Pamiętajcie, że z naszego forum możecie korzystać bezpłatnie tylko dzięki temu, iż kilkadziesiąt osób klika w reklamy. Może już czas abyś do nich dołączył?


Maxell
-
Postów
46 205 -
Dołączył
-
Ostatnia wizyta
-
Wygrane w rankingu
180
Typ zawartości
Profile
Forum
Wydarzenia
Mapa użytkowników
Sklep
Giełda
Treść opublikowana przez Maxell
-
Spożywanie mięsa w różnych religiach. Człowiek spożywa mięsa różnych gatunków zwierząt, często przygotowując je z dużym pietyzmem, a nawet rytuałami. Przekonanie, co nadaje się do spożycia, nie tylko różni się w poszczególnych częściach świata, ale także zmienia się w czasie. W artykule przedstawiono przegląd nakazów i zwyczajów dietetycznych dotyczących spożycia produktów mięsnych obowiązujących obecnie w różnych religiach. Ludzie od wieków łączyli z żywnością rozmaite funkcje obyczajowe, kulturowe oraz nakazy i zakazy powiązane z religią. Ze znanych na świecie zakazów związanych z pokarmem najwięcej dotyczy mięsa i innych produktów pochodzenia zwierzęcego. Niektóre z nich związane są z religią, część wynika z przyczyn czysto etycznych lub prawnych. Większość religii uznaje, że niepotrzebne zabijanie i męczenie zwierząt jest złe. Wielkie religie monoteistyczne nie darzą specjalnym szacunkiem żadnego gatunku zwierząt, ale wiele stworzeń jest uznawanych za nieczyste i otoczonych pogardą. Niektóre z religii wyraźnie narzucają wiernym sposób odżywiania, zabraniając lub ograniczając spożycie niektórych pokarmów mięsnych, inne zalecają dłuższy lub krótszy post. Chrześcijaństwo Biblia daje chrześcijanom wybór w kwestii rodzaju spożywanego pokarmu pod warunkiem, że nie wpłynie to na upadek wiary innej osoby. Chrześcijanie powinni bardziej skupić się na ilości spożywanego jedzenia, a nie na jego rodzaju. Apetyt fizyczny porównywany jest bowiem do umiejętności samokontroli. Kto nie potrafi kontrolować swoich nawyków żywieniowych, prawdopodobnie nie kontroluje innych nawyków. W Biblii znajdują się zapisy zabraniające spożywania mięsa wieprzowego, jednak chrześcijanie nie przestrzegają wszystkich zaleceń tam zawartych, z wyjątkiem okresu postu. Chrześcijanie, w przeciwieństwie do wyznawców innych religii, nie mają przepisów regulujących spożywanie posiłków w dzień powszedni. Jedzenie i picie uznawane są za podstawowe życiowe potrzeby biologiczne. Istnieje jednak ścisły związek między konsumpcją a praktyką poszczenia. Post jest często swoistą inicjacją, wprowadzeniem do nowych etapów życiowych. Chrześcijańskie zasady poszczenia nakazują wstrzymanie się od spożywania określonych potraw w dniach pokutnych. W tradycyjnych rodzinach katolickich do dziś panuje zwyczaj niejedzenia mięsa w piątki (dla uczczenia śmierci krzyżowej Jezusa). Poszczenie i powstrzymywanie się od pokarmów mięsnych zyskało z czasem wiele nowych motywacji – to nie tylko spełnianie funkcji pokuty, ale również opanowanie żądz cielesnych, oczyszczenie przed spotkaniem z Bogiem oraz walory zdrowotne. Judaizm Judaizm, wyznaczając ramy życia swoich wyznawców, zaopatrzył ich w wyraźne przepisy dotyczące życia codziennego, także te, które regulują co, jak i kiedy można jadać. Zbiór przepisów, które ustalają ogólne i szczegółowe zasady przygotowania posiłków, zawarty jest w świętej księdze judaizmu – Biblii (w III Księdze Mojżeszowej), w Talmudzie – zbiorze ustaleń prawnych judaizmu, a także w szesnastowiecznym kodeksie zwanym Szulchan Aruch (Nakryty stół). Ustalają one zarówno szczegółowy podział zwierząt na nadające się (rytualnie „czyste”) i nienadające się („nieczyste”) do spożycia, jak i sposoby przygotowania posiłków ze zwierząt „czystych” – czyli otrzymywanie posiłków koszernych (zdatnych, odpowiednich, nadających się). Do ssaków rytualnie „czystych” zaliczane są te, które są jednocześnie parzystokopytne i należą do grupy przeżuwaczy, czyli cielęta, woły, sarny, jelenie, owce, kozy, bawoły. Rytualnie „czyste” nie są więc świnie i dziki, ponieważ nie są przeżuwaczami, chociaż są parzystokopytne, jak i konie i osły, jako jednokopytne i mające jeden żołądek. Nie wolno również spożywać królików, zajęcy, świstaków, jeży, borsuków. Koszerne zwierzęta nie są drapieżnikami i nie jadają padliny. Do ptaków „czystych” zaliczane są wszystkie ptaki domowe: kury, kaczki, gęsi, gołębie i indyki (chociaż te ostatnie wśród niektórych wyznawców judaizmu budzą zastrzeżenia, gdyż brak o nich wzmianki w źródłach). Za ryby „czyste” uważa się te, które posiadają jednocześnie łuski i płetwy, a przy tym rozmnażają się, składając ikrę. Wolno więc spożywać karpie, pstrągi, łososie czy śledzie, natomiast zakazane są jesiotry, węgorze, rekiny. Skorupiaki i mięczaki nie są koszerne. Małe zwierzęta, np. krety, myszy, jaszczurki, żółwie także są nieczyste. Potrawy koszerne dzieli się na mięsne i mleczne oraz neutralne, tzn. te, które nie są ani mięsne, ani mleczne. Do podstawowych należy w judaizmie zakaz spożywania razem potraw mięsnych i mlecznych, który podkreśla opozycję pomiędzy życiem (symbolizowanym przez mleko) a śmiercią (którą symbolizuje mięso). Przepisy koszerności określają, że potraw mlecznych nie należy spożywać bezpośrednio po mięsnych w czasie tego samego posiłku, a przerwa, w zależności od tradycji, wynosi od 1 do 6 godzin. Dopuszczalne jest spożywanie najpierw potraw mlecznych, a potem mięsnych, pod warunkiem wypłukania ust i przegryzienia chlebem. Przepisy dotyczące zakazu łączenia mięsa z potrawami mlecznymi rodzą sporo problemów. Oznacza to m.in., że nie można jeść serów wyprodukowanych na zwierzęcej podpuszczce, a po daniu mięsnym nie wolno wypić kawy z mlekiem. Ryba i mięso mogą być jedzone jednocześnie, ale pod warunkiem, że ryba nie została przygotowana z mlekiem lub masłem. Ryba jest daniem neutralnym, podobnie jak jajka, niektóre gatunki chleba i ciast oraz ciasteczek, ziarna, makarony, ryż, kasze, jarzyny, owoce (pochodzące z co najmniej 3-letnich drzew) i soki. Jarzyny i ziarna należy dokładnie sprawdzić, czy nie są zarobaczone. Formuła koszerności nakłada również liczne ograniczenia na urządzenie kuchni – m.in. nakazuje osobne zestawy sztućców i naczyń czy miejsca w lodówce i zamrażarce do produktów mięsnych i mlecznych. Drugi z podstawowych zakazów zabrania spożywania krwi, dlatego zabijanie zwierząt, jak i obróbka mięsa poddane są ścisłym, rygorystycznie przestrzeganym prawom. Czynności te może wykonywać jedynie wykwalifikowany specjalista (szochet), posiadający odpowiednie uprawnienia, nadane po zdanym egzaminie. Każde zwierzę musi być zabite wg zasad żydowskiego prawa uboju - tak, aby maksymalnie ograniczyć jego cierpienie. Zwierzęta ranne lub niefachowo zabite są niekoszerne i uważane za padłe (newela). Zwierzęta padłe w sposób naturalny (np. śnięte karpie) także nie nadają się do konsumpcji. Szochet zabija zwierzę jednym pociągnięciem ostrego noża (o długości zależnej od rodzaju zwierzęcia – co najmniej dwukrotnie większej od grubości jego szyi), które przecina jednocześnie gardziel i tchawicę. Następnie jest ono wieszane głową w dół, w celu wykrwawienia. Po uboju zwierzę jest szczegółowo badane, czy było zdrowe. Szochet zwraca uwagę na wszystkie występujące anomalie, np. niezwykłą wielkość kości, skrzepy krwi, odmienny kolor organów, obecność obcych przedmiotów (gwoździe, kamienie). Gdyby organy były uszkodzone, zwierzę określane jest jako trefa i nie nadaje się do spożycia. Do konsumpcji przeznacza się zazwyczaj tylko przody zwierząt. Aby można było wykorzystać część zadnią, należy ją poddać obróbce, którą zajmuje się menaker. Tnie on mięso na nieduże kawałki i dokładnie je wyżyłowuje. Z przodów natomiast usuwa się właściwie tylko jedną, główną żyłę szyjną. Koszerowanie każdego mięsa polega na usunięciu z niego krwi przed przygotowaniem do jedzenia. Mięso należy dokładnie obmyć z krwi zimną wodą, namoczyć, na co najmniej 30 minut (ale nie dłużej niż 12 godzin), posolić, na co najmniej 30 minut, i trzykrotnie opłukać z soli, a następnie położyć na tacy z dziurkami albo z siatką, aby krew mogła swobodnie spłynąć. Dopiero bezkrwawe mięso wolno traktować jak rzecz, produkt kulinarny. Zabronione jest spożywanie części żyjącego zwierzęcia. Nie wolno również spożywać nerwu kulszowego i otaczającego go tłuszczu. Jedzenie przygotowane fabrycznie może być koszerne, jeśli brak w nim zakazanych składników i jeśli jest opatrzone pieczęcią, świadczącą o rytualnej czystości produktu. Kupione mięso mrożone należy rozmrażać w temperaturze pokojowej, nigdy w gorącej wodzie. Mięso (w tym drób) przeznaczone do pieczenia na rożnie lub na otwartym ogniu, nie musi być solone, ponieważ w trakcie pieczenia krew spłynie samoczynnie. Wątróbkę przecina się wzdłuż i kładzie rozłożoną na blaszce na ogniu, aby spłynęła cała krew. Po opieczeniu wątróbka musi być trzykrotnie umyta, po czym może być użyta w dalszym przyrządzaniu pokarmu. Natomiast serce musi być przecięte, a tętnice dokładnie w całości wyjęte, aby krew spłynęła przed moczeniem i soleniem. Islam Muzułmanie przestrzegają podobnych przepisów dotyczących spożywania mięsa jak Żydzi. Dietę muzułmanina określa system halal (to, co dozwolone), który rozróżnia produkty kategorycznie zabronione i te, które można spożywać. Do produktów zakazanych przez wiarę należy wieprzowina i produkty pochodne (żelatyna, smalec, skórki itp.), mięso zwierząt padlinożernych i drapieżnych (np. lwy, wilki), krew, płazy. Zabronione jest spożywanie surowców od zwierząt uduszonych, rażonych piorunem, zabitych przez uderzenie rogami innego zwierzęcia, a także resztek sztuk rozszarpanych przez inne zwierzęta. W odróżnieniu od judaizmu, dopuszcza się konsumowanie zajęcy, antylop, ryb nieposiadających łuski oraz dzikiego niedrapieżnego i oswojonego ptactwa. Ryby słodkowodne i morskie nie podlegają rytualnym przepisom zabijania. Opinie szkół prawnych w odniesieniu do ssaków morskich, mięczaków, muszli i raków są podzielone. Koran wymaga, aby zwierzęta ubijano zgodnie z regułami halal: - podczas uboju zwierzę musi być zwrócone w kierunku modlitwy muzułmańskiej (czyli miasta Mekka), - uboju musi dokonywać posiadający licencję muzułmanin, wypowiadający formułę „bismillah” oraz „Allahu akbar”, - zwierzę nie może być ogłuszone ani w inny sposób pozbawione przytomności, - w czasie uboju należy zadać cios w tętnice szyjne zwierzęcia, aby jak najszybciej doprowadzić do jego wykrwawienia się. Zwierzęta przeznaczone do uboju powinny być czyste, zdrowe i bez wad na ciele. Istotą uboju w systemie halal jest zabicie zwierzęcia jednym szybkim cięciem i pozostawienie go do całkowitego wykrwawienia. Nie jest bowiem dopuszczalne wykonywanie innych czynności, aż do chwili stwierdzenia ustania wszystkich funkcji życiowych zwierzęcia. W toku dalszej obróbki zabronione jest wprowadzanie do ciał ubitych zwierząt innych substancji pochodzenia zwierzęcego jak białka lub tłuszcze, zwłaszcza pochodzenia wieprzowego. Ubój zwierząt w systemie halal powinien odbywać się tylko w zakładach nieprowadzących uboju trzody chlewnej i rozbioru mięsa wieprzowego, a linia produkcyjna musi być oczyszczona z pozostałości po produkcji niespełniającej wymogów systemu halal. Do czyszczenia nie należy używać alkoholu i środków, które go zawierają, ponieważ jest to produkt zakazany muzułmanom. Jeśli nie ma możliwości dezynfekcji w inny sposób, dopuszczone jest użycie alkoholu etylowego, pod warunkiem odczekania co najmniej 5 minut przed rozpoczęciem uboju. Muzułmanie starają się odżywiać tak, aby zachować zdrowie. Regularnie w poniedziałki i wtorki, a w niektórych miesiącach nawet przez 6 dni, praktykują post. Dziewiąty miesiąc Ramadan jest w całości poświęcony postowi, ponieważ wtedy Allah objawił Koran prorokowi Mahometowi. Post ten jest jednym z filarów, które są najważniejszymi obowiązkami wyznawców islamu. Muzułmanie podkreślają pozytywny aspekt postu, uzasadniając, że przyczynia się on do oczyszczania organizmu. Zwłaszcza w Ramadanie publikowane są więc w czasopismach artykuły medyczne o pozytywnym działaniu postu przy licznych schorzeniach. Hinduizm Hinduizm kładzie ogromny nacisk na życie w zgodzie z naturą, a także okazywanie litości, szacunku i współczucia wszystkim stworzeniom. Wyznawcy hinduizmu na co dzień unikają pokarmów, których spożycie może zakłócić ich fizyczny lub duchowy rozwój, przestrzegają miłości do natury i szanują wszystkie istoty żywe. Kilka odłamów religii nieodłącznie związanych jest z wycofaniem mięsa z diety. Jego spożywanie traktowane jest jako niemoralne, gdyż produkcja mięsa powoduje cierpienie zwierząt. Według nauki hinduizmu przemocy (himsy) dokonuje ten, kto zabija zwierzę, ale również ten, kto nabywa mięso, jak i spożywa je, ciesząc się jego smakiem. Praktykujący hinduiści nie spożywają wieprzowiny, mięsa wielbłądów, ptactwa wodnego, ślimaków i krabów. Krowy są otoczone kultem i szacunkiem, wiec ich mięsa nie spożywa się. Natomiast produkty od nich uzyskane – mleko, masło, ser, jogurt – są spożywane w naturalnej postaci. Uważa się, że oczyszczają one umysł, ciało i duszę. W Indiach bowiem jedzenie dzieli się na trzy grupy (pokarmy tamasowe, radżasowe i satwicze), w zależności od tego, czy dany produkt wpływa hamująco, czy stymulująco na rozwój psychiczny i duchowy. Mięso zaliczane jest do pokarmów tamasowych – ciężkich, otępiających i przygnębiających. W religii hinduskiej wegetarianizm jest zalecany, aby uniknąć przemocy wobec zwierząt. Post nie jest celem samym w sobie – rezygnacja z pożywienia ma zwykle pomagać w opanowaniu zmysłów, osiągnięciu jasności umysłu. Dzień postu można wybrać indywidualnie, niezależnie od religii czy względów osobistych (np. rocznic rodzinnych). Pobożni hindusi poszczą nie tylko przez 18 dni głównych świąt religijnych, ale dodatkowo i dobrowolnie w soboty, dni powiązane z różnym położeniem księżyca i planet, w dniu swoich urodzin, rocznice śmierci rodziców czy rocznicę zawarcia małżeństwa. Nie zawsze jest to post zupełny, polega on często na przyjmowaniu tylko jednego posiłku dziennie bądź rezygnacji z niektórych produktów spożywczych. Buddyzm Buddyzm jest ruchem bardzo różnorodnym, a jego najbardziej ortodoksyjne odłamy kategorycznie nakazują wegetarianizm lub weganizm. Buddyści wierzą, że Budda w swoim życiu na ziemi, zanim stał się człowiekiem, przeszedł reinkarnacje przez ciała różnych zwierząt, dlatego przemoc wobec zwierząt i zadawanie im bólu mogą wrócić do sprawcy. Religia ta zakłada, że człowiek religijny powinien dążyć do harmonii świata wewnętrznego z zewnętrznym, a to jest możliwe m.in. poprzez redukcję potrzeb żywieniowych i wyeliminowanie z jadłospisu pokarmów pochodzenia zwierzęcego. W buddyzmie inne zalecenia odnoszą się do mnichów, inne do osób świeckich. Najsurowsze dotyczą osób duchownych (m.in. mnisi nie mogą przygotowywać dla siebie jedzenia), jednak wszystkim buddystom odradza się nadmierne spożywanie pokarmów. Ponieważ na świecie ludzie umierają z głodu i niedożywienia, a także z uwagi na choroby związane z nadmierną konsumpcją, buddyzm zaleca wyznawcom rozdawanie jedzenia, co uznawane jest za dobry uczynek. Oddanie go mnichowi znajduje się najwyżej w klasyfikacji. Buddyści nie muszą być wegetarianami, jednak nie wolno im zabijać zwierząt. Nie ma jednak zastrzeżeń, jeżeli chodzi o spożycie mięsa zwierzęcia, którego samemu się nie zabiło albo które nie zostało poddane ubojowi na polecenie danej osoby. Jednak osoby świeckie są winne występku, gdy oferują mnichom mięso zwierząt zabitych specjalnie dla nich - uważa się, że przez cierpienie zwierząt obrażają oni mnicha. Według Theravada Buddy dopuszczalne jest spożywanie wieprzowiny, wołowiny i kurczaków pod warunkiem, że zwierzęta te nie zostały zabite w celu dostarczenia pokarmu dla mnichów. Zabronione jest jedzenie mięsa ludzkiego, konia, słonia, tygrysa, pandy, niedźwiedzia, hieny, psa oraz węża. Jednak większość buddystów to wegetarianie, dopuszczający w swojej diecie nabiał i ryby. Nie stosowanie przemocy oraz wegetarianizm uważają oni za dwa filary na ścieżce do rozbudzenia duchowej świadomości. Budda nauczał: „Nie zarzynajcie wołów, które orzą pola” oraz „Nie popadajcie w żarłoczność, która pociąga za sobą rzeź zwierząt”. Zalecał również powstrzymywanie się od pracy zarobkowej przynoszącej szkodę innym istotom, m.in. od handlu żywymi istotami, rybołówstwa i rzeźnictwa. Wyznawcy buddyzmu dużo czasu poświęcają na post – poszczą w określone dni miesiąca, jak i powstrzymują się od spożywania stałych posiłków do południa. Wegetarianizm znajduje również inne uzasadnienie: jedząc mięso, człowiek spożywa wraz z nim nienawiść zwierzęcia, które odczuwało ją w momencie śmierci. Zabicie lub zjedzenie żywej istoty oznacza złą karmę, gdyż ludzie i zwierzęta są ze sobą spokrewnieni i nie powinni się nawzajem zabijać. Zalecenia dietetyczne i sposoby przygotowania potraw mięsnych w różnych religiach wynikają głównie z obaw o stan zdrowia i bezpieczeństwo konsumentów, co związane jest z tym że stosowane dawniej metody konserwacji mięsa były mało skuteczne. Wiele zasad przygotowania i spożywania produktów mięsnych, określonych w zaleceniach religijnych, wiązano z praktykami opartymi o wieloletnie doświadczenie i tradycje przekazywane w danym plemieniu lub narodzie. Część z nich obowiązuje również dzisiaj. Nakazane religią rytuały spuszczania krwi lub zakaz spożywania łatwo psujących się produktów mięsnych, wynikają z obawy zakażenia drobnoustrojami chorobotwórczymi. Jedna z teorii głosi natomiast, że żydzi i muzułmanie odrzucili mięso wieprzowe ze względów ekonomicznych, bo trzymanie trzody chlewnej przestało im się opłacać. Niegdyś Bliski Wschód sprzyjał hodowli świń - region porastały lasy dębowe, zapewniające im pokarm (żołędzie), cień oraz błoto konieczne do ochładzania ciała. W miarę przyrostu ludności lasy zostały wycięte, a świnie zaczęły konkurować z ludźmi o pokarm i wodę, tak cenną w tamtym regionie. Natomiast inne zwierzęta hodowlane okazały się lepiej przystosowane do tamtejszego, gorącego, suchego klimatu. Krowy, owce i kozy potrafią wyżywić się kępami trawy czy wyschniętymi krzakami, których człowiek i tak nie spożywa. Według tej teorii również mieszkańcy Indii przestali jadać krowy głównie ze względów ekonomicznych. Najstarsze Wedy nie zakazują jedzenia wołowiny; krowy stały się nietykalne dopiero około tysiąca lat temu, czego powodem również był wzrost populacji. Kiedy zalesiona i urodzajna niegdyś dolina Gangesu została ogołocona, zaczęły się susze i powodzie. Klęski naturalne przetrwali rolnicy, którzy zdecydowali się nie zjadać swoich krów, a zachować je, by się rozmnażały i dawały byki. Krowy dają mleko, byki ciągną pługi, a odchodami jednych i drugich można rozpalić w kuchni czy nawozić pola. I tak najprawdopodobniej, stulecie po stuleciu, coraz więcej rolników unikało spożywania wołowiny i wykształciło się niepisane tabu. W Indiach z zakazu zabijania krów współcześni ekonomiści wywiedli wymierne korzyści dla gospodarki - stwierdzono bowiem, że żywa krowa (nawet niedożywiona i wałęsająca się po bezdrożach) daje możliwość przygotowania 15 tysięcy posiłków dzięki swym odchodom, natomiast krowa zabita daje tych posiłków jedynie niecałą setkę. Dwie trzecie krowich odchodów używane są jako nawóz, jedna trzecia jako opał. Poza tym podkreśla się, że krowy nie brudzą miast, gdyż właściwie wszystko zjadają: od skórek od bananów począwszy, na gazetach skończywszy. Podejmowano również wiele prób wyjaśnienia przepisów dotyczących jadłospisu żydowskiego. Uczeni, komentatorzy Biblii czy Talmudu, widzieli tu połączenie zasad higieny – racjonalnego, niezbyt tłustego, „zdrowego” żywienia, z zasadami moralnymi. Ograniczenia pokarmowe kształtują człowieka - nie pozwalają na rozpasanie potrzeb ciała, zwracają jego zainteresowania w stronę spraw wyższego rzędu (umysłu, duszy). W ramach innego kierunku interpretacji religii, zakazy rytualne, stanowią dziedzinę życia praktycznego – służą człowiekowi, broniąc go m.in. przed własnymi instynktami, które pobudzone zapachem krwi mogą obrócić się przeciwko bliźnim. Koszerna sztuka kulinarna broni się więc nie tylko przed tym, co niehigieniczne, ale też niemoralne, występne, a sankcja boska, religijna stanowi tu tylko dodatkową gwarancję powszechności danego prawa. Islamscy eksperci ds. zdrowego żywienia zakaz spożywania wieprzowiny argumentują względami medycznymi - przypominają, że jej konsumenci znacznie częściej zapadają na nowotwory, częściej dotykają ich choroby zwyrodnieniowe stawów, artretyzm i uszkodzenie krążków międzykręgowych, a spożywanie dużej ilości tłuszczu, zawartego nawet w chudej wieprzowinie, prowadzi do arteriosklerozy, w tym do zwapnienia i zwężenia naczyń wieńcowych serca, jak i podwyższenia ciśnienia krwi. Autor: Dr inż. Magdalena Kuchlewska Literatura: 1. Jaksz-Recmanik E., Puzoń I. 2014. Zachowania zdrowotne dotyczące diety zależne od wyznania religijnego na przykładzie wyznawców Kościoła Adwentystów Dnia Siódmego, islamu oraz judaizmu. Problemy Pielęgniarstwa 3, 288-292. 2. Jedlecka W. 2016. Wegetarianizm we współczesnych religiach światowych. Zarys problemu. Filozofia Publiczna i Edukacja Demokratyczna 1,263-278. 3. Keller J., Kotański W., Szafrański W., Szymański E., Tylach W., Żbikowski T. Religie wczoraj i dziś. Wydawnictwo Iskry. Warszawa 1971. 4. Kostka A., Krzemińska S., Borodzicz A. 2017. Wielokulturowość w pielęgniarstwie – różnice w opiece nad wyznawcą Islamu. Journal of Education, Health and Sport 5, 67-75. 5. Kostka A., Krzemińska S., Durlej-Kot S., Borodzicz A., Chabowski M., Janczak D. 2017. Opieka nad pacjentem Wyznania Żydowskiego. Journal of Education, Health and Sport 7, 986-997. 6. Mazur A. 2017. Zapomniany świat dawnego mistycyzmu, czyli o znaczeniu jedzenia w religiach świata. Zeszyty Naukowe Uczelni Vistula 3, 38-54. 7. Pospieszyńska K. Cymes czyli kuchnia żydowska. Warszawskie Wydawnictwo Prasowe RSW „Prasa-Książka-Ruch”, Warszawa 1988. 8. Sapała M. Podróże kulinarne. Kuchnia indyjska. Tradycje, smaki, potrawy. Rzeczpospolita, Kraków 2008. 9. Stanisławczyk R. 2013. Rozważania nad spożyciem mięsa przez człowieka. Gospodarka Mięsna 12, 44-52. 10. Tokarczyk G., Krzywiński R. 2013. Mięso a religia. Gospodarka Mięsna 1, 24-29. 11. Wirkowski E. Kuchnia Żydów polskich. Wydawnictwo Interpress, Warszawa 1988. 12. Zin M., Mroczek J.R. 2019. Zwyczaje i nakazy spożywania mięsa w różnych religiach. Gospodarka Mięsna 10, 28-30. 13. http://www.mzr.pl/pl/pliki/uboj_muzulmanski.pdf
-
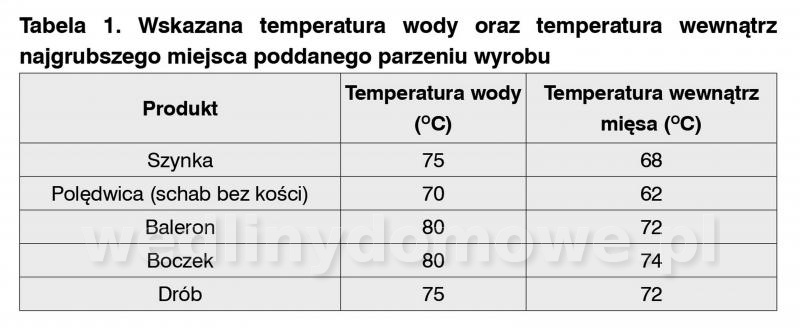
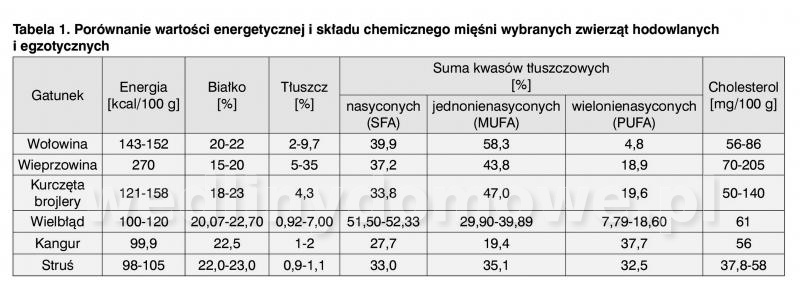
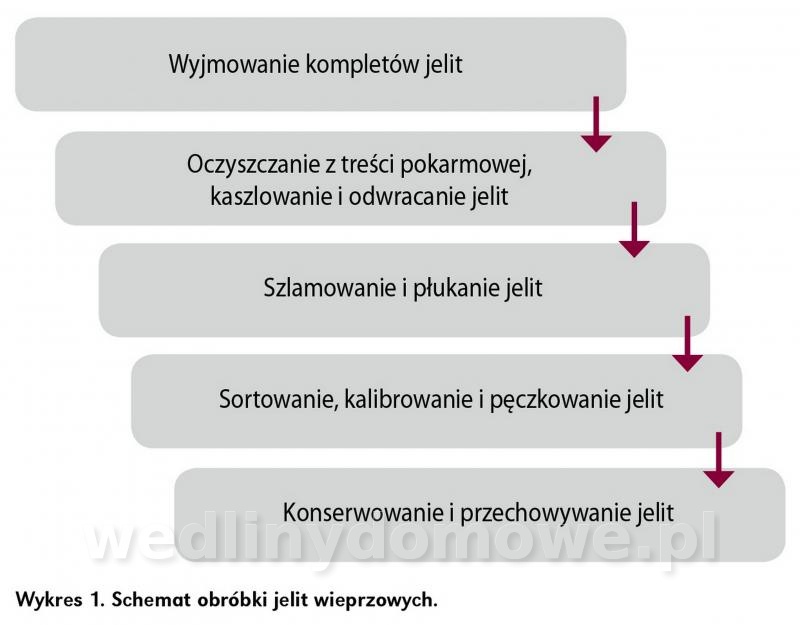
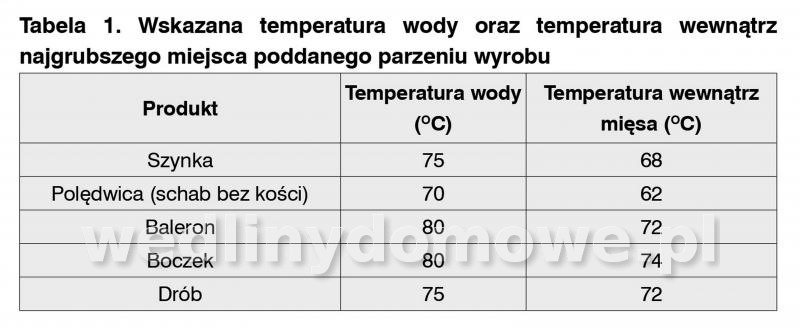
GORĄCA JESIEŃ. WĘDZENIE, PARZENIE, PIECZENIE. Zapewne każdemu z nas trudno było rozstać się z latem, jednak czy jesień nie ma też swoich uroków? Myślę, że dla wszystkich miłośników jedzenia, w tym również i mnie, właśnie ta pora roku kojarzy się z przepysznymi pieczonymi karkówkami, parzonymi kiełbaskami, jak i wędzonymi w zimnym ogniu szynkami. Mięso, które trafia na półki sklepowe lub pozostaje do spożycia w późniejszym okresie, musi zostać uprzednio odpowiednio utrwalone. Głównym zadaniem konserwowania żywności jest ochrona przed zepsuciem, skażeniem mikrobakteryjnym, ograniczenie niepożądanych zmian sensorycznych oraz zachowanie wysokiej wartości odżywczej. Mięso jest bowiem bardzo dobrą pożywką dla rozwoju drobnoustrojów, co wynika głównie ze znacznej zawartość substancji białkowych, przy prawie obojętnym odczynie środowiska. Przykładowo z badań prowadzonych przez Aurelii i in. (2000) wynika, że pałeczki L. monocytogenes izolowano właśnie z mięsa surowego, głównie wieprzowego, wołowego i drobiu, oraz produktów mięsnych takich jak: kiełbasy fermentowane, wędliny półsurowe i plasterkowane oraz pasztety. Należy pamiętać, że organizmy chorobotwórcze (Campylobacter, Salmonella, Yersinia, Escherichia, Listeria) mogą wywoływać zatrucia pokarmowe, groźne dla zdrowia, a nawet życia konsumenta. Co więcej, niewłaściwe przechowywanie i transport są przyczyną marnowania mięsa i jego przetworów (tzw. food waste), a co za tym idzie pogłębienia problemu zanieczyszczenia środowiska i strat ekonomicznych. Aby temu zapobiec, mięso poddawane jest utrwalaniu z wykorzystaniem metod: fizycznych, chemicznych i biotechnologicznych lub ich kombi- nacji (kojarzenia). Do metod utrwalania żywności zaliczyć należy również odpowiednie opakowanie produktów, a szczególnie hermetyczne, z zastąpieniem w opakowaniu powietrza przez gazy obojętne chemicznie lub pakowane aseptycznie. Mimo iż, w ostatnim czasie podejmowane są próby utrwalania mięsa poprzez liofilizację, sonikację czy bardzo obiecującą metodę obróbki zimną plazmą atmosferyczną wiele zakładów przemysłu mięsnego wciąż korzysta ze znanych od stuleci metod konserwacji żywności. Wędzenie to bardzo stara technika utrwalania mięsa. W pierwszych wędzarniach w czasach nowożytnych rozniecano na ziemi otwarty ogień, który ogrzewał pomieszczenie, a nad nim umieszczano na kijach zawieszone kawałki mięsa. Ogień opiekał mięso, a przygaszony żar i dym nadawały specyficzne cechy wędzarnicze i tym samym zabezpieczały produkt przed zepsuciem. Na przełomie wieków dokonało się wiele zmian przeprowadzania obróbki wędzarniczej, poprzez poznanie specyfiki samego procesu wędzenia i oddziaływania wytwarzanego dymu wędzarniczego na surowiec. Dowiedziono, że skład chemiczny oraz właściwości fizykochemiczne dymu wędzarnianego zależą głównie od gatunku i jakości drewna. Podczas termicznej degradacji hemicelulozy (temp. 180-3000OC), celulozy (temp. 260-3500OC) i ligniny (temp. 300-5000OC), powstaje złożona mieszanina różnych substancji chemicznych, które nie pozostają bez wpływu na produkt poddawany tego typu obróbce termicznej. W procesie wędzenia technologicznie czynnymi związkami chemicznymi zawartymi w dymie są: fenole, związki karbonylowe, kwasy organiczne oraz alkohole, estry, etery, tlenek i dwutlenek węgla oraz inne substancje organiczne i składniki powietrza, które w dużym stopniu wpływają na sensoryczne i towaroznawcze cechy wyrobów wędzonych. Niestety, oprócz związków pożądanych, w dymie powstają również składniki, które w negatywny sposób oddziałują na zdrowie człowieka. Należą do nich wielopierścieniowe węglowodory aromatyczne (WWA), w tym benzo(a)piren (BaP). Jak podaje Ledesma i in. (2016) stopień zanieczyszczenia produktów mięsnych tymi substancjami podczas wędzenia zależy od jeszcze wielu czynników: budowy wędzarni (z paleniskiem pośrednim czy bezpośrednim), procesu wytwarzania dymu (temperatura pirolizy), odległości między żywnością a źródłem ciepła, zawartości tłuszczu w produktach, czystości i konserwacji sprzętu, konstrukcji urządzenia do wędzenia. Naukowcy w swoich badaniach uwzględnili również nową zmienną - typ obudowy. Ciecierska i Obiedziński (2007) prowadząc badania na szynkach, gotowanych i surowych schabach oraz kiełbasach średnio rozdrobnionych, a następnie utrwalonych cieplnie wykazali zawartość benzo(a)piranu w granicach od 0,28 μg/kg do 0,89 μg/kg w zależności od metody wędzenia i miejsca pobrania próby. Roda i in. (1999) w wędzonych przetworach mięsnych, głównie różnych kiełbasach, stwierdzili 12 μg/kg. Najniższą ilość BaP zaobserwowali przy wytwarzaniu dymu metodą pośrednią. Odnotowali również nieznaczny ochronny efekt obudowy poliamidowej. Zgodnie z wynikami uzyskanymi przez Skaljac i in. (2018) rodzaj wędzenia ma istotny wpływ na zawartość WWA, ale niewielki wpływ na barwę powierzchni suchych fermentowanych kiełbas “Petrovská klobása”. Ciągły postęp w dziedzinie nauk o żywności sprawił, że zaostrzono wymagania dotyczące bezpieczeństwa żywności. Komisja Europejska wprowadziła kilka Rozporządzeń, kolejno: 466/2001, 208/2005 i 1881/2006, a następnie, obowiązujące do dziś 835/2011. Dlatego też, od 1 września 2014 roku najwyższy dopuszczalny poziom BaP wynosi 2 μg/kg, a nie jak to było wcześniej 5 μg/kg. Co więcej, ostatnio odkryto, że syntetyczne osłonki zapobiegają przenikaniu związków rakotwórczych do produktów mięsnych podczas wędzenia, w przeciwieństwie do osłonek naturalnych. Poddane badaniu chorizo w osłonce syntetycznej wykazywało wyższą wartość twardości w porównaniu z produktem w osłonce naturalnej. Stad wniosek, iż zastosowanie syntetycznych osłonek w produkcji chorizo może pomóc skrócić czas jego przetwarzania, zapobiec zanieczyszczeniu przez niezdrowe substancje powstające podczas wędzenia, a także pomóc w uzyskaniu produktu o teksturze akceptowalnej przez konsumentów (Ledesma i in., 2016). Hitzel i in. (2013) użyli do wędzenia frankfurterek i mini-salami między innymi zrębków z drewna drzew: dębu, topoli, hikory (orzesznika), świerku, jodły, olszy i buku. Wykazali, iż zastosowanie topoli doprowadziło do zmniejszenia zawartości WWA w przedziale 35–55% w porównaniu do powszechnie stosowanego drewna bukowego. Nie zaobserwowali wyższych zawartości WWA przy zastosowaniu drewna iglastego. Dlatego też, wykorzystanie wiórów z drewna topoli wydaje się być interesującą alternatywą, ponieważ z jednej strony jest to szybko rosnące drzewo, z drugiej strony ma niską wartość opałową i daje mało ciepła, dzięki czemu podczas wędzenia temperatura dymu nie jest zbyt wysoka. Analiza zebranych wyników otrzymanych przez Dolatę i in. (2007) wykazała, iż gatunek drewna z jakiego wytwarza się dym wędzarniczy, ma wpływ na: parametry barwy a* i b*, a więc udział barwy czerwonej i żółtej w gotowym wyrobie. Również pH i bardziej kwasowy odczyn miała kiełbasa wędzona dymem olchowym. Naukowcy, stosując zrębki wędzarnicze z buku, zaobserwowali, że zawartość fenoli w kiełbasie węgierskiej była mniejsza o około 37%, w porównaniu do produktu wędzonego dymem pochodzącym z drewna olchy. Ocena sensoryczna nie wykazała wpływu użytych w doświadczeniu gatunków drewna na pożądalność ogólną wyprodukowanej kiełbasy węgierskiej. Obecnie nowoczesne urządzenia wędzarnicze, wykorzystywane najczęściej przez duże zakłady mięsne pozwalają (dzięki programom komputerowym) na wytwarzanie różnych rodzajów dymu, dobór odpowiedniej skali temperatur i czasu wędzenia, co umożliwia ograniczenie ilości niebezpiecznych substancji w produkcie finalnym. W przemyśle znanych jest wiele rodzajów dymogeneratorów, w zależności od rodzaju drewna oraz wydajności i jakości wytwarzanej mieszaniny dymu. Pomimo intensywnego rozwoju technologicznego tradycyjne metody wędzenia nadal są często praktykowane, jednak odpowiednio prowadzone pozwalają na otrzymanie wyrobów, które spełniają bardziej rygorystyczne najwyższe dopuszczalne poziomy dla benzo(a)pirenu i nie stanowią zagrożenia dla zdrowia konsumentów. Na rynku dostępne są obecnie produkty mięsne, takie jak Tradycyjnie wędzona Szynka, Schab, Boczek oraz Kiełbasa do gotowania, które zostały uprzednio uwędzone tradycyjną metodą w dymie bukowo-olchowym. Wyroby te charakteryzują się mięsnością powyżej 95% oraz brakiem glutaminianu sodu i fosforanów. Inną metodą obróbki mięs jest ich parzenie, często stosowane jako ostatni etap w produkcji wędlin. Zazwyczaj tę technikę obróbki używa się po wędzeniu mięsa, aby było soczyste i jeszcze bardziej smaczne, a co najważniejsze bezpieczne mikrobiologicznie. Zdarzają się przecież przypadki chorób zwierząt, szczególnie drobiu, zarażonego salmonellą, której wędzenie na gorąco nie zawsze zapobiega. Parzenie może przebiegać w wodzie, parze lub w gorącym powietrzu i w zależności od środowiska w różnym stopniu wpływać na produkt końcowy. Wędzonki parzone w środowisku wodnym lub parowym posiadają jasną barwę i łagodny smak zbliżony do gotowanego mięsa. Produkty wędzone i poddane obróbce w gorącym powietrzu uzyskują intensywną barwę mięsa peklowanego oraz intensywny smak. Jeśli do roztworu wodnego zostaną dodane odpowiednie przyprawy, takie jak pieprz, liść laurowy, nieco ziela angielskiego czy czosnek produkty finalne zyskają na aromacie, i z pewnością będą wolne od drobnoustrojów chorobotwórczych. Podczas parzenia należy pamiętać, że każdy rodzaj mięsa wymaga użycia innej temperatury (tab. 1). Niewielkim minusem są ubytki masy podczas parzenia. Jak podają Sobczak i in. (2012) największa utrata masy powstaje w piecu konwekcyjno-parowym, co spowodowane jest wysoką, końcową temperaturą wewnątrz wędzonki wynoszącą około 80OC. W recepturach tradycyjnych często stosowane jest gotowanie po wędzeniu, co znacznie poprawia wydajność procesu, lecz powoduje utratę walorów smakowych. Spośród trzech użytych w badaniu mięs (karkówka, schab, szynka) największe ubytki masy (około 30%) wykazano przy produkcji szynki. Warto zaznaczyć, że na zmianę tej masy, nie wpłynęła masa początkowa surowca przeznaczonego do obróbki. W celu zwiększenia wydajności parzenia należy używać odpowiednich osłonek czy folii. Przykładowo folia celulozowa powoduje, że mięso parzy się w niższej temperaturze, co pozwala na zmniejszenie ubytków. Pozostające w środku przyprawy i aromaty pomagają w uzyskaniu odpowiedniego smaku oraz zachowaniu soczystości i kruchości mięsa. Pieczenie to kolejna bardzo popularna metoda obróbki żywności, ale co zrobić, aby mięso było perfekcyjnie kruche i wilgotne jednocześnie? Po pierwsze już sam wybór tej techniki przyrządzania produktów pochodzenia zwierzęcego jest również jak najbardziej trafiony. Jak podają Ormian i in. (2015) wyższą zawartość białka i tłuszczu posiadają mięśnie piersiowe poddane procesowi pieczenia (w powietrzu o temperaturze 180OC) w porównaniu do mięśni gotowanych (w wodzie o temperaturze 90OC w stosunku wody do mięsa 3:1). Co więcej, w punktowej ocenie organoleptycznej (zapach, smak, soczystość i kruchość) wyższą pożądalnością ocenianych wyróżników jakości charakteryzowały się mięśnie piersiowe poddane procesowi pieczenia. W ocenie instrumentalnej ciemniejszą barwę posiadały mięśnie piersiowe gotowane, o czym świadczą niższe wartości składowej L* i wyższe składowe barwy a*. Wyższą kruchość, czyli mniejszą siłę cięcia stwierdzono w mięśniach poddanych również procesowi pieczenia. Celem badań Augustyńska-Prejsnar i in. (2013) było ocenienie wpływu zabiegów termicznych (parzenie i pieczenie) prowadzonych do osiągnięcia temperatury 68OC, 75OC, 82OC i 89OC wewnątrz mięśnia na jakość sensoryczną mięsa kurcząt brojlerów. Autorzy pracy wykazali, że w ocenie kolorymetrycznej jaśniejszą barwą (wyższym parametrem jasności L*) charakteryzowały się mięśnie piersiowe gotowane, zaś ocena instrumentalna oraz ocena sensoryczna wykazały, że lepszą kruchością charakteryzowały się filety z piersi poddane procesowi pieczenia. Po drugie warto zaznaczyć, że dłuższe pieczenie, ale w niższych temperaturach, daje najlepszy efekt. W ostatnich latach dowiedziono, iż temperatura całkowitego ścięcia białka to już 62OC, czyli moment, w którym pieczone mięso przestaje być surowe. Natomiast w temperaturze 82OC zaczynają pękać komórki tłuszczowe, co powoduje optymalną wilgotność mięsa. Powyżej tej wewnętrznej temperatury mięso zaczyna wysychać. Ostatnio, dużą popularnością na rynku, cieszą się mięsa gotowe do pieczenia (bez zdejmowania folii), na przykład Schab wieprzowy z tartym chrzanem i szczypiorkiem z dodatkiem polskiego cydru. W wyniku zastosowania odpowiednich metod zabezpieczenia i utrwalania już w minionych kilkudziesięciu latach udało się ograniczyć/opóźnić naturalne procesy odpowiadające za psucie się żywności. Do dzisiaj wędzenie, parzenie czy pieczenie mięs prowadzone jest nie tylko w domu, ale i na skalę przemysłową. Współcześni konsumenci, coraz częściej zwracają uwagę na jakość i walory smakowe spożywanej żywności, a wykorzystanie właśnie tych metod obróbki cieplnej pozwala na uzyskanie mięs i produktów mięsnych o szlachetnym smaku i wyszukanym aromacie. Zastosowane techniki obróbki, pomimo że, obniżają poziom drobnoustrojów, niewłaściwie przeprowadzone mogą skutkować pojawieniem się szkodliwych dla zdrowia substancji. Nie da się również uniknąć zmian w wartości odżywczej i sensorycznej, a także barwy, konsystencji i zapachu. Aby te niekorzystne zmiany minimalizować, niezbędna jest ciągła współpraca i wsparcie strefy naukowej dla przedsiębiorców z branży mięsnej, w celu poszukiwaniu najlepszych rozwiązań. Autorki: Dr hab. inż. Agnieszka Starek Dr inż. Agata Blicharz-Kania Literatura • Augustyńska-Prejsnar, A., Ormian, M., & Sokołowicz, Z. (2016). Wpływ metod obróbki termicznej i temperatury wewnątrz mięśni na jakość sensoryczną mięsa kurcząt brojlerów. Aparatura Badawcza i Dydaktyczna, 21(4), 209-214. • Aureli P., Fioru CC i G. C., CAroli d., mArChi AroG., nov Are o., leone l., 2000. An outbreak of febrile gastroenteritis associated with corn contaminated by Listeria monocytogenes. New. Eng. J. Med. 342, 1236-1241. • Dolata, W., Piątek, M., & Piasecki, M. (2007). Wpływ rodzaju zrębków wędzarniczych na wybrane cechy jakościowe kiełbasy węgierskiej. Inżynieria Rolnicza, 11, 69-74. • Ledesma, E., Rendueles, M., & Díaz, M. (2016). Contamination of meat products during smoking by polycyclic aromatic hydrocarbons: Processes and prevention. Food Control, 60, 64-87. • Ledesma, E., Laca, A., Rendueles, M., & Díaz, M. (2016). Texture, colour and optical characteristics of a meat product depending on smoking time and casing type. LWT-Food Science and Technology, 65, 164-172. • Hitzel, A., Pöhlmann, M., Schwägele, F., Speer, K., Jira, W. (2013). Polycyclic aromatic hydrocarbons (PAH) and phenolic substances in meat products smoked with different types of wood and smoking spices. Food Chemistry, Volume 139, Issues 1–4, 2013, pp. 955-962. • Škaljac, S., Jokanović, M., Tomović, V., Ivić, M., Tasić, T., Ikonić, P., ... & Petrović, L. (2018). Influence of smoking in traditional and industrial conditions on colour and content of polycyclic aromatic hydrocarbons in dry fermented sausage “Petrovská klobása”. LWT, 87, 158-162. • Tomasz Kiljanek, Alicja Niewiadowska, Jan Żmudzki, Stanisław Semeniuk. Występowanie wielopierścieniowych węglowodorów aromatycznych w żywności pochodzenia zwierzęcego poddanej procesowi wędzenia – ocena ryzyka. • Ciecierska M., Obiedziński M. (2007). Influence of smoking process on polycyclic aromatic hydrocarbons’ content in meat products.Acta Sci. Pol., Technol. Aliment. 6(4), 17-28. • Roda A., Simoni P., Ferri E., Girotti S., Lus A., Rauch P., Poplsztein M., Pospisil M., Pipek P., Hochel I., Fukal L. (1999).Determination of PAHs in various smoked meat products and differentsamples by enzyme immunoassay.J.Sci. Food Agric., 79, 58-62. • Sobczak, P., Mazur, J., Zawislak, K., & Panasiewicz, M. (2012). Zmiany masy w trakcie produkcji wędzonek metodami tradycyjnymi. Inżynieria Przetwórstwa Spożywczego, (2), 27-29. • Meixner, H. W., & Karnitzschky, I. (2002). Mniejsze straty podczas obrobki cieplnej miesa. Nowa folia do parzenia produktów mięsnych. Mięso i Wędliny, (4), 38-39. • Ormian, M., Augustyńska-Prejsnar, A., & Sokołowicz, Z. (2015). Wpływ obróbki termicznej na wybrane cechy jakości mięśni piersiowych kurcząt z chowu wybiegowego. Postępy Techniki Przetwórstwa Spożywczego, (2), 43-46. • https://rme.cbr.net.pl/index.php/archiwum-rme/484-lipiec-sierpie-nr-62/wiadomoci-rolnicze42/574-wdzi-czynie-wdzi-oto-jest-pytanie • https://kafeteria.pl/9176,wedzenie-pod-lupa • http://www.portalspozywczy.pl/mieso/wiadomosci/sokolow-wprowadza-wedzonki-do-ugotowania-w-domu,165554.html • https://informatormasarski.pl/przetworstwo-z-pomyslem/w-aromatycznym-dymie-bezpieczenstwo-zdrowie-produktow-wedzonych/ • https://fajnyogrod.pl/porady/parzenie-szynki-wedzonej-instrukcja-krok-po-kroku-porady-praktyczne/ • https://blog.fimple.tv/parzenie-szynki/ • http://www.gotowedopieczenia.pl/
-
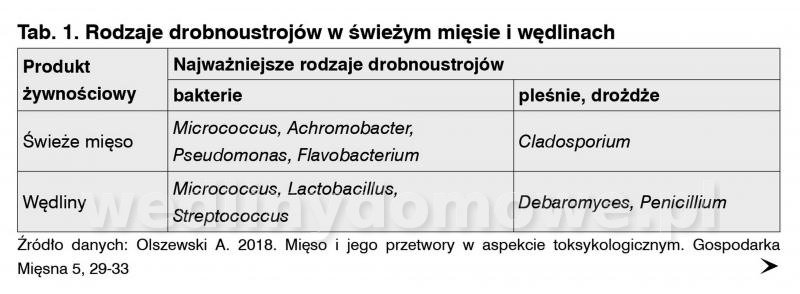
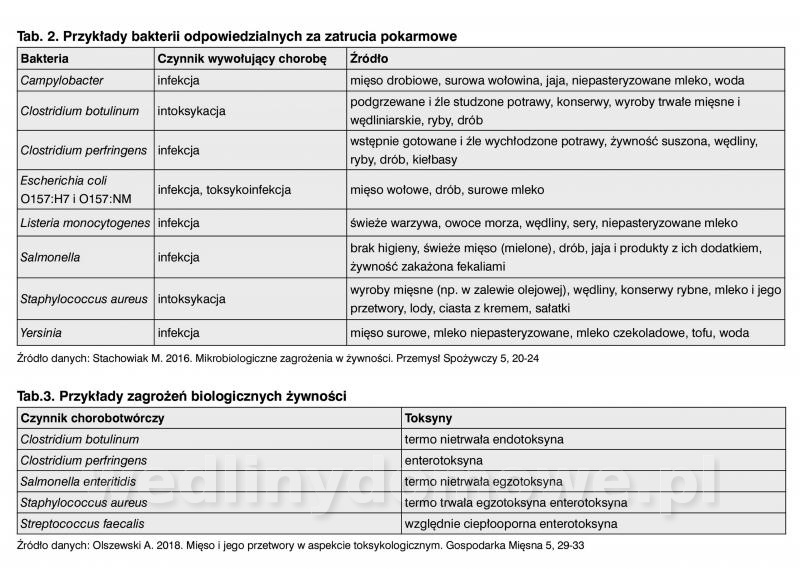
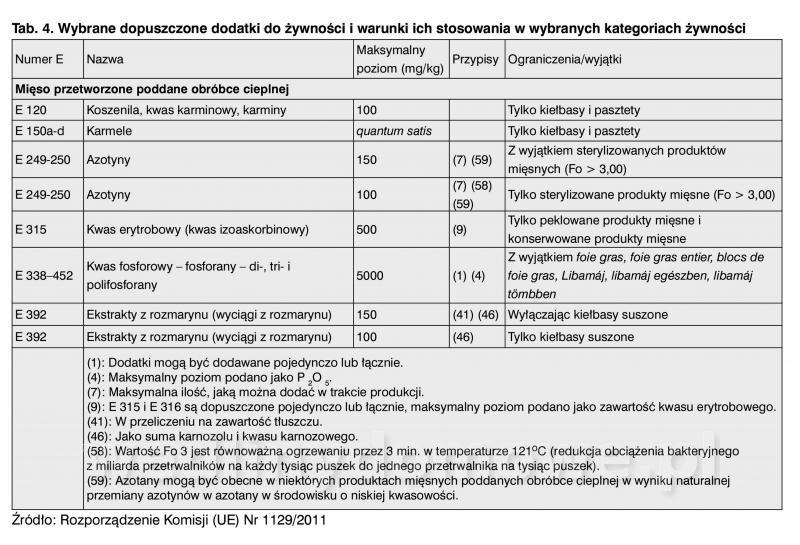
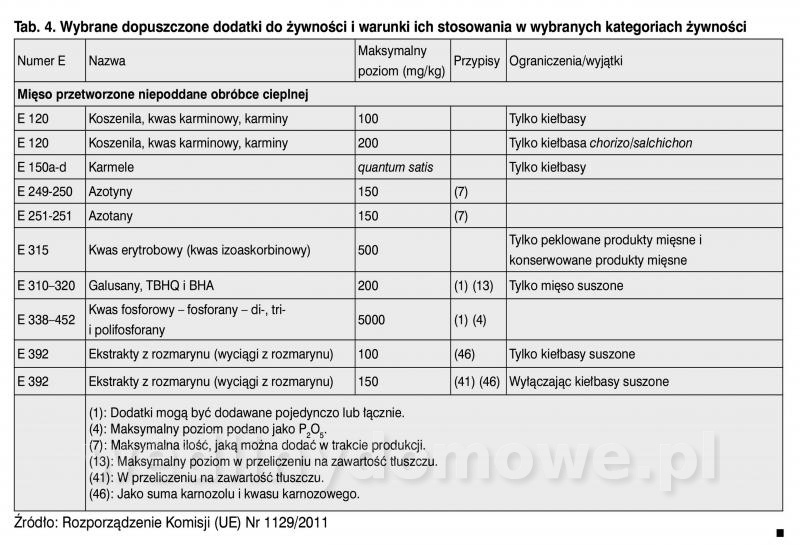
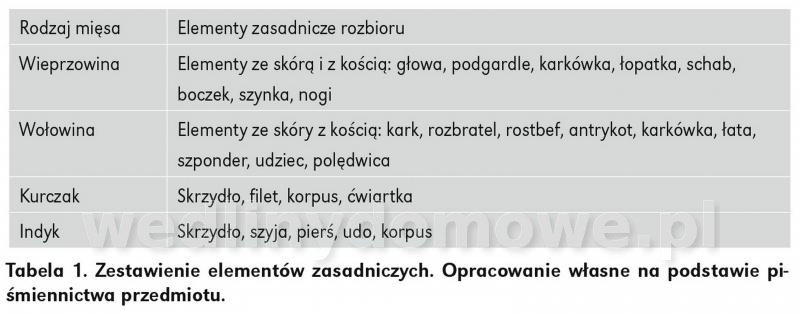
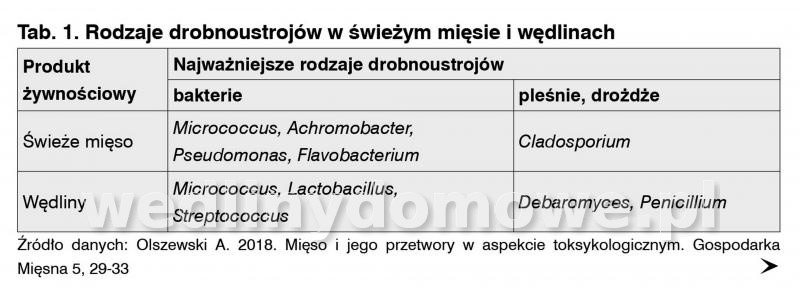
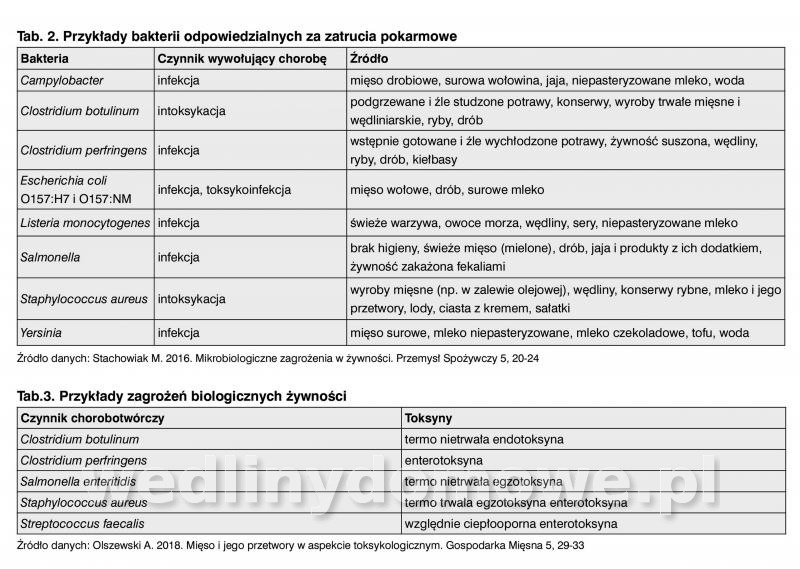
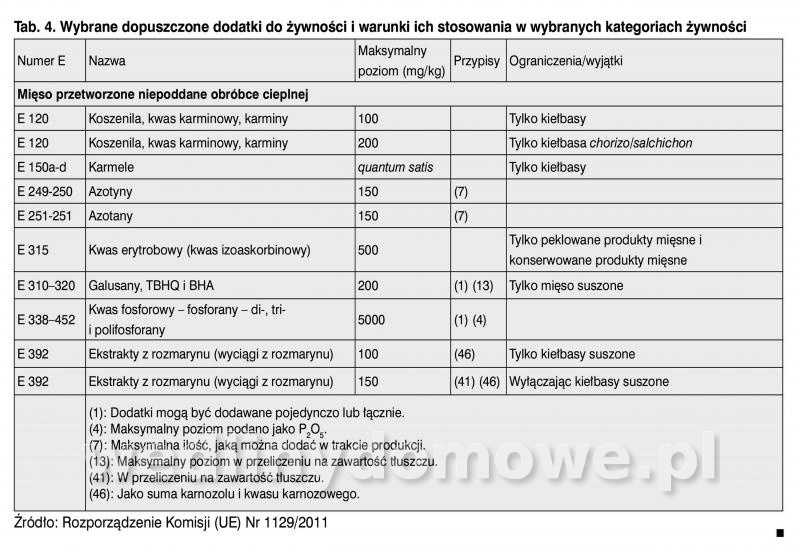
MIĘSO I PRZETWORY MIĘSNE, WYBRANE ASPEKTY TOKSYKOLOGICZNE Artykuł ma na celu przybliżenie Czytelnikom wybranych zagadnień związanych z toksykologią mięsa i jego przetworów. Informacje te są przydatne w świadomym wyborze produktów spożywczych, co związane jest z praktykowaniem „zdrowego” stylu życia. Prawidłowe żywienie, tak w ujęciu ilościowym, jak i jakościowym jest jednym z głównych czynników wpływających na zdrowie. Jakość żywności zależy nie tylko od zawartych w niej składników odżywczych, ale również substancji antyodżywczych pochodzenia roślinnego i zwierzęcego oraz substancji obcych jak np. dodatki celowo dodawane do żywności, różnego rodzaju zanieczyszczenia biologiczne, chemiczne, fizyczne. Nauką o substancjach (truciznach), które wywierają lub mogą wywierać szkodliwy wpływ na funkcjonowanie żywego organizmu, o metodach ich wykrywania, leczeniu zatruć i zapobieganiu im jest toksykologia. W naukach o żywieniu i żywności rozróżnia się: toksykologię żywieniową (nutritional toxicology) badającą wpływ odżywienia organizmu, niedoborów i nadmiarów pokarmowych na toksyczne działanie substancji obcych oraz wpływ substancji obcych na wartość odżywczą składników diety; toksykologię żywności (food toxicology), która zajmuje się badaniem szkodliwych substancji pochodzenia naturalnego lub obecnych w żywności w wyniku produkcji, procesów technologicznych, dystrybucji, przechowywania, zanieczyszczenia środowiska, jak i substancji celowo do niej dodawanych. W łańcuchu żywnościowym, począwszy od pozyskania surowca, przez produkcję, magazynowanie, dystrybucję aż do fazy indywidualnej lub zbiorczej konsumpcji, żywność narażona jest na oddziaływanie czynników mogących doprowadzić do obniżenia jej jakości, a w konsekwencji nawet negatywnie wpływać na zdrowie konsumenta. Są to tzw. zagrożenia zdrowotne żywności. Rozróżnia się trzy główne ich grupy: zagrożenia biologiczne - związane z wystąpieniem mikroorganizmów chorobotwórczych i saprofitycznych, a także szkodników i pasożytów, zagrożenia chemiczne – wszystkie substancje wprowadzone do organizmu konsumenta wraz z żywnością, która po przekroczeniu dopuszczalnego poziomu, po skumulowaniu odpowiedniej ilości czynnika toksycznego może doprowadzić do zatrucia maksymalnego lub po dłuższym czasie, zagrożenia fizyczne – najczęściej ciała obce pochodzące z surowców lub przenikające podczas produkcji. Jedną z cech żywności charakteryzujących jej prozdrowotność jest bezpieczeństwo żywności. Pod pojęciem tym rozumie się brak ww. zagrożeń, których obecność w relatywnie wysokich stężeniach (ilościowych) mogłaby spowodować szkodliwe skutki zdrowotne. Aby zapewnić konsumentowi bezpieczną żywność, niezbędna jest ochrona prawna – odpowiednie przepisy Unii Europejskiej i krajów członkowskich określają wymagania dotyczące jakości zdrowotnej żywności oraz sposób ich egzekwowania i nadzór. Zagrożenia mikrobiologiczne w mięsie i wyrobach mięsnych Jednym z najpoważniejszych problemów w przetwórstwie mięsa są zanieczyszczenia mikrobiologiczne. Mogą one mieć dwojaki charakter: - pierwotny - pochodzący z surowca, - wtórny - powstały w trakcie obróbki technologicznej i przechowywania wyrobu. Bakterie mogą psuć różne rodzaje żywności, ale należy podkreślić, że mięso i jego przetwory są bardzo dobrym podłożem do ich rozwoju. Żaden zakład nie jest w stanie wyprodukować mięsa całkowicie pozbawionego drobnoustrojów, ale powinno się dążyć do tego, aby zanieczyszczenie mikrobiologiczne kształtowało się na jak najniższym poziomie. Podczas pozyskiwania i przetwórstwa mięsa mogą na nim występować zarówno bakterie saprofityczne, jak i chorobotwórcze. Najważniejsze rodzaje drobnoustrojów występujących w produktach zawierających białko i tłuszcze – w świeżym mięsie i wędlinach – podano w tabeli 1. Rozwój mikroflory saprofitycznej w żywności wiąże się z wytwarzaniem metabolitów pogarszających cechy organoleptyczne surowca i gotowego wyrobu (zmiana smaku, zapachu, barwy, pojawienie się śluzu), co sprawia, że wyrób nie jest akceptowany przez konsumenta. Natomiast bakterie chorobotwórcze obecne w żywności powodują (często mimo braku zmian organoleptycznych, co jest szczególnie niebezpieczne) zatrucia pokarmowe typu: intoksykacji - zatrucie pokarmowe toksyną, która została wytworzona w żywności przed jej spożyciem i nie została zniszczona w procesach obróbki termicznej (np. zatrucie jadem kiełbasianym lub enterotoksyną gronkowca); infekcji - zakażenie wywołane spożyciem żywności zawierającej patogeny, które rozwijają się dalej w organach wewnętrznych; toksykoinfekcji - zakażenie spowodowane spożyciem żywych mikroorganizmów, które wytwarzają bądź uwalniają enterotoksyny w przewodzie pokarmowym. W tabeli 2. przedstawiono źródła pochodzenia wybranych bakterii powodujących zatrucia pokarmowe, a także czynniki wywołujące chorobę. Wśród toksyn wytworzonych przez bakterie, będących zagrożeniem dla zdrowia konsumenta w wyniku zainfekowania nimi wyrobów mięsnych, wyróżnia się zarówno egzo- jak i endotoksyny. Egzotoksyny są jadami bakteryjnymi wytwarzanymi i zazwyczaj wydalanymi na zewnątrz przez niektóre bakterie. Związki te mogą wykazywać działanie neuro-, entero- oraz cytotoksyczne. Natomiast endotoksyna to jad bakteryjny zawarty w ciele bakterii i uwalniany po jej rozpadzie, charakteryzujący się słabszym działaniem trującym niż egzotoksyna. Ponadto zagrożeniem dla konsumenta są niektóre mykotoksyny wytworzone przez grzyby strzępkowe z rodzaju Aspergillus, Penicillium i Fusarium. W większości są to egzotoksyny. W tabeli 3. podano najczęściej występujące zakażenia i zagrożenia biologiczne mięsa i jego przetworów z określeniem rodzaju toksyny. Ciągły rozwój patogenów pokarmowych wymusza zmiany procesów produkcyjnych i produktów w celu utrzymania i poprawy mikrobiologicznego bezpieczeństwa żywności. Wysoki poziom higieny w zakładzie zapewnia dobrą jakość mikrobiologiczną mięsa, ale nie w każdym przypadku można uzyskać takie same efekty, co wynika z właściwości mięsa różnych gatunków zwierząt. Bardziej niż mięso wołowe zanieczyszczona jest wieprzowina, ponieważ następuje w niej szybszy rozpad glikogenu i glukozy. Natomiast jeszcze bardziej niż mięso wieprzowe zanieczyszczone jest mięso drobiu. Przetwarzanie mięsa (rozbiór, wykrawanie, rozdrabnianie, przyprawianie, mieszanie) wiąże się ze zwiększeniem koncentracji drobnoustrojów, ale przestrzegając zasad higieny, można znacznie ograniczyć szybkość ich namnażania. Wprowadzenie i funkcjonowanie w zakładach zasad GHP, GMP i systemu HACCP, dzięki istnieniu wymaganych procedur i instrukcji, ułatwia zachowanie właściwej higieny. Dodatki do żywności i zagrożenia chemiczne w mięsie i wyrobach mięsnych Wiele obaw u konsumentów wzbudza stosowanie w przetwórstwie żywności substancji dodatkowych. Jest ono jednak powszechne ze względu na ogrom korzyści z tym związanych. Dlatego należy wyjaśnić, że ze względu na bezpieczeństwo żywności, w tym mięsa i wyrobów mięsnych, stosowanie dodatków uregulowane jest odpowiednimi przepisami i podlega ścisłym ograniczeniom. Bezpieczeństwo substancji dodatkowych dopuszczonych do stosowania w żywności jest systematycznie oceniane z uwzględnieniem najnowszych wyników badań i nowych opinii. Badaniem substancji dodatkowych do żywności i dopuszczeniem ich do obrotu zajmują się międzynarodowe wyspecjalizowane instytucje: Komitet Ekspertów FAO/ WHO ds. Dodatków do Żywności (Joint FAO/WHO Expert Committee on Food Additives – JECF) oraz Europejski Urząd ds. Bezpieczeństwa Żywności (European Food Safety Authority – EFSA). Pozytywną ocenę bezpieczeństwa uzyskują jedynie te substancje, które zostały poddane wszechstronnym badaniom toksykologicznym, których wyniki nie budzą zastrzeżeń. Na ich podstawie ustala się dla substancji tzw. akceptowane (dopuszczalne) dzienne pobranie (Acceptable Daily Intake – ADI), czyli ilość danej substancji wyrażoną w mg/kg masy ciała człowieka na dzień, którą może on dziennie pobierać ze wszystkich źródeł przez całe życie bez szkody dla organizmu. ADI jest wyznaczane, po zastosowaniu odpowiednich współczynników bezpieczeństwa, na podstawie poziomu NOEL (Non-Observed-Effect Level), czyli takiej dawki substancji ustalonej na podstawie badań toksykologicznych, która nie wywołuje żadnego obserwowanego skutku. Wyliczone wartości ADI służą do oceny ryzyka związanego z pobraniem substancji szkodliwych z żywności przez konsumenta, do ustalenia maksymalnych dopuszczalnych stężeń zanieczyszczeń (m.in. pozostałości pestycydów, leków weterynaryjnych), jak i maksymalnych dawek substancji celowo dodawanych do żywności. Ze względu na poziom ADI wyszczególniono substancje dodatkowe o limitowanym i nielimitowanym dziennym spożyciu. Jeżeli pobranie substancji dodatkowych w ciągu życia może być czynnikiem ryzyka zagrożenia zdrowia, ich stosowanie wymaga limitowania, a maksymalne dopuszczalne poziomy zawarte są w odpowiednich przepisach. Natomiast w przypadkach niewymagających limitowania substancje dodatkowe stosuje się zgodnie z zasadą quantum satis – w dawce najmniejszej, niezbędnej do osiągnięcia zamierzonego efektu technologicznego, przy zastosowaniu zasad dobrej praktyki produkcyjnej. W przetwórstwie mięsa wykorzystywany jest cały szereg substancji dodatkowych: barwniki, substancje konserwujące, regulatory kwasowości, substancje przeciwutleniające, stabilizatory i emulgatory, substancje wzmacniające smak i zapach, a także zagęszczające i żelujące. W tabeli 4. przedstawiono przykładowe dopuszczone dodatki do żywności i warunki ich stosowania w mięsie przetworzonym niepoddanym, jak i poddanym obróbce cieplnej. Poza substancjami celowo dodawanymi do żywności w procesach jej przetwarzania, w mięsie i wyrobach mięsnych można także stwierdzić obecność związków niepożądanych, kumulujących się w tkankach jeszcze za życia zwierzęcia. Należą do nich m.in. pestycydy trafiające do tkanek zwierzęcych przez przewód pokarmowy. Ich metabolity wykazują na organizm człowieka działanie muta- i teratogenne. Mięso i produkty z niego wyprodukowane mogą być również zanieczyszczone polichlorowanymi bifenylami PCB (Polychlorinated Biphenyls) - w mięsie zwierząt stwierdza się ich ilość nawet na poziomie 2000 µg/kg. Są to syntetyczne zanieczyszczenia pochodzenia przemysłowego, wykazujące duży potencjał w zakresie kumulowania się w organizmach zwierząt. Zagrożeniem dla konsumentów wędzonych wyrobów mięsnych może być wiele substancji, m.in. wielopierścieniowe węglowodory aromatyczne WWA (Polycyclic Aromatic Hydrocarbons - PAHs). Wyniki badań Międzynarodowej Agencji Badań nad Rakiem potwierdzają właściwości kancero-, terato- oraz mutagenne wielu z nich. Szereg związków należących do tej grupy wykazuje również właściwości geno- i embriotoksyczne. Obecnie dzięki lepszej kontroli parametrów procesu, osiągnięcie wymaganego prawem bezpieczeństwa zdrowotnego wyrobów wędzonych przestaje być problemem. Główna odpowiedzialność za bezpieczeństwo zdrowotne wyrobów mięsnych spoczywa na ich producentach. Powinni oni ściśle przestrzegać zasad higieny w całym cyklu produkcyjnym, a także stosować zasadę dobrej praktyki produkcyjnej wynikającą ze stosowanych systemów zarządzania jakością. Systemy te powinny również stwarzać warunki do eliminowania ryzyka nadmiernego zanieczyszczenia wyrobów mięsnych szkodliwymi dla zdrowia substancjami. Biorąc pod uwagę wiele czynników potencjalnie niebezpiecznych dla zdrowia, produkcję żywności należy prowadzić w ściśle określonych warunkach. Obecnie jest to w dużej mierze proces transgraniczny, dlatego polityka Unii Europejskiej (oraz krajów członkowskich) w sprawie bezpieczeństwa żywności opiera się na ochronie zdrowia w całym łańcuchu rolno-spożywczym i obejmuje wiele decyzji i rozporządzeń. Ogromną rolę w profilaktyce zatruć wywołanych spożyciem substancji toksycznych odgrywa również edukacja. Wielu niepożądanym wydarzeniom można zapobiec poprzez informowanie o zagrożeniach związanych z nieprawidłowym przechowywaniem lub przyrządzaniem produktów spożywczych, zwłaszcza mięsa i przetworów mięsnych. Wskazówki WHO dotyczące m.in. metod etykietowania i oznaczania pożywienia, kontroli jakości, a także świadomego wybierania produktów wysokiej jakości, kierowane są zarówno do konsumentów, jak i prawodawców oraz producentów i dystrybutorów produktów spożywczych. Autor: dr inż. Magdalena Kuchlewska

-
Usunąłem 4 szt. Proszę zastanowić się i dokonywać jednorazowych zapisów, gdyż w przeciwnym razie zaczyna robić się bałagan.
-
Pozostały jeszcze tylko dwa dni do zamknięcia listy zapisów na kalendarze WB 2022. Lista chętnych na kalendarz WB na rok 2022: 1. Maxell 2. Maxell 3. Maxell 4. Maxell 5. witt 6. witt 7. bilu72 8. bilu72 9. bilu72 10. bilu72 11. EAnna 12. EAnna 13. EAnna 14. EAnna 15. Jojo 16. Jojo 17. Jojo 18. karolszymczak 19. karolszymczak 20. karolszymczak 21. karolszymczak 22. chudziak 23. chudziak 24. L.Przemek 25. Tomasz_65 26. Tomasz_65 27. viva 28. Zofintal 29. Zofintal 30. ryszpak 31. ryszpak 32. ryszpak 33. ryszpak 34. dadys 35. dadys 36. dadys 37. paweljack 38. paweljack 39. paweljack 40. frapio 41. lobo 42. wiesiorek 43. wiesiorek 44. wiesiorek 45. wiesiorek 46. wiesiorek 47. gontek 48. gontek 49. naginajka 50. tompi 51. tompi 52. tompi 53. Bagno 54. Bagno 55. Bagno 56. Zico 57. Zico 58. Zico 59. Wiejas 60. Wiejas 61. Wiejas 62. Pontiak 63. Pontiak 64. Pontiak 65. JaGra 66. Grzechu 1 67. Grzechu 1 68. Twonk 69. Twonk 70. Twonk 71. kotunia 72. kotunia 73. Wilq1x 74. Wilq1x 75. janusz_P 76. ludwik130 77. ludwik130 78. marcinzet 79. arkawroc 80. Yerba 81. hahar 82. maria s 83. Pools 84. Pools 85. anerka 86. gruby7074 87. baca 88. misiek.b 89. misiek.b 90. Todek 91. JacekC 92. JacekC 93. JacekC 94. JacekC 95. JacekC 96. Szym-on 97. Szym-on 98. Szym-on 99. eland 100. Maciej.Z 101. Maciej.Z 102. kaszubka33 103. kaszubka33 104. Pepuś 105. Pepuś 106. chaber 107. CPN 108. CPN 109. CPN 110. Wirus 111. Wirus 112. mariusz_e 113. mariusz_e 114. jędrek12 115. jędrek12 116. ziezielony 117. ziezielony 118. ziezielony 119. ziezielony 120. Wujaszek Tom 121. Wujaszek Tom 122. Wujaszek Tom 123. Wujaszek Tom 124. Wujaszek Tom 125. 126. 127. 128. 129. śniegol 130. Radek 131. Radek 132. Radek 133. Radek 134. Andrzej132 135. Bossky 136. lysy100 137. lysy100 138. Bandit 139. waldero 140. waldero 141. waldero 142. Kalinosiu 143. Kalinosiu 144. Kalinosiu 145. robix 146. robix 147. Aron2 148. Aron2 149. Aron2 150. Aron2 151. Aron2 152. Michcik 153. Michcik 154. Michcik 155. Michcik 156. Franko 157. Franko 158. Straszny 159. Straszny 160. Straszny 161. tato 162. tato 163. tato 164. tato 165. tato 166. tato 167. tato 168. tato 169. tato 170. tato 171. tato 172. tato 173. hahar 173. Franko + 1 174. baca + 1 175. baca + 1 176. Michcik + 1 177. Michcik + 1 178. marek80 179. marek80 180. marek80 181. Marzena80 182. Marzena80 183. tompi + 1 184. nestor 185. nestor 186. Zofintal + 1 187. vtec 188. vtec 189. vtec Podajemy nick z forum oraz liczbę kalendarzy. Proszę nie uzupełniać listy - będę to robił sam, co pozwoli na uporządkowane jej prowadzenie.
-
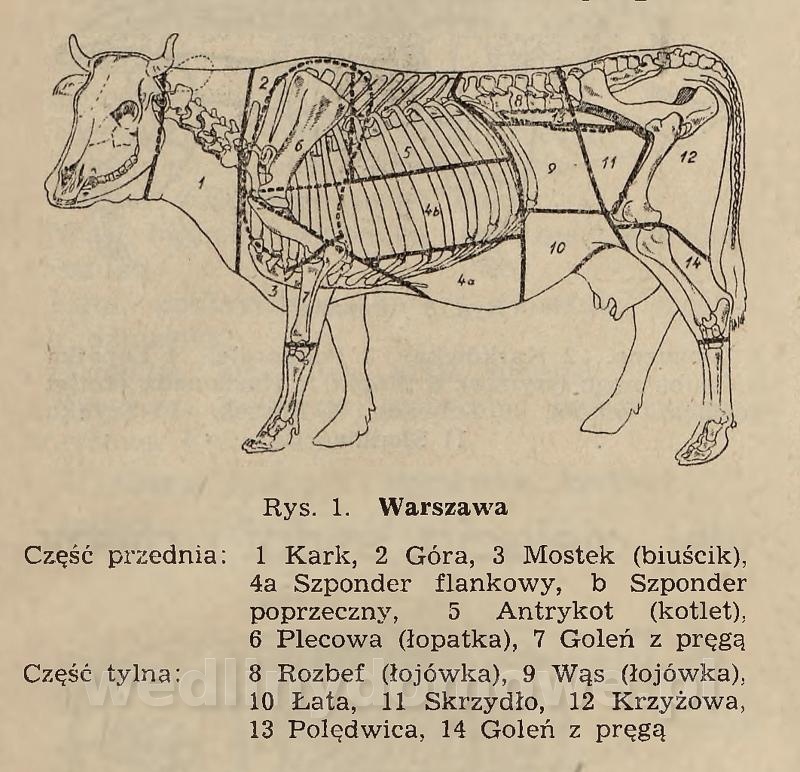
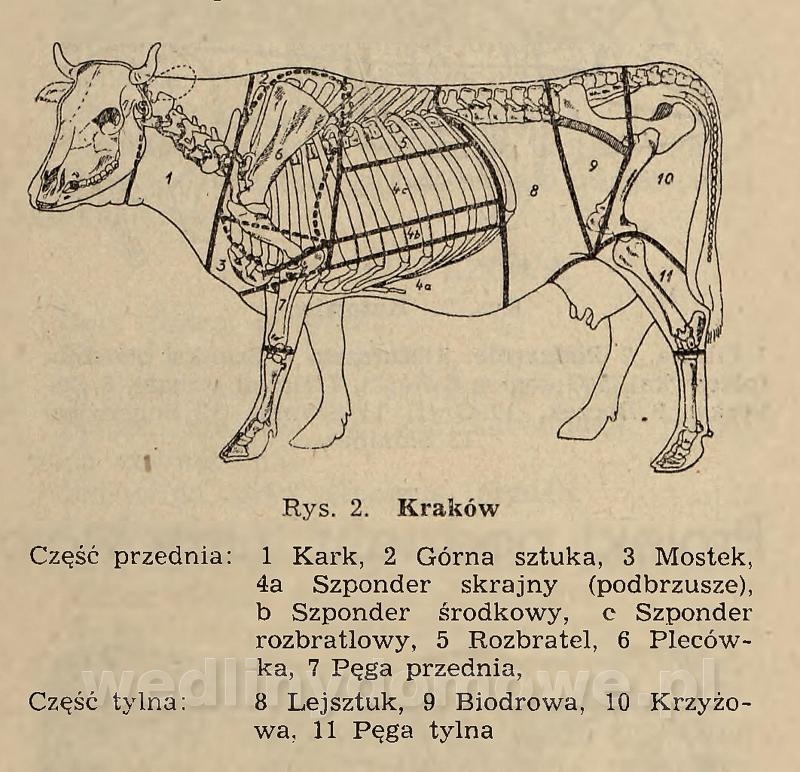
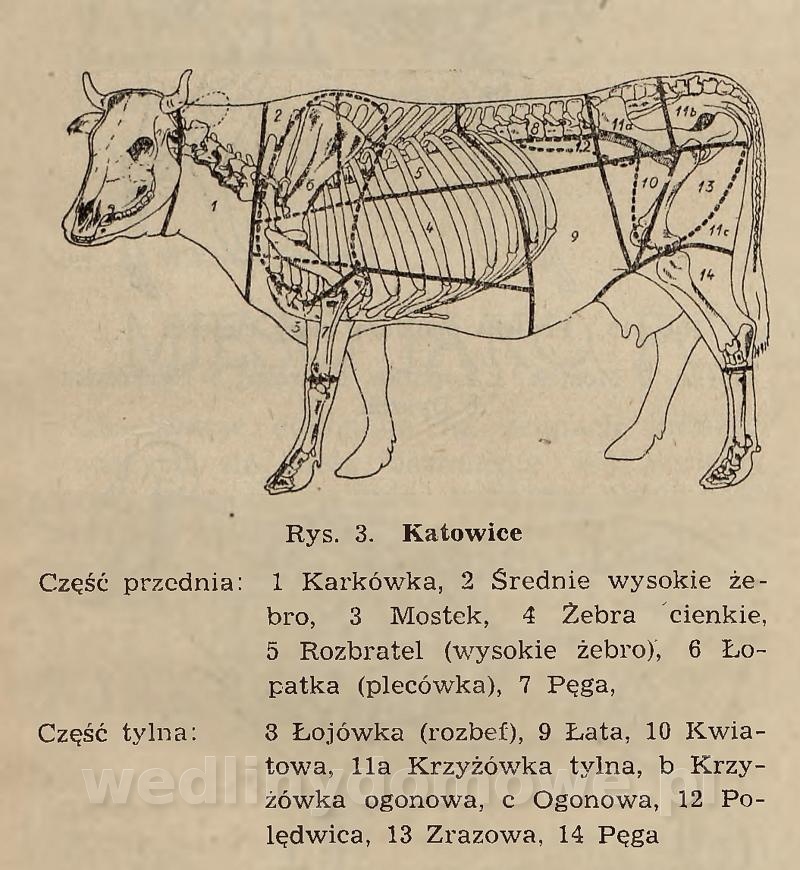
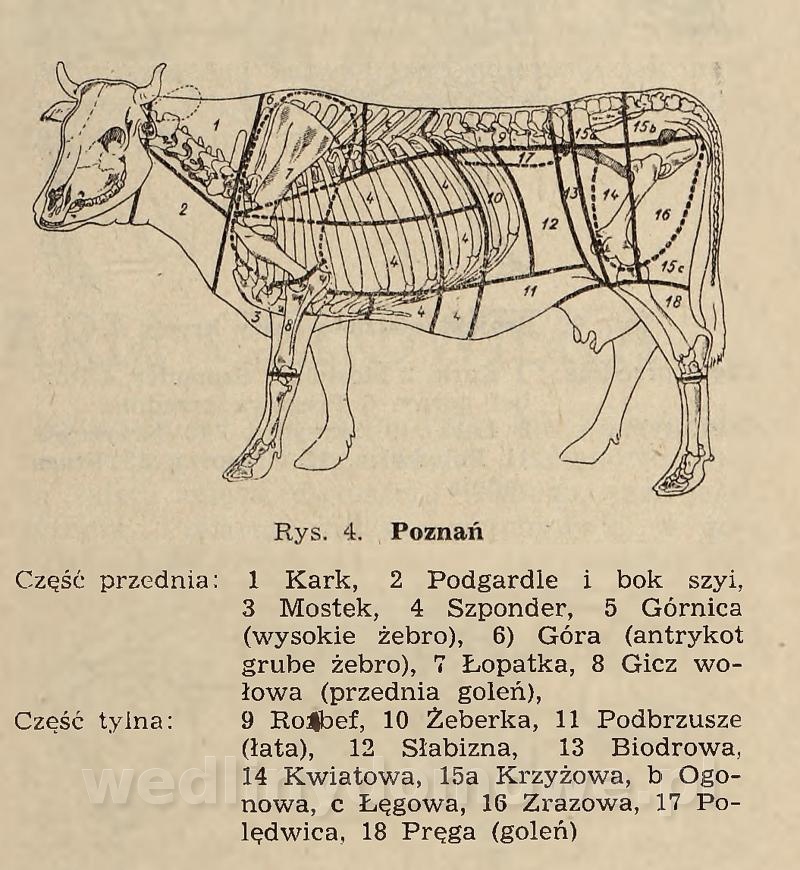
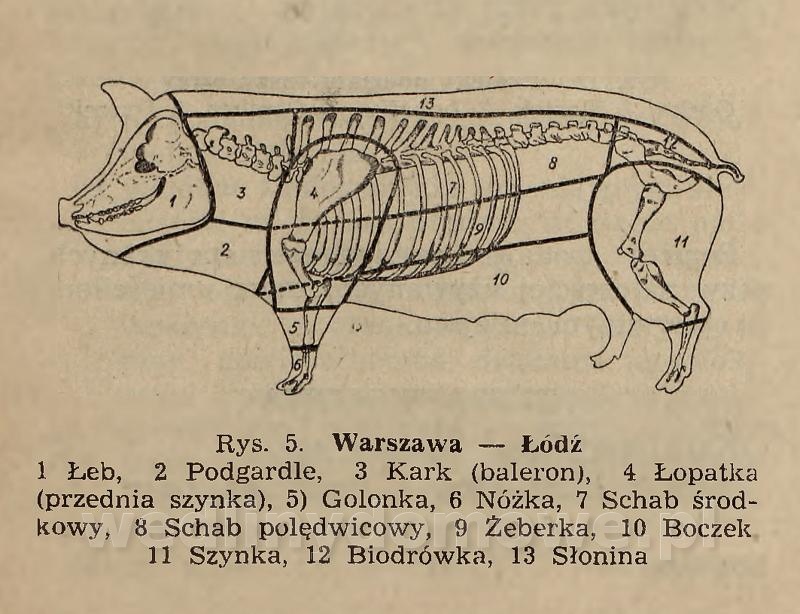
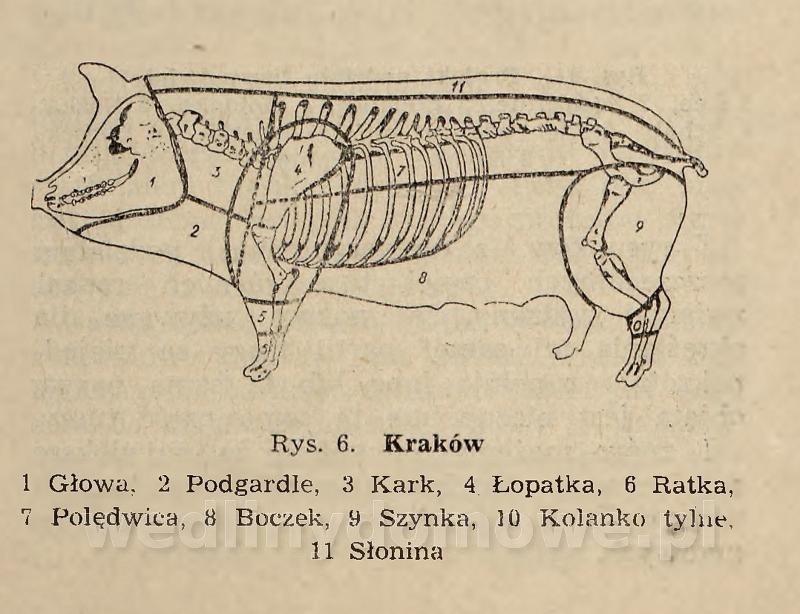
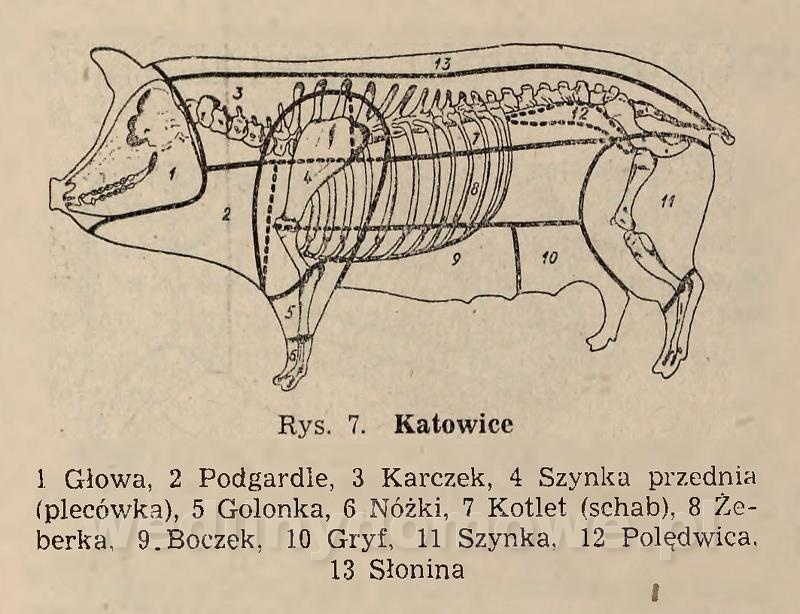
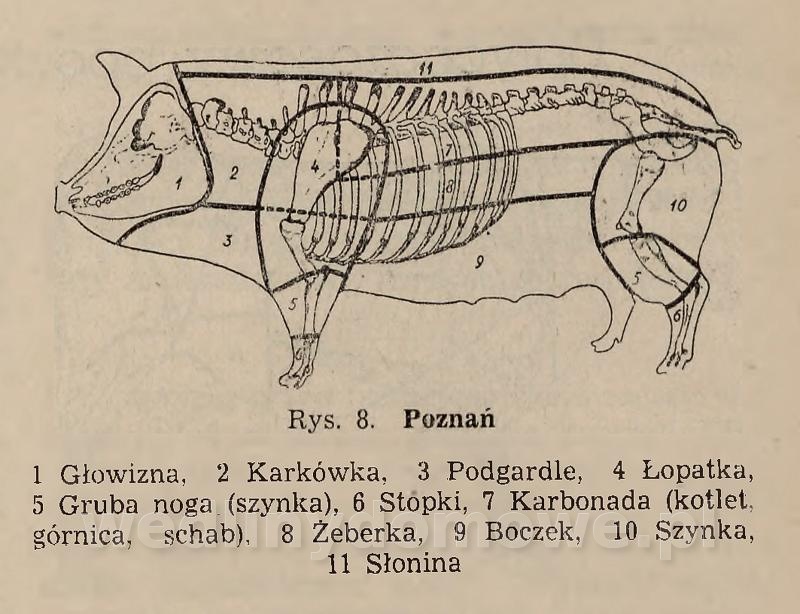
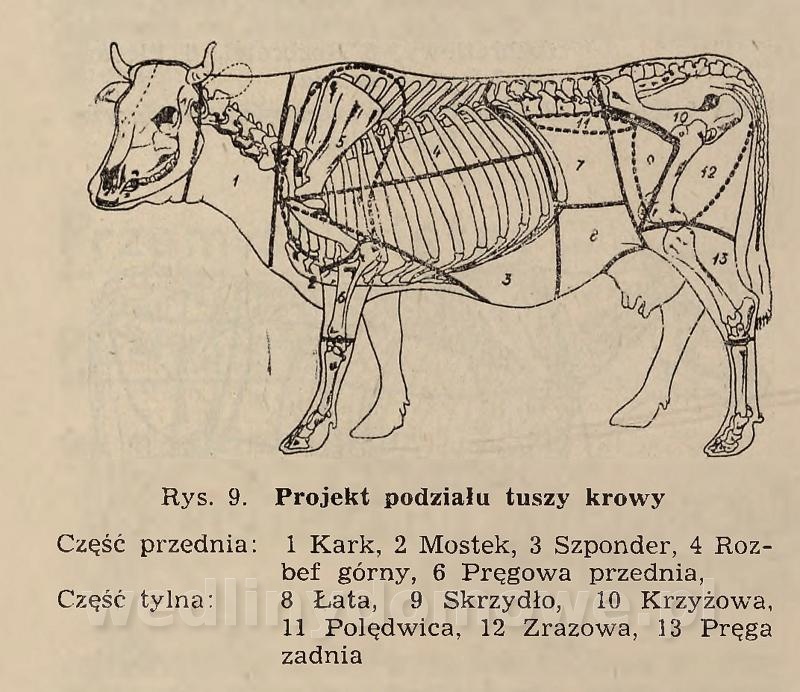
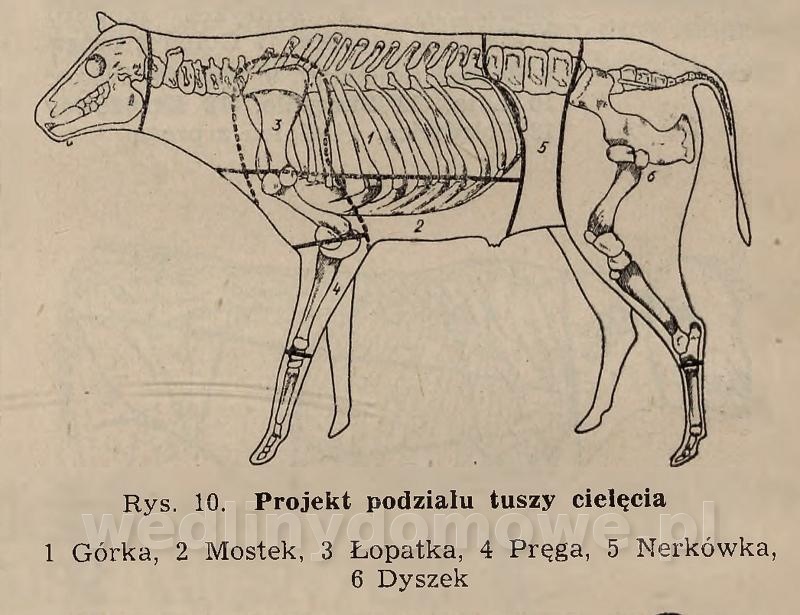
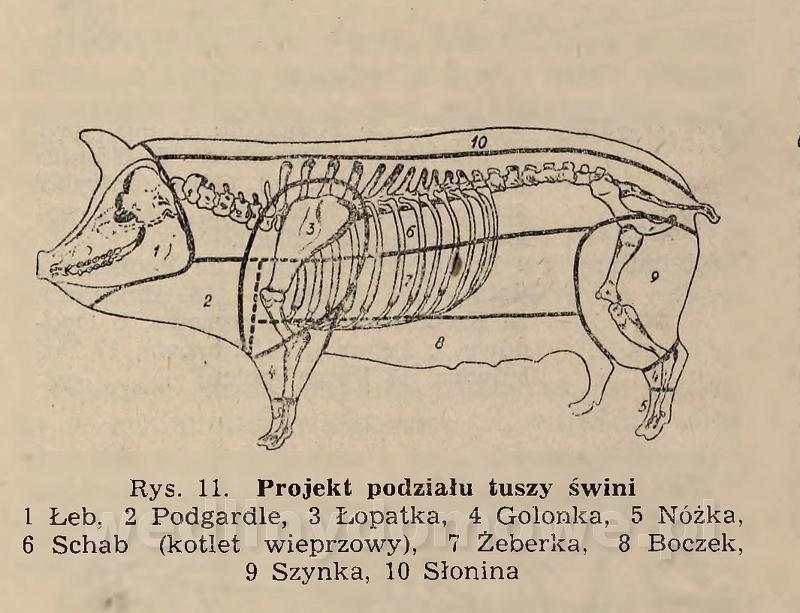
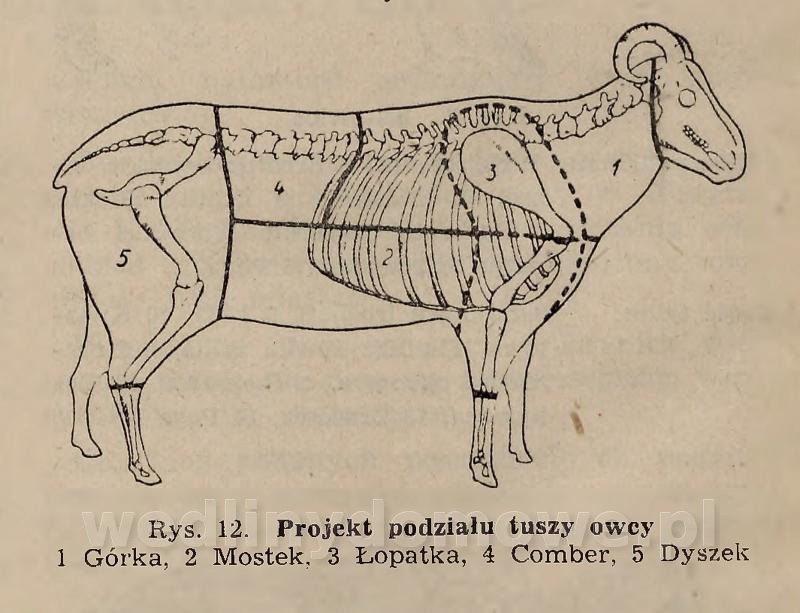
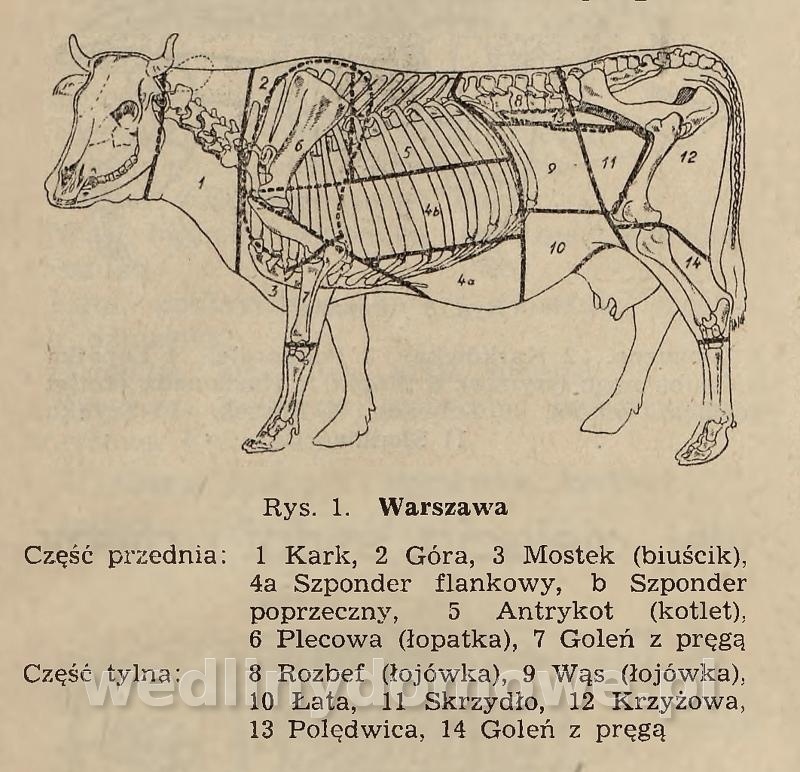
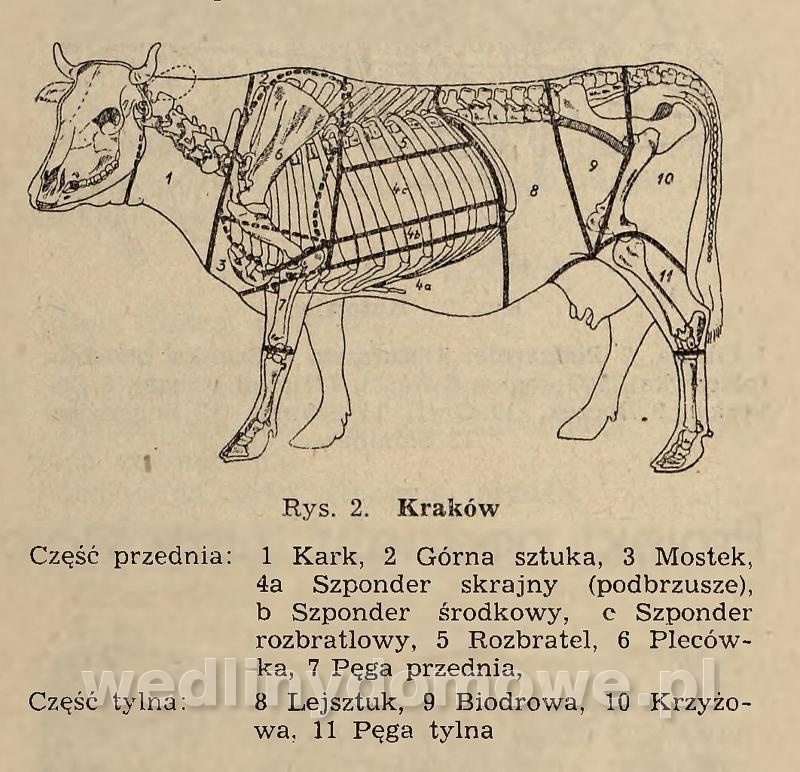
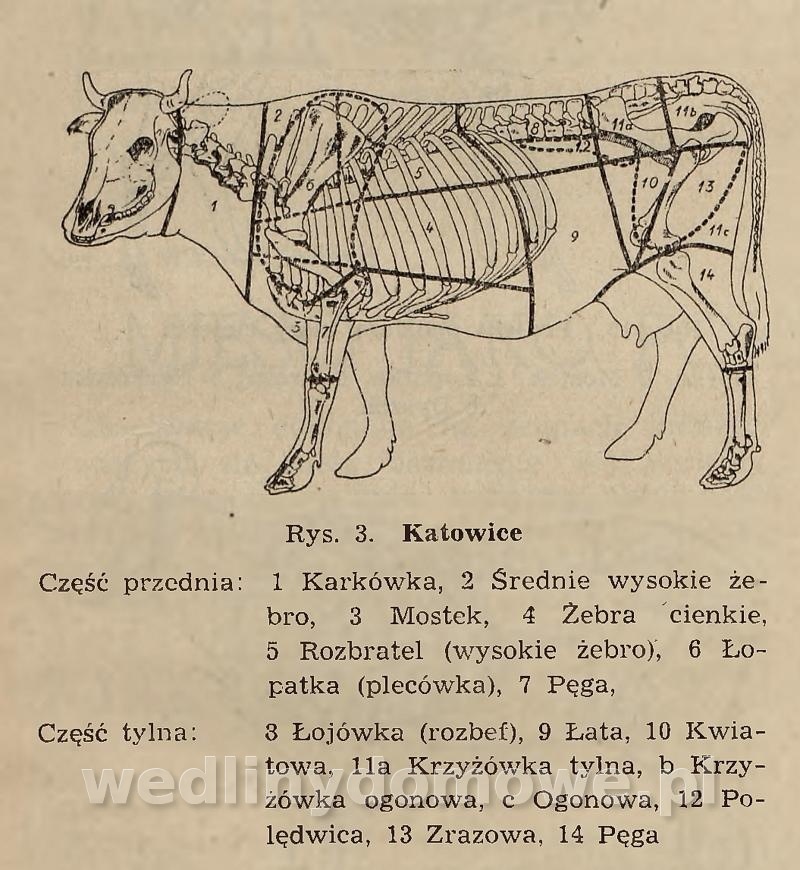
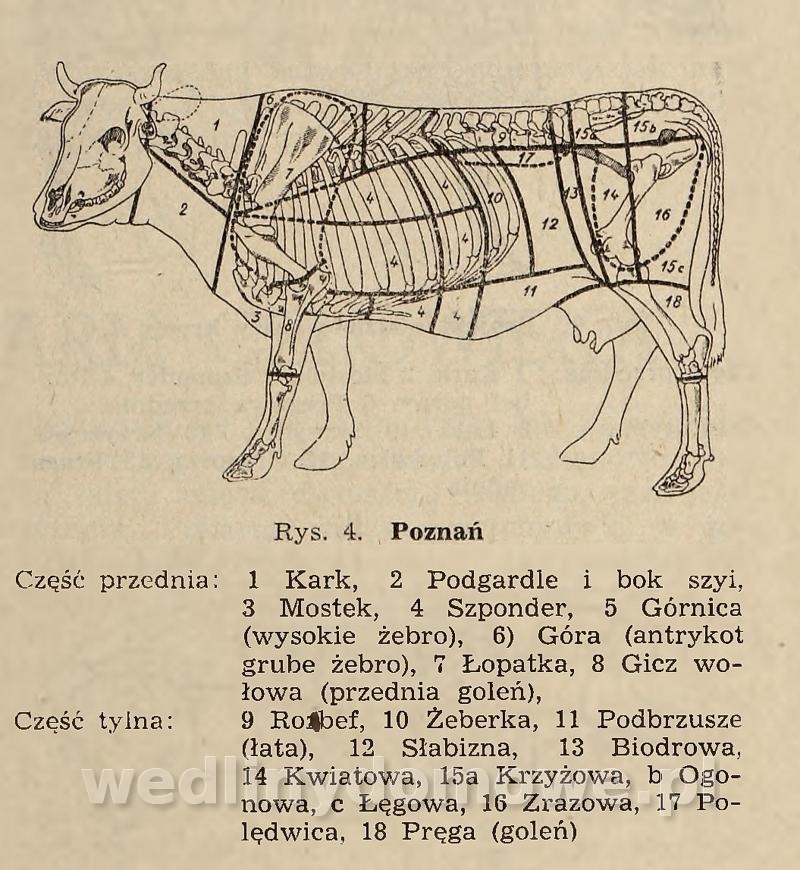
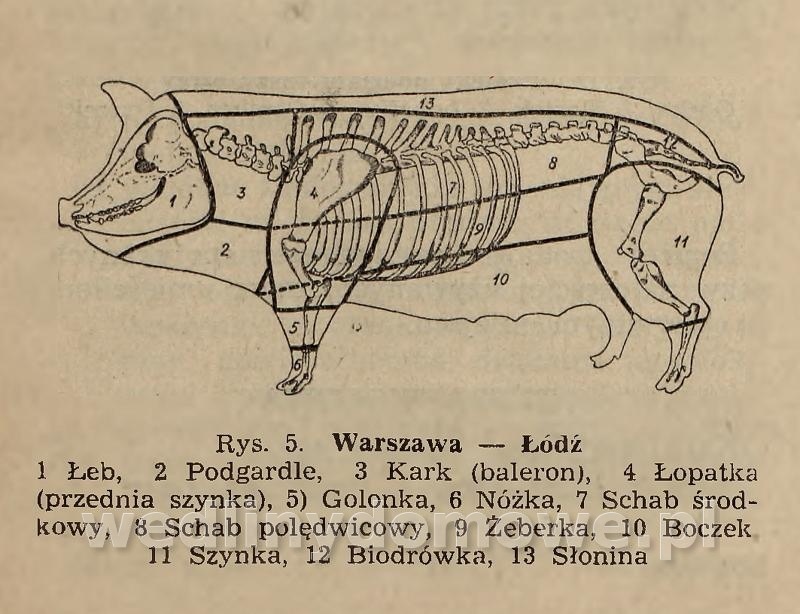
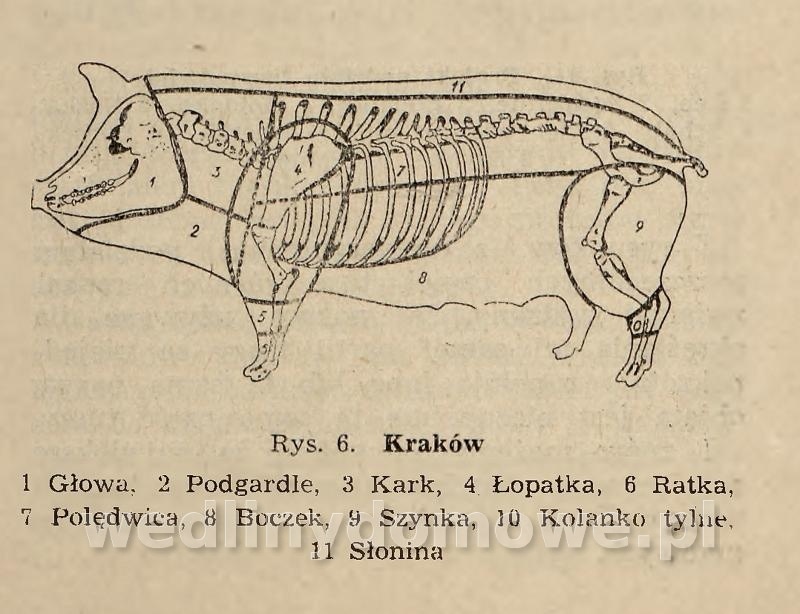
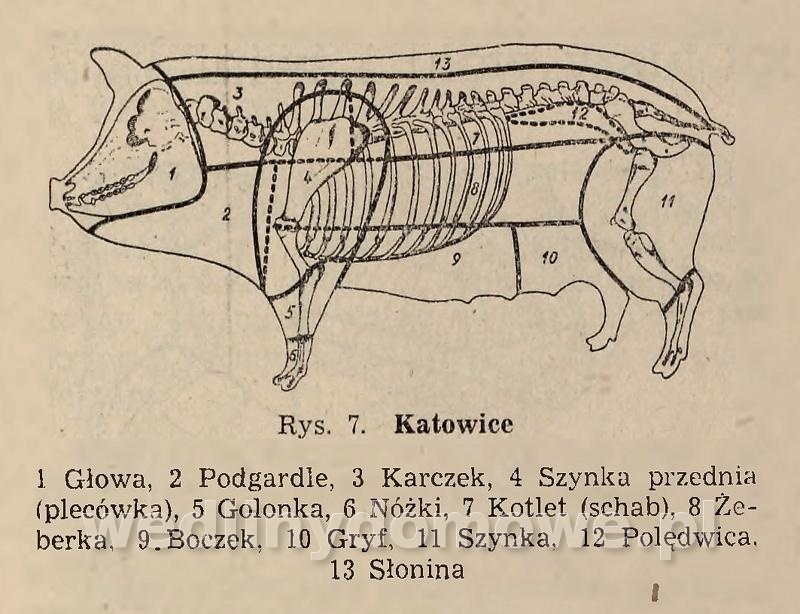
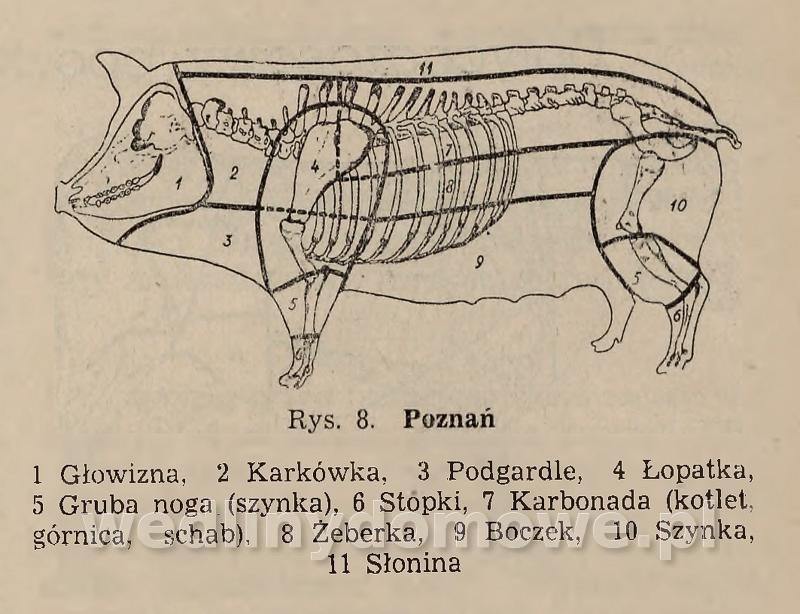
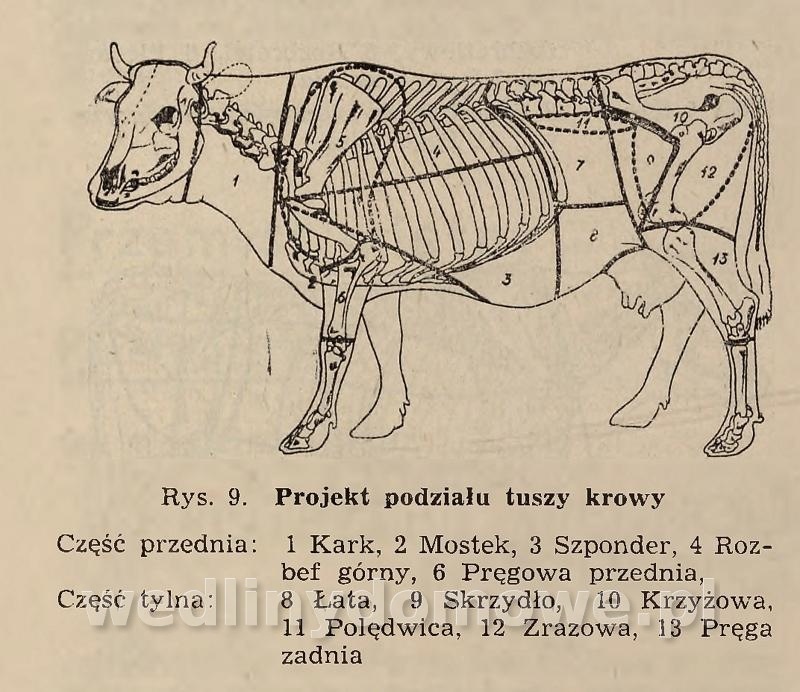
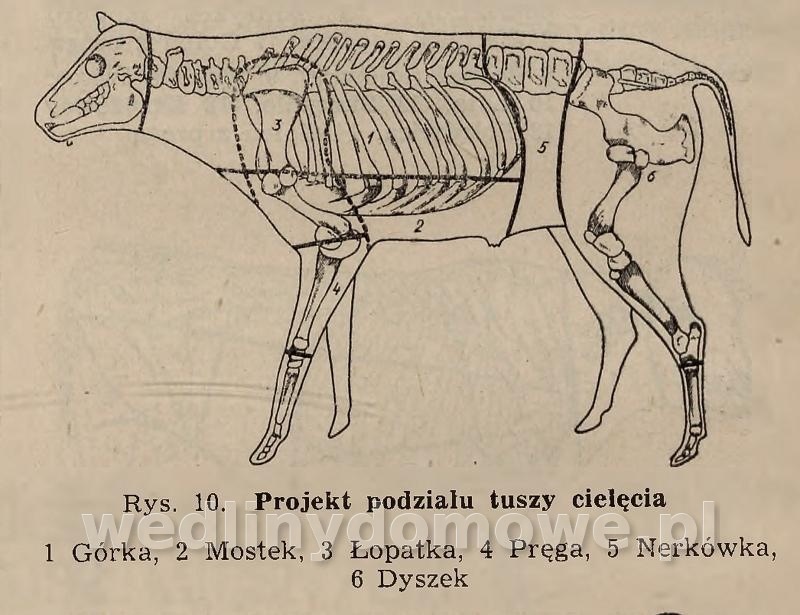
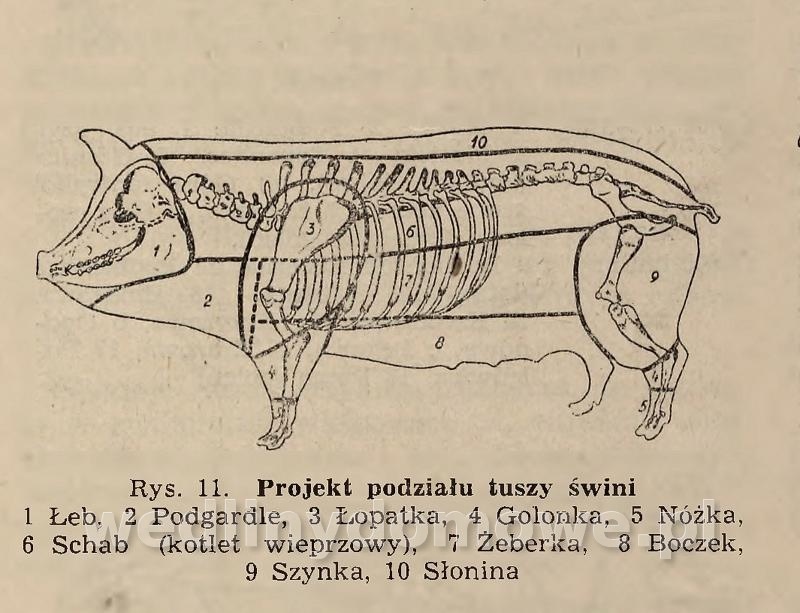
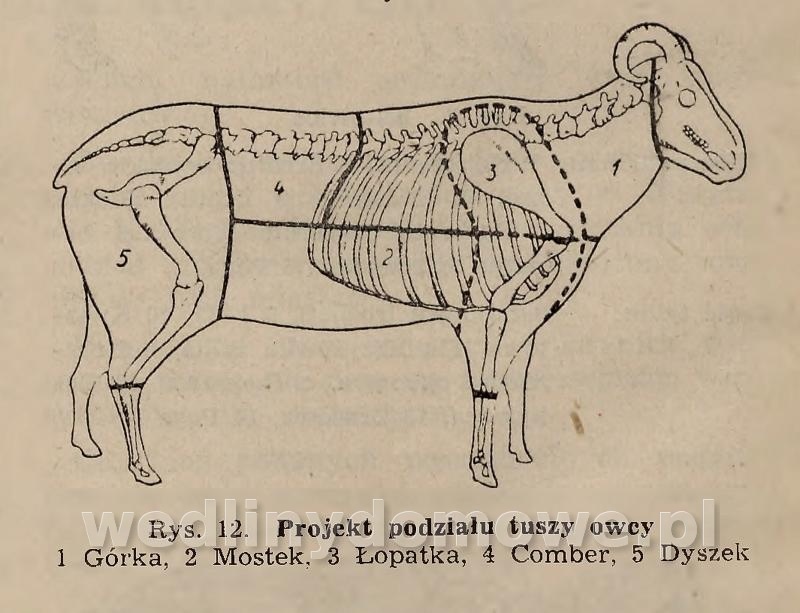
O POTRZEBIE UJEDNOLICENIA NOMENKLATURY I PODZIAŁU TUSZ MIĘSNYCH Nawiązując do artykułu inż. Mullera w „Gospodarce Mięsnej“ Nr 3 — 4, 1950, (/topic/18677-rok-1950-pocz%C4%85tki-reform-normalizacyjnych-w-gospodarce-mi%C4%99snej/) pragnę przedstawić różne nazwy stosowane dla części tusz zwierzęcych w zależności od dzielnicy kraju . Na sposobach rozbioru tusz zwierzęcych i na używanych nazwach określających poszczególne ich części, widać wyraźnie wpływ zaborców. Słusznie autor artykułu zaznacza, że nazwy te w znakomitej większości są zupełnie obce słownictwu polskiemu i jest rzeczą godną pożałowania, że nic nie zostało zrobione celem zmienienia istniejącego stanu rzeczy i wprowadzenia nazw polskich. Pewne próby ujednolicenia podziału i rozbioru tuszy były robione przed wojną i nawet podział tuszy wołowej został przez Polski Komitet Normalizacyjny uchwalony jako obowiązujący. W 1947 r. były również przeprowadzone próby przez Ogólnopolski Komitet Rzemiosła Rzeźniczo-Wędliniarskiego na którego zjeździe ujednolicono nazwy, ale w oparciu o nazwy istniejące, a więc przeważnie obce. Spośród wszystkich tusz największe różnice przy ich podziale, zachodzą przy tuszy wołowej, natomiast najmniejsze przy tuszy wieprzowej. Dla lepszej orientacji podaję na rysunkach podział tuszy wołowej stosowany w Warszawie, Krakowie, Katowicach i w Poznaniu oraz podział tuszy wieprzowej przeprowadzony również w tych miastach. W podziale tuszy cielęcych i baranich większych różnic nie daje się zaobserwować, więc rysunków nie umieszczam. Omawiać podanych poszczególnych podziałów nie będę, ponieważ czytelnik sam zorientuje się w różnicach przez porównanie rysunków. Jednocześnie podaję podziały tuszy wołowej, cielęcej, baraniej i wieprzowej wg projektu wysuniętego przez wyżej wspomniany zjazd Cechów Rzeźniczych-Wędliniarskich, który to projekt miał być przez Ministerstwo Przemysłu i Handlu, wprowadzony w życie, jako obowiązujący na terenie całego kraju. Tak jak podział tusz nie jest ujednolicony, tak samo i nazwy używane do określenia poszczególnych części tuszy są różne w zależności od miejscowych zwyczajów, przyzwyczajeń i naleciałości językowych. Dotychczasowy podział tuszy wołu i świni Projekt podziału tuszy wołowej, cielęcia, świni i owcy Z rysunków z uwidocznionym podziałem poszczególnych części tusz różnych rodzai zwierząt widzimy, że nazwy używane dla określenia tej samej partii tuszy są niejednokrotnie zupełnie inne lub tą samą nazwą objęta jest niezupełnie ta sama część tuszy. I znów możemy zauważyć, że największe różnice w nazwach występują przy tuszach wołowych, a najmniejsze przy tuszach wieprzowych. Poniżej podaję zestawienie spotykanych nazw najczęściej używanych, które umieściłem na pierwszym miejscu. TUSZA WOŁOWA Kark, karkówka, karczek, szyja. Mostek, biust, biuścik, grudzizna, brust. Góra, antrykot, grube żebro, górnica, rozbratel gruby. Rozbef górny, półżebro, górna sztuka. Antrykot, górnica, wysokie żebro, rozbratel, cienki, kotlet, pasek. Szponder, żebra cienkie, usztyk, żeberka, poprzeczka. Plecowa, plecówka, łopatka, plecko. Pręga, giez, goleń, pręga, kolano. Rozbef właściwy, rozbef dolny. Wąs, łojówka właściwa, słabizna, legawka, koszulka. Łata, podbrzuszna, chwyt, lejsztuk, szponder dziurawy. Skrzydło, kwiatowa, biała pieczeń. Krzyżowa pierwsza, krzyżowa befsztykowa, krzyżowa kwiatowa. Krzyżowa ogonowa, ogonówka, krajówka. Zrazowa, pieczeń, zrazówka. TUSZA CIELĘCA Kark, karkówka, szyjka. Górka, kotlet, karmonadel. Nerkówka, forszlak. Łopatka, plecówka. Mostek, mleczko. Dyszek, kulka, ćwiartka, udo, kitka. Pręga, gicz, pęga, golonko, łydki, kolanko. TUSZA BARANIA Kark, karkówka, karczek, szyja. Górka, kotlet, rozbratel, kotletówka. Łopatka, plecówka, dyszek przedni. Mostek, biuścik, pierś, piersiówka. Comber, forszlak, nerkówka, kotletówka. Dyszek, ćwiartka, zadnia część, udziec, udo, kulka, kitka. TUSZA WIEPRZOWA Łeb. głowa, głowizna. Kark, baleron, karkówka, karczek. Łopatka, plecówka, szynka przednia. Schab, kotlety, górnica, karbonada, polędwica zewnętrzna. Pachwina, gryf, słabizna, brzuch. Biodrówka, wilk. Golonka, gruba noga, kolanko, goloneczka. Nóżki, stopki, radki, nogi, raciczki. Wykaz ten oczywiście nie obejmuje wszystkich używanych nazw i zapewne w mniejszym użyciu są również jeszcze inne nazwy. Poruszone zagadnienie ma duże znaczenie praktyczne i winno zainteresować właściwe władze i przedsiębiorstwa. Szczególnie rozpracowaniem tego zagadnienia w czasie jak najszybszym winien zająć się Polski Komitet Normalizacyjny. Autor: inż. W. Światłowski Na potrzeby portalu wedlinydomowe.pl opracował Maxell
-
[Rok 1950] Początki reform normalizacyjnych w gospodarce mięsnej.
Maxell opublikował(a) temat w Polska tradycja masarska
Bardzo ważny artykuł, rozpoczynający właściwie powojenną normalizację w przemyśle mięsnym. W SPRAWIE REFORMY NAZW W GOSPODARCE MIĘSNEJ W zakresie nazw towarów, narzędzi i czynności produkcyjnych we wszystkich prawie przemysłach dostaliśmy po zaborcach smutny spadek w postaci różnych nazw, innych dla każdej dzielnicy. W okresie międzywojennym zaczął w Polsce działać Komitet Normalizacyjny, którego zadaniem było ustalenie wspólnych nazw dla całego Państwa oraz polonizowanie nazw pochodzenia obcego. Prace Komitetu szły dość opornie. Na drobne rzemiosła nie było żadnego wpływu i jego kontakt z Komitetem Normalizacyjnym był żaden. Wielki przemysł przeważnie znajdujący się w rękach obcego kapitału nie interesował się tym problemem, a szkolnictwo zawodowe na ogół lekceważone w Polsce przedwojennej, nie miało wpływu na to zagadnienie. W tej sytuacji Komitet Normalizacyjny mógł oddziaływać jedynie przez prasę fachową, która jak wiemy była w przedwojennej Polsce mało czytana. Stan ten pogorszył się jeszcze przez okres okupacji i to co nawet zostało zapoczątkowane, zapomniano i zaniechano w użyciu. W gospodarce mięsnej stan jest nawet gorszy może niż w innych rzemiosłach. Rzemiosło masarsko-wędliniarskie, rzeźnictwo, handel żywcem był w rękach ludzi, którzy stanowili dość odizolowany od społeczeństwa klan, którego zwyczaje i cała wiedza praktyczna przechodziła dziedzicznie z ojca na syna. Wyłom stanowiło bekoniarstwo i konserwiarstwo, młode prężne przemysły, gdzie pracował już nowy narybek i ludzie z przygotowaniem naukowym. Rzemiosło wędliniarsko-masarskie i rzeźnicze, gdzie panowały jeszcze formy średniowieczne nie interesowało się zupełnie takimi zagadnieniami, jak polonizowanie nazw czy ich unormowanie w skali państwowej. Nic więc dziwnego, że w tym okresie nic się nie zmieniło na lepsze w gospodarce mięsnej. Podobnie jak i w innych rzemiosłach tak i w przemyśle mięsnym możemy zagadnienie to rozdzielić na 3 grupy: 1) spolonizowanie nazw obcego pochodzenia, 2) ustalenie wspólnych nazw dla całej Polski, 3) ustalenie jednakowych norm produkcyjnych dla całej Polski. Istnieje bardzo dużo nazw zwłaszcza niemieckiego pochodzenia, które należy zastąpić polskimi. Począwszy od „treibera”, który przegania żywiec, a kończąc na sklepie, gdzie „gewichtami” odważa się już gotowy produkt dla klienta — przez cały proces produkcyjny wędlin i mięsa — spotykamy się z różnymi obcymi nazwami. Będą to różne floki, szlamulce, kutry, miszmaszyny, laderki, sztangle, kastry, setlingi, trynkale, forszlaki, szpondry, brusty, lejsztuki itd. W zakresie nazw, które zostały po byłych 3-ch zaborach, panuje również duży chaos. Dotyczy to zwłaszcza nazw przy podziale mięsa. Nazwy są wprawdzie polskie, ale różne dla każdej dzielnicy. Tak np. przy podziale mięsa wołowego, łopatka nazywana jest plecową, plecówką lub pleckiem. Mostek nazywają brustem lub grudzizną. Rozbratel gruby albo półziobro ma jeszcze inne nazwy, jak rostbef górny, góra, górnica lub górna sztuka. Prawie bez wyjątku wszystkie liczne części przy podziale detalicznym mięsa posiadają różne dzielnicowe nazwy. Jeżeli chodzi o podział tusz mięsnych, zwłaszcza wołowych, jest on nadal inny dla każdej dzielnicy. Inaczej wygląda ten podział w Małopolsce, a inaczej w centralnych województwach. Dotyczy to zwłaszcza tzw. łojowej i krzyżowej. Również podział na kategorie jest różny tak np. łopatka w Małopolsce, uważana jest za mięso kategorii I, zaś w pozostałych dzielnicach za kategorię II. Ujednostajnienie nazw i produkcji ułatwi nam nie tylko szkolenie, ale wydawanie wszelkich instrukcji, recept produkcyjnych, norm przetwórczych itd. Wyobrażam to sobie w ten sposób, że zainteresowane instytucje t j. Centrala Mięsna i Centralny Zarząd Przemysłu Mięsnego wyłonią Wojewódzkie Komitety Normalizacyjne, które opracują projekt zmian i prześlą do Komitetu Centralnego w Warszawie. Ustalenie jednolitego wyrębu i podziału mięsa jest nieco trudniejsze i musiało by być ustalone w ścisłym porozumieniu z fachowcami dzielnicowymi. Autor: inż. W. Műller -
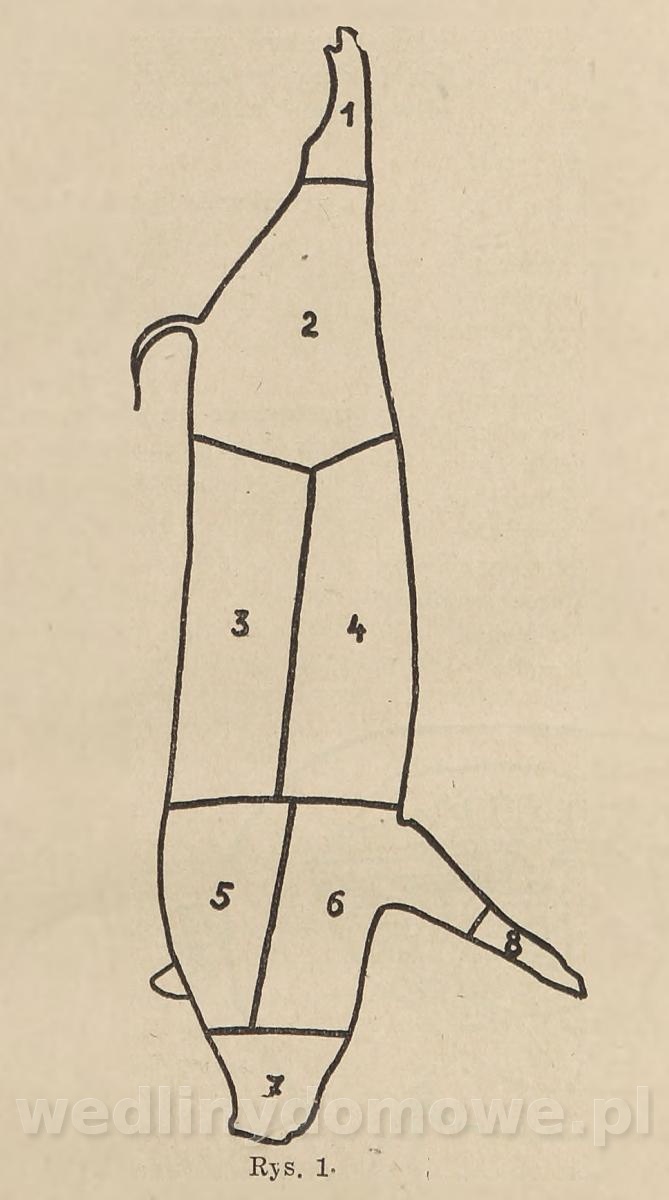
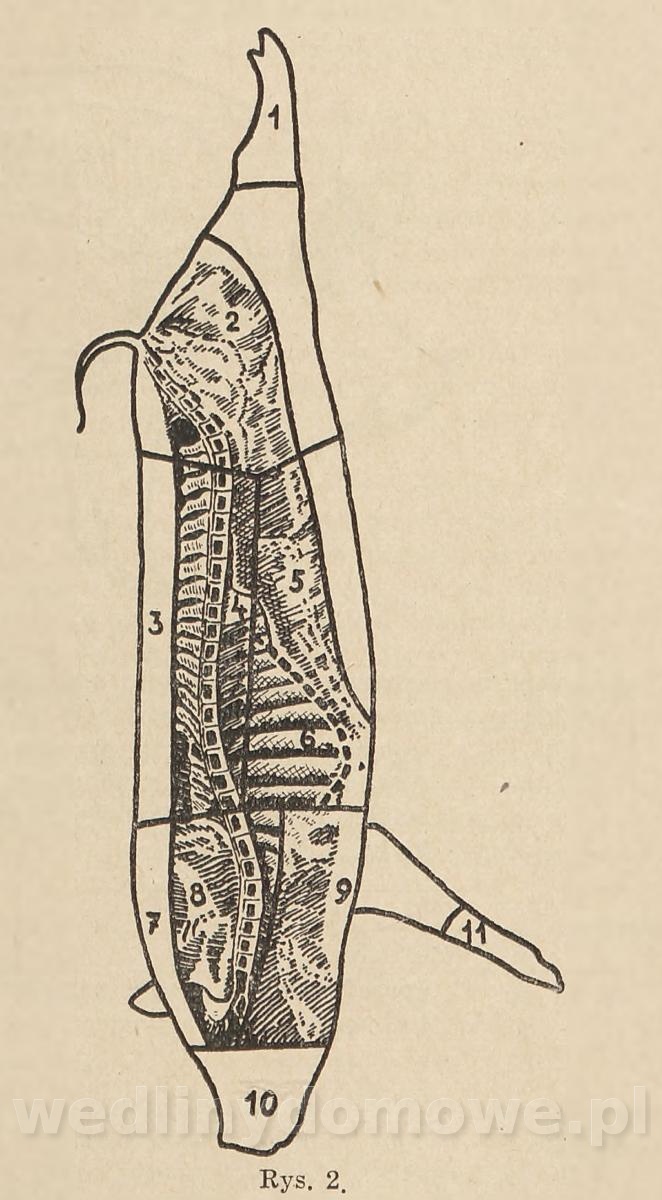
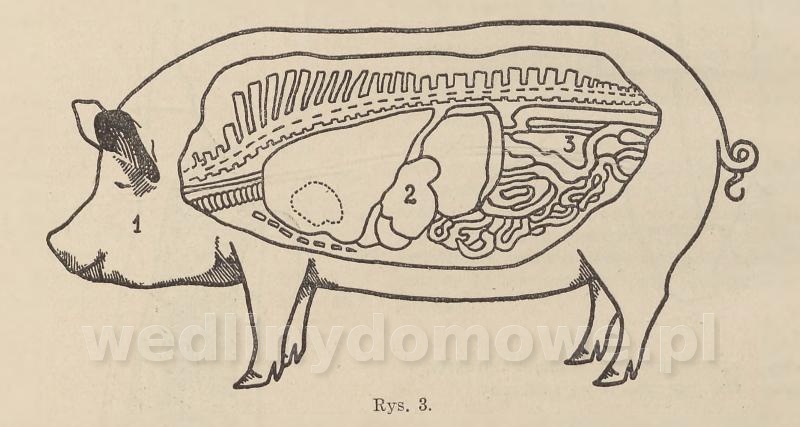
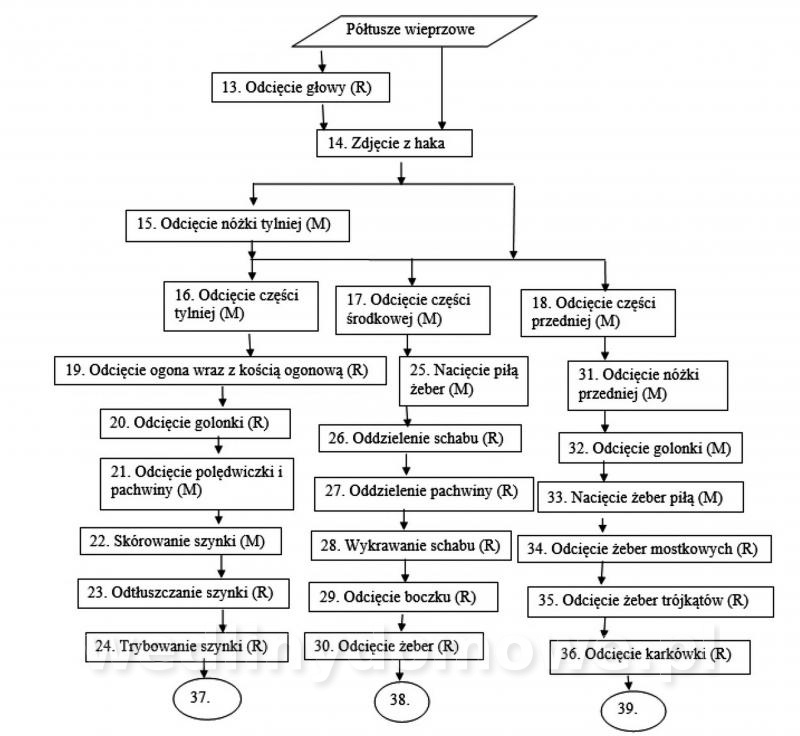
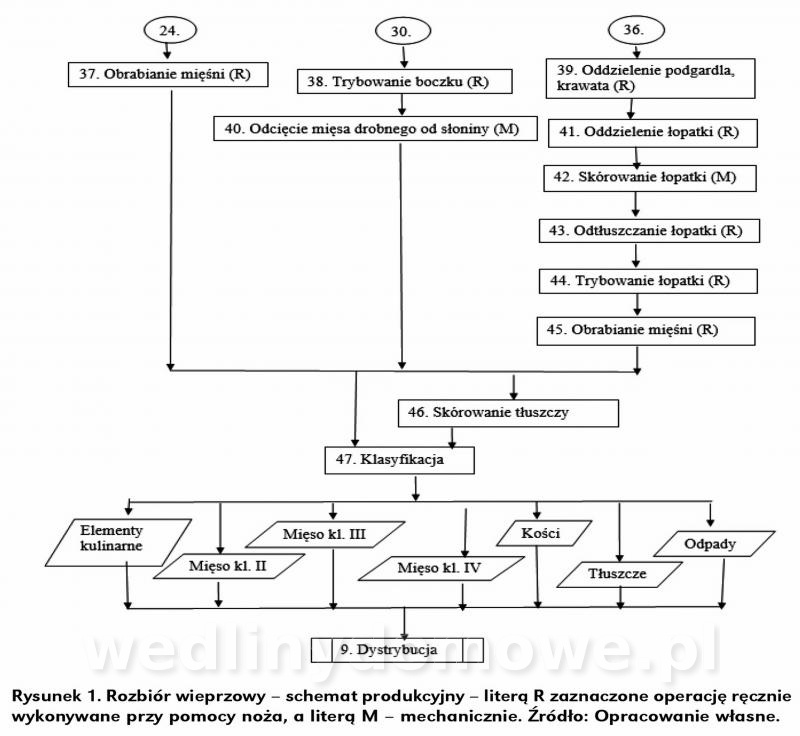
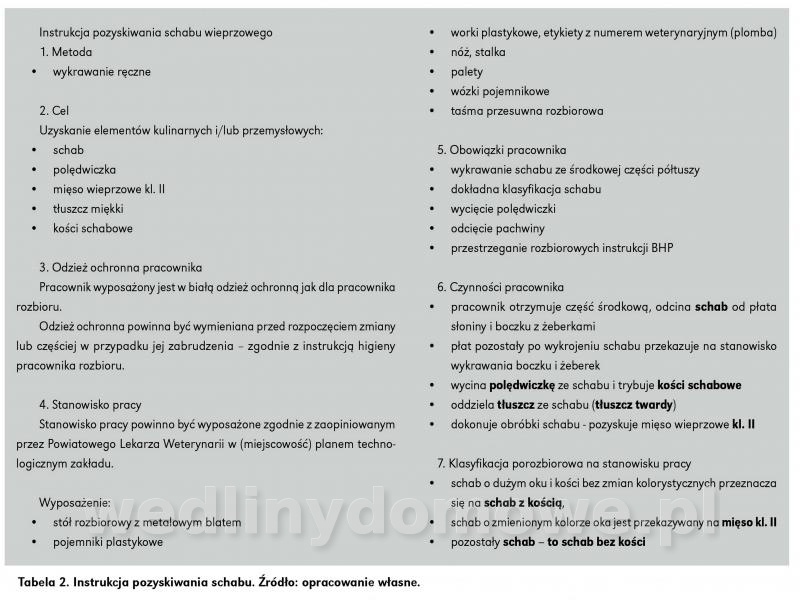
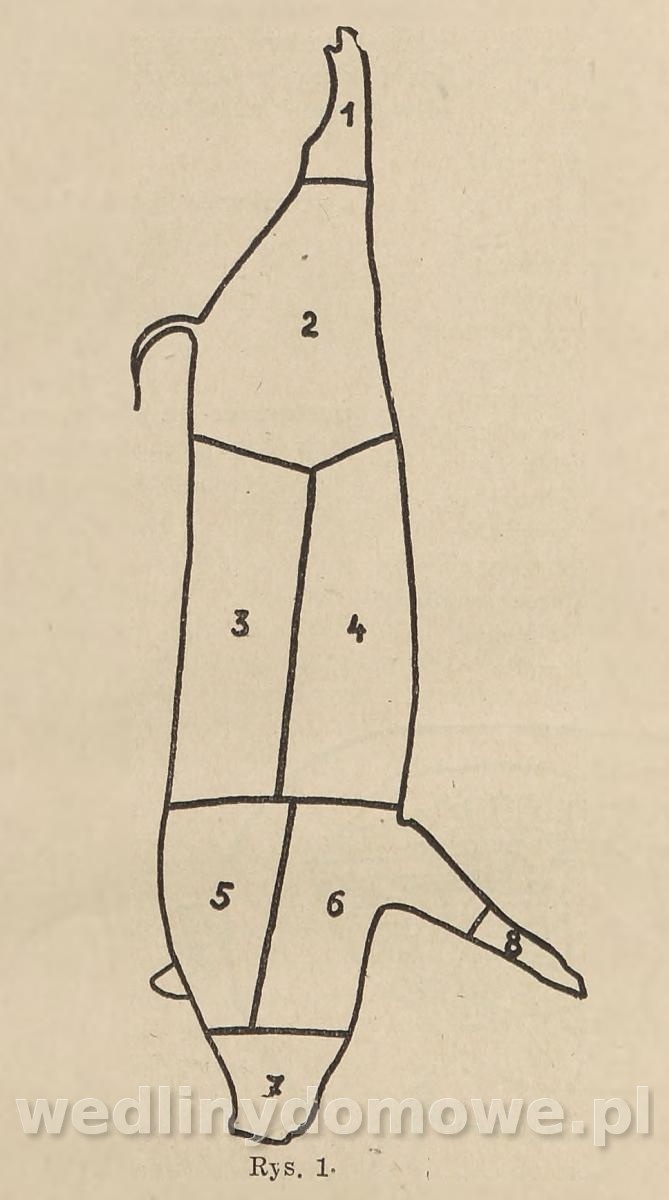
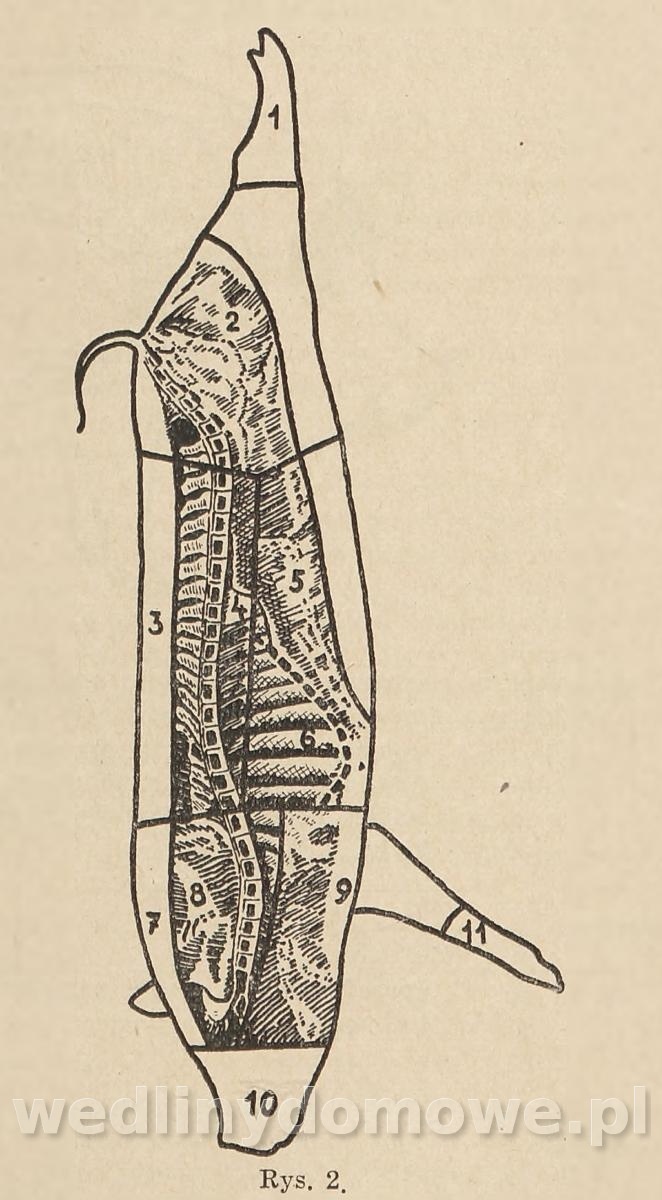
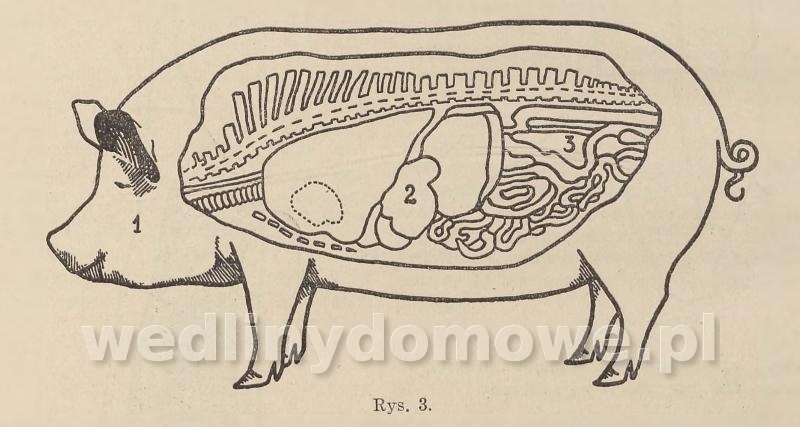
SCHEMAT ROZBIORU ŚWINI I ZUŻYTKOWANIA UBOCZNYCH PRODUKTÓW UBOJOWYCH Poniżej podajemy ogólnie przyjęty w handlu rozbiór tuszy świńskiej, oraz wykaz ubocznych produktów ubojowych tak jadalnych jak i nie jadalnych wraz ze sposobem ich zużytkowania. Załączone rysunki w tekście uwidaczniają kolejno podział tuszy widziany z zewnątrz (rys. 1) i widziany z wewnątrz (rys. 2) oraz rysunek świni z odsłoniętymi organami wewnętrznymi jam ciała (rys. 3). CZĘŚCI TUSZY (rys. 1, 2) Podział zewnętrzny: 1. Noga tylna 2. Szynka 3. Słonina 4. Boczek 5. Karkówka 6. Łopatka 7. Policzki 8. Noga przednia Podział wewnętrzny: 1. Noga tylna 2. Szynka 3. Słonina 4. Schab 5. Boczek 6. Żeberka 7. Słonina karkowa 8. Karkówka (baleron) 9. Łopatka 10. Policzki 11. Noga przednia ZUŻYTKOWANIE UBOCZNYCH PRODUKTÓW POUBOJOWYC H (rys. 3) Produkt i jego użytkowanie: 1. Głowa - sprzedawana w całości, w razie niedostatecznego popytu rozbiera się ją na następujące części: - Uszy – po usunięciu małżowin dodawane do salcesonów, lub przetapiane na tłuszcz techniczny, - Wargi – sprzedawane w stanie naturalnym, używane przy wyrobie salcesonu lub przetapiane na smalec, - Ryje - sprzedawane w stanie naturalnym, używane przy wyrobie salcesonów, lub przetapiane na smalec, - Policzki i mięso trybowane z głowy - sprzedawane w stanie naturalnym lub przerabiane na salcesony, - Mózgi - sprzedawane w stanie naturalnym, - Kości czaszkowe i szczęki - po usunięciu zębów, małżowiny i kanałów nosowych przetapiane na smalec III klasy w autoklawach, lub używane do fabrykacji kleju i mączki kostnej. 2. Podroby (ozory, serca, wątroby, płuca) - sprzedawane jako komplety w stanie naturalnym albo rozbierane na następujące części składowe: - Ozory - sprzedawane w stanie naturalnym surowe lub peklowane, przerabiane na konserwy w puszkach, używane przy wyrobie salcesonów i rolad, - Serca - przedawane z podrobami lub dodawane przy wyrobie kiszek, - Wątroby - sprzedawane w stanie naturalnym lub przerabiane na pasztety i kiszki wątrobiane, - Płuca - sprzedawane w stanie naturalnym, puszkowane jako konserwy, używane do wyrobów wędliniarskich popularnych (kiszek), lub przerabiane w zakładach utylizacyjnych, - Wycinki mięsne z przełyku i przepony brzusznej - używane przy wyrobie kiełbas. Jelita: - Pęcherze - używane na osłonki do salcesonów i kiełbas gatunkowych, - Jelita grube (kątnice i krzyżówki) - używane na osłonki do kiełbas, - Jelita średnie - używane na osłonki do kiełbas, - Jelita cienkie - używane na osłonki do kiełbas, - Flaki (jelita grube) - po oczyszczeniu sprzedawane w stanie naturalnym, Gruczoły: - trzustka, tarczyca, jajniki, przysadki mózgowe, nadnercza – używane na wyroby farmaceutyczne, - limfa - używana na wyroby farmaceutyczne, - śledziona - sprzedawania w stanie naturalnym, lub przerabiana w zakładach utylizacyjnych, Szczecina: - szczecina grzbietowa - rwana przed oparzeniem, sortowana, jest najważniejszym surowcem dla wyrobów szczotkarskich, - szczecina parzona - służy jako surowiec dla wyrobów tapicerskich, lub przerabiana w zakładach utylizacyjnych, Żołądki: - żołądki - używane jako osłonki do salcesonów, lub jako surowiec przy wyrobie pepsyny, Nerki: - nerki - sprzedawane w stanie naturalnym, lub puszkowane jako konserwy, Nogi wieprzowe: - nogi wieprzowe (ratki) - sprzedawane w stanie naturalnym, wygotowane na substancję żelatynującą, Używane przy wyrobie salcesonów i kiełbas, przetapiane na smalec, lub używane przy wyrobie kleju, Ogony: - ogony - sprzedawane w stanie naturalnym, lub przetapiane na smalec, Skóry świńskie: - skóry - garbowane używane na wyroby rymarskie, galanteryjne itp., używane jako surowiec przy wyrobie żelatyny. - odpadki skórek - używane do wyrobu substancji żelatynujących w przemyśle wędliniarskim, Sadło: - sadło - sprzedawane w całości w stanie naturalnym, przetapiane na smalec; odpadki sadła przetapiane na surowiec dodatkowy przy wyrobie smalcu I klasy w kotłach parowych otwartych i autoklawach. Produkty tłuszczowe jadalne Tłuszcz krezkowy Tłuszcz kiszkowy Tłuszcz wewnętrzny Tłuszcz karkowy Tłuszcz czaszkowy Tłuszcz odpadkowy Tłuszcz zbierany z kotłów przy gotowaniu Tłuszcz obrzynany przy formowaniu szynek Skrawki sadła Wszystkie te produkty tłuszczowe przetapiane są na smalec w kotłach parowych, potem rafinowane na smalec najwyższej klasy. Produkty niejadalne I: - Tłuszcz techniczny z wszelkich odpadków - służy jako surowiec przy wyrobie olejów smarowych, stearyny, świec, mydła itp. - Krew suszona - na karmę dla zwierząt i na nawozy sztuczne, - Odpadki kotłowe - na karmę dla zwierząt i na nawozy sztuczne, - Klej – sprzedawany jako taki, - Kości parowane - przerabiane na nawozy sztuczne, oraz na mąkę kostną, na karmię dla zwierząt gospodarskich. Produkty niejadalne II: Tłuszcz zanieczyszczony Tłuszcz ściekowy Zęby Kanały nosowe Małżowiny uszne Tusze i części uznane za niezdatne Wszystkie te produkty są przetapiane na tłuszcze techniczne rozmaitego gatunku w zakładach utylizacyjnych
-
[Rok 1950] Technologia obróbki i konserwacji cienkich jelit baranich.
Maxell opublikował(a) temat w Polska tradycja masarska
TECHNOLOGIA OBRÓBKI I KONSERWACJI CIENKICH JELIT BARANICH Omawiając zbiórkę jelit baranich, należy zaznaczyć, że zbierane są tylko kątniczki i jelita cienkie. Kątniczki, po wyszlamowaniu, służą jako osłonki przy produkcji wyrobu wędliniarskiego tzw. kaszanki. Jelita cienkie mają szersze i ważniejsze zastosowanie: w wędliniarstwie używane są przy wyrobie parówek i kabanosów, przemysł farmaceutyczny wytwarza z nich nici chirurgiczne (catgut), gorsze asortymenty tych jelit stanowią surowiec do wyrobu strun muzycznych, wreszcie stosowane być mogą przy fabrykacji linek ciernych do sprzęgieł młotów spadowych w przemyśle metalowym. Hodowla owiec w Polsce nie jest tak duża, aby mogła pokryć zapotrzebowanie wymienionych przemysłów. Niedobory i to dość znaczne muszą być pokrywane z importu. Z tego wynika konieczność objęcia zbiórką całkowitej ilości tego cennego surowca i to nie tylko w rzeźniach, co zresztą ma miejsce, ale i z ubojów domowych. Na terenach zwłaszcza województw: białostockiego, krakowskiego i częściowo lubelskiego istnieje spory ubój domowy baranów. Jelita z owcy nie przedstawiają dla użytku domowego wartości i są najczęściej przez chłopa wyrzucane na śmietnik. Na życzenie przemysłu farmaceutycznego Centrala Odpadków i Produktów Poubojowych „Bacutil“ zajęła się skupem tych jelit na wymienionych terenach. Niemniej jednak nie cała ilość jelit z tego uboju jest uchwycona. Centrala Odpadków i Produktów Poubojowych „Bacutil“, nie mając własnych placówek w każdej wsi, spełnia to zadanie jeszcze niewystarczająco. Przez niewłaściwą obróbkę można łatwo uczynić jelito baranie, stosunkowo delikatne, niezdatnym dla niektórych celów, albo nawet całkowicie zepsuć, Z tego wynika konieczność ustalenia dokładnej technologii obróbki jelit. Ponieważ największa ilość jelit baranich idzie na produkcję nici chirurgicznych „catgutu“, nakreślić należy taki sposób obróbki i konserwacji, który by odpowiadając potrzebom innych rodzajów przemysłu w szczególności zadość uczynił potrzebom chirurgii. Po wyjęciu z tuszy zwierzęcia, jelito baranie trzeba poddać natychmiast wstępnej obróbce, tzn. oddzielić od otoczki tłuszczowej, oczyścić z zawartości kału i przepłukać. Oddzielanie (opuszczanie) jelita cienkiego od błony tłuszczowej odbywa się ręcznie z dwóch końców równocześnie: od żołądka i kątniczki. W tym celu kładzie się wyjęty w całości z tuszy zwierzęcia komplet na stole szlamiarskim i dokonuje czynności oddzielania jelita od otoczki, składając równocześnie opuszczone jelito do cebrzyka lub wanny. Czynności tej powinien dokonywać wykwalifikowany pracownik, posiadający dużą wprawę, najlepiej stale ten sam, żeby uniknąć dziurawienia (naddzierania) ścianki jelita. Jelito trzeba dokładnie oczyścić z tłuszczu, gdyż wszelkie resztki tłuszczowe, pozostawione na jelicie z trudnością dają się usuwać później przy szlamowaniu. Oczyszczanie jelita z treści dokonuje się przez przeciąganie go w palcach ręki od środka w kierunku obu jego końców. Po opróżnieniu z treści należy jelito przepłukać (przelać) ciepłą wodą. O ile jelita mają być przeznaczone dla potrzeb wędliniarstwa, zwija się je kompletami w motki (warkocze), przesypuje miałką solą, najlepiej „warzonką“ — nigdy ziarnistą czy półziarnistą, gdyż ta kaleczy ścianki jelita — układa do beczki na przeciąg kilku tygodni, celem przefermentowania śluzu, znajdującego się na wewnętrznej warstwie jelita, co czyni później łatwiejszym szlamowanie. Produkcja zaś catgutu wymaga, żeby jelito było jak najszybciej oszlamowane, gdyż przy dłuższej fermentacji błona podśluzowa jelita zostaje zakażona przez bakterie, co w konsekwencji przy produkcji wymaga dłuższego wyjałowienia, a to powoduje znowu osłabienie surowca. Ponieważ jednak jelita baranie w stanie zupełnie świeżym źle się szlamują, konieczne jest poddawanie ich przed szlamowaniem fermentacji przez zalanie ciepłą wodą w beczce na przeciąg 8-miu godzin. Szlamowanie jelit baranich odbywa się w zasadzie ręcznie na desce z twardego drzewa najlepiej bukowego, o wymiarach 1,5 m x 0,8 m, grubości 5 — 6 cm z podłożoną pod jednym końcem listwą wysokości ca 15 cm (żeby uzyskać pochyłą powierzchnię) przy pomocy szlamulca, tj. kawałka twardego drzewa o długości 10 cm, szerokości 5 cm i grubości 1 cm z jednym brzegiem skośnie ściętym (z lekka zaostrzonym). Jelit baranich do szlamowania nie odwraca się. Deskę ustawia się na stole, przystawiając do niej beczkę z ciepłą wodą. Końce jelita wkłada się do beczki, resztę kładziemy na desce. Następnie trzymając w prawej ręce szlamulec, w lewej jelito, przesuwa się szlamulcem po jelicie, oczyszczając je w ten sposób ze śluzu. Szlamuje się w zasadzie każdy sznur jelita oddzielnie, a nie po kilka naraz. Jelito po oszlamowaniu wkłada się do beczki z zimną wodą, celem wychłodzenia. Po wychłodzeniu, jelita poddaje się sortowaniu pod względem wielkości średnicy i jakości surowca. Sortowanie odbywa się za pomocą wypełniania jelita wodą o temperaturze pokojowej przez nakładanie końca jelita na kurek wodny, regulowany obrotem w płaszczyźnie poziomej. W miejscach zmiany średnicy oraz tam, gdzie jest dziura, przecina się kiszkę, odkładając ją według kalibrów do ustawianych na stole sortowniczym naczyń. Odcinki jelit ze szprycerami (słabymi miejscami), z pryszczami, niedokładnie oszlamowane, o słabych ściankach, lub o barwie nieco ciemniejszej, zalicza się do 2-go gatunku i odkłada oddzielnie. Jelita o niskim kalibrze (poniżej 14 mm) nie nadają się dla wędliniarstwa, natomiast mogą z powodzeniem służyć jako surowiec do wyrobu strun. Obowiązująca instrukcja o obróbce i kalibrowaniu jelit przewiduje 5 kalibrów cienkich jelit baranich, które w zależności od jakości dzieli się na dwa gatunki: 1-wszy kaliber, jelita o średnicy do 18 mm 2-gi kaliber, jelita o średnicy 18— 20 mm 3-eci kaliber, jelita o średnicy 20— 22 mm 4-ty kaliber, jelita o średnicy 22— 24 mm 5-ty kaliber, jelita o średnicy ponad 24 mm Po przesortowaniu następuje pęczkowanie jelit w dwudziestometrowe pęczki. Do mierzenia używa się nawijacza, w kształcie litery U z drzewa lub twardej gumy. Każdy pęczek wiąże się sznurem (końcem) jelita, przez kilkakrotne nawijanie, następnie dokładnie soli się „warzonką“. Do produkcji nici chirurgicznych nadaje się tylko 1-wszy gatunek jelito o kalibrze od 12 do 24 mm, w możliwie najdłuższych odcinkach, nie krótszych jednak niż dwa metry. Dla celów wędliniarstwa dopuszcza się odcinki już powyżej 0,5 m z tym, że ogólna ilość odcinków w pęczku nie może przekraczać liczby 10. Zasolone pęczki związuje się sznurkiem po 5 sztuk, następnie w celu usunięcia słonej wody daje się pęczki pod prasę. Po wyciśnięciu wody — dobrze jest powiązane pęczki zawinąć w błonę z kątnic wołowych — jelita składamy do uprzednio wyparzonych, szczelnych beczek o pojemności 50 lub 100 litrów. Ścianę beczki należy wyłożyć płótnem, następnie pergaminem, dno beczki i wierzchnią warstwę jelit koniecznie wysypać solą. Obróbka jelit baranich należy do galanteryjnych prac szlamiarskich i może być wykonywana tylko przez wykwalifikowanych specjalistów szlamiarzy. Niefachowy personel może spowodować przy obróbce duży procent zniszczenia tego delikatnego surowca albo nawet uczynić go całkiem niezdatnym do produkcji. Autor: P. Jastrzębski -
Jasne, ale tylko w nagłym przypadku. Obróbka mięsa mielonego znacznie zwiększa ryzyko skażenia.
-
Niskowydajne kiełbasy tradycyjne Wymagania rynku w stosunku do wyrobów mięsnych i rosnąca świadomość nabywców oraz duże znaczenie przywiązania do tradycji doprowadziły do pojawienia się na rynku produktów mięsnych segmentów oferujących nowe grupy towarowe wędlin, takie jak: • wyroby naturalne i ubogie w dodatki, • przetwory ekologiczne, • produkty wysokogatunkowe klasy premium. W grupie produktów wysokogatunkowych a zarazem produkowanych w oparciu o tradycje regionalne, tradycyjne receptury, względnie z wykorzystaniem tradycyjnych technik i technologii wytwarzania istotną część stanowią obrabiane termicznie kiełbasy niskowydajne o wydajności produkcyjnej najczęściej poniżej 100%. Wyroby te charakteryzują się dużą wartością odżywczą i są produkowane z ograniczoną ilością dodatków funkcjonalnych. Pożądane ich cechy jakościowe uzyskuje się głównie poprzez zastosowanie przypraw naturalnych oraz właściwe zaprogramowanego procesu technologicznego (peklowanie, wędzenia, pieczenie) kończącego się niekiedy suszeniem. Odpowiednio programując proces produkcyjny uzyskuje się zakładaną konsystencję tych kiełbas z pożądaną nutą smakową, charakterystycznym aromatem oraz długim czasem zachowania świeżości. Istota produkcji kiełbas niskowydajnych Dobór surowca Do produkcji niskowydajnych kiełbas tradycyjnych stosuje się najczęściej wieprzowy surowiec mięsno-tłuszczowy oraz zdecydowanie rzadziej inne gatunki mięsa (drób, wołowina, dziczyzna). Używany surowiec do produkcji kiełbas powinien być dobrze wychłodzony (max. 7°C), co gwarantuje utrzymanie w nim ilości drobnoustrojów na niskim poziomie, szczególnie tych powodujących psucie się mięsa. Należą do nich bakterie z rodzaju Pseudomonas, mikroorganizmy z rodziny Enterobacteriaceae, bakterie kwasu mlekowego, szczepy Brochothrix thermosphacta, Bacillus species oraz drożdże i pleśnie. Surowiec powinien być pozbawiony patogennych szczepów Staphylococcus aureus, Clostridium perfringens, Clostridium botulinum, Yersinia enterocolitica oraz bakterii z rodzaju Salmonella. Ze względu na kwasowość najbardziej przydatnym surowcem jest mięso o wartości pH = 5,8- 6,2 z prawidłowym przebiegiem glikolizy. W praktyce można również stosować mięsa o cechach PSE, RSE czy ASE. Niska wodochłonność tych mięs staje się atutem w produkcji kiełbas niskowydajnych, a obniżona wartość pH sprzyja uzyskaniu przez wyroby z nich wyprodukowanych pożądanej, idącej w kierunku nadmiernej kruchości, konsystencji. Udział mięs o takich odchyleniach w składach recepturowych kiełbas niskowydajnych w żaden sposób nie obniża ich trwałości przechowalniczej. W praktyce należy natomiast eliminować mięso o znamionach DFD, którego obecność w recepturach surowcowych prowadzi do wyprodukowania kiełbas o odchyleniach smakowych oraz o ich obniżonej trwałości. Mięso takie w przypadku wieprzowiny charakteryzuje się wartością pH24 > 6,0, która sięga nawet poziomu 6,2. Dla wołowiny o cechach DFD wskaźnik mierzalnego poziomu pH kształtuje się w zakresie wartości pH48= 5,8- 6,5. Negatywną cechą mięsa wadliwego typu DFD jest dodatkowo zwolniona w nim redukcja azotynu sodu do tlenku azotu w procesie peklowania. Zjawisko to może powodować niedostateczne przepeklowanie przejawiające się ograniczonym wybarwieniem. Wysoka wartość pH takiego mięsa sprzyja ponadto krystalizacji fosforanów oraz zmienia konsystencję kiełbas na bardziej kleistą i pastowatą. O wykorzystaniu do produkcji kiełbas tradycyjnych niskowydajnych dziczyzny, decyduje duża trwałość tego surowca oraz jego cechy smakowe. Mięso to charakteryzuje się w czasie zmian pośmiertnych wielodniowym utrzymywaniem wartości pH na stosunkowo niskim poziomie. W tym czasie mięso dojrzewa i zachowuje przez cały czas swoją dużą przydatność przerobową do produkcji kiełbas o niskiej wydajności. Ze względu na swoje cechy jakościowe dziczyzna doskonale nadaje się do produkcji kiełbas podsuszanych i suszonych, w których stosunkowo łatwo wtedy uzyskać można niską, przedłużającą ich trwałość wartość aktywności wody (aw). Największą przydatność z surowców pochodzących od zwierzyny łownej wykazuje mięso i tłuszcz dzików oraz mięso z sarny i jelenia. Używając do produkcji kiełbas różnego gatunkowo mięsa ale o małej zawartości tłuszczu stosować można jako składnik recepturowy dodatek tłustej wieprzowiny (kl.II, podgardle), względnie twardego tłuszczu wieprzowego. Sól, środki peklujące i wspomagające W produkcji kiełbas tradycyjnych niskowydajnych niezbędnym i podstawowym dodatkiem technologicznym jest chlorek sodu, który decyduje o teksturze wyrobów oraz nadaje im pożądaną konsystencję i zwięzłość. Sól spełnia również wiele funkcji w procesie wytwarzania i kształtowania innych cech sensorycznych kiełbas. Poza wpływem na smakowitość zwiększa ona trwałość wyrobów i współdziała w wytworzeniu pożądanej barwy mięsa peklowanego, która tworzy się jako rezultat reakcji barwników hemowych z tlenkiem azotu. Tlenek azotu powstaje natomiast z dodanego do mięsa środka peklującego tj. azotynu sodu lub jego prekursora azotanu. Pożądaną barwę peklowniczą mogą również przybierać kiełbasy tradycyjne, do których zastosowano wyłącznie dodatek chlorku sodu. Podstawowym wymogiem gwarantującym sukces w tym zakresie jest minimalizowanie kontaktu farszu kiełbasianego z tlenem atmosferycznym oraz dodatek tkanki tłuszczowej zawierającej, jak najmniej podatnych na utlenianie nienasyconych kwasów tłuszczowych, których produkty utleniania mogą prowadzić do wtórnych zmian w mioglobinie i hemoglobinie. Niezbędnym czynnikiem do zmian peklowniczych w farszu jest wtedy obecność azotanów naturalnie występujących w mięsie oraz jako zanieczyszczenie dodanej wody i soli. Azotany trafiają do mięsa również wraz z niektórymi przyprawami. Szeroko stosowany pieprz czarny zawiera ich na poziomie 184- 508 ppm. Prowadząc właściwie zaprogramowany proces obróbki kiełbas niskowydajnych produkowanych bez dodatku azotynu sodu można uzyskać skuteczny efekt wybawienia peklowniczego wykorzystując działanie bakterii denitryfikujących na obecne w farszu azotany pochodzenia naturalnego. Substancjami pomocniczymi w procesie peklowania wspomagającym przekształcanie się azotynu do tlenku azotu są kwasy askorbinowe i ich sole sodowe. Dodatek tych substancji skutecznie obniża resztkową pozostałość szkodliwych dla zdrowia azotynów w kiełbasach tradycyjnych ograniczając w ten sposób jednak ich właściwości konserwujące. Zjawisko to występuje po obniżeniu się pozostałości resztkowej azotynów w kiełbasach do poziomu poniżej wartości 80 ppm. Przereagowaniu barwników hemowych sprzyja również dodatek cukru, który kształtując smakowitość kiełbas niskowydajnych, stanowi równocześnie pożywkę dla bakterii z rodzaju Lactobacillus, co może być przyczyną późniejszych problemów przechowalniczych. Bakterie te w warunkach systemu pakowania próżniowego mogą powodować śluzowacenie tak zapakowanych kiełbas, przejawiające się powstającą przezroczystą wydzieliną o wysokiej lepkości, pogarszającą w rezultacie ich jakość. W produkcji kiełbas tradycyjnych niekiedy stosuje się dodatek kwasów organicznych (cytrynowy, mlekowy, octowy, winowy) w celu obniżenia wartości pH w farszu. W efekcie surowiec mięsny nie wiąże dobrze wody dodanej a nawet nie utrzymuje wody własnej. W czasie obróbki cieplnej następują wówczas znaczne ubytki i tworzy się wyciek cieplny. Prowadzi to do braku zwięzłości kiełbas, które charakteryzują się słabą teksturą i związaniem. Dodatkowo po wychłodzeniu na przekroju kiełbas może pojawić się charakterystyczna galareta (żel). Kiełbasy o takich cechach są często w pełni akceptowane w wielu kręgach konsumenckich ze względu na swoją kruchość. Niezbędnym warunkiem wyprodukowania niskowydajnych kiełbas tradycyjnych jest ich dobre przyprawienie. Zastosowanie mają tutaj przyprawy naturalne a przede wszystkim czosnek, pieprz czarny, majeranek, kolendra, jałowiec, kminek oraz kardamon. Czosnek największą skuteczność przyprawiania ma stosowany jako świeży bezpośrednio po roztarciu, kiedy tworzy się allicyna (sulfotlenek dwusiarczku allilu) wskutek działania enzymu allinazy na nieczynną biologicznie allinę. Powstający aromatyczny związek wykazuje bardzo intensywny i charakterystyczny zapach i smak. Czosnek wykazuje ponadto pożądane w tej grupie kiełbas właściwości bakteriostatycznie i bakteriobójczo, będące wynikiem zawartości w nim działających przeciwdrobnoustrojowo fitoncydów. Do przyprawiania kiełbas stosuje się z powodzeniem również pieprz czarny charakteryzujący się specyficznym, korzennym aromacie i ostrym smaku. Intensywność przyprawiania pieprzu wynika z zawartości w nim alkaloidu piperyny, jej pochodnych i odmian izomerycznych oraz dużej ilości różnych olejków eterycznych. Pieprz wykazuje bardzo przydatne dla tej grupy wyrobów właściwości przeciwutleniające, które są wynikiem obecności w nim flawonoidów i związków fenolowych. W przyprawianiu kiełbas, a przede wszystkim tych z mięsa zwierzyny łownej przydatny okazuje się jałowiec. Jagody jałowca, stanowiące przyprawę charakteryzującą się bowiem korzennym zapachem z lekko żywicznym i balsamicznym tłem. Wnoszą one do wyrobów lekko słodkawy i korzenny smak a zarazem wykazują pożądane właściwości bakteriobójcze. Owoce jałowca sprawdzają się w kiełbasach suszonych, szczególnie w kompozycji z majerankiem i czosnkiem. Bogate w olejki eteryczne liście i kwiatostan majeranku doskonale sprawdza się w postaci otartej jako przyprawa do kiełbas niskowydajnych tradycyjnych. W produkcji niektórych wyrobów z tej grupy wykorzystuje się do ich przyprawiania również nasiona kminku, które zawierają eteryczny olejek kminkowy oraz garbniki, kumarynę i flawonoidy. Skutecznymi dodatkami w zakresie przyprawiania kiełbas są również owoce kolendry, które charakteryzują się przyjemnym, silnym zapachem i słodko- korzennym smakiem. Ze względu na skuteczność przyprawiania sprawdzają się również nasiona kardamonu, które mają przyjemny, bardzo silny zapach oraz delikatny korzenny smak wynikający z dużej zawartości olejku eterycznego. Przygotowanie farszu wędlinowego Przygotowanie farszu wędlinowego do produkcji kiełbas niskowydajnych odbywa się w czasie procesu mieszania, którego celem jest wyrównanie przestrzenne różnych użytych surowców, wody i dodatków. Wprowadzane do mieszarki mięsa ulegają w czasie tego mechanicznego zabiegu również plastyfikacji, co wpływa pozytywnie na lepsze ich związanie przy wytwarzaniu farszu. Dodatek wody technologicznej w czasie mieszania stanowi najczęściej 5- 15% w stosunku do użytego surowca mięsno- tłuszczowego. W przypadku stosowania do produkcji surowców niepeklowanych i niesolonych w czasie mieszania dodaje się chlorek sodu lub mieszankę peklującą. Jeśli natomiast wykorzystuje się surowce peklowane lub solone, ewentualny dodatek uzupełniający soli lub mieszanki peklującej ma charakter modyfikujący smakowitość wytwarzanego farszu oraz produkowanych z niego kiełbas. Poziom soli w tej grupie wyrobów jest uzależniony od przewidywanego rodzaju późniejszej obróbki cieplnej i kształtuje się na poziomie 1,5-1,9%. W procesie przygotowania farszu w czasie mieszania dodaje się ponadto przyprawy naturalne oraz jeśli są przewidywane składem recepturowym substancje zakwaszające (kwasy spożywcze). W zależności od czasu mieszania następuje w wytwarzanym farszu najczęściej w ograniczonym stopniu ekstrakcja białek miofibrylarnych oraz wyciśnięcie z włókien mięśniowych białek sarkoplazmatycznych. W rezultacie procesy te wpływają skutecznie na lepsze związanie wyrobu gotowego. Nadziewanie i osadzanie Na etapie przygotowywania farszów kiełbasianych istnieją niestety warunki korzystne do szybkiego namnażania się mikroorganizmów. Z tego powodu po wytworzeniu farszu powinno się w najszybciej przeprowadzić proces jego nadziewania w warunkach ograniczających wzrost temperatury. W ten sposób eliminuje się ryzyko rozwoju bakterii z rodzaju Lactobacillus oraz gnilnych z rodzaju Pseudomonas. Przygotowanym farszem kiełbasianym napełnia się ściśle przepuszczalne dla dymu osłonki naturalne lub sztuczne (białkowe, celulozowe). Proces należy tak prowadzić, aby nie następowała deformacja napełnionych farszem osłonek. Wymogiem skutecznego i efektywnego nadziewania jest napełnianie osłonek poprzez nadanie im pożądanej sprężystości a także wyeliminowanie pęcherzyków powietrza, które byłyby widoczne na przekroju. Napełniane osłonki poddaje się procesowi osadzania w temperaturze nie przekraczającej 20°C przez czas niezbędny dla grawitacyjnego osadzenia się składników farszu (poprawa związania), wyrównania barwy peklowniczej i osuszenia powierzchni, co umożliwia optymalne późniejsze ich wędzenie. Osadzanie powinno więc tak osuszyć powierzchnię osłonki, aby ułatwić przenikanie składników dymu a zarazem wstrzymać rozwój niepożądanej mikroflory tlenowej. Poprawa wybarwienia peklowniczego wynika ze wzmożenia kinetyki denitryfikacji zachodzącej coraz intensywniej wraz ze wzrostem temperatury nadzianej masy wędlinowej. Warunki temperaturowe osadzania sprzyjają ponadto szybszej redukcji dodanego azotynu do tlenku azotu. W czasie dłuższego osadzania a szczególnie w obecności związków zakwaszających (kwasy organiczne) następuje pęcznienie białek sarkoplazmatycznych, które zostały wcześniej w czasie mieszania wyciśnięte z włókienek mięsnych na powierzchnię kawałków mięsa oraz rozprowadzone jednocześnie po powierzchni kawałków surowca tłuszczowego. Wędzenie W praktyce wszystkie niskowydajne kiełbasy tradycyjne są poddawane procesowi wędzenia, którego celem jest nadanie im określonej jakości sensorycznej, głównie zapachu oraz trwałości przechowalniczej. Decyduje o tym stopień nasycenia kiełbas składnikami dymu wędzarniczego (kwasy organiczne, związki karbonylowe, fenole), których ilość w dymie zależy od warunków jego wytwarzania. Dla tej grupy kiełbas stosuje się w praktyce wyłącznie wędzenie owiewowe, którego sposób prowadzenia specyfikuje charakterystykę towarową kiełbas tradycyjnych. W produkcji kiełbas tradycyjnych praktykuje się wędzenie dymem ciepłym lub gorącym, w czasie którego oprócz dymu działa na nie podwyższona temperatura (40- 90°C). W efekcie poza nasyceniem składnikami dymu następuje określony pożądany stopień odwodnienia, którego efektywność zależy od temperatury dymu i zdolności wiązania wody przez wyrób wędzony. W tych warunkach kończy się również proces peklowniczego tlenowania tlenkiem azotu, mio- i hemoglobiny. Jednocześnie skutki takiego wybarwienia zostają pogłębione poprzez tworzenie się karboksymioglobiny (Mb • CO) i karboksyhemoglobiny (Hb • CO). Generalnie celem wędzenia kiełbas niskowydajnych tradycyjnych jest uzyskanie głównie owędzenia ich powierzchni a nie przewędzenie wnętrza. Powinna dominować wobec tego adsorpcja składników dymu nad ich absorbcją, której efektywność zależy od skuteczności poprzedzającego wędzenie osuszenia powierzchni kiełbas. Zjawisku temu sprzyja osuszanie kiełbas prowadzone w komorach paleniskowych, w których proces zachodzi w środowisku dymu wędzarniczego. Tworząca się w podwyższonej temperaturze wilgotna powierzchnia kiełbas wskutek kondensacji pary wodnej sprzyja wówczas adsorpcji składników dymu. W przypadku prowadzenia procesu w komorach zasilanych dymem z dymogeneratorów, kondensacja pojawia się dopiero w samej fazie wędzenia, które trwa z reguły znacznie krócej niż wędzenie kiełbas w komorach paleniskowych. Wspomniana kondensacja sprzyjająca adsorbowaniu składników dymu na powierzchni kiełbas trwa tak długo, aż temperatura powierzchni kiełbas zrówna się z temperaturą mieszaniny dymu i powietrza w komorze. Okres przez jaki obrabiane wyroby charakteryzują się wilgotną powierzchnią wpływa istotnie na intensywność ich ciemnego zabarwienie, często pożądanego w tej grupie kiełbas. Na tym etapie obróbki wędzarniczej kiełbas może pojawić się plamistość ich powierzchni oraz zacieki tłuszczowe. Sprzyja temu nadmierna ilość i jakość surowca tłuszczowego w składzie recepturowym kiełbas a zjawisko zachodzi po przekroczeniu przez wyroby temperatury 53°C. W rezultacie może to również prowadzić do pomarszczenia się osłonki. Procesowi temu sprzyja wysoka aktywność wody masy wędlinowej (aw>0,94). Ponadto długotrwały proces obróbki kiełbas utrzymujący temperaturę ich powierzchni poniżej 45°C przy aw > 0, 94 prowadzi często do pojawienia się dodatkowo niekorzystnego smolistego smaku. Obróbka cieplna Po odparowaniu kondensatu z powierzchni kiełbas i następnie po uzyskaniu przez nie pożądanych cech produktu wędzonego prowadzi się proces obróbki cieplnej. W ramach tej obróbki kiełbasy poddaje się pieczeniu a jedynie w przypadku stosowania komór wędzarniczo- parzelniczych można stosować zabieg parzenia. Celem obróbki cieplnej jest wzmożenie rozpoczętych przemian fizycznych i chemicznych surowców w stopniu ułatwiającym spożywanie kiełbas oraz uzyskanie przez nie pożądalności sensorycznej a zarazem trwałości przechowalniczej. Pieczenie prowadzi się najczęściej równocześnie z wędzeniem traktowanym jako ostatnia jego faza. Proces ten odbywa się w temperaturze 80- 90°C, w którym kiełbasy tracą ok. 20% w swojej masie. Ubytki te znacząco nabierają dynamiki po przekroczeniu temperatury 63°C mierzonej w centrum geometrycznym wyrobów. W czasie pieczenia zachodzą w kiełbasach zmiany fizykochemiczne, które zmieniają ich wyróżniki sensoryczne (miękkość, kruchość, soczystość, smak, zapach). W wyniku reakcji Maillarda pojawia się specyficzna ciemna barwa powierzchni i charakterystyczny aromat kiełbas. Ogólna smakowitość kiełbas pieczonych jest ponadto związana z przemianami białek i azotowych związków niebiałkowych. Natomiast dla ich smaku największe znaczenie mają związki będące rezultatem przemian termicznych składników tłuszczowych (pirazyny, tioazole, oksazole). Jakość kiełbas niskowydajnych tradycyjnych istotne kształtują zmiany dotyczące niektórych białek, w których po uzyskaniu przez kiełbasy temperatury 70°C zaczyna się tworzenie mostków siarczkowych z utleniania grup tiolowych aktomiozyny a po przekroczeniu 90°C następuje już pirolityczne uwalnianie się siarkowodoru. Przetrzymywanie kiełbas w tej temperaturze prowadzi do wytworzenie się niekorzystnych twardych i zbitych żeli ze skoagulowanych białek. Czas pieczenia kiełbas a przede wszystkim jego temperatura jest uwarunkowana zawartością tłuszczu w ich składzie. Tłuszcz w czasie tego procesu ulega rozpłynnieniu, co wpływa na wyróżniki jakościowe kiełbas. Stąd im więcej w składzie surowca tłuszczowego tym bardziej trzeba skracać czas pieczenia i obniżać jego temperaturę. Stosując w miejsce pieczenia proces parzenia kiełbas, często po jego zakończeniu dodatkowo wprowadza się krótkotrwałe ich wędzenie w dymie ciepłym. Pozwala to na nadanie pożądanej barwy o błyszczącej charakterystyce i dodatkowych cech produktu wędzonego. Przechowywanie kiełbas Przeprowadzony proces obróbki kiełbas tradycyjnych niskowydajnych wprowadza do nich pożądaną jałowość handlową. Proces ten mogą przeżyć enterokokki, ciepłooporne laktobacillusy, szczepy z rodzaju Corynebacterium oraz niektóre mikrokokki i przetrwalniki z rodzaju Bacillus oraz Clostridium. W związku z tym faktem kiełbasy te po zakończonym procesie produkcyjnym należy wychłodzić do temperatury maksymalnie 5°C i ewentualnie poddać pakowaniu. Przydatnymi metodami pakowania okazują się systemy próżniowe oraz system y MAP. Warunki takiego pakowania wpływają ograniczająco na rozwój drobnoustrojów. Przestrzeganie reżimów temperaturowych w czasie magazynowania kiełbas (4 - 5°C) w dużym stopniu pozwala na utrzymanie ich pożądanej trwałości w czasie. Zagrożeniem dla kiełbas pakowanych stają się głównie szczepy Brochothrix thermosphacta, mikrokokki, bakterie z rodzaju Acinetobacter, Vibrio, Leuconostoc i z rodziny Enterobacteriaceae oraz odpowiedzialne za zielenienie kiełbas szczepy Lactobacillus viridescens. Te ostatnie w warunkach aerobowych produkują H202, który atakując frakcje hemowe nitrozylohemochromogenu i nitrozylomiochromogenu powoduje ich utlenianie prowadzące do zmian formy tych barwników (zielone zabarwienie) .Niektóre szczepy z rodzaju Lactobacillus i Leuconostoc mogą powodować odchylenia jakościowe kiełbas przejawiające się powstawaniem śluzu o dużej lepkości, szczególnie widocznego w wyrobach pakowanych próżniowo. Autor: dr inż. Jerzy Wajdzik

-
MIĘSO ZWIERZĄT EGZOTYCZNYCH NA POLSKIM STOLE Szukając wyjątkowych doznań kulinarnych i zaskakujących nowości Polacy coraz chętniej sięgają po produkty zagraniczne, uznawane w naszym kraju za egzotyczne. Trend ten dotyczy także mięsa. Egzotyczne gatunki mięs są dostępne w ofercie sporej liczby restauracji i sklepów na terenie kraju. Także dzięki firmom importującym można zamówić porcjowane mięso wybranych zwierząt egzotycznych - m.in. wielbłąda, kangura, strusia, zebry, krokodyla czy renifera. W artykule przedstawiono walory odżywcze i kulinarne mięsa wielbłąda, kangura oraz strusia. Mięso z wielbłąda Wielbłądy są ssakami z rzędu parzystokopytnych, podrzędu przeżuwaczy, rodziny wielbłądowatych. W obrębie tej rodziny wyróżnia się sześć gatunków: baktriany (wielbłądy azjatyckie dwugarbne), dromadery (wielbłądy afrykańskie jednogarbne), alpaki, gwanako, lamy i wigonie. Jako zwierzęta hodowlane wymienia się zazwyczaj baktriany oraz dromadery. Od wieków mięso wielbłądzie pozyskiwane jest głównie w Afryce, w mniejszym stopniu w Azji. Spożywa się je tam na surowo, po ugotowaniu lub suszeniu. Występuje też w postaci mięsa mielonego i jako składnik kiełbas. Do uboju kierowane są zazwyczaj zwierzęta starsze, użytkowane wcześniej w innych kierunkach, a także młode samce. Na ilość mięsa pozyskanego z tuszy wielbłądziej istotny wpływ mają warunki chowu, wiek, płeć i masa ciała zwierząt. Wydajność poubojowa ulega znacznym wahaniom. Wraz z wiekiem wielbłądów zmianie ulega ich masa przyżyciowa, masa tuszy, garbu oraz udział poszczególnych tkanek w tuszy. Do Polski mięso wielbłądów sprowadzane jest głównie z Australii i pochodzi od zwierząt z wolnego wybiegu. Mięso wielbłąda posiada doskonałe cechy jakościowe, porównywalne z wołowiną (zwłaszcza jeśli zwierzęta ubijane są w podobnym wieku). Stanowi doskonałe źródło białka, zawiera niewiele tłuszczu, mniej cholesterolu niż wołowina, a także charakteryzuje się wysoką zawartością wielonienasyconych kwasów tłuszczowych (tabela 1.), co jest szczególnie ważne w zmniejszaniu ryzyka chorób sercowo-naczyniowych. Dodatkowo cechuje się wysokim poziomem makroelementów, wśród których przeważają potas i fosfor. Udział nasyconych kwasów tłuszczowych (SFA) w mięsie wielbłąda jest według danych różnych autorów bardzo zbliżony i waha się w granicach 51,25 - 52,33%. Znacznie większe zróżnicowanie stwierdzono dla jedno- i wielonienasyconych kwasów tłuszczowych (MUFA i PUFA). Wśród nasyconych kwasów tłuszczowych mięsa wielbłądziego przeważają: kwas palmitynowy (26,92%), stearynowy (9,82%) i mirystynowy (7,16%), a wśród kwasów nienasyconych: oleinowy (26,21%), palmitooleinowy (8,25%), linolowy (7,11%) i arachidonowy (2,84%). Tłuszcz zapasowy u wielbłąda umiejscowiony jest w większości we włóknistej tkance wewnątrz garbu. Mięso jest marmurkowate lub nie poprzerastane tłuszczem i wraz z wiekiem zwierząt staje się twardsze. Pozyskiwane od młodych osobników (w wieku 2,5-3 lata) o średniej masie ciała ok. 300 kg cechuje się znaczną kruchością. Występują też różnice w konsystencji mięsa pozyskiwanego z poszczególnych elementów. Niektórzy badacze twierdzą, że pomiędzy mięsem wołowym i wielbłądzim występuje niewielka różnica w smaku. Mięso wielbłąda ze względu na wysoką zawartość glikogenu charakteryzuje się słodkim posmakiem, a jego struktura jest grubo włóknista. Cechuje się ono dobrą jakością całkowitą, wyglądem ogólnym i zapachem. Ze względu na niewielką zawartość tłuszczu, przygotowanie mięsa wielbłąda wymaga podporządkowania się kilku regułom. Aby mięso zachowało soczystość, steki należy przygotowywać na dobrze rozgrzanej powierzchni. Tak samo należy postępować w przypadku pieczeni z wielbłąda – przed obróbką cieplną mięsa należy bardzo dobrze rozgrzać piekarnik. Przykładową, prostą w wykonaniu potrawą z mięsa wielbłądziego jest gulasz. Aby przyrządzić go na sposób mauretański, należy przygotować ok. 500 g mięsa z wielbłąda, szklankę bulionu, 3 ząbki czosnku i 2 cebule (drobno posiekane), kilka łyżeczek masła orzechowego, koncentrat pomidorowy, 2-3 ziemniaki, wybrane warzywa (marchew, seler – drobno pokrojone), przyprawy: liście laurowe, sól i pieprz. Mięso należy pokroić w kostkę, oprószyć mąką, podsmażyć na rozgrzanym tłuszczu. Przełożyć do garnka, dodać podsmażoną cebulę i czosnek, pokrojone warzywa (także można je wcześniej podsmażyć). Zalać bulionem, dodać przyprawy i dusić, sprawdzając miękkość mięsa. Pod koniec duszenia dodać masło orzechowe, koncentrat pomidorowy, pokrojone w plastry ziemniaki. Podawać, kiedy ziemniaki będą miękkie. Mięso z kangura Kangury są torbaczami żyjącymi w Australii, Papui Nowej Gwinei i sąsiadujących z nią wyspach. Ich populacja jest monitorowana przez specjalne agencje rządu australijskiego, a liczba zwierząt do odstrzału jest precyzyjnie ustalana. Samce kangura osiągają masę do 90 kg, a najwięcej mięsa uzyskuje się z tylnych nóg tych zwierząt. Australijczycy przywiązują wielką wagę do tego, aby kangurze mięso dotarło w dobrym stanie nawet na inne kontynenty i zabezpieczają je na różne sposoby - najczęściej pakują próżniowo i bardzo szybko zamrażają. Mięso kangurów posiada unikalne fizjologiczne właściwości – zaraz po uboju jego pH gwałtownie spada, co sprawia, że jest ono bardzo delikatne (dla porównania - w przypadku wołowiny spadek pH jest powolny i trwa ok. 36 godzin). Przy tym uważane jest za jedno z najzdrowszych mięs. Zawiera dużo białka, niewiele tłuszczu i znaczne ilości wielonienasyconych kwasów tłuszczowych (PUFA) (tabela 1.), wśród których znaczny procent stanowią kwasy z rodziny n-3 (ok. 3 razy więcej niż w wołowinie). Jest także bogate w żelazo. Charakteryzuje się ciemnoczerwoną barwą, podobną do wołowiny i wyrazistym smakiem. Pod tym względem wielu Polakom przypomina dziczyznę. Ma minimalnie wyczuwalny słodki posmak. Jak wskazują dane literaturowe, stosowanie diety obfitującej w mięso kangura pozwala na normalizację stężenia cholesterolu we krwi, podobnie jak dieta bogata w ryby. Mięso to jest również polecane alergikom; nie zawiera antybiotyków, hormonów wzrostu ani innych substancji, które niejednokrotnie dodaje się do paszy zwierząt hodowlanych. Atrakcyjny smak mięsa kangurzego doskonale komponuje się z różnorodnymi ziołami, owocami i innymi dodatkami, jak np. ziemniaki, frytki, ryż. Mięso to może być serwowane na różne sposoby, często podaje się je z lekkimi sosami (m.in. owocowymi). Smak mięsa kangurzego można również wzmocnić wędzeniem. Struktura mięsa jest dość mocna i łatwo je pokroić zarówno na plastry, jak i przygotować z niego bardzo wyrafinowane kompozycje. Poniżej przedstawiono niektóre sposoby przyrządzania różnych jego części i najbardziej typowe potrawy: • grzbiet (8 żeberek): do pieczenia; • comber oczyszczony z tłuszczu: do grilla, barbecue, smażenia; • filet oczyszczony z tłuszczu: do grilla, barbecue, smażenia, kebabów; • noga z biodrówką, z kością: do pieczenia, smażenia; • noga z biodrówką, bez kości: do pieczenia, steków, kebabów, grilla; • udziec bez biodrówki, bez kości: do pieczenia (można faszerować); • noga (kawałki): do smażenia, pieczenia, zapiekanek; • ogon: do zapiekanek, bulionów i zup. Ponieważ mięso kangurze zawiera niewiele tłuszczu, podczas gotowania należy uważać, żeby zbytnio go nie wysuszyć. Można tego uniknąć zamaczając mięso w oleju przez co najmniej 15 min. przed gotowaniem, a następnie podsmażając je z obu stron, tak aby uzyskać lekko brązowy kolor. To zabezpieczy mięso przed utratą wilgoci. Przed przyrządzeniem mięsa kangurzego należy dobrze podgrzać piekarnik lub naczynie, a mięsa nie solić, co zapobiegnie zbytniemu przesuszeniu potrawy. Po obróbce cieplnej (pieczenie, smażenie, grillowanie) mięso warto przykryć folią i zostawić na 5-10 minut. Pozwoli to na „rozejście się” po nim wilgoci i koloru. Miękkie części mięsa kangura nie wymagają marynowania, twardsze można marynować w łagodnie kwaśnych marynatach. Aby przygotować pieczeń z mięsa kangurzego mięso należy przyrumienić na patelni, a następnie piec w uprzednio nagrzanym piekarniku przez 8-12 minut (na każde pół kilograma mięsa) w temperaturze 220OC lub 15-20 minut w temp. 200OC. Mięso strusie Strusie są największymi żyjącymi ptakami, niezdolnymi jednak do lotu. Rozróżnia się wśród nich strusie afrykańskie, amerykańskie (nandu) oraz australijskie (emu, kazuar). W ostatnich latach nastąpił dynamiczny rozwój hodowli strusi afrykańskich na całym świecie, także w Polsce. Duży popyt na mięso strusia odnotowuje się w krajach Europy zachodniej, a także w USA i Japonii. W Polsce nadal jest to jednak produkt niszowy, uważany za egzotyczny. Strusina uznawana jest za bardzo smaczną i łatwą do przyrządzenia. Jest to mięso delikatne, czerwone, w smaku przypomina wołowinę lub dziczyznę - znawcy podkreślają, że jest nieco słodsze od wołowiny, w smaku zbliżone do dziczyzny z nutą orzechową. Poziom żelaza uzależniony od wysokiej zawartości hemu, jak i wysokiego pH strusiny sprawia, że jest ona zaliczana do mięsa ciemnego. Masę ubojową tj. około 90-130 kg strusie osiągają w wieku 10-14 miesięcy, a najcenniejszym elementem ciała tych ptaków są podudzia. Analizując walory odżywcze strusiny należy podkreślić, że charakteryzuje się ona niską kalorycznością, zawartością tłuszczu i cholesterolu, wysoką zawartością białka oraz korzystnym profilem kwasów tłuszczowych (tabela 1.). Pod względem składu mineralnego przypomina mięso wołowe - ma 2,6-3,7 mg żelaza/100 g tkanki (wołowina zawiera ok. 3,0 mg Fe/100 g). Podobnie jak wołowina ma także stosunkowo niewiele wapnia - poniżej 10 mg/100 g. Szczególnym walorem tego mięsa jest niska zawartość sodu (43,3 mg/ 100 g tkanki), co czyni je pożądanym w diecie osób z nadciśnieniem tętniczym. Podkreślić również należy, wysoki w mięsie strusi, udział niezbędnych nienasyconych kwasów tłuszczowych (NNKT) – kwasu linolowego (ok. 18%) i linolenowego (6%). Strusina zawiera także znaczne ilości kwasu arachidonowego (6%), przedstawiciela grupy długołańcuchowych wielonienasyconych kwasów tłuszczowych, który jest człowiekowi niezbędny zwłaszcza w okresie okołourodzeniowym, a także w podeszłym wieku, a którego organizm człowieka nie może syntetyzować ze względu na niską aktywność enzymów uczestniczących w tym procesie. Kolejną zaletą mięsa strusiego jest korzystny stosunek kwasów tłuszczowych nasyconych do jedno- i wielonienasyconych, wynoszący 1:1:1. Mięso strusi ze względu na zawartość składników pokarmowych i ich strukturę można zaliczyć do żywności funkcjonalnej, łączącej w sobie funkcje odżywcze, sensoryczne oraz fizjologiczne. Strusina w zależności od przeznaczenia kulinarnego może występować w pod różną postacią: • pozostawiona w całości - przeznaczona na pieczeń, • poprzecznie pocięta w grube plastry - na steki, • pocięta na cienkie plastry - kotlety, • podłużnie pocięta na zrazy, • kawałki gulaszowe, • skrawki mięsa. Obróbka termiczna mięsa ze strusia wymaga szczególnej uwagi, zbyt intensywna może powodować jego suchość i łykowatość. Po właściwym przygotowaniu mięso jest kruche i delikatne. Aby uzyskać pożądany efekt, należy więc podporządkować się kilku regułom. Ze względu na małą zawartość tłuszczu, strusina najpierw powinna zostać lekko podsmażona, po czym pieczona wg upodobań. Po podsmażeniu mięsa należy założyć 15 minut pieczenia dla każdych 500 g strusiny pieczonych w piekarniku (średnio w temperaturze 150-170OC). Średnia grubość steku powinna wynosić 2-2,5 cm. Mięsa nie powinno się nakłuwać, a w trakcie pieczenia należy je często podlewać jego własnym sosem. Strusinę należy podawać różową, najlepiej na talerzach lub naczyniach uprzednio nagrzanych. Filety ze strusia można przyrządzać na różne sposoby, ale najlepiej podawać je lekko podgotowane, co pozwoli uchwycić ich naturalny smak. Znawcy zdecydowanie odradzają strusinę dobrze wysmażoną. Steki ze strusia doskonale komponują się z żurawiną i sosem porzeczkowym. Mięso z ud strusia najlepsze jest na pieczeń, którą można podawać zarówno na ciepło, jak i na zimno. Aby zachować soki i nie wysuszyć mięsa można użyć torebki do pieczenia (nie należy jej przekłuwać). Mięso strusie w kostkach można przeznaczyć na gulasz, z mielonego zrobić sos bolognese, a stir-fry wykorzystać np. do dań chińskich czy indyjskich. Można je spożywać także na surowo jak carpaccio. Aby przygotować taką potrawę należy przygotować: mrożone mięso ze strusia, 6 łyżek oliwy z oliwek lub oleju rzepakowego, 3 łyżki soku z cytryny, pół pęczka natki pietruszki, kilka listków świeżej bazylii, ser (najlepiej parmezan), sól i pieprz. Mięso, nie do końca rozmrożone, należy pokroić ostrym nożem na cienkie plasterki i położyć na półmisku. Pietruszkę i bazylię drobno posiekać, wymieszać z solą, pieprzem, oliwą z oliwek (lub olejem) i sokiem z cytryny. Plasterki mięsa posmarować przygotowaną marynatą i posypać serem. Carpaccio podawać z ciepłym pieczywem tostowym. Polacy coraz chętniej sięgają po inspiracje kulinarne do zagranicznych kuchni, szukają doznań smakowych, które zaskakują. Warto otworzyć się na nowe smaki i spróbować potraw przygotowanych z mięs zwierząt egzotycznych. Są one nie tylko smaczne, ale zawierają także wiele cennych dla zdrowia składników. Autor: dr inż. Magdalena Kuchlewska Literatura: 1. Adamczak L., Florkowski T., Chmiel M., Pietrzak D. 2013: Wydajność rzeźna strusi i uzysk wybranych elementów kulinarnych. Zeszyty Problemowe Postępów Nauk Rolniczych 575, 3-11. 2. Kijowski J. 1999: Struś na talerzu. Przegląd Gastronomiczny 5, 6-7,9. 3. Kolanowski W. 2004: Chude, delikatne, smaczne. Przegląd Gastronomiczny 1, 10-11. 4. Kunachowicz H., Nadolna I., Przygoda B., Iwanow K. 2005: Tabele składu i wartości odżywczej żywności. Wydawnictwo Lekarskie PZWL, Warszawa. 5. Nowak D. 2008: Mięso zwierząt egzotycznych nietypowe źródło białka. Przemysł Spożywczy 3, 17-20. 6. Olszewski A. 2016: Ocena przydatności kulinarnej mięsa strusia podlaskiego. Gospodarka Mięsna 5, 36-40. 7. Pomianowski J.F., Chwastowska-Siwiecka I., Skiepko N., Dębczyńska A. 2016: Pozyskiwanie i jakość mięsa wielbłąda. Gospodarka Mięsna 8, 64-68. 8. Rokicki T. 2006: Właściwości mięsa strusiego. Gospodarka Mięsna 8, 38-39. 9. Szczuko M., Mierzwa M., Żych A., Alchimowicz M., Seidler T. 2011: Oznaczanie zawartości ryboflawiny w wybranych częściach drobiu za pomocą metody fluorymetrycznej. Bromatologia Chemia Toksykologiczna 4, 1073-1078. 10. Tariq M., Rabia R., Jamil A., Sakhwat A., Aadil B., Muhammad S. 2011: Minerals and nutritional composition of camel (Camelus dromedarius) meat in Pakistan. Journal of The Chemical Society of Pakistan 33, 835-838. 11. http://australiancamelindustry.com. au/cjamel/images/pdfs/camelmeat/ Benefits_Camel_Meat.pdf 12. http://www.strusie.abc.pl
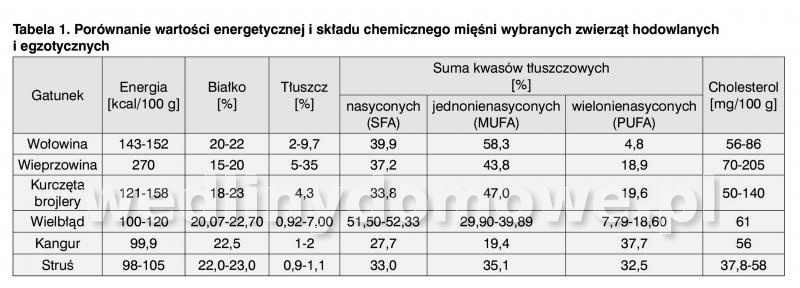
-
GRZYBY PLEŚNIOWE W PRODUKCJI KIEŁBAS SUROWYCH Istotą produkcji wędlin surowych, w tym przede wszystkim kiełbas jest technologiczne sterowanie procesami technologicznymi, mikrobiologicznymi oraz fizycznymi, które zachodzą w surowcu mięso-tłuszczowym. Jakość tych wyrobów uzależniona jest od: • fizycznych, chemicznych i mikrobiologicznych właściwości surowca użytego do produkcji, • zastosowanych dodatków, • technologicznego sterowania procesem produkcji i zabiegami poprodukcyjnymi. W zależności od zakresu i rodzaju oddziaływania poszczególnych czynników a przede wszystkim ze względu na konsystencję wyrobu gotowego, kiełbasy surowe można podzielić na: • twarde (krajalne), które na etapie wytwarzania są poddawane dojrzewaniu, • miękkie (smarowne). Kiełbasy surowe dojrzewające charakteryzują się dużą trwałością, która jest wypadkową szeregu zmian zachodzących w farszu wędlinowym, prowadzących do: • wzrostu zawartości chlorku sodu, • nasycenia składnikami dymu wędzarniczego w przypadku stosowania zabiegu wędzenia, • odwodnienia, powodującego obniżenia aktywności wody w wyrobie, • wytworzenia się kwaśnych produktów fermentacji, • cenoanabiotycznej wymiany mikroflory przypadkowej na pożądaną technologicznie. W procesie wytworzenia kiełbas dojrzewających a szczególnie długo dojrzewających w kształtowaniu jakości i trwałości istotną rolę, poza mikroflorą zakwaszającą, odgrywa mikroflora denitryfikująca, aromatyzująca i stabilizująca. OSZRONIENIE BIOLOGICZNE JAKO REZULTAT PLEŚNIENIA W sprzyjających warunkach na powierzchni kiełbas surowych rozwijać się może wiele gatunków grzybów strzępkowych, do których należą pleśnie. Pojawianie się charakterystycznych nalotów, które są grzybnią tych pleśni może następować już w krótkim czasie po nadzianiu masy wędlinowej w osłonki, jak i również później, a mianowicie w czasie poprodukcyjnego dojrzewania kiełbas surowych. Najczęściej naloty pleśniowe występują i są widoczne wtedy w miejscach przewiązania batonów, odkręcenia kiełbas lub klipsowania. Grzyby pleśniowe jako zdecydowane tlenowce wegetują w zasadzie na zewnętrznych powłokach kiełbas tworząc odchylenia jakościowe określane jako oszronienia biologiczne (pleśnienie) i tylko w wyjątkowych okolicznościach strzępki (nitki) grzybni drążą w głąb wyrobów. Grzybnia rozwija się wtedy również bezpośrednio pod osłonką. Powstałe na zainfekowanych wędlinach grzybnie wytwarzają najczęściej zarodniki, co intensyfikuje rozwój kolonii o różnym zabarwieniu, uwarunkowanym rodzajem gatunkowym rozwijającej się pleśni. W sprzyjających warunkach środowiskowych na powierzchni kiełbas surowych rozwijać się może w sposób niekontrolowany i niezamierzony wiele różnych gatunków pleśni określanych jako grzyby niedoskonałe, w tym głównie należących do rodziny Trichocomaceae, pędzlaków z rodzaju Penicillium. Często na batonach pojawiają się szkodliwe, również anamorficzne (rozmnażanie bezpłciowe) jak rodzaj Penicillium, wytwarzające jednokomórkowe zarodniki zwane amerokonidiami, pleśnie z rodzaju Scopulariopsis, które należą do rodziny Microascaceae. Niekiedy na powierzchni kiełbas obserwuje się także rozwój pleśni zbożowej (Cladosporium herbarum), tj. szczepu reprezentującego rodzinę Cladosporiaceae i tworzącego charakterystyczne czarne plamy na batonach kiełbas. Sporadycznie wyroby mogą być również zainfekowane pleśniami z rodziny workowców Mycosphaerellaceae. W związku z rozwojem różnorodnych gatunkowo pleśni można obserwować na zainfekowanych kiełbasach wiele odcieni barw powstających nalotów (tzw. okwiat), tj. począwszy od białych i kremowych, poprzez szare, zielone, niebieskie aż po brązowe i czarne. Zasadnicze zagrożenie będące wynikiem samoistnego, spontanicznego zaszczepienia kiełbas pleśniami tkwi jednak przede wszystkim w dużej aktywności proteolitycznej i lipolitycznej tych grzybów oraz zdolności niektórych z nich do tworzenia mykotoksyn. Wraz z rozwojem grzybni nasila się niekorzystny dla jakości kiełbas specyficzny, duszący, nieprzyjemny a zarazem dość silny zapach. Jest to spowodowane powstawaniem wolnych metyloketonów i innych związków karbonylowych, które tworzą się na skutek jełczenia oksydacyjnego tłuszczu zachodzącego pod wpływem działania lipooksydazy pleśniowej. Aktywność w tym zakresie wykazują głównie szczepy z rodzaju Penicillium. Pleśnie jako heterotroficzne (organizmy cudzożywne) drobnoustroje rozkładające białka alkalizują środowisko, co wpływa na pogorszenie trwałości zainfekowanych kiełbas. Jest to efektem działania katepsyn pleśniowych, które katalizują proteolizę białek, kończącą się dezaminacją aminokwasów i prowadzącą do wydzielania się wolnego amoniaku. Zmiany te dotyczą głównie warstw zewnętrznych batonów kiełbas. Szkodliwe mykotoksyny mogą wytwarzać rozwijające się na kiełbasach niektóre pleśnie z rodzaju Penicillium, jak i wybitnie patogenne pleśnie Cladosporium herbarum. Te ostatnie rosną w szerokim zakresie temperaturowym i dodatkowo stanowią zagrożenie alergiczne. Zdolność do tworzenia mykotoksyn a nawet możliwości wywoływania infekcji u człowieka mają również pleśnie z rodzaju Scopulariopsis, które wytwarzają strzępki przezroczyste lub ciemne pigmentowe. Kolonie tych patogenów w zależności od gatunku mogą mieć barwę białą, płową, brązową a nawet czarną i tworzą grzybnię aksamitno-puszystą. Zagrożeniem dla trwałości kiełbas surowych są również bardzo szeroko rozpowszechnione w przyrodzie pleśnie z rodzaju Rhizopus (rodzina Rhizopodaceae) i Mucor (rodzina pleśniakowatych, Mucoraceae), które tworzą na batonach kiełbas luźne grzybnie. Biała, przechodząca w szarość i barwę żółtobrązową, grzybnia pleśni z rodzaju Rhizopus wrasta często pod osłonę za pomocą pigmentowych chwytników. Rodzaj Mucor tworzy natomiast białożółtą zarodnię o wełniastej, watowatej i kosmatej strukturze. Te gatunki grzybów pleśniowych wytwarzają charakterystyczne ciemne zarodniki, od których ciemnieją z upływem czasu powstałe zarodnie. Wytwarzanie mykotoksyn przez grzyby pleśniowe zależy od składu podłoża, wilgotności względnej i temperatury środowiska oraz rodzaju mikroflory towarzyszącej. Najbardziej sprzyjającą temperaturą do wytwarzania przez pleśnie mykotoksyn jest zakres 20-25OC. Z technologicznego punktu widzenia istotny jest jednak fakt, że optymalna temperatura rozwoju pleśni nie zawsze jest optymalną dla produkcji przez te drobnoustroje toksyn. Dużym zagrożeniem dla wyrobów jest ewentualny rozwój pleśni w warunkach, w których stają się one dominujące nad innymi drobnoustrojami. Zjawisko to pojawia się najczęściej w czasie przetrzymywania kiełbas w temperaturze 5-10OC i przy wilgotności względnej powietrza w granicach 70-75%. Dynamikę wzrostu pleśni wzmaga słaba cyrkulacja powietrza a nie szkodzi ich rozwojowi niska aktywność wody występująca w kiełbasach na etapie końcowym dojrzewania (suszenie). Oszronieniu biologicznemu spowodowanemu przez rozwój pleśni sprzyjają również zbyt duże wahania temperatury, jej częsta zmienność oraz przekroczenie punktu rosy. Warunki w jakich technologicznie przebiega produkcja a szczególnie proces dojrzewania kiełbas surowych powodują zawsze duże ryzyko zainfekowaniu ich zarodnikami różnych grzybów pleśniowych. Negatywne skutki rozwoju pleśni na wyrobach mięsnych wyraźnie sugerują więc konieczność eliminowania rozwijających się w sposób niekontrolowany grzybów pleśniowych z batonów kiełbas surowych dojrzewających. Powstające grzybnie można usuwać z powierzchni kiełbas mechanicznie, względnie dodatkowo zmywając je poprzez użycie roztworów kwasów organicznych (np. 3-5% roztwór kwasu octowego). PLEŚNIE JAKO KULTURY STARTOWE Wegetację i intensywny rozwój pleśni na powierzchni batonów kiełbas surowych przy pewnych założeniach technologicznych wywołuje się również celowo, co jest zjawiskiem w pełni wówczas pożądanym. Wytworzoną wtedy grzybnię należy zawsze zasuszyć ale pod warunkiem, że spełnia ona zakładane oczekiwania technologiczne, a mianowicie: • pokrywa jednocześnie całą powierzchnię batonów, • ściśle przylega do powierzchni kiełbas, • posiada białe lub białe z odcieniem szarości zabarwienie, • wykazuje czystość mikrobiologiczną. Celowo wytworzony przy takich uwarunkowaniach porost pleśni na powierzchni batonów kiełbas surowych w pełni odpowiada założeniom technologicznym stawianym wyrobom gotowym i nie zagraża konsumentowi zdrowotnie a powstał wskutek zaszczepienia kiełbas czystymi kulturami pleśniowymi, określanymi jako startowe. Kultury te nanoszone bezpośrednio na powierzchnię kiełbas dojrzewających tworzą swoistą mikroflorę pleśniową, nadającą wyrobom specyficzne ale zarazem pożądane właściwości organoleptyczne. Grzybnie tak wytworzone są wolne od mykotoksyn a użycie szlachetnych szczepów pleśni do powstawania tych grzybni gwarantuje, że nie dojdzie do wytworzenia żadnych toksyn w późniejszym okresie. Poza zdolnością do kształtowania korzystnych cech sensorycznych i technologicznych wyrobu, pleśnie stosowane jako kultury startowe powinny być konkurencyjne wobec pleśni obcych (pleśnie dzikie) i charakteryzować się dużą szybkością wzrostu oraz tworzeniem pożądanego aromatu. Dynamika namnażania się zaszczepionych na powierzchni kiełbas szczepów pleśniowych, wprowadzonych jako kultury startowe jest wynikiem ich wegetatywnego rozmnażania się, określanego jako bezpłciowe (pleśnie anamorficzne). Pleśnie takie rozmnażają się wskutek wytwarzania konidii (egzospory) lub produkowanie zarodników w zarodniach (endospory). Do grupy drobnoustrojów pleśniowych rozmnażających się bezpłciowo należą pędzlaki z rodzaju Penicillium, które wytwarzają zarodniki konidialne (egzospory). Wytworzona warstwa grzybni pleśniowej powstającej wskutek rozwoju pleśniowych kultur startowych nadaje kiełbasom atrakcyjny wygląd, utrudnia rozwój niepożądanej mikroflory bakteryjnej i drożdżowej oraz wpływa na specyficzny bukiet smakowo-zapachowy wyrobów. Pleśnie te wykorzystując tlen do swojego rozwoju eliminują jego dostęp do powierzchniowych warstw kiełbas, co ogranicza jego destrukcyjne działanie na stabilność barwy wyrobów. Kiełbasy charakteryzują się wtedy bardzo atrakcyjnym wybarwieniem pożądanym w tej grupie technologicznej wyrobów mięsnych. Z powyższych względów praktyczne zastosowanie, jako kultury startowe, znajdują tylko niektóre szczepy pleśni z rodzaju Penicillium, które dobrze i skutecznie kolonizują powierzchnię batonów kiełbas. Kultury te zapobiegają również rozwojowi konkurencyjnych patogennych i toksynogennych pleśni. Dla ich szybkiego rozwoju i tworzenia się porostu niezbędne jest zapewnienie odpowiednich warunków klimatycznych w czasie dojrzewania kiełbas, tj. wilgotności względnej, temperatury i szybkości przepływu powietrza. Generalnie pleśnie z rodzaju Penicillium rozwijają się wskutek tlenowego metabolizmu w zakresie temperatur od -10 do 55OC (optimum ok. 35OC), przy wartości pH masy wędlinowej wynoszącej 1÷10 (optimum 3÷5,5) i minimalnej zawartości wody na poziomie 11-14%. Młode grzybnie tworzone przez pleśnie Penicillium są białe ale mogą przybierać z czasem również kolor zarodników charakterystyczny dla danego szczepu (żółty, zielony, niebieski). Złe warunki środowiskowe (nadmierna wentylacja, zbyt sucho) powodują, że grzyby pleśniowe z rodzaju Penicillium tworzą duże miejscowe plamy na batonach, ale bez charakterystycznego równomiernego pokrycia ich grzybnią. W efekcie może to prowadzić do ograniczonego zabezpieczenia kiełbas przed rozwojem dzikich i niepożądanych pleśni. Efektywność technologiczna wynikająca z działania pleśniowych kultur startowych jest rezultatem odpowiednio dobranych warunków przebiegu dojrzewania wyrobów oraz dynamiki tworzenia się charakterystycznego aromatu. W procesie dojrzewania kolonizujące batony kiełbas, pleśnie, eliminują niekorzystne powstawanie tzw. obwódki podsychania w warstwach podosłonkowych kiełbas, sprzyjają równomiernemu wybarwieniu, poprawiają konsystencję (związanie, spójność) kiełbas. W efekcie skracają czas procesu suszenia, co prowadzi do szybszego uzyskania zakładanej wydajności produkcyjnej. Tworzenie się charakterystycznego aromatu kiełbas jako rezultatu rozwoju pleśni jest wynikiem ich proteolitycznego i lipolitycznego działania, które prowadzi do powstawania charakterystycznych związków aromatycznych, w tym również amoniaku. Jednocześnie bezpośrednie działanie tych drobnoustrojów daje efekt wzmocnienia typowo cha- rakterystycznego zapachu kiełbas dojrzewających. Gatunkami pleśni spełniającymi kryteria stawiane kulturom startowym są głównie szczepy: Penicillium nalgiovense, Penicillium candidium oraz wyodrębnione, wyselekcjonowane a zarazem spokrewnione z nimi szczepy Penicillium salamii, Penicillium olsonii i Penicillium milanese. Atutem pleśni Penicillium nalgiovense jest to, że szybko rosną i skutecznie tłumią rozwój niekorzystnej mikroflory. Dają gęsty porost w formie ochronnego nalotu mocnej grzybni oraz charakterystyczny grzybowy aromat. Pleśń ta wytwarza dichlorodiaportynę, diaportynol i kwas diaportynowy. Natomiast szczepy Pencillium candidium wprowadzają do kiełbas dojrzewających dodatkowo świeży aromat sera o charakterystyce typu camembert i wykazują przy tym dobry wzrost w niestabilnych warunkach (np. zbyt suche środowisko). Nowy, wyodrębniony z rodzaju Penicillium gatunek Penicillium salami, charakteryzuje się szybką skutecznością kolonizowania kiełbas już na etapie początkowej fazy dojrzewania i przebarwia kiełbasy na kolor zielony. Stwarza to zupełnie nową charakterystykę oraz atrakcyjność kiełbas surowych dojrzewających. UWARUNKOWANIA PRODUKCYJNE KIEŁBAS Z POWŁOKĄ PLEŚNIOWĄ Na skuteczność i efektywność kolonizowania batonów kiełbas wpływa w dużym stopniu rodzaj zastosowanej osłonki. W praktyce można stosować do produkcji tylko osłonki przepuszczalne, tj. osłonki celulozowe, kolagenowe i naturalne. Osłonki celulozowe nie są idealne dla wzrostu pleśni i należy je zawsze przed użyciem dobrze namoczyć. Zbyt wolny wzrost zaszczepionych na tych osłonkach pleśni szlachetnych może sprzyjać równocześnie niekorzystnemu rozwojowi pleśni dzikich, które prowadzą często do uszkodzenia osłonek, wskutek rozpuszczanie materiału osłonkowego. Znacznie lepszym rozwiązaniem jest stosowanie do produkcji kiełbas pleśniowych osłonek kolagenowych a zdecydowanie najlepiej osłonek naturalnych, na których szybko następuje wytworzenie się pożądanej gęstej grzybni. Osłonki celulozowe w porównaniu z naturalnymi opóźniają powstawanie mocnego porostu pleśni o 6-8 dni, co jest istotne dla efektu całego procesu dojrzewania kiełbas. Niezależnie od rodzaju osłonki proces dojrzewania kiełbas pleśniowych powinien zawsze przebiegać przez pierwsze 2 doby przy wilgotności względnej otaczającego powietrza powyżej 80% i w temperaturze 24-30OC oraz przy szybkości przepływu powietrza w czasie całej fazy suszenia wynoszącej 0,1-0,2 m/s (maksymalnie 0,6 m/s). Nadmierna prędkość przepływu powietrza prowadzi do powstawania niekorzystnej suchej warstwy podosłonkowej a z kolei zbyt wolny przepływ powietrza wydłuża czas i efektywność samego suszenia. W procesie produkcji kiełbas surowych pleśniowych mogą pojawiać się pewne mankamenty prowadzące do występowania odchyleń jakościowych. Do najczęściej spotykanych należą: • lepka powierzchnia batonów, będąca wynikiem zanieczyszczenia bakteryjnego, wadliwego schematu prowadzenia procesu dojrzewania, źle dobraną osłonką i zbyt małą wentylacją, • zazielenienia i nierównomierne pokrycie batonów białą grzybnią, co może być efektem rozwoju dzikich pleśni (np. z rodzaju Mucor), które zdominowały szczepy szlachetne, • niekorzystny amoniakowy zapach, będący efektem nadmiernej roli w zestawie startowych kultur pleśniowych szczepu Penicillium candidum oraz powstawania amoniaku wskutek obumierania pleśnie, • zbyt duży porost pleśni, któremu sprzyja wysoka wilgotność względna powietrza, długi czas procesu dojrzewania oraz zastosowana naturalna osłonka, dla której nie skorygowano parametrów procesu dojrzewania. Przykładowy układ recepturowy Kiełbasy surowe z porostem pleśni charakteryzują się najczęściej zawartością tłuszczu w wyrobie gotowym wynoszącą od 35% do maksymalnie 45%, odpowiednim stopniem rozdrobnienia i stosunkowo mało intensywnym przyprawieniem. Są one poddawane suszeniu prowadzonemu równocześnie z dojrzewaniem ale bez stosowania zabiegu wędzenia. Farsz do produkcji kiełbas surowych pleśniowych tworzy najczęściej mięso wieprzowe i/lub wołowe oraz tłuszcz twardy wieprzowy (słonina). Jako przyprawy stosuje się głównie czosnek i pieprz oraz niekiedy gałkę muszkatołową i kardamon. Do dodatków będących niezbędnym składnikiem recepturowym należy zaliczyć mieszankę peklującą, glukozę, askorbinian sodu i przydatny w tej grupie wyrobów azotan potasu. Używa się również niekiedy dodatek czerwonego wina. W produkcji kiełbas pleśniowych praktykuje się niski stopień zasolenia wyrobu, tj. nawet poniżej 2% liczony w stosunku do użytego surowca. Dla stabilizacji farszu i w celu stymulowania poprawnego przebiegu procesu dojrzewania przydatny jest dodatek bakteryjnych kultur startowych w postaci szczepów Staphylococcus xylosus lub Staphylococcus carnosus oraz Pediococcus pentosaceus. Te szczepy z rodzaju Staphylococcus, należące do względnych beztlenowców, rozwijają się w zakresie wartości pH = 4,8-8,0 oraz wytwarzają katalazę i redukują azotany, co jest istotne w przypadku ich dodania do farszu zawierającego azotany. Minimalna temperatura wzrostu dla tych drobnoustrojów wynosi 10OC a optimum rozwoju kształtuje się na poziomie 30OC. Bakterie te wykazują ponadto pożądane w tej grupie kiełbas właściwości lipolityczne i proteolityczne. Kwaszące szczepy Pediococcus pentosaceus wzrastają już od temperatury 15OC, ale największą intensywność rozwoju osiągają w temperaturze powyżej 30OC. Należą do względnych tlenowców i fermentując glukozę wytwarzają kwas mlekowy. Cechy, właściwości a przede wszystkim warunki rozwoju tych drobnoustrojów bakteryjnych stosowanych jako kultury startowe dobrze korelują z warunkami koniecznymi dla rozwoju wprowadzanych na powierzchnię nadzianych batonów kiełbas, szlachetnych kultur pleśniowych w postaci Penicillium nalgiovense i/lub Penicillium candidum. Zaszczepianie napełnionych farszem kiełbasianym osłonek odbywa się poprzez zanurzania batonów w roztworze zawierającym rozprowadzone w nim kultury pleśniowe. Następnie batony zawiesza się na wózkach i po 24 godzinnym osadzeniu w komorach klimatyzacyjnych poddaje się je procesowi fermentacji. Przebiega on najskuteczniej przez 2 doby w temperaturze 28-30OC i przy wilgotności względnej otaczającego powietrza ok. 90%. Po zakończonej fermentacji, następujący po niej proces dojrzewania (suszenie) należy prowadzić przez 5-6 tygodni w temperaturze 12-14OC i wilgotności względnej wynoszącej 60-65% do uzyskania zakładanej wydajności produkcyjnej. Autor: dr inż. Jerzy Wajdzik Literatura: 1. Chróst A. (2016): Grzyby pleśniowe a środowisko człowieka. ,,Medycyna Doświadczalna i Mikrologia” nr 68 2. Jankiewicz L., Słowiński M. (2004): Technologia produkcji wędlin. Kiełbasy surowe. P.W.F. Warszawa 3. Perrone G., Houbraken J., Samson. P. A., Frisvad J. C., Susca A., Gunde-Cimerman N. (2015): Penicillium salamii. ,,International Journal of Food Technology” nr 16 4. Pezacki W. (1968): Technologiczne odchylenia jakości wyrobów mięsnych. P.W.R i L. Warszawa 5. Wajdzik J. (2013): Aspekty jakości wędlin surowych dojrzewających. ,,Gospodarka Mięsna” nr 7 6. Visagie C. M., Houbraken J, Frisvad J. C., Hong S- B, Klaassen C. H. W., Perrone G., Seifert K. A., Varga J., Yaguchi T., Samson R. A. (2014): Identification and nomenclature of the genus Penicillium. ,,Studies in Mycology.” nr 78

-
Peklowanie mięsa, korzyści i konieczność stosowania Peklowanie mięsa jest beztlenowym chemicznym zabiegiem utrwalania mięsa, polegającym na działaniu środków peklujących (soli peklujących) w postaci azotanów (azotany V) i azotynów (azotany III). Za całościowy efekt tego procesu odpowiedzialny jest bezpośrednio azotyn, a azotan będący jego prekursorem jest tylko substratem przemiany zachodzącej z udziałem drobnoustrojów denitryfikujących, a prowadzącej do powstania azotynu. Z tego względu peklowanie samym azotynem przyjęto określać terminem metody peklowania bezbakteryjnego. W praktyce produkcyjnej działanie soli peklujących dokonuje się z równoczesnym udziałem chlorku sodu, a proces peklowania może być wspomagany także dodatkiem różnych innych substancji chemicznych. Dla optymalnego jego przebiegu niezbędne jest stworzenie odpowiednich warunków, w tym głównie optymalnej temperatury środowiska i braku obecności w niej tlenu oraz właściwej wartości pH peklowanego mięsa. Funkcjonalnymi skutkami procesu peklowania są pożądane i w pełni akceptowalne przez konsumentów następujące funkcje, wynikające z zastosowania tego procesu technologicznego: funkcja barwotwórcza sprowadzająca się do powstawania wybarwienia peklowniczego, którego efektem jest wytworzenie stabilnej barwy,funkcja smako- i zapachotwórcza prowadząca do wytworzenia aromatu i smaku peklowniczego,funkcja hamująca rozwój niektórych niepożądanych drobnoustrojów, w tym głównie do działania antybotulinowego,funkcja przeciwutleniająca powodująca spowalnianie procesów oksydacyjnych. Barwotwórczy efekt peklowania W procesie peklowania azotyn uczestniczy w przemianach (proces nitrozylowania) prowadzących do powstawania charakterystycznych barwników peklowanego mięsa, jakimi są: nitrozylomioglobina (Mb·NO) i nitrozylohemoglobina (Mb·NO). Te nitrozylowe formy barwników hemowych są produktami powstającymi z udziałem azotynu przekształconego przez nietrwały kwas azotawy do tlenku azotu, który tworzy kompleks z żelazem hemu barwników hemowych. W zachodzącym w mięsie procesie nitrozylowania (tlenowanie tlenkiem azotu) barwników hemowych bierze udział tylko 5-15% dostępnego azotynu. Dla uzyskania barwotwórczego efektu peklowania niezbędna jest obecność w mięsie azotynu na poziomie wynoszącym 30-50 mg w 1 kg tkanki mięśniowej. Powstające w procesie peklowania nitrozylobarwniki kształtują czerwoną barwę mięsa peklowanego, co jest bardzo pożądane w technologii wytwarzania większości przetworów mięsnych. Jednocześnie barwa peklownicza jest wyróżnikiem rzutującym w istotnym stopniu na atrakcyjność konsumencką wyrobów mięsnych. Trwałość tej barwy ma więc wyjątkowo duże znaczenie dla jakości produkowanych bardzo wielu wyrobów mięsnych. Dodatkowym atutem peklowania jest również fakt, że nitrozylobarwniki w czasie obróbki termicznej ulegają przemianom prowadzącym do ustabilizowania powstałej barwy peklowniczej, co staje się efektem powstania nitrozylomiochromogenu (Ch· Mb· NO) i nitrozylohemochromogenu (Ch· Hb· NO). Tworzące się kompleksy barwne pod wpływem światła i tlenu mogą jednak ulegać degradacji prowadzącej do pogorszenia barwy wyrobów wytwarzanych z mięsa peklowanego. Intensywność nitrozylowania mioglobiny i hemoglobiny, a tym samym tworzenie się wysyconej barwy mięsa peklowanego, jest pochodną wpływu wielu czynników, m.in. takich jak: wartość pH mięsa, reaktywność i redukcyjność środowiska, temperatura oraz ilość dostępnych natywnych barwników hemowych i ich dostępność dla tlenku azotu, a także od stopnia zaawansowania poprawności lub wadliwości glikolitycznych przemian poubojowych. Niezbędnym czynnikiem determinującym powstawanie barwy peklowniczej jest podaż dominującego barwnika mięsa, jakim jest mioglobina. Hemoglobina, będąca typowym barwnikiem krwi i znajdującym się w mięsie jako efekt niedostatecznego wykrwawienia (pozostałość krwi w naczyniach włosowatych) stanowi maksymalnie tylko 16% ogólnej zawartości barwników hemowych w tkance. W praktyce przyjmuje się więc, że to mioglobina decyduje o charakterystyce barwy mięsa peklowanego. reakcja tlenowania tlenkiem azotu (nitrozylowania) mioglobiny, jako dominującego barwnika obecnego w mięsie, przebiega najszybciej w środowisku o kwasowości czynnej, wyrażonej stężeniem jonów wodorowych, mieszczącej się w przedziale 5,2≤ pH ≤ 6,0. Przekroczenie tych granicznych wartości pH może powodować już nieprawidłową jakość wybarwienia peklowniczego i pogorszenie intensywności tworzonej się barwy. Staje się to rezultatem zakłóconego mechanizmu peklowania. W praktyce przyjmuje się, że najbardziej pożądaną barwę peklowniczą uzyskuje się przy wartości pH peklowanego mięsa mieszczącej się w zakresie od 5,15 do 6,63 jednostek. Zaobserwowano jednocześnie, że w odczynie powyżej poziomu wartości 7,16 reakcja tlenowania tlenkiem azotu przebiega na tyle wolno, że mięso przebarwia się wysoce nieprawidłowo. Z kolei zbyt duża kwasowość czynna peklowanego mięsa (pH <5,0) powoduje natomiast dekompozycję natywnej mioglobiny, co prowadzi do ograniczenia powstania skutecznego wybarwienia peklowniczego. Prawidłowe wykształcenie się barwy peklowniczej przebiega najłatwiej i bez zakłóceń tego mechanizmu wówczas, gdy w mięsie znajduje się wyłącznie natywna forma mioglobiny (Mb). Ze względu na fakt, że taki stan jest naturalnie nieosiągalny, należy więc tak kształtować warunki środowiskowe mięsa, aby wstrzymać utlenianie mioglobiny, a zarazem ułatwiać redukcję powstałej metmioglobiny (MMb) lub odtlenowanie oksymioglobiny do wyjściowej formy tego barwnika, jakim jest mioglobina. Zarówno metmioglobina, jak i oksymioglobina obecne w mięsie mogą sprzyjać powstawaniu zbrązowienia peklowanego mięsa dokonującego w pierwszym etapie zachodzących w tym procesie przemian barwnikowych. Peklowanie mięsa jest najbardziej skuteczne wtedy, kiedy rozpoczyna się w możliwie krótkim czasie od uboju zwierząt rzeźnych. Im krótszy czas między tymi fazami przerobu mięsa, tym skuteczniej można uzyskać intensywną barwę peklowanego mięsa. Procesy autolityczne i egzogenne zachodzące przy zmienności wartości pH, jełczenie oksydacyjne, prowadzące do powstawania nadtlenków oraz jełczenie hydrolityczne, poprzez tworzenie się nienasyconych kwasów tłuszczowych w dużym stopniu zakłócają mechanizm powstawania nitrozylobarwników. Ponadto obecne w mięsie nienasycone kwasy tłuszczowe i nadtlenki, utleniając barwniki peklowanego mięsa, powodują powstawanie niekorzystnej szarozielonej barwy. Postępujące zmiany poubojowe zachodzące w mięsie prowadzą również do dysocjacji mioglobiny, co stwarza istotne przesłanki biochemiczne do nieodpowiedniego przebiegu reakcji barwnych zachodzących w trakcie peklowania. Wybarwienie peklownicze warunkowane jest w dużym stopniu obecnością w środowisku związków redukujących oraz substancji obniżających wartość pH. Istotną rolę odgrywa w tym procesie również własna redukcyjność środowiska. Jednocześnie dla wytworzenia barwy peklowniczej niezbędna jest zawsze optymalna ilość azotynu lub/i azotanu. W przypadku niedoboru tych substancji barwa peklownicza tworzy się mało intensywna i jest nietrwała. Z drugiej strony nadmiar azotynów może powodować powstawanie w większej ilości metmioglobiny, co prowadzi do pojawiania się niekorzystnej brązowej barwy. Uzyskanie pożądanych technologicznie efektów tlenowania mioglobiny tlenkiem azotu utrudnia także naturalna skłonność tego barwnika hemowego do utlenienia. Z technologicznego punktu widzenia tlenowanie mioglobiny tlenkiem azotu powinno więc zawsze wyprzedzać niekorzystne jej utlenianie, prowadzące do powstawania brunatnej metmioglobiny. Barwa taka staje się skrajnie nieakceptowalna, gdy około 60% natywnych barwników obecnych w mięsie ulegnie przemianie do metmioglobiny i methemoglobiny. Procesowi powstawania tych barwników heminowych sprzyja obecność w mięsie oksymioglobiny, na którą działa azotyn. Obecne w peklowanym mięsie pochodne mioglobiny w postaci oksymioglobiny (Mb·O2) i metmioglobiny (MMb) w sprzyjających warunkach (długi czas, dostęp światła i tlenu) mogą ulegać niekorzystnym procesom prowadzącym do tworzenia się sulfmioglobiny oraz cholemioglobiny. Pojawieniu się w mięsie tych substancji towarzyszą niekorzystne zmiany w zakresie jakości barwy. Mięso uzyskuje wtedy szarozieloną barwę, idącą nawet w odcień czerni. Najbardziej podatnymi gatunkowo na takie zmiany są mięsa bogate w barwniki hemowe (wołowina, dziczyzna), w których w czasie peklowania procesy utleniania mogą wyprzedzać przemiany nitrozylowania (tlenowanie tlenkiem azotu). Korzystną technologicznie cechą mięsa jest zawsze jego potencjał redukcyjny, który może sukcesywnie przekształcać powstałą metmioglobinę w pożądany barwnik surowego mięsa peklowanego, jakim jest w końcowym stadium przemian nitrozylomioglobina. redukcji metmioglobiny do mioglobiny, która ulega późniejszemu tlenowaniu przez tlenek azotu, sprzyja dodatek kwasów askorbinowych i/lub ich soli sodowych. Podobne właściwości wykazuje kwas cytrynowy. Substancje te, a w szczególności kwasy askorbinowe i ich sole sodowe przyczyniają się do podwyższenia wartości parametru a* mięsa peklowanego z ich udziałem i wyrobów z niego wyprodukowanych. Stosując kwasy askorbinowe i ich sole sodowe należy mieć zawsze na uwadze jednak fakt, że ich nadmiar może negatywnie wpływać na efekty barwotwórcze procesu peklowania. Ponadto substancje te są zdecydowanie mniej przydatne w procesie peklowania azotanowego. Dodatkami wpływającymi skutecznie na wytworzenie się stabilnej barwy peklowniczej, co determinuje duże stężenie Mb·NO, są niektóre węglowodany, głównie stosowane w postaci cukrów redukujących (glukoza) i dwucukrów (sacharoza). różne cukry z różną dynamiką ulegają oksydoredukcyjnym przemianom fermentacyjnym, co prowadzi do nagromadzenia się kwasów organicznych. W efekcie stwarza to warunki do szybszego przebiegu mechanizmu peklowania. Węglowodany w procesie peklowania stają się również pożywką dla bakterii denitryfikujących, a glukoza, reagując z tlenem, dodatkowo sprzyja pożądanemu tlenowaniu mioglobiny tlenkiem azotu, prowadzącemu do powstawania nitrozylomioglobiny. efektywność wybarwienia peklowniczego, zachodząca przy pomocy cukrów, zależy jednak zawsze w dużym stopniu od pojemności buforowej mięsa. Smako- i zapachotwórczy efekt peklowania Rola środków peklujących w tworzeniu się aromatu i smaku mięsa peklowanego jest bardzo złożona. Działanie tych związków sprowadza się bowiem do współdziałania z wieloma różnymi substancjami. Dla smakowitości mięsa peklowanego istotne są substancje tworzące się w wyniku reakcji tlenku azotu z wolnymi aminokwasami i peptydami. Udział swój w tym zakresie mają również produkty reakcji azotynu z białkami i tłuszczami. Wiązanie przez białka azotynu prowadzi do powstawania zmodyfikowanych aminokwasów, do których należy nitrozocysteina i inne izomeryczne pochodne. Natomiast rezultatem reakcji azotynów z kwasami tłuszczowymi są powstające i wpływające na smakowitość peklowniczą mięsa alkiloazotany oraz alkilocyjanki. Tworzący się aromat peklowniczy jest również wynikiem przeciwutleniających właściwości azotynu. Dla uzyskania pożądanego efektu smakowitości mięsa peklowanego niezbędna jest obecność azotynu na poziomie 20-40 mg na 1 kg tkanki mięśniowej. Przeciwutleniające działanie azotynu Azotyny (azotanyIII), które wykazują naturalną tendencję do utleniania się do azotanów (azotanyV), wykorzystują w tym procesie niekorzystny dla efektu peklowania tlen. Tworząc ponadto stabilne kompleksy z żelazem hemowym, uniemożliwiają uwalnianie się, działających katalitycznie na przemiany w lipidach, kationów Fe+2. Jest to szczególnie ważne dla jakości sensorycznej wyrobów peklowanych, ponieważ ewentualne niekorzystne utlenianie lipidów powoduje pogarszanie smaku i zapachu wyrobów mięsnych a obecność ich w stanie natywnym przyczynia się do tworzenia pożądanego i charakterystycznego zapachu mięsa. Działanie antyutleniające azotynu jest także związane z możliwością tworzenia przez ten związek z katalitycznie działającymi kationami Me niereaktywnych kompleksów chelatowych. Wchodząc w reakcje z tlenem, azotyny ograniczają jego kontakt z wielonienasyconymi kwasami tłuszczowymi, co ogranicza ryzyko powstawania posmaku jełkiego a wyrobach obrabianych termicznie niepożądanego wyróżnika smaku, określanego jako ,,smak mięsa ogrzewanego”. azotyny opóźniają także prooksydatywne działanie kationów metali na cholesterol, co w rezultacie ogranicza skutecznie tworzenie się w mięsie peklowanym niepożądanych smakowo i zapachowo pochodnych tego związku. Antydrobnoustrojowe działanie azotynu Antyoksydacyjne i antydrobnoustrojowe działanie azotynów stało się przesłanką do zakwalifikowania tych związków do grupy substancji konserwujących. azotyny zapobiegają wzrostowi szeregu bakterii patogennych, w tym wytwarzających toksyny (jad kiełbasiany) szczepów Clostridium botulinum. Jednym z najbardziej prawdopodobnych mechanizmów antybotulinowej funkcji azotynu jest sekwestrowanie przez niego kationów żelaza, niezbędnych do proliferacji i produkowania toksyn. Badania potwierdzają, że azotyn przejawia fizjologicznie niekorzystną aktywność również w odniesieniu do innych patogenów. Związek ten przyczynia się bowiem do hamowania wzrostu bakterii z rodzaju Salmonella, szczepów Staphylococcus aureus oraz Listeria monocytogenes. Skuteczność działania antydrobnoustrojowego azotynu zależy od temperatury przechowywania peklowanych wyrobów mięsnych, ich wartości pH, zawartości chlorku sodu oraz obecności innych substancji konserwujących. Dobremu efektowi antybakteryjnego działania azotyn sprzyja także aktywności wody, kształtująca się poniżej wartości 0,96. Działanie antydrobnoustrojowe azotynu zapewnia dopiero jego stężenie na poziomie minimalnym wynoszącym 0,008% (80 mg/ kg). W praktyce należy jednak przyjąć, że dopiero poziom powyżej 200 mg w 1 kg wyrobu inaktywuje drobnoustroje w sposób długotrwały. Poziom taki jest jednak niemożliwy do akceptacji z punktu widzenia prawnego. Azotyn staje się także mało skuteczny, jako antybotulinowa substancja konserwująca w wyrobach podrobowych zawierających wątrobę (kiszki wątrobiane, pasztety) i krew (kiszki kaszane, salcesony krwiste). W wyrobach krwistych jego rola konserwująca staje się mało istotna na skutek wysokiej wartości pH tych wyrobów i występowania dużej podaży hemoglobiny krwi. Ogrzewanie wątroby w czasie obróbki wędlin podrobowych prowadzi z kolei do uwalniania żelaza, które inaktywuje dodany azotyn, co prowadzi w następstwie do przywracania wcześniej zakłóconego procesu zaopatrywania komórek bakteryjnych w żelazo. Nowe technologie peklowania Znane powszechnie niepożądane potencjalne skutki zdrowotne stosowania środków peklujących, głównie azotynów oraz brak możliwości zastąpienia w pełni ich funkcji barwotwórczej innymi substancjami i nieznalezienie substytutu ekwiwalentnego dla tych soli w zakresie tworzenia charakterystycznego smaku i zapachu peklowniczego doprowadziły do rozwoju alternatywnych metod peklowania. Powstałe technologie, określane jako nowe kierunki peklowania pozwalają na produkowanie peklowanych wyrobów mięsnych bez dodatku azotynu w pełni akceptowanych sensorycznie i dobrze imitujących te, które wytwarza się z mięsa peklowanego tradycyjnie, czyli z bezpośrednim dodatkiem azotynu. Metody takie są oparte na wykorzystaniu azotanów oraz w zdecydowanie mniejszym stopniu azotynów w postaci naturalnych składników roślinnych stosowanych technologicznie w postaci suszonych soków warzywnych. Pochodzą one z roślin wykazujących dużą zdolność do kumulowania azotanów i w mniejszym stopniu samych azotynów. Stopniem kumulowania związków peklujących można sterować poprzez odpowiedni dobór gatunku i odmiany rośliny, warunków jej wzrostu i czasu zbioru oraz poprzez odpowiednie nawożenie gleby. Związki te kumulują się w największym stopniu w częściach zielonych roślin. Najczęściej stosowanymi warzywami do wykorzystania ich jako potencjalne źródło azotanów i azotynów okazują się suszone soki z buraka zwyczajnego (Beta vulgaris L.) oraz selera (Apium graveolens), w tym głównie selera listkowego. Ta odmiana selera dodatkowo zawiera znaczne ilości kwasu askorbinowego, co sprzyja szybkości tworzenia się wybarwienia peklowniczego. atutem soku z buraka ćwikłowego (buraka zwyczajnego) jest natomiast to, że zawiera on glikozydowy czerwono-fioletowy barwnik zwany betaniną, który wpływa pozytywnie na efektywność tworzenia się barwy peklowniczej, wspomagając jej intensywność. W związku z faktem, że soki warzywne dostarczają tylko nieznaczne ilości środków peklujących, co jest atutem w zakresie kształtowania zdrowotności wyrobów peklowanych, należy wspomagać ich działanie przez stosowanie kwasu cytrynowego, kwasu askorbinowego oraz cukrów redukujących, najlepiej naturalnego pochodzenia. Źródłem tych substancji mogą być owoce aceroli (Malpighia glabra L.) lub soki pochodzące z owoców cytrusowych (Citrus L.). Dla przyspieszenia zachodzącego mechanizmu peklowania z udziałem azotanów naturalnego pochodzenia można go wspomagać przy użyciu kultur startowych w postaci bakterii denitryfikujących. Najbardziej przydatnymi w tym zakresie są szczepy Staphylococcus carnosus i Staphylococcus vitulinus, które wykazują zdolność do wytwarzania reduktazy azotanowej, niezbędnej do redukcji azotanów. W specyficznych uwarunkowaniach technologicznych pojawia się w wyrobach mięsnych wybarwienie peklownicze przy braku stosowania soli peklujących, a także bez dodatku suszy warzywnych bogatych w azotany. Dotyczy to w praktyce wędlin surowych długo dojrzewających, które uzyskaną barwę peklowniczą zawdzięczają przemianom mikrobiologicznym i obecnością azotanów naturalnie występujących w surowcu mięsnym, których ilość może nawet sięgać poziomu 15mg/1kg. Tworzeniu się barwy peklowniczej wędlin dojrzewających sprzyjają także azotany wprowadzone do surowca mięsnego wraz z przyprawami i solą kuchenną, jako efekt ich zanieczyszczenia. Znajdujące się w surowcu azotany pod wpływem upływu czasu dojrzewania i działania tkankowych bakterii denitryfikujących, w środowisku o wartości pH poniżej 7,0 jednostek ulegają przemianom do tlenku azotu, który wchodząc w reakcje z barwnikami hemowymi tworzą barwne kompleksy nitrozylowe typowe dla peklowanego mięsa. Stosowanie alternatywnych metod peklowania stwarza przesłanki ograniczające ryzyko tworzenia się szkodliwych N-nitrozoamin oraz daje realną możliwość uzyskania w wyrobach mięsnych zdecydowanie niższej zawartości resztkowej azotanów (poniżej 5mg/1kg) i azotynów (poniżej 1mg/1kg) w porównaniu z ich ilością występującą w wyrobach peklowanych tradycyjnie (peklowania azotynowe). Autor: dr inż. Jerzy Wajdzik Literatura: 1. Duda Z. (1998): Wybrane zagadnienia stosowania azotynu w przetwórstwie mięsa. „Żywność. Technologia. Jakość” nr 3 2. Kalinowska – Dohojda a., Banaszkiewicz T. (2012): Substancje dodatkowe w przetwórstwie mięsa. „Postępy Nauki i Technologii Przemysłu rolno- Spożywczego” nr 4 3. Lűcke K. (2003): Einsatz von Nitrit und Nitrat in der Őkologischen Fleischverarbeitung. „Fleischwirtschaft” nr 11 4. Łaszkiewicz B., Szymański P., Kołożyn -Krajewska D.(2019): Wpływ wybranych szczepów bakterii kwasu mlekowego na przydatność technologiczną i jakość mikrobiologiczną mięsa drobiowego oddzielonego mechanicznie. „Żywność. Nauka. Technologia. Jakość” nr 26 5. Wajdzik J. (2018): Technologicznie uwarunkowane powstawania odchyleń jakościowych wyrobów mięsnych. Wydawca „rzeźnik polski” 6. Wajdzik J.(2019): alternatywne metody peklowania. „rzeźnik polski” nr 9 7. Wajdzik J. (2019): Produkcyjne i poprodukcyjne kształtowanie barwy wyrobów mięsnych. „rzeźnik polski” nr 12
-
Produkcyjne i poprodukcyjne kształtowanie barwy wyrobów mięsnych Barwa mięsa kulinarnego oraz w mniejszym stopniu również przetworów mięsnych jest jedną z najważniejszych cech jakościowych, którą konsument wiąże z akceptowalnością tych wyrobów. Wyróżnik barwy jest również istotnym atrybutem oceny jakościowej, który decyduje o przydatności technologicznej i kulinarnej mięsa oraz jego wyrobów. Barwa mięsa kulinarnego zależy od stężenia i formy chemicznej barwników hemowych, z których najważniejszym jest mioglobina. Natomiast barwę wielu przetworów mięsnych, poza ich składem, kształtują chemiczne przemiany tych barwników zachodzące w trakcie procesów technologicznych i w czasie poprodukcyjnego przechowywania. Istotnymi czynnikami wpływającymi na jakość barwy wszystkich wyrobów mięsnych są: gatunkowe pochodzenie mięsa, stężenie jonów wodorowych, zawartość wody oraz tłuszczu. Barwa mięsa oraz wszystkich wyrobów mięsnych zależy przede wszystkim od natywnego czerwonego barwnika hemowego, jakim jest mioglobina (Mb) oraz w pewnym stopniu od barwnika krwi, tj. hemoglobiny (Hb). Inne barwniki, w tym takie jak hemy komórkowe (np. cytochrom C), barwniki osocza krwi (karotenoidy, flawiny, bilirubina) oraz barwniki obecne w niektór ych tkankach tłuszczowych (np. lipochromy łoju) odgrywają w procesie kształtowania barwy już tylko niewielką rolę. Poziom mioglobiny jako dominującego barwnika wynosi w mięśniach świń i cieląt 1-3 mg/ kg, w mięśniach młodego bydła rzeźnego i owiec 6-10 mg/kg, a w mięśniach bydła dorosłego 16-20 mg/kg tkanki mięśniowej. Zawartość hemoglobiny w mięsie kształtuje się natomiast najczęściej na poziomie od 6% do 16% ogólnego poziomu barwników hemowych. Z powyższego względu przyjmuje się regułę, że o barwie mięsa decyduje przede wszystkim mioglobina. Jednocześnie barwę kształtują przemiany zachodzące w obrębie barwników hemowych, w tym głównie dotyczące mioglobiny (Mb), która wchodząc w szereg reakcji chemicznych wpływa na charakterystykę barwy mięsa i jego przetworów. Obecność hemoglobiny znacząco wzrasta w mięsie uzyskanym ze zwierząt rzeźnych przy ich niedostatecznym wykrwawieniu. Jest to wynikiem zalegania krwi (zawiera hemoglobinę) w drobnych naczyniach krwionośnych (naczynia włosowate), co wpływa na bardziej intensywną czerwoną barwę mięsa. Hemoglobina zbudowana jest z czterech podjednostek, z których każda ma cząsteczkę hemu. W związku z tym jedna jej cząsteczka może przyłączyć od jednej do czterech cząsteczek tlenu, co powoduje, że białko to może występować jako oksyhemoglobina o różnym stopniu utlenowania. Mioglobina i jej przemiany w mięsie Mioglobina (Mb) jest typowym barwnikiem włókien mięśniowych rozpuszczalnym w wodzie, będąca sarkoplazmatycznym globularnym hemoproteidem, składającym się z hemu połączonego z komponentem białkowym, którym jest globina. Hem (grupa prostetyczna) należy do żelazoporfiryn, w których żelazo może istnieć w formie zredukowanej- żelazawej (Fe +2) lub utlenionej-żelazowej (Fe+3). Globina stanowi w tym związku ok. 96% masy całkowitej a grupa prostetyczna, czyli hem tylko ok. 4%. Mioglobina występująca w formie żelazawej określana jest terminem dezoksymioglobiny. Ta natywna postać purpuro-czerwonego barwnika (Mb) utrzymuje się w mięsie tylko przy bardzo niskim ciśnieniu parcjalnym tlenu (< 1,4 mmHg). W obecności większej ilości tlenu (ciśnienie parcjalne tlenu > 4 mmHg) dochodzi już bowiem do spontanicznego utlenowania mioglobiny (proces tzw. pozornego utleniania) i wytworzenia różowoczerwonej oksymioglobiny (Mb·O2). W przypadku, gdy obie żelazawe formy mioglobiny, tj. Mb, Mb·O2 zostaną utlenione (jon żelazawy grupy prostetycznej) do formy żelazowej (Fe+3) barwnik ulega przemianie w formę utlenioną zwaną metmioglobiną (MMb), która charakteryzuje się mało atrakcyjną brunatną barwą. Procesowi sprzyja ciśnienie parcjalne tlenu wynoszące ok. 4 mmHg a czynnikami destrukcyjnymi wobec części globinowej mioglobiny są: niska wartość pH, podwyższone stężenie soli i promienie UV. Tworzeniu się metmioglobiny sprzyja także naturalna skłonność mioglobiny do utleniania. Powstająca MMb, która jako barwnik heminowy jest bardziej trwała niż jej wyjściowa forma hemowa, jest niekorzystna w procesach technologicznych. Niezależnie od ciśnienia tlenu, w tkance mięśniowej zachodzi stałe przekształcanie się żelazawych form mioglobiny w metmioglobinę. Równocześnie jednak aktywność redukująca mięsa pozwala częściowo redukować powstającą niekorzystną metmioglobinę do pożądanej oksymioglobiny - Mb·O2 (w obecności tlenu) lub mioglobiny -Mb (w przypadku braku tlenu). W pewnych uwarunkowaniach mięso traci jednak bezpowrotnie zdolność do takiej redukcji MMb, co zdarza się w czasie długiego dojrzewania chłodniczego w warunkach próżniowych lub w atmosferze bardzo niskiego ciśnienia tlenu. W układzie redukcyjnym mięśni najistotniejszym elementem jest udział enzymu zwanego reduktazą metmioglobiny, który jest najważniejszym czynnikiem odpowiedzialnym za stabilizację i jakość barwy mięsa. Badania potwierdziły, że aktywność tego enzymu w mięśniach jest najwyższa w zakresie temperatury od 30°C do 37°C. Niekorzystne dla jakości barwy są zachodzące w tkankach procesy utleniania lipidów zmniejszające aktywność reduktazy, a przeciwnie pozytywna jest obecność przeciwutleniaczy, która z kolei zwiększa jej aktywność w mięsie. Potencjalną trwałość pożądanej barwy mięsa kształtowaną przez mioglobinę i oksymioglobinę wspomaga ochrona mięsa przed działaniem energii świetlnej. Energia ta przyspiesza bowiem zmiany rozkładowe w obrębie barwników, czego wyrazem jest pojawienie się barwy żółtej, zielonej a nawet szarej. Utlenianie się mioglobiny w obecności wolnych rodników sulfhydrylowych prowadzi bowiem do powstawania zielonego barwnika zwanego sulfmioglobiną (Sulf Mb), która może jednak w pewnych uwarunkowaniach przekształcać się ponownie w mioglobinę. Sulfmioglobina tworzy się łatwo wskutek zachodzącej reakcji mioglobiny z siarkowodorem i tlenem. Źródłem H2S w mięsie jest aktywność proteolityczna enzymów pochodzenia bakteryjnego. Działające na mioglobinę substancje utleniające prowadzić mogą również do tworzenia się zielonego barwnika zwanego cholemioglobiną (CholeMb), który rozpada się łatwo na wolną globinę, żelazo i porfirynę. Barwnik ten kształtuje w ten sposób trwałą, ale niekorzystną barwę mięsa. Cholemoglobina powstaje najłatwiej w wyniku reakcji mioglobiny i metmioglobiny z hydronadtlenkami, a jej powstawaniu sprzyja wartość pH środowiska w granicach 4,5- 6,0. Przemiana barwników hemowych, w tym mioglobiny jest więc najważniejszym czynnikiem wpływającym na barwę mięsa. Tempo kształtowania się i stabilizacja pożądanej barwy mięsa są wyłącznie związane z utlenowaniem mioglobiny do oksymioglobiny, co jest determinowane wartością pH mięsa, temperaturą jego przechowywania oraz ilością dostępnego tlenu. Czynniki te należy uwzględnić na etapie programowania czasowej ekspozycji mięsa na działanie tlenu. Wybarwienie peklownicze mięsa W zabiegach produkcyjnych istotną rolę dla barwy mięsa odgrywa tlenowanie mioglobiny tlenkiem azotu, które zachodzi w procesie jego peklowania. Wykorzystuje się w nim właściwości mioglobiny i hemoglobiny do łączenia się z tlenkiem azotu, który powstaje w wyniku mechanizmu rozkładu środków peklujących (azotany, azotyny). Tlenek azotu wchodząc w reakcję z barwnikami hemowymi prowadzi do powstania czerwonych kompleksów żelazawo-porfirynowych, zwanych nitrozylomioglobiną i nitrozylohemoglobiną. Z technologicznego punktu widzenia największe znaczenie ma przede wszystkim związek nitrozylowy, będący pochodną mioglobiny (nitrozylomioglobina). Reakcja tlenowania (nitrozylowania) mioglobiny tlenkiem azotu przebiega najszybciej w środowisku o kwasowości czynnej, wyrażanej stężeniem jonów wodorowych, mieszczącej się w przedziale 5,2≤ pH ≤6,0. Przekroczenie tych skrajnych wartości pH powoduje już nieprawidłową jakość wybarwienia peklowniczego, co jest rezultatem zakłóconego mechanizmu peklowania. W warunkach odpowiedniego potencjału oksydoredukcyjnego, pożądaną i typową barwę peklowniczą uzyska się wtedy, gdy wartość pH spełnia zależność 5,15≤ pH ≤ 6,63. W odczynie powyżej granicznej wartości pH= 7,16 reakcja tlenowania przebiega już bardzo wolno, a mięso przebarwia się wysoce nieprawidłowo. Również zakłócana jest reakcja powstawania nitrozylomioglobiny w warunkach stężenia jonów wodorowych kształtujących wartości pH< 5,0, która jest wynikiem dekompozycji natywnej mioglobiny. Prawidłowe wykształcenie się barwy peklowniczej przebiega najłatwiej i bez zakłóceń tego mechanizmu wówczas, gdy w mięsie znajduje się wyłącznie natywna forma mioglobiny (Mb). Ze względu na fakt, że taki stan jest naturalnie nieosiągalny należy więc tak kształtować warunki środowiskowe mięsa, aby wstrzymać utlenianie mioglobiny a zarazem ułatwiać redukcję MMb lub odtlenowanie oksymioglobiny do wyjściowej formy tych barwników, czyli mioglobiny. Zarówno metmioglobina, jak i oksymioglobina obecne w mięsie mogą sprzyjać powstawaniu zbrązowienia peklowanego mięsa w pierwszym etapie zachodzących w tym procesie przemian barwnikowych. Peklowanie mięsa jest najbardziej skuteczne, jeśli jest rozpoczęte w możliwie krótkim czasie od uboju zwierząt rzeźnych. Im krótszy czas między tymi fazami przerobu mięsa, tym skuteczniej można uzyskać intensywną barwę peklowanego mięsa. Procesy autolityczne i egzogenne zachodzące przy zmienności wartości pH), jełczenie oksydacyjne (powstające nadtlenki) oraz hydrolityczne (tworzenie się nienasyconych kwasów tłuszczowych) w dużym stopniu zakłócają tworzenie się nitrozylobarwników. Ponadto nienasycone kwasy tłuszczowe i nadtlenki utleniając barwniki peklowanego mięsa powodują powstawanie niekorzystnej szarozielonej barwy. Postępujące zmiany zachodzące w mięsie prowadzą również do dysocjacji mioglobiny, co stwarza istotne przesłanki biochemiczne do nieodpowiedniego przebiegu reakcji barwnych zachodzących w trakcie peklowania. Wybarwienie peklownicze warunkowane jest w dużym stopniu obecnością w środowisku związków redukujących oraz substancji obniżających wartość pH. Istotną rolę odgrywa w tym procesie również własna redukcyjność środowiska. Dla wytworzenia barwy peklowniczej niezbędna jest zawsze odpowiednia ilość azotynu lub/ i azotanu. W przypadku niedoboru tych substancji barwa peklownicza tworzy się mało intensywna i jest nietrwała. Z drugiej strony nadmiar azotynów może powodować powstawanie w większej ilości metmioglobiny, co prowadzi do pojawiania się niekorzystnej brązowej barwy. Uzyskanie pełnych efektów tlenowania mioglobiny tlenkiem azotu utrudnia bowiem naturalna skłonność tego barwnika hemowego do utlenienia. Z technologicznego punktu widzenia tlenowanie mioglobiny tlenkiem azotu powinno więc zawsze wyprzedzać niekorzystne jej utlenianie, prowadzące do powstawania brunatnej metmioglobiny. Barwa taka staje się skrajnie niekorzystna, gdy ok. 60% natywnych barwników obecnych w mięsie ulegnie przemianie do metmioglobiny i methemoglobiny. Procesowi powstawania tych barwników heminowych sprzyja obecność w mięsie oksymioglobiny, na którą działa azotyn. Obecne w peklowanym mięsie pochodne mioglobiny w postaci oksymioglobiny (Mb·O2) i metmioglobiny (MMb) w sprzyjających warunkach (długi czas, dostęp światła i tlenu) mogą ulegać niekorzystnym procesom prowadzącym do tworzenia się sulfmioglobiny oraz cholemioglobiny. Pojawieniu się w mięsie tych substancji towarzyszą niekorzystne zmiany jakości barwy. Mięso uzyskuje wtedy szarozieloną barwę, idącą nawet w odcień czerni. Najbardziej podatnymi gatunkowo na takie zmiany są mięsa bogate w barwniki hemowe (wołowina, dziczyzna),w których w czasie peklowania procesy utleniania mogą wyprzedzać przemiany nitrozylowania (tlenowanie tlenkiem azotu). Korzystną technologicznie cechą mięsa jest zawsze jego potencjał redukcyjny, który może sukcesywnie przekształcać powstałą metmioglobinę w pożądany barwnik surowego mięsa peklowanego, jakim jest nitrozylomioglobina. Redukcji metmioglobiny do mioglobiny, która ulega późniejszemu tlenowaniu przez tlenek azotu sprzyja dodatek kwasów askorbinowych i ich soli sodowych. Podobne właściwości wykazuje kwas cytrynowy. Substancje te, a w szczególności kwasy askorbinowe i ich sole sodowe przyczyniają się do podwyższenia wartości parametru a* mięsa peklowanego z ich udziałem i wyrobów z niego wyprodukowanych. Stosując kwasy askorbinowe i ich sole sodowe należy mieć zawsze na uwadze jednak fakt, że ich nadmiar może negatywnie wpływać na efekty barwotwórcze procesu peklowania. Również substancje te są zdecydowanie mniej przydatne w procesie peklowania azotanowego. Dodatkami wpływającymi skutecznie na wytworzenie się stabilnej barwy peklowniczej (duże stężenie Mb·NO) są niektóre węglowodany, głównie stosowane w postaci cukrów redukujących (glukoza) i dwucukrów (sacharoza). Cukry z różną dynamiką ulegają także oksydoredukcyjnym przemianom fermentującym, co prowadzi do nagromadzenia się kwasów organicznych. W efekcie stwarza to lepsze warunki do przebiegu mechanizmu peklowania. Węglowodany stają się również pożywką dla bakterii denitryfikujących, a glukoza dodatkowo sprzyja pożądanemu tlenowaniu mioglobiny tlenkiem azotu prowadzącemu do powstawania nitrozylomioglobiny. Efektywność wybarwienia zachodząca przy pomocy cukrów zależy jednak w dużym stopniu od pojemności buforowej mięsa. Barwotwórczę działanie dymu wędzarniczego Dużą rolę dla kształtowania barwy wyrobów mięsnych odgrywa tlenowanie mioglobiny tlenkiem węgla pochodzącym z dymu wędzarniczego, które zachodzi w trakcie wędzenia. Tworzy się w tym procesie żelazawo- porfirynowy kompleks zwany karboksymioglobiną (Mb·CO), który nadaje mięsu (wyrobom mięsnym) czerwoną barwę. Barwnik ten jest jednak mniej trwały od nitrozylomioglobiny (Mb·NO). W praktyce produkcyjnej karboksymioglobina spełnia głównie rolę związku pogłębiającego barwę, wykształcaną przez powstałą w trakcie peklowania nitrozylomioglobinę. Tlenek węgla łączy się bowiem z tymi cząsteczkami mioglobiny, które nie zostały wcześniej zablokowane przez tlenek azotu. Skuteczność tworzenia się barwy jako rezultatu powstawania karboksylomioglobiny jest uwarunkowana głębokością przenikania tlenku węgla w strukturę wędzonego wyrobu. Proces ten zachodzi w wyniku dyfuzji, której przebieg zależy od różnicy ciśnień osmotycznych oraz przepuszczalności błon (np. osłonki, sarkolemma). Intensywność zabarwienia powierzchni wędzonych wyrobów mięsnych rośnie wraz ze wzrostem czasu działania dymu i jego gęstości. Na barwę wyrobów wędzonych wpływa również temperatura dymu i jego wilgotność, ze wzrostem której rośnie prawdopodobieństwo koagulacji cząstek dymu i ich szybkość osadzania się na powierzchni wyrobów. Stopniowa kondensacja, która zachodzi w czasie osadzania się niektórych związków pochodzących z dymu (fenole, aldehyd mrówkowy) prowadzi do ich polimeryzacji, w wyniku czego dochodzi do zmian barwnych, ale nie dokonujących się w obrębie barwników hemowych i ich pochodnych. Same fenole zaadsorbowane na powierzchni wędzonych wyrobów mięsnych utleniając się tworzą ciemnobrązowe, względnie czerwonobrązowe związki barwne, a procesy ich polimeryzacji dodatkowo intensyfikują barwę wyrobów wędzonych. Charakterystyczne brązowienie wędzonych wyrobów mięsnych jest także często następstwem reakcji związków karbonylowych (np. furfurol i jego pochodne, dwuacetyl) z aminami. Istotną rolę w kształtowaniu barwy wędzonych wyrobów mięsnych mają ponadto węglowodany (celuloza, pentozany, heksozany), które ulegając częściowej karmelizacji prowadzą do powstawania czerwonobrązowych barwników. Pewną rolę w procesie brązowienia odgrywa brunatnienie bezaminowe oraz działanie garbników na powierzchnię wędzonych wyrobów. Ciemne zabarwienie wyrobów wędzonych jest ponadto efektem samoutleniania się żywic, które mogą pogarszać barwę wędzonych wyrobów. Wzrost czerni podkreślającej barwę wyrobów jest często efektem nadmiernej adsorpcji związków smołowcowych, które równocześnie powodują odchylenia w zakresie smaku wędzonych wyrobów. Barwa wędzonych wyrobów mięsnych jest więc zawsze wypadkową działania wielu czynników zachodzących w trakcie procesów barwotwórczych. Intensywność tego zabarwienia jest orientacyjnym, ale stwierdzalnym i powszechnie akceptowalnym wskaźnikiem stopnia uwędzenia wyrobów mięsnych. Obróbka cieplna a barwa mięsa i wyrobów mięsnych Zmiany zabarwienia mięsa podczas obróbki cieplnej zależą od temperatury procesu oraz czasu jej działania. Denaturacja białkowej części barwników hemowych rozpoczyna się już po przekroczeniu temperatury 50°C by nasilić się w temperaturze 65°C, a największy zakres osiągnąć w przedziale 75-80°C. Denaturacja samej mioglobiny następuje jednak już w temperaturze wynoszącej ok. 62°C. Hemoglobina denaturuje natomiast zdecydowanie wolniej i wymaga tego względu dogrzania do wyższych temperatur. Różne formy redoks mioglobiny występującej w świeżym mięsie różnią się odpornością na ogrzewanie. Najbardziej odporna termicznie jest natywna mioglobina a najmniej, będąca barwnikiem heminowym metmioglobina, która ulega denaturacji najszybciej. Zdenaturowana cieplnie metmioglobina tworzy metmiochromogen (Ch·MMb), który jest heminowym barwnikiem o odcieniu brunatnym i nadającym mięsu brązowoszarą barwę. Charakterystyka tej barwy jest różna i zależy w dużym stopniu od obecności różnych wyjściowych form barwników. Mioglobina natywna (Mb) i oksymioglobina (Mb·O2) ulegają bowiem denaturacji do miochromogenu (Ch·Mb), będącym czerwonym barwnikiem hemowym. W praktyce jednak barwnik ten ulega w trakcie trwania obróbki i po jej zakończeniu szybkiemu utlenianiu się do brunatnego metmiochromogenu i tylko w określonych warunkach pozostaje on w swojej formie wyjściowej jako miochromogen. Występowaniu czerwonego, miejscowego zabarwienia mięsa po obróbce cieplnej sprzyja przede wszystkim duża zawartość wyjściowa w mięsie mioglobiny i hemoglobiny, które ze wszystkich barwników są najbardziej odporne termicznie i prowadzą do wytworzenie się czerwonego miochromogenu i hemochromogenu. W trakcie obróbki termicznej zanik czerwonej barwy mięsa rozpoczyna się w zakresie temperatury wynoszącej 65-70°C a jest w dużym stopniu zakończony po dogrzaniu mięsa do temperatury 75-80°C. Dla skutecznej denaturacji hemoglobiny wymagana jest temperatura wynosząca nawet ok. 85°C. Poza wymienionymi barwnikami, barwę niepeklowanego mięsa po obróbce cieplnej kształtują produkty utleniania i polimeryzacji tłuszczów, węglowodanów oraz innych niż hemowe białek i ich pochodnych. Rola tych procesów wzrasta wraz z czasem i temperaturą prowadzenia obróbki cieplnej. W przypadku zastosowania pieczenia (obróbka cieplna z odwodnieniem) i dogrzewania mięsa do temperatury rzędu 80-85°C rośnie rola barwników, które nie są pochodnymi mioglobiny, ale kształtują barwę mięsa niepeklowanego. Istotną rolę odgrywają w tym zakresie produkty będące wynikiem reakcji Maillarda. Również pewne znaczenie w kształtowaniu barwy mięsa po obróbce cieplnej ma cytochrom C, który jednak denaturuje dopiero w temperaturze powyżej 100°C. Stopień przereagowania mioglobiny w czasie obróbki cieplnej mięsa i zakres wytworzenia się metmiochromogenu zależy w dużej mierze od wartości pH mięsa. Wzrost tej wartości, szczególnie do poziomu powyżej 6,0 powoduje wzrost odporności Mb na denaturację cieplną. Technologiczna efektywność cieplnych zmian barwy mięsa jest zupełnie odmienna w przypadku, gdy działaniu wysokich temperatur został poddany surowiec mięsny uprzednio peklowany lub peklowany i wędzony. Na etapie rozpoczynającej się obróbki cieplnej, główną część barwników takiego surowca mięsnego stanowią nitrozylomioglobina oraz karboksymioglobina. Wymienione związki barwne w czasie obróbki cieplnej przekształcają się w odpowiednie miochromy, które zachowują nadal czerwoną barwę. Powstające w ten sposób hemowe barwniki zwane są nitrozylomiochromogenem (Ch·Mb·NO) i karboksymiochromogenem (Ch· Mb· CO). Decydują one o intensywności barwy wyrobów obrabianych termicznie z mięsa peklowanego, względnie peklowanego i wędzonego. Szczególnie duże znaczenie dla trwałości barwy takich wyrobów ma zawartość nitrozylomioglobiny w mięsie w okresie poprzedzającym jego obróbkę cieplną. W przypadku wyrobów wędzonych istotny wpływ na ich barwę ma proces wędzenia prowadzony bezpośrednio po zakończonym peklowaniu. Wykonana następnie obróbka cieplna zwiększa dodatkowo poprodukcyjną trwałość barwy tak obrabianych wyrobów mięsnych. W czasie przechowywania wyrobów wędzonych wyprodukowanych z mięsa peklowanego barwa ich może ciemnieć, a trwałość jej jest wtedy szczególnie stabilna. Zmiany te dają się często zaobserwować na powierzchni wędzonych wyrobów. Jest to związane z odwodnieniem zewnętrznych warstw wyrobów, wzrostem koncentracji składników dymu wędzarniczego, a także procesami utleniania pochodnych barwników hemowych, tj. Ch ·Mb· NO i Ch· Mb· CO. Te relatywnie mniej trwałe barwniki w określonych warunkach ulegają utlenianiu do swoich bardziej trwałych pochodnych heminowych, co zmienia charakterystykę barwy przechowywanych wyrobów. Procesom tym sprzyja dostęp światła i powietrza. Generalnie barwa wyrobów poddanych obróbce cieplnej jest tym trwalsza, im więcej czynników będzie ją utrwalało i zabezpieczało produkt przed destrukcją występujących w nich barwników. Największą trwałość barwy uzyskuje się prowadząc obróbkę cieplną tak, aby wzrost temperatury wyrobów nie był zbyt szybki a temperatura dogrzania mierzona w centrum geometrycznym nie była nadmiernie wysoka. Autor: dr inż. Jerzy Wajdzik

-
Dobór i przydatność osłonek sztucznych w produkcji kiełbas Osłonki stanowiące opakowania bezpośrednie umożliwiają formowanie wielu rodzajów przetworów mięsnych, w tym przede wszystkim kiełbas. Z technologicznego punktu widzenia głównym celem ich stosowania jest więc nadanie wyrobom odpowiedniego kształtu, a zarazem związanie składników wprowadzonego do nich farszu mięsnego. Rola osłonek sprowadza się ponadto do maksymalizowania skuteczności zastosowanych zabiegów utrwalających kiełbasy oraz ułatwienia dystrybucji i często poprawy ich atrakcyjności. Ze względu na pochodzenie surowca, z którego są wytwarzane oraz budowę i właściwości osłonki dzielą się na naturalne i sztuczne. Osłonki sztuczne, stanowiące coraz szerszą grupę stosowanych opakowań bezpośrednich wytwarzane są zarówno z surowców pochodzenia naturalnego (kolagen, celuloza), jak i z tworzyw polimerowych (materiały syntetyczne). Odpowiedni dobór surowca do ich produkcji w dużym stopniu kształtuje ich jakość, cechy fizyczne oraz przeznaczenie technologiczne. Przydatność materiałów do wytwarzania osłonek sztucznych wyznaczają następujące pożądane ich właściwości: • wytrzymałość mechaniczna i cechy reologiczne, • odporność na wysokie temperatury, wodę, składniki farszu i substancje zawarte w dymie wędzarniczym, • przepuszczalność par y wodnej, gazów i składników dymu wędzarniczego, • powinowactwo do składników farszu (adhezja). Materiały stosowane do produkcji osłonek sztucznych powinny charakteryzować się stosunkowo dużą wytrzymałością na odkształcenie, co jest ważne ze względu na fakt, że są wypełniane farszami pod ciśnieniem osiągającym poziom 0,3 MPa. Ze względu na przydatność technologiczną osłonki powinny ponadto wykazywać właściwości lepkosprężyste oraz ulegać sprężystemu odkształceniu, wynoszącemu minimum 10% wzrostu objętości i utrzymywanym w procesach obróbki termicznej przynajmniej do temperatury 82°C osiąganej w centrum geometrycznym napełnionej osłonki. Parametry wytrzymałościowe osłonek sztucznych mają istotne znaczenie nie tylko przy napełnianiu ich farszem kiełbasianym, ale również podczas kolejnych następujących w toku produkcyjnym operacji technologicznych, jakimi są klipsowanie i odkręcanie. Osłonki sztuczne jako powłoki ograniczające lub selektywnie ograniczające migrację gazów i par y wodnej wpływają hamująco na procesy oksydacyjne zachodzące w kiełbasach oraz stymulują wielkość ubytków pojawiających się w nadzianej masie wędlinowej w czasie zachodzących procesów produkcyjnych. Zabezpieczając kiełbasy przed wnikaniem do ich wnętrza niepożądanych, obcych zapachów i skutecznie ograniczając rozwój patogennej mikroflory w dużym stopniu odpowiedzialnej za psucie się kiełbas, wpływają na poprawę jakości i trwałości tych wyrobów mięsnych. Wykorzystywane materiały do produkcji osłonek sztucznych mają zróżnicowane właściwości, co wpływa na zmienne zachowanie się poszczególnych rodzajów osłonek w procesach wędzenia, obróbki termicznej, suszenia i dojrzewania. Dobierając rodzaj osłonki ze względu na jej właściwości należy uwzględniać także zróżnicowaną adhezję do farszu materiału, z którego jest wykonana. Właściwy dobór osłonki w tym zakresie pozwala na wyeliminowanie ryzyka występowania odchyleń jakościowych kiełbas, do których często należą: • oddzielanie się farszu od osłonki, • podosłonkowe podcieki tłuszczu i galarety, • zbyt ścisłe przyleganie osłonki do farszu, uniemożliwiające poprawne jej zdejmowanie. Ze względu na pochodzenie materiałowe surowca osłonkowego największą przydatność praktyczną mają następujące grupy produkowanych osłonek sztucznych: • osłonki z uwodnionej celulozy (wodzian celulozy) i wiskozy, • osłonki z tkanin, • osłonki z utwardzonych białek, • osłonki poliamidowe, • osłonki z polichlorku winylidenu, • osłonki z polipropylenu i polietylenu. Właściwości i technologiczna przydatność osłonek sztucznych Poprawne dobranie technologiczne osłonek sztucznych do produkowanego konkretnego asortymentu kiełbas wpływa istotnie na końcowy efekt produkcji. Jednocześnie osłonki sztuczne systematycznie coraz bardziej zastępujące osłonki naturalne stają się nieodzowną częścią produkowanej kiełbasy i decydują o wielu jej wyróżnikach jakościowych. Z tego względu w dużej mierze wynika konieczność opracowywania osłonek sztucznych w taki sposób, aby wykazywały one optymalnie pożądane właściwości, dostosowane do zmieniających się wymagań rynku konsumenckiego, jak również spełniały funkcję ochronną dla zawartej w nich masy mięsnej oraz nadawały odpowiedni kształt po nadzianiu formowanym batonom. Odpowiednio dobrane osłonki umożliwiać powinny ponadto skuteczne przeprowadzenie procesu produkcyjnego (wędzenie, parzenie, suszenie, dojrzewanie) przewidywanego dla danego asortymentu produkowanej kiełbasy. Osłonki celulozowe Naturalnym surowcem do produkcji osłonek celulozowych jest celuloza, której źródłem jest drewno o wysokiej jakości lub włókna pokrywające nasiona bawełny (linters). Odpowiednio przetworzona celuloza stanowiąca regenerowaną wiskozę staje się natomiast surowcem do produkcji osłonek określanych jako celofanowe. Wszystkie osłonki celulozowe charakteryzują się dobrą wytrzymałością na rozerwanie, która obniża się jednak po koniecznym zwilżeniu ich wodą przed zabiegiem nadziewania. W warunkach takiego ich przygotowania częściowo zanika sprężystość tych osłonek a odkształcalność przybiera charakter plastyczny z wyraźną granicą odkształcenia. Osłonki celulozowe wykazują dużą odporność na działanie środowiska grzewczego o temperaturze do 100°C. Mają one dobrą przepuszczalność pary wodnej (1300 g / m² · doba · d) ale już gorszą gazów (90 cm3 / m ² · doba · d). Cechując się ponadto prawidłowym z technologicznego punktu widzenia zachowaniem podczas wędzenia, znajdują przydatność do produkcji szerokiej gamy kiełbas wędzonych, podsuszanych i suszonych. W porównaniu z osłonkami naturalnymi pozwalają na znaczną redukcję zawartości 3,4-benzopirenu w wędzonych kiełbasach do poziomu 0,3 - 0,5 µg / 1 kg, przy czym sama osłonka kumuluje go w ilości 3,4 - 4,0 µg / 1 kg. Świadczy to o stosunkowo dużej barierowości osłonek celulozowych dla kancerogennych związków zawartych w dymie wędzarniczym. Ze względu na swoje cechy osłonki celulozowe są także przydatne w produkcji kiełbas homogenizowanych, typu parówki. Poza możliwością nadawania kiełbasom typowych cech produktu wędzonego, pozwalają na uzyskanie lepszych efektów trwałościowych kiełbas w porównaniu z parówkami wyprodukowanymi w osłonkach kolagenowych lub naturalnych. Osłonki celulozowe nabierają coraz większego znaczenia technologicznego ze względu na możliwości wytwarzania ich o różnej budowie ścianek a co za tym idzie o różnych właściwościach. Modyfikacje polegają na pokrywaniu tkaniny wytworzonej na bazie celulozy innymi warstwami materiałów, co powoduje osiąganie różnych właściwości osłonek celulozowych (np. stopień przylegania do farszu, łatwa zdejmowalność). Dodatek włóknistej celulozy przy wytwarzaniu osłonki pozwala na zwiększenie jej wytrzymałości mechanicznej, szczególnie po nasyceniu jej wodą. Nowym kierunkiem rozwojowym jest tworzenie osłonek celulozowych o znacznym wzroście wytrzymałości na rozciąganie, który efekt osiąga się wskutek optymalnego łączenia włókien celulozowych (flizelina celulozowa) na etapie wytwarzania osłonek. Impregnowanie osłonek celulozowych, polegające na pokrywaniu flizeliny innymi substancjami (białka, tworzywa sztuczne), wpływa natomiast na zmiany w zakresie przepuszczalności ściany osłonki (przepuszczalność składników dymu wędzarniczego, gazów, pary wodnej) oraz decyduje o powinowactwie osłonki do farszów mięsno-tłuszczowych i podrobowych. Tak zmienione właściwości materiału wykorzystuje się w celu nadania osłonce słabszego jej przylegania do masy wędlinowej, co pozwala na zastosowanie jej w produkcji kiełbas określanych jako bezosłonkowe, w procesie których niezbędne jest łatwe zdejmowanie osłonek po zakończonym procesie produkcyjnym. Do modyfikacji osłonek celulozowych wykorzystuje się, poza procesem wzmacniania włóknami, ponadto powlekanie materiału celulozowego barierową warstwą polichlorku winylidenu (PVDC). Powstające w ten sposób zmodyfikowane osłonki celulozowe o dużej barierowości, określane jako nieprzepuszczalne, nadają się głównie do produkcji kiełbas parzonych, w tym głównie wysokowydajnych. Warstwa PVDC w takich osłonkach może być wbudowana na wewnętrznej lub zewnętrznej ich ściance. Osłonki tego typu gwarantują uzyskanie zakładanej relatywnie wysokiej wydajności produkcyjnej, przedłużenie terminu przydatności kiełbas do spożycia, ochronę aromatu kiełbas oraz wyeliminowanie nadmiernych ubytków masy w czasie trwającego procesu technologicznego. Tak modyfikowane osłonki celulozowe ograniczają skutecznie występowanie w kiełbasach zmian o podłożu oksydacyjnym, zarówno podczas ich produkcji, jak i w późniejszych etapach technologicznych, tj. w czasie przechowywania i magazynowania. Możliwości techniczno-technologiczne w zakresie produkcji osłonek celulozowych pozwalają na optymalny dobór technologiczny tych osłonek w zależności od wymagań produkcyjnych, determinowanych wymaganiami rynku konsumenckiego dotyczących poszczególnych grup asortymentowych kiełbas. Odpowiednio dobrane pod kątem właściwości osłonki celulozowe sprawdzają się doskonale w produkcji kiełbas parzonych, suszonych, jak i surowych, surowych dojrzewających, salami z posypkami przyprawowymi oraz niektórych wędlin podrobowych i wyrobów garmażeryjnych. Doskonale nadają się szczególnie do produkcji kiełbas surowych i parzonych o średniej trwałości. Kurczliwość własna osłonek celulozowych, ich wytrzymałość mechaniczna i odporność na wysokie temperatury powoduje, że mogą być z dużym powodzeniem wykorzystywane w produkcji kiełbas, których batony są zamykane poprzez klipsowanie. Osłonki białkowe Osłonki białkowe z technologicznego punktu widzenia charakteryzują się zadawalającą wytrzymałością na rozrywanie i lepkosprężystymi właściwościami. Wykazują one dobrą przepuszczalność dla pary wodnej (950 g / m² · doba · d) oraz gazów (105 cm 3/ m² · doba · d). Ich cechą charakterystyczną jest kurczenie się wraz z całą nadzianą masą analogicznie jak osłonek naturalnych, co jest wynikiem ich specyficznych właściwości fizycznych oraz dobrego powinowactwa do składników farszu. Mimo, że są przepuszczalne dla składników dymu wędzarniczego stanowią jednak pewną barierę dla kancerogennego 3,4-benzopirenu, którego ilość w kiełbasach wędzonych w osłonkach białkowych kształtuje się na poziomie 0,8 - 1,2 µg / 1 kg. Natomiast sama osłonka po zakończonej fazie wędzenia kiełbasy zawiera go w ilości 3,3- 3,7 µg /1 kg. W związku z faktem, że osłonki białkowe łączą w sobie najlepsze cechy osłonek naturalnych i zarazem właściwości osłonek sztucznych są one szeroko przydatne w produkcji wielu rodzajów kiełbas, stając się w wielu przypadkach dobrą alternatywą technologiczną dla osłonek naturalnych. Do wytwarzania masy kolagenowej, będącej bezpośrednim surowcem do produkcji osłonek białkowych wykorzystuje się skórę właściwą pochodzącą od zwierząt rzeźnych, pozbawioną błony licowej lub dwoinę, która jest pozostałością ze skóry po zdjęciu z niej warstwy licowej. Najbardziej przydatne jako surowce osłonkowe są skóry bydlęce, które zawierają w swojej budowie 75 - 80% warstwy siateczkowej. Warstwa ta jest bowiem zbudowana z mocnych sprężystych siateczkowanych włókien elastynowej i kolagenowej tkanki łącznej, przebiegających w różnych kierunkach oraz krzyżujących się nawzajem (polaryzacja włókien), co wpływa na wytrzymałość wytwarzanych później osłonek białkowych. Mechaniczną wytrzymałość osłonek białkowych można także dodatkowo wzmacniać stosując dodatek substancji sieciujących włókna kolagenowe poprzez dodatkowe tworzenie wiązań krzyżowych (aldehyd glutarowy, metyloceluloza). Odporność mechaniczną osłonek białkowych osiąga się stosując przy ich wytwarzaniu proces suszenia w strumieniu gorącego powietrza, co powoduje tworzenie się mostków sieciujących pomiędzy sąsiadującymi łańcuchami polipeptydowymi kolagenu. Następujący po suszeniu zabieg garbowania przy użyciu fenoli, aldehydów lub dwualdehydów wpływa natomiast na elastyczność osłonek białkowych i umożliwia ich marszczenie. Wszystkie osłonki białkowe dzielą się na jadalne, które są określane terminem kolagenowe oraz niejadalne. Jadalne osłonki białkowe nie zawierają mocno usieciowanego kolagenu, przez co są najbardziej zbliżone właściwościami do osłonek naturalnych. Przepuszczają dobrze parę wodną, składniki dymu wędzarniczego i powietrze a zarazem cechują się wysoką jałowością mikrobiologiczną. Charakteryzuje je dobra kruchość, zgryzalność i brak konieczności moczenia w celu nadania im elastyczności przed nadziewaniem. Stanowią wobec tego doskonałą alternatywę dla osłonek naturalnych w produkcji wielu rodzajów kiełbas, w tym również kiełbas surowych dojrzewających pokrywanych porostem pleśni. Najnowsza generacja produkowanych osłonek kolagenowych jadalnych cechuje się poza dobrą zgryzalnością także dużą delikatnością, porównywalną z jelitami cienkimi baranimi, co czyni je przydatnymi w produkcji wielu wyrobów mięsnych, w tym przede wszystkim kiełbas homogenizowanych i drobnorozdrobnionych (np. parówki) oraz kiełbas typu kabanosy. Za szerokim zastosowaniem osłonek kolagenowych przemawia łatwiejsza niż w przypadku jelit cienkich baranich możliwość zastosowania mechanizacji i automatyzacji w procesie nadziewania. W praktyce osłonki białkowe kolagenowe są najczęściej produkowane z dwoiny bydlęcej, z której wykorzystuje się włókna kolagenowe. Uzyskane włókna mogą być utwardzane, niekiedy z dodatkiem substancji nawilżających i barwiących oraz utrwalane aldehydem mrówkowym. W efekcie zastosowania takich zabiegów osłonki kolagenowe stają się niejadalnymi i uzyskują równocześnie twardość oraz mocną teksturę ścianki. Takie osłonki kolagenowe słabiej przyklejają się do farszu i łatwiej można je zdejmować niż jadalne. Mając natomiast mocną teksturę ścianki charakteryzują się one dużą wytrzymałością mechaniczną. Posiadane cechy czynią je przydatnymi w produkcji kiełbas wędzonych, w tym tych z grupy wyrobów podsuszanych i suszonych. Właściwości fizykochemiczne osłonek białkowych są często modyfikowane za pomocą odpowiednich dodatków, takich jak: kwasy spożywcze, włókno celulozowe, glicerol, olej roślinny, aldehyd mrówkowy, glioksal i inne. Dodatek włókna celulozowego zwiększa odporność osłonki na ogrzewanie a oleju roślinnego poprawia jej właściwości poślizgowe i zapobiega marszczeniu się osłonki na wyrobie. Glicerol zapewnia natomiast plastyczność osłonki kolagenowej i przyczynia się do zachowania jej odpowiedniej wilgotności. Aldehyd mrówkowy dodatkowo sieciuje włókna kolagenowe, co poprawia właściwości mechaniczne osłonki. Udział w masie kolagenowej, z której wytwarzana jest osłonka włókien elastynowych pozwala na uzyskanie osłonek bardziej odpornych mechanicznie i o większych właściwościach wytrzymałościowych oraz wyższej temperaturze granicznej zachodzących zmian w strukturze białka tworzącego osłonkę. Wszystkie osłonki białkowe przepuszczają dobrze składniki dymu wędzarniczego i parę wodną. Charakteryzują się zadawalającą wytrzymałością i wydajnością w procesie przetwórczym wytwarzania kiełbas. Przy produkcji kiełbas wędzonych osłonki jadalne (kolagenowe) powinny być nadziewane farszem bez uprzedniego moczenia, a niejadalne (białkowe) wymagają natomiast odpowiedniego moczenia. Należy również przestrzegać maksymalnych temperatur w czasie obróbki termicznej, która dla osłonek kolagenowych nie powinna przekraczać 78°C a dla pozostałych białkowych 85- 90 °C. Z grupy białkowych opakowań jednostkowych w produkcji kiełbas w postaci wyrobów garmażeryjnych wykorzystuje się ponadto jadalne folie kolagenowe służące do owijania wyrobów suszonych, pieczonych, smażonych, surowych i wędzonych. Jadalne powłoki kolagenowe mogą być w tym zakresie wykorzystywane skutecznie także jako nośniki wielu dodatków (składniki zapachowe, antyoksydanty, witaminy, substancje barwiące). Osłonki z tworzyw sztucznych Do osłonek produkowanych z surowców syntetycznych należą osłonki poliamidowe. Charakteryzują się wysokim stopniem granicznego odkształcenia. W niekorzystnych warunkach mogą jednak się odkształcać zmieniając już trwale kształt kiełbas. Osłonki te wykazują najczęściej odporność termiczną sięgającą aż do temperatury ponad 120°C i cechują się niską przepuszczalnością pary wodnej (9 g / m² · doba · d) ale zdecydowanie większą gazów (250-360 cm3 /m² · doba · d). Charakteryzują się małą adhezją do składników farszu, co czyni je przydatnymi w produkcji kiełbas przeznaczonych do plasterkowania, w produkcji których przydatna jest łatwość zdejmowania osłonki. Właściwości tych osłonek można także modyfikować technologicznie, co zmienia ich parametry i właściwości. Największą przydatność i zastosowania z grupy osłonek wytwarzanych z tworzyw sztucznych wykazują osłonki poliamidowe o bardzo dobrych właściwościach barierowych w stosunku do pary wodnej, tlenu a zarazem cechujące się brakiem przepuszczalności dla składników dymu wędzarniczego. Obecnie coraz częściej jednak po odpowiedniej modyfikacji fizycznej a szczególnie dwukierunkowym rozciągnięciu folii po jej uplastycznieniu, produkuje się osłonki poliamidowe nowej generacji, które mogą być wykorzystywane w ograniczonym stopniu jako osłonki do kiełbas wędzonych. Rozciągnięcie tworzywa umożliwia bowiem zdolność kurczenia się osłonki po uwędzeniu, co stanowi zarazem dobrą ochronę wyrobu przed utratą wody i aromatów. Osłonki poliamidowe po modyfikacji, nadającej im cechy umożliwiające przeprowadzenia procesu wędzenia, muszą być jednak odpowiednio cienkie i jednowarstwowe. W praktyce sprawdzają się tylko w warunkach prowadzenia wędzenia w środowisku wysokiego nasycenia parą wodną. Nie są jednak przydatne do długotrwałego wędzenia dymem zimnym. Wszystkie cechy osłonek poliamidowych predysponują je zdecydowanie do stosowania w produkcji kiełbas parzonych, surowych nie wędzonych, niektórych wędlin podrobowych i kiełbas w postaci wyrobów garmażeryjnych oraz wszystkich wyrobów mięsnych nie poddawanych procesom związanym z zachodzącym technologicznym ubytkiem masy. Charakterystyczną przydatną cechą osłonek poliamidowych jest ponadto ich pełna odporność na działanie drobnoustrojów. Do grupy osłonek wytwarzanych z tworzyw sztucznych należą także osłonki barierowe wytwarzane w postaci laminatów powstających metodą koekstruzji. Są one kombinacją łączącą kilka warstw tworzyw sztucznych o określonych, różnych właściwościach. Jako warstwy w tych osłonkach stosuje się najczęściej następujące tworzywa: • poliamidy, które są odpowiedzialne za wytrzymałość mechaniczną, • polipropylen, będący tworzywem nieprzepuszczalnym dla pary wodnej, • alkohol etylowinylowy (EVOH), który jest barierowy dla tlenu, aromatów i gazów, • poliestry, wpływające na wytrzymałość, sztywność i odporność termiczną osłonki. Powszechnie produkowane osłonki barierowe wykazują dobre właściwości obkurczające się (termokurczliwość) oraz dużą wytrzymałość na wzrost ciśnienia i wysoką temperaturę. Umożliwiają one produkcję kiełbas bez występowania ubytków masy oraz aromatyczności w czasie produkcji, przechowywania i magazynowania. Zapewnia to wyróżniająca się ich bardzo niska przepuszczalność tlenu, wynosząca 8 cm³ / m² · doba. d oraz niski współczynnik przenikania pary wodnej (0-3 g/m2 . doba . d). Cechą charakterystyczną osłonek barierowych jest także pełna odporność na działanie drobnoustrojów, w tym także pleśni. Dzięki specyficznym właściwościom, osłonki barierowe nadają się do wykorzystania jako osłonki specjalnego przeznaczenia. Nowe technologie ich wytwarzania pozwalają bowiem na wyprodukowanie osłonek barierowych odpornych na działanie wysokich temperatur, co umożliwia zastosowanie ich w produkcji konserw mających postać wyrobów wędliniarskich. Osłonki takie są często zbudowane z poliamidu, polipropylenu oraz EVOH i wykazują stabilność termiczną aż do temperatury sterylizacji, tj. 121°C. Osłonki tekstylne W produkcji niektórych wyrobów mięsnych znajdują zastosowanie osłonki z tkanin (tekstylne). Do tej grupy należą szyte osłonki na bazie wiskozy wytwarzane w wyniku połączenia celulozy z akrylanem oraz osłonki z tkaniny jedwabnej, impregnowane preparatami białkowymi. Osłonki tekstylne w postaci impregnatów charakteryzują się dużą wchłanialnością składników dymu wędzarniczego oraz przepuszczalnością pary wodnej i dobrym oddzielaniem się od masy kiełbasianej. Sprawdzają się w temperaturze do ok. 88°C i wymagają przed nadziewaniem moczenia w wodzie przez min. 30 minut. Znajdują szerokie zastosowanie w produkcji wędlin podrobowych, głównie salcesonów oraz wyrobów garmażeryjnych i kiełbas surowych dojrzewających. Osłonki tekstylne są również produkowane w wersji z dodatkami, najczęściej przyprawowymi. Jest to szczególnie przydatne w produkcji wyrobów garmażeryjnych, galantyn oraz wyrobów surowych, w tym także kiełbas typu salami. Nowe kierunki w zakresie produkcji osłonek sztucznych Rozwój mechanizacji procesu nadziewania i zamykania osłonek powoduje coraz większą konieczność technologicznego przystosowania osłonek do zamykania ich w automatach klipsujących, z zastosowaniem podwójnego klipsowania i umożliwiających jednocześnie kontrolę efektu napełniania. Obecne technologie wytwarzania osłonek sztucznych pozwalają na ich zaawansowane uszlachetnianie prowadzone poprzez następujące zabiegi: • stosowanie nadruków, • marszczenie, • perforowanie, • wiankowanie, • cięcie i klipsowanie, • wzbogacanie w dodatki dekoracyjne, komponenty odżywcze, zdrowotne oraz poprawiające atrakcyjność, • impregnowanie. W praktyce wytwarzania osłonek stosuje się często ich impregnację dokonującą się od jej wewnętrznej ścianki przy użyciu preparatu dymu wędzarniczego. Osłonki tak zmodyfikowane mogą wtedy wnosić dodatkowo zabarwienie na powierzchnię kiełbas, co ma znaczenie dla uzyskania cech wyrobu wędzonego przy stosowaniu technologicznie tylko zabiegu parzenia. W procesie uszlachetniania osłonek stosuje się także wklejanie siatek i przędzy wędliniarskich, spełniających dla osłonki rolę dekoracyjną i podporową. Innym zabiegiem uszlachetniającym jest nanoszenie w strukturę osłonki przypraw, co pozwala na ich zaaplikowanie na produkt, po czym osłonka stanowiąca materiał nośnikowy jest po obróbce wyrobu zdejmowana. Stosowanie przypraw w takiej aplikacji daje szereg zalet, z których należy wymienić : • równomierne rozmieszczenie przypraw na powierzchni wyrobów, • zapewnienie atrakcyjności i niepowtarzalnego wyglądu, • umożliwienie ewentualnego plaster -kowania wyrobu bez ubytku dodanych przypraw. Postęp technologiczny w zakresie wytwarzania osłonek powoduje, że coraz częściej niektóre ich rodzaje (białkowe, celulozowe) wytwarza się w kombinacji łączącej je z siatkami i innymi materiałami tekstylnymi. Przy wytwarzaniu osłonek kolagenowych stosuje się ponadto dodatek nanocelulozy, która wpływa na poprawę ich parametrów mechanicznych. W związku z faktem, że w większości przypadków farsze mięsne uzyskują swój charakterystyczny stabilny kształt dopiero podczas obróbki cieplnej wskutek zachodzącej koagulacji białek, szuka się nowych rozwiązań w zakresie produkcji wyrobów bezosłonkowych, umożliwiających ich wytwarzanie bez konieczności stosowania i zdejmowania wcześniej użytych osłonek. Przesłanki te oraz deficyt osłonek naturalnych, przy równoczesnym postępie techniczno-technologicznym doprowadził do relatywnie dużego zastosowania masy kolagenowej do wytwarzania osłonek w systemie koekstruzji. Wytwarzanie termoplastycznej osłonki (powłoki) tą metodą pozwala na zapewnienie ciągłości procesu produkcyjnego oraz osiągnięcie wysokiej wydajności i dobrej higieny produkcji. Istotą wytwarzania osłonek z masy kolagenowej jest jednak konieczność sieciowania włókien kolagenowych tak, aby zapewnić niezbędną stabilność wytwarzanych w tej technologii osłonek. W rezultacie zwiększa to koszt ich wytwarzania. Znaczącym dla efektywności produkcji osłonki jest także występujący deficyt surowca niezbędnego do produkcji masy kolagenowej. W związku z powyższymi przesłankami pewne zastosowanie znajdują obecnie osłonki (powłoki) wytwarzane z alginianów, pochodzących z alg brunatnych z rodziny Phaeophyceae, które zastępują te wytwarzane z masy kolagenowej. Ze względu na fakt, że osłonki alginianowe są pochodzenia roślinnego i nie są uzależnione w istotnym stopniu, jak powłoki kolagenowe od deficytu surowca znajdują istotne praktyczne zastosowania. Ich atutem jest także to, że są akceptowane żywieniowo i nie mają ograniczeń stosowania wynikających z przekonań religijnych i upodobań konsumenckich. Stosowanie alginianów do wytwarzania osłonek opiera się na wykorzystaniu ich skłonności do natychmiastowego żelowania w pewnych uwarunkowaniach, co eliminuje przechodzenie wielu etapów produkcyjnych w celu wytworzenia stabilnego żelu, jak to ma miejsce w przypadku osłonek wytwarzanych z masy kolagenowej. Powstający żel alginianowy tworzy się bowiem w procesie koekstuzji „na zimno” przez kontakt z roztworem odpowiedniego związku chemicznego wapnia (niezbędne są kationy Ca+2). Dla skuteczności procesu wytwarzania otoczek alginianowych należy tylko optymalnie zestawić poszczególne składniki, aby roztwór alginianu nadawał się do koekstruzji a podawane z pewną prędkością pasmo farszu zostało równomiernie pokryte tym roztworem alginianu o właściwej grubości. W celu uzyskania stabilnej otoczki alginianowej duże znaczenie ma więc zapewnienie równowagi pomiędzy tworzącą się osłonką a farszem. Powłoki alginianowe znajdują główne zastosowanie w produkcji kiełbas surowych, parzonych, podsuszanych i suszonych, ale najlepiej sprawdzają się w kiełbasach o małej średnicy batonów. Prace rozwojowe w zakresie szerszego wykorzystania alginianów obecnie idą w takim kierunku, aby funkcjonujący system wytwarzania tych osłonek metodą koekstruzji w pełni zintegrować z pozostałymi procesami wytwarzania kiełbas (wędzenie, obróbka termiczna). Autor: dr inż. Jerzy Wajdzik
-
Alternatywne metody peklowania Peklowanie jest zabiegiem utrwalania przebiegającym w warunkach beztlenowych, w którym wykorzystuje się działanie na mięso środków peklujących w postaci azotanów (azotany V) i azotynów (azotany III). Oddziaływanie tych związków chemicznych przebiega z równoczesnym udziałem chlorku sodu najczęściej w postaci odpowiednio skomponowanej mieszanki peklującej, która może być stosowana również jako solanka peklująca, powstająca po rozpuszczeniu mieszanki w wodzie. Wodne roztwory mieszanki peklującej są wtedy często wzbogacane innymi dodatkami funkcjonalnymi. W trakcie procesu peklowania przebiega szereg różnych reakcji, których efektem funkcjonalnym jest: • utrwalenie różowoczerwonej i stabilnej termicznie barwy mięsa (wybarwienie peklownicze), • wytworzenie typowego aromatu i smaku peklowniczego, • zahamowanie rozwoju niektórych niepożądanych i stanowiących zagrożenie mikroorganizmów, • spowolnienie procesów oksydacyjnych. Podstawowym i pożądanym technologicznie efektem procesu peklowania jest jednak przede wszystkim wytworzenie barwy peklowniczej mięsa, za powstanie której odpowiedzialny jest głównie azotyn, który w trakcie przebiegu procesów chemicznych w końcowej fazie mechanizmu peklowania prowadzi do powstania tlenku azotu (NO). Związek ten jest odpowiedzialny bezpośrednio za nadanie mięsu typowej barwy, wskutek łączenia się z barwnikiem mięsa- mioglobiną(Mb) i barwnikiem krwi- hemoglobiną(Hb). Wytworzone w tym procesie związki barwne, tj. nitrozylomioglobina (Mb·NO) i nitrozylohemoglobina (Mb·NO) nadają wyrobom mięsnym charakterystyczną barwę, która utrzymuje się także po obróbce cieplnej. Powstają bowiem wtedy stabilne chromogeny, odpowiednio zwane nitryzylomiochromogenem (Ch·Mb·NO) i nitryzylohemochromogenem (Ch· Hb·NO). Intensywność procesu nitrozylowania (tlenowania tlenkiem azotu) natywnych barwników hemowych (mioglobina, hemoglobina) w procesie peklowania a tym samym tworzenia się nasyconej czerwonej barwy mięsa peklowanego jest pochodną wielu czynników, w tym takich jak: wartość pH, reaktywność i redukcyjność środowiska, temperatura i podaż barwników hemowych i ich dostępność dla tlenku azotu, a także stopień zaawansowania oraz poprawność lub wadliwość zachodzących glikolitycznych zmian poubojowych. Dynamika nitrozylowania jest również uzależniona od reduktorów wprowadzanych celowo do mięsa wraz z powszechnie stosowanym środkiem peklującym jakim jest azotyn. Najbardziej przydatne w tym zakresie są kwasy askorbinowe, ich sole sodowe oraz kwas cytrynowy i jego sól sodowa. W celu wytwarzania charakterystycznej barwy peklowniczej może być także stosowany azotan, który jednak w procesie przemian musi zostać zredukowany do azotynu. Powstały dopiero azotyn jest tym związkiem, który w wyniku dalszych przemian umożliwia wytworzenie barwy peklowniczej. W procesie peklowania przy użyciu azotanów, które są prekursorami azotynów duże znaczenie mają bakterie denitryfikujące. Mikroorganizmy te redukują bowiem azotany w wyniku wytworzenia reduktazy azotanowej i stąd peklowanie takie określa się mianem peklowania bakteryjnego. Stosowanie peklowania przy użyciu azotanów ma jednak sporadyczne zastosowanie technologiczne, co wynika w dużym stopniu z ograniczeń natury prawnej. Mechanizm i efektywność peklowania W zachodzącym procesie tworzenia się barwy peklowniczej bierze udział tylko 5-15% wprowadzonego i dostępnego w mięsie azotynu. Równocześnie związek ten uczestniczy w bardzo wielu konkurencyjnych reakcjach polegających na wiązaniu się z białkami niehemowymi (20-30%), z glicerydami (1-5%) i z grupami sulfhydrylowymi (5-15%). W procesie desmutacji ok. 1- 40 % obecnych w mięsie azotynów może natomiast ulegać przemianie do azotanów a kolejna ich część (1-5%) przekształcać się do substancji gazowych. Pozostałość resztkowa azotynu w mięsie, określana jako wolny azotyn stanowi 5-20% jego wyjściowej ilości wprowadzonej w czasie peklowania. Z technologicznego punktu widzenia peklowanie bezbakteryjne (azotynowe) sprzyja szybszemu wytworzeniu się barwy peklowniczej niż ma to miejsce w czasie peklowania azotanowego, w którym musi nastąpić najpierw redukcja azotanu przy udziale bakterii denitryfikujących. Jednocześnie azotyn szybciej od azotanu dyfunduje do tkanki mięśniowej i w ten sposób dochodzi również do zwiększenia dynamiki tworzenia się barwników nitrozylowych. W procesie tym jony azotynowe przenikają do tkanki aż do momentu ustalenia się równowagi osmotycznej po obu stronach sarkolemmy, która stanowi swoistą membranę (równowaga membranowa Donnana). Biorąc pod uwagę istotę mechanizmu przebiegu reakcji nitrozylowania mioglobiny i hemoglobiny stwierdza się, że w celu zagwarantowania dostatecznego wytworzenia się barwy peklowniczej konieczne jest zapewnienie minimalnego stężenia azotynu na poziomie 0,003-0,005%, co odpowiada jego ilości obecnej w 1 kg mięsa wynoszącej 30-50 mg. Dla funkcji bakteriostatycznej, głównie antybotulinowej potrzeba natomiast 80-150 mg azotynu w 1 kg mięsa, a smakowitość peklowniczą zapewnia już tylko 20-40 mg azotynu w 1 kg. Mimo wielu funkcji, jakie mogą pełnić azotyny i azotany, sole te zostały dopuszczone do stosowania w przetwórstwie mięsa wyłącznie deklarowane jako substancje przedłużające trwałość wyrobów mięsnych, co jest wynikiem ich potencjalnie ochronnego działania przed wpływem szkodliwych drobnoustrojów. W praktyce produkcyjnej nie zawsze osiąga się jednak taki poziom obecności wolnych resztkowych azotynów, który zapewnia ich bakteriostatyczne działanie. Oprócz wielu pozytywnych aspektów stosowania azotanów i azotynów, znane są także negatywne skutki ich użycia w procesie peklowania. Należy tutaj wymienić możliwość reagowania azotynu z drugo- i trzecio rzędowymi aminami pochodzącymi z rozkładu białek prowadzącą do tworzenia się rakotwórczych i działających mutagennie, kancerogennie i teratogennie N- nitrozoamin. Tworzące się N-nitrozoaminy same w sobie mogą także wywoływać ostre zatrucia, uszkadzać wątrobę, drażniąco działać na błony śluzowe oraz powodować owrzodzenia i krwawienie z jelit. Liczne badania dowodzą, że ilość tych związków ściśle koreluje z obecnością wolnych azotynów w wyrobach mięsnych, których reaktywność dodatkowo wspomagana jest przez katalityczne działanie nadtlenków powstających w wyniku rozkładu i utlenienia tłuszczów. Obecność azotanów i azotynów w mięsie i jego wyrobach może sama w sobie wywierać także określone skutki toksykologiczne prowadząc do zatruć pokarmowych oraz tworzenia się związków nitrozowych w przewodzie pokarmowym człowieka. Azotyny obniżają ponadto wartość odżywczą wyrobów mięsnych, zmniejszając przyswajalność β- karotenu i witamin z grupy B oraz białek. Substancje te mogą również dezaktywować enzymy, zaburzając procesy biochemiczne i fizjologiczne organizmu oraz uszkadzać wątrobę. Azotyny w pewnych warunkach powodują ponadto przejście hemoglobiny w tracącą nieodwracalnie zdolność wiązania tlenu methemoglobinę MetHb (Fe+3), co przejawia się sinicą, dusznościami, sennością i spadkiem ciśnienia krwi. Jako pozytywny efekt działania azotynów podaje się natomiast często fakt, że w środowisku o niskiej wartości pH soku żołądkowego mogą ulegać łatwo rozpadowi, prowadząc do powstania tlenku azotu wykazującego działanie bakteriocydowe. Zdecydowanie mniejsze zagrożenie niesie stosowanie azotanów. Substancje te są już mało toksyczne, gdyż po wchłonięciu przez organizm zostają wydalone z moczem. Potencjalnie mogą być jednak szkodliwe, ale dopiero wtedy, gdy ulegną przemianie w toksyczne azotyny, które dalej mogą uczestniczyć w tworzeniu się związków prekancerogennych prowadzących do powstawania nitrozoamin. Z punktu widzenia żywieniowego dieta bogata w azotany jest niekorzystna, ponieważ sprzyjać może endogennej reakcji nitrozowania i w efekcie powstawaniu wspomnianych już szkodliwych nitrozoamin. Przemiany takie potencjalnie zachodzą głównie w żołądku, czemu sprzyja występująca tam niska wartość pH oraz w jelicie grubym przy udziale bakterii z rodzaju Escherichia, Pseudomonas, Proteus, Klebsiella i Neisseria. Można więc stwierdzić, że azotany stają się szkodliwe zawsze wtedy, gdy istnieje możliwość ich przemiany w znacznie toksyczne azotyny. Nadmiar jonów NO3- a w rezultacie jonów NO2- w jelicie grubym, których wysoki poziom jest wynikiem działania bakterii denitryfikujących wytwarzających reduktazę azotanową, wywołuje reakcję powstałych azotynów z aminami i amidami, co także może prowadzić potencjalnie do wytworzenia nitrozoamin. W działaniach produkcyjnych dąży się więc do uzyskania jak najmniejszej resztkowej ilości azotynów w wyrobach mięsnych oraz ich prekursorów, jakimi są azotany. W tym celu stosuje się różne substancje dodatkowe intensyfikujące mechanizm nitrozylowania natywnych barwników hemowych. Dla przyspieszenia tych reakcji przydatne jest wprowadzenie w procesie peklowanego mięsa substancji redukujących, które zwiększają zdolność reakcyjną środowiska. Należą do nich kwasy askorbinowe i ich sole sodowe, które hamują dodatkowo tworzenie się nitrozoamin, gdyż reakcje azotynów z nimi przebiegają znacznie szybciej niż reakcje nitrozowania amin. Podobne zastosowanie znajduje kwas cytrynowy i mlekowy, które obniżając wartość pH gwarantują szybsze tworzenie się barwy peklowniczej, jako rezultatu przereagowania azotynu. Sole kwasu cytrynowego i mlekowego mają już ograniczoną przydatność ze względu na fakt, że podnoszą wartość pH, co na pewnym poziomie (powyżej 6,3) może skutkować ograniczoną dynamiką tworzenia się barwy peklowniczej. W zakresie obniżenia wartości pH środowiska przydatność ma również glukoza, która należąc do cukrów redukujących (altozy) utlenia się do swoich pochodnych kwasowych. Dla przyspieszenia procesu peklowania skuteczny jest ponadto dwucukier-sacharoza stanowiący pożywkę dla bakterii denitryfikujących, które redukują azotany do azotynów przy udziale wytworzonej reduktazy azotanowej. Obecność sacharozy stymuluje więc proces przekształcania się azotanów obecnych w mięsie (azotany dodane, naturalnie występujące, powstałe na drodze dysmutacji azotynów) do azotynów. Cukry (proste, dwucukry) dodawane w procesie peklowania mogą ulegać także procesom fermentacyjnym, w których dominuje heterofermentacja mlekowa prowadząca do obniżenie wartości pH w wyniku wytworzenia kwasu mlekowego. Proces ten również dynamizuje mechanizm tworzenia się wybarwienia peklowniczego. Biorąc pod uwagę względy zdrowotne wyrobów peklowanych należy stwierdzić, że działania technologiczne związane ze stosowaniem zabiegu procesu peklowania powinny gwarantować stosowanie tylko minimalnej wyjściowej ilości dodanego azotynu tak, aby jego wolna resztkowa ilość była również minimalna. Azotyn, względnie tam gdzie jest dozwolony azotan, należy stosować więc tylko w technologicznie niezbędnej ilości umożliwiającej uzyskanie pożądanego wybarwienia peklowniczego. Tak minimalny poziom gwarantujący efekt barwotwórczy zapewnia równocześnie osiągnięcie pożądanego efektu smakowego i zapachowego jako pożądanego rezultatu procesu peklowania. Substytucja funkcji technologicznej azotynu Ryzyko syntetyzowania się N-nitrozoamin przy udziale azotynów oraz toksyczność i szkodliwość tych substancji stało się przesłanką do poszukiwania substancji mogących w procesie peklowania zastępować ten środek peklujący. Połowicznym sukcesem okazało się w tym zakresie zsyntetyzowanie nitrozylopochodnej naturalnego barwnika hemowego z wykorzystaniem do tego celu hemoglobiny krwi zwierząt rzeźnych poddanej odpowiedniej modyfikacji chemicznej. Tak powstałemu barwnikowi, dobrze imitującemu barwnik gotowanego peklowanego mięsa nadano nazwę dinitrozyloferrochromogen, ale powszechnie przyjęto określać go jako cooked cured meat pigment (CCMP). Barwnik ten stając się bardzo dobrą imitacją barwnika mięsa peklowanego i z powodzeniem zastosowany w pewnych uwarunkowaniach technologicznych pozwala na zrezygnowanie z funkcji barwotwórczej azotynu. Nie umożliwia on jednak substytucji w zakresie funkcji smakowej a szczególnie zapachowej azotynu. W związku więc z faktem, że nie znaleziono substytutu w pełni ekwiwalentnego do azotynu zaczęto szukać możliwości zredukowania dodatku azotynów w procesie peklowania, co w efekcie mogłoby ograniczyć ryzyko potencjalnego tworzenia się nitorozamin. Pozytywne wyniki uzyskano stosując w procesie peklowania dodatek preparatów barwiących, przy jednoczesnej redukcji nawet o połowę w porównaniu z ilością standardową, zalecaną i niezbędną technologicznie, dawką azotynu sodu. Z preparatów barwiących najbardziej przydatne, ale tylko w produkcji kiełbas kutrowanych okazały się preparaty z fermentowanego ryżu (Angkak) i stabilizowana hemoglobina krwi. Ich dodatek do farszów wędlinowych na etapie ich wytwarzania, tj. kutrowania, pozwala na uzyskanie pożądanej barwy wyrobów ze zredukowaną o połowę dawką azotynu w porównaniu z barwą jaką osiągnięto w wyrobach wytwarzanych z technologicznie uzasadnionym, ale niezbędnym ilościowo dodatkiem azotynu. W praktyce pozwoliło to na obniżenie zawartości resztkowej wolnych azotynów w kiełbasach do poziomu 39,85-48,87 ppm. Mimo, że preparat barwiący fermentowanego ryżu pozytywnie wpływa na pożądalność barwy wyrobów kutrowanych nie został on jednak włączony prawnie na listę substancji dodatkowych do stosowania w przetwórstwie mięsa w krajach U.E. Alternatywne metody peklowania Znane powszechnie niepożądane skutki stosowania środków peklujących (azotany, azotyny), brak możliwości zastąpienia w pełni ich funkcji barwotwórczej innymi substancjami oraz nie znalezienie substytutu ekwiwalentnego dla azotynu jako substancji powodującej powstanie charakterystycznego smaku i zapachu peklowniczego doprowadziły do rozwoju alternatywnych metod peklowania. Technologie takie pozwalają na wyprodukowanie wyrobów mięsnych bez dodatku azotynu, ale zarazem bezpiecznych mikrobiologicznie i akceptowanych sensorycznie, a przy tym dobrze imitujących te, które wytworzono z mięsa tradycyjnie peklowanego, tj. z użyciem wprowadzonego azotynu lub bezpośredniego dodatku azotanu. Są one oparte na wykorzystaniu azotanów i zdecydowanie w mniejszym stopniu azotynów jako naturalnych składników roślinnych substancji stosowanych w postaci suszy warzywnych, ich ekstraktów lub aromatów. Stosowanie takich technologii peklowania nie daje jednak podstaw prawnych do stosowania w oznakowaniu wyprodukowanych wyrobów stwierdzenia „nie zawiera konserwantów”. Przepisy regulujące stosowanie dozwolonych substancji dodatkowych, w tym substancji konserwujących, nie przewidują podawania źródła ich pochodzenia jako kryterium możliwości opcjonalnej deklarowania tych substancji w oznakowaniu. W wykazie składników wyrobu wyprodukowanego w oparciu o alternatywną technologię peklowania nie muszą być jednak podawane substancje konserwujące w postaci azotanów i azotynów, ale pod warunkiem niecelowego dodawania suszy warzywnych jako bogatego źródła środków peklujących, determinującego przemiany prowadzące do wytworzenia barwy peklowniczej. W alternatywnych metodach peklowania wykorzystuje się głównie suszone soki warzywne, ekstrakty warzyw lub aromaty otrzymywane z roślin wykazujących dużą zdolność do kumulowania azotanów i azotynów. Odpowiednio wysoka zawartość tych związków występuje zazwyczaj w tych częściach rośliny, które biorą udział w transporcie składników odżywczych. Dlatego też w warzywach liściowych jest więcej tych związków niż w warzywach korzeniowych, które z kolei są zasobniejsze w te substancje niż warzywa owocowo-nasienne. Na stopień kumulacji azotanów i azotynów w roślinach w dużym stopniu wpływają: nadmierne nawożenie, typ gleby, jej wartość pH, wilgotność, zawartość mikroelementów oraz stopień nasłonecznienia. Stosując odpowiedni system nawożenia i sterując warunkami uprawy można więc kształtować poziomem kumulacji azotanów i azotynów w roślinach. Do wzrostu zawartości tych substancji przyczynia się niedobór molibdenu, czym można także wpływać na intensywność gromadzenia się azotanów w roślinach. Na zawartość azotanów i azotynów rzutuje ponadto gatunek i odmiana rośliny oraz czynniki genetyczne. Nie bez znaczenia jest także pora zbioru rośliny oraz zachodzące procesy fizyczne, biochemiczne i mikrobiologiczne w trakcie jej przechowywania. Zawartość azotanów w roślinie w dużym stopniu zależy od stadium rozwoju rośliny. We wczesnych stadiach rozwojowych zawierają one najwyższe stężenie azotanów. Związane jest to z niską zawartością w tym okresie węglowodanów, które stanowią główne źródło energii w procesach redukcji azotanów oraz w procesie wbudowywania azotu do cząsteczek aminokwasów. Biorąc pod uwagę właściwości fizykochemiczne i tendencje do kumulowania azotanów i azotynów najbardziej przydatnymi do wykorzystania jako źródło naturalnych substancji peklujących okazują się suszone soki z buraka zwyczajnego (Beta vulgaris L.) oraz z selera ( Apium graveolens). Burak może zawierać ponad 2500 mg azotanów w 1 kg świeżej masy a w selerze ilość azotanów przekraczać może poziom 2600 mg. Jednocześnie w 1 kg świeżej masy tych warzyw znajduje się często średnio ok. 0,59 mg azotynów. Największą tendencję do kumulowania azotanów, tak jak większość warzyw liściowych - ma seler listkowy, który dodatkowo charakteryzuje się dużą zawartością witaminy C (kwas askorbinowy), której poziom przekracza 100 mg w 100 g. Obecność przeciwutleniacza, jakim jest witamina C (kwas askorbinowy) sprzyja wzrostowi szybkości przebiegu procesu peklowania. Natomiast sok z buraka ćwikłowego zawiera dodatkowo glikozydowy czerwono- fioletowy barwnik zwany betaniną (betacyjanina) a należący do grupy betalain. Obecność w soku buraczanym tego azotowego barwnika jest sprzyjające w procesie tworzenie się barwy peklowniczej. Betanina wykazuje bowiem czerwoną barwę i w ten sposób wpływa dodatkowo na efektywność barwotwórczą całego procesu peklowania. Stabilność barwy pochodzącej od betaniny zależy jednak od wartości pH środowiska, przy czym wykazuje ona najlepsze cechy barwiące w przedziale tej wartości wynoszącej 4,0 – 6,0 jednostek a poniżej wartości pH 3,0 substancja ta zmienia niekorzystnie barwę na fioletową. Stosując sok z buraka do wyrobów surowych dojrzewających należy mieć na uwadze fakt, że obniżona wartość pH tych wędlin do poziomu około 4,5 i równoczesna aktywność enzymatyczna bakterii mogą powodować niekorzystne przemiany w obrębie betaniny, co obniży jej skuteczność barwienia. Przydatność betaniny modyfikuje się wtedy wykorzystując do jej produkowania odpowiednią odmianę buraka jako jej źródła pochodzenia oraz poprzez dobór właściwych kultur startowych. Produkcja wyrobów mięsnych z dodatkami surowców roślinnych dostarczających nieznaczne ilości azotynów i przede wszystkim azotanów opiera się na równoczesnym wykorzystaniu kwasu askorbinowego pochodzenia naturalnego, kwasu cytrynowego i cukrów redukujących, które skutecznie wspomagają cały proces peklowania. Źródłem kwasu askorbinowego (witaminy C) są najczęściej owoce aceroli (Malpighia glabra L.), które zawierają go w ilości sięgającej 2500 mg%. W suszonym soku poziom sięga 17%. Owoce aceroli zawierają także cukry oraz równocześnie kwas cytrynowy, którego ilość w suszonym soku kształtuje się na poziomie 7,8-10,2%. W rezultacie kwasowość czynna soku nie przekracza wartości pH wynoszącej 4,2 (średnio 2,8-4,2). Dostarczycielem kwasu askorbinowego oraz innych kwasów owocowych i cukrów prostych mogą być również soki pochodzące z owoców cytrusowych (Citrus L.). Wyżej wymienione suszone soki jako źródło naturalnych przeciwutleniaczy zabezpieczają wyroby mięsne przed utlenianiem i utratą jakości uzyskanej barwy peklowniczej, skutecznie ją stabilizując. Charakteryzując się niską wartością pH wpływają na wzrost dynamiki procesu peklowania na etapie rozpadu azotynu do tlenku azotu, który następnie uczestniczy bezpośrednio w tworzeniu barwników nitrozylowych (nitrozylomioglobiny, nitrozylohemoglobiny). Obecność cukrów w suszonych sokach stanowiących główne źródło energii w procesach redukcji azotanów przy udziale bakterii denitryfikujących sprzyja mechanizmowi peklowania mięsa. Proces redukcji azotanów naturalnego pochodzenia wprowadzanych do mięsa jak już wspomniano zachodzi pod wpływem mikroflory denitryfikującej, a samo peklowanie staje się wtedy procesem bakteryjnym. Dla przyspieszenia takiego mechanizmu peklowania można go wspomagać dodatkiem odpowiednich kultur startowych w postaci bakterii denitryfikujących. Przydatne w tym zakresie okazują się szczepy Staphylococcus carnosus i Staphylococcus vitulinus, które wykazują aktywność przejawiającą się wytwarzaniem niezbędnej w procesie peklowania bakteryjnego reduktazy azotanowej. Drobnoustroje te dla skutecznego działania muszą mieć jednak stworzone odpowiednie warunki do efektywnej inkubacji. Wzrost szczepów Staphylococcus carnosus rozpoczyna się już w temperaturze 4°C ale optimum osiąga dopiero w zakresie 15-40°C. Po przekroczeniu temperatury wynoszącej 45°C następuje już znaczące obniżenie ich aktywności. Fakultatywne beztlenowe, jakimi są szczepy Staphylococcus vitulinus szybko rosną w obecności tlenu do temperatury środowiska wynoszącej 37°C. Proces ten nabiera dużej dynamiki szczególnie po przekroczeniu temperatury wynoszącej 25°C. Wspomniane właściwości dotyczące warunków rozwoju wymienionych kultur należy uwzględnić przy programowaniu procesu produkcji wyrobów mięsnych peklowanych przy zastosowaniu alternatywnych metod. Przydatność wspomnianych szczepów bakteryjnych wynika dodatkowo z faktu, że powodują one również wzrost kwasowości środowiska w wyniku produkcji kwasów, co przyspiesza rozkład powstałego z azotanu azotynu do tlenku azotu. Właściwości te sprzyjają w rezultacie intensyfikacji wybarwienia peklowniczego. Bakterie Staphylococcus carnosus i Staphylococcus vitulinus w pewnych uwarunkowaniach (wysokie stężenie chlorku sodu, obecność fosforanów) mogą wykazywać jednak osłabienie swojej działalności. Z tego względu w przypadku stosowania alternatywnych technologii peklowania z użyciem wymienionych kultur bakteryjnych pożądany jest relatywnie niski stopień zasolenia produkowanych wyrobów, a dyskusyjne wydaje się także stosowanie w ich produkcji fosforanów. Unikalną alternatywną technologią pozwalającą na uzyskanie zadawalającego wybarwienia peklowniczego jest produkcja niektórych wyrobów surowych długo dojrzewających bez udziału azotanów i azotynów, a także bez dodatku suszy warzywnych zawierających azotany. Intensywna barwa peklownicza tych wędlin staje się wtedy wynikiem zachodzących w czasie długotrwałego dojrzewania przemian mikrobiologicznych, w tym tych z udziałem wprowadzonych do nich zakwaszających kultur startowych. Wybarwieniu peklowniczemu tak produkowanych wędlin dojrzewających sprzyja także ewentualne zanieczyszczenie azotanami wody technologicznej, przypraw naturalnych i soli kuchennej. Wprowadzone do mięsa jako zanieczyszczenie azotany ulegają redukcji pod wpływem tkankowych bakterii denitryfikujących, co prowadzi do powstawania naturalnie nietrwałego azotynu, który w środowisku o wartości pH< 7,0 rozpada się do odpowiedzialnego za reakcje nitrozylowania barwników hemowych, tlenku azotu. Aktywność drobnoustrojów denitryfikujących w zakresie wytwarzania reduktazy azotanowej przyczynia się bezpośrednio do obniżenia zawartości wolnych azotynów w produkowanych wyrobach mięsnych. Ich dodatek w postaci denitryfikujących kultur startowych pozwala także na znaczne zredukowanie pozostałości resztkowej wprowadzonych azotanów. W efekcie zastosowania alternatywnych metod peklowania z wykorzystaniem suszonych soków warzywnych uzyskuje się możliwość wyprodukowania peklowanych wyrobów mięsnych, które w zdecydowanie mniejszym stopniu niż wyroby peklowane tradycyjnie stwarzają zagrożenie powstawania N-nitrozoamin. Taka zastosowana technologia peklowania daje możliwość uzyskania w wyrobach mięsnych zawartości resztkowej azotanów na poziomie poniżej 5 mg/kg, a azotynów nawet poniżej 1 mg/kg. O walorach żywieniowych wyprodukowanych z zastosowaniem alternatywnej metody peklowania wyrobów mięsnych decyduje przede wszystkim mała ilość w nich zredukowanych azotanów, czyli azotynów, będących 6-10 krotnie bardziej toksycznymi od swojej formy utlenionej (azotany). W oznakowaniu wyrobów wyprodukowanych w oparciu o alternatywną metodę peklowania wykorzystującą dodatek suszy warzywnych zawierających azotany i azotyny nie ma obowiązku podawania tych substancji jako składników wyrobów i w ten sposób uzyskują one duży atut w zakresie atrakcyjności żywieniowej. Sensowną i rzetelną informacją jest jedynie zapis informujący, że w wyrobach mogą znajdować się niewielkie ilości azotanów i azotynów, ale tylko pochodzenia naturalnego z soków warzywnych, ekstraktów warzywnych lub aromatów. Autor: dr inż. Jerzy Wajdzik

-
Być może dobijemy do 200 szt., co da nam rabat, dlatego zapisy przedłużam do 20 listopada.
-
Pozostały jeszcze tylko dwa dni do zamknięcia listy zapisów na kalendarze WB 2022. Lista chętnych na kalendarz WB na rok 2022: 1. Maxell 2. Maxell 3. Maxell 4. Maxell 5. witt 6. witt 7. bilu72 8. bilu72 9. bilu72 10. bilu72 11. EAnna 12. EAnna 13. EAnna 14. EAnna 15. Jojo 16. Jojo 17. Jojo 18. karolszymczak 19. karolszymczak 20. karolszymczak 21. karolszymczak 22. chudziak 23. chudziak 24. L.Przemek 25. Tomasz_65 26. Tomasz_65 27. viva 28. Zofintal 29. Zofintal 30. ryszpak 31. ryszpak 32. ryszpak 33. ryszpak 34. dadys 35. dadys 36. dadys 37. paweljack 38. paweljack 39. paweljack 40. frapio 41. lobo 42. wiesiorek 43. wiesiorek 44. wiesiorek 45. wiesiorek 46. wiesiorek 47. gontek 48. gontek 49. naginajka 50. tompi 51. tompi 52. tompi 53. Bagno 54. Bagno 55. Bagno 56. Zico 57. Zico 58. Zico 59. Wiejas 60. Wiejas 61. Wiejas 62. Pontiak 63. Pontiak 64. Pontiak 65. JaGra 66. Grzechu 1 67. Grzechu 1 68. Twonk 69. Twonk 70. Twonk 71. kotunia 72. kotunia 73. Wilq1x 74. Wilq1x 75. janusz_P 76. ludwik130 77. ludwik130 78. marcinzet 79. arkawroc 80. Yerba 81. hahar 82. maria s 83. Pools 84. Pools 85. anerka 86. gruby7074 87. baca 88. misiek.b 89. misiek.b 90. Todek 91. JacekC 92. JacekC 93. JacekC 94. JacekC 95. JacekC 96. Szym-on 97. Szym-on 98. Szym-on 99. eland 100. Maciej.Z 101. Maciej.Z 102. kaszubka33 103. kaszubka33 104. Pepuś 105. Pepuś 106. chaber 107. CPN 108. CPN 109. CPN 110. Wirus 111. Wirus 112. mariusz_e 113. mariusz_e 114. jędrek12 115. jędrek12 116. ziezielony 117. ziezielony 118. ziezielony 119. ziezielony 120. Wujaszek Tom 121. Wujaszek Tom 122. Wujaszek Tom 123. Wujaszek Tom 124. Wujaszek Tom 125. Michcik 126. Michcik 127. Michcik 128. Michcik 129. śniegol 130. Radek 131. Radek 132. Radek 133. Radek 134. Andrzej132 135. Bossky 136. lysy100 137. lysy100 138. Bandit 139. waldero 140. waldero 141. waldero 142. Kalinosiu 143. Kalinosiu 144. Kalinosiu 145. robix 146. robix 147. Aron2 148. Aron2 149. Aron2 150. Aron2 151. Aron2 152. Michcik 153. Michcik 154. Michcik 155. Michcik 156. Franko 157. Franko 158. Straszny 159. Straszny 160. Straszny 161. tato 162. tato 163. tato 164. tato 165. tato 166. tato 167. tato 168. tato 169. tato 170. tato 171. tato 172. tato 173. hahar Podajemy nick z forum oraz liczbę kalendarzy. Proszę nie uzupełniać listy - będę to robił sam, co pozwoli na uporządkowane jej prowadzenie.
-
Masz rację Karolu. Właśnie zastanawiam się nad odesłaniem tego tematu w znane, choć nieciekawe miejsce. Dyskusja nie ma już nic wspólnego treścią tematyczną.
-
Procedury rozbiorowe - rozbiór zasadniczy Rozbiór zasadniczy dotyczy podziału tuszy zwierzęcia (w całości, w postaci półtusz czy ćwierćtuszy) na elementy zasadnicze, zazwyczaj zawierające kość i skórę. Można powiedzieć, że jest to podział „zgrubny” a uzyskanie kolejnych elementów lub elementów bez kości i skóry uzyskuje się w rozbiorze uzupełniającym. Zestawienie elementów zasadniczych dla najczęściej spożywanych zwierząt w Polsce pokazano w tabeli. Sposób prowadzenia rozbioru zależy od zaprojektowania linii technologicznej i dostępności pracowników. W większości przypadków w zakładach rozbioru w Polsce rozbiór wieprzowiny i wołowiny odbywa się w sposób ręczny z wykorzystaniem narzędzi mechanicznych, rozbiór kurczaka w nowocześniejszych zakładach jest robiony automatycznie lub półautomatycznie (pracują maszyny, lub maszyny z towarzyszącą pracą ludzi). Możliwość zastosowania rozbioru mechanicznego zależy od wystandaryzowania tusz do rozbioru oraz zaawansowania technologicznego linii. Rozbiór wieprzowy albo prowadzi się potokowo na jednym stole lub w celu zwiększenia wydajności równolegle na co najmniej trzech stołach lub ich wielokrotności, gdzie na kolejnych stołach dokonuje się rozbioru części przedniej, środkowej i tylnej półtuszy. Na rysunku 1 pokazano schemat rozbioru wieprzowego. Rozbiór wołowy niewielki prowadzi się na stołach rozbiorowych dedykowanych przednim lub tylnym częściom tuszy lub potokowo na jednym. Tylko duże zakłady mają wyspecjalizowane linie do rozbioru wołowiny. Rozbiór kurczaka może być wykonywany automatycznie lub półautomatycznie. Maszynowy rozbiór zakłada najpierw – zazwyczaj ręczne osadzanie tuszki na tubach, a następnie linia przesuwa się i piły odcinają poszczególne elementy tuszy. Rozbiór półautomatyczny – cześć działań wykonują pracownicy. W małych zakładach rozbioru wszystkie operacje wykonywane są ręcznie. Procedura rozbiorowa oprócz opisania czynności niezbędnych do uzyskania kolejnych elementów zawiera też odniesienie do opisu tych elementów – czyli specyfikacji wyrobów gotowych. Specyfikacje pokazują i opisują jak powinien wyglądać dany element i w jaki sposób należy go uzyskać. Załącznikami do procedury realizacji wyrobu też często są instrukcje stanowiskowe. Przykładową instrukcję stanowiskową pokazano w tabeli 2. W procedurze rozbiorowej powinno znaleźć się też odniesienie do wymagań higienicznych pod względem higieny pracy, higieny pracowników, zalecanych zachowań higienicznych pracowników, nadzoru nad zanieczyszczeniami – w tym metalicznymi, alergenami (szczególnie, jeśli w tym samym zakładzie jest też przetwórstwo). Procedury rozbiorowe - rozbiór uzupełniający Rozbiór uzupełniający polega na wyodrębnieniu poszczególnych partii mięśni z elementów zasadniczych, z odkostnieniem oraz oskórowaniem. W zależności od umaszynowienia i ustawienia linii rozbiorowej często w dużych zakładach nie wyodrębnia się rozbioru uzupełniającego jako oddzielnego procesu. Odpowiednia długość linii produkcyjnej oraz ilość pracowników, a także pożądane specyfikacje wyrobów gotowych są decydujące o zastosowaniu rozbioru uzupełniającego w czasie „zwykłego” rozbioru lub jako oddzielny proces. Zdarza się też, że przy braku zamówień na specyficzne elementy zostawia się w czasie rozbioru podstawowego elementy zasadnicze w całości, a potem w zależności od zamówień sprzedażowych i zapotrzebowania na mięsa produkcyjne dokonuje się podziału elementów zasadniczych na poszczególne składowe. Rozbiór uzupełniający dotyczy właściwie każdego rodzaju pozyskiwanego mięsa. Ogólny schemat rozbioru uzupełniającego pokazano na rysunku 1. Przy rozbiorze drobiu kolejność może być jak zaznaczono strzałkami – np. przy rozbiorze ćwiartki, którą najpierw dzieli się na nogę i fragment korpusu, potem nogę można podzielić na udo i podudzie, a element skórowania i odkostniania nie zawsze jest stosowany. Zazwyczaj odkostniania w przypadku drobiu występuje w celu pozyskania mięsa z uda lub mięsa gulaszowego. Rozbiór uzupełniający dla mięsa wieprzowego dotyczy takich elementów zasadniczych jak głowa, karkówka, schab, polędwiczka (która uzyskiwana jest przy obrabianiu schabu), szynka, łopatka, boczek, podgardle, pachwina, słonina. Celem jest pozyskanie elementów o określonej charakterystyce opisanej w specyfikacjach, zazwyczaj z wyraźnym podziałem na mięśnie i tłuszcz. Przy rozbiorze uzupełniającym produktem dodatkowo uzyskiwanym są wszelkiego rodzaju mięsa drobne o różnej zawartości mięsa, tłuszczu i tkanki łącznej. Zazwyczaj klasyfikuje się je jako IIa i IIb, gdzie IIa to mięsa drobne o większej zawartości mięsa niż tłuszczu, IIb – więcej tłuszczu niż mięsa. Mięso kl. III to mięso głównie z golonek zawierające duże ilości tkanki łącznej nie występującej w innych partiach mięśni. Ze względu na zawartość tkanki łącznej mięso to charakteryzuje się bardzo dobą wodochłonnością jest cenionym surowcem wędliniarskim do farszu kiełbas. Inny podział mięs drobnych odnosi się do zawartości procentowej mięsa i tłuszczu. Występują w związku z tym II 80/20, 70/30, 64/40, 50/50, 40/60, 30/70, 20/80, gdzie pierwsza liczba oznacza zawartość, mięsa, a druga tłuszczu. W dobie powszechności analizatorów składu np. urządzeń typu FOSS czy MeatMaster ilości te są łatwe do obliczenia i sprawdzenia, a przez to zminimalizowana jest ilość reklamacji co do składu dostarczonych surowców. Rozbiór uzupełniający łopatki wieprzowej Rozbiór łopatki prowadzi do uzyskania elementów „ekstra” z przeznaczeniem kulinarnym lub do produkcji wędlin. W wyniku rozbioru uzupełniającego uzyskać można łopatkę bez kości (jednocześnie bez skóry, o różnym stopniu odtłuszczenia, lub bez tłuszczu) lub poszczególne mięsnie łopatki, z czego największymi są mięśnie nadgrzbietowy i podgrzbietowy. Potocznie w przemyśle funkcjonuje nazwa łopatka 3D oznaczająca odkostnioną i odtłuszczoną łopatkę składającą się z trzech mięśni. Szczegóły co do podziału anatomicznego łopatki zawarte są na rysunku 2. Rozbiór uzupełniający szynki wieprzowej Przy rozbiorze uzupełniającym szynki można uzyskać potocznie nazywane szynki 4D i 3D oznaczające większy element mięsny składające się trzech lub czterech grup mięśni szynkowych. W nazewnictwie potocznym poszczególne mięśnie szynki pokazano na rysunku 3, które to składają się w elementy nazywane „myszka” bądź „kwiatek”, zrazowa górna, zrazowa dolna, bądź „kulka” oraz „dekiel”, bądź „nosek”. Czasem jeszcze po rozbiorze zasadniczym zostają przy szynce mięśnie golonkowe. Rozbiór uzupełniający wołowiny Rozbiór uzupełniający dla mięsa wołowego dotyczy takich elementów jak: łopatka, udziec, polędwica, łata wołowa. Przy tym rozbiorze nieodzownym elementem jest odbłoniarka pozwalająca z wielu elementów ekstra zdjąć błonę śródmięśniową (omięsną) otaczającą partie mięśni. Omięsna ta zbudowana jest z tkanki łącznej i w przypadku innej obróbki niż duszenie stanowi w pewien sposób „barierę” kulinarną. Dla pozostałych elementów uzyskanych w rozbiorze zasadniczym rozbiór uzupełniający dotyczy tylko usunięcia postrzępionych i zakrwawionych części mięśni, usunięcie głębszych pozacinań, przekrwień. Często też ścina się nadmiar okrywy tłuszczowej do ok. 1 cm. W uzysku mięs z udźca wołowego poszczególne mięsnie składają się w zespoły mięśni występujące w handlu jako: • zrazowa górna – na którą składają się mięśnie: smukły, półbłoniasty, łonowy, przywodziciel uda, • zrazowa dolna, która tworzy mięsień dwugłowy uda, • ligawa czyli mięsień półbłoniasty, • skrzydło/krzyżowa/myszka, które tworzą mięśnie: czworogłowy uda, krawiecki, oraz napinacz powięzi szerokiej. Rozbiór uzupełniający mięsa pozyskiwanego ze zwierząt dziko żyjących i innych zwierząt rzeźnych podobnie jak w przypadku wieprzowiny i wołowiny sprowadza się do obróbki elementów na „ekstra” czyli pozbawionych kości, tłuszczu, wystrzępień czy zacięć mięśni oraz skrzepów krwi. Szczególnie w przypadku rozbioru tusz zwierząt pozyskanych w wyniku polowania szczególnie istotne jest dokładne domycie i wymycie mięsa z wszelkiego rodzaju zanieczyszczeń fizycznych takich jak m.in. sierść, runo leśne, owady, skrzepy, fragmenty nabojów. Procedura rozbioru uzupełniającego opiera się i odnosi do innych procedur zakładowych takich jak higiena zakładu oraz higiena pracownika. Oczekiwane efekty rozbioru uzupełniającego opisane są w specyfikacjach. Sukces ekonomiczny rozbioru zależy od dobrego policzenia spodziewanych uzysków, zakładanych strat technologicznych oraz zgodności z zamówieniem klienta. Czasem specyfikacja „ekstra” w niektórych obszarach Polski po prostu „nie sprzedaje się” bo jest za droga. Indywidualne dopasowanie sposobu obróbki surowego mięsa do oczekiwań (też w zakresie ceny) pozwoli na optymalną sprzedaż. Autor: dr inż. Katarzyna Godlewska

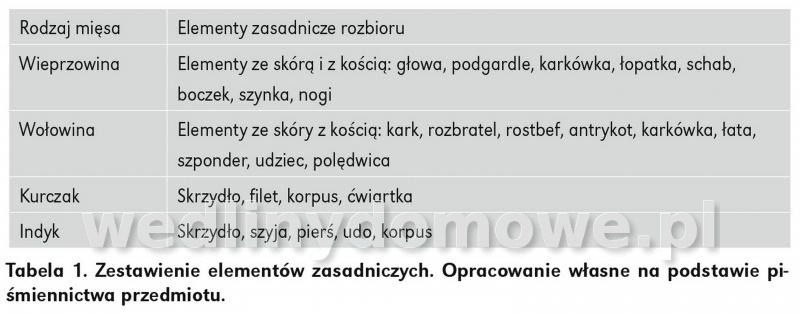
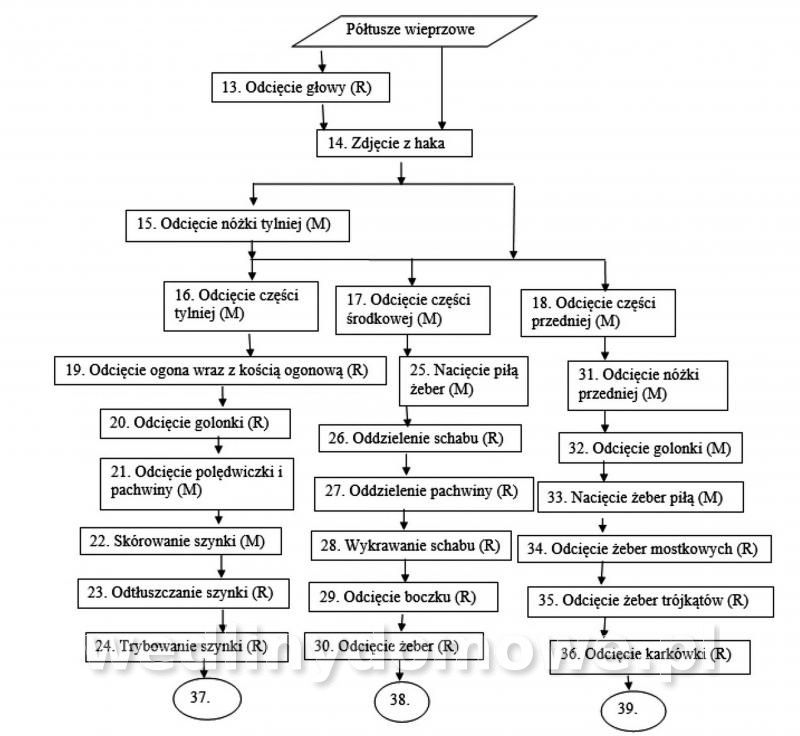
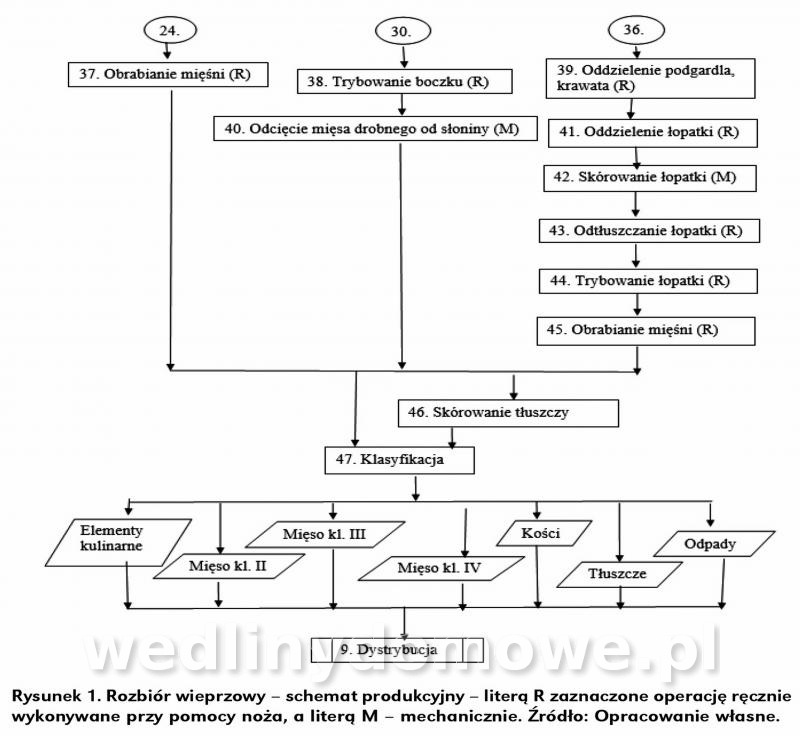
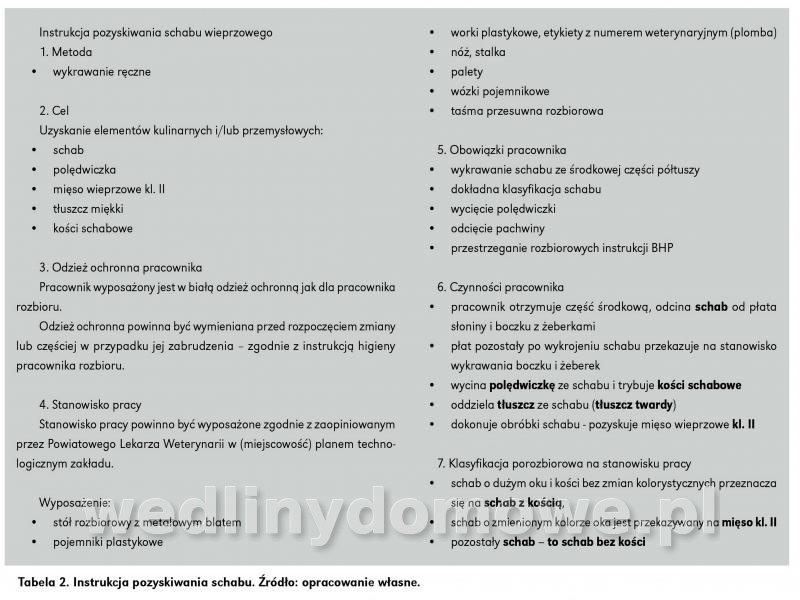

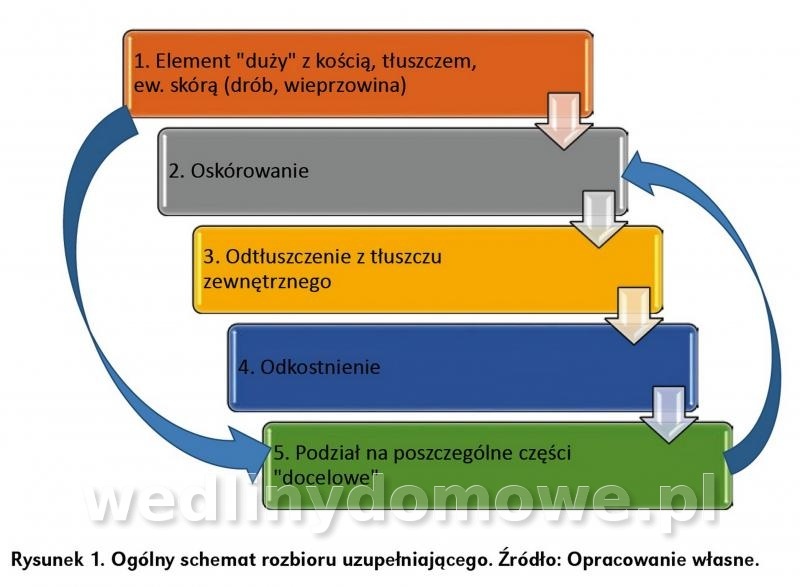
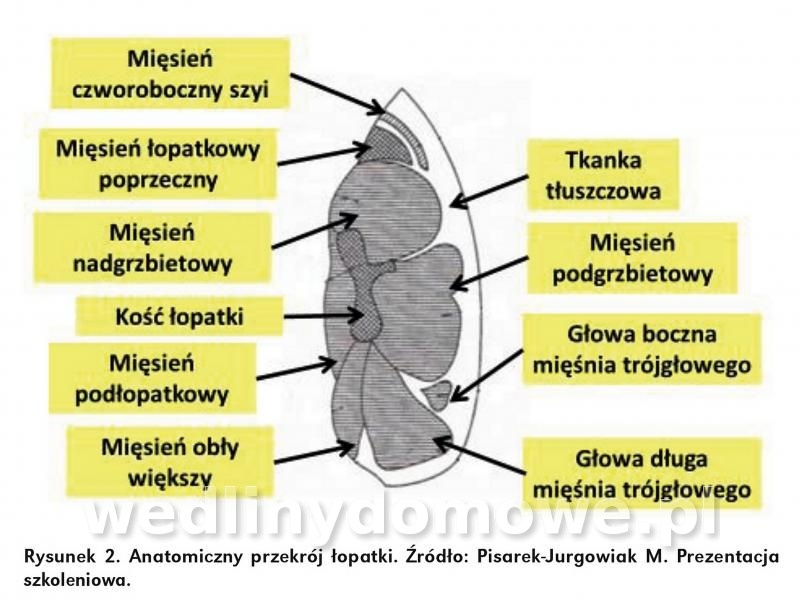
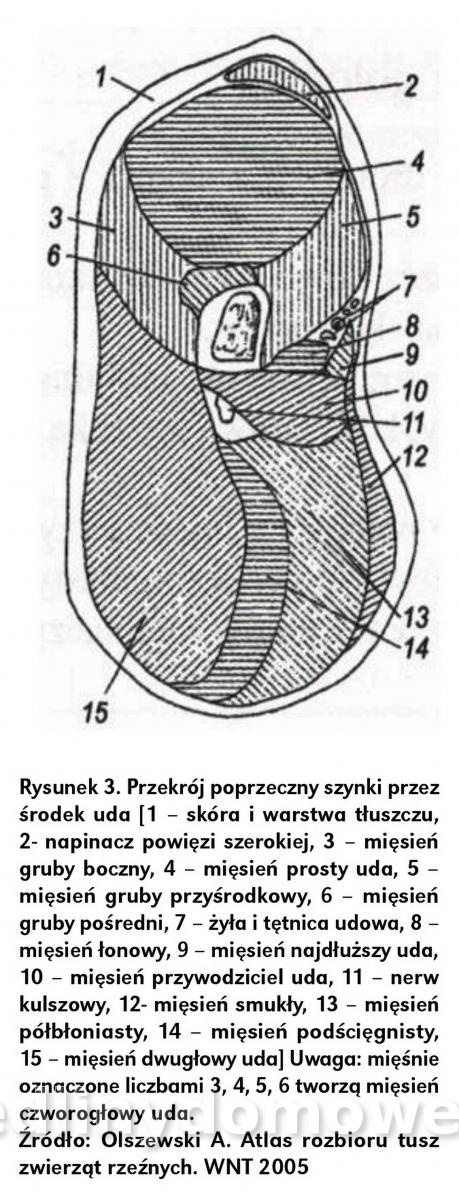
-
Urządzenia stosowane w produkcji osłonek naturalnych.
Maxell opublikował(a) temat w Jelita, osłonki, przyprawy i dodatki
Urządzenia stosowane w produkcji osłonek naturalnych Osłonka naturalna, zwana również zwierzęcą jest jedną z najstarszych rodzajów osłonek do wędlin. Towarzyszy człowiekowi od czasu pojawienia się na świecie pierwszej kiełbasy, czyli od przeszło 5000 lat. Naukowcy odkryli pierwsze ślady pochodzenia kiełbas w Chinach, Syrii i Egipcie, czego dowodem są starożytne rysunki i malowidła. Do dnia dzisiejszego dominuje w produkcji wysokiej jakości kiełbas i innych przetworów mięsnych, pomimo pojawienia się w poprzednim stuleciu tańszego jej odpowiednika - osłonki sztucznej. Swoje zastosowanie znajdują przy produkcji kiełbas wędzonych, gotowanych, parzonych, podsuszanych, suszonych przeznaczonych do bezpośredniego spożycia lub do grillowania. Ich trwałość sprawia, że konsument sam może zdecydować, czy chce kiełbasę ugotować, usmażyć czy też grillować. Osłonki naturalne sprawiają, że wygląd kiełbasy budzi zaufanie wśród konsumentów. Osłonki naturalne są jadalne oraz charakteryzują się długą trwałością i dlatego są stosowane powszechnie w przemyśle mięsnym. Pozyskiwane są najczęściej z jelit, ale też mogą pochodzić z pęcherza moczowego, przełyku czy żołądka zwierząt domowych. Jakość osłonek naturalnych jest ściśle związana z rasą zwierząt rzeźnych, ich żywieniem oraz klimatem w jakim są hodowane. Mocniejsze i grubsze ścianki mają osłonki otrzymane z jelit zwierząt pochodzących z terenów Azji i Ameryki Południowej niż z europejskich. Wynika to z faktu spożywania przez nie traw i roślin ciężej strawnych. Jelita pochodzące od osobników tych samych gatunków hodowanych w chlewach i oborach, otrzymujących łatwo strawną paszę, mają zdecydowanie mniejszą wytrzymałość mechaniczną. Komplety jelit wyjęte z jamy brzusznej zwierząt rzeźnych, po uprzednim zbadaniu przez Inspekcję Weterynaryjną, kierowane są do jeliciarni w celu dalszej obróbki. Natomiast jelita uznane za nie nadające się do dalszego przerobu poddaje się utylizacji. Obróbkę jelit, bez względu na stosowane zabiegi technologiczne można przedstawić wg następującego schematu: 1. Opuszczanie i rozbiór kompletów jelit. 2. Opróżnianie z treści pokarmowej, kaszlowanie i odwracanie jelit. 3. Szlamowanie. 4. Płukanie. 5. Sortowanie, kalibrowanie i pęczkowanie. 6. Konserwowanie (utrwalanie) jelit. 7. Przechowywanie Opróżnianie jelit ze znajdującej się w nich treści pokarmowej jest następną fazą po rozbiorze. Po opróżnieniu jelita są kaszlowane, tj. usuwane są z nich resztki tłuszczu i błon tłuszczowych pozostałych po oddzieleniu otok. Wykaszliwane jelita są odwracane wewnętrzną stroną na zewnątrz. Kolejność poszczególnych czynności w tej fazie obróbki jelit jest niekiedy inna w zależności od rodzaju zwierząt rzeźnych. Głównymi częściami opróżniarki są: wałek górny, wałek dolny, urządzenie natryskowe oraz silnik elektryczny. Elementami opróżniającymi są dwa metalowe pokryte gumą wałki, tzw. górny i dolny. Oś dolnego wałka obraca się w łożyskach nieruchomych, natomiast górnego - w łożyskach ruchomych, co umożliwia swobodną regulację odstępu między nimi w zależności od rodzaju opróżnianych jelit. Wałki maszyny otrzymują napęd od silnika elektrycznego za pośrednictwem przekładni ślimakowej redukującej obroty silnika w stosunku 1:60. W czasie pracy maszyny wałki są opryskiwane wodą o temperaturze 40°C. Wyciśnięta treść pokarmowa spływa korytem do kanałów ściekowych. Jelita po opróżnieniu z treści pokarmowej, kaszlowaniu i wywróceniu stroną wewnętrzną na wierzch, poddaje się szlamowaniu (a niektóre również maceracji). Szlamowanie jelit jest to zabieg mający na celu usunięcie błony śluzowej i podśluzowej jelita. Szlamowanie kiełbaśnic i jelit cienkich baranich obejmuje dodatkowo także usunięcie błony surowiczej (zwanej futrówką). W wyniku przeprowadzenia tej operacji ściankę oszlamowanych jelit cienkich stanowi w zasadzie jedna tylko warstwa – mięśniówka, podczas gdy ścianka oszlamowanych jelit grubych składa się z dwóch warstw: mięśniowej i surowiczej. Błona surowicza ściągnięta oddzielnie może być użyta jako bardzo dobra osłonka do wędlin. Błona śluzowa miażdżona jest w zespole zgniatającym i oddzielana od jelita w zespole szlamującym. Zespół zgniatający stanowią trzy wałki robocze obracające się w tym samym kierunku, z których dwa są metalowe, podłużnie rowkowane, a trzeci gumowy, gładki. Zespół szlamujący składa się z pięciu wałków, z których tylko dwa wykonują właściwe szlamowanie. Dwa następne wałki są przeznaczone do transportu szlamowanych jelit, natomiast piąty gumowy, podłużnie rowkowany, o kierunku ruchu przeciwnym do przebiegu jelita, służy do oczyszczania wałka, na którym osadzają się resztki błon tłuszczu. Odległość między wałkami można swobodnie regulować za pomocą przekładni ślimakowych. Odtłuszczarko-szlamiarka jest to maszyna przeznaczona do mechanicznego odtłuszczania i szlamowania jelit wołowych cienkich. Składa się z zespołu podającego, skrobakowego i napędzającego. Zespół podający stanowi stalowy, pokryty gumą wałek. Zespół skrobakowy składa się z dwóch wałków wykonanych ze stali niklowej. Napęd wałków pochodzi z silnika elektrycznego. Wszystkie wirujące części maszyny są zakryte osłonami z blachy. Nad wałkami są umieszczone prysznice z ciepłą wodą. Odległość między wałkami można regulować w czasie pracy maszyny przez pokręcanie rękojeścią umieszczoną z lewej zewnętrznej strony szlamiarki. Obrót rękojeści w prawo zbliża wałki, natomiast w lewo oddala. Oszlamowane i umyte jelita płucze się kilkakrotnie w ciepłej wodzie. Po takim płukaniu jelita w celu ochłodzenia umieszcza się w naczyniach z zimną, bieżącą wodą. W tym czasie następuje odwodnienie i rozjaśnienie barwy jelit. Po ochłodzeniu kiełbaśnice odwraca się, a następnie sor tuje. Jelita pochodzące od zwierząt różnego gatunku, rasy i wieku różnią się od siebie wieloma istotnymi szczegółami jak: średnica zewnętrzna, długość, grubości ścianek itp. Nawet jelita pochodzące od zwierząt rzeźnych tego samego gatunku wykazują różnice, zaś średnica jelit tego samego osobnika nie jest jednakowa na całej długości danego jelita. Aby móc ustalić kaliber, jelito napełnia się wodą lub powietrzem (napełnianie wodą pozwala na szybkie wykrycie równocześnie uszkodzeń ścianki jelita). W tym celu koniec jelita nakłada się na końcówkę kurka wodociągowego i do jelita wprowadza wodę (lub powietrze), która rozciąga ścianki jelita. Następnie napełnione jelito ściska się obiema rękami na niewielkim odcinku i przymierza do poszczególnych odcinków kalibrownicy oznaczonych numerami kalibrów. Kalibrownica jest przyrządem służącym do ustalania kalibru mierzonego jelita. Może być wykonana z drewna, aluminium lub mas plastycznych. Pomiaru średnic przy kalibrowaniu jelit dokonuje się wzdłuż sznura kiełbaśnic, jelit wiankowych i cienkich baranich - co 2 m, gdyż na takich odcinkach występują przeważnie odchylenia grubości jelita. Przy kalibrowaniu jelit środkowych bydlęcych pomiar średnicy wykonuje się w odstępach 1 m. W miejscach, w których występuje zmiana średnicy jelita poza granice danego kalibru, jelito odcina się. Kaliber jelita oznacza się odpowiednim kolorem zawieszki lub sznurka załączonego do pęczka jelit. Działanie linii polega na całkowitym opróżnieniu, wyszlamowaniu i oczyszczeniu jelit cienkich. Po ręcznym oddzieleniu od kompletu jelita podaje się przenośnikiem taśmowym do opróżniarki, w której następuje wyciśnięcie treści pokarmowej. Opróżnione jelita są przenoszone przenośnikiem śrubowym do mechanicznej gniatarki. Po maceracji w zbiorniku do odmaczania jelita dostają się za pomocą przenośnika taśmowego do opróżniarki. Ostatnią fazą obróbki jest oddzielenie w gniatarko-szlamiarce błony. Autorzy: dr hab. inż. Paweł Sobczak dr hab. Wioletta Żukiewicz-Sobczak mgr inż. Marta Kozak






-
Wykorzystanie jelit wieprzowych w przetwórstwie mięsa.
Maxell opublikował(a) temat w Jelita, osłonki, przyprawy i dodatki
Wykorzystanie jelit wieprzowych w przetwórstwie mięsa Jelita wieprzowe stanowią produkt uboczny powstały w wyniku uboju trzody chlewnej. Mimo wszystko odgrywają bardzo znaczącą technologiczną rolę w przetwórstwie mięsa. Wykorzystywane są bowiem od dawna jako tradycyjne osłonki dla produktów mięsnych. Jelito jest odcinkiem trawiennym przewodu pokarmowego dla zwierząt monogastrycznych jakim jest świnia, ale ponadto jest nastawione na wchłanianie składników pokarmowych. Warto zaznaczyć, że w szeroki zakres uogólnionej nazwy jelita wieprzowe wchodzą zarówno jelito cienkie, jak i grube. Jelito cienkie charakteryzuje się zdecydowanie mniejszym światłem, jednakże jest dużo dłuższe aniżeli jelito grube. Długość jelita cienkiego u świń wynosi ok. 16-21 m, z czego 0,75-0,95 m przypada na dwunastnicę, 14-19 m na jelito czcze, 0,7-1,0 m na jelito biodrowe. Jelito cienkie nazywane bywa, kiełbaśnicą ponieważ wykorzystywane jest w produkcji produktów mięsnych o cienkim przekroju poprzecznym. Przygotowanie jelit cienkich jako osłonki naturalne polega na opróżnieniu treści, kolejno dla rozluźnienia ich struktury gnieceniu i maceracji w ciepłej wodzie, a następnie szlamowaniu. Ostatnim etapem jest formowanie odpowiednich partii, sortowanie i solenie. Przeciętna długość jelita grubego wynosi 3,6-6,0 m, z czego 0,3-0,4 m przypada na jelito ślepe, a pozostała część na okrężnicę i odbytnicę. W przypadku obróbki jelita grubego oddzielane jest na jelito ślepe (kątnica) oraz okrężnicę i odbytnicę (okrężnica z krzyżówką). Następnie poddawane są kaszlowaniu, formowaniu odpowiednich partii, sortowaniu i soleniu. Jelito grube wykorzystywane jest do wyrobów o większym przekroju poprzecznym, np. salceson, pasztetowa etc. Anatomicznie ścianki przewodu pokarmowego ubijanych tuczników składają się z czterech warstw tkanki jelitowej. Te warstwy od wewnątrz na zewnątrz to: błona śluzowa, tkanka podśluzowa, warstwa mięśniowa (okrągłą i podłużną) i błona surowicza. W celu wytworzenia naturalnej obudowy jedna lub więcej z tych warstw jest usuwana podczas obróbki, zależnie od rodzaju (cienka/gruba, jadalna/niejadalna). Naturalne osłonki kiełbas są wytwarzane z błon śluzowych, a więc warstwy jelita, która składa się głównie z naturalnie występującego kolagenu. Błona śluzowa jelit zbudowana jest z nabłonka, blaszki właściwej błony śluzowej i blaszki mięśniowej błony śluzowej. Nie należy mylić tego z osłonkami z kolagenu, które są sztucznie przetworzone z kolagenu pochodzącego ze skór zwierzęcych. Naturalne osłonki pochodzą z przewodu pokarmowego świń, które są jadalne i mają bliskie podobieństwo do jelita pierwotnego po przetworzeniu. Zewnętrzny tłuszcz i wewnętrzna warstwa błony śluzowej są usuwane podczas przetwarzania. Jelita wieprzowe zaliczane są do osłonek naturalnych, lecz jednocześnie są najbardziej popularnymi osłonkami naturalnymi wykorzystywanymi w polskiej produkcji przetwórczej mięsa. Dużą ich zaletą są: wystarczająca trwałość, aby wytrzymać ciśnienie wytwarzane w trakcie wypełniania mieszanki wsadowej; przepuszczalność dla pary wodnej i gazów, co pozwala na prawidłowe wysuszenie wypełnienia; pochłanianie dymu wędzarniczego dla wydobycia dodatkowego smaku i konserwacji; optymalne kurczenie się i rozszerzanie dostosowane do mieszanki wsadowej; łatwe zamykanie na końcach poprzez zawiązywanie lub przycinanie. Naturalne osłonki są tradycyjnymi produktami stosowanymi w produkcji specjałów mięsnych od stuleci i pozostają praktycznie niezmienione pod względem funkcji, wyglądu i kompozycji. Sól i woda są używane do czyszczenia i konserwacji. Naturalne osłonki są jedynymi osłonami, które mogą być stosowane w produkcji kiełbas organicznych. Jelita wieprzowe są zazwyczaj dostępne i najlepiej przechowywane w soli lub roztworze soli. Przed napełnieniem mieszanki kiełbasą do takich rodzajów osłonek całą przylegającą sól należy zmyć zimną wodą. Jelita solone muszą być następnie nasączone wodą przez kilka godzin (3-5 godzin w letniej wodzie lub przez noc w zimnej wodzie) z dużym naciskiem na 9 godzinne przechowywanie. Zanurzenie w wodzie nie tylko usuwa resztki soli, ale także służy do zwiększenia elastyczności włókien tkanki łącznej ścianki osłonki w celu optymalnego zamknięcia i utrzymania napełnionej mieszanki wsadowej. Zaobserwowano, że dodanie kwasu mlekowego (2%) do wody może również wspierać ten proces. Kolejne postępowe dodawanie soli, spowoduje powstanie wysokich stężeń soli w tkance otoczki, które mogą osiągnąć poziom zatrzymania wzrostu bakterii. W celu uchronienia jelit przed niekorzystnymi zmianami solenie, aby było skuteczne wykonuje się czasami dwukrotnie z przerwą na minimum 12-godzinne ocieknięcie. Okresy magazynowania naturalnych osłonek zależą od temperatury przechowywania. Osuszone solone jelita wieprzowe w zamkniętych pojemnikach, które chronią je przed lekkim uderzeniem, powodując eliminację tłuszczu, można przechowywać w temperaturze 6-8°C od sześciu miesięcy do trzech lat. Okresy przechowywania są redukowane przy wyższych temperaturach przechowywania. Wraz ze wzrostem przylegającego tłuszczu zmniejsza się trwałość i możliwość przechowywania. Zasadą optymalnej produkcji jelit wieprzowych jest rozpoczęcie procesu ich obróbki jak najszybciej po uboju. Jelita powinny być przetworzone w miarę ich rozgrzania, ponieważ łatwiej jest potem nimi manipulować (czyszczenie, rozcięcie, mycie), przy zwróceniu uwagi że wzrost bakterii może nadal postępować szybko. Osłonki naturalne ze względu na możliwość przenoszenia chorób epizodycznych od zwierząt rzeźnych muszą być wytwarzane przy właściwym dozorze sanitarnym. Technologiczna jakość oferowanych partii jelit wieprzowych musi być dodatkowo powtarzalna. Jelita wieprzowe są bardzo nietrwałe i łatwo ulegają rozkładowi gnilnemu. Etap kontroli jakości jelit jest bardzo ważny ponieważ szacuje się, że duża ilość tego surowca jest dyskwalifikowana z różnych przyczyn i na różnym etapie przed użyciem. Przyczyny mogą zostać podzielone na te leżące po stronie zwierzęcia i te leżące po stronie obróbki poubojowej i przechowywania. W związku z tym można wymienić: choroby pasożytnicze, uszkodzenia chorobowe jelit, perforacje jelit, opleśnienie jelit, nadmierny udział wybroczyn w ściance jelit, zjełczenie złogów tłuszczowych na jelitach, zbyt cienkie ścianki jelit, nietypowa szarozielona barwa, kwaśny zapach. Kontrola jakości jelit pozwala zaklasyfikować je do odpowiednich grup: A (brak jakichkolwiek wad, dziur, długie odcinki, używane do produkcji najwyższej jakości kiełbas), AB (stan pośredni), B (akceptowalna wytrzymałość i jakość, używane są w produkcji np. kiełbas wieprzowych), BC (stan pośredni), C (praktycznie nieużywana ze względu na małą wytrzymałość). Szerokie spektrum wykorzystania technologicznego ubocznego surowca uboju trzody chlewnej, jakim są jelita zmusza do większego zwrócenia uwagi na ten proces produkcyjny. Jelita wieprzowe pomimo wysokiej wrażliwości biologicznej są niezaprzeczalnie jednym z najlepszych materiałów na osłonki naturalne w przetwórstwie mięsa. Autor: dr inż. Kamil Duziński


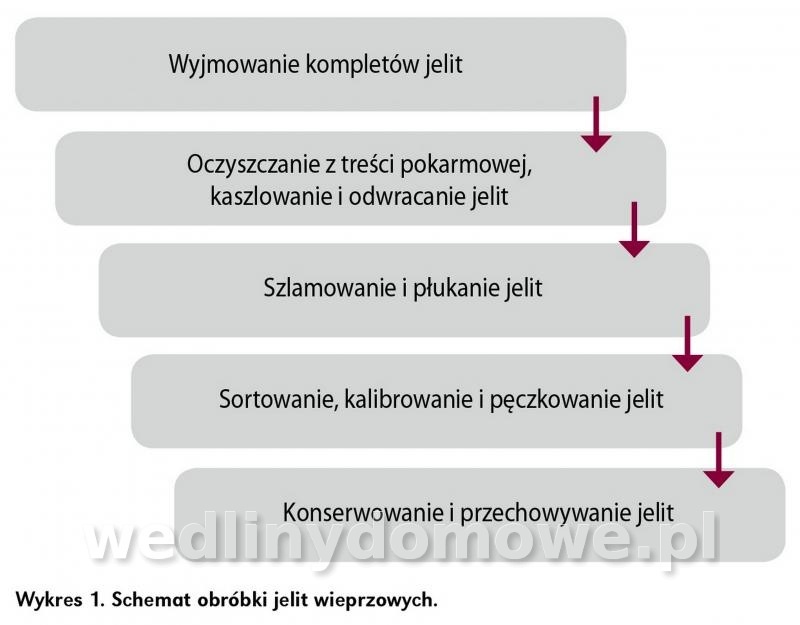
-
Bakterie fermentacji mlekowej i ich rola w przemyśle mięsnym.
Maxell opublikował(a) temat w Wędliny dojrzewające
Bakterie fermentacji mlekowej i ich rola w przemyśle mięsnym Bakterie fermentacji mlekowej od lat w sposób spontaniczny przyczyniały do kształtowania specyficznych i pożądanych cech żywności pochodzenia roślinnego oraz zwierzęcego, a także utrwalania żywności. Były też elementem powodującym psucie się środków spożywczych. Metoda utrwalania żywności z wykorzystaniem fermentacji mlekowej jest uważana za jedną z najstarszych i stosowana jest ona nadal, zwłaszcza w wyrobach tradycyjnych pochodzenia roślinnego, a także zwierzęcego. Fermentacja mlekowa jest procesem wewnątrzkomórkowym, który przebiega w warunkach ograniczonego dostępu tlenu bądź jego braku. Zachodzi przy obecności enzymów i polega na przemianie cukrów dzięki czemu pozyskiwana jest energia niezbędna do życia komórki, z jednoczesnym wytworzeniem kwasu mlekowego jako produktu ubocznego zachodzących przemian. Bakterie fermentacji mlekowej, poza wytwarzaniem kwasu mlekowego, który zakwaszając środowisko (obniżenie pH) przeciwdziała rozwojowi bakterii niepożądanych, posiadają również zdolność do produkcji bakteriocyn. Bakteriocyny są toksycznymi białkami, które hamują rozwój innych bakterii, a najbardziej popularnym przykładem takiego związku jest nizyna, która już od kilkunastu lat wykorzystywana jest w żywności jako substancja konserwująca. LAB, czyli bakterie fermentacji mlekowej (ang. Lactic Acid Bacteria), ze względu na posiadanie podobnych cech związanych z przemianami metabolicznymi, są charakterystyczną grupą mikroorganizmów, wykorzystywaną w przemyśle spożywczym. Ich główną, wspólną cechą jest zdolność otrzymywania energii z cukrów, z jednoczesnym wytwarzaniem kwasu mlekowego jako głównego lub jednego z głównych związków przemiany materii (metabolitów). Bakterie należące do tej grupy dzieli się na dwa podstawowe rodzaje: homo i heterofermentatywne. Te pierwsze, wytwarzają znaczne ilości kwasu mlekowego jako główny metabolit, natomiast bakterie kwasu mlekowego heterofermentatywne, poza kwasem mlekowym, wytwarzają również inne zazwyczaj niepożądane związki jako produkty przemiany materii, np. kwas octowy, etanol czy dwutlenek węgla. Bakterie fermentacji mlekowej należą do bakterii beztlenowych Gram-dodatnich i rosną w zakresie temperatury od 6 do 46oC. Wartość pH, która jest optymalna dla tych bakterii to 4,0 – 4,5, ale wyróżnia się też takie, które rosną w niższych lub wyższych wartościach pH. Bakterie kwasu mlekowego wykorzystywane są głównie w procesach przetwarzania mleka do produkcji serów, jogurtów i innych tego typu produktów oraz w przetwórstwie owocowo warzywnym do wytwarzania kiszonek – kapusty czy ogórków. Stosuje się je również do produkcji wyrobów mięsnych fermentowanych, takich jak metka, salami, wędliny i kiełbasy surowe, szynki i wędzonki surowe fermentowane. Takie wyroby obecnie uznawane są za produkty wysokiej jakości i są chętnie wybierane przez konsumentów. Wyroby mięsne fermentowane, charakteryzują się pożądanymi i specyficznymi cechami takimi, jak: wysoka trwałość, spowolnione przemiany tłuszczów (jełczenie), specyficzny profil smakowo – zapachowy, trwała czerwona barwa peklownicza. Zatem głównym celem przeprowadzania fermentacji w produktach mięsnych jest zapewnienie wyrobom trwałości oraz charakterystycznej barwy i cech sensorycznych. Przy produkcji wyrobów mięsnych z wykorzystaniem bakterii fermentacji mlekowej wykorzystywane są tzw. kultury starterowe. Są to preparaty, które zawierają żywe i aktywne grupy drobnoustrojów o dokładnie poznanych i pożądanych cechach metabolicznych. Kultury starterowe, które wykorzystywane są w przemyśle mięsnym zazwyczaj w swoim składzie zawierają kilka szczepów – i są to tzw. kultury mieszane. Znacznie rzadziej wykorzystuje się kultury, które składają się z jednego określonego gatunku. W skład takich kultur starterowych mieszanych wchodzą bakterie fermentacji mlekowej należące do gatunku Lactobacillus (Lactobacillus sakei, Lactobacillus plantarum, Lactobacillus curvatus, Lactobacillus alimentarius, Lactobacillus acidophilus) oraz Pediococcus (Pediococcus acidilactici, P. pentosaceus, P. dextrinicus). Dodatkowo, poza bakteriami, w starterach znajdować się mogą drożdże takie jak: Candida famata, czy Debaryomyces hansenii oraz pleśnie Penicillium (P.camemberti, P.chrysogenum). Oprócz bakterii fermentacji mlekowej można również wykorzystywać: mikrokoki, najczęściej z gatunku Micrococcus varians, a także Staphylococcus xylosus, Staphylococcus carnosus i Streptomyces griseus. W tabeli przedstawiono mikroorganizmy wykorzystywane w kulturach starterowych w przemyśle mięsnym. Poza wymienionymi drobnoustrojami, można również stosować bakterie uznane za probiotyki. Autorki badania przeprowadzonego w 2010 roku [Neffe i Kołożyn-Krajewska] zaznaczają jednak, że istnieje kilka trudności w procesie produkcyjnym takich wyrobów, głównie ze względu na formę, ilość oraz sposób aplikacji szczepionek bakteryjnych. Do trudności należy fakt, iż wyroby mięsne poddaje się procesowi peklowania, a ponadto, probiotyki nie posiadają dobrych cech technologicznych. Kolejną trudnością jest fakt, że probiotyk wprowadza się do surowca, który nie jest elementem jałowym. Część z tych problemów da się rozwiązać, jednak najtrudniejsza jest identyfikacja szczepów w produkcie gotowym. W przeprowadzonych badaniach po dodatku probiotyków do polędwicy wieprzowej, stwierdzono, że liczba LAB jest wyższa o dwa rzędy logarytmiczne niż w produktach, gdzie bakterii tych nie dodawano. Dowodzi to, że wzrost bakterii probiotycznych w mięsie wieprzowym jest możliwy. Takie same rezultaty otrzymano także w badaniach Klingberga i wsp., którzy stwierdzili że produkty mięsne surowo dojrzewające stanowią dobre środowisko do rozwoju bakterii probiotycznych. W badaniach przeprowadzonych rok później dowiedziono, że produkcja wędlin surowo dojrzewających z probiotykami jest możliwa, przy zastosowaniu odpowiednich warunków dojrzewania oraz, że takie wyroby mogą stanowić idealne źródło bakterii probiotycznych dla konsumentów. Bakterie fermentacji mlekowej, które występują w mięsie spontanicznie i ich działalność nie jest ukierunkowana i nadzorowana przez człowieka, przyczyniają się do psucia mięsa i wyrobów mięsnych. Głównym rodzajem, który najczęściej izolowany jest z powierzchni mięsa, a który należy do bakterii mlekowych to Lactobacillus. Zwykle bakterie te poza kwasem mlekowym wytwarzają również inne produkty przemiany materii, które powodują negatywne cechy sensoryczne – głównie zapachowe. Takie zepsucie nazywane jest kwaśnieniem mięsa i zazwyczaj występuje w mięsie pakowanym bez dostępu tlenu – próżniowo i nieco rzadziej z zastosowaniem metody pakowania MAP. Do takiego psucia najczęściej dochodzi, gdy temperatura przechowywania mięsa, a także wyrobów mięsnych jest zbyt wysoka. Pojawia się wówczas zapach określany jako kwaśny (stąd nazwa rodzaju zepsucia), serowy lub mlekowy. Szczepem który najczęściej wywołuje ten rodzaj zepsucia jest Lactobacillus viridescens, który należy do bakterii heterofermentatywnych (wydzielających kilka metabolitów, poza kwasem mlekowym). Takim dodatkowym metabolitem wytwarzanym przez ten szczep jest nadtlenek wodoru, który po wejściu w reakcję z hemoglobiną (a ściślej z barwnikiem krwi), zmienia kolor mięsa na szaro-zielony. Inne szczepy powodujące kwaśne zepsucie należące do bakterii mlekowych, na skutek rozkładu cukrów na powierzchni mięsa i wyrobów mięsnych mogą powodować śluzowacenie – charakterystyczne matowienie powierzchni wędlin. Autor: mgr inż. Wioletta Wiczuk

-
W takim razie artykuł ten dedykuję Koleżankom Anuś i Oldze,