Maxell
-
Postów
46 215 -
Dołączył
-
Ostatnia wizyta
-
Wygrane w rankingu
180
Typ zawartości
Profile
Forum
Wydarzenia
Mapa użytkowników
Sklep
Giełda
Treść opublikowana przez Maxell
-
Chętni do uczestnictwa w kursie serowarskim w pierwszej połowie 2016 r.
Maxell odpowiedział(a) na Maxell temat w KURSY - aktualne
Proszę, by tutaj zapisywali się wszyscy chętni do uczestnictwa w kursie serowarskim, który mógłby zostać zorganizowany w pierwszej połowie 2016 r. w SDM w Łazach. Proszę nie kopiować listy, a zapisywać się w odrębnych postach podając: - ilość osób chętnych do uczestnictwa w kursie, - ewentualny termin (miesiąc), który by Was zadowalał. Lista osób chętnych do uczestnictwa w kursie serowarstwa - pierwsze półrocze 2016 r.: 1. Piksiak (termin dowolny) 2. Andym (termin dowolny) 3. Renata Celt (termin dowolny) 4. Robert Celt (termin dowolny4. 5. 6. Minimalna liczba osób - 22. -
[Rok 1956] Przyprawy i surowce pomocnicze przy przerobie mięsa
Maxell odpowiedział(a) na Maxell temat w Jelita, osłonki, przyprawy i dodatki
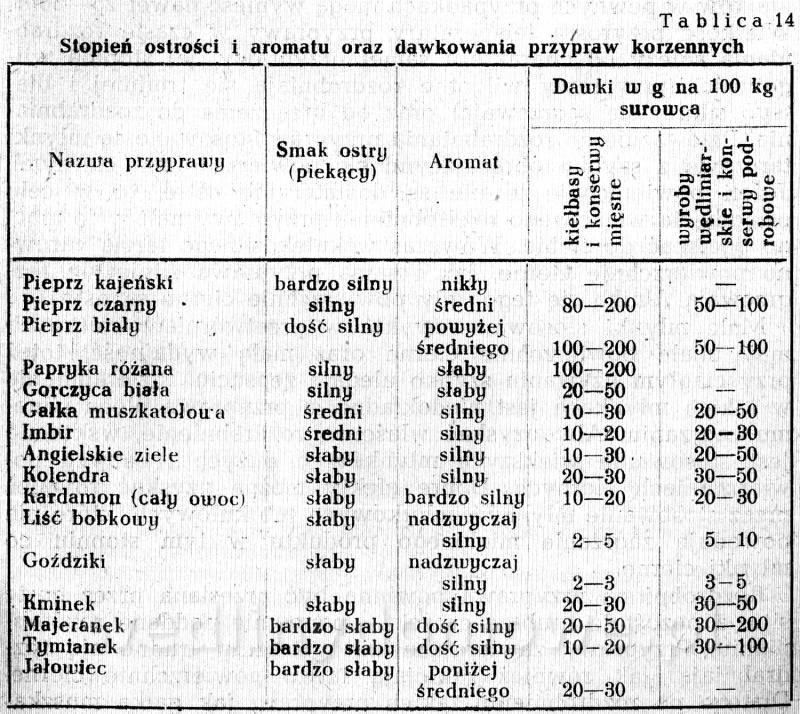
d. Przyprawy importowane Pieprz (Fructus Piperis) Opis rośliny. Pieprz jest suszonym owocem krzewu pieprzowego. Pieprzowiec zwyczajny (Piper nigrum L.) jest rośliną pnąco-czołgającą się z rodziny pieprzowatych. Rośnie dziko na Wybrzeżu Malabarskim (Indie). Obecnie pieprz uprawiany jest również w Indiach Zagangesowych, na półwyspie Malakka oraz na wyspach Indonezyjskich aż do Nowej Gwinei i Filipin. Wymaga on klimatu tropikalnego. Owoce (jagody) zebrane są w gronka (rys. 17) długości 7—15 cm (podobnie jak owoce porzeczki). Jedno gronko zawiera 20—30 twardych, kulistych owoców. Owoce niedojrzałe są zielone, w miarę dojrzewania przybierają barwę jaskrawoczerwoną, która następnie przechodzi w brudnożółtą. Pojedynczy owoc wielkości grochu składa się z twardego nasienia otoczonego skórką, pod którą znajduje się cienka warstewka miękiszu zrośniętego z nasieniem. Zbiór i cechy przyprawy. Zależnie od pory zbioru i metody obróbki otrzymuje się pieprz czarny lub pieprz biały. Pieprz czarny (Piper nigrum) uzyskuje się z niedojrzałych owoców. Do zbioru gronek przystępuje się, gdy pierwsze jagody zaczynają lekko czerwienieć, ale większość jest jeszcze zielona, Gronka owoców suszy się w słońcu lub nad małym ogniem tak długo, aż skórka zmarszczy się i nabierze ciemno- do czarnobrunatnej barwy. Wysuszone ziarnka pieprzu oddziela się od szypułek np. przez przecieranie, a następnie odsiewa na sitach. Czarny pieprz zawiera do 2% eterycznego olejku pieprzowego o charakterystycznym zapachu oraz 5—9% piperyny (piperyna (C17H19NO3) jest związkiem kwasu piperynowego (C12H903) z piperydyną (C5H10N).) nadającej mu ostry, piekący smak. Jakość pieprzu czarnego ocenia się na podstawie twardości, wielkości i barwy ziarna (tabl. 8). Duże, twarde i ciężkie ziarno jest wysoko cenione z powodu większej zawartości substancji aromatycznych i smakowych. Jakość pieprzu czarnego zależy od jego pochodzenia. Najbardziej ceniony jest pieprz Malabarski i Telicherry. Nieco niżej oceniany jest pieprz Goa i Aleppey, gdyż szybciej szarzeje w czasie składowania. Pieprz Singapore jest drobniejszy i niezbyt twardy (zawiera do 2% złomu). Najniżej ocenia się pieprz Lampong i Penang (zawiera do 10% złomu). 1000 ziaren pieprzu Malabarskiego waży ok. 460 g, natomiast Penang — zaledwie 238 g. Pieprz biały (Piper album) uzyskuje się z dojrzałych owoców mających barwę jaskrawoczerwoną. Czerwone owoce mają przyschnięty miękisz i twardą skórkę.- Zebrane ziarno moczy się w wodzie morskiej lub wapiennej albo też poddaje samozagrzaniu w dużych stosach okrytych mokrymi chustami. Po dwu — trzech dniach skórka mięknie, wskutek czego można ją łatwo złuszczyć w stępach lub przez ocieranie. Wyłuskane ziarno poddaje się suszeniu. Jest ono gładkie, żółtobiałe z szarym odcieniem. Pieprz biały ma subtelniejszy smak i lepszy aromat niż pieprz czarny, jest przy tym mniej ostry, gdyż piperyna znajduje się przeważnie w skórce jagody. Pieprz biały może być też otrzymywany z pieprzu czarnego przez ocieranie skórki na sucho, jednak ustępuje on znacznie w jakości oryginalnemu pieprzowi białemu. Otarta skórka z czarnego pieprzu bywa dodawana do pieprzu mielonego. Rozróżnia się następujące gatunki pieprzu białego: Muntok i Batawia — ziarno średnie i duże barwy szarawobiałej, często z domieszką pieprzu czarnego. Singapore — przeważnie duże ziarno jasno-żółtawo-szarawe. Saigon — ziarno przeważnie duże, dokładnie oczyszczone, często wykazujące specyficzny zapach. Skład chemiczny pieprzu podany jest w tabL 9. Zanieczyszczenia i zafałszowania. Pieprz ziarnisty bywa zanieczyszczony odłamkami łodyżek i szypułek oraz pustymi lub pokruszonymi ziarnami. Bywa on również zafałszowany dodatkiem owoców innych pieprzowców, jałowca, nasion strączkowych itp. albo sztucznych ziaren pieprzu. Od pieprzu prawdziwego należy odróżnić nasiona rośliny Piper guinensis uprawianej w Nigerii (Afryka). Produkt ten jest podobny do pieprzu prawdziwego, zawiera jednak mniej piperyny oraz olejku eterycznego i jest znacznie mniej wartościową przyprawą. Pieprz zmielony bywa często fałszowany różnymi dodatkami i dlatego nabywanie go nie jest wskazane. Zastosowanie i własności. Pieprz jest najbardziej cenioną przyprawą ze względu na doskonałe własności smakowe i aromatyczne. Pieprz czarny stosuje się do większości wyrobów mięsnych jako przyprawę nadającą równocześnie ostry smak i aromat. Pieprz biały odznaczający się subtelniejszym smakiem i aromatem stosuje się do niektórych wyrobów delikatesowych oraz do takich wyrobów, w których ciemne cząstki zmielonego pieprzu czarnego mogłyby sprawiać wrażenie zanieczyszczenia. Pieprz działa pobudzająco na wydzielanie soków trawiennych i żółci ułatwiając przez to trawienie pokarmów, szczególnie tłustych. Angielskie ziele (Fructus Pimentae) Opis rośliny. Angielskie ziele (inaczej pieprz angielski) jest owocem drzewa pimentowego (Pimenta officinalis Berg) z rodziny mirtowatych rosnącego na Antylach, szczególnie na wyspie Jamajka, poza tym w Ameryce Środkowej (Meksyk) i w północnej części Ameryki Południowej. Owoc drzewa pimentowego składa się z cienkiej owocni podzielonej wewnątrz na dwie komory; w każdej z nich znajduje się jedno ziarno. Zbiór i cechy przyprawy. Zbiera się niedojrzałe, zielone jeszcze owoce, po czym suszy je w słońcu przez 8—10 dni. Wysuszone owoce (rys. 18) mają barwę od różowej do ciemno- lub czarnobrązowej. Po wierzchnia jest szorstka, kształt — kulisty lub jajowaty, na szczycie widoczna jest pozostałość kielicha i szyjki słupka. Owocnia jest łamliwa; zawarte wewnątrz dwa ziarna są błyszczące, barwy czerwono- lub czarnobrunatnej. Angielskie ziele ma silny zapach i lekko palący, korzenny smak przypominające łącznie gałkę muszkatołową, cynamon i goździki. Przeciętny skład chemiczny angielskiego ziela (wg Cerewitinowa) jest następujący: 8,9% wody, 10,6% związków azotowych, 4,3% olejku eterycznego, 9,2% tłuszczu, 41,3% związków bezazotowych wyciągowych, 23,0% błonnika, i 6,4% popiołu. Angielskie ziele z Jamajki przoduje w handlu zarówno pod względem ilości jak i jakości; inne gatunki są mniej cenione. W handlu spotyka się produkt albo nie sortowany, albo sortowany na grubszy i drobniejszy. Zanieczyszczenia i zafałszowania. Angielskie ziele ziarniste bywa zanieczyszczone odłamkami szypułek, piaskiem itp. albo zafałszowane nasionami innych roślin lub ziarnem sztucznym. Czasami barwi się nasiona ochrą w celu nadania im lepszego wyglądu. Angielskie ziele mielone bywa również często fałszowane — podobnie jak pieprz. Zastosowanie. Angielskie ziele jest cenną przyprawą aromatyczną stosowaną w przemyśle mięsnym przeważnie do wyrobów wędliniarskich oraz niejednokrotnie do kiełbas i marynat. Ze względu na silny zapach przyprawa ta powinna być stosowana w ilościach umiarkowanych. Gałka muszkatołowa (Semen Myristicae) Opis rośliny. Muszkat, inaczej drzewo muszkatołowe (Myristica fragrans i inne gatunki) wyrasta do 20 m wysokości. Drzewo muszkatołowe wymaga klimatu tropikalnego. Rośnie na wyspach Banda, Sumatrze, Jawie, Borneo, Celebes, Cejlonie oraz w ograniczonym zasięgu również na Antylach, w Brazylii i na wyspie Mauritius. Owoc podobny do brzoskwini (rys. 19) składa się z miękiszu, okrywy nasiennej oraz nasienia otoczonego twardą łupiną. Zbiór i cechy przyprawy. Gdy owoc dojrzewa, miękisz — początkowo żółty lub czerwony — zsycha się i pęka; wówczas przystępuje się do zbioru. Po usunięciu miękiszu ukazuje się czerwona, mięsista i popękana okrywa nasienna; zdejmuje się ją ostrożnie, gdyż stanowi ona tzw. kwiat muszkatołowy. Wydobyte z torebki nasiona (orzechy) suszy się na bambusowych kratach nad słabo tlącym się ogniem. Gdy zawarte w skorupie jądra zaczną grzechotać przy potrząsaniu, suszenie przerywa się i jądra wyłuskuje przez rozbijanie bardzo twardej łupiny. Uzyskane w ten sposób brązowe jądra sortuje się, zanurza w mleku wapiennym i ponownie suszy. Warstewka wapna chroni gałkę przed uszkodzeniem przez owady. Okrągłe lub jajowate gałki są na powierzchni wyraźnie bruzdkowane, długość ich wynosi 2—3,5 cm, szerokość — ok. 2 cm. Przekrój gałki jest żółtawy z brązowymi pasmami (marmurek). Gałka muszkatołowa zawiera 8—12% olejku eterycznego, który nadaje jej silny zapach i typowy, gorzko-korzenny smak. Poza tym zawiera ona 20—25% tłuszczu (tzw. masło muszkatołowej. Wytłacza się go z uszkodzonych i drobnych gałek. Tłuszcz ten znajduje zastosowanie w farmaceutyce. Dobre gałki nie mogą być robaczywe, zdrewniałe ani puste; powinny być aromatyczne, ciężkie, zawierać dużo tłuszczu; popiołu — nie więcej niż 3%. Gatunki handlowe. Banda — najcenniejszy gatunek; są to tzw. prawdziwe gałki (z drzew Myristica fragrans Houtt) kształtu kulisto-owalnego, długości od 2 do 3 cm, grubości od 1,5 do 2 cm. Klasyfikowane są zwykle zależnie od wielkości: gałki duże od 160—170 do 270—280 szt./kg, gałki drobne 350— 400 szt./kg. Papua — mniej cenny gatunek, aromat mniej delikatny (przypominający terpentynę); są to tzw. makasarskie gałki muszkatołowe (z drzew Myristica argentea Warb). Mają kształt podłużnie jajowaty, grubość gałki — od 1,5 do 2,5 cm. Zafałszowania. Najczęściej są one następujące: w robaczywych gałkach zasmarowuje się otworki tłuszczem lub wapnem albo też wykonuje się sztuczne gałki z gliny, mąki i proszku lub masła muszkatołowego. Sztuczne gałki — w przeciwieństwie do naturalnych — rozmiękają i rozpadają się w wodzie. Oprócz nasion szlachetnych drzew muszkatołowych znajdują się w handlu nasiona mniej szlachetnych lub dziko rosnących gatunków pokrewnych, np. gałki bombajskie (Myristica malabarica Lam.). Kształtem są one podobne do gatunku Papua, lecz bardziej walcowate i niearomatyczne. Zawierają barwnik rozpuszczalny w alkoholu i zabarwiający się pod działaniem alkalii na krwistoczerwono. Prawdziwa gałka nie zawiera tego barwnika. Kwiat muszkatołowy (Macis) nie jest kwiatem w znaczeniu botanicznym, lecz okrywą nasienną. Po wysuszeniu na powietrzu kwiat staje się twardy i łamliwy oraz przybiera barwę pomarańczowożółtą do brązowej. Ma korzenny smak i bardzo silny zapach — podobnie jak gałka. Kwiat muszkatołowy sproszkowany ma barwę czerwonożółtą. Najcenniejszy jest gatunek Banda, tzw. prawdziwy kwiat muszkatołowy (podobnie jak gałka). Gatunek Papua różni się od poprzedniego tym, że jest mniej drobno wycinany oraz znacznie mniej aromatyczny. Zafałszowania. Kwiat cały bywa fałszowany dodatkiem odmian niearomatycznych, np. kwiatem bombajskim mającym wycinki dużo węższe niż kwiat prawdziwy, łączące się u szczytu w siatkowatą czapeczkę. Kwiat sproszkowany bywa fałszowany dodatkiem sproszkowanej gałki, mielonego pieczywa, makuchu, cynamonu itp. Zastosowanie. Gałkę i kwiat muszkatołowy stosuje się — po rozdrobnieniu — jako aromatyczną przyprawę do wielu wyrobów w przemyśle mięsnym. Gałka działa pobudzająco na wydzielanie soków trawiennych. Kardamon (Fructus Cardamoni) Opis rośliny. Kardamon (Ellateria cardomomum) jest rośliną trzcinowatą należącą do rodziny imbirowatych. Rośnie w krajach tropikalnych. Pierwotną ojczyzną kardamonu było Wybrzeże Malabarskie; obecnie uprawiany jest w całej tropikalnej części Azji, na Cejlonie, wyspach Sundajskich, na Madagaskarze i w tropikalnych częściach Afryki. Zbiór i cechy przyprawy. Trójgraniasta owocnia kardamonu podzielona jest na trzy komory, w których znajdują się nasiona. Są one drobne, ciemno- lub czerwonobrunatne, nieregularne, wielokanciaste, poprzecznie prążkowane. Z chwilą osiągnięcia pełnej dojrzałości owocnia pęka i nasiona wysypują się. Aby tego uniknąć, przystępuje się do zbioru, gdy zielone owocnie zaczynają lekko żółknąć. Zebrane owocnie suszy się, oczyszcza z resztek kielichów i szypułek, po czym bieli się, aby uzyskać pożądaną białawożółtawą barwę produktu. Kardamon ma przyjemny, bardzo silny zapach przypominający nieco kamforę i terpentynę oraz delikatny, korzenny smak. Smak i zapach mają tylko nasiona kardamonu. Zawierają one 3,5—7% eterycznego olejku i stanowią 60—75% wagowych całego owocu. Sama owocnia jest prawie bezwartościowa. Skład chemiczny kardamonu podany jest w tablicy 10. Zawartość wilgoci nie powinna być wyższa niż 10%. W handlu znajdują się całe owocnie z nasieniem lub samo nasienie. Gatunki handlowe (rys. 20). Kardamon malabarski, tzw. mały kardamon, jest to najlepszy gatunek kardamonu. Owocnia jest barwy słomkowożółtej do jasnobrązowej, podłużnie prążkowana; kształt — tępo - kanciasty, prawie jajowaty; długość — od 1 do 2 cm. W każdej komorze owocni znajduje się 5—8 małych nasion (3 mm). Nasiona są niekształtne, o pomarszczonej powierzchni. Równie dobre są gatunki kardamonu: Mysore — duży, bielony, bardzo cenny i drogi; Alleppey — żółtawozielony, o pięknym aromacie; Mangalore — nie bielony, zawiera dużo ziarna. Mniej cenny jest kardamon cejloński, tzw. długi albo dziki, szarobrunatny, mocno żebrowany, często skrzywiony sierpowato, ostro zakończony, długości — do 4 cm. Każda komora zawiera ok. 20 nasion, które są tylko trochę większe od kardamonu malabarskiego. Zafałszowania. Cały kardamon bywa fałszowany dodatkiem mniej wartościowych odmian, szczególnie gatunków Arnomum (np. kardamonem abisyńskim mającym owocnie długości do 5 cm, brunatne, podłużnie prążkowane; w każdej komorze znajduje się do 50 ściśle do siebie przylegających gładkich nasion). Czyste nasienie fałszuje się dodatkiem nasion jałowca. Jest to łatwe do wykrycia. Sproszkowany kardamon bywa fałszowany dodatkiem samych owocni, imbiru, mąki itp. Zastosowanie. Kardamon po rozdrobnieniu na proszek stosuje się do trwałych kiełbas i innych wyrobów. Jest to doskonała przyprawa aromatyczna. Kardamon działa wzmacniająco na żołądek. Papryka (Fructus Capsici) Opis rośliny. Papryka zwana jest również pieprzem tureckim. Pieprzowiec turecki (Capsicum) należy do rodziny psiankowatych, podobnie jak pomidóry i ziemniaki. Jednym z licznych gatunków pieprzowca tureckiego jest Capsicum anuum L., zwany pospolicie papryką. Jest to roślina jednoroczna pochodząca z gorących stref Ameryki Południowej i Środkowej. Obecnie papryka uprawiana jest w całej południowej Europie, a przede wszystkim na Węgrzech, szczególnie w okolicy Szeged i Kalocsa. W Polsce papryka dojrzewa jedynie w miejscach osłoniętych, o południowej wystawie słonecznej. Owoce papryki (jagody, rys. 21) podobne są do strąków. Mają one od 6 do 12 cm długości i od 2 do 5 cm szerokości. Strąki mają różny kształt zależnie od odmiany. Odmiany szlachetne, łagodne mają zwykle strąki kształtu jajowatego, natomiast strąki odmian mniej szlachetnych, ostrych są długie, wąskie, ostro zakończone. Zielony owoc papryki w miarę dojrzewania staje się jaskrawoczerwony, o gładkiej, błyszczącej powierzchni. Jagoda jest cienkościenna (wewnątrz pusta) i podzielona przegrodami na trzy komory. Na przegrodach i na mięsistej nasadzie w dolnej części komory są osadzone drobne tarczkowate nasiona. Zbiór i cechy przyprawy. Do zbioru przystępuje się, gdy owoc papryki jest dojrzały. Ostry smak zawdzięcza, papryka kapsaicynie, której najwięcej znajduje się w przegrodach oraz w miarę dojrzewania — w nasionach. Kapsaicyna (C18H27NO3) ma odczyn słabo kwaśny. Przez usuwanie przegród z owoców oraz przez ługowanie lub mycie nasion względnie przez dodawanie pewnej ilości przegród wraz z niemytymi nasionami można dowolnie stopniować ostrość gotowego produktu. Przygotowany w ten sposób surowiec suszy się, miele i odsiewa przez gazy młyńskie w celu otrzymania możliwie doskonale rozdrobnionego proszku. Szypułki, kielich i nasada owocni stanowią produkt uboczny. Papryka poza kapsaicyną zawiera olejek eteryczny i czerwone barwniki (karoten i kapsanten) oraz większe ilości witaminy C. Nasiona zawierają ponadto pewne ilości tłuszczu. Średni skład chemiczny papryki podano w tabl. 11. Gatunki handlowe. Papryka węgierska jest ogólnie uznawana za najlepszą. Zawdzięcza ona swą sławę nie tylko odpowiedniej glebie i warunkom klimatycznym Węgier, lecz przede wszystkim wieloletniemu doświadczeniu oraz opiece państwa. Cały proces produkcji papryki jak również i obrót nią jest pod ścisłą kontrolą państwową i musi być prowadzony zgodnie z obowiązującymi normami. Gotowy produkt otrzymuje gwarancyjne świadectwo jakościowe. Rozróżnia się następujące rodzaje papryki węgierskiej: Papryka delikatesowa (csemenge paprika). Na gatunek ten przeznacza się dojrzałe owoce najwyższej jakości. Usuwa się z nich starannie szypułkę, kielich, przegrody komór wraz z nasadą oraz nasiona. Do mielenia bierze się tylko samą wysuszoną owocnię. Cechy jakościowe: smak zupełnie łagodny, słodkawy (posmak piekący ledwie wyczuwalny); zapach przyjemny, nieco korzenny; barwa jasno-żółtawo-czerwona do jasnoczerwonej, duża siła barwienia; wysoki stopień rozdrobnienia. Papryka szlachetna słodka (edesnemes paprika). Gatunek ten przygotowuje się ze starannie wybranych owoców w sposób podobny do papryki delikatesowej. Do mielenia dodaje się jednak pewną ilość nasion wymytych i wymoczonych (w celu usunięcia kapsaicyny), a następnie wysuszonych. Cechy jakościowe: smak mało ostry (do 0,01% kapsaicyny), jednak mniej łagodny niż papryki delikatesowej. Zapach przyjemny, aromatyczny. Barwa żywoczerwona, nieco ciemniejsza niż papryki delikatesowej, gdyż tłuszcz zawarty w nasionach rozpuszcza pewną ilość barwnika. Rozdrobnienie — mniej dokładne. Papryka półsłodka (feledes paprika). Gatunek ten przygotowuje się z owocni dojrzałych bez szypułek i kielicha, lecz z przegrodami komorowymi. Dodaje się wymytych nasion. Cechy jakościowe: przyjemny piekący smak (0,03 do 0,04% kapsaicyny), zapach, barwa i stopień rozdrobnienia podobny do papryki szlachetnej słodkiej. Papryka różana (rozsa paprika) — przygotowana ze wszystkich części owoców jedynie bez szypułek i kielicha. Nasion się nie myje. Cechy jakościowe: smak piekący (0,08 do 0,09% kapsaicyny), dobry, charakterystyczny aromat, barwa czerwona, lecz mniej żywa niż papryki szlachetnej. Papryka mocna (eros paprika) produkowana jest z nie sortowanego całego owocu (lecz bez szypułek i kielicha) z dużym dodatkiem przegród komorowych i nasion pozostałych z produkcji papryki szlachetnej (delikatesowej i słodkiej). Cechy jakościowe: smak bardzo ostry, silnie i trwale piekący, barwa od jasno-czeiwono-brunatnej do zielonożółtej. Poza wyżej opisanymi gatunkami — produkuje się od kilku lat paprykę bez kapsaicyny, przeznaczoną przeważnie do barwienia pasty pomidorowej, produkcji sosów itp. Do tego celu używa się specjalnie wyhodowanych odmian papryki słodkiej. Wymagania jakościowe. Produkt nie może mieć barwy brunatnej, kwaśnego smaku i obcych zapachów oraz nie może być bardzo skarmelizowany, ziarnisty lub grubo zmielony. Nie może również zawierać obcych barwników, metali ciężkich, bakterii chorobotwórczych i większej ilości zarodników bakterii gnilnych. Wymagania co do składu chemicznego papryki podano w tabl. 12. Paprykę pakuje się w worki jutowe lub papierowe plombowane. Oznakowanie powinno zawierać nazwę produktu, okres gwarancji, nazwę zakładu produkcyjnego, miejscowość oraz ciężar netto. Gwarancja dla papryki wyższych gatunków wynosi 6 miesięcy, dla papryki różanej i mocnej — 8 miesięcy. W ostatnim czasie pojawia się w obrocie papryka pochodzenia krajowego (polska). Papryka ta produkowana jest z całych owocni z nasionami. Jakość jej jest nienormowana. Spotyka się nieraz produkt pochodzący z owocni niedojrzałych lub dojrzewanych sztucznie, co znacznie obniża smak i aromat papryki. Zafałszowania. Papryka mielona bywa bardzo często fałszowana. Stwierdzono następujące zafałszowania: ługowanie papryki alkoholem w celu uzyskania ekstraktu papryki, przymieszki otrąb, mielonych skórek pomidorowych, drzewa sandałowego, kurkumy itp. lub substancji mineralnych. W celu poprawienia barwy papryki bywa ona barwiona obcymi barwnikami. Świadczy to o potrzebie i celowości kontroli, jaką rząd węgierski roztacza nad produkcją i obrotem papryką. Zastosowanie. Papryki delikatesowej szlachetnej, słodkiej i półsłodkiej używa się wtedy, gdy chodzi o uzyskanie barwy i aromatu; ze względu na małą ostrość można stosować znaczne dawki tej przyprawy. Dla zaostrzenia smaku i nadania aromatu potrawom i wyrobom mięsnym stosuje się paprykę różaną. Papryka ostra stosowana jest jedynie w celu nadania potrawom ostrości. Pieprz kajeński — suszone owoce roślin Capsicum fructensens lub Capsicum fostigiatum Bl. Pochodzi z północnych okolic Ameryki Południowej i ze wschodniej Azji. Owoce pieprzu kajeńskiego są podobne do papryki, jednak znacznie drobniejsze (długości ok. 2 cm), o barwie czerwonej lub czerwonożółtej. Pieprz kajeński jest bardzo ostry, zawiera do 0,55% kapsaicyny; z tego względu zwykle nie stosuje się go bezpośrednio jako przyprawy, lecz jako składnik przypraw zastępczych. Goździki (Flos Caryophylli) Opis rośliny. Goździkowiec korzenny (Jambosa caryophyllus Spreng. lub Caryophyllus aromaticus L.) jest drzewem wysokości ok. 10 m i należy do rodziny mirtowatych. Ojczyzną jego są Molukki. Obecnie uprawiany jest również w tropikalnych okolicach Ameryki Południowej (Brazylia), na Jawie i Zanzibarze oraz na Madagaskarze. Zbiór i cechy przyprawy. Zbiera się nierozwinięte pączki kwiatowe goździkowca, po czym suszy je w suszarniach dymowych. Po wysuszeniu usuwa się mało wartościowe szypułki. Goździk (rys. 22) składa się z wysmukłego, zaokrąglonego, czterokanciastego trzonka, na szczycie którego występują cztery grube, trójkątne działki kielicha i półkulisto sklepiona, czteropłatkowa, jaśniejsza korona, w której kryje się słupek i liczne pręciki. Barwa goździków bywa jasna- do ciemnobrunatnej. Zapach silny, charakterystyczny dla tej przyprawy, smak korzenny, palący. Goździki zawierają 8—24% lotnego olejku (olejek goździkowy). Skład chemiczny podany jest w tablicy 13. Dobre goździki po naciśnięciu paznokciem wydzielają olejek; są ciężkie (100 sztuk waży od 76 do 108 g) i w wodzie opadają na dno lub pływają pionowo. Zawartość szypułek nie; powinna przekraczać 10%, a płatki korony (tzw. główki) nie powinny być uszkodzone. Gatunki handlowe. Goździki Amboina i jawajskie należą do najlepszych gatunków. Są one duże, pełne, czerwono- brunatne, bardzo aromatyczne. Goździki zanzibarskie są suchsze i nieco pokurczone, zawierają sporo szypułek. Lepiej wykształcone niż zanzibarskie są goździki madagaskarskie zawierające mniej szypułek. Gorsze są goździki z Cayenny — cienkie i spiczaste, barwy czarnobrunatnej; są one ostrzejsze w smaku i mniej aromatyczne. Zafałszowania. Produkt handlowy bywa fałszowany dodatkiem wyekstrahowanych goździków (w wodzie wyekstrahowane goździki pływają poziomo) oraz dodatkiem owoców goździkowca (łatwo je poznać po beczkowatym kształcie), które zawierają znacznie mniej olejku (2—3%). Zanieczyszczenie — najczęściej szypułkami. Zastosowanie. Goździki stosuje się w przemyśle mięsnym jako dodatkową aromatyczną przyprawę w celu podniesienia smakowitości niektórych wyrobów delikatesowych. Liść bobkowy (laurowy), (Folium Lauri) Opis rośliny. Wawrzyn szlachetny nazywany również drzewem laurowym lub bobkowym (Laurus nobilis L.) należy do rodziny wawrzynowatych. Wawrzyn rośnie w Afryce jako drzewo oraz w Europie południowej (głównie Włochy) jako krzew. Cechy przyprawy. Liść (rys. 23) jest krótkoogonkowy, lancetowaty, skórzasty i nagi (nie owłosiony), z lekko błyszczącą górną powierzchnią i słabo falistym brzegiem. Długość liścia 8 — 10 cm. Barwa liścia suszonego — szarozielona do brunatnozielonej. Produkt zleżały ma barwę żółto- brunatną. Dobre liście nie powinny zawierać: liści jasnożółtych — więcej niż 3%, gałązek — więcej niż 6%, domieszek innych roślin — do 1%, zanieczyszczeń mineralnych — do 1%, wody — do 14%. Zapach liści bobkowych jest przyjemny i smak korzenny, lekko gorzkawy. Skład chemiczny (wg Cerewitinowa) wynosi średnio: wody — 9,7%, związków azotowych — 9,5%, olejku eterycznego — od 1,7 do 3,4%, tłuszczu — 5,3%, błonnika — 29,9%, bobkowy popiołu — 4,2%. Odmiany handlowe. W handlu znajdują się przeważnie liście pochodzące z Włoch. Zafałszowania. Liście bobkowe bywają fałszowane dodatkiem liści laurośliwu (Prunus lamocerasus L.), które można odróżnić od prawdziwych liści bobkowych po tym, że mają brzeg piłowany, przy czym liść cały nie ma zapachu, a po roztarciu wykazuje zapach gorzkich migdałów. Zastosowanie. Liści bobkowych jako aromatycznej przyprawy dodaje się do mięsa w czasie gotowania jak również do niektórych konserw, do peklowania itp. Ze względu na bardzo silny aromat liście bobkowe należy dawkować umiarkowanie. Imbir (Rhizoma Zingiberis) Opis rośliny. Imbir (Zingiber officinale Roscoe) jest rośliną wieloletnią z rodziny imbirowatych. Krzewy imbirowe są uprawiane w strefie gorącej. Zbiór i cechy przyprawy. Kłącza imbiru wydobywa się z ziemi, oczyszcza i suszy. Kłącza bywają poza tym korowane, wapnowane lub bielone kwasem siarkawym. Imbir niekorowany, zwany czarnym — są to kawałki kłączy o przekroju mniej więcej owalnym, na powierzchni grubo pomarszczone, barwy szarobrunatnej, czasem wapnowane. Przełom jest ziarnisto-mączysty, krótkowłóknisty, barwy jasno- żółtej. Imbir korowany, zwany białym (rys. (24), uważany jest za najlepszy gatunek; ma powierzchnię gładką lub delikatnie prążkowaną. Bywa wapnowany lub bielony, dlatego ma barwę prawie białą. Dobry imbir powinien być ścisły lecz nie zdrewniały. Imbir ma przyjemny zapach i smak korzenny, paląco-rozgrzewający. Zawiera 2—5% olejku eterycznego (tzw. olejek imbirowy). Skład chemiczny imbiru (wg Cerewitinowa) wynosi średnio: wody — 8,8%, związków azotowych — 5,3%, olejku eterycznego — 2,2%, tłuszczu — 4,0%, skrobi — 61,4%, błonnika — 4,8%, popiołu — 4,4% (wapnowany imbir zawiera do 8,5% popiołu). W handlu znajduje się również imbir handlowy) konserwowany w cukrze (kandyzowany) oraz imbir marynowany; nie znajdują one jednak zastosowania w przemyśle mięsnym. Odmiany handlowe. Zależnie od pochodzenia rozróżnia się imbir: 1) z Kochinchiny — żółtawy, korowany lub gatunki na pół lub wcale niekorowane; 2) z Jamajki — całkowicie okorowany; wysmukłe wieloczłonowe kawałki, często wapnowane; 3) z Kalkuty — okorowany, gorsze gatunki na pół okorowane; 4) japoński — niestarannie korowany, człony małe i szerokie, często silnie wapnowane; 5) bengalski — czerwonobrunatny, niekorowany; 6) afrykański — szarobrunatny, niekorowany, często z resztkami liści. Zafałszowania. Cały imbir bywa fałszowany dodatkiem kamieni bielonych wapnem. Do imbiru sproszkowanego dodaje się mąki zbóż lub ziemniaczanej, mielonych łupin orzechów, pestek itp. Zastosowanie i własności. Imbir stosuje się jako uzupełniającą przyprawę aromatyczno-korzenną do niektórych gatunków wędlin. Działa on wzmacniająco na żołądek. 2. STOSOWANIE PRZYPRAW KORZENNYCH Przyprawy korzenne dodaje się w celu zaostrzenia smaku potraw i wyrobów mięsnych i nadania im aromatu. W jednych przyprawach przeważa ostrość smakowa, w innych — aromat. Jako podstawową przyprawę stosuje się zwykle przyprawę nadającą smak ostry, np. pieprz, paprykę różaną, a jako uzupełnienie — jedną lub kilka przypraw aromatycznych. Im bardziej intensywny jest aromat przyprawy, tym mniejszą jej dawkę należy stosować, aby nie zabić aromatu innych przypraw, a uzyskać jak najpiękniejszy łączny bukiet. Kiełbasy i konserwy mięsne wymagają więcej przypraw ostrych, a mniej przypraw aromatycznych, natomiast wyroby wędliniarskie i konserwy podrobowe — odwrotnie. Należy pamiętać, że przyprawy umiejętnie dobrane i stosowane w umiarkowanych dawkach polepszają smak i zapach potraw oraz wyrobów mięsnych. Nadmierne natomiast dawki przypraw powodują zmianę właściwego smaku i zapachu wyrobów do tego stopnia, że staje się to nieprzyjemne dla konsumenta. W tablicy 14 zestawiono orientacyjnie stopień ostrości i aromatu niektórych przypraw korzennych oraz stosowane dawki. 3. ROZDRABNIANIE PRZYPRAW Substancje smakowe i aromatyczne stanowią część składową komórek (tkanek) przyprawy. W celu uzyskania możliwie największego efektu smakowego i zapachowego konieczne jest dokładne rozdrobnienia przyprawy, gdyż wówczas substancje smakowe i zapachowe łatwiej mogą przenikać z komórek przyprawy do produktu mięsnego. A więc przyprawa dobrze rozdrobniona ma większą moc i jest lepiej wyczuwalna w produkcie niż przyprawa źle rozdrobniona lub nie rozdrobniona wcale. Przy tym przyprawa grubo rozdrobniona sprawia zwykle wrażenie zanieczyszczenia w gotowym produkcie. Tylko do niektórych specyficznych wyrobów (np. salami) wymagane jest dodawanie grubo rozdrobnionego pieprzu. W czasie rozdrabniania przyprawy podnosi się jej temperatura, co powoduje ulatnianie się olejków eterycznych. Straty olejków w pewnych przypadkach mogą wynieść nawet 25—30%. Wielkość przyrostu temperatury przyprawy w czasie rozdrabniania zależy od charakteru samej przyprawy, jej stopnia wilgotności (przyprawy wilgotne rozdrabniają się trudniej i dlatego silniej się zagrzewają) oraz od urządzenia do rozdrabniania. Przeważnie do rozdrabniania przypraw stosowane są młynki tarczowe z szybko obracającymi się powierzchniami ciernymi. Jeżeli powierzchnie te nie są dostatecznie ostre, to w celu osiągnięcia właściwego rozdrobnienia przyprawy należy je mocno dociskać do siebie. Wówczas wskutek silnego tarcia zarówno powierzchnie cierne, jak i sama przyprawa silnie się rozgrzewają. Unika się tego, gdy powierzchnie cierne są ostre. Małe młynki stosowane zwykle w przetwórniach mięsnych mają małe powierzchnie cierne oraz małą wydajność, toteż przy ciągłym używaniu szybko ulegają zepsuciu. Rozdrabnianie w takich młynkach jest niedokładne, a przyprawa ulega silnemu zagrzaniu. Aby uzyskać właściwe rozdrobnienie, wskazane jest stosowanie większych młynków o dużych i ostrych powierzchniach ciernych. Dobre efekty można uzyskać również przez stosowanie młynków młotkowych lub kulowych, które nie powodują zagrzania mielonego produktu w tym stopniu co młynki ciernie. Rozdrobniona przyprawa powinna być przesiana przez gęste sito, a pozostałe grubsze części — ponownie poddane rozdrobnieniu. Przyprawy zawierające dużo tłuszczu trudno się rozdrabniają, jak również zaklejają łatwo powierzchnie cierne. Dlatego po rozdrobnieniu takich przypraw, jak gałka muszkatołowa, gorczyca itp., należy tarcze cierne dokładnie oczyścić. Niedopuszczalne jest rozdrabnianie soli i cukru w młynkach do przypraw korzennych, gdyż twarde kryształy szybko niszczą tarcze cierne. W celu zmniejszenia strat olejków eterycznych w czasie rozdrabniania przypraw stosuje się czasami specjalne dodatki (zwykle węglowodanowe), które mają za zadanie chłonąć ulatniające się olejki. Środki te jednak nie znalazły dotychczas szerszego zastosowania. Za młynek do przypraw powinna być odpowiedzialna w zakładzie mięsnym jedna osoba i tylko ta osoba powinna dokonywać przemiału i konserwować urządzenie. W ten sposób wyklucza się możliwość nieumiejętnej obsługi, a tym samym przedłuża trwałość młynka. W uspołecznionym przemyśle mięsnym w Polsce można by z powodzeniem wprowadzić centralne rozdrabnianie przypraw i rozprowadzać do poszczególnych przetwórni przyprawy już rozdrobnione. Istnienie zakładu centralnego rozdrabniania przypraw pozwoliłoby na zainstalowanie odpowiednich młynków i sit dla każdego typu przyprawy, a proces rozdrabniania mógłby być prowadzony przez odpowiednio wyszkolony personel techniczny. Dzięki temu uzyskałoby się dokładniejsze rozdrobnienie przypraw, wskutek czego mniejsze byłyby straty olejków eterycznych niż przy indywidualnym rozdrabnianiu w zakładach mięsnych. Przyprawy rozdrobnione powinny być pakowane do hermetycznych puszek blaszanych. Puszki powinny być tak wykonane, aby mogły służyć do wielokrotnego użytku (jeden z rodzajów puszki do przypraw przedstawiony jest na rys. 25). Wskazane jest stosować puszki o pojemności 10 i 25 kg przyprawy. W krajach zachodnich produkuje się wyciągi z przypraw korzennych, które służą przeważnie do aromatyzowania różnych preparatów sprzedawanych jako przyprawy. Wyciągi te są szeroko reklamowane jako całkowicie jałowe pod względem bakteriologicznym oraz mające własność utrwalania barwy mięsa (dodatek cukru gronowego). Wydaje się, że z uwagi na wysoką cenę importowanych przypraw korzennych produkcja takich wyciągów w Polsce byłaby zbyt kosztowna i niecelowa (straty produkcyjne). 4. NAMIASTKI PRZYPRAW Namiastki przypraw wytwarzane są w celu zastąpienia trudno dostępnych przypraw naturalnych. Niestety, nie zawsze jeszcze cechy jakościowe namiastek są wystarczająco podobne do cech odpowiednich przypraw. Ponieważ jednak cena większości przypraw naturalnych jako artykułów importowanych jest wysoka, a zapotrzebowanie bardzo duże, stosowanie namiastek w pewnych okolicznościach staje się konieczne. a. Pieprz ziołowy Pieprz naturalny jest przyprawą stosowaną prawie do wszystkich wyrobów mięsnych. Producenci namiastek starają się otrzymać środek zastępczy pieprzu, jednak jego doskonałego smaku i zapachu nie może zastąpić nawet najbardziej skomplikowany zestaw innych przypraw. Spośród wielu przypraw ziołowych Centralny Zarząd Przemysłu Mięsnego wyróżnił zestaw pod nazwą Pieprz ziołowy o następującym składzie (w % ciężaru): kolender 26,6% kminek 8,8% gorczyca biała 17,6% gorczyca czarna 17,6% czarnuszka 6,6% chrzan (suszony) 17,6% pieprz kajeński 4,3% majeranek 0,9% goryczka 0,004% Składniki mieszanki są dokładnie rozdrobnione. Przyprawa charakteryzuje się ostrym smakiem i umiarkowanym aromatem, co w porównaniu z innymi tego rodzaju namiastkami (zbyt aromatycznymi a mało ostrymi) jest wielką zaletą. Zaletą pieprzu ziołowego jest również to, że nie zbija się on w kłaczki po zwilżeniu — co zdarza się w innych mieszankach ziół — dzięki czemu jest w produkcie prawie niewidoczny. Pieprz ziołowy stosuje się do wyrobów popularnych. Dawki jego powinny być dwa razy większe niż pieprzu naturalnego. Wyczuwalność pieprzu ziołowego w produkcie mięsnym występuje w pełni dopiero po 48 godz. od zakończenia produkcji. Ze względu na rozdrobnienie składników — opakowanie pieprzu ziołowego powinno być hermetyczne, aby uniknąć ulatniania się olejków eterycznych. b. Mieszanki przypraw ziołowych W obrocie znajdują się różne mieszanki przypraw ziołowych. Są one zwykle produkowane pod nazwą specjalnej przyprawy dla określonego gatunku wędlin. Nabywanie i stosowanie takich namiastek o nieznanym składzie nie jest wskazane, gdyż zawierają one mało wartościowe zioła i przyprawy, wskutek czego wartość ich jest bardzo niska. c. Przyprawy typu „Maggi" Wiadomości ogólne. Koncentraty aminokwasowe zwane są popularnie przyprawą Maggi od nazwiska pierwszego producenta tej przyprawy — Juliusza Maggiego. Stanowią one namiastkę bulionu mięsnego. Koncentraty aminokwasowe otrzymuje się przez hydrolizę białka, przy czym powstaje szereg aminokwasów, wśród których kwas glutaminowy i glicyna charakteryzują się zapachem przypominającym bulion z mięsa. Jako surowiec białkowy używane są: kazeina, skwarki odtłuszczone, gluten pszenny, drożdże, nasiona łubinu itp. Hydrolizę przeprowadza się w obecności katalizatorów, z których najczęściej stosowany jest kwas solny. Po przeprowadzeniu hydrolizy kwas solny zobojętnia się dodatkiem sody. Otrzymany hydrolizat poddaje się dojrzewaniu, które trwa ok. 6 miesięcy. W Polsce produkowane są koncentraty: 1) w stanie stałym, tzw. Przyprawa do zup w kostkach; 2) w stanie płynnym, tzw. Przyprawa do zup w płynie. W przemyśle mięsnym stosuje się wyłącznie przyprawę w płynie. Cechy i skład przyprawy w płynie. W tablicy 15 podano cechy organoleptyczne i fizyczno-chemiczne przyprawy w płynie. W tablicy 16 podano przybliżony skład aminokwasowy (w procentach) przyprawy w płynie. Zastosowanie. Przyprawę w płynie stosuje się jako przyprawę aromatyczną podnoszącą smakowitość zup, sosów oraz niektórych konserw i wyrobów mięsnych. Przyprawa w płynie, dzięki zawartości aminokwasów, działa pobudzająco na wydzielanie soków trawiennych, przez co przyczynia się do lepszego przyswajania pokarmów. Stosowane dawki wynoszą od 100 do 300 g na 100 kg produktu. d. Glutaminian jednosodowy Przyprawa ta, którą stanowi sól sodowa kwasu glutaminowego, jest szeroko propagowana w USA, Niemczech i innych krajach. Glutaminian sodowy jest białą solą łatwo rozpuszczalną w wodzie; ma przyjemny bulionowy smak, nieco słodkawy, co przy większych dawkach powoduje niepożądane wrażenie słodyczy w produkcie. Kwas glutaminowy otrzymuje się z glutenu pszennego, z mąki sojowej albo melasy (buraczanej) przez hydrolizę z kwasem solnym. Z otrzymanych aminokwasów wyodrębnia się kwas glutaminowy, który później przez działanie ługu sodowego przeprowadza się w glutaminian sodowy. Glutaminian stosuje się w celu podniesienia smakowitości zup, sosów oraz niektórych konserw. 5. GRZYBY a. Wiadomości ogólne W języku potocznym mianem grzyba określa się owocnik rośliny, którą stanowią cienkie, nitkowate twory rosnące pod ziemią (grzybnia). Grzyby należą do najniższego rzędu roślin. Owocnik zależnie od odmiany grzyba przybiera postać trzona z kapeluszem, kulistą itp. Grzyby świeże zawierają ok. 90% wody, 2—5% białka, 1—3% cukrów, ok. 0,8% substancji mineralnych oraz witaminy B1, B2 i D. Poza tym grzyby zawierają nieraz składniki trujące (alkaloidy). W zależności od tego dzieli się grzyby na jadalne i trujące. Grzyby jadalne stanowią smaczny i pożywny pokarm, a odmiany aromatyczne są poza tym doskonałą przyprawą, niestety jeszcze niedostatecznie docenianą w polskim przemyśle mięsnym. b. Odmiany grzybów aromatycznych Trufla (Tuber aestivum Vitt.) ma owocnik o kształcie mniej więcej kulistym. Trufle stanowią doskonałą przyprawę do delikatesowych wyrobów, lecz nie mogą one znaleźć u nas szerszego zastosowania, gdyż rosną w strefie cieplejszej (głównie we Francji i południowych Niemczech; poza tym na Kaukazie spotyka się truflę kaukaską albo stepową), W Polsce występują bardzo rzadko. Trufle mogą być sprowadzane bądź konserwowane w puszkach, bądź suszone. Borowik — grzyb prawdziwy (Boletus edulis Buli.). Trzon grzyba jest gruby, kapelusz z wierzchu barwy jasno- do ciemnobrązowej, a od spodu rurkowaty, barwy białej u osobników młodych lub żółtozielonej u starszych. Grzyb surowy ma słodkawy smak i słaby zapach. Grzyb prawdziwy rośnie we wszystkich prawie lasach Polski, obficiej występuje jednak tylko w pewnych okolicach. Zbiór główny odbywa się w okresie od połowy lipca do połowy października, zależnie od warunków atmosferycznych. Skład chemiczny borowików świeżych: wody — 87,1%, białka — 5,4%, tłuszczu — 0,4%, węglowodanów — 5,1%. Wartość odżywcza 100 g — 47 cal. Pieczarka, bedłka pieczarka (Psalliota campesris L. Fr. oraz Psalliota arvensis Quel.) ma trzon niezbyt gruby, kapelusz z wierzchu barwy białej, od spodu blaszkowaty, u osobników młodych barwy cielistej z odcieniem brązowym, u osobników starszych od barwy ciemniejszej do brunatnoczarnej. Na tronie występuje charakterystyczny pierścień. Pieczarka surowa ma smak lekko słodkawy, nieco korzenny i przyjemny aromat, silniejszy u osobników starszych. Pieczarki rosną dziko w rowach, na łąkach i pastwiskach; poza tym prowadzone są sztuczne hodowle pieczarek. Skład chemiczny świeżej pieczarki: wody — 89,7%, białka - 4,9%, tłuszczu — 0,2%, węglowodanów — 3,6%. Wartość odżywcza 100 g — 33 cal. Smardz (Morchella conica Pars.) i piestrzenica (Helvella esculenta Pers.) są bardzo cenione. Grzyby te rosną w Polsce, niestety nie występują w większych ilościach. Piestrzenice są w stanie surowym trujące, jednak po obgotowaniu w wodzie i odlaniu jej lub po ususzeniu nadają się do spożycia. Znacznie słabsze własności aromatyczne i smakowe mają grzyby maślak (Boletus luteus L. Fr.), koźlarz (Boletus scaber Buli.), sitarz (Boletus bovinus L. Fr.) i inne. Stosuje się je przeważnie do przyrządzania jako potrawę oraz jako domieszki przy sporządzaniu przypraw z borowików. c. Rodzaje i cechy przyprawy Grzyby aromatyczne w stanie świeżym mają aromat stosunkowo słaby. Dopiero w czasie obróbki termicznej (suszenie, gotowanie) aromat ten znacznie się potęguje (częściowa hydroliza białka). Jako przyprawę stosuje się grzyby w stanie suszonym lub ekstrakt grzybowy. Grzyby suszone całe. Nazwą tą określa się wyłącznie borowiki suszone w całości. Klasyfikacja handlowa przeprowadzana jest w zależności od barwy grzybów, długości pozostawionego trzonu, uszkodzeń przez zaczerwienie (robaczywość) pierwotne lub wtórne (mole), uszkodzeń produkcyjnych (przypalenie, zapopielenie, połamanie), zanieczyszczenia piaskiem itp. Najwyżej oceniane są grzyby z kapeluszem jasnobrązowym od wierzchu a białym od spodu, z krótko obciętym trzonem, bez uszkodzeń i zanieczyszczeń. Zależnie od klasy grzybów dopuszczalna zawartość wody — do 12%, zanieczyszczeń organicznych — od 0,2 do 2°/o, mineralnych (piasek) — 1—3%. Skład chemiczny grzybów suszonych podano w tabl. 17. Krajanka grzybowa. Nazwą tą określa się borowiki same lub z dodatkiem mniej aromatycznych grzybów, pokrajane w plasterki i ususzone. Klasyfikacja handlowa przeprowadzana jest zależnie od stosunku ilości kapeluszy do trzonów borowika, dodatku grzybów mniej aromatycznych, grubości, krajanki oraz od wad i uszkodzeń. Dopuszczalne zanieczyszczenia — jak w grzybach całych. Łom grzybowy. Są to odłamki grzybów przechodzące przez sito o oczkach 8 mm. Łom może być z czystych borowików lub z mieszanki z innymi grzybami. Dopuszczalne zanieczyszczenia — jak w grzybach całych. Mączka grzybowa. Otrzymuje się ją z suszonych grzybów uszkodzonych i odłamków zmielonych na proszek. Rozróżnia się następujące gatunki handlowe mączki: A — z samego borowika B — 75% borowika + 25% grzybów mniej aromatycznych C — 50% borowika + 50% grzybów mniej aromatycznych D — 25% borowika + 75% grzybów mniej aromatycznych Mączki z pieczarek, smardzów lub piestrzenic są bardzo wysoko cenione; niestety rzadko spotyka się je w obrocie handlowym. Barwa mączki jasno-brązowo-żółta; smak i zapach właściwy dla grzybów suszonych; zawartość piasku — do 2%. Ekstrakt grzybowy. Ekstrakt grzybowy jest to zgęszczony wyciąg wodny grzybów. W celu zwiększenia ekstraktywności i polepszenia smaku poddaje się grzyby suszone hydrolizie w obecności kwasu solnego, który następnie zobojętnia się dodatkiem sody. Jako surowiec używana jest mączka grzybowa niższych gatunków. Wymagania jakościowe w stosunku do ekstraktu są następujące: Zawartość suchej masy — od 20 do 25% (oznaczona refraktometrycznie); zawartość soli — od 15 do 16%; zanieczyszczenia mineralne — do 0,1%; barwa — ciemnobrązowa; konsystencja — płynna bez wyczuwalności części stałych i kryształów soli; niedopuszczalne — obcy smak i zapach, smak gorzki oraz obecność pleśni. Koncentrat grzybowy ma podobne własności jak ekstrakt z tą różnicą, że zawiera 50—55% suchej masy oznaczonej refraktometrycznie oraz 20—25% soli. Konsystencja — luźnej galaretki. Dopuszczalne — obecność wysuszonego kożucha (do 5 mm) oraz wyczuwalność kryształów soli. Opakowanie suszu i mączki musi być szczelne, aby dobrze zabezpieczało przed wilgocią i dostępem moli (szczelne skrzynie, kartony parafinowane, worki papierowe wielowarstwowe itp.). Do ekstraktu stosuje się beczki, balony, butle, do koncentratu — beczki, słoje. Zafałszowania. Grzyby suszone całe bywają fałszowane dodatkiem innych podobnych do borowika odmian, co jednak jest stosunkowo łatwe do wykrycia. Grzyby rozdrobnione fałszuje się przez stosowanie większego dodatku grzybów mało aromatycznych niż to jest przewidziane, wobec czego grzyby rozdrobnione należy nabywać tylko z gwarantowanego źródła. Zastosowanie. W przemyśle mięsnym najwygodniejsze w użyciu są mączki, ekstrakty i koncentraty grzybowe. Stosować je można jako przyprawy aromatyczne do pasztetów, konserw, sosów itp. Mączki z czystego borowika, pieczarek oraz smardzów i piestrzenic stosuje się tylko do wyrobów wysokogatunkowych. Grzyby całe, krajanka i łom znajdują zastosowanie do niektórych specjalnych wyrobów, jak bigos, sosy grzybowe itp. Dawki przyprawy należy ustalić doświadczalnie dla każdego produktu z uwagi na duże różnice między poszczególnymi rodzajami przypraw. 6. PRZYPRAWY POCHODZENIA FERMENTACYJNEGO Wino. Wina znajdują zastosowanie do produkcji niektórych wysokogatunkowych wyrobów, jak kiełbasy trwałe, specjalne sosy itp. Jako przyprawę w przemyśle mięsnym stosuje się zwykle wina ciężkie o dużej zawartości alkoholu (powyżej 12%) i wyraźnym bukiecie (aromat), np. typu madery, portweinu itp. Zamiast win gronowych można stosować również dobre wina owocowe. Wino powinno być klarowne, łagodnie kwaskowate, umiarkowanie słodkie, niezbyt cierpkie, mieć przyjemny bukiet. W przemyśle mięsnym pożądane jest, aby wino miało barwę żółtą do jasnoczerwonej. Wina ciemnoczerwone mogą spowodować zmianę barwy wyrobu. Wina mętne, skwaśniałe, silnie siarkowane oraz mające niewłaściwy smak lub zapach (kozła, myszy, pleśni lub obcy) nie mogą być użytkowane. Jakość win owocowych określona jest normą RN 51/MPRiSp-C 28. Piwo w przemyśle mięsnym stosowane jest do produkcji niektórych specjalnych wyrobów. Używa się piwa mocnego — porteru (ciemne piwo o zawartości 4—6% lub więcej alkoholu oraz dużej zawartości ekstraktu). Porter ma smak słodkawy. Nadaje on wyrobom (np. kiełbasie piwnej) charakterystyczny smak i aromat. Ocet jest wodnym roztworem kwasu octowego. W obrocie znajduje się esencja octowa(aktualnie niedostępna w handlu z uwagi na własności silnie żrące i trujące) o zawartości 80% czystego kwasu octowego oraz ocet o zawartości 6 lub 10% kwasu octowego. Esencję otrzymuje się metodami chemicznymi, ocet natomiast — bądź przez rozcieńczenie esencji, bądź przez fermentację (tzw. ocet spirytusowy lub winny). Ocet działa bakteriostatycznie przez obniżanie pH środowiska oraz dzięki swym specyficznym własnościom. Ocet fermentacyjny ma znacznie silniejsze własności bakteriostatyczne niż ocet pochodzenia chemicznego tej samej mocy. Dlatego w przemyśle mięsnym należy stosować przede wszystkim ocet fermentacyjny. Dodaje się go jako przyprawę zakwaszającą do sosów, zup, sałatek mięsnych i niektórych konserw. 7. MAGAZYNOWANIE PRZYPRAW KORZENNYCH I SPECJALNYCH Magazyny przypraw korzennych powinny być suche (wilgotność względna powietrza poniżej 75%), chłodne (temp. +10 do + 15 °C) oraz zaopatrzone w urządzenia wentylacyjne. Wskazane jest, aby magazyn miał okna od strony północnej w celu uniknięcia zbytniego nasłonecznienia; poza tym wskazane jest przysłanianie okien. Przyprawy sproszkowane należy magazynować w temperaturach możliwie niskich, nie ma jednak potrzeby przechowywania ich w chłodniach. Przyprawy barwy czerwonej (szczególnie papryka) nie powinny być wystawiane na dłuższe bezpośrednie działanie światła dziennego. Przyprawy zielne w pęczkach, jak majeranek, tymianek itp., magazynuje się w stanie rozwieszonym lub rozłożone na półkach. Przyprawy nasienne, korzenie, liście i zioła tarte najlepiej jest przechowywać w szczelnych skrzyniach drewnianych lub hermetycznych pojemnikach blaszanych. Skrzynie powinny być wykonane z drewna bezwonnego (niedopuszczalne sosnowe); deski powinny być gładzone. Przyprawy rozdrobnione należy przechowywać wyłącznie w hermetycznie zamykanych pojemnikach blaszanych lub w słojach. W przypadku gdy przyprawy są wilgotne, przed umieszczeniem w skrzyniach lub pojemnikach należy je przesuszyć. Gdy papryka ulegnie zbryleniu, należy rozkruszyć grudki, przesuszyć i przewietrzyć, po czym przesiać przez gęste sito i umieścić w hermetycznym pojemniku. Poszczególne przyprawy należy umieszczać w oddzielnych skrzyniach lub pojemnikach. Magazyn przypraw korzennych powinien być często przewietrzany. Podobnie jak przyprawy korzenne magazynuje się grzyby suszone i mączkę grzybową. Należy je jednak strzec przed szkodnikami zwanymi molami grzybowymi. Owady te składają jajka na grzybach suszonych, a wylęgłe larwy żywią się grzybami tocząc je. Na obecność moli wskazuje charakterystyczna „pajęczyna", którą wytwarzają one w produkcie. W celu zapobieżenia dostaniu się moli należy grzyby przechowywać w hermetycznych pojemnikach blaszanych. W przypadku stwierdzenia obecności moli najlepiej jest poddać grzyby ogrzewaniu w temp. +50 °C (np. w piekarniku lub w wędzarni gazowej) przez okres ok. 2 godz. lub zamrozić do temp. —15 °C na czas 48 godz. Temperatura ta wystarcza do zabicia larw. Następnie mączkę grzybową należy przesiać przez gęste sito. Przyprawy w płynie („Maggi" i ekstrakt grzybowy) przechowuje się w zamkniętych butlach z ciemnego szkła. Butle należy ustawiać w miejscu zaciemnionym i chłodnym. Wina, porter oraz ocet przechowuje się w szczelnie zamkniętych naczyniach (beczki, gąsiory, butelki). Magazyn powinien być chłodny i zaciemniony. 8. KONTROLA TECHNICZNA PRZYPRAW KORZENNYCH I SPECJALNYCH Kontrola przypraw przy nabywaniu i przy przyjmowaniu do magazynu. Jak już wspomniano — jakość przyprawy korzennej zależy od szeregu czynników, jak odmiana rośliny, z której pochodzi, sposób zbioru, suszenia i przechowywania oraz zanieczyszczenia i zafałszowania. Dlatego przy nabywaniu przypraw i przyjmowaniu ich do magazynu należy przeprowadzać staranną kontrolę. Kontrolę organoleptyczną przeprowadza się za pomocą wzroku, węchu i smaku; wilgotność przypraw można określić do pewnego stopnia przez dotyk. Przy ocenie przyprawy należy posługiwać się opisem przyprawy podanym w części szczegółowej. Zgodność odmiany poznaje się po kształcie i wielkości nasienia lub liści, obecności lub braku cech szczególnych, jak włoski, wrębki, bruzdki itp., jak również po barwie, aromacie i smaku. Źle suszone i przechowywane przyprawy mają zwykle zmienioną barwę, wykazują zapleśnienie, zszarzenie itp. Zanieczyszczenia grubsze określa się przez dokładne ręczne przebranie niewielkiej porcji przyprawy. Sztuczne nasiona zwykle rozpadają się w wodzie. W razie wątpliwości należy przesłać próbkę badanej przyprawy do szczegółowego badania laboratoryjnego. Laboratorium kontrolne powinno być wyposażone w komplet gwarantowanych próbek przypraw, służących jako materiał porównawczy przy kontrolowaniu przypraw. Przy badaniu laboratoryjnym przypraw korzennych należy — poza oględzinami makroskopowymi — zbadać przyprawę przez lupę lub pod mikroskopem, poza tym określić zawartość olejków eterycznych, wilgotność (wg Cerewitinowa zawartość (w %) wilgoci w przyprawach nie powinna przekraczać w gorczycy suchej—10, w gałce muszkatołowej — 12, w kardamonie — 12, w pieprzu — 14, w angielskim zielu — 12, w kminku — 13, w kolendrze — 12, w goździkach — 8, w liściach bobkowych — 14, w imbirze — 12), zawartość popiołu, piasku i innych. Badania laboratoryjne powinny określić przede wszystkim charakterystyczne składniki danej przyprawy oraz stwierdzić, czy przyprawa nie jest sztucznie barwiona lub aromatyzowana oraz czy nie zawiera substancji szkodliwych dla zdrowia. Kontrola przypraw w czasie składowania. Kontrolę należy przeprowadzać okresowo badając warunki panujące w magazynie oraz stan jakościowy poszczególnych przypraw. Kontrola przypraw przed użyciem do produkcji. Przed użyciem do produkcji należy zbadać stan jakościowy przyprawy, pracę młynka rozdrabniającego oraz sprawdzić czy rodzaj i ilość zastosowanych przypraw są zgodne z przepisami na dany wyrób. Rozdział III DODATKI POCHODZENIA ROŚLINNEGO I ZWIERZĘCEGO 1. DODATKI POCHODZENIA ROŚLINNEGO a. Warzywa Czosnek Opis rośliny. Czosnek (Allium sativum) jest rośliną dwuletnią, należącą do rodziny liliowatych. Rośnie on dziko w Europie południowej. W strefie umiarkowanej, m. in. w Polsce uprawiany jest w ogrodach. Wymaga dobrej, ciepłej gleby. Czosnek tworzy cebulę (główkę) składającą się z piętki, do której przyrośnięte są liczne, wąskie, mniej więcej kanciaste, nieco skrzywione cebulki, zwane ząbkami (rys. 26). Cała główka pokryta jest listkami okrywowymi (łuską). Rozmnaża się czosnek przez sadzenie pojedynczych ząbków. Zbiór i cechy przyprawy. Gdy główki czosnku dojrzeją (co poznaje się po przysychaniu liści), wyrywa się je z ziemi i osusza, po czym oczyszcza z korzonków i przycina przyschnięte liście (szczypior) pozostawiając szyjkę długości 1—4 cm, aby główki w czasie składowania leżały luźniej. W ZSRR obsusza się czosnek w suszarniach dymowych; owędzone w ten sposób główki lepiej się przechowują. Duże, zdrowe główki o ścisłych, dużych ząbkach stanowią dobry produkt handlowy. Chemiczny skład czosnku (bez łuski): 64,66% wody, 6,76% związków azotowych, 0,06% tłuszczu, ślady cukru, 26,31% związków bezazotowych wyciągowych, 0,77% błonnika oraz 1,44% popiołu. Wartość odżywcza 100 g — 137 cal. Zapach i ostry smak czosnku powodowany jest obecnością olejku eterycznego, którego czosnek zawiera 0,005—0,009% (w skład olejku wchodzą dwu- i trójtioetery). Odmiany. Odmiany czosnku są mało zbadane. Rozróżnia się dwie grupy: białą i różową. Oddzielną odmianę stanowi tzw. Rokambuł (Allium scorodoprasum L.), który rozmnaża się podobnie jak czosnek zwykły, a odróżnia się od tego ostatniego ostro ząbkowanymi brzegami liści i spiralnie skręconą łodyżką kwiatową. Rokambuł ma mniej ostry zapach i smak niż czosnek zwykły. Wymagania jakościowe. Główki jednolite, twarde (ścisłe), jędrne, całe, bez uszkodzeń, z zaschniętą szyjką i suchym szczypiorem przyciętym na 2 do 4 cm. Korzonki przycięte na 1 cm. Miąższ bez plam. Zależnie od wielkości sortuje się czosnek na główki duże — ponad 3,5 cm średnicy i średnie — 2—3,5 cm. Zanieczyszczenia i wady. Czosnek bywa zanieczyszczony ziemią. Za wady uważa się pozostawione korzonki, zbyt długo przycięty szczypior (ponad 4 cm), mokre, spleśniałe lub nadgniłe główki. Czosnek konserwowany. W celu zabezpieczenia przed zepsuciem konserwuje się czosnek solą. Rozdrobnione główki miesza się z równoważną ilością soli kuchennej i przechowuje w szczelnie zamkniętych naczyniach w chłodnym pomieszczeniu. Konserwowany tą metodą czosnek zmienia jednak po pewnym czasie swój właściwy aromat i nabiera nieprzyjemnego smaku i zapachu. Drugą metodą konserwacji, stosowaną za granicą, np. w Niemczech, jest suszenie czosnku. Czosnek suszony wprowadzany jest do obrotu w postaci sproszkowanej. Zastosowanie i własności. Czosnek stosuje się jako przyprawę do kiełbas, pieczeni oraz do niektórych sosów i zup. Ząbki czosnku przed użyciem obiera się z łuski, drobno sieka i rozciera z solą kuchenną. Czosnek ma własności bakteriobójcze. Użyty w miernych ilościach pobudza apetyt, ułatwia trawienie tłustych pokarmów, oczyszcza i odkaża przewód pokarmowy oraz zapobiega miażdżycy (sklerozie). Cebula Opis rośliny. Cebula (Allium cepa L.) jest rośliną dwuletnią, należącą do rodziny liliowatych. Pochodzi z Azji. Już starożytni Egipcjanie, Grecy i Rzymianie wysoko cenili cebulę jako warzywo, przyprawę i lek. Cebulę uprawia się w strefie umiarkowanej wysiewając ją z nasienia lub wysadzając drobne cebulki (tzw. dymkę). Cebulę tworzą dolne mięsiste części liści (rys. 27), zachodzące pierścieniowa to jeden na drugi i przyrośnięte do piętki, z której wyrastają korzonki. Zewnętrzne liście obsychają tworząc cienką okrywę cebuli, tzw. łuskę. Zbiór i cechy produktu. Cebulę zbiera się, gdy liście (szczypior) zaczynają przysychać. Wyrwaną cebulę obsusza się na słońcu, oczyszcza z korzonków i ziemi oraz przycina zaschnięty szczypior. Cebula otrzymana z nasienia nadaje się do zimowego przechowania, a z dymki — tylko do natychmiastowego użytku (latem). Ponieważ cebula w czasie magazynowania łatwo ulega psuciu, do celów przemysłowych suszy się ją (pokrajaną w plasterki) w suszarniach. Skład chemiczny cebuli zależny jest w dużej mierze od odmiany. Cebula zawiera średnio: wody — 87,7%, substancji azotowych — 1,2%, tłuszczu — 0,2%, substancji bezazotowych wyciągowych — 9,6% (w tym cukrów — 3,7%), błonnika — 0,7%, popiołu — 0,5% oraz olejku eterycznego — ok. 0,099%. Witaminy w mg%: A — 1,0, B1 — 0,4, B2 — 0,3, C — 16,0 oraz PP — 0,1. Wartość odżywcza 100 g — 45 cal. Olejek eteryczny (głównie C6H12S2) nadaje cebuli ostry smak i drażniący zapach, pobudzający łzawienie. W czasie składowania ilość olejku eterycznego zmniejsza się. Na wiosnę wynosi 20—30°/o ilości początkowej. Wymagania jakościowe. Cebula jednolita odmianowo, okrągła, sucha, zdrowa, czysta, nie uszkodzona, nie zmarznięta, miąższ ścisły, jędrny, biały lub kremowy bez ciemnych smug i plam, szczypior i korzenie dobrze zaschnięte i przycięte. Zapach zdrowy, swoisty. Zależnie od wielkości rozróżnia się: cebulę dużą — o średnicy powyżej 70 mm, średnią — od 45 do 70 mm i drobną — od 35 do 45 mm. W obrocie bywa też cebula nie sortowana różnej wielkości. W przemyśle mięsnym stosowana jest cebula duża lub średnia (ponad 45 mm), gdyż cebula drobna wymaga zbyt dużo pracy przy obieraniu. Odmiany. Zależnie od smaku cebuli rozróżnia się typy ostre, półostre i półsłodkie. Dla przemysłu mięsnego najodpowiedniejsza w stanie świeżym jest odmiana Żytawska. Jest to typ półostry, o kształcie kulistym lekko spłaszczonym; barwa łuski — żółtawa z czerwonym odcieniem, ciężar jednej cebuli dochodzi do 200 g. Odmiana ta dobrze się przechowuje. Odmiana Wolska nadaje się najlepiej na susz. Cebula szalotka (Allium ascalonicum L.) jest podłużno-jajowata, złożona z kilku zrośniętych siostrzanych cebulek. Szalotka ma bardzo delikatny smak i z tego względu stosowana jest do wyrobów delikatesowych. Zanieczyszczenia i wady. Cebula (szczególnie pochodząca z gleby mocnej i zbierana w okresie deszczów) bywa zanieczyszczona ziemią. Jako wady uważa się pozostawione korzonki, zbyt długo (ponad 4 cm) przycięty szczypior, cebule o kształcie butelkowatym, miękkie, wyrośnięte, zmarznięte, mokre, spleśniałe lub nadgniłe. Susz cebulowy. Susz cebulowy otrzymuje się przez wysuszenie oczyszczonej i pokrajanej cebuli. Jakość suszu zależy od jakości użytego surowca i staranności przeprowadzonego procesu suszenia. Według normy zakładowej ZN 52 MPRiS/CZPOW- 041 rozróżnia się trzy klasy jakościowe suszu cebulowego. Klasa I — susz składający się co najmniej w 70% ze skrawków białych; dopuszcza się skrawków żółtych — do 1%, szarych — do 10%, z zieloną powierzchnią — do 5%, brązowych — do 2%, brunatnych — do 0,5%. Zanieczyszczeń organicznych — do 0,1%, obcych — do 0,01%. Klasa II — susz składający się ze skrawków barwy białej do żółtej; dopuszcza się: skrawków szarych — do 20%, różowo- fioletowych — do 3%, pomarańczowych (kiełków) — do 1%, z zieloną powierzchnią — do 5%, brązowych — do 6%, brunatnych — do 1%. Zanieczyszczenia — jak w klasie I. Klasa III — susz składający się ze skrawków barwy białej, żółtej, szarej i różowofioletowej; dopuszcza się skrawków pomarańczowych (kiełków) — do 3%, o powierzchni zielonej — do 10%, brązowych — do 12%, brunatnych — do 3%, zanieczyszczeń — do 0,25%. W klasie I i II skrawki powinny mieć kształt krążków, pierścieni lub płatków grubości do 2 mm, a w klasie III — do 4 mm. Konsystencja — lekko elastyczna lub łamliwa. Smak i zapach — intensywny, charakterystyczny dla suszu cebulowego. Niedopuszczalne oznaki pleśni i stęchlizny oraz nieswoisty zapach, a także obecność szkodników lub ślady uszkodzeń przez szkodniki. Wilgotność w klasie I i II — poniżej 10%, w klasie III — poniżej 12%; zawartość SO2 — do 1,25 g/kg, cynku — do 0,02 g/kg, miedzi — do 0,03 g/kg. Opakowanie — szczelnie zamknięte torby papierowe z wkładkami impregnowanymi, oznakowane (nazwa producenta, nazwa produktu, klasa jakości, data produkcji i cena). Zastosowanie oraz własności cebuli i suszu. Cebulę, jako przyprawę podnoszącą smak i aromat, stosuje się do większości wyrobów wędliniarskich, do pieczeni, sosów i do niektórych konserw. Zależnie od rodzaju produktu używa się cebuli w stanie surowym, parzonej, gotowanej, duszonej lub podsmażanej na tłuszczu. W czasie obróbki termicznej cebula traci ostry, gryzący smak, natomiast przy podsmażaniu nabiera specyficznego aromatu. Susz cebulowy nie ma ostrego smaku i zapachu, lecz przypomina nieco aromatem podsmażaną cebulę. Przy zastępowaniu cebuli świeżej suszem używa się go 15% w stosunku do ilości cebuli świeżej. Cebula ma własności pobudzające apetyt i ułatwiające trawienie oraz własności wiatropędne. Pory Opis rośliny. Por (Allium porrum) jest to roślina dwuletnia, należąca do rodziny liliowatych. Uprawia się ją w strefie umiarkowanej, m. in. w Polsce. Rozmnaża się przez wysiew nasienia. Wydłużone, klinowate liście porów w dolnej części są wybielałe, zgrubiałe i ściśle ułożone jeden wokoło drugiego tworząc wydłużoną cebulę (rys. 28) barwy białozielonawej z zewnątrz, a czysto białej na przekroju. Wybielałą część cebuli nazywa się „nóżką” . Cebula ma w dolnej części tzw. piętkę, z której wyrastają korzonki. Liście porów pozostają zielone aż do zimy. Zbiór i cechy produktu. Zbioru dokonuje się w porze letniej w miarę potrzeby, a jesienią wykopuje się pozostałe pory na krótko przed nastaniem mrozów, przycina liście, pozostawiając 10—15 cm części zielonych, po czym kopcuje się przesypując piaskiem. Mogą także zimować w gruncie pod lekkim przykryciem. Pory mogą być suszone jak cebula. Zmieniają jednak przy tym nieco swój delikatny aromat. Im grubsza i dłuższa jest wybielała część pora (nóżka), tym wyżej jest on ceniony. Średnica cebuli dochodzi do 5 cm (wymaga się ponad 2 cm), a długość części wybielałej — do 18 cm. Pory mają smak zbliżony do cebuli, jednak znacznie łagodniejszy, oraz przyjemny aromat. Jako przyprawa bywają używane też liście mające delikatny cebulowy smak i zapach. Skład chemiczny porów (cebuli): 85— 90,1% wody, 2,7—3,4% związków azotowych, 0,23—0,35% tłuszczu, 0,44% cukrów, 4,1—8,1% pozostałych związków bezazotowych, 1,1—1,8% błonnika, 0,9— 1,5% popiołu. Pory zawierają do 0,67% organicznie związanej siarki i 0,003 mg% arsenu. Witamin w mg%: A — 0,01, B1— 0,6, B2 — 0,7, C — 35,0, PP — 0,7. Wartość odżywcza 100 g — 27 cal. Odmiany. Słoń — odmiana najbardziej rozpowszechniona i ceniona, poza tym dobre są odmiany: Brabanckie i Karetańskie. Zanieczyszczenia i wady. Pory bywają zanieczyszczone ziemią. Za wady uważa się pozostawione korzenie, zbyt długo przycięte liście, cebule nadgniłe lub pokaleczone. Zastosowanie. Pory jako doskonała przyprawa delikatniejsza niż cebula, stosowane są przy sporządzaniu zup, sosów, zalewy do konserw itp. Pietruszka Opis rośliny. Pietruszka (Petroselinum sativum Hoffm.) jest to roślina dwuletnia, należąca do rodziny baldaszkowatych. Uprawiana jest ona w strefie umiarkowanej, m. in. w Polsce. Rozmnaża się z nasienia. Rozróżnia się dwa typy: pietruszkę liściastą o wątłym korzeniu oraz pietruszkę korzeniową (rys. 29) mającą gruby korzeń. W przemyśle mięsnym znajduje zastosowanie wyłącznie pietruszka korzeniowa. Zbiór i cechy produktu. Zbioru dokonuje się w porze letniej w miarę potrzeby; na potrzeby zimowe wykopuje się pietruszkę w październiku. Liści nie obcina się nożem, lecz ukręca u nasady. Pietruszkę przechowuje się w kopcach lub piwnicach. W celu utrwalenia produktu można pietruszkę oczyszczoną i pokrajaną w plasterki ususzyć w suszarni. Skład chemiczny korzeni pietruszki: 87,6% wody, 2,1% białka, 0,2% tłuszczu, 2,8% cukrów, 5,3% innych węglowodanów, 1,1% błonnika, 0,9% popiołu, ok. 0,05% olejku eterycznego. Witaminy C — 100 mg%. Wartość odżywcza 100 g — 50 cal. Pietruszka ma smak słodkawy, lekko korzenny, ze specyficznym aromatem. Wymagania jakościowe: korzenie grube (ponad 2 cm), proste, białe, bez rdzawych plam, nie popękane i nie połamane. Miękisz powinien być jędrny, lecz nie włóknisty i nie zdrewniały. Odmiany. Bordowicka — korzeń długi, gruby; Berlińska półdługa — korzeń średnio długi, gruby; Cukrowa — korzeń krótki, gruby. Zanieczyszczenia i wady. Pietruszka bywa zanieczyszczona ziemią oraz kamieniami. Jako wady uważa się pozostawione drobne, rozgałęzione korzonki, źle przyciętą nać, korzenie nadgniłe, zmarznięte, z rdzawymi plamami. Zanieczyszczeń i wadliwych korzeni nie powinno być więcej niż 4%. Zastosowanie i własności. Pietruszkę stosuje się jako przyprawę podnoszącą smak bulionów mięsnych, sosów, konserw itp. Pietruszka (a szczególnie nasienie) ma własności moczopędne. Selery Opis rośliny. Selery (Apium graveolens var. repaceum) są rośliną dwuletnią należącą do rodziny baldaszkowatych. Rosną one dziko w południowej Europie. W strefie umiarkowanej, również w Polsce, uprawiane są w ogrodach. Seler (rys. 30) rozmnaża się z nasienia. Rozróżnia się typy: seler łodygowy (na sałatki), seler liściasty (stosowany jako przyprawa zielona) oraz seler korzeniowy (stosowany m. in. w przemyśle mięsnym). Aby otrzymać seler z grubym, gładkim korzeniem, należy w okresie wegetacyjnym kilkakrotnie oczyszczać korzeń główny z drobnych korzonków bocznych. Zbiór i cechy produktu. Zbioru dokonuje się podobnie jak pietruszki z tą różnicą, że nać i drobne korzonki obcina się nożem. Selery przechowuje się w piwnicy lub zakopcowane w piasku. Skład chemiczny korzeni: 88,0% wody, 1,3% substancji azotowych (w tym białka — 1,0%), 0,3% tłuszczu, 8,1% substancji bezazotowych wyciągowych (w tym cukru ok. 1%), 1,3% błonnika, 1,0% popiołu. Wartość odżywcza 100 g — 19 cal. Witamin w mg%: A — 0,01, B1 — 0,6, B2 — 0,7, C — 35,0, PP — 0,7. Wszystkie części rośliny zawierają olejek eteryczny nadający roślinie właściwy zapach. Z liści selera otrzymuje się 0,1% olejku eterycznego o zapachu świeżych selerów. Olejek ten rozpuszcza się w 10 częściach 90-procentowego alkoholu etylowego. Smak korzeni — słodkawy, korzenny. Wymagania jakościowe: korzenie gładkie, okrągłe, możliwie nie puste wewnątrz, bez bocznych rozgałęzień, zdrowe, nie uszkodzone, miąższ biały, bez rdzawych plam, nie czerniejący. Średnica I gatunku — ponad 12 cm, II — 10 cm, III — 6 cm. Selery oczyszczone, pokrajane w plastry lub paski i wysuszone dają doskonały, aromatyczny produkt. Susz selerów powinien mieć barwę białą. Odmiany korzeniowe. Praskie Olbrzymie — odmiana późna, dobrze się przechowuje. Śnieżna Kula, Jabłkowe — również dobre odmiany. Zanieczyszczenia i wady. Selery bywają zanieczyszczone ziemią. Za wady uważa się nie przycięte, drobne korzenie, źle przyciętą nać, korzenie nadgniłe, zepsute, z rdzawymi plamami. Zanieczyszczeń i wadliwych korzeni nie więcej niż 4%. Zastosowanie. Selery jako przyprawę podnoszącą smak stosuje się do bulionów mięsnych, sosów, konserw itp. Suszone sproszkowane selery są doskonałą przyprawą aromatyczną, która powinna znaleźć zastosowanie do niektórych kiełbas i wyrobów wędliniarskich. Marchew Opis rośliny. Marchew (Daucus carota L.) jest rośliną dwuletnią, należącą do rodziny baldaszkowatych. Marchew (rys. 31) uprawiana jest w szerokiej strefie — od kręgu polarnego do krajów tropikalnych. Rozmnaża się z nasienia. Rozróżnia się trzy części korzenia marchwi: główkę, z której wyrastają liście, szyjkę pozbawioną liści i korzonków oraz właściwy korzeń. Na przekroju korzenia widać zewnętrzną warstwę miękiszu barwy czerwonawej, a wewnątrz — jaśniejszy rdzeń. Rdzeń w główce i szyjce bywa otoczony zdrewniałą warstwą. Zbiór i cechy produktu. Zbioru dokonuje się tak jak zbioru pietruszki. Skład chemiczny korzeni: 88,5% wody, 1,1% substancji azotowych (w tym białka — 0,8%), 0,3% tłuszczu, 8,2% substancji bezazotowych wyciągowych (w tym cukru — 7,0%), 1,0% błonnika, 0,9% popiołu. Wartość odżywcza 100 g — 45 cal. Korzenie marchwi zawierają ok. 0,0144% olejku eterycznego. Marchew zawiera znaczne ilości karotenu (50— 77 mg%)(w przeliczeniu na suchą masę korzenia). Witamin w mg%: A — 4,5, B1 — 0,7, B2 — 0,7, C — 6,0, PP — 0,5. Smak korzeni słodki, lekko aromatyczny. Wymagania jakościowe: korzenie gładkie, proste, grube (ponad 2,5 cm), nie popękane i nie uszkodzone, zdrowe, intensywnie zabarwione. Pożądane jest, aby warstwa miękiszu była możliwie gruba, gdyż rdzeń jest mniej wartościowy. Marchew powinna mieć smak słodki, bez goryczy, powinna być soczysta, nie łykowata. Odmiany. Rozróżnia się typy: karota, półdługa i długa. Spotykane odmiany: Paryska (karotka), okrągła, słodka, delikatna, odmiana letnia; wymagana średnica ponad 15 mm; Nantejska — półdługa z tępym końcem, odmiana późna, dobrze się przechowuje; wymagana średnica ponad 25 mm, oraz szereg innych odmian jak Amager, Amsterdamska i inne. Zanieczyszczenia i wady. Marchew bywa zanieczyszczona ziemią oraz kamieniami. Jako wady uważa się źle przyciętą nać, korzenie nadgniłe, zmarznięte, popękane. Zanieczyszczeń i wadliwych korzeni nie powinno być więcej niż 3%. Zastosowanie. Marchew używana jest jako warzywo oraz jako przyprawa podnosząca smak bulionów mięsnych. Kapusta Opis rośliny. Kapusta (Brassicci oleracea L.) jest rośliną dwuletnią, należącą do rodziny krzyżowych. Uprawiana jest w strefie umiarkowanej. Rozmnaża się z nasienia. Rozróżnia się kilka rodzajów kapusty, z których w przemyśle mięsnym stosuje się głowiastą białą i włoską. Kapusta głowiasta biała (Brassica oleracea var. capitata alba) tworzy z liści duże, ścisłe głowy, z zewnątrz zielone, wewnątrz białe. Skład chemiczny: 91,5% wody, 1,6% substancji azotowych (w tym 0,9% białka), 0,2% tłuszczu, 5% substancji bezazotowych wyciągowych (w tym cukrów — 4,0%), 1% błonnika, 0,7% popiołu. Wartość odżywcza 100 g — 18 cal. Witamin w mg%: A — 0,1, B1 — 0,8, B2 — 0,5, C — 60,0 i PP — 0,5. Kapusta zawiera znaczną ilość organicznie związanej siarki, która w czasie gotowania przechodzi częściowo w merkaptan. To jest powodem wydzielania się nieprzyjemnego zapachu przy gotowaniu kapusty. Kapustę użytkuje się w postaci świeżej lub kiszonej. Odmiany. Sława z Enkhuizen — biała, średniowczesna; Amager (rys. 32) — biała późna, głowy płaskie, zbite; dobrze zimuje, najlepsza do kwaszenia. Wymagania jakościowe dla kapusty świeżej: jednolita odmianowo, główki duże, jędrne, zdrowe, obrane z odstających liści, nie poobijane, nie popękane, głąb przycięty pod główką na 1 cm. Wymagania jakościowe dla kapusty kiszonej: zawartość soli kuchennej — od 2 do 3%, kwasów — od 1,5 do 1,8% w przeliczeniu na kwas mlekowy. Kapusta kiszona powinna być pokrajana w cienkie (ok. 0,8 mm) pasemka, wykazywać przyjemny, kwaskowaty zapach, smak przyjemnie kwaśny. Jako dodatek pożądana niewielka ilość nasienia kopru. Ilość soku płynnego nie może przekraczać 10% ogólnego ciężaru. Kapusta włoska (Brassica oleracea var. sabauda) tworzy z karbowanych liści dość luźne głowy (rys. 33), z zewnątrz zielone, wewnątrz białozielone. Skład chemiczny: 87,1% wody, 3,3% substancji azotowych (białka — 1,9%), 0,6%, tłuszczu, 6,5% substancji bezazotowych wyciągowych (cukru — 5,0%), 1,3% błonnika, 1,2% popiołu (w tym żelaza znaczniejsze ilości). Wartość odżywcza 100 g — 27 cal. Witamin w mg%: A — 0,2, B1 — 1,2, B2 — 0,4, C — 130,0. Kapustę włoską użytkuje się w postaci świeżej. Wymagania jakościowe — jak dla kapusty białej. Zastosowanie. Kapustę białą zarówno świeżą, jak i kiszoną stosuje się przy produkcji konserw i wyrobów warzywno-mięsnych (np. bigosu). Kapustę włoską stosuje się jako przyprawę przy sporządzaniu bulionów mięsnych lub jako jarzynę. Pomidory Opis rośliny. Pomidor (Lycopersicum esculentum) jest rośliną jednoroczną, należącą do rodziny psiankowatych. Pochodzi z Gwinei (Afryka). Uprawiany jest obecnie na dużą skalę w strefie umiarkowanej, m. in. w Polsce. Pomidor rozmnaża się z nasienia, które — ze względu na długi okres wegetacyjny rośliny — wysiewa się u nas w inspektach w celu otrzymania wczesnej rozsady. Owoc stanowi mięsista jagoda średnicy 4—10 cm. Wewnątrz podzielony jest on na 2 lub 3 komory nasienne zawierające nasiona otoczone galaretowatym sokiem barwy żółtozielonkawej. Miąższ owocu ma barwę czerwoną, żółtą lub białą zależnie od odmiany. Zewnątrz owoc pokryty jest stosunkowo grubą, twardą i błyszczącą skórką. Dojrzewanie owoców — od połowy lipca do połowy września. Zbiór i cechy produktu. Zbioru dokonuje się zwykle wtedy, gdy owoce są dobrze wyrośnięte i zaczynają lekko czerwienieć. Pełną dojrzałość uzyskują one po kilku dniach leżenia na słońcu, najlepiej pod szkłem. Skład chemiczny pomidorów wynosi przeciętnie: 95% wody, 0,8% związków azotowych (w tym 0,5% białka), 0,2% tłuszczu, 0,6% błonnika, 2,9% związków bezazotowych wyciągowych (w tym 2,5% cukru) oraz 0,5% popiołu. Odmiany. Istnieje bardzo dużo odmian pomidorów o różnym kształcie, barwie i smaku owoców. Dla przetwórstwa mięsnego najodpowiedniejsze są odmiany mające owoce czerwone, okrągłe (nie karbowane) z małymi gniazdami nasiennymi, o dużej zawartości suchej masy i korzystnym stosunku cukrów do kwasów. Wymaganiom powyższym najlepiej odpowiada odmiana Immun Pudliszkowski (zawiera ok. 6°/o suchej masy, rys. 34). Wymagania jakościowe. Owoce możliwie jednolite odmianowo, o minimalnej średnicy 4 cm, dobrze zabarwione, w pełni dojrzałe (lecz nie przejrzałe), bez zielonej piętki, świeże, zdrowe, jędrne, nie pogniecione, bez pęknięć, uszkodzeń i zgnilizny. Zawartość suchej masy nie mniejsza niż 4%. Smak słodkawy, łagodnie kwaskowaty, przyjemny. Zanieczyszczenia i wady. Pomidory nie powinny być zanieczyszczone ziemią, słomą itp. oraz nie powinny mieć pozostawionej szypułki i resztek kielicha. Za wadliwe uważa się owoce niedojrzałe lub zbyt spieczone na słońcu, nadgniłe, sfermentowane lub uszkodzone. Z uwagi na krótkotrwały sezon pomidorów oraz niemożliwość ich dłuższego przechowywania (jak inne warzywa) przemysł mięsny korzysta przede wszystkim z zakonserwowanych przetworów pomidorowych, jak przecier i koncentrat. Przecier pomidorowy jest to rozgotowana i przetarta przez sito masa pomidorowa, bez pestek i skórki (nie zagęszczona). Przecier pomidorowy konserwuje się przez pasteryzację w butelkach lub puszkach. Powinien on mieć własności świeżego owocu odnośnie do zawartości suchej masy, smaku i zapachu. Barwa — czerwonoceglasta, możliwie intensywna. Niedopuszczalna zawartość barwników obcych oraz nieprzyjemny lub obcy posmak i zapach. Koncentrat pomidorowy otrzymuje się przez zagęszczenie przecieru w aparatach próżniowych. Zależnie od zagęszczenia rozróżnia się koncentraty o zawartości 12, 20 lub 28 do 30% suchej masy (nie wliczając w to ewentualnie dodanej soli, której ilość nie może przekraczać 5%). Wymagania odnośnie do cech organoleptycznych jak dla przecieru. Koncentraty pakowane są w słoje lub puszki i pasteryzowane. Koncentraty pakowane do beczek konserwuje się chemicznie. W obrocie spotyka się przeciery lub koncentraty pomidorowe złej jakości. Dlatego należy je nabywać wyłącznie ze źródeł gwarantujących ich wysoką jakość. Zastosowanie. W przemyśle mięsnym stosuje się pomidory w postaci przecieru lub koncentratu jako dodatek do sosów i konserw. W sezonie dojrzewania pomidorów — z uwagi na niższy koszt surowca i wyższą jakość uzyskiwanego gotowego produktu — wskazane jest korzystać z owoców świeżych. Ziemniaki Opis rośliny. Ziemniaki (Solanum tuberosum) należą do rodziny psiankowatych. Pochodzą z Ameryki Południowej. Sprowadzone do Europy w XVI wieku należą obecnie do najważniejszych artykułów spożywczych. W uprawie polowej ziemniak rozmnaża się w drodze wegetatywnej przez wysadzanie bulw. Zbiór i cechy produktu. Ziemniaki (kłęby) wykopuje się, gdy kończy się wegetacja rośliny, a naskórek na bulwach korkowacieje i przestaje się łuszczyć. Zbioru odmian letnich ziemniaków dokonuje się w miarę potrzeby, odmian zimowych — od połowy września. Bulwa pokryta jest skorkowaciałym naskórkiem (łupiną). Grubość łupiny jest cechą gatunku i decyduje o trwałości ziemniaków. Na powierzchni bulwy znajduje się wiele oczek (pączki), a pod łupiną — cienka warstwa kory pierwotnej, bogatej w białko. Wewnętrzne warstwy miękiszu zawierają dużo skrobi. Skład chemiczny bulwy ziemniaka zależy od odmiany. Zawartość suchej masy waha się od 20 do 30% zależnie od zawartości skrobi. Przeciętnie ziemniak zawiera: 76,8% wody, 2,0% substancji azotowych (w tym białka — 1,2%), 0,1% tłuszczu, 19,5% substancji bezazotowych wyciągowych (w tym skrobi — 16,0%), 0,6% błonnika, 1,0% popiołu. Poza tym witaminy C — od 4 do 40 mg% (a niekiedy 50), prowitaminę A oraz witaminy B1 i B2. Wartość odżywcza 100 g ziemniaków obranych — 96 cal. Ziemniaki wykazują obecność trującego glikozydu — solaniny. Ilość solaniny w ziemniaku wzrasta, gdy zielenieje on pod wpływem światła. Kłęby zzieleniałe nie powinny być spożywane. Pod wpływem mrozu skrobia ulega scukrzeniu i ziemniak nabiera słodkiego smaku. Rozróżnia się ziemniaki przemysłowe — o dużej zawartości skrobi, ziemniaki jadalne — o średniej zawartości skrobi i ziemniaki pastewne — o małej zawartości skrobi, lecz wysokopienne. Poza tym ziemniaki różnią się barwą kory pierwotnej. Ziemniaki jadalne bywają różowe, białe lub żółte (o żółtym miękiszu). Ziemniaki białe i różowe są po ugotowaniu kruche; odmiany żółte mają konsystencję ścisłą, łojowatą. Wymagania jakościowe dla ziemniaków jadalnych: bezwzględnie jednolite odmianowo, kłęby średnio duże (powyżej 4 cm średnicy), z delikatną łupiną, mało wgłębionymi oczkami, bez odrostków, plam i uszkodzeń oraz bez ściemnień miąższu. Zanieczyszczenia i wady. Zanieczyszczenia ziemią i słomą nie mogą przekraczać 3%. Jako wadliwe uważa się kłęby zzieleniałe, uszkodzone, nadmarznięte oraz z kiełkującymi lub wyrośniętymi oczkami. Ilość ziemniaków wadliwych — nie więcej niż 6%, nadgniłych — nie więcej niż 1%. Zastosowanie. Ziemniaki są używane w przemyśle mięsnym jako część składowa konserw mięsno-warzywnych. Do tego celu najlepiej nadają się odmiany żółte (nie rozpadają się w czasie gotowania).



























-
W poniższej pracy jest podana charakterystyka środków konserwujących i peklujących, przypraw korzennych tak naturalnych jak i namiastek, dodatków pochodzenia roślinnego i zwierzęcego oraz osłonek naturalnych i sztucznych. Opisane są również zagadnienia kontroli technicznej oraz magazynowania przypraw i surowców pomocniczych. Praca jest przeznaczona dla mistrzów, techników i magazynierów. SPIS TREŚCI WSTĘP Rozdział I. SÓL I SKŁADNIKI PEKLUJĄCE 1. Sól kuchenna a. Wiadomości ogólne b. Charakterystyka produktu handlowego c. Wskaźniki jakościowe soli d. Działanie soli e. Zastosowanie soli w przemyśle mięsnym 2. Saletra a) Wiadomości ogólne b. Wymagania jakościowe c. Działanie saletry i jej zastosowanie w przemyśle mięsnym 3. Azotyn a. Wiadomości ogólne b. Wymagania jakościowe c. Działanie azotynu i jego zastosowanie w przemyśle mięsnym 4. Cukry a. Wiadomości ogólne b. Działanie cukrów i ich zastosowanie w przemyśle mięsnym 5. Mieszanki peklujące a. Wiadomości ogólne o procesie peklowania mięsa b. Mieszanki peklujące suche c. Solanki 6. Magazynowanie soli i składników peklujących 7. Kontrola techniczna soli i dodatków peklujących 8. Przepisy prawne dotyczące stosowania środków konserwujących i peklujących Rozdział II. PRZYPRAWY KORZENNE I SPECJALNE 1. Przyprawy korzenne naturalne a. Wiadomości ogólne b. Podział przypraw c. Przyprawy krajowe Kolendra, Kminek, Gorczyca, Jałowiec, Majeranek, Tymianek, Bazylia, Cząber, Lubczyk, Estragon, Cykoria. d. Przyprawy importowane Pieprz, Angielskie ziele, Gałka muszkatołowa, Kwiat muszkatołowy, Kardamon, Papryka, Goździki, Liść bobkowy, Imbir. 2. Stosowanie przypraw korzennych 3. Rozdrabnianie przypraw 4. Namiastki przypraw a. Pieprz ziołowy b. Mieszanki przypraw ziołowych c. Przyprawy typu ,,Maggi" d. Glutaminian jednosodowy 5. Grzyby a. Wiadomości ogólne b. Odmiany grzybów aromatycznych c. Rodzaje i cechy przyprawy 6. Przyprawy pochodzenia fermentacyjnego 7. Magazynowanie przypraw korzennych i specjalnych 8. Kontrola techniczna przypraw korzennych i specjalnych Rozdział III. DODATKI POCHODZENIA ROŚLINNEGO I ZWIERZĘCEGO 1. Dodatki pochodzenia roślinnego a. Warzywa Czosnek, Cebula, Pory, Pietruszka, Selery, Marchew, Kapusta, Pomidory, Ziemniaki. b. Kasze i dodatki mączne Kasza jęczmienna, Kasza gryczana, Ryż, Kasza manna, Mąka pszenna, Mączka ziemniaczana, Bułki. c. Nasiona roślin strączkowych Groch, Fasola, Soja. 2. Dodatki pochodzenia zwierzęcego a. Żelatyna b. Albumina jadalna c. Jaja d. Produkty mleczne 3. Magazynowanie dodatków 4. Kontrola techniczna dodatków pochodzenia roślinnego i zwierzęcego Rozdział IV. OSŁONKI DO WĘDLIN I WYROBÓW WĘDLINIARSKICH 1. Osłonki naturalne a. Wiadomości ogólne b. Osłonki wieprzowe Kiełbaśnice, Jelita grube wieprzowe, Jelita środkowe wieprzowe, Kątnice wieprzowe, Krzyżówki wieprzowe, Żołądki wieprzowe, Przełyki wieprzowe, Pęcherze wieprzowe, Błona z sadła. c. Osłonki bydlęce Jelita wiankowe, Jelita środkowe bydlęce, Kątnice bydlęce, Krzyżówki bydlęce, Przełyki bydlęce, Pęcherze bydlęce, Błony z kątnic i krzyżówek bydlęcych. d. Osłonki baranie Watlongi, Kątniczki baranie, Krzyżówki baranie. e. Osłonki cielęce Kątniczki cielęce, Pęcherze cielęce. f. Osłonki końskie Jelita cienkie końskie, Przełyki i pęcherze końskie 2. Osłonki sztuczne a. Wiadomości ogólne b. Osłonki pergaminowe c. Osłonki natronowe d. Osłonki celofanowe (tomofanowe) e. Osłonki z błon polietylenowych f. Osłonki pliofilmowe g. Osłonki sztuczne białkowe 3. Magazynowanie osłonek a. Magazynowanie osłonek naturalnych zasolonych b. Magazynowanie osłonek naturalnych suszonych c. Magazynowanie osłonek sztucznych 4. Kontrola techniczna osłonek Wykaz piśmiennictwa WSTĘP W przetwórstwie mięsnym do wytwarzania gotowych produktów używa się poza mięsem licznych dodatków jadalnych. Gotowym produktem w pojęciu handlowym nazywa się produkt będący w takim stanie, w jakim wprowadza się go do obrotu handlowego. Wszystkie materiały, które — poza mięsem — wchodzą w skład gotowego produktu, nazywają się surowcami pomocniczymi, przy czym dodatki nadające smak produktowi określa się zwykle mianem przypraw. Przyprawy i surowce pomocnicze można podzielić na kilka zasadniczych grup, a mianowicie: 1. Sól i środki peklujące. Do tej grupy należą: sól, saletra, azotyn i cukry. Zasadniczym ich zadaniem — poza nadaniem smaku — jest podniesienie trwałości produktu i udział w procesie peklowania mięsa. 2. Przyprawy korzenne i specjalne. Mają one za zadanie głównie podniesienie smaku i aromatu gotowego produktu mięsnego. Przyprawami korzennymi nazywa się zwykle nasiona, ziele lub korzenie roślin aromatycznych, natomiast przyprawami specjalnymi są przyprawy pochodzenia fabrycznego. 3. Dodatki pochodzenia roślinnego i zwierzęcego. Tylko niektóre z tych dodatków stosuje się w celu nadania smaku wyrobom mięsnym (pewne warzywa) lub poprawienia innych cech jakościowych produktu (np. konsystencji — żelatyna, mączka ziemniaczana); większość używana jest w stosunkowo dużych ilościach i uzupełnia produkt pod względem odżywczym (kasze, warzywa, jaja itp.). 4. Osłonki do wędlin i wyrobów wędliniarskich — służą jako bezpośrednie opakowanie tych wyrobów. Przyprawy i surowce pomocnicze jako część składowa gotowego produktu mają poważny wpływ na jakość i wartość handlową produktu. Znajomość ich cech jakościowych jest konieczna dla pracowników przemysłu mięsnego, którzy z nimi mają do czynienia zarówno w działach produkcyjnych, jak i w magazynach, a przede wszystkim w działach zaopatrzenia. W pracy niniejszej zebrano wiadomości dotyczące towaroznawstwa przypraw i surowców pomocniczych stosowanych w przemyśle mięsnym, przy czym w ogólnych zarysach omówiono przeznaczenie poszczególnych materiałów, ich wpływ na mięso i na jakość gotowego produktu, a w stosunku do przypraw — również wpływ na organizm konsumenta. Omówiono także w ogólnych zarysach warunki magazynowania i kontroli technicznej. Dla większości omawianych przypraw nie ma ustalonych norm jakościowych, toteż podano dla nich tylko stosowane ogólnie wymagania jakościowe. Rozdział I SÓL I SKŁADNIKI PEKLUJĄCE 1. SÓL KUCHENNA a. Wiadomości ogólne Sól kuchenna — pod względem chemicznym chlorek sodowy (NaCl), jako pochodna silnego kwasu (HCl) i silnej zasady (NaOH) jest solą obojętną. Chlorek sodowy krystalizuje z czystych roztworów w postaci regularnych sześcianów; kryształy powstające z roztworów zawierających domieszki mogą mieć kształt oktoedru lub rombowego dodekaedru. Ciężar właściwy kryształów wynosi 2,1—2,6 g/cm3. Temperatura topnienia +804 °C. W temperaturach niższych od +0,15 °C chlorek sodowy krystalizuje z dwiema cząsteczkami wody krystalizacyjnej, a w temperaturach wyższych — jako sól bezwodna. Mimo to sól może zawierać pewne ilości wody związanej w sposób fizyczny na powierzchni kryształów (adhezja). Sól czysta jest prawie niehigroskopijna; higroskopijność jej wywołana jest obecnością niektórych zanieczyszczeń, np. chlorku magnezowego. Czysta sól jest bezbarwna (zanieczyszczenia nadają jej barwę żółtawą, zielonawą, niebieskawą, różowawą itp.), bez zapachu, o smaku czysto słonym. Sól rozpuszcza się łatwo w wodzie. Roztwór nasycony zawiera: w temp. 0 °C — 26,28% soli w temp. 20 °C — 26,39% soli w temp. 100 °C — 28,15% soli Nasycony roztwór soli wrze w temp. 109,7 °C. Zależność między procentową zawartością soli w roztworach, gęstością roztworów i ich stężeniem wyrażonym w stopniach Baume podana jest w tabl. 1. Przez zmieszanie lodu z solą w stosunku 3 : 1 otrzymuje się mieszaninę ochładzającą o temp. —20,3 °C. Sól występuje w przyrodzie w postaci stałej (krystalicznej) jako minerał halit — tzw. sól kamienna kopalna, lub w roztworze wodnym, np. w wodach oceanów i mórz oraz w słonych źródłach, W Polsce duże pokłady soli znajdują się w Wieliczce i Bochni oraz w Wapnie Wlkp. Znaczne ilości soli kamiennej wydobywa się metodą górniczą w postaci dużych brył. Bryły te łatwo rozpadają się na drobne sześciany. Sól kamienna bywa zanieczyszczona piaskiem, gliną, gipsem i innymi minerałami. Jest ona bezbarwna lub lekko zabarwiona. Najczystszą sól przeznacza się po zmieleniu na cele jadalne, mniej czystą — na cele pastewne i techniczne, a bardzo zanieczyszczoną — do oczyszczenia przez rozpuszczenie i krystalizację. Sól z pokładów bardzo głębokich lub zanieczyszczonych wydobywa się przez wypłukiwanie wodą. Źródła słone występują w Polsce w okolicach Inowrocławia i w Ciechocinku. Solankę uzyskiwaną ze źródeł lub z wymywania pokładów poddaje się odparowywaniu w celu otrzymania soli tzw. warzonki. W czasie odparowywania zanieczyszczenia osadzają się na dnie i ścianach panwi, a czysta sól wydziela się w postaci drobnych kryształów tworzących miękkie grudki, łatwo rozpuszczające się w wodzie. Na rys. 1 przedstawiono schematycznie proces otrzymywania warzonki. W wieży 1 mieszczą się pompy służące bądź do wydobywania solanki, bądź do tłoczenia wody wymywającej pokład solny. Wydobytą solankę oczyszcza się z zawiesiny przez odstawanie w zbiorniku 2, po czym przez podgrzewacz 3 przetłacza się ją do panwi wyparnych 5, zbudowanych z blachy kotłowej. Panwie ogrzewane są paleniskami 6, przy czym gazy spalinowe służą również do ogrzewania osuszacza soli 4 i podgrzewacza solanki 3. Suchą sól załadowuje się do wagoników i przewozi do magazynów. Nowocześnie urządzone warzelnie są wyposażone w wielostopniowe aparaty wyparne pracujące pod zmniejszonym ciśnieniem. Uzyskuje się przez to dużą oszczędność opału. Jednak sól otrzymywana w ten sposób jest mniej ceniona, gdyż kryształy jej są bardziej zbite i trudniej rozpuszczalne niż kryształy warzonki panwiowej. W krajach gorących wydobywa się sól z wody morskiej przez naturalne wyparowywanie w specjalnie zbudowanych basenach. W krajach północnych otrzymuje się sól z wody morskiej przez wymrażanie. b. Charakterystyka produktu handlowego Sól jadalna kamienna tworzy kryształy twarde, zbite i stosunkowo trudniej rozpuszczalne. Ciężar objętościowy wynosi 1,04—1,14 kg/l. Zależnie od stopnia rozdrobnienia rozróżnia się sól drobną i gruboziarnistą. Zależnie od stopnia zanieczyszczenia rozróżnia się sól białą (czystą) i sól szarą (zanieczyszczoną piaskiem, iłem itp.). Sól jadalna warzonka tworzy kryształy drobne, często zbite w łatwo rozsypujące się grudki. Rozpuszcza się dużo łatwiej od soli kamiennej i ma mniejszy od niej ciężar objętościowy — od 0,734 do 0,956 kg/l. Przy rozpuszczaniu nie wydziela się osad piasku lub iłu, co zachodzi przy soli kamiennej (nawet białej). Ze względu na większą czystość i łatwiejszą rozpuszczalność w przemyśle mięsnym stosuje się do bezpośredniego solenia mięsa i tłuszczu wyłącznie warzonkę, natomiast sól kamienną stosować można do sporządzania solanek oraz do solenia grubszych jelit (z wyjątkiem kiełbaśnic i watlongów, które soli się warzonką), skór itp. Sól jodowana jest solą jadalną stosowaną w południowych i południowo-wschodnich województwach Polski w celu zwalczania pospolitego tam schorzenia gruczołu tarczycowego (wola). Sól jodowana zawiera 5 mg jodku potasowego na 1 kg soli. Soli tej nie należy stosować w przetwórstwie mięsnym. Sól skażona jest przeznaczona na cele pastewne i techniczne i skażona odpowiednimi dodatkami, aby uniemożliwić używanie jej do spożycia i nie obciążać podatkiem konsumpcyjnym. Sól pastewną skaża się dodatkiem tlenku żelazowego, cegły mielonej lub barwników itp. w ilości 0,5%. Sól techniczną skaża się dodatkiem 1% oleju mineralnego lub innymi domieszkami w zależności od wymagań przemysłu użytkującego sól. c. Wskaźniki jakościowe soli Ponieważ normy jakościowe dla soli nie są jeszcze ostatecznie ustalone, w tablicy 2 są podane wskaźniki jakościowe wg projektu norm PKN. d. Działanie soli Konserwujące działanie soli polega głównie na podwyższaniu ciśnienia osmotycznego; jest to szkodliwe dla większości drobnoustrojów, a szczególnie dla bakterii gnilnych. Poza tym jony chloru (Cl') wykazują działanie bakteriostatyczne. Na przykład 10-procentowy roztwór soli wstrzymuje wzrost większości drobnoustrojów; niższe stężenia powodują zwolnienie tempa ich rozwoju. W suchej soli drobnoustroje, a szczególnie ich postacie przetrwalnikowe, mogą zachować zdolność życiową w ciągu długiego okresu czasu (nawet kilka lat). Toteż należy uważać, aby sól w czasie transportu i magazynowania nie uległa zanieczyszczeniu (szczególnie resztkami mięsa, krwi; itp.), gdyż w ten sposób może ona stać się źródłem zakażenia produktów. Poza działaniem na drobnoustroje sól zmniejsza w różnym stopniu czynność enzymów. W mięsie w czasie solenia zachodzi wymiana osmotyczno- dyfuzyjna. Mięso lub tłuszcz surowy traci część wody wraz z rozpuszczonymi w niej substancjami organicznymi, a jednocześnie wzrasta w nim zawartość soli. Mięso solone staje się jędrniejsze i wykazuje większą zdolność chłonięcia wody niż mięso nie solone. Pod wpływem czystej soli mięso traci naturalną barwę i staje się szare. Nadmierne dawki soli powodują, że staje się ono suche i łykowate. e. Zastosowanie soli w przemyśle mięsnym Sól stosuje się do mięsa i przetworów mięsnych jako przyprawę mającą własności smakowe i konserwujące oraz w pewnych przypadkach — jako środek odwadniający. W przypadku zawartości soli w mięsie i przetworach do 2% wyczuwa się smak łagodnie słony, od 2 do 3% — umiarkowanie słony, od 3 do 4% — dość silnie słony, ponad 4% — bardzo słony (podane cyfry są jedynie orientacyjne, gdyż stopień wyczucia smaku słonego zależy nie tylko od zawartości soli, lecz także od szeregu innych czynników). Dla organizmu ludzkiego nieodzowne są pewne ilości soli kuchennej; jednak spożycie jej przez osobę dorosłą nie powinno przekraczać 8 g na dobę. 2. SALETRA a. Wiadomości ogólne Nazwą saletra określa się potocznie sole kwasu azotowego — azotany. W przemyśle mięsnym w Polsce stosuje się wyłącznie saletrę potasową; niektóre kraje stosują również saletrę sodową. Ta ostatnia ma jednak w porównaniu z saletrą potasową liczne wady, jak większa higroskopijność, silniejsze działanie korodujące w stosunku do metali itp. Saletra potasowa — azotan potasowy (KNO3) jest solą obojętną. Krystalizuje w postaci romboidalnych bezbarwnych kryształów o ciężarze właściwym 2,11 g/cm3. Temperatura topnienia +336 °C. W temperaturach wyższych następuje rozkład saletry. Saletra ma smak gorzkawy i wywołuje na języku wrażenie chłodu. Roztwór wodny nasycony w temp. 0 °C zawiera 11,6% azotanu potasowego, a w temp. 100 °C — 71,7%. Wrze w temp. + 118°C. Czysty azotan potasowy jest niehigroskopijny. W przyrodzie saletra potasowa występuje w postaci wykwitów na powierzchni ziemi w Indiach i w niektórych innych krajach o klimacie gorącym; z tego powodu saletra potasowa była dawniej zwana saletrą indyjską. Saletrę naturalną oczyszcza się przez przekrystalizowanie. Obecnie otrzymuje się saletrę potasową sztuczną z saletry sodowej w drodze reakcji podwójnej wymiany z chlorkiem potasowym NaN03 + KCl = KNO3 + NaCl Przemysł mięsny w Polsce stosuje obecnie wyłącznie saletrę sztuczną. b. Wymagania jakościowe Wg Farmakopei Polskiej saletra jadalna powinna zawierać: czystego KNO3 — co najmniej 95%, NaCl — najwyżej 1%, przy czym niedopuszczalna jest obecność związków metali ciężkich oraz magnezu i wapnia. Polski przemysł chemiczny dostarcza saletrę określoną wg normy PN jako III gatunek, o zawartości czystego KNO3; w suchej substancji najmniej 97%, a wilgoci — najwyżej 0,25%. Wymagana jest również nieobecność substancji przewidzianych przez Farmakopeę Polską. c. Działanie saletry i jej zastosowanie w przemyśle mięsnym Saletra — podobnie jak sól — podnosi ciśnienie osmotyczne, wskutek czego odwadnia tkankę mięsną oraz działa bakterio- statycznie. Działanie to ma jednak niewielkie znaczenie, gdyż głównym zadaniem saletry jest utrwalenie w czasie peklowania czerwonej barwy mięsnej. Omówienie procesu peklowania zamieszczone jest w podrozdziale o mieszankach peklujących. Saletry dodaje się do mięsa wraz z solą kuchenną w czasie peklowania. Stosowane są dawki od 1 do 4, a nawet do 7,5% w stosunku do ilości użytej soli kuchennej. Saletra w większych dawkach działa szkodliwie na organizm ludzki. W związku z powyższym ustawodawstwo żywnościowe (Rozporządzenie Ministra Spraw Wewnętrznych z dn. 24. VI. 1931 r. o konserwowaniu artykułów żywności) określa dopuszczalną zawartość saletry w mięsie na 0,3 g w 100 g mięsa. 3. AZOTYN a. Wiadomości ogólne W przemyśle mięsnym stosuje się wyłącznie azotyn sodowy (NaNO2) do niedawna potocznie zwany nitrytem. Azotyn sodowy otrzymuje się przez działanie tlenków azotu na wodny roztwór węglanu sodowego lub przez redukcję saletry sodowej (azotanu sodowego). Azotyn sodowy jest łatwo rozpuszczalny w wodzie. Roztwór nasycony zawiera w 0 °C — 41,9%, w 19 °C — 44,9%, a w 100 °C — 61,5% azotynu sodowego. Czysty azotyn jest bezbarwny (zanieczyszczenia nadają mu barwę żółtawą), o ciężarze właściwym 2,17 g/cm3. Azotyn sodowy znajduje się w handlu w postaci krystalicznej lub w laskach barwy białej lub żółtawej, jest higroskopijny, przy długotrwałym składowaniu z dostępem powietrza i wilgoci ulega utlenieniu. Przechowuje się go w szczelnych opakowaniach. Nie należy przechowywać azotynu w postaci roztworu. Azotyn sodowy działa korodująco nawet na aluminium. b. Wymagania jakościowe Norma polska PN/C-84022 przewiduje następujące warunki dla azotynu sodowego: a) zawartość NaNO2 w przeliczeniu na suchą substancję — minimum 98,0%, b) zawartość zanieczyszczeń nierozpuszczalnych w wodzie — maksimum 0,1%, c) zawartość metali ciężkich — niedopuszczalna, d) zawartość wody — maksimum 1,0%. c. Działanie azotynu i jego zastosowanie w przemyśle mięsnym Zasadnicze działanie azotynu polega na utrwalaniu czerwonej barwy mięsa, co jest omówione szerzej w podrozdziale o mieszankach peklujących. Azotyn wzmaga konserwujące działanie soli. Niektóre grupy drobnoustrojów są szczególnie wrażliwe na obecność azotynu. Azotyn sodowy używany jest w procesie peklowania mięsa. Stosowane dawki wynoszą od 0,15 do 0,5% azotynu w stosunku do ilości soli kuchennej użytej do peklowania mięsa. W organizmie ludzkim azotyn zmniejsza napięcie toniczne wszystkich mięśni gładkich — rozszerza naczynia krwionośne i obniża ciśnienie krwi oraz powoduje przemianę hemoglobiny na metahemoglobinę. Dawki lecznicze jednorazowe nie mogą przekraczać 0,1 g, a całodzienna dawka — 0,3 g. Azotyn sodowy spożyty w nadmiernych ilościach może spowodować zatrucia śmiertelne. W związku z powyższym ustawodawstwo żywnościowe (Rozporządzenie Ministra Spraw Wewnętrznych z dn. 24. VI. 1931 r. o konserwowaniu artykułów żywności) określa maksymalną dopuszczalną zawartość azotynu sodowego w mięsie na 0,02 g w 100 g mięsa. Poza tym zarządzenia władz sanitarnych określają, że azotyn sodowy musi być przechowywany pod zamknięciem i może być wydawany do produkcji tylko przez osoby do tego upoważnione, które obowiązane są dopilnować prawidłowego przygotowania mieszanek lub solanek peklujących. 4. CUKRY a. Wiadomości ogólne W przemyśle mięsnym w Polsce stosuje się cukier buraczany. Inne kraje używają poza nim cukru trzcinowego lub skrobiowego. Cukier buraczany podobnie jak cukier trzcinowy, zwany pospolicie cukrem, składa się prawie wyłącznie z czystej sacharozy. Sacharoza (C12H22O11) jest cukrem złożonym i rozpada się pod działaniem kwasów lub enzymów na cukry proste, tj. cukier gronowy (glikozę) i cukier owocowy (fruktozę) wg wzoru C12H22O11 + H2O = C6H12O6 + C6H12O6 glikoza fruktoza Cząsteczki obu cukrów prostych zawierają jednakową ilość atomów węgla, różnią się jednak budową wewnętrzną. Cukier tworzy bezbarwne kryształy łatwo rozpuszczalne w wodzie. Roztwór nasycony zawiera w temp. 15 °C — 66,3% cukru, w temp. 90 °C — 80,61%. Składniki i cechy cukru produkowanego w Polsce podane są w tabl. 3. W obrocie handlowym znajduje się cukier w kostkach, kryształ różnej grubości, puder (cukier mielony) oraz kryształ przemysłowy nie segregowany. W przemyśle mięsnym używa się cukru białego, kryształu konsumpcyjnego lub przemysłowego. Kryształ powinien być suchy, sypki, nie sklejający się, o ostrych krawędziach kryształów, nie matowy; nie powinien zawierać zlepków, grudek, kryształów nie wybielonych i zanieczyszczeń obcych. Cukier skrobiowy otrzymuje się przez hydrolizę (scukrzenie) skrobi (w Polsce – mączki ziemniaczanek) (C6H1005)n. Cukier skrobiowy produkuje się w postaci syropu skrobiowego lub w postaci krystalicznej. W przemyśle mięsnym stosuje się wyłącznie cukier skrobiowy krystaliczny, który zawiera w suchej masie 99,9% glikozy. Glikoza jest nieco mniej słodka od sacharozy (stosunek słodyczy jak 74,3 do 100), ma natomiast silniejsze własności redukujące. b. Działanie cukrów i ich zastosowanie w przemyśle mięsnym Cukier dodany do solanki podnosi jej działanie konserwujące prawdopodobnie wskutek biochemicznego podkwaszania środowiska. Poza tym cukier wpływa pośrednio na przyspieszenie procesu peklowania, gdyż służy jako pożywka dla bakterii denitryfikujących. Oprócz tego jako związek o własnościach redukujących działa utrwalająco na barwę mięsa peklowanego. Cukier w umiarkowanych dawkach podnosi wartości smakowe produktu (łagodzi smak słony) oraz sprawia, że mięso staje się bardziej kruche. Zbyt duży dodatek cukru, zwłaszcza w porze letniej, może wywołać procesy fermentacyjne i psucie się mięsa. W przemyśle mięsnym stosuje się cukier jako dodatek w procesie peklowania mięsa przeznaczonego na niektóre konserwy, szczególnie eksportowe. Poza tym dodaje się cukru do niektórych kiełbas, szczególnie kiełbas trwałych. Dawki cukru wynoszą zwykle od 0,5 do 3% w stosunku do użytej ilości soli kuchennej. Przy produkcji niektórych wyrobów eksportowanych do USA stosunek ten wynosi 12 a nawet 30%. Poza tym cukier stosuje się do sporządzania karmelu służącego jako dopuszczalny barwnik przy produkcji sosów. Cukier skrobiowy, powszechnie stosowany w Niemczech i Stanach Zjednoczonych, do chwili obecnej nie jest używany w przemyśle mięsnym w Polsce. 5. MIESZANKI PEKLUJĄCE a. Wiadomości ogólne o procesie peklowania mięsa Peklowanie mięsa ma na celu: 1) nadanie mu większej trwałości, 2) utrwalenie czerwonej barwy, 3) zmianę zapachu i smaku oraz nadanie tkance mięsnej większej kruchości. W skład mieszanek peklujących wchodzi zawsze sól i saletra, a ponadto do niektórych mieszanek stosuje się dodatek azotynu i cukru. Najważniejszym i nieodzownym składnikiem mieszanek peklujących jest sól kuchenna. W solance wytworzonej z soku mięsnego i soli rozwijają się pewne drobnoustroje beztlenowe, które nie tylko znoszą wyższe stężenie soli, ale nawet obecność soli jest konieczna do ich rozwoju. Są to tzw. bakterie sololubne. Jest ich kilka grup. Jedne działają w kierunku zmiany smaku i zapachu mięsa, inne powodują kruszenie mięsa, a jeszcze inne — bakterie denitryfikujące — redukują (odtleniają) saletrę (KN03) do azotynu (KN02), Ponieważ dobra solanka zalewowa ma odczyn kwaśny (sok mięsny oraz działalność drobnoustrojów, które przetwarzają cukry w kwas mlekowy, nadają solance odczyn kwaśny. Solanka zła ma odczyn alkaliczny, wywołany działaniem bakterii gnilnych), z azotynu sodowego powstaje kwas azotawy (HNO2), który wskutek redukującego działania bakterii i cukrów przechodzi w tlenek azotu (NO). Tlenek azotu utrwala czerwoną barwę mięsa. Mięso świeże, dzięki zawartemu w nim barwnikowi zwanemu mioglobiną (mioglobina ma podobne własności jak zawarty w krwi czerwony barwnik hemoglobina, nie jest ona jednak z tą ostatnią równoznaczna. Hemoglobina przenosi w żywym organizmie tlen z płuc do tkanek, a mioglobina magazynuje ten tlen i oddaje w miarę potrzeby tkankom. W dobrze wykrwawionym mięsie obecność krwi, a więc i hemoglobiny jest znikoma), ma barwę czerwoną. Czysta mioglobina ma barwę purpurową. Mioglobina wiąże tlen (proces ten zachodzi w żywym organizmie) tworząc hydroksymioglobinę barwy czerwonej, przy czym reakcja jest odwracalna. Jeżeli mięso jest wystawione na dłuższe działanie powietrza, to mioglobina przechodzi w związki o zabarwieniu brązowym, szarym lub zielonym (metamioglobinę i inne (mioglobina zawiera żelazo dwuwartościowe (Fe+2), które pod działaniem tlenu powietrza przechodzi w metamioglobinie w żelazo trójwartościowe (Fe+3). Dalsze utlenianie prowadzi do przemiany metamioglobiny w barwniki szare, brązowe, zielone)), przy czym obecność czystej soli kuchennej sprzyja tej reakcji. Reakcja może przebiegać również pod utleniającym działaniem azotanów (saletry) w nieobecności czynnika redukującego. Podobnie w czasie obróbki termicznej (gotowanie, pieczenie) barwa mięsa zmienia się w szarobrązową, gdyż białko mioglobiny ulega denaturacji. Aby uchronić mięso od wymienionych niekorzystnych zmian barwy, poddaje się je działaniu saletry lub azotynu. Wówczas wytwarzający się tlenek azotu (NO) łączy się z mioglobiną tworząc związek zwany nitrozomioglobiną, który ma żywoczerwoną barwę. Nitrozomioglobina jest odporniejsza na działanie tlenu powietrza niż mioglobina i przechodzi w metamioglobinę dopiero pod wpływem dłuższego działania tlenu powietrza. Obecność w mięsie substancji redukujących, jak cukry, kwas askorbinowy i inne, przeciwdziała procesowi powstawania metamioglobiny. W czasie obróbki termicznej (gotowanie, pieczenie) nitrozomioglobina wskutek denaturacji białka przechodzi w nitrozomiochromogen mający barwę różową. Reakcja ta przebiega również w pewnym stopniu w czasie długiego składowania mięsa peklowanego. Działalność drobnoustrojów (tlenowców) powoduje przemianę zarówno nitrozomioglobiny, jak i nitrozomiochromogenu w związki o zabarwieniu szarym, brązowym i zielonym (metamioglobina i in.). Na rys. 2 jest przedstawiony schematycznie przebieg opisanych wyżej procesów. Proces peklowania prowadzony przy użyciu soli i saletry przebiega stosunkowo powoli, wymaga bowiem obecności bakterii denitryfikujących, które muszą mieć czas na rozmnożenie się i działanie. Dodatek azotynu przyspiesza proces peklowania. Samego jednak azotynu nie dodaje się, gdyż w czasie przechowywania mięsa peklowanego ulega on utlenianiu, dodawanie zaś większych ilości azotynu nie jest wskazane ze względu na jego szkodliwość dla zdrowia. Połączenie działania saletry i azotynu jest w tym przypadku najbardziej celowe. Dodatek cukrów (szczególnie redukujących) przyspiesza proces peklowania i przyczynia się do utrzymania barwy mięsa. Do peklowania mięsa używa się mieszanek peklujących suchych lub solanek (tj. wodnych roztworów tych mieszanek) zależnie od wymagań procesu technologicznego. b. Mieszanki peklujące suche Mieszanki peklujące suche sporządza się przez dokładne wymieszanie suchych składników ręcznie lub mechanicznie. Jedynie azotynu (jeśli wchodzi on w skład mieszanki) dodaje się po uprzednim rozpuszczeniu go w wodzie (1 część azotynu w 15 częściach wagowych wody); ma to na celu dokładniejsze rozprowadzenie azotynu w mieszance. Mniejsze ilości składników miesza się ręcznie na stolnicy. Przy sporządzaniu mieszanki tym sposobem miesza się najpierw saletrę, cukry i ewentualnie rozpuszczony w wodzie azotyn z 1/10 częścią przeznaczonej do mieszanki soli. W czasie mieszania należy dokładnie rozgniatać grudki saletry, cukru i soli. Otrzymaną mieszankę miesza się następnie z pozostałą częścią (9/10) soli kuchennej. Większe ilości mieszanki peklującej przygotowuje się w mieszarce mechanicznej, a w razie jej braku — na czystym podkładzie za pomocą łopaty. Mieszanie łopatą przeprowadza się w ten sposób, że składniki sypie się warstwami na jeden stos, po czym bierze się łopatą mieszankę z brzegu stosu i przesypuje na środek nowopowstającego stosu. Po przemieszaniu całości przesypywanie powtarza się. Przy zastosowaniu opisanego sposobu wystarczy dziesięciokrotne przemieszanie, aby uzyskać dobre rozprowadzenie składników. Do jednorazowego mieszania nie należy brać więcej niż 200 kg składników. Do mieszania mechanicznego używa się mieszarek bębnowych. Jeden z typów takiej mieszarki przedstawiono na rysunku 3. Do mieszarki wsypuje się wszystkie składniki razem (azotyn w roztworze wodnym). Jednorazowy wsad nie powinien przekraczać 1/3 pojemności mieszarki. Do sporządzania mieszanki peklującej nie należy używać mieszarek do mięsa, gdyż kryształy soli szybko ścierają ich powierzchnię. Jednorazowo nie należy sporządzać mieszanki więcej niż wynosi tygodniowe zużycie. W tablicy 4 podano przykładowo skład mieszanek przeznaczonych do peklowania mięsa na niektóre wyroby. Uwaga! Aktualnie, w miejsce własnoręcznie robionych mieszanek azotanowych i azotynowych, stosujemy gotową mieszankę azotynu i soli, pod nazwa peklosól. Ilość mieszanki jaką stosujemy do produkcji, powinna pokrywać się z ilością łączną poszczególnych składników wymienionych w tym dziale. Wyjątek stanowi produkcja wyrobów dojrzewających, gdzie również teraz stosujemy mieszankę soli i saletry (azotanu). c. Solanki Solanki sporządza się przez rozpuszczenie składników peklujących w wodzie. Do tego celu służą specjalne naczynia lub zbiorniki zaopatrzone w mieszadła ręczne lub mechaniczne (rys. 4). Najpierw sporządza się roztwór soli przez rozpuszczenie potrzebnej ilości soli w określonej ilości wody. Saletrę, azotyn i cukier rozpuszcza się w niedużej ilości roztworu solnego i w tej postaci dodaje się do całości. Przy sporządzaniu roztworu należy stosować następującą kolejność: najpierw napełnia się zbiornik określoną ilością wody, potem uruchamia mieszadło i dopiero sypie się sól. Inna kolejność czynności może doprowadzić do uszkodzenia mieszadła. Po sporządzeniu solanki sprawdza się jej stężenie za pomocą areometru. Należy zawsze dążyć do sporządzenia solanki bardziej stężonej niż za słabej, gdyż łatwiej solankę rozcieńczyć dodając wody, aniżeli zwiększyć jej stężenie przez dodanie składników peklujących. Zależnie od przeznaczenia rozróżnia się solanki nastrzykowe, tj. wprowadzane do tkanki mięśniowej przez wstrzykiwanie igłą domięśniowo lub przez naczynia krwionośne (dożylnie i dotętniczo), oraz solanki zalewowe — służące do zalewania peklowanego mięsa w basenach. Przy sporządzaniu solanek należy przestrzegać zasad higieny, aby nie spowodować zakażenia. Solanki nastrzykowe do szynek konserwowych gotuje się w celu wyjałowienia. Do gotowania najlepiej używać specjalnego kotła z mieszadłem i płaszczem grzejnym parowym (rys. 5), w którym po zakończeniu gotowania studzi się solankę przepuszczając między ścianami płaszcza zamiast pary zimną wodę. Gotuje się tylko roztwór solny, a saletrę, azotyn i cukier dodaje się w czasie studzenia solanki. Inne solanki nastrzykowe sporządza się bez gotowania. Sporządzoną solankę przelewa się do oddzielnego zbiornika, w którym pozostawia się ją przez 48 godzin w celu opadnięcia osadu, po czym ściąga się znad osadu czystą solankę i przelewa do właściwego zbiornika. W zależności od pH wody użytej do rozpuszczania — pH solanek nastrzykowych waha się ok. 7,0. Solanki zalewowe mogą być używane jeden raz łub wielokrotnie zależnie od wymagań procesu technologicznego. Na przykład solanka zalewowa do szynek konserwowych używana jest zwykle jeden lub dwa, a najwyżej trzy razy. Solanka ta jednak może być jeszcze użyta do peklowania mięsa na wyroby wędliniarskie. Solankę zalewową do bekonów używa się wielokrotnie. Jest to możliwe dlatego, że ma ona bardzo duże stężenie (22—23 °Be) i jest należycie pielęgnowana. Pielęgnacja polega na filtrowaniu solanki po każdorazowym użyciu i na przechowywaniu jej w temp. od +4 do +5 °C oraz — w razie potrzeby — na uzupełnieniu stężenia solanki dodatkiem brakujących składników. Dobra solanka zalewowa (używana) powinna być przezroczysta i mieć barwę jasnoczerwoną oraz pH w granicach 5,5—6,7. Zmętnienie solanki, żółta barwa i podwyższone pH świadczą zwykle o zakażeniu solanki. Regeneracji solanek zakażonych można dokonać jedynie przez przegotowanie. Jest to jednak czynność bardzo kłopotliwa, przy czym źle przeprowadzona może spowodować znaczne straty w produkcji. Toteż bezpieczniej jest złą solankę usunąć i sporządzić świeżą. W przypadkach wątpliwych należy solankę poddać badaniom laboratoryjnym. W tabl. 5 podano przykładowo skład i stężenie kilku solanek. 6. MAGAZYNOWANIE SOLI I SKŁADNIKÓW PEKLUJĄCYCH Warunki magazynowania, Pomieszczenia do przechowywania soli i składników peklujących muszą być suche. Podłogi magazynu oraz ściany do wysokości co najmniej 2 m powinny być gładkie i trwałe (najlepiej wyprawione cementem). Ze względu na duży ciężar objętościowy materiałów składowanych magazyn należy urządzać na parterze lub w piwnicy. Wskazane jest stawianie ścian działowych i składowanie poszczególnych partii soli oraz składników peklujących w oddzielnych pomieszczeniach. Urządzenia magazynu. Pod workami z solą i cukrem należy umieszczać szczelne podkłady z gładzonych desek. Do przechowywania saletry, azotynu i mieszanek peklujących należy stosować zamykane skrzynie lub oddzielnie zamykane pomieszczenia, gdyż produkty te nie mogą być dostępne dla nieupoważnionych osób. Poza tym magazyn musi być wyposażony w wagę dziesiętną do odważania, większych ilości przechowywanych dodatków i w wagę szalkową — do odważania ilości mniejszych. W większych zakładach konieczna jest mieszarka do sporządzania suchych mieszanek peklujących. Solanki przygotowuje się i przechowuje w odpowiednich oddziałach produkcyjnych. Sposoby przechowywania i zapobiegania psuciu się. Sól przechowuje się w workach, które układa się na podkładach z desek. Sól z worków rozdartych należy wysypać do odpowiednich skrzyń i zużyć w pierwszej kolejności. Podobnie jak sól przechowuje się cukier. Saletrę przechowuje się w beczkach ustawianych na podkładach drewnianych, azotyn — w szczelnie zamkniętych beczkach lub w słojach szklanych. Suche mieszanki peklujące przechowuje się w szczelnych skrzyniach, beczkach lub zbiornikach betonowych. Przechowywane artykuły należy strzec przed zawilgoceniem i zanieczyszczeniem produktami obcymi lub jednych drugimi. 7. KONTROLA TECHNICZNA SOLI I DODATKÓW PEKLUJĄCYCH Kontrola przy nabywaniu i przyjmowaniu do magazynu. Sól, saletrę, azotyn oraz cukier bada się organoleptycznie w celu stwierdzenia zgodności z wymaganiami jakościowymi. Organoleptycznie można określić rodzaj soli kuchennej (warzonka panwiowa lub próżniowa, kopalna — biała, szara itp.), Obecność zanieczyszczeń widocznych gołym okiem, wilgotność (do pewnego stopnia), stopień rozdrobnienia, barwę itp. Oznaczenie stopnia czystości, składu chemicznego, zawartości wody oraz próby na obecność niektórych zanieczyszczeń wykonuje się w laboratorium. Kontrola w czasie składowania. Kontrolę magazynowania przeprowadza się okresowo badając warunki panujące w magazynie oraz stan jakościowy poszczególnych przypraw. Kontrola solanek i mieszanek peklujących. Najważniejsza jest kontrola sporządzania mieszanek suchych i solanek. Należy sprawdzać, czy składniki przeznaczone do mieszania są odważone w ilościach zgodnych z przepisem, dopilnować prawidłowego ich wymieszania, właściwego stężenia i temperatury solanek. Kontrola ta ma szczególne znaczenie w przypadku stosowania azotynu. Mieszanki i solanki gotowe mogą być sprawdzane tylko laboratoryjnie; kontrolę przeprowadza się okresowo pod względem składu chemicznego oraz pod względem bakteriologicznym. Kontrola techniczna sprawdza również, czy dawkowanie mieszanek i solanek jest zgodne z przepisami oraz czy wymieszanie suchych mieszanek z mięsem jest przeprowadzone właściwie. 8. PRZEPISY PRAWNE DOTYCZĄCE STOSOWANIA ŚRODKÓW KONSERWUJĄCYCH I PEKLUJĄCYCH Niektóre środki konserwujące mogłyby posłużyć nieuczciwym producentom do zahamowania rozpoczętego procesu psucia się mięsa. Tym samym mogliby oni wprowadzać konsumentów w błąd co do świeżości produktów, a nawet szkodzić ich zdrowiu. Poza tym niektóre środki peklujące użyte w nadmiernych ilościach działają szkodliwie na organizm ludzki. Dlatego obowiązujące ustawodawstwo ogranicza stosowanie środków konserwujących i peklujących. Obecnie obowiązują następujące zarządzenia: I. Rozporządzenie Ministra Spraw Wewnętrznych z dnia 24 czerwca 1931 r. o konserwowaniu artykułów żywności (Dz. U. R. P. nr 68, poz. 559). Paragraf 4 tego rozporządzenia brzmi: „Środkami chemicznymi, służącymi do konserwowania żywności, mogą być: 1. Środki konserwujące, dopuszczalne w ilościach dowolnych lub ograniczonych poszczególnymi przepisami, a mianowicie: sól kuchenna, alkohol, ocet fermentacyjny jadalny lub najwyżej 15-procentowy jadalny roztwór kwasu octowego oraz korzenie. 2. Środki chemiczne dopuszczalne jedynie z ograniczeniami, określone w paragrafie 5. Paragraf 5 określa jako środki dopuszczalne do konserwowania mięsa i przetworów mięsnych: a) saletrę (azotan potasowy i sodowy) — ilość maksymalna 0,3 g na 100 g produktu, b) azotyn sodowy —- ilość maksymalna 0,02 g na 100 g produktu. II. Zarządzenie Ministra Zdrowia, Departament Zaopatrzenia i Farmacji ZAF III 7340/199/49 z dnia 24 czerwca 1949 r. określa, że azotyn sodowy może być używany tylko w zakładach podlegających Centralnemu Zarządowi Przemysłu Mięsnego. 1. Do czasu zaopatrzenia rynku w gotową mieszankę azotynu sodowego z solą azotyn sodowy może być używany do peklowania mięsa i jego przetworów tylko w roztworze wodnym w postaci mieszaniny z solą kuchenną zawierającej nie więcej niż 0,5% azotynu w stosunku do soli. 2. Azotyn sodowy powinien być przechowywany w odpowiednio zabezpieczonym pomieszczeniu, od którego klucz ma kierownik przetwórni. 3. Wydawanie azotynu sodowego i sporządzanie solanki powinno się odbywać w obecności kierownika przetwórni, który jest odpowiedzialny za właściwe użycie i prowadzenie ścisłej ewidencji zużycia tego środka. 4. W każdej przetwórni mięsnej stosującej solankę powinna być prowadzona książka ewidencyjna przygotowywania tej solanki, uwidaczniająca przychód i rozchód azotynu sodowego, a w przypadku używania saletry — także i saletry. 5. O każdorazowym przygotowaniu nowej solanki w przetwórniach należy powiadomić PZH lub jego filię w terenie. 6. Maksymalna dawka azotynu sodowego w mięsie lub przetworach mięsnych nie może wynosić więcej niż 0,02 g na 100 g produktu. Masarnie spółdzielcze i prywatne mogą używać do wyrobów mięsnych azotynu sodowego tylko w gotowej, fabrycznie przyrządzonej mieszaninie z solą kuchenną i we właściwym opakowaniu (patrz rozp. Min. Spraw Wewn. z dn. 24 czerwca 1931 r.). III. Zarządzenia: a) Centralnego Zarządu Przemysłu Mięsnego, Dział Produkcji Fabrycznej, L. dz. 20442/PF/7035 z dnia 20 września 1949 r.; b) Centralnego Zarządu Przemysłu Mięsnego, Dział Przetwórstwa Krajowego, L.dz. PF/130/IVA-1/51 z dnia 9 stycznia 1951 r. określają, że: 1. Do peklowania mięsa przeznaczonego — w ramach produkcji krajowej — na kiełbasy, salcesony, wędzonki itp. wyroby wędliniarskie surowe, wędzone lub gotowane wolno używać jedynie soli, saletry i cukru, w ilościach przewidzianych przepisami. Stosowanie azotynu sodowego oraz wszelkich fabrycznie przygotowanych mieszanek peklujących do wyżej wymienionych celów jest bezwzględnie zabronione. 2. Używanie azotynu dozwolone jest jedynie do produkcji bekonów, peklówki i konserw eksportowych, jednak pod warunkiem przestrzegania obowiązujących przepisów. 3. Do produkcji wędlin i wędzonek wolno używać okrawków i wybrakowanych części przetworów eksportowych peklowanych przy użyciu azotynu. 4. Azotyn może się znajdować w magazynach tylko tych przetwórni, które produkują bekony, peklówkę lub konserwy eksportowe. Azotyn należy przechowywać wyłącznie w skrzyniach i beczkach zamkniętych na kłódkę i wydawać na zlecenie kierownika produkcji, zatwierdzone przez lekarza weterynarii nadzorującego produkcję. Beczkę lub skrzynię z azotynem należy oznakować napisem „Azotyn", wykonanym czerwoną farbą. Saletrę należy nabywać wyłącznie ze znanych źródeł gwarantujących jej jakość. Na artykuł ten powinna być wystawiona faktura z wyszczególnieniem, że jest przeznaczony do konserwowania mięsa. Rozdział II PRZYPRAWY KORZENNE I SPECJALNE 1. PRZYPRAWY KORZENNE NATURALNE a. Wiadomości ogólne Od najdawniejszych czasów ludzie starali się polepszyć smak i aromat potraw dodając do nich ziela, owoców lub korzeni roślin aromatycznych dziko rosnących. Przyprawy te, zwane pospolicie korzeniami, znane były już w starożytności. Początkowo handlem korzeniami trudnili się Babilończycy i Fenicjanie, później przejęli go handlarze arabscy. Sprowadzali oni korzenie drogą morską lub lądową i sprzedawali kupcom śródziemnomorskim. Jak cenione były przyprawy w średniowieczu i jak duże zyski dawał handel nimi świadczy wyprawa Kolumba, która miała właśnie na celu odkrycie najbliższej drogi do Indii, dostarczających do dziś najwięcej cennych przypraw. Od chwili odkrycia przez Vasco da Gamę drogi do Indii wokół Afryki handel korzeniami objęli Portugalczycy, a od XVII wieku przejęli go Holendrzy i Anglicy. W celu podniesienia ceny korzeni państwa kolonialne ograniczały plantacje (np. Holendrzy pod groźbą surowych kar zmusili tubylców z Wysp Moluckich do wyniszczenia drzew muszkatułowych i goździkowych rosnących poza wyspami Banda i Amboina). W ten sposób zyski na handlu korzeniami dochodziły niejednokrotnie do wysokości 5000%. Obecnie prowadzi się hodowlę roślin dostarczających przypraw korzennych również poza pierwotną ich ojczyzną, a mianowicie wszędzie tam, gdzie jest odpowiedni klimat i gleba. Zapotrzebowanie na przyprawy korzenne, a szczególnie na przyprawy bardziej pikantne jest obecnie mniejsze niż w wiekach ubiegłych. Przyczyna leży głównie w tym, że potrawy mięsne i tłuste są dzisiaj w znacznym stopniu zastępowane warzywami i owocami. Nie znaczy to jednak, że przyprawy korzenne w przetwórstwie mięsnym mają obecnie mniejsze znaczenie. Przyprawy korzenne odznaczają się charakterystycznym smakiem i zapachem. Aromat przypraw powodowany jest obecnością lotnych olejków eterycznych, a smak — substancjami smakowymi, jak żywice, glikozydy, garbniki itp. Poza tym przyprawy zawierają takie składniki, jak cukry, skrobię, białka, oleje itp. Jakość przyprawy zależna jest od ilości zawartych w niej substancji smakowych i olejków eterycznych, co z kolei zależy od szeregu czynników, jak odmiana rośliny, z której przyprawa pochodzi, sposób zbioru, suszenia i inne dodatkowe czynności produkcyjne. Poza własnościami smakowymi i zapachowymi większość przypraw powoduje obfitsze wydzielanie soków trawiennych w przewodzie pokarmowym człowieka, co pobudza apetyt i w znacznym stopniu ułatwia przyswajanie pokarmów. Niektóre przyprawy — podobnie jak pewne inne rośliny — zawierają tzw. fitoncydy; są to substancje o charakterze antybiotyków roślinnych. Fitoncydy mają własności bakteriobójcze (konserwujące). Reagują one różnie na podwyższoną temperaturę: jedne zatracają swe własności, inne (z bakłażanów, kopru) zachowują własności bakteriobójcze. Uczona radziecka A. I. Rogaczewa prowadziła badania nad możliwością zastosowania w przemyśle konserwowym warzyw bogatych w fitoncydy, jak pomidory, marchew, chrzan, pietruszka, cebula, pieprz, koper i inne. Brak dalszych badań uniemożliwia wypowiedzenie decydującego zdania co do zawartości i działania fitoncydów znajdujących się w przyprawach roślinnych. Naturalne przyprawy korzenne nie są jałowe, tzn. zawierają pewne ilości drobnoustrojów. Stopień zakażenia poszczególnych przypraw zależy od rodzaju przyprawy i sposobu jej przygotowania (metody suszenia i innych zabiegów technologicznych). Poza tym przyprawy mogą ulec wtórnemu zakażeniu w czasie transportu oraz w zakładach przemysłu mięsnego. Według Corettiego najbardziej zakażoną przyprawą jest pieprz czarny. Zawiera on w 1 g średnio ok. 36 000 000 drobnoustrojów. Na drugim miejscu znajduje się papryka (4 000 000 drobnoustrojów w 1 g), z kolei — majeranek (ok. 1 000 000) i angielskie ziele (700 000). Najmniej zakażona jest gorczyca (ok. 500 drobnoustrojów w 1 g). Pod względem jakościowym flora bakteryjna przypraw składa się średnio w 70% z bakterii grupy Subtilis-Mesentericus. W znacznych ilościach występują również zarodniki pleśni. Innych rodzajów bakterii nie określono dotychczas ilościowo. W licznych próbkach przypraw wykryto zarówno tlenowe, jak i beztlenowe szczepy bakterii rozkładających białko i wywołujących bombaże. Uczeni różnych krajów zajmują się badaniami nad tym, jak dalece zakażenie przypraw wpływa na jakość i trwałość gotowego produktu mięsnego. Zagadnienie to jest szczególnie ważne w odniesieniu do kiełbas suchych (surowych wędzonych). Bezsporny jest fakt, że wpływ zakażonych przypraw na surowiec mięsny jest w pewnym stopniu szkodliwy, dotychczas jednak nie ustalono jak dalece. Bezwzględnie mniej szkodliwe jest pierwotne zakażenie przypraw. Natomiast wtórne zakażenie przyprawy w zakładzie mięsnym drobnoustrojami rozwijającymi się na mięsie może wywołać groźniejsze skutki. Zapobieganie wtórnemu zakażeniu przypraw jest stosunkowo proste. Natomiast wyjałowienie przypraw zakażonych jest bardziej skomplikowane. Bakterie i ich przetrwalniki mieszczą się bowiem nie tylko na powierzchni przypraw, ale również w głębszych warstwach, toteż działanie promieni nadfioletowych nie jest w pełni skuteczne. Lepsze wyniki uzyskuje się przez działanie wysokich temperatur. Proces ten musi być jednak prowadzony bardzo umiejętnie, aby nie spowodować straty cennych olejków eterycznych. Liczne firmy handlowe krajów kapitalistycznych reklamują produkowane przez siebie jałowe mieszanki przypraw. Wydaje się jednak, że zagadnienie to nie jest jeszcze dostatecznie opracowane pod względem naukowym. Jedno jest pewne: że przy użyciu dobrego surowca mięsnego i przy prawidłowo prowadzonym procesie produkcyjnym szkodliwy wpływ przypraw zakażonych pierwotnie będzie prawie niedostrzegalny. W przypadku otrzymania złych produktów należy doszukiwać się przyczyn przede wszystkim w wadliwym surowcu mięsnym lub błędach procesu produkcyjnego, a nie w zakażeniu przypraw. Stosowane obecnie w polskim przemyśle mięsnym przyprawy są bądź importowane (pieprz, imbir i in.), bądź też pochodzenia krajowego. Szczegółowy ich opis podano poniżej. Zamieszczono również opis szeregu krajowych ziół aromatycznych nie stosowanych w naszym przemyśle mięsnym (tymianek, bazylia, cząber, lubczyk i estragon), ale dodawanych do wyrobów mięsnych w innych krajach (np. w Niemczech). Zastosowanie ich w Polsce pozwoliłoby na urozmaicenie smakowitości wielu wyrobów. b. Podział przypraw c. Przyprawy krajowe Kolendra (Fructus Coriandri) Opis rośliny. Kolendra siewna (Coriandrum sativum L.) jest rośliną jednoroczną i należy do rodziny baldaszkowatych. Rośnie ona dziko i jest uprawiana w północnej Afryce oraz w południowej i środkowej Europie, m. in. w południowych dzielnicach Polski. Kolendra na dobrze uprawionych ciepłych glebach daje plony od 10 do 20 q z 1 ha. Dojrzewa w sierpniu. Zbiór i cechy przyprawy. Owoc niedojrzały i świeży ma nieprzyjemny zapach zbliżony do zapachu wydzielanego przez pluskwy. Dopiero w stanie dojrzałym nabiera przyjemnego, silnego zapachu i słodkokorzennego smaku. Dlatego zbioru dokonuje się wtedy, gdy owoc jest dojrzały. Owoc- dwurozłupka (rys. 6) jest okrągły; na szczycie znajdują się resztki kielicha i szyjki słupka. Owoc ma 10 falistych, słabo zaznaczonych głównych żeber i 8 prostych, silnie uwydatniających się żeber dodatkowych. Przy lekkim ściśnięciu w palcach rozpada się na dwa wydrążone owoce o półksiężycowym przekroju. Produkt handlowy stanowią przeważnie całe, nie rozłupane owoce. Skład chemiczny kolendry (wg Cerewitinowa) jest następujący: 9,2% wody, 12,9% związków azotowych, 2,0% olejków eterycznych, 18,7% tłuszczu, 19,2% związków bezazotowych wyciągowych, 18,4% pentozanów, 22,4% błonnika, 6,4% popiołu. Aromat kolendry zależny jest od ilości zawartego w niej olejku eterycznego (zwykle od 1,5 do 2%). Odmiany. Kolendra niemiecka albo turyngska — owoce małe (3—3,5 mm), jasno-żółto-brunatne, bardzo aromatyczne. Kolendra rosyjska — owoce małe, barwy jasno- do ciemnobrunatnej, bardzo aromatyczne. Kolendra marokańska — owoce duże (4—5 mm), jasno-żółto-brunatne, niezbyt aromatyczne, często zanieczyszczone. Zanieczyszczenia i zafałszowania. Najczęstsze zanieczyszczenia — to grudki ziemi, piasek, nasiona obce. Kolendra rozdrobniona bywa zafałszowana dodatkiem nasion ekstrahowanych lub bezwartościowych produktów obcych. Zastosowanie i własności. Kolendrę stosuje się jako aromatyczną przyprawę do kiełbas, wyrobów wędliniarskich i konserw oraz jako część składową do przypraw zastępczych. Kolendra pobudza apetyt. Kminek (Fructus Carvi) Opis rośliny. Kminek (Carum carvi L.) jest rośliną dwuletnią należącą do rodziny baldaszkowatych. Rośnie on w stanie dzikim w Europie środkowej jak również w Polsce na suchych łąkach, miedzach itp. W uprawie polowej daje dobre plony (do 20 q z 1 ha). Wymaga dobrej, ciepłej gleby. Zbiór i cechy przyprawy. Zbioru kminku dokonuje się w czerwcu i lipcu, gdy nasiona są w stanie niezupełnej dojrzałości, gdyż dojrzałe suche nasiona łatwo się osypują. Po wysuszeniu i wymłóceniu nasiona oczyszcza się. Owoce kminku (dwurozłupki) składają się z dwóch nasion. Znajdujące się w handlu nasiona są zwykle rozszczepione na pojedyncze ziarnka (niełupki), długości 4— 5 mm, które są nagie, sierpowato wygięte, barwy szarobrunatnej, z 5 podłużnymi jasnymi żeberkami. Kminek ma aromatyczny zapach i smak korzenny, lekko piekący. Skład chemiczny kminku; wody 13,2%, białka — 13,8%, tłuszczu — 16,5%, węglowodanów — 14,3%, popiołu — max. 9%. Kminek zawiera 3,5—6% eterycznego olejku kminkowego. 100 g kminku ma wartość odżywczą równą 269 cal (wg Schalla). Zanieczyszczenia i zafałszowania. Zanieczyszczenia — piasek, nasiona chwastów i innych roślin baldaszko- watych. Zafałszowanie — dodatek nasion ekstrahowanych, które poznać można po ciemnej barwie i braku aromatu. Zanieczyszczeń obcymi nasionami nie powinno być więcej niż 1%, piasku — nie więcej niż 2%. Zastosowanie i własności. Kminku używa się jako przyprawy aromatycznej do niektórych wyrobów mięsnych w postaci ziaren całych lub rozdrobnionych. Kminek wywołuje wzmożone wydzielanie soków trawiennych. Gorczyca (Semen Sinapis) Opis rośliny. Gorczyca jest to roślina jednoroczna z rodziny krzyżowych. Owoc jej (łuszczyna) zawiera kilkanaście okrągłych nasion oleistych, charakteryzujących się ostrym i palącym smakiem. Gorczyca pochodzi z Europy południowej, uprawiana jest jednak obecnie również w strefie umiarkowanej, m. in. i w Polsce. Odmiany. Rozróżnia się trzy odmiany gorczycy. Gorczyca czarna albo brunatna (Brassica nigra L. Koch). Nasiona są kształtu kulistego, o średnicy 1—2 mm, barwy czerwonobrunatnej. Powierzchnia nasion jest dołeczkowato-siatkowana, co jest wyraźnie widoczne pod lupą (jest to cecha charakterystyczna). Całe, suche nasiona gorczycy czarnej są bezwonne, jednak po rozdrobnieniu i zwilżeniu wodą wydzielają lotny olejek eteryczny, mający ostry smak i silnie gryzący zapach wywołujący łzawienie. Gorczyca czarna zawiera glikozyd synigrynę, z której pod wpływem enzymu mirozyny powstaje lotny izotiocyjanian allilu. Gorczyca czarna ma własności konserwujące, których nie ma gorczyca biała. Gorczyca sarepska albo rosyjska (Brassica juncea Coss.) ma nasiona o podobnych cechach jak gorczyca czarna, tylko trochę większe; smak jest nieco łagodniejszy. Gorczyca biała albo żółta (Sinapis alba L.). Nasiona mają kształt od kulistego do jajowatego, średnicę 2—2,5 mm, barwę żółtawobiałą do czerwonawożółtej. Powierzchnia nasion jest tylko delikatnie dołeczkowana. Gorczyca biała nie ma zapachu nawet po rozdrobnieniu i zwilżeniu wodą. Zawiera ona glikozyd synalbinę, z której pod wpływem mirozyny powstaje nielotny izotiocyjanian p-oksybenzylowy. Zafałszowania. Gorczyca czarna i sarepska bywa fałszowana nasionami innych roślin krzyżowych (rzepak, rzepik lub chwasty). Zafałszowania można odróżnić, gdyż nasiona te nie mają zupełnie siatkowania powierzchni lub jest ono znacznie słabsze niż u gorczycy czarnej; poza tym nie mają charakterystycznego dla gorczycy smaku. Zastosowanie. W przemyśle mięsnym jako przyprawy używa się głównie gorczycy białej. Stosuje się ją w całych ziarnkach lub w postaci rozdrobnionej do niektórych gatunków kiełbas i wyrobów wędliniarskich. Gorczycę czarną i sarepską używa się jako dodatek do przypraw zastępczych (pieprz ziołowy) oraz do produkcji musztardy. Skład chemiczny gorczycy przedstawiony jest w tablicy 6. Jałowiec (Fructus Juniperi) Opis rośliny. Jałowiec (Juniperus communis L.) jest rośliną iglastą o kwiatach rozdzielnopłciowych. Rośnie jako pospolity krzew w lasach oraz na jałowych wzgórzach w Europie i północnej Azji. Kwitnie do końca maja. Owoc (jagoda pozorna) dojrzewa dopiero w drugim roku. Drewno (gałęzie i igliwie jałowca używane są do wędzenia trwałych wędlin, gdyż dym jałowcowy nadaje wędlinie doskonały charakterystyczny aromat. Zbiór i cechy przyprawy. Jagody jałowca (rys. 9) zbiera się w stanie pełnej dojrzałości (październik — listopad). Dojrzałe, świeże jagody są kuliste, o średnicy 6—8 mm, barwy niebieskofioletowej z jasnoniebieskawym nalotem woskowym. Każda jagoda zawiera trzy trójgraniaste ziarna. Suszony owoc jest barwy czarnobrunatnej, lekko pomarszczony, ma na wierzchołku trójpromienną bliznę. Zapach przyprawy jest przyjemny, balsamiczny, smak słodkawy, lekko korzenny. Jałowiec zawiera 20—30% cukru i 1—3% eterycznego olejku jałowcowego. W handlu ceniony jest specjalnie produkt zawierający ręcznie wybierane gładkie, dojrzałe jagody. Zastosowanie. Suszone jagody jałowca stosuje się jako uzupełniającą przyprawę aromatyczną do niektórych wędlin trwałych lub półtrwałych, sosów, pieczeni itp. Jałowiec ma własności lecznicze i jest stosowany przy osłabieniu żołądka, chorobach wątroby oraz nerek. Majeranek (Herba Majoranae) Opis rośliny. Majeranek ogrodowy (Majorana hortensis Moensch, synonim Origanum majorana L.) jest rośliną jednoroczną i należy do rodziny wargowych. Pochodzi z Afryki północnej i Europy południowej. W strefie umiarkowanej, m. in. w Polsce, majeranek uprawiany jest w ogrodach. Wyrasta on w krzaczki wysokości 20—50 cm. Łodyga jest w dolnej części zdrewniała. Majeranek ma liście drobne (rys. 10), podłużnie jajowate, całobrzegie, z obu stron mniej lub więcej owłosione. Kwiaty są drobne, nikłe, barwy białej do bladoróżowej, zebrane w nibyokółki. Kwitnie przez lipiec i sierpień zależnie od pory wysiewu oraz odmiany. Zbiór i cechy przyprawy. Ziele majeranku ścina się ok. 5 cm nad ziemią (nie należy wyrywać) krótko przed rozwinięciem się kwiatów, gdyż w tym okresie roślina zawiera najwięcej aromatycznego olejku. Pierwszego zbioru dokonuje się zwykle w drugiej połowie lipca, po czym roślina odrasta; drugi zbiór: można uzyskać we wrześniu lub na początku października. Majeranek suszy się w miejscach przewiewnych i zabezpieczonych przed słońcem oraz deszczem, przy czym rozkłada się go cienkimi warstwami lub rozwiesza w małych pęczkach, gdyż łatwo pleśnieje. Do obrotu handlowego wprowadza się majeranek w pęczkach jako całe ziele z łodygami (bez korzeni) lub majeranek tarty, tj. liście, kwiat i niezdrewniałe łodyżki. Z majeranku w pęczkach uzyskuje się 40—45% (ciężarowo) majeranku tartego. Jako przyprawa służą tylko liście, kwiaty i drobne niezdrewniałe łodyżki; grubsze i zdrewniałe łodygi są bezwartościowe. Majeranek powinien być suchy, niespleśniały, barwy szarozielonej. Ma on przyjemny, swoisty zapach i lekko korzenny, gorzkawy smak. Zawiera garbniki, goryczki i olejek eteryczny. Zawartość olejku nie powinna być mniejsza niż 1,2%. Odmiany. Rozróżnia się majeranek liściasty i kwiatowy. Majeranek liściasty (francuski) rozrasta się silnie, ma dużo liści, dojrzewa później niż niemiecki. Majeranek kwiatowy (niemiecki) jest słabo rozkrzewiony, drobniejszy, zawiera mniej liści, a więcej kwiatów. Zanieczyszczenia i zafałszowania. Majeranek w pęczkach bywa zanieczyszczony chwastami, korzeniami, ziemią jak również pozbawiony części liści i kwiatów (częściowo otarty). Natomiast w majeranku tartym spotyka się zanieczyszczenia ziemią oraz liśćmi innych roślin. Pod nazwą majeranku bywa wprowadzane do obrotu suszone ziele lebiodki pospolitej (Origanum vulgare L.) zwanej również macierduszką lub macierzycą. Jest to roślina pospolita w Europie. W Polsce rośnie dziko na suchych wzgórzach i obok dróg. Uprawiana bywa także jako surowiec zielarski do celów leczniczych (Herba Origani). Lebiodka (rys. 11) różni się od majeranku większymi, liśćmi i kwiatami, przy czym kwiatostan jej jest mniej skupiony niż majeranku. Lebiodka jest znacznie mniej aromatyczna niż prawdziwy majeranek. Zawartość olejku eterycznego wynosi ok. 0,3%. Istnieją również mieszańce (bastardy) Origanum majorana i Origanum vulgare. Zastosowanie. Majeranek stosowany jest jako doskonała przyprawa aromatyczna do niektórych kiełbas, zup i sosów, a szczególnie do wyrobów wędliniarskich. Należy używać tylko majeranku tartego, bez grubszych zdrewniałych łodyg. Majeranek pobudza wydzielanie soków trawiennych. Tymianek (Herba Thymi) Opis rośliny. Tymianek (Thymus vulgaris L.) jest rośliną wieloletnią należącą do rodziny wargowych. Tymianek pochodzi z Europy południowej, gdzie rośnie dziko w górzystych okolicach. W strefie umiarkowanej, między innymi w Polsce uprawiany jest w ogrodach. Tymianek wyrasta w niskie krzaczki wysokości 30—40 cm (rys. 12). Łodyga jest czterokanciasta, szarozielona, w dolnej części zdrewniała. Liście drobne, wąskie, mniej lub więcej owłosione. Kwiaty drobne, barwy różowej do ciemnolila, zebrane w kwiatostan w kształcie kłoska, mniej lub więcej skupiony. Tymianek kwitnie w lipcu i sierpniu. Zbiór i cechy przyprawy. Zbioru tymianku dokonuje się w okresie kwitnienia. Ścięte ziele suszy się w cieniu (jak majeranek). Tymianek ma silny, korzenny zapach, przypominający nieco kamforę. Smak — gorzkawy. Zawiera garbniki i olejek eteryczny (tymiankowy). Wymagana zawartość olejku eterycznego dla tymianku niemieckiego — nie mniej niż 1,7%, dla tymianku francuskiego — nie mniej niż 2,5%. Tymianek suszony powinien mieć barwę szarozieloną. Odmiany. Tymianek zimowy (niemiecki) wyrasta do 40 cm, jest dość odporny na mrozy. Tymianek letni (francuski) wyrasta do 30 cm, nie wytrzymuje mrozów. Zanieczyszczenia i zafałszowania. Tymianek bywa zanieczyszczony ziemią, chwastami. Od tymianku należy odróżnić macierzankę (Thymus saerpyllum L.), która ma łodygę czołgającą się, z wypustkami korzeniowymi. Macierzanka zawiera mniej olejku eterycznego niż tymianek. Zastosowanie. Tymianek zarówno w stanie świeżym, jak i suszonym stosuje się jako przyprawę aromatyczną do zup, sosów, pieczeni i wędlin. Bazylia (Herba Basilici) Opis rośliny. Bazylia ogrodowa (Ocimum basilicum L.) jest rośliną jednoroczną i należy do rodziny wargowych. Pochodzi ze strefy gorącej. W strefie umiarkowanej, m. in. w Polsce uprawiana jest w ogrodach, gdzie zwykle wysiewa się ją w inspektach, a dopiero sadzonki przenosi się do gruntu. Bazylia (rys. 13) wyrasta w krzaczki wysokości 20—50 cm. Liście są delikatne, kwiaty białe. Kwitnie w sierpniu i we wrześniu. W Polsce tylko odmiany wczesne wydają nasiona. Zbiór i cechy przyprawy. Ziele bazylii ścina się w okresie kwitnienia, po czym suszy w miejscach zaciemnionych i przewiewnych. Do obrotu handlowego wprowadza się bazylię jako ziele w pęczkach lub otarte liście i kwiaty bez zdrewniałych łodyg. Bazylia zawiera olejek eteryczny i garbniki. Odmiany. Bazylia tworzy 4 odmiany: wielkolistną, średniolistną, drobnolistną i drobnolistną karłowatą. Opis tych odmian zawiera tabl. 7. Zanieczyszczenia i zafałszowania. Bazylia w pęczkach bywa zanieczyszczona chwastami i ziemią, natomiast bazylia tarta — liśćmi innych roślin oraz piaskiem. Zastosowanie i własności. Bazylię jako aromatyczną przyprawę stosuje się do sosów i wędlin. Działa ona pobudzająco na wydzielanie soków trawiennych i wzmaga apetyt. Cząber (Herba Satureae) Opis rośliny. Cząber ogrodowy (Saturea hortensis L.) jest rośliną jednoroczną z rodziny wargowych. Rośnie dziko w Europie południowej. W strefie umiarkowanej, m. in. w Polsce uprawia się go w ogrodach, gdzie często sam się zasiewa i dziczeje. Cząber wyrasta w krzaczki wysokości 40 — 50 cm (rys. 14). Łodyga jest u dołu zdrewniała, wyżej zielona albo czerwonobrunatna, dość silnie owłosiona. Liście liczne, wąskie i długie, lancetowate, barwy ciemnozielonej, częściowo czerwonawe. Kwiaty drobne, wargowe, barwy jasno- do ciemno- fioletowej, zebrane w małe kwiatostany. Czas kwitnienia — sierpień — wrzesień. Zbiór i cechy przyprawy. Ziele cząbru ścina się w okresie kwitnienia i suszy. Cząber ma silny zapach i palący, podobny do pieprzu smak. Cząber zawiera olejek eteryczny i garbniki. Wymagana zawartość olejku eterycznego wynosi powyżej 1%. Do obrotu handlowego wprowadza się ziele w pęczkach lub liście i kwiaty bez łodygi. Odmiany. Typ łodygowaty — ulistnienie słabe, listki rynienkowate; typ liściasty — ulistnienie silne, listki płaskie. Zanieczyszczenia i zafałszowania. Cząber w pęczkach bywa zanieczyszczony chwastami i ziemią; cząber tarty — liśćmi innych roślin oraz piaskiem. Zastosowanie i własności. Cząber dodaje się — jako przyprawę aromatyczną — szczególnie do grochu i fasoli, a ponadto — do sosów i wędlin. Lubczyk (Herba Levistici) Opis rośliny. Lubczyk (Levisticum officinale Koch) jest rośliną wieloletnią i należy do rodziny baldaszkowatych. Uprawiany jest w ogrodach w strefie umiarkowanej, m. in. w Polsce. Wyrasta on najpierw jako krzak okryty dużymi, mocnymi, przeważnie podwójnie pierzastymi, błyszczącymi liśćmi, osadzonymi na długich ogonkach. Później wyrasta kilka silnych, pustych w środku, wysokich i częściowo ulistnionych łodyg (rys. 15), na których szczycie rozwijają się żółte kwiaty zebrane w baldaszki. Okres kwitnienia — czerwiec — lipiec. Zbiór i cechy przyprawy. Jako przyprawy używa się liści lubczyka zarówno w stanie świeżym, jak i suszonym. Zbioru liści można dokonywać kilka razy do roku. Najbardziej aromatyczne są liście ze zbioru wiosennego. Lubczyk ma smak i zapach przypominający bulion mięsny. Zawiera olejek eteryczny (ok. 1%). Zastosowanie. Lubczyk stosuje się jako przyprawę do zup, sosów, pieczeni, konserw. Zwykle dodaje się go w czasie obróbki termicznej, po czym liście usuwa się. Można stosować również ekstrakt z lubczyku. Lubczyk ma własności moczopędne. Estragon (Herba Dracunculi) Opis rośliny. Estragon (Artemisia dracunculus L.) jest rośliną wieloletnią; należy do rodziny złożonych. Uprawiany jest w ogrodach w Europie środkowej, m. in. w Polsce. Estragon wyrasta w bujny krzew wysokości 110—150 cm. Łodyga jest początkowo zielona, później — zdrewniała, rozgałęziona. Liść wąski, lancetowaty, nieco owłosiony, barwy jasno- do ciemnozielonej, błyszczący. Kwiat nikły, drobny, białawozielonawy. Zbiór i cechy przyprawy. Zbiera się niezdrewniałe ulistnione końce gałązek estragonu. Suszenie przeprowadza się w cieniu. Własności estragonu zależne są w dużej mierze od odmiany. Estragon zawiera olejek eteryczny, garbniki i goryczki. Odmiany. Znane są dwie odmiany estragonu. Estragon niemiecki lub francuski, prawie niewrażliwy na mróz, wyrasta do 110 cm. Nie wydaje nasion, rozmnaża się z kłączy i rozłogów. Liście wielkości 25x7 mm, ciemnozielone, błyszczące, prawie nagie, z wyraźnym unerwieniem, mają po roztarciu silny zapach i anyżkowo-korzenny smak. Olejek eteryczny zawiera metylochawicol. Wymagana zawartość olejku eterycznego — nie mniej niż 1,0%. Estragon rosyjski (rys. 16) jest niewrażliwy na mróz. Wyrasta do 150 cm. Liście są jasnozielone, matowe, silnie owłosione. Zapach słaby, smak gorzkawy, podobny do smaku trybulki. Olejek eteryczny nji zawiera metylochawicolu. Wymagana zawartość olejku eterycznego — nie mniej niż 0,8%. Zastosowanie. Estragon stosuje się zarówno w stanie świeżym jak i suszonym jako przyprawę aromatyczną do marynat. Estragon działa pobudzająco na wydzielanie soków trawiennych. Cykoria (Radix Cicoriae) Opis rośliny. Cykoria lub podróżnik uprawny (Cicorium antibus L.) jest dwuletnią rośliną uprawianą w środkowej Europie, m. in. w Polsce (głównie na Kujawach). Zbiór i cechy przyprawy. Korzeń cykorii wykopuje się jesienią pierwszego roku wegetacyjnego rośliny. Jest on używany głównie do wyrobu surogatów kawy. Jako przyprawę w przemyśle mięsnym stosuje się oczyszczony, wysuszony i zmielony (niepalony) korzeń cykorii. Przygotowana w ten sposób cykoria poza wybitnie gorzkim smakiem nie wykazuje żadnego innego smaku ani zapachu. Zastosowanie. Cykoria powoduje zanik słodkawego smaku mięsa (końskiego, jeleniego) lub dodatków niemięsnych (np. mąki sojowej); poza tym jest ona używana jako dodatek przy sporządzaniu namiastek pieprzu.









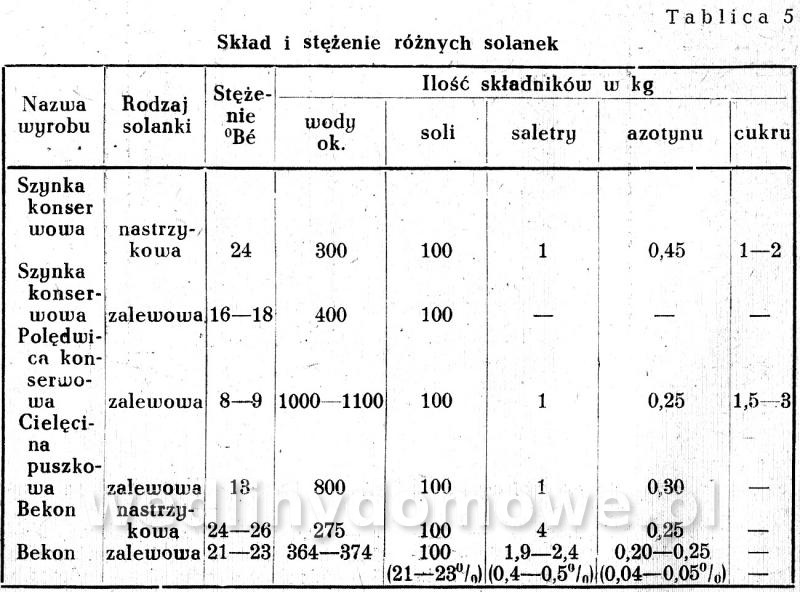













-
[USA] Projekt wędzarni dla stanu Floryda
Maxell odpowiedział(a) na Maxell temat w Wędzarnie. Budowa i obsługa
O ile pamiętam, wtedy zdjęcie było w języku polskim, ale nie po to je tutaj wklejałem. Chciałem podkreślić, że już wiele lat temu rząd federalny (nie mówiąc już o stanowych), oficjalnie opracowywał projekty tego typu urządzeń do nieodpłatnego wykorzystania przez zwykłych obywateli. -
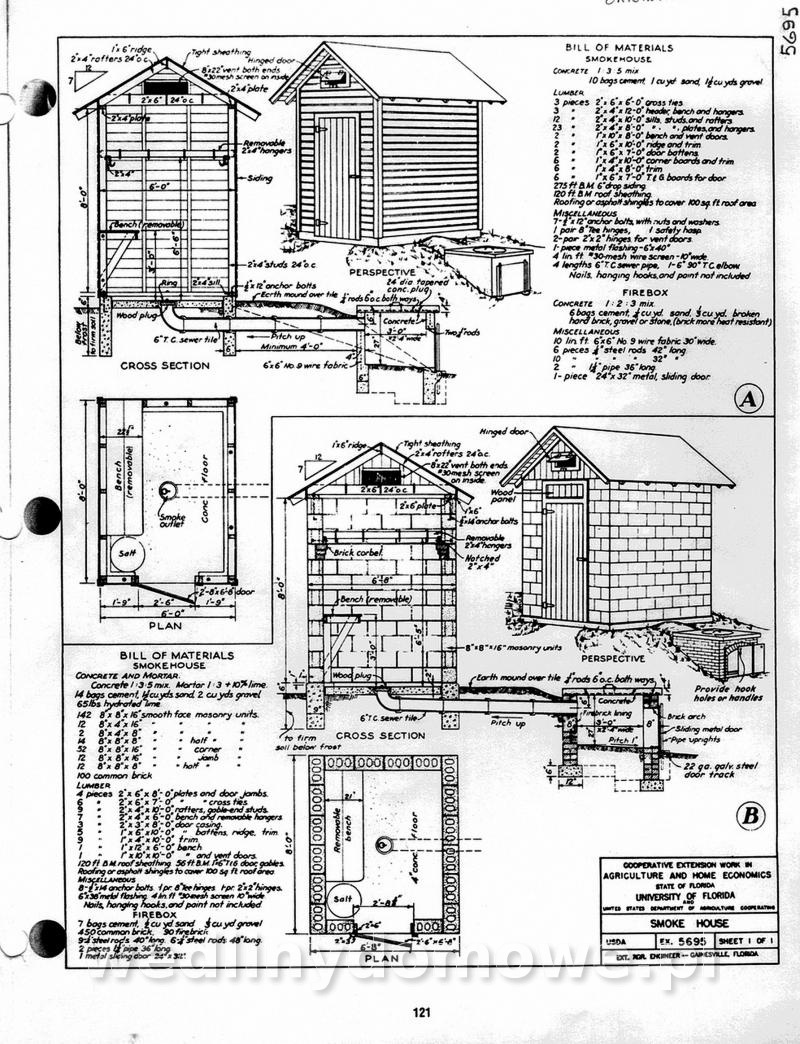
-
WSTĘP Mimo to, że Polska, jako kraj wybitnie rolniczy, posiada dość znaczne ilości bydła,— mleczarstwo polskie stoi jeszcze na niskim poziomie, a spożycie mleka i przetworów mlecznych jest nieznaczne nie tylko w miastach, ale nawet i na wsi, gdzie najczęściej tylko niewielkie ilości mleczywa, wyprodukowanego przez gospodarstwo, są spożywane; większość zaś ulega przeróbce na masło, przyczem, pozostałe od wyrobu masła mleko odtłuszczone używa się na pokarm dla trzody chlewnej. Produkcja serów stoi w Polsce na poziomie bardzo niskim, a w każdym razie jest b. słabo rozpowszechniona. Również słabo jest rozpowszechniona konsumcja serów, mimo, że należą one do najpożyteczniejszych i najsmaczniejszych produktów mleczarstwa. Mało jest także gatunków serów, znanych szerszym warstwom ludności. W kilku większych serowniach produkują wprawdzie parę gatunków serów, w szczególności t. zw. sery: „Tylżycki", „Litewski", „Holenderski" (raczej „Edamski"), ale produkcja ta nie nasyca rynku, mimo jego małej pojemności, i musi być rok rocznie uzupełniana przywozem serów zagranicznych. W gospodarstwach wiejskich produkują prawie wyłącznie sery twarogowe, nietrwałe, nienależące do najsmaczniejszych i najpożywniejszych, a przytem nie mogące liczyć na szerszy zbyt. W tym stanie rzeczy, książeczka niniejsza stawia sobie za zadanie: Rozbudzenie zainteresowania p.p. gospodyń wiejskich do serownictwa, zapoznanie ich z najważniejszemi gatunkami serów, wyrabianemi i spożywanemi w krajach, które słyną z wybornych odmian, jak np. Szwajcarja, Holandja i Francja; nauczenie podstaw serownictwa i wreszcie zapoznanie ze sposobami racjonalnego wyrobu najprzedniejszych i najsmaczniejszych serów. Książeczka składa się z 3-ch rozdziałów. Rozdział 1-szy omawia ogólne własności mleka i poucza, jakie mleko może być użyte do wyrobu sera. Rozdział II-gi zajmuje się opisem poszczególnych faz wyrobu serów; rozdział III-ci, wreszcie, podaje przepisy dla wyrobu odpowiednich . gatunków sera. Należy zaznaczyć, że serowarstwo nie należy do zajęć, łatwych i wymaga znacznej wprawy. To też nie należy się zrażać początkowemi niepowodzeniami, a przy dokładnej robocie napewno po niedługim czasie, rozpocząwszy od gatunków najłatwiejszych do uzyskania, będziemy umieli wyrobić najwykwintniejsze i najcenniejsze odmiany. Oczywiście, że próby mogą być robione przy użyciu b. ograniczonej ilości mleka — w miarę powodzenia — można będzie produkcję zwiększać, zaspokajając początkowo apetyty domowników, a w następstwie, być może, uzyskując nowe źródło dochodu z gospodarstwa domowego. ROZDZIAŁ I OGÓLNE WŁASNOŚCI MLEKA Natura dała człowiekowi, pod postacią mleka zwierząt domowych, najdoskonalszy pokarm gotowy, zawierający wszystkie niemal składniki odżywcze, potrzebne do egzystencji. Mleko krowie składa się z wody, która przeciętnie stanowi około 88%, oraz z tłuszczu—3,7%. kazeiny (sernika) — 3,3%, albuminy — 0,3%, cukru mlecznego—4,9% i soli mineralnych—0,8%. Mleka innych zwierząt zbliżone są składem do mleka krowiego, różniąc się głównie zawartością tłuszczu. Tłuszcz stanowi, obok białek, kazeiny i albuminy — najpożywniejszy składnik mleka. Ciężar gatunkowy tłuszczu mlecznego jest mniejszy od ciężaru mleka, czem tłumaczyć należy wybijanie się na powierzchnię mleka, pozostawionego przez dłuższą chwilę, t. zw. śmietany. Tłuszcz mleczny dobywamy z mleka bądź przez takie pozostawienie mleka i następnie zbieranie śmietany, bądź przez odwirowanie mleka przy pomocy przyrządu, zwanego wirówką. Uzyskujemy przecież nie czysty tłuszcz, lecz dopiero śmietanę, zawierającą, prócz tłuszczu, nieco białka i wody. Zupełnie uwolnić mleka od tłuszczu niepodobna — nawet przy pomocy wirówki — tak więc t. zw. mleko odtłuszczone zachowuje jednak około 0.2% — a mleko zbierane — nawet 0.75% tłuszczu. Kazeina, „sernik", rodzaj ciała białkowego, jest dla nas najważniejszym ze składników mleka, gdyż z niej właśnie, za dodaniem tłuszczu— wyrabiamy sery. Kazeina znajduje się w mleku w stanie pół-płynnym, w związku z wapnem, jako Kazeinian wapna. Odznacza się ona znaczną zawartością fosforu. Aby Kazeinę odłączyć od wapna, działamy na mleko słabym kwasem — lub poprostu pozwalamy mleku skwaśnieć — przez co otrzymujemy wolną kazeinę — twaróg. Jest to jeden ze sposobów dobywania z mleka surowca serowego. Drugi polega na traktowaniu mleka t. zw. podpuszczką, której działanie na kazeinian wapna jest inne, niż kwasu. Podpuszczka rozkłada mianowicie (chemicznie) Kazeinian wapna na 2 ciała— a) parakazainian wapna i b) proteinę serwatki. —Parakazeinian wapna nie jest rozpuszczalny w wodzie — osiada zatem na dnie mleka, potraktowanego podpuszczką i stanowi surowy ser podpuszczkowy. Proteina serwatki jest rozpuszczalna w serwatce, z której może być zkolei wydobyta przez działanie słabemi kwasami i ogrzewanie; — z proteiny wyrabia się także sery, ale gatunku pośledniego, odznaczające się przedewszystkiem brakiem związków fosforowych. Cukier mleczny, produkt właściwy wyłącznie mleku zwierząt ssących, zostaje zamieniany przez pewne gatunki bakteryj, żyjące w mleku, na kwas mleczny (kwaśnienie mleka),— ta zamiana właśnie pozwala na naturalne strącanie kazeiny w postaci twarogu — gdyż kwas mleczny łączy się z wapnem, uwalniając kazeinę. W serach podpuszczkowych cukier mleczny, początkowo uwięziony w parakazeinianie wapna, podlega następnie również zamianie na kwas mleczny — co ma znaczny wpływ na t. zw. dojrzewanie serów. Pozostałe składniki mleka (albumina, sole mineralne, lecytyna, witaminy i t. d.) mają tylko uboczne znaczenie dla produkcji serów — dlatego też pominiemy szczegółowy ich opis. Należy tylko nadmienić, że nienormalny układ różnych soli mineralnych w mleku, może niekiedy stanowić znaczną przeszkodę do strącenia kazeiny przy pomocy podpuszczki. Mleko, powstałe w zdrowem ciele zwierzęcem — posiada te wyżej wymienione składniki, a wolne jest od ciał fermentacyjnych i od bakteryj. Gdyby nie ulegało zakażeniu, miałoby nieograniczoną trwałość. Jednak już w sutkach przy dojeniu, w skopku i t. d. — nabywa mleko tysiące rozmaitych drobnoustrojów. — Te właśnie bakterje stanowią zarówno o kwaśnieniu mleka, jak i o zmianach w strąconym serniku, zwanych popularnie „dojrzewaniem serów". Bakteryj, spotykanych w mleku, jest b wiele odmian. Jedne z nich są pożyteczne dla serowara, a nawet konieczne do uzyskania pożądanych rezultatów — inne są szkodnikami, psującemi nieraz całą pracę. Niestety, możność kultywowania bakteryj pomyślnych, a niszczenia — szkodliwych, jest nader ograniczona, i dotychczas jeszcze rola człowieka w zakażaniu mleka, i nadawaniu kierunku dalszej działalności bakteryj — jest znikomą. Największy, stosunkowo, wpływ na kulturę bakteryj w mleku osiągamy przez stopniowanie temperatury, gdyż rozmaite rodzaje rozwijają się w rozmaitych temperaturach. Najniższa temperatura, w której drobnoustroje jeszcze są zdolne do życia, nazywa się minimum ich rozwoju, najwyższa — maximum, a najkorzystniejsza — optimum. Większość bakteryj zamiera przy ogrzewaniu mleka powyżej 650. — Takie ogrzewanie nazywamy pasteuryzacją. Za pasteuryzację wystarczającą uważa się w mleczarstwie ogrzanie mleka do 70° przez 30 minut, lub do 85° przez 1 — 2 minuty. Zupełne zniszczenie bakteryj w mleku osiągamy przez sterylizacją, t. j. przez ogrzewanie powyżej 100° pod ciśnieniem. Oziębienie mleka nie powoduje zamierania bakteryj — wstrzymuje tylko ich rozwój. Dla kultury pomyślnych bakteryj ważnem jest także dezynfekowanie (mycie, czyszczenie) naczyń udojowych, wymion krowy, rąk dójki i t. d., co często pozwala uniknąć zakażenia mleka bakterjami gnilnemi. Jedynemi środkami dezynfekcyjnemi, stosowanemi w mleczarstwie i serowarstwie, są wapno i soda — gdyż inne są bądź truciznami, bądź nadają mleku i serom nieprzyjemny zapach. Stosownie do tego, którym ze składników mleka żywi się dany rodzaj bakteryj, rozróżniamy bakterje cukru mlecznego i bakterje sernika. Pierwsze z nich, naogół niezbędne dla kwaśnienia mleka i dojrzewania serów, liczą obok szeregu bardzo pożytecznych, kilka gatunków szkodliwych, z pośród których dwa szczególnie niebezpieczne —bac. coli i bac. aerogenes, pochodzące z zanieczyszczenia mleka kałem ludzkim, lub nawozem bydlęcym. Te dwie bakterje mogą być nawet bezpośrednio szkodliwe dla człowieka — a produkcje serów niszczą bezwarunkowo. Zależnie od rodzaju bakteryj cukru mlecznego, obserwujemy rozmaite rodzaje kwaśnienia mleka — tak np. kwaśnem mlekiem, skwaszonem przez specjalne bakterje —- jest kefir; kwaśnem mlekiem jest Jogourt i wiele innych, podobnych napoi (kumys, maślanka i t. d.). Również rozmaity smak naszego pospolitego zsiadłego mleka zawdzięczamy obecności rozmaitych rodzajów bakteryj, przetwarzających cukier mleczny w kwas, które są inne zależnie od kraju, okolicy, a nawet obory. Niektóre odmiany kwaszą mleko dobrze, nadając mu przyjemny smak, niekiedy przypominający owoce; inne kwaszą źle, a smak mleka, przez nich nadany, jest jałowy, podobny do szczawiu lub słodu, niekiedy stęchły. Istnieją bakterje cukru mlecznego, które, obok kwasu mlecznego, wytwarzają także inne rodzaje kwasów; — mleko, skwaszone przez te rodzaje bakteryj, nie stanowi jednolitej masy, jest popękane i przedwcześnie podeszłe serwatką - Te rodzaje wytwarzają również wielkie ilości gazów, które powodują „wzdymanie" się i pękanie serów. Bakterje cukru mlecznego rozwijają się pomyślniej w rozmaitych temperaturach — zależnie od gatunku. — Normalne bakterje, kwaszące mleko — rozwijają się najlepiej przy 300 b 35°; poniżej + 100 i powyżej + 400 ustaje ich rozwój zupełnie. Bakterje, jakie spotykamy w Jogourcie, kefirze i t. p. mają optimum rozwoju w temperaturze + 40. Jednemi z najważniejszych w serowarstwie bakteryj cukru mlecznego — są niezaprzeczalnie bakterje kwasowo- podpuszczkowe, które powodują dojrzewanie serów, a które odznaczają się tem, że działają nawet w temperaturach niskich, bliskich 00. Najszkodliwsze bakterje cukru mlecznego, wspomniane powyżej bakterje kałowe — coli i aerogenes, — rozwijają się jeszcze przy 200 (optimum 37°), a zamierają dopiero przez pasteuryzację przy 65°. Bakterje rozkładu sernika są naogół bakteriami szkodliwemi dla sernictwa; — żywią się one ciałami białkowemi mleka (kazeiną i albuminą), rozkładając je na inne związki chemiczne i wytwarzają przy tym rozkładzie amonjak i inne śmierdzące, a nawet trujące substancje. Większość tych gnilnych bakteryj ulega w walce z bakterjami cukru mlecznego i tylko niekiedy, jeżeli bakterje rozkładu sernika znajdą się w przewadze — ustaje działalność drobnoustrojów kwaszących, a mleko ścina się w kłaczki i, zamiast kwaśnego, ma smak początkowo gorzkawy a później — wstrętny. Walka z bakterjami rozkładu sernika jest dość trudna — gdyż posiadają one nader rozmaitą wrażliwość na temperaturę— niektóre zamierają dopiero przy 120°—inne rozwijają się już w temperaturze bliskiej 0°. Nieliczne pożyteczne z tego rodzaju bakteryj — to bakterje, działające przy dojrzewaniu serów Brie i Camembert. Oprócz tych dwu zasadniczych rodzai bakteryj, spotykamy w mleku kilka innych rodzin drobnoustrojów, które bądź wywierają wpływ szkodliwy (szczególniej wzdymają sery), bądź też przyczyniają się do pomyślnego dojrzewania sernika, — przez działalność często bliżej niezbadaną i niewykrytą. Szczególne znaczenie mają tutaj t. zw. pleśniaki i drożdżaki. Są to bakterje nieco większe, niż opisane poprzednio, i mają wielkie zastosowanie w sernictwie, — zwłaszcza w dojrzewaniu serów miękkich i sera Roquefort. Kiedy pokrótce zapoznaliśmy się ze składem mleka i z drobnoustrojami, jakie w mleku żyją, możemy przystąpić do określenia, jakie mleko nadaje się do zużytkowania w serowarstwie — jakie zaś powinno być uznane za wadliwe. Za mleko dobre, nadające się do przerobu na sery — należy uznać mleko: 1) w którym wszystkie składniki występują w prawidłowych proporcjach; 2) zawierające bakterje cukru mlecznego, pomyślne dla przejścia procesu kwaśnienia i dojrzewania serów, a nie zanieczyszczone bakterajmi gnilnemi i bakteriami rozkładu sernika; 3) pochodzące od zwierząt zdrowych; 4) niezakażone bakterjami chorobotwórczemi; 5) nie posiadające innych wad, pochodzących z niewłaściwej paszy zwierząt dojonych, z niewłaściwego obchodzenia się z mlekiem, lub z innych powodów. Do mleka, wadliwego wskutek nierównomiernej zawartości składników, należy przedewszystkiem mleko, zawierające zbyt znaczne, lub nierównomierne ilości soli mineralnych Mleko takie poznajemy po smaku gorzkawo-słonawym i alkalicznym. Jest ono dla serownictwa nie przydatne, gdyż przeważnie nie ścina go podpuszczka. Mlekiem, zanieczyszczonem bakterjami niesprzyjającemi, jest przedewszystkiem: mleko nietrwałe, zbyt szybko kwaśniejące (przed upływem 12 godzin), dalej — mleko ciągliwe i śluzowate, gorzkie, o smaku buraczanym, o smaku mydlanym, t. zw. mleko „gazujące", i t. p. Te wszystkie znamiona, wykluczające mleko od użycia w serowarstwie, pochodzą z zanieczyszczenia bakterjami niesprzyjającemi wymion krowy, rąk dójki, skopka, naczyń mleczarskich, baniek, w których mleko się przewozi, i t. d. Wykrycie, jakie bakterje wadliwość mleka spowodowały, nie da się przeprowadzić sposobami domowemi. Natomiast mamy możność dojścia, na jakiej części drogi, którą mleko od wymienia krowy do warsztatu serowara przebyło, następuje zakażenie. Osiągamy to przez branie próbek mleka w różnych częściach drogi: z wymienia, ze skopka, z naczyń mleczarskich i t. d. Najłatwiejszym sposobem badania jest próba fermentacyjna. Polega ona na pozostawieniu próbek mleka w naczyniach, starannie wyjałowionych, na przeciąg 24 godzin w temperaturze 38° — 40°. Jeżeli pragniemy dokonywać porównania różnych próbek mleka (z różnych obór, z różnych części drogi, jaką mleko przebywa i t. d.), — to musimy brać jednakowe ilości każdego rodzaju mleka (najlepiej 50 cm3, w probówkach równej wielkości). Poraz pierwszy obserwujemy probówki z mlekiem po upływie 12 godzin podstoju. Po tym czasie mleko dobre powinno jeszcze zachować stan płynny, okazując zaledwie ślady krzepnięcia. Smak i zapach mleka powinien być przyjemny, kwaskowy. Drugi raz przystępujemy do obserwacji mleka badanego po upływie 24 godzin podstoju. Podówczas mleko dobre, przydatne do przerobu na sery powinno: albo wykazać zaledwie początki krzepnięcia, albo stanowić skrzep zupełnie jednolity, galaretowaty, bez wydzielonej serwatki (mleko najbardziej pożądane w serowarstwie), albo zawierać w skrzepie galaretowatym zaledwie trochę smug i baniek, albo stanowić skrzep, kurczący się w sernik, otoczony małą ilością serwatki, albo, wreszcie tworzyć skrzep w postaci drobnych ziarnek, niezawierający serwatki. Jeżeli po 24 godzinach, (a tembardziej po 12 godzinach) mleko tworzy skrzep w postaci grubych kłaczków, lub skrzep i śmietana są potargane, a serwatka mętna, lub w mleku daje się zauważyć brud, osad ropny, gorzki smak, ciągliwość, zapach cuchnący — to mleko takie nie nadaje się bezwarunkowo do przerobu na sery. Do mleka wadliwego wskutek choroby zwierząt dojonych należy przedewszystkiem mleko krwawe, dalej mleko od krów, znajdujących się w okresie porodowym (zawierające t. zw. siarę,), dalej wreszcie mleko słonawe, gorzkawe, zawierające ropę pochodzące od zwierząt, chorych na zapalenie wymienia). Mleko takie nie powinno być używane do przerobu na sery. Zakażenia mleka bakterjami chorobotwórczemi nie da się sprawdzić metodami mleczarskiemi. W każdym razie należy unikać używania na sery mleka, pochodzącego z obór, zarażonych gruźlicą, a także mleka, pochodzącego z osad, w których panuje choroba zaraźliwa. Wady, występujące na skutek złej paszy zwierząt — to przedewszystkiem gorzkawy smak mleka, (pochodzi od wyki, rzepaku, rumianku, kąkolu, liści kasztanów i t. d.), dalej smak cebulowy (po cebuli i czosnku), wreszcie gazowanie, które występuje wskutek biegunki u zwierząt nieodpowiedniej i zepsutej paszy. Wreszcie mleko może być wadliwe i nieprzydatne w serownictwie jeżeli się z niem, od chwili wydojenia, aż do chwili dostarczenia do serowni, niewłaściwie obchodzono. Mleko takie jest albo stęchłe, cuchnące, (wskutek przechowywania ciepłego, jeszcze świeżego mleka w naczyniach szczelnie zamkniętych), — albo posiada smak łojowaty, występujący wskutek działania promieni słonecznych na tłuszcz mleczny. Również za niezdatne do przerobu na sery (przynajmniej na większość gatunków) należy uznać mleko pasteuryzowane, gotowane, lub utrwalane środkami chemicznemi. ROZDZIAŁ II WYRÓB SERÓW Jak wspomniano już w rozdziale I -szym, sernik (kazeina) może być uzyskiwany z mleka dwoma sposobami: przez działanie bakteryj cukru mlecznego, które mleko kwaszą i sprawiają, że sernik osiada w postaci twarogu, oraz przez działanie na mleko t. zw. podpuszczki, która rozkłada występujący w mleku kazeinian wapna na parakazeinę i proteinę serwatki. Z sernika, uzyskanego drogą kwaszenia mleka, przyrządzamy sery twarogowe; z sernika, strącanego przy pomocy podpuszczki, sery podpuszczkowe. Sery podpuszczkowe są naogół pożywniejsze i, że się tak wyrażę, szlachetniejsze, niż sery twarogowe. To też omówimy przedewszystkiem postępowanie przy wyrobie serów podpuszczkowych. Podpuszczka. Niezbędnym produktem do wyrobu serów tego typu jest t. zw. podpuszczka. Jest to wyciąg z żołądków zwierząt, przeważnie cieląt, mający własności strącania sernika z mleka. Podpuszczkę otrzymuje się przez moczenie w wodzie lub serwatce wysuszonych uprzednio trawieńców (część żołądka cieląt), do których dodaje się środków utrwalających (przeważnie soli kuchennej). Podpuszczka naturalna, przyrządzona na wyłuszczonej zasadzie, w rozmaity sposób, właściwy danej okolicy — jest jednak używana rzadko, tylko przez serownie ludowe (np. góralskie) i w pewnych szczególnych celach (np. przy wyrobie serów ementalskich). Naogół używana jest podpuszczka sztuczna (w proszku, lub w tabliczkach), będąca produktem fabrycznym. Podpuszczka ścina mleko zależnie od działania temperatury od składu chemicznego mleka i od ilości mleka. — Najmniejsza nawet ilość podpuszczki może ściąć dużą ilość mleka, uczyni to jednak w b. długim czasie. Dla każdego gatunku serów używamy innej ilości podpuszczki i działamy nią w innych temperaturach. Moc podpuszczki określamy przy pomocy miary, za którą przyjęto ilości cm3 mleka świeżego, o normalnym składzie, które, zaprawione 1 cm3 wyciągu podpuszczkowego, lub 1 gr. proszku, skrzepnie przy 35°, po upływie 40 minut. Jeżeli więc 1 gram podpuszczki zetnie 100 litr. mleka, ogrzanego do 35° w ciągu 40 minut — to moc tej podpuszczki wyraża się stosunkiem 1 : 100.000. Celem sprawdzenia mocy używanej podpuszczki zaprawiamy 1 cm.3 wyciągu podpuszczkowego, lub 1/10 grama proszku podpuszczkowego 1/10 litra mleka i sprawdzamy przy pomocy zegarka z sekundnikiem, jak szybko nastąpi ścięcie. Z tej próby możemy łatwo obliczyć, ile potrzeba nam danej podpuszczki dla ścięcia posiadanej ilości mleka w pożądanej dla danego sera temperaturze i czasie. Należy tylko pamiętać, że ilość podpuszczki jest wprost proporcjonalna do ilości mleka, a odwrotnie proporcjonalna do okresu, w jakim mleko ma się ściąć. Jako przykład, przytoczymy obliczenie ilości proszku podpuszczkowego, potrzebnego do stężenia 100 litrów mleka, celem otrzymania surowca do wyrobu sera „Petit - suisse". Ser ten wymaga traktowania podpuszczką w temperaturze 18°, i ukończenia okresu krzepnięcia po 20 godzinach. Bierzemy 100 cm.3 mleka, ogrzanego do 18°, i zaprawiamy go 1/10 grama proszku podpuszczkowego, rozpuszczonego w paru cm.3 wody. Niezwłocznie po wlaniu proszku do mleka zaczynamy obliczać czas krzepnięcia. Przypuśćmy, że wyniósł on 1 minutę. Dalej wnioskujemy: do stężenia 1/10 litra mleka w ciągu 1 minuty potrzeba 1/10 gr. podpuszczki do stężenia 1 litra mleka w ciągu 1 minuty potrzeba 1 gr. podpuszczki do stężenia 100 litra mleka w ciągu 1 minuty potrzeba 100 gr. podpuszczki do stężenia 100 litra mleka w ciągu 1200 minut potrzeba 1/12 gr. podpuszczki, więc do stężenia 100 litrów mleka na ser „Petit-suisse" potrzeba nam 1/12 grama probowanego proszku podpuszczkowego. Celem uniknięcia ew. błędów, polegających przeważnie na niezupełnie ścisłem obliczeniu czasu krzepnięcia — bierzemy nieco mniej podpuszczki, niż nam to z obliczenia wynika. Celem otrzymania odpowiedniej części grama — nie potrzebujemy bynajmniej ważyć proszku na specjalnie dokładnej wadze. — Bierzemy poprostu gram proszku i rozpuszczamy go w odpowiedniej ilości wody — w naszym wypadku w 120 cm.3 — Po dokładnem wymieszaniu, do mleka dolewamy dwunastą część tego roztworu, czyli 10 cm.3. Ogrzewanie mleka. Przed zaprawieniem mleka podpuszczką ogrzewamy go do temperatury, jakiej wymaga wyrób danego gatunku sera. — Ogrzewać należy równomiernie, ciągle mieszając, najlepiej przez zanurzenie naczynia z mlekiem w gorącej wodzie. Temperaturę badamy dokładnym termometrem. Naczynia, w których ogrzewamy mleko, a zarazem naczynia, w których będziemy dokonywali strącania sernika przy pomocy podpuszczki, powinny być czyste, łatwo przewodzące ciepło i łatwe do przenoszenia (więc niezawielkiej. Najodpowiedniejszemi będą stągwie z blachy pobielanej, szersze u góry z uszami, po bokach, pojemności, dla domowego wyrobu serów, około 10 litrów. Dobre także będą naczynia kształtu wanny, a więc bardziej długie, niż szerokie i głębsze. Ogrzewania dokonywamy przez stałe utrzymanie temperatury mleka (wody, w której zanurzyliśmy kociołek) w stanie wymaganym. Sposób regulowania ognia zależy od rodzaju paliwa i od ilości mleka. Najlepiej nauczy go praktyka. Niektóre sery, przed zaprawieniem mleka podpuszczką, ulegają barwieniu. Barwienie ma na celu zapewnienie serom koloru żółtawego, właściwego serom intensywnie tłustym. Ważną przyczyną barwienia jest również zwyczaj, który karze n. p., aby sery edamskie, lub Chester miały odcień czerwonawy. Do serów używa się specjalnych farb roślinnych, (nieco innych, niż farby do masła, najczęściej szafranu, lub orelanu. Używa się od 1—5 gr. farby na 100 litrów mleka, a to zależnie od odcieni, jakie pragniemy nadać serom. Zaprawianie podpuszczką. Niezwłocznie po ogrzaniu należy przystąpić do zaprawiania mleka podpuszczką. Jak już powiedziano powyżej, ilość użytej podpuszczki zależy od ilości mleka i od czasu, w jakim skrzepnienie ma nastąpić. Czas ten jest różny dla różnych gatunków sera. Najkrócej krzepnienie trwa 15 minut, najdłużej — kilkadziesiąt godzin. Przy krzepnieniu skróconem otrzymujemy masę twardą, szybko kurczącą się. Przy krzepnieniu długotrwałem masa serowa jest miękka, a własności jej przypominają własności twarogu. Krzepnienie krótkie stosujemy przy wyrobie serów twardych, krzepnienie przewlekłe — przy wyrobie serów miękkich. Przed wlaniem podpuszczki do mleka, a bezzwłocznie po ogrzaniu, dodajemy do mleka wszelkie dodatki, jakie z przepisu szczegółowego wynikają. Dodatki (farbę, wodę, zakwas i t. d.) należy dokładnie rozmieszać. Podpuszczkę przed wlaniem rozcieńczamy wodą 10, 50, a nawet 100 krotnie. Wlewamy ją powoli, ciągle mieszając, gdyż od równomiernego zmieszania zależy jednolitość skrzepu. Mieszanie, choć gruntowne powinno jednak trwać dość krótko. Niedługotrwałość mieszania ma zwłaszcza znaczenie przy stosowaniu skróconego krzepnięcia, gdyż wtedy, mieszając już podczas krzepnięcia, możnaby zaszkodzić formowaniu sie sernika. Obróbka sernika. Kiedy mleko zaprawiliśmy podpuszczką, zostawiamy je w spokoju i w jednolitej temperaturze, aż do czasu, dopóki stopień skrzepnienia nie będzie dostateczny. Dostateczne skrzepnienie oceniamy w ten sposób, iż w skrzep wbijamy nóż Jeśli nóż utrzymuje się prostopadle i powoli tylko się zanurza, to skrzep jest już zdatny do obróbki. Jeżeli nóż opada szybko, lub pochyla się nabok, to skrzep jest za miękki. Również można próbować stopnia stężenia przez dotknięcie skrzepu palcem. Skrzep jest dostatecznie stężony, o ile do palca nie przylega, lecz tworzy wklęsłość, do której powoli napływa serwatka. Z tak sprawdzonego skrzepu wyrabiamy niektóre gatunki sera bezpośrednio, nakładając skrzep do form. Przy innych gatunkach stosujemy obróbkę przez odwracanie skrzepu, krajanie go i mieszanie? Obróbki te stosujemy celem stosownego do wyrobu danego gatunku sera osuszenia skrzepu, który, nie pocięty, zawierałby w sobie zbyt wiele serwatki. Odwracanie polega na ścięciu górnej warstwy skrzepu (tłuściejszej) i zręcznem obróceniu jej tak, aby wierzchnia warstwa znalazła się wewnątrz masy serowej. Krajanie polega na rozdrabnieniu masy serowej na kawałki, których wielkość zależy od gatunku sera. Krajanie dokonywa się przy pomocy drewnianego noża, (r. 3) lub też specjalnych narzędzi, jak harfa (r. 1) lira, (r. 2), lub specjalny krajacz patentowany amerykański. Zależnie od gatunku sera wymagane jest rozdrabnianie na kawałki od wielkości pięści do wielkości ziarnka zboża. Krajania dokonywa się równomiernie tak, aby wszystkie kawałki miały jednakową wielkość. Klasycznym przykładem krajania prawidłowego jest: krajanie rozcinaczem amerykańskim w naczyniach kształtu wanien — kraje się tam najprzód cały skrzep na płaszczyzny poziome, następnie zaś pionowo w dwóch kierunkach. W ten sposób uzyskuje się kostki równomiernej wielkości. Jeżeli krajanie dokonane jest prawidłowo, serwatka powinna być klarowna. Gdy już zapomocą krajania podzieliliśmy sernik na kawałki odpowiedniej wielkości, przystępujemy do dalszego osuszania skrzepu przez mieszanie. Mieszanie powinno być równomierne i rytmiczne. Mieszać należy przy pomocy narzędzia tępego, nie krającego już dalej skrzepu. Można jednak mieszać lirą, harfą, a także rozcinaczem amer. Osuszanie masy serowej kończymy, gdy kawałki sernika są dostatecznie, a odpowiednio dla danego gatunku sera, suche. Mniejszego wydzielenia serwatki wymagają sery miękkie i nietrwałe, znacznie większej suchości — sery twarde. Dla wyrobu większości serów twardych wystarczy osuszenie kawałków do tego stopnia, aby krajanka, ściśnięta w dłoni, nie zlepiała się, lecz dawała się rozetrzeć w osobne kawałki. Poszczególne kawałki masy serowej powinny być w całej swojej objętości jednakowo suche i nie powinny być otoczone twardą skórką zewnętrzną. Część serwatki można odczerpać z naczynia, w którem obrabiamy sernik, już podczas obróbki — zależy to również od rodzaju sera, jaki pragniemy uzyskać. Osiadanie sernika. Przy wyrobie niektórych gatunków sera masę serową, po rozdrobnieniu i osuszeniu, pozostawiamy w spokoju przez 5 do 20 minut. Ta przerwa służy dla dalszego samoistnego osuszania się kawałków wskutek kurczliwości. Dogrzewanie sernika. Przy niektórych odmianach serów, zwłaszcza twardych, stosujemy jeszcze t. zw. dogrzewanie masy serowej. Dogrzewanie stosuje się bądź dla dalszego osuszania skrzepu, bądź też dla dokonania selekcji bakteryj. Dogrzewanie nigdy nie przekracza 59 st. C. t. j. temperatury, w której zamiera życie prawie wszystkich bakteryj. Dogrzewanie przeprowadzamy zwykle przez dolanie wody lub serwatki, uprzednio odczerpanej, nagrzanej do pewnej temperatury (nigdy nie wyższej od stopnia, do którego mamy dogrzać). Dogrzewanie przeprowadzamy stopniowo i nie śpiesznie. Gdy temperatura skrzepu dojdzie do 45 st. C., masa serowa, która dotąd krzepła, naraz mięknie i zdradza tendencje do sklejania się. Temu sklejaniu się trzeba przeszkodzić przez ciągłe i intensywne mieszanie. Często dogrzany skrzep pozostawiamy przez jakiś czas w osiągniętej temperaturze, osuszając go dalej przez ciągłe mieszanie. Prasowanie i formowanie serów. Dostatecznie dosuszoną krajankę (stopień dosuszenia różnym jest dla różnych gatunków) wyczerpujemy z kotła i wlewamy do form, lub też pozwalamy jej opaść i złączyć się na dnie w bryłę, którą w całości wkładamy pod prasę. Formowanie nie zawsze następuje dopiero po dopełnieniu wszystkich tu opisanych faz osuszania. Niekiedy, np. przy wyrobie serów miękkich, do formowania przystępujemy już zaraz po ścięciu się skrzepu, bez żadnej obróbki. W innych wypadkach obróbka jest bardzo skomplikowana i regulują ją specjalne przepisy. Formowanie bez prasowania, stosowane do większości serów miękkich, przeprowadzamy przy pomocy rozmaitych form, dla których typem może być walec bez dna i pokrywy, używany do formowania serów Camembert. Do takiego walca, ustawionego na siatce, przepuszczającej serwatkę, wlewamy masę serową i przykrywamy pokrywką, przylegającą do sernika, a poruszającą się swobodnie wewnątrz walca. Gdy sernik w walcu, pod wpływem odciekania serwatki, osiądzie, wyjmujemy pokrywkę i dopełniamy ponownie masą serową, przykrywając ją znowu pokrywką. Formowanie pod prasą odbywa się przy większości serów twardych. Sery prasuje się pojedynczo, lub po kilka, ułożone obok siebie, lub na sobie. Boki serów spina się zwykle klamrami, zabezpieczającemi rozlanie się masy serowej. Jako prasy w serowniach prymitywnych, lub w gospodarstwie domowem, używa się deski, obciążonej kamieniami — w serowniach fachowych stosuje się różne gatunki pras patentowanych. Zarówno formowanie, jak prasowanie powinno się odbywać w temperaturze około 18° C. Stopień prasowania, czas, obciążenie, czas odciekania w formach i t. d. zależą od gatunku sera i od doświadczenia serowara — trudno ustalić tu jakieś ogólne reguły. Solenie serów. Sery odcieknięte i sformowane solimy, celem zapewnienia im trwałości i lepszego smaku. Solenie odbywa się jednorazowo, lub kilkakrotnie. Soli się przeważnie dwoma sposobami: przez nacieranie i okładanie sera suchą, drobnoziarnistą, czystą solą, i przez zanurzanie sera w roztworze solnym. Przy soleniu przez nacieranie, lub okładanie, należy zważać, aby sól dokładnie wsiąkała w ser, i solenie powtarzać dopiero po zupełnej absorbacji przez ser pierwszej warstwy. Czas i ilość nacierań i okładań jest bardzo różna i zależy od gatunku sera. Solenie w roztworze jest tańsze i wygodniejsze. Przeprowadza go się przez zanurzanie na pewien czas serów w 22—24% roztworze soli. Czas solenia w roztworze jest stosunkowo krótszy od solenia na sucho. Temperatura roztworu powinna wynosić około 10° C. (Również przy soleniu na sucho należy solić w temperaturze nie niższej, niż 10° C.) Sery w solance pływają, wystając ponad powierzchnię. Celem zapewnienia równomiernego nasolenia, należy je często odwracać. Dojrzewanie serów. W opisany powyżej sposób dochodzimy do uzyskania masy serowej, nadającej się do zamiany na sery poszczególnych gatunków i do sformowania tej masy w kształt, w jakim dany gatunek zwykle jest produkowany. Po ukończeniu opisanych czynności przychodzi dla sera najważniejszy okres, który ma nadać mu smak i zapach właściwy, a nadto powiększyć jego wartość spożywczą i strawność. Okres ten nazywamy dojrzewaniem. Dojrzewanie, jakkolwiek empirycznie dosyć dobrze znane, było doniedawna, — a i dziś jest jeszcze w części — otoczone tajemnicą. Najzdolniejsi serowarowie wiedzieli tylko, jak dany gatunek wypielęgnować, nie wiedzieli jednak dlaczego takie, a nie inne zmiany w serze powstają. Dopiero nowoczesna chemja i bakterjologja zrobiły wyłom w tajemnicy. Obecnie już wiemy, że dojrzewanie serów zawdzięczamy łącznemu działaniu chemicznemu — podpuszczki i bakteriologicznemu — laseczników, jakie się w mleku (a niekiedy w podpuszczce) znajdują. Działanie to zależy w wielkim stopniu od rodzaju laseczników, jakie się w serze sformowanym pozostały (stąd: selekcja laseczników, przez odpowiedni dobór temperatur przy obróbce sernika), a w części także od obfitości kwasu mlecznego, jaki się w wyrobionym już serze znajdzie (stąd: mniejsze, lub większe osuszanie krajanki serowej). Niektóre bakterje, współdziałające przy dojrzewaniu serów, są już znane, a nawet uczeni umieją wyhodować je sztucznie. Inne, sprawiające rozwój cech innych gatunków, nie są jeszcze całkowicie znane i mogą być tylko ochraniane „na ślepo", nie mogą zaś być powielane, ani dodawane do mleka, które ich nie posiada. Nauka o dojrzewaniu serów jest zbyt skomplikowana, aby ją można wyłożyć w małej, jak obecna, książeczce. Zresztą, minęłoby się to z celem, gdyż przeważnie przy domowym wyrobie serów, zabiegi i studja bakterjologiczne nie opłaciłyby się. Kogo to, niesłychanie zresztą ciekawe, zagadnienie interesuje, winien sięgnąć do dzieł specjalnych, które w końcu książki podajemy. Wszystko, co możemy zrobić dla uzyskania prawidłowego dojrzewania serów, a co w praktyce dokonywujemy od chwili sformowania i osolenia sera do chwili podania go na stół — nazywamy pielęgnowaniem serów. Pielęgnowanie polega, oczywiście, na stworzeniu takich warunków, w których pożądane przez nas drobnoustroje będą nadal żyły i rozwijały się, a niepożądane — działalności rozwinąć nie zdołają. Prawie każdy gatunek sera wymaga odrębnej pielęgnacji. Zasadnicze znaczenie przy takiej pielęgnacji może mieć: obfitość pary wodnej w powietrzu (wilgotność), temperatura, przewiew, czyli wentylacja pomieszczeń, światło słoneczne, lub brak światła, zabiegi mechaniczne około serów i utrwalanie serów. Wilgotność powietrza powinna być przedewszystkiem jednostajna. Powiększamy wilgotność pomieszczenia przez zlewanie podłogi wodą; zmniejszamy ją przez unikanie nawet drobnych ilości wody i przez wentylację. Można także osuszać pomieszczenie przez ustawienie w naczyniach niegaszonego wapna. Wilgotność mierzymy zapomocą psychrometru, i specjalnej dla tego aparatu tabeli. Psychrometr można nabyć w firmach optycznych, najlepszym jednak miernikiem wilgotności dla doświadczonego mleczarza będzie sam ser, którego wygląd i rozwój wskaże, czy wilgotność jest należyta, a także zachowanie się w pomieszczeniu suchej soli. Temperatura jest niezmiernie ważnym czynnikiem dojrzewania sera. Już samem stopniowaniem temperatury możemy osiągnąć wyniki bardzo znaczne. Zwykle dojrzewanie odbywa się w temperaturze 12—15°C. (są wyjątki!). Kiedy dojrzewanie dobiegnie pożądanego punktu — należy przenieść sery dla utrwalania, do pomieszczenia chłodniejszego (10—12°C). Niektóre sery można nawet zamrozić. Stopniowanie temperatury najłatwiej osiągniemy przy pomocy ogrzewania centralnego. Mierzymy temperaturę dokładnym i wypróbowanym termometrem pokojowym o skali Celsjusza. Wentylacji dokonywujemy przez otwarcie drzwi, okien, lub przy pomocy specjalnych wentylatorów. Nadmierna wentylacja, a zwłaszcza wentylacja raptowna, może być dla dojrzewania serów szkodliwa. Światło słoneczne, jako zabijające drobnoustroje, jest tylko niekiedy pożądanym czynnikiem przy dojrzewaniu serów. To też naogół chronimy dojrzewalnie od promieni słonecznych, umieszczając je w piwnicy, lub zasłaniając okna. Zabiegi mechaniczne, jakie stosujemy przy pielęgnowaniu serów — polegają przeważnie na zmywaniu, wcieraniu, odwracaniu, a niekiedy na dodatkowem soleniu serów. Czynności te mają na celu zapobieżenie rozprzestrzenieniu się na serze pewnych drobnoustroi, szkodliwych dla normalnego przebiegu procesu dojrzewania. Zmywanie stosujemy zwykle do serów twardych, usuwając w ten sposób pleśń, jaka niekiedy pokrywa skórkę. Zmywania dokonywamy przy pomocy zwilżonej ściereczki, lub miękiej szczoteczki i przez wycieranie do sucha. Wcieranie stosujemy przy serach maziowych. Przeprowadzamy go wprost palcami, zwilżonemi w wodzie, lub słabej solance, rozprowadzając maź po całej powierzchni sera: Odwracanie, przeprowadzane co jakiś czas, stosujemy, aby nadać serom równy kształt, oraz, aby sól, wilgoć i powietrze miały jednakowy dostęp do wszystkich części sera. Utrwalanie serów stosuje się tylko do serów twardych, nigdy zaś do serów miękkich. Sery, dla utrwalenia, zanurza się w płynnej parafinie. Parafina powinna być ogrzana do 140°C, a ser zanurzony w niej na 5 do 10 sekund, przy pomocy trzymadła, które można sporządzić samemu przez owinięcie drutu sznurkiem. Po wyjęciu, ser pozostaje na trzymadle, dopóki parafina nie skrzepnie, poczem powinien być przechowywany w pomieszczeniu suchem i odwracany co pewien czas. Sery twarogowe. Przejdźmy teraz do wyrobu serów twarogowych. Wyrób tych serów jest prostszy, niż wyrób serów podpuszczkowych, i ogranicza się do uzyskania z mleka czystej kazeiny, t. j. twarogu, a następnie do sformowania jej i ewentualnie pielęgnowania, podobnie jak to się robi z serami podpuszczkowemi. Otrzymywanie twarogu. Najprostszy, a zarazem najbardziej godny zalecenia sposób otrzymania twarogu — to naturalne skwaśnienie mleka, a następnie strącenie twarogu przez pokrajanie masy mlecznej — przez co serwatka wydzieli się, a twaróg osiądzie na dnie naczynia. Można także stosować dogrzewanie masy mlecznej (jednak nie wyżej 45°C), co nam da twaróg tem więcej jędrny, im wyżej dogrzewaliśmy mleko. Twaróg prawidłowy ma strukturę pastowatą sprawiającą, iż można go rozetrzeć na miazgę, wolną od gródek i zlepiającą się. Twaróg nieprawidłowy (głównie: zły gatunek mleka, nadmierne ogrzanie, niedowarzenie mleka) jest gruzełkowaty, mazisty, niezlepiający się. Oddzielenie twarogu od serwatki uzyskujemy przez odciśnięcie w chuście. Delikatne twarożki, przeznaczone do zjedzenia na świeżo, otrzymujemy tylko przez odcieknięcie, bez dogrzewania. Twaróg na ser twardy najprzód dogrzewamy potem odciskamy w rzadkich workach, a wreszcie wyciskamy pod prasą. Z twarogu formuje się sery podobne, jak z masy serowej podpuszczkowej, lub, częściej, ugniata się poprostu „gomółkę sera w ręku. Znanym jest także powszechnie w Polsce ser twarogowy, formowany w chuście, przez odcieknięcie, a następnie sprasowanie zawiązanej na serze chusty. Pielęgnowanie serów twarogowych albo nie odbywa się zupełnie, albo też odbywa się na zasadach podobnych, jak przy produkcji serów podpuszczkowych. Omówimy go, mówiąc o poszczególnych gatunkach serów twarogowych. ROZDZIAŁ III PRZEPISY Poszczególne gatunki serów. W poprzednim rozdziale poznaliśmy już podział serów na podpuszczkowe i twarogowe. Zależnie od zawartości tłuszczu mlecznego w serach, mówimy o serach śmietankowych, tłustych i chudych. Zależnie od zawartości serwatki w serze, dzielimy zkolei sery na miękkie i twarde. Stosownie do tego, z jakiego mleka przyrządzono sery, odróżniamy np. sery krowie i owcze. Pod względem techniki wyrobu, a przedewszystkiem pod względem pielęgnacji, sery podpuszczkowe miękkie dzielą się jeszcze na: sery spożywane na świeżo, sery spożywane na świeżo, lub gdy dojrzeją, i sery dojrzewające. Granice pomiędzy poszczególnemi rodzajami serów są nieraz trudne do uchwycenia. Przyjęto za sery miękkie uważać takie sery, które dojrzewają od wierzchu wgłąb; tą cechą odznaczają się sery, o zawartości więcej niż 50% wody. Sery, o zawartości mniej, niż 50% wody, dojrzewają zwykle w całej masie jednolicie, i noszą miano twardych. Za sery, którym przysługuje nazwa tłustych, przyjęto ogólnie uważać sery, zawierające przynajmniej 45% tłuszczu w masie suchej. Takie sery otrzymuje się z dobrego, niezbieranego mleka. Jeżeli % tłuszczu przewyższa 50, to mamy do czynienia z serami śmietankowemi, t. j. takiemi, do których wyrobu użyto mleka z domieszką śmietany. Jeżeli tłuszczu jest poniżej 45%, to mamy do czynienia z serami z mleka mniej, lub więcej zbieranego, albo nawet z odtłuszczonego (W tym ostatnim wypadku sery zawierają 10—15% tłuszczu). Nazwy serów, z jakiemi się spotykamy w handlu, nie zawsze odpowiadają istotnemu gatunkowi serów sprzedawanych. Początkowo nazwy pochodziły od miejscowości, w których dane gatunki wyrabiano; następnie utarte już nazwy poczęto używać dla serów, produkowanych na podobieństwo odmiany, pochodzącej z danej miejscowości; wreszcie zaczęto nazwy fałszować i nadawać je serom, nic wspólnego z dawnemi, szlachetnemi gatunkami nie mającym. Najczystsze nazwy zachowały się dotychczas we Francji, gdzie nawet prawo zabrania nazywania falsyfikatów, staremi, zaszczytnie znanemi nazwami. Poniżej podajemy opis poszczególnych gatunków serów, ze zwróceniem szczególnej uwagi na gatunki typowe. Przy tych gatunkach, które mogą być wyrabiane sposobem domowym, podany jest opis produkcji i pielęgnowania — przy innych — tylko cechy charakterystyczne danej odmiany. Co do wyrobu gatunków, nadających się do produkcji domowej, to przedewszystkiem należy oddać pierwszeństwo serom miękkim, a z pośród serów twardych — serowi litewskiemu. Inne: gatunki są trudniejsze do uzyskania i wymagają już do pewnego stopnia zasobnego gospodarstwa serowarskiego. 1. SERY PODPUSZCZKOWE A. Sery miękkie Sery spożywane na świeżo. Petit Suisse (Gervais) — ser o b. znacznej zawartości tłuszczu, (powyżej 80%); miękki, pastowaty, nie solony, o świeżym, ożeźwiającym zapachu; topliwy w ustach, łatwo smarujący się. Petit-suisse wyrabiany jest w formie małego walca 2 cm. średnicy i 6 cm. wysokości. Gervais bywa walcowaty o wysokości 5 cm., lub kwadratowy. Szczegóły wyrobu Petit-suisse są następujące. Na wyrób sera używa się mleka pełnego z dodatkiem 20% śmietany. Mleko należy dokładnie wymieszać, zaprawić podpuszczką przy 18° C (nie niżej 15° C). Krzepnięcie powinno trwać około 2.0 godzin. Skrzep, nadający się do użycia, powinien być jędrny i wydzielać pod naciskiem palca nieco klarownej serwatki. Taki skrzep, bez dalszej obróbki, osuszamy przez odciskanie w chuście (podobnie jak zwykły ser twarogowy). Gdy już dostatecznie ociekł, wybieramy z chusty i na niecce zagniatamy, dodając potrzebną ilość śmietanki, dopóki nie otrzymamy pożądanej masy, pastowatej, ale plastycznej. Tak przygotowaną masę pozostawiamy w spokoju przez godzinę, poczem formujemy ją w małe walce, lub w kwadraciki (ręcznie, lub przy pomocy foremki — pudełka bez dna). Ser Petit-suisse jest nietrwały. W temperaturze 15° zachowuje świeżość tylko przez 2—3 dni; zamrożony — dłużej. Petit carre v. demi - sel — o własnościach podobnych do petit-suisse, ale mniej tłusty, nieco kwaśniejszy i słabo solony. Forma petit-carre jest zwykle czworogranna, wysokości 1 — 2 cm., a 6 — 8 cm. szerokości. Petit carre wyrabia się zupełnie tak samo, jak petit-suisse. z tą tylko różnicą, że na wyrób używa się mleka pełnego bez dodatku śmietany, a okres krzepnięcia przedłuża się jeszcze więcej, w zimie nawet do 48 godzin. B. Sery spożywane na świeżo, lub gdy dojrzeją b) Neufchâtel — przy spożywaniu na świeżo podobny w smaku do petit-carre — Spożywany po dojrzeniu, ma smak nieco ostry, jednak słodkawy. Bywa wyrabiany w walcach o średnicy 5.5 cm. 6—7 cm. wysokości. Neufchâtel przeznaczony do dojrzewania, wyrabia się podobnie jak Petit suisse z tą różnicą, że zaprawianie podpuszczką i krzepnięcie prowadzi się w temperaturze 5 — 290 C w przeciągu 25 godzin. Po sformowaniu (w walce 5,5x7 cm.) sery Neufchâtel soli się raz miałką solą, poczem pozostawia do obeschnięcia na półkach przez 24 godziny. Po tem pierwiastkowem obeschnięciu wynosi się sery do chłodniejszej suszarni (12—20° C), gdzie pozostają rozłożone na świeżej, suchej słomie około 20 dni, będąc co jakiś czas odwracane. Z suszarni sery idą do piwnicy (10—12° C), gdzie pozostają przez 5—8 dni, dopóki nie pojawią się na nich ślady czerwonawej pleśni. W piwnicy sery należy również odwracać co parę dni. C. Sery dojrzewające Camembert — Zawartość tłuszczu 50,5%. Posiada delikatną, żółtą skórkę z zalewem czerwieni (rouge). W przekroju przedstawia jednolitą, kremową masę, bez dziurek i wzdęć, tak elastyczną, że pod naciskiem palca uwypukla się w całym przekroju, a nietylko wokoło skórki. Smak ma łagodny, rozpływający się w ustach, jednak o pewnej charakterystycznej ostrości. Oryginalne sery Camembert wyrabiane są w dwu postaciach: krążka o średnicy 10 cm i wysokości 3.5 cm (gros-Camembert waga ok. 300 gr.) i krążka o średnicy 8 cm. W wyso" koćci 2.5 cm. (demi-camembert waga ok. 150 gr.). Często opakowywany jest w drewniane pudełka odpowiedniego kształtu. Ser Camembert wyrabia się z mleka niezbieranego, lub też z mleka wieczorowego, zebranego rano i zmieszanego z udojem rannym niezbieranym. Mleko zabarwiamy farbą szafranową (0,3 gr. na 10 litrów) i zaprawiamy w 2 partjach, w odstępie 1 godziny w temperaturze 26—30° C, taką ilością podpuszczki, aby jędrny i zwięzły skrzep uzyskać po upływie 2 i 1/2 —3 i 1/2 godzin. Skrzep dostateczny poznajemy po tem, że pod naciskiem palca nie przylepia się, lecz formuje zagłębienie, które szybko nacieka klarowną serwatką. Kiedy skrzep jest dobry, przystępujemy do formowania serów w ciepłocie 18°. Najdogodniejszą formą będzie walec z blachy bielonej bez dna i wierzchu, o średnicy 10 cm. i takiej samej wysokości (r. 5). Taki walec napełniamy dopełna skrzepem, starając się go podczas czerpania nie rozdrabniać. Po napełnieniu, skrzep, dzięki własnej kurczliwości osiada, a po godzinie możemy walec dopełnić nowym skrzepem z drugiej partji mleka. Skoro sery nieco stężeją, nakładamy wewnątrz walca krążek blaszany, który powinien serek zlekka uciskać. Formy ustawia się na plecionce z drewnianych pręcików, (r. 4) która pozwala serwatce odciekać, a zarazem podtrzymuje masę serową od wyjścia z walca. Po upływie 20 godzin, formy odwracamy, wyjąwszy uprzednio krążek i położywszy go następnie z przeciwnej strony. Po upływie dalszych 12 godzin sery wyjmujemy z form i pozostawiamy przez 3 godziny, celem dokładniejszego jeszcze obeschnięcia. Po tym przeciągu czasu sery solimy, najlepiej w roztworze, gdzie powinny być zanurzone około 11/2 godziny. Posolone sery pozostawiamy nadal w ciepłej (18° C) izbie dla obeschnięcia, a po 12 godzinach wynosimy do suszarni. Suszarnia dla serów Camembert winna być przewiewna i posiadać ciepłotę od 12 — 15°. W suszarni sery powinny leżeć na plecionkach drewnianych, lub na słomie przez 15 do 20 dni. W tym czasie odwraca się sery tylko raz jeden, skoro pokryją się z wierzchu dostatecznie pleśnią, z początku białawą, następnie niebieskawo-zieloną a w końcu czerwonawą. Po 15—20 dniach sery przenosimy do piwnicy, o temperaturze nie wyższej, niż 10°C, i o wilgotności 90—95°. Sery dojrzewają w piwnicach od 10 do 20 dni, zależnie od pory roku. Za sery dojrzałe i zupełnie zdatne do jedzenia uważamy sery elastycznie miękkie, w większości pokryte czerwienią. Nie wszędzie jednak można wyhodować szlachetne sery Camembert — gdyż prawidłowe ich dojrzewanie zależy w znacznej części od bakteryj t. zw. penicillum album sidium camemberti, mykoderma casei i in., które nie wszędzie istnieją. Dlatego to, pragnąc produkować szlachetne sery camembert, należy stosować czyste kultury bakterjologiczne (do nabycia w instytutach bakteriologicznych), z któremi trzeba postępować ściśle według przepisów dołączonych. Serownia, raz zakażona bakterjami z czystych kultur, zwykle przez długi czas daje należyte, szlachetne sery. Brie — o podobnej zawartości tłuszczu, co Camembert cały zalany czerwienią w przekrojach złoto-żółty, tak samo elastyczny, jak Camembert lecz miększy soczysty, łagodny ale jeszcze wyraźniejszy w smaku, niż poprzedni. — Oryginalny Brie formowany jest w płaskie krążki, średnicy 28 do 40 cm., a wysokości 2,5 — 3,5 cm., wagi od 2—3 kg. Odmiana Coulommiers — różni się delikatniejszym smakiem i mniejszemi rozmiarami (15 cm. średnicy i 3 cm. wysokości). Caulommiers bywa także wyrabiany w odmianie śmietankowej, spożywanej na świeżo Coulommiers double creme). Wvrób sera Brie jest podobny do wyrobu sera Comembert. Różnice są następujące: do wyrobu sera brie używa się mleka odstałego przez 12 — 15 godzin. Zaprawianie odbywa się w temperaturze 28 — 32°C, formuje się skrzep w formy o średnicy 25—40 cm., a wysokości 12 cm., w których skrzep, jednorazowo nalany, osiada przez 24 godziny, poczem zostaje odwrócony i znowu osiada, wydzielając jeszcze serwatkę. Osiadanie powinno się odbywać na matach z deseczek (jak Camembert). Po 48 godz. odciekania w temperaturze 18°, możemy sery posolić, najlepiej przez, zanurzenie w roztworze na 1 — 1 ½ godziny. Po posoleniu sery Brie obsuszamy w ciepłej serowni przez dalsze 4 — 5 dni, odwracając dwa razy na dzień. Po 5-ciu dniach przenosimy sery do suszarni, (10 — 12 st. C i 85° wilgotności), gdzie pozostają około 20 dni będąc codziennie odwracane. Po upływie 20 dni zwiększamy wilgotność do 90° i zmieniamy podkładki pod serami. — W tych warunkach sery pozostają jeszcze 20 dni, aż nabiorą elastyczności i miękkości, a na powierzchni całe pokryją się czerwienią. Ser limburski — jest serem pół-tłustym (około 30% tłuszczu w suchej masie), o ostrym amonjakalnym zapachu i smaku, pokryty mazią żółtawego koloru, w przekroju jasno-żółty, miękki, jak masło, jednak nie rozpływający się. Formuje się sery limburskie w cegły, wagi około 1 kg., o wymiarach 15 x 15x8 cm. Odmianami serów limburskich są sery, cegiełkowe, Remoudou, Hagenberger Schlosskäse, Schwarzenberger i w. in. Z pośród tych odmian, szczególnie znaną jest u nas odmiana serów cegiełkowych, wyrabianych przeważnie zmleka odtłuszczonego — sery te różnią się znacznie w wyglądzie i wartości od sera limburskiego. Smak ich jest mniej intensywnie ostry i mniej delikatny. Zbliżonemi do serów limburskich są: Livarot, Lisieux, St. Hubert, Pont-l'evêgue Gerome, ser monasterski. Mont-d'Or i t. d, Wszystkie te odmiany są chude, lub umiarkowanie tłuste, odznaczają się mniej, lub więcej amonjakalnym smakiem i zapachem i pokryte są żółtawą mazią. Ser limburski oryginalny wyrabia się, jak następuje: mleko zbierane, lub pełne zaprawiamy podpuszczką w temperaturze 30 — 34° C. Krzepnienie powinno trwać 1—1 1/2 godziny, poczem gotowy jędrny (próba, jak przy Camembert) skrzep rozdrabniamy na kawałki wielkości pięści i natychmiast wlewamy do form. Formą jest tutaj drewniana skrzynka (15x15X30 cm.), dziurkowana pod spodem i po bokach (r. 6). Skoro ser stężeje, obracamy go tak, iż forma go nakrywa zwierzchu. Ser wyjmujemy z formy po 24 godzinach i ustawiamy na półkach, wyściełanych równą słomą. Sery należy codziennie odwracać (ustawiając coraz to na innym boku), zmieniając za każdym razem słomę. Po 8-miu dniach sery solimy przez nacieranie, lub nakładanie warstwy soli, solenie bywa powtarzane kilkakrotnie. Po posoleniu układa się sery na sobie w kilku warstwach, naprzeciąg paru dni. Potem ustawia się je ponownie na półkach, codzień odwracając i zmieniając położenie. Po dalszych 7-miu dniach sery idą do skrzyń, w których układa się je kilku warstwami, jeden na drugim, zwilżywszy je uprzednio wodą. W skrzyniach pozostają około 70 dni, będąc co jakiś czas wyjmowane i przekładane. Sery dojrzałe mają miąższ równy, jednostajny, podobny do masła. Sery cegiełkowe lub kwadratowe produkujemy, podobnie jak limburskie, z tem, że używamy mleka odtłuszczonego, zaprawiamy przy 29— 31° C., a podpuszczki dajemy tyle, aby ścięcie skrzepu uzyskać po 36 minutach. Skrzep, rozwałkowany kilkakrotnie, odwracamy. Formowanie w foremkach mniejszych, np. 10x10x5 cm. Dojrzewanie podobne, jak serów limburskich tłustych, z tem, że po posoleniu utrzymujemy temperaturę od 13 do 16 stop. C., a zamiast układać w skrzyni, wcieramy codziennie tworzącą się na powierzchni sera maż, przy pomocy wielkiego palca, nieco zwilżonego solanką. Dojrzewanie trwa krócej niż serów limburskich i po upływie 7 tygodni jest już zwykle zakończone. Roquefort oryginalny jest serem owczym, poprzerastanym wewnątrz specjalnym gatunkiem pleśni niebieskawej. Dobry, a dojrzały Roquefort ma delikatną skórkę o barwie delikatnie-pomarańczowej, miąższ jednolity, biały, poprzerastany delikatnemi nićmi niebieskawej pleśni, jakby marmurkowaty. Zapach ma przyjemny, nieco ostry, smak nieco pikantny, masłowy, ale bez śladów goryczki. Starsze sery nabierają barwy żółtej i mocnego, ostrego zapachu i smaku. Zwykle formują Roquefort w kręgi 18 cm. średnicy i 8 cm. wysokości. Waga takiego kręgu wynosi w przybliżeniu 2 klg. Sery wyborowe posiadają znak fabryczny koloru czarnego, lub zielonego — sery 1-ego gatunku mają znak czerwony. Naśladownictwem Roquefort jest ser krowi fromage bleu. Ser ten, dobrze zrobiony, może być zupełnie podobny do Roquefort, choć nie będzie posiadał tak wykwintnego i delikatnego smaku. Podobnemi do sera Roquefort są sery: Gorgonzola i Stilton. Gorgonzola jest to ser o postaci walca 30x20 cm., wagi 12 klg., o treści jasno-żółtej, marmurkowatej, o smaku ostrzejszym i pikantniejszym, niż Roquefort. Stilton, ser bardzo tłusty, kruchy, ale delikatny i miękki, o postaci walca 15 cm. średnicy i 30 cm. wysokości, jest produkowany w Anglji i uchodzi tam za przysmak. Często Stilton, przed użyciem, przepajają ciężkiemi winami, jak xeres i madera. Z pośród gatunków, zbliżonych do Roquefort'u, najłatwiej w naszych gospodarstwach domowych otrzymać fromage bleu. Celem uzyskania go, zaprawiamy mleko w temp. 30 stop. tak, aby kurczenie się trwało 50 minut. Skrzep będzie jędrny, prawie twardy. Należy go krajać na kawałki wielkości orzecha tureckiego, stosując krótkie przerwy, następnie odczerpać serwatkę i formować po lekkiem przetarciu masy serowej. Formuje się do form cynowanych, o średnicy 20 cm., a wysokości 10 cm., nakładając masę serową w trzech warstwach. Po ułożeniu każdej warstwy przysypujemy ją specjalnym proszkiem, zawierającym zarodniki penicillium glaucum, bakteryj, właściwych dla Roquefortu. Ilość proszku jest nikła i wynosić powinna około 1 gr. na 10 klg. sera. Proszek można sprowadzać z Roquefort (Francja, dep. Aveyron)— lub przyrządzić samemu z chleba żytniego (t. zw. wiejskiego) o mocnej, niepopękanej skórze. Chleb taki pozostawiamy przez 2 miesiące w temperaturze ok. 12° stopni i w pomieszczeniu wilgotnem. Ten czas wystarczy, aby cały chleb przerósł zielonkawą pleśnią, poczem okrawamy skórkę, a ośrodek chleba suszymy (30° C.) i mielemy na proszek. Proszek taki zawiera obfitość zarodników pen glaucum. Sery odwraca się kilkakrotnie, pozostawiając w formach od 4 do 6 dni. Po odcieknięciu obniża się temperaturę do 12° iw tej temperaturze trzyma sery około 4 dni. Po tym czasie sery się soli miałką solą, nacierając codzień po 3 boki sera i używając ogółem około 10% soli (1 klg. na 10 klg. sera). Solenie stopniowe powinno trwać około 5 dni. Podczas solenia na serach tworzy się mazista powłoka, którą należy zbierać. Po nasoleniu sery należy przekłuć igłami, tworzącemi otwór o średnicy 3 mm. Jeden ser wymaga około 50 takich ukłuć, regularnie rozmieszczonych. Po nakłuciu sery wynosimy do piwnic o temperaturze około 10 stopni i znacznej wilgotności (ok. 95 stopni). Pielęgnowanie ogranicza się do oczyszczania z pleśni, która nie powinna utworzyć skorupy na serach. Dojrzewanie trwa około 5-ciu tygodni. Bryndze są to sery przeważnie owcze w postaci pasty, pozornie miękkie, ale w rzeczywistości dość suche, bo zawierające tylko 40 proc. wody. Znane są różne gatunki bryndzy, jak bryndza węgierska, huculska, tatrzańska. Naogół bryndza dostarczana jest na targ ubita w naczyniach drewnianych; posiada smak ostry, słony, a zapach silny. Najwięcej cenioną jest oryginalna bryndza węgierska, a zwłaszcza bryndza wyrobu wiosennego, t. zw. bryndza majowa. D. SERY TWARDE Ementaler t. zw. „ser szwajcarski" jest to ser twardy, ale elastyczny, o złoto-żółtej skórze, a jasno-żółtym miąższu, o charakterystycznych „dziurkach" dość znacznej wielkości, rozmieszczonych w całym serze, a o smaku słodkawo-ostrym, orzechowym, charakterystycznym dla tego gatunku. Sery ementalskie zwykle formowane są w wielkie kręgi o 60 do 100 cm. średnicy i o 10—15 cm. wysokości. Waga takiego kręgu dochodzi do 100 kg. Sery ementalskie należą do najsłynniejszych serów na świecie. Produkcja ich jest uwarunkowana dokonaniem szeregu zabiegów i może być dokonywana tylko w wielkich serowniach, mogących przerobić conajmniej 1000 klg. mleka odrazu, gdyż tyle m. w. potrzeba na utworzenie jednego kręgu Ementalera. Zbliżone do Ementalera, lecz mniej szlachetne są: Gruyére, t. zw. ser szwajcarski krajowy, Saanen, odznaczający się nieograniczoną prawie trwałością (bywał przechowywany do 100 lat), Spalen, Port-salut inaczej zwany ser Trapistów, i wiele innych. Do wyrobu sposobami domowemi nadaje się z serów typu ementalskiego tylko ser Port salut, znany u nas pod nazwą sera Trapistów. Wyrabiamy go z mleka pełnego, zaprawiając podpuszczką przy 33 — 35 stopni C. tak, aby mleko ścięło się w 35—40 minut. Skrzep odwracamy, a po upływie kilku minut krajemy go na kostkę, nieco mniejszą od ziarnka grochu polnego. Krajankę mieszamy dotąd, dopóki ziarna nie są tak suche, że ściśnięte w dłoni, łączą się lekko i dają się rozetrzeć. Wówczas przerywamy mieszanie i pozostawiamy zawartość kotła w spokoju na 30 — 40 minut. Po tej przerwie odczerpujemy nadmiar serwatki, dogrzewamy masę do 30 stopni przez 5 minut, poczem wlewamy masę do form. Formy mogą być różnej wielkości, ale przyjęte są 15 cm. średnicy i 20 cm. wysokości. Są sporządzane z blachy cynowej i dziurkowane. Skoro serwatka nieco odcieknie, obracamy sery pierwszy raz, poczem po upływie paru minut wyjmujemy ser z formy, zawijamy w kawałek rzadkiego płótna i ponownie wkładamy do formy. Na drugi dzień kilkakrotnie jeszcze odwracamy sery i zmieniamy chusty (przewijamy), wszystko w temp. 18 st. Trzeciego dnia wyjmujemy sery ostatecznie z formy i solimy, najlepiej w roztworze, gdzie powinny pozostać przez 36 godzin. Sery osolone i wytarte do sucha przenosimy do dojrzewalni, gdzie w temperaturze ok. 12° pozostają przez 6 — 8 tygodni. Podczas dojrzewania należy sery często obmywać i wycierać do sucha, aby uniknąć wytwarzania się pleśni na skórze. Parmezan. (Grana parmigiano) jest serem wybitnie twardym pół- tłustym (od 17 do 45% tłuszczu), przeznaczonym do tarcia. Ma miąższ żółtawy, jednolity bez oczek. Formowany jest zwykle w kręgi wysokie na 20 cm., o średnicy 35 do 60 cm , a wagi około 60 klg. Znane są w handlu dwa gatunki parmezanu— Grana z Lodi i Grana z Parmy — różniące się od siebie przeważnie zawartością tłuszczu (Grana z Lodi jest chudszy). Ser edamski (t. zw. ser holenderski) odznacza się łagodnością smaku, b. umiarkowaną ostrością, umiarkowaną ilością małych dziurek wielkości grochu, i świeżym, łagodnym zapachem. Zwykły kształt tego sera, to nieco wydłużona kula, wagi około 2 klg. Oryginalne, barwione są na czerwono i parafinowane dla utrwalenia. Podobnemi do sera edamskiego są: Ser Gouda, różniący się od poprzedniego przeważnie tylko kształtem (wyrabiany jest w kręgach średnicy 30 cm., a wysokości 14 cm. zaokrąglonych po brzegach). Ser litewski, bardziej od edamskiego ostry i wytwarzający „łzę" podobną, jak sery szwajcarskie, oraz wiele innych serów, jak: sery duńskie, herrgardsort, żuławskie i t. d. Zpośród tych serów najodpowiedniejszym do wyprodukowania w gospodarstwie domowem jest ser litewski. Wyrabia go się z mleka pełnego, zupełnie słodkiego. Zaprawianie odbywa się w temperaturze 33 — 35° taką ilością podpuszczki, aby krzepnienie trwało 30 minut. Skrzep krajemy, kilkakrotnie przerywając pracę, dopóki nie otrzymamy ziarna wielkości grochu. Ziarna powinny być lekko zlepne, ale dające się rozetrzeć. Z tą chwilą pozostawiamy krajankę w spokoju na 5 minut, odczerpujemy nadmiar serwatki, dogrzewamy przez 5 minut do 370 i znowu pozostawiamy w spokoju na 7 minut, aby masa osiadła na dnie. Tu przygniatamy ją zlekka od wierzchu, a następnie wyjmujemy i dajemy do form. Właściwa forma do sera litewskiego powinna być okrągła, jak na sery edamskie, ale można także formować w formach drewnianych kwadratowych. Po sformowaniu sery prasujemy pod ciśnieniem 20 klg. na 1 klg. sera, przez 4—6 godzin. Na drugi dzień po prasowaniu solimy sery, najlepiej w roztworze 22% przez 4 dni. Posolone sery wycieramy do sucha, poczem trzymamy przez kilka dni w umiarkowanie wilgotnem miejscu (80%), a następnie przenosimy do piwnicy wilgotniejszej (90 proc). Dojrzewanie odbywa się w temperaturze 12 — 15°. Pielęgnujemy początkowo przez codzienne obmywanie, wycieranie i odwracanie, a następnie przez wcieranie co 4 dni mazi. Dojrzewanie trwa około 10 tygodni. Ser tylżycki, jest serem o zapachu i smaku ostrym, pikantnym, o różnej dziurkowatości. Formowany jest zwykle w walec o średnicy 20 cm. i wysokości 10 cm. wagi 3 — 4 klg. Wyrób tego sera jest prosty. Zaprawianie odbywa się w temperaturze 34° przy użyciu mleka pełnego, a w temperaturze 30° przy użyciu mleka zbieranego; krzepnienie powinno trwać około 40 minut. Krajania dokonywamy aż do uzyskania ziarn wielkości fasoli, poczem stosujemy dogrzewanie do 46° Po dogrzaniu osuszamy dalej masę serową wciągu około 30 minut. Po takiem osuszeniu wyczerpujemy masę i formujemy w formach dziurkowanych. Po sformowaniu w kilka minut odwracamy, podkładamy kawałek płótna i znowu wkładamy do formy. Tak postępujemy kilkakrotnie W formie sery pozostają przez 20 godzin, poczem solimy je w roztworze, gdzie powinny pozostawać przez 3 dni. Posolone obmywamy wycieramy i ustawiamy w temperaturze 12 — 150 i takiej wilgotności, aby maż, tworząca się na serach, nie wysychała. Przez kilka pierwszych dni sery odwracamy codziennie, a gdy ukaże się czerwonkawa maź, wcieramy ją przy pomocy palca. Ser tylżycki dojrzewa około 6 miesięcy. Cheddar jest serem jednostajnie miękkim, bez oczek, daje się ugniatać w palcach, jak wosk, ale się nie przylepia. Również barwę ma wosku, smak i zapach łagodny. Cheddar, wyrabiany w wielkich ilościach w Anglji, St. Zjednoczonych i Kanadzie, formuje się zwykle w walec, 25 cm. wysoki a o 37 cm. średnicy. Taki ser waży około 35 klg. Produkcja Cheddaru wymaga stosowania czystych kultur bakteryj kwasu mlecznego. Znane są gatunki Cheddaru amerykańskiego, angielskiego i t. zw. sera Derby. Chester jest mało plastyczny, bez oczek, kruchy, barwy czerwonawo-woskowej — o smaku i zapachu raczej łagodnym, niż ostrym. Formowany jest w walec wagi około 25 klg. Chester jest bardzo ceniony w Anglji i w Holandji, gdzie wyrabiają udane falsyfikaty na wzór Chesteru oryginalnego. 2. SERY TWAROGOWE Sery twarogowe polskie, mimo, że znane naszym gospodyniom, niezawsze są wyrabiane tak, jak należy, w szczególności nie wszędzie należytą uwagę zwraca się na dokładny wyrób twarogu, (patrz rozdział II), który dla dobroci sera ma decydujące znaczenie. Ser polski. Z serów twarogowych najprostszym w wykonaniu, podstawowym poniekąd, jest tak zwany ser polski. — Jego dobroć zależy od dobrego przyrządzenia twarogu, to jest od nieprzegrzania go i utrzymania miary tłustości. Jeżeli za mało zostawimy na mleku śmietany, ser będzie po wyschnięciu twardy, jak kamień; zybyt tłusty za kruchy, skłonny do przerastania kleistą, żółtą masą w środku. Najlepiej robić go z mleka niezbieranego, które, gdy się wystoi przed zsiadnięciem, wymieszać dobrze, następnie zostawić w spokoju, a gdy się należycie zsiadło, ogrzać, pozostawiając mleko w tej temperaturze najwyżej do 7 godzin, poczem ostudzić je. Mleko wystudzone wylać do czystych podłużnych woreczków, albo w długie, rzadkie ściereczki do zawijania na krajanki; dać odcieknąć serwatce. — Wtedy włożyć sery w prasę pochyłą, stopniowo przykręcając ją coraz mocniej, dla wydzielenia się reszty serwatki, co trwa najmniej 12 godzin. Wyjąć z woreczka, posolić po wierzchu bardzo obficie, nacierając miałką solą, układać na dziurkowanych deseczkach i suszyć w przewiewnem miejscu, często obracając i soląc raz jeszcze. Nigdy nie należy solić twarogu na polski ser w środku, ani mieszać go po ogrzaniu, gdyż zrobi się kaszowaty, jakby zwarzony. Przechowywać sery polskie trzeba w paczkach drewnianych, przekładane słomą, i co jakiś czas obmywać ciepłą serwatką i znów obsuszać. Ser, wyciśnięty na krajanki, po obsuszeniu kraje się na cegiełki, wielkości pół kilowych paczek masła, i przechowuje również w słomie. Inaczej jeszcze postępują gospodynie z przygotowaniem twarogu— nieogrzewają bowiem mleka, ale doskonale zsiadłe wylewają ostrożnie na ogromne durszlaki i posypują solą, nie naruszając, żeby się mleko nie rozbiło. — Skoro serwatka wycieknie, dolewają kwaśnego mleka, solą, powtarzając tę czynność, dopóki durszlak nie napełni się twarogiem. Po kilku godzinach wykładają, nie krusząc, na deskę i dalej postępują, jak zwykle. Taki twaróg, nie skórczony działaniem ciepła, daje ser pożywniejszy i zdrowszy, niż zwyczajnie przyrządzony. Podobnie do zwykłego sera białego wyrabiają się: ser jogurtowy, z mleka zakażonego bakcylami bułgarskiemi, i kilka odmian sera z domieszkami, mającemi nadać mu pewien odrębny smak i zapach. Natomiast samodzielną odmianą są t. zw. Gomółki. Przyrządza się je w sposób następujący: Świeży, dobry twaróg utrzeć łyżką w donicy, dodać parę łyżek kwaśnej śmietany, oraz trochę soli i kminku. Wymieszać dobrze i z tego twarogu robić spore gomółki; ułożyć je na deseczce i obsuszyć na powietrzu. Po dwóch dniach posolić po wierzchu i znów obsuszać. Po tygodniu, gdy gomółki dobrze wyschną, ułożyć je w drewnianych faskach, przekładając każdą warstwę kawałkiem płótna, umoczonego w piwie. Po tygodniu wyjąć gomółki, oskrobać je i z powrotem ułożyć w faskę, przekładając świeżemi, zmoczonemi w piwie gałgankami. Chcąc, aby gomółki były ostrzejsze, trzeba dłużej gnoić je w fasce, zawsze co tydzień oskrobując. Dlatego nie należy robić ich zbyt małych; wkońcu obsuszyć na powietrzu. Rodzajem gomółek są kwargle, produkowane z mleka odtłuszczonego. Kwargle wyrabiane są głównie w Czechosłowacji. Na kwargle ogrzewamy skrzep twarogowy do 30°, krając go na kawałki wielkości fasoli. Ogrzaną i pokrajaną krajankę pozostawiamy w spokoju przez godzinę, poczem odczerpujemy serwatkę, a twaróg dajemy do rzadkiego worka. Worek układamy luźno na pochyłym blacie, aby serwatka, jaka się wydzieli, spływała. Po godzinie dajemy twaróg pod prasę i przyciskamy stopniowo coraz silniej. Pod prasą twaróg na kwargle pozostaje przez 2 godziny. Po wyjęciu z pod prasy twaróg rozcieramy na jednolitą zlepną miazgę, a wkońcu dodajemy soli (0,35 klg. na 10 kg. twarogu) i kminku. Z tak zaprawionego twarogu formujemy małe krążki i, ułożywszy na deskach, wynosimy do suszarni (20—25° C.). W suszarni kwargle pozostają dotąd, dopóki nie pożółkną i dopóki na powierzchni nie wystąpi kroplista wilgoć. Wtedy kwargle idą do dojrzewalni, o temperaturze 18 — 22° C. i znacznej wilgotności (90 — 95°). Można przeprowadzać dojrzewanie w pudełkach, lub skrzynkach, do których kwargle wsypujemy. Dojrzewanie trwa około 3 tygodni. Prawidłowo dojrzałe kwargle są żółte w przekroju, o wyglądzie słoniny, ostre w smaku. Zbliżone do kwargli są: Krajanki gnojone. Bardzo ostre, gnojone krajanki, datujące jeszcze z czasów rzymian, którzy zapomocą owijania ich w liście rośliny, obrazkowcem (Arum) zwanej, ostrość ich potęgowali, robi się z niesolonych krajanek sera polskiego. W drewnianem pudełku, wyłożonem liśćmi chrzanowemi, układa się poprzekrawane na mniejsze kawałki krajanki, owijając każdy kawałek w liść chrzanowy —nakryć zwierzchu warstwą liści i szczelnie zamknąć pudełko, pilnując, aby mucha do środka się nie dostała. Trzymać w miejscu niezbyt ciepłem, co tydzień zmieniając liście i oczyszczając zwierzchu bez skrobania. Skoro ser stanie się prawie przezroczysty, zdatny jest do użytku. Osobną odmianą sera, a raczej twarogu, jest ser z kwaśnej śmietany. W dwa litry młodej, gęstej śmietany wsypać do smaku soli i kminku, jeżeli kto lubi. Wymieszać, wlać do serwety, związać mocno nad samą śmietaną. Wykopać w czarnej, nie piaszczystej ziemi, na pół łokcia głęboki dołek, włożyć weń ser, nakryć go kawałkiem płótna, przyłożyć denkiem, przycisnąć kamieniem i zasypać dobrze ziemią, którą mocno udeptać wokoło. Po 24 godzinach ostrożnie wydobyć serek, oczyścić go z ziemi, rozwiązać i wyrzucić na talerz. Doskonały ten ser ma tylko tę wadę, że prędko się psuje. Pozatem z pośród serów twarogowych znane są jeszcze następujące: Gammelost — stary ser norweski wyrabiany w walcach o średnicy 25—30 cm. a wysokości 1 —15 cm., przerośnięty pleśnią podobnie jak Roquefort. Ser jest ostry, a udany posiada wyborny, swoisty smak. Schabziger — zwany inaczej serem zielonym, jest jednym z niewielu serów twarogowych, który znalazł sobie szerokie rynki zbytu i może być dosyć długo przechowywany. Schabziger jest formowany w małe stożki ścięte, wysokie na 10 cm., a o 7 cm. dolnej średnicy. Schabziger jest koloru zielonego, ostry, przeznaczony do tarcia. W skład Schabzigera wchodzi ususzony liść melilotus caemlea, rośliny, zasiewanej w Szwajcarji. Podobny do schabzigera jest polski serek zielony, który trzeba przygotować, jak następuje: utrzeć na tarce, albo puścić przez maszynkę kilo dobrego, polskiego sera i wsypać do glinianego garnka. Parę dni przedtem utłuc liścia chrzanowego, wycisnąć z niego sok przez płótno i zostawić, żeby się ustał. Wtenczas zlać wodę zwierzchu, a gęsty sok, osiadły na spodzie, rozdzielić na pół: — jedną połowę rozmieszać z litrem bardzo gęstej, świeżej śmietany, oblać nią złożony w garnku ser, wyrobić go doskonale rękami i doprowadzić do gęstości zwykłego twarogu. Do tej masy wsypać 5 dkg. utłuczonego i osianego przez gęste sito ziela fenum grecum, nakryć garnek i postawić na 12-ście godzin w średnio ciepłem miejscu. Nazajutrz, gdy ser zgęstnieje, rozrzedzić go znów litrem śmietany z drugą połową gąszczu chrzanowego, uważając, aby masa była gęstości zwykłego twarogu. Przez 6 dni trzymać ją w ciepłem miejscu, mieszając codzień dwa razy i dodając śmietany, zaprawionej chrzanowym sokiem, jeżeli ser okaże się za gęsty. Nakoniec włożyć go do worka, lekko wycisnąć, potem albo wysuszyć, nie wyjmując z worka, albo nakładać, mocno upychając w stożkowatej formy szklaneczki od piwa; po 12 godzinach wyjąć, ustawić na deseczce i powoli dosuszać, żeby nie popękały. Dobrze zrobione, trą się, jak Schabziger. Specjalną odmianą sera, raczej już „potrawą z sera" jest przyrządzany z polskiego sera twarogowego t. zw. ser smażony. Przyrządza go się, jak następuje: wziąć dobrego, tłustego twarogu, odciśniętego zupełnie z serwatki, przetrzeć go przez sito i postawić w garnku glinianym, szczelnie zakrytym, w ciepłem miejscu. Po jakimś czasie, gdy ser sfermentuje, dodać do niego na litr 2 łyżki młodego masła, trochę soli i, jeśli kto lubi, kminku. Dobrze wymieszać, postawić na ogniu i smażyć powoli, aż do zupełnego wysmażenia, mieszając bezustanku łyżką odedna, żeby się nie przypalił i do dna nie przywarł. Następnie wylać w foremkę, a po zesztywnieniu, wyrzucić z niej i zaraz używać. Jeżeli kto chce mieć ser ostrzejszy, musi dłużej gnoić twaróg. BIBLJOGRAFJA Dr. S. Serkowski — Mleko — Warszawa 1912. Dr. Orla-Jensen — Die Bakteriologie in die Milchwirtschaftc — Jena 1913. Dr. Lindet, — Le lait, la creme, le beurre, les fromages — Paris 1907. J. Licznerski — Serowarstwo — Rzeszów 1920. E. Marre, Le Roquefort, — Rodez 1906. A. Peter i T. Held. — Praktische Anleitung zur Fabrikation des Ementalerskases — Bern 1907. Dr. v. Kleuze — Handbuch d. Käsern Technik — Bremen 1884. Dr. V. Fleischmann — Lehrbuch der Milchwirstschaft — Leipzig 1907. A. Pourian— La Laiterie — Paris 1895. Dr. W. Kirchner — Handbuch d. Milchwirtschaft — Berlin 1917. Pisownia oryginalna. Dla potrzeb portalu wedlinydomowe.pl opracował Maxell



-
Kurs podstawowy 1/16 w Łazach, w dniach 04-06 marca 2016 r
Maxell odpowiedział(a) na Maxell temat w KURSY - aktualne
Serdecznie zapraszam Państwa do zapisów na Kurs Podstawowy Nr 1/16 w naszej filii SDM w Łazach, który zaplanowany jest w terminie od 04 do 06 marca 2016 r. Lista chętnych do uczestnictwa w Kursie Podstawowym: 1. Sławek Kacperski 2. Przemysław Żak 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. Oczywiście wykładowcami są Koledzy Bagno i Dziadek. Cena kursu: 490,00 zł od osoby. W cenę wliczone noclegi, pełne wyżywienie oraz materiały i surowce do produkcji. Pokoje nowoczesne, bardzo przestronne każdy z węzłem sanitarnym. Sala dydaktyczna przygotowana profesjonalnie i wyposażona w pełni na potrzeby kursu. Duża wędzarnia stacjonarna z wózkiem wędzarniczym koło pomieszczenia technologicznego, wewnątrz budynku. W pomieszczeniu wędzarni chłodnia. Między salą biesiadną, a salą dydaktyczną kuchnia, gdzie można robić kawę i herbatę. Obiekt zapewnia pełne wyżywienie słuchaczom kursów: - piątek - obiadokolacja, - sobota - śniadanie, obiad, kolacja, - niedziela - śniadanie (produkty wykonane przez kursantów) Więcej informacji na stronie SDM - www.szkoladomowegomasarstwa.pl. , zakładka: Oferta szkoleń. Tam także należy dokonać zapisu. ZAPRASZAMY -
[Rok 1882] Tradycyjna kuchnia w dworach i dworkach
Maxell odpowiedział(a) na Maxell temat w Przedwojenne receptury masarskie
Jasne. Może uda się nam dotrzeć nawet do przepisów, z okresu o jakim "mowa" w Twoim avatarze. Przyznam, iż cały czas szukam nowych materiałów, ale staje się to coraz bardziej trudnym zadaniem. Raz, jeśli chodzi o ich rzadkość wystepowania na wszelkiego rodzaju aukcjach, a dwa - zaporowe ceny. -
[Rok 1882] Tradycyjna kuchnia w dworach i dworkach
Maxell odpowiedział(a) na Maxell temat w Przedwojenne receptury masarskie
Jednym z zadań naszego portalu, jest zbieranie i zachowywanie dla przyszłych użytkowników wszystkich, starych przepisów i receptur dotyczących produkcji masarskiej. Moim zdaniem ten materiał się mieści w tych ramach, dlatego został dodany do działu Przedwojenne receptury masarskie. Piekarstwo dodałem jako bonus. -
Chętni do uczestnictwa w kursie serowarskim w pierwszej połowie 2016 r.
Maxell odpowiedział(a) na Maxell temat w KURSY - aktualne
Proszę, by tutaj zapisywali się wszyscy chętni do uczestnictwa w kursie serowarskim, który mógłby zostać zorganizowany w pierwszej połowie 2016 r. w SDM w Łazach. Proszę nie kopiować listy, a zapisywać się w odrębnych postach podając: - ilość osób chętnych do uczestnictwa w kursie, - ewentualny termin (miesiąc), który by Was zadowalał. Lista osób chętnych do uczestnictwa w kursie serowarstwa - pierwsze półrocze 2016 r.: 1. Piksiak (termin dowolny) 2. Andym (termin dowolny) 3. 4. 5. 6. Minimalna liczba osób - 22. -
Chętni do uczestnictwa w kursie serowarskim w pierwszej połowie 2016 r.
Maxell odpowiedział(a) na Maxell temat w KURSY - aktualne
Proszę, by tutaj zapisywali się wszyscy chętni do uczestnictwa w kursie serowarskim, który mógłby zostać zorganizowany w pierwszej połowie 2016 r. w SDM w Łazach. Proszę nie kopiować listy, a zapisywać się w odrębnych postach podając: - ilość osób chętnych do uczestnictwa w kursie, - ewentualny termin (miesiąc), który by Was zadowalał. Lista osób chętnych do uczestnictwa w kursie serowarstwa - pierwsze półrocze 2016 r.: 1. Piksiak (termin dowolny) 2. 3. 4. 5. 6. Minimalna liczba osób - 22. -
Chętni do uczestnictwa w kursie serowarskim w pierwszej połowie 2016 r.
Maxell opublikował(a) temat w KURSY - aktualne
Proszę, by tutaj zapisywali się wszyscy chętni do uczestnictwa w kursie serowarskim, który mógłby zostać zorganizowany w pierwszej połowie 2016 r. w SDM w Łazach. Proszę nie kopiować listy, a zapisywać się w odrębnych postach podając: - ilość osób chętnych do uczestnictwa w kursie, - ewentualny termin (miesiąc), który by Was zadowalał. Lista osób chętnych do uczestnictwa w kursie serowarstwa - pierwsze półrocze 2016 r.: 1. 2. 3. 4. 5. 6. Minimalna liczba osób - 22. -
Kursy planowane na pierwsze półrocze 2016 r.
Maxell odpowiedział(a) na Maxell temat w KURSY - aktualne
To chyba wyjaśnia sprawę. W ubiegłym roku, mimo hucznych propozycji, mając zarezerwowany obiekt, musieliśmy zrezygnować z kilku kursów. Ba, z większości, gdyż słomiany zapał niestety wygasł. Dlatego też, zaraz założę nowy temat, gdzie wszyscy chętni będą mogli zadeklarować swą wolę uczestnictwa w kursie serowarskim. -
Taki właśnie był cel umieszczenia tutaj tych materiałów. Szczegółowe przepisy będą pochodziły już z norm branżowych.
-
Rozdział VIII TECHNOLOGIA WYROBU SERÓW TWAROGOWYCH DOJRZEWAJĄCYCH Do tej grupy serów zalicza się sery harceńskie, kwargle ołomunieckie, sery berlińskie goldleisten, sery mogunckie i sery kminkowe parzone. Sery te są wyrabiane z twarogu odtłuszczonego (kwasowego). Różnią się one między sobą głównie smakiem i wielkością. Serki harceńskie ołomunieckie i mogunckie mają kształt płaskich cylindrów wysokości około 1 cm, o średnicy 3—4 cm. Serki berlińskie mają kształt prostopadłościanów o wymiarach 10x5x2 cm lub 10x6x2,5 cm. Ciężar poszczególnych serków waha się w granicach 30—200 g. W procesie dojrzewania omawianych serków istotną rolę odgrywa Brevibacterium linens — tlenowiec, który, zależnie od rodzaju, wytwarza barwnik od żółtego do czerwonego. Brevibacterium linens należy do typu bakterii peptonizujących, powodujących rozkład białka z wydzieleniem amoniaku. Bakterie te na powierzchni serków wytwarzają czerwoną maź i nadają masie serowej pożądany zapach i smak. Właściwe rezultaty daje współżycie tych bakterii z paciorkowcami kwasu mlekowego i niektórymi ziarniakami z grupy Micrococcus. Z uwagi na nieduże różnice w procesie technologicznym wyrobu poszczególnych rodzajów serków twarogowych dojrzewających (maziowych) w niniejszym opracowaniu omówione zostaną najważniejsze z tej grupy — serki harceńskie, oraz mało znane sery kminkowe parzone. Nazwa sera harceńskiego pochodzi od gór Harcu, gdzie została zapoczątkowana jego produkcja. W Polsce sery harceńskie są najchętniej spożywane na terenie województw południowo-zachodnich, dlatego też i produkcja tych serów została zlokalizowana głównie na Śląsku. Sery kminkowe parzone zostały wprowadzone do produkcji w 1966 r. Z uwagi na nieco zbliżone cechy smakowe do serów harceńskich sery te znalazły chętnych nabywców na tych samych terenach. Do produkcji zarówno serów harceńskich, jak i serów kminkowych parzonych używa się twarogów przemysłowych i twarogów spożywczych chudych (kwasowych). Najlepsze efekty przy produkcji wymienionych serów uzyskuje się stosując równocześnie oba te rodzaje twarogów. Żądaną zawartość wody w surowcu wyjściowym do produkcji wymienionych serów uzyskuje się przez dodanie do twarogu przemysłowego odpowiedniej ilości twarogu spożywczego chudego. Nieprzerwaną produkcję serów harceńskich i kminkowych parzonych zapewnia się przez odpowiednie magazynowanie surowca (twarogów przemysłowych). W okresie letnim, przy szczycie dostaw mleka do zakładów mleczarskich, nie ma trudności z uzyskaniem odpowiedniej ilości twarogów, natomiast gorzej przedstawia się sytuacja w tej dziedzinie w okresie jesienno- -zimowym. W celu niedopuszczenia do ewentualnych przestojów w serowni z powodu braku surowca, twarogi przemysłowe wyprodukowane w okresie letnim można z powodzeniem magazynować przez ich silosowanie na okres zimowy. Do magazynowania twarogu służą odpowiedniej wielkości baseny (silosy) wyłożone od wewnątrz płytkami glazurowanymi. Pojemność tych basenów może wynosić od kilku do kilkunastu ton twarogu. Wskazana jest budowa raczej głębokich niż szerokich i płytkich basenów, przy czym około 2/3 ich wysokości powinno być zagłębione w ziemi. W części środkowej dna basenu umieszcza się odpowiednią kratkę ściekową zabezpieczającą dostateczny odpływ wyciekającej z twarogu serwatki. Kratka powinna być tak skonstruowana, aby nie ulegała zapychaniu masą twarogową. Twaróg przeznaczony do magazynowania należy dokładnie oczyścić z ewentualnych części zgliwiałych, a następnie dodać soli w takiej ilości, aby nasolenie twarogu w basenie wynosiło do około 6%. Po nasoleniu i dokładnym wymieszaniu twaróg należy zemleć w młynku, a następnie tak przygotowaną masę układać warstwami w basenie, silnie ubijając. Nasolenie warstw dolnych twarogu powinno być mniejsze, górnych zaś większe. Przy magazynowaniu twarogu zawierającego powyżej 65% wody dodatek soli powinien być odpowiednio większy. Na dno basenu wsypuje się 50—100 kg soli, przysypując nią kratkę ściekową do odprowadzania serwatki. Wskazane jest napełnianie całego basenu w jednym dniu. Jeżeli zakład nie dysponuje dostateczną ilością twarogu do napełnienia basenu, wówczas można go napełnić do połowy w ciągu kilku dni, natomiast od połowy w ciągu jednego dnia. Bezpośrednio po napełnieniu basenu twarogiem posypuje się powierzchnię twarogu cienką warstwą soli. Na drugi lub trzeci dzień po stwardnieniu górnej warstwy ponownie posypuje się twaróg nieco większą ilością soli. Następnie na powierzchni masy twarogowej kładzie się odpowiednie obciążenie, które swoim naciskiem prasuje ją, uniemożliwiając jednocześnie przedostawanie się powietrza w głąb. Dobrze zmagazynowany twaróg nie powinien wykazywać na powierzchni obecności serwatki. Po upływie 4—6 tygodni od zmagazynowania usuwa się obciążenie prasujące i zabezpieczające przed napowietrzeniem, po czym oczyszcza się powierzchnie twarogu. Następnie wprowadza się nowe porcje soli, ubijając ją w szczelinach między twarogiem a ścianką basenu. Tak zabezpieczony twaróg pozostawia się do zimy. Zmagazynowany w opisany sposób twaróg może być przechowywany przez kilka miesięcy, a nawet do jednego roku bez pogorszenia jakości. Zawartość wody w przechowywanym twarogu spada do czterdziestu kilku procent. W przypadku stwierdzenia obecności serwatki w górnej warstwie magazynowanego twarogu należy całą zawartość wyjąć z basenu, oczyścić kratkę odprowadzającą serwatkę i ponownie zmagazynować twaróg w uprzednio opisany sposób. W magazynowaniu twarogu istotną rolę odgrywają następujące czynności: odpowiednie nasolenie, sprasowanie i całkowite odprowadzenie wydzielającej się w czasie prasowania serwatki. 1. WYRÓB SERÓW HARCEŃSKICH Twaróg o kwasowości poniżej 200°SH i zawartości wody do 68% miele się w specjalnym młynku (wilku). Normalizację zawartości wody w surowcu przeprowadza się zazwyczaj przez zmieszanie twarogu przemysłowego z twarogiem spożywczym lub przez dodanie wody technologicznej do twarogu przemysłowego. Korzystniejsze wyniki uzyskuje się przy mieszaniu twarogów przemysłowych z twarogami spożywczymi, ponieważ zawarta w nich woda jest związana strukturalnie z ziarnem twarogowym i ogranicza powstawanie większych ubytków wilgoci w czasie dojrzewania gotowego produktu. W przypadku kierowania do produkcji twarogu magazynowanego należy go przedtem „namoczyć" w wodzie. Do produkcji serów harceńskich nie należy kierować twarogu mrożonego, gdyż powoduje to ujemne cechy jakościowe w gotowym produkcie. Po pierwszym przemieleniu do twarogu dodaje się: — sól w ilości do 3%, jeżeli do produkcji użyto świeżego, nie solonego twarogu, — do 1,5% mieszaniny dwuwęglanu sodu i węglanu wapnia (proporcja 1:1), — kminek w ilości do 0,10%. Dodatek mieszaniny dwuwęglanu sodu i węglanu wapnia ma głównie na celu obniżenie nadmiernej kwasowości twarogu z około 200°SH do 95—100°SH oraz przyspieszenie dojrzewania serów. Po wprowadzeniu wymienionych dodatków i dokładnym wymieszaniu twaróg poddaje się ponownie mieleniu aż do uzyskania jednolitej zwięzłej masy o konsystencji pasty. Po zmieleniu twarogu przystępuje się niezwłocznie do formowania serków. Formowanie odbywa się na specjalnej formierce, która nadaje serkom kształt krążków o średnicy około 5 cm i wysokości 2—3 cm. Ciężar poszczególnych serków kształtuje się w granicach 40—63 g. rysunek31 Uformowane serki są układane w dojrzewalni na specjalnych drewnianych matach rozmieszczonych rzędami. Temperatura w dojrzewalni powinna wahać się w granicach 18—22°C, a wilgotność względna powinna wynosić nie mniej niż 90%. rysunek32 W okresie pierwszych 2—3 dni następuje obsuszanie serków, które uzyskują w całej masie konsystencję zwięzłą i plastyczną. Natomiast zewnętrzna warstwa serków gliwieje i tworzy się na nich skórka. Szczególną uwagę należy zwracać na przebieg suszenia, aby nie odbywało się ono za szybko lub za wolno. Serki nie powinny obsychać zbyt szybko, gdyż za wcześnie wytwarzająca się skórka uniemożliwia równomierne obsychanie całej masy serków i w związku z tym skórka łatwo marszczy się i pęka. Natomiast powolne suszenie w zbyt niskiej temperaturze powoduje nadmierne przyspieszenie procesu ich dojrzewania, wskutek czego stają się one miękkie, zatracają kształt, rozpływają się. Serki za długo obsuszane w normalnej temperaturze stają się twarde i niewłaściwie dojrzewają. Co pewien czas przestawia się maty z serkami z najwyższego położenia na najniższe i odwrotnie. Serki obsuszone pokrywają się cienką skórką. Właściwy stopień obsuszenia i zwięzłości serków bada się przez lekkie naciśnięcie palcem. Serek dostatecznie obeschnięty nie powinien poddawać się temu naciskowi, na jego powierzchni nie może pozostać ślad ucisku. Czas obsuszania serków zależy głównie od wilgotności twarogu użytego do ich produkcji oraz od wilgotności i temperatury powietrza w dojrzewalni. Po utworzeniu się skórki powierzchnię serków lekko naciera się roztworem solanki z dodatkiem czystych kultur Brevibacterium linens i ewentualnie farby serowarskiej (sposób sporządzania solanki jest następujący: do 4,5 litra wody technologicznej dodaje się 250 g soli, 500 ml czystej kultury Brevibacterium linens i ewentualnie 50 ml farby serowarskiej). Po obsuszeniu serki są układane w drewnianych skrzynkach wyłożonych pergaminem i w tym opakowaniu przenoszone do innego pomieszczenia o niższej temperaturze (10—15°C) i wilgotności 80—85%, gdzie odbywa się dalsze ich dojrzewanie. W czasie dojrzewania serków skrzynki przestawia się 2—3 razy w ciągu tygodnia z dołu na górę i odwrotnie. Ma to na celu zapewnienie serkom jednakowej temperatury i wilgotności. Serki, na których pokazała się pleśń, należy przemywać solanką. W procesie dojrzewania serków harceńskich bardzo ważną rolę odgrywają czyste kultury Brevibacterium linens, które szybko rozwijają się na ich powierzchni. Maź wytwarzająca się na powierzchni serków nadaje gotowemu produktowi charakterystyczny kolor, smak i zapach. Po kilkudniowym dojrzewaniu serki są wyjmowane ze skrzynek, zawijane w tomofan w porcjach po około 0,25 kg i ponownie układane w tych samych skrzynkach jako serki dojrzałe nadające się do obrotu handlowego. Serki harceńskie po upływie 7—10 dni od daty wyrobu nadają się do sprzedaży. Dojrzałe serki nie mogą być dłużej przechowywane; powinny być natychmiast kierowane do dystrybucji. Przed wysyłką do sprzedaży umieszcza się je w pomieszczeniu o temperaturze poniżej 10°C w celu wychłodzenia. Zgodnie z obowiązującą normą przedmiotową gotowe serki powinny spełniać następujące wymagania jakościowe: tabela.str.184,185 2. WYRÓB SERÓW KMINKOWYCH PARZONYCH Do produkcji sera kminkowego parzonego, podobnie jak sera harceńskiego, może być używany zarówno twaróg przemysłowy świeży i magazynowany, jak i twaróg spożywczy chudy (kwasowy). Ponadto, w odróżnieniu od serów harceńskich, można również wykorzystać do tego celu twaróg mrożony. Twaróg przeznaczony do produkcji sera kminkowego parzonego powinien wykazywać niższą zawartość wody niż przy wyrobie serków harceńskich. Twaróg ten miele się, po czym wprowadza się do niego niezbędne dodatki: — sól w ilości do 2,6%, jeżeli twaróg nie był solony, — kwaśny węglan sodu w ilości do 2,8%, — kminek w ilości do 0,5%. Po dokładnym wymieszaniu z dodatkami twaróg przepuszcza się ponownie przez młynek kilka razy aż do uzyskania jednolitej masy o konsystencji pasty. Masę tę poddaje się następnie parzeniu przez zraszanie jej wrzącą wodą, przy jednoczesnym intensywnym mieszaniu. Zużycie wrzącej wody powinno wynosić 10—15% w stosunku do przygotowanej masy. Jednorazowo należy parzyć małe partie masy twarogowej — w granicach 50—100 kg. Dodatek wrzącej wody powinien być tak obliczony, aby w gotowym produkcie zawartość wody wahała się w granicach 66—68%. W okresie letnim, w celu zyskania trwalszego produktu, zawartość wody należy utrzymać na poziomie dolnej granicy, zaś w okresie zimowym — na poziomie górnej. W czasie przygotowywania twarogu do parzenia należy mieć na uwadze następującą zasadę: im więcej dodaje się wrzącej wody (przy suchych twarogach), tym mniejszy powinien być dodatek kwaśnego węglanu sodu. Jeżeli twarogi wykazują zwiększoną zawartość wody, wówczas ogranicza się ilość dodawanej wody, natomiast zwiększa się dodatek kwaśnego węglanu sodu. Po zakończeniu parzenia i wymieszaniu masę serową kieruje się natychmiast do formierki, która nadaje serom kształt walca o średnicy około 5 cm i długości około 29 cm. rysunek33 Bezpośrednio po uformowaniu sery pakuje się do drewnianych skrzynek wyłożonych pergaminem w proporcjach po około 2,5 kg netto. rysunek3 Zapakowane w ten sposób sery przetrzymuje się w nie zamkniętych skrzyniach w pomieszczeniu o temperaturze około 15°C i wilgotności względnej powietrza 80—85% przez około 24 godziny. Następnie w celu dalszego dojrzewania przenosi się je do pomieszczenia o niższej temperaturze (w granicach 2—4°C). Po upływie 2—3 dni dojrzewania sery nadają się do obrotu handlowego. W razie konieczności można je przechowywać do 10 dni w niskich temperaturach. Zgodnie z wymaganiami normy przedmiotowej dojrzały ser powinien spełniać następujące wymagania: tabela.str.189 Rozdział IX HIGIENA PRODUKCJI SERÓW Przestrzeganie higieny produkcji w zakładach serowarskich jest warunkiem zarówno właściwego przebiegu procesu produkcyjnego, jak i uzyskania produktu wymaganej jakości. Jest to tym bardziej istotne, że zarówno surowiec (mleko), jak i półprodukty otrzymywane w toku procesu produkcyjnego oraz gotowe produkty stanowią doskonałą pożywkę dla bakterii. Zwalczanie zakażeń w serowni polega przede wszystkim na utrzymaniu w należytej czystości pomieszczeń produkcyjnych oraz wszelkich maszyn, urządzeń i sprzętu serowarskiego, a także na używaniu do produkcji materiałów pomocniczych i opakowań właściwej jakości. Ważną również rolę odgrywa higiena osobista pracowników zatrudnionych przy produkcji Do środków myjących i dezynfekujących najczęściej stosowanych w zakładach serowarskich należą: tabela.str.190,191 Wymienione środki chemiczne należy przechowywać w oddzielnym pomieszczeniu, które powinno być suche, chłodne i przewiewne. Środki te należy zabezpieczyć przed bezpośrednim działaniem promieni słonecznych. Naczynia z wapnem chlorowanym i sodą żrącą powinny być szczelne, a po każdym pobraniu z nich części zawartości należy je dokładnie zamykać. Balony ze stężonymi roztworami wapna chlorowanego, podchlorynu sodu i sody żrącej muszą być szczelnie zamykane i przechowywane w ciemnym pomieszczeniu. Wapna chlorowanego nie można przechowywać w jednym pomieszczeniu ze środkami alkalicznymi. Stężony roztwór sody żrącej lepiej jest przechowywać w naczyniu ługoodpornym, ponieważ przechowywanie go przez kilka miesięcy w balonach szklanych powoduje rozpuszczenie powierzchni szkła. Przyrządzanie roztworów roboczych do mycia i dezynfekcji odbywa się zgodnie z obowiązującymi w tym zakresie instrukcjami. 1. UTRZYMANIE CZYSTOŚCI W POMIESZCZENIACH PRODUKCYJNYCH Pomieszczenia produkcyjne należy codziennie po zakończeniu pracy bardzo starannie sprzątać. Podłogi i ściany wyłożone kafelkami — po spłukaniu letnią wodą resztek mleka, serwatki bądź ziarna serowego — szoruje się za pomocą szczotki gorącym roztworem środka myjącego, a następnie odkaża przez polewanie roztworem wapna chlorowanego o zawartości 200 mg chloru w 1 litrze roztworu. Ściany nie wyłożone kafelkami i sufity bieli się wapnem co pewien okres. Kratki ściekowe oczyszcza się codziennie, spłukuje wodą, a następnie odkaża przez wlanie do otworu ściekowego 10—15 litrów wapna chlorowanego. W przypadku pojawienia się na ścianach oraz na regałach lub półkach pleśni, zeskrobuje się ją i dezynfekuje miejsca zapleśniałe przez opryskiwanie ich 3-proc. roztworem siarczanu miedzi, a po wyschnięciu bieli się roztworem świeżo lasowanego wapna. Można też odkażać 5-proc. roztworem formaliny, rozpylając go za pomocą rozpylaczy stosowanych w sadownictwie, oczywiście po uprzednim usunięciu produktów mleczarskich. Do przeprowadzenia dezynfekcji w pomieszczeniu o kubaturze 100 m3 należy użyć około 3 litrów formaliny. Zapach formaliny ulatnia się po 24 godzinach. W serowniach produkujących sery maziowe po zakończeniu dezynfekcji należy rozpylić czyste kultury Brevibacterium linens. W pomieszczeniach produkcyjnych dla ochrony przed muchami umieszcza się gęste siatki w otworach okiennych. Gryzonie zwalcza się przez stosowanie dopuszczalnych trutek. 2. OGÓLNE ZASADY MYCIA I DEZYNFEKCJI APARATURY I SPRZĘTU POMOCNICZEGO W SEROWNI Do mycia i dezynfekcji aparatury oraz sprzętu pomocniczego służą roztwory robocze przyrządzane bezpośrednio przed użyciem. W celu zapobieżenia wypadaniu osadu z roztworów należy do ich przyrządzania używać wody miękkiej, np. kondensatu. Wymagania dotyczące stężenia i temperatury roztworów muszą być ściśle przestrzegane, w przeciwnym razie powierzchnie metalowe naczyń ulegają korozji. Wszystkie zbiorniki i naczynia myje się natychmiast po ich opróżnieniu, a aparaturę po zakończeniu pracy. Resztki mleka i serwatki spłukuje się strumieniem czystej, chłodnej lub letniej wody (o temperaturze nie wyższej niż 35°C). Po zakończeniu pracy każdego aparatu należy natychmiast lekko rozluźnić złącza przewodów, a cały obieg płukać czystą wodą tak długo, aż popłuczyny będą klarowne. Następnie myje się dokładnie aparaturę roztworem czyszczącym (myjącym), a resztki roztworu myjącego spłukuje się czystą wodą. 3. MYCIE I ODKAŻANIE SPRZĘTU DREWNIANEGO, REGAŁÓW I PÓŁEK SEROWARSKICH Drewniany sprzęt, regały i półki spłukuje się wodą o temperaturze nie wyższej niż 35 °C. Następnie szoruje się je za pomocą twardej szczotki 0,5-proc. roztworem sody krystalicznej lub 0,3-proc. roztworem sody kalcynowanej, lub 0,1-proc. roztworem sody żrącej o temperaturze 40°C. Po dokładnym wymyciu spłukuje się sprzęt kilkakrotnie gorącą wodą o temperaturze nie wyższej niż 55°C. Następnie przystępuje się do odkażania sprzętu przez szorowanie roztworem wapna chlorowanego o temperaturze 40°C, zawierającym 200—300 mg czynnego chloru w 1 litrze roztworu. Można też używać do tego celu roztworu świeżo przyrządzonego mleka wapiennego. Po upływie 5 minut, a w przypadku zastosowania mleka wapiennego po upływie 30 minut, spłukuje się sprzęt czystą gorącą wodą aż do całkowitego usunięcia wapna. Wypłukane przedmioty wyparza się gorącą wodą, po czym suszy się w miejscu przewiewnym i zabezpieczonym przed kurzem. Regały i półki serowarskie można po umyciu odkażać przez zwilżenie na przeciąg 5 minut 1-proc. roztworem formaliny. Po odkażeniu należy je dokładnie spłukać czystą wodą i wysuszyć. 4. PRANIE I ODKAŻANIE CHUST SEROWARSKICH Chusty serowarskie po każdorazowym użyciu najpierw płucze się w zimnej wodzie, a następnie pierze w 0,5-proc. roztworze sody krystalicznej lub 0,3-proc. roztworze sody kalcynowanej, po czym ponownie przepłukuje w chłodnej wodzie. Dokładnie uprane chusty odkaża się przez gotowanie w wodzie z dodatkiem roztworu wapna gaszonego przez co najmniej 10 minut. Następnie chusty te wyparza się parą lub wkłada się na 15—20 minut do roztworu wapnia chlorowanego o zawartości 200 mg chloru w 1 litrze i znów płucze się w czystej wodzie. Wyprane i odpowiednio odkażone chusty suszy się w miejscu zabezpieczonym przed kurzem lub w specjalnych suszarkach. Wysuszone chusty przechowuje się w suchym i czystym miejscu. 5. HIGIENA OSOBISTA PRACOWNIKÓW ZATRUDNIONYCH PRZY PRODUKCJI SERÓW Każdy pracownik zatrudniony przy produkcji serów powinien posiadać aktualne świadectwo zdrowia. Osoby dotknięte chorobami zakaźnymi lub stykające się z osobami zakaźnie chorymi nie mogą być zatrudnione w zakładach serowarskich. Pracownicy zatrudnieni w serowni powinni zachowywać wzorową czystość osobistą, a zwłaszcza mieć zawsze czyste ręce, z krótko obciętymi paznokciami. Za każdym razem przed przystąpieniem do pracy ręce powinno się dokładnie umyć, a następnie wydezynfekować w wodzie chlorowanej i spłukać. Włosy pracowników powinny być całkowicie osłonięte płóciennymi czapkami lub chusteczkami. Ponadto każdy pracownik powinien być zaopatrzony w czyste ubranie i obuwie ochronne oraz w biały fartuch. Po zakończeniu pracy odzież ochronną powinno się przechowywać w specjalnych szafkach, oddzielnych dla ubrania osobistego i dla ubrania roboczego. Rozdział X DZIENNIK TECHNICZNY WYROBU SERA tabela.str.196,197. Autorzy opracowania: Karol Adamik i Jan Wangin Dla potrzeb portalu wedlinydomowe.pl przygotował Maxell
-
5. WYRÓB SERA PIWNEGO Jest to ser miękki, silnie słony, o ostrym, przyjemnym smaku. Produkcję jego rozpoczęto w Czechosłowacji, modyfikując technologię wyrobu sera algauskiego nazywanego „weislaher" (ser z białą mazią na powierzchni). Świeże mleko o zawartości tłuszczu 3,45—4,0% (zależnie od ilości suchej masy) pasteryzuje się w temperaturze 72—74°C przez kilkanaście sekund, oziębia do temperatury zaprawiania wynoszącej 29— 31 °C, dodaje około 1% zakwasu maślarskiego, nieco chlorku wapnia (w przypadku słabej krzepliwości mleka) i zaprawia podpuszczką. Czas ścinania powinien wynosić 75—90 minut. Kiedy skrzep uzyska odpowiednią zwięzłość, przystępuje się do krojenia go na pasy. Po 5 minutach, gdy w miejscach cięcia zacznie wydzielać się czysta zielonożółta serwatka, pasy skrzepu kroi się na kostki o wymiarach 10X10 cm. Po drugiej 5-minutowej przerwie i częściowym odczerpaniu serwatki kostki skrzepu rozdrabnia się do połowy i ostrożnie miesza na całej długości wanny. Po trzeciej krótkiej przerwie skrzep dalej ostrożnie rozdrabnia się za pomocą liry, aż uzyska się ziarno wielkości jaja gołębiego. W rezultacie ostatniego rozdrabniania ziarno serowe osusza się i uzyskuje odpowiednią zwięzłość. Łączny czas obróbki masy serowej od chwili rozpoczęcia krojenia skrzepu waha się w granicach 30— 45 minut. Przed przystąpieniem do formowania serów serwatkę odczerpuje się prawie całkowicie. Następnie gęstwą serową napełnia się ustawione na stole formy. Formy te mają wygląd specjalnych ram, podzielonych na segmenty przegródkami w odstępach około 14 cm. Na formach co 14 cm zrobione są nacięcia wskazujące, w którym miejscu uformowana masa ma być rozcinana. Po uformowaniu bloki sera przekrawa się w oznaczonych miejscach, uzyskując w ten sposób sery o bokach 14x14 cm. Po pokrojeniu serki odwraca się do sześciu razy, w odstępach 20—50-minutowych, w celu wyrównania boków sera, przyspieszenia ociekania serwatki oraz wytworzenia jednolitej skórki na całej powierzchni sera. Po czterech godzinach sery wyjmuje się ostrożnie z form i przenosi do basenu solankowego. W solance układa się je równo warstwami, przekładając z boku i od góry drewnianymi listwami, w celu zabezpieczenia przed deformacją. W solance sery przetrzymuje się 2—5 godzin, po czym wyjmuje się i soli na sucho. Na następny dzień sery oczyszcza się z soli i układa w dojrzewalni. Temperatura w dojrzewalni powiną być utrzymana w granicach 10—12°C, przy wilgotności względnej powietrza 95—98%. Trzy razy tygodniowo sery obmywa się czystą słoną wodą w celu przyspieszenia wytwarzania się białej mazi na ich powierzchni. Przy pojawieniu się mazi o barwie czerwonobrunatnej sery należy bezzwłocznie dosolić. W tych warunkach sery dojrzewają 4—6 miesięcy, tj. do czasu, gdy początkowy słony smak ustąpi ostremu, przyjemnemu. Dojrzały i oczyszczony z mazi ser pakuje się do folii aluminiowej. W Czechosłowacji do dojrzewania tego rodzaju serów wykorzystuje się najczęściej pieczary górskie z naturalną klimatyzacją. Wymagania jakościowe dotyczące sera piwnego są następujące: tabela.str.133 6. WYRÓB SERA MÜNSTER Nazwa sera münster pochodzi od miasta Münster położonego w NRF, w którego okolicach została zapoczątkowana jego produkcja. Obecnie jest produkowany nie tylko w Niemczech, lecz i w innych krajach. W zależności od kraju, w którym jest wytwarzany, jego proces produkcji, a tym samym i skład chemiczny, nieco się różni. Ser ten produkowany jest z mleka krowiego dobrej jakości, zazwyczaj pasteryzowanego. We Francji produkuje się go również i z mleka nie pasteryzowanego. Mleko odpowiedniej jakości poddaje się pasteryzacji w temperaturze 72—75°C przez kilkanaście sekund. Następnie schładza się je do temperatury 34—36°C i w tej temperaturze zaprawia podpuszczką. Przed zaprawieniem podpuszczką mleko normalizuje się do takiej zawartości tłuszczu, aby gotowy produkt zawierał nie mniej niż 50% tłuszczu w suchej masie. Następnie dodaje się około 1,5—2,0% uaktywnionego zakwasu czystych kultur używanego do ukwaszania śmietany, nieco chlorku wapnia (w przypadku słabej krzepliwości mleka) oraz farbę serowarską. Po upływie 10—15 minut od wprowadzenia tych dodatków zaprawia się mleko podpuszczką w takiej ilości, aby skrzep nadający się do krojenia można było uzyskać nie wcześniej niż po godzinie. Odpowiednio zwięzły skrzep kroi się za pomocą harfy na kostki o średnicy 1,0—1,5 cm. Natychmiast po pokrojeniu całą zawartość wanny powoli miesza się przez 30—45 minut, a następnie nieco podwyższa się temperaturę, nie więcej jednak niż do 37°C. Wzrost temperatury gęstwy serowej nie może przekraczać 0,5°C w ciągu jednej minuty. Z chwilą gdy gęstwa serowa osiągnie temperaturę 37°C większą część serwatki odczerpuje się, a do masy serowej dodaje się niewielką ilość kminku i niezwłocznie przystępuje się do formowania serów. Polega ono na nakładaniu masy serowej do metalowych dziurkowanych form, uprzednio wyłożonych lnianymi chustami. Zaleca się po odczerpaniu serwatki dodanie do masy serowej gorącej wody samej lub z solą (temperatura wody około 40°C). Dodatek wody powinien wynosić 15—25% ilości przerobowego mleka. Obniża on zawartość laktozy w ziarnie serowym, a tym samym ułatwia wydzielanie serwatki. Po uformowaniu sery wraz z formami należy w ciągu dnia często obracać, równocześnie zmieniając chusty. Wieczorem pierwszego dnia po zakończeniu wyrobu usuwa się górne części form, pozostawiając sery nadal w dolnych częściach form bez chust. rysunek24 Następnego dnia sery przenosi się do pomieszczenia o temperaturze 15—18°C na okres 1—2 dni. Każdego dnia sery powinny być dwukrotnie obracane. Następnie sery poddaje się soleniu przez okres około 3 dni, nacierając je solą 2—3 razy dziennie. Początkowo solenie przeprowadza się w formach, to znaczy, że po natarciu solą powierzchni sera wkłada się go ponownie do formy. Czynność tę powtarza się aż ser uzyska odpowiednio twardą skórkę. Sery münster można również solić w solance, z tym że wówczas powinno się je zanurzać w solance wraz z formami ułożonymi w specjalnych kontenerach. Po nasoleniu powierzchnia serów powinna być lekko obsuszona. Niektóre zakłady stosują również nacieranie obsuszonej powierzchni sera olejem roślinnym. rysunek25 Tak przygotowane sery przekazuje się do dojrzewalni. Temperatura w dojrzewalni powinna wynosić 15—16°C, a wilgotność względna powietrza w granicach 80—85%. Wskazane jest umieszczanie w dojrzewalni młodych serów razem ze starymi, które wydzielają w czasie dojrzewania amoniak neutralizujący kwasowość na powierzchni młodych serów, dzięki czemu mogą się tam rozwijać mikroorganizmy odgrywające główną rolę w dojrzewaniu serów. Przy braku serów dojrzałych w pierwszych tygodniach dojrzewania można powietrze lekko nasycać amoniakiem. W czasie dojrzewania sery obraca się dwa razy w tygodniu i lekko obmywa 1,5-proc. wodnym roztworem soli kuchennej lub tylko wodą, a następnie lekko przesypuje ich powierzchnię solą. Można je również lekko zwilżać olejem roślinnym. Czas dojrzewania serów münster wynosi 2—3 miesięcy. Kierowany do obrotu rynkowego ser münster powinien spełniać następujące wymagania jakościowe: tabela.str.137,138 7. WYRÓB SERA BRICK (CEGIEŁKOWEGO) Ser o nazwie brick jest jednym z serów powszechnie produkowanych w Ameryce. Wyrabiany jest z mleka pełnego pasteryzowanego bądź nie pasteryzowanego. Ser ten jest chętnie spożywany przez osoby, którym nie odpowiada ostry smak sera limburskiego lub sera romadur. W przeciwieństwie do typowych serów miękkich, ser brick nadaje się do dłuższego składowania w niskich temperaturach, a z uwagi na kształt jest bardzo dogodny do składowania i dystrybucji. Mleko odpowiedniej jakości jest pasteryzowane w temperaturze 72—75°C przez kilkanaście sekund, a następnie schładzane do temperatury 32°C. Po dodaniu 0,1—0,25% (w stosunku do ilości mleka kotłowego) dobrze wymieszanego zakwasu czystych kultur dokładnie miesza się je i pozostawia w spokoju na okres około 10 minut. Po upływie tego czasu zaprawia się mleko podpuszczką (dobrze rozcieńczoną wodą) wprowadzaną w takiej ilości, aby uzyskać gotowy skrzep w ciągu 30—40 minut. Zakwas czystych kultur najczęściej stanowi mieszaninę kultur Streptococcus lactis i Streptococcus thermophilus. Stosowanie mieszaniny tych szczepów szczególnie zaleca się, jeżeli w czasie wyrobu temperatura dogrzewania ziarna przekracza 37°C. Taki skład mikroflory warunkuje odpowiedni przyrost kwasowości w czasie obróbki gęstwy, ociekania i solenia serów. Uzyskany skrzep o właściwej jędrności (podobnie jak przy produkcji typowych serów miękkich) kroi się za pomocą specjalnego noża lub harfy na kostki o średnicy około 1 cm, a uzyskaną gęstwę serową bardzo ostrożnie miesza się przez 20—25 minut. Po upływie tego czasu stopniowo podgrzewa się całą zawartość wanny do temperatury 41—44°C w ciągu 45 minut. Po osiągnięciu tej temperatury mieszanie kontynuuje się jeszcze przez 5 minut w celu dokładnego wyrównania temperatury całej mieszaniny. Wysokość temperatury dogrzewania (41—44°C) zależy od wielkości ziarna serowego i od przyrostu kwasowości. Po uzyskaniu odpowiedniej temperatury gęstwę serową pozostawia się w spokoju na krótki okres, aby osiadła na dnie wanny. Następnie odczerpuje się serwatkę do poziomu około 3 cm nad osadzającym się ziarnem. Pozostałą gęstwę miesza się jeszcze około 10 minut do momentu aż ziarno uzyska odpowiednią zlepność (podobnie jak przy wyrobie sera tylżyckiego). W niektórych krajach po odczerpaniu serwatki daje się do gęstwy serowej gorącej wody w ilości 10—25% przerobowego mleka. Gdy ziarno uzyska odpowiednią zlepność, niezwłocznie przystępuje się do formowania serów. Formy należy umieścić na stole do ociekania w taki sposób, aby dogodnie było je odwracać bezpośrednio po napełnieniu. Sery należy odwracać dwukrotnie podczas pierwszej godziny ociekania, a następnie co godzinę. Po pięciokrotnym odwróceniu w każdej formie umieszcza się ciężarek o wadze około 2,5 kg, pozostawiając go na noc; ułatwia to dalsze ociekanie sera. W czasie formowania i ociekania serów temperatura w pomieszczeniu powinna utrzymywać się w granicach 22—25°C. Temperatura ta warunkuje dobre ociekanie oraz zapewnia odpowiedni przyrost kwasowości w masie sera. Po upływie 18—24 godzin od uformowania sery umieszcza się w solance o stężeniu około 22% soli. Temperatura solanki powinna wynosić 15—16°C, a kwasowość 8—15°SH. Wystające z solanki powierzchnie serów posypuje się lekko solą. W solance sery pozostają około 2 dni. Po tym czasie umieszcza się je na półkach w dojrzewalni w temperaturze 14—16°C, przy wilgotności względnej powietrza 90—95%. Dojrzewanie trwa 15—18 dni. W tym okresie sery powinno się każdego dnia obracać i masować 1,5-proc. roztworem soli kuchennej. Jeżeli powierzchnia sera jest dobrze utrzymana, to już w pierwszych dniach dojrzewania zaczynają się na niej rozwijać drożdże Mycoderma, a później Brevibacterium linens (podobnie jak przy dojrzewaniu serów limburskich). Podany okres dojrzewania zupełnie wystarcza, aby sery uzyskały przyjemny smak. Po upływie tego czasu przenosi się je do chłodniejszego i suchszego pomieszczenia, gdzie obsychają. Po obeschnięciu sery można zawijać w pergamin, papier woskowany lub folię bądź zanurzać w wosku, po czym owijać w pergamin i wkładać do opakowań zbiorczych do dalszego, tzw. zimnego dojrzewania. Dojrzewanie końcowe w temperaturze 5—10°C, przy wilgotności względnej powietrza około 75%, trwa około dwóch miesięcy. Jeżeli się chce, ażeby ser miał bardziej łagodny smak, przed obsychaniem znajdującą się na powierzchni maź należy zmyć i dopiero wówczas zanurzyć go w wosku i pakować. Dobrej jakości ser brick kierowany do obrotu rynkowego powinien charakteryzować się następującymi cechami: tabela.str.141 8. PRZEMIANY FIZYKOCHEMICZNE I BIOCHEMICZNE ZACHODZĄCE W CZASIE DOJRZEWANIA SERA BRICK Wprowadzenie do mleka przerobowego odpowiednio aktywnego zakwasu i kontrola przyrostu kwasowości jest pierwszym warunkiem uzyskania gotowego produktu charakteryzującego się pożądanym smakiem i zapachem. Przy nadmiernym wzroście kwasowości konsystencja serów staje się krucha i mączysta. Sery takie mają smak kwaśny. Natomiast przy niedostatecznym rozwoju kwasowości sery wykazują tendencję do wczesnych lub późnych wzdęć i uzyskują nietypowy, nieprzyjemny smak. Do uzyskania sera dobrej jakości konieczne jest, aby końcowe pH masy serowej (po 36 godzinach od wyrobu) mieściło się w granicach 5,0—5,2. Właściwa zawartość wody w serze brick jest pożądana zarówno z uwagi na podniesienie wydatku, jak i ze względu na nadanie mu miękkiej konsystencji. Sery brick mogą być produkowane z maksymalnie dopuszczalną zawartością wody bez ryzyka nadmiernego wzrostu kwasowości, jeżeli do ziarna przed formowaniem wprowadzi się dodatek wody technologicznej. Jeżeli ser produkowany jest bez wprowadzenia dodatku wody technologicznej przed formowaniem i zawiera maksymalnie dopuszczalną ilość wody (44%), to wykazuje on dostateczną ilość laktozy do obniżenia pH do poziomu 4,7—4,9. Sery takie nie dojrzewają prawidłowo. Zawarte w zakwasie czystych kultur drobnoustroje rozwijają się szybko w wannie, a następnie w serze podczas ociekania, solenia i początkowego okresu dojrzewania. Jeżeli wprowadzony zakwas składał się z mieszaniny dwóch paciorkowców mlecznych, to Streptococcus thermophilus rozwija się szybko podczas dogrzewania gęstwy serowej i kilku pierwszych godzin ociekania sera. Natomiast w miarę stygnięcia masy serowej rozwój tych bakterii jest hamowany. Streptococcus lactis zaś wolniej rozwija się w czasie obróbki gęstwy w wannie, zwłaszcza gdy temperatura dogrzewania jest wysoka, natomiast kiedy temperatura masy serowej spada poniżej 32°C, następuje gwałtowny rozwój tych drobnoustrojów. Stosowanie mieszaniny wymienionych drobnoustrojów w zakwasie zapewnia prawidłowe kształtowanie się kwasowości podczas całego procesu technologicznego. Przebieg dojrzewania i rozwój mikroflory na powierzchni serów w dużym stopniu uzależniony jest od początkowej kwasowości sera. Według niektórych autorów przy wyrobie sera brick dogrzewanie ziarna do stosunkowo wysokiej temperatury niszczy niektóre mikroorganizmy (aktywne np. w serze limburskim), stwarzając możliwość uzyskania bardziej suchego sera. Wymienione czynniki powodują, że rozwój mazi na powierzchni sera nie jest tak intensywny jak np. w przypadku sera limburskiego, co przyczynia się do wytwarzania bardziej łagodnych produktów rozkładu białka. Niektórzy autorzy sugerują, że mikrokoki (Micrococcus) powodują wytwarzanie typowego przyjemnego smaku sera brick, zaś Brevibacterium linens nadaje mu jedynie ostrzejszy smak i aromat zbliżony do zapachu sera limburskiego. Do mikrokoków najczęściej spotykanych w serze brick należą: Micrococcus varians, Micrococcus freudenreichii i Micrococcus caseolyticus. Drobnoustroje te są zdolne do wytwarzania alkoholu i niektórych lotnych kwasów tłuszczowych. W porównaniu z serami miękkimi w serze brick zachodzi w czasie dojrzewania stosunkowo niewielka proteoliza białek. Stwierdzono, że 80—85% związków azotowych pozostaje w stanie nierozpuszczonym. Niektórzy autorzy są zdania, że proteoliza, która zachodzi w serze brick, jest wynikiem działania proteinaz podpuszczki i bakterii rozwijających się we wnętrzu sera. Proteolityczne działanie mikroflory mazi sera jest ograniczone do jego powierzchni i nie ma istotnego wpływu na jego konsystencję. Zawartość wody i soli jest ważnym kryterium, posiadającym istotny wpływ na przebieg dojrzewania i cechy smakowe sera. Właściwa zawartość soli ma również poważny wpływ na rysunek miąższu i konsystencję sera. 9. WYRÓB SERA KORTOWSKIEGO Z uwagi na specyficzny proces obróbki gęstwy serowej oraz sposób dojrzewania, a także ze względu na charakterystyczne cechy jakościowe gotowego produktu, ser ten należy zaliczyć do grupy serów miękkich. Jest on bardziej trwały niż np. sery limburski czy romadur i dlatego może być dłużej przetrzymywany w warunkach niechłodniczych, w niskich temperaturach zaś może być z powodzeniem magazynowany przez dłuższy okres. Jest też dogodniejszy w transporcie. Mleko odpowiedniej jakości, o kwasowości do 8°SH, poddawane jest pasteryzacji w temperaturze 72—74°C w ciągu kilkunastu sekund. Po pasteryzacji schładza się je do temperatury zaprawiania podpuszczką wynoszącej około 32°C. Do mleka przerobowego wprowadza się zakwas czystych kultur powszechnie używany do ukwaszania śmietany w ilości około 0,5% w stosunku do ilości mleka przerobowego. Ilość dodawanego zakwasu zależy od wyjściowej kwasowości mleka, pory roku i aktywności zakwasu. Jeżeli mleko wykazuje słabą krzepliwość pod wpływem podpuszczki, dodaje się chlorku wapnia w ilości 20 g na 100 litrów mleka przerobowego. Mleko przerobowe, po znormalizowaniu zawartości tłuszczu i dodaniu zakwasu, zaprawia się podpuszczką w takiej ilości, aby uzyskać średnio zwięzły skrzep w czasie 80—90 minut (przeciętnie dodaje się 1,1—1,2 g podpuszczki w proszku na 100 litrów przerobowego mleka). Po uzyskaniu właściwego skrzepu przystępuje się do jego krojenia w celu otrzymania ziaren o średnicy około 6 mm. Szybkość krojenia należy dostosować do zwięzłości skrzepu i rodzaju urządzenia używanego do krojenia, tak aby nie rozpylić skrzepu i uzyskać ziarna zbliżonej wielkości. Po pokrojeniu gęstwę serową miesza się przez około 5 minut. Następnie wstrzymuje się ruch gęstwy, a po osadzeniu się ziarna na dnie wanny odczerpuje się około 25—50% serwatki w stosunku do ilości mleka przerobowego, wprowadzając na jej miejsce około 25% (w stosunku do pozostałej gęstwy) wody technologicznej. Wodę tę należy uprzednio poddać pasteryzacji i oziębić do temperatury 32°C. Najlepiej jest dodawać wodę za pomocą natrysku trwającego około 10 minut. Kwasowość serwatki po dodaniu wody powinna mieścić się w granicach 3,0—4,0°SH. Zastosowanie dodatku odpowiedniej ilości wody po odczerpaniu serwatki powoduje zatrzymanie w masie sera tylko takiej ilości laktozy, która po fermentacji mlekowej pozwala na uzyskanie pożądanego pH sera, mieszczącego się w granicach 5,0—5,1. W ten sposób ogranicza się możliwość nagromadzenia dużych ilości związków buforowych, które z jednej strony decydują o konsystencji sera, a z drugiej są zdolne do utrzymania pH sera na dość niskim poziomie przez dłuższy okres dojrzewania. Po dodaniu wody gęstwę serową należy mieszać przez około 10—15 minut, a następnie ogrzewać powoli do temperatury 35°C. Dogrzewanie należy prowadzić tak, aby przyrost temperatury był nie większy niż 1°C w ciągu dwóch minut. W tej temperaturze następuje dosuszanie ziarna, trwające około 15—20 minut. Przyrost kwasowości serwatki od chwili rozcieńczenia gęstwy wodą do momentu przystąpienia do formowania serów powinien wynosić 1,0—1,2°SH. Po dosuszeniu i szybkim odczerpaniu serwatki gęstwę serową przenosi się do form uprzednio wyłożonych chustami. Uformowane sery zawija się w chusty i po przykryciu pokrywą odwraca się. Po 30-minutowym ociekaniu sery poddaje się prasowaniu, stosując nacisk 8 kg na 1 kg prasowanego sera. Prasowanie trwa około dwóch godzin. W tym czasie chusty należy przewinąć i odwrócić sery pod prasą. Po sprasowaniu pozostawia się sery w formach do następnego dnia. Na drugi dzień wyjmuje się je z form, waży i znakuje, a następnie na dwa dni wkłada się je do roztworu solanki. Stężenie solanki powinno wahać się w granicach 18—20% (pH solanki 5,15—5,3), a temperatura powinna wynosić 12—14°C. Zawartość wody w serach po 24 godzinach od wyrobu powinna wynosić 53—56%, a pH masy serowej 5,0—5,1. Po nasoleniu sery obmywa się, lekko obsusza i przenosi do dojrzewalni. Dojrzewanie i pielęgnacja powinny odbywać się w pomieszczeniu o temperaturze 16—18°C, przy wilgotności względnej powietrza wynoszącej około 95%. W pierwszym tygodniu dojrzewania sery powinno się odwracać 2—3 razy, a w późniejszym okresie masować i również odwracać. Przy nadmiernym rozwoju mazi na powierzchni najeży ją zmywać raz w tygodniu. Sery kortowskie osiągają pełną dojrzałość po 3—4 tygodniach dojrzewania. Rozwijająca się na powierzchni serów maź skraca proces dojrzewania i polepsza strukturę i konsystencję serów. Dojrzałe sery należy dokładnie obmyć z mazi, obsuszyć i zaparafinować lub zapakować do woreczków z folii bądź w inne opakowania. Dojrzały ser kortowski powinien odznaczać się następującymi cechami: tablica.str.147 10. WYRÓB SERA POPULARNEGO Ser popularny, podobnie jak ser kortowski, zaliczany jest do serów miękkich. Proces technologiczny wyrobu tego sera jest taki sam jak sera kortowskiego. Natomiast nieco odmienny jest skład surowca. Przy produkcji sera popularnego wprowadza się jako dodatek maślankę w ilości około 20% w stosunku do ilości mleka przerobowego. Dodatek maślanki ma na celu, oprócz podniesienia cech smakowych, wzbogacenie sera w lecytynę. Maślanka stosowana jako dodatek do mleka przerobowego powinna pochodzić z produkcji masła ze „słodkiej" śmietanki lub z lekko ukwaszonej śmietany. Kwasowość dodawanej maślanki nie powinna być wyższa niż 10—11°SH (pH 6,05—6,2). Przy zwiększeniu dodatku maślanki uzyskane sery wykazują pewne wady, głównie konsystencji (zbyt krucha) i smaku. Sery popularne, podobnie jak kortowskie, osiągają pełną dojrzałość w okresie 3—4 tygodni. Dojrzały ser powinien spełnić następujące wymagania: tabela.str.148 Rozdział VII TECHNOLOGIA WYROBU SERÓW POMAZANKOWYCH Do miękkich serów typu pomazankowego zaliczane są zarówno sery tzw. solankowe białe, jak i bryndza. Sery te są produkowane głównie z mleka owczego. Produkcja ich rozpowszechniła się więc przede wszystkim w tych krajach, gdzie rozwijała się hodowla owiec. W ostatnich latach, wskutek braku dostatecznej ilości mleka owczego, sery te zaczęto wyrabiać również z mleka owczo-krowiego i krowiego. W Polsce z grupy serów pomazankowych produkowana jest tylko bryndza owcza i owczo-krowia. W rozdziale tym zostanie też szczegółowo opisany proces technologiczny produkcji serów solankowych, takich jak: fetta, sałamura i accaovi, które w przyszłości mogą być produkowane w naszym kraju z przeznaczeniem na eksport. Ponieważ w Polsce mleko owcze jest całkowicie wykorzystywane do wyrobu bryndzy, produkcja wymienionych serów solankowych może być oparta wyłącznie na mleku krowim. Z tego względu w opisie zostanie podana technologia produkcji serów fetta, sałamura i accaovi z mleka krowiego. 1. WYRÓB BRYNDZY Bryndza, w zależności od zapotrzebowania rynku, może być produkowana wyłącznie z mleka owczego, jako tzw. bryndza owcza, lub z dodatkiem mleka krowiego, jako bryndza owczo-krowia. Do wyrobu bryndzy używa się bundzu, który jest uzyskiwany z mleka owczego bądź z mleka krowiego. Jakość produkowanej bryndzy zależy głównie od jakości bundzu dostarczanego do wytwórni przez poszczególnych producentów. WYRÓB BUNDZU OWCZEGO Bundz owczy jest wyrabiany bezpośrednio na terenie wypasu owiec w bacówkach góralskich w rejonie Tatr, Podhala oraz w Bieszczadach, skąd jest dostarczany przez producentów do zakładów wyrabiających bryndzę. Wyrób bundzu odbywa się w dość prymitywnych warunkach w szałasach górskich, gdzie praktycznie nie ma odpowiednich warunków technicznych do tego rodzaju produkcji. Mleko owcze bezpośrednio po udoju wykazuje kwasowość około 9—15°SH. Wlewa się je przez cedzidło lub gęste płótno do kotła, gdzie poddaje się bezpośredniej obróbce. Z uwagi na to, że mleko kierowane do przerobu nie jest pasteryzowane, nieodzowne jest przestrzeganie zasad higieny zarówno w czasie dojenia owiec, jak i w czasie obróbki mleka w kotle, w celu uniknięcia zakażeń mleka drobnoustrojami, zwłaszcza tymi, które powodują wzdymanie bundzu. Szczególną uwagę należy zwrócić, aby przed rozpoczęciem doju wymiona owiec były myte i wycierane do sucha czystą szmatka, a pierwsze partie udojonego mleka („pierwsze strzyki") skierowane do innego naczynia z przeznaczeniem np. na karmę. Tylko tak uzyskane mleko pochodzące od zdrowych owiec może być kierowane do przerobu na bundz. Jeżeli mleko wykazuje zbyt słabą krzepliwość (szczególnie w początkowym okresie laktacji), dodaje się do niego chlorku wapnia w ilości 10—20 g na 100 litrów przerobowego mleka. Chlorek wapnia należy uprzednio dokładnie rozpuścić w wodzie, a po wlaniu roztworu do mleka całość dobrze wymieszać. Przygotowane mleko z ewentualnymi dodatkami zaprawia się taką ilością podpuszczki, aby uzyskać dostatecznie zwięzły skrzep po upływie 35—40 minut. Często w bacówkach jest stosowana podpuszczka własnego wyrobu z suszonych żołądków cielęcych wraz z treścią. Dodatek tego rodzaju podpuszczki nadaje serom specyficzne cechy smakowe. Temperatura mleka zaprawionego podpuszczką powinna wahać się w granicach 29—32°C. Po uzyskaniu właściwego skrzepu następuje jego krojenie na ziarna wielkości grochu, a następnie osuszanie przez powolne mieszanie całej zawartości kotła. Gdy ziarno jest odpowiednio osuszone (po upływie około 10—15 minut), przerywa się mieszanie, a osiadające na dnie kotła ziarno łączy się za pomocą ręcznego zgarniania w jedną zwartą bryłę, utrzymując ją przez cały czas w serwatce. Zgarnianie masy serowej, a następnie jej ugniatanie jest bardzo ważną czynnością, która decyduje o zawartości wody w gotowym bundzu. Nieprawidłowe uformowanie bryły może być przyczyną powstania szeregu wad bryndzy, takich jak: wodnistość, nietrwałość itp. Formowanie należy uważać za skończone, kiedy bryła masy serowej przyjmie kształt kuli bez wgłębień, szczelin, wypukłości, a na zewnątrz pozostaje mało serwatki (bundz majowy jest mniej dogniatany, zawiera więcej wilgoci). Uformowaną w ten sposób bryłę wyjmuje się z kotła za pomocą chusty serowarskiej i po zawiązaniu jej końców zawiesza się na drążku w pomieszczeniu o temperaturze 18—20°C na 24 godziny do ocieknięcia. Po 12 godzinach ociekania wskazane jest zmienić chustę, a ociekającą bryłę przewrócić na drugą stronę, aby ukształtowała się prawidłowa skórka na całej powierzchni sera. Waga uformowanego „bochenka" bundzu po ocieknięciu wynosi 10—25 kg, w zależności od ilości przeznaczonego do produkcji mleka. Do wyrobu bundzu używane są kociołki o pojemności nie przekraczającej 100 litrów. Jeden bochenek bundzu stanowi uzysk jednego waru. Po zakończeniu ociekania na drugi dzień od daty wyrobu bundz wyjmuje się z chust i układa na czystych suchych półkach w szałasie, gdzie dojrzewa, równocześnie lekko się wędząc w zimnym dymie wydzielającym się z ogniska. W czasie dojrzewania i wędzenia bochenki bundzu odwraca się co kilka dni. Czas dojrzewania i wędzenia bundzu w bacówkach wynosi 6—7 dni. Po tym czasie bundz przewozi się z bacówek do przetwórni, gdzie odbywa się dalsze jego dojrzewanie. Przebieg fermentacji w czasie dojrzewania bundzu jest uzależniony między innymi od: — czystości mikrobiologicznej mleka użytego do jego wyrobu, — zawartości wody, — temperatury, w jakiej bundz dojrzewa itp. W zależności od wymienionych czynników dojrzewanie bundzu trwa 10—14 dni. Po dokonaniu czynności odbioru w zakładzie (przetwórni) bochenki bundzu myje się, a nastanie układa w specjalnych skrzyniach drewnianych o pojemności około 400 kg, zwanych „dojrzewalnikami", gdzie następuje dalsze jego dojrzewanie. W wypełnionym dojrzewalniku górną warstwę bundzu lekko soli się i przykrywa chustą serowarską. rysunek26 Dla równomiernego odpływu serwatki co kilka dni bochenki bundzu należy przekładać z dolnych partii dojrzewalników do górnych. Dno dojrzewalnika ma otwory o średnicy około 2 cm, ułatwiające odprowadzanie serwatki wydzielającej się z bundzu. Po zakończeniu dojrzewania powierzchnię bochenków bundzu czyści się, po czym dojrzały bundz zostaje skierowany do produkcji bryndzy. Prawidłowo wyprodukowany, w pełni dojrzały bundz owczy powinien charakteryzować się następującymi cechami: tabela.str.154 WYRÓB BUNDZU KROWIEGO Bundz krowi, w odróżnieniu od bundzu owczego, jest produkowany w zakładach mleczarskich. Surowcem do wyrobu bundzu jest mleko krowie o kwasowości 6,5—8,0°SH. Mleko przeznaczone do przerobu na bundz normalizuje się tak, aby w gotowym bundzu zawartość tłuszczu w suchej masie była nie niższa niż 30%. Następnie mleko poddawane jest pasteryzacji w temperaturze 72—74°C przez kilkanaście sekund. Po pasteryzacji wprowadza się do mleka konieczne dodatki, takie jak chlorek wapnia, a następnie zakwas czystych kultur maślarskich w ilości około 1% w stosunku do ilości mleka przerobowego. Dodatek zakwasu jest uzależniony od wyjściowej kwasowości mleka. Po dokładnym wymieszaniu zaprawia się mleko podpuszczką. Ilość dodawanej podpuszczki powinna gwarantować uzyskanie dość zwięzłego skrzepu w ciągu 30—35 minut. Temperatura zaprawionego mleka powinna wynosić 28—31°C. Krajanie rozpoczyna się wówczas, gdy skrzep jest odpowiednio zwięzły, lekko odchodzi od ścian kotła, a na przełomie jest gładki i mocny. Czynność tę wykonuje się powoli, aby nie rozpylić skrzepu. Krajanie uważa się za skończone, kiedy uzyska się ziarno wielkości pszenicy lub grochu. Następnie gęstwę serową osusza się przez powolne mieszanie w czasie około 10 minut, po czym całą zawartość kotła pozostawia się w spokoju, aby ziarno opadło na dno. Po odczerpaniu serwatki przystępuje się do formowania bundzu. W tym celu dobrze wymieszaną gęstwę serową przenosi się za pomocą wiader lub czerpaków — pobierając ją w takiej ilości, aby uformowany i ociekający bochenek bundzu ważył około 10—15 kg — do chust serowarskich o wymiarach 100X120 cm wyłożonych na specjalnych zbiornikach, Z chwilą zakończenia formowania chusty z serem zawiesza się na drążkach w pomieszczeniu o temperaturze około 18°C, gdzie następuje ich ociekanie. W czasie ociekania bundz należy odwracać co 6 godzin w celu ukształtowania prawidłowej skórki. Czas ociekania powinien być nie dłuższy niż 24 godziny. Na drugi dzień od daty wyrobu ocieknięte bochenki bundzu wyjmuje się z chust i układa na czystych półkach w przewiewnym pomieszczeniu o temperaturze 12—16°C w celu dojrzewania. Bundz o niepełnej dojrzałości po 4—5 dniach przewożony jest do przetwórni, gdzie odbywa się jego dalsze dojrzewanie, podobnie jak bundzu owczego. Wszystkie bochenki bundzu krowiego powinny być oznakowane przez umieszczenie na skórce sera: daty produkcji, numeru waru i znaku producenta. Prawidłowo wyprodukowany bundz krowi o odpowiedniej dojrzałości powinien charakteryzować się następującymi cechami: tabela.str.156 PROCES TECHNOLOGICZNY WYROBU BRYNDZY W zakładzie produkującym bryndzę dokonuje się segregacji dostarczonego bundzu. Bundz owczy dobrej jakości przeznacza się głównie na produkcję bryndzy do składowania, zaś nieco gorszej jakości kieruje się do wyrobu bryndzy bezpośrednio przekazywanej na rynek. Bundzu krowiego używa się przede wszystkim do normalizacji bryndzy ze składowania; może być również używany do normalizacji świeżej bryndzy. Rozróżnia się dwa rodzaje bryndzy: bryndzę owczą świeżą, tzw. majową, oraz bryndzę ze składowania znormalizowaną, tzw. bryndzę owczo-krowią. Bryndzy nie znormalizowanej ze składowania praktycznie nie kieruje się do handlu z uwagi na jej dość ostry smak i duże zasolenie. Przeznaczony do produkcji bryndzy na składowanie bundz owczy dokładnie oczyszcza się przez obcinanie wierzchniej warstwy (skórki), a następnie kroi się nożem na kostki o wymiarach 5x5x5 cm. Pokrojone kostki bundzu poddaje się prasowaniu na prasach wózkowych pod ciśnieniem około 0,5 atn, w celu usunięcia nadmiaru wilgoci. Czynność ta trwa 30— 60 minut. Następnie kostki bundzu poddaje się mieleniu w młynku (wilk), dodając jednocześnie 4— 6% soli. rysunek27 Zmieloną i nasoloną masę wkłada się do beczek wyłożonych czystym, wyjałowionym pergaminem i przetrzymuje się przez 2 tygodnie w dojrzewalni w temperaturze 16—18°C. Po tym okresie kieruje się ją do chłodni o temperaturze 2°C w celu ochłodzenia. Ochłodzoną bryndzę wyjmuje się z beczek, oczyszcza i następnie układa w silosach, mocno ubijając, aby nie było żadnych szczelin ani wolnych przestrzeni. Wierzchnią warstwę bryndzy posypuje się solą, przykrywa pergaminem, a następnie odpowiednio obciąża. Przed napełnieniem silosy powinno się wyłożyć pergaminem. Przy magazynowaniu bryndzy należy mieć na uwadze, aby cały silos wypełnić tego samego dnia. Dobrze zmagazynowana bryndza może być przechowywana nawet do 12 miesięcy, co umożliwia systematyczne zaopatrywanie rynku w ten produkt w ciągu całego roku. Po otwarciu silosu wierzchnią warstwę bryndzy wraz z solą zdejmuje się, a pozostałą zawartość przeznacza do przerobu. Ponieważ bryndza składowana ma bardziej pikantny smak i jest silniej zasolona od majowej, w celu złagodzenia tych cech dodaje się do niej bundzu krowiego, uzyskując w ten sposób tzw. bryndzę owczo-krowią znormalizowaną. Bryndzę wyjętą z silosu przenosi się na stół, układając ją warstwami i dodając pokrojony w kostki bundz krowi w takiej ilości, aby zawartość tłuszczu i wody w mieszaninie była zgodna z obowiązującą normą przedmiotową. Tak przygotowaną mieszaninę miele się w wilku, a następnie jeszcze dokładniej rozciera się na walcach. rysunek28 Po zakończeniu tych czynności kieruje się ją do mieszałki typu piekarniczego, gdzie następuje dokładne wymieszanie i znormalizowanie zawartości wody w gotowym produkcie. Znormalizowanie polega na dodaniu wody technologicznej, a następnie dokładnym jej rozprowadzeniu w całej masie bryndzy. Bryndzę uważa się za dokładnie wymieszaną, gdy stanowi ona jednolitą, smarowną masę z całkowicie związaną i rozprowadzoną wodą. Praktycznie normalizację bryndzy przeprowadza się ściśle według receptury, w której określony jest dodatek bundzu krowiego oraz wody. Gotową bryndzę pakuje się do beczek lub fasek z drewna jodłowego bądź świerkowego (wyłożonych wyjałowionym pergaminem) o pojemności 100, 50, 25, 10 lub 5 kg — zależnie od zapotrzebowania rynku. Napełnione beczki lub faski zamyka się, znakuje i układa w chłodni o temperaturze około 2—5°C, przy wilgotności względnej powietrza około 85%. Bryndza znormalizowana przygotowana do obrotu handlowego nie może być przechowywana dłużej niż 2—3 tygodnie, przy czym konieczne jest zachowanie niskich temperatur (0—5°C). Przebieg produkcji bryndzy owczej, tzw. majowej, jest podobny jak bryndzy znormalizowanej, z wyjątkiem wszystkich czynności związanych z magazynowaniem bryndzy oraz normalizacją zawartości wody i tłuszczu za pomocą dodatku bundzu krowiego. Do bryndzy majowej dodaje się również mniej soli. Prawidłowo wyprodukowana bryndza powinna charakteryzować się następującymi cechami: tabela.str.160,161 Wady, jakie najczęściej wykazuje bryndza, są następujące: tabela.str.161,162 2. PRZEMIANY FIZYKOCHEMICZNE I BIOCHEMICZNE ZACHODZĄCE W CZASIE DOJRZEWANIA BRYNDZY Gotowy produkt odznacza się pastowatością i dość ostrym (lekko jełkim) zapachem, świadczącym o zmianach nie tylko w substancjach azotowych, lecz również w tłuszczu. Bryndza wyprodukowana z mleka owczego zawiera według Laxa: Składniki Zawartość w procentach Woda 38,9—51,9 Tłuszcz w suchej masie 50,0—60,0 Substancje azotowe 18,6—23,8 Popiół 2,67—4,95 W czasie dojrzewania bryndzy rozkład białek następuje przy udziale niektórych drobnoustrojów, np. Lactobacillus casei, oraz enzymu podpuszczkowego (chymozyny) i enzymów bakteryjnych wytwarzanych przez mikroflorę tlenową wchodzącą w skład mazi. Rozkład tłuszczu mlecznego następuje głównie pod wpływem enzymów lipolitycznych wytwarzanych przez pleśnie gatunku Oospora lactis, które dostają się do bundzu w czasie jego dojrzewania, a następnie do bryndzy. Wysoka liczba kwasowości tłuszczu w końcowym okresie dojrzewania bryndzy wskazuje na głębokie zmiany zachodzące w składzie tłuszczu. Szczególnie wzrasta ilość wolnych i lotnych kwasów tłuszczowych rozpuszczalnych w wodzie. Zachodzą również zmiany w liczbie nadtlenowej, liczbie jodowej i liczbie zmydlania. Wszystkie omawiane procesy związane ze zmianami tłuszczu intensyfikują się w miarę upływu czasu przechowywania. Przewagę wykazują procesy hydrolitycznego rozszczepiania tłuszczu, któremu towarzyszy powstawanie dużej ilości lotnych kwasów tłuszczowych. Z tych właśnie względów okres przechowywania dojrzałej bryndzy nie może przekraczać 2—3 tygodni. 3. WYRÓB SERA SOLANKOWEGO Produkcja serów solankowych jest najbardziej rozpowszechniona w krajach bałkańskich; np. w Grecji produkuje się ser solankowy pod nazwą fetta, w Bułgarii pod nazwą sałamura. Proces technologiczny wyrobu serów solankowych w poszczególnych krajach jest bardzo zbliżony. Różnica polega jedynie na nieco odmiennych zabiegach technologicznych, nie powodujących praktycznie większych rozbieżności cech jakościowych gotowego produktu. Sery solankowe mogą być produkowane zarówno z mleka owczego, jak i krowiego, jednakże lepszą jakością odznaczają się sery z mleka owczego. Dlatego cena sera solankowego z mleka owczego jest wyższa od ceny uzyskiwanej za sery z mleka krowiego. W niektórych krajach produkuje się również sery solankowe z mleka mieszanego (krowiego i owczego). W krajach południowej Europy sery solankowe cieszą się ogromnym powodzeniem, np. w Grecji 50% ogólnej ilości spożywanych serów stanowią sery solankowe. Ze względu na specyficzne cechy jakościowe, a zwłaszcza ostry, słony smak, są one używane jako przystawka do wszystkich dań mięsnych, szczególnie z baraniny. W Polsce były prowadzone próby produkcji sera solankowego z mleka owczego w serowni w Jaworkach koło Szczawnicy oraz z mleka krowiego w serowni w Morągu. Zarówno w jednym, jak i w drugim przypadku osiągnięto pozytywne wyniki. Ponieważ jednak w Polsce mleko owcze występuje w bardzo małych ilościach, ser solankowy może być w przyszłości produkowany tylko z mleka krowiego. WYRÓB SERA SOLANKOWEGO FETTA Z MLEKA KROWIEGO Mleko kierowane do produkcji sera solankowego powinno odpowiadać takim wymaganiom jakościowym, jakie obowiązują przy wyrobie serów twardych. Po oczyszczeniu w wirówce nie znormalizowane mleko jest poddawane pasteryzacji w temperaturze 75—80°C przez kilkanaście sekund, po czym schładza się je do temperatury zaprawiania podpuszczką wynoszącej 30—35 °C (latem temperatura niższa, zimą wyższa) i kieruje do kotłów serowarskich o pojemności około 800 litrów. Do 100 litrów przerobowego mleka dodaje się: — około 15 g chemicznie czystego chlorku wapnia, — około 0,3% zakwasu czystych kultur o kwasowości powyżej 60°SH; zakwas zawiera szczepy bakterii stosowane przy produkcji jogurtu, — około 40 ml podpuszczki w płynie o mocy 1:10 000; stosowana podpuszczka w płynie stanowi mieszaninę preparatu podpuszczkowego oraz podpuszczki naturalnej (przy wyrobie serów fetta stosuje się podpuszczkę naturalną będącą wyciągiem z żołądków młodych koźląt. Nadaje ona dojrzałym serom fetta charakterystyczny aromat). Po zaprawieniu mleka podpuszczką w ciągu około 30 minut uzyskuje się zwięzły skrzep o gładkim, ostrym przełomie. Wówczas przystępuje się do krojenia skrzepu harfą na ziarna wielkości dużej fasoli. Krojenie trwa około 2 minut. Po zakończeniu krojenia miesza się gęstwę serową przez 8—10 minut. Następnie przystępuje się do formowania serów. W tym celu odczerpuje się część serwatki, pozostałą zaś gęstwę serową ostrożnie przenosi się wiadrami z wanny do form ze stali nierdzewnej ustawionych na drewnianych stołach. Formy te mogą mieć dwa wymiary średnicy: 39 i 42 cm, przy tej samej wysokości około 23,5 cm. Formy z gęstwą serową ustawia się w pozycji ukośnej, oparte jednocześnie o blat stołu i jego krawężnik, przy czym pozycję formy zmienia się co 15 minut. Ten sposób ustawienia form ułatwia ociekanie serów. Po jednogodzinnym ociekaniu przystępuje się do krojenia serów w formach za pomocą specjalnego noża na trzy równe części. Pokrojony ser soli się rysunek29 w tych samych formach, posypując wszystkie jego powierzchnie gruboziarnistą solą. Solenie powtarza się po upływie dwóch godzin, jednocześnie odwracając sery. Po drugim soleniu pozostawia się sery w formach do następnego dnia. Nazajutrz sery wyjmuje się z form, układa na stołach i znowu soli. W tym stanie pozostają one przez około 4—5 godzin, po czym znów naciera się je solą i układa w beczkach. W każdej beczce kładzie się pięć warstw, a w każdej warstwie po trzy wykroje sera, przy czym w warstwach dolnych i górnych układa się sery o mniejszych wymiarach, a w środkowych — sery większe. Taki sposób układania jest konieczny do szczelnego wypełnienia beczki serem. Tak zapakowane sery pozostają w beczkach przez 2—3 dni w pomieszczeniu o temperaturze około 20°C. Po upływie tego czasu następuje mycie serów w solance o stężeniu około 10—15°Be, po którym znów wkłada się je do beczek wyłożonych pergaminem. Poszczególne warstwy sera przekłada się krążkami pergaminu z wyciętymi w środku otworkami dla ułatwienia przepływu solanki. Przy wkładaniu serów do beczki poszczególne warstwy sera przesypuje się solą. Przed napełnieniem beczki należy ją wytarować. Napełnioną beczkę zamyka się szczelnie denkiem i przenosi na okres 10—15 dni do pomieszczenia o temperaturze 16—18°C, gdzie następuje właściwe dojrzewanie. Po tym okresie beczki z serem są kierowane na okres 20—25 dni do magazynu-chłodni o temperaturze 2—4°C i wilgotności względnej powietrza powyżej 90°/o. W czasie leżakowania beczki z serem co pewien czas się obraca. Po tym okresie leżakowania sery poddaje się ocenie chemicznej i organoleptycznej. Jeżeli wyniki analiz wykażą prawidłowy skład chemiczny serów, wówczas kieruje się je do dystrybucji. Natomiast w przypadku stwierdzenia wyższej zawartości wody niż przewiduje norma przedmiotowa sery poddaje się dalszemu leżakowaniu. Prawidłowo wyprodukowany ser fetta powinien spełniać następujące wymagania jakościowe: tabela.str.167 Ciężar sera ustala się przez wypuszczenie solanki otworem znajdującym się w denku i zważenie całej zawartości beczki. Po zważeniu wypuszczoną solankę wlewa się z powrotem do beczki, otwór zaś zamyka szczelnie korkiem. Beczki z serem kierowane do obrotu handlowego, zwłaszcza na eksport, powinny być wykonane z bukowego drewna, wzmocnione sześcioma obręczami z cynkowej blachy. WYRÓB SERA SOLANKOWEGO SAŁAMURA Z MLEKA KROWIEGO Podobnie jak w przypadku sera fetta, mleko kierowane do produkcji sera sałamura powinno być wysokiej jakości. Mleko przeznaczone do produkcji sera sałamura po oczyszczeniu w wirówce poddawane jest pasteryzacji w temperaturze około 72°C przez kilkanaście sekund, po czym jest schładzane do temperatury zaprawiania podpuszczką, wynoszącej 30— 32°C, i kierowane do kotłów serowarskich o pojemności 400 litrów. Po wprowadzeniu do mleka przerobowego chlorku wapnia w ilości około 15 g na 100 litrów mleka i zakwasu czystych kultur w ilości do 0,4% (w skład szczepionek czystych kultur wchodzą Streptococcus lactis i Bacterium casei) zaprawia się je podpuszczką. Ilość dodanej podpuszczki powinna zapewnić uzyskanie dość jędrnego skrzepu w ciągu 60—75 minut. Powstały skrzep kroi się na duże graniastosłupy, kilkakrotnie przeciągając harfą wzdłuż i wszerz kotła, po czym pozostawia się w spokoju całą zawartość kotła na 15—20 minut. Następnie przystępuje się do formowania, polegającego na powolnym wlewaniu gęstwy serowej do ustawionych na stołach form drewnianych w postaci ram. Czynność tę należy wykonywać ostrożnie, aby nie spowodować rozpylenia skrzepu. Gęstwę rozkłada się równomiernie w całej formie. Przed rozpoczęciem formowania gęstwy serowej formy wykłada się chustami z płótna serowarskiego o takiej powierzchni, aby można było związać je na krzyż i w ten sposób objąć nimi całą masę serową. Do jednej formy mieści się gęstwa serowa uzyskana z 200 litrów mleka, a zatem gęstwą serową z kotła o pojemności 400 litrów napełnia się dwie formy. W formach odbywa się dalsze krojenie gęstwy serowej (skrzepu) na graniastosłupy wielkości kostki cukru za pomocą długiego, ostrego noża o tępym końcu. Krojenie należy prowadzić ostrożnie, aby nie pociąć chust. Po upływie 10—15 minut od chwili zakończenia krojenia chusty wiąże się na krzyż, zaciskając mocno znajdującą się w nich gęstwę serową i usuwając jednocześnie formy. Po lekkim ocieknięciu serwatki przystępuje się do prasowania gęstwy serowej. W tym celu na zawiniętej w chustach gęstwie układa się deski, które obciąża się odpowiedniej wielkości ciężarkami. Obciążenie podczas prasowania powinno być stopniowo zwiększane aż do osiągnięcia nacisku wynoszącego około 10—15 kg na 25 kg prasowanej masy serowej. Czas prasowania nie powinien wynosić więcej niż 5—6 godzin, a temperatura nie może być mniejsza niż 15— 18°C. Po zakończeniu prasowania przystępuje się do krojenia masy serowej na kostki o wymiarach 11x11x9 cm. Pokrojone kostki układa się na stole i zalewa roztworem solanki o stężeniu 22—24°Be lub soli w basenach solankowych. Solenie powinno trwać 16—18 godzin. Po wysoleniu sery układa się w beczkach z drewna bukowego o pojemności 120—130 kg i kieruje do dojrzewalni, gdzie w temperaturze 15—18°C odbywa się dojrzewanie trwające około 30 dni. W czasie układania serów w beczkach poszczególne warstwy posypuje się. dość obficie solą, wypełniając serem szczelnie całą pojemność beczki. Wieczko beczki pozostaje niezamknięte. Sery znajdujące się w beczce powinny być całkowicie zanurzone w solance powstałej z soli i wydzielającej się z sera serwatki. Pojawiająca się na powierzchni solanki pleśń jest usuwana, a solanka kilkakrotnie przelewana przez otwór spustowy znajdujący się u dołu beczki. W ten sposób stwarza się wyrównane warunki dojrzewania całej masy serowej znajdującej się w beczce. W przypadku gdy przelewana solanka wykazuje wady, np. jest ciągliwa, zbyt mętna lub ma nieprzyjemny zapach, wówczas należy ją wymienić. Do sporządzenia nowej solanki należy użyć świeżej, czystej i odbiałczonej serwatki. Stężenie soli w solance powinno się doprowadzić do 10—12°Be. Z chwilą gdy sery osiągną wymaganą dojrzałość, łącznie z solanką są zamykane szczelnie w beczkach bądź w puszkach blaszanych o pojemności 1 kg lub 15 kg, a następnie kierowane do magazynu o temperaturze 8—10°C, przy wilgotności względnej powietrza około 75°/o, i tam składowane. Dojrzały ser powinien charakteryzować się następującymi cechami jakościowymi: tabela.str.170 Wady serów solankowych mogą być następujące: tabela.str.170,171 WYRÓB SERA SOLANKOWEGO ARABSKIEGO ACCAOVI Ser accaovi należy do grupy serów solankowych. Produkcja tego sera jest bardzo rozpowszechniona w krajach arabskich, szczególnie w Libanie. Z uwagi na specyficzny, bardzo słony smak ser ten jest najczęściej używany do różnego rodzaju sałatek. Ser accaovi może być produkowany zarówno z mleka owczego, jak i krowiego, przy czym lepszą jakość wykazuje ser z mleka owczego. Próby wyrobu sera accaovi z mleka krowiego na skalę przemysłową były prowadzone w Polsce w serowni Srokowo koło Kętrzyna i Okręgowej Spółdzielni Mleczarskiej w Wyszogrodzie. Dały one na ogół pozytywne wyniki, jednakże miąższ uzyskanego sera wykazywał zbyt intensywny kolor kremowy, co według rzeczoznawców arabskich znacznie obniżało jego wartość handlową. W niniejszej pracy omówiona będzie produkcja sera accaovi z mleka krowiego. Mleko kierowane do produkcji sera accaovi powinno być świeże i dobrej jakości. Kwasowość mleka przerobowego nie powinna przekraczać 8°SH. Świeże mleko dostarczone do zakładu powinno być wstępnie oczyszczone w wirówce i poddane normalizacji, po czym kierowane bezpośrednio do pasteryzatora. Temperatura pasteryzacji mleka, podobnie jak przy produkcji innych serów, powinna wahać się w granicach 70—74°C, a czas pasteryzacji powinien wynosić kilkanaście sekund. Po pasteryzacji mleko oziębia się do temperatury 33—35°C (zależnie od pory roku). W zimie temperatura powinna być wyższa, latem niższa. W tej temperaturze mleko jest zaprawiane podpuszczką, dodawaną w ilości około 2,5 g na 100 litrów mleka przerobowego. Podpuszczkę przed wprowadzeniem do mleka najpierw dokładnie rozciera się solą, a następnie rozpuszcza w letniej wodzie. Odmiennie niż przy produkcji innych serów do mleka serowarskiego nie dodaje się zakwasu czystych kultur. Aby ser nie miał zbyt intensywnej barwy miąższu, dodaje się do mleka nieznaczną ilość specjalnego odbarwiacza, np. ,,blego". Dawkowanie odbarwiacza powinno być zgodne z instrukcją producenta. Do obróbki mleka serowarskiego najpraktyczniej jest używać małych zbiorników (kociołków) o pojemności 200 lub 400 litrów. Napełnianie zbiorników, zaprawianie mleka podpuszczką i opróżnianie poszczególnych zbiorników odbywa się w około 15-minutowych odstępach czasu, co pozwala na utrzymanie nieprzerwanej produkcji. Mleko zaprawione podpuszczką powinno skrzepnąć w ciągu około 40—50 minut. Po uzyskaniu dość zwięzłego skrzepu przystępuje się do jego krojenia przez kilkakrotne przeciągnięcie harfą wzdłuż i w poprzek kotła. Następnie całą zawartość kotła, łącznie z serwatką, przenosi się za pomocą kielni do odpowiednich form rozlewowych z drewna, bez dna, ustawionych na stole i wyłożonych chustami z płótna lnianego. Rozmiar chust powinien być tak dopasowany, aby rogi chust wystawały poza formę. Forma rozlewowa ma wymiary około 85x85 cm. Przenoszenie pokrojonego skrzepu z kotła do form powinno się odbywać bardzo ostrożnie i powoli. Pokrojony skrzep układa się równomiernie na całej powierzchni formy. Po lekkim ocieknięciu serwatki formę drewnianą zdejmuje się, a gęstwę serową zawija w chustę. Dla przyspieszenia ociekania serwatki rogi chusty związuje się, lekko ugniatając rękami jej zawartość. Czas ociekania od chwili pokrojenia skrzepu wynosi około 15 minut. rysunek30 Po częściowym ocieknięciu serwatki chusty rozwija się, a gęstwę serową przekłada odpowiednim czerpakiem do małych chust z cienkiego płótna o wymiarach 30x30 cm. Pojemność czerpaka powinna być tak dobrana, aby jednorazowo wzięta gęstwa serowa utworzyła ser o wadze 0,5—0,7 kg. Po przeniesieniu gęstwy serowej na małe chusty rogi chust łączy się na środku sera, lekko je skręcając. Następnie sery układa się na stole ,,skrętami" chust do spodu. W ten sposób odbywa się formowanie serów oraz dalsze ociekanie serwatki. Z chwilą zakończenia formowania przystępuje się do przewijania chust. Czynność tę wykonuje się, podobnie jak przy formowaniu, ugniatając jednocześnie ręcznie masę serową w celu dalszego odprowadzenia serwatki. Przewinięte sery w chustach układa się w rzędach między deskami i przenosi do innego pomieszczenia, gdzie odbywa się ich prasowanie. Czas prasowania wynosi około 2 godzin, przy obciążeniu 1 kg na 1 kg prasowanego sera. Po zakończeniu prasowania sery odwija się z chust i kieruje do solowni, gdzie wkłada się je do solanki o stężeniu soli około 20°Be. Temperatura solanki powinna wynosić około 7°C. Sery pozostają w solance około 14—18 godzin, po czym układa się je rzędami w puszkach blaszanych o wymiarach: 23,5x23,5x37,0 cm. W każdym rzędzie umieszcza się po cztery sery, tak aby puszka zawierała 40 serów. Poszczególne warstwy serów przesypuje się solą. W drugim dniu od daty produkcji sery wyjmuje się z puszek, spłukuje solanką i ponownie wkłada do tych samych puszek. Po napełnieniu puszki zalewa się sery solanką o stężeniu soli około 20°Be, a następnie zamyka i lutuje. Zamknięcie puszek powinno być szczelne, aby solanka nie wyciekała. W ten sposób zapakowane sery przechowuje się w magazynie-chłodni w temperaturze 2—3°C. Składowanie sera może trwać nawet kilka miesięcy. Do obrotu handlowego może być kierowany ser po 1—2 tygodni składowania. W czasie transportu puszki z serem łączy się po 2 sztuki za pomocą specjalnej ramy drewnianej, która ułatwia ich przenoszenie, stanowiąc równocześnie jednostkę zbiorczą. Prawidłowo wyprodukowany ser powinien spełnić następujące wymagania: tabela.str.175 Do najczęściej występujących wad sera accaovi należą: tabela.str.176
-
Rozdział IV TECHNOLOGIA WYROBU SERÓW Z POROSTEM PLEŚNIOWYM Do grupy serów dojrzewających z porostem pleśniowym zaliczane są u nas sery camembert i brie. W odróżnieniu od innych serów miękkich, sery te charakteryzuje w czasie dojrzewania powierzchniowy rozwój pleśni, głównie gatunku Penicillium candidum i Penicillium camemberti, o bladoniebieskich lub bezbarwnych zarodnikach. Ser camembert jest jednym z od dawna znanych pleśniowych serów miękkich. Oryginalny ser camembert jest związany z imieniem Marii Harel, która zapoczątkowała jego produkcję w małej gminie Camembert w Normandii. Z czasem produkcja tego typu sera objęła całą Normandię. Konsumpcja sera camembert, dzięki jego wysokim walorom smakowym, rozpowszechniła się nie tylko na terenie Francji, ale i w innych krajach. W Polsce po raz pierwszy rozpoczęto produkcję sera camembert w 1959 r. w Okręgowej Spółdzielni Mleczarskiej w Sannikach. Ser ten, z uwagi na korzystne cechy smakowe i zdrowotne oraz wygodny w sprzedaży mały format, znalazł szybko uznanie konsumentów w naszym kraju. Dlatego w 1962 r. oddano do eksploatacji nowy zakład mleczarski w Gnieźnie, gdzie zainstalowano pochodzącą z importu linię do produkcji serów camembert typu „Alpma" o zdolności przerobowej wynoszącej 20 000 litrów mleka dziennie. Zmechanizowanie i usprawnienie procesu technologicznego umożliwiło dostarczanie przez przemysł na rynek większych ilości sera camembert i tym samym spopularyzowanie jego spożycia. Produkcja sera brie została zapoczątkowana w naszym kraju w końcu 1968 r. Ser ten — podobnie jak ser camembert — spotkał się z dobrym przyjęciem ze strony konsumentów. 1. WYRÓB SERA CAMEMBERT Proces wyrobu zarówno sera camembert, jak i brie zostanie podany według technologii stosowanej w zakładzie mleczarskim w Gnieźnie, opartej na pracy urządzeń linii typu „Alpma". Podobne urządzenia powinny znaleźć zastosowanie w przyszłości w innych nowo budowanych zakładach mleczarskich. rysunek08 Mleko kieruje się do wirówki czyszczącej, a następnie do pasteryzatora, gdzie poddaje się je pasteryzacji w temperaturze 72—74°C w czasie kilkunastu sekund. Po spasteryzowaniu i schłodzeniu do temperatury 15—20°C kieruje się je do wanien serowarskich przejściowych o pojemności około 2000 litrów. Schładzanie mleka po pasteryzacji ma na celu częściową krystalizację kuleczek tłuszczowych znajdujących się w stanie płynnym w mleku pasteryzowanym. Oziębienie mleka pasteryzowanego tylko do temperatury zaprawiania powodowałoby duże straty tłuszczu płynnego, który w formie nieskrystalizowanej przechodziłby do serwatki. W wannie przeprowadza się normalizację mleka przerobowego pod względem zawartości tłuszczu przez zmieszanie odpowiedniej ilości mleka odtłuszczonego z mlekiem pełnym, tak aby zawartość tłuszczu w dojrzałym serze wynosiła co najmniej 45% w suchej masie. Przed wpuszczeniem do wanny spasteryzowanego mleka przerobowego dodaje się do niego zakwasu bakterii fermentacji mlekowej (zwykle zakwas maślarski) w ilości 1,5—3,5%. Ilość dodawanego zakwasu uzależniona jest od kwasowości mleka przerobowego i od pory roku (latem mniej, zimą więcej). Jeżeli mleko wykazuje słabą krzepliwość pod wpływem podpuszczki, dodaje się nieco chlorku wapnia. Po znormalizowaniu i dokładnym wymieszaniu z zakwasem mleko podgrzewa się powoli do temperatury zaprawiania podpuszczką (latem 31°C, zimą 33°C). W tej temperaturze przetrzymuje się je do czasu wzrostu kwasowości w granicach 8,3—8,5°SH. W zależności od jakości surowca mogą być również stosowane inne sposoby dojrzewania mleka przerobowego: 1. Przy przerobie mleka pasteryzowanego, które przed pasteryzacją było nadmiernie zakażone (szczególnie innymi bakteriami niż kwasu mlekowego) należy możliwie szybko doprowadzić mleko do pożądanej kwasowości, dodając 4—5% zakwasu i niezwłocznie zaprawić podpuszczką. W ten sposób zapobiega się rozwojowi niepożądanej mikroflory w mleku przerobowym i w serze podczas całego cyklu technologicznego łącznie z dojrzewaniem. 2. W tych zakładach mleczarskich, gdzie wyklucza się wtórne zakażenia mleka w przewodach i zbiornikach, zaleca się następujący sposób. Do spasteryzowanego i znormalizowanego pod względem zawartości tłuszczu mleka dodaje się 0,1—0,5% zakwasu czystych kultur, a następnie inkubuje się mleko do dnia następnego w temperaturze 8—12°C. Ilość dodanego zakwasu reguluje się w zależności od początkowej kwasowości mleka, tak aby w mleku dojrzałym (po 20 godzinach inkubacji) kwasowość nie przekroczyła 8,5°SH. Dojrzałe mleko kieruje się do wanien przejściowych, a następnie dodaje się do niego zakwas w ilości 1—3%, zależnie od kwasowości mleka i pory roku. Jeśli kwasowość inkubowanego mleka osiągnie 9°SH, wówczas zakwasu uzupełniającego nie dodaje się. 3. Najlepsze wyniki uzyskuje się stosując zakwas uaktywniony w następujący sposób. Do ilości zakwasu czystych kultur stanowiącej 1,5% mleka przerobowego dodaje się dwukrotnie większą ilość mleka pasteryzowanego, uprzednio schłodzonego do temperatury 30—34°C. Całość dokładnie miesza się, a następnie inkubuje w temperaturze 30—34°C przez 2 godziny. Po upływie tego czasu mieszaninę zakwasu dodaje się w całości do mleka przerobowego Kwasowość zakwasu powiną wynosić około 24— 30°SH. Mleko w pełni dojrzałe jest kierowane z wanien przejściowych do wanien-wózków o pojemności 440 litrów z urządzeniem do wylewania gęstwy serowej, gdzie następuje zaprawianie podpuszczką. Napełnianie mlekiem poszczególnych wanien-wózków oraz zaprawianie mleka podpuszczką następuje kolejno, co pozwala na utrzymanie ciągłości pracy w warzelni. Podpuszczka przed dodaniem do mleka powinna być rozpuszczona w wodzie z dodatkiem soli. Do rozpuszczonej podpuszczki wprowadza się kulturę pleśni Penicillium candidum w postaci zawiesiny zarodników w jałowej wodzie. Ilość dodawanej kultury pleśni zależy od jej zdolności zarodnikowania oraz od stopnia zakażenia serowni właściwą pleśnią i powinna wynosić około 125 ml na 1000 litrów przerobowego mleka. W praktyce zakłady zużywają więcej czystych kultur pleśni. Otrzymaną pleśń w roztworze rozcieńcza się w czystej pasteryzowanej i schłodzonej wodzie w stosunku 1:1, a następnie dodaje się podpuszczkę. Ilość podpuszczki dodawanej do mleka dobiera się tak, aby uzyskać skrzep zwięzły i jędrny po upływie 1,0—1,5 godziny. W czasie krzepnięcia mleka należy zwracać uwagę, zwłaszcza w okresie zimowym, aby nie było w warzelni dużych wahań temperatury. Optymalna temperatura w warzelni w czasie krzepnięcia mleka powinna wynosić 23—25°C, a wilgotność względna powietrza 85—90%). Przy wyższych temperaturach wydzielanie serwatki z serów w pierwszym okresie może być zbyt gwałtowne. Może to spowodować zbytnie wysuszenie masy serowej, co stwarza warunki sprzyjające rozwojowi bakterii wytwarzających gazy. Natomiast przy niskiej temperaturze następuje zahamowanie wytwarzania kwasu mlekowego i wydzielania serwatki. rysunek10 Z chwilą uzyskania właściwego skrzepu przystępuje się do jego krojenia, przeciągając harfą wzdłuż i w poprzek wanny. Pokrajany na kostki o boku 2—4 cm skrzep należy lekko wymieszać i następnie pozostawić w spokoju na około 15 minut. Kwasowość serwatki w tym czasie powinna wynosić 5,8—6,0°SH. Po upływie tego czasu przystępuje się do formowania serów. Czynność tę wykonuje się mechanicznie przez pneumatyczne obracanie wanien-wózków, z których powoli wypływa samoczynnie gęstwa serowa do ustawionych na stole form serowarskich. Gęstwa serowa w czasie wylewania z wanny jest rozdzielana za pomocą specjalnego urządzenia na 10 równych części. Każda wydzielona część gęstwy serowej wypełnia 40 form ustawionych na specjalnych tacach, na których ułożone są maty drewniane ułatwiające odprowadzenie serwatki w czasie ociekania serów. Podczas formowania gęstwy serowej powinno się zwracać uwagę na równomierne rozprowadzenie gęstwy do poszczególnych form, tak aby wyprodukowane serki były zbliżonej wielkości. Z mleka zawartego w wannie o pojemności 440 litrów uzyskuje się przeciętnie 400 serków. Po zakończeniu formowania przystępuje się natychmiast do odwracania form z serami, podkładając równocześnie drewniane maty. Czynność formowania, podobnie jak napełnianie wanien mlekiem i zaprawianie podpuszczką, przebiega systemem ciągłym, co daje duże możliwości utrzymania ciągłości pracy poszczególnych pracowników zatrudnionych w warzelni, a tym samym odpowiedniej wydajności. Drugie odwracanie form z serami następuje po upływie 2—3 godzin od chwili ich uformowania, trzecie po 4—6 godzinach i ostatnie po 7—8 godzinach. W czasie ostatniego odwracania sprawdza się kwasowość serwatki wydzielającej się z serów. Przy prawidłowym przebiegu fermentacji ociekających serów kwasowość wydzielającej się serwatki powinna wynosić 28—30°SH. Jeżeli kwasowość serwatki jest niższa, wówczas podwyższa się temperaturę w warzelni, a jeżeli wyższa — obniża się. Na drugi dzień po wyprodukowaniu sery wyjmuje się z form, po czym układa się na specjalnych leżakach wykonanych z drutu ze stali nierdzewnej (66 serków na jednym leżaku), które ustawia się jeden na drugim w formie kontenera i następnie wkłada za pomocą specjalnego podnośnika do basenu z solanką. Temperatura solanki powinna wynosić latem około 16°C, zimą 180C, stężenie soli 16—18%, kwasowość solanki powinna się mieścić w granicach 10—18°SH. Czas solenia serków wynosi 35—40 minut. rysunek11 Po wysoleniu sery przekłada się na inne, druciane leżaki, o nieco większych odstępach jeden od drugiego, umożliwiających swobodny dostęp powietrza do poszczególnych serków. Na każdym leżaku układa się tylko 45 serków. Leżaki z serami, podobnie jak podczas solenia, układa się jeden na drugim w formie kontenerów, które następnie przewozi się na wózkach do pierwszej dojrzewalni o temperaturze 13—14°C, przy wilgotności względnej powietrza 85—90%. W pomieszczeniu tym sery pozostają przez 3—4 dni. Należy je ustawić w dość przewiewnym miejscu, umożliwiającym równomierne obsychanie serów na całej powierzchni i codziennie odwracać. Wietrzenie pomieszczenia przeprowadza się w zależności od zawartości wilgoci w serach. rysunek12 Następnie sery przewozi się do drugiej dojrzewalni, w której temperatura jest nieco niższa i wynosi 12—13°C, zaś wilgotność powietrza około 95%. W tej dojrzewalni sery pozostawia się na 6—10 dni. Po 6 dniach dojrzewania (liczonych od zakończenia solenia) na powierzchni serków powinien pojawić się dość obfity porost pleśni Penicillium candidum, co świadczy o prawidłowym przebiegu dojrzewania serów. W czasie dojrzewania należy odwracać sery co 3 dni. Po 14 dniach dojrzewania sery są na tyle dojrzałe, że mogą być zwijane w folię, wkładane do pudełek, np. tekturowych, i kierowane na rynek. Zaraz po zapakowaniu sery powinno się schłodzić w pomieszczeniu do temperatury 2—4°C, aby zahamować zbyt szybki proces dojrzewania. rysunek13 Dojrzały ser camembert kierowany do obrotu powinien spełniać następujące wymagania jakościowe: tabela.str.96 rysunek14 2. WYRÓB SERA BRIE Proces technologiczny wyrobu sera brie jest podobny jak sera camembert. Różnice polegają na wprowadzaniu do mleka nieco większego dodatku zakwasu, wyższej o około 1°C od stosowanej przy wyrobie sera camembert temperaturze zaprawiania mleka podpuszczką oraz wyższej kwasowości serwatki w momencie rozpoczęcia formowania (6—7°SH). Wanny i sprzęt serowarski, z wyjątkiem form, są takie same jak przy produkcji sera camembert. rysunek15 Z uwagi na większą masę serów brie z mleka zawartego w jednej wannie-wózku o pojemności 440 litrów formuje się tylko 30 sztuk. Na jednej tacy umieszcza się po 3 sery. Formowanie, ociekanie i odwracanie serów w czasie ociekania odbywa się podobnie jak przy wyrobie serów camembert. Solenie sera brie trwa nieco dłużej niż serów camembert (60—80 minut), podobnie nieco dłuższy jest okres dojrzewania. Sery dojrzałe w 1/3 masy (co następuje w ciągu 12—14 dni) przygotowuje się do wysyłki bądź jako całe kręgi, bądź pokrojone na klinki stanowiące ¼, 1/6, 1/8 lub 1/12 kręgu. Cały ser lub klinki zawija się w folię aluminiową, a następnie wkłada do opakowań zbiorczych kartonowych, z tworzywa sztucznego lub łubianek. Opakowany w ten sposób ser przed wysyłką powinien być przechowywany w temperaturze 2—4°C. Przemiany fizykochemiczne i biochemiczne w czasie dojrzewania sera przebiegają podobnie jak przy produkcji sera camembert. Ponieważ ser brie ma kilkakrotnie większą masę, miąższ sera dojrzałego jest bardziej miękki i soczysty, a smak bardziej delikatny. Wymagania jakościowe dotyczące sera brie są następujące: tabela.str.98 Najczęściej spotykane wady serów camembert i brie są następujące: tabela.str.99 3. PRZEMIANY FIZYKOCHEMICZNE I BIOCHEMICZNE ZACHODZĄCE W CZASIE DOJRZEWANIA SERÓW CAMEMBERT I BRIE W procesie dojrzewania serów camembert i brie można wyodrębnić dwa zasadnicze stadia: 1. Wprowadzony do mleka przerobowego zakwas czystych kultur powoduje ukwaszenie całej masy serowej w wyniku właściwej fermentacji mlekowej (rozkład laktozy na kwas mlekowy). Wskutek tych przemian zawartość wody w czasie dojrzewania obniża się poniżej 60%. 2. Na całej powierzchni sera następuje rozwój mikroflory (głównie pleśni Penicillium candidum), wywołujący określone zmiany w serze. Rozwijająca się na powierzchni pleśń rozkłada kwas mlekowy powstały w wyniku fermentacji laktozy, powodując zmniejszenie kwasowości w zewnętrznej warstwie sera. Optymalny rozwój powierzchniowej mikroflory zależy głównie od początkowej zawartości wody w masie serowej, a ponadto od właściwego stosunku temperatury i wilgotności oraz odpowiedniej cyrkulacji powietrza w czasie dojrzewania. Ser zawierający nadmiar wilgoci w początkowym stadium dojrzewania dojrzewa zbyt gwałtownie, konsystencja takiego sera staje się zbyt miękka, a nawet płynna; również ser o zbyt małej zawartości wody nie może dojrzewać we właściwy sposób. Ważną rolę w czasie dojrzewania serów odgrywa temperatura i wilgotność powietrza w dojrzewalni. Jeżeli temperatura jest za wysoka, pleśń Penicillium candidum rozwija się nadmiernie, co może być przyczyną dość ostrego smaku i zapachu sera. Nadmierna zaś wilgotność i niedostateczna wymiana powietrza w dojrzewalni zmniejszają możliwości właściwego odprowadzenia wody z powierzchni sera, co sprzyja rozwojowi niektórych gatunków drożdży oraz bakterii wywołujących zahamowania w rozwoju potrzebnych pleśni na powierzchni sera. Natomiast jeżeli w dojrzewalni panują temperatury zbyt niskie, pleśń rozwija się niedostatecznie, a zmiany powodujące dojrzewanie serów są opóźnione. Zbyt niska zaś wilgotność powietrza w dojrzewalni bądź nadmierna wymiana powietrza powodują szybkie wysychanie powierzchni sera, ograniczając w ten sposób rozwój koniecznych drobnoustrojów powodujących dojrzewanie sera. Aby zapewnić serom optymalne warunki dojrzewania, buduje się kilka dojrzewalni o różnych możliwościach klimatyzacyjnych. Pod wpływem rozwoju mikroflory wprowadzonej do mleka oraz wytwarzanych przez nią enzymów podczas dojrzewania zachodzą w serach zmiany. Wskutek skierowania do produkcji serów mleka o wysokiej dojrzałości przyrost kwasowości w poszczególnych fazach obróbki jest szybki i przedstawia się następująco: kwasowość serwatki wydzielonej z serów po 1—2 godzinach od chwili uformowania wynosi około 10°SH, po 2—4 godzinach około 20°SH, po 6—8 godzinach około 30°SH. Po upływie 24 godzin od wysolenia kwasowość miąższu sera wzrasta do około 110°SH, a po trzech dniach osiąga maksymalną wysokość wynoszącą 120°SH. W następnych dniach kwasowość wykazuje wyraźną tendencję spadkową, spowodowaną zużyciem kwasu mlekowego przez rozwijającą się pleśń Penicillium candidum oraz przemianami biochemicznymi zachodzącymi w głębi miąższu sera. W okresie 2 tygodni od daty wyrobu miąższ sera pod skórką staje się miękki. Można wówczas przystąpić do pakowania serów, a dalszy proces dojrzewania przebiegać może w opakowaniach. W czasie dalszego dojrzewania środkowa część sera staje się również miękka. W miarę stopniowego zmiękczania się konsystencji sera wskutek procesu odbudowy białka następuje wzrost ilości rozpuszczalnych związków azotowych. Hydroliza białka od dziesiątego dnia dojrzewania przebiega powoli, po czym tempo jej silnie wzrasta. Procesom tym towarzyszy również zmniejszenie kwasowości sera, przypuszczalnie z powodu wytwarzania związków alkalicznych oraz, jak już wspomniano, wskutek utleniania kwasu mlekowego przez pleśnie i drożdże znajdujące się na powierzchni sera. Przebieg rozkładu białka oraz zmiany pH zachodzące w czasie dojrzewania serów camembert podano w tablicach 9 i 10. tablica09 tablica10 Rozdział V TECHNOLOGIA WYROBU SERÓW Z PRZEROSTEM PLEŚNIOWYM Głównym przedstawicielem grupy serów z przerostem pleśniowym jest roquefort. Ser ten jest wyrabiany w południowej Francji od wielu stuleci. Nazwa jego pochodzi od nazwy wsi Roquefort, w pobliżu której znajdowały się pieczary o idealnych temperaturach i wilgotności, gdzie odbywało się dojrzewanie serów. Sery roquefort we Francji produkowane są z mleka owczego. W innych krajach sery tego typu produkuje się również z mleka owczego i krowiego zmieszanego lub tylko krowiego. W zależności od rodzaju mleka użytego do produkcji oraz od sposobu wyrobu serów przybierają one różne nazwy. Na przykład w Stanach Zjednoczonych produkowany jest ser z mleka krowiego pod nazwą blue cheese, w Angli pod nazwą stilton, we Włoszech gorgonzola itp. Sery te cechuje występowanie w całym miąższu ciemnozielonych żyłek i marmurkowatość, co wywołane jest przez owocującą wegetację pędzlaka Penicillium roqueforti. Rozwijając się w miąższu sera pleśń ta nadaje serom dojrzałym charakterystyczny ostry i pikantny smak. Właśnie ze względu na smak ser ten cieszy się dużym uznaniem wśród konsumentów. W Polsce ser roquefort produkowany jest pod nazwą rokpol. Technologię jego wyrobu przystosował do krajowych warunków przemysłowych Instytut Przemysłu Mleczarskiego. 1. WYRÓB SERA ROKPOL Do wyrobu sera rokpol używa się mleka krowiego bardzo dobrej jakości, o kwasowości nie wyższej niż 7,6°SH. Przed skierowaniem do pasteryzatora mleko powinno być znormalizowane, tak aby zawartość tłuszczu w suchej masie gotowego produktu wynosiła 50%. Znormalizowane mleko poddaje się pasteryzacji w temperaturze 72—74°C w ciągu kilkunastu sekund, po czym schładza się do temperatury poniżej 10°C. Niektórzy autorzy zalecają stosowanie homogenizacji mleka przerobowego przy produkcji tego sera. Homogenizacja przyczynia się w znacznym stopniu do przyspieszenia procesów proteolitycznych i lipolitycznych, przez co skraca czas dojrzewania, polepsza jakość sera, powiększa stopień wykorzystania składników mleka oraz wpływa korzystnie na wydatek sera. Podobne wyniki uzyskuje się przy dodatku homogenizowanej śmietanki do mleka odtłuszczonego kierowanego do produkcji sera. Do znormalizowanego i spasteryzowanego mleka dodaje się około 1% zakwasu maślarskiego (ilość zakwasu zależy od kwasowości wyjściowej mleka przerobowego) oraz chlorku wapnia w ilości 10—20 g na 100 litrów mleka przerobowego. Chlorek wapnia stosuje się wówczas, gdy mleko wykazuje słabą krzepliwość pod wpływem podpuszczki. Korzystne wyniki uzyskuje się przy dodawaniu do mleka przerobowego zakwasu uaktywnionego. Mleko przerobowe, dokładnie wymieszane z dodatkami, podgrzewa się do temperatury zaprawiania podpuszczką wynoszącej 28—30°C. Podpuszczki dodaje się taką ilość, aby po upływie około 60 minut uzyskać średnio zwięzły skrzep. Po uzyskaniu właściwego skrzepu (średnio zwięzły, a na przełomie gładki i równy) następuje jego krajanie na graniastosłupy o boku 3 cm. Obróbkę skrzepu prowadzi się do czasu, aż kwasowość mleka w próbie Toedta osiągnie wartość około 9°SH. Z tą chwilą ziarno serowe (gęstwę) przenosi się na stół serowarski wyłożony płótnem, gdzie następuje dalsze wyciekanie serwatki. Ociekanie masy serowej na stole trwa 20— 30 minut. Po ocieknięciu ziarno serowe tworzy jednolitą masę, którą formuje się i zaszczepia zarodnikami pleśni Penicillium roqueforti. rysunek16 Formowanie polega na odcinaniu kielnią kawałków masy serowej i układaniu ich w formie warstwami. Wysokość każdej warstwy powinna wynosić 3—4 cm. Każdy ser formuje się z czterech lub pięciu warstw, a każdą warstwę posypuje zarodnikami pleśni. Ilość wprowadzanej pleśni zależy od jej zdolności zarodnikowania. Przeciętnie zużywa się około 15 g zarodników pleśni na 100 kg sera. Niektórzy serowarzy stosują nieco inny sposób formowania serów. Polega on na tym, że skrzep po pokrojeniu nieco osusza się do uzyskania kwasowości serwatki w granicach 6,0—6,2°SH, po czym odczerpuje się serwatkę aż do powierzchni ziarna. Następnie do gęstwy serowej w kotle dodaje się soli warzonki gruboziarnistej (0,3—0,6 kg soli na każde 100 litrów mleka wzięte do przerobu). Gęstwę serową miesza się z solą przez około 15 minut aż do całkowitego rozpuszczenia i rozprowadzenia soli. Natychmiast po wymieszaniu przenosi się ją bezpośrednio do form. rysunek17 Przy tym sposobie formowania nie wprowadza się zarodników pleśni Penicillium roqueforti do masy serowej, lecz bezpośrednio do mleka przerobowego wraz z innymi dodatkami. Zarówno jeden, jak i drugi sposób wprowadzania zarodników pleśni ma swoje wady i zalety. Posypywanie zarodnikami bezpośrednio masy serowej w formach jest bardzo pracochłonne, ponadto może być źródłem zakażenia sera niepożądanymi drobnoustrojami. Przy tej metodzie zużywa się jednak mniej pleśni. Wprowadzanie proszku pleśniowego bezpośrednio do mleka ma tę zaletę, że jest mniej pracochłonne, ponadto unika się ewentualnych zakażeń sera. Wadą tej metody jest jednak większe zużycie zarodników pleśni. Przeciętne zużycie zarodników pleśni na 100 kg sera mieści się w granicach 30—50 g. Aby wprowadzona do sera pleśń miała dobre warunki rozwoju, konieczne jest utrzymywanie odpowiedniej kwasowości masy, jej struktury, zawartości wody oraz zapewnienie dostępu tlenu. Duży również wpływ na rozwój pleśni w serze ma czystość zastosowanych szczepów i ich rodzaj. Ociekanie oraz samoprasowanie sera trwa około 4 dni w temperaturze 18—22°C. W pierwszej godzinie po uformowaniu sery należy obracać czterokrotnie w różnych odstępach czasu, w ciągu dalszych pięciu godzin co godzinę, a w następnych dniach ociekania — dwa razy dziennie rano i wieczorem. Proces ociekania serów może być skrócony i uproszczony, jeśli zastosuje się formy z blachy perforowanej. Formy te ułatwiają ociekanie serwatki, eliminują potrzebę stosowania chust, umożliwiają uzyskanie serów o gładszych bokach niż przy stosowaniu zwykłych form. Najważniejszą zaletą tych form jest możność nalewania gęstwy serowej, po uprzednim osuszeniu, wprost do form, z pominięciem wylewania i osuszania gęstwy na stole. Przy tym sposobie formowania sery ociekają tylko jeden dzień w pomieszczeniu o temperaturze w granicach 22—26°C. Odwracanie serów odbywa się pierwszy raz po 15 minutach, drugi raz po 30 minutach, trzeci raz po 2 godzinach i ostatni raz po 4 godzinach. Po ocieknięciu sery są znakowane, ważone, a następnie poddawane soleniu. Solenie przeprowadza się na sucho, nacierając solą wszystkie powierzchnie, sera. Przez pierwsze dwa dni sery soli się w formach, w trzecim i ewentualnie czwartym dniu — bez form. Temperatura pomieszczenia solowni powinna wynosić 14—16°C. Solenie można przeprowadzać również w solance. Po wysoleniu i ocieknięciu sery kieruje się do dojrzewalni o temperaturze 12—14°C i wilgotności względnej powietrza 95—98%, gdzie przebywają około 2 tygodni. Dwunastego dnia od daty wyrobu sery myje się zimną wodą za pomocą szczotki i po lekkim obeschnięciu nakłuwa na wylot specjalnymi igłami ręcznie lub maszynowo. rysunek18 Liczba nakłuć w serze o średnicy 200 mm wynosi około 80. W czasie nakłuwania sera igły należy często dezynfekować przez zanurzenie ich w 45-proc. roztworze alkoholu etylowego lub we wrzącej wodzie. Nakłute sery układa się bokiem na podstawkach w odległości 1,5—2,0 cm jeden od drugiego, aby umożliwić dostęp powietrza, co jest niezbędne dla rozwoju pleśni. rysunek19 W czasie dojrzewania sery obraca się codziennie o ¼ pełnego obrotu, zapobiegając w ten sposób ich deformacji. Rozwój pleśni w serze podczas dojrzewania należy kontrolować. W przypadku zasklepiania się otworów nakłuwa się je ponownie. Pojawiającą się na serze maź należy zeskrobywać. Z chwilą gdy pleśń rozwinie się w miąższu sera i przybierze zabarwienie zielonobłękitne, a na powierzchni sera pojawi się błękitna pleśń, przystępuje się do zasklepiania otworków po nakłuciach. Następuje to zazwyczaj po 2 tygodniach dojrzewania. Przed zasklepieniem otworków należy nawiercić jeden ser z danego waru i sprawdzić, czy pleśń jest dostatecznie rozwinięta w miąższu i czy ma właściwy kolor. Miejsce nawiercenia dokładnie oczyszcza się i dezynfekuje spirytusem. rysunek20 Przed zasklepieniem otworków sery gruntownie oczyszcza się z mazi i pleśni za pomocą specjalnego noża. Następnie otworki i szczeliny widoczne na płaskich powierzchniach zasklepia się miąższem sera, wtłaczając go nożem, po czym przenosi się sery do drugiej dojrzewalni, gdzie odbywa się dalsze dojrzewanie w temperaturze 8—10°C, przy wilgotności względnej powietrza 95—98%. Dalsza pielęgnacja serów polega na oczyszczaniu ich powierzchni i zasklepianiu otworków. Czynności te przeprowadza się w odstępach około 2—3 tygodni, w zależności od szybkości wzrostu mazi i pleśni. Po upływie 2—3 miesięcy dojrzewania sery ponownie się czyści, zawija w folię aluminiową i kieruje do magazynu, gdzie przechowuje się je w temperaturze 3—5°C, przy wilgotności względnej powietrza około 90%. Stąd wysyłane są bezpośrednio do dystrybucji. Pielęgnowanie serów rokpol w czasie dojrzewania jest bardzo kłopotliwe i trudne. Niska temperatura oraz duża wilgotność powietrza ułatwiają porost niepożądanych drobnoustrojów na powierzchni sera. Wytwarza się maź, bardzo szybko powstają wżery w głąb miąższu powodujące duże ubytki przy oskrobywaniu sera. Natomiast przy niższej wilgotności sery wysychają, tracąc na wadze, zakłóceniu ulega również proces dojrzewania. Aby uniknąć tych kłopotów, niektóre zakłady serowarskie stosują powlekanie serów parafiną. Parafinowanie wykonuje się zaraz po obsuszeniu serów, przed ich nakłuwaniem. Stwierdza się jednak, że pod względem cech smakowych sery parafinowane ustępują serom nieparafinowanym. Wymagania jakościowe dotyczące sera rokpol są następujące: tabela.str.112,113 Do najczęściej występujących wad serów rokpol należą: tabela.str.113,114,115 1) Wada ta jest związana nie tylko z zawartością wody i jej rozmieszczeniem w serze, lecz również ze stopniem odwapnienia masy serowej, tj. z kwasowością mleka użytego do produkcji i przebiegiem synerezy. Na zawartość wody w serze ma również wpływ stopień osuszenia ziarna, temperatura ociekania oraz temperatura solenia serów. Niemałą rolę spełnia temperatura i wilgotność powietrza w dojrzewalni. Przestrzeganie parametrów technologicznych produkcji eliminuje tę wadę. Ponadto w celu nadania serom bardziej miękkiej i smarownej konsystencji zaleca się stosowanie homogenizacji mleka lub śmietanki. Dodatek do gęstwy serowej 0,2—0,3 kg soli kuchennej na 100 litrów mleka zwiększa zawartość wody w serze o 1—2% i zapewnia bardziej miękką konsystencję. 2. PRZEMIANY FIZYKOCHEMICZNE I BIOCHEMICZNE ZACHODZĄCE W CZASIE DOJRZEWANIA SERA ROKPOL Kierowanie do produkcji sera rokpol mleka w pełni dojrzałego oraz dodawanie odpowiedniej ilości zakwasu przyczynia się do zahamowania rozwoju niepożądanych drobnoustrojów, zapewnia dostateczną jędrność skrzepu i powoduje wydzielanie z masy serowej większej ilości serwatki. Najlepsze wyniki jakościowe uzyskuje się wówczas, gdy zawartość wody w serze przed rozpoczęciem solenia wynosi 47— 48%. Kwasowość sera osiąga maksimum po 24 godzinach od początku jego wyrobu (pH świeżego sera w tym czasie waha się w granicach 4,5—4,7). Z powodu wysokiej kwasowości oraz wzrastającej koncentracji soli w czasie solenia następuje gwałtowne obumieranie bakterii fermentacji mlekowej. Po upływie 8—10 dni od nakłuwania sera we wszystkich przestrzeniach międzyziarnowych i wzdłuż nakłuć zaczyna rozwijać się pleśń Penicillium roqueforti, która odgrywa główną rolę w procesie dojrzewania sera. Maksymalny rozwój pleśni w serze następuje po około 30 dniach od daty produkcji, przy czym zwykle pleśń lepiej rozwija się w środkowej części sera, gdzie jest mniejsze stężenie soli. W miarę dojrzewania sera ilość tlenu zawartego w jego miąższu gwałtownie obniża się, zaś ilość dwutlenku węgla wzrasta. Stwarza to niekorzystne warunki dla rozwoju wszystkich innych pleśni, natomiast mniej szkodliwie działa na rozwój Penicillium roqueforti. Nakłuwanie sera w czasie dojrzewania ułatwia rozwój pleśni przez odprowadzanie kanalikami wydzielającego się dwutlenku węgla. Po 2—3 tygodniach dojrzewania na powierzchni sera pojawiają się białawe, lepkie kolonie drożdży obok zielononiebieskich plam pleśni. Drobnoustroje te stopniowo są zastępowane przez maź koloru ceglastego zawierającą mikrokoki i pałeczki, głównie Brevibacterium linens i Brevibacterium erythrogenes. Stwierdzono, że sery, na których powierzchni znajduje się maź, w odróżnieniu od serów dojrzewających w powłoce parafinowej, mają nieco wyższe pH, ponadto wykazują większą zawartość kwasów lotnych i azotu aminowego. Poza tym sery takie charakteryzują się lepszą konsystencją i strukturą oraz mają bardziej delikatny smak i zapach w porównaniu z serami dojrzewającymi w powłoce parafinowej, na których maź nie mogła się rozwinąć. Jednakże zbyt obfite występowanie mazi na powierzchni sera jest szkodliwe. W czasie dojrzewania zmieniają się wartości pH w miąższu sera. Od osiągniętej w 24 godziny od rozpoczęcia wyrobu minimalnej wartości pH 4,5—4,7 w okresie 2—3 miesięcy dojrzewania następuje jej wzrost do maksymalnej wartości w granicach 6,0—6,25. Przyrost ten zaznacza się silniej w zewnętrznej części sera, bliżej warstwy mazi. Po osiągnięciu tej wartości pH miąższu sera utrzymuje się bez zmian albo może nieznacznie obniżyć się, prawdopodobnie wskutek uwalniania kwasów tłuszczowych przez enzymy lipolityczne. Rozwijające się w miąższu sera pleśnie wytwarzają lipazy, które uwalniają kwasy: masłowy, kapronowy, kaprylowy i kaprynowy oraz wyższe kwasy tłuszczowe. Według niektórych autorów pleśnie zużytkowują część produktów hydrolizy tłuszczu w początkowym okresie dojrzewania. W miarę zmniejszania się szybkości rozwoju pleśni wskutek braku tlenu, dyfuzji soli w głąb miąższu sera oraz nagromadzenia się produktów ubocznych ilość kwasów tłuszczowych wzrasta. W tym okresie dojrzewania wytwarza się smak i zapach typowy dla tego sera. Rozdział VI TECHNOLOGIA WYROBU SERÓW MIĘKKICH Z MAZIĄ NA POWIERZCHNI Sery miękkie maziowe różnią się od innych serów, a szczególnie od twardych, przede wszystkim sposobem dojrzewania i związanymi z nim cechami jakościowymi. Jak sama nazwa wskazuje, sery zaliczane do tej grupy dojrzewają na maź, to znaczy na powierzchni sera pod wpływem mieszanej mikroflory wytwarza się szarożółta lub czerwona maź (bakterie, pleśnie drożdże). Główną rolę odgrywają bakterie peptonizujące białka, takie jak Brevibacterium casei, Brevibacterium linens i szereg innych. W wyniku procesów życiowych tych drobnoustrojów następuje posuwający się od powierzchni w głąb miąższu sera intensywny rozkład białka. Proces ten nadaje serom charakterystyczny smak i zapach oraz miękką, woskowatą, prawie mazistą konsystencję. W Europie najbardziej rozpowszechnionymi typami serów maziowych są romadur i limburski. Do grupy serów maziowych zalicza się również ser piwny produkowany w Czechosłowacji, ser münster wytwarzany w NRF i ser brick produkowany w USA. Zarówno ser brick, jak i münster charakteryzują się łagodniejszym smakiem i niższą zawartością wody niż typowe miękkie sery maziowe. Dlatego niektórzy zaliczają je do serów półtwardych. rysunek21 Ostatnio w celu poszerzenia asortymentu serów miękkich wytwarzanych w naszym kraju opracowano w Wyższej Szkole Rolniczej w Olsztynie technologię produkcji dwóch nowych typów serów, którym nadano nazwy: kortowski i popularny. 1. WYRÓB SERA ROMADUR Do wyrobu sera tego typu używa się mleka poddanego pasteryzacji w temperaturze 72—75°C w ciągu kilkunastu sekund, o kwasowości nie wyższej niż 7,8°SH. Po pasteryzacji mleko schładza się do temperatury 29—33°C, w zależności od pory roku, dodaje zakwas czystych kultur maślarskich w ilości 0,3— 1,0% i pozostawia na 30 minut. Następnie wprowadza się niezbędne dodatki, tzn. chlorek wapnia w przypadku słabej krzepliwości mleka (około 10—20 g na 100 litrów mleka) i ewentualnie farbę serowarską w takiej samej ilości jak przy produkcji innych serów. Tak przygotowane mleko zaprawia się podpuszczką. Krojenie skrzepu rozpoczyna się wówczas, gdy odstaje on od ścianek wanny i lekko łamie się pod naciskiem palca. Właściwy skrzep powinno się uzyskać w ciągu 45—60 minut od momentu zaprawienia mleka podpuszczką. Skrzep kroi się na graniastosłupy o bokach 4—5 cm, a po upływie 15 minut przystępuje się do dalszego rozdrabniania, aż ziarno uzyska średnicę 3—4 cm. Rozdrabnianie skrzepu powinno trwać 20—30 minut. Dalsza obróbka skrzepu (osuszanie) trwa 30—40 minut. Temperatura, zarówno w czasie krzepnięcia mleka, jak i w czasie dalszej obróbki, nie może być niższa od 29 °C (w niższej temperaturze serwatka wolniej wycieką, co może być przyczyną szeregu wad gotowego produktu). Jeżeli ziarno po wyjęciu z wanny zachowuje swój kształt na dłoni (nie ulega samoczynnej deformacji), odczerpuje się część serwatki, zaś pozostałą gęstwę rozlewa do prostokątnych form. Powinno się nalewać jednakowe ilości gęstwy do wszystkich form, aby wysokość uformowanych bloków sera była wyrównana. Po zakończeniu tych czynności formy wraz z gęstwą serową przewraca się, w celu nadania formującym się blokom odpowiedniego kształtu i przyspieszenia wydzielania się serwatki. rysunek22 Po dostatecznym ocieknięciu serwatki uformowany blok masy serowej przecina się w poprzek na poszczególne serki, które następnie układa się tak, aby powierzchnia przecięcia każdego serka przylegała do chusty leżącej na stole. W wyniku tego zabiegu w miejscach przecięcia tworzy się cienka skórka. Po 24 godzinach sery powinny wykazywać kwasowość w granicach 4,8—5,0 pH. Następnego dnia po uformowaniu sery przekazuje się do solenia. W wielu krajach sery romadur soli się na sucho. Ostatnio jednak coraz częściej stosuje się solenie serów miękkich w solance, z uwagi na mniejszą pracochłonność tego zabiegu. Stężenie solanki powinno wynosić 16—18°Be, temperatura około 16°C, kwasowość w granicach 15—20°SH, czas solenia 4—6 godzin. rysunek23 Wkładając sery do solanki należy każdą ich warstwę przekładać przegrodą z listew drewnianych lub siatką plastykową, w celu zapobieżenia ich deformacji. W nowoczesnych zakładach solenie serów odbywa się w specjalnych kontenerach. Po nasoleniu sery kieruje się do dojrzewalni, gdzie temperatura otoczenia powinna wynosić 15—18°C, przy wilgotności względnej powietrza 90—95%. Każdego dnia sery powinny być odwracane i lekko nacierane (masowane) słoną wodą; zabieg ten powtarza się do czasu, aż pojawi się na ich powierzchni czerwonobrunatna maź. Dojrzałe sery, po 2—3 tygodniach dojrzewania, oczyszcza się i pakuje w pergamin lub folię aluminiową. Latem sery miękkie maziowe pakuje się nie w pełni dojrzałe. 2. WYRÓB SERA LIMBURSKIEGO Do mleka pasteryzowanego w temperaturze 72— 75°C w czasie kilkunastu sekund i schłodzonego do temperatury 29—32°C dodaje się zakwasu czystych kultur Streptococcus lactis w ilości 0,1—0,5%. W niektórych krajach stosuje się najczęściej zakwas mieszany: Streptococcus lactis i Streptococcus thermophilus. Gdy mleko serowarskie uzyska odpowiednią kwasowość (8,0—8,5°SH), dodaje się do niego chlorku wapnia (w przypadku słabej krzepliwości) i ewentualnie farby (jak przy serze romadur), a następnie zaprawia podpuszczką, stosując ją w takiej ilości, aby w ciągu 45—60 minut utworzył się skrzep. Obróbkę skrzepu prowadzi się tak, jak przy produkcji sera romadur. W niektórych krajach, a zwłaszcza w USA, po rozdrobnieniu skrzepu całość ogrzewa się do temperatury 35°C i nieco osusza. W krajach europejskich częściowe osuszanie prowadzi się bez dogrzewania. Dostatecznie osuszone ziarno, po częściowym odczerpaniu serwatki, rozlewa się do form. Sposób formowania, odwracania i solenia jest taki sam jak przy produkcji serów romadur. Czas solenia sera limburskiego, z uwagi na większy format serów, jest nieco dłuższy i wynosi około 24 godzin. Dojrzały ser romadur i limburski powinien wykazywać następujące cechy: tabela.str.124,125 Do najbardziej pospolitych wad serów romadur i lumburskiego należą: tabela.str.125,126 3. PRZEMIANY FIZYKOCHEMICZNE I BIOCHEMICZNE ZACHODZĄCE W CZASIE DOJRZEWANIA SERÓW ROMADUR I LIMBURSKIEGO Właściwa struktura i konsystencja oraz prawidłowy przebieg dojrzewania serów romadur i limburskiego w znacznym stopniu zależą od ilości zawartej w nich wody. W prawidłowo wyprodukowanym serze średnia zawartość wody, według niektórych autorów, powinna kształtować się w sposób podany w tablicy 11. tabela11 Wyprodukowane sery o zawartości wody kształtującej się znacznie poniżej optymalnej granicy mają niewłaściwą konsystencję i nietypowy smak, nawet po dłuższym okresie dojrzewania. Natomiast przy wyższej zawartości wody stają się one zbyt miękkie, rozlewają się, a ponadto mają zbyt ostry, a nawet nieczysty smak. Utrzymanie właściwej zawartości wody w czasie wyrobu tego typu serów uzależnione jest przede wszystkim od zmian pH w procesie technologicznym. Wytwarzanie kwasu mlekowego powinno przebiegać szybko i po 24 godzinach od wyrobu pH masy serowej powinno osiągnąć najniższą wartość, tj. 4,8—5,0. Podany przebieg przyrostu stężenia kwasu mlekowego warunkuje synerezę i właściwą zawartość wody w serze. Jeżeli kwas mlekowy jest wytwarzany zbyt gwałtownie (za duży dodatek zakwasu lub nadkwaszone mleko), wówczas skrzep osusza się zbyt intensywnie, a miąższ dojrzałych serów staje się zbyt twardy. Sery takie nie dojrzewają normalnie. Zarówno w serze romadur, jak i w limburskim podczas dojrzewania zachodzi daleko posunięty rozkład białek, w wyniku czego powstaje wyraźny smak, aromat i charakterystyczna dla tego typu sera konsystencja. Decydujący wpływ na kierunek przemian białek mają również warunki dojrzewania. Właściwa zawartość wody w serach, odpowiednie nasolenie, określony zakres pH oraz utrzymywanie odpowiedniej temperatury i wilgotności w dojrzewalni warunkują rozwój na powierzchni tych serów normalnej mazi, która jest decydującym czynnikiem dojrzewania serów maziowych. Mikrobiologiczne zmiany na powierzchni prawidłowo dojrzewających serów maziowych przebiegają w charakterystycznej kolejności. Po upływie 2—3 dni dojrzewania na powierzchni serów pojawia się budyniowego koloru nalot, składający się z drożdży odpornych na tlen, i stosunkowo wysokie stężenie soli kuchennej. Najwyższa ilość drożdży powinna pojawić się po upływie 4—5 dni dojrzewania. Występujące na powierzchni serów drożdże rozkładają kwas mlekowy, podwyższając pH do punktu, w którym może się rozwijać Brevibacterium linens. Wytwarzają one również witaminy potrzebne do rozwoju Brevibacterium linens. Po upływie mniej więcej 10 dni dojrzewania sera komórki drożdży zaczynają zamierać, a po 18 dniach zupełnie znikają. Wzrost wartości pH i zamieranie komórek drożdży zbiega się z pojawieniem na powierzchni sera Brevibacterium linens. Od tego czasu powierzchniowy nalot (maź) zmienia zabarwienie z budyniowego na czerwonooranżowe; maź ta jest bardzo lepka w dotyku. W tym stadium rozwoju w mazi występują w przewadze Brevibacterium linens, które odgrywają zasadniczą rolę w przebiegu dalszego dojrzewania sera. Mikroorganizmy te aktywnie rozkładają parakazeinę na rozpuszczalne związki azotowe, z pewnym udziałem aminokwasów i amoniaku. Mimo że drożdże rozkładając kwas mlekowy podwyższają pH na powierzchni sera, to jednak wzrost wartości pH od powierzchni do wnętrza następuje dopiero z chwilą pojawienia się Brevibacterium linens. Wskutek intensywnego rozkładu białka wydzielający się amoniak powoduje neutralizację środowiska od powierzchni w głąb sera. Przy dostatecznym rozwoju Brevibacterium linens (po upływie około 7 dni dojrzewania) pH masy serowej z 5,8—6,0 dość szybko podnosi się do 6,2—6,8 na powierzchni sera i 5,4—5,7 we wnętrzu sera. Tlenowe właściwości Brevibacterium linens i niezdolność do rozwoju przy pH poniżej 5,8 uniemożliwiają ich rozwój wewnątrz sera, co nasuwa przypuszczenie, że mazista struktura i określony smak tych serów są raczej skutkiem działania enzymów wytwarzanych przez Brevibacterium linens niż samych mikroorganizmów. Codzienne masowanie powierzchni serów ułatwia przenoszenie z półek i starych serów mikroorganizmów biorących udział w dojrzewaniu. Chcąc więc uzyskać sery dobrej jakości nie należy zaniedbywać tej czynności. Niektórzy autorzy przeprowadzali próby bezpośredniego zaszczepiania na powierzchni serów limburskich i romadur drobnoustrojów Brevibacterium linens. Zabiegi te nie wpływały jednak na widoczną poprawę jakości serów. W USA stosuje się również dojrzewanie miękkich serów maziowych w metalowych puszkach. Najlepsze rezultaty uzyskuje się pakując do puszek sery limburskie po 2-tygodniowym okresie dojrzewania w normalnych warunkach. Ten rodzaj dojrzewania gwarantuje uzyskanie prawidłowego smaku, zapachu i konsystencji. Natomiast pakowanie do puszek serów limburskich bezpośrednio po nasoleniu miało ujemny wpływ na przebieg dojrzewania. Ser stawał się kwaśny i nie dojrzewał prawidłowo. Porównując sposób pakowania próżniowego z pakowaniem pod ciśnieniem atmosferycznym stwierdzono korzystniejszy wpływ pakowania próżniowego na ilość wytwarzanych gazów i ich skład chemiczny. 4. WYRÓB SERA ROMADUR Z KMINKIEM Produkcja tego sera różni się nieco od produkcji typowego sera romadur. Obróbkę skrzepu prowadzi się podobnie jak przy wyrobie sera romadur. Następnie osusza się ziarno serowe, rozlewa do form o kształcie cylindrycznym (średnica 6 cm i wysokość 9 cm) lub do form typowych dla serów romadur. Uformowane sery obraca się tak jak i sery romadur. Solenie przeprowadza się następnego dnia, wkładając sery na 2,0—2,5 godziny do solanki o stężeniu soli i kwasowości takiej jak przy soleniu sera romadur. Po nasoleniu sery układa się na deskach po 2—4 sztuk, jeden na drugim i umieszcza w dojrzewalni o temperaturze 15—17°C i wilgotności względnej powietrza 90—95°/o. Po 2—4 dniach dojrzewania, gdy sery zaczynają żółknąć, należy je obmyć słoną wodą i posypać kminkiem. W tym stanie dojrzewają jeszcze przez co najmniej 10 dni. Każdego dnia należy je obracać. Po 14—21 dniach, w zależności od pory roku, sery pakuje się do skrzynek po 5 sztuk.
-
Dzidzia, Wszystkiego Najlepszego i spełnienia marzeń.
-
Rozdział III OGÓLNA TECHNOLOGIA PRODUKCJI SERÓW MIĘKKICH Ogólnie proces technologiczny przy produkcji serów miękkich można podzielić na następujące etapy: — przygotowanie mleka serowarskiego, — wprowadzanie dodatków do mleka, — zaprawianie podpuszczką i krzepnięcie mleka, — obróbka skrzepu, — formowanie masy serowej, — solenie serów, — dojrzewanie i pielęgnacja serów. 1. PRZYGOTOWANIE MLEKA SEROWARSKIEGO Przygotowanie mleka serowarskiego polega na odpowiednim wybraniu surowca na podstawie oceny, a następnie na jego oczyszczeniu, normalizacji i pasteryzacji, po czym zostaje skierowany do wanny lub kotła serowarskiego. OCZYSZCZANIE MLEKA Świeżo udojone mleko powinno być cedzone, w celu usunięcia zanieczyszczeń mechanicznych. Zabieg ten nie zmniejsza jednak w istotnym stopniu liczby drobnoustrojów ani nie obniża ilości rozpuszczalnych zanieczyszczeń w mleku. W zakładach mleczarskich mleko oczyszcza się przepuszczając je przez odpowiednio rozbudowane cedzidła-filtry (filtr — warstwa gęstej tkaniny lub waty umieszczona między dwiema powierzchniami siatkowymi), albo za pomocą wirówki czyszczącej. Wirówkowe czyszczenie, tzw. klaryfiksacja, jest stosowane obecnie znacznie częściej niż filtrowanie, szczególnie przy produkcji serów. Bąk wirówki czyszczącej wykonuje 6000—10 000 obrotów na minutę. Działanie siły odśrodkowej usuwa z mleka większość stałych cząstek brudu, poważną część drobnoustrojów oraz prawie wszystkie większe komórki (pleśnie, drożdże, a ponadto leukocyty i komórki z wymienia) i część wegetatywnych form bakterii. NORMALIZACJA ZAWARTOŚCI TŁUSZCZU W MLEKU Normalizację zawartości tłuszczu w mleku serowarskim przeprowadza się przez: — odwirowanie odpowiedniej ilości śmietanki z mleka pełnego, — zmieszanie odpowiedniej ilości mleka pełnego z mlekiem odtłuszczonym, — dodanie śmietanki do mleka pełnego, w celu zwiększenia w nim zawartości tłuszczu. Normalizacja mleka ma na celu przeważnie zmniejszenie ilości tłuszczu do poziomu zapewniającego uzyskanie sera o pożądanej zawartości tłuszczu w suchej masie. Tylko przy produkcji serów śmietankowych, o zawartości tłuszczu w suchej masie wyższej niż 50%, zachodzi niekiedy potrzeba dodania do mleka kotłowego tłuszczu w postaci śmietanki. W naszym kraju normy jakościowe (przedmiotowe) określają zawartość tłuszczu w gotowym serze zależnie od rodzaju sera. Rodzaje serów: Pełnotłuste – minimalna zawartość tłuszczu w suchej masie w % - 45 Tłuste - minimalna zawartość tłuszczu w suchej masie w % - 40 Półtłuste - minimalna zawartość tłuszczu w suchej masie w % - 20 Chude - minimalna zawartość tłuszczu w suchej masie w % - 0 Przekroczenie ustalonej w normie zawartości tłuszczu powoduje zwiększenie zużycia tłuszczu na jednostkę wagową sera, co jest niekorzystne dla zakładu mleczarskiego. Jeżeli na przykład ser półtłusty zamiast 20% zawiera 30% tłuszczu w suchej masie, to za nadwyżkę wynoszącą 10% zakład mleczarski nie otrzyma zapłaty. Natomiast jeżeli ser wykazuje niższą od przewidzianej w normie zawartość tłuszczu w suchej masie, wówczas jest on zaliczany do niższej kategorii, co również powoduje straty dla zakładu mleczarskiego. Tak więc racjonalne normalizowanie zawartości tłuszczu w mleku serowarskim ma istotne znaczenie dla właściwej gospodarki w zakładach mleczarskich. Zawartość tłuszczu w suchej masie sera określa się za pomocą wzoru: a x 100 X = --------------- 100 – b gdzie: a — zawartość tłuszczu w serze w procentach, b — zawartość wody w serze w procentach. W celu zabezpieczenia interesów nabywcy normy jakościowe (przedmiotowe) określają również maksymalną dopuszczalną zawartość wody w każdym typie sera. Znaczne obniżenie zawartości wody poniżej ustalonej granicy jest również niekorzystne, ponieważ zmniejsza się przez to wydatek serów, czemu często towarzyszy obniżenie ich jakości: ser staje się kruchy, łamliwy itp. tablica07 Aby otrzymywać sery właściwej jakości, to znaczy odpowiadające wymaganiom obowiązujących norm, a jednocześnie zapewnić właściwą gospodarkę surowcem w zakładzie mleczarskim, niezbędne jest prawidłowe normalizowanie mleka przeznaczonego do wyrobu serów. Jak już powiedziano, normalizację tłuszczu w mleku przerobowym można przeprowadzać różnymi metodami. Do najłatwiejszych metod, powszechnie stosowanych w zakładach mleczarskich, należy zaliczyć normalizację mleka kotłowego przez odwirowanie i zmieszanie odpowiedniej ilości mleka odtłuszczonego z mlekiem pełnym lub też przez dodanie śmietanki do mleka częściowo odtłuszczonego. tablica08 Ilości mleka odtłuszczonego i pełnego (w przypadku zastosowania pierwszego sposobu normalizacji) bądź mleka częściowo odtłuszczonego i śmietanki (przy stosowaniu drugiego sposobu normalizacji), które należy zmieszać, aby uzyskać mleko o żądanej zawartości tłuszczu, można obliczyć za pomocą tzw. kwadratu Pearsona. Sposób 1 — znormalizowanie mleka przerobowego (kotłowego) przez odwirowanie i zmieszanie odpowiedniej ilości mleka odtłuszczonego z mlekiem pełnym. Do produkcji sera należy przygotować 5000 litrów mleka o zawartości 2,6% tłuszczu. Mleko dostarczone przez dostawców do zakładu zawiera 3,2% tłuszczu. Mleko odtłuszczone w wirówce zawiera 0,05% tłuszczu. W celu obliczenia ilości mleka odtłuszczonego i pełnego, które należy zmieszać, aby otrzymać mleko o zawartości 2,6% tłuszczu, rysuje się kwadrat Pearsona i na przekątnych wpisuje się odpowiednie wartości: z lewej strony u góry procent tłuszczu w mleku odtłuszczonym, z lewej strony u dołu procent tłuszczu w mleku pełnym, na przecięciu przekątnych procent tłuszczu, jaki powinno zawierać mleko przerobowe (kotłowe). rysunek.str.43 Przed wpisaniem do kwadratu wszystkie te liczby należy pomnożyć przez 10. Następnie z prawej strony kwadratu wpisuje się wyniki odejmowania wykonanego wzdłuż przekątnych: 32 – 26 = 6 26 – 0,5 = 25,5 Uzyskane liczby oznaczają: górna (6) — ilość litrów mleka odtłuszczonego, dolna (25,5) — ilość litrów mleka pełnego. Są to wielkości proporcjonalne, które wskazują, że na każde 25,5 litra mleka pełnego należy wziąć 6 litrów mleka odtłuszczonego, aby uzyskać mleko o zawartości tłuszczu wynoszącej 2,6%. Ponieważ mleka o zawartości tłuszczu 2,6% potrzeba nam 5000 litrów, przeprowadzamy w dalszym ciągu następujące obliczenia: potrzebną ilość znormalizowanego mleka dzielimy przez sumę 25,5 + 6, czyli 5000:31,5 = 158,73. Następnie otrzymaną liczbę 158,73 mnożymy przez 25,5 i otrzymujemy ilość mleka pełnego, mnożąc zaś tę liczbę przez 6 otrzymujemy ilość mleka odtłuszczonego, którą należy dodać do wyliczonej ilości mleka pełnego, aby uzyskana mieszanina mleka w ilości 5 000 litrów zawierała 2,6% tłuszczu. 158,73 x 25,5=4048 litrów mleka pełnego 158,73 x 6 = 952 litry mleka odtłuszczonego Razem 5000 litrów mleka znormalizowanego o zawartości 2,6% tłuszczu. Sposób 2 — znormalizowanie mleka częściowo odtłuszczonego przez dodanie śmietanki. Do produkcji sera należy przygotować 5000 litrów mleka przerobowego o zawartości 2,6% tłuszczu. Zmagazynowane w tanku mleko zawiera 2,5% tłuszczu. Zakład ma do dyspozycji śmietankę o zawartości 18% tłuszczu. rysunek.str44 Obliczenia przeprowadzamy podobnie jak w sposobie pierwszym za pomocą kwadratu Pearsona. Na przekątnych kwadratu wpisujemy odpowiednie liczby w takim porządku jak w przykładzie pierwszym. Z wyliczeń wynika, że na każde 154 litry częściowo odwirowanego mleka należy dodać 1 litr śmietanki, aby mieszanina mleka zawierała 2,6% tłuszczu. W celu określenia ilości śmietanki, jaką należy wprowadzić do mleka, aby zapewnić w nim zawartość 2,6% tłuszczu, przeprowadzamy następujące obliczenia: 5000 : (154+1) = 32,25 32,25 x 1 = 32,25, czyli w zaokrągleniu 32,5 litra śmietanki. Aby przygotować do przerobu 5000 litrów mleka o zawartości 2,6% tłuszczu, należy wziąć 5000—32,5 = 4 967,5 litra mleka o zawartości 2,5% tłuszczu oraz 32,5 litra śmietanki zawierającej 18% tłuszczu. Oprócz specjalnie opracowanych tablic w praktyce można się również posługiwać różnymi wzorami, służącymi do określania zależności pomiędzy procentową zawartością tłuszczu w przerabianym mleku i w suchej masie sera. Na przykład Fischer podaje następujące wzory: wzory.str.45 Podane wzory uwzględniają przeciętny skład suchej masy mleka, który ulega jednak zmianom w zależności od szeregu czynników. Oprócz tłuszczu zmienia się w mleku zawartość kazeiny. Z tego względu opracowane zostały bardziej dokładne wzory, uwzględniające zawartość kazeiny w mleku przerobowym przeznaczonym do produkcji serów oraz pozostałość tłuszczu w serwatce. Dodatkowym oznaczeniem obowiązującym przy posługiwaniu się tymi wzorami jest badanie zawartości kazeiny w mleku, np. metodą Walkera. Przebieg tego badania jest następujący: 10 ml mleka miareczkuje się roztworem 0,1 n wodorotlenku sodowego wobec 0,5 ml 2-proc. roztworu alkoholowego fenoloftaleiny, aż płyn uzyska trwałe jasnoróżowe zabarwienie. Następnie dodaje się 2 ml obojętnego roztworu formaliny (płyn odbarwia się) i miareczkuje ponownie roztworem 0,1 n wodorotlenku sodowego do momentu przywrócenia poprzedniego zabarwienia jasnoróżowego. Zawartość kazeiny w mleku określa się przez pomnożenie ilości mililitrów roztworu 0,1 n wodorotlenku sodowego zużytego do drugiego miareczkowania (po dodaniu formaliny) przez współczynnik 1,47. PASTERYZACJA MLEKA Nowoczesna technika serowarska oparta jest na produkcji serów z mleka pasteryzowanego. Umożliwia to uzyskanie produktu pozbawionego bakterii chorobotwórczych oraz pozwala na zmniejszenie różnic jakościowych między różnymi warami produkcyjnymi tego samego rodzaju sera. Właściwie przeprowadzona pasteryzacja mleka niszczy 99,0—99,8% wegetatywnych form drobnoustrojów w mleku. Nie niszczy jednak bakterii ciepłoodpornych, z których większość ma zdolność wytwarzania przetrwalników, np. bakterie fermentacji masłowej. Ujemną stroną pasteryzacji mleka przeznaczonego do wyrobu serów jest obniżanie jego zdolności krzepnięcia pod wpływem podpuszczki (krzepnięcie z opóźnieniem, skrzep mniej zwarty) oraz wyeliminowanie drobnoustrojów pożytecznych biorących udział w procesie dojrzewania serów. W celu ograniczenia niekorzystnych zmian cech fizycznych i chemicznych mleka stosuje się jak najłagodniejszy system pasteryzacji. Najczęściej przeprowadza się pasteryzację mleka w temperaturach 70— 74°C w ciągu około 15 sekund. Po pasteryzacji mleko należy natychmiast schłodzić i skierować do wanny lub kotła. Pasteryzacja mleka niszczy prawie wszystkie formy wegetatywne drobnoustrojów mleka, lecz nie jest w stanie usunąć skutków ich wcześniejszej działalności. Dlatego włączenie pasteryzacji do procesu technologicznego w serowarstwie nie zwalnia z obowiązku ścisłego przestrzegania higieny przy produkcji mleka oraz starannego oceniania i klasyfikacji mleka przeznaczonego do wyrobu serów. Po pasteryzacji mleko należy chronić przed wtórnym zakażeniem. W ostatnich latach coraz częściej stosuje się przy produkcji serów miękkich homogenizację mleka. Polega ona na rozbijaniu kuleczek tłuszczowych na kilkakrotnie mniejsze (np. z kuleczek o średnicy 2—8 m na kuleczki o średnicy 1—2 m). Homogenizacja zapobiega niekorzystnemu zjawisku zatrzymywania części drobnoustrojów przez śmietankę. Normalnie w mleku surowym kuleczki tłuszczowe tworzą skupienia, tzw. agregaty. Podczas homogenizacji następuje najpierw rozdzielenie wspomnianych agregatów, a następnie rozdrobnienie samych kuleczek tłuszczu. Zadania wirówki czyszczącej i jednocześnie homogenizującej spełnia tzw. klaryfiksator (np. produkcji firmy Alfa- -Laval). Homogenizacja przyczynia się do zmniejszenia zawartości tłuszczu w serwatce i tym samym do zwiększenia wydatku sera oraz umożliwia równomierne rozłożenie tłuszczu w masie serowej, co zapewnia jednakową zawartość tłuszczu we wszystkich serach danego waru. Proces ten przyczynia się również do szybszego dojrzewania serów, szczególnie miękkich, pleśniowych, przez ułatwienie czynności lipazom wskutek zwiększenia granicznej powierzchni tłuszczu. Homogenizacja mleka sprzyja też korzystnym przemianom białek, a ponadto, według wielu badaczy, wydatnie wpływa na poprawę jakości i jednolitości serów miękkich. 2. WPROWADZANIE DODATKÓW DO MLEKA Po napełnieniu wanny lub kotła znormalizowanym, spasteryzowanym i ewentualnie homogenizowanym mlekiem przystępuje się do jego ogrzewania do temperatury zaprawiania. Obecnie często do podgrzewania mleka używa się podgrzewaczy płytowych lub rurowych. Ogrzewanie mleka w wannie serowarskiej polega na wprowadzeniu pary lub gorącej wody w przestrzeń między płaszczem wanny a jej obudową. Mleko należy ogrzewać powoli, stale mieszając, tak aby wszystkie jego cząstki ogrzewały się równomiernie i nie uległy przegrzaniu. Przy ogrzewaniu parą dopływ jej zamyka się z chwilą, gdy mleko osiągnie temperaturę niższą o około 1—2°C od pożądanej, ponieważ rozgrzane parą ściany wanny lub kotła oddają ciepło jeszcze przez jakiś czas po zamknięciu zaworów. Jeżeli ogrzewa się mleko za pomocą gorącej wody, to po uzyskaniu właściwej temperatury dopływ wody do płaszcza wodnego w wannie lub kotle zamyka się i odprowadza z niego pozostałą wodę. Temperaturę ogrzewania kontroluje się za pomocą termometru zabezpieczonego przed stłuczeniem osłoną z siatki metalowej lub drewna. W czasie podgrzewania wprowadza się do mleka farbę, chlorek wapniowy oraz często zakwas serowarski, a gdy osiągnie ono temperaturę zaprawiania — również podpuszczkę. Temperatura zaprawiania i krzepnięcia zależy od rodzaju wyrabianego sera oraz od właściwości przerabianego mleka. Przy wyrobie serów miękkich oraz półtwardych krzepnięcie mleka odbywa się zwykle w temperaturze 29—33°C. Jak już mówiliśmy, do barwienia mleka przeznaczonego do produkcji serów używa się wyłącznie barwników roślinnych, dopuszczonych przez służbę zdrowia. Farbę serowarską dodaje się do mleka w ilości 1—3 g na 100 litrów mleka. Ilość dodawanej farby zależy głównie od jej mocy (stężenia), rodzaju oraz pory roku. Po dodaniu farby mleko należy dokładnie wymieszać, w celu równomiernego rozprowadzenia jej w całej masie mleka. Jeżeli mleko serowarskie wykazuje słabą krzepliwość pod wpływem podpuszczki, dodaje się do niego soli wapniowej, przeważnie w postaci chlorku wapniowego (CaCl2- 6HaO). Na każde 100 litrów mleka przerobowego dodaje się 10—20g chlorku wapniowego w postaci wodnego roztworu, po czym mleko należy dokładnie wymieszać. Po podgrzaniu mleka i wprowadzeniu do niego farby oraz chlorku wapniowego dodaje się zakwas serowarski. Dodatek zakwasu niezbędny jest do prawidłowego przebiegu dojrzewania mleka serowarskiego, szczególnie po jego pasteryzacji. Wytworzenie kwasu mlekowego z laktozy przez bakterie fermentacji mlekowej jest niezbędne przy produkcji wszystkich rodzajów sera, spełnia on bowiem wiele ważnych funkcji: sprzyja tworzeniu się skrzepu pod wpływem podpuszczki, powoduje kurczenie się skrzepu i ułatwia wydzielanie serwatki, hamuje rozwój niepożądanych drobnoustrojów, co wpływa na elastyczność ziarna serowego i przyczynia się do zlepiania go w masę serową, wpływa na charakter i zakres zmian enzymatycznych w czasie dojrzewania i dzięki temu pomaga osiągnąć charakterystyczne cechy sera. Ilość wytworzonego kwasu mlekowego i czas, w którym wytwarza się on w procesie obróbki, w dużej mierze pozwalają określić jakość produkowanego sera. Dojrzewanie mleka odbywa się pod wpływem mezofilnych paciorkowców mlekowych, których działalność powoduje wytworzenie się w mleku nieznacznych ilości kwasu mlekowego. Optymalna kwasowość mleka przeznaczonego do produkcji serów miękkich powinna wahać się w granicach 7,4—8,2°SH, zależnie od rodzaju sera. Kwasowość taką mleko pasteryzowane powinno osiągnąć w wyniku rozmnożenia się bakterii fermentacji mlekowej podczas dojrzewania mleka w serowni. Bakterie fermentacji mlekowej wprowadzone do mleka pasteryzowanego w postaci zakwasu czystych kultur wymagają pewnego czasu do przystosowania się zanim zaczną w nim aktywnie działać. Najkorzystniej przebiega dojrzewanie mleka wtedy, gdy rozwój kwasowości postępuje równomiernie, bez zahamowań. Należy przy tym zwrócić uwagę, że samo wprowadzenie zakwasu powoduje pewien wzrost kwasowości mleka, wzrostu tego nie można jednak utożsamiać z rozwojem bakterii. Jeżeli zakwas dobrze działa, wstępne dojrzewanie mleka pasteryzowanego powinno trwać 30—40 minut. Obecnie coraz częściej używa się specjalnych szczepionek czystych kultur dostosowanych do poszczególnych rodzajów sera. Dodatek zakwasu waha się wówczas przeważnie w granicach od 0,3—1,0 litra na 100 litrów mleka. Ilość zakwasu dodawanego do mleka serowarskiego zależy przede wszystkim od kwasowości mleka, aktywności i kwasowości zakwasu, rodzaju produkowanego sera oraz jakości mleka i pory roku. Przeważnie latem dodaje się mniej zakwasu niż zimą, a przy produkcji serów miękkich więcej niż przy produkcji serów twardych. Szczepionki czystych kultur służą do przygotowywania tzw. zakwasu macierzystego, z którego następnie, po dwukrotnym przeszczepieniu, otrzymuje się tzw. zakwas roboczy. Zakwas roboczy wprowadza się już bezpośrednio do mleka serowarskiego. Hodowlę zakwasów z czystych kultur prowadzi się w zakładach mleczarskich ściśle według instrukcji opracowanych przez producenta szczepionek. W naszym kraju jest nim Zakład Czystych Kultur w Olsztynie. Jakość serów zależy w dużym stopniu od jakości zakwasu serowarskiego. Z tego względu niezmiernie ważna jest codzienna kontrola zakwasu. Polega ona na ocenie jego cech organoleptycznych oraz oznaczeniu aktywności i czystości mikrobiologicznej. Przy ocenie organoleptycznej bierze się pod uwagę wygląd skrzepu, konsystencję, smak i zapach. Przed oceną zakwas należy schłodzić do temperatury około 10°C. Dobry zakwas powinien dawać jednolity skrzep, ze słabymi objawami gazowania i bez większego wydzielania serwatki. Wymieszany skrzep powinien mieć jednolitą, gęstą konsystencję, a smak i zapach czysty, kwaśny, orzeźwiający, bez obcych posmaków. Aktywność zakwasu ocenia się na podstawie ukwaszenia mleka (w°SH). Dobry zakwas serowarski po określonym czasie hodowli w odpowiedniej temperaturze powinien osiągnąć określone optimum kwasowości. Optimum to po 18 godzinach hodowli w temperaturze 20—22°C wynosi około 35—40°SH, przy pH wahającym się w granicach 4,2—4,7. Przy oznaczaniu kwasowości zwraca się jednocześnie uwagę na szybkość ukwaszania, tzn. na przyrost kwasowości w określonych jednostkach czasu. W dobrym zakwasie serowarskim nie może być bakterii z grupy Coli-aerogenes ani drożdży czy pleśni. Po uzyskaniu właściwego skrzepu, co powinno nastąpić w ciągu 15—18 godzin, zakwas roboczy należy natychmiast schłodzić do temperatury poniżej 6°C i przetrzymywać w tym stanie do chwili wprowadzenia go do mleka serowarskiego. Hodowlę zakwasu roboczego zaleca się prowadzić w taki sposób, ażeby zakwas był dojrzały wówczas, kiedy mleko przerobowe jest przygotowane do szczepienia. Przed wprowadzeniem zakwasu do mleka należy zdjąć z jego powierzchni jałową łyżką warstwę grubości 2—3 cm, która może być zakażona, po czym trzeba go starannie wymieszać. Następnie odmierzoną ilość zakwasu roboczego wlewa się do wanny lub kotła przez gęste, uprzednio dokładnie wyjałowione sito i mieszając rozprowadza się go w całej zawartości wanny. W celu równomiernego rozprowadzenia zakwasu zaleca się najpierw wymieszać go w oddzielnym wyjałowionym naczyniu z mlekiem pobranym z wanny w stosunku 1:4 i dopiero potem mieszaninę tę wprowadzić do wanny. Cedzenie zakwasu jest niezbędne, gdyż zapobiega przedostawaniu się do mleka grudek skrzepu, które powodują wady serów. Zaznaczyć należy, że zakwas dodany do mleka serowarskiego w nadmiarze powoduje szereg ujemnych skutków, np. przekwaszenie mleka, co jest przyczyną kwaśnego smaku sera, kruchości jego miąższu itp. Prowadzenie zakwasów z czystych kultur wymaga pedantycznej staranności i dbałości o czystość. Z uwagi na to, że przy wyrobie serów jest pożądany szybki przebieg fermentacji mlekowej w masie serowej, ostatnio wprowadza się do produkcji, szczególnie serów miękkich, tzw. zakwas uaktywniony. Otrzymuje się go w następujący sposób. Na dwie godziny przed dodaniem zakwasu do mleka przerobowego odpowiednią ilość zakwasu roboczego rozcieńcza się mlekiem pasteryzowanym w stosunku 1:2, to znaczy na jedną część zakwasu daje się dwie części mleka pasteryzowanego w temperaturze 90—95°C w ciągu 30 minut. Rozcieńczony zakwas przetrzymuje się w inkubatorze w temperaturze 30°C przez 2 godziny, a następnie wprowadza do mleka przeznaczonego do wyrobu sera przed zaprawieniem go podpuszczką. Zakwas taki odznacza się większą aktywnością od zakwasu przygotowanego w zwykły sposób, co wyraża się szybkim przyrostem kwasowości ziarna i masy serowej. Należy zaznaczyć, że proces ukwaszania mleka zaszczepionego zakwasem uaktywnionym przebiega szybciej tylko w ciągu kilku pierwszych godzin. Natomiast po upływie 18—20 godzin mleko zaprawione zakwasem uaktywnionym ma taką samą kwasowość jak mleko zaprawione zakwasem przygotowanym w zwykły sposób. Według doświadczeń przeprowadzonych w Instytucie Przemysłu Mleczarskiego zastosowanie uaktywnionego zakwasu zapewnia wyższy o 0,4—0,7°SH w porównaniu do zakwasu zwykłego przyrost kwasowości serwatki podczas trwania obróbki masy serowej w wannie. Kwasowość serwatki zamkniętej w ziarnie serowym wykazuje w tym przypadku w momencie formowania sera wartości wyższe o 2,3—4,2°SH. Odpowiednio zmniejszeniu ulega zawartość laktozy w serwatce ziarnowej z 0,15% do 0,35°/o (również w momencie formowania sera). Zastosowanie zakwasu uaktywnionego powoduje również wyższe odwapnienie masy serowej, wpływa hamująco na rozwój niepożądanych bakterii, przyspiesza synerezę i osuszanie ziarna. Stwierdzono też, że ukwaszanie mleka zakwasem uaktywnionym przeciwdziała przy wyrobie serów camembert upłynnianiu się masy pod skórką w czasie dojrzewania sera; uzyskiwano sery dojrzałe o prawie jednolitej masie, bez wyraźnego rozgraniczenia tzw. słoninki i jądra. Poza tym przez wprowadzenie zakwasu uaktywnionego do mleka bezpośrednio przed zaprawianiem go podpuszczką skrócono czas dojrzewania mleka o 1—2 godzin. W serowarstwie dość częste są przypadki nieprawidłowego przebiegu procesu dojrzewania mleka pomimo właściwego doboru mleka i szczepionki. Związane to jest z nienormalnym rozwojem bakterii fermentacji mlekowej. Zahamowania w rozwoju tych bakterii mogą być spowodowane: — obecnością w mleku pewnych naturalnych czynników bakteriostatyczych, takich jak laktenina, które powodują zahamowania w rozwoju, a nawet zanik drobnoustrojów w mleku (niezbyt silnie zakażonym) w ciągu kilku pierwszych godzin po udoju, — zjawiskiem tzw. dysgenezy mleka, która może być wywołana brakiem w mleku niektórych witamin, — obecnością w mleku antybiotyków stosowanych przy leczeniu zwierząt; szczególnie hamujące i niszczące działanie na gramododatnie drobnoustroje (przede wszystkim paciorkowce) wywiera penicylina, która często przenika w pewnych ilościach do mleka z organizmu krów leczonych tym antybiotykiem (przy zwalczaniu paciorkowców wywołujących zapalenie wymion), — obecnością niektórych szczepów Streptococcus lactis, wytwarzających antybiotyk nizynę, która hamuje rozwój bakterii kwasu masłowego; pasteryzacja wprawdzie zabija te szczepy, lecz nie niszczy wytworzonej przez nie substancji hamującej rozwój niektórych bakterii kwaszących, np. Streptococcus cremoris, — zakażeniami wywołanymi przez bakteriofagi (bakteriofagi (przesączalne formy drobnoustrojów — wirusy) powodują rozpad (rozpuszczenie) bakterii określonych gatunków i stanowią jedną z głównych, stosunkowo często występujących przyczyn zaburzeń w procesie ukwaszania, polegających na niewytwarzaniu się lub opóźnionym wytwarzaniu się kwasu mlekowego. Głównym źródłem zakażenia bakteriofagami w zakładzie mleczarskim są źle wymyte i źle zdezynfekowane urządzenia i sprzęt. Najskuteczniejszą formą zwalczania bakteriofagów jest przestrzeganie higieny produkcji. W przypadku wystąpienia zaburzeń należy zmienić zakwas, przy czym w skład nowej szczepionki powinny wchodzić szczepy odporne na bakteriofagi), — obecnością w mleku środków używanych do mycia i dezynfekcji urządzeń i sprzętu w zakładach mleczarskich; dlatego konieczne jest dokładne płukanie urządzeń i sprzętu. 3. ZAPRAWIANIE MLEKA PODPUSZCZKĄ Gdy mleko osiągnie pożądaną kwasowość, zaprawia się je podpuszczką. Pod jej wpływem następuje krzepnięcie mleka. Szybkość krzepnięcia mleka pod wpływem podpuszczki jest uzależniona przede wszystkim od czterech czynników: temperatury mleka, jego kwasowości, zawartości wapnia, ilości dodanej podpuszczki. Czynniki te działają w ścisłym wzajemnym powiązaniu. Temperatura stanowi jeden z podstawowych czynników wpływających na intensywność działania podpuszczki. Temperatury, w których enzym podpuszczki może rozwijać swoją działalność, wahają się w granicach 10—60°C, przy czym najkorzystniejsza jest temperatura 41°C. Do 20°C działanie jego jest słabe i ścinanie mleka przebiega powoli. W miarę wzrostu temperatury wzrasta szybkość ścinania się mleka, początkowo powoli, a od 20°C szybciej. Im wyższa jest temperatura, tym krótszy jest czas krzepnięcia, jednakże powyżej 41°C szybkość ścinania mleka maleje, a po przekroczeniu 60°C proces ten zanika, gdyż enzym ulega zniszczeniu. W niskich temperaturach (poniżej 5°C) działanie podpuszczki ulega zahamowaniu. W praktyce serowarskiej temperatura zaprawiania mleka podpuszczką przy produkcji serów twardych mieści się w granicach 32—35°C, a przy produkcji serów miękkich w granicach 29—32°C. Stosowanie niższych temperatur od optymalnych dla działania podpuszczki ma na celu z jednej strony stworzenie odpowiednich warunków do rozwoju bakterii wprowadzonych z zakwasem, a z drugiej strony — uzyskanie skrzepu o prawidłowej zwięzłości właściwej dla każdego typu sera. Wzrost kwasowości mleka znacznie skraca czas jego krzepnięcia pod wpływem podpuszczki. Grimmer i Kruger stwierdzili następującą zależność przebiegu procesu krzepnięcia mleka od jego kwasowości (przy zastosowaniu tej samej ilości podpuszczki): tabela,str56 Teoretycznie optimum działania enzymu podpuszczkowego zawarte jest w granicach pH 5,3—6,4. Obniżenie się kwasowości powoduje przedłużenie czasu ścinania mleka. Mleko o kwasowości 5°SH (mleko „nienormalne") wykazuje dziesięciokrotnie dłuższy czas krzepnięcia od mleka o kwasowości 7°SH. W praktyce kwasowość mleka serowarskiego mieści się zwykle w granicach 7—8,2°SH. Jak już mówiliśmy, na szybkość ścinania mleka duży wpływ ma obecność jonów wapnia. Im większa jest zawartość rozpuszczalnych soli wapniowych w mleku, tym szybciej krzepnie ono pod wpływem podpuszczki. Pod wpływem pasteryzacji część fosforanu wapniowego wytrąca się, wskutek czego mleko wykazuje obniżoną zdolność krzepnięcia. Dodanie soli wapniowych w postaci chlorku, przeważnie w ilości 0,01—0,02%, przywraca mleku właściwą zdolność krzepnięcia pod wpływem podpuszczki. Oprócz wymienionych czynników związanych z jakością mleka na czas jego krzepnięcia i na charakter skrzepu mają również wpływ cechy mleka uzależnione od stanu zdrowia krów. Również rozcieńczenie mleka wodą wydatnie osłabia działalność podpuszczki. Czwartym z zasadniczych czynników wpływających na czas krzepnięcia mleka jest ilość dodawanej podpuszczki. Ogólnie można przyjąć, że pomiędzy ilością podpuszczki a czasem krzepnięcia istnieje odwrotna zależność, to znaczy, że czas ścinania można skrócić zwiększając dawkę podpuszczki. Podana zależność sprawdza się jednak tylko , dla wąskiego zakresu temperatur i dla określonej mocy podpuszczki. Im większa jest moc podpuszczki, tym intensywniejsze jest jej działanie. Aby określić, jaką ilość podpuszczki należy użyć w celu ścięcia danej ilości mleka, należy najpierw oznaczyć jej moc. Moc podpuszczki określa się liczbą części (wagowych lub objętościowych) mleka, ulegających skrzepnięciu pod wpływem jednej części wagowej preparatu w ciągu 40 minut w temperaturze 35°C. Tak więc moc podpuszczki oznacza się liczbą mililitrów (lub gramów) mleka o normalnym składzie, które po zaprawieniu 1 ml wyciągu podpuszczkowego lub 1 g podpuszczki w proszku skrzepnie w temperaturze 35°C w ciągu 40 minut. Do oznaczania mocy podpuszczki służy następujący wzór Fleischmana: ilość mleka w próbie X wymagany czas krzepnięcia Moc podpuszczki = --------------------------------------------------------- ilość podpuszczki X faktyczny czas krzepnięcia Wymagany czas krzepnięcia równa się 40 minut. Mając oznaczoną moc podpuszczki można obliczyć, ile podpuszczki trzeba użyć w celu ścięcia określonej ilości mleka w temperaturze 35°C w ciągu 40 minut. Tak więc, jeżeli np. moc podpuszczki wynosi 1:100 000 oznacza to, że 1 g podpuszczki trzeba użyć na 100 kg mleka. W praktyce nie zawsze przestrzega się temperatury zaprawiania mleka wynoszącej 35°C oraz czasu krzepnięcia wynoszącego 40 minut. Stosowane odchylenia zależne są od typów produkowanych serów oraz od właściwości mleka użytego do przerobu (np. od jego składu chemicznego i jakości). Czas krzepnięcia mleka może się wahać w granicach od 30 minut do kilkunastu godzin. Dlatego dodatek podpuszczki zależy nie tylko od jej mocy, ale również od zmieniających się warunków technologicznych. Bardzo istotne jest, aby proces krzepnięcia przebiegał w stałej temperaturze. W praktyce w celu obliczenia ilości podpuszczki wykonuje się prostą próbę przeprowadzaną w temperaturze zaprawiania mleka. Na kielnię serowarską bierze się 100 ml mleka podgrzanego do temperatury zaprawiania i trzymając kielnię opartą o powierzchnię mleka w wannie dodaje się 1 ml podpuszczki rozcieńczonej 100-krotnie (1 g preparatu podpuszczki w proszku na 99 ml wody), po czym obserwuje się czas krzepnięcia ze stoperem w ręku. Znając czas krzepnięcia próbki oraz czas krzepnięcia i ilość mleka w wannie oblicza się ilość podpuszczki. Przy dozowaniu podpuszczki należy dostosowywać jej ilość także do wyników zaprawiania uzyskiwanych w poprzednich dniach. Obliczoną ilość podpuszczki wprowadza się do mleka zaraz po zakończeniu jego dojrzewania. Opóźnienie w zaprawianiu mleka podpuszczką może być przyczyną niepożądanego wzrostu kwasowości, który jest szczególnie szybki w temperaturze 28—34°C. Przed dodaniem do mleka obliczona ilość podpuszczki rozpuszcza się w letniej wodzie. W tym celu najpierw do odpowiedniego naczynia wprowadza się obliczoną ilość podpuszczki (w proszku), którą miesza się z solą warzonką w proporcji 3 łyżeczki soli na 1 łyżeczkę podpuszczki (na 1 g). Następnie wlewa się do naczynia 1—4 litrów letniej wody (zależnie od ilości użytej podpuszczki) i ponownie miesza się całą zawartość aż do zupełnego rozpuszczenia podpuszczki. Zabieg ten wykonuje się na 10 minut przed zaprawieniem mleka. Tak przygotowany roztwór podpuszczki wlewa się cienkim strumieniem do intensywnie mieszanego mleka. Mieszanie należy przedłużać przez 2—3 minuty po wprowadzeniu podpuszczki, aby dokładnie i równomiernie rozprowadzić ją w całej masie mleka. Zbyt krótkie lub wadliwie przeprowadzone mieszanie może być przyczyną nierównomiernego rozprowadzenia podpuszczki, a z tym się wiążą istotne zmiany w skrzepie i w masie serowej. Następnie wstrzymuje się ruch mleka za pomocą mieszadeł, kielni lub specjalnych zastaw. Zupełne unieruchomienie mleka po jego zaprawieniu podpuszczką jest niezbędne, gdyż ruch mleka powoduje rozcieranie (rozpylanie) delikatnego skrzepu, co może być przyczyną wystąpienia szeregu niewłaściwych cech w masie serowej. Powoduje to m. in. przechodzenie większych ilości tłuszczu oraz kazeiny do serwatki i tym samym spadek wydajności produkcji i pogorszenie jakości sera. Ścinanie (krzepnięcie) polega na przejściu mleka ze stanu płynnego w stan żelu, co następuje wskutek wytrącenia się kazeiny. Istota zjawiska krzepnięcia mleka pod wpływem podpuszczki jest według Hippsa następująca. Spośród czterech głównych frakcji kazeiny (a b g i d) dwie frakcje: a i d są rozpuszczalne w serum mleka, podczas gdy frakcje b i g nie są rozpuszczalne w granicach pH 5,0—7,5, a w mleku utrzymują się w stanie roztworu dzięki ochronnemu działaniu frakcji a kazeinianu wapniowego. Wprowadzenie do mleka podpuszczki ma na celu rozluźnienie wiązań we frakcji a, w wyniku czego odsłonięty zostaje kwas fosforowy zestryfikowany z seryną i następuje wiązanie jonu wapniowego z roztworu. W efekcie cała frakcja wypada z roztworu i tym samym powoduje wytrącenie się frakcji b i g. W roztworze (w serwatce) zostaje jedynie frakcja d, stanowiąca 4—5% wagi całej kazeiny. Po ścięciu się kazeiny mleko tworzy układ złożony z fazy stałej i z fazy płynnej. Fazę stałą (żel) tworzą uwięzione w skrzepie cząstki kazeiny oraz większość tłuszczu. Fazę płynną stanowią pozostałe składniki mleka, a więc woda, laktoza, rozpuszczalne sole mineralne, albumina, globuliny oraz część tłuszczu i kazeiny. Faza płynna rozmieszczona jest w wolnych przestrzeniach ,,siatki" ukształtowanej przez kazeinę. Wskutek działania szeregu czynników następuje kurczenie się skrzepu i wydzielanie serwatki (fazy płynnej). 4. OBRÓBKA SKRZEPU Głównym celem obróbki skrzepu jest uzyskanie dostatecznie odwodnionego koagulatu odpowiednio do typu produkowanego sera. Obróbka skrzepu ma też na celu dalsze kierowanie rozwojem znajdujących się w nim drobnoustrojów w sposób sprzyjający działalności drobnoustrojów pożytecznych i pożądanych w procesie dojrzewania sera, przy hamowaniu rozwoju drobnoustrojów szkodliwych. Skrzep podpuszczkowy ma postać jednolitej, galaretowatej masy, w której woda (serwatka) uwięziona jest w mikroporowatej strukturze żelu. Stosunkowo szybko wydziela on serwatkę i stopniowo się kurczy. Zjawisko to, zwane synerezą, stanowi podstawę zamiany skrzepu w masę serową. Kurczenie się skrzepu (a tym samym odwadnianie) potęguje się wskutek wzrostu temperatury powierzchni granicznej koagulatu oraz wzrostu stężenia jonów wodorowych. W praktyce serowarskiej następuje to w wyniku takich zabiegów, jak krojenie i rozdrabnianie skrzepu, mieszanie i dogrzewanie ziarna, z równoczesnym przyrostem kwasowości środowiska wskutek rozwoju bakterii kwasu mlekowego. Obróbce mechanicznej poddaje się skrzep, który uzyskał zwięzłość wymaganą dla danego rodzaju sera. Zwarty skrzep łatwo daje się oddzielić od ściany wanny (lub kotła), a przy naciśnięciu dłonią lub kielnią zachowuje odpowiednią wklęsłość, nie ustępującą po ustaniu nacisku, lecz stopniowo wypełniającą się klarowną serwatką. Ocenę gotowości skrzepu do obróbki przeprowadza się także za pomocą próby złomu. W tym celu specjalną łopatkę wsuwa się ukośnie do skrzepu, po czym powoli podnosi się ją do góry. Podniesienie łopatki powoduje pęknięcie skrzepu i wydzielenie serwatki w miejscu pęknięcia. Skrzep mało zwięzły (słaby) daje złom nierówny, nieco wybrzuszony i postrzępiony, a wydzielająca się serwatka jest mętna. Skrzep średnio zwięzły daje złom o nierównych brzegach, a wydzielona serwatka jest niezbyt klarowna. Skrzep o właściwej zwięzłości („mocny") daje złom o brzegach równych i ostrych, a w miejscu pęknięcia wydziela się klarowna serwatka. „Mocny" skrzep stawia też wyraźny opór przy przełamywaniu. Zwięzłość skrzepu można również określić za pomocą specjalnych aparatów. Ocenę skrzepu przeprowadza się na krótko przed przewidywanym momentem uzyskania pożądanej zwięzłości skrzepu. Przy produkcji serów twardych czas krzepnięcia mleka jest krótki, natomiast skrzep powinien być zwięzły, aby intensywnie wydzielał serwatkę podczas obróbki. Przy wyrobie serów miękkich, zawierających więcej wody, pożądany jest skrzep zwięzły, lecz charakteryzujący się mniejszą kurczliwością i w związku z tym okres krzepnięcia mleka jest dłuższy. Doprowadzenie skrzepu do stanu masy serowej obejmuje czynności polegające na stopniowym odwadnianiu skrzepu, a więc na potęgowaniu w nim procesu synerezy, z jednoczesnym unikaniem rozbijania (tzn. rozpylania) skrzepu, co prowadziłoby do znacznych strat białka (kazeiny), a zwłaszcza tłuszczu, wskutek przechodzenia ich do serwatki. Z chwilą gdy skrzep osiągnie wymaganą zwięzłość, przystępuje się do jego krojenia. Przy szybszym tempie krzepnięcia od pożądanego krojenie należy rozpocząć wcześniej, ponieważ silniejsze działanie podpuszczki w krótkim czasie doprowadza skrzep do pożądanej zwięzłości. Przy krzepnięciu powolniejszym krojenie należy rozpocząć później i prowadzić wolniej, stosując w początkowej fazie przerwy w celu ułatwienia wydzielania się serwatki, a przez to wzmocnienia skrzepu. Zbyt wczesne lub zbyt późne krojenie skrzepu może przyczynić się do jego rozpylenia, a tym samym do zmniejszenia wydajności. Przed przystąpieniem do krojenia w zimnych serowniach (zwłaszcza tam, gdzie stosuje się kotły i wanny otwarte) zbiera się kielnią górną warstwę skrzepu grubości 2—3 cm i odwraca ją. Czynność ta nosi nazwę „pokładanie" (rys. 4). rysunek04 Górna warstwa skrzepu ma zwykle niższą temperaturę niż pozostała zawartość wanny serowarskiej. Przez pokładanie skrzepu wyrównuje się jego temperaturę. Ponadto zabieg ten sprzyja trwającemu działaniu podpuszczki, a jednocześnie przyczynia się do wyrównania zawartości tłuszczu oraz rozwoju mezofilnych paciorkowców mlekowych w całej masie skrzepu. Czynność pokładania wykonuje się bezpośrednio przed rozpoczęciem krojenia. Po odwróceniu górnej warstwy skrzepu rozpoczyna się jego krojenie. Krojenie i rozdrabnianie skrzepu w małych wannach i kotłach odbywa się przy użyciu szabli, liry i harfy, a przy zmechanizowanym procesie produkcyjnym — przy użyciu specjalnych krajaczy. Podczas krojenia istotne jest, aby skrzep podzielić na kostki równej wielkości. rysunek05 W kotle skrzep kroi się harfą (lub lirą) na krzyż, uzyskując graniastosłupy. Następnie otrzymane graniastosłupy kroi się najpierw na kostki za pomocą dwóch kielni, którymi przyciąga się skrzep do siebie. Po tym zabiegu przerywa się krojenie na parę minut aż serwatka pokryje skrzep; w tym czasie usuwa się z wewnętrznej ściany kotła przywarty do niej skrzep. Pokrojony na kostki skrzep kroi się następnie harfą na ziarno pożądanych rozmiarów. Jeżeli skrzep jest bardzo zwięzły, po jego pokrojeniu na graniastosłupy nie stosuje się przerwy, lecz kroi się go harfą (lub lirą). Krojenie harfą polega na wykonywaniu nią ruchu po obwodzie elipsy lub trójkąta, zależnie od stosowanej metody (rys. 6). rysunek06 Przed przystąpieniem do krojenia skrzepu harfą na ścianie kotła przymocowuje się łopatkę-ster, która ułatwia krojenie, powodując wiry gęstwy serowej. Rytmiczne wykonywanie ruchów harfą, utrzymywanie wszystkich ziaren w stałym ruchu oraz zachowanie odpowiedniej szybkości krojenia — są to podstawowe czynniki wpływające na uzyskanie równego ziarna. W wannach serowarskich do ręcznej obróbki skrzep kroi się za pomocą harfy (lub liry) najpierw wzdłuż, a następnie w poprzek wanny. Uzyskane graniastosłupy kroi się następnie na sześciany lirą (lub krajaczem) prowadzoną wzdłuż wanny, po czym usuwa przywarty do ścian wanny skrzep. rysunek07 Dalsze krojenie skrzepu wykonuje się harfą aż do otrzymania ziarna pożądanych rozmiarów. Krojenie harfą może się odbywać przy zastosowaniu cięć po obwodzie ósemki (przy jednej osobie krojącej skrzep) lub po obwodzie elipsy, podobnie jak w kotle (przy dwóch osobach ustawionych obok siebie wzdłuż dłuższego boku wanny). W wannach o napędzie mechanicznym czynność krojenia przeprowadza się specjalnym krajaczem, który wykonuje ruchy dookoła swej osi i jednocześnie wzdłuż wanny, a do mieszania ziarna służą specjalne mieszadła. W niektórych typach wanien krojenie wykonuje się ręcznie, natomiast przyrządy do mieszania mają napęd mechaniczny. Krojenie skrzepu przyspiesza proces wydzielania serwatki, tzn. przyczynia się do odwodnienia skrzepu. O przebiegu odwadniania skrzepu decydują głównie: wielkość ziarna, temperatura osuszania oraz kwasowość skrzepu. Wielkość ziarna ma decydujący wpływ na zawartość serwatki — im mniejsze jest ziarno, tym większa jest powierzchnia wydzielania serwatki i tym samym krótsza droga serwatki ze środka ziarna do jego powierzchni. Natomiast im większe jest ziarno, tym więcej zawiera serwatki, bowiem z głębszych warstw ziarna serwatka wydziela się trudniej niż z powierzchniowych. W następstwie tego zewnętrzna warstwa ziarna kurczy się silniej niż część wewnętrzna, co powoduje zwężanie się „kanalików" odprowadzających serwatkę. Początkowo wydzielanie serwatki przebiega szybko, potem jego tempo stopniowo maleje, aż wreszcie proces ten ustaje całkowicie, co oznacza koniec osuszania ziarna. Wielkość ziarna zależy od rodzaju sera i w pewnej mierze od jakości mleka oraz zawartości tłuszczu. Przy produkcji serów miękkich stopień rozdrobnienia ziarna jest mały, zaś przy produkcji serów twardych duży. Ilość serwatki w ziarnie ma istotny wpływ na przebieg dojrzewania sera. Zwiększenie ilości serwatki w ziarnie wpływa na zwiększenie w nim ilości laktozy, która stanowi wyjściowy materiał dla fermentacji mlekowej. O przebiegu odwadniania ziarna decyduje również temperatura. Przy wyższej temperaturze zwiększa się kurczliwość ziarna, dzięki czemu intensywniej wydziela się serwatka. Również kwasowość ma wpływ na wydzielanie się serwatki z ziarna. Im szybszy jest wzrost kwasowości, tym silniejsza jest kurczliwość skrzepu i szybsze osuszanie ziarna. Jak wiemy, wzrost kwasowości jest wynikiem działania bakterii przetwarzających laktozę na kwas mlekowy. Podczas krojenia i rozdrabniania skrzepu część bakterii zostaje uwięziona w skrzepie, a pozostałe przechodzą do serwatki. Większość autorów przyjmuje, że około 85—88% ogólnej ilości drobnoustrojów pozostaje w ziarnie, a 12—15% przechodzi do serwatki. Podczas dalszego rozdrabniania ziarna do serwatki przechodzi do około 25% ogólnej ilości drobnoustrojów. Zgromadzenie znacznie większej ilości bakterii w ziarnie powoduje, że kwasowość serwatki w ziarnie szybciej wzrasta niż kwasowość serwatki pozostającej w wannie (lub kotle). Oprócz wymienionych czynników na proces osuszania wpływa również zwięzłość skrzepu oraz zawartość tłuszczu w mleku. W skrzepie zwięzłym „kanaliki" mają większą średnicę niż w skrzepie słabo zwięzłym i dlatego skrzep lepiej się osusza. Natomiast wyższa zawartość tłuszczu w skrzepie mleka powoduje luźniejszą jego budowę, gdyż osłabia działanie podpuszczki. Powoduje to, że czas osuszania ziarna otrzymanego z mleka o wyższej zawartości tłuszczu jest nieco dłuższy niż ziarna z mleka odtłuszczonego. Ręczne krajanie skrzepu trwa przeważnie 10—15 minut, a mechaniczne 5—10 minut. Ocenę jakości otrzymanego ziarna przeprowadza się na podstawie jego wielkości oraz równomierności. Po zakończeniu krojenia (tzn. po uzyskaniu ziarna odpowiedniej wielkości) wyjmuje się harfę lub inny przyrząd do krojenia i wprowadza do wanny lub kotła mieszadło, aby utrzymać ziarno i serwatkę w stałym ruchu. Mieszanie ma na celu dalsze odwadnianie ziarna, ale już bez jego rozdrabniania, oraz zapobieżenie opadaniu ziarna na dno wanny (lub kotła) i tworzeniu się brył utrudniających osuszanie. Temperatura w czasie osuszania powinna być taka sama jak temperatura zaprawiania mleka. Jeżeli obniży się, należy ją podnieść do temperatury zaprawiania. Na początku osuszania ziarno jest miękkie, a na przekroju ma postać jednolitej błyszczącej galarety. W miarę odwadniania ziarno staje się coraz suchsze i tym samym twardsze, a na przekroju matowe. Ściśnięte w garści ziarno miękkie wyciska się bez trudu pomiędzy palcami, zaś w miarę osuszania staje się coraz bardziej zlepne i raczej łączy się w bryłkę niż wyciska między palcami, a następnie daje się z powrotem rozetrzeć na pojedyncze ziarna. Procesowi osuszania towarzyszy wzrost kwasowości serwatki. Przyrosty kwasowości serwatki bada się przez miareczkowanie ługiem wobec fenoloftaleiny, przy czym serwatka zawarta wewnątrz ziarna ma znacznie wyższą kwasowość niż serwatka wolna (pozaziarnowa). Badanie kwasowości serwatki w czasie osuszania daje obraz przebiegu tego procesu. Kwasowość serwatki oznaczona bezpośrednio po przekrojeniu skrzepu jest niższa o około 2,5—3,0°SH od kwasowości zaprawianego mleka (wskutek oddzielenia się kazeiny). Przyrostowi kwasowości w czasie procesu osuszania sprzyjają następujące czynniki: duża ilość bakterii fermentacji mlekowej w mleku zaprawionym podpuszczką i zaszczepionym zakwasem; temperatura optymalna dla rozwoju bakterii kwaszących; skoncentrowanie bakterii w masie serowej przez odwadnianie ziarna; buforujące działanie parakazeinianu wapniowego (w serach podpuszczkowych). W zależności od rodzaju sera osuszanie trwa dłużej lub krócej. Przy produkcji serów miękkich osuszanie jest przeważnie końcowym etapem obróbki masy serowej, a niekiedy nawet odpowiednio zwarty skrzep może być bezpośrednio rozlewany do form. Natomiast przy produkcji serów półtwardych lub twardych, a także niektórych miękkich osuszanie ziarna nie kończy się w wannie lub kotle. Masa serowa przeznaczona na sery półtwarde lub twarde powinna zawierać mniej wody i dlatego poddawana jest dalszym procesom, mianowicie dogrzewaniu i dosuszaniu, a przy produkcji niektórych serów również prasowaniu. W wyniku tych zabiegów otrzymuje się ser o małej zawartości wody i odpowiednio niskiej kwasowości. Dokładne regulowanie końcowej kwasowości w serach, zwłaszcza twardych, osiąga się przez zmniejszenie zawartości serwatki do takiej ilości, aby zawarta w niej laktoza po całkowitym przefermentowaniu dała pożądane pH. Przy produkcji niektórych rodzajów sera (np. sera brick) pożądana jest dość duża zawartość wody w ziarnie przy stosunkowo małej kwasowości. Można to osiągnąć przez doprowadzenie wody do gęstwy serowej, co powoduje częściowe usunięcie laktozy bez zmniejszenia wilgotności ziarna. Regulując odpowiednio obróbkę można uzyskać sery o pożądanej kwasowości. Omawiając proces obróbki skrzepu niejednokrotnie podkreślano znaczenie kwasowości. Kwas mlekowy powstaje pod wpływem bakterii fermentacji mlekowej w wyniku przekształcenia się laktozy, a ilość wytworzonego kwasu ma silny wpływ na dalszą aktywność drobnoustrojów. Niezbędne jest więc rozpatrzenie wpływu kwasu mlekowego na chemiczne i fizyczne właściwości skrzepu. Według Van Slyke'a kazeina występuje w skrzepie podpuszczkowym jako parakazeinian dwuwapniowy. Reakcja kwasu mlekowego z parakazeinianem jest następująca: 1) parakazeinian dwuwapniowy + kwas mlekowy -> parakazeinian jednowapniowy + mleczan wapnia 2) parakazeinian jednowapniowy + kwas mlekowy -> wolna parakazeina + mleczan wapnia Z chwilą wytworzenia się dostatecznej ilości kwasu mlekowego masa serowa staje się elastyczna, przy czym w miarę wzrostu kwasowości elastyczność się zwiększa. Dla niektórych rodzajów sera (emantalski, provolone) elastyczność miąższu jest podstawową cechą charakterystyczną. Van Slyke przypisuje tę elastyczność obecności parakazeinianu jednowapniowegoi (reakcja 1). Wykazał on, że związek ten stanowi powyżej 90% związków azotowych w serze cheddar w kilka godzin po umieszczeniu sera pod prasą. W innych serach podobnego typu zawartość parakazeinianu jednowapniowego jest zbliżona. Jeżeli jednak wytwarzanie kwasu dalej postępuje, masa serowa traci swoją elastyczność, staje się twarda i krucha. Według Van Slyke'a zmiana ta zachodzi wskutek tworzenia się wolnej parakazeiny (reakcja 2). Związek ten nie wykazuje takich właściwości jak jego sól jednowapniowa. Tak więc od ilości kwasu mlekowego wytworzonego w świeżym serze zależy forma, w jakiej występuje w nim kazeina — czy w postaci wolnej parakazeiny, czy w postaci jej soli jedno wapniowej. W serach silnie kwaśnych, np. camembert, brie (pH 4,6—4,8), cała kazeina występuje w postaci wolnej parakazeiny. W serach brick, cheddar, ementalski i podobnych (pH 5,0—5,2) występuje mieszanina obydwu tych związków, przy czym ich stosunek zależy od osiągniętego pH. Nie wiadomo, czy obie te formy kazeiny są jednakowo dostępne dla drobnoustrojów powodujących dojrzewanie serów oraz czy w jednakowy sposób reagują one na enzymy proteolityczne. Niezależnie od tego postać, w której białko występuje, wpływa na elastyczność lub kruchość masy serowej, a zatem i na cechy charakterystyczne dojrzałego sera. 5. FORMOWANIE MASY SEROWEJ Celem formowania jest połączenie ziaren w bryły o kształcie i rozmiarach charakterystycznych dla danego rodzaju sera oraz stworzenie warunków sprzyjających pożądanemu przebiegowi dojrzewania sera. Kształt, rozmiar i waga sera powinny odpowiadać normom jakościowym (przedmiotowym), przy czym z zasady serom twardym, dojrzewającym w całej masie i zawierającym mało wody, nadaje się kształt charakteryzujący się możliwie małą powierzchnią w stosunku do objętości. Serom miękkim, dojrzewającym przeważnie od powierzchni w głąb masy i zawierającym stosunkowo dużo wody, nadaje się kształt o możliwie dużej powierzchni w stosunku do objętości ze względu na konieczność zapewnienia szybszego dojrzewania. Przed przystąpieniem do formowania serów należy przygotować tace, wózki lub stoły. W tym celu ustala się liczbę potrzebnych form na podstawie użytego do produkcji mleka oraz zużycia mleka na wyprodukowanie bryły sera. Na przykład, jeżeli na jednokilogramowy ser zużywa się około 10 litrów mleka, a do produkcji wzięto 1000 litrów mleka, to należy przygotować 1000:10=100 form. Przebieg formowania jest następujący. Po zakończeniu procesu osuszania przerywa się na krótko mieszanie ziarna, aby umożliwić jego opadnięcie na dno wanny lub kotła. Gdy to nastąpi, odczerpuje się serwatkę aż do ukazania się górnej warstwy masy serowej, po czym wznawia się mieszanie gęstwy serowej pozostałej w wannie lub kotle. Następnie, stale mieszając masę serową (po dokładnym jej rozbiciu), wybiera się ją za pomocą wiader lub czerpaków i wlewa do form ustawionych na specjalnych wózkach lub stołach. Inny sposób wyjmowania gęstwy polega na tym, że za pomocą chusty serowarskiej (trzymanej przez dwóch pracowników) wydobywa się ją częściowo ponad poziom serwatki, a następnie z chusty wybiera się wiadrami i czerpakami. Formowanie serów przez nalewanie można usprawnić umieszczając wannę lub kocioł w serowni na wyższym poziomie, co umożliwia podsunięcie pod jej zawór spustowy wózka z ustawionymi na nim formami. Wówczas po osuszeniu ziarna i odprowadzeniu nadmiaru serwatki otwiera się zawór spustowy kotła. Podczas spływania gęstwy serowej do form umieszczonych na wózku zawartość wanny (kotła) należy stale mieszać. Formy ustawione na wózku (lub stole) bezpośrednio przed napełnieniem gęstwą serową należy polać czystą wodą o temperaturze około 50°C. Przy formowaniu serów przez nalewanie ważne jest, ażeby wszystkie formy napełniać szybko i równomiernie, przy czym należy tak porcjować gęstwę, aby wlewać ją za jednym razem, a najwyżej w dwu częściach. Równomierne napełnianie form jest konieczne ze względu na utrzymanie jednolitych wymiarów i wagi sera, co ma również istotny wpływ na prawidłowy przebieg procesu dojrzewania sera oraz ułatwia jego pielęgnację. Przy wyrobie serów miękkich stosowane są obecnie przeważnie wysokie metalowe (ze stali nierdzewnej) formy perforowane, które zatrzymują ziarno serowe, natomiast pozwalają swobodnie ociekać serwatce. Po napełnieniu form masa serowa stopniowo przyjmuje kształt formy. Bezpośrednio po napełnieniu wszystkich form przystępuje się do ich odwracania w celu przyspieszenia połączenia się ziaren w zwartą masę serową oraz wyrównania górnej powierzchni. Odwracanie serów powoduje również ich samoprasowanie się pod wpływem własnego ciężaru. Czynność odwracania serów powtarza się 6—9 razy w ciągu pierwszych 2—4 godzin, przy czym odstępy czasu między kolejnymi odwróceniami są coraz dłuższe. Przy stosowaniu form nie perforowanych po drugim odwróceniu na sery nakłada się chusty, ażeby ułatwić ociekanie serwatki i wyrównać powierzchnię (skórkę) serów. Przy każdym odwróceniu serów wskazane jest wyciskanie z chust nadmiaru serwatki. Po ostatnim odwróceniu zdejmuje się chusty. Przy formowaniu serów bardzo ważne jest utrzymanie temperatury osuszania w gęstwie serowej. Obniżenie temperatury zmniejsza zlepność ziaren i utrudnia tworzenie się równej skórki oraz jest przyczyną zatrzymania większej ilości zbędnej serwatki. Pozostawienie nadmiaru serwatki powoduje niepożądany, zbyt intensywny proces dojrzewania, w następstwie czego powstaje szereg wad jakościowych sera, a zwłaszcza kwaśny smak oraz krucha konsystencja. Dla prawidłowego ociekania serwatki temperatura w serowni powinna wynosić 20—22°C. 6. SOLENIE SERÓW Po ocieknięciu uformowane sery poddaje się soleniu. Przez solenie nadaje się serom prawidłowy smak i trwałość, podnosi strawność, wzmacnia skórkę oraz reguluje w pewnym stopniu proces ich dojrzewania. Oprócz tego solenie ułatwia wydzielanie serwatki z sera, co pomaga w regulowaniu jej wilgotności i kwasowości. Ważna funkcja soli polega też na hamowaniu rozwoju niepożądanych drobnoustrojów. Na przykład silnie proteolityczne bakterie są uczulone na chlorek sodu w koncentracjach występujących w większości serów. W wyniku solenia powierzchnia sera twardnieje, co spowodowane jest przenikaniem soli do górnych warstw sera i silnym odwodnieniem tych warstw. Rozróżnia się dwie główne metody solenia: w ziarnie oraz całych serów. Solenie w ziarnie stosowane jest np. przy produkcji sera cheddar oraz innych serów twardych lub półtwardych, w których trzeba zatrzymać większą ilość wody w ziarnie. Solenie całych serów może się odbywać trzema sposobami: na sucho, w solance oraz sposobem kombinowanym (tzn. najpierw na sucho, a następnie w roztworze). Solenie na sucho polega na posypywaniu serów warstwą soli kuchennej i następnie nacieraniu tą solą powierzchni serów. Do jednorazowego natarcia sera używa się takiej ilości soli kuchennej, aby uległa ona zupełnemu rozpuszczeniu i wchłonięciu przez ser do następnego solenia. Proces solenia na sucho powtarza się codziennie (lub co kilka godzin) przez okres przewidziany dla danego rodzaju sera. Zaznaczyć jednak należy, że solenie powinno być prowadzone stopniowo, gdyż przy zbyt intensywnym przebiegu tego procesu powierzchniowe warstwy sera stają się zbyt twarde (zamknięte) i utrudniają wydzielanie się serwatki z wewnętrznych warstw sera. Solenie na sucho stosowane jest przeważnie przy produkcji serów o małych wymiarach, dla których solenie w solance mogłoby być zbyt intensywne. Temperatura w solarni, zależnie od rodzaju sera, waha się w granicach 12—18°C, a wilgotność względna powietrza w granicach 90—96%. Solenie w solance w porównaniu z soleniem na sucho jest znacznie mniej pracochłonne i bardziej oszczędne pod względem zużycia soli. Ponadto ten sposób solenia zapewnia bardziej równomierne nasolenie się sera. Proces solenia w solance polega na zanurzeniu serów w odpowiednio stężonym roztworze soli na określony czas. Wyjęte z formy sery przed włożeniem do solanki należy ochłodzić, tzn. przetrzymywać przez pewien czas w chłodnym pomieszczeniu. W solance sery układa się luźno, aby zapobiec ich deformacji. Co pewien czas należy je odwracać w celu równomiernego nasolenia. Części sera wystające z solanki posypuje się solą, zaś całą solankę miesza się co najmniej dwa razy dziennie. Obecnie do solenia serów w roztworze stosuje się baseny wyposażone w urządzenia do filtrowania, odkwaszania oraz wyrównywania stężenia soli. Oprócz tego baseny wyposażone są w chłodnice do oziębiania solanki oraz pompy w celu zapewnienia stałego jej ruchu. Ruch solanki zapewnia równomierne jej stężenie i zwiększa intensywność przenikania soli do sera. W czasie solenia sery wchłaniają z roztworu sól i jednocześnie wydzielają serwatkę. Z początku sól koncentruje się na powierzchni sera, następnie stopniowo dyfunduje prawie równomiernie w całej jego masie. Ilość soli dyfundującej do sera zależy głównie od koncentracji i temperatury solanki, czasu przetrzymywania w niej sera oraz stosunku powierzchni do objętości sera i jego wilgotności (zawartości wody). Ponieważ sól przedostaje się przez powierzchniową warstwę sera do jego środka, dlatego im większa jest powierzchnia w stosunku do masy sera, tym szybciej przebiega proces solenia. Tak więc solenie dużego sera przebiega wolniej niż małego, ponieważ ma on mniejszy stosunek powierzchni do objętości. Również ser o większej zawartości wody szybciej wchłania sól niż ser o niskiej zawartości wody, dlatego sery miękkie soli się krócej od serów twardych. Wskutek wchłaniania soli przez sery oraz wydzielania serwatki osłabia się stężenie soli w solance. Dlatego stężenie solanki należy kontrolować np. za pomocą areometru Baumego lub przez miareczkowanie AgNO3 i w razie potrzeby zawartość soli w roztworze uzupełniać. Niska koncentracja chlorku sodu w solance powoduje przedłużenie czasu solenia. Stężenie stosowanych solanek waha się w granicach 14—22%, z tym że dla serów twardych stosuje się wyższe stężenia, przeważnie w granicach 17—22%, zaś dla niektórych serów miękkich niższe, wynoszące 14—18%. Wskazane jest stopniowanie solenia serów świeżych, przez wkładanie ich najpierw do roztworów o nieco niższym stężeniu soli, aby zapobiec gwałtownemu zamknięciu wypływu serwatki z sera i utworzeniu się grubej skórki. Temperatura solanki wynosi przeważnie 10—20°C, co zależne jest od rodzaju serów, przy czym sery twarde soli się w niższych temperaturach (10—17°C), zaś sery miękkie w wyższych temperaturach (15—20°C). Temperatura solenia ma istotny wpływ na przenikanie soli do wnętrza sera. Im niższa jest temperatura, tym dłuższy jest czas solenia serów. Kwasowość solanki nie powinna być niższa od 10°SH oraz nie powinna przekraczać 20°SH. Wskutek wydzielania się z serów serwatki przechodzi do roztworu solanki część składników sera (woda, laktoza, sole mineralne, nieco rozpuszczalnych soli frakcji parakazeinowych, kwas mlekowy), powodując jej zanieczyszczenie oraz wzrost kwasowości. Kwasowość roztworu solanki może osiągać poziom 25—30°SH i powodować ograniczanie wchłaniania soli przez sery. Gdy kwasowość przekracza 20°SH, należy solankę odkwaszać za pomocą mleka wapiennego lub kredy szlamowanej. Proces odkwaszania przeprowadza się przeważnie równolegle z oczyszczaniem solanki, głównie przez jej filtrowanie. Przez filtrowanie usuwa się cząstki masy serowej oraz inne nierozpuszczalne zanieczyszczenia. Dopuszczalna kwasowość solanki dla serów twardych jest niższa, zaś dla serów miękkich nieco wyższa. W celu zniszczenia szkodliwych drobnoustrojów niekiedy poddaje się solankę pasteryzacji. Proces ten nie eliminuje jednak bakterii przetrwalnikujących. Należy ponadto unikać zbyt częstych pasteryzacji, a szczególnie wymiany solanki (dłużej przetrzymywana solanka ma większą pojemność buforową). W czasie filtrowania, pasteryzacji lub wymiany solanki należy dokładnie wymyć i wydezynfekować zbiorniki i baseny (np. świeżo gaszonym wapnem). Solanki o niskiej zawartości soli, o dużym zanieczyszczeniu mechanicznym i bakteryjnym, o zbyt wysokiej lub zbyt niskiej kwasowości (np. poniżej 5°SH) powodują szereg zaburzeń w procesie solenia, a tym samym i dojrzewania, oraz przyczyniają się do powstawania wielu wad serów. Często stosuje się solenie kombinowane, polegające na połączeniu solenia na sucho z soleniem w roztworze. Solenie na sucho umożliwia ochłodzenie sera przed wprowadzeniem go do solanki, nadaje mu miękką i cienką skórkę oraz wpływa korzystnie na wzmocnienie skórki. 7. DOJRZEWANIE I PIELĘGNACJA SERÓW Po zakończeniu procesu solenia sery poddaje się dojrzewaniu. Dojrzewanie serów wymaga odpowiedniego czasu oraz warunków dostosowanych do rodzaju serów. Proces dojrzewania serów wiąże się z szeregiem złożonych przemian fizycznych i biochemicznych, w wyniku których osiągają one typowy smak, zapach oraz wygląd miąższu i skórki. W czasie dojrzewania sery wymagają zabiegów pielęgnacyjnych. Szczególnych umiejętności i zabiegów wymagają sery miękkie, w przypadku których prawidłowy rozwój mikroflory powierzchniowej decyduje w ogóle o przebiegu dojrzewania i jakości serów. Przemianom w okresie dojrzewania podlegają przede wszystkim trzy zasadnicze składniki mleka: laktoza, białko (kazeina) i tłuszcz. Produkty tych przemian kształtują cechy fizyczne i chemiczne serów, nadają im pożądaną strukturę i konsystencję oraz właściwy smak i zapach. Proces dojrzewania odbywa się głównie pod wpływem działania enzymów wydzielanych przez drobnoustroje, a w serach podpuszczkowych także przy udziale podpuszczki, tzn. enzymu chymozyny oraz towarzyszących jej enzymów proteolitycznych: pepsyny, papainy i peptydazy. Zmiany zachodzące podczas przygotowywania mleka serowarskiego oraz procesy jego krzepnięcia, krojenia, dalszej obróbki w kotle, formowania i solenia określa się jako dojrzewanie wstępne. Podczas dojrzewania wstępnego homofermentatywne paciorkowce mlekowe fermentują laktozę na kwas mlekowy, czemu towarzyszy równocześnie częściowy rozkład kazeiny. Zmiany, które następują po zakończeniu procesu solenia, kiedy ser przekazany zostaje do dojrzewalni, określa się jako dojrzewanie główne. Dojrzewanie główne polega na znacznie głębszym rozkładzie białka (kazeiny) oraz częściowo tłuszczu. Ser świeżo wyprodukowany składa się głównie z białka (kazeiny), wody, tłuszczu (w różnych ilościach), kwasu mlekowego, chlorku sodu oraz niewielkich ilości soli mineralnych i laktozy. Mimo że zawartość tych składników może się znacznie wahać, świeży ser ma zawsze kwaśny i słony smak, zaś konsystencja jego jest krucha lub gumowata. W czasie dojrzewania sera istotnym zmianom ulega jego konsystencja i smak oraz zapach, a w wielu rodzajach serów również struktura. Zmiany te dotyczą takich cech, jak elastyczność, jędrność, spoistość i plastyczność. W znacznej mierze zmiany te związane są z enzymatyczną hydrolizą białka (kazeiny), co powoduje powstawanie większej ilości rozpuszczalnej kazeiny. W efekcie masa serowa traci swoją twardość, staje się bardziej miękka, a w serach o małej wilgotności — bardziej krucha. Jeżeli w czasie obróbki znacznie zwiększyła się kwasowość sera, to świeże sery wykazują wówczas skłonność do kruchości i łamliwości. Cecha ta stanowi wadę w niektórych rodzajach serów (np. w serach tylżyckich), w innych zaś jest pożądana (np. w serze roquefort). Dlatego niezbędna jest ścisła kontrola rozwoju kwasowości przy wyrobie serów, aby uzyskały one konsystencję i strukturę charakterystyczne dla serów danego typu. Wszystkie składniki sera mające smak czy zapach biorą udział w tworzeniu cech smakowo-zapachowych sera. Smak i zapach charakterystyczny dla danego rodzaju sera jest zatem wynikiem równowagi składników, z których jedne znajdują się w świeżo wyprodukowanym serze, a inne powstają w wyniku enzymatycznego rozkładu kilku składników sera. Dlatego każdy rodzaj sera jest produkowany i poddawany dojrzewaniu w sposób umożliwiający wytworzenie się potrzebnych ilości związków smakowych typowych dla danego rodzaju sera. Niedostateczna lub nadmierna ilość któregokolwiek z podstawowych składników smakowych jest zjawiskiem niepożądanym, gdyż przyczynia się do wytworzenia nietypowego smaku sera. Kwas mlekowy oraz chlorek sodu, obecne od początku w masie serowej, biorą udział w tworzeniu smaku sera, z tym że służą głównie za tło dla bardziej swoistych cech smakowych, wytworzonych przez produkty rozkładu kwasu mlekowego oraz białek (kazeiny), tłuszczu i cytrynianów. Dla wielu rodzajów sera charakterystyczna jest struktura zamknięta, tzn. bez oczek we wnętrzu sera. Wówczas występowanie oczek w jakiejkolwiek ilości jest uważane za wadę (np. w serach camembert, cheddar). W przypadku innych serów, np. roquefort, pożądana jest struktura otwarta, umożliwiająca intensywny przerost pleśni poprzez masę serową. Nieliczne oczkowanie, spowodowane wytworzeniem się gazu, jest dopuszczalne w niektórych rodzajach sera, np. brick, limburski, a niezbędne w takich, jak np. ementalski, groyer, gouda. Natomiast niepożądane we wszystkich serach o otwartej strukturze jest nadmierne lub niecharakterystyczne oczkowanie. W większości typów sera przeważająca ilość laktozy ulega fermentacji w ciągu kilku pierwszych dni po wyrobie. Okres ten jest znacznie dłuższy dla serów miękkich, o dużej wilgotności. Większość laktozy ulega rozkładowi do kwasu mlekowego, z tym że jego część przechodzi w kwasy lotne, alkohole i małe ilości innych produktów. Pewna część kwasu mlekowego wchodzi w reakcję ze związkami zasadowymi występującymi w serze, w efekcie czego powstają odpowiednie sole. W niektórych rodzajach sera pewna ilość kwasu mlekowego jest przetwarzana na kwas propionowy i octowy oraz dwutlenek węgla i inne związki. Wszystkie związki azotowe w świeżym serze występują właściwie jako nierozpuszczalne w wodzie białka. W miarę upływu procesu dojrzewania białko ulega częściowej lub całkowitej hydrolizie do prostych związków rozpuszczalnych w wodzie. Ogólnie przebieg tych przemian można przedstawić następująco: + H20 +H20 białko nierozpuszczalne —>proteozy rozpuszczalne——> peptony +H2O +H2O rozpuszczalne --> peptydy rozpuszczalne ------>aminokwasy Stopień proteolizy i powstające przy tym swoiste związki pomagają określić cechy charakterystyczne gotowego sera. W niektórych serach miękkich, takich jak camembert czy limburski, prawie całe białko przechodzi w związki rozpuszczalne w wodzie, tzn. w proste peptony, aminokwasy i amoniak. Przejście białka w postać rozpuszczalną, przy równoczesnej wysokiej zawartości wody, jest powodem „miękkości" tych serów. Natomiast w serach twardych znacznie mniej białka ulega rozkładowi. Na przykład w serze ementalskim lub cheddar tylko 25—35% białek przechodzi w postać rozpuszczalną, nawet przy długim procesie dojrzewania. Enzymy powodujące rozkład białka w serze są wydzielane głównie przez drobnoustroje oraz zawarte są w podpuszczce. Podpuszczka zdolna jest do „przemiany" kazeiny w rozpuszczalne w wodzie związki, które są jednak stosunkowo złożone (głównie proteozy i peptony). Natomiast enzymy bakteryjne mogą powodować dalszy jego rozkład, tworząc stosunkowo duże ilości aminokwasów, a nawet amoniaku. Mikroflora występująca w serach twardych składa się głównie z wytwarzających kwas mlekowy paciorkowców i laseczek, rozwijających się w całej masie sera i produkujących tylko małe ilości proteinaz zewnątrzkomórkowych. Po ich zniszczeniu i autolizie zostaną wyzwolone enzymy wewnątrzkomórkowe. W serach miękkich szybko dojrzewających proteoliza jest przeważnie przypisywana zewnątrzkomórkowym proteinazom, wytwarzanym przez różne rodzaje drobnoustrojów rozwijających się na powierzchni sera. W niektórych z tych serów ważnymi czynnikami proteolizy są pleśnie. W czasie dojrzewania sera tłuszcz również ulega w pewnym stopniu hydrolizie, chociaż w znacznie mniejszym niż białko. Z powstających produktów hydrolizy największe znaczenie mają lotne niższe kwasy tłuszczowe, takie jak masłowy, kapronowy, kaprylowy i kaprynowy. Rozszczepienie tłuszczu następuje dopiero po dłuższym okresie dojrzewania sera. Enzymy powodujące lipolizę w serze mogą pochodzić z drobnoustrojów mleka. Z bakterii czynnych zwykle przy dojrzewaniu serów niektóre szczepy laseczek mlekowych, a prawdopodobnie i inne bakterie, wydzielają przy autolizie wewnątrzkomórkowe lipazy. Najsilniejszą zdolnością hydrolizowania tłuszczu odznaczają się pleśnie. Hydroliza tłuszczu odbywa się więc najintensywniej w serach pleśniowych, a najsłabiej w serach twardych. Rozróżnia się dwa główne sposoby dojrzewania serów: dojrzewanie równomierne w całej masie sera oraz dojrzewanie od powierzchni ku środkowi sera. W pierwszym przypadku ser jest przetrzymywany w warunkach uniemożliwiających rozwój drobnoustrojów na powierzchni, ograniczających aktywność mikroflory i enzymów tylko do działania wewnątrz masy serowej. W ten sposób dojrzewają wszystkie rodzaje serów twardych. Drugi sposób polega na przetrzymywaniu serów w warunkach sprzyjających rozwojowi drobnoustrojów na powierzchni, np. drobnoustrojów tworzących maź. Wytwarzane na powierzchni enzymy dyfundują do wnętrza sera i biorą udział w jego dojrzewaniu. Większość miękkich serów dojrzewa w ten sposób. Niektóre sery miękkie i półtwarde dojrzewają przy kombinacji tych dwóch sposobów. Na przykład w serze brick lub roquefort większość przemian związanych z procesem dojrzewania odbywa się w wyniku działania drobnoustrojów i enzymów znajdujących się wewnątrz sera, z tym że mikroflora powierzchniowa bierze w większym lub mniejszym stopniu udział w tworzeniu smaku i zapachu. Natomiast np. ser limburski czy romadur dojrzewa głównie wskutek działalności mikroflory powierzchniowej. Sery twarde mają przeważnie duże rozmiary i zwykle dojrzewają powoli, w stosunkowo długim czasie. W dojrzewalniach serów twardych utrzymuje się wilgotność powietrza na poziomie dostatecznie niskim, aby zapobiec rozwojowi mikroflory powierzchniowej, ale jednocześnie dostatecznie wysokim, ażeby zapobiec zbytniemu wysychaniu serów. Przy produkcji niektórych serów twardych wysychanie ogranicza się do minimum przez pokrywanie ich powierzchni różnego rodzaju powłokami (np. parafiną, folią). Rozwój mikroflory powierzchniowej ma zasadnicze znaczenie dla dojrzewania serów miękkich, powinny więc być niewielkich rozmiarów, aby stosunek powierzchni do objętości był optymalny. Dla zabezpieczenia rozwoju mikroflory powierzchniowej niezbędna jest odpowiednio wysoka wilgotność. Przy produkcji serów miękkich rozwój mikroflory przebiega w pewnej kolejności. W okresie początkowym jedynymi drobnoustrojami zdolnymi do szybkiego rozwoju na powierzchni serów o tak wysokiej kwasowości i zawartości soli są drożdże kożuchujące i niektóre pleśnie, szczególnie Geotrichum candidum. Te drobnoustroje zużywają kwas mlekowy z powierzchni sera wskutek czego podnoszą pH do poziomu, przy którym mogą rozwijać się bakterie „tolerujące" sól, a zarazem syntetyzują witaminy, pobudzające bakterie do dalszego rozwoju. Przy produkcji niektórych rodzajów sera pierwszymi pojawiającymi się bakteriami są mikrokoki. Niezależnie jednak od ich rozwoju, powierzchnia serów przybiera w krótkim czasie barwę czerwonoceglastą wskutek rozwoju Brevibacterium linens lub Brevibacterium erythrogenes. Intensywny rozwój mazi powierzchniowej wpływa na cechy gotowego sera, nadaje mu typowy smak i zapach. Rozwój występujących na powierzchni dojrzewających serów, np. camembert i brie, charakterystycznych gatunków Penicillium następuje po uprzednim rozwoju drożdży. Później jednak rozwój pleśni zostaje stłumiony przez rozwój bakterii. Dojrzewanie serów odbywa się w pomieszczeniach posiadających specjalne warunki techniczne. Temperatura dojrzewania powinna się mieścić w granicach od 10—22°C, w zależności od rodzaju sera, a wilgotność względna powietrza powinna wynosić 80—95%, przy określonej wymianie powietrza. Temperatura i wilgotność powietrza w dojrzewalni wywierają zasadniczy wpływ na sposób oraz szybkość dojrzewania serów. Zbyt niska temperatura powoduje zwolnienie procesu dojrzewania, a nawet może uniemożliwić jego prawidłowy przebieg (np. może sprzyjać procesom gnilnym). Natomiast zbyt wysoka temperatura dojrzewania przyspiesza proces dojrzewania, ale równocześnie sprzyja rozwojowi bakterii wytwarzających gazy (np. z grupy Coli-aerogenes, bakterii fermentacji masłowej) i powoduje szereg wad w gotowym produkcie. Na ogół niskie temperatury oraz wysoką wilgotność stosuje się przy dojrzewaniu serów miękkich pleśniowych, a zwłaszcza sera roquefort.
-
... i dostaniesz.
-
SPIS TREŚCI I. Wiadomości ogólne z zakresu serowarstwa II. Surowiec i materiały pomocnicze do produkcji serów miękkich 1. Warunki produkcji mleka serowarskiego 2. Surowiec do wyrobu serów 3. Materiały pomocnicze do produkcji serów miękkich III. Ogólna technologia produkcji serów miękkich 1. Przygotowanie mleka serowarskiego 2. Wprowadzanie dodatków do mleka 3. Zaprawianie mleka podpuszczką 4. Obróbka skrzepu 5. Formowanie masy serowej 6. Solenie serów 7. Dojrzewanie i pielęgnacja serów IV. Technologia wyrobu serów z porostem pleśniowym 1. Wyrób sera camembert 2. Wyrób sera brie 3. Przemiany fizykochemiczne i biochemiczne zachodzące w czasie dojrzewania serów camembert i brie V. Technologia wyrobu serów z przerostem pleśniowym 1. Wyrób sera rokpol 2. Przemiany fizykochemiczne i biochemiczne zachodzące w czasie dojrzewania sera rokpol VI. Technologia wyrobu serów miękkich z mazią na powierzchni 1. Wyrób sera romadur 2. Wyrób sera limburskiego 3. Przemiany fizykochemiczne i biochemiczne zachodzące w czasie dojrzewania serów romadur i limburskiego 4. Wyrób sera romadur z kminkiem 5. Wyrób sera piwnego 6. Wyrób sera münster 7. Wyrób sera brick (cegiełkowego) 8. Przemiany fizykochemiczne i biochemiczne zachodzące w czasie dojrzewania sera brick 9. Wyrób sera kortowskiego 10. Wyrób sera popularnego VII. Technologia wyrobu serów pomazankowych 1. Wyrób bryndzy 2. Przemiany fizykochemiczne i biochemiczne zachodzące w czasie dojrzewania bryndzy 3. Wyrób sera solankowego VIII. Technologia wyrobu serów twarogowych dojrzewających 1. Wyrób serów harceńskich 2. Wyrób serów kminkowych parzonych IX. Higiena produkcji serów 1. Utrzymanie czystości w pomieszczeniach produkcyjnych 2. Ogólne zasady mycia i dezynfekcji aparatury i sprzętu pomocniczego w serowni 3. Mycie i odkażanie sprzętu drewnianego, regałów i półek serowarskich 4. Pranie i odkażanie chust serowarskich 5. Higiena osobista pracowników zatrudnionych przy produkcji serów X. Dziennik techniczny wyrobu sera Bibliografia Rozdział I WIADOMOŚCI OGÓLNE Z ZAKRESU SEROWARSTWA Sery są to produkty mleczarskie szczególnie bogate w białko i tłuszcz (sery pełnotłuste, tłuste), otrzymywane w wyniku odpowiedniej obróbki skrzepu mleka, mającej na celu wydzielenie nadmiaru serwatki i uzyskanie w ten sposób dostatecznie odwodnionej masy, która po sformowaniu, nasoleniu i okresie dojrzewania daje produkt o charakterystycznym zapachu i smaku oraz o wysokiej wartości odżywczej. Przy produkcji serów wykorzystuje się prawie w całości białko (kazeinę) i tłuszcz, które stanowią około 50% suchej masy mleka. Sery można systematyzować według następujących kryteriów: rodzaju użytego mleka, rodzaju skrzepu mleka, techniki obróbki skrzepu, sposobu dojrzewania, zawartości wapnia w suchej masie sera itp. Weigman i Licznerski dzielą sery podpuszczkowe na następujące grupy: 1. Sery miękkie — z porostem pleśniowym — z przerostem pleśniowym — maziowe — pomazankowe. 2. Sery twarde — typ szwajcarski — typ włoski — do tarcia — typ holenderski — typ szwajcarsko-holenderski — typ angielski — typ sera z masy parzonej. Według krajowych norm sery dzieli się na grupy (zależnie od rodzaju mleka — sery owcze, krowie), na typy (ser twardy i miękki), na rodzaje (np. tylżycki, cheddar), na odmiany (np. pełnotłusty, tłusty). tablica01 Podstawowymi składnikami serów poza wodą są białka, tłuszcz i sole mineralne. Ponadto sery zawierają również witaminy A, B, C, D i E. Sery odgrywają ważną rolę w żywieniu ludzi, przede wszystkim ze względu na wysoką zawartość białka. Ze wskazań fizjologów wynika, że w dziennej dawce białka spożywanego przez człowieka mniej więcej połowę powinny stanowić białka pochodzenia zwierzęcego. Z uwagi na wysoką zawartość białka zwierzęcego sery mogą w pełni zastępować mięso oraz wędliny, przy czym należy zaznaczyć, że białka zawarte w mleku są łatwiej strawne. Białka sera zawierają prawie wszystkie niezbędne do rozwoju człowieka aminokwasy i dlatego zaliczane są do białek pełnowartościowych. Niedobór białka w pożywieniu jest bardzo szkodliwy dla organizmu człowieka. Może on powodować stany chorobowe, takie jak anemia, uszkodzenie wątroby i tkanki nerwowej, degeneracja trzustki itd. Główny składnik białek mleka oraz serów — kazeina — zawiera około 22% kwasu glutaminowego, który odgrywa ważną rolę w procesach oddechowych tkanek oraz w odżywianiu komórek. Jak wskazują wyniki wielu badań, do zaspokojenia zapotrzebowania człowieka na niezbędne aminokwasy wystarcza spożywanie codziennie 80—100 g sera miękkiego. tablica02 W świetle przedstawionych danych staje się zrozumiałe, dlaczego prawie we wszystkich krajach stale wzrasta produkcja i spożycie serów. O docenianiu roli serów w odżywianiu człowieka również w naszym kraju świadczy stały wzrost ich produkcji i konsumpcji. Dalszemu rozwojowi tego kierunku produkcji towarzyszyć będzie równoczesne poszerzanie asortymentu serów, szczególnie miękkich. Za zwiększaniem produkcji serów miękkich przemawia stosunkowo krótki okres ich dojrzewania, wyższa wydajność produkcji (wyższy wydatek), łatwiejsze przyswajanie przez organizm ludzki w porównaniu do serów twardych i wyższa wartość biologiczna. W czasie dojrzewania serów miękkich większość nierozpuszczalnych białek ulega enzymatycznej przemianie w związki łatwiej strawne, rozpuszczalne w wodzie, zwłaszcza w takich serach, jak limburski, romadur, camembert i brie, w których 90—95% azotu występuje w postaci rozpuszczalnej. Natomiast w serach twardych, pomimo znacznie dłuższego okresu dojrzewania, mniej białek ulega hydrolizie na białka rozpuszczalne. Sery miękkie zawierają również więcej niektórych witamin niż sery twarde. Sullivan stwierdził, że podczas dojrzewania sera limburskiego zwiększa się w nim ilość ryboflawiny, kwasu pantetonowego, kwasu nikotynowego oraz biotyny. Burkholder oraz inni podają, że najwięcej witamin syntetyzuje się na powierzchni serów maziowych; w miarę dojrzewania serów witaminy te stopniowo dyfundują do ich wnętrza. Rozdział II SUROWIEC I MATERIAŁY POMOCNICZE DO PRODUKCJI SERÓW MIĘKKICH 1. WARUNKI PRODUKCJI MLEKA SEROWARSKIEGO Podstawowym surowcem do wyrobu serów jest mleko krowie. W niektórych krajach znaczne ilości serów wyrabia się również z mleka owczego (np. w Bułgarii, Grecji, Francji — roquefort), natomiast mleko kozie nie odgrywa obecnie większej roli w światowej produkcji serów. tablica03 Mleko przeznaczone do wyrobu serów powinno być najwyższej jakości, dobry ser można bowiem wyprodukować jedynie z dobrego, świeżego mleka, o normalnym składzie chemicznym i mikrobiologicznym oraz wymaganych własnościach fizykochemicznych. Na jakość mleka wpływa szereg czynników, w tym szczególnie stan zdrowotny krów, okres laktacji, sposób żywienia oraz higiena produkcji, przechowywania i transportu mleka. Prawie wszystkie stany chorobowe u krów, a szczególnie choroby wymion, wpływają ujemnie na jakość mleka, powodując między innymi zmianę jego składu chemicznego. Podstawowym procesem w produkcji serowarskiej jest otrzymywanie skrzepu z mleka w wyniku wprowadzenia do niego- enzymów i zakwasów. Czynnikiem, który decyduje o jakości skrzepu, jest przede wszystkim ilość i jakość kazeiny, a następnie zawartość wapnia i fosforu w mleku. Obniżenie jakości kazeiny w mleku, np. przy zapaleniu wymion, jest przyczyną otrzymywania luźnego skrzepu, łatwo ulegającego rozpyleniu, co z kolei powoduje przechodzenie znacznej ilości białka do serwatki, a tym samym obniżenie jego wydatku i jakości. Mleko takie jest ponadto bardziej alkaliczne i wykazuje większą zawartość katalazy oraz leukocytów. Istotne jest również, aby mleko wykazywało normalną zawartość wapnia i fosforu, a wzajemny stosunek tych składników (CaO : P2O5) nie powinien przekraczać 1. W okresie laktacji zawartość tłuszczu, białka oraz suchej masy beztłuszczowej w mleku stopniowo się zmniejsza i osiąga minimum między 6 a 7 tygodniem po wycieleniu. Następnie rozpoczyna się wzrost ilości tych składników — tym wyraźniejszy, im bliższy jest koniec laktacji. Po wycieleniu krowa wydziela mleko o zmienionym składzie chemicznym i mikrobiologicznym, zwane siarą. Siara wykazuje zwiększoną zawartość albuminy i globulin, wysoki ciężar właściwy oraz wyraźnie gorzkawy smak. W okresie 9—14 dni po wycieleniu skład chemiczny mleka powraca do normalnego stanu i dopiero wtedy może ono być przyjmowane do przerobu przez zakłady mleczarskie. Również mleko krów wysokocielnych w okresie 6 tygodni przed ich wycieleniem zawiera większe ilości globulin i chlorków i nie nadaje się do wyrobu serów. Mleko z dodatkiem siary lub od krów wysokocielnych bywa przyczyną wielu zakłóceń w procesie produkcji oraz wad jakościowych w gotowych produktach. Przy prawidłowym żywieniu krów zmiany jakości podawanej paszy nieznacznie tylko wpływają na skład chemiczny mleka, natomiast niedożywienie wywołuje większe zmiany w składzie mleka, niezależnie od zmniejszenia jego ilości. Przede wszystkim mleko krów niedożywionych wykazuje zwykle niższą zawartość kazeiny (1,8—2% zamiast 2,5%). Niektóre pasze stosowane w żywieniu krów przekazują mleku swój smak lub zapach. Z tych powodów mleko przeznaczone na sery powinno pochodzić od krów nie żywionych tego rodzaju paszami. Do roślin, które nadają mleku silny nieprzyjemny smak i zapach zaliczyć należy przede wszystkim czosnek i piołun. Gorzkawy smak nadają mleku również takie pasze, jak brukiew, rzepa oraz podawany w dużych ilościach makuch rzepakowy. Zapach rybi może występować w mleku krów żywionych nadmierną ilością buraków i liści buraczanych. Z innych niepożądanych zapachów wymienić należy zapach kapusty, występujący przy skarmianiu większych ilości brukwi, kapusty i rzepy, a także innych roślin z rodziny krzyżowych. Przy żywieniu krów trzeba zatem pamiętać o ujemnym wpływie niektórych pasz i jeżeli nie można całkowicie ich wyeliminować, należy przynajmniej stosować je w ograniczonych dawkach. Nie można dawać krowom pasz zatęchłych, spleśniałych, zanieczyszczonych lub częściowo zepsutych. Pasze takie powodują często zaburzenia i różne stany chorobowe przewodu pokarmowego, a zwłaszcza są przyczyną występowania biegunek, które z kolei powodują silne zakażenie mleka bakteriami z grupy Coli. Podobne skutki powoduje karmienie krów zbyt dużą ilością liści buraczanych oraz przejście z żywienia paszą oborową na pastwiskową i na odwrót. Bakterie z grupy Coli (Aerobacter aerogenes, Escherichia coli) wywołują wczesne wzdęcia serów. Wada ta polega na utworzeniu się w serze dużej ilości drobnych oczek (sitowata oczkowatość) wypełnionych produktami gazowymi (wodorem i dwutlenkiem węgla), wytworzonymi przez te bakterie podczas fermentacji cukru mlekowego. W miarę rozwoju bakterii z grupy Coli zwiększa się ilość produktów gazowych, wzdęcie powiększa się, ser „puchnie" i często pęka. Wada ta ujawnia się już w czasie ociekania, prasowania i solenia serów lub w pierwszych dniach dojrzewania. Sery z taką wadą nie dojrzewają prawidłowo. Oprócz znacznych zmian w miąższu wykazują nieprzyjemny smak i zapach. Zwalczanie tej wady polega przede wszystkim na likwidowaniu wtórnych zakażeń. Zaznaczyć należy, że bakterie z grupy Coli powodują wczesne wzdęcia nie tylko serów miękkich ale i twardych. Oprócz bakterii z grupy Coli przyczyną wzdęcia serów miękkich mogą być drożdże fermentujące laktozę, które przedostają się przy zakażeniach wtórnych do mleka. Szczególne zagadnienie w żywieniu krów stanowią kiszonki. Są one cenną karmą soczystą, szczególnie ważną w okresie zimowego żywienia. Niebezpieczeństwo związane ze stosowaniem kiszonek polega na zakażaniu obory oraz mleka bakteriami z grupy Coli, powodującymi wczesne wzdęcia serów, oraz bakteriami kwasu masłowego (głównie Clostridium tyrobutyricum), wywołującymi znacznie groźniejsze późne wzdęcia serów. Głównym źródłem zakażenia mleka tymi bakteriami są kiszonki zanieczyszczone ziemią, a więc źle przyrządzone, o nieprawidłowym przebiegu fermentacji. Prawidłowo przyrządzona kiszonka powinna być otrzymywana w wyniku fermentacji kwasu mlekowego, a nie kwasu masłowego lub octowego. Późne wzdęcia, wywoływane przez bakterie masłowe, należą do najgroźniejszych wad serów. Występują one w 3—6 tygodni od daty wyrobu. Wada ta charakteryzuje się powstawaniem w masie serowej dużych przestrzeni wypełnionych gazowymi produktami fermentacji mleczanów wapnia (dwutlenkiem węgla i wodorem). W miarę rozwoju bakterii przestrzenie wypełnione produktami gazowymi powiększają się, stają się liczniejsze i coraz większe — ser „puchnie" i często pęka. Przekazanie takich serów do sprzedaży jest niemożliwe ze względu na zły smak i zapach (kwasu masłowego), wzdęcia i spękania oraz nieprawidłowe uformowanie oczek w serach twardych i półtwardych. Późne wzdęcia występują najczęściej w serach twardych i półtwardych. W serach miękkich, ze względu na wysoką zawartość kwasu mlekowego, fermentacja kwasu masłowego nie zachodzi, a jeżeli powstaną warunki sprzyjające rozwojowi bakterii masłowych, wytworzony gaz natychmiast wydziela się i dlatego proces fermentacji masłowej nie uwidocznia się tak wyraźnie. Zaznaczyć należy, że bakterii masłowych, wytwarzających przetrwalniki, pasteryzacja nie niszczy. Wśród bakterii masłowych mogą również występować bakterie chorobotwórcze. Z punktu widzenia uzyskiwania mleka wysokiej jakości ważnym zagadnieniem jest higiena produkcji, przechowywania i dostawy mleka. Mleko wydzielone przez komórki nabłonka mlekotwórczego zdrowego wymienia jest prawie sterylne. Pierwsze jego zakażenie może nastąpić w kanalikach i kanałach odprowadzających, a następnie w zatoce mlekonośnej i kanale strzykowym. Dlatego nawet mleko otrzymane w aseptycznych warunkach zawiera tysiące bakterii w 1 ml. Są to przeważnie bakterie z rodzaju Micrococcus i pałeczki z gatunku Corynebacterium bovis. Mikrokoki odznaczają się wysoką ciepłoodpornością i z tego względu przetrzymują łagodniejsze systemy pasteryzacji stosowane przy produkcji serów. Drobnoustroje dostają się do wnętrza wymienia przez kanały strzykowe i dlatego pierwsze porcje udojonego mleka są szczególnie bogate w mikroflorę wymienia. W związku z tym konieczne jest oddzielenie tych porcji od reszty udoju i przeznaczanie na inne cele. Jednak główne źródła zakażeń mleka znajdują się poza wymieniem. Przy doju ręcznym są to: powietrze w oborze, skóra krowy, sprzęt mleczarski oraz osoba zajmująca się dojeniem. Duża ilość kurzu w oborze wpływa na zwiększenie zawartości nie tylko bakterii, ale również zanieczyszczeń mechanicznych w mleku. Dlatego takie czynności, jak karmienie i czyszczenie krów, zmiana ściółki, poważnie zwiększające ilość kurzu w powietrzu, nie mogą bezpośrednio poprzedzać doju, a tym bardziej nie mogą być wykonywane w tym samym czasie. Brudna skóra krowy stanowi również źródło zakażeń bakteriami pochodzącymi z nawozu, paszy, ściółki i ziemi. Zanieczyszczenia te powodują powstawanie wad, które potęgują się w czasie przechowywania mleka. Stan higieniczny sprzętu mleczarskiego stykającego się z mlekiem ma duży wpływ na jego czystość mikrobiologiczną. Źle umyte skopki, oziębiacze, konwie i cedzidła przyczyniają się do zakażenia mleka. Występowanie dużej ilości bakterii na sprzęcie mleczarskim spowodowane jest głównie pozostawianiem na ich powierzchni resztek mleka stanowiących doskonałe podłoże do rozwoju mikroorganizmów. Dlatego sprzęt powinien być odpowiednio myty, dezynfekowany i przechowywany. Mycie rozpoczyna się od spłukania resztek mleka zimną lub letnią wodą. Następnie sprzęt mleczarski myje się ciepłą wodą z dodatkiem środków myjących, po czym ponownie spłukuje się czystą wodą i dezynfekuje termicznie (parą lub wodą gorącą) albo środkami chemicznymi, po czym znów dokładnie spłukuje się wodą. Wskazane jest używanie przy produkcji mleka naczyń i sprzętu mleczarskiego wykonanych z gładkiego i odpornego na ścieranie materiału, bez ostrych załamań, łatwych do mycia. Również osoba zajmująca się dojeniem może być przyczyną zakażenia mleka drobnoustrojami. Dlatego wymagane jest mycie rąk przed dojeniem oraz zakładanie czystego fartucha i nakrycia głowy. Osoby chore w żadnym wypadku nie mogą być dopuszczane do dojenia krów. Innymi źródłami zakażeń mleka przy jego produkcji mogą być owady (np. muchy), a także woda używana do zabiegów higienicznych w oborze. Przy dojeniu mechanicznym główne źródło zakażeń stanowią niedokładnie umyte i nie wydezynfekowane urządzenia do doju. Wymagane jest dokładne mycie i dezynfekcja urządzeń oraz utrzymywanie krów w czystości, szczególnie prawidłowe mycie i dezynfekowanie wymion przed każdym dojeniem. Po wydojeniu mleko należy przecedzić i szybko schłodzić, jeżeli nie jest natychmiast dostarczane do zakładu mleczarskiego. Temperatura mleka po wydojeniu wynosi około 35°C. W tej temperaturze drobnoustroje rozwijają się szybko, co może spowodować wzrost kwasowości mleka, a tym samym obniżenie lub dyskwalifikację jego wartości przerobowej. Niska temperatura wpływa hamująco na rozwój drobnoustrojów i dlatego chłodzenie mleka natychmiast po udoju jest nieodzowne. Schładzanie przedłuża okres zachowania przez mleko właściwości bakteriobójczych zwany okresem bakteriocidii. Okres ten zależy od temperatury, do której mleko zostało schłodzone, i jest tym dłuższy, im niższa jest temperatura mleka oraz im mniej jest w nim drobnoustrojów. Po schłodzeniu mleka do temperatury poniżej 15°C następuje wyraźne zahamowanie rozwoju bakterii kwasu mlekowego, natomiast powstają optymalne warunki do rozwoju bakterii psychrofilnych, niepożądanych w mleczarstwie. Rozwój tej grupy drobnoustrojów ulega wyraźnemu zahamowaniu w temperaturze poniżej 5°C. Mleko z rannego udoju powinno być natychmiast dostarczane do zakładu mleczarskiego lub po uprzednim schłodzeniu, natomiast mleko z wieczorowego udoju musi być przechowywane do rana, tj. około 10—12 godzin. W czasie przechowywania powinna być utrzymywana stała temperatura mleka, w miarę możności nie wyższa niż 5°C. Przy przechowywaniu mleka w konwiach, np. wstawionych do basenu napełnionego zimną wodą z lodem, nie powinno się ich zamykać przykrywami, a jedynie obwiązać czystym płótnem. W pomieszczeniu, gdzie przechowuje się mleko, nie powinno być źródeł zakażenia drobnoustrojami, niewłaściwych zapachów oraz zanieczyszczeń mechanicznych. Powinno być ono suche, czyste, przewiewne i chłodne. Transport mleka od producenta do zakładu mleczarskiego lub punktu skupu odbywa się głównie w konwiach. Mleko z udoju wieczornego nie może być mieszane z mlekiem z udoju rannego. Naczynia do transportu mleka powinny mieć gładką, łatwą do mycia powierzchnię, szczelne zamknięcia oraz odznaczać się odpornością na uszkodzenia mechaniczne i korozję powodowaną chemicznym działaniem składników mleka i środków czyszczących. Latem mleko w transporcie powinno być zabezpieczone przed nagrzaniem, a zimą przed zamarzaniem. Stosowane środki transportowe powinny zapewniać szybką dostawę mleka do punktu skupu lub zakładu mleczarskiego. Aby zapewnić jak najświeższy surowiec do przerobu na sery w okresie zwiększonych dostaw (latem) należy dostarczać mleko do zakładów mleczarskich nie tylko rano, ale również wieczorem. 2. SUROWIEC DO WYROBU SERÓW Mleko dostarczone przez dostawców do zakładu mleczarskiego jest badane i oceniane z punktu widzenia jego przydatności do produkcji poszczególnych przetworów. Wartość przerobowa mleka uwarunkowana jest przede wszystkim jego świeżością, czystością i normalnością składu chemicznego. Mleko stosunkowo łatwo traci świeżość pod wpływem czynników zarówno wewnętrznych (enzymów rodzimych), jak i zewnętrznych (tlenu, światła, zakażenia mikrobiologicznego). Najłatwiejszym do stwierdzenia objawem „starzenia się" mleka pozostawionego po udoju bez schłodzenia jest jego ukwaszanie się. Może jednak wystąpić szereg niekorzystnych zmian bez widocznego zwiększenia się kwasowości mleka. Na przykład przetrzymywanie mleka przez kilka dni w stanie schłodzonym (w temperaturze 5—10°C) powodować może rozwój w nim bakterii psychrofilnych i wystąpienie wad, niekiedy mało wyczuwalnych organoleptycznie, ale potęgujących się później w wyprodukowanych z niego przetworach. Bakterie psychrofilne wytwarzają enzymy hydrolityczne, które później trudno zniszczyć za pomocą pasteryzacji. Z czynników fizycznych niekorzystnie na jakość przechowywanego mleka wpływa światło. Nie bez znaczenia dla świeżości mleka jest również wzajemne oddziaływanie składników mleka. Zmiany wywołane w jednym składniku powodują reakcję w innych. Stopień czystości mleka zależy od ilości zawartych w nim zanieczyszczeń. Zanieczyszczeniami mleka najogólniej nazywamy wszystkie obce składniki, które przedostały się do mleka. Do najczęściej występujących należą zanieczyszczenia: — mechaniczne, dostrzegalne nie uzbrojonym okiem (resztki pasz, ściółki, nawozu, owady itp.), — mikrobiologiczne, ujawniające się w specjalnych próbach mikrobiologicznych, — metalami, przedostającymi się do mleka z naczyń i sprzętu mleczarskiego, — środkami czyszczącymi i dezynfekcyjnymi, które przedostają się do mleka wskutek niestarannego płukania naczyń i urządzeń po myciu i dezynfekcji, — antybiotykami, występujące najczęściej przy leczeniu chorób wymion penicyliną lub innymi antybiotykami; antybiotyki zawarte w mleku mogą powodować zaburzenia w procesie technologicznym, wstrzymując np. rozwój pożądanych bakterii i hamując proces fermentacji (w zakwasach, serach itp.), — insektycydami, używanymi do niszczenia much, kleszczy i innych pasożytów w oborach oraz do niszczenia szkodników na roślinach uprawnych, — radionuklidami (głównie stront 90, jod 131, cez 137), które do mleka mogą się przedostawać z opadów radioaktywnych powstałych w czasie wybuchów nuklearnych. O wartości mleka przeznaczonego do przerobu decyduje przede wszystkim jego skład chemiczny. Normalność składu chemicznego mleka jest trudna do zdefiniowania, gdyż skład ten wykazuje wahania wywoływane wieloma czynnikami, takimi jak cechy indywidualne krowy, jej rasa, wiek, okres laktacji, sposób żywienia itp. Mieszając mleko od różnych krów zmniejsza się te wahania i dlatego za normalny przyjmuje się taki skład mleka, który cechują wartości średnie. Im bardziej skład mleka odbiega od tej średniej, tym mniej wykazuje cech mleka normalnego. Mleko przeznaczone do produkcji serów powinno być wysokiej jakości. Jakość mleka w serowarstwie ma specjalne znaczenie, ponieważ warunkuje przebieg złożonych procesów technologicznych. Z tych względów zakres badań mleka przeznaczonego do celów serowarskich został poszerzony i obejmuje oprócz określenia zawartości tłuszczu i białka, oceny organoleptycznej kontroli świeżości oraz ustalania ilości zanieczyszczeń mechanicznych i zafałszowań mleka — jeszcze wykonywanie specjalnych prób, polegających na określeniu rodzaju i ilości drobnoustrojów występujących w mleku oraz zdolności krzepnięcia pod wpływem podpuszczki. W praktyce przydatność mleka do celów serowarskich określana jest przeważnie na podstawie: — oceny organoleptycznej, — kontroli świeżości, — próby mikrobiologicznej określającej rodzaj i ilość, drobnoustrojów występujących w mleku, — wyniku próby fermentacyjno-reduktazowej, fermentacyjno-podpuszczkowej oraz próby na krzepliwość mleka pod wpływem podpuszczki. OCENA ORGANOLEPTYCZNA MLEKA Ocena organoleptyczna mleka polega na określeniu takich cech, jak barwa, zapach i konsystencja. Badanie zapachu i wyglądu zewnętrznego pozwala na wykrycie wielu wad mleka spowodowanych nieprzestrzeganiem higieny doju (np. zapach obory), nieodpowiednim żywieniem krów (np. zapach paszy), nieodpowiednimi warunkami przechowywania (np. zapach stęchlizny, zmiana barwy lub konsystencji). Przy odbiorze mleka bada się również jego temperaturę w celu sprawdzenia, czy zostało ono należycie schłodzone. W mleku nisko schłodzonym słabo ujawniają się wady zapachu. W praktyce zapach mleka określa się w momencie otwierania konwi, w której dostarczono mleko, lub w czasie wylewania mleka z konwi do zbiornika wagi. Na podstawie wyglądu mleka oraz ilości osadu pozostałego po wylaniu mleka (np. w konwi) można również w pewnej mierze określić stopień jego zanieczyszczenia. Dokładniejszą ocenę stopnia zanieczyszczenia mleka można uzyskać przez przefiltrowanie odmierzonej ilości mleka (zwykle 500 ml) przez krążek z waty bawełnianej o znormalizowanej powierzchni (np. o średnicy 3,2 cm). Ilość osadu na sączku porównuje się po wysuszeniu z odpowiednim wzorcem i określa stopień zanieczyszczenia. KONTROLA ŚWIEŻOŚCI MLEKA Przy odbiorze mleka przeprowadza się również kontrolę świeżości. Przede wszystkim określa się kwasowość czynną mleka za pomocą wskaźników pH. W Polsce stosuje się powszechnie w tym celu próbę alizarolową, polegającą na zmieszaniu mleka (1 lub 2 ml) z taką samą objętością alizarolu (nasycony roztwór alizaryny w 60% obj. etanolu) i obserwowaniu zabarwienia oraz przebiegu ścinania się mleka. Mleko świeże wykazuje w próbie alizarolowej barwę liliowo- czerwoną i nie ścina się. Przy lekkim jego ukwaszeniu barwa zmienia się na brunatnoczerwoną, a przy silnym — na brunatnożółtą. Jednocześnie obserwuje się wytrącanie skrzepu. Oznaczanie kwasowości przez miareczkowanie (kwasowość ogólna) ługiem sodowym wobec fenoloftaleiny jest metodą dokładniejszą, lecz bardziej pracochłonną od próby alizarolowej. Mleko przy odbiorze w zakładzie mleczarskim nie powinno wykazywać kwasowości ogólnej wyższej niż 7,8°SH i niższej niż 6,8°SH. Niższa kwasowość wskazuje, że mleko może pochodzić od krów chorych (np. na choroby wymion) lub jest zafałszowane np. przez rozwodnienie lub dodanie środków konserwujących. Wyższa kwasowość świadczy o nadmiernym rozwoju bakterii fermentacji mlekowej, które powodują rozkład cukru mlekowego na kwas mlekowy i inne produkty. Zarówno w pierwszym, jak i w drugim przypadku mleko jest nieprzydatne do wyrobu serów. Rodzaj i ilość drobnoustrojów występujących w mleku określa się za pomocą próby reduktazowej oraz fermentacyjnej. PRÓBA REDUKTAZOWA Do oznaczania stopnia zakażenia mleka służy próba reduktazowa z błękitem metylenowym lub z resazuryną. W próbie tej do mleka znajdującego się w wyjałowionej probówce ze szkła dodaje się roztworu błękitu metylenowego lub resazuryny (np. 1 ml roztworu wodnego barwnika na 10 ml mleka). Po zamknięciu probówki sterylnym korkiem gumowym lub specjalnym kapslem przetrzymuje się ją w łaźni wodnej lub w termostacie w temperaturze 37°C, chroniąc przed światłem. Próbki odwraca się co pół godziny i obserwuje się przebieg odbarwiania się próby z błękitem metylenowym lub zmiany zabarwienia próby z resazuryną. Całkowity zanik lub zmiana zabarwienia jest następstwem redukcji barwnika. Zaznaczyć należy, że w próbie reduktazowej z błękitem metylenowym nie oznacza się bezpośrednio ilości bakterii, ale ustala się czas, jaki jest potrzebny do obniżenia potencjału oksydoredukcyjnego mleka do takiej wartości, przy której następuje odbarwienie błękitu metylenowego. Duży wpływ na potencjał oksydoredukcyjny mleka wywiera rozpuszczony w nim tlen. Bakterie rozwijające się w mleku zużywają najpierw tlen do swych procesów życiowych, zaś później redukują barwniki dodane do mleka. Im więcej jest w mleku bakterii, tym szybciej następuje odbarwienie błękitu metylenowego. Czas odbarwienia zależy więc od stopnia zakażenia mleka bakteriami, a więc od jakości mleka. tablica04 W próbie reduktazowej z resazuryną kolor początkowy barwnika (niebieski) zmienia się poprzez fioletowy i różowy do białego. Próba reduktazowa z resazuryną przebiega znacznie szybciej niż próba z błękitem metylenowym. Osoba przeprowadzająca próbę nie czeka, aż resazuryna zupełnie się odbarwi, a tylko po upływie określonego czasu porównuje barwę mleka ze standardem obejmującym 6 stopni. W standardzie tym stopień 6 ma kolor niebieski (resazuryna niezmieniona — mleko najwyższej jakości), a stopień 0 barwę białą (odbarwienie zupełne resazuryny — mleko najgorszej jakości). Wyniki uzyskane za pomocą próby reduktazowej nie zawsze są zgodne z wynikami otrzymanymi za pomocą metod bardziej dokładnych, np. metody płytkowej. Jest to związane z faktem, że czas redukcji zależy nie tylko od ilości drobnoustrojów, lecz również od ich rodzaju i żywotności, a także od zawartości w mleku tlenu oraz innych substancji mających wpływ na rozwój drobnoustrojów i na potencjał oksydoredukcyjny mleka (np. od zawartości leukocytów). W mleku szybko schłodzonym po udoju do temperatury 3—5°C i przetrzymywanym w niskich temperaturach następuje zahamowanie rozwoju drobnoustrojów i w wyniku tego przedłużenie czasu redukcji barwników. Jak już mówiliśmy, przy długotrwałym przechowywaniu mleka w niskich temperaturach mogą się w nim jednak rozwinąć bakterie psychrofilne (w temperaturze powyżej 5°C), które w próbie reduktazowej nie są wykrywane, gdyż w temperaturze 37°C nie rozwijają się. PRÓBA FERMENTACYJNA Próba fermentacyjna jest uzupełnieniem próby reduktazowej i pozwala na przybliżone określenie rodzaju bakterii znajdujących się w mleku. Próba ta polega na śledzeniu przebiegu krzepnięcia mleka przechowywanego w temperaturze 37°C w ciągu 24 godzin. rysunek01 W celu wykonania próby fermentacyjnej do wyjałowionych probówek ze szkła wlewa się odmierzone ilości badanego mleka, przeważnie po 40 ml, następnie probówki zamyka się sterylnymi korkami i wstawia do termostatu lub łaźni wodnej na 24 godziny. Pierwszą wstępną ocenę próbek badanego mleka przeprowadza się po upływie 12 godzin. Mleko dobrej jakości nie powinno wówczas wykazywać żadnych widocznych zmian wyglądu. Po upływie 24 godzin wyjmuje się statyw z probówkami z termostatu i przeprowadza zasadniczą ocenę uzyskanych skrzepów. Według Petera rozróżnia się następujące typy skrzepów mleka: gl — galaretowaty, s — serowaty, z — ziarnisty, w — wzdymający, pł — płynny. Każdy z tych skrzepów, w zależności od natężenia objawów fermentacyjnych, dzieli się na trzy stopnie oznaczone cyframi 1, 2 i 3. Skrzep galaretowaty to skrzep równy, porcelanowy, bez pęknięć i szczelin lub tylko z nielicznymi pęknięciami. Jest to skrzep najbardziej pożądany w serowarstwie i wskazujący na przewagę w mleku właściwych bakterii kwasu mlekowego. Skrzep serowaty to skrzep z obficie wydzielającą się serwatką, często skurczony, świadczący o obecności w mleku bakterii wytwarzających enzym podpuszczkowy, chociaż bakterie fermentacji mlekowej nadal wykazują przewagę. tablica05 Skrzep ziarnisty występuje w postaci ziaren. Wskazuje on na obecność w mleku — obok właściwych bakterii fermentacji mlekowej — bakterii z grupy pałeczki okrężnicy i mikrokoków. Skrzep wzdymający jest to skrzep poszarpany, wzdęty, z dużym opływem serwatki i z objawami gazowania. Wskazuje on przede wszystkim na znaczną przewagę bakterii wzdymających, głównie z grupy pałeczki okrężnicy. Nietworzenie się skrzepu wskazuje na brak właściwych bakterii kwasu mlekowego lub na obecność w mleku substancji antybiotycznych bądź innych substancji hamujących rozwój drobnoustrojów. Jak wynika z tablicy 5, mleko wykazujące w próbie fermentacyjnej skrzep S3, Z3, W2 i W3 nie może być w ogóle użyte do produkcji serów, zaś mleko o skrzepie S2, Z2 i W1, jest wątpliwej jakości. PRÓBA FERMENTACYJNO- REDUKTAZOWA Najodpowiedniejsze do celów serowarskich jest mleko odbarwiające się w próbie reduktazowej po 4 godzinach i dające w próbie fermentacyjnej skrzep typu gl1 oraz gl2. Ponieważ obie próby — reduktazowa i fermentacyjna — wymagają tej samej temperatury, można je więc przeprowadzać w tych samych probówkach. Jest to tzw. próba fermentacyjno-reduktazowa. W tym celu do probówki z mlekiem dodaje się 1 ml błękitu metylenowego i po wstawieniu jej do termostatu kontroluje się w ściśle określonym czasie przebieg odbarwiania się mleka do momentu całkowitego jego odbarwienia (próba reduktazowa). Następnie probówki pozostawia się w termostacie przez 24 godziny, w celu oceny jakości skrzepów (próba fermentacyjna). PRÓBA NA OBECNOŚĆ LEUKOCYTÓW Oprócz prób fermentacyjno-reduktazowych w wielu krajach obowiązuje przeprowadzanie prób na obecność leukocytów, w celu wyeliminowania z produkcji serowarskiej mleka pochodzącego od krów chorych na ostre zapalenie wymion. Do tego celu służy prosta i mało pracochłonna próba zwana „Withe Side Test". Sposób wykonania tej próby jest następujący. Z każdej konwi lub zbiornika dostarczonego przez dostawców pobiera się około 10 ml mleka. Następnie po 3 krople mleka z każdej próbki umieszcza się na czarnej szklanej płytce uprzednio wysterylizowanej i odtłuszczonej o wymiarach 4X4 cm i dodaje po 1 kropli 1/10 n wodorotlenku sodowego. Mleko miesza się z wodorotlenkiem sodowym przez 30 sekund za pomocą szklanej bagietki i obserwuje wygląd mieszaniny. Mleko pochodzące od krów zdrowych powinno być płynne i nie wykazywać żadnego skłaczenia. Natomiast mleko pochodzące od krów chorych na ostre zapalenie wymion ścina się, tworząc drobne lub większe kłaczki. rysunek02 Dla ułatwienia jednoczesnego przeprowadzania większej liczby prób można sporządzić czarną szklaną płytkę podzieloną na 24 kwadratowe pola o wymiarach 4X4 cm. Na tej płytce można umieścić jednocześnie 24 próbki mleka. Wodorotlenek sodowy dodaje się do 6 próbek jednocześnie. PRÓBA FERMENTACYJNO-PODPUSZCZKOWA Szczególnie serowarski charakter ma próba fermentacyjno-podpuszczkowa. Pozwala ona na dokładniejsze niż próba fermentacyjna określenie przydatności mleka do celów serowarskich. Próbie tej poddaje się mleko pobrane z wanny serowarskiej już po dodaniu do niego zakwasu i podpuszczki. Przeprowadza się ją podobnie jak próbę fermentacyjną, z tym że do 40 ml mleka dodaje się 2 ml roztworu podpuszczki (przygotowanej z 0,5 g podpuszczki w proszku o mocy 1:100 000, rozpuszczonej w 500 ml wody z 2 łyżeczkami soli kuchennej) i po dokładnym wymieszaniu wstawia do termostatu o temperaturze 37°C. Skrzep uzyskany po 12 godzinach poddaje się ocenie. W tym celu z próbek zlewa się serwatkę, zaś „serki" ostrożnie wyjmuje się i wykłada na czystą, białą bibułę, poddaje ogólnym oględzinom, a następnie kraje wzdłuż na pół. Dobre mleko serowarskie daje serek charakteryzujący się zapachem czysto kwaśnym, o długim cylindrycznym, ołówkowatym kształcie, jednolitej grubości, bez pęknięć i szczelin, zwarty, w miarę miękki, ale nie mażący się. Przekrój serka powinien być gładki, bez oczek lub z niewielką ich ilością. Serwatka powinna być klarowna. rysunek03 Jeżeli mleko ma nienormalny skład lub jeżeli są w nim obecne szkodliwe drobnoustroje, serek jest przeważnie skręcony, o gąbczastej konsystencji, z licznymi oczkami (sitowaty) i pęknięciami. Przy silnym zakażeniu mleka bakteriami wzdymającymi „serek" jest porozrywany, a serwatka mętna, o niewłaściwym zapachu. PRÓBA SCHERNA W celu wyeliminowania z produkcji mleka nieprawidłowo krzepnącego pod wpływem podpuszczki przeprowadza się próbę krzepliwości np. metodą Scherna. Próba ta polega na wprowadzeniu do 50 ml mleka o temperaturze 35°C podpuszczki w ilości powodującej krzepnięcie mleka o normalnym składzie w ciągu 10—14 minut. Następnie obserwuje się, po jakim czasie nastąpiło ścięcie mleka oraz jaka będzie zwartość skrzepu po dalszych 10 minutach przetrzymywania. Dobre mleko daje jędrny, zwięzły skrzep, wydzielający czystą, klarowną serwatkę. Mleko pochodzące od krów chorych (np. na choroby wymion) lub żywionych paszami ubogimi w sole mineralne (niska zawartość wapnia w mleku), jak również mleko zafałszowane (np. z wodą lub sodą) krzepnie później, po upływie 20 minut, albo nie krzepnie wcale. Mleko nadkwaszone krzepnie znacznie wcześniej od mleka normalnego (przed upływem 10 minut). Oprócz czasu krzepnięcia próba ta pozwala ustalić właściwości uzyskanego skrzepu. Ocenę tych właściwości przeprowadza się według klasyfikacji Koestlera. Mleko o skrzepie bardzo dobrym i dobrym, uzyskanym w odpowiednim czasie (w próbie krzepliwości mleka), jest właściwym surowcem do produkcji serów. tablica06 Mleko dające pozostałe rodzaje skrzepów lub nie wykazujące oznak ścinania się nie powinno być używane do produkcji serów. Do wykrywania w mleku przeznaczonym na sery bakterii fermentacji masłowej, wywołujących późne wzdęcia serów, służą badania na obecność beztlenowców przetrwalnikujących. Do niedawna stosowana była powszechnie próba Weinzirla, obecnie zaś metoda Burriego (z agarem słupkowym z glikozą). Surowcem do wyrobu serów miękkich powinno być zatem mleko spełniające następujące wymagania: — świeże, o normalnym składzie, bez wad smaku, zapachu i konsystencji, pochodzące od krów zdrowych, — o kwasowości nie przekraczającej 7,8°SH oraz nie niższej niż 6,8°SH, — o czystości mechanicznej (badanej metodą filtracyjną) I stopnia, — odbarwiające błękit metylenowy w próbie reduktazowej w czasie powyżej 3 godzin i nie tworzące w próbie fermentacyjnej skrzepów typu S2, S3, Z2, Z3, W1, W2, W3 oraz pł2 i pł3, — w próbie na obecność leukocytów według „White Side Test" dające wyniki: 0 oraz (+), — w próbie fermentacyjno-podpuszczkowej dające „serek" gładki, w kształcie ołówka jednolitej grubości, bez pęknięć i szczelin, zwarty; przekrój serka powinien być bez oczek lub z niewielką ich liczbą, — w próbie krzepliwości mleka (według Scherna) krzepnące w ciągu 10—14 minut i dające skrzep jędrny, zwięzły, wydzielający klarowną serwatkę. 3. MATERIAŁY POMOCNICZE DO PRODUKCJI SERÓW MIĘKKICH Podstawowymi materiałami pomocniczymi (dodatkami) do produkcji serów miękkich są: czyste kultury serowarskie, farba serowarska pochodzenia roślinnego, chlorek wapniowy, podpuszczka naturalna lub preparat podpuszczkowy (podpuszczka sztuczna), sól kuchenna. CZYSTE KULTURY SEROWARSKIE Czyste kultury serowarskie zawierają zwykle nie jeden gatunek drobnoustrojów, lecz ich zespół, zwykle o różnych właściwościach biochemicznych. Do podstawowych drobnoustrojów niezbędnych w procesie dojrzewania każdego sera należą bakterie fermentacji mlekowej (te same, które wchodzą w skład szczepionki maślarskiej). Ponadto w skład szczepionek do wyrobu niektórych serów miękkich wchodzą bakterie tzw. czerwieni (Bacterium linens) i pleśnie. Dojrzewanie serów miękkich z porostem pleśniowym (np. serów typu brie, camembert) zawdzięcza się dwu gatunkom pędzlaka: Penicillium candidum i Penicillium camemberti, a serów typu roquefort z przerostem pleśni — pędzlakowi Penicillium requeforti. Niekiedy wywołuje się powierzchniowy rozwój Oidium (Oospora) lactis, powodując peptonizację kazeiny bez przykrych zmian smaku i zapachu. Ponieważ o składzie mikroflory szczepionek serowarskich decydują typ sera i związane z jego wyrobem procesy technologiczne, które wpływają na wyselekcjonowanie się odpowiednich grup drobnoustrojów, dlatego czystych szczepionek serowarskich nie określa się gatunkową ani rodzajową nazwą znajdujących się w nich drobnoustrojów, lecz nazwą typu lub rodzaju sera, do którego wyrobu są niezbędne, na przykład: szczepionka do wyrobu serów miękkich, kultury pleśniowe do produkcji sera camembert itp. Stosując kultury serowarskie należy ściśle przestrzegać instrukcji załączonej do każdego ich opakowania. FARBA SEROWARSKA POCHODZENIA ROŚLINNEGO W celu nadania miąższowi sera typowej dla danego rodzaju i zawsze tej samej barwy (żółtej, oranżowo- żółtej) stosuje się dobarwianie mleka. Jest to konieczne zwłaszcza w miesiącach zimowych, a ściślej w okresie, kiedy krów nie karmi się paszami zielonymi. Również mleko przerabiane na sery chude lub półtłuste bywa często dobarwiane. Do barwienia serów używa się przeważnie farby serowarskiej w postaci alkalicznego roztworu orleanu, w którym istotną substancją barwiącą jest karotenoid zwany biksyną (wyciąg z nasion drzewa Bixa orleana), bądź szafranu w postaci alkoholowego roztworu złoto- żółtego barwnika z grupy karotenoidow, ekstrahowanego z kwiatów szafranu (Croccus sativus). Farba serowarska ma zdolność barwienia kazeiny oraz tłuszczu w mleku. Dodaje się ją w ilości 1—3g na 100 litrów mleka. Ilość dodawanej farby serowarskiej zależy od wielu czynników, między innymi od rodzaju sera, pory roku, zawartości tłuszczu i kazeiny w mleku, mocy (stężenia) farby. Po dodaniu farby mleko należy dokładnie wymieszać, w celu równomiernego jej rozprowadzenia. CHLOREK WAPNIOWY Chlorek wapniowy (CaCl2-6H20) służy do kompensowania obniżonej zdolności krzepnięcia mleka. Stosuje się go w przypadkach gdy mleko serowarskie słabo krzepnie pod wpływem podpuszczki. Najczęściej właściwość tę wykazuje mleko pochodzące od krów będących w końcowym okresie laktacji, od krów karmionych paszami ubogimi w sole wapniowe oraz mleko po pasteryzacji. Obniżenie zdolności krzepnięcia mleka pasteryzowanego spowodowane jest wytrąceniem części fosforanu wapniowego [4 CaHP04-> Ca3(P04)2 + Ca(H2P04)2]. Dawka chlorku wapniowego wynosi przeważnie 10— 20 g na każde 100 litrów mleka, w zależności od stopnia obniżenia zdolności krzepnięcia mleka. Wprowadza się go w postaci wodnego roztworu. W tym celu odważoną ilość chlorku wapniowego rozpuszcza się w wodzie, po czym dodaje do mleka serowarskiego. Po wprowadzeniu chlorku wapniowego mleko należy dokładnie wymieszać, w celu równomiernego rozprowadzenia soli wapniowej w całej masie mleka. Chlorek wapniowy silnie chłonie wodę i z tych względów w stanie bezwodnym powinien być przechowywany w hermetycznie zamkniętym naczyniu. PODPUSZCZKA SEROWARSKA Podpuszczka powoduje ścinanie się mleka bez wywoływania zmian kwasowości. Zaliczana jest, a ściślej jej enzym chymozyna, do enzymów z grupy proteinaz. Pod działaniem podpuszczki mleko lekko podgrzane po pewnym czasie ścina się, przy tym nie zachodzą w nim zmiany kwasowości. Zjawisko krzepnięcia mleka pod wpływem podpuszczki ma charakter chemiczny i polega na hydrolitycznym przekształceniu rozpuszczalnego kazeinianu wapniowego w nierozpuszczalny parakazeinian wapniowy, który przechodzi w stan żelu i tworzy skrzep mleka. Wskutek powstania skrzepu podpuszczkowego następuje kurczenie się żelu (zjawisko synerezy), któremu towarzyszy wydzielenie się serwatki. Pozwala to na dość silne odwodnienie skrzepu, a następnie doprowadzenie go za pomocą obróbki mechanicznej do stanu masy serowej dającej się formować. W zależności od sposobu przygotowania rozróżniamy podpuszczkę serowarską naturalną i preparat podpuszczkowy, zwany też podpuszczką sztuczną. Podpuszczka naturalna stanowi wyciąg uzyskany w wyniku ekstrakcji drobno pokrojonych żołądków cielęcych kwaśną, pozbawioną albuminy i globulin serwatką zwaną zwarnicą. Stosowana jest głównie przy produkcji serów ementalskich. Do produkcji pozostałych serów, zarówno twardych jak i miękkich, używa się przeważnie preparatu podpuszczkowego, który uzyskuje się przez utrwalenie środkami chemicznymi, a następnie wytrącenie i wysuszenie na proszek ekstraktu z żołądków cielęcych. Preparat podpuszczkowy jest wyrabiany w trzech postaciach: w płynie, w proszku i w tabletkach. Moc jego jest następująca: Postać podpuszczki Moc Płynna 1 : 10 000 do 1 : 25 000 W proszku 1 : 50 000 do 1 : 200 000 W tabletkach 1 : 10 000 do 1 : 100 000 Dobrej jakości podpuszczka powinna być wolna nie tylko od drobnoustrojów chorobotwórczych, lecz również od drobnoustrojów szkodliwych z punktu widzenia prawidłowego przebiegu procesu technologicznego. Z bakterii chorobotwórczych stwierdzane były niejednokrotnie w podpuszczce w proszku Clostridium perfingenes wywołujące groźne zatrucia pokarmowe. Z drobnoustrojów technicznie szkodliwych, które z podpuszczki mogą przedostać się do mleka serowarskiego, wymienić należy bakterie z grupy Coli i bakterie masłowe oraz drobnoustroje gnilne, tlenowe, laseczki przetrwalnikujące, mikrokoki, drożdże i pleśnie. Bakterie z grupy Coli i bakterie masłowe obecne w podpuszczce, podobnie jak zbyt duża ilość innych szkodliwych drobnoustrojów, mogą być przyczyną poważnych wad serów. Podpuszczkę przechowuje się w szczelnie zamkniętych naczyniach, w chłodnym i ciemnym miejscu. SÓL KUCHENNA Solenie serów ma istotny wpływ na przebieg procesów technologicznych, a ponadto spełnia ważną funkcję regulatora procesów mikrobiologicznych podczas dojrzewania serów. Ma ono na celu nadanie serom prawidłowego smaku, reguluje dalsze ociekanie, przyspiesza tworzenie się skórki, wpływa korzystnie na zmiany w konsystencji masy serowej podczas dojrzewania. Sól ogranicza również rozwój szkodliwych bakterii proteolitycznych, głównie z rodzaju Fluorescens oraz Coli-aerogenes. Sól używana do celów serowarskich powinna być możliwie czystym chlorkiem sodowym, zawierającym nieznaczną tylko ilość niektórych zanieczyszczeń zwykle towarzyszących soli kuchennej. Sól kamienna na ogół tym wymaganiom nie odpowiada, natomiast powinna im sprostać dobra warzonka. Sól kuchenna używana do celów serowarskich powinna spełniać następujące wymagania: tabela.str.37 Do solenia serów na sucho najodpowiedniejsza jest sól o kryształach mających średnicę 1,0—3,0 mm, a nie sól miałka.
-
[Rok 1882] Tradycyjna kuchnia w dworach i dworkach
Maxell opublikował(a) temat w Przedwojenne receptury masarskie












-
Kurs specjalistyczny "Wędliny dojrzewające" nr 2/16 w dn. 15-17 kwietnia 2016.
Maxell opublikował(a) temat w KURSY - aktualne
Zapraszam Państwa do uczestnictwa w kolejnym Kursie Specjalistycznym WĘDLINY DOJRZEWAJĄCE, nr 2/16, Kurs odbędzie się w dniach 15-17 kwietnia 2016 r. w SDM Łazy k/Krasnosielca. Więcej informacji na stronie SDM ( www.szkoladomowegomasarstwa.pl zakładka Oferta szkoleń) Zapisów proszę dokonywać poprzez stronę SDM. Lista zapisanych na kurs: 1. Sławek Kacperski 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. Oczywiście wykładowcami są Koledzy Bagno i Dziadek. Cena kursu: 490,00 zł od osoby. W cenę wliczone noclegi, pełne wyżywienie oraz materiały i surowce do produkcji. Pokoje nowoczesne, bardzo przestronne każdy z węzłem sanitarnym. Sala dydaktyczna przygotowana profesjonalnie i wyposażona w pełni na potrzeby kursu. Duża wędzarnia stacjonarna z wózkiem wędzarniczym koło pomieszczenia technologicznego, wewnątrz budynku. W pomieszczeniu wędzarni chłodnia. Między salą biesiadną, a salą dydaktyczną kuchnia, gdzie można robić kawę i herbatę. Obiekt zapewnia pełne wyżywienie słuchaczom kursów: - piątek - obiadokolacja, - sobota - śniadanie, obiad, kolacja, - niedziela - śniadanie (produkty wykonane przez kursantów) Serdecznie Państwa zapraszamy! -
Kurs podstawowy 1/16 w Łazach, w dniach 04-06 marca 2016 r
Maxell opublikował(a) temat w KURSY - aktualne
Serdecznie zapraszam Państwa do zapisów na Kurs Podstawowy Nr 1/16 w naszej filii SDM w Łazach, który zaplanowany jest w terminie od 04 do 06 marca 2016 r. Lista chętnych do uczestnictwa w Kursie Podstawowym: 1. Sławek Kacperski 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. Oczywiście wykładowcami są Koledzy Bagno i Dziadek. Cena kursu: 490,00 zł od osoby. W cenę wliczone noclegi, pełne wyżywienie oraz materiały i surowce do produkcji. Pokoje nowoczesne, bardzo przestronne każdy z węzłem sanitarnym. Sala dydaktyczna przygotowana profesjonalnie i wyposażona w pełni na potrzeby kursu. Duża wędzarnia stacjonarna z wózkiem wędzarniczym koło pomieszczenia technologicznego, wewnątrz budynku. W pomieszczeniu wędzarni chłodnia. Między salą biesiadną, a salą dydaktyczną kuchnia, gdzie można robić kawę i herbatę. Obiekt zapewnia pełne wyżywienie słuchaczom kursów: - piątek - obiadokolacja, - sobota - śniadanie, obiad, kolacja, - niedziela - śniadanie (produkty wykonane przez kursantów) Więcej informacji na stronie SDM - www.szkoladomowegomasarstwa.pl. , zakładka: Oferta szkoleń. Tam także należy dokonać zapisu. ZAPRASZAMY -
Kursy planowane na pierwsze półrocze 2016 r.
Maxell odpowiedział(a) na Maxell temat w KURSY - aktualne
Propozycja kursów na pierwsze półrocze 2016 r. 1) Od 4 do 6 marca - kurs podstawowy 2) Od 15 do 17 kwietnia - kurs wędliny dojrzewające Być może, że do tego dołożymy jakiś kurs w Lipowej Dolinie. Uzgodnienia trwają.