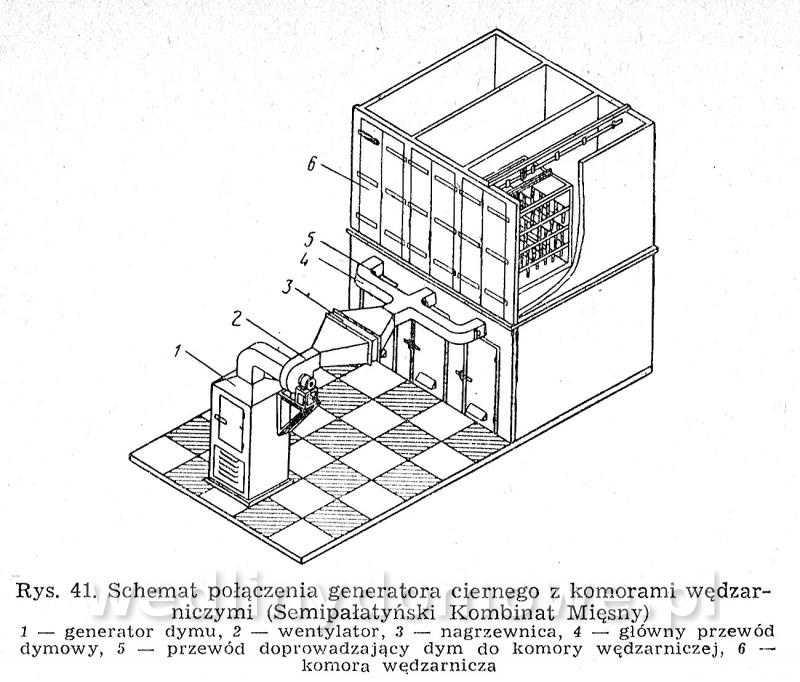
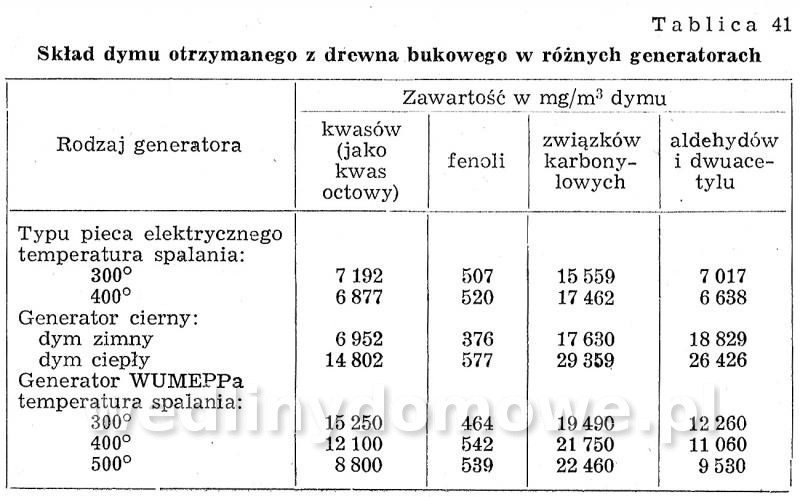
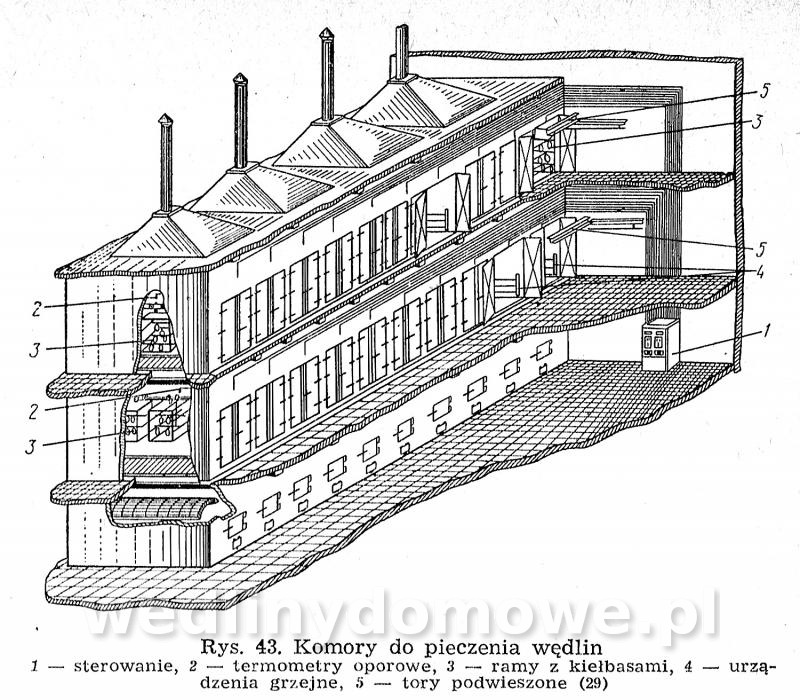
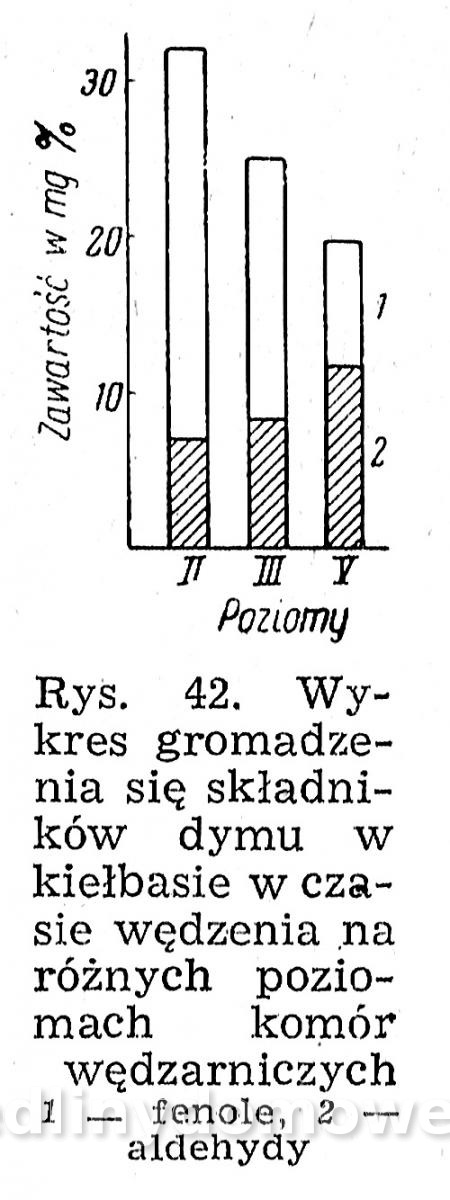
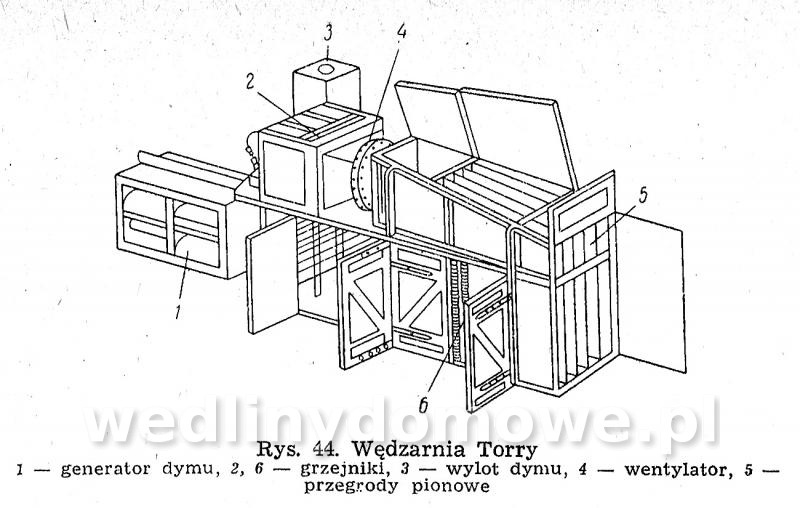
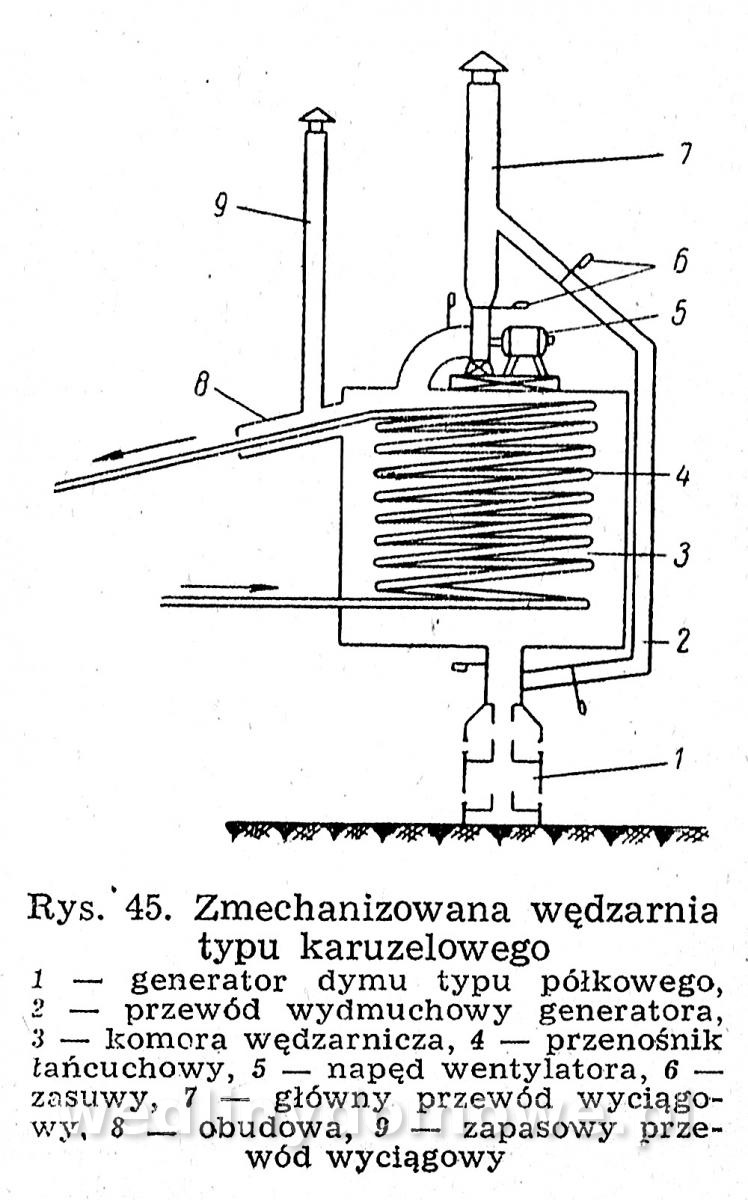
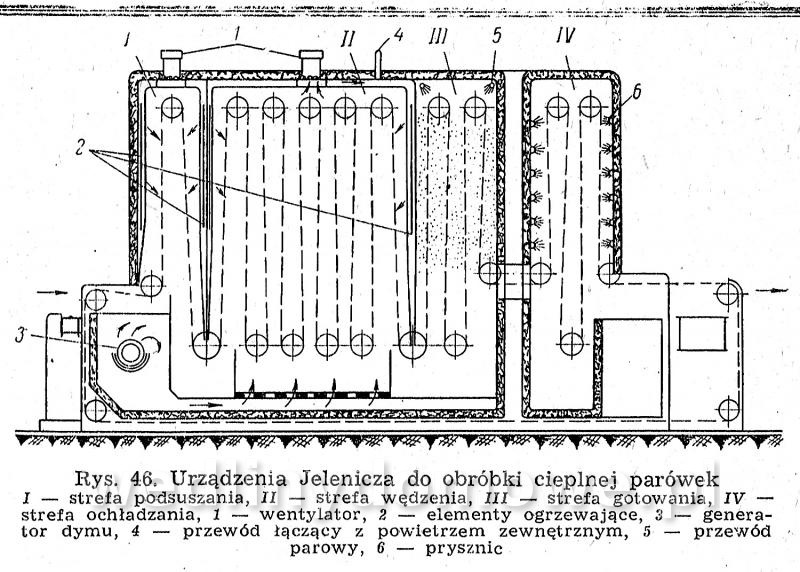
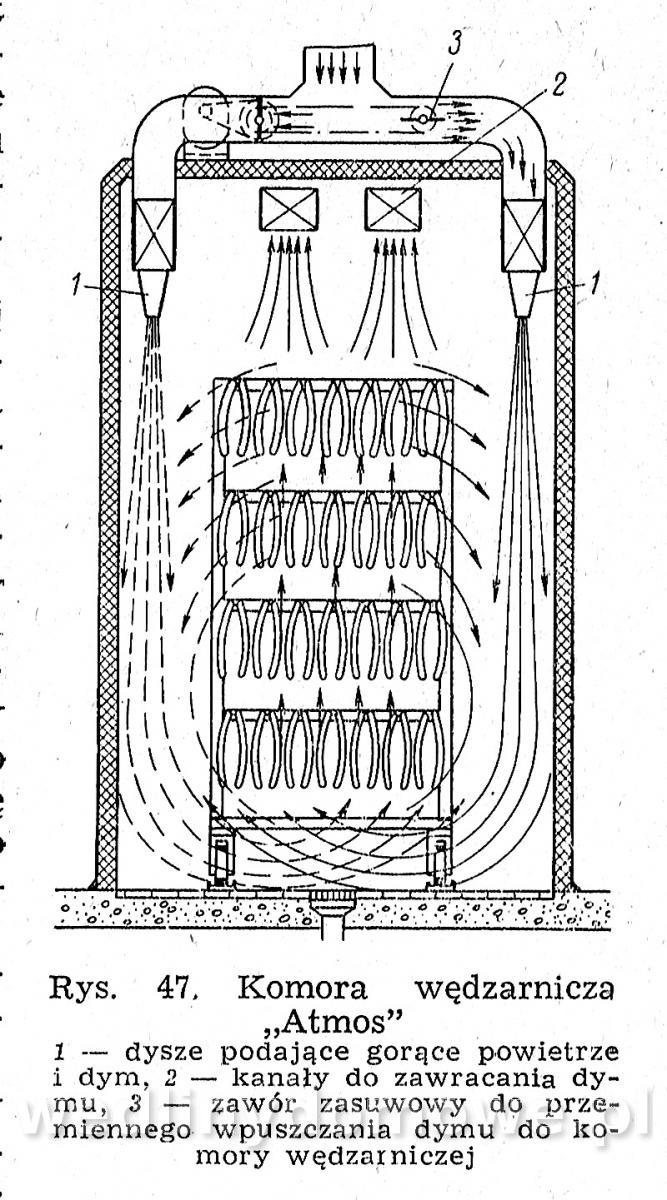
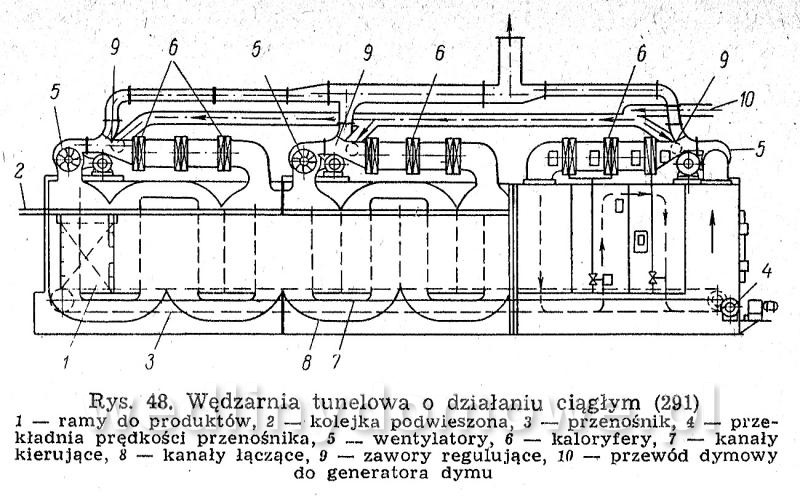
ROZDZIAŁ III CHARAKTERYSTYKA ZASADNICZYCH URZĄDZEŃ STOSOWANYCH PRZY WĘDZENIU Chociaż wędzenie ma wielowiekowe tradycje, to jednak do niedawna stosowano przy wyrobie produktów wędzonych, w warunkach przemysłowych, prymitywne urządzenia z ogniskami na podłodze lub poniżej podłogi komory wędzarniczej. Dopiero w ostatnich dwudziestu — trzydziestu latach nowa technika zaczęła wypierać stare sposoby wędzenia. Przede wszystkim udoskonalono sposoby otrzymywania dymu oraz zastosowano komory wędzarnicze z regulacją niektórych wskaźników wędzenia. W ostatnim czasie, do automatycznego regulowania parametrów poposzczególnych faz wędzenia, zaczęto stosować urządzenia elektronowe. Do zasadniczego wyposażenia technicznego, stosowanego obecnie w wędzarnictwie, należą urządzenia do wytwarzania dymu, tj. generatory dymu oraz komory wędzarnicze, w których produkt jest poddawany działaniu dymu. W komorach wędzarniczych nie wyposażonych w generatory dymu, drewno spala się bezpośrednio na podłodze lub w pomieszczeniu pod nim, na rusztach z prętów stalowych, na których jest położona dziurkowana blacha. Trociny zapalają się od palącego się drewna, czasami od warstwy wiórów lub szczapy, na których są rozsypane trociny lub też od palników gazowych. W takich komorach powierzchniowa warstwa produktu szybko wysycha utrudniając równomierne przenikanie składników dymu w głąb produktu. Oprócz tego, przy takim sposobie wytwarzania dymu, trudno jest regulować dopływ powietrza, temperaturę, gęstość i skład dymu, wskutek czego obserwuje się straty soku oraz wyciek tłuszczu, a ponadto produkt nie jest równomiernie uwędzony. Komory wędzarnicze wyposażone w generatory dymu mają w stosunku do komór tradycyjnych następujące zalety (214): a) przy wędzeniu gorącym otrzymuje się produkt o wyższej jakości, co jest uwarunkowane możliwością stosowania optymalnej temperatury i odpowiedniej wilgotności dymu wędzarniczego; b) następuje racjonalniejsze wykorzystanie ciepła, co pozwala prawie dwukrotnie zmniejszyć zużycie drewna i energii cieplnej; c) zwiększa się wydajność pracy, zmniejsza się potrzebna powierzchnia pomieszczeń, otrzymuje się większy efekt ekonomiczny; d) podnosi się higienę produkcji i polepszają się warunki pracy. Przy posiadaniu działającego bezbłędnie urządzenia regulującego otrzymuje się dym o określonym, praktycznie nie zmieniającym się składzie. W przypadku regulowania wilgotności dymu można połączyć gotowanie, zwykle wykonywane po wędzeniu, z wędzeniem w komorze wędzarniczej. Podane wyżej zalety wytwarzania dymu w generatorach z regulowaniem parametrów dymu dają wskazówki do pełnej automatyzacji procesu wędzenia. GENERATORY DYMU WĘDZARNICZEGO W urządzeniach wędzarniczych nowego typu generatory dymu są zasadniczym elementem pozwalającym regulować przebieg wędzenia, a co za tym idzie i pracę komory wędzarniczej. Ponieważ konstrukcje różnych generatorów dymu są wyczerpująco opisane w piśmiennictwie fachowym (23, 42, 14, 344, 174), przeto w książce tej są opisane jedynie najbardziej charakterystyczne generatory oraz jest podana ocena ich pracy. Generatory dymu o budowie prostej. Do generatorów tego typu należą generatory WNIRO, Torry, rusztowe z elektrycznym lub gazowym ogrzewaniem, generator wędzarni elektrostatycznej, pracujący w Kijowskiej Przetwórni Rybnej i inne. Charakterystyczne cechy tego typu generatorów są omówione poniżej na przykładzie generatora Torry z komorą spalania typu podłogowego i generatora rusztowego. Generator Torry. Konstruktorzy generatora tego typu (rys. 29) uważają, że nie należy budować go z metalu oraz że nie należy przepuszczać powietrza przez palące się trociny i dopuszczać do podwyższenia temperatury spalania trocin, ponieważ w tych warunkach, zbliżonych do warunków suchej destylacji drewna, otrzymuje się dym zawierający zbyt duże ilości kwasów; oprócz tego konstruktorzy są zdania, że nie należy studzić dymu w wodnych filtrach gazowych, gdyż sprzyja to pogorszeniu składu chemicznego dymu. Generator Torry jest zbudowany z cegieł i betonu, ma kształt skrzyni z półkami i składa się z 2 lub 3 rzędów palenisk. W razie potrzeby można łączyć 2, 3 lub więcej generatorów Torry, rozmieszczając je rzędem lub tylnymi ścianami do siebie. Zespół generatorów podłącza się do głównego przewodu dymowego. Warunki otrzymania dymu w generatorze Torry są zbliżone do warunków tworzenia się dymu przy naturalnym spalaniu trocin, tj. następuje równomiernie, niepełne, bezpłomienne spalanie trocin, czyli ich tlenie. Warunki takie są zagwarantowane po pierwsze tym, że trociny tlą się na powierzchni węgla, a po drugie tym, że ciąg dymu jest stale regulowany wentylatorem zasysającym dym. Ilość dostarczanego powietrza jest regulowana za pomocą otworów 8 (rys. 29). Do dodatnich cech generatora Torry należy niski koszt budowy i prosta konstrukcja (210). Generator z rusztem. Do generatora z rusztem wykonanym z prętów (rys. 30) trociny są ładowane ręcznie. Do spalania trocin są stosowane palniki gazowe. Tworzący się dym jest odprowadzany za pomocą wentylatora (123, 290). Generatory te mają następujące wady: nie są pewne w użyciu, nie ma możności dokładnego regulowania w nich dopływu powietrza, temperatura spalania trocin nie jest regulowana, są trudne w obsłudze (ręczne ładowanie trocin, ręczne oczyszczanie itp.). Generatory z mechanicznym podawaniem trocin. W generatorach tego typu można otrzymywać dym o określonej gęstości przez regulowanie ilości trocin dostarczanych do spalania. Mechaniczne dostarczanie trocin ułatwia i usprawnia eksploatację generatorów tego typu. Ponieważ jednak nie można regulować w nich temperatury spalania trocin, a przez to otrzymywać dymu wędzarniczego o stałym składzie, przeto nie można generatorów tego typu uważać za w pełni zadowalające. Przykładem generatorów z mechanicznym podawaniem trocin może być generator WNIIMPa opracowany przez A. Konarewskiego i A. Nowikowa (rys. 31). Trociny ze zbiornika 2, gdzie są mieszane łopatkami 13, są podawane przez szczelinę dozującą w pokrywie 8 na ogrzaną, obracającą się tarczę 4. Tarcza jest ogrzewana gazem lub elektrycznością. Tworzący się dym jest odciągany wentylatorem przez przewód, w którym jest umieszczony filtr 12. W generatorze angielskiej firmy Melis-Watson (rys. 32) trociny spala się na żelaznym ruszcie o dużej ilości drobnych otworów, przez które wtłacza się powietrze za pomocą wentylatora 3. Do rozprowadzania trocin równą warstwą po powierzchni rusztu, w celu bardziej równomiernego tworzenia się dymu, została zaprojektowana obracająca się łopatka 7. Do nawilżania trocin wodą służy pojemnik 6. (116). Generatory z regulowaniem temperatury spalania trocin. Przykładem generatora tego typu może być czechosłowacki generator WUMEPPa (rys. 33). W generatorze tego typu trociny są podawane do komory spalania ślimakiem 3. Aby podawanie ich było równomierne, w zbiorniku 6 jest wmontowane obracające się mieszadło. Przesuwanie się trocin może być kontrolowane przez wziernik 5, znajdujący się w obudowie ślimaka podającego. Spalanie trocin przeprowadza się przy użyciu grzejnika elektrycznego 4 o mocy 2,5 kW. Przewidziana jest możliwość zmiany temperatury w granicach 200—400°C. Ilość powietrza, konieczna do spalania trocin jest dostarczana z ogrzewacza powietrza. Tworzący się popiół dostaje się do popielnika 1, w drzwiach którego znajduje się wziernik do kontroli procesu spalania. Dym jest odprowadzany przez przewód dymowy 2. Ilość tworzącego się dymu zależy od szybkości przesuwania się trocin do komory spalania, tj. od liczby obrotów ślimaka 3. Liczba obrotów jest regulowana urządzeniem 7. W zależności od potrzebnej gęstości dymu zużycie trocin wynosi od 0,45—do 1,85 kg/godz. W generatorze tym mogą być spalane suche trociny z twardego drewna. Analogicznie są podawane trociny w generatorze Jelenicza (rys. 34). Równomierne spalanie trocin uzyskuje się w wyniku automatycznego regulowania spalania gazu w generatorze. Generator ten ma kształt głębokiej patelni metalowej, której dno jest ogrzewane poziomo ułożonymi palnikami, do których jest doprowadzany propan (348). Generatory z automatycznym regulowaniem temperatury dymu. Generatory tego typu są najlepszymi urządzeniami do wytwarzania dymu wędzarniczego. Jednym z przykładów takiego typu generatorów może być urządzenie opracowane w Kanadzie (rys. 35). Trociny ze zbiornika 1 przesuwają się na schodkową komorę spalania 2 i ruszt z prętów 3. W celu zapobieżenia pełnemu spalaniu tworzących się gazów dymowych, przez otwór 4 jest wpuszczane powietrze, które ochładza dym poniżej temperatury spalania jego składników. Podawanie powietrza i trocin jest tak regulowane, że dym tworzy się w stałych warunkach. Dzięki temu uzyskuje się stały skład chemiczny dymu. Regulator zasilania powietrza 5 jest połączony z termostatem 6, co pozwala na otrzymywanie dymu o wymaganej temperaturze i umożliwia zlikwidowanie dodatkowych źródeł ciepła. Dokładność regulowania temperatury waha się w granicach 10C (344). Ciekawe są założenia budowy norweskiego generatora dymu Hofa (rys. 36) o pracy ciągłej, produkującego gęsty i wysoko jakościowy dym. Dym taki uzyskuje się dzięki spalaniu drewna w określonych granicach temperatury (nie wyżej 400°). Trociny, wióry i inne drobne odpadki drewna są ładowane do zbiornika 1 o kształcie leja. Stamtąd stopniowo przesuwają się na bęben 2, mający przegrody tworzące z rusztem niewielką komorę spalania. Zapalanie trocin następuje za pomocą urządzenia zapłonowego 3, ogrzewanego elektrycznością. Trociny, uprzednio nawilżone, rozkładają się równo podczas obracania się bębna i równomiernie spalają na całej powierzchni. Tworzący się dym jest usuwany przez świeże powietrze dostarczane regulatorem do komory spalania. Mieszanina powietrza, i dymu przechodzi przez warstwę trocin i dostaje się do przewodu odprowadzającego, będącego osią bębna (ruch powietrza i dymu jest pokazany na rysunku strzałkami). W generatorze jest przewidziane mieszanie dymu z ogrzanym powietrzem doprowadzanym z komory 4. Przed zbytnim podniesieniem temperatury spalania zabezpiecza woda przepływająca w płaszczu wodnym 5, Ilość trocin dostarczanych do spalania jest ściśle regulowana. Popiół i węgiel są usuwane automatycznie przy obrocie bębna o 90°. Prędkość ruchu bębna jest zsynchronizowana z szybkością spalania trocin. Do oczyszczania rusztów służy urządzenie 6, o kształcie tarcz, które są rozmieszczone mimośrodowo w stosunku do bębna. Stosowanie generatora Hofa pozwala na znaczną oszczędność drewna w stosunku do zwykłego spalania. Wadą tego generatora jest jego duża wielkość. W Anglii, Jugosławii i innych państwach coraz szerzej zaczyna być stosowany generator Kocha (rys. 37). Ilość trocin dostarczanych ze zbiornika 1 jest regulowana wibratorem magnetycznym 2 zrzucającym trociny do komory wytwarzania dymu 5. Spalanie trocin następuje na dolnej powierzchni tej komory ogrzewanej palnikiem gazowym 3. Resztki nie spalonego gazu są odprowadzane specjalnym przewodem. Palnik gazowy 8 służy do ogrzewania powietrza przechodzącego przez wymienniki ciepła 9 i 11 do komory, w której zbiera się dym. Temperatura mieszaniny dymu i powietrza, (aerozolu) jest regulowana urządzeniem termostatowym. W celu ekonomicznego wykorzystania trocin i zmniejszenia strat ciepła wprowadzono zawracanie tej mieszaniny za pomocą wentylatora 6. Aby komora wędzarnicza i armatura nie zanieczyszczały się substancjami smolistymi dymu, osadzającymi się wskutek starzenia się aerozolu, na drodze powrotnej dymu, przed wentylatorem, został umieszczony filtr 7. Dym opuszcza generator przy niewielkim nadciśnieniu, dzięki czemu rozchodzi się równomiernie po komorze wędzarniczej. Generator Kocha ma niewielkie wymiary gabarytowe, co pozwala na ustawianie go w pobliżu komory wędzarniczej. Ma to duże znaczenie, ponieważ przekazywanie dymu na duże odległości powoduje obniżenie jego własności wędzarniczych. Generator typu Kocha stosowany w Jugosławii ma inną konstrukcję w porównaniu z budową generatora systemu angielskiego. Do spalania trocin jest stosowana płyta ogrzewana elektrycznością. Filtr znajduje się w górnej części generatora. Temperatura nie jest regulowana. Na rys. 38 jest przedstawiony generator z automatycznym regulowaniem temperatury i wilgotności środowiska wędzącego (29). Generator fluidyzacyjny. Rozkład termiczny trocin w tym urządzeniu (rys. 39) następuje pod wpływem mocno nagrzanego powietrza. Procesy utleniania są tu sprowadzone do minimum, ponieważ zasadniczo następuje tylko destylacja składników drewna, bez powstawania płomienia. Do podgrzewania powietrza służy urządzenie 1 zawierające wiórki stalowe ogrzewane za pomocą energii elektrycznej. Trociny stykają się z gorącym powietrzem w komorze 2 o kształcie ściętego stożka. Do komory tej trociny są podawane za pomocą ślimaka 3. Tworzący się dym, zmieszany z powietrzem, przechodzi przez cyklon 4, gdzie jest oczyszczany od stałych cząstek. Wadą urządzenia tego typu jest możliwość powstania pożaru od zwęglonych i zwęglających się trocin, które osiadają w miejscach, gdzie szybkość przepływu powietrza jest mała. W celu zapobieżenia temu konieczne jest okresowe usuwanie zwęglonych trocin, co jednak nie jest jeszcze rozwiązane konstrukcyjnie. Próby z generatorem fluidyzacyjnym w warunkach przemysłowych wykazały, że jakość gotowych wyrobów wędzonych nie była zadowalająca pod względem organoleptycznym. Spowodowane to było stosunkowo małą ilością dymu uzyskiwaną na jednostkę czasu. Jednocześnie stwierdzono, że gotowe produkty dobrze przechowują się przez dłuższy czas. W celu wyjaśnienia tego ciekawego zjawiska przeprowadzone są badania chemiczne dymu uzyskiwanego w tym urządzeniu. Zmieniając nieco konstrukcję generatora fluidyzacyjnego udało się zwiększyć czterokrotnie gęstość dymu, wskutek czego wskaźniki organoleptyczne wędzonych produktów były znacznie lepsze (226, 283). Generator cierny. W generatorze tego typu (rys. 40) dym powstaje pod wpływem ciepła wytwarzającego się wskutek tarcia drewna o ruchomą powierzchnię metalową. Ten typ generatora był demonstrowany w USA (295). Powierzchnia tarcia, w pierwotnej konstrukcji, była wykonana w postaci żeberkowanej tarczy unieruchomionej na osi silnika elektrycznego ustawionego pionowo. Konstruktorzy czechosłowaccy zastąpili tarczę cierną bębnem, do którego przyspawano stalowe listwy. Pozwoliło to na ulepszenie konstrukcji i pracy generatora dymu (176). Klocek drewniany, będący źródłem dymu, jest przyciskany do obracającej się powierzchni trącej za pomocą obciążnika znajdującego się na platformie powyżej klocka. Według ostatnich rozwiązań konstrukcyjnych kloc drewniany jest przyciskany za pomocą układu dźwigni z amortyzatorem pneumatycznym (176, 347). W czasie ruchu silnika między drewnem a tarczą występuje tarcie, wskutek czego podnosi się temperatura kloca, drewno zwęgla się i wytwarza się dym. Badacze czechosłowaccy stwierdzili, że dym wytwarza się już przy temp. 261°C, a optymalne wytwarzanie dymu następuje w temp. 292°C. Wskutek dostatecznie niskiej temperatury, braku płomienia (tarcza i bęben są ochładzane wodą lub zimnym powietrzem), a co za tym idzie i braku energicznych reakcji utleniania, tworzy się dym o innym składzie, niż otrzymywany przy tleniu się trocin (tabl. 40). Z tablicy 40 widać, że dym tworzący się w generatorze ciernym zawiera więcej czynnych składników wędzących, niż dym uzyskiwany przy tleniu się trocin. Dlatego zastosowanie generatorów ciernych pozwala na lepsze wykorzystanie drewna. Eksploatacja tego typu generatora w Semipałatyńskim Kombinacie Mięsnym wykazuje, że obniża się ilość drewna zużytego do wędzenia produktów mięsnych oraz zmniejsza się ilość obsługi. Ponadto produkty wędzone dymem z generatora ciernego mają dobre wskaźniki organoleptyczne (134). W Kombinacie Semipałatyńskim generator jest połączony z komorami wędzarniczymi według schematu pokazanego na rys. 41. Jeden generator dostarcza dymu do trzech czteropoziomowych komór wędzarniczych, mieszczących około 7 t kiełbas. Badacze polscy stwierdzili, że produkty mięsne i rybne wędzone dymem uzyskanym z generatora ciernego mają charakterystyczny zapach i posmak odróżniający się od zapachu i smaku produktów wędzonych dymem tworzącym się podczas tlenia trocin (326). Według danych amerykańskich dym otrzymany z generatora ciernego daje mniejszy posmak węgla parówkom, niż dym uzyskany podczas tlenia się trocin. Stwierdzono, że produkty wędzone dymem oczyszczonym (dym przepuszcza się przez zasłonę wodną o różnej gęstości) miały delikatniejszy smak, niż produkty wędzone dymem uzyskanym z tlenia się trocin. Jednak przy obfitym nawilżeniu dymu często w produktach wyczuwało się zapach podobny do fenolu (349). Na dobrą jakość technologiczną dymu uzyskiwanego z generatorów ciernych wskazują również badacze czechosłowaccy. Jakość dymu może znacznie się zmieniać w zależności od typu generatora, wskaźników pracy (temperatury spalania, stopnia rozrzedzenia dymu powietrzem itp.). Potwierdzają to dane przedstawione w tabl. 41. Przy tworzeniu się dymu za pomocą pieców elektrycznych drewno rozkłada się całkowicie. W czasie rozkładu część związków organicznych utlenia się całkowicie do H2O i CO2, co odbija się na składzie dymu. W generatorach ciernych stworzone są najlepsze warunki do niecałkowitego spalania drewna. W wyniku tego dym jest mocno nasycony związkami organicznymi, ilość których gwałtownie się zmniejsza przy rozrzedzeniu dymu powietrzem (dym zimny). Podniesienie temperatury spalania drewna w generatorze WUMEPPa wpływa również na zmianę składu chemicznego dymu, a więc i na jego jakość. Oczyszczanie dymu wędzarniczego. W czasie wędzenia produktów może niekiedy nastąpić zabrudzenie ich popiołem, który może znajdować się w dymie w postaci drobnej zawiesiny. Niebezpieczeństwo to wzrasta w przypadku generatorów, z których dym jest doprowadzony do komór wędzarniczych pod słabym nadciśnieniem lub przy podciśnieniu. W związku z tym zachodzi konieczność oczyszczania dymu od zawiesin mechanicznych (popiół, cząstki nie spalonego drewna). Dym oczyszcza się za pomocą filtrów, urządzeń oczyszczających typu cyklonu lub przepuszczając go przez warstwę wiórek stalowych, zraszanych okresowo wodą. W celu usunięcia substancji smolistych i innych składników dymu zbierających się na przewodach między generatorem a komorami wędzarniczymi, szczególnie przy recyrkulacji dymu, stosuje się również oczyszczanie dymu. Uzyskuje się to przez izolowanie przewodów dymowych, a nawet przez słabe ich ogrzewanie (128) oraz wmontowywanie zaworów do odprowadzania substancji smolistych. W systemach z recyrkulacją dymu, w którym zaczęły się już procesy koagulacji sprzyjające osadzaniu się składników dymu, wprowadzono przepuszczanie dymu przez filtr z waty szklanej. Coraz częściej do oczyszczania dymu zaczyna się stosować filtry wodne, szczególnie do dymu uzyskiwanego z generatorów ciernych. W związku z tym jedni badacze uważają, że skład chemiczny dymu przepuszczanego przez filtry wodne jest gorszy, wskutek czego produkty w czasie wędzenia uzyskują niepożądany ostry smak (210), inni natomiast, że wędzenie dymem przepuszczonym przez filtr wodny przyczynia się do polepszenia koloru, smaku i zapachu wędzonych produktów (176). Według tych badaczy spowodowane jest to tym, że zmniejsza się ilość składników dymu powodujących niepożądane odcienie smaku i zapachu. Straty takich składników dymu, jak fenole, kwasy, aldehydy i ketony, przy przepuszczaniu go przez filtr wodny, są niewielkie. W związku z tym należy uważać, że oczyszczanie dymu przed wprowadzeniem go do komory wędzarniczej jest celowe. KOMORY WĘDZARNICZE W zależności od sposobu oddziaływania dymu na produkt w czasie wędzenia komory wędzarnicze można podzielić na kilka grup. Do pierwszej grupy należy zaliczyć najprostsze komory wędzarnicze. Najczęściej są to komory pionowe jedno- lub wielopoziomowe. Produkty umieszczone na kijach wędzarniczych są rozwieszane bezpośrednio w komorze lub na wózkach wędzarniczych. Dym w komorach tego rodzaju uzyskuje się ze spalania trocin, drewna lub drewna z trocinami w dolnej części komory wędzarniczej. Produkty wędzone na niższych poziomach różnią się smakiem i wyglądem od produktów wędzonych na poziomach wyższych (89). Nierównomierna obróbka dymem jest spowodowana tym, że na produkty znajdujące się bliżej paleniska oddziałuje dym o wyższej temperaturze i mniejszej wilgotności niż w dalszych punktach komory. Ma to wpływ na osiadanie i przenikanie składników dymu w głąb produktu. W produktach wędzonych na niższych poziomach gromadzi się więcej fenoli, na wyższych — więcej aldehydów (rys. 42). Nierównomierna obróbka produktów dymem jest spowodowana również wahaniami szybkości przenoszenia się dymu w różnych częściach komory wędzarniczej. Według danych angielskiej stacji naukowo-badawczej Torry (210) wymiana dymu w komorach o ciągu naturalnym waha się od 0 do 0,09 m3/sek. Oprócz tego strumień dymu często przesuwa się od jednej do drugiej ściany komory, wskutek czego tworzą się przestrzenie „martwe" albo przestrzenie, w których wędzenie produktów przebiega znacznie wolniej. W wyniku nierównomiernej ususzki różnice w ciężarze gotowej produkcji wahają się od 15 do 30%. Obsługa komór wędzarniczych tego typu pochłania dużo czasu, a warunki pracy są ciężkie. Oddzielenie komory wędzarniczej od paleniska za pomocą dziurkowanych przegród (w celu bardziej równomiernego rozprowadzenia dymu po komorze), wprowadzenie wymuszonego obiegu dymu lub nawilżanie trocin, w celu zwiększenia wilgotności dymu, nie usuwa całkowicie braków zwykłych komór wędzarniczych. Bardziej doskonałymi komorami tego typu są komory do pieczenia wędlin (rys. 43). Do drugiej grupy należy zaliczyć komory wędzarnicze z urządzeniem mechanicznym do przesuwania wędlin w czasie wędzenia, wędzarnie tunelowe z przesuwającymi się wózkami-ramami, wędzarnie KEWA z komorami obrotowymi (291) i inne. W komorach tych produkty wędzone są stale przemieszczane, wskutek czego osiąga się-bardziej równomierne oddziaływanie na nie dymu wędzarniczego. W wyniku tego otrzymuje się bardziej wyrównane gotowe produkty. Do trzeciej grupy należą komory wędzarnicze z wentylatorami regulującymi zasilanie dymem i równomierne rozprowadzanie dymu po całej komorze oraz z urządzeniami pozwalającymi na produkcję ciągłą (wędzarnia Torry, wędzarnia typu karuzelowego (93), urządzenie Jelenicza, wędzarnia tunelowa o działaniu ciągłym). Wędzarnia Torry (rys. 44) cechuje się równomiernym przepływem dymu wędzarniczego o stałej prędkości. W górnej części komory znajduje się kanał z wmontowanym wentylatorem 4, powodującym przepływ dymu dookoła wędzonego produktu z prędkością ok. 0,03 m3/sek. Dym pierwotny jest mieszany z powietrzem przed wentylatorem, tworząc środowisko wędzące — dym roboczy. Przekrój kanału stopniowo zwiększa się dochodząc do szerokości komory wędzarniczej. Do równomiernego rozprowadzenia strumienia dymu wędzącego znajdują się w komorze pionowe przegrody 5, wycięte listwy kierujące oraz ścianki dyfuzyjne. Ścianka dyfuzyjna, umieszczona w przedniej części komory, jest przeznaczona do równomiernego zasysania dymu z komory. Część nawilżonego dymu jest usuwana na zewnątrz, a część miesza się ze świeżym dymem doprowadzanym z generatora 1. Mieszanina starego nawilżonego i nowego dymu wykonuje nowy cykl roboczy. Mieszanina ta jest dwukrotnie nagrzewana za pomocą przewodów parowych: raz przed wentylatorem, a drugi raz — w komorze wędzarniczej. Do ogrzewania dymu można również stosować nagrzewnice elektryczne lub gazowe. Otwartych palników gazowych nie należy stosować, gdyż produkty spalania gazu mogą zbyt zwiększyć wilgotność dymu wędzarniczego (210). Stwierdzono, że komory wędzarnicze do gorącego wędzenia z ogrzewaniem elektrycznym są lepsze od komór wędzarniczych ogrzewanych gazem (264). W wędzarniach zmechanizowanych typu karuzelowego (rys. 45) ryby ułożone na siatkach są przesuwane przenośnikiem po spirali. W ten sposób ryby przechodzą stopniowo przez strefy o coraz wyższej temperaturze i większej gęstości dymu, w których następuje wędzenie. W urządzeniu Jelenicza (rys. 46) uzyskano ciągłą obróbkę parówek (podsuszanie, wędzenie, parzenie i ochładzanie). W omówionych urządzeniach wędzarniczych warunki wędzenia pozwalają na otrzymanie standartowej, równomiernie podsuszonej i uwędzonej gotowej produkcji. Do czwartej grupy należą urządzenia wędzarnicze wyposażone w aparaturę do regulowania procesu wędzenia. W tych wędzarniach uzyskano całkowicie lub częściowo: kontrolę i regulowanie poszczególnych parametrów dymu (temperatury, wilgotności, szybkości przepływu i gęstości), cyrkulację i regulację dymu wędzarniczego, automatyczne regulowanie poszczególnych faz wędzenia, intensyfikację procesu oddziaływania na siebie dymu i produktu, zmniejszenie zużycia ciepła oraz skrócenie całego cyklu wędzenia. Jednym z takich urządzeń jest wędzarnia amerykańskiej firmy „Atmos", przeznaczona do przygotowania różnych wędlin, a przede wszystkim parzonych (rys. 47). Wyroby znajdują się na ramach przesuwających się po szynach lub na torach podwieszonych. Dzięki temu, że w jednej komorze można przeprowadzić wszystkie fazy obróbki, odpada konieczność przewieszania wędlin, wędliny nie łamią się, upraszcza się transport, polepszają się warunki pracy i osiąga się oszczędność czasu roboczego. Jak jednak wykazała praktyka eksploatacji takich urządzeń wędzarniczych w innych krajach, wykonywanie wszystkich czynności technologicznych w jednej komorze nie zawsze jest celowe. Niekiedy wygodniej jest w jednej komorze przeprowadzać wędzenie produktów, a w drugiej — obróbkę cieplną (174). Komora wędzarni „Atmos" jest ogrzewana obiegiem gorącego powietrza, przy czym regulowanie temperatury i wilgotności dymu jest przeprowadzane automatycznie. Źródła dymu znajdują się poza komorą. Dym wędzarniczy o określonej temperaturze i wilgotności jest doprowadzany kolejno przez dwa otwory, znajdujące się koło pionowych ścian komory, a uchodzi przez otwory w górnej części komory. Taki układ zabezpiecza równomierne oddziaływanie dymu na wszystkie wyroby i uzyskanie produkcji standartowej. Do komory można załadować jednorazowo dziesięć ram. Drzwi znajdują się z obydwu stron komory. Jako źródło ciepła jest przewidziane także wykorzystanie pary i gazu. Do kontrolowania zmiany ciężaru wędzonych produktów w urządzeniu jest wmontowana waga. Temperaturę wewnątrz produktów mierzy się urządzeniem elektronowym, a temperaturę i wilgotność wewnątrz, komory — psychrometrem automatycznym. W wędzarni tunelowej (rys. 48) wszystkie fazy cyklu produkcyjnego są przeprowadzane w sposób ciągły. Uzyskuje się to przez przesuwanie wędlin w stałe strefy, w których wykonuje się poszczególne fazy produkcji. W każdej z trzech stref wędzarni można uzyskać za pomocą kaloryferów 6, wentylatorów 5 oraz zaworów regulujących 9 indywidualne warunki oraz regulowanie temperatury, wilgotności, gęstości i prędkości przepływu dymu (291). Poniżej są podane udoskonalenia procesu wędzenia wprowadzone w niektórych wędzarniach przemysłowych i laboratoryjnych. 1. Zwiększenie prędkości i nadanie strumieniowi dymu ruchu wirowego w celu bardziej równomiernego i intensywniejszego oddziaływania na produkty (172, 322). Zwiększenie prędkości przepływu dymu, sprzyjające skróceniu czasu osiadania składników wędzących dymu na produkcie, ma granicę (do 1,5 m/sek.), uwarunkowaną możliwościami wytworzenia odpowiedniej ilości dymu, współczynnikiem jego wykorzystania i innymi czynnikami. 2. Sterowanie krótkotrwałej obróbki produktów dymem (pieczenie). Po naciśnięciu przycisku z wtryskiwaczy są wyrzucane kłęby gorącego dymu, otaczające produkt. Po pieczeniu usuwa się z komory szybko dym za pomocą wentylatora uruchamianego drugim przyciskiem (350). 3. Intensyfikacja obróbki cieplnej przy przygotowywaniu produktów pieczonych za pomocą wilgotnego powietrza lub dymu o odpowiedniej wilgotności (217, 299). 4. Automatyczne regulowanie temperatury i wilgotności środowiska wędzącego lub jednego z tych parametrów. Najtrudniejszą do regulowania jest w dalszym ciągu gęstość dymu. W WNIRO uzyskano możliwość regulowania procesu wędzenia zimnego według wymaganych parametrów. 5. Sterowanie programowe temperatury i wilgotności dymu według zalecanych warunków podczas całego procesu wędzenia. Podobne schematy sterowania zostały uzyskane głównie w warunkach laboratoryjnych. * * * Zastosowanie generatorów dymu pozwala na produkcję dymu o wysokiej jakości, stosunkowo jednolitym składzie oraz stwarza przesłanki do automatyzacji procesu wędzenia. Zebrane doświadczenia z eksploatacji generatorów dymu pozwalają na wysunięcie szeregu wymagań, które należy uwzględnić przy projektowaniu nowych generatorów: a) temperatura spalania (tlenia) w granicach 280—350°C, utrzymywanie stałej temperatury spalania; b) równomierne wytwarzanie dobrego jakościowo dymu wędzarniczego zabezpieczone przez regulowanie zasilania trocinami i określoną ilością powietrza; c) kontrolowane odprowadzanie wytworzonego dymu; d) oczyszczanie dymu z zanieczyszczeń mechanicznych; e) niezawodne urządzenie do usuwania popiołu; f) nieduża odległość przepływu dymu do komory wędzarniczej; g) mieszanie dymu z powietrzem; h) nawilżanie, podgrzewanie lub ochładzanie środowiska wędzącego do określonych parametrów; i) zawracanie dymu i jego filtrowanie, w celu usunięcia skutków starzenia się aerozoli. Urządzenia wędzarnicze są modernizowane w celu intensyfikacji oddziaływania dymu na produkt, lepszego wykorzystania dymu wędzarniczego i automatycznego regulowania jego parametrów (zawartości składników wędzących dymu, wilgotności, temperatury, szybkości przepływu) w poszczególnych fazach procesu wędzenia. Optymalne oddziaływanie dymu wędzarniczego na produkt uzyskuje się w urządzeniach wędzarniczych z przesuwaniem produktów (wędzarnia KEWA, wędzarnia karuzelowa itp.). W celu zrealizowania ciągłości wszystkich faz wędzenia, zamiast zmieniania parametrów w jednej komorze, celowe jest przesuwanie produktów do odpowiednich stref o stałym układzie parametrów.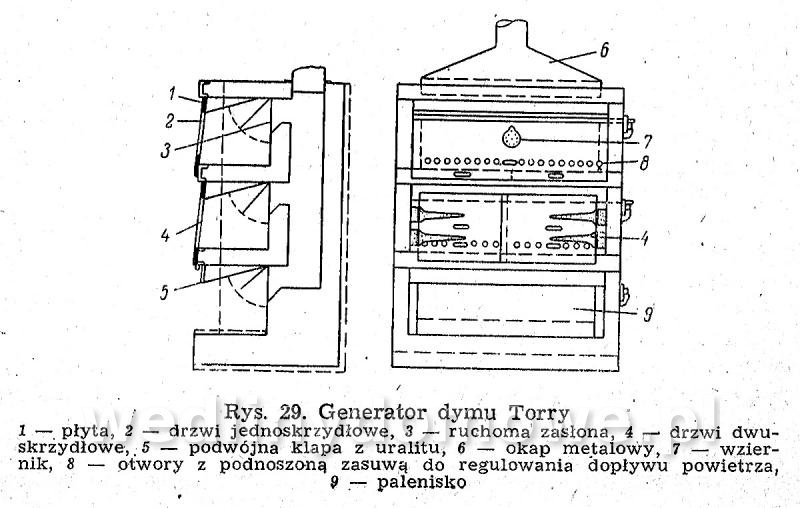
-
KONSERWOWANIE MIĘSA. Ogólne uwagi. Do konserwowania można użyć tylko bezwzględnie zdrowego i świeżego mięsa, konserwować można pod różną postacią: gotowane, pieczone, smażone, pasztety itp. Po przyrządzeniu należy zaraz nałożyć mięso do wyjałowionych ogrzanych słoi, zamknąć i natychmiast styrylizować w odpowiednim dla danej potrawy czasie. Woda w kociołku nie powinna silnie wrzeć, lecz tylko krążyć spokojnie. Po zakończeniu styrylizacji, przyspieszyć stygnięcie słoi zanurzając najpierw w letniej, a później w zimnej wodzie, Pamiętać o skontrolowaniu zamknięcia słoi, jeżeli pokrywka da się przesunąć na bok, trzeba słój otworzyć, usunąć przyczynę i styrylizować powtórnie. Konserwy mięsne przechowywać w miejscach suchych i zimnych. WOŁOWINA. Wołowina gotowana. Proporcja: 1 kg mięsa, 15 dkg kości wołowych, 1 duża cebula, 1 marchewka, 1/2 główki włoskiej kapusty, 1/8 selera, 1 liść bobkowy, 1 pietruszka, sól Wykonanie: Ugotować kości wołowe wraz z jarzynami i liściem bobkowym. Do przecedzonego rosołu włożyć mięso i gotować na wolnym ogniu, a gdy nieco zmięknie (nie gotować do miękkości, gdyż przy styrylizacji rozpadnie się) wyjąć, włożyć do słoja, zalać powtórnie przecedzonym przez gęste sito rosołem, zamknąć i styrylizować przez godzinę. Jeżeli konserwa była nałożona do słoi na zimno, trzeba po kilku dniach powtórzyć styrylizację, lecz w czasie znacznie skróconym. Polędwica wołowa. Proporcja: 1 kg polędwicy, 1 duża cebula, 1 marchewka, 1 pietruszka 1/2 główki włoskiej kapusty, 4—5 ziarnek pieprzu, sól, 1 cytryna, 10 dkg masła. Wykonanie: Przyrumienić drobno posiekaną cebulę na maśle, dodać pokrajanej włoszczyzny, skórki z cytryny i pieprzu, następnie oczyścić polędwicę, posolić, włożyć do masła i piec, polewając własnym sosem. Gdy nieco zmięknie pokrajać na dość duże kawałki, ułożyć w słojach, zalać przecedzonym sosem i po zamknięciu styrylizować przez godzinę. Pieczeń wołowa. Proporcja: 1 kg mięsa, 1 duża cebula, 1 liść bobkowy, 4—5 ziarnek czarnego pieprzu, sól, 8 dkg masła, Wykonanie: Oczyszczone mięso posolić na pół godziny naprzód, po czym obrumienić na maśle z drobno pokrajaną cebulą, następnie dodać korzeni i piec na wolnym ogniu podlewając rosołem. Gdy pieczeń nieco zmięknie, pokrajać na duże kawałki, włożyć do słoja, zalać przecedzonym sosem, zamknąć i styrylizować przez godzinę. Gulasz wolowy. Proporcja: 1 kg mięsa, 6 dkg masła 2 duże cebule, 2—3 g papryki, sól. Wykonanie: Pokrajać mięso w grubą kostkę, posolić, wrzucić na rozpalone masło ze zrumienioną cebulą, następnie posypać papryką, skropić zimną wodą i dusić pod przykryciem, na wolnym ogniu. Niezupełnie miękkie mięso nałożyć do słoja, zalać przecedzonym sosem i po zamknięciu styrylizować przez godzinę. Potrawka wołowa. Proporcja: 1 kg mięsa, 1 kg ziemniaków, 6 dużych marchewek, 3 małe kalarepki, 2 cebule, 1 seler, 2 dkg soli, ½ l wody, 15 dkg masła. Wykonanie: Zbić dobrze mięso drewnianą pałką, pokrajać w plastry i ułożyć w słoju, przekładając drobno pokrajaną jarzyną oraz cebulą i przesypując solą. Gdy słój się wypełni do 3/4 pojemności, włożyć kawałek masła i zalać przegotowaną wodą, uważając, żeby całe mięso było nią przykryte. Zamknięte słoje styrylizować przez dwie godziny. CIELĘCINA. Pieczeń cielęca. Proporcja: 1 kg mięsa, 12 dkg kości cielęcych, 1 duża cebula, 2 dkg soli, 5—6 ziarnek czarnego pieprzu, 10 dkg masła. Wykonanie: Pokrajać mięso na duże kawałki, posypać solą oraz tłuczonym pieprzem, następnie na rozpalone masło wrzucić pokrajaną cebulę, a gdy się zrumieni, włożyć mięso i upiec, podlewając rosołem ugotowanym z kości cielęcych. Niezupełnie miękkie mięso włożyć do słoja, zalać przecedzonym sosem, zamknąć i styrylizować przez godzinę. Potrawka z cielęciny. Proporcja: 1 kg mięsa, 4 marchewki, 1 cebula, 1 kalarepka, 1 pietruszka, ½ selera, 2 dkg soli, ½ l wody, 10 dkg masła. Wykonanie: Pokrajać cielęcinę na kawałki i ułożyć w słoju przekładając drobno pokrajaną jarzyną, masłem i przesypując solą, a gdy się słój wypełni do 3/4 pojemności, zalać czystą wodą tak, żeby cale mięso było nią przykryte. Zamknięte słoje styrylizować przez 2 godziny. Gulasz cielęcy. Proporcja: 1 kg mięsa, 1 cebula, 2 g papryki, sól. 5 dkg masła, 2 łyżki marmolady pomidorowej. Wykonanie: Pokrajać cielęcinę na kawałki, posolić, włożyć do naczynia, następnie posypać papryką, dodać pokrajanej drobno cebuli, masła oraz marmolady pomidorowej i dusić pod przykryciem, na wolnym ogniu. Podlewać przecedzonym rosołem z kości cielęcych. Gdy cielęcina nieco zmięknie, wyjąć, ułożyć w słoju i zalać przecedzonym sosem. Zamknięte słoje styrylizować przez godzinę. WIEPRZOWINA. Wieprzowina gotowana. Proporcja: 1 kg mięsa, 1 duża cebula, sól. Wykonanie: Wybrać ładny schab i ugotować w silnie osolonej wodzie, do której wrzucić pokrajanej cebuli. Niezbyt jeszcze miękką wieprzowinę wyjąć, ułożyć w słoju, zalać przecedzonym rosołem, zamknąć i styrylizować przez godzinę. Galareta wieprzowa. Proporcja: 1 kg wieprzowiny, 1 noga wieprzowa, 2 nóżki cielęce, 1 marchewka, ¼ selera, 1 ząbek czosnku, 1 cebula, 2 g pieprzu czarnego, 2 goździki, sól. Wykonanie: Włożyć do wody wieprzowinę, nóżki oraz wszystkie dodatki, jak: pokrajane drobno jarzyny, czosnek oraz korzenie, następnie posolić i gotować na wolnym ogniu, szumując często, aż mięso nieco zmięknie. Po wyjęciu wieprzowiny, gotować dalej nóżki, aż do zupełnej miękkości, potem zlać rosół i postawić w chłodnym miejscu. Na drugi dzień zebrać tłuszcz i sklarować na ogniu. Rosół przecedzić przez płótno, włożyć do niego pokrajaną wieprzowinę oraz drobno pokrajane mięso z nóżek, dodać sklarowanego tłuszczu, wymieszać i nałożyć do słoików. Po zamknięciu styrylizować przez godzinę. Polędwica wieprzowa. Proporcja: 1 kg mięsa, 1 duża cebula, sól, 10 dkg masła, kminek. Wykonanie: Posolony schab obrumienić na rozpalonym maśle wraz z drobno pokrajaną cebulą, następnie dodać nieco kminku i dusić na wolnym ogniu, pod przykryciem. Podlewać rosołem lub zimną wodą. Niezupełnie miękką polędwicę pokrajać na duże kawałki, ułożyć w słoju, zalać przecedzonym sosem, słój zamknąć i styrylizować przez godzinę. Gulasz wieprzowy. Proporcja: 1 kg mięsa, 1 duża cebula, 2 g papryki, sól, 6 dkg masła. Wykonanie: Pokrajać wieprzowinę na kawałki i rzucić na rozpalone masło ze zrumienioną, drobno pokrajaną cebulą, następnie posolić, posypać papryką i dusić pod przykryciem. Podlewać przecedzonym rosołem, lub zimną wodą. Gdy mięso nieco zmięknie, złożyć do słoja, zalać przecedzonym sosem, zamknąć i styrylizować przez godzinę. DRÓB. Potrawka z kury. Proporcja: 1 duża kura, 4 marchewki, 1 kalarepka, 1 pietruszka, 1 cebula, 1 nóżka cielęca. sól, 15 dkg masła. Wykonanie: Oczyszczoną, tłustą kurę ugotować w osolonej wodzie wraz z nóżką cielęcą oraz pokrajanymi jarzynami. Gdy kura zmięknie, wyjąć i pokrajać na kawałki, odrzucając grzbiet, następnie ułożyć dość ciasno w słoju, zalać przecedzonym rosołem, a po zamknięciu styrylizować przez godzinę. Kurczęta pieczone. Oczyszczone kurczęta natrzeć dobrze solą wewnątrz i zewnątrz. Rozgrzać silnie odpowiednią ilość masła, włożyć pokrajane kurczęta wraz z dróbkami i piec polewając często masłem, w którym się pieką. Niezupełnie miękkie kurczęta pokrajać na kawałki, ułożyć w słojach, zalać przecedzonym sosem i po zamknięciu styrylizować przez godzinę. Kurczęta w papryce. Proporcja: 1 kg kurcząt, 15 dkg cielęcych kości, 5 g papryki, 1 cebula, sól, 10 dkg masła. Wykonanie: Oczyszczone kurczęta pokrajać na 4 części, posolić i posypać papryką, następnie włożyć do naczynia, dodać drobno pokrajanej cebuli oraz masła i dusić pod przykryciem podlewając wygotowanym rosołem z kości cielęcych. Gdy kurczęta nieco zmiękną, ułożyć ciasno w słoju, zalać przecedzonym sosem, zamknąć i styrylizować przez godzinę. Potrawa z kaczki na dziko. Proporcja: 1 kg kaczki, 1 duża cebula, 5—6 ziarnek czarnego pieprzu, 3 ziarnka angielskiego pieprzu, 1 liść bobkowy, sól, 15 dkg masła. B a j c: 1 l octu, 1 cebula, 4 ziarnka pieprzu czarnego, 2 ziarnka pieprzu angielskiego, 2 goździki, ½ liścia bobkowego. Wykonanie: Oczyszczoną kaczkę włożyć do kamiennego naczynia i zalać bajcem przegotowanym z octu, pokrajanej cebuli oraz korzeni. Przykryte naczynie postawić w zimnym miejscu. Na drugi dzień wyjąć kaczkę, posolić, wrzucić na rozpalone masło z pokrajaną drobno i zrumienioną cebulą, dodać korzeni i obrumienić ze wszystkich stron. Następnie dusić pod przykryciem, podlewając rosołem lub zimną wodą. Gdy kaczka zmięknie, pokrajać na dość duże kawałki, odrzucając części posiadające mało mięsa, ułożyć ciasno w słoju i zalać przecedzonym sosem. Zamknięte słoje styrylizować przez, godzinę. Podróbka z gęsi lub kaczek. Proporcja: 1 kg podróbek, 1 cebula, 3 marchewki, 1 kalarepka, 1 pietruszka. ¼ selera, 2 g czarnego pieprzu, 2 g angielskiego pieprzu, 1 mały listek bobkowy, sól. Wykonanie: Oczyszczone podbródka z gęsi lub kaczek ugotować w osolonej wodzie wraz z drobno pokrajanymi jarzynami, cebulą i korzeniami. Po ugotowaniu, wyjąć podróbka, ułożyć w słoikach i zalać do pokrycia, przecedzonym rosołem. Zamknięte słoiki styrylizować przez godzinę. KONSERWOWANIE RYB I RAKÓW. Ogólne uwagi. Do konserwowania można użyć tylko zupełnie zdrowych, świeżo bitych ryb, ze względu na niebezpieczeństwo zatrucia, nie kupować ryb zabitych. Raki należy wybierać czarne, konserwy z nich robić najlepiej w lecie, gdyż wtedy mają najsmaczniejsze mięso. Nie oprawiać raków przed gotowaniem, ponieważ trudno potem wyjmować szyjki. Karp smażony. Zdrowego średniej wagi karpia oczyścić i wypłukać starannie, pokrajać w dzwonka, posolić, następnie maczać każdy kawałek w rozbitym jaju i posypać tartą bułką. Smażyć na rozpalonym maśle, aż do zrumienienia, potem ułożyć na półmisku i wstawić na kilka minut do średnio gorącego pieca. Po wystudzeniu złożyć do wyjałowionych słoi, zalać masłem, w którym się smażyły, słoje zamknąć i styrylizować przez 30 minut. Po kilku dniach powtórzyć styrylizację, w czasie znacznie skróconym. Karp w szarym sosie. Proporcja: 1 kg karpia, 2 marchewki, 1 pietruszka, 1/8 selera, 2 cebule, 2 g czarnego pieprzu, 1 liść bobkowy, 6 g cukru, sól, 3 dkg migdałów, 3 dkg rodzynków, ½ cytryny, kieliszek wina. Wykonanie: Oczyszczonego karpia pokrajać w dzwonka i posolić. Głowę z ryby ugotować wraz z jarzynami, cebulą oraz korzeniami, potem przecedzić smak, włożyć do niego pokrajanego karpia i gotować, aż nieco zmięknie. Następnie wyjąć ostrożnie dzwonka i ułożyć w słojach. Do smaku dodać drobno posiekanych migdałów, rodzynków i cukru, wcisnąć sok z połowy cytryny, wlać kieliszek białego wina, po czym zagotować kilka razy. Po wystudzeniu zalać ułożoną rybę do pokrycia. Zamknięte słoje styrylizować przez 40 minut. Łosoś w winie. Proporcja: 1 kg łososia, 2 marchewki, 2 g czarnego pieprzu, 1 liść bobkowy, 1 g angielskiego pieprzu, 1/3 l wina, sól, 1 duża pietruszka, 1/2 kalarepy, 2 cebule. Wykonanie: Wypłukać jarzyny, obrać i pokrajać drobno, cebulę również drobno poszatkować, włożyć do szerokiego płaskiego naczynia, na to położyć oczyszczonego, pokrajanego łososia, posolić, dodać korzeni i zalać czerwonym winem. Dusić pod przykryciem, na wolnym ogniu, uważając, żeby się ryba nie rozpadła. Gdy nieco zmięknie, wyjąć dzwonka, ułożyć w słojach, smak wraz z jarzynami przetasować przez gęste sito, zalać nim łososia, zamknąć i styrylizować przez 40 minut. Pstrąg na niebiesko. Wybrać niezbyt duże pstrągi, wyjąć wnętrzności, i wypłukać w kilku wodach nie skrobiąc, następnie ułożyć na półmisku i zalać dobrym winnym octem. Po pół godzinie wyjąć, przegotować wodę z solą, włożyć ryby i gotować na wolnym ogniu przez 20 minut. W czasie gotowania pstrągi powinny być przykryte wodą. Gdy nieco zmiękną, złożyć do słoi, zalać przecedzonym smakiem, zamknąć i styrylizować przez 35 minut. Pstrąg marynowany. Proporcja: 1 kg pstrąga, 1 duża marchew, 1 pietruszka, ½ selera, 2 cebule, 1 g angielskiego pieprzu, 3 goździki, 1 liść bobkowy, ¼ l wina, 1 cytryna, 2 g czarnego pieprzu. Wykonanie: Wypłukać jarzyny, pokrajać w talarki, włożyć do naczynia, dodać pokrajanej cebuli i zalać zimną wodą. Gotować na dość silnym ogniu, a gdy nieco zmiękną, wlać kwaśnego białego wina, wcisnąć sok z cytryny, posolić, wrzucić korzenie, następnie włożyć oczyszczone i pokrajane w dzwonka ryby, po czym gotować na wolnym ogniu, aż zmiękną. Przestudzoną marynatę złożyć do słoi i zalać cienką warstwą pechu. Tak przyrządzona marynata przechowuje się w zimnym miejscu przez kilka tygodni. W identyczny sposób możną zrobić marynatę karpia. Szczupak w galarecie. Proporcja: 1 kg szczupaka, 2 marchewki, 1 pietruszka, 1/8 selera, 2 cebule, 2 g czarnego pieprzu, 2 g angielskiego pieprzu, 1 liść bobkowy, 1/2 cytryny, 1 listek żelatyny. Wykonanie: Oczyszczonego szczupaka pokrajać w dzwonka i posolić. Głowę ugotować wraz z pokrajaną jarzyną i korzeniami, następnie przecedzić, włożyć rybę i gotować, aż nieco zmięknie, potem wyjąć dzwonka, ułożyć w słojach, a smak wygotować, aż stanie się kleisty. Do przecedzonego smaku wcisnąć sok z cytryny, sklarować białkami, zagotować kilka razy, przefiltrować przez flanelę, dodać wymoczonej, rozpuszczonej żelatyny, wymieszać dobrze i zalać ułożoną rybę. Gdy galareta zastygnie, zamknąć słoje i styrylizować przez 30 minut. Węgorz marynowany. Proporcja: 1 kg węgorza, 1 marchewka, 1 pietruszka, 1li selera, 1 duża cebula, 3 g czarnego pieprzu, 2 g angielskiego pieprzu, 1 liść bobkowy, ¼ l wina, kieliszek octu, sól. Wykonanie: Obciągnąć węgorza ze skóry, wypłukać w zimnej wodzie, podzielić na kawałki i lekko posolić. Zagotować wino wraz z obranymi, pokrajanymi jarzynami oraz innymi dodatkami, rybę ułożyć w słojach i zalać gorącym przecedzonym smakiem. Słoje zamknąć natychmiast i styrylizować przez godzinę. Raki. Wybrać duże, czarne raki, wymyć dobrze szczoteczką i wrzucić na wrzącą osoloną wodę, następnie przykryć i gotować przez 15—20 minut. Dla zapachu można dodać zielonego, grubego kopru. Po ugotowaniu wyjąć szyjki, odjąć górną warstwę mięsa, odrzucić czarną kiszeczkę i ułożyć w słojach. Następnie zalać przegotowaną ze solą wodą lub masłem rakowym, zamknąć i styrylizować przez godzinę. Masło rakowe. Proporcja: 60 skorupek, 2 l wody, 1 kg masła. Wykonanie: Wysuszyć skorupki z ugotowanych raków i potłuc drobno, potem sklarować masło, wsypać potłuczone skorupki i smażyć na wolnym ogniu przez 30 minut, następnie wlać dwa litry wady, wymieszać i gotować przez godzinę. Masło rakowe wypływające na powierzchnię wody zbierać srebrną łyżką i zlewać do słoików. Zamknięte słoiki styrylizować przez godzinę. Bonus. PRZECHOWYWANIE MASŁA NA ZIMĘ. Masło na zimę najlepiej konserwować z końcem lata, gdy nie ma już wielkich upałów. Do tego celu nadaje się tylko świeże i dobre masło, przed soleniem należy go wypłukać bardzo starannie w kilku wodach, następnie wygnieść drewnianą łyżką, wyrobić ze solą i wynieść zaraz do zimnej piwnicy. Na drugi dzień odlać ściekniętą wodę i wyrobić jeszcze raz. Czysto wymyty kamienny garnek wytrzeć wewnątrz solą, wstawić na pół godziny do ciepłego pieca, a po zupełnym wystudzeniu układać masło, ubijając łyżką bardzo szczelnie. Gdy się garnek wypełni, nalać na wierzch warstwę sklarowanego, posolonego masła, zawiązać papierem pergaminowym i przechowywać w suchej i zimnej piwnicy. Masło zakonserwowane tym sposobem, trzyma się doskonale przez całą zimę. Wytapianie masła. Dobre, świeże masło włożyć do kamiennego naczynia i wstawić do letniego pieca, uważając, żeby się tylko roztopiło, a nie zagotowało, następnie przykryć lekko i postawić w zimnym miejscu. Na drugi dzień, wyjąć stężałe masło, a części wodniste oraz serowate, które opadły na dno naczynia odrzucić (można je użyć w kuchni). Oczyszczone masło gotować na wolnym ogniu przez 20 minut. Pod koniec gotowania należy masło lekko posolić. Przechowywać w kamiennych naczyniach, w miejscach suchych i zimnych. Przechowywanie sera na zimę. Dobry, suchy ser wysuszyć nieco, zetrzeć na tarku, następnie wyrobić dobrze ze solą i układać w fasce ubijając dobrze drewnianą łyżką. Gdy się faska wypełni, przycisnąć ściśle dopasowanym drewnianym krążkiem, przycisnąć kamieniem i przechowywać w suchej, zimnej spiżarni. Nie przechowywać sera w piwnicy, gdyż łatwo pleśnieje. Ocet domowy. Proporcja: 10 l wody, 2 1 spirytusu, miód. Wykonanie: Do starannie wymytej dębowej beczułki wlać miękkiej wody zmieszanej ze spirytusem, następnie włożyć arkusz białego papieru, posmarowany z obu stron miodem. Przykrytą denkiem beczkę postawić w ciepłym miejscu (w temperaturze pokojowej). Po kilku tygodniach, gdy fermentacja będzie ukończona, można już octu używać. Ocet z wina. Świeżo zerwane listki estragonu wypłukać, osączyć, włożyć do dużego słoja, następnie zalać lekkim winem, zawiązać otwór płótnem i postawić w ciepłym miejscu lub w słońcu. Po ukończeniu fermentacji, gdy ocet dobrze się sklaruje, przecedzić przez flanelę, zlać do czystych butelek i zakorkować. Ocet owocowy. Do czystego kamiennego naczynia włożyć odpadki z różnych owoców oraz nieco kwaśnych jabłek pokrajanych w kawałki, następnie zalać wrzącą wodą, przykryć i odstawić na kilka godzin. Po upływie tego czasu, dodać jeszcze różnych tańszych owoców, zalać powtórnie wrzącą wodą, potem przelać wszystko do szklanej butli, zawiązać otwór płótnem i postawić w ciepłym miejscu lub na słońcu. Gdy fermentacja się ukończy (zwykle po 10 tygodniach) przefiltrować przez flanelę, zlać do butelek i dobrze zakorkować. Ocet przyrządzony tym sposobem, można podawać osobom chorym na artretyzm. Zielony ocet do marynat. Garść grubo posiekanego szpinaku ugotować w litrze octu zrobionego z estragonu. Gdy się ocet ustoi, zlać ostrożnie, przefiltrować przez flanelę, ponalewać do czystych butelek i dobrze zakorkować. MUSZTARDY. Musztarda angielska. Proporcja: 1 kg gorczycy, 3 l octu, 1 ½ kg cukru, sól. Wykonanie: Zemleć gorczycę na mąkę, wymieszać z 1 kg miałkiego cukru, włożyć do kamiennego naczynia i zalać dwoma litrami przegotowanego octu. Naczynie postawić na niezbyt silnym ogniu i gotować mieszając stale, aż powstanie gęsta gładka masa. Pozostałą część cukru przypalić, wlać resztę octu, dodać nieco soli i wymieszać dobrze z masą. Gotową, zimną musztardę nałożyć do małych słoików i zawiązać papierem pergaminowym. Musztarda angielska 2-gi sposób. Proporcja: 10 łyżek zielonej gorczycy, 2 łyżki oliwy, 3 łyżeczki cukru, łyżka octu, 1 ½ łyżki soli. Wykonanie: Wymieszać gorczycę z cukrem oraz solą, dodać octu i tyle przegotowanej ciepłej wody, żeby powstała gęsta masa, następnie utrzeć do gładkości. Pod koniec ucierania dodać dobrej jadalnej oliwy. Gotową masę zalać do pokrycia wrzącą wodą i pozostawić tak, aż do wystygnięcia, potem wymieszać jeszcze raz, nałożyć do małych słoików i zawiązać papierem pergaminowym. Musztarda z pomidorów. Proporcja: 1 kg pomidorów, 3 g soli, 15 dkg cukru, 3 g pieprzu czarnego, 8 dkg musztardy angielskiej, 3 g imbiru, 1 duża cebula, 1/8 l winnego octu. Wykonanie: Dojrzałe pomidory wymyć, osączyć i połamać ręką, następnie włożyć do naczynia, dodać pokrajanej drobno cebuli i rozgotować we własnym soku. Miazgę przetrzeć przez włosienne sito, wymieszać dobrze z musztardą, cukrem, solą oraz potłuczonymi, przesianymi korzeniami, wlać dobrego winnego octu i gotować na wolnym ogniu, stale mieszając. Gdy masa zgęstnieje, wystudzić, złożyć do małych słoików i zawiązać papierem pergaminowym. Raz rozpoczęty słoik, musi być użyty w przeciągu 2—3 dni, gdyż dostęp powietrza wpływa na psucie się konserwy. Musztarda z pomidorów 2-gi sposób. Proporcja: 40 średnich pomidorów, 5 g kolendry, 1 duża cebula, 2 dkg gorczycy, 12 dkg cukru, 1/4 kg francuskiej musztardy, 5 g czarnego pieprzu, 5 g angielskiego pieprzu, ¼ l winnego octu, sól. Wykonanie: Wybrać ładne, dojrzałe pomidory, wypłukać, rozgotować we własnym soku wraz z pokrajaną drobno cebulą, następnie przetrzeć przez włosienne sito, dodać cukru, mielonej gorczycy, kolendry, mielonych, przesianych korzeni, musztardy oraz octu, potem posolić do smaku i wymieszać dobrze. Gotować na wolnym ogniu, aż powstanie gęsta gładka masa. W czasie gotowania mieszać często drewnianą łyżką, żeby się musztarda nie przypaliła. Po wystudzeniu, nałożyć do małych słoików i zawiązać papierem pergaminowym. Musztarda z gruszek. Proporcja: 1 kg gruszek 2 dkg gorczycy 10 dkg cukru, 2 goździki, 5 g angielskiego pieprzu, 2 liście bobkowe, ¼ l octu, 5 g czarnego pieprzu, sól. Wykonanie: Wypłukać dojrzałe gruszki, upiec w średnim piecu, następnie przetrzeć przez sito, dodać tłuczonej gorczycy, cukru i soli do smaku, potem rozprowadzić przegotowanym z korzeniami, przecedzonym octem, wymieszać dobrze, złożyć do małych słoików i zawiązać papierem pergaminowym. Wyjaśnienie autorki: 1. Styrylizowaniem nazywamy gotowanie w temperaturze 980C i wyższej. 2. Pasteryzowaniem, gotowanie w temperaturze od 60 do 900C. Zachowano oryginalną pisownię. Autorka: Melania Śliwińska Dla potrzeb portalu wedlinydomowe.pl opracował Maxell.

-
http://strazacki.pl/szkolenia/pozar-sadzy-w-przewodzie-kominowym-postepowanie
-
[Rok 1953] Podział tusz zwierząt rzeźnych. Elementarz zadymiacza.
Maxell odpowiedział(a) na Maxell temat w Polska tradycja masarska
V. PODZIAŁ TUSZY CIELĘCEJ 1. ŻYWIEC Cielęta rzeźne uzyskuje się, jako dodatkowy produkt przy hodowli bydła. Na rzeź przeznaczane są przeważnie byczki oraz te jałówki, które nie nadają się do hodowli. Cielęta przeznaczone do uboju powinny mieć najmniej 2 tygodnie wieku i nie powinny być karmione inną paszą poza mlekiem. Jakość cielęcia rzeźnego zależna jest od rasy bydła oraz od stopnia wytuczenia cielęcia. Wpływ na wytuczenie ma nie tylko pojenie cielęcia mlekiem po urodzeniu, ale i intensywność karmienia matki w czasie ciąży. Cielęta o wybitnie rozwiniętym umięśnieniu noszą nazwę ,,dwójniaków" (doppellander). Ogromny wpływ na jakość mięsa cielęcego ma sposób i czas transportu oraz przetrzymywanie cieląt przed ubojem. Ponieważ cielęta rzeźne nie przyjmują innej paszy poza mlekiem, karmienie ich w czasie transportu jest niemożliwe. W czasie zbyt długiego transportu cielę głodne beczy prawie bez ustanku, co w połączeniu ze zmęczeniem w czasie transportu powoduje przekrwienie mięsa tak, że staje się ono wyraźnie czerwonawe i dużo traci przez to na wartości. Cielęta rzeźne jako żywiec klasyfikuje się biorąc pod uwagę tylko ciężar cielęcia i stopień umięśnienia; przy klasyfikacji mięsa w tuszach bierze się również pod uwagę barwę mięsa i otłuszczenie. 2. TUSZE CIELĘCE Tuszę cielęcą stanowi ciało cielęce wykrwawione podczas uboju, pozbawione skóry, głowy odciętej w stawie potylicznym, nóg odciętych w dolnej części stawu napięstkowego i skokowego, ośrodka, przewodu pokarmowego, pęcherza, siatki, tłuszczu otokowego wraz z trzustką i śledzioną, wewnętrznych i zewnętrznych części narządów płciowych; usunięte być muszą również skrzepy krwi. Do tuszy zalicza się nerki oraz łój okołonerkowy jak również grasicę. Do obrotu wprowadza się całe tusze cielęce z nerkami i łojem nerkowym. Tusze cielęce klasyfikuje się zależnie od ciężaru, stopnia umięśnienia, stopnia otłuszczenia nerek oraz barwy mięsa i tłuszczu. Charakterystykę tusz cielęcych w ramach poszczególnych klas podano w tablicy 15. 3. CZĘŚCI ZASADNICZE TUSZY CIELĘCEJ Przed przystąpieniem do podziału na części zasadnicze dzieli się tuszę cielęcą na półtusze wzdłuż kręgosłupa przez środek kręgów; wyrostki ościste kręgosłupa powinny być pozostawione na przemian: jeden przy półtuszy prawej, drugi — przy lewej. Półtusze dzieli się na części zasadnicze, jak wskazano na rys.31. Podział i przeznaczenie części zasadniczych: a. Goleń tylna Goleń tylną cielęcą odcina się nożem od półtuszy w stawie kolanowym i dalej wzdłuż kości podudzia do guza piętowego, w ten sposób, aby ścięgno Achillesa wraz z nienaruszonym m. brzuchatym (łydkowym) pozostały przy udźcu. Goleń tylna zawiera kk. podudzia i skoku. Umięśnienie goleni stanowi zespół mm. prostowników; są to mięśnie ścięgniste, które przy wykrawaniu przeznacza się na cielęcinę b.k. kl. II. Goleń jako całość przeznacza się na potrawy. b. Udziec Udziec cielęcy odcina się od nerkówki między ostatnim a przedostatnim kręgiem lędźwiowym cięciem prostopadłym do kręgosłupa i dalej linią ukośną tak, aby łata (mięśnie brzucha) pozostała przy nerkowce. Ogon odcina się przy nasadzie. Udziec zawiera kości — rzepkę kolanową, k. udową, kk. miedniczne oraz przepołowioną k. krzyżową. Umięśnienie udźca stanowią: zespół mm. pośladkowych, m. dwugłowy, m. czterogłowy, m. półścięgnisty m. półbłoniasty oraz m. brzuchaty (łydkowy). Na cielęcinę b.k. kl. I przeznacza się po okrajaniu ścięgien i powięzi: m. średni pośladkowy, m. czterogłowy, m. dwugłowy i m. półbłoniasty; pozostałe mięśnie oraz okrawki wymienionych stanowią cielęcinę b.k. kl. II. Udziec jako całość przeznacza się na pieczeń. c. Nerkówka Nerkówkę po odcięciu od udźca odcina się od górki i przodka między ostatnim kręgiem piersiowym a pierwszym kręgiem lędźwiowym i dalej — prostopadle do kręgosłupa. Cała nieuszkodzona nerka wraz z tłuszczem okołonerkowym powinna pozostać przy nerkowce. Nerkówka zawiera kości — przepołowione kręgi lędźwiowe bez ostatniego oraz dolne odcinki przedostatniego i ostatniego żebra. Umięśnienie nerkówki stanowi w części górnej odcinek lędźwiowy m, najdłuższego grzbietu, który przy wykrawaniu przeznacza się na cielęcinę b.k. kl. I. Mięśnie brzucha przeznacza się na cielęcinę b.k. kl. II. Nerkówkę jako całość przeznacza się na potrawy pieczone. d. Górka Górkę cielęcą po odcięciu od nerkówki odcina się od przodu po linii biegnącej między 6 a 7 kręgiem piersiowym; od dołu żebra odcina się w odległości 5 — 7 cm od dolnej granicy m, najdłuższego grzbietu. Górka zawiera kości — przepołowione kręgi piersiowe od 7 do ostatniego włącznie oraz przynależne do nich górne odcinki żeber. Umięśnienie górki stanowi odcinek piersiowy m. najdłuższego grzbietu; mięsień ten przeznacza się na cielęcinę kl. I. Pozostałe mięśnie są ścięgniste i przeznacza się je na cielęcinę kl. II. Górkę jako całość przeznacza się na pieczeń. e. Goleń przednia Goleń przednią cielęcą odcina się piłką od przodu po linii biegnącej przez środek dolnej główki k. ramiennej i poprzez guz łokciowy k. łokciowej. Goleń przednia zawiera kości — kk. napięstka, kk. podbarcza bez części wyrostka łokciowego i połowę główki k. ramiennej. Umięśnienie goleni przedniej stanowi zespół mm. prostowników. Goleń przednią przeznacza się na potrawy. f. Szyja Szyję cielęcą stanowi przednia część, karku odcięta między 2 a 3 kręgiem szyjnym. Szyja zawiera kości — przepołowione pierwsze dwa kręgi szyjne. Mięśnie szyi są przekrwione, przeznacza się je na cielęcinę kl. II., a silniej przekrwione — na cielęcinę kl. III. Z szyi sporządza się potrawy kulinarne niższej jakości. g. Przód Przód — jest to przednia część tuszy ograniczona liniami odcięcia nerkówki, górki, goleni i szyi. Przód zawiera kości — przepołowione kręgi szyjne od 3 do 7 włącznie, 6 pierwszych przepołowionych kręgów piersiowych wraz z żebrami i przepołowionym mostkiem, dolne odcinki żeber od 7 do 11 włącznie i środkowe wycinki 2 ostatnich żeber, łopatkę, k. ramienną bez części dolnej główki oraz części wyrostka łokciowego k. łokciowej. W umięśnieniu przodu wyróżniają się mm. karku (szyi), m. przedgrzebieniowy i m. zagrzebieniowy, m. trójgłowy, mm. piersiowe; z mięśni tych przeznacza się na cielęcinę kl. I: karkową część m. zębatego, m. przedgrzebieniowy i m. zagrzebieniowy oraz m. trójgłowy, po usunięciu z nich ścięgien i rozcięgien oraz powięzi; pozostałe mięśnie oraz ścięgniste okrawki mięśni wymienionych przeznacza się na cielęcinę kl. II. Przód jako całość nie znajduje zastosowania ze względu na różnorodny charakter umięśnienia. Przeznacza się go do podziału na mniejsze elementy. h. Ogonek Ogonek cielęcy odcina się u. nasady. Ogonek zawiera kości — kręgi ogonowe. Umięśnienie ogonka jest bardzo słabe, przeznacza się go do gotowania. i. Kości Kości cielęce otrzymywane przy podziale części zasadniczych na mięso bez kości przeznacza się na cele techniczne. 4. ELEMENTY CIELĘCE KULINARNE Elementy kulinarne uzyskuje się z tuszy lub z części zasadniczych pochodzących z cieląt pełnomięsistych kl. I i II. Cielęta słabo umięśnione lub o mięsie barwy czerwonej nie nadają się do tego celu. Przed przystąpieniem do wykrawania elementów kulinarnych należy tuszę podzielić na części zasadnicze. Podział części zasadniczych (rys. 32) przeprowadza się według poniższych wskazówek: Części zasadnicze — goleń tylna, goleń przednia, szyja i ogonek stanowią bez dalszego przekrawania elementy kulinarne. Części zasadnicze — udziec, nerkówka, górka i przód poddaje się. wykrawaniu w celu otrzymania elementów kulinarnych. Poszczególne części zasadnicze dzieli się na następujące elementy kulinarne: a. Z udźca wykrawa się kości, po czym oddziela się m. czterogłowy, m. dwugłowy, m. półścięgnisty, m. półbłoniasty i m. brzuchaty (łydkowy); mięśnie te, po odcięciu zakańczających je ścięgien, usunięciu złogów tłuszczu międzymięśniowego, przeznacza się na sznycle. Zespół mm. pośladkowych po okrajaniu luźnych strzępków mięsa i tłuszczu przeznacza się na pieczeń. b. Od nerkówki odcina się dolny brzeg łaty (mięśnie brzucha) W ten sposób, aby pozostały przy nerkowce płat łaty wystarczył do zakrycia nerki w czasie pieczenia. Z łaty wyłuskuje się pozostałe przy niej końce żeber. Otrzymany w ten sposób element nazywa się nerkówką właściwą i przeznacza się go na pieczyste. Odcięty brzeg łaty przeznacza się na mięso do mielenia. c. Od górki oddziela się nożem wyrostki ościste, po czym za pomocą piłki odcina się kręgi w ten sposób, aby przy części mięsnej pozostały tylko wyrostki poprzeczne kręgów oraz górne odcinki żeber z nienaruszoną główką. Tak przykrajany element nazywa się górką właściwą i przeznacza się go na kotlety (bite). d. Przód dzieli się na trzy elementy kulinarne: łopatkę, karkówkę i mostek. Łopatkę odejmuje się od przodu w ten sposób, aby nie uszkodzić umięśnienia otaczającego k. łopatkową i k. ramienną (barkową), po czym obie te kości wykrawa się i otrzymany w ten sposób element przeznacza na pieczeń. Karkówkę odcina się od mostka po linii prostej przebiegającej od 7 żebra w odległości 5 - 7 cm od dolnej krawędzi m. najdłuższego grzbietu do połowy pierwszego żebra. Karkówkę przeznacza się na potrawy gotowane wraz z kośćmi oraz po wykrajaniu kości na potrawy duszone (np. paprykarz) lub do mielenia. Mostek stanowi pozostałą część przodu; przeznacza się go na potrawy gotowane lub po nadzianiu do pieczenia. Okrawki pozostałe przy wykrawaniu dzieli się na: mięso do mielenia, okrawki tłuszczu, mięso krwawe i gruczoły, żyły, kości. Przy rozbiorze tusz cielęcych średniej jakości na elementy kulinarne otrzymuje się: 1) mięsa b.k. na sznycle 16,0%, 2) mięsa b.k. na pieczeń 14,0%, 3 ) nerkówki 7,8%, 4) kotletów -5,5%, 5) karkówki z k. 11,5%, 6) mostka 12%, 7) goleni tylnej z k. 7,2%, 8) goleni przedniej z k. 5,7%, 9) szyi 1,8%, 10) ogona 0,4%, 11) okrawków tłuszczu 0,5%, 12) mięso b.k. do mielenia 6,7%, 13) żył i mięsa krwawego 0,5%, 14) kości 9,8%, 15) straty rozbiorowej 0,6%. 5. ELEMENTY CIELĘCE DLA SKLEPÓW GARMAŻERYJNYCH Podziału na elementy dla sklepów garmażeryjnych (rys. 33) dokonuje się podobnie jak podziału na elementy kulinarne ostateczne. Różnice zachodzą jedynie pod tym względem, że: a. udziec po wykrajaniu kości przeznacza się w całości jako udziec cielęcy b.k.; b. górkę przeznacza się bez odcinania kości, a więc w postaci określonej normą podziału na części zasadnicze; c. podział przodu na karkówkę cielęcą, łopatkę cielęcą b.k. oraz mostek cielęcy jest identyczny jak odpowiednich elementów kulinarnych; to samo dotyczy nerkówki, goleni przedniej i tylnej. d. szyi i ogonka nie przeznacza się do zaopatrzenia sklepów garmażeryjnych. Przy rozbiórce tusz cielęcych średniej jakości na elementy dla zaopatrzenia sklepów garmażeryjnych otrzymuje się: z elementów przeznaczonych na zaopatrzenie sklepów— 1) goleni tylnej z k. 7,2%, 2) udźca b.k. 26,2%, 3) nerkówki 7,8%, 4) górki 6,5%, 5) goleni przedniej z k. 5,7%, 6) łopatki b.k. 1,5%, 7) karkówki z k. 10,5%, 8) mostka 12%; z pozostałych elementów przeznaczonych dla przetwórstwa — 9) szyi 1,8%, 10) ogonka 0,4°/o, 11) mięsa bez kości 1,1%, 12) kości.8,8%, 13) straty rozbiorowej 0,5%, (liczby orientacyjne). . 6. CIELĘCINA BEZ KOŚCI NA PRZETWORY Z MIĘSA ROZDROBNIONEGO Mięso bez kości otrzymywane bądź przy wykrawaniu cielęciny w częściach zasadniczych, bądź jako okrawki przy innych podziałach dzieli się na trzy klasy w zależności od jakości mięsa, przekrwień, zawartości tkanki łącznej i ścięgien. Jakość mięsa w poszczególnych klasach podano w tablicy 17. Wskazane jest przeprowadzanie podziału na klasy dzieląc mięso wzdłuż powięzi podobnie jak to omówiono przy wieprzowinie i wołowinie. W ten sposób uzyskać można dużo większą ilość cielęciny b.k. kl. I. niż przy pospolicie stosowanym dzieleniu mięsa w poprzek mięśni. Stosunek ilościowy cielęciny poszczególnych klas oraz tłuszczu, nerek i kości uzyskiwanych z tusz orientacyjnie przedstawiono w tablicy 18. 7. PODROBY CIELĘCE Do podrobów cielęcych zalicza się głowę, nogi, ośrodek, kreskę cielęcą i śledzionę. a. Głowa cielęca składa się pod względem anatomicznym z czaszki wraz z umięśnieniem, mózgu, języka i krtani. Głowa pozbawiona być musi skóry, uszu i oczu. wraz z oprawą. Podziału głowy dokonuje się na następujące części: głowa bez mózgu i ozorka, mózg i ozorek. Ozorek cielęcy powinien być odcięty przy nasadzie, nie może on zawierać części krtani, kości podjęzycznych i strzępków mięsa. Ozorek nie powinien być pozacinany. Ozorek przeznacza się do potraw lub do produkcji konserw. Mózg cielęcy wyjmuje się z czaszki po jej otworzeniu przez ścięcie k. czołowej. Mózg cielęcy jest najdelikatniejszy ze wszystkich mózgów zwierząt rzeźnych; przeznacza się go na cele kulinarne. Uwaga: Aktualnie z powodu zagrożenia BSE głów wołowych, ani cielęcych (ze wszystkimi elementami składowymi) nie przeznacza się do handlu w jakiejkolwiek postaci. Wyłączone są z tego zakazu jedynie ozory wołowe i ozorki cielęce oraz maski. Głowa cielęca bez mózgu i ozorka powinna być przeznaczona do przetwórstwa. Oddzielenie części mięsnych następuje łatwo po ugotowaniu; można również. okrajać mięśnie z głowy na surowo, ze względu jednak na pracochłonność tego zabiegu nie stosuje się go w praktyce, b. Nóżki cielęce odcina się w dolnej części napięstka lub skoku. Nóżki muszą być oparzone i pozbawione racic i sierści. Z nóżek przyrządza się galaretkę i inne potrawy. c. Ośrodek cielęcy składa się pod względem anatomicznym z tchawicy, przełyku, płatów płucnych, serca, wątroby oraz części ścięgnistej przepony brzusznej. Podziału ośrodka dokonuje się na następujące części: Płuca cielęce zawierające tchawicę, przełyk, płaty płucne, część aorty, oraz ścięgnistą część przepony brzusznej. Płuca przeznacza się do produkcji popularnych wyrobów wędliniarskich, oraz na specjalne potrawy. Serce cielęce, które odcina się i otwiera podobnie jak wieprzowe; znajduje ono takie samo zastosowanie jak serce wieprzowe. Wątrobę cielęcą, którą odcina się i przygotowuje do obrotu podobnie jak wątrobę wieprzową. Jest ona od niej delikatniejsza; przeznacza się ją przede wszystkim na cele kulinarne oraz na cele dietetyki leczniczej. Śledzionę cielęcą, która nie może zawierać części sąsiednich organów i tłuszczu; przeznacza się ją na popularne wyroby wędliniarskie. d. Kreski cielęce są to jelita wraz z przylegającym do nich tłuszczem otokowym. Jelita muszą być rozcięte wzdłuż, oczyszczone i lekko sparzone; w tym stanie przeznacza się je do obrotu. Kreski cielęce znajdują zastosowanie w produkcji popularnych wyrobów wędliniarskich i do specjalnych potraw. 8. Jelita cielęce Z jelit cielęcych używa się na osłonki tylko pęcherze cielęce i kątniczki cielęce. , Jelita cienkie cielęce — kreski cielęce — użyte jako osłonki są bez porównania gorsze od baranich z uwagi na grubościenność i silną tendencję zwijania się w spirale. Kreski przeznacza się do spożycia jako podroby. . Żołądki (trawieńce) starszych cieląt nie nadające się do produkcji podpuszczki mogłyby być wykorzystane na osłonki do salcesonów. 9. KREW CIELĘCA Krwi cielęcej uzyskuje się przy uboju około 3,5 — 4% w stosunku do ciężaru żywca. Krew cielęcą przeznacza się bądź na cele lecznicze, bądź —- techniczne. Dla przetwórstwa mięsnego krew cielęca nie przedstawia takiej wartości jak wieprzowa lub bydlęca. 10. NIEJADALNE PRODUKTY CIELĘCE POUBOJOWE Z uboju cieląt uzyskuje się szereg produktów nie nadających się do spożycia lub nie przeznaczonych na ten cel. Należą do nich: skóry cielęce — garbowane na skórę miękką, okrawki skór, uszu i skóry głowy — stanowiące surowiec do produkcji żelatyny, sierść z nóg — używana jako materiał wyściółkowy, odpadki mięsno-tłuszczowe — przeznaczane do utylizacji, żołądki — ślazy z cieląt pojonych mlekiem przeznaczane do produkcji podpuszczki, wreszcie gruczoły, z których zbiera się przede wszystkim grasicę i trzustkę na cele lecznicze. VI. PODZIAŁ TUSZY BARANIEJ 1. ŻYWIEC Hodowla owiec, w Polsce przed wojną niedostatecznie doceniana, daleka jest jeszcze od osiągnięcia należytego poziomu. Hoduje się owce raczej dla potrzeb domowych rolników, a przede wszystkim w celu uzyskania wełny. W okolicach podgórskich owce chowa się w celu uzyskania, mleka i wełny. Pogłowie owiec jest w kraju stosunkowo nieliczne; a owce jako materiał rzeźny mają u nas bardzo małe znaczenie w porównaniu ze świniami i bydłem. Owce przeznaczone do uboju są to przeważnie sztuki wybrakowane z hodowli lub młode skopy (kastraty). Żywiec ten jest bardzo niejednolity. Najcenniejszym materiałem rzeźnym są dobrze wytuczone młode skopy i wybrakowane maciorki nie używane do celów hodowlanych, w wieku do 18 miesięcy. Drugą kategorię stanowią starsze maciorki w wieku do 3 lat, dobrze wytuczone. Owce słabo odżywione mają małą wartość, również tryki (samce niekastrowane) nie są pożądanym materiałem z uwagi na silną swoistą woń mięsa. Jagnięta dobrze odżywione dają bardzo delikatne mięso. 2. TUSZE BARANIE Tuszę baranią stanowi ciało owcy wykrwawione podczas uboju oraz pozbawione skóry, głowy odciętej w stawie potylicznym, nóg odciętych w dolnej części stawu napięstkowego lub skokowego, ośrodka, przewodu pokarmowego, pęcherza, siatki i tłuszczu otokowego wraz z trzustką i śledzioną oraz wewnętrznych i zewnętrznych części organów płciowych; usunięte być muszą również skrzepy krwi. Nerki wraz z łojem okołonerkowym zalicza się do tuszy baraniej tylko przy określaniu wydajności poubojowej. Do obrotu wprowadza się tusze baranie bez łoju nerkowego i nerek. Tusze baranie dzieli się na trzy klasy zależnie od stopnia umięśnienia i otłuszczenia. Do klasy I zalicza się tylko tusze skopów i maciorek nie używanych do rozpłodu, w wieku do 18 miesięcy, jeżeli umięśnieniem i otłuszczeniem odpowiadają tej klasie. Ciężar tusz zaliczanych do kl. I nie może być niższy niż 22 kg., do pozostałych klas — nie niższy niż 12 kg. Charakterystykę klas tusz baranich podano w tablicy 20. 3. CZĘŚCI ZASADNICZE TUSZY BARANIEJ Przed przystąpieniem do podziału na części zasadnicze dzieli się tuszę baranią na półtusze wzdłuż kręgosłupa przez środek kręgów; wyrostki ościste kręgosłupa powinny być pozostawione na przemian jeden przy półtuszy lewej, drugi — przy prawej. Półtusze dzieli się na części zasadnicze, jak przedstawiono na rys. 34. Podział i przeznaczenie części zasadniczych, a. Goleń tylna Goleń tylną baranią odcina się nożem w stawie kolanowym i dalej wzdłuż kk. podudzia tak aby m. brzuchaty (łydkowy) pozostał przy udźcu, a dolna część ścięgna Achillesa — przy goleni. Goleń tylna zawiera kości —. podudzia i skoku, b. Udziec Udziec barani odcina się od półtuszy między ostatnim a przedostatnim kręgiem lędźwiowym, cięciem prostopadłym do kręgosłupa i dalej linią ukośną tak, aby łata (m. brzucha) pozostała w całości przy mostku. Ogon odcina się wraz z kością krzyżową i trzonem ostatniego kręgu lędźwiowego. Udziec zawiera kości — rzepkę kolanową, k. udową, kk. miedniczne oraz przepołowiony ostatni kręg lędźwiowy (bez trzonu). c. Comber Comber — część lędźwiowa półtuszy (bez nerki i łoju nerkowego) -— odcina się od udźca między ostatnim a przedostatnim kręgiem lędźwiowym, od górki — między ostatnim a przedostatnim kręgiem piersiowym, od mostku — po linii biegnącej w odległości 5 — 7 cm od dolnej krawędzi m. najdłuższego grzbietu. Comber zawiera kości — połowy pierwszych 5 kręgów lędźwiowych i ostatniego kręgu piersiowego z górną połową żebra, d. Goleń przednia Goleń przednią baranią odcina się od półtuszy piłką powyżej dolnej główki k. ramiennej (barkowej) i przez wierzchołek wyrostka łokciowego. Goleń przednia zawiera kości— główkę k. ramiennej (barkowej) kk. podbarcza i napięstka. e. Górka Górkę baranią — górną część partii piersiowej — odcina się od combra, od mostka — po linii przebiegającej od dolnej krawędzi pierwszego żebra do połowy żebra ostatniego; kark odcina, się między 5 a 6 kręgiem szyjnym, a goleń tak, jak podano wyżej. Górka zawiera kości — połowy 6 i 7 kręgów szyjnych, połowy kręgów piersiowych, prócz ostatniego, wraz z górnymi odcinkami żeber, k. łopatkową, k. barkową bez dolnej główki. f. Karkówka Karkówkę baranią odcina się między 5 a 6 kręgiem szyjnym. Karkówka zawiera kości — połowy pierwszych 5 kręgów szyjnych. g. Mostek Mostek barani odcina się od półtuszy w sposób podany w punktach b, c, d. Mostek zawiera kości — dolne odcinki żeber kostnych i żebra chrząstkowe oraz przepołowione kk. mostka. h. Ogonek Ogonek, odcięty tak, jak podano w punkcie b, zawiera kości — kręgi ogonowe, k. krzyżową i trzon ostatniego kręgu lędźwiowego. Łój zewnętrzny (podskórny) grubszy niż 0,5 cm powinien być zdjęty z części zasadniczych. Stosunek procentowy ciężaru części zasadniczych w przeciętnej tuszy baraniej podano w tabl. 21. 4. TŁUSZCZE BARANIE NIE NALEŻĄCE DO TUSZY BARANIEJ (W OBROCIE) Łój nerkowy barani ma podobne zastosowanie jak wołowy. Łój otokowy barani przeznacza się do celów technicznych. 5. ELEMENTY BARANIE PRZEZNACZONE DLA SKLEPÓW GARMAŻERYJNYCH I DO CELÓW KULINARNYCH Podział na elementy dla sklepów garmażeryjnych i dla celów kulinarnych jest taki sam (rys. 35); przeprowadza się go zgodnie z podziałem na części zasadnicze, dodatkowo jedynie dzieli się górkę na dwie części: antrykot barani, który odcina się między 6 a 7 kręgiem piersiowym cięciem prostopadłym do kręgosłupa; plecówkę baranią — pozostałą część górki. Przy podziale tym wszystkie elementy wprowadza się do obrotu z kością. Udziec, comber, antrykot i plecówkę przeznacza się na pieczyste, a obie golenie, mostek, karkówkę i ogonek do gotowania. Stosunek procentowy ciężaru elementów otrzymanych ż przeciętnej tuszy baraniej i zawartość kości w elementach przedstawiono na tablicy 22. Z mięsa baraniego nie produkuje się u nas wędlin i konserw, wobec czego nie jest omówiona sprawa podziału mięsa bez kości dla przetwórstwa. 6. PODROBY BARANIE Do podrobów baranich zalicza się: głowę, ośrodek, śledzionę, nerki oraz flaki, tj. żołądek i przedżołądki. a. Głowa barania składa się pod względem anatomicznym z czaszki wraz z umięśnieniem, mózgu, języka i krtani. Głowa pozbawiona być musi skóry, uszu i oczu wraz z oprawą oraz — u zwierząt rogatych — rogów wraz z możdżeniami. Podziału głowy dokonuje się na: ozorek barani, mózg barani, głowę baranią bez mózgu i ozorka. Wydzielania poszczególnych części głowy dokonuje się w ten sposób jak przy głowie cielęcej. b. Ośrodek barani składa się pod względem anatomicznym z tchawicy, przełyku, płatów płucnych, serca, wątroby oraz ścięgnistej części przepony brzusznej. Podziału ośrodka dokonuje się na: płuca baranie, serce baranie, i wątrobę baranią w taki sam sposób jak to ma miejsce przy podziale ośrodka cielęcego. c. Śledziona i nerki baranie nie mogą zawierać części sąsiednich organów i tłuszczu. d. Flaki baranie składają się z trzech przedżołądków — żwacza, czepca, ksiąg oraz żołądka właściwego — ślazu. Flaki baranie przygotowuje się do obrotu podobnie jak -flaki wołowe. Podroby baranie z uwagi na swoisty zapach baraniny są mniej pożądanym artykułem od podrobów cielęcych, wieprzowych i wołowych. Szczególnie silnym zapachem wyróżniają się flaki baranie, toteż przed wprowadzeniem ich do obrotu należy je bardzo starannie oczyścić z łoju i wymoczyć. Przeciętny ciężar kompletu ośrodka baraniego wynosi 1 — 2 kg, a w tym: ciężar płuc — 50%, wątroby — 33%,: serca — 16%, strata rozbiorowa—1%. Ciężar kompletu flaków baranich oczyszczonych — od 0,5 do 1,2 kg. Ciężar głowy baraniej z ozorem i mózgiem — 1,2 do 2 kg. Ciężar śledziony baraniej — około 0,12 kg. Ciężar nerek (1 szt.) — około 0,08 kg. 7. JELITA BARANIE Z jelit baranich użytkuje się jako osłonki do kiełbas i wyrobów wędliniarskich: Jelita cienkie — watlongi; uzyskuje się ich z 1 sztuki 12—26 m. Średnica jelit wynosi od 15: do 28 mm. Jelit tych używa się przy produkcji parówek, kabanosów itp. Kątniczki baranie i krzyżówki baranie używane są do produkcji wyrobów wędliniarskich. Pęcherza baraniego nie wykorzystuje się ze względu na zbyt małe rozmiary i przykry specyficzny zapach. Zbiórkę jelit środkowych baranich (krążka) przeprowadza się tylko na zapotrzebowanie z uwagi na grubościenność i zbyt różnorodną średnicę jednego jelita. 8. KREW BARANIA Krwi baraniej uzyskuje się przy uboju około 3,5% (Wiktorow) w stosunku do ciężaru żywca przed ubojem. Krew baranią przeznacza się do celów technicznych, głównie do produkcji mączki pastewnej. 8. NIEJADALNE PRODUKTY BARANIE POUBOJOWE Z uboju owiec uzyskuje się: skóry baranie, które zależnie od jakości wełny garbowane są na futra lub po odwłosieniu — na skóry wierzchnie obuwiowe, skóry z wyporków. owłosione, które przeznacza się na cenne futra, rogi — wykorzystywane tylko na mączki, nóżki — przeznacza wraz z racicami do wyrobu kleju, odpadki mięsno-tłuszczowe wraz z jelitem grubym — przeznaczane do utylizacji. Z gruczołów wykorzystuje się dla celów farmaceutycznych przede wszystkim jądra, których para waży około 250 g, poza tym bywają wykorzystywane łożyska z macic sztuk ciężarnych. VII. PODZIAŁ TUSZY KOŃSKIEJ 1. ŻYWIEC Koń w naszym kraju spełnia rolę zwierzęcia pociągowego; na rzeź przeznacza się jedynie sztuki wybrakowane, przeważnie z powodu wieku, a rzadko konie młode niezdolne do pracy. W związku z długoletnią pracą mięśnie koni przeważnie są bardziej twarde i ścięgniste niż mięśnie zwierząt nie pracujących (krów, świń itp.). Mimo to mięso końskie jest bardzo wartościowym artykułem, z którego produkować można dobre wędliny i wyroby kulinarne. Wymaga ono tylko dłuższego okresu dojrzewania (aby skruszało) i właściwego przyrządzania. 2. TUSZE, PÓŁTUSZE I ĆWIERCI KOŃSKIE Norm na określenie i podział tusz końskich dotychczas nie opracowano; podane poniżej określenia są propozycjami autora niniejszej książki. Określenie tuszy końskiej jest takie samo jak tuszy wołowej; dotyczy to również sposobu podziału na półtusze i ćwierci. Półtusze i ćwierci końskie ze sztuk dorosłych klasyfikuje się w zależności od stopnia umięśnienia i otłuszczenia na cztery klasy podobnie jak półtusze i ćwierci bydła dorosłego; źrebięta — na trzy klasy jak młodzież. 3. CZĘŚCI ZASADNICZE PÓŁTUSZ I ĆWIERCI KOŃSKICH Podziału półtusz i ćwierci końskich wskazane jest dokonywać po liniach podziału wołowiny. 4. PODZIAŁ KONINY NA ELEMENTY DLA ZAOPATRZENIA SKLEPÓW GARMAŻERYJNYCH I NA ELEMENTY KULINARNE Podział ten dotychczas nie był stosowany u nas, wobec jednak wzrostu popularności mięsa końskiego podziały oparte na wzorze podziału wołowiny mają pełne szanse zastosowania praktycznego. 5. KONINA BEZ KOŚCI NA PRZETWORY Z MIĘSA ROZDROBNIONEGO Wskazane jest klasyfikować koninę na V klas zależnie od stopnia ścięgnistości, przetłuszczenia i przekrwienia oraz zawartości gruczołów, Klasyfikację tę podano w tablicy 23. 6. PODROBY KOŃSKIE Do podrobów zalicza się: głowę końską o składzie takim jak głowa wołowa, lecz bez ozora i krtani, ośrodek koński w składzie takim jak ośrodek wieprzowy, śledzionę końską, nerki końskie. Podroby przeznacza się przede wszystkim do produkcji popularnych wyrobów wędliniarskich z koniny. 7. JELITA KOŃSKIE Z jelit końskich używa się na osłonki przełyk, jelita cienkie, pęcherz. Jelita grube przeznacza się do celów technicznych, gdyż z uwagi na duże rozmiary i fałdzistość nie nadają się na osłonki. 8. NIEJADALNE PRODUKTY KOŃSKIE POUBOJOWE Przy uboju konia uzyskuje się około 5% krwi w stosunku do ciężaru żywego zwierzęcia. Krew końską przeznacza się do celów technicznych. Skóry końskie, kopyta oraz okrawki mięsa i tłuszczu nie nadające się do spożycia przeznacza się na te same cele co odpowiadające im produkty pochodzące z uboju bydła. Nogi końskie — odcinki kończyn poniżej dolnej części stawu skokowego i napięstka — przeznacza się do celów technicznych. Włosie z ogonów, grzyw i czupryn jest cennym surowcem na szczotki itp. Gruczoły wydzielania wewnętrznego, przede wszystkim jądra ogierów, zbiera się do celów farmaceutycznych. WYKAZ PIŚMIENNICTWA 1. Byszewski S.: Chłodzenie, mrożenie i transport chłodniczy mięsa. Warszawa 1952, PWT. 2. Gindce B., Leontowicz A.: Anatomia i fizjologia zwierząt gospodarskich. Tłumaczenie. Warszawa, 1951. 3. Iwanow S. W. Troickij I. A.: Anatomia i fizjołogja sielskochoziajstwiennych żiwotnych. Moskwa 1951. 4. Jastrzębski P.: Zbiórka odpadków poubojowych. Warszawa 1952, PWT. 5. Jastrzębski P.: Obróbka jelit. Warszawa 1952, PWT. 6. Klimów A. F.: Anatomia domasznich żiwotnych. Moskwa 1940. 7. Kłossowski T.: Sortowanie jelit. Warszawa 1953, PWT. 8. Kuzniecow B.: Towaroznawstwo ubocznych produktów pochodzenia zwierzęcego. Tłum. T. Rostkowski. Warszawa 1951, PWT. 9. Misztal M.: Ubój i obróbka poubojowa. Warszawa 1953, PWT. 10. Pezacki W.: Żywiec rzeźny. Warszawa 1952, PWT. 11. Poplewski R.: Anatomia ssaków. Sztokholm 1948. 12. Normy Centralnego Zarządu Przemysłu Mięsnego. Zachowano oryginalny język. Dla potrzeb portalu wedlinydomowe.pl opracował Maxell













-
Mam nadzieję, że robisz sobie jaja.
-
Bardzo fajne. Może kiedyś nadarzy się okazja wypicia kawki...
-
Miro, tak na poważnie, to naprawdę szkoda mi czasu na bezpłciowe dyskusje. To co miałem z obowiązku napisać, już tutaj napisałem. Jeśli chodzi o fizyko-chemię spalania - odsyłam do odpowiedniego działu na naszym forum. Wszystko wyłożone jak kawa na ławę. . Pozdrówka.
-
Nie, abym się czepiał, gdyż nigdy tego nie użyję, ale moim obowiązkiem jest zwracać Państwa uwagę na tym forum, na wszelkiego rodzaju zagrożenia. Przypomnijcie sobie niedawną dyskusje nad "wynalazkiem" naszego Edisona.
-
Kiedy coś takiego piszesz, wydaje mi się (choć to tylko przypuszczenie), że nie kumasz zasad fizyko-chemii procesów wędzenia, a nawet prostego palenia. Idąc Twoim tokiem rozumowania, wypal dwa papierosy wewnątrz torebki foliowej założonej na głowę.
-
Co racja , to racja. Jednak nigdy tak świadomie nie pakowałem się w tarapaty. Poczekajmy, aż ten wynalazek zyska szerokie poparcie mistrzów od dymienia i wtedy pogadamy o ewentualnym jego kupnie. Dyskutowanie o czymś, czego nie posiadamy, moim zdaniem, mija się trochę z celem. Pozdrawiam.
-
[Rok 1953] Podział tusz zwierząt rzeźnych. Elementarz zadymiacza.
Maxell odpowiedział(a) na Maxell temat w Polska tradycja masarska
Do typu tłuszczowego zalicza się półtusze o krótkiej i szerokiej budowie, których mięśnie są stosunkowo silnie przetłuszczone, a tłuszcz jest mniej wyraźnie oddzielony od tkanki mięśniowej. Typ ten ma przeważnie słoninę o tej samej grubości na grzbiecie co i na bokach. Tłuszcz ze świń typu tłuszczowego jest bardziej miękki i łatwiej topliwy niż tłuszcz ze świń typu mięsnego. W zależności od płci dzieli się półtusze na następujące grupy: Świnie młode — półtusze pochodzące z uboju wieprzy (kastrowanych, jako prosięta) oraz maciorek, które nie były używane do rozpłodu, tzn. nie rodziły i nie są w ciąży. Maciory luźne — półtusze pochodzące z uboju macior, które były używane do rozpłodu, lecz w chwili uboju nie były prośne i nie karmiły młodych co najmniej przez 6 tygodni przed ubojem. Okoliczność tę stwierdza się na zasadzie stanu gruczołów mlecznych, które powinny znajdować się w stanie spoczynku. Późne kastraty — półtusze pochodzące z uboju samców kastrowanych w wieku późniejszym, przy czym rana pooperacyjna powinna być dokładnie zabliźniona. W zależności od ciężaru półtusze dzieli się na podgrupy. W zależności od grubości słoniny, mierzonej beż skóry na wysokości 7 kręgu piersiowego, dzieli się półtusze na trzy klasy. Podział tusz wieprzowych zarówno typu mięsnego, jak i tłuszczowego na grupy i klasy podany jest w tablicy 5. Półtusze pochodzące z uboju knurów, kastratów z nie zabliźnioną raną pooperacyjną, macior posiadających gruczoły mleczne w stanie czynnym, z uboju sztuk wychudzonych o słoninie cieńszej niż dolna granica podana dla klasy pierwszej — traktuje się jako braki. 3. CZĘŚCI ZASADNICZE PÓŁTUSZY WIEPRZOWEJ Następujące części zasadnicze otrzymuje się przy podziale półtuszy wieprzowej: głowę wieprzową, karkówkę wieprzową, schab, biodrówkę, szynkę, łopatkę, płat słoninowy, boczek, podgardle, pachwinę, żeberka wieprzowe, nogi wieprzowe i ogonek wieprzowy (rys. 25, 26). Szynkę i łopatkę dzieli się jeszcze w razie potrzeby na szynkę bez golonki i golonkę tylną oraz łopatkę bez golonki i golonkę przednią (tabl. 6). a. Głowa Głowę odcina się od półtuszy w stawie potylicznym i dalej wzdłuż krawędzi dolnej szczęki, przy czym zdejmuje się tłuszcz policzkowy w ten sposób, aby nie uszkodzić mięśnia żuchwowego, który pozostaje przy głowie. Głowa zawiera, kości czaszki oraz żuchwę. Przy wykrawaniu dzieli się głowę na: maskę — pokrywę skórną głowy wraz z tłuszczem podskórnym, tkanką łączną i drobnymi mięśniami leżącymi między skórą a czaszką; maska znajduje zastosowanie do produkcji wyrobów wędliniarskich gotowych (np. salceson); mięśnie szczęki dolnej (żwacz, m. skroniowy i mm. skrzydłowe) - są wybitnie ścięgniste, zalicza się je do wieprzowiny kl. IV; kości głowy - składające się z czerepu i szczęki dolnej: szczęka dolna zawiera znaczne ilości szpiku kostnego, natomiast czerep ma małą wartość użytkową. b. Karkówka Karkówka stanowi górną przednią część półtuszy. Oddziela się ją od przodu po linii odcięcia głowy, od góry i od strony zewnętrznej — po linii zdjęcia słoniny i podgardla, przy czym z powierzchni karkówki tłuszcz powinien być dokładnie zdjęty; od tyłu oddziela się karkówkę od schabu pomiędzy czwartym a piątym kręgiem piersiowym cięciem, prostopadłym do kręgosłupa. Granicę dolną stanowi dolna krawędź kręgów szyjnych; żebra odcina się po linii biegnącej od szyjki pierwszego żebra ku tyłowi wzdłuż dolnej krawędzi mięśnia biodrowo-żebrowego. Karkówka zawiera przepołowione kręgi szyjne oraz cztery pierwsze przepołowione kręgi piersiowe wraz z górnymi odcinkami żeber. Umięśnienie karkówki składa się z płaskich, ułożonych warstwowo mięśni silnie przetłuszczonych międzymięśniowo. Karkówka b.k. nosi nazwę baleronu, przeznacza się ją na produkcję wędzonek lub na kotlety. Z poszczególnych mięśni karkówki wyróżnia się wielkością i jakością część karkowa mięśnia zębatego brzusznego, którą przeznaczać należy na wieprzowinę kl. II, oraz przedni koniec mięśnia najdłuższego grzbietu, który przeznacza się na wieprzowinę kl. I. W górnej części karkówki znajduje się wąski bardzo ścięgnisty, twardy mięsień, który należy zawsze wyodrębnić i przeznaczyć na wieprzowinę kl. IV. Pozostałe mięśnie są cieńsze i mniejsze, toteż zwykle ze względu na silne przetłuszczenie przeznacza się je na wieprzowinę kl. III. c. Schab . Schab, tj. górną grzbietową część półtuszy, oddziela się od przodu po linii odcięcia karkówki od góry i od strony zewnętrznej po linii zdjęcia słoniny, przy czym na schabie pozostać powinna cienka warstwa tłuszczu grubości około 2 mm. Od dołu odcina się żebra wzdłuż dolnej krawędzi mięśnia biodrowo-żebrowego. Od tyłu schab odcina się cięciem prostopadłym do kręgosłupa w ten sposób, aby część chrząstkowa przedniego guza biodrowego pozostała przy schabie, część zaś kostna tego guza — przy biodrówce. Schab zawiera przepołowione kręgi piersiowe oprócz czterech pierwszych, przepołowione kręgi lędźwiowe oraz górne odcinki żeber od piątego do ostatniego włącznie. Umięśnienie schabu składa się w przeważającej części z mięśnia najdłuższego grzbietu zwanego polędwicą, mięsień ten okryty jest od zewnątrz ścięgnistą błoną. Polędwica jest jednym z najdelikatniejszych i najwartościowszych mięśni półtuszy wieprzowej. Polędwicę przeznacza się do produkcji wysoko wartościowych wędzonek lub konserw. Wzdłuż dolnej granicy mięśnia najdłuższego grzbietu biegnie wąski m. biodrowo-żebrowy; mięsień ten i pozostałe drobne mięśnie przeznacza się na wieprzowinę kl. III. M. lędźwiowy — polędwiczka — przeznacza, się na wieprzowinę kl. I. Schab jako całość przeznacza się na kotlety lub do pieczenia. d. Biodrówka Biodrówkę, tj. tylną grzbietową część półtuszy, odcina się od przodu po linii odcięcia schabu. Od góry i od strony zewnętrznej granicę stanowi linia zdjęcia słoniny, przy czym tłuszcz zewnętrzny musi być z biodrówki całkowicie zdjęty. Granicę dolną stanowi przedłużenie ku tyłowi dolnej granicy schabu. Od tyłu ogranicza biodrówkę linia odcięcia szynki. Biodrówka zawiera przepołowione pierwsze 2 ½ kręgu k. krzyżowej, przednią część k. biodrowej, poza tym — zależnie od budowy — często ostatni kręg lędźwiowy. Umięśnienie biodrówki składa się z części m. najdłuższego grzbietu przeznaczonego na wieprzowinę kl. I i mięśni ścięgnistych przeznaczonych na wieprzowinę kl. IV. Jako całość biodrówka nie znajduje większego zastosowania. e. Szynka Szynka jest górną częścią kończyny tylnej; odcina się ją od przodu po linii przebiegającej w odległości 6 do 8 cm od spojenia łonowego, licząc w kierunku do przodu i przez środek trzeciego kręgu k. krzyżowej, przy czym cięcie musi być przeprowadzone prostopadle do płaszczyzny rozcięcia półtusz. Od strony zewnętrznej granicę stanowi linia zdjęcia połcia słoniny przy czym pozostawiona być musi na szynce warstwa tłuszczu o grubości od 10 do 25 milimetrów. Od dołu szynkę odcina się od nogi nieco powyżej stawu skokowego cięciem prostopadłym do k. piszczelowej w ten sposób, aby główka k. piszczelowej pozostawała przy nodze, górna zaś połowa guza piętowego k. piętowej pozostawała przy szynce. Należy zwracać, uwagę, aby przy odcinaniu nogi nie odsłonić szpiku: k. piszczelowej oraz nie uszkodzić m. brzuchatego łydkowego. Fałdę tłuszczu krokowego, znajdującą się na wewnętrznej stronie szynki na linii tylnego i dolnego rozcięcia półtusz, odcina się od szynki bez naruszenia mięśni szynki. Pachwinę odcina się wzdłuż przedniej krawędzi m. czterogłowego, przy czym ten ostatni nie może być uszkodzony. Szynka z golonką zawiera kości — miednicę bez przedniej części k. biodrowej, k. udową, rzepkę kolanową, k. piszczelową bez dolnej główki, k. strzałkową i część guza piętowego k. piętowej. Umięśnienie szynki składa się z zespołu mm; pośladkowych; m. pośladkowy średni i m. pośladkowy powierzchowny jeśli nie są zbyt przetłuszczone, przeznacza się na wieprzowinę kl. II, wewnętrzny mięsień ścięgnisty — na wieprzowinę kl. IV. M. dwugłowy pokrywa szynkę od strony zewnętrznej; po usunięciu ścięgien i okrajaniu przetłuszczeń nadaje się na wieprzowinę kl. I. M. półścięgnisty ze względu na jasną barwę przeznacza się po odcięciu dolnego ścięgnistego zakończenia na wieprzowinę kl. II. M. półbłoniasty zawiera niewielkie rozcięgna, po których usunięciu i okrajaniu z tłuszczu i ścięgnistych zakończeń przeznacza się go na wieprzowinę kl. I. M. czterogłowy zawiera wewnątrz niezbyt grube rozcięgna, po których usunięciu jak również po usunięciu grubszej tk. łącznej oraz ścięgnistych zakończeń nadaje się na wieprzowinę kl. I. M. brzuchaty (łydkowy) i zespół mm. prostowników ze względu na ich ścięgnistość przeznacza się na wieprzowinę kl. IV. Tłuste okrawki z wyżej wymienionych mięśni przeznacza się na wieprzowinę kl. III. ' Szynkę jako całość przeznacza się na produkcję wędzonek lub na konserwy. f. Łopatka Łopatka stanowi przednią część kończyny przedniej. Odejmuje się ją od półtuszy w ten sposób, aby nie uszkodzić m. podłopatkowego, m. trójgłowego, zespołu mm. ramiennych, części ramiennej m. głębokiego piersiowego — które pozostać muszą przy łopatce. Do łopatki dołącza się też część piersiową m. zębatego brzusznego. Fałdę tłuszczu pachowego wraz z pokrywającą go skórą należy odciąć od łopatki i dołączyć do pachwiny. Od strony zewnętrznej warstwy tłuszczu grubsze niż 25 mm muszą być zdjęte wraz z połciem słoniny. Noga odcięta musi być nożem w górnej części stawu napięstkowego. Łopatka z golonką zawiera kości — k. łopatkową wraz z chrząstką, k. ramienną i kk. przedramienia. Umięśnienie łopatki składa się z m. przedgrzebieniowego, który ma trzy ścięgna przyczepione do k. ramiennej; ścięgna te w mięśniu przechodzą w rozcięgna, poza tym po stronie wewnętrznej mięsień ten ma błoniaste rozcięgno przyczepione do łopatki; po usunięciu tych rozcięgien mięsień może być przeznaczony na wieprzowinę kl. II. Podobną budowę i wartość posiada m. zagrzebieniowy; ma on dwa ścięgna i błoniaste rozcięgno przyczepione tak jak ścięgno poprzedniego mięśnia. M. trójgłowy posiada szerokie mocne rozcięgno przyczepione do wyrostka łokciowego; po usunięciu tego rozcięgna i pozostałych ścięgnistych końcówek przyczepowych mięsień ten przeznacza się na wieprzowinę kl. I. Zespół mm. ramiennych, mm. piersiowych i m. zębatego po usunięciu ścięgien przeznacza się na wieprzowinę kl. II lub III, a zespół mm. prostowników — na wieprzowinę kl. IV, Łopatka jako całość, zwana też szynką przednią, przeznaczana jest do produkcji wędzonek bądź na konserwy. g. Płat słoninowy Podskórna warstwa tłuszczu — słonina stanowi część zasadniczą zwaną płatem lub połciem słoniny. Ogranicza ją od góry linia rozcięcia półtusz, od dołu — linia odcięcia boczku, od przodu — linia biegnąca półkolisto w górę na łopatce, po czym — ukośnie aż do rowkowatego zagłębienia w skórze górnej części szyi, tzw. fałdy potylicznej, od tyłu linia biegnie półkolisto w górę na szynce w ten sposób, aby tłuszcz leżący około nasady ogona pozostał przy płacie słoninowym. Zależnie od grubości słoniny na bokach, szynce i łopatce linie odcięcia płatu słoninowego przesuwać się mogą w dół lub w górę oraz do przodu lub do tyłu, zawsze z takim wyliczeniem, aby grubość płatu słoninowego w najcieńszym miejscu nie była mniejsza niż 20 mm (mierzone ze skórą) lub 15 mm (bez skóry), oraz aby nie pozostawić na szynce i łopatce warstw tłuszczu grubszych niż 2,5 mm. Połeć słoniny może być ze skórą lub bez skóry, jednak musi być usunięta warstwa mięśni; dopuszczalne jest pozostawienie niewielkich warstw mięśniowych grubości do 2 mm na powierzchni wewnętrznej połcia i jednej warstewki o grubości do 3 mm — wewnątrz słoniny. Słonina ma zastosowanie jako tłuszcz jadalny. Słonina bez skóry zawiera od 70 do 88% tłuszczu. h. Boczek Boczek jest to dolna tłuszczowo-mięsna część półtuszy, którą ogranicza od góry linia odcięcia słoniny, od przodu — linia odcięcia łopatki, od dołu — odcięty pas tłuszczu wzdłuż dolnej linii mięśni, od tyłu pachwina odcięta po linii prostopadłej do dolnej krawędzi boczku tak, aby miękki tłuszcz pachwiny w całości pozostał przy pachwinie. Od żeber boczek powinien być odcięty w ten sposób, aby zawierał możliwie najwięcej mięśni, jednak na żebrach pozostawiona być musi cienka warstwa tkanki mięśniowej tak, aby kości były nią pokryte. Chrząstkowe zakończenie żeber oraz chrząstkowa część mostka pozostaje przy boczku. Uwaga. Przy półtuszach pochodzących z macior używanych do rozpłodu dolny pas tłuszczu odcina się od boczku powyżej linii sutek tak, aby rozwinięte gruczoły mleczne zostały odcięte od boczku. Boczek nie zawiera kości, lecz tylko chrząstkowe zakończenie żeber i mostka. Umięśnienie boczku składa się z szerokich cienkich mm. brzucha ułożonych warstwowo i silnie przerośniętych międzymięśniowo tłuszczem oraz z części m. zębatego; mięśnie te okryte są od strony zewnętrznej dość grubą warstwą tłuszczu podskórnego. Mięśnie boczku po oddzieleniu grubych warstw tłuszczu mogą być przeznaczone na wieprzowinę kl. III. Boczek jako całość przeznacza się na produkcję wędzonek lub na konserwy. i. Podgardle Podgardle jest to tłuszczowo-mięsna partia policzka i szyi ograniczona linią odcięcia, głowy, płatu słoninowego i łopatki. Podgardle pokryte jest od strony wewnętrznej warstwą gruczołów podszczękowych, pod którymi znajduje się warstwa mięśniowa silnie przetłuszczona, po stronie zewnętrznej znajduje się warstwa tłuszczu podskórnego. Gruczoły przeznacza się na wieprzowinę kl. V, warstwę mięśniową — na wieprzowinę kl. III. Tłuszcz podgardla jest twardy, trudno topliwy i nadaje się specjalnie do produkcji kiełbas. Podgardle po usunięciu gruczołów przeznacza się do produkcji salcesonów krwistych. / k. Pachwina Pachwina składa się z 4 części: fałdy tłuszczu pachowego odciętego od łopatki, pasa tłuszczu odciętego od boczku, fałdy tłuszczu krokowego odciętego od szynki i pachwiny właściwej ograniczonej liniami odcięcia łopatki, boczku, szynki i dolnego rozcięcia półtusz. Pachwina zawiera tylko skrawek m. brzucha; mięsień ten przeznacza się na wieprzowinę kl. III. Tłuszcz pachwiny jest topliwy, przeznacza się go do produkcji smalcu. l. Żeberka Żeberka są to żebra wraz z mostkiem pokryte cienką warstwą mięśni, odsłonięte po odcięciu boczku. Ograniczone są od góry linią odcięcia karczku i schabu, od przodu — przednią krawędzią pierwszego żebra, od tyłu — tylną krawędzią ostatniego żebra, od dołu — linią zakończenia żeber kostnych i linii przecięcia mostka. Żeberka zawierają kości — żebra bez górnych odcinków pozostałych przy schabie i karkówce oraz połowę mostka. Umięśnienie żeberek składa się: z mm. międzyżebrowych oraz cienkiej warstwy m. najszerszego grzbietu i m. zębatego, pozostawionych na żebrach przy zdejmowaniu słoniny, łopatki i boczku, wreszcie — z mięsistej części przepony brzusznej. Mięśnie te przeznacza się na wieprzowinę kl. III. Żeberka jako całość przeznacza się na cele kulinarne, a wyjątkowo tylko na wędzonkę. m. Nogi Nogi — dolne odcinki kończyn — odcina się po liniach odcięcia szynki i łopatki. Nogi tylne zawierają kości palców, nadpęcia, stępu, bez części guza piętowego, oraz główkę k. piszczelowej. Nogi przednie zawierają kości — palców, nadpęcia i k. napięstka. Nogi prawie nie zawierają mięśni, natomiast znaczne ilości ścięgien i skóry. Nogi przeznacza się do celów kulinarnych. W czasie gotowania otrzymuje się z nóg dużą ilość płynnej żelatyny cennej w przetwórstwie konserwowym jako zalewa. n. Ogonek Ogonek odcina się od półtuszy przez środek trzeciego kręgu k. krzyżowej oraz oddziela w ten sposób, aby przy nasadzie ogona pozostało jak najmniej mięśni i tłuszczu. Ogonek zawiera pół przedostatniego i ostatni kręg krzyżowy oraz wszystkie kręgi ogonowe; przeznacza się go na cele kulinarne. o. Golonki W przypadku wprowadzenia do obrotu szynki i łopatki bez golonek: Golonkę tylną odcina się piłą od szynki po linii biegnącej na wysokości 1/3 (mierzone od góry) k. piszczelowej (podudzia) i przez dolną część m. brzuchatego (łydkowego). Golonka tylna odcięta od szynki zawiera kości — 2/3 części obu kk. podudzia oraz część guza piętowego k, piętowej. Umięśnienie golonki składa się z dolnej części m. brzuchatego (łydkowego) i zespołu mm. prostowników; przeznacza się je na wieprzowinę kl. IV. Golonką przednią odcina się od łopatki piłką w ten sposób, aby dolna nasada k. barkowej pozostała przy golonce, górna zaś połowa wyrostka łokciowego k. łokciowej pozostała przy łopatce. Golonka przednia odcięta od łopatki zawiera kości — kk. przedramienia (podbarcza) bez górnej połowy wyrostka łokciowego oraz dolną nasadę k. barkowej. Umięśnienie golonki składa się z zespołu mm. prostowników, które przeznacza się na wieprzowinę kl. IV. Golonki jako całości przeznacza się na wyroby peklowane, lub po usunięciu kości na konserwy. p. Okrawki Okrawki mięsa razem ze znajdującym się przy nich tłuszczem, pozostałe przy podziale półtusz na części zasadnicze, nie stanowią oddzielnych części zasadniczych, lecz określa się je jak wieprzowinę bez kości i przeznacza na przetwory z mięsa rozdrobnionego. r. Kości Kości wieprzowe otrzymywane przy podziale części zasadniczych na mięso bez kości dzieli się na kości konsumpcyjne t.j. przeznaczone do sprzedaży w sklepach detalicznych i techniczne przeznaczone do przetwórstwa. Do kości konsumpcyjnych zalicza się: wszystkie kości rurkowe, kości kręgosłupa wraz z górnymi odcinkami żeber (od schabu), kości miednicy, kości mostka. 4. TŁUSZCZE WIEPRZOWE NIE WCHODZĄCE W SKŁAD PÓŁTUSZY a. Sadło Sadło stanowi tłuszcz okołonerkowy i wyściełający jamę brzuszną; od strony wewnętrznej pokryte jest mocną błoną surowiczą. Sadło zawiera od 88 do 93% tłuszczu; przeznacza się je do wytapiania smalcu. Błona surowicza pokrywająca sadło może być po oddzieleniu od tłuszczu przeznaczona na osłonki do gatunkowych wędzonek. Sadła uzyskuje się 1,6 do 3,7% w stosunku do ciężaru żywca. b. Otoczka Otoczka jest to tłuszcz odłożony na krezkach jelit; do otoczki zalicza się też sieć otaczającą żołądek. Otoczka nie powinna zawierać trzustki. Otoczka zawiera od 50 do 80% tłuszczu. Przeznacza się ją do wytapiania smalcu niższego gatunku oraz jako tłuszcz do produkcji popularnych wyrobów wędliniarskich. Otoczki uzyskuje się 1,3 do 2,2% w stosunku do ciężaru żywca. 5. ELEMENTY WIEPRZOWE DLA SKLEPÓW GARMAŻERYJNYCH Podział półtusz wieprzowych na elementy w celu zaopatrzenia sklepów garmażeryjnych jest zgodny z podziałem na części zasadnicze. Do zaopatrzenia sklepów garmażeryjnych przeznacza się: głowę, karkówkę, schab, biodrówkę, szynkę bez golonki, łopatkę bez golonki, golonkę tylną i golonkę przednią, słoninę, boczek, żeberka i nogi. Nie przeznacza się na zaopatrzenie sklepów garmażeryjnych: podgardla, pachwiny i ogonka. Części te przeznacza się na cele przetwórcze lub do żywienia zbiorowego. 6. ELEMENTY WIEPRZOWE KULINARNE Elementy kulinarne otrzymuje się z półtusz lub części zasadniczych uzyskanych z uboju sztuk niezbyt przetłuszczonych, młodych (w wieku około 1 roku); nie wykorzystuje się w tym celu z reguły mięsa macior używanych do rozpłodu i późnych kastratów. Przed przystąpieniem do wykrawania elementów kulinarnych z półtusz uprzednio dzieli się je na części zasadnicze. Podział części zasadniczych przeprowadza się według poniższych wskazówek. Części zasadnicze — słonina, boczek, żeberka, golonki, nóżki i ogonek. — stanowią bez dalszego przykrawania elementy kulinarne. Części zasadnicze — głowę, karkówkę, schab, biodrówkę, szynkę bez golonki i łopatkę bez golonki — poddaje się wykrawaniu w celu otrzymania elementów kulinarnych. Poszczególne części zasadnicze podlegające wykrawaniu dzieli się na elementy kulinarne w sposób następujący: Głowę dzieli się na — ucho świńskie i maskę. Ucho odcina się od głowy z krążkiem przyległego tłuszczu, po czym zdejmuje się maskę, tj. skórę wraz z podskórną tkanką łączną, mięśniową i tłuszczową; mięśnie szczęki dolnej wykrawa się i przeznacza na mięso do mielenia. Z karkówki wykrawa się kości, po czym pozostałą część mięśniową; po odcięciu twardego ścięgnistego mięśnia karku i po okrajaniu z luźnych strzępów mięsa i tłuszczu przeznacza się na kotlety karkowe. Ze schabu wycina się kręgi wraz z wyrostkami ościstymi i poprzecznymi pozostawiając tylko żebra, po czym okrawa się luźne strzępy mięsa. Otrzymany element przeznacza się na kotlety schabowe. Biodrówkę po wykrajaniu kości przeznacza się na pieczeń (bez kości). Szynkę bez golonki dzieli się na pieczeń i steki. Szynkę okrawa się ze skóry i tłuszczu zewnętrznego, po czym wykrawa się kości. M. czterogłowy po okrajaniu ścięgnistych zakończeń przeznacza się na pieczeń. Zespół mm. pośladkowych, m. dwugłowy, m. półścięgnisty i m. półbłoniasty po okrajaniu ścięgien, grubszych powięzi, tłuszczu i strzępów mięsa przeznacza się na steki. M. łydkowy i okrawki mięsne przeznacza się na mięso do mielenia. Łopatkę bez golonki dzieli się na pieczeń i steki. Łopatkę okrawa się ze skóry i tłuszczu zewnętrznego, po czym wykrawa się kości. M. trójgłowy ramienia po odkrajaniu ścięgnistych zakończeń i usunięciu rozcięgien przeznacza się na steki. Mm. zagrzebieniowy i przedgrzebieniowy oraz zespół mm. ramiennych i mm. piersiowych po odkrajaniu grubszych ścięgien i luźnych strzępów przeznacza się na pieczeń. Podgardla i pachwiny nie dzieli się na elementy kulinarne, lecz poddaje się wykrawaniu na — mięso do mielenia, tłuszcz, skórki, części krwawe i gruczoły. Okrawki pozostające przy wykrawaniu dzieli się na: a) mięso do mielenia, b) tłuszcz drobny, c) skórki, d) części krwawe, gruczoły, ścięgna (żyły) i powięzie, e) kości. Orientacyjne ilości stosunkowe poszczególnych elementów, ich części i okrawków otrzymywanych z półtuszy przeciętnej jakości podane są w tablicy 7. Mięso na steki, kotlety schabowe i kotlety karkowe jest najdelikatniejszym mięsem, które wymaga tylko krótkotrwałej obróbki termicznej (smażenia). Mięso na pieczeń wymaga intensywniejszej obróbki termicznej (pieczenie). Żeberka i boczek mogą być duszone lub gotowane. Ucho, maska, golonka, nóżki i skórki wymagają najdłuższej obróbki termicznej (gotowania). Mięso do mielenia przeznacza się na potrawy z mięsa rozdrobnionego. Mięso krwawe — na potrawy popularne gotowane. Kości przeznacza się do zup. 7. WIEPRZOWINA BEZ KOŚCI NA PRZETWORY Z MIĘSA ROZDROBNIONEGO Mięso bez kości otrzymane przy wykrawaniu wieprzowiny w częściach zasadniczych bądź otrzymane jako okrawki przy innych podziałach dzieli się na: Wieprzowinę — tkankę mięśniową wraz z tłuszczem śródmięśniowym oraz, zależnie od klasy wieprzowiny, z tłuszczem międzymięśniowym, z przylegającą do mięśni tkanką łączną (włóknistą), z gruczołami i ewentualnymi przekrwieniami. Wieprzowinę dzieli się na 5 klas. Tłuszcz — tkankę tłuszczową pozbawioną skóry, tkanki mięśniowej, gruczołów i przekrwień. Skórki — skórę pozbawioną szczeciny i naskórka oraz dokładnie oczyszczoną z tłuszczu podskórnego. Jakości mięsa wieprzowego bez kości w poszczególnych klasach określone są w tablicy 8. Wykrawanie wieprzowiny z części zasadniczych przeprowadza się w następującej kolejności: Najpierw zdejmuje się dokładnie skórę i tłuszcz zewnętrzny z poszczególnych części zasadniczych, następnie wykrawa się kości, po czym dzieli wieprzowinę b. k. na klasy. Wskazane jest przeprowadzić podział na klasy dzieląc mięso wzdłuż powięzi na poszczególne mięśnie i dopiero, zależnie od charakteru mięśnia, przeznaczać je do właściwej klasy. W ten sposób uzyskuje się stosunkowo dużo więcej mięsa klasy I i II niż przy pospolicie stosowanej metodzie dzielenia mięsa w poprzek mięśni. Od mięśni przeznaczonych do I, II i III klasy wieprzowiny b. k. należy odciąć ścięgniste zakończenia i powykrawać rozcięgna. Stosunek ilościowy wieprzowiny b. k. poszczególnych klas oraz tłuszczu, skórek i kości uzyskiwanych z półtusz przeciętnej jakości orientacyjnie wskazuje poniższe zestawienie: 8. PODROBY WIEPRZOWE Do podrobów wieprzowych zalicza się — ośrodek, śledzionę, nerki i mózg. a. Ośrodek wieprzowy składa się pod względem anatomicznym z języka, krtani, tchawicy, przełyku, płuc, serca z częścią aorty, wątroby oraz ścięgnistej części przepony brzusznej. Podziału ośrodka dokonuje się na następujące części: Ozorek wieprzowy — odcięty przy nasadzie, bez krtani, kości podjęzycznych i strzępów mięsa. Ozorek nie powinien być pozacinany. Przeznacza się go do produkcji konserw lub do gatunkowych wyrobów wędliniarskich. Płuca wieprzowe — zawierają krtań, tchawicę, przełyk, płuca właściwe, część aorty oraz ścięgnistą część przepony brzusznej. Płuca przeznacza się do produkcji popularnych wyrobów wędliniarskich. Serce wieprzowe — powinno być tak odcięte od ośrodka, aby nie zawierało aorty. Serce powinno być przecięte jednym cięciem, tak aby otwarte były obie komory i oba przedsionki z których usunięte być muszą skrzepy krwi. Serce przeznacza się do produkcji salcesonów oraz do produkcji kiełbas popularnych. Wątroba wieprzowa — nie może zawierać woreczka żółciowego ani nie może być poplamiona żółcią, poza tym przy wątrobie nie mogą znajdować się części przepony brzusznej i ścięgnistego więzadła, które pozostać muszą przy płucach. Wątrobę przeznacza się do produkcji pasztetów i gatunkowych kiszek oraz do celów kulinarnych. b. Śledziona wieprzowa nie może zawierać części sąsiednich organów i tłuszczu. Śledzionę przeznacza się na popularne wyroby wędliniarskie lub na wyroby kulinarne wraz z nerkami. c. Nerki wieprzowe nie mogą zawierać moczowodów. Nerki przeznacza się na wyroby kulinarne i konserwy. d. Mózg wieprzowy składa się z dwóch półkul mózgu i móżdżku, bez rdzenia kręgowego. Mózg przeznacza się na wyroby kulinarne, do produkcji konserw oraz wyrobów wędliniarskich. 9. JELITA WIEPRZOWE W skład kompletu jelit wieprzowych wchodzą: żołądek, jelito cienkie, jelito grube i pęcherz. Żołądek wieprzowy, oczyszczony z treści pokarmowej i ze śluzu pokrywającego jego stronę wewnętrzną, przeznacza się na osłonki do salcesonów. Żołądki pozbawione śluzówki (przeznaczonej na cele farmaceutyczne) nie nadają się na osłonki, natomiast przeznaczać je można, lecz tylko w stanie świeżym, jako surowiec do masy mięsnej gotowanych wyrobów wędliniarskich. Jelita cienkie wieprzowe — kiełbaśnice — oczyszczone z treści pokarmowej i błony śluzowej (szlamowane) przeznacza się na osłonki do kiełbas. Jelito grube wieprzowe dzieli się na; jelito ślepe zwane kątnicą wieprzową, okrężnicę która dzieli się z kolei na jelito środkowe i jelito grube właściwe oraz jelito proste zwane krzyżówką wieprzową. Jelita grube oczyszcza się z treści pokarmowej i śluzu; jelit tych się nie szlamuje. Kątnice i jelito grube właściwe przeznacza się jako osłonki na kiszki popularne. Prosty odcinek jelita grubego właściwego przeznaczony bywa do produkcji niektórych kiełbas. Krzyżówkę przeznacza się na osłonki do wysokogatunkowych kiszek oraz do produkcji salami itp. Pęcherze wieprzowe przeznacza się na osłonki do wędzonek, salcesonów i rolad. 10. KREW WIEPRZOWA Z jednej sztuki świni otrzymuje się około 3% krwi w stosunku do ciężaru żywca. Przy odwłóknieniu krwi wieprzowej otrzymuje się krwi odwłóknionej 90 - 95% oraz skrzepów włóknika 5 - 10%. Przy wirowaniu krwi odwłóknionej otrzymuje się surowicy 45 - 50% i krwinek 55 - 50%. Z krwi stabilizowanej dodatkiem 50 g 10-procentowego roztworu cytrynianu sodowego na 1 litr krwi otrzymuje się nieco więcej osocza niż surowicy przy wirowaniu krwi odwłóknionej. Krew wieprzowa odwłókniona i stabilizowana używana jest do produkcji wyrobów krwistych, jak kaszanka, salceson krwisty itp. Skrzepy krwi użyte być mogą do produkcji wyrobów krwistych, po ugotowaniu i rozdrobnieniu na wilku. Krwinki otrzymane zarówno z krwi odwłóknionej, jak i z krwi stabilizowanej stosuje się do produkcji wyrobów krwistych, jednak z uwagi na słabą siłę wiążącą używa się ich nie więcej niż 50% ogólnej ilości krwi dodając resztę w postaci krwi odwłóknionej lub stabilizowanej. Osocze z krwi stabilizowanej jest barwy żółtaworóżowawej. Osocza używa się do produkcji kiełbas; zastępować ono może, w odpowiednim stosunku, części mięsa wołowego. Osocze zastępować może, również w przemyśle, białko kurze. Surowica krwi odwłóknionej może być również stosowana do produkcji kiełbas. Krew wieprzowa może być używana do celów technicznych, np. do produkcji albuminy, mączki krwistej pastewnej itp. 11. NIEJADALNE PRODUKTY UBOCZNE Z UBOJU ŚWIŃ Z uboju świń otrzymuje się szereg produktów, nie nadających się do spożycia, posiadających jednak wartość użytkową dla celów technicznych. Są nimi: szczecina używana do wyrobów szczotkarskich i tapicerskich, raciczki — do produkcji lanego lub prasowanego rogu oraz mączki nawozowej, okrawki mięsa i tłuszczu nie nadające się do spożycia — do wyrobu tłuszczu technicznego i mączki pastewnej, krupony tj. skóry grzbietowe, z których otrzymuje się skóry na obuwie i wyroby galanteryjne, gruczoły wydzielania wewnętrznego przeznaczone do przeróbki na cele lecznicze. Uwaga: Aktualną klasyfikacje mięsa wieprzowego drobnego można znaleźć tutaj: /topic/7549-i4-wieprzowina-wykrawanie-wieprzowych-czesci-zasadniczych/?p=254799 IV. PODZIAŁ TUSZY BYDLĘCEJ 1. ŻYWIEC Hodowla bydła w Polsce ma na celu uzyskanie przede wszystkim mleka. Mięso wołowe jest raczej dodatkowym, aczkolwiek ważnym produktem hodowli. Wpływa to poważnie na jakość żywca przeznaczanego do uboju, ponieważ bydło mleczne ma mniej rozwinięte umięśnienie niż bydło typu mięsnego, a w dodatku do uboju przeznacza się przede wszystkim starsze krowy wybrakowane z hodowli i młodzież nie nadającą się do hodowli. W związku z tym żywiec rzeźny w Polsce jest przeważnie miernej jakości, a do uboju przychodzi niejednokrotnie niedostatecznie utuczony (odkarmiony). Właściwe sklasyfikowanie żywca nabiera w tych warunkach specjalnego znaczenia, gdyż od niego zależy umożliwienie działom produkcyjnym kierowania właściwego surowca do produkcji lub wyrębu. Najliczniej reprezentowana jest u nas wybitnie mleczna rasa nizinna czarnobiała. W warunkach Wspomnianych wyżej należycie wyrośnięte i dobrze utuczone osobniki tej rasy należy uważać za wartościowy materiał rzeźny. Dobry żywiec rzeźny przy należytym wyrośnięciu i utuczeniu daje rasa czerwona polska. We wschodnich dzielnicach naszego kraju oraz w okolicach podgórskich występuje przeważnie bydło drobne, z którego tylko dobrze umięśnione sztuki mają pewną wartość rzeźną. Z uwagi na wiek i płeć dzieli się bydło na: młodzież obu płci do dwóch lat wieku, bydło dorosłe powyżej 2 lat (jałowice, krowy i woły), buhaje powyżej 2 lat. Cielęta ssące ze względu na specjalny charakter mięsa stanowią oddzielną grupę zwierząt rzeźnych. 2. TUSZE, PÓŁTUSZE I ĆWIERCI WOŁOWE Tuszę wołową stanowi ciało bydlęcia wykrwawione podczas uboju, pozbawione skóry, głowy odciętej w stawie potylicznym, nóg odciętych w dolnej części stawu napięstkowego lub skokowego oraz ośrodka, przewodu pokarmowego, sieci, łoju otokowego wraz z trzustką i śledzioną, wewnętrznych i zewnętrznych części narządów płciowych, pęcherza oraz wymienia; poza tym muszą być również usunięte ewentualnie występujące skrzepy krwi. Do tuszy zalicza się ścięgna kończyn, biegnące wzdłuż kości nadpęcia (śródstopia lub śródręcza). Do obrotu nie wprowadza się całych tusz wołowych, lecz dzieli je na półtusze lub ćwierci. Półtusze wołowe otrzymuje się przez symetryczny podział tuszy wzdłuż kręgosłupa, przy czym kręgi muszą być rozpołowione, a wyrostki ościste kręgosłupa pozostawione na przemian jeden przy prawej drugi przy lewej półtuszy; ogon należy do półtuszy prawej. Poza tymi, usuwa się rdzeń kręgowy, nerki, łój okołonerkowy, mosznowy, krokowy i podmostkowy, których do półtuszy się nie zalicza. Półtusze wołowe o ciężarze powyżej 55 kg dzieli się pomiędzy ostatnim a przedostatnim żebrem na ćwierć tylną i ćwierć przednią. Półtusze i ćwierci wołowe klasyfikuje się zależnie od płci i wieku na grupy oraz zależnie od stanu umięśnienia i stopnia otłuszczenia na klasy. Charakterystykę półtusz i ćwierci w ramach poszczególnych grup i klas podano w tablicy 10. Półtusze i ćwierci bydła dorosłego kl. I i II przeznacza się do wyrębu dystrybucyjnego. Półtusze i ćwierci bydła dorosłego kl. III, młodzieży i buhajów przeznacza się przede wszystkim do przetwórstwa wędliniarskiego. Półtusze i ćwierci bydła dorosłego kl. IV przeznaczać można bądź do wyrębu jako mięso niższej klasy, bądź do przetwórstwa na wędliny popularne. 3. CZĘŚCI ZASADNICZE PÓŁTUSZ I ĆWIERCI WOŁOWYCH Następujące części zasadnicze (rys. 28) otrzymuje się przy podziale półtusz i ćwierci wołowych: polędwicę wołową, ogon wołowy, udziec wołowy, łojówkę, plecówkę, szyję wołową, górnicę i piersiówkę. Podział ćwierci tylnej. a. Polędwica Polędwicę stanowi m. lędźwiowy wraź z powięzią własną i przyległym tłuszczem. Polędwicę oddziela się w okolicy kości biodrowej i dalej wzdłuż wyrostków poprzecznych kręgów lędźwiowych. Polędwica jest najdelikatniejszym mięśniem półtuszy wołowej; przeznacza się ją na wykwintne potrawy. b. Ogon Ogon odcina się u nasady, tj. na granicy powierzchni udźca. Cięcie wypada, zależnie od stopnia utuczenia sztuki, za pierwszym lub drugim kręgiem ogonowym; w związku z tym ogon zawiera kręgi ogonowe bez jednego lub dwóch pierwszych kręgów. Ogon ma bardzo słabe umięśnienie; przeznacza się go na cele kulinarne (do gotowania). c. Udziec Udziec wołowy stanowi tylną część tułowia wraz z górną częścią kończyny tylnej. Udziec odcina się między ostatnim a przedostatnim kręgiem lędźwiowym, cięciem prostopadłym do kręgosłupa i dalej linią ukośną, tak aby mięśnie brzucha (łata) pozostały przy łojówce. Udziec zawiera kości — przepołowiony ostatni kręg lędźwiowy, przepołowione kręgi kości krzyżowej i jeden lub dwa kręgi ogonowe, połowę kości obręczy miedniczej, k. udową, kk. goleni (podudzia) rzepkę kolanową i wszystkie kk. skoku. Umięśnienie udźca stanowi: zespół mm. pośladkowych, z których m. pośladkowy średni przeznacza się na wołowinę I lub II kl., pozostałe na wołowinę kl. III, m. dwugłowy, m. półbłoniasty, m. biodrowy i m. czterogłowy po wyżyłowaniu— na wołowinę I lub II kl., m. półścięgnisty, m. brzuchaty łydkowy, zespół mm. prostowników i inne drobne mięśnie — na wołowinę kl. III. Udziec jako całość ze względu, na rozmiary i różnorodny charakter mięśni, nie znajduje zastosowania; do celów kulinarnych dzielić go należy na poszczególne mięśnie lub zespoły, toteż do dystrybucji wskazane jest przeznaczanie udźca bez kości lub elementy kulinarne z udźca. U sztuk wytuczonych nieraz znaczne ilości łoju gromadzą się w tkance łącznej między mięśniami udźca. d. Łojówka Łojówka jest częścią lędźwiowo-brzuszną ćwierci tylnej pozostałą po odcięciu udźca, polędwicy i ogona. Łojówka zawiera kości — przepołowiony ostatni kręg piersiowy wraz z żebrem i przepołowione pierwsze 5 kręgów lędźwiowych. W części lędźwiowej znajduje się m. najdłuższy grzbietu, który wchodzi w skład rostbefu. Mięsień ten po wyżyłowaniu przeznacza się na wołowinę I lub II kl., a w całości — na pieczeń. Umięśnienie części brzusznej — „łaty" — składa się z m. prostego, mm. skośnych, m. poprzecznego brzucha i m. stożkowatego, przy czym pochwa m. prostego brzucha bardzo gruba i silnia tworzy otoczkę rozcięgnową i ze względu na dużą twardość przedstawia minimalną wartość konsumpcyjną. Mięśnie brzucha przeznacza się na wołowinę kl. III lub do gotowania. Łojówkę jako całość przeznaczyć można do dystrybucji jako mięso rosołowe z kością. Podział ćwierci przedniej. a. Plecówka Plecówka jest górną częścią kończyny przedniej. Odejmuje się ją od ćwierci przedniej w ten sposób, aby nie uszkodzić m. podłopatkowego; m. trójgłowego, zespołu mm. ramiennych i części podłopatkowej m. piersiowego głębokiego; płaska chrząstka łopatki wraz z pokrywającym ją umięśnieniem powinna pozostać przy górnicy. Plecówka zawiera kości — łopatkę bez chrząstki, k. ramienną, kk. podbarcza (promieniową i łokciową) oraz kk. napięstka. Umięśnienie plecówki stanowią: mm. przedgrzebieniowy i zagrzebieniowy, które u sztuk mięsistych po wyżyłowaniu przeznaczyć można na wołowinę I lub II kl., m. trójgłowy — delikatny, który należy przeznaczyć po wyżyłowaniu na wołowinę I lub II kl.; do tejże klasy przeznaczyć można grubszą część m. piersiowego głębokiego. Pozostałe mięśnie — ścięgniste w mniejszym lub większym stopniu — przeznacza się na wołowinę III kl. Plecówka jako całość podobnie jak udziec nie znajdują zastosowania, dzielić ją należy na elementy kulinarne ostateczne lub przeznaczyć do dystrybucji po wyjęciu kości. b. Szyja Szyję — przednią część karku — odcina się między drugim a trzecim kręgiem szyjnym. Szyja zawiera kości — przepołowione pierwsze dwa kręgi szyjne. Mięśnie szyi są przekrwione i mogą być przeznaczone jedynie na wołowinę kl. V, do celów kulinarnych mają małą wartość. c. Górnica Górnicę stanowi część karku od trzeciego kręgu i górna część partii piersiowej. Odcina się ją od mostka po linii biegnącej od szyjki pierwszego do przedostatniego żebra na wysokości jednej trzeciej długości tego żebra mierzonej od kręgosłupa. Górnica zawiera kości — 5 ostatnich przepołowionych kręgów szyjnych i 12 przepołowionych kręgów piersiowych wraz z przyległymi górnymi odcinkami żeber. Umięśnienie górnicy składa się w części piersiowej z przedniej części m. najdłuższego grzbietu, który przeznacza się na wołowinę I lub II kl. lub na pieczyste, z m. trapezoidalnego — na wołowinę III kl., z mięśni karku — na wołowinę kl. III, jedynie grubszą część m. zębatego przeznaczyć można do kl. I lub II. Na cele kulinarne — na gulasz — przeznacza się mięśnie karku, a pozostałą część górnicy — po wyjęciu kości — na pieczyste. Górnica jako całość przeznaczona być może do wyrębu jako mięso rosołowe z kością. d. Piersiówka Piersiówkę stanowi pozostała część dolna ćwierci przedniej (dolne odcinki żeber wraz z mostkiem) odcięta od górnicy. Piersiówka zawiera kości — dolne odcinki pierwszych 12 żeber wraz z żebrami chrząstkowymi, łukiem żebrowym i połową kości mostka. Umięśnienie piersiówki stanowią: w partii mostkowej — część mostkowa m. piersiowego głębokiego i m. piersiowego powierzchniowego, w partii żebrowej — m. najszerszy grzbietu, m. zębaty i mm. międzyżebrowe. Mięśnie te przeznacza się na wołowinę III kl. Piersiówkę jako całość przeznacza się na mięso rosołowe z kością. Warstwa łoju zewnętrznego (podskórnego) pozostawiona na częściach zasadniczych nie powinna przekraczać 0,5 cm grubości. Łój podskórny przeznacza się do przetopienia na łój topiony jadalny. e. Kości Kości wołowe otrzymywane przy podziale części zasadniczych na mięso bez kości dzieli się na kości konsumpcyjne, i techniczne. Do kości konsumpcyjnych zalicza się kość udową, kość piszczelową, kość ramienną, kość łokciową. Pozostałe kości przeznacza się na cele techniczne. 4. TŁUSZCZE WOŁOWE NIE NALEŻĄCE DO PÓŁTUSZ I ĆWIERCI Łój okołonerkowy . Łój okołonerkowy jest cennym łojem jadalnym. Z jednej sztuki bydła otrzymuje się, zależnie od stopnia utuczenia, od 0,3 do 3% łoju surowego w stosunku do ciężaru żywca. Ze sztuk bardzo tłustych — nawet więcej. Z łoju surowego przy topieniu otrzymuje się 65 — 86% łoju topionego. Łój otokowy, sieć i łój z żołądków, Łój otokowy, sieć i łój z żołądków przeznacza się przeważnie do celów technicznych, jednak ze sztuk dobrze wy tuczonych nadają się one również jako dobry łój jadalny. Z jednej sztuki otrzymuje się 0,5 do 2% łoju otokowego, 0,4 do 2,8% sieci i łoju z żołądków (w stosunku do ciężaru żywca). Z łojów tych otrzymuje się przy wytapianiu od 42 do 70% łoju topionego.v Inne rodzaje łoju Z innych rodzajów łoju - łój podmostkowy z dobrze wy tuczonych sztuk, łój mosznowy, krokowy, osierdziowy, dopuszczone są do wytapiania w celach konsumpcyjnych lub też przeznacza się je do celów technicznych. 5. ELEMENTY WOŁOWE DLA SKLEPÓW GARMAŻERYJNYCH Elementy przeznaczone na zaopatrzenie sklepów garmażeryjnych wykrawa się z półtusz lub ćwierci jałówek, krów i wolców powyżej 2 lat kl. I, II i III. Nie dopuszcza się sztuk miernie i słabo umięśnionych oraz młodzieży, buhajów i starszych wołów. Półtusze i ćwierci dzieli się najpierw na części zasadnicze po czym dopiero przystępuje się do dalszego podziału na elementy wg niżej podanych wskazówek. Ogona i szyi nie przeznacza się na elementy do zaopatrzenia sklepów garmażeryjnych; lecz na inne cele, jak; przetwórstwo lub żywienie zbiorowe. Polędwica stanowi element bez dalszej obróbki. Od udźca oddziela się w stawie kolanowym kość goleniową wraz z kk. skoku i zespołem mm. prostowników, zwanych „pręgą” bez naruszenia mięśnia brzuchatego (łydkowego), który wraz z ścięgnem Achillesa pozostaje przy udźcu. Kość goleniowa ze skokiem i pręgą stanowi element zwany pręgą tylną z k. Pręga tylna zawiera kk. goleni podudzia i skoku. Z pozostałej części udźca wyjmuje się kości w ten sposób, aby możliwie nie uszkodzić mięśni i uzyskuje się w ten sposób element pod nazwą udziec b.k. Od łojówki odcina się na granicy mięśnia biodrowo-żebrowego mięśnie brzucha, tzw. „łatę", wraz z dolnym odcinkiem ostatniego żebra. Łatę wraz z żebrem przeznacza się do przetwórstwa. Pozostała część łojówki stanowi element zwany rostbefem. Zawiera ona kości — przepołowiony ostatni kręg piersiowy z górnym odcinkiem żebra i przepołowione pierwsze 5 kręgów lędźwiowych. . Od plecówki odcina się w stawie łokciowym kk. podbarcza wraz z kk. napięstka i zespołem mm. prostowników (pręgą) jako element zwany pręgą przednią z k. Przednia pręga z k. zawiera kk. napięstka, kk. podbarcza i dolną główkę k. barkowej . Z pozostałej części plecówki usuwa się kości w ten sposób, aby możliwie nie uszkodzić mięśni i uzyskuje, się element zwany mięso z łopatki. Górnicę dzieli się na następujące elementy: karkówkę, rozbratel i antrykot. Karkówkę oddziela się między ostatnim kręgiem szyjnym a pierwszym kręgiem piersiowym. Karkówka zawiera 5 ostatnich przepołowionych kręgów szyjnych. Rozbratel oddziela się od antrykotu między szóstym a siódmym kręgiem piersiowym. Rozbratel zawiera przepołowione pierwsze 6 kręgów piersiowych wraz z przyległymi do nich górnymi odcinkami żeber. Antrykot stanowi pozostałą część górnicy i zawiera 6 kręgów piersiowych (od 7 do 12 włącznie) wraz z przyległymi do nich górnymi odcinkami żeber. Piersiówkę dzieli się piłką wzdłuż linii biegnącej na granicy żeber kostnych i chrząstkowych na dwa elementy — szponder i mostek. Szponder zawiera dolne odcinki pierwszych 12 żeber, mostek — przepołowione kości mostka wraz z żebrami chrząstkowymi i łukiem żebrowym. Przy rozbiorze półtusz wołowych średniej jakości na elementy dla zaopatrzenia sklepów garmażeryjnych otrzymuje się: z elementów przeznaczonych na zaopatrzenie sklepów — 1) polędwicy 1,8%, 2) udźca b.k. 23,5%, 3) pręgi tylnej z k. 3,6%, 4) rostbefu z k. 5%, 5) mięsa z łopatki b.k. 10%, 6) pręgi przedniej z k. 3,7%, 7) karkówki z k. 6,1%, 8) rozbratla z k. 7%, 9) antrykotu z k. 5,3%; 10) szpondra 9,2%, 11) mostka 6,8%; ' ' z pozostałych elementów przeznaczonych do przetwórstwa — 12) ogona 0,3%, 13) szyi 1,5%, 14) łoju 1,2%, 15) mięsa bez kości (łata) 5%, 16) mięsa krwawego 0,5%, 17) kości 9%, 18) straty rozbiorowej 0,5%. — (liczby orientacyjne). ; . 6. ELEMENTY WOŁOWE KULINARNE: Elementy kulinarne uzyskuje się z wołowiny w ćwierciach lub półtuszach klasy I łub II z jałówek, krów i wolców powyżej 2 lat. Nie wykorzystuje się w tym celu sztuk miernie lub słabo umięśnionych oraz młodzieży, buhajów i starych wołów. Przed przystąpieniem do wykrawania elementów kulinarnych ostatecznych uprzednio dzieli się półtusze lub ćwierci wołowe na części zasadnicze. Podział części zasadniczych na elementy kulinarne ostateczne przeprowadza się według poniższych wskazówek: Polędwica i ogon stanowią same w sobie bez dalszego podziału, elementy kulinarne. . Pozostałe części zasadnicze poddaje się wykrawaniu w celu otrzymania elementów kulinarnych. a. Z udźca wykrawa się kości, po czym mięso dzieli wzdłuż powięzi na następujące elementy kulinarne: na zrazy przeznacza się m. czterogłowy — tzw. skrzydło łub „myszkę", m. dwugłowy — tzw. zrazową zewnętrzną, m. półbłoniasty — tzw. zrazową wewnętrzną; - na pieczeń przeznacza się zespół mięśni pośladkowych — tzw. krzyżową, m. półścięgnisty — tzw. ligawę lub białą pieczeń; na mięso rosołowe b.k. przeznacza się m. brzuchaty (łydkowy) oraz zespół mm. prostowników — tzw. pręgę. b. Łojówkę przeznaczyć można bądź na mięso rosołowe, z k. i w tym przypadku odcina się od łojówki tylko trzony kręgów, pozostawiając przy mięsie rosołowym pozostałe części kręgów, tj. łuk kręgowy oraz wyrostki ościste i poprzeczne, bądź — na rostbef b.k., wówczas wykrawa się kości i przeznacza na rostbef m. najdłuższy grzbietu, pozostałe mm. brzucha przeznacza się na mięso do mielenia. c. Z plecówki usuwa się kości, po czym na pieczeń przeznacza się mm. przedłopatkowy i załopatkowy oraz m. trójgłowy, zespół mm. ramiennych i część ramienną m. głębokiego piersiowego; m. podłopatkowy przeznacza się na mięso do mielenia. Na mięso rosołowe b.k. przeznacza się zespół mm. prostowników — pręgę. d. Z górnicy wykrawa się kości tak aby nie uszkodzić mięśni, po czym mięso bez kości dzieli się na następujące elementy kulinarne: na gulasz lub mięso do mielenia przeznacza się mm. karku rozpoczynając od pierwszego żebra, na pieczeń przeznacza się mięśnie leżące między pierwszym a szóstym żebrem włącznie, na zrazy przeznacza się odcinek m. najdłuższego grzbietu między siódmym a dwunastym żebrem włącznie (antrykot). e. Piersiówkę dzieli się piłką wzdłuż granicy żeber kostnych i chrząstkowych na mostek i szponder; oba te elementy przeznacza się na mięso rosołowe z kością. f. Szyję przeznacza się po wykrajaniu kości na mięso do mielenia. Skrawki otrzymane przy wykrawaniu dzieli się na: mięso do mielenia, łój, mięso krwawe, żyły, ścięgna i powięzie, kości. Mięśnie przeznaczone na zrazy dokładnie okrawa się ze ścięgnistych zakończeń, powięzi, i tłuszczu, oraz odcina luźne strzępy mięsa i, cieńsze niż 1 cm, krawędzie mięśni. Mięśnie przeznaczone na pieczeń i rostbef bez kości okrawa się tylko z grubszych ścięgien, luźnych strzępów mięsa oraz warstw tłuszczu grubszych niż 5 mm. Mięso rosołowe nie wymaga okrawania mięśni. Mięso do mielenia nie może zawierać grubszych ścięgien, części krwawych i grubszych złogów tłuszczu. Polędwica i mięso na zrazy są najdelikatniejsze i wymagają najkrótszej obróbki termicznej (smażenie). Mięso na pieczeń, rostbef, i gulasz jest nieco mniej, delikatne od mięsa na zrazy i wymaga dłuższej obróbki termicznej (pieczenie, duszenie). Mięso rosołowe jest najmniej delikatne i wymaga długotrwałej obróbki termicznej (gotowania). Mięso do mielenia przeznacza się na potrawy z mięsa rozdrobnionego. Ogon, kości i żyły przeznacza się do zup. Przy rozbiorze półtusz wołowych średniej jakości na elementy kulinarne otrzymuje się:. 1) polędwicy 1,8%, 2) mięsa b.k. na zrazy 17,0%, 3) mięsa b.k. na pieczeń 14%, 4) mięsa b.k. na gulasz 6%, 5) mięsa b.k. do mielenia 6,4%, 6) mięsa b.k. rosołowego 7%, 7) mostka z k. 6,8%, 8) szpondra z k. 9,2%, 9) łojówki z k. 9%, 10) ogona 0,3%, 11) żył 2,9%, 12) łoju 2%, 13) mięsa krwawego 0,5%, 14) kości 16,5%,. 15) straty rozbiorowej 0,6%: — (liczby orientacyjne). 7. WOŁOWINA BEZ KOŚCI NA PRZETWORY Z MIĘSA ROZDROBNIONEGO Mięso b.k. otrzymane przy wykrawaniu wołowiny w częściach zasadniczych bądź otrzymane jako okrawki przy innych podziałach dzieli się na sześć klas w zależności od wieku zwierzęcia, jakości mięsa, stopnia przetłuszczenia, przekrwień, zawartości tkanki łącznej i ścięgien. Jakość mięsa poszczególnych klas podano w tablicy 12. Uzyskiwanie wołowiny b.k. z części zasadniczych przeprowadza się w następującej kolejności: Najpierw okrawa się grubsze złogi tłuszczu podskórnego, po czym wykrawa się kości, a dopiero wtedy przystępuje do podziału wołowiny na klasy. Wskazane jest przeprowadzać podział na klasy dzieląc mięso wzdłuż powięzi na poszczególne mięśnie i dopiero zależnie od charakteru mięśnia przeznaczać go do właściwej klasy (patrz rozdz.. IV, pkt 3). W ten sposób uzyska się stosunkowo dużo więcej mięs klasy I i II niż przy pospolicie stosowanym dzieleniu mięsa w poprzek mięśni. Od mięśni przeznaczonych do wołowiny klasy I, II i IV odcina się ścięgniste zakończenia i wykrawa rozcięgna. Stosunek ilościowy wołowiny poszczególnych klas oraz łoju i kości uzyskiwanych z półtusz lub ćwierci orientacyjnie podano w tablicy 13. 8. PODROBY WOŁOWE Do podrobów wołowych zalicza się: głowę, nogi, ośrodek, flaki (żołądki), śledzionę i nerki. a. Głowa wołowa składa się pod względem anatomicznym z czaszki wraz z umięśnieniem i wargami, mózgu, języka i krtani. Głowę pozbawia się skóry, uszów, oczu wraz z oprawą i rogów wraz z możdżeniami. Dzieli się ją na następujące części: Ozór wolowy — odcięty przy nasadzie, bez krtani, kości podjęzycznych i strzępów mięsa. Ozór nie powinien być pozacinany. Ozór przeznacza się do potraw kulinarnych, salcesonów lub do produkcji konserw. Głowę bez ozora, która zawiera wszystkie części składowe głowy pozostałe po odcięciu ozora; bywa ona w tym stanie przeznaczana do obrotu. Ekonomiczniej jednak jest: wykrajać ścięgniste mięśnie szczęki dolnej i przeznaczyć je do produkcji kiełbas jako wołowinę b.k. kl. V; odkrajać, oparzyć i oczyścić z naskórka i włosów wargi, które znajdują zastosowanie do produkcji wyrobów wędliniarskich; okrajać mięśnie krtani oraz pozostałe części mięsne i ścięgniste głowy i przeznaczyć na wołowinę b.k. kl. VI, a mózg wyjąć i przeznaczyć do przygotowania potraw kulinarnych, konserw lub wyrobów wędliniarskich. b. Nogi wołowe — dolne odcinki kończyn odcięte w stawie pęcinowym. Nogi oparza się oraz pozbawia racic i sierści. Przeznacza się je do sporządzania potraw kulinarnych, a w przetwórstwie — do sporządzania zalewy do konserw z mięsa wołowego. Uwaga. Kości nadpęcia (śródręcza i śródstopia) pozbawione skóry zdjętej przy uboju jak. również ścięgien, które pozostają przy tuszy, nie przeznacza się do obrotu, lecz do otrzymywania trudno krzepnącego oleju wołowego (kopytowego), przy czym z okostnej tych kości otrzymuje się galaretę. Kości palców zawierają również olej kopytowy. c. Ośrodek wołowy składa się pod względem anatomicznym z tchawicy, płatów płucnych, serca z częścią aorty, wątroby oraz części przepony brzusznej. Podziału ośrodka wołowego dokonuje się na następujące części: Płuca wołowe, które zawierają tchawicę, płaty płucne, część aorty, oraz ścięgnistą część przepony brzusznej. Płuca przeznacza się do produkcji popularnych wyrobów wędliniarskich. Serce wołowe tak odcięte od środka, aby nie zawierało aorty. Serce powinno być przecięte jednym cięciem tak, aby otworzone były oba przedsionki i obie komory, z których usunięte muszą być skrzepy krwi. Woreczek osierdziowy powinienbyć usunięty z serca. Serce przeznacza się do produkcji kiełbas i wyrobów wędliniarskich jako mięsa różne. Wątrobę wołową, która nie może zawierać woreczka żółciowego ani nie może być poplamiona żółcią; ponadto wątroba nie może zawierać przepony brzusznej i ścięgnistego więzadła, które pozostawać muszą przy płucach. Wątrobę wołową przeznacza się do produkcji popularnych wyrobów wędliniarskich. Wątroba wołowa jest bardziej twarda i mniej smaczna od wątroby wieprzowej i z tego powodu ma mniejszą wartość kulinarną. Poza tymi częściami otrzymuje się przy podziale ośrodka wołowinę b.k. kl. V, z mięsistej części przepony brzusznej, oraz pewne ilości łoju. d. Flaki wołowe są to oparzone i oczyszczone 3 przedżołądki (żwacz, czepiec i księgi) oraz żołądek właściwy — trawieniec (ślaz). Flaki przeznacza się do sporządzania potraw kulinarnych i konserw, poza tym mogą być one użyte jako części składowe treści niektórych popularnych wyrobów wędliniarskich. e. Śledziona wołowa nie może zawierać części sąsiednich organów i tłuszczu. Śledzionę przeznacza się do sporządzania popularnych wyrobów wędliniarskich. f. Nerki wołowe nie mogą zawierać moczowodów i łoju. Przeznacza się je do sporządzania popularnych wyrobów wędliniarskich. 9. JELITA WOŁOWE W skład kompletu jelit wołowych wchodzą: jelito cienkie, jelito grube, pęcherz i przełyk, Jelita cienkie wołowe — jelita wiankowe — po oczyszczeniu i wyszlamowaniu przeznacza się na osłonki do kiełbas. Jelita te przy napełnianiu zwijają się w krążki. Z jednej sztuki bydła uzyskuje się 25 — 50 m jelit cienkich; mają one średnicę 30 - 50 mm. Jelita grube wołowe dzieli się: Okrężnica — jelito środkowe wołowe — oczyszczona wyszlamowana daję osłonkę prostą o średnicy od 35 do 65 mm; z jednej sztuki uzyskuje się od 5 do 12 m jelit środkowych i przeznacza się je na osłonki do kiełbas. Jelito ślepe — kątnicę wołową — po oczyszczeniu i wyszlamowaniu przeznacza się na osłonki do wędzonek i specjalnych kiełbas; kątnica ma od 0,8 do 1,7 m długości. Prostnica — krzyżówka wołowa — po oczyszczeniu i wyszlamowaniu daje szeroką osłonkę; krzyżówki o mniejszej średnicy mają podobne zastosowanie jak kątnice; szersze rozcina się - wzdłuż i zszywa na dwie sztuki węższe. Pęcherz wołowy opróżniony, przemyty i oczyszczony z łoju przeznacza się na osłonki do wyrobów wędliniarskich lub wędzonek. Przełyk wołowy, którego błonę podśluzową pozostałą po usunięciu. warstwy śluzowej, mięśniowej i surowiczej przeznacza się na osłonkę. Jest to osłonka prosta o długości około 50 cm i średnicy 30 - 50 mm. Warstwa mięśniowa, jeżeli zachowano ścisłe przepisy sanitarne przy zdejmowaniu, przeznaczona być może do przetwórstwa jako wołowina VI klasy. 10. KREW WOŁOWA Przy uboju bydła uzyskuje się około 4,3% krwi w stosunku do ciężaru żywca. Krew wołową można odwłóknić lub stabilizować, jeśli przeznacza się ją na cele jadalne. Krew odwłókniona lub stabilizowana może być używana do produkcji wyrobów krwistych; pod względem smaku ustępuje ona krwi wieprzowej. Przy wirowaniu otrzymuje się z krwi odwłóknionej 60 do 67% surowicy i 40 do 33% krwinek; z krwi stabilizowanej otrzymuje się nieco więcej osocza. Osocze krwi wołowej ma lepszą siłę wiążącą od osocza krwi wieprzowej. Krew wołowa używana jest również do celów technicznych, przede wszystkim do produkcji kleju. 11. NIEJADALNE PRODUKTY Z UBOJU BYDŁA Z uboju bydła otrzymuje się szereg produktów nie nadających się do spożycia, jednak posiadających wartość użytkową dla celów technicznych. Są nimi: skóry bydlęce — garbowane na skórę twardą lub miękką, skóry owłosione z wyporków — do garbowania na futra, włosie z ogonów — na pędzle, włosie z uszu — na pędzelki malarskie, okrawki mięsa i tłuszczu nie nadające się do spożycia — do wyrobów tłuszczów technicznych i mączki mięsnej pastewnej, okrawki skór i uszu — na produkcję kleju, gruczoły wydzielania wewnętrznego — do przeróbki na środki lecznicze, oraz żółć zbierana — do celów technicznych. Uwaga: Aktualną klasyfikację mięsa wołowego drobnego można znaleźć tutaj: /topic/7560-ii4-wolowina-wykrawanie-wolowych-elementow/?p=255147 .



















-
Nie mów, że żubr... albo łoś? A może coś z innej zupełnie beczki - struś...
-
Mangalica.
-
Oczywiście, że tak. nawet przez myśl mi nie przeszło, by komukolwiek coś narzucać. Zwróciłem jedynie uwagę na obowiązujące prawa fizyki i chemii już na początku dyskusji, która zapewne będzie gorąca. Już mnie tu nie ma.
-
[Rok 1953] Podział tusz zwierząt rzeźnych. Elementarz zadymiacza.
Maxell opublikował(a) temat w Polska tradycja masarska
Chciałbym przedstawić Państwu wyjątkowy materiał technologicznych, który, moim zdaniem, powinien stanowić elementarz domowego masarza. Na książkę polowałem kilka lat. Zapraszam. Mgr inż. JÓZEF GRZEGORZEWICZ PODZIAŁ TUSZ ZWIERZĄT RZEŹNYCH Książka zawiera dostosowany do potrzeb przemysłu mięsnego opis budowy ciała zwierząt rzeźnych oraz szczegółowy podział tusz na części zasadnicze i elementy przeznaczone dla przetwórstwa i obrotu. Książkę wydano dla przyuczonych i wykwalifikowanych robotników oraz mistrzów i techników zatrudnionych w przemyśle mięsnym. SPIS TREŚCI WYKAZ SKRÓTÓW WSTĘP I. BUDOWA CIAŁA ZWIERZĄT RZEŹNYCH 1. Komórki, tkanki, organy 2. Układ kostny (kościec) i stawowy 3. Układ mięśniowy (mięśnie) 4. Tłuszcz 5. Układ powłokowy i gruczoły mleczne 6. Układ krwionośny 7. Inne układy ciała II. OGOLNE ZASADY TECHNICZNEGO PODZIAŁU CIAŁA ZWIERZĄT RZEŹNYCH III. PODZIAŁ TUSZY WIEPRZOWEJ 1. Żywiec 2. Tusze i półtusze wieprzowe 3. Części zasadnicze półtuszy wieprzowej 4. Tłuszcze wieprzowe nie wchodzące w skład półtuszy 5. Elementy wieprzowe dla sklepów garmażeryjnych 6. Elementy wieprzowe kulinarne 7. Wieprzowina bez kości na przetwory z mięsa rozdrobnionego 8. Podroby wieprzowe 9. Jelita wieprzowe 10. Krew wieprzowa 11. Niejadalne produkty uboczne z uboju świń IV. PODZIAŁ TUSZY BYDLĘCEJ 1. Żywiec 2. Tusze, półtusze i ćwierci wołowe 3. Części zasadnicze półtusz i ćwierci wołowych 4. Tłuszcze wołowe nie należące do półtusz i ćwierci 5. Elementy wołowe dla sklepów garmażeryjnych 6. Elementy wołowe kulinarne 7. Wołowina bez kości na przetwory z mięsa rozdrobnionego 8. Podroby wołowe 9. Jelita wołowe 10. Krew. wołowa 11. Niejadalne produkty z uboju bydła V. PODZIAŁ TUSZY CIELĘCEJ 1. Żywiec 2. Tusze cielęce 3. Części zasadnicze tuszy cielęcej 4. Elementy -cielęce kulinarne 5. Elementy cielące dla sklepów garmażeryjnych 6. Cielęcina bez kości na przetwory z mięsa rozdrobnionego 7. Podroby cielęce 8. Jelita cielęce 9. Krew cielęca 10. Niejadalne produkty, cielęce poubojowe VI. PODZIAŁ TUSZY BARANIEJ 1. Żywiec 2. Tusze baranie 3. Części zasadniczej tuszy baraniej 4. Tłuszcze baranie nie należące do tuszy baraniej (w obrocie) 5. Elementy baranie przeznaczone dla sklepów garmażeryjnych i do celów kulinarnych 6. Podroby baranie 7. Jelita baranie 8. Krew barania 9. Niejadalne produkty baranie poubojowe VII. PODZIAŁ TUSZY KOŃSKIEJ 1. Żywiec 2. Tusze, półtusze i ćwierci końskie 3. Części zasadnicze półtusz i ćwierci końskich 4. Podział koniny na elementy dla zaopatrzenia sklepów garmażeryjnych i elementy kulinarne 5. Konina bez kości na przetwory z mięsa rozdrobnionego 6. Podroby końskie 7. Jelita końskie 8. Niejadalne produkty końskie poubojowe WYKAZ SKRÓTÓW k. — kość (przy nazwie poszczególnej, kości) kk. — kości (przy nazwie poszczególnych kości) m. — mięsień (przy nazwie poszczególnego mięśnia) mm. — mięśnie (przy nazwie poszczególnych mięśni) tk. — tkanka (przy nazwie poszczególnej tkanki) b.k. — bez kości (przy określeniu poszczególnego rodzaju mięsa) z k. — z kością (przy określeniu poszczególnego rodzaju mięsa) WSTĘP W związku z przebudową naszego ustroju gospodarczego przetwórstwo mięsne stało się wielkim przemysłem. Podział mięsa wykonywany przedtem w jatkach i drobnych warsztatach odbywa się obecnie w fabrykach i kombinatach mięsnych. Konieczne stało się zatem ujednolicenie sposobu podziału mięsa i opracowanie odpowiednich norm. Pierwsze próby w tym kierunku podjął w 1951 r. Polski Komitet Normalizacyjny. Z kolei przejęły tę pracę i prowadzą ją obecnie komórki normalizacyjne Centralnego Zarządu Przemysłu Mięsnego. Niektóre normy nie otrzymały jeszcze postaci ostatecznej i zapewne ulegną pewnym przekształceniom przy zatwierdzaniu przez czynniki urzędowe. Autor starał się w książce niniejszej w sposób w miarę możliwości zwięzły przedstawić sposoby podziału ciała zwierząt rzeźnych opierając się na materiale normalizacyjnym opracowanym przez PKN i CZPMs. Ponieważ co do podziału tłuszczów, podrobów, krwi i, mięsa końskiego norm dotychczas nie opracowano, więc w tych działach sposoby podziału są pomysłu autora. Liczby przytoczone w książce oparte są na stosunkowo nielicznym materiale doświadczalnym, muszą więc być traktowane tylko jako orientacyjne i nie mogą służyć za podstawę przy wydawaniu orzeczeń urzędowych, przy których opierać się należy na odpowiednich zatwierdzonych normach. W pierwszym rozdziale książki omówiono skład anatomiczny ciała zwierzęcego. Pewna znajomość tego składu i związanych z nim określeń jest niezbędna do orientowania się w podziale mięsa otrzymywanego z uboju zwierząt rzeźnych. Podział ten musi uwzględniać budowę ciała zwierzęcego, z którą ściśle wiąże się wartość użytkowa jego części. Przy opisie ciała zwierzęcego oparto się przeważnie na dziele R. Poplewskiego „Anatomia ssaków". Pewne, bardzo nieliczne zresztą, odchylenia w nazwach lub ich zdublowanie wydawały się wskazane ze względu na chęć uprzystępnienia materiału czytelnikowi, dla którego jest on przeznaczony. I. BUDOWA CIAŁA ZWIERZĄT RZEŹNYCH 1. KOMÓRKI, TKANKI I ORGANY Organizm zwierzęcia zbudowany jest z komórek. Komórka bez względu na kształt i rolę, jaką ma do spełnienia w żywym organizmie, składa się z protoplazmy (pierwoszczu) i jądra. Protoplazma składa się z roztworu wodnego ciał białkowych oraz pewnej ilości rozpuszczonych soli mineralnych; poza tym protoplazma może zawierać kropelki tłuszczu i inne drobne ciała o specyficznym znaczeniu, zależnie od rodzaju komórki. Jądro ma konsystencję bardziej zbitą niż protoplazma i określony kształt. W skład jądra wchodzą głównie białka zawierające fosfor. Komórka poza jądrem i protoplazma może mieć osłonkę, różnego rodzaju wypustki, włoski itp. Tkanki ciała zwierzęcego są złożone z komórek spełniających w organizmie określoną rolę. W skład tkanki wchodzą poza komórkami różnego rodzaju substancje wypełniające przestrzenie międzykomórkowe. Budowa i funkcje komórek zależą od roli, jaką spełnia tkanka w organizmie zwierzęcym. Rozróżnia się tkanki: nabłonkową, łączną, mięśniową i nerwową. Tkanka nabłonkowa pokrywa powierzchnię ciała zwierzęcia jako zewnętrzna warstwa skóry oraz wyścieła wewnętrzną powierzchnię narządów i organów wewnętrznych. Tkanka łączna, jak wskazuje nazwa łączy ze sobą różne rodzaje tkanek, poza tym spełnia ona rolę czynnika usztywniającego organizm (kości) lub spełnia rolę magazynu (tłuszcz). Rozróżnia się następujące rodzaje tkanki łącznej: włóknista, tk. tłuszczowa, tk. chrząstkowa, tk. kostna i krew. a. Tkanka łączna włóknista zawiera w przestrzeniach międzykomórkowych duże ilości włókien klej oda jnych (kolagenowych) i elastycznych; tkankę tę dzieli się na: 1. tk. łączną miękką, która otacza w postaci błon mięśnie oraz znajduje się w warstwie podskórnej; miękką tkanką łączną jest tk. tłuszczowa, w komórkach której gromadzą się w większej ilości krople tłuszczu wielokrotnie przekraczające rozmiarami pozostałą część komórki; 2. tk. łączną zbitą, która tworzy ścięgna mięśni, więzadła stawów itp.; 3. tk. łączną elastyczną występującą między innymi w ściankach naczyń krwionośnych. b. Tkanka łączna chrząstkowa złożona z sieci przeplatających się włókien, która występuje w postaci: tk. chrząstkowej szklistej— na powierzchniach stawowych kości, w chrząstce nosa, krtani itp., tk. chrząstkowej elastycznej znajdującej się np. w małżowinie usznej i tk. chrząstkowej włóknistej — w chrząstkach międzystawowych. c. Tkanka kostna jest najtwardszą postacią tkanki. Tworzą ją komórki posiadające liczne wypustki; przestrzenie międzykomórkowe wypełnione są twardą substancją składającą się z ciał białkowych (oseina) i dużej ilości soli mineralnych (głównie fosforan i węglan wapnia) oraz włókien klejodajnych (kolagenowych). Wskutek tego kość jest twarda i do pewnego stopnia elastyczna. d. Krew — płynna tkanka łączna składa się z komórek i dużej ilości, płynnej substancji międzykomórkowej. W krwi rozróżnia się części stałe — czerwone ciałka krwi, białe ciałka krwi i płytki krwi — oraz część płynną, tzw. osocze (plazmę). Tkanka mięśniowa zbudowana jest z komórek wydłużonego kształtu, posiadających w żywym organizmie zdolność kurczenia się i rozciągania. Komórki tkanki mięśniowej tworzą włókna mięsne. Rozróżnia się tk. mięśniową gładką i tk. mięśniową poprzecznie prążkowaną. Tkanka mięśniowa g ł a d k a zbudowana jest z komórek wrzecionowatego kształtu i tworzy warstwę mięśniową w ściankach organów wewnętrznych, np. jelit; mięśnie gładkie nie podlegają woli zwierzęcia. Tkanka mięśniowa poprzecznie prążkowana zbudowana jest z bardzo wydłużonych cylindrycznych komórek okrytych osłonką. Komórki te zawierają wewnątrz dużą ilość kurczliwych w ł ó k i e n e k poprzecznie prążkowanych, które, przechodzą na wylot przez końce komórki i tworzą po jej zewnętrznej stronie włókienka ścięgniowe; mięśnie poprzecznie prążkowane tworzą umięśnienie kośćca i podlegają woli zwierzęcia. Pewną odmianą tej tkanki jest tk. mięśniowa serca. Tkanka nerwowa zbudowana jest z komórek zwanych neuronami, które posiadają długie wypustki zwane włóknami nerwowymi. Tkanka ta tworzy mózg, rdzeń kręgowy i cały układ nerwowy zwierzęcia. Organem nazywa się część ciała o określonej postaci zewnętrznej, zajmująca określone miejsce i spełniająca określoną funkcję w organizmie np. oko, wątroba, gruczoł ślinowy, język itp. Ze względu na znaczenie dla zagadnień poruszanych w książce nieco obszerniej zostanie omówiony układ kostny i stawowy, układ mięśniowy, tkanka tłuszczowa i układ krwionośny. 2. UKŁAD KOSTNY (KOŚCIEC) I STAWOWY Kościec stanowi w ciele zwierzęcia jakby rusztowanie, na którym rozpięte są inne tkanki; w żywym organizmie niektóre kości stanowią dźwignie poruszane przez mięśnie, inne znów chronią takie delikatne organy, jak mózg, płuca, serce itp. Budowa poszczególnych kości zależna jest od tego, jakie zadanie spełnia dana kość ! w żywym organizmie. W zależności od kształtu i budowy rozróżnia się: a) kości długie lub rurkowe, b) kości płaskie, c) kości krótkie i d) kości mieszane (pośrednie między płaskimi i krótkimi). Kość zbudowana jest z tkanki kostnej, tkanka kostna występuje pod postacią istoty, zbitej w warstwach zewnętrznych oraz istoty gąbczastej we wnętrzu kości. Kości długie (rys. 1) składają się z trzonu i dwóch nasad. Trzon posiada kształt mniej lub więcej foremnego walca i zbudowany jest z istoty zbitej. Nasady są zwykle szersze od trzonu i zbudowane są z Istoty gąbczastej pokrytej cienką warstwą istoty zbitej. Kości płaskie (rys. 2), krótkie i mieszane mają budowę podobną do nasad, a różnią się tylko kształtem. Zarówno istota gąbczasta, jak i trzon kości wypełnione są szpikiem kostnym. Szpik kostny zawiera ciała białkowe i tłuszcz. Kość w miejscach połączeń stawowych pokryta jest tk. chrząstkową szklistą, pozostała część kości pokryta jest błoną łącznotkankową, zwaną okostną. Kości mają na powierzchni różnego rodzaju guzki, grzebienie i wyrostki, służące za miejsca przyczepu ścięgien. Poza tym kości posiadają zagłębienia i otwory służące do pomieszczenia mięśni lub ważnych organów; w istocie zbitej są drobne otworki dla naczyń krwionośnych odżywiających kość i szpik kostny. Kości połączone są ze, sobą za; pomocą stawów. Rozróżnia się stawy jamowe (rys. 3) i stawy pełne (rys. 4). Stawy jamowe są wybitnie ruchome, zawierają wewnątrz maź stawową i zamknięte są hermetycznie tzw. torebką stawową (staw barkowy, staw kolanowy). Stawy pełne są bądź mało ruchome, wówczas kości połączone są za pomocą silnych wiązadeł ścięgnistych albo zrostów, chrząstkowych (stawy międzykręgowe), lub zupełnie nieruchome, wówczas kości połączone są za pomocą tzw. szwów albo zrostów kostnych (kości czaszki). Kościec (szkielet) zwierząt rzeźnych (rys. 5, 6, 7, 8) dzieli się na: czaszkę, kręgosłup z klatką piersiową oraz dwie kończyny przednie i dwie kończyny tylne z miednicą. Poniżej opisane są zwięźle najważniejsze kości szkieletu. Czaszka (rys. 9) stanowi puszkę kostną otaczającą mózg, jamę nosową, narządy zmysłów oraz jamę ustną. Czaszka zbudowana jest z szeregu płaskich kości połączonych szwami, jedynie żuchwa (szczęka dolna) posiada połączenie z czaszką za pomocą ruchomego stawu. U zwierząt rogatych kość czołowa czaszki ma wyrostki kostne, zwane możdżeniami, na których osadzone są rogi. Kręgosłup złożony jest z kręgów; dzieli się on. na następujące odcinki: szyjny, piersiowy, lędźwiowy, krzyżowy, ogonowy. Liczbę kręgów w poszczególnych odcinkach kręgosłupa u poszczególnych gatunków zwierząt rzeźnych podano w tablicy 1. Podstawową częścią każdego kręgu jest trzon kręgowy. Umieszczony nad trzonem łuk kręgowy, tworzy okrągławy otwór zwany otworem kręgowym. Poza tym każdy krąg ma wyrostek ościsty (kolczysty), który jest szczególnie silnie rozwinięty na kręgach piersiowych i nieco słabiej — na lędźwiowych, oraz po dwa wyrostki poprzeczne szczególnie rozwinięte na kręgach lędźwiowych (rys. 10). Poszczególne kręgi oznacza się liczbą kolejną w każdym odcinku licząc do tyłu, a więc kręg sąsiadujący z głową nazywa się pierwszym kręgiem szyjnym („atlas") następny — drugim, itd., krąg piersiowy sąsiadujący z ostatnim kręgiem szyjnym nosi nazwę pierwszego kręgu piersiowego itd. Kręgi sąsiadujące połączone są ze sobą za pośrednictwem stawów pełnych (zrostów chrząstkowych) wzmocnionych dodatkowo przez więzadła łączące sąsiadujące ze sobą kręgi. Kręgi krzyżowe u zwierząt dojrzałych są zrośnięte razem tworząc kość krzyżową. W skład kośćca klatki piersiowej oprócz kręgów piersiowych wchodzą żebra oraz mostek. Zwierzę ma tyle par żeber, ile ma kręgów piersiowych. Żebra oznacza się porządkowymi kolejnymi liczbami w kierunku „do tyłu". Każde żebro składa się z części kostnej — żebra kostnego i części chrząstkowej — żebra chrząstkowego (rys. 2). Żebro kostne zakończone jest u góry główką żebrową, za pomocą której łączy się z kręgosłupem w jamce żebrowej znajdującej się na połączeniu dwu sąsiadujących ze sobą kręgów. Za główką, żebrową znajduje się przewężenie zwane szyjką żebra, a dalej — guzek żebrowy służący do połączenia z powierzchnią stawową wyrostka poprzecznego. Pierwsze żebra łączą się bezpośrednio poprzez żebro chrząstkowe z mostkiem, ostatnie żebra łączą się razem żebrami chrząstkowymi tworząc tzw. łuk żebrowy (chrząstkowy), który z kolei połączony jest mostkiem. Mostek zamyka klatkę piersiową od dołu i od przodu; rozróżnia się w nim trzy zasadnicze części w kierunku „do tyłu": rękojeść, trzon i wyrostek mieczykowaty. Mostek zwierząt młodych ma budowę chrząstkową, u zwierząt starszych — stopniowo kostnieje. Kościec kończyny przedniej zwierząt rzeźnych składa się z łopatki, k. ramiennej (barku), kk. przedramienia (podbarcza), kk. nadgarstka (napięstka), kk. śródręcza (nadpęcia) i kk. palców. Łopatka (rys. 11) jest to płaska kość, na której uwidacznia się biegnący pośrodku grzebień łopatkowy. Górna krawędź łopatki przechodzi w chrząstkę łopatkową. U dołu łopatka przewęża się przechodząc w szyjkę łopatkową i dalej w panewkę łopatkową służącą do połączenia z kością ramienną. Łopatka zwierząt rzeźnych połączona jest z tułowiem tylko za pomocą zespołu silnych mięśni. K. ramienna (barku) jest kością długą, rurkową, górny jej koniec zwany główką k. ramiennej łączy się z łopatką w ruchomym stawie barkowym. Kk. przedramienia (podbarcza) składają się z dwóch długich kk. promieniowej i łokciowej (rys. 12). W górnym końcu k. łokciowa tworzy tzw. wyrostek łokciowy. Kk. przedramienia (podbarcza) łączą się z dolną nasadą k. ramiennej w stawie łokciowym. Kk. nadgarstka (napięstka) składają się z dwóch rzędów kości krótkich, z których górny rząd zawiera 4 kości, a dolny u świni — 4, u bydła — 2, a u konia — 3 lub 4 kości (rys. 13). Kk. napięstka tworzą z kk. przedramienia (podbarcza) i śródręcza (nadpęcia) złożony staw nadgarstkowy (napięstkowy); rozróżnia się w nim: część górną między kk. podbarcza i kk. napięstka oraz część dolną między kk. napięstka i śródręcza (nadpęcia). Kk. śródręcza (nadpęcia). U zwierząt rzeźnych istnieją rozwinięte: 4 kości nadpęcia kończyny przedniej u świni, 2 — u bydła i owiec, 1 — u konia. Kk. palców. U świni rozwinięte są 4 palce, u bydła i owcy 2 palce, u koni występuje tylko 1 palec. Każdy palec składa się z 3 członów: pierwszy człon — k. pęcinowa, drugi człon — k. koronowa, trzeci człon — k. kopytowa. Człony palców połączone są, stawami ruchomymi. Kościec kończyny tylnej wraz z miednicą składa się u zwierząt rzeźnych z obręczy miednicznej (miednicy), k. udowej (uda), kk. goleni (podudzia), kk. stępu (skoku), kk. śródstopia (nadpęcia) i kk. palców. Obręcz miedniczna (miednica) składa się z dwóch kk. miednicznych połączonych ze sobą nieruchomym (chrząstko- zrostowym) stawem zwianym spojeniem miednicznym lub łonowym (rys. 14). Każda z kk. miednicznych składa się z trzech kości zrośniętych ze sobą: k. biodrowej, k. łonowej i kulszowej (siedzeniowej). Na wewnętrznej powierzchni kości biodrowej znajduje się powierzchnia stawowa, zwana powierzchnią uchowatą, służąca do połączenia z podobną powierzchnią k. krzyżowej w pełnym stawie krzyżowo- biodrowym. W miejscu połączenia się kości tworzących miednicę znajduje się panewka stawowa służąca do pomieszczenia główki k. udowej w ruchomym stawie biodrowym. K. kulszowa jest połączona z k. krzyżową szeroką ścięgnistą błoną krzyżowo-miedniczną. K. udowa (udo) jest kością długą rurkową, górny jej koniec posiada kulisto zaokrągloną główkę, koniec dolny zaopatrzony jest w dwa kłykcie stawowe. Kościec goleni (podudzia) składa się z dwóch długich kk. piszczelowej i strzałkowej (rys. 15). K. strzałkowa u świni jest dobrze rozwinięta, słabo — u koni, u bydła — w zaniku (zaledwie w postaci odrostka przy k. piszczelowej). K. piszczelowa łączy się z k. udową w ruchomym stawie kolanowym; w skład tego stawu wchodzi również mała kostka kształtu trójkątnej płytki zwana rzepką (kolanową). Skok (stęp) składa się z krótkich kości występujących u świni w liczbie 7, u bydła — 5, u konia — 6 lub 7. Wśród kości skoku wyróżnia się k. piętowa posiadająca silnie rozwinięty guz piętowy. K. piszczelowa, kk. skoku (stępu) i kk. śródstopia (nadpęcia) tworzą złożony staw skokowy, (stępu), w którym rozróżnia się część górną między k. piszczelową i kk. skoku (stępu) oraz — dolną między kk. skoku (stępu) i kk. śródstopia (nadpęcia). Kk. śródstopia (nadpęcia kończyny tylnej) występują w tej samej liczbie i postaci co kk. śródręcza (nadpęcia kończyny przedniej), są tylko od tych ostatnich nieco dłuższe; podobnie kości palców odpowiadają kościom palców przedniej, kończyny i są od nich nieco dłuższe. 3. UKŁAD MIĘŚNIOWY (MIĘŚNIE) Mięśnie szkieletowe zbudowane są z tkanki mięśniowej poprzecznie prążkowanej. Każdy mięsień za życia zwierzęcia spełnia określoną czynność ruchową, w związku z czym jest przymocowany swym zakończeniem ścięgnistym do kości. W zależności zaś od swej budowy mięśnie mają strukturę miękką (delikatną) lub ścięgnistą. Mięsień może być chudy lub przetłuszczony; stanowi to o rodzaju jego przydatności w przetwórstwie wędliniarskim, konserwowym i kulinarnym. Budowa mięśnia (rys. 16, 17). Włókienka mięśniowe (komórki) poprzecznie prążkowane układają się równolegle do siebie w p ę c z k i. Z kolei pęczki łączą się w pasma, a pasma — w oddzielne mięśnie. Włókna ścięgnowe pęczków i pasm łączą się tworząc ścięgna mięśniowe. Pęczek mięśniowy okryty jest błoną łącznotkankową zwaną omięsną wewnętrzną; nieco grubsza omięsna okrywa pasma, a jeszcze grubsza — omięsna zewnętrzna — okrywa mięśnie. W każdym mięśniu odróżnia się część mięśniową, zwaną brzuścem, od części ścięgnowej, w której skład wchodzą włókna ścięgnowe. Miejsce przymocowania ścięgna do kości nazywa się przyczepem. Zależnie od wykonywanej czynności mięsień może mieć na kości jeden lub więcej punktów przyczepu. Ścięgna płaskie błoniaste rozchodzące się wachlarzowato tworzą rozcięgna. Zazwyczaj mięśnie mają jeden brzusiec, są jednak mięśnie posiadające dwa lub więcej brzuśców umieszczonych równolegle obok siebie. Brzuśce takich mięśni zwą się głowami, a o mięśniach mających więcej niż jeden brzusiec mówi się: mięsień „dwugłowy", „trójgłowy", „czterogłowy". Każda z „głów" ma w jednym kierunku swe ścięgno przyczepowe własne, podczas gdy w drugim kierunku ścięgno jej łączy się ze ścięgnami pozostałych głów w jedno ścięgno wspólne dla wszystkich głów. Zależnie od kształtu rozróżnia się mięśnie: długie i krótkie, szerokie i wąskie, oraz cienkie (czyli błoniaste) i grube. Zazwyczaj mięsień ma dwie cechy, może więc być np. długi i wąski lub cienki i szeroki itp. Mięsień mający wszystkie trzy wymiary jednakowe nazywa się bryłowatym. Każdy, mięsień wraz z omięsną zewnętrzną otoczony jest osłonką łącznotkankową, barwy perłowej, zwaną powięzią własną. Powięź własna tak ściśle przylega do omięsnej, że tylko z trudem daje się od niej oddzielić, Na granicy ścięgien powięź własna przechodzi w ościęgnę okrywającą ścięgno i posiadającą budowę analogiczną do powięzi. Ościęgna w miejscu przyczepów kostnych zlewa się z okostną. Pomiędzy skórą a całym umięśnieniem ciała znajduje się błona łącznotkankowa obejmująca całe ciało, zwana powięzią wspólną lub powierzchowną. Opis poszczególnych mięśni lub zespołów mięśni (rys. 18, 19, 20,21,22,23). Z punktu widzenia potrzeb przemysłu mięsnego umięśnienie szkieletowe ciała zwierzęcia dzieli się na: a) umięśnienie głowy, b) umięśnienie tułowia, c) umięśnienie kończyn. Z uwagi na to, że dla przetwórstwa mięsnego ma znaczenie przede, wszystkim jakość użytkowa mięsa, ograniczono się w niniejszej książce do opisania ważniejszych mięśni oraz zespołów mięśni o podobnych cechach użytkowych. Wartość konsumpcyjna mięśnia zależy od: a) ilości i jakości zawartej w nim tkanki łącznej włóknistej — tę cechę określa się mianem ścięgnistości — oraz b) od zawartości tkanki tłuszczowej, co określa się mianem przetłuszczenia. Im mięsień zawiera mniej tkanki łącznej włóknistej, tym jest delikatniejszy, bardziej miękki; mięsień delikatny nadaje się do konsumpcji nawet bez rozdrobnienia i nie wymaga silnej, długotrwałej obróbki termicznej, wystarcza smażenie lub pieczenie. Mięsień ścięgnisty wymaga daleko idącego rozdrobnienia lub długotrwałej obróbki termicznej (gotowania). Mięsień ścięgnisty ma natomiast cenną właściwość chłonięcia dużych ilości wody przy rozdrabnianiu (kutrowaniu). Zbytnie przetłuszczenie obniża wartość kulinarną mięśnia, gdyż w mięśniach szuka się przede wszystkim białka łatwo strawnego. Mierne przetłuszczenie śródmięśniowe jest cechą pożądaną. Umięśnienie głowy. Umięśnienie głowy jest ogólnie słabe, wyróżniają się tylko nieco większym rozmiarem mięśnie żuchwy (szczęki dolnej), a mianowicie: ż w a c z mięsień łączący po stronie zewnętrznej żuchwę z czaszką, m. skroniowy rozpoczynający się w dole skroniowym czaszki i łączący się dolnym końcem z żuchwą, mm. skrzydłowe łączące po wewnętrznej stronie, żuchwę z czaszką. Mięśnie te są wybitnie ścięgniste. Pozostałe mięśnie głowy nie mają większego znaczenia ze względu na małe rozmiary. Umięśnienie tułowia, a. Umięśnienie szyi składa się z szeregu mięśni, wśród których największym i najcenniejszym z punktu widzenia użytkowości jest część karkowa m. zębatego brzusznego zwana m. zębatym karkowym. Mięsień ten ma z jednej strony przyczepy na wyrostkach poprzecznych (3 do 7) kręgów szyjnych, a z drugiej — i na pierwszych (7 do 9) żebrach na powierzchni wewnętrznej łopatki. Pozostałe mięśnie są cieńsze, te zaś które leżą bliżej wyrostków ościstych, są przeważnie ścięgniste. b. Umięśnienie odcinka piersiowego i lędźwiowego składa się z umięśnienia zewnętrznego i wewnętrznego. W umięśnieniu zewnętrznym największą rolę odgrywa m. najdłuższy grzbietu (polędwica zewnętrzna). Mięsień ten rozpoczyna się przyczepami do kk. krzyżowej i miednicznej i ciągnie się ku przodowi wzdłuż kręgosłupa wypełniając prawie całkowicie przestrzeń między wyrostkami ościstymi a poprzecznymi. Mięsień ten kończy się w okolicy ostatniego kręgu szyjnego. M. najdłuższy grzbietu pokryty jest od strony zewnętrznej silną błoną ścięgnistą. Pod względem użytkowości jest to najcenniejszy mięsień ciała zwierzęcego, szczególnie u świni. Wzdłuż dolnej krawędzi m. najdłuższego grzbietu ciągnie się wąski, dość ścięgnisty m. biodrowo-żebrowy. Pozostałe mięśnie są drobniejsze i o małej wartości. W umięśnieniu wewnętrznym wyróżnia się zaliczony już do układu mięśniowego kończyny tylnej m. lędźwiowo-udowy (polędwica wewnętrzna); jest to długi mięsień rozpoczynający się na trzonach kręgów lędźwiowych i biegnący wzdłuż wyrostków poprzecznych aż do kości biodrowej, gdzie zespala się z m. biodrowym i wspólnym ścięgnem przyczepia się do k. udowej. M. biodrowy zwany jest pospolicie głową polędwicy; choć ustępuje on polędwicy jakością, jest jednak stosunkowo delikatny. c. Umięśnienie odcinka krzyżowego łączy się z umięśnieniem miednicy i omawiane jest przy kończynie tylnej. d. Umięśnienie ogona jest bardzo słabo rozwinięte i nie ma znaczenia dla przetwórstwa mięsnego. Umięśnienie klatki piersiowej. W umięśnieniu klatki piersiowej wyróżniają się: M. najszerszy grzbietu mający postać wachlarza, którego rozstrzelone pęczki zbiegają z grzbietu do k. ramiennej. M. zębaty- piersiowy stanowi część piersiową m. zębatego brzusznego (patrz mięśnie), umieszczony jest pod łopatką; jest dość dużych rozmiarów i stosunkowo delikatny. M. piersiowy powierzchowny jest to płaski, cienki, słabo rozwinięty mięsień, biegnie w poprzek mostka do k. ramiennej. M. piersiowy głęboki biegnie wzdłuż mostka do stawu barkowego; jest to dość duży i delikatny mięsień. Mm. międzyżebrowe wypełniają przestrzenie między żebrami; mięśnie te zawierają dużą ilość tkanki łącznej. Wewnątrz klatki piersiowej znajduje się mięsień dzielący klatkę piersiową od jamy brzusznej — przepona brzuszna; składa się ona z części mięśniowej rozłożonej wokół żeber i części ścięgnistej stanowiącej środek przepony. Umięśnienie brzucha składa się z mięśni płaskich, błoniastych ułożonych warstwowo, jak wskazuje rysunek 21. Umięśnienie kończyny przedniej. W umięśnieniu łopatki wyróżniają się duże mięśnie leżące po obu stronach grzebienia łopatki; noszą one nazwę nad(przed) grzebieniowy i pod(za) grzebieniowy. Mięśnie te w jednym kierunku mają przyczepy silnych ścięgien do górnej części k. ramiennej, same zaś ścięgna przechodzą wewnątrz mięśni w szerokie rozcięgna. W drugim kierunku mięśnie te przyczepione są do zewnętrznej strony łopatki. Po wewnętrznej stronie łopatki leży cienki, szeroki m. podłopatkowy, który podobnie jak poprzednie przyczepia się z jednej strony do k. ramiennej, z drugiej zaś do łopatki. W kącie utworzonym przez łopatkę i k. ramienną leży m. trójgłowy w kształcie trójkąta; jest to największy i bardzo cenny mięsień przedniej kończyny. Mięsień ten ma miejsca przyczepów na tylnej krawędzi łopatki, na wyrostku łokciowym i na k. ramiennej. Po stronie przedniej wzdłuż k. ramiennej leży zespół mm. ramiennych i dalej ku przodowi część ramienna m. piersiowego głębokiego. M. piersiowy głęboki posiada w części piersiowej przyczepy w okolicy mostka, część zaś ramienna ma przyczepy na k. ramiennej. Wzdłuż kości przedramienia leży zespół ścięgnistych mm. prostowników (zwany technicznie pręgą przednią), których dolne zakończenia przechodzą w ścięgna sięgające, palców. Wzdłuż, kości napięstka i nadpęcia nie ma umięśnienia. Drobnych mięśni leżących około palców nie wyodrębnia się z uwagi na ich małe rozmiary. Umięśnienie kończyny tylnej i okolicy krzyżowej. Umięśnienie kończyny tylnej składa się od góry z zespołu mm. pośladkowych (m. pośladkowy powierzchowny, m. pośladkowy średni i m. pośladkowy głęboki); mięśnie te leżą między obręczą miedniczną a k. krzyżową. Najpokaźniejszy i najcenniejszy m. pośladkowy średni zaczyna się od krawędzi, guza biodrowego i kończy na k. udowej. Po zewnętrznej stronie uda leży duży, gruby i szeroki m. dwugłowy uda (w tuszy wołowej zrazowa zewnętrzna). Zaczyna się on od wyrostków ościstych k. krzyżowej i guza kulszowego, po czym ciągnie się w dół, gdzie łączy się długimi ścięgnami z golenią i okolicą stawu kolanowego. M. dwugłowy uda jest bardzo cennym mięśniem. M. półścięgnisty jest to długi średniej grubości mięsień dość twardej konsystencji. Ciągnie się on po tylnej krawędzi m. dwugłowego uda, zaczyna się od góry na guzie kulszowym, a kończy rozcięgnem przyczepionym do k. piszczelowej. M. półbłoniasty (w tuszy wołowej zrazowa wewnętrzna) jest największym bardzo cennym mięśniem uda. Leży on po wewnętrznej stronie k. udowej. Zaczyna się na guzie kulszowym i pierwszych 3 do 4 kręgach ogonowych, po czym ciągnie się ku dołowi i zakańcza na kości udowej w okolicy stawu kolanowego i na k. piszczelowej. M. czterogłowy otaczający k. udową z przodu i z boków posiada cztery głowy, które przyczepiają się do k. biodrowej i k. udowej, kończy się zaś na rzepce kolanowej. Jest to cenny mięsień bardzo duży i gruby, o kształcie prawie kulistym; ma wewnątrz cienkie niedługie rozcięgna. M. brzuchaty (łydkowy) zaczyna się na dolnej części k. udowej i kończy w silnym ścięgnie, zwanym ścięgnem Achillesa, na guzie piętowym k. piętowej; mięsień ten jest dość ścięgnisty.. Wzdłuż kk. podudzia leży zespół ścięgnistych mm. prostowników (pręga tylna); od dołu mięśnie te kończą się długimi mocnymi, ścięgnami sięgającymi aż do palców. Umięśnienie palców tylnej kończyny ma te same cechy co umięśnienie palców kończyny przedniej. 4. TŁUSZCZ Żywy organizm zwierzęcia odkłada tłuszcz jako zapas na okres głodowy oraz jako warstwę izolacyjną chroniącą przed zimnem. Tłuszcz odkładany jest w komórkach tkanki tłuszczowej. Tk. tłuszczowa rozmieszczona jest w różnych okolicach ciała zwierzęcego. Zależnie od położenia i jakości tk. tłuszczowej rozróżnia się: a. Tłuszcz podskórny na powierzchni ciała pod skórą, przy czym najgrubsze warstwy tkanki tłuszczowej podskórnej odkładają się w partii grzbietowej i na żebrach, u świń — w postaci słoniny, u krowy, owcy i konia — w postaci łoju podskórnego; poza tym nieco cieńsze warstwy tłuszczu podskórnego odkładają się w partii brzusznej i piersiowej, szczególnie w okolicach pachwiny oraz w okolicy mostka, a u świń — również w okolicy policzka i podgardla. Głowa jest stosunkowo mało otłuszczona. b. Tłuszcz śródmięśniowy (śródtkankowy) i międzymięśniowy. W tkance łącznej otaczającej pęczki włókien mięśniowych lub pasma mięśni organizm odkłada zapasy tłuszczu, w związku z czym powstaje przetłuszczenie śródtkankowe, zwane również przetłuszczeniem śródmięśniowym. Mięsień przetłuszczony śródtkankowo jest jaśniejszy, a często, gdy warstwy tłuszczu pomiędzy pasmami są grubsze, daje obraz mięsa „marmurkowatego”. Obfite odkładanie tłuszczu w tkance łącznej otaczającej poszczególne mięśnie określa się mianem przetłuszczenia międzymięśniowego. Warstwy tłuszczu międzymięśniowego mogą być różnej grubości — od ułamka milimetra do kilku centymetrów. c. Tłuszcz okołonerkowy otacza nerki i wyścieła część lędźwiową jamy brzusznej. d. Na przebiegu przewodu pokarmowego tłuszcz występuje w postaci tzw. sieci otaczającej żołądek i częściowo jelita oraz w tkance łącznej (krezce), na której zawieszone są jelita; tłuszcz ten nosi nazwę tłuszczu otokowego; ponadto silnie otłuszczony jest ostatni odcinek jelit — prostnica zwana krzyżówką. Otłuszczenie tego jelita przechodzi na ścianki jamy miednicznej. e. Pewne ilości tłuszczu znajdują się też u dobrze wytuczonych zwierząt w okolicy serca i na wewnętrznej stronie mostka. f. Grasica ulega zwyrodnieniu tłuszczowemu u starszych sztuk bydła, poza tym pewne ilości tłuszczu zawiera worek mosznowy kastrowanych samców; otłuszczony bywa również pęcherz, a szczególnie odchodzący od niego przewód moczowy. g. Dość znaczne ilości tłuszczu, szczególnie u zwierząt starszych, znajduje się w kościach. Jakość tkanki, tłuszczowej zależna jest od szeregu czynników, a przede wszystkim — od gatunku zwierzęcia, wieku i stopnia wytuczenia oraz rodzaju samej tkanki tłuszczowej. Tłuszcz świń jest stosunkowo miękki i ma dość niską temperaturę topliwości (od 28 do 48°C), przez co najbardziej nadaje się do celów spożywczych. Podobny do świńskiego, a nawet mający jeszcze niższą temperaturę topliwości jest tłuszcz koński. Tłuszcz bydła i owiec jest stosunkowo twardy i ma wyższą temperaturę topliwości od wymienionych już tłuszczów (bydła od 40 do 50°C, owiec od 44 do 55°C). Zależnie od stopnia wytuczenia zwierzęcia tkanka tłuszczowa jest mniej lub więcej wydajna, tzn. przy wytapianiu daje mniej lub więcej tłuszczu. Polega to na tym, że w czasie opasu sama tkanka łączna pozostaje bez zmiany, a zwiększa się tylko stopniowo zawartość tłuszczu w poszczególnych komórkach w zależności od wieku zwierzęcia. Tkanka tłuszczowa wykazuje znaczne różnice; u zwierząt młodych jest delikatniejsza i łatwiej topliwa. Charakter tkanki tłuszczowej wpływa również na jakość tłuszczu, Najwartościowszy jest tłuszcz podskórny grzbietowy i około-ogonowy oraz tłuszcz okołonerkowy; tłuszcz z innych miejsc ciała zwierzęcego jest mniej wydajny; tłuszcz zaś otokowy, mosznowy i z przewodów moczowych ma zwykłe mniej przyjemny, specyficzny zapach. Tłuszcz z sieci jest wydajniejszy i lepszy od otokowego. 5. UKŁAD POWŁOKOWY I GRUCZOŁY MLECZNE Do układu powłokowego należą: skóra, włosy, kopyta i rogi. Skóra pokrywa ciało zwierzęcia z zewnątrz. Skóra zbudowana jest z trzech warstw- zewnętrznej (skóry właściwej), środkowej i podskórnej. Warstwę zewnętrzną skóry, czyli naskórek stanowi wielowarstwowa tk. nabłonkowa, warstwa powierzchowna naskórka ma komórki zrogowaciałe. Skóra właściwa składa się z warstwy brodawkowej, siateczkowej i łącznej podskórnej. Warstwa siateczkowa zbudowana jest z tk. łącznej zawierającej dużą ilość krzyżujących się w różnych kierunkach pęczków włókien klejodajnych oraz z licznych włókien elastycznych; to wszystko powoduje, że skóra właściwa jest bardzo mocna. Warstwa łączna podskórna zbudowana jest z miękkiej tk. łącznej i łączy skórę z tkankami leżącymi głębiej. Okrywa włosowa skóry składa się z pojedynczych włosów wyrastających z cebulek tkwiących w środkowej warstwie skóry. U świń włosy noszą nazwę szczeciny, u bydła, cieląt i koni — włosia i sierści, a u owiec — wełny. Kopyta okrywają ostatni i częściowo przedostatni człon palców. Kopyto zbudowane jest podobnie jak skóra z 3 warstw z tą różnicą, że warstwa zewnętrzna jest całkowicie zrogowaciała. Rogi zwierząt okrywają wyrostki możdżeniowe kości czołowej; budowa rogu podobna jest dobudowy kopyta. Gruczoły mleczne samic znajdują się w warstwie podskórnej, są one zakończone na zewnątrz sutkami. U świń występuje 5 do 8 par gruczołów mlecznych i tyleż sutek ułożonych wzdłuż podbrzusza. U krów, owiec i koni występują po dwa gruczoły mleczne w okolicy pachwiny; gruczoły te posiadają zwykle u krowy cztery, a u koni i owiec po dwie sutki, zwane też strzykami. Gdy samica jest jałowa — gruczoły mleczne są w stanie spoczynku. W czasie ciąży, w okresie karmienia młodych i przez pewien czas po okresie karmienia gruczoły mleczne są w stanie czynnym; ma to szczególne znaczenie u świń (jakość boczku). W okresie rui gruczoły mleczne bywają również podrażnione. 6. UKŁAD KRWIONOŚNY Ilość krwi zwierząt rzeźnych w stosunku do ciężaru żywego zwierzęcia wynosi 7,7% u bydła, 4,6% u świni, 8,1% u owcy, 9,8% u konia (Wiktorow). Krew rozprowadzana jest w żywym organizmie przez układ krwionośny składający się z serca i naczyń krwionośnych. Serce jest to mięsisty worek podzielony na dwie komory i dwa przedsionki. Serce z jednej strony zasysa krew z naczyń zwanych żyłami i tłoczy ją pod ciśnieniem do naczyń zwanych tętnicami. Serce otoczone jest osłonką łącznotkankową — osierdziem, przestrzeń między sercem a osierdziem wypełniona jest płynem osierdziowym. Naczynia krwionośne są to swego rodzaju rurki różnej średnicy, przy czym ścianki tętnic są sprężyste, a ścianki żył — wiotkie. Naczynia krwionośne zaczynają się od serca grubą aortą, która rozgałęzia się na tętnice; tętnice rozgałęziają się. na drobniejsze naczynia, te zaś — na naczynia włosowate doprowadzające krew do poszczególnych tkanek. Stąd krew zostaje odprowadzona za pomocą naczyń włosowatych typu żylnego, które z kolei łączą się w większe naczynia, te zaś w grube żyły doprowadzające krew z powrotem do serca. W ten sposób obieg krwi w organizmie jest obiegiem zamkniętym. . Ubój zwierzęcia powinien być przeprowadzony w ten sposób, aby możliwie jak największą ilość krwi usunąć z organizmu; toteż wykrwawiać należy zwierzęta ogłuszone, których serce jeszcze pracuje. Po ogłuszeniu przecina się naczynia krwionośne szyi u wyjścia ich z jamy piersiowej, a pracujące jeszcze serce wypompuje krew z organizmu. Pełnego wykrwawienia nie osiąga się nigdy, a przeciętna wydajność krwi ze sztuki w stosunku do ciężaru żywego wynosi: przy uboju bydła 4,3%, świni — 3%, owcy — 3,5%, koni — 5% (Wiktorow). Krew wypływająca z organizmu zwierzęcia przy wykrwawianiu w czasie uboju zwie się krwią pełną. Składa się ona z części stałych i płynnych (tabl. 2). Do części stałych należą krwinki (białe i czerwone ciałka oraz inne składniki; części stałe krwi są zawieszone w części płynnej zwanej osoczem (plazmą). Krew ma odczyn lekko zasadowy. Siła i szybkość wypływu krwi jest o wiele większa przy przecięciu tętnic niż żył. Krew po wypłynięciu z organizmu ulega skrzepnięciu. Krzepnięcie krwi jest spowodowane przejściem jednego ze składników krwi, zwanego fibrynogenem, we włóknik zwany fibryną, który oplata ciałka krwi, wskutek czego masa krwi przybiera postać skrzepu. Obecność soli żelaza lub rdzy wpływa przyśpieszająco na krzepniecie krwi. Aby utrzymać krew w stanie płynnym, stosuje się dwie metody: a. Krew pełną zanim zacznie krzepnąć miesza się energicznie; wówczas włóknik ścina się w postaci skrzepów, krew zaś płynna, oddzielona od tych skrzepów nosi nazwę krwi odwłóknionej (defibrynowanej). b. Do krwi pełnej, póki jest jeszcze płynna, dodaje się substancji chemicznych zwanych stabilizatorami, przeciwdziałających, tworzeniu się fibryny. Krew. taka nazywa się stabilizowaną. Jako stabilizatorów używa się cytrynianu sodowego lub mieszanki soli fosforowych zwanej „fibryzolem". Naczynia włosowate są bardzo delikatne i łatwo ulegają pęknięciu (np. pod wpływem uderzenia). Wówczas wypływająca z nich krew powoduje przekrwawienie i ciemne zabarwienie tkanki, w której naczynia zostały uszkodzone. Przy silnym uderzeniu, złamaniu kości lub zerwaniu ścięgien rozerwaniu mogą ulec nawet grubsze naczynia, co powoduje tworzenie się w tkankach większych wylewów krwawych. 7. INNE UKŁADY CIAŁA a. Układ pokarmowy zaczyna się w jamie ustnej a kończy odbytem; w skład jego wchodzą: język, przełyk, żołądek, jelita cienkie i jelita grube zakończone odbytem. Przeżuwacze (bydło i owce) oprócz żołądka właściwego posiadają trzy przedżołądki. b. Układ oddechowy składa się z krtani, tchawicy i płuc, c. Układ moczowy składa się z nerek, moczowodów, pęcherza i cewki moczowej. d. Układ płciowy składa się u samców z jąder umieszczonych w worku - mosznie, z przewodów nasiennych i prącia, a u samic — z jajników, jajowodów, macicy, pochwy, łechtaczki i warg sromowych. e. Układ nerwowy, do którego należą; mózgowie, rdzeń kręgowy i poszczególne nerwy. Poza gruczołami wymienionymi przy poszczególnych układach na uwagę pracownika przemysłu mięsnego zasługuj ą: przysadka i nasadka mózgowa, tarczycą, przytarczyca, grasica, trzustka, wątroba, nadnercze, śledziona. Najważniejsze organy wewnętrzne,(rys. 24) omówione, będą przy opisie poszczególnych zwierząt rzeźnych. Do zwierząt rzeźnych, których mięso wchodzi u nas do masowego obrotu, należą świnie, bydło, owce i konie. Zwierzętom tym zależnie od wieku, płci, użytkowania czy też przeznaczenia ich za życia, a mięsu pochodzącemu od nich po uboju —- nadawane są nazwy przytoczone w poniższej tablicy. II. OGÓLNE ZASADY TECHNICZNEGO PODZIAŁU CIAŁA ZWIERZĄT RZEŹNYCH. W oparciu o podział anatomiczny ciała zwierzęcego następuje podział techniczny ciała zwierzęcego w zależności od przeznaczenia użytkowego poszczególnych jego części. W związku z tym konieczne jest ustalenie zasad, według których dzieli się ciało zwierzęcia, oraz ustalenie nomenklatury. Przez określenie ciało zwierzęcia rozumie i się cały organizm zwierzęcia w tym stanie, w jakim znajduje się zwierzę przed ubojem. W czasie uboju zwierzę zostaje wykrwawione, po czym zdejmuje się z niego skórę lub tylko okrywę włosową (u świń) wyjmuje organy znajdujące się w jamie brzusznej i piersiowej; z kolei odcina się nogi i głowę u wszystkich zwierząt z wyjątkiem świń. Ze świń również może być zdjęta pewna część skóry (świnia skórowana) lub też skóra może być w całości pozostawiona na tuszy (świnia nieskórowana). Czynności te określa się jako oprawienie zwierzęcia. Oprawione ciało zwierzęcia nazywa się t u s z ą. Ciężar tuszy służy do określenia wydajności poubojowej zwierzęcia. Do obrotu wprowadza się tylko tusze cieląt i owiec, tusze innych zwierząt ulegają podziałowi na półtusze i ćwierci. Tuszę dzieli się wzdłuż kręgosłupa na dwie symetryczne połowy zwane półtuszami, przy czym ogon należy z reguły do półtuszy prawej. Tusze zwierząt większych — bydła i koni — których ciężar półtuszy przekracza 55 kg, dzieli się na ćwierci— przednią i tylną; podział na ćwierci dokonuje się między ostatnim a przedostatnim żebrem. Półtusze i ćwierci dzieli się na części zasadnicze. Podział na części zasadnicze oparty jest na budowie anatomicznej oraz na przeznaczeniu użytkowym poszczególnych części. Podział ten jest tak pomyślany, że poszczególne części stanowić mogą bądź gotowy produkt, z którego następuje wyrąb w sklepach mięsnych; bądź też mogą stanowić półprodukt dla przetwórstwa, służący zarówno do dalszego podziału na elementy kulinarne, jak na przetwory przygotowywane z jednego kawałka, np. szynka, polędwica itp., bądź na przetwory z mięsa rozdrobnionego. Części Zasadnicze dzieli się na: a. Elementy dla sklepów garmażeryjnych, tj. takie,, które są przygotowane i przeznaczone do dystrybucji detalicznej mięsa surowego. , b. Elementy kulinarne, tj. takie, które nadają się bez dalszego okrawania, w całości lub po pokrajaniu na jednolite porcje, do przyrządzania półfabrykatów lub gotowych wyrobów gastronomicznych. Podział ten nadaje się do stosowania w przemyśle gastronomicznym i przy produkcji półfabrykatów oraz gotowych wyrobów kulinarnych. c. M i ę s o bez kości przeznaczone na przetwory z mięsa rozdrobnionego. Na tym etapie podziału tuszy otrzymuje się również kości. Do części ciała zwierzęcego nie wchodzących w skład tuszy należą krew, podroby, jelita oraz niejadalne produkty poubojowe. Krew może być produktem jadalnym i technicznym. Podroby stanowią jadalne organy ciała zwierzęcego otrzymywane z uboju zwierząt rzeźnych, nie wchodzące w skład tuszy. Niejadalne uboczne produkty poubojowe stanowią części ciała zwierząt rzeźnych przeznaczone nie do spożycia, lecz na cele techniczne (np. skóra bydła, owcy, świni i konia, szczecina, włosie, rogi, kopyta, gruczoły przeznaczone do wyrobu środków leczniczych itp.). Szczegóły dotyczące podziału technicznego ciała zwierząt rzeźnych oraz podział podrobów i niejadalnych ubocznych produktów uboju zależą od gatunku zwierząt i podane są przy opisie tych gatunków. Podany powyżej schemat (tabl. 4) ilustruje ogólne zasady podziału ciała zwierząt rzeźnych. ' III. PODZIAŁ TUSZY WIEPRZOWEJ 1. ŻYWIEC . W związku z zapotrzebowaniem wyhodowano dwa odmienne typy świń: typ mięsny i typ tłuszczowy. Typ mięsny dostarcza duże ilości nieprzetłuszczonej tkanki mięśniowej oraz stosunkowo mniejsze ilości tłuszczu wyraźnie odgraniczonego od tkanki mięśniowej. Do typu mięsnego zalicza się świnie rasy wielkiej białej angielskiej i wielkiej białej pomorskiej. Charakterystyczne sztuki należące do tego typu mają wydłużoną budowę ciała, dobrze umięśnioną szynkę i szeroki mięsisty grzbiet. Typ tłuszczowy dostarcza nieco mniej tkanki mięśniowej w dodatku silnie przetłuszczonej - śródmięśniowo oraz stosunkowo więcej tłuszczu. Do typu tłuszczowego zalicza się świnie rasy gołębskiej (puławskiej), polskiej białej ostrouchej i niemieckiej białej szlachetnej. Charakterystyczne sztuki tego typu mają krótką i szeroką budowę ciała, łopatki i szynki są dobrze rozwinięte, lecz przetłuszczone. Istnieje szereg typów pośrednich powstałych na drodze krzyżowań; poszczególne sztuki zalicza się jednak do jednego z dwóch wyżej podanych typów w zależności od przewagi cech. 2. TUSZE I PÓŁTUSZE WIEPRZOWE Tuszę wieprzową stanowi ciało świni pozbawione podczas uboju pokrywy włosowej wraz z naskórkiem, a przy świniach skórowanych — i części skóry, kopyt, gałek ocznych wraz z oprawą oka, wewnętrznej czyści muszli usznej oraz narządów wewnętrznych jak: ośrodek, przewód pokarmowy, pęcherz, sieć i tłuszcz otokowy wraz z trzustką i śledzioną, wewnętrzne i zewnętrzne części narządów płciowych oraz ewentualne skrzepy krwi, które muszą być również usunięte. Do tuszy zalicza się skórę, nerki i sadło, głowę z mózgiem, nogi i ogon, jak również mięsistą część przepony brzusznej. Jeśli część skóry zostaje zdjęta wraz z okrywą włosową na cele techniczne, to ciężar skóry (ze szczeciną) wraz z ewentualnie usuniętym tłuszczem podskórnym dolicza się do ciężaru tuszy. Półtusze wieprzowe otrzymuje się przez symetryczny podział tuszy wzdłuż kręgosłupa, przy czym usuwa się mózg, rdzeń kręgowy, nerki i sadło, których do półtuszy się nie zalicza. Półtusze wieprzowe klasyfikuje się w zależności od typu, płci, ciężaru i grubości słoniny. Rozróżnia się dwa typy półtusz — mięsny i tłuszczowy. Do typu mięsnego zalicza się półtusze o wydłużonej budowie, których mięśnie są stosunkowo nieznacznie przetłuszczone i tłuszcz wyraźnie oddzielony od tkanki mięśniowej. Typ ten ma przeważnie grubszą słoninę na grzbiecie niż na bokach.



























-
Jeszcze raz. Proszę poczytać kiedy powstaje, co to jest i z czego składa się dym (KAŻDY!!!) oraz co pozostaje na wędzonym, podwędzanym produkcie (bez względu na temperaturę wędzenia), w warunkach pełnej izolacji.
-
Proszę zastanowić się, co zawiera taki dym i co pozostaje na "wędzonym" produkcie po operacji "wędzenia" w pełnej izolacji.
-
Przeczytaj sobie "kapuściany elementarz": /topic/11920-rok-1955-kiszenie-kapusty/
-
O ile pamiętasz, miałeś bana na własną prośbę. To jednak minęło po miesiącu i u mnie wszystko jest ok (ot, choćby to, że tutaj wchodzisz i możesz pisać). Sprawdź swoją skrzynkę, czy przypadkiem nie masz jej pełnej.
-
Podstawy procesu wędzenia - W.I.Kurko [1963 r.]
Maxell odpowiedział(a) na Maxell temat w Wędzarnie. Budowa i obsługa
ZMIANY W STRUKTURZE HISTOLOGICZNEJ TKANEK Zmiany w strukturze histologicznej tkanek są związane przede wszystkim ze zmianami substancji białkowych produktu, a więc i z garbowaniem i denaturacją białek i mają ze sobą wiele wspólnego. Jednocześnie istnieją pewne różnice, zależące od rodzaju produktu (mięso, ryba, kiełbasa itp.), a także warunków wędzenia (wędzenie na zimno, gorąco). Struktura histologiczna tkanek ryby. Bromlej (15) stwierdził, że największe zmiany określonych morfologicznych części ryby (skóra, wiązki mięśniowe, warstwy tkanki łącznej) zachodzą podczas wędzenia na gorąco. Na rysunku 23 jest pokazana budowa powierzchniowej warstwy ryby przed i po wędzeniu na gorąco. rysunek23 Zewnętrzna cienka warstwa naskórkowa (epidermis) jest mało trwała i zazwyczaj ściera się podczas przygotowywania ryby do wędzenia. Kolagenowe włókna wewnętrznej, mocniejszej warstwy skóry (derma), do czasu wędzenia gęsto ułożone (rys. 23a) pęcznieją podczas wędzenia na gorąco i wskutek tego rozszerzają się, tworząc fałdy i zakładki. Przy tym, pod wpływem wody i wysokiej temperatury, delikatne i cienkie nici włókien kolagenowych podskórnej siateczki tłuszczowej przechodzą w glutyn. W rezultacie tego drobniutkie kuleczki tłuszczu zamknięte w tkance podskórnej zlewają się tworząc większe skupienia, a głębsze warstwy skóry odstają od tkanki mięśniowej. Skóra deformuje się tym mocniej, im grubsza jest podskórna warstwa tłuszczu w rybie. Podczas wędzenia na gorąco ulegają zasadniczym zmianom także i łącznotkankowe elementy tkanki mięśniowej (rys. 23c), kolagen przechodzi w rozpuszczalny glutyn, komórki tłuszczowe ulegają uszkodzeniu i łączą się w większe skupiska. Włókna mięśniowe koagulują, lecz granice komórek zachowują się, gdyż oporna na działanie ciepła sarkolemma nie zostaje uszkodzona. W miejscach, gdzie są większe ilości glutynu zwiększają się przestrzenie międzykomórkowe. Jednocześnie glutyn i wytopiony tłuszcz przemieszczają się do innych części tkanki tworząc podcieki pod skórą, szczególnie w miejscach grubszych warstw łącznotkankowych. W rezultacie wymienionych zmian ryba traci wytrzymałość mechaniczną. Po ostudzeniu ryba wędzona na gorąco staje się twardsza w wyniku galaretowacenia (żelowania) glutynu. Podczas wędzenia ryby na zimno skóra twardnieje (wysycha), lecz ogólnie struktura nie ulega zmianie. Początkowo wysycha epidermis (w tych miejscach, gdzie się zachował), później kolagen dermy; powierzchnia łuski (jeśli wędzi się rybę z łuską) ulega spłaszczeniu. W tkance podskórnej wyłaniają się cienkie włókna kolagenowe, między którymi są zamknięte poszczególne komórki tłuszczowe lub podcieki wytopionego tłuszczu. Przestrzenie międzykomórkowe w tkance mięśniowej zanikają, a komórki w chwili zakończenia procesu Wędzenia tworzą zwartą siatkę strukturalną, co jest charakterystyczną oznaką znacznego odwodnienia tkanki. rysunek24 Podczas wędzenia ryby na zimno komórki skóry i tkanki mięśniowej nie ulegają uszkodzeniu. Wskutek wyschnięcia i zwarcia się mięśni i warstw łącznotkankowych mięso ryby staje się twardsze i nabiera bardziej zwartej konsystencji. . Podczas wędzenia ryby na zimno (w odróżnieniu od wędzenia na gorąco) nie występuje gromadzenie się podcieków glutynowych. Oznaki rozpadu kolagenu w rybie wędzonej na zimno wskazują na niewłaściwy przebieg procesu technologicznego (przekroczenie temperatury podczas wędzenia). Według Bromleja składniki dymu przenikają przez skórę wybiórczo, przy czym w głąb produktu przechodzą tylko składniki dymu dobrze rozpuszczalne w soku komórkowym, tj. gazy i najlżejsze frakcje substancji organicznych. Cięższe frakcje dymu nie dyfundują do tkanki i osiadają na powierzchni skóry lub łuski razem z cząstkami mechanicznymi i zawiesinami, nadając barwę produktom wędzonym. Podczas wędzenia na gorąco składniki dymu przenikają do tkanki ryb słabiej niż podczas wędzenia na zimno, przy czym rozprzestrzeniają się wzdłuż dróg tkanki łącznej także i po zakończeniu procesu wędzenia. Jednakże poglądy te mają charakter hipotetyczny, gdyż Bromlejowi nie udało się stwierdzić za pomocą techniki mikroskopowej przenikania wędzarniczych składników dymu do ryby ani przy zimnym, ani przy gorącym sposobie wędzenia. Później inni autorzy (169, 190) stwierdzili przenikanie składników dymu do ryby. Według Judickiej zmiany strukturalne zachodzące pod wpływem ciepła wywierają duży wpływ na przenikanie do ciała ryby składników dymu. Istotną przy tym rolę odgrywają tzw. torebki łusek w skórze. rysunek25 Na rys. 25 widać, że w skórze świeżego dorsza torebki są zamknięte. Pod wpływem działania ciepła torebki rozwarstwiają się, co sprzyja gromadzeniu się w nich i następnemu przemieszczaniu w głąb ryby składników dymu. O głębokości przenikania składników dymu w głąb ryby autorka wywnioskowała na podstawie wielkości strefy zabarwionej hematoksyliną-eozyną na kolor różnicy się od zabarwienia znajdującej się pod nią masy produktu. Judickaja stwierdziła, że podczas wędzenia na gorąco składniki dymu przenikają do ryby na niewielką głębokość, obejmującą całą warstwę podskórną i nieznaczną część tkanki mięśniowej. rysunek.26 Struktura histologiczna mięsa i produktów mięsnych. Zmiany strukturalne zachodzące w tkance mięśniowej pod wpływem ciepła wyglądają następująco (53, 58, 99). Na początku obróbki cieplnej włókna kolagenowe stają się przezroczyste, wyprostowują się, pęcznieją i rozszerzają; włókna mięśniowe stają się bardziej ścisłe, średnica ich zmniejsza się, lecz zachowuje się prążkowanie poprzeczne. Podczas dalszej obróbki zarysy włókien kolagenowych stają się mniej wyraźne, pęczki kolagenowe rozszczepiają się na poszczególne włókna i włókienka, tworzą się zbiorowiska glutynu, zwiększające się w miarę przedłużania czasu działania ciepła. Jednocześnie zanika okrągłość zarysów włókien mięśniowych (na przekroju poprzecznym) oraz znacznie zwiększa się rozmiar omięsnej własnej włókien. Podczas bardzo długiego i intensywnego działania ciepła zachodzi deformacja włókien, następuje rozerwanie ich błon komórkowych i tworzą się znaczne ilości glutynu (289). W kiełbasach i parówkach, przygotowanych z mięsa mielonego, zmiany strukturalne są trudniejsze do stwierdzenia, lecz w zasadzie mają one ten sam charakter. Plewa i Takac stwierdzili, że podczas obróbki kiełbas gorącym dymem (opiekanie) tworzy się bezpośrednio pod osłonką warstwa barwiąca się hematoksylino- -eozyną na kolor bardziej jaskrawy i bardziej czerwony niż pozostała masa produktu (190). W związku z tym nazwali ją oni warstwą e o z y n o f i l n ą. Grubość warstwy eozynofilnej zależy od czasu znajdowania się produktu w komorze wędzarniczej. rysunek27 W rezultacie 30- minutowego opiekania kiełbas tworzy się warstwa eozynofilna grubości 48 µ, po 90 minutach — 113 µ, a po 2 godzinach 144 µ. Według danych Plewy i Takaca po dłuższym wędzeniu kiełbasy zabarwiona warstwa nie zwiększa już swoich rozmiarów. Spośród innych zmian strukturalnych produktów mięsnych zachodzących podczas wędzenia (opiekania) istotne znaczenie ma przemieszczanie się tłuszczu. W surowych parówkach tłuszcz znajduje się albo w postaci równomiernie rozprowadzonej masy tłuszczowej lub (częściowo) w postaci niedużych kuleczek. rysunek28 Podczas opiekania parówek wytopione kuleczki tłuszczu warstwy powierzchniowej przemieszczają się w kierunku osłonki, tworząc pod nią cienką warstwę tłuszczową. Przypuszcza się, że zwarta warstewka tłuszczu pod osłonką, przeszkadzająca zbytniemu wysychaniu produktu, sprzyja wydłużeniu okresu przechowywania kiełbas (190). Proces wędzenia powoduje zasadnicze zmiany w chemicznych, fizycznych i fizykochemicznych właściwościach produktu, prowadzące do wytwarzania się specyficznych własności, tj. zapachu, smaku, wyglądu zewnętrznego, konsystencji. Takie zmiany, jak koagulacja białek, wysychanie, ubytki wagowe następują we. wszystkich produktach poddanych działaniu ciepła. Inne zaś zmiany, jak osadzanie się składników dymu, dyfuzja w głąb produktu, zabarwianie i garbowanie powierzchni, zwiększenie trwałości na zmiany oksydacyjne i mikrobiologiczne itp. są charakterystyczne jedynie dla procesu wędzenia. Ubytki wagowe, następujące głównie wskutek parowania wody, zwiększają się ze wzrostem temperatury i prędkością przepływu dymu. i zmniejszają się przy wzroście jego wilgotności. Powierzchnia produktów wędzonych zabarwia się najwidoczniej w rezultacie osiadania na niej substancji barwnych typu żywic obojętnych, fenoli i furfurolu, łatwo ulegających utlenianiu i polimeryzacji oraz produktów karmelizacji węglowodanów. Zabarwienie staje się intensywniejsze ze wzrostem stopnia wysuszenia powierzchni produktu, ze zwiększeniem się gęstości i wilgotności dymu wędzarniczego, przedłużeniem czasu wędzenia i prędkością przepływu dymu. Intensywność zabarwienia zależy także od rodzaju produktu i drewna użytego do wytwarzania dymu. Podczas wędzenia zmniejsza się zawartość azotynów, wskutek czego wędliny uzyskują mniej czerwone zabarwienie, chociaż ogólnie rzecz biorąc wszystkie czynniki wędzenia wpływają dodatnio na kolor tych wędlin. Pod wpływem garbującego działania niektórych składników dymu (aldehydu mrówkowego, aldehydu octowego, poszczególnych produktów kondensacji fenoli z aldehydami) znajdujące się w zewnętrznych warstwach produktu białka nabierają nowych własności (zwiększenie odporności na działanie ciepła, zwiększenie wytrzymałości, zachowanie porowatości podczas suszenia), dzięki czemu lepiej zachowuje się kształt produktu (szczególnie ryby). Za pomocą metod histologicznych, makroskopowych i chemicznych stwierdzono, że składniki wędzarnicze dymu przenikają do; produktu zarówno podczas wędzenia, jak też podczas późniejszego przechowywania. Przenikanie do produktu składników dymu wędzarniczego ma charakter procesu dyfuzyjnego i zależy od strukturalnych zmian produktu podczas obróbki, czasu wędzenia, wilgotności dymu, rodzaju produktu (stosunku tkanki mięśniowej do tłuszczowej itd.) i od stanu jego powierzchni. Zauważono tendencję do znaczniejszego gromadzenia się fenoli dymu w tkance tłuszczowej niż w mięśniowej. Zmiany chemiczne białek mięsa i ryby, poddawanych wędzeniu na zimno, są analogiczne do zmian zachodzących podczas solenia i podczas suszenia tych produktów, lecz są silniej wyrażone. Specyficzne organoleptyczne właściwości produktu wędzonego zależą od zmian samego produktu (procesy enzymatyczne w kiełbasach trwałych, osiągnięcie stanu kulinarnej przydatności podczas wędzenia gorącego), warunków wędzenia i jakości dymu. Charakterystyczny zapach wędzenia jest uzależniony od poszczególnych frakcji fenoli, posiadających odcienie zapachu korzennego, niektórych aldehydów i ketonów typu furfurolu, waniliny, dwu- acetylu i innych jeszcze nie zidentyfikowanych substancji. Ostrość zapachu wędzenia nadają związki typu alkoholu metylowego i aldehydów alifatycznych. W tworzeniu smaku produktów wędzonych udział biorą kwasy, fenole i inne substancje z wyraźnie zaznaczonym smakiem. Składniki dymu typu zasad organicznych i węglowodory aromatyczne nie posiadają jakichkolwiek pożytecznych właściwości i z punktu widzenia fizjologicznej oceny produktów wędzonych są balastem lub też są niepożądane. Produkty wędzone ulegają w mniejszym stopniu jełczeniu i zepsuciu bakteryjnemu niż nie wędzone. Wynika to z faktu przenikania do produktu składników dymu posiadających własności przeciwutleniające lub bakteriobójcze. Najsilniejsze własności przeciwutleniające posiadają fenole. Organiczne składniki dymu, jak kwasy, minimalnie zabezpieczają tłuszcz przed jełczeniem, a zasady, węglowodany i substancje obojętne nawet w pewnej mierze sprzyjają utlenianiu tłuszczu. Zdolności przeciwutleniające fenolowych składników dymu zależą od ich budowy chemicznej: frakcje niskowrzące, zawierające fenole jednowodorotlenowe typu kwasu karbolowego, krezoli itp., charakteryzują się stosunkowo słabymi własnościami przeciwutleniającymi; frakcje, w skład których wchodzą związki typu gwajakolu, są w pewnym stopniu aktywniejsze od poprzednich, lecz znacznie ustępują frakcjom wysokowrzącym. Najsilniejszymi przeciwutleniaczami są estry metylowe i dwumetylowe pirogalolu i gwajakolu, pirokatechiny i ich homologów. Bakteriobójcze działanie wędzenia jest wynikiem kombinowanego działania suszenia, solenia, wysokiej temperatury dymu (podczas wędzenia gorącego), osadzania się i przenikania w głąb produktu antyseptycznych składników dymu, wykazujących niejednakowe działanie na różne mikroorganizmy, w rezultacie czego w mikroflorze resztkowej produktu wędzonego częściej przeważają formy coccus i bakterie kwasu mlekowego; wśród mikroorganizmów przeżywających oporność na działanie czynników zewnętrznych nie zwiększa się. Zawartość mikroorganizmów w produkcie wędzonym zmniejsza się proporcjonalnie do czasu wędzenia, a szybkość zmniejszania się — wzrasta w rezultacie stosowania bardziej wilgotnego dymu. Obumieranie mikroorganizmów znajdujących się wewnątrz produktu, w okresie po zakończeniu wędzenia (resztkowe działanie wędzenia), jest związane z powolną dyfuzją składników bakteriobójczych dymu z warstw powierzchniowych do leżących głębiej. Działanie dymu na pleśnie jest stosunkowo słabe. Bakteriobójcze działanie poszczególnych składników dymu na mikroflorę zależy od ich budowy chemicznej: zestawienie.str.122 O stopniu uwędzenia produktów można najdokładniej wnioskować na podstawie zawartości fenoli, oznaczonych kolorymetrycznie za pomocą odczynników typu 2, 6-dwuchlorochmoinochloroimidu i 4-aminoantipiryny.