Pamiętajcie, że z naszego forum możecie korzystać bezpłatnie tylko dzięki temu, iż kilkadziesiąt osób klika w reklamy. Może już czas abyś do nich dołączył?


Maxell
-
Postów
46 205 -
Dołączył
-
Ostatnia wizyta
-
Wygrane w rankingu
180
Typ zawartości
Profile
Forum
Wydarzenia
Mapa użytkowników
Sklep
Giełda
Treść opublikowana przez Maxell
-
Jest to pierwsza próbna wersja. Jak wspomniałem dojdą napisy i prosiłęm o stonowanie koloru czerwonego na zdjęciu w główce kalendarza.
-
Tak będzie wyglądał kalendarz WB. Dojdzie napis Wędzarnicza Brać i www.wedlinydomowe.pl. Myślę, że jest niezły.

-
Wytopiony tłuszcz widoczny pod osłonką i na przekroju kiełbas kutrowanych Przyczyny powstawania: • użycie do produkcji surowca mięsnego o zbyt zaawansowanym procesie dojrzewania poubojowego (znacznie powyżej 48 godz. od uboju), • zbyt duża ilość surowca tłuszczowego w stosunku do ilości białka, co skutkuje złymi proporcjami między białkiem, wodą i tłuszczem w farszu, • użycie do produkcji surowca tłuszczowego o obniżonej temperaturze krzepnięcia, • przekutrowanie farszu, • dużo elementów ścięgnistych w farszu i zbyt mało chudego mięsa, • słabe wypełnienie osłonki farszem podczas nadziewania, • nieprawidłowa obróbka cieplna – zbyt wysoka temperatura dogrzania kiełbas oraz nadmiernie długi czas jej oddziaływania. Możliwości zapobiegania: • używanie do produkcji mięsa świeżego i dobrze wychłodzonego, najlepiej po 24–48 godz. od uboju, • stosowanie w produkcji kiełbas kutrowanych odpowiednich proporcji tłuszczu, wody i białka, • używanie do produkcji farszu surowca tłuszczowego o jędrnej konsystencji, • przestrzeganie wymogów technologicznych odnośnie kutrowania, tzn. takie prowadzenie procesu, aby temperatura farszu nie przekraczała na koniec 12–15°C, • odpowiednie napełnianie osłonki farszem (ściśle), • prawidłowa obróbka cieplna kiełbas i dostosowywanie jej parametrów do poszczególnych asortymentów, • zwiększenie ilości białka zawartego w farszu poprzez dodatek preparatów białkowych (plazma krwi, białka mleka, białka roślinne), • dodanie w fazie kutrowania surowca na farsz wędlinowy mieszanki błonników (ziemniaczany i pszenny), względnie „osuszenie” farszu dodatkiem błonnika pszennego o drobnych włóknach, • zastosowanie emulgatorów chemicznych. Charakterystyka odchylenia Nagromadzenie się większych lub mniejszych ilości wytopionego tłuszczu pod osłonką, wokół otworów powietrznych lub w innych miejscach w batonie może wynikać z: • wypłynięcia rozpłynnionego tłuszczu z uszkodzonej w procesie technologicznym komórki tłuszczowej, • częściowego rozfrakcjonowania zhomogenizowanej emulsji wodno-białkowo-tłuszczowej, jaką jest farsz wędlinowy. Przyczyną obu zjawisk może być działanie zbyt wysokiej temperatury podczas obróbki cieplnej farszów nadzianych w osłonki, a także sił mechanicznych, które niszczą wytworzoną dyspersję przestrzenną zawiesiny wodno-białkowo-tłuszczowej, stanowiącej farsz kutrowany. Zawiesina ta tworzy się w czasie kutrowania farszu w wyniku otoczenia kuleczek tłuszczu przez białka. Podstawowym składnikiem emulgującym tłuszcz będący komponentem farszu są białka mięśniowe rozpuszczalne w słabych roztworach soli (miozyna, aktyna, albuminy, globuliny). Efektywność działania tych białek jako emulgatorów tłuszczu zależy jednak od wielu czynników. Do najważniejszych należą: kształt cząsteczki białka, skład chemiczny emulgowanego tłuszczu, wartość pH emulgowanych surowców, zawartość soli kuchennej w farszu oraz temperatura wytwarzania farszu. Budowa białek jest m.in. związana z gatunkiem zwierzęcia rzeźnego – mięso bydlęce ma większą zdolność stabilizowania emulsji tłuszczowej niż mięso świńskie. W miarę postępu zmian autolitycznych w dojrzewającym mięsie zmniejsza się zdolność białek do emulgowania tłuszczu w czasie kutrowania surowców mięsno-tłuszczowych. Różnice w składzie chemicznym tłuszczu sprawiają również, że tłuszcz świński emulguje się łatwiej niż łój bydlęcy. Znaczny wpływ na zdolność emulgowania tłuszczu ma stężenie jonów wodorowych (wartość pH). W punkcie izoelektrycznym białek mięsa i w jego pobliżu jest ona najmniejsza. Również zawartość soli kuchennej w farszu wpływa znacznie na emulgację tłuszczu przez białka mięśniowe – stąd jej określony poziom jest czynnikiem niezbędnym do wytworzenia stabilnej emulsji. Na wzrost stabilności emulsji, czyli farszu kutrowanego, pozytywnie wpływa też dodatek emulgatorów (białka niemięsne, emulgatory glicerydowe). Duży wpływ na niekorzystne zjawisko związane z wytopieniem się tłuszczu, widoczne pod osłonką oraz na przekroju kiełbas, mają parametry obróbki cieplnej. Podczas jej trwania białka tworzące otoczkę wokół cząsteczek tłuszczu ulegają denaturacji i utrzymują przez to tłuszcz w strukturze farszu. W przypadku niepełnego otoczenia kuleczek tłuszczowych białkami może dojść do rozfrakcjonowania emulsji i wycieku roztopionego tłuszczu do wnętrza batonu lub pod osłonkę. Może to się zdarzyć, gdy: • do produkcji farszu zostanie użyty surowiec o nadmiernie zaawansowanym procesie dojrzewania poubojowego, • nastąpi przedawkowanie surowca tłuszczowego, tzn. w farszu będzie za mało białka w stosunku do ilości dodanego tłuszczu, • użyty zostanie surowiec tłuszczowy o zbyt miękkiej konsystencji, • nastąpi przekutrowanie farszu, czyli zbyt długie kutrowanie, w wyniku którego dochodzi do znacznego wzrostu temperatury i stopnia rozdrobnienia farszu, co może spowodować łatwy wytop tłuszczu i jego wydostawanie się w efekcie nadmiernego mechanicznego zniszczenia komórek tłuszczowych, • osłonki zostaną słabo wypełnione farszem, co spowoduje łatwiejsze przemieszczanie się wytopionego tłuszczu w strukturze farszu podczas obróbki cieplnej, • obróbka cieplna będzie prowadzona nieprawidłowo – zbyt wysoka temperatura dogrzania kiełbas oraz nadmiernie długi czas jej oddziaływania mogą spowodować uszkodzenie otoczki białkowej wokół cząstek tłuszczu i tym samym doprowadzić do rozfrakcjonowania zawiesiny wodno-białkowo-tłuszczowej, jaką jest farsz do produkcji kiełbas kutrowanych. Wytopiony tłuszcz widoczny pod osłonką i na przekroju kutrowanych kiełbas parzonych nie wpływa na ich przydatność spożywczą, ale obniża ich atrakcyjność handlową ze względu na ograniczoną pożądalność sensoryczną. Opracowanie pochodzi z książki: „Technologiczne uwarunkowania powstawania odchyleń jakościowych wyrobów mięsnych” Zakup książki oraz więcej informacji na: www.NajwazniejszaKsiazka.pl

-
[Warto przeczytać] Dobór solanek w przetwórstwie mięsa.
Maxell opublikował(a) temat w Technologia dla zaawansowanych
Dobór solanek w przetwórstwie mięsa Peklowanie należy do szeroko stosowanej metody utrwalania mięsa i przetworów mięsnych. Proces ten polega na wprowadzeniu do surowca mięsno- tłuszczowego chlorku sodu oraz środków peklujących w postaci azotanów (azotanyV) i/ lub azotynów (azotanyIII), które wymieszane w odpowiedniej proporcji stanowią powszechnie stosowaną w przetwórstwie mięsa mieszankę peklującą. Wodne roztwory takiej mieszanki stają się natomiast solankami peklującymi. W procesie peklowania mięsa wyróżnia się zasadnicze trzy jego metody, które określa się jako: • peklowanie suche, • peklowanie mokre, • peklowanie mieszane. Najczęściej technologicznie praktykowane w przetwórstwie mięsa peklowanie mokre dzieli się dalej na: • peklowanie nastrzykowe, • peklowanie zalewowe, • peklowanie kombinowane, które łączy technikę peklowania nastrzykowego z zalewowym. Z technologicznego punktu widzenia peklowanie mokre jest działaniem na surowiec mięsny solanką peklującą, czyli wodnym roztworem chlorku sodu, środków peklujących oraz często wielu innych substancji dodatkowych. W efekcie tak prowadzonego procesu uzyskuje się charakterystyczny smak i zapach, wybarwienie peklownicze, poprawę konsystencji oraz pożądaną soczystość i zakładaną technologicznie wydajność produkcyjną wyrobów peklowanych. Stosowane do przyrządzania solanek peklujących substancje dodatkowe w zależności od swoich właściwości wspomagają proces peklowania, wzmacniają smak wyrobów, poprawiają ich konsystencję, wiążą wodę oraz wpływają na wzrost wiązania wody przez białka mięśniowe. Ze względu na technikę prowadzenia peklowania mokrego wykorzystuje się w tym procesie solanki nastrzykowe oraz solanki zalewowe, które różnią się często między sobą składem jakościowym i ilościowym w zakresie użytych składników. W związku z faktem, że zabieg peklowania obejmuje procesy biofizykochemiczne, mikrobiologiczne, utrwalające i wpływa na wyróżniki organoleptyczne wyrobów, składy stosowanych solanek peklujących należy rozpatrywać wielopłaszczyznowo i kompleksowo. Komponenty solanek peklujących i ich właściwości Skład tworzonej solanki peklującej powinien być zawsze dostosowany do dobranej metody i techniki prowadzenia peklowania, wielkości przewidywanego przyrostu masy oraz rodzaju produkowanego wyrobu i jego zakładanej wydajności produkcyjnej. W związku z tym w każdej solance, poza mieszanką peklującą, niezbędne są więc inne wielofunkcyjne grupy składników, które w zakresie swojego działania można podzielić na : • środki wspomagające proces peklowania, • substancje wzmacniające smak, • substancje nadające profil smakowy, • dodatki funkcjonalne wspomagające wiązanie wody, • dodatki wiążące wodę. Niezbędnym składnikiem każdej solanki peklującej stosowanej w produkcji wyrobów mięsnych jest chlorek sodu i środek peklujący w postaci powszechnie stosowanego azotynu sodu. Składniki te są wprowadzane do solanek w postaci mieszanki peklującej, w której azotyn stanowi najczęściej 0,5- 0,6%, a niekiedy zawartość jego sięga nawet poziomu 0,85%. W celu równomiernego rozprowadzenia azotynu sodu w mieszance można do niej dodawać żelazocyjanek sodu, który jako substancja antyzbrylająca zapobiega zlepianiu się cząstek mieszanki. Te cechy tego dodatku powodują, że mieszanka peklująca zachowuje swoją sypkość i daje się dokładnie i łatwo rozpuścić w wodzie. Chlorek sodu (sól kuchenna) ma istotne znaczenie w procesie peklowania. Wnikając do mięsa nadaje mu słony smak oraz unieruchamia część występującej w nim wody wolnej. Odbywa to się wskutek dyfuzji jonów soli, co prowadzi w rezultacie również do zwalniania rozwoju niepożądanych drobnoustrojów. Chlorek sodu powoduje ponadto pożądane technologicznie pęcznienie białek mięśniowych, wskutek czego następują zmiany w strukturze i konsystencji mięsa. Działanie azotynu jako składnika mieszanki peklującej wynika przede wszystkim z obecności w jego cząsteczce anionu azotynowego (NO2-). Azotyn po zredukowaniu do tlenku azotu decyduje o wytworzeniu się pożądanej technologicznie barwy peklowniczej jako rezultatu powstania nitrozylomioglobiny. Jednocześnie substancja ta działa w pewnym zakresie jako dodatek konserwujący, ponieważ wykazuje właściwości przeciwutleniające a przy określonym stężeniu właściwości bakteriostatyczne. Powszechne zastosowanie jako komponenty solanek peklujących mają sole fosforanowe, które są niekwestionowanym dodatkiem funkcjonalnym. Substancje te wpływają skutecznie na poprawę jakości sensorycznej peklowanych przy ich udziale wyrobów a zarazem podwyższają ich wydajność produkcyjną. Ponadto istotnie zmniejszają wyciek cieplny, stabilizują wyrób, poprawiają wyróżniki soczystości i kruchości, polepszają związanie a tym samym krajalność wyrobów. Przy doborze fosforanów jako komponentów solanek peklujących należy brać pod uwagę długość łańcucha w cząsteczce fosforanu, rodzaj kationu w ich cząsteczce oraz wartość pH. Najlepszym rozwiązaniem jest stosowanie mieszanek fosforanów o różnych proporcjach między sodem i potasem, co pozwala na kształtowanie ich wartości pH determinowanej przewidywanym przeznaczeniem technologicznym. Uwzględniając budowę chemiczną soli fosforanowych ogranicza się również wpływ ich niekorzystnych właściwości (słaba rozpuszczalność) na efektywność działania solanki a zarazem pozwala się na optymalne wykorzystanie przydatnych ich cech w produkcji wyrobów mięsnych. Stosowane w solankach difosforany przywracają naturalną zdolność wiązania wody przez białka mięśniowe, co wynika przede wszystkim z ich wysokiej wartości pH. Szczególnie przydatne okazują się w tym zakresie difosforany potasowe, które ponadto są lepiej od sodowych rozpuszczalne w wodzie. Jednak szerokie technologiczne zastosowanie difosforanów ogranicza ich relatywnie słaba rozpuszczalność w wodzie oraz tendencja do krystalizowania na powierzchni wyrobów gotowych. Difosforany działają stosunkowo szybko i z tego względu są najbardziej przydatne w solankach stosowanych do produkcji wyrobów, która odbywa się przy stosowaniu krótkiego czasu obróbki mechanicznej surowca (np. polędwice, wędzonki drobiowe, wyroby blokowe, kiełbasy). Przydatne technologicznie zdolności kompleksujące difosforanów powodują, że działają one jako wymieniacze jonowe rozrywające wiązania poprzeczne białek. Solanki peklujące zawierające natomiast w swoim składzie fosforany o dłuższym łańcuchu (trifosforany, wielofosforany) powinny być stosowane głównie do produkcji wyrobów, w produkcji których stosuje się długi proces oddziaływania mechanicznego na surowiec mięsny. Związki te dla optymalnego działania muszą bowiem zostać najpierw rozłożone przez enzymy mięsa do difosforanów, co wymaga określonego czasu. Właściwości wielofosforanów przejawiające się chelatowaniem jonów żelaza i miedzi hamują procesy jełczenia tłuszczów i opóźniają procesy redukcji odbarwiające barwniki nitrozylowe w peklowanych wyrobach mięsnych. Trifosforany oraz wielofosforany chelatują również jony Ca+2 i Mg+2 i to zdecydowanie w większym stopniu niż difosforany. Nieaktywne wówczas jony nie sprzyjają w efekcie rozwojowi drobnoustrojów, co korzystnie wpływa na trwałość wyrobów produkowanych z udziałem tych soli fosforanowych. Długie polianiony wielofosforanów pozwalają ponadto na rozwijanie struktury białek mięśniowych i utworzenie stabilizujących mostków wiążących, co ułatwia rozpuszczalność białek, ich uwodnienie i stabilizowanie prowadzące do ograniczenia ubytków termicznych w wyrobach produkowanych z ich dodatkiem. Pożądaną technologicznie cechą wielofosforanów jest także ich dobra rozpuszczalność w wodzie oraz brak tendencji do krystalizowania na powierzchni wyrobów gotowych. Nieodzownymi składnikami wszystkich solanek nastrzykowych oraz modyfikowanych solanek zalewowych są substancje o charakterze przeciwutleniaczy. Należą do nich głównie kwasy askorbinowe i ich sole sodowe. Ich podstawowa funkcja polega na dynamizowaniu redukcji azotynu do tlenku azotu (NO) i wspomaganiu jego reakcji z mioglobiną mięsa, co w efekcie prowadzi do intensyfikacji tworzenia się wybarwienia peklowniczego, jako efektu powstawania nitrozylobarwników. Dodatkowo substancje te opóźniają procesy utleniania mioglobiny, co również pozytywnie wpływa na intensywność i stabilność tworzonej barwy peklowniczej. Same kwasy askorbinowe dodatkowo wzbogacają wyróżnik smaku kwaśnego wyrobów mięsnych. Sole sodowe kwasów askorbinowych dają analogiczne efekty przeciwutleniające jak kwasy, ale wchodzą w reakcje przemian wolniej, co jest bardziej przydatne w procesie produkcyjnym. W praktyce komponując solanki zaleca się równoczesne stosowanie w odpowiedniej proporcji kwasów askorbinowych oraz ich soli sodowych. Pożądanymi komponentami solanek peklujących są powszechnie stosowane do żywności cukry w postaci sacharozy i glukozy. Dodaje się je do solanek w celu wzbogacania profilu smakowego wyrobów mięsnych o nowe wyróżniki, których natężenie może być zdominowane przez wyczuwalny wyróżnik smaku słodkiego. Stanowiące pożywkę dla bakterii denitryfikujących wpływają one pozytywnie na wytworzenie się barwy peklowniczej. Szczególnie duże znaczenie w tym zakresie ma glukoza, która należy do cukrów redukujących. Utleniając się do swoich pochodnych kwasowych ogranicza dodatkowo destrukcyjne działanie tlenu na barwniki hemowe zawarte w mięsie. Równocześnie asymilowana przez bakterie kwasu mlekowego ulega fermentacji prowadzącej do obniżenia wartości pH środowiska, co dynamizuje proces tworzenia się barwników nitrozylowych. Składnikami solanek nastrzykowych, szczególnie bezfosforanowych jest cytrynian sodu lub zdecydowania rzadziej sam kwas cytrynowy. Substancje te wprowadzone wraz z solanką do mięsa tworzą system buforowy, który kompleksująco wiąże jony Me. Zwiększając siłę jonową układu poprawiają równocześnie rozpuszczalność białek mięśniowych a aktywując proteazy i fosfatazy mięśniowe pośrednio poprawiają smakowitość produkowanych z ich udziałem wyrobów. W procesie wędzenia wyrobów mięsnych stają się natomiast synergistami przeciwutleniaczy fenolowych pochodzących z dymu wędzarniczego. Sam kwas cytrynowy pełni w solance peklującej podobną rolę jak kwasy askorbinowe, ale obniżając znacząco wartość pH surowca pogarsza wiązanie przez niego wody. W rezultacie negatywnie może to wpływać na konsystencję i soczystość wyrobu gotowego, obniżając jednocześnie wydajność produkcyjną. Zdecydowanie odmiennie w tym zakresie działa cytrynian, który podwyższając wartość pH poprawia zdolność wiązania wody przez białka mięśniowe oraz pozytywnie kształtuje konsystencję wyrobów. Po wprowadzeniu go do surowca mięsnego w połączeniu z solami mięsa i chlorkiem sodu powoduje wzrost pęcznienia białek mięśniowych, zwiększając tym samym zdolność wiązania przez nie wody. Dla osiągnięcia optymalnie pożądanego pęcznienia białek mięśniowych niezbędne jest jednak stosunkowo długie działanie cytrynianu na surowiec oraz intensywna mechaniczna obróbka surowca przerobowego regulowana procedurą prowadzenia procesu uplastycznienia lub mieszania. Dla osiągnięcia pożądanej smakowitości wyrobów peklowanych, a szczególnie tych z grupy wysokowydajnych, solanki stosowane do ich produkcji zawierają często wzmacniacze smaku, które same są nośnikami smaku określanego jako „umami”. Do substancji tych należy głównie glutaminian sodu (MSG) oraz 5’- nukleotydy: kwas guanylowy i inozynowy oraz ich sole sodowe (guanylan sodu GMP, inozynian sodu IMP). Cechą istotną z punktu widzenia ich skuteczności jako potencjatorów smaku jest ich wzajemne działanie synergistyczne, szczególnie w środowisku chlorku sodu, który jest powszechnie obecny we wszystkich wyrobach mięsnych. Przydatnymi dodatkami do solanek stosowanymi w celu poprawy ich smakowitości przenoszonej na peklowane wyroby mięsne są również hydrolizaty białek roślinnych oraz ekstrakty drożdżowe. Duże znaczenie jako składniki solanek peklujących, szczególnie przeznaczonych do produkcji wysokowydajnych wyrobów peklowanych mają różnego rodzaju preparaty białkowe. Powszechnie, najbardziej używane są izolaty białek sojowych oraz w mniejszym stopniu ich koncentraty. Białka te wykazują dobre właściwości przeciwutleniające oraz skutecznie współdziałają z miozyną mięsa, co jest przydatne w produkcji tej grupy wyrobów. Ich wysoka rozpuszczalność i skuteczność działania w zakresie wiązania wody oraz siły żelowania rośnie wraz ze wzrostem wartości pH aż do poziomu maksymalnego wynoszącego 11 jednostek. Z powyższego względu białka sojowe najbardziej przydatne są w solankach peklujących o relatywnie wysokiej wartości pH osiąganej przez zawartość w nich odpowiednio ilościowo dobranych alkalizujących fosforanów i cytrynianów. Z białek pochodzenia zwierzęcego praktyczne zastosowanie jako składniki solanek peklujących znajdują białka kolagenowe, białka z krwi oraz białka mleka. Białka kolagenowe stosowane w postaci hydrolizatów są powszechnie przydatne i skuteczne technologicznie. Wprowadzane wraz z solanką do surowca mięsnego poprawiają w efekcie konsystencję wyrobów, wzmacniają ich smak i wykazują właściwości antyutleniające. Dobre właściwości żelujące białek kolagenowych, szczególnie tych o niskim stopniu hydrolizy, decydują o ograniczaniu wycieków cieplnych wyrobów produkowanych z ich udziałem. Posiadane cechy zagęszczające czynią te białka również przydatnymi przy sporządzaniu solanek przeznaczonych do produkcji wędlin surowych, gdzie wpływają pozytywnie na wzrost ich wydajności produkcyjnej. Negatywną cechą białek kolagenowych jest jednak tendencja do tworzenia solankowych rozwarstwień żelowych pogarszających jakość wyrobów obrabianych termicznie. Do przygotowania solanek przeznaczonych do produkcji wyrobów wysokowydajnych praktyczne zastosowanie mają również białka otrzymywane z krwi a przede wszystkim plazma krwi, która charakteryzując się wysoką wartością pH (ok. 9,5) wpływa pozytywnie na wiązanie wody (solanka peklująca) przez surowiec mięsny w trakcie jego przetwarzania. Białka plazmy dobrze przenikają przez sarkolemmę, co ogranicza tworzenie się żelowych rozwarstwień w strukturze wyrobów wytwarzanych z całych mięśni a produkowanych z użyciem solanki zawierającej to białko. Dużą przydatność jako komponent solanek mają również otrzymywane z krwi preparaty białkowe zawierające wyizolowaną z erytrocytów hemoglobinę. Ich dodatek powoduje poprawę jakości barwy solanek a w efekcie wzmocnienie wybarwienia peklowniczego wyrobów. Obecność stabilizowanej hemoglobiny wspomaga bowiem intensyfikację tworzenia się nitrozylozwiązków poprzez zwiększenie podaży barwników hemowych w surowcu mięsnym. Ograniczone zastosowanie jako składniki solanek do produkcji wyrobów mięsnych mają natomiast białka mleka. Z tej grupy białek przydatność jako składnik solanek peklujących znajdują przede wszystkim koncentraty białek serwatkowych, które wykazują dobre właściwości żelujące i to niezależnie od wartości pH środowiska. Negatywną cechą tych białek jest niestety pogorszenie przez nie barwy produkowanych wyrobów, głównie tych wytwarzanych z mięsa wołowego i wieprzowego. Jasna barwa tych białek może być jednak atutem w solankach przeznaczonych do produkcji wyrobów drobiowych, szczególnie produkowanych z mięśni piersiowych drobiu grzebiącego. W celu modyfikacji tekstury wędzonek i zwiększenia ich wydajności produkcyjnej stosuje się w składzie solankach peklujących nieskrobiowe hydrokoloidy, które charakteryzują się dużą zdolnością wiązania wody i przydatnymi technologicznie właściwościami żelującymi. Istotną rolę w tym zakresie odgrywają przede wszystkim karageny, które wykazują dużą zdolność do interakcji z białkami mięśniowymi, czego rezultatem jest znaczne wzmacnianie żelu białkowo- sacharydowego. Z grupy karagenów praktyczne zastosowanie jako składniki solanek peklujących znajdują ich frakcje kappa i jota. Dają one charakterystyczne żele- od kruchych (kappa), wykazujących podatność na synerezę do elastycznych (jota), bez tendencji do synerezy. Frakcja jota wpływa również na wzrost lepkości solanek, co sprzyja lepszemu zatrzymywaniu jej w nastrzykiwanym surowcu mięsnym. Stosowane w odpowiedniej proporcji frakcje karagenów nadają się również do solanek przeznaczonych do produkcji wędzonek surowych, w których pozwalają na osiągnięcie stosunkowo wysokich wydajności produkcyjnych przy równoczesnym utrzymaniu ich zadowalającej trwałości. W celu zwiększenia właściwości żelujących karagenów oraz korygowania parametrów reologicznych solanek można praktykować dodatek do nich innych polisacharydowych hydrokoloidów, głównie takich jak: • guma guar, • guma ksantanowa, • mączka konjac. Obecność gumy guar w solankach zwiększa siłę żelowania dodanego do nich karagenu, a zarazem zwiększa lepkość roztworów solankowych. Guma guar działa ponadto synergistycznie z gumą ksantanową, której obecność w solankach wpływa z kolei na wzrost ich lepkości oraz ogranicza sedymentację rozproszonych cząstek karagenu. Cechy te tych hydrokoloidów są bardzo przydatne przy komponowaniu składu solanek do produkcji wyrobów wysokowydajnych. Synergistycznie z karagenem kappa i gumą ksantanową działa również mączka konjac, ale w środowisku wodnym (roztwór solankowy) wykazuje często tendencję do agregowania rozproszonych cząstek w postaci kożuchowych zawiesin. W efekcie może dochodzić wtedy łatwiej do występowania w wysokowydajnych wyrobach produkowanych z całych mięśni żelowych rozwarstwień w ich strukturze. Mączka konjac skutecznie jednak podnosi lepkość solanek peklujących i wspomaga moc żelowania układu solankowego. Dla zwiększenia lepkości solanek peklujących przydatna jest również tragakanta, której właściwości nie są zależne od wartości pH środowiska i temperatury. Ograniczone zastosowanie jako składniki solanek peklujących mają skrobie. Decyduje o tym stosunkowo słaba ich rozpuszczalność w zimnej wodzie i tendencja do sedymentacji. Węglowodany te wprowadzone do surowca na etapie nastrzykiwania w czasie późniejszej obróbki cieplnej tworzą w wyrobach nieprzezroczyste żele, co powoduje matowość wyrobów a szczególnie ich powierzchni. Odmienne cechy niż skrobie wykazuje maltodekstryna, która jako składnik solanek nastrzykowych poprawia charakterystykę barwy wędzonek w kierunku bardziej połyskującej. W celu uzyskania wysokich wydajności wyrobów mięsnych przydatny jest dodatek do solanek nastrzykowych błonników pokarmowych. Komponenty te skutecznie ograniczają wielkość wycieków cieplnych w czasie wędzenia i obróbki cieplnej produkowanych wyrobów mięsnych. Ze względu na długość włókien, barwę, neutralność smaku i zapachu przydatne jako składniki solanek peklujących są głównie błonniki pszenne i owsiane o małej długości i grubości włókien. Użycie takich włókien gwarantuje dobre i równomierne rozprowadzenie ich w solankach nastrzykowych i poprawny efekt późniejszego procesu nastrzykiwania. Technologicznie rzadziej praktykuje się dodatek błonników sojowych, które znacznie podnoszą lepkość roztworów solankowych i tworzą w nich niepożądane zawiesiny. W związku z faktem, że wysokie poziomy nastrzykiwania surowca solankami peklującymi powodują osiągnięcie przez wysokowydajne wyroby aktywności wody na wysokim poziomie (ok. aw = 0,97) przydatne jest również wprowadzenie do składu solanek dodatków stabilizujących je mikrobiologicznie, co w efekcie przenosi się na wyroby gotowe. Korzystne w tym zakresie i skuteczne w stosunku do bakterii kwasu mlekowego (niekorzystna fermentacja) oraz bakterii aktywnych proteolitycznie (porowatość przekroju) są octany a szczególnie w postaci dioctanów. Ich udział w solankach przeznaczonych do wyrobów wysokowydajnych wydaje się więc technologiczną koniecznością. Solanki do produkcji wędlin surowych W produkcji wędlin surowych (wędzonek surowych) technologicznie stosuje się peklowanie surowca metodą „na sucho”, względnie peklowanie metodą „na mokro”, które prowadzi się techniką nastrzykową, zalewową lub kombinowaną (połączenie peklowania nastrzykowego z peklowaniem zalewowym). Solanki stosowane do peklowania surowca przeznaczonego do produkcji wędzonek surowych zawierają zawsze w swoim składzie mieszankę peklującą w ilości od 8 do 16%. Stężenie mieszanki peklującej analitycznie w praktyce określane jako zawartość chlorku sodu jest determinowane wielkością przewidywanego poziomu nastrzykiwania, okresem trwania peklowania zalewowego, stosunkiem proporcjonalnym użycia solanki do mięsa (solanka: mięso) oraz rodzajem i ilością substancji dodatkowych w składzie solanki. Właściwie skorelowane ze sobą wymienione czynniki pozwalają uzyskać wysoką jakość produkowanych wyrobów surowych i gwarantują wyeliminowanie ryzyka wystąpienia nadmiernej ich słoności. Jednocześnie zoptymalizowany przy peklowaniu zalewowym skład użytej solanki zalewowej ogranicza wyługowanie do niej większej ilości białka mięśniowego i innych cennych składników mięsa. Zbyt mała ilość solanki wprowadzonej do surowca i niskie stężenie w niej chlorku sodu może natomiast sprzyjać wzrostowi niepożądanych drobnoustrojów. Zjawisko to pojawia się najczęściej w metodzie peklowania zalewowego, szczególnie w przypadku stosowanego długiego czasu trwania całego procesu. Składy solanek peklujących przeznaczonych do produkcji wędzonek surowych powinny być zawsze tak skomponowane, aby gwarantowały osiągnięcie założonej wielkości przyrostu masy w fazie nastrzykiwania na poziomie wynoszącym 15-40% a zużycie solanki w trakcie peklowania zalewowego kształtowało się w zakresie 30- 40% liczone w stosunku do masy surowca mięsnego użytego do peklowania. Solanki do peklowania metodą zalewową zawierają w swoim składzie mieszankę peklującą oraz dodatek cukrów (sacharoza, glukoza), których ilość w solance nie powinna jednak przekraczać 3%.Tak skomponowane solanki są przydatne do długotrwałego peklowania, trwającego nawet 7- 14 dób. Poziom ich zasolenia, a w praktyce procentowa zawartość mieszanki peklującej, powinien być zawsze dobrany do rodzaju peklowanego surowca mięsnego oraz przewidywanego czasu trwania całego procesu, w czasie którego chlorek sodu i azotyn sodu dyfundują w głąb tkanki mięśniowej. Istotny dla jakości peklowanego mięsa i przydatny technologicznie jest fakt, że długość trwania peklowania jest wprost proporcjonalna do zachodzących procesów związanych z dojrzewaniem mięsa, co jest wynikiem działania enzymów tkankowych. Dla lepszej stabilizacji barwy peklowniczej można do solanek przeznaczonych do peklowania metodą zalewową dodawać azotan potasu lub sodu (saletra potasowa lub sodowa), który jest prekursorem azotynu. Praktyczne i uzasadnione technologicznie zastosowanie azotanu ma jednak tylko sens w przypadku peklowania surowca przeznaczonego do produkcji wędzonek surowych dojrzewających. Odpowiednio zestawione ilościowo i jakościowo solanki przeznaczone do peklowania metodą zalewową, zawierające mieszankę peklującą, cukry i ewentualnie azotan potasu można używać wielokrotnie, wzbogacając je za każdym razem uzupełniającym dodatkiem w ilości 10- 20% świeżo przyrządzonej solanki. Stosowanie tak pielęgnowanych solanek do kolejnych cykli peklowania zalewowego zmniejsza ubytek białek wydostających się z peklowanego surowca do roztworu solankowego. Używane wielokrotnie solanki zawierają bowiem już rozpuszczone białka, które przeszły do nich w czasie wcześniejszych cykli ich użycia. Stosowanie zregenerowanych solanek wspomaga również możliwości kształtowania optymalnej wartości pH i potencjału oksydacyjno-redukcyjnego układu oraz przyczynia się do przeniesienia do następnej peklowanej partii mięsa pożądanych drobnoustrojów sprzyjających wytworzeniu się aromatu i barwy peklowniczej. Stabilizacji i intensywności barwy peklowniczej przy takich uwarunkowaniach procesu peklowania sprzyja obecność w solance azotanu, który zostaje zredukowany do azotynu przez obecne w solance bakterie denitryfikujące (peklowanie bakteryjne). Poprawnie pielęgnowane solanki zalewowe należy jednak eliminować z wykorzystania technologicznego ale dopiero w przypadku zaobserwowania objawów psucia się, co przejawia się wyraźnym zmętnieniem, zmianą zapachu i występowaniem na powierzchni śluzu, białego nalotu lub pojawieniem się kleistości. Proces peklowania surowca mięsnego metodą zalewową przy zastosowaniu tradycyjnej solanki pozwala na uzyskanie przyrostu masy na poziomie 2- 5% w stosunku do masy surowca skierowanego do peklowania. Po przewidywanym zakończeniu peklowania i sprawdzeniu stopnia przepeklowania, surowiec poddaje się technologicznie uzasadnionemu procesowi ociekania, który pozwala na usunięcie z niego nadmiaru solanki a zarazem sprzyja dodatkowo wytworzeniu poprawnych cech sensorycznych (barwa, kruchość, konsystencja) oraz pozwala na uzyskanie optymalnej efektywności późniejszego wędzenia. Wspomniany proces ociekania przebiegać powinien w temperaturze 4-6°C przez okres 1- 8 dób. Dla poprawienia efektywności peklowania i przyspieszenia całego procesu prowadzonego metodą zalewową do solanek można również wprowadzać dodatek przeciwutleniaczy (kwas askorbinowy, askorbinian sodu, izoaskorbinian sodu) oraz soli fosforanowych. W ten sposób uzyskuje się przyspieszenie wytworzenia barwy peklowniczej a zarazem poprawę soczystości produkowanych wyrobów. Świeżo przyrządzane w oparciu o tradycyjnie używane komponenty solanki zalewowe zawierające mieszankę peklującą i cukry można z powodzeniem również wykorzystywać jako solanki nastrzykowe przeznaczone do peklowania surowca do produkcji wędzonek surowych. Jednak biorąc pod uwagę fakt, że jednym z celów stosowania peklowania nastrzykowego jest znaczne skrócenie tego procesu i osiągnięcie wzrostu wydajności produkcyjnej wyrobów technologicznie uzasadniony jest dodatek do solanek nastrzykowych różnych składników wspomagających efektywność produkcyjną. Przydatne, poza przeciwutleniaczami, solami fosforanowymi okazują się w tym zakresie hydrokoloidy. Wprowadzane do solanek komponenty o różnej przydatności technologicznej wpływają na przyspieszanie tworzenia się wybarwienia peklowniczego (przeciwutleniacze), powodują wzrost wiązania wody przez białka mięśniowe (sole fosforanowe) i same wiążą dodaną wodę w postaci solanki peklującej (hydrokoloidy). Z grupy hydrokoloidów najbardziej przydatne są te, które zagęszczając solanki podnoszą ich lepkość a zarazem utrzymują wodę w temperaturze nie przekraczającej 35°C. W praktyce pozwala to na prowadzenie nastrzykiwania na poziomie sięgającym 40% przyrostu masy i prowadzi do ograniczenia wielkości wycieków w trakcie przechowywania wyprodukowanych z ich udziałem wędzonek surowych. Dla uzyskania optymalnej efektywności prowadzonego w takich uwarunkowaniach peklowania nastrzykowego uzasadnione jest wprowadzenie do procesu produkcyjnego zabiegu uplastyczniania nastrzykniętego surowca. Zabieg ten prowadzony w warunkach próżniowych pozwala na równomierne rozprowadzenie składników solanki peklującej oraz sprzyja intensywności wybarwienia peklowniczego, tak pożądanego w produkcji wędzonek surowych. Procedurę uplastyczniania należy jednak zawsze dostosować w oparciu o uzyskaną wielkość poziomu przyrostu masy w trakcie nastrzykiwania oraz składu użytej solanki peklującej. Prowadzenie peklowania metodą zalewową można znacznie skrócić poprzedzając fazę zalewowego peklowania procesem nastrzykiwania (peklowanie kombinowane) Dobrym rozwiązaniem jest wtedy stosowanie takiej samej solanki do nastrzykiwania, jak i do zalewania nastrzykniętego wcześniej surowca. Powinny to być solanki zestawione z mieszanki peklującej i cukrów. W celu poprawy efektywności procesu peklowania skład solanki nastrzykowej można jednak dodatkowo wzbogacić o dodatek przeciwutleniaczy i soli fosforanowych. Cały proces takiego peklowania kombinowanego trwa tylko 24 godziny, z możliwością jego przedłużenia ale również powinien kończyć się fazą ociekania, która prowadzi do osuszenia powierzchni elementów mięsnych umożliwiając lepszą efektywność późniejszego ich wędzenia. Solanki do produkcji wyrobów obrabianych termicznie Solanki peklujące stosowane do produkcji wyrobów mięsnych obrabianych termicznie charakteryzują się wieloskładnikowością, która umożliwia modyfikowanie ich składu w zależności od przeznaczenia technologicznego. Największe zastosowanie w tej grupie wyrobów mają solanki do peklowania metodą nastrzykową, która jest technologiczną koniecznością przy produkowaniu wyrobów z całych mięśni. Przy niskim poziomie nastrzykiwania, tj. uzyskania przyrostu masy do 30% można stosować solanki zawierające poza mieszanką peklującą tylko cukry (glukozę, sacharozę, maltodekstrynę), przeciwutleniacze i fosforany lub/i cytrynian sodu. Warianty solanek bezfosforanowych są przydatne, głównie w produkcji wyrobów niskowydajnych, do których zalicza się w zwyczajowo wyroby o wydajności nie przekraczającej 105%. Stosowanie takich solanek pozwala na wyprodukowanie wyrobów peklowanych metodą nastrzykową o charakterystycznej kruchości, ale przy występującym stosunkowo dużym ubytku masy w trakcie wędzenia i obróbki cieplnej. Solanki bezfosforanowe nadają się do nastrzykiwania surowca przeznaczonego do produkcji wędzonek składających się wyłącznie z odpowiednio wyselekcjonowanych pojedynczych mięśni. Zakładając natomiast produkcję wędzonek formowanych lub składanych z kilku mięśni lub zespołów mięśni w celu uzyskania ich dobrego związania, technologicznie konieczny wydaje się dodatek do solanek soli fosforanowych w postaci mieszanki tych związków o różnej konfiguracji jakościowej i ilościowej. W przypadku planowanego poziomu nastrzykiwania przekraczającego 30% niezbędne jest wprowadzenie do solanek dodatkowych składników wiążących wodę, takich jak: białka niemięsne, hydrokoloidy, skrobie oraz błonniki. Dla uzyskania pożądanej jakości wysokowydajnych wyrobów użyte komponenty solanek powinny być odpowiednio dobrane ilościowo i jakościowo. Solanki, a co za tym idzie wysoko -wydajne wyroby peklowane metoda nastrzykową powinny być stabilizowane mikrobiologicznie poprzez dodatek do nich octanów. Komponując składy solanek do produkcji wyrobów wysokowydajnych należy uwzględnić ich przydatność po uwzględnieniu możliwości technicznych prowadzenia procesu nastrzykiwania i uplastyczniania (czas, procedura), co jest niezbędne w produkcji tej grupy wyrobów. Składając solanki nastrzykowe istotny jest także taki dobór składników, aby poza wpływem na właściwości reologiczne solanek pozwoliły na skuteczne osiągnięcie zakładanego przyrost masy w czasie nastrzykania. W praktyce powinny one oddziaływać na wartość pH użytego surowca mięsnego, która koreluje z osiąganiem przez wyroby dobrej jakości (barwa, związanie, soczystość) a zarazem wysokiej wydajności produkcyjnej. Nadmiernie wysoki poziom wartości pH solanki może jednak pogarszać jakość wyrobów w zakresie ich stabilnego wybarwienia. Solanki o relatywnie wysokiej wartości pH są bowiem zdecydowanie mniej przydatne przy stosowaniu ich do przerobu surowca o wartości pH powyżej 6,0. W wyniku kompensacji kwasowości czynnej solanki i surowca może dochodzić wtedy do znacznego ograniczenia tempa tworzenia się barwników nitrozylowych w nastrzykiwanym i obrabianym mechanicznie surowcu mięsnym, co w konsekwencji negatywnie wpływać może na stabilność barwy wyrobów gotowych. W przypadku produkowania wyrobów blokowych, względnie wysokowydajnych wyrobów z rozdrobnionego surowca mięsnego technologicznie najbardziej przydatne są solanki zalewowe. Skład tych solanek w praktyce nie odbiega jakościowo od składu solanek nastrzykowych. Mogą one jednak wykazywać zakładane odmienne parametry reologiczne, zwłaszcza różnić się od solanek nastrzykowych lepkością. W produkcji wyrobów wysokowydajnych wzrost lepkości solanek zalewowych jest często atutem pozwalającym na osiągnięcie założonych efektów jakościowych i wysokiej wydajności produkcyjnej wyrobów. Stąd w takich solankach przydatne są koncentraty białek sojowych, błonniki pokarmowe o długich włóknach oraz hydrokoloidy zagęszczające cały układ (karageny- półrafinowane, guma guar, mączka konjac). Wytworzenie przy wykorzystaniu właściwości reologicznych odpowiednio skomponowanych solanek mięsnych farszów wsadowych pozwala na optymalne przeprowadzenie procesu nadziewania osłonek, względnie umożliwia łatwiejsze ich uformowanie. Technologicznie wyroby z zastosowaniem zmodyfikowanych solanek zalewowych produkuje się w cyklu produkcyjnym z wykorzystaniem masownic lub rzadziej tradycyjnych mieszarek. Proces uplastyczniania surowca z dodaną solanką przebiegać powinien zgodnie z zaprogramowaną procedurą, po wcześniejszym uwzględnieniu założeń technologicznych. Można również przygotować farsz wsadowy wykorzystując w tym celu tradycyjne urządzenia mieszające. W drugim przypadku po wymieszaniu rozdrobnionego surowca z solanką przeprowadza się proces leżakowania w warunkach chłodniczych, który trwa do 24 h. Po tym czasie odbywa się powtórne mieszanie w celu odświeżenia masy surowcowej i wymieszania jej z dodanymi pozostałymi komponentami, w postaci przypraw, skrobi i błonników pokarmowych. Solanki do technologii,,Meat in Meat" (mim) Proces nastrzykiwania surowca do produkcji wyrobów obrabianych termicznie przy zastosowaniu technologii „mim” odbywa się z wykorzystaniem solanek zawierających w swoim składzie zhomogenizowaną tkankę mięśniową i łączną (homogenat). Technologia ta pozwala na podniesienie mięsności wyrobów, poprawę ich atrakcyjnego wyglądu oraz wyprodukowanie mniej kosztownego przetworu, poprzez wykorzystanie do jego produkcji technologiczne surowców o mniejszej wartości. Solanki peklujące stosowane w technologii nastrzykiwania „mim” pozwalają na osiągnięcie poziomu przyrostu masy na tej fazie produkcyjnej, sięgającego nawet 190%. Solanki bazowe przeznaczone do nastrzykiwania drobinami mięsa muszą jednak charakteryzować się odpowiednią reologią (mała lepkość), która umożliwi uzyskanie właściwych parametrów umożliwiających wprowadzeniu ich do surowca mięsnego przy zawartości w nich zhomogenizowanej masy nawet w ilości do 200 g na 1 kg solanki. Poza tymi uwarunkowaniami wykorzystywane w technologii „mim” solanki mogą zawierać w swoim składzie wszystkie powszechnie stosowane komponenty, charakterystyczne do sporządzania solanek peklujących. Autor: dr inż. Jerzy Wajdzik
-
Szukajka jest bardzo prosta i wydajna. Trzeba pamiętać, by w tym okienku przed lupką było zawsze Forum, a nie np. To forum, gdyż wtedy szuka jedynie w subforum, na którym masz przeglądany właśnie temat.
-
Potwierdzam wpływ darowizny na konto i serdecznie dziękuje Wszystkim zaangażowanym w licytację, a szczególnie Kolegom @bilu72 i @Twonk.
-
Kasa wpłynęła na konto. Dziękuję bardzo wszystkim zaangażowanym w akcję, a szczególnie Koledze @bilu72.
-
Worki do pakowania próżniowego jako bezpieczny sposób na przechowywanie mięsa i jego przetworów Rynek mięsa jest ważnym segmentem gospodarki żywnościowej na całym świecie. Zarówno w krajach UE, jak i wielu krajach świata obserwuje się wzrost popytu na produkty pochodzenia zwierzęcego. Jednak ze względu na to, że mięso należy do grupy artykułów żywnościowych łatwo psujących się, musi zostać odpowiednio zapakowane. Głównym zadaniem producentów żywności jest dostarczanie konsumentom produktów o najwyższej jakości, spełniających ich wysokie wymagania. Cel ten jednak nie jest łatwy do osiągnięcia w przypadku produktów przemysłu mięsnego. W całym łańcuchu produkcji mięsa i przetworów mięsnych, począwszy od pozyskania surowca do dostarczenia wyrobu konsumentowi, mogą zachodzić progresywne zmiany prowadzące do ich zepsucia: • proces autooksydacji tłuszczów, czyli wolnorodnikowa reakcja łańcuchowa utleniania tłuszczów tlenem z powietrza gdzie substratami są nienasycone lipidy, głównie kwasy tłuszczowe; utlenianie tłuszczów może następować również pod wpływem drobnoustrojów i enzymów - w procesie tym powstają związki zawierające grupy aldehydowe, ketonowe, wodorotlenowe, karboksylowe (powstają także związki cykliczne i oligomery); produkty autooksydacji tłuszczów mają nieprzyjemny smak i zapach oraz powodują spadek intensywności wrażeń smakowych; • reakcje mioglobiny z tlenem mają istotny wpływ na zmiany barwy mięsa: ciemnoczerwona mioglobina przyłącza cząsteczkę tlenu i powstaje jasnoczerwona oksymioglobina (reakcja odwracalna); utlenienie mioglobiny do metmioglobiny o barwie szarobrunatnej (zmiana wartościowości Fe z (II) na (III) zachodzi przy małym dostępie tlenu; interakcje barwników hemowych z rodnikami nadtlenkowymi, powstającymi w procesie autooksydacji tłuszczów mają duży wpływ na jakość produktów mięsnych. Charakter zmian jakościowych jest uzależniony przede wszystkim od surowca i zastosowanej technologii przetwarzania i utrwalania. Obecnie, kiedy rynek jest niestabilny i bardzo dynamiczny, a w Polsce dodatkowo ograniczany przez spowolnienie gospodarcze, braki surowca wieprzowego czy też zakaz uboju rytualnego, koniecznością staje się przechowywanie żywności w próżni. Istotą pakowania w atmosferze próżni (VAC) jest usunięcie powietrza z opakowania oraz jego zamknięcie poprzez zgrzewanie. Ewakuacja tlenu i zewnętrzna ochrona produktu, ma na celu ograniczenie rozwoju drobnoustrojów tlenowych, spowolnienie działania enzymów, znaczne opóźnienie oksydacji lipidów oraz utratę wody przez mięso wskutek procesów oddychania. Poza tym, prawie całkowite usunięcie tlenu chroni produkt przed jego niekorzystnym działaniem na cechy sensoryczne, tj.: barwa, zapach i smak. Pakowanie próżniowe również w istotnym stopniu ogranicza proces wysychania mięsa. Zastosowanie technologii pakowania próżniowego pozwala producentom żywności na: • przedłużenie okresu przydatności do spożycia 2-5 krotnie (bez udziału konserwantów), • zwiększenie dostępności świeżej żywności dla konsumentów, • redukcję kosztów transportu w związku z mniejszą częstotliwością dostaw, • lepsze planowanie produkcji, zwiększenie wydajności produkcji i dystrybucji, obniżenie kosztów, wzrost sprzedaży dzięki możliwości oferowania nowych produktów. Pakowanie z zastosowaniem worków próżniowych to najlepsza metoda zabezpieczenia żywności przed działaniem czynników zewnętrznych, wygodna w użyciu i ekonomiczna. Folia barierowa powinna zatem spełniać kilka podstawowych funkcji: • chronić produkt przed niekorzystnymi zmianami i czynnikami (uszkodzeniem mechanicznym, kontaktem ze środowiskiem zewnętrznym, kurzem, zanieczyszczeniem mikrobiologicznym, utratą wody, wpływem światła), • posiadać możliwość szczelnego zamknięcia zapewniającego utrzymanie próżni, • mieć dobrą przezroczystość i połysk, • być wytrzymała, odporna na przedziurawienia, • cechować się niskim kosztem produkcji, gdyż jest opakowaniem jednorazowego użytku. Wraz ze wzrostem przemysłowego pakowania porcjowanego mięsa i wyrobów mięsnych obserwuje się wzrost rodzaju opakowań, w których zastosowano atmosferę próżni. Jednymi z najczęściej stosowanych worków próżniowych są worki barierowe PA/PE gładkie, posiadające barierę na tlen, dzięki czemu zapakowany produkt parokrotnie wydłuża swoją świeżość, nie wysycha i nie traci walorów smakowych. Worki te, przeznaczone są do pakowania mięsa, w tym mięsa mielonego, drobiu i wędlin. Worki barierowe dostępne są w wielu różnych rozmiarach. Idealnie nadają się do użycia w mikrofalówce i urządzeniach do gotowania (max. 95°C) oraz do obróbki cieplnej metodą sous-vide. Ich szczególną zaletą jest możliwość umycia w zmywarce i ponownego użycia. Worki te, zalecane są głównie do pakowarek komorowych, ale istnieje też możliwość użycia worków z pakowarkami listwowymi. Wymaga to jednak odpowiedniego ułożenia worka, wykonania specjalnych „zakładek” podczas użytkowania i nie jest to tak proste, jak w przypadku zastosowania folii strukturyzowanej. Worki PA/PE strukturyzowane (moletowane) są to worki wysokiej jakości, mocne i wytrzymałe, które nie przepuszczają powietrza i są odporne na rozdarcia, dlatego doskonale nadają się do przechowywania większych kawałków mięsa (nawet z kością). Szczególną ich zaletą jest możliwość użycia w mikrofalówce, np. do odmrażania i urządzeniach do obróbki termicznej metodą sous-vide (do 95°C). Nadają się również do przechowywania w lodówkach i chłodniach przez wiele lat; są odporne na mycie w zmywarkach oraz posiadają możliwość ponownego zastosowania. Ważną częścią ofert wielu firm są również worki przystosowane do gotowania metodą sous-vide. Woreczki wykonane są ze specjalnej folii, np. z politereftalanu etylu czyli, tzw. PET, przystosowanej do pakowania próżniowego, która dodatkowo odporna jest na wilgoć i temperaturę. Technika sous-vide polega na obróbce cieplnej produktów w szczelnie zamkniętych wcześniej workach próżniowych. Produkty w woreczkach umieszczane są w kąpieli wodnej w kontrolowanej temperaturze - poniżej 100°C. Dokładna temperatura uzależniona jest od rodzaju mięsa i wynosi: dla cielęciny 65-68oC, wołowiny 58-60oC, wieprzowiny 65-66oC i dla drobiu 65-71oC. Dzięki temu, że torebka z produktem się nie gotuje, możemy osiągnąć wystarczającą temperaturę, która pozwoli nam pozbyć się z mięsa np. twardej tkanki łącznej (przy 40oC białko się ścina i przechodzi w formę żelu) zachowując przy tym najlepszą jakość produktu. Worki do obróbki cieplnej metodą sous-vide są przystosowane do wieloletniego przechowywania produktów spożywczych w chłodniach i lodówkach. Worki do pakowarek komorowych mają powierzchnię gładką a folia, z której są wykonane w pełni spełnia regulacje żywnościowe tj. BFR, EEC i FDA. Worki do wakownic służą do pasteryzacji przy 80oC przez max. 30 minut, jednak nie nadają się do sterylizacji ani gotowania. Występują w wielu rozmiarach i grubościach. Inną formą pakowania jest użycie woreczków próżniowych z zamknięciem strunowym typu „zipper”. Aby zapakować produkt należy włożyć produkt do opakowania z zamkniętą struną, zamknąć woreczek próżniowo przy użyciu wybranej pakowarki próżniowej. Aby otworzyć opakowanie, wystarczy „przesunąć” zamek/strunę, wyjąć produkt i zamknąć ponownie strunę. Należy pamiętać, że po otwarciu i zamknięciu struny, produkt spożywczy nie jest już zapakowany próżniowo. Powierzchnia takiego worka z jednej strony jest delikatnie strukturyzowana. Worki te, doskonałe nadają się do mrożenia, a także do użycia w kuchence mikrofalowej (max +95°C) i zmywarce. Opakowania po umyciu, mogą być ponownie wykorzystane. Nowością na rynku są worki próżniowe do dojrzewania mięsa. Jest to doskonały sposób na polepszenie jakości kupionego mięsa, poprzez stworzenie optymalnych i właściwych warunków przechowywania. Ze względu na to, że proces dojrzewania mięsa jest niezmiernie ważny dla kształtowania się jego smaku, zapachu, barwy, soczystości i kruchości, powinien trwać odpowiednią długość czasu. Szczególnie wymagające jest mięso wołowe, w przypadku którego przechowywanie chłodnicze poubojowe powinno trwać ok. 10 dni. Ze względu na wysokie koszty długotrwałego przechowywania tusz, wielokrotnie zakupione przez nas mięso nie przechodzi odpowiednich procedur a właściwe cechy jakościowe nie zdążyły się wykształtować, dlatego odpowiednie zapakowanie mięsa w specjalne worki próżniowe do dojrzewania znacznie poprawia jego wygląd, smak i aromat. Należy pamiętać, że materiał z jakiego wykonano worki powinien być jednolity, pozbawiony smug i przebarwień. Istotnym parametrem jest grubość folii, z jakiej wyprodukowano worki do pakowania. Najczęściej stosowana grubość to 70 µm, można jednak użyć worków o grubości 90, 100 lub nawet 120 µm (w przypadku mięsa z kością). Grubsza folia posiada lepsze właściwości barierowe, co jest szczególnie ważne w przypadku pakowania produktów szybko ulegających psuciu lub wymagających długiego przechowywania i ekspozycji. Bardzo istotnym czynnikiem warunkującym popularność produktów pakowanych próżniowo (całych i porcjowanych kawałków mięsa, wędlin całych i pokrojonych) jest odpowiedzialność producenta, który musi mieć świadomość istotności wszystkich czynników wpływających na jakość finalnego produktu. Pakowanie świeżego mięsa w folię początkowo miało na celu zwiększenie dyspozycyjności, zabezpieczenie przed nadmiernym zanieczyszczeniem samego mięsa jak również ograniczenie strat masy na skutek odparowania wody. Obecnie opakowanie spełnia ważne funkcje promocyjno – marketingowe zapewniając lepszy wygląd i większą atrakcyjność mięsa, w punktach sprzedaży oraz funkcje informacyjne niezmiernie istotne z punktu widzenia producenta, ale przed wszystkim konsumenta. Wykorzystanie możliwości najnowszych metod pakowania wymaga jednak ciągłych badań dotyczących poszukiwania doskonalszych materiałów opakowaniowych dobranych do konkretnego produktu. Autorzy: dr inż. Agnieszka Starek doktorantka UP w Lublinie mgr Marta Krajewska

-
Próżniowe pakowanie mięsa i wyrobów mięsnych Próżnia, jest to po prostu brak dostępu powietrza. Aby wytworzyć próżnię w opakowaniu, konieczne jest wytworzenie podciśnienia w plastikowym worku, co spowoduje ewakuację powietrza z jego wnętrza. Następnie należy uszczelnić opakowanie, zazwyczaj przez zgrzanie krawędzi worka, aby powietrze nie dostało się z powrotem. Najważniejsze powody usuwania tlenu z opakowania produktu, który mamy zamiar przechowywać: • Powietrze składa się w około 21% z tlenu, a większość bakterii związanych z psuciem się żywności potrzebuje tlenu do wzrostu i rozmnażania. Im mniejsza jest dostępność tlenu w produkcie, tym wolniej namnażają się bakterie. • Tlen jest substancją silnie reaktywną i wiele związków organicznych wchodzi z nim w reakcję. Obecność tlenu może powodować wiele niekorzystnych zmian jakości produktu poprzez reakcje i procesy, w których bierze on udział jako substrat. Są to między innymi: autooksydacja tłuszczów, utlenianie kwasu L-askorbinowego, witaminy E, β-karotenu, utlenianie barwników, utlenianie niektórych aminokwasów, reakcje enzymatycznego brunatnienia, rozwój mikroflory tlenowej, szczególnie pleśni. W przetworach mięsnych usuwanie tlenu ma na celu przede wszystkim ograniczenie rozwoju pleśni, jełczenia i niekorzystnych zmian barwy. Całkowite usunięcie powietrza z produktu nie jest możliwe. Pomimo tego takie pakowanie próżniowe pozwala wydłużyć okres magazynowania chłodniczego produktów pięciokrotnie w porównaniu ze standardowym pakowaniem. W tabeli przedstawiono trwałość różnych surowców i produktów mięsnych zapakowanych w tradycyjne oraz próżniowe opakowanie. Pakowanie próżniowe jest szczególnie przydatne w przypadku produktów o dużej zawartości tłuszczu narażonych na szybkie jełczenie w kontakcie z tlenem oraz do przechowywania w warunkach chłodniczych żywności poddanej wcześniej obróbce termicznej. Ograniczane są w ten sposób procesy chemiczne wpływające na wygląd, smak i wartości odżywcze produktu. Poza próżnią na jakość i trwałość pakowanych produktów wpływa znacząco wtórne zanieczyszczenie mikrobiologicznie produktu podczas takich procesów technologicznych, jak: rozdrabnianie, plasterkowanie wychładzanie. Rozdrabnianie powoduje zwiększenie powierzchni narażonej na zanieczyszczenie mikroorganizmami, przez co wykazuje się mniejszą trwałością niż cały kawałek mięsa. Na trwałość produktów pakowanych próżniowo wpływa także barierowość materiału opakowaniowego, czyli zdolności do przenikania przez niego gazów i pary wodnej. Przenikanie wody przez opakowanie powoduje pogorszenie jakości opakowanego produktu. Obecnie stosowane są takie opakowania jak: - próżniowe woreczki zgrzewalne, - opakowania formowane w maszynach rolowych, - opakowania termokurczliwe. Mięso pakowane próżniowo musi być przechowywane w warunkach chłodniczych. Występujący w nich niski potencjał oksydoredukcyjny oraz warunki środowiskowe sprzyjają wzrostowi bakterii beztlenowych. Nieprzestrzeganie odpowiednich warunków przechowywania prowadzi do psucia się produktów mięsnych pod wpływem rozwoju Clostridium sporogenes oraz stwarza doskonałe warunki do wytwarzania toksyny botulinowej. W przypadku zbyt niskiej zawartości tlenu w opakowaniu możliwy jest rozwój psychrofilnych beztlenowców. Dlatego, aby nie dopuścić do rozwoju Clostridium botulinum zawartość tlenu w opakowaniu produktu powinna wynosić co najmniej 2%. Ma to szczególne znaczenie w przypadku produktów o pH wyższym niż 4,5 lub temperaturze przechowywania wyższej niż 3°C. Pakowanie próżniowe jest korzystne zarówno z punktu widzenia konsumenta, który może dłużej przechowywać dany wyrób mięsny, jak i producenta, w szczególności ze względu na transport oraz magazynowanie. Dystrybucja jest o wiele łatwiejsza, ponieważ niweluje się do minimum wszelkie zagrożenia mechanicznych uszkodzeń podczas dostarczania towaru do marketów. Poza tym pakowanie próżniowe żywności daje następujące korzyści: • Znacznie ogranicza utlenianie żywności poprzez ograniczenie dostępu powietrza do produktu, dzięki czemu nie traci ona swojego aromatu i wyglądu. Pakowanie próżniowe zapobiega kontaktowi żywności z powietrzem, a tym samym eliminuje utlenianie. • Pozwala zachować delikatne aromaty i olejki występujące np. w rybach. Ryby bogate są w kwas eikozapentaenowy (EPA), który pomaga zapobiegać chorobom układu krążenia. Oleje rybne ulegają pogorszeniu, utleniają się szybciej niż występujące w mięsie, takim jak wołowina, kurczak czy wieprzowina. Przez pakowanie próżniowe można zachować naturalną jakość ryby przez 4-6 dni w lodówce lub przez 2 lata w postaci zamrożonej. • Opakowanie próżniowe chroni produkt przed ususzką tworzącą się podczas procesu zamrażania. Ususzka zamrażalnicza powstaje na skutek utleniania, odwodnienia i powolnego wzrostu bakterii i wszystkie te procesy do zajścia wymagają obecności tlenu. Pakowanie próżniowe eliminuje tlen i ususzkę zamrażalniczą, dzięki czemu smak i zapach żywności jest taki jak w dniu zapakowania. • Utrzymuje naturalną wilgotność produktów. Dostęp powietrza do produktu powoduje odparowanie wody z jego powierzchni i jego wysychanie. Po usunięciu powietrza pakowana próżniowo żywność zachowuje naturalną wilgoć, a wraz z nią utrzymywany jest jej smak, zapach, konsystencja i barwa zewnętrznej powierzchni produktu. • Pakowanie próżniowe to bardzo dobra alternatywa, aby ograniczyć dodatek środków chemicznych stosowanych w celu wydłużenia terminu przydatności do spożycia. Pomimo wielu zalet istnieją jednak ograniczenia co do stosowania tego rodzaju systemu pakowania. Nie może on być wykorzystywany do pakowania produktów kruchych, podatnych na zgniatanie. Wadą jest także to, że w przypadku najmniejszego nawet przebicia opakowania próżniowego następuje natychmiastowe wypełnienie opakowania powietrzem, a produkt jest pozbawiony zabezpieczenia, co wpływa na jego jakość. W okresie ostatnich kilku lat pakowanie próżniowe, szczególnie wyrobów mięsnych po obróbce termicznej coraz częściej zastępowane jest pakowaniem w modyfikowanej i kontrolowanej atmosferze. Systemy te zapewniają bowiem lepszą ochronę jakości i umożliwiają uzyskanie dłuższych okresów trwałości wielu produktów mięsnych. Pakowanie próżniowe natomiast, wciąż jest najczęściej stosowane w przypadku wędlin plasterkowanych oraz całych elementów mięsa. Autor: mgr inż. Karolina Banaś



-
Urządzenia wędzarnicze W przemyśle spożywczym niezwykle istotne miejsce zajmuje produkcja wędlin. Aktualnie jednym z najbardziej istotnych aspektów technicznych produkcji mięsnej jest wysoko rozwinięta automatyka, również w technologii wędzenia. Poszczególne asortymenty produkowanych wędlin różnią się między sobą przede wszystkim zapachem, barwą oraz stopniem trwałości, na co wpływa skład surowcowy, sposób przygotowania, metoda wędzenia, czas i temperatura wędzenia, jak i dalsze postępowanie z produktem. Reżimy technologiczne podczas wędzenia poszczególnych grup produktów określają ściśle granice temperatury i jej działanie, co cechuje różne metody wędzenia. Komory wędzarnicze zróżnicowane są biorąc pod uwagę wymaganą temperaturę obróbki mięsa. Szczegółowe warunki wędzenia, takie, jak czas i temperatura, są ustalane dla każdego asortymentu, ponieważ skład produktów, ich średnica, masa i wydajność decydują, w jakich warunkach produkt powinien być wędzony. Aktualnie stosuje się trzy podstawowe metody wędzenia: 1. Wędzenie zimne. 2. Wędzenie gorące (dymem ciepłym i dymem gorącym). 3. Wędzenie z jednoczesnym pieczeniem. Urządzenia do wędzenia zimnego Urządzenia wędzarnicze, które przeznaczone są do wędzenia zimnego muszą zapewniać stałą możliwość utrzymania odpowiedniej temperatury, tj. 16-22oC, jak również odpowiednią gęstość dymu. Komory wędzarnicze do tego rodzaju wędzenia mogą być parterowe (jednopoziomowe) lub piętrowe (wielopoziomowe). W wędzarniach piętrowych komory wędzarnicze ułożone są jedna nad drugą, co pozwala na znacznie lepsze wykorzystanie dymu, jednak produkty z poszczególnych pięter różnią się od siebie smakiem, ilością substancji konserwujących wchłoniętych z dymu i trwałością. Wielkość oraz kształt komór są dowolne, jednak komory o głębokości większej niż 3 m są kłopotliwe w obsłudze. Wewnątrz komór jest metalowa konstrukcja, która umożliwia zawieszanie kijów z produktami. Palenisko może znajdować się zarówno wewnątrz komory, jak i poza nią (wówczas są łatwiejsze w obsłudze, dają chłodniejszy dym). Do regulacji ciągów dymu służą drzwiczki palenisk i zasuwy, które znajdują się w kanałach dymnych wędzarni. Komin komory wędzarniczej powinien dawać taki ciąg, który będzie odpowiedni do odprowadzania dymu, a jego wylot powinien być odpowiednio zabezpieczony przed wiatrem (np. metalowym kołpakiem). Utrzymanie odpowiedniej temperatury w wędzarniach zimnych nie jest kłopotliwe w chłodniejszych okresach roku, jednak w czasie ciepłych miesięcy niezbędne jest dostosowywanie urządzeń ochładzających oraz zastosowanie wentylatorów, powodujących wzmożony ciąg w kominie. Najprostsze urządzenie ochładzalnicze zostało stworzone na podstawie patentu L. Brumerdorfa – w wędzarni ustawia się blaszaną ściankę, po której spływa zimna woda. Poprzez zastosowanie regulacji obrotów wentylatora możliwe jest zwiększenie chłodzącego działania tej ścianki. Woda, której temperatura ma 17oC powoduje ochłodzenie komory wędzarniczej do 23-28oC, a zimniejsza woda znacznie bardziej obniży tę temperaturę. W przypadku, gdy woda wodociągowa jest zbyt ciepła, należy przepuszczać ją przez wężownicę, którą umieszcza się w naczyniu z lodowatą wodą, co pozwala na ochłodzenie jej do temperatury 8-10oC. Urządzenia do wędzenia gorącego W wędzarniach, które przeznaczone są do wędzenia gorącego albo do pieczenia wędzarniczego niezwykle ważne jest utrzymanie odpowiedniej temperatury, gęstości dymu, jak i równomiernego przepływu gazów przez cały przekrój wędzarni (należy unikać martwych przestrzeni, przez które dym będzie przesuwać się wolno albo też nie dociera wcale). Dym przepływając obok wędzonych produktów ochładza się, co zwiększa jego ciężar właściwy, a to z kolei skutkuje zmniejszeniem prędkości przepływów. Z tego powodu warunki przepływu gazów są różne w różnych miejscach komory wędzarniczej – gazy starają się przepływać najkrótszą drogą, na którą stracą najmniej ciepła. W taki sposób w komorach wędzarniczych wytwarzane są drogi, którymi dym płynie zbyt szybko, są także martwe przestrzenie. W wyniku takich zjawisk następuje nierównomierne wędzenie produktów. Spowodowało to rozpoczęcie budowy podwójnych pułapów z naprzemiennie usytuowanymi otworami, co prowadzi do równomiernego przepływu gazów przez całą komorę. Z uwagi na powyżej przedstawione zjawiska komory wędzarnicze do wędzenia gorącego budowane są w mniejszych wymiarach, są też zwykle niewysokie. Wędzarnie tego typu opalane są gazem (materiał dymotwórczy – trociny) lub drewnem. Wędliny, które przeznaczone są do wędzenia gorącego umieszcza się na wykonanych z twardego drewna z drzew liściastych kijach wędzarniczych, których długość uzależniona jest od rozmiarów urządzenia. Kije te powinny mieć okrągły lub trójkątny przekrój. Czasem stosuje się także kije wędzarnicze wykonane z metalu o specjalnych konstrukcjach. Kije wraz z zawieszonymi wędlinami umieszcza się bezpośrednio w wędzarni lub na wózkach wędzarniczych, które następnie wprowadza się do komór. Najczęściej stosuje się wózki wiszące albo na kółkach. Wózki to metalowe stelaże z bocznymi listwami, o które opiera się kije wędzarnicze, które są zabezpieczane od dołu siatkami zapobiegającymi wpadaniu oberwanych wędlin i ich skrawków w palenisko. Wymiary wózków przystosowywane są do wymiarów komór wędzarniczych. Wadą wózków wyposażonych w kółka jest możliwość uszkodzenia posadzki, a główną wadą wózków wiszących – utrudniona manipulacja. Wędzarnie zmechanizowane Wędzarnie zmechanizowane to zwykle urządzenia wielokondygnacyjne o ciągłym działaniu. Mają one zastosowanie głównie w krajach wschodnich, ale i coraz częściej w Polsce. Główną zaletą stosowania tego rodzaju wędzarni jest przechodzenie kolejno produktów przez wszystkie strefy wędzenia i jednakowe nasycanie ich substancjami dymnymi. Zwykle ten rodzaj wędzarni ma konstrukcję wieży, wewnątrz których przesuwane są dwa równobieżne łańcuchy przenoszące szereg ram, na których z kolej zawieszane są kije wędzarnicze z wędlinami. Produkty rozwiesza się podczas ruchu urządzeń przenośnikowych. Wędzarnie zmechanizowane są dostosowane do obróbki dowolnego rodzaju wędlin, mogą także służyć jako suszarnie. Główną zaletą tego typu urządzeń wędzarniczych jest możliwość uzyskania wyższej jakości, jak i większej jednolitości wędzonych produktów, ale także znaczne skrócenie czasu wędzenia. Dodatkowo specjalnie skonstruowane urządzenia zmechanizowane umożliwiają wędzenie z możliwością parzenia wędlin gorącym powietrzem. W takich komorach bez ruszania wózków wędzarniczych z produktami następuje najpierw wędzenie, a następnie parzenie wędlin. Taki typ urządzeń jest niezwykle wydajny i ekonomiczny, ma też swoje zastosowanie w większości zakładów masarskich w Polsce. Urządzenia do scentralizowanego wytwarzania dymu wędzarniczego Stale dąży się do podnoszenia jakości oraz jednolitości wytwarzanych produktów wędzonych, jak i do zmniejszenia pracochłonności, większych oszczędności (związanych z zużywanym paliwem). Doprowadziło to do wynalezienia i stosowania urządzeń, które służą do wytwarzania dymu poza komorami wędzarniczymi, zwykle w jednym, centralnym punkcie wędzarni. Urządzenia te nazywane są dymogeneratorami. W tym rodzaju urządzeń czynnikiem dymotwórczym są trociny, a dym po doprowadzeniu do odpowiedniej temperatury i wilgotności specjalnie zaprojektowanym systemem rur i kanałów doprowadzany jest do jednej lub kilku komór wędzarniczych. W takim systemie każda komora może otrzymywać dym o innej gęstości, w innych ilościach. Główną częścią generatora jest korpus, który buduje się z cegły szamotowej. Dymogenerator zbudowany jest także z zasobnika, chwytacza popiołu, rusztu, popielnika i zasuw, które regulują odprowadzanie dymu z urządzenia do komór wędzarniczych. Wilgotność trocin wykorzystywanych w tego typu urządzeniach musi wynosić 12-25%. Trociny zasypuje się do zasobnika, zapala się przez specjalnie skonstruowane drzwi, które są umieszczone nad paleniskiem. Dopływ trocin do paleniska regulowany jest dwoma zasuwami. Dym z generatora przeprowadzany jest przez chwytacz popiołu, którego zadaniem jest oczyszczenie z drobnych cząstek popiołu, które zawieszone są w dymie, do wentylatora. Wentylator tłoczy dym dalej, do kanałów, które zasilają komory wędzarnicze. Skutkiem zastosowania prostego w budowie chwytacza popiołu, produkty z generatora są całkowicie czyste. Wykorzystanie dymu przez generator jest znacznie ekonomiczniejsze – dym może być przepuszczany przez kilka komór, może być również użyty powtórnie, po wcześniejszym wzmocnieniu go świeżo wytworzonym dymem. Posiadając centralne urządzenie do wytwarzania dymu niezbędne jest automatyczne regulowanie procesów wędzenia. W tym celu projektuje się komory wędzarnicze wyposażone w aparaturę pomiarową z samoregulatorami oraz urządzeniami kontrolnymi. Taka konstrukcja zapewnia doprowadzania do poszczególnych komór wędzarniczych odpowiednio ustalonych ilości dymu o właściwej temperaturze, wilgotności, gęstości i prędkości dopływu. Autor: inż. Joanna Brzozowska

-
[Warto wiedzieć] Preparaty dymu wędzarniczego i ich znaczenie.
Maxell opublikował(a) temat w Technologia dla zaawansowanych
Preparaty dymu wędzarniczego i ich znaczenie Wędzenie dymem wędzarniczym jest jedną z metod utrwalania żywności. Skład dymu zależy od: rodzaju i wilgotności drewna, temperatury wytwarzania dymu wędzarniczego, dostępności tlenu podczas procesu niepełnego spalania drewna (pirolizy), metody wędzenia oraz metody wytwarzania dymu wędzarniczego. Dym składa się z ponad 8000 związków chemicznych. Za właściwości barwiące odpowiadają głównie aldehydy i ketony alifatyczne. Aromat wędzarniczy tworzą związki fenolowe, głównie syringol, gwajakol oraz fenol i ich pochodne oraz aromatyczne ketony i aldehydy. Powstające w procesie spalania Wielopierścieniowe Węglowodory Aromatyczne (WWA) są grupą związków zbudowanych z kilku do nawet kilkudziesięciu pierścieni benzenowych, przez co różnią się one między sobą właściwościami fizykochemicznymi i toksycznymi. Najwięcej WWA powstaje w temperaturze spalania od 500°C do 700°C. Najgroźniejszym spośród nich związkiem, ze względu na swoje rakotwórcze właściwości, jest benzo(a)piren (B(a)P). Duża zawartość WWA w dymie wędzarniczym powoduje, że wraz z jego innymi składnikami osadzają się one na powierzchni wyrobów wędzonych, przez spożycie których konsumenci dostarczają te rakotwórcze, mutagenne związki do organizmu. Dym wędzarniczy ma także działanie antyoksydacyjne, za które odpowiadają głównie związki fenolowe. Ma także właściwości bakteriobójcze i bakteriostatyczne, poprzez obniżanie pH i aktywności wody na powierzchni wyrobu, co przedłuża okres trwałości wyrobów wędzonych. Jako surowiec, do wytwarzania dymu stosuje się głównie twarde drewno z drzew liściastych. Natomiast urządzenia wykorzystywane do tego celu to między innymi dymogeneratory żarowe, cierne oraz parowe. Dymogenerator żarowy - zrębki drewna zasypywane są na płytę żarową, gdzie zachodzi ich piroliza. Pomiędzy zrębkami znajdują się przestrzenie powietrzne, dzięki czemu zwiększony jest dostęp powietrza podczas pirolizy i wzrasta temperatura wędzenia, której nie można kontrolować, przez co zwiększa się ilości substancji smolistych w dymie. W wyniku wędzenia powstaje produkt o ciemniejszej barwie i mocniejszym aromacie. Dodatkowo wadą tej metody są wysokie koszty oczyszczania instalacji ze smoły oraz konieczność zainstalowania urządzenia do końcowego oczyszczania dymu. Dymogenerator cierny - w skutek tarcia koła ciernego o drewniany klocek, wzrasta temperatura klocka (około 400o), co powoduje wytwarzanie się dymu wędzarniczego ubogiego w WWA. Wytworzony w ten sposób dym jest łagodniejszy niż ten powstający w metodzie żarowej i pozwala na szybsze uzyskanie odpowiedniej barwy i smaku wyrobu. Metoda cierna w porównaniu z metodą żarową umożliwia precyzyjne sterowanie ilością dostarczanego do komory dymu. Dymogenerator parowy – dym wędzarniczy powstaje przez oddziaływanie rozgrzanej do około 320-400o pary wodnej lub mieszaniny pary wodnej z powietrzem na wiórki. Para przenika przez wiórki i unosi ze sobą substancje dymne i aromatyczne. Zaletą jest szybkość uzyskania pożądanej ciemnej barwy wyrobu. Wadą natomiast jest nie zawsze akceptowalny smak wyrobu. Alternatywną metodą, pozwalającą uzyskać korzystne efekty wędzenia, przy jednoczesnym ograniczeniu spożycia przez konsumentów wraz z produktem substancji szkodliwych, jest zastosowanie płynnych preparatów dymu wędzarniczego. Preparaty dymu podobnie jak dym wędzarniczy mają właściwości barwiące, aromatyzujące, bakteriobójcze i antyoksydacyjne. Płynne preparaty lub aromaty dymu wędzarniczego mogą być stosowane w różny sposób: wędzenie, zanurzanie, zraszanie, dodatek aromatu dymu do solanki peklującej, farszów mięsnych lub impregnowanie osłonek wędlin. Proces wytwarzania preparatów dymu wędzarniczego polega na skropleniu w wodzie lub oleju roślinnym składników dymu wędzarniczego, a następnie usunięciu z otrzymanego kondensatu wielopierścieniowych węglowodorów aromatycznych (WWA). Wykorzystanie preparatów dymu wędzarniczego, wpływa na ograniczenie powstawania dodatkowych rakotwórczych N-nitrozoamin w wędzonych produktach mięsnych. Związanie jest to z eliminacją tlenków azotu, które mogą powstawać podczas termicznego rozkładu drewna. W porównaniu z wędzeniem tradycyjnym w preparacie dymu wędzarniczego zawartość WWA, związków smolistych i fenolowych jest bardzo mała. Na skład preparatu dymu wędzarniczego ma wpływ: rodzaj zastosowanego surowca, zastosowana metoda i parametry rozkładu drewna, przebieg procesu oczyszczania, zagęszczania oraz stabilizacji. Preparaty dymu mają, podobnie jak dym wędzarniczy, właściwości barwiące, aromatyzujące, bakteriobójcze i antyoksydacyjne. Mogą one powstawać na bazie wody, na bazie oleju stosowane z solanką peklującą oraz w postaci suchej na substancjach pełniących rolę nośników stałych - sól kuchenna, słód, skrobia, białka, przyprawy. Preparaty dymu wędzarniczego stosuje się na powierzchnię lub do wewnątrz produktu. Płynne preparaty przystosowane do zastosowania na powierzchnię produktu nanoszone są przy użyciu komór wędzarniczych lub zaprojektowanych specjalnie w tym celu urządzeń. Preparat dymu może być rozpylany na powierzchni produktu za pomocą dysz pneumatycznych lub hydraulicznych. Można zastosować także termorozpylanie i ultradźwięki. Przy jednorazowej dawce preparatu uzyskamy jasnobrązową barwę produktu. Zastosowanie większej ilości preparatu umożliwia uzyskanie ciemniejszej barwy batonu. Stosowanie preparatu dymu wędzarniczego na nośnikach, czyli dodanie do wnętrza produktu pozwalają jedynie na nadanie wyrobom charakterystycznego aromatu wędzonki. Metoda ta znajduje zastosowanie w produkcji wyrobów pakowanych w osłonki barierowe. Intensywność charakterystycznego smaku i zapachu otrzymywanego w procesie wędzenia może być kontrolowana właśnie dzięki zastosowaniu preparatów dymu wędzarniczego. Mogą one być używane nie tylko w celu nadania wyrobom smaku lub zapachu wędzonki, ale także w celu wzmocnienia aromatu wędzonych produktów mięsnych lub jako uzupełnienie procesu wędzenia. Optymalna dawka preparatu zależy od zawartości wody i tłuszczu w produkcie. Jego zastosowanie może wpływać na zmianę odczucia poziomu słoności i wyczuwanie niektórych przypraw. Przekroczenie odpowiedniej dawki dla danego preparatu powoduje pojawienie się w aromatyzowanym produkcie obcych nut smakowych i zapachowych. Wyczuwane są najczęściej nuty kwaśne, ostre, pogorzeliskowe i chemiczne. Do zalet stosowania preparatów zamiast wędzenia tradycyjnego należą przede wszystkim wysoka i powtarzalna jakość, związana z możliwością sterowania procesem wędzenia (kontrola dozowania preparatu). Preparaty umożliwiają m.in. wyeliminowanie emisji szkodliwych lub niepożądanych substancji chemicznych do atmosfery, skrócenie czasu wędzenia (o około 40%), zmniejszenie ubytków masy w porównaniu z wędzeniem tradycyjnym oraz obniżenie kosztów. Urzędy sprawujące kontrole nad bezpieczeństwem zdrowotnym żywności uznały, że preparaty dymu wędzarniczego otrzymywane z kondensatu dymu są bezpieczne i stanowią mniejsze zagrożenie dla zdrowia niż stosowanie wędzenia tradycyjnego. Stosowanie aromatów dymu wędzarniczego jest uregulowane w Unii Europejskiej rozporządzeniem Parlamentu Europejskiego i Rady (WE) nr 2065/2003 z 10 listopada 2003 r. (DzU nr L 34 z 8 lutego 2005 r.). Rozporządzenie to zawiera podstawowe definicje i określa wymagania jakie muszą być spełnione w celu dopuszczenia danego aromatu do stosowania w żywności oraz określa procedurę zatwierdzania na szczeblu Unii Europejskiej kondensatów dymu wędzarniczego przeznaczonych do produkcji aromatów dymu wędzarniczego. Autor: mgr inż. Karolina Banaś Znaczenie preparatów dymu wędzarniczego Preparaty dymu wędzarniczego w przemyśle mięsnym są stosowane jako dodatki smakowo-zapachowe. W dużej mierze wpływają na barwę produktu oraz działają bakteriobójczo i antyoksydacyjnie. Surowcem, z którego otrzymuje się preparaty dymu wędzarniczego jest drewno, najczęściej z: buku, olchy, klonu, jesionu oraz drewna drzew owocowych np.: jabłoni, gruszy, wiśni. Drewno do produkcji preparatów na wstępie rozdrabnia się, a potem suszy do wilgotności ok. 10%. Rozdrobnione drewno poddaje się termicznemu rozkładowi w kontrolowanych warunkach, zazwyczaj metodą wolnej lub szybkiej pirolizy. Termiczny rozkład prowadzi się najczęściej w specjalnych piecach obrotowych w temperaturze w przedziale od 450°C do 500°C. Przy niższej temperaturze rozkładu drewna zwiększa się zawartość związków karbonylowych i smoły w kondensacie dymu. Wyższa temperatura rozkładu drewna powoduje tworzenie się większej ilości produktów gazowych i znaczne obniżenie zawartości związków karbonylowych w kondensacie. Gazy, które powstają w procesie termicznego rozkładu drewna są absorbowane i wchodzą w skład fazy wodnej kondensatu dymu. Nie kondensujące się gazowe składniki pirolizy drewna mogą być wykorzystywane do ogrzania urządzeń, w których prowadzi się proces. Kondensat po ostudzeniu rozdziela się na frakcje wodną i smolistą. Obydwie frakcje są używane jako preparaty dymu wędzarniczego w preparatach handlowych. Frakcja wodna często zostaje poddana oczyszczaniu, rozdzielaniu czy zatężaniu. Aby poprawić stabilność kondensatu dymu w czasie składowania, dodaje się emulgator. Filtrowana frakcja wodna kondensatu dymowego jest półproduktem do wytwarzania wielu wersji handlowych preparatów wędzarniczych o zróżnicowanym składzie chemicznym i różnym przeznaczeniu. W poszczególnych partiach produkcyjnych preparatów bada się zawartość podstawowych składników, tj: wody, kwasów (w przeliczeniu na kwas octowy), fenoli i karbonyli oraz związków niepożądanych (WWA). Handlowe preparaty dymu wędzarniczego najczęściej występują w formie: płynów służących do rozpylania w komorach wędzarniczych, emulsji do wprowadzania do produktów poprzez nastrzykiwanie, jako substancje rozpuszczalne w wodzie służące jako zalewy, czy w formie sproszkowanej na sypkich nośnikach np.: soli wędzarniczej, skrobi. Aromaty dymne suche dodawane są wraz z przyprawami do masy wędliniarskiej i mieszane w masownicy. Ich dodanie powoduje przyjemny i łagodny smak dymu nie powodując zabarwienia masy wędliniarskiej lub powierzchni wędliny. Czasem preparaty handlowe dymu wędzarniczego przybierają także formę roztworów rozpuszczonych w olejach roślinnych. Preparat jest rozpylany dyszami pneumatycznymi lub hydraulicznymi. Niektóre zakłady do tego celu wykorzystują także ultradźwięki oraz termorozpylanie. Rozpylanie na powierzchni ma na celu uzyskanie odpowiedniej barwy. Im więcej warstw preparatu, tym produkt jest bardziej ciemny. Natomiast w przypadku, gdy preparat stosowany jest wewnątrz produktu uzyskuje się tylko odpowiedni aromat. Do zalet rozpylania płynnego dymu w urządzeniu wędzarniczym należy: • wysoka powtarzalność jakości wędzenia i uzyskanych wyrobów, • równomiernie rozłożony kolor oraz smak dymu przy wędzeniu, • wędzenie nie stwarza problemu z ochroną środowiska i ze ściekami, • zmniejszone koszty czyszczenia oraz konserwacji, • wzrost wydajności urządzeń wędzarniczych, • brak konieczności kosztownego usuwania smoły i popiołu, • brak konieczności zamontowania katalizatora, • brak niebezpieczeństwa powstania pożaru i wybuchu, • polepszone warunki higieniczne na wydziale wędzarni. W przypadku natryskiwania do naniesienia płynnego dymu stosowane są dysze, a w przypadku skraplania używa się perforowanych blach, aby roztwór płynnego dymu nanieść na wędzony towar. W pierwszej kolejności należy przetłoczyć roztwór płynny dymu wędzarniczego ze zbiornika magazynującego przy pomocy pompy poprzez system filtrów do urządzenia natryskowego lub skrapiającego, a następnie spryskaniu lub skropieniu powierzchni produktu. Roztwór płynnego dymu przepływa następnie z powrotem do zbiornika i poprzez system cyrkulacyjny dociera na towar. Przy natryskiwaniu i skrapianiu, lecz także przy zanurzaniu produktów wędzarniczych decydujące znaczenie mają następujące parametry: • koncentracja roztworu dymnego, • czas kontaktu roztworu dymnego z produktem wędzonym, • temperatura roztworu dymnego. Skład chemiczny preparatów jest zbliżony do składu chemicznego dymu wędzarniczego. W dużej mierze zależy on od: rodzaju surowca z jakiego jest produkowany, metody oczyszczania i zagęszczania oraz stabilizacji preparatu. Celuloza i hemiceluloza zawarta w drewnie podczas pirolizy tworzy: kwasy organiczne, aldehydy i ketony alifatyczne i cykliczne, pirany, furany, laktony, alkohole alifatyczne czy pochodne cukrów. Natomiast z ligniny zawartej w drewnie powstają: fenol, gwajakol, aldehydy i ketony aromatyczne oraz alkohole aromatyczne. Płynne preparaty dymu wędzarniczego służące do zraszania w swoim składzie zawierają: wodę (40-75%), kwas octowy (4-12%), kwas mrówkowy (0,5-3,5%), aldehyd glikolowy (1,7-5%), formaldehyd (0,5-12%), ponadto glioksal, aceton i inne składniki m.in. smoły (do 12%). Preparaty dymu, które służą jako dodatki do produktów mają bardziej zróżnicowany skład chemiczny wynikający z dodatku do nich soli czy przypraw, ale zawierają mniejsze ilości związków chemicznych występujących w czystym preparacie dymu. Preparaty dymu wędzarniczego oraz wędzenie tradycyjne często wzbudzają kontrowersje przez zawartość w nich WWA, które są szkodliwe dla zdrowia. Wielopierścieniowe węglowodory aromatyczne (WWA) to węglowodory zawierające skondensowane pierścienie aromatyczne bez podstawników. Powstają podczas niecałkowitego spalania wszystkich węglowodorów z wyjątkiem metanu. Wydzielają się także w przypadku spalania drewna iglastego. Zawartość WWA w preparatach dymu wędzarniczego zależy od metod ich otrzymywania oraz oczyszczania. Nowe metody rozkładu drewna w obniżonej i kontrolowanej temperaturze pozwoliły na zmniejszenie ilości WWA w preparatach. Ponadto metody oczyszczania zwłaszcza frakcji smolistej pozwalają na uzyskanie preparatów o niskich zawartościach WWA, w tym głównie benzo(a)pirenu. Preparaty dymu wędzarniczego charakteryzują się właściwościami: barwiącymi, aromatyzującymi, antyoksydacyjnymi oraz bakteriobójczymi. Za właściwości barwiące preparatów odpowiadają zawarte w nich aldehydy i ketony alifatyczne. Natomiast związki fenolowe i karbonylowe odpowiadają za typowy zapach i smak produktów wędzonych. Wielkość dodatku preparatu dymu wędzarniczego ma wpływ na aktywność bakteriostatyczną i bakteriobójczą. Dla wielu preparatów wyznaczono MIC (Minimum Inhibitory Concentration - minimalne stężenie inhibitujące), powyżej którego wykazują one właściwości bakteriobójcze lub bakteriostatyczne. Wykazano że wartość MIC waha się w granicach od 0,4% dla bardziej aktywnych preparatów, do 1,8% dla mniej aktywnych. Aktywność tych preparatów obserwowana jest w stosunku do bakterii z rodzajów: Bacillus, Staphylococcus, Listeria, Escherichia, Salmonella, Yersinia, Pseudomonas. Duży popyt na preparaty dymu wędzarniczego jest spowodowany następującymi zaletami: • eliminacją uciążliwości owiewanego wędzenia, • tworzeniu nowych możliwości technologicznych, • znacznym skróceniu czasu wędzenia, • obniżeniu ubytku masy w procesie wędzenia, • zwiększeniu liczby dostępnych rozwiązań technicznych dotyczących stosowania preparatów, • ułatwieniu spełnienia rosnących wymagań w zakresie ochrony środowiska, • poprawie bezpieczeństwa pracy, • poprawie warunków higienicznych produkcji. Stosowanie preparatów dymu wędzarniczego obok wielu zalet ma liczne wady, do których należy: brak równowagi pomiędzy ich właściwościami aromatyzującymi a właściwościami barwiącymi, co w praktyce powoduje, że ciemniejsza barwa produktu wędzonego towarzyszy silnym zapachom nietypowym dla produktów wędzonych tradycyjnie. Smak wyrobu mocno uwędzonego preparatami dymu wędzarniczego jest również nietypowy, wyróżniający się najczęściej obcym posmakiem chemiczno-medycznym, smołowym lub pogorzeliskowym. Inną niekorzystną właściwością preparatów wędzarniczych jest znaczne ograniczenie ich optymalnego dodatku do produktu spożywczego. W przypadku wielu preparatów wędzarniczych ich dodatek do produktu spożywczego na poziomie progu wyczuwalności jest bardzo bliski poziomowi optymalnemu. Ponadto optymalny poziom dodatku preparatu wędzarniczego do produktu spożywczego jest zależny od zawartości wody i tłuszczu w nim zawartego. Preparaty dymu wędzarniczego mogą w pełni zastąpić wędzenie tradycyjne. Ich stosowanie jest niezwykle popularne w firmach wielkoprodukcyjnych, których linie technologiczne są zautomatyzowane. Preparaty wędzarnicze stosuje się do produkcji popularnych wędlin i wędzonych produkowanych w dużych ilościach. Zastosowanie gotowych preparatów jest szczególnie przydatne w przypadku produkcji ciągłej prowadzonej w tunelach czy komorach wędzarniczych. W przypadku mniejszej skali produkcji stosuje się stanowiska do zraszania preparatem wędzarniczym produktów wędliniarskich. Nawet zastosowanie niewielkich dodatków preparatów dymu wędzarniczego na poziomie ilości podprogowych poprawia smakowitość i zapach tych wyrobów. Niestety dodatki preparatów nie są równoznaczne z wędzeniem i nie pozwalają uzyskać podobnego smaku i zapachu, choć pozwalają ograniczyć zagrożenie ze strony WWA i N-nitrozoamin. Autorzy: dr hab. inż. Paweł Sobczak dr hab. inż. Wioletta Żukiewicz-Sobczak

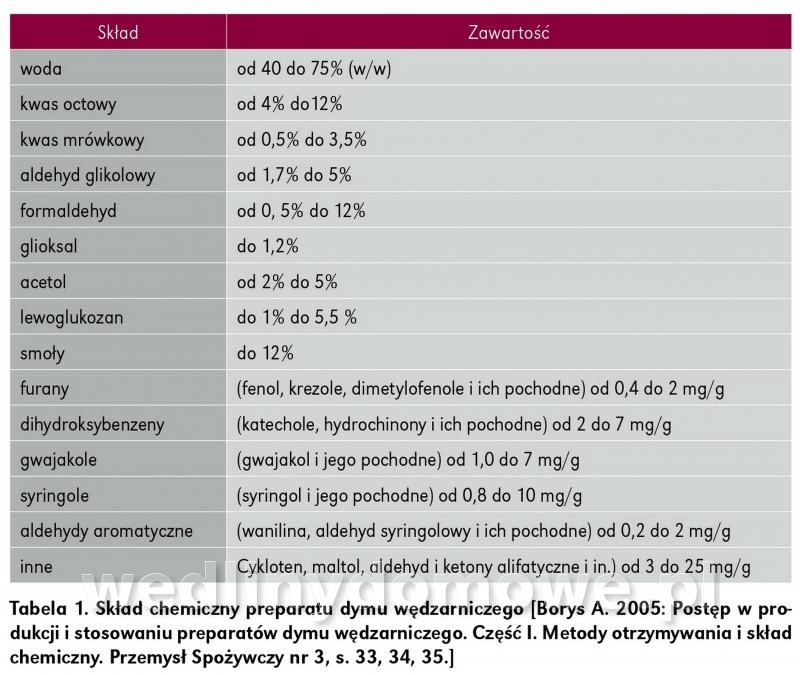
-
Procesy biochemiczne zachodzące w żywności podczas przygotowywania potraw.
Maxell opublikował(a) temat w Obróbka cieplna
Procesy biochemiczne zachodzące w żywności podczas przygotowywania potraw Procesy biochemiczne mają na celu podwyższenie strawności i przydatności artykułów spożywczych i opierają się na działalności niektórych mikroorganizmów. Enzymy wydzielane przez niektóre mikroorganizmy powodują zmiany w produktach żywnościowych, polegające na rozluźnieniu tkanki, lub zmiany natury chemicznej poszczególnych składników odżywczych. Przykładem stosowania zabiegów biochemicznych w technologii są kiszonki warzywne, napoje fermentacyjne, itp. Obróbka zimna polega na przyrządzaniu z półfabrykatów jarzynowych lub mięsnych sałatek, surówek, zakąsek i dań garmażeryjnych. Obróbka termiczna Większość produktów żywnościowych w stanie surowym nie nadaje się do spożycia, ponieważ: • zawarta w nich skrobia jest źle trawiona przez organizm ludzki, • nie zmiękczony pod wpływem ogrzewania błonnik drażni przewód pokarmowy, • ścisłe przyleganie komórek w produkcie utrudnia przenikanie soków trawiennych, np. w mięsie - włókna mięśniowe są spojone nie rozklejoną tkanką łączną lub w produktach roślinnych – komórki nie rozklejonym lepiszczem - ścian komórkowych, tzw. protopektyną. Jednym z najważniejszych celów obróbki termicznej jest zwiększenie strawności pożywienia. W niektórych przypadkach obróbka termiczna obniża szkodliwość produktu, czyli inaktywuje drobnoustroje oraz powoduje rozkład niektórych trujących substancji. Obróbka termiczna powoduje jednak i niepożądane zmiany w surowcach żywnościowych, obniża ich wartość odżywcza, zwłaszcza przyczynia się do destrukcji witamin. Podczas tego procesu witamina C (kwas askorbinowy) i witamina B1 (tiamina) ulegają łatwo utlenieniu i stają się biologicznie nieczynne. Jak wiadomo większość reakcji chemicznych łatwiej przebiega pod wpływem ogrzewania, dotyczy to również procesu utleniania witamin i innych substancji odżywczych w czasie przyrządzania potraw. Do wywarów przechodzą z surowców żywnościowych również składniki mineralne. Obróbka termiczna powoduje zmiany strukturalne, fizyko-chemiczne w produktach spożywczych: • skrobia ulega rozklejaniu, • błonnik pęcznieje, • komórki w tkankach rozluźniają się, • białko częściowo denaturuje się, • tłuszcz może ulegać rozmaitym zmianom chemicznym (hydroliza, utlenianie), • wytwarzają się substancje smakowe i aromatyczne, co działa pobudzająco na apetyt i na lepsze przyswajanie przez organizm, • zmniejsza objętość niektórych produktów. Zjawisko wymiany cieplnej między produktami i środowiskiem w warunkach termicznej obróbki jest dość skomplikowane. Produkty żywnościowe charakteryzują się słabym przewodnictwem ciepła, wskutek czego ogrzewanie ich przebiega najszybciej w zewnętrznej warstwie. Stopień przewodnictwa ciepła nie jest jednakowy. Czas nagrzewania i gotowania zależny jest od wielkości kawałków, z tego też względu proces rozdrabniania skraca czas obróbki cieplnej. Zależnie od temperatury i środowiska roboczego wszystkie metody stosowane w obróbce cieplnej można podzielić na: gotowanie, smażenie, duszenie, i pieczenie. Gotowanie Polega na poddawaniu produktu działaniu temperatury wrzącej wody lub pary. Podwyższenie temperatury wrzątku może nastąpić na wskutek przejścia do niego pewnej ilości substancji rozpuszczalnych w danym środowisku. Część składników odżywczych produktu gotowanego rozpuszcza się przez ogrzewanie w wodzie, należy więc zwrócić uwagę na właściwe wykorzystanie wywarów. Podczas gotowania główną rolę odgrywa zjawisko dyfuzji. Poprzez rozpuszczanie się w wodzie takich substancji jak cukier, sole mineralne, przyjmuje ona smak, barwę, zapach rozpuszczonych w niej substancji. Po ogrzaniu produktu do 600C ścięta otoczka protoplazmatyczna komórek traci swe własności wybiórcze. Przestaje być wówczas błoną półprzepuszczalną i wymiana składników pomiędzy surowcem a wywarem zachodzi w dużo większym stopniu. Suche produkty, np. nasiona strączkowe, suszone owoce, jarzyny podczas gotowania pęcznieją. Ponadto ulegają wyługowaniu rozpuszczalne w wodzie substancje, które nadają smak wywarowi. Niektóre produkty spożywcze gotują się bez osiągnięcia punktu wrzenia środowiska , np. skrobia rozkleja się w temp. 600C, ścinanie niektórych białek następuje w zależności od ich rodzajów w granicach 60-720C. Gotowanie działa na stan koloidowy artykułów żywnościowych, zmienia napięcie powierzchniowe, stopień rozproszenia, ciśnienie osmotyczne. Zmienia się również zdolność wiązania wody przez koloidy hydrofilne i hydrofobowe. Zmiany zachodzące w produktach podczas gotowania można ująć ogólnie w następujący sposób: 1. w początkowej fazie nagrzewania większość białek pęcznieje, zachodzi ich uwodnienie, cząstki białek zwiększają swą objętość, 2. w miarę podwyższania temperatury zachodzi proces odwrotny, białko ścina się, kurczy, wypycha pobraną wodę, 3. odmiennie zachowuje się kolagen, który rozpuszcza się w gorącej wodzie, tężeje przy chłodzeniu, 4. skrobia pęcznieje, tworzy zawiesinę, rozkleja się, następnie staje się koloidem, dalsze zmiany skrobi w temperaturze poniżej 1000C nie zachodzą, 5. cukier w środowisku ciekłym rozpuszcza się. 6. błonnik pęcznieje i mięknie, 7. tłuszcz wytapia się z produktu, a ogrzany do wysokiej temperatury rozkłada się, 8. niektóre witaminy ulegają utlenianiu, 9. składniki mineralne, kwasy organiczne, substancje wyciągowe, witaminy przechodzą do wywaru. Gotowanie bez wody lub z minimalnym jej dodatkiem. Podczas gotowania wykorzystuje się wodę zawartą w produktach żywnościowych oraz dodaną w minimalnej ilości (1/100 w stosunku do objętości naczynia, przy produktach suchych ilość dodawanej wody jest większa). Ciepło do potraw przekazywane jest za pomocą pary wodnej oraz poprzez przewodzenie. Proces wymiany ciepła przebiega w następujący sposób: • ciepło odbierane płycie grzejnej przenika za pomocą przewodzenia przez dno naczynia do wewnętrznej powierzchni garnka i jest przekazywane wodzie, powodując jej parowanie, • para przez konwekcję rozprzestrzenia się w naczyniu, stykając się z produktem i ściankami naczynia oddaje ciepło, skrapla się i spływa na dno, gdzie jest ponownie ogrzewana i cały cykl powtarza się. Zaletą takiego typu gotowania jest to, że uzyskany produkt posiada lepsze parametry sensoryczne i żywieniowe, tzn. z większą zawartością witamin, mikro-, makroelementów oraz fizycznych (tekstura, barwa) w porównaniu z tradycyjnym sposobem obróbki cieplnej. Smażenie Jest to proces nagrzewania produktu w dużej lub małej ilości tłuszczu w temperaturze umożliwiającej zmiany biochemiczne surowca. Na skutek działania wysokiej temperatury następuje dehydratacja (odwodnienie) produktu. Gdy temperatura dochodzi do 1050C rozpoczyna się proces dużych zmian chemicznych z jednoczesnym wytwarzaniem się aromatycznych substancji. Charakter i swoistość tych substancji zależy od chemicznego składu smażonego produktu, od temperatury i czasu smażenia. Tłuszcz jest przewodnikiem ciepła między naczyniem a produktem i pozwala na równomierne nagrzewanie. Pod wpływem nagrzanego tłuszczu powstaje na powierzchni smażonego produktu aromatyczna „skórka” ze ściętego białka lub ze skarmelizowanej skrobi. Temperatura wewnątrz produktu nie przekracza 1000C, ponieważ w wyższej temperaturze nastąpiłoby szybkie odparowanie całej zawartości wody. „Skórka” chroni produkt od utraty płynnych składników oraz od przenikania do wnętrza nadmiernej ilości tłuszczu. Jeżeli produkt przeznaczony do smażenia na powierzchni jest wilgotny, wówczas woda lub sok komórkowy przekształca się na zewnętrznej otoczce w parę, która oddziela smażony element od gorącego tłuszczu i nie dochodzi do wytworzenia się „skórki” zabezpieczającej produkt przed wysuszeniem. Jeżeli smażony element zostanie otoczony mąką lub ciastem, wówczas zostają zahamowane procesy wyługowania i parowania. „Panierka” wchłania wodę, substancje wyciągowe i tłuszcz. Wysoka temperatura smażenia ma wpływ na tworzenie się substancji smakowych i zapachowych z takich substancji wyjściowych jak białko, węglowodany, i substancje wyciągowe. Substancje wyciągowe działają pobudzająco na zmysł smaku, przyczyniają się do wzmożenia wytwarzania soków trawiennych i do podniesienia stanu odżywiania. W czasie procesu smażenia dochodzi do następujących zmian w produktach: 1. woda zawarta w zewnętrznej warstwie produktu gwałtownie paruje, 2. ogrzana woda wewnątrz produktu powoduje pęcznienie białka, które w miarę wzrostu temperatury ścina się, kurczy i wydziela wodę, 3. woda służy również do rozklejania skrobi, która ulega hydrolizie na dekstryny i na maltozę; cukry karmelizują na powierzchni produktu, 4. błonnik pęcznieje wewnątrz produktu. 5. tłuszcz wytapia się, emulguje i jest absorbowany na powierzchni koagulujących cząstek białka, 6. niektóre witaminy ulegają zniszczeniu w większym lub mniejszym stopniu, 7. składniki mineralne i wyciągowe w przeważającej części zostają wewnątrz produktu. Zmiany w produktach zależą od temperatury nagrzania tłuszczu i od czasu trwania procesu smażenia, Smażenie bez tłuszczu – zachodzi w podobny sposób. Pod wpływem temperatury wytapia się tłuszcz co zmniejsza kaloryczność mięsa. Przykrycie naczynia powoduje efekt duszenia mięsa we własnym sosie. Duszenie Duszenie to proces polegający na ogrzewaniu produktu w zamkniętym naczyniu z niewielkim dodatkiem wody i tłuszczu. W początkowej fazie duszenia produkt obsmaża się na tłuszczu, podlewa wodą, a następnie stawia na ogrzanej płycie kuchennej w przykrytym naczyniu. Pod wpływem ogrzewania woda z naczynia i z produktu zaczyna parować. Para skrapla się na pokrywie i spływa z powrotem po ścianach naczynia. Przegrzana para podnosi ciśnienie wewnątrz naczynia, co jest przyczyną podniesienia się temperatury ponad 1000C. Działanie przegrzanej pary podobne jest do działania wilgotnego ciepła. Substancje aromatyczne powstające ze składników podstawowych potrawy rozpuszczają się w wodzie i w tłuszczu. Proces tworzenia się aromatu jest wzmożony przez rozerwanie się ścian komórkowych. W czasie gotowania w wodzie wyzwalają się również substancje zapachowe, jednak nie są one tak silnie związane z wywarem jak przy duszeniu. Pod działaniem pary i tłuszczu następują podobne zmiany w tkankach produktu jak przy gotowaniu i smażeniu. Ta metoda przyrządzania potraw wymaga dużej uwagi, ponieważ jeśli ciecz wyparuje, to na dnie naczynia podnosi się temperatura w ciągu 1-2 minut do 3000C i wyżej. Wówczas dolna część produktu ulega zniszczeniu. Para z płynnej części produktu zapobiega przegrzaniu a olejki eteryczne rozpuszczają się w tłuszczu. Proces duszenia stosuje się zwykle do mięsa twardego, zawierającego dużo tkanki łącznej. Pieczenie Pieczenie polega na działaniu wysokiej temperatury ogrzanego powietrza na produkt w zamkniętej przestrzeni piekarnika. Proces ten ma zastosowanie przy wypieku ciast, przy pieczeniu mięsa, jak również przy zapiekaniu kasz. Pieczenie powoduje zmiękczenie tkanek produktu, ścinanie białka, karmelizowanie skrobi w warstwach zewnętrznych, zmianę skrobi na klej skrobiowy lub dekstrynę wewnątrz produktu oraz powstawanie substancji pobudzających wydzielanie soków trawiennych. Temperatura piekarnika i czas pieczenia powinny być dostosowane do rodzaju surowca, jego objętości i stopnia rozdrobnienia. Utworzona „skórka” na powierzchni produktu pełni podobną rolę jak w procesie smażenia. Autorzy: dr hab. inż. Paweł Sobczak dr hab. Wioletta Żukiewicz-Sobczak

-
Miro już nie pracuje w sklepie. W temacie lejków zwróćcie się do @jumbo.
-
To już nie ma znaczenia, gdyż kalendarzy będzie i tak więcej niż zamówień.
-
Bardzo proszę o spokojne i dokładne zliczenie sumy należności za kalendarze, oraz wybraną forme wysyłki, aby nie było zawirowań. Na niebiesko oznaczam osoby, które powinny jeszcze raz przeliczyć wysłaną kwotę.
-
Tak, tak wszyscy piszą: Kalendarz 2022, nick z forum, liczba sztuk oraz forma wysyłki.
-
Baca, dopisałem Ci dwie sztuki.
-
Lista wpłat za kalendarze WB 2022: 1. Maxell 2. Maxell 3. Maxell 4. Maxell 5. witt - wpłata 40,00 zł (2 szt., paczka) 6. witt 7. bilu72 - wpłata 80,00 zł (4 szt., paczka) 8. bilu72 9. bilu72 10. bilu72 11. EAnna - wpłata 70,00 zł (4 szt., paczka) 12. EAnna 13. EAnna 14. EAnna 15. Jojo - wpłata 70,00 zł (3 szt., paczka) 16. Jojo 17. Jojo 18. karolszymczak - wpłata 100,00 zł (4 szt., paczka) 19. karolszymczak 20. karolszymczak 21. karolszymczak 22. chudziak - wpłata 40,00 zł (2 szt., paczka) 23. chudziak 24. L.Przemek wysłano przypomnienie 25. Tomasz_65 - wpłata 40,00 zł (2 szt., paczka) 26. Tomasz_65 27. viva - wpłata 20,00 zł (1 szt., list pol.) 28. Zofintal - wpłata 50,00 zł (3 szt., paczka) 29. Zofintal 30. ryszpak - wpłata 60,00 zł (4 szt., paczka) 31. ryszpak 32. ryszpak 33. ryszpak 34. dadys - wpłata 50,00 zł (3 szt., paczka) 35. dadys 36. dadys 37. paweljack - wpłata 65,00 zł (3 szt., paczka) 38. paweljack 39. paweljack 40. frapio - wpłata 50,00 zł (1 szt., list) 41. lobo - wpłata 25,00 zł (1 szt., list) 42. wiesiorek - wpłata 80,00 zł (5 szt., paczka) 43. wiesiorek 44. wiesiorek 45. wiesiorek 46. wiesiorek 47. gontek - wpłata 50,00 zł (2 szt., paczka) 48. gontek 49. naginajka - wpłata 20,00 zł (1 szt., list) 50. tompi - wpłata 70,00 zł (4 szt., paczka) 51. tompi 52. tompi 53. Bagno - wpłata 50,00 zł (3 szt., paczka) 54. Bagno 55. Bagno 56. Zico - wpłata 50,00 zł (3 szt.,paczka) 57. Zico 58. Zico 59. Wiejas - wpłata 60,00 zł (3 szt., paczka) 60. Wiejas 61. Wiejas 62. Pontiak - wpłata 70,00 zł (3 szt., paczka) 63. Pontiak 64. Pontiak 65. JaGra - wpłata 20,00 zł (1 szt., paczka) - celem uzupełnienia brakującej kwoty (10,00 zł), przeniosłem tutaj ostatnia wpłatę na KPP. 66. Grzechu 1 - wpłata 40,00 zł (2 szt., paczka) 67. Grzechu 1 68. Twonk - wpłata 46,00 zł (3 szt., paczka) 69. Twonk 70. Twonk 71. kotunia - wpłata 40,00 zł (2 szt., paczka) 72. kotunia 73. Wilq1x - wpłata 40,00 zł (2 szt., paczka) 74. Wilq1x 75. janusz_P - wpłata 50,00 zł (1 szt., list) 76. ludwik130 - wpłata 50,00 zł (2 szt., paczka) 77. ludwik130 78. marcinzet - wpłata 20,00 zł (1 szt., list) 79. arkawroc - wpłata 25,00 zł (1 szt., list pol.) 80. Yerba - wpłata 20,00 zł (1 szt., list) 81. hahar - wpłata 20,00 zł (1 szt., list) 82. maria s - rezygnacja 83. Pools - wpłata 50,00 zł (2 szt., paczka) 84. Pools 85. anerka - wpłata 20,00 zł (1 szt., list) 86. gruby7074 - wpłata 30,00 zł (1 szt., list) 87. baca - wpłata 50,00 zł (3 szt., paczka) 88. misiek.b - wplata 50,00 zł (2 szt., paczka) 89. misiek.b 90. Todek - wpłata 25,00 zł (1 szt., list) 91. JacekC - wpłata 100,00 zł (5 szt., paczka) 92. JacekC 93. JacekC 94. JacekC 95. JacekC 96. Szym-on - wpłata 90,00 zł (3 szt., paczka) 97. Szym-on 98. Szym-on 99. eland - wpłata 30,00 zł (1szt., list) 100. Maciej.Z - wpłata 40,00 zł (2 szt., paczka) 101. Maciej.Z 102. kaszubka33 - wpłata 40,00 zl (2 szt., paczka) 103. kaszubka33 104. Pepuś - wpłata 36,20 zł (2 szt., paczka) 105. Pepuś 106. chaber - wpłata 20,00 zł (odbiór osobisty) 107. CPN - wpłata 80,00 zł (3 szt., paczka) 108. CPN 109. CPN 110. Wirus - wpłata 50,00 zł (2 szt., paczka) 111. Wirus 112. mariusz_e - wpłata 50,00 zł (2 szt., paczka) 113. mariusz_e 114. jędrek12 - wpłata 50,00 zł (2 szt., paczka) 115. jędrek12 116. ziezielony - wpłata 70,00 zł. (4 szt., paczka) 117. ziezielony 118. ziezielony 119. ziezielony 120. Wujaszek Tom - wpłata 70,00 zł (5 szt., paczka) 121. Wujaszek Tom 122. Wujaszek Tom 123. Wujaszek Tom 124. Wujaszek Tom 125. 126. 127. 128. 129. śniegol - wpłata 20,00 zł (1 szt., list) 130. Radek - wpłata 100,00 zł (4 szt., paczka) 131. Radek 132. Radek 133. Radek 134. Andrzej132 - wpłata 25,00 zł (1 szt., list) 135. Bossky - wpłata 50,00 zł (1 szt., list) 136. lysy100 - wpłata 40,00 zł (2 szt., paczka) 137. lysy100 138. Bandit - wpłata 25,00 zł (1 szt., list) 139. waldero - wpłata 70,00 zł (3 szt., paczka) 140. waldero 141. waldero 142. Kalinosiu - wpłata 60,00 zł (3 szt., paczka) 143. Kalinosiu 144. Kalinosiu 145. robix - wpłata 40,00 zł (2 szt.,paczka) 146. robix 147. Aron2 - wpłata 100,00 zł (5 szt., paczka) 148. Aron2 149. Aron2 150. Aron2 151. Aron2 152. Michcik - wpłata 90,00 zł (6 szt., paczka) dodatkowe kalendarze pod numerami 176 i 177 153. Michcik 154. Michcik 155. Michcik 156. Franko - wpłata 65,00 zł (3 szt., paczka) 157. Franko 158. Straszny - wpłata 50,00 zł (3 szt., paczka) 159. Straszny 160. Straszny 161. tato - wpłata 300,00 zł (12 szt., paczka) 162. tato 163. tato 164. tato 165. tato 166. tato 167. tato 168. tato 169. tato 170. tato 171. tato 172. tato 173. hahar - wysłano przypomnienie 173. Franko + 1 174. baca + 1 175. baca + 1 176. Michcik + 1 177. Michcik + 1 178. marek80 - wpłata 50,00 zł (3 szt., paczka) 179. marek80 180. marek80 181. Marzena80 - wpłata 36,00 zł (2 szt., paczka) 182. Marzena80 183. tompi + 1 184. nestor - wpłata 50,00 zł (2 szt., paczka) 185. nestor 186. Zofintal + 1 187. vtec - wpłata 50,00 zł (3 szt., paczka) 188. vtec 189. vtec 190. Wieloś - wpłata 50,00 zł (1 szt., list) 191. dyzio - wpłata 44,94 zł (1 szt., list) 192. Sebastian72 - wpłata 20,00 zł (1 szt., list) 193. cycmon - wpłata 25,00 zł (1 szt., list) 194. Papcio - wysłano przypomnienie 195. Pools - wpłata 50,00 zł (2 szt. paczka) 196. Pools 197. Zbój Madej (dodatkowy z rezerwy) - wpłata 20,00 zł (1 szt., list) Proszę nie kolorować listy - będę to robił sam, co pozwoli na uporządkowane jej prowadzenie.
-
Dzięki temu, iż zamówiliśmy 200 szt kalendarzy, po odliczeniu ulgi, koszt jednej sztuki wynosi 9,35 zł brutto. Jeszcze w tym tygodniu przedstawię projekt graficzny kalendarza. Kalendarz będzie rozprowadzany przez naszych sprawdzonych dystrybutorów: Koleżankę @Ifcię i Kolegę wosia. Cennik wysyłkowy, przedstawia się następująco: 1 kalendarz - list polecony 8,70 zł + koperta 0,50 zł = 9,20 zł 2-3 kalendarze - paczka 14 zł + koperta 3,50 zł = 17,50 zł 4-6 kalendarzy-paczka 16 zł + koperta 3,50 zł = 19,50 zł 6 lub więcej kalendarzy - paczka 19 zł + koperta 3,90 zł = 22,90 zł Zagranica 1 kalendarz - 13 zł / polec 20 zł + koperta 0,50 zł = 13,50 zł/20,50 zł 2-3 kalendarze - 29,30 zł / polec 34,60 zł + koperta 3,50 zł = 32,80 zł /38,10 zł 4-6 kalendarzy - 58,90 zł /polec 64,20 zł + koperta 3,50 zł = 62,40 zł/ 67,70 zł Obliczoną sumę (cenę kalendarzy + koszt wysyłki) proszę wpłacać na konto: Mirosław Gębarowski Oś. Okrzei 4/181 97-400 Bełchatów Konto: eMAX nr. 21 1140 2004 0000 3602 5651 8325 W tytule przelewu podajemy: „Kalendarz 2022”, nick z forum, ilość kalendarzy oraz wybraną opcje wysyłki, np.: list lub paczka. Kontakt z Wojtkiem - dystrybutorem poprzez pocztę mailową: 61wosiu@wp.pl Na tę pocztę będą Państwo wysyłali adresy do wysyłki po dokonaniu wpłaty i zazielenieniu na liście poniżej.
-
Jacku, wrzuć temat do Zamykarek.
-
Fajny filmik: https://fb.watch/9D6v0aVIDk/
-
ATRYBUTY WIEPRZOWINY Mięso wieprzowe, stanowiąc źródło licznych substancji odżywczych, jest cennym składnikiem diety człowieka. W ostatnich latach jego znaczenie było kwestionowane. Celem artykułu jest próba weryfikacji poglądów na temat jakości wieprzowiny i jej wpływu na zdrowie człowieka. Wieprzowina, pomimo licznych niepochlebnych opinii, od lat zajmuje dominującą pozycję w strukturze spożycia mięsa przez Polaków (ok. 38 kg/osobę/rok). Ceniona jest ze względu na stosunkowo niską cenę, walory smakowe i bogate możliwości kulinarne. Z powodu stałego zainteresowania konsumentów tym gatunkiem mięsa, ważna jest kwestia jego jakości. Przez lata mięso wieprzowe postrzegane było jako tłuste i niezdrowe, ale systematyczna i ściśle ukierunkowana wieloletnia praca hodowlana nad trzodą chlewną doprowadziła do znacznej poprawy mięsności świń (z około 43% na początku lat 90. do obecnego poziomu średnio 57%) i zmniejszenia ich otłuszczenia, a przez to do poprawy wartości odżywczej i prozdrowotnej wieprzowiny. Obecnie mięso wieprzowe nie ustępuje pod względem wartości odżywczych innym rodzajom mięs, a jego spożywanie w umiarkowanych ilościach zapewnia dostarczenie cennych składników pokarmowych oraz substancji bioaktywnych, ważnych dla prawidłowego funkcjonowania organizmu człowieka. Badania dotyczące chowu i hodowli trzody chlewnej koncentrują się na poprawie zarówno wartości odżywczej wieprzowiny, jak i jej walorów zdrowotnych, w tym na obniżeniu zawartości tłuszczu ogółem i cholesterolu, a zwiększeniu ilości nienasyconych kwasów tłuszczowych oraz stabilności oksydacyjnej. Chociaż produkcja mięsa wieprzowego stara się podążać za oczekiwaniami konsumenta, w społeczeństwie nadal funkcjonuje opinia, że wieprzowina charakteryzuje się wysoką wartością energetyczną, znaczną zawartością cholesterolu i nasyconych kwasów tłuszczowych, negatywnie wpływających na zdrowie. Opinia części odbiorców niewątpliwie związana jest z brakiem ich wiedzy o produkcie oraz z nie zawsze precyzyjnymi danymi dotyczącymi jego wartości odżywczej, które są podawane w źródłach literaturowych (zwłaszcza starszych) i mogą wprowadzać w błąd. Wyniki najnowszych badań weryfikują utrwalone poglądy na temat mięsa wieprzowego. Wartość odżywcza i energetyczna wieprzowiny W efekcie poprawy umięśnienia świń oraz ich lepszego żywienia i utrzymania zgodnie z wymogami dobrostanu, kaloryczność wieprzowiny znacząco się zmniejszyła. Dla wszystkich elementów tuszy średnie wartości kaloryczności podawane w literaturze były znacząco wyższe w stosunku do wartości oszacowanych obecnie. Aktualnie wartość energetyczna (kcal/100 g mięsa) wybranych wyrębów przedstawia się następująco: boczek – 322, żeberka – 309, schab – 152, łopatka – 145, szynka – 118 (Blicharski i in. 2015). Dla porównania 100 g tuszki kurczaka dostarcza 158 kcal. Białko Mięso wieprzowe stanowi w diecie człowieka źródło białka o wysokiej wartości biologicznej, charakteryzującego się korzystnymi proporcjami aminokwasów oraz zawierającego wszystkie aminokwasy egzogenne niezbędne do syntezy białek ustrojowych i prawidłowego funkcjonowania organizmu. Mięśnie świń, które są najczęściej wykorzystywane w celach kulinarnych i przerobowych, zawierają podobną ilość białka jaką stwierdza się w innych gatunkach mięsa. Wieprzowina uzyskuje korzystne wyniki przy porównaniach wartości biologicznej białek i wykorzystania białka netto mięsa i produktów pochodzenia zwierzęcego. W porównaniu z wołowiną i mięsem drobiowym wskaźniki te są zwykle wyższe dla mięsa wieprzowego. Wartość biologiczna białka w przypadku mięsa świń wynosi 80%, wołowiny – 70-75% a drobiu – 77%. Natomiast wskaźnik wykorzystania białka netto (NPU) dla wieprzowiny wynosi 78%, a dla wołowiny i drobiu odpowiednio 68-73% i 75% (Blicharski i in. 2015). Badania wykazały, że w wyniku efektywnej pracy hodowlanej zmniejszyło się otłuszczenie polskich tusz wieprzowych i wzrosła w nich zawartość chudego mięsa, a tym samym ilość białka. Średnia zawartość procentowa białka różniła się w zależności od wyrębu mięsa wieprzowego. Najmniejszą zawartość wykazywał boczek oraz żeberka – średnio około 14%. Natomiast największą zawartością procentową białka charakteryzował się schab bez omięsnej – około 23% (Blicharski i in. 2015). Procentowa zawartość białka stanowi jeden z najważniejszych parametrów charakteryzujących wartość odżywczą mięsa wieprzowego. Zwierzęta posiadające 50% zawartości mięsa w tuszy (według klasyfikacji EUROP) wykazują zbliżoną średnią zawartość procentową białka w poszczególnych wyrębach, a wieprzowina tych klas ma wysoką wartość odżywczą – cechuje się dużą zawartością ilościową i jakościową cennych białek, co sprawia, że chcąc zachować racjonalny sposób żywienia, trudno jest zastąpić ją innym pokarmem. Tłuszcz Obecność niewielkiej ilości tłuszczu w mięsie wieprzowym jest konieczna do utrzymania jego walorów sensorycznych i kulinarnych. Badania dotyczące wartości odżywczej polskiej wieprzowiny wykazały, że zawartość tłuszczu w schabie kształtuje się na poziomie 1,19-1,52%, w szynce 1,35-1,84%, a w boczku około 30% (Blicharski i in. 2015). Dla porównania zawartość tego składnika w mięsie drobiowym wynosi od 0,6-0,9% (mięśnie piersiowe) do 4,0-5,6% w mięśniach uda, a w combrach króliczych 0,5-0,9%. Z zawartością tłuszczu ściśle związany jest poziom kwasów tłuszczowych w wyrębach. Mięso wieprzowe, w porównaniu z wołowiną, charakteryzuje się korzystnym profilem kwasów tłuszczowych: niższą zawartością kwasów nasyconych – SFA (ang. saturated fatty acids) i znacznie wyższą zawartością kwasów wielonienasyconych – PUFA (ang. polyunsaturated fatty acids), a więc także korzystniejszą proporcją kwasów PUFA/SFA. Proporcja ta uznawana jest powszechnie za wskaźnik jakości tłuszczu w odniesieniu do zdrowia człowieka. W ostatnich latach w mięsie wieprzowym proporcja PUFA/SFA znacznie się poprawiła i wzrosła o 25%. W porównaniu z mięsem drobiowym wieprzowina, pomimo niższej całkowitej zawartości PUFA, cechuje się znacznie korzystniejszą proporcją kwasów tłuszczowych z rodziny n-6 i n-3. Proporcja ta w wieprzowinie, niezależnie od wyrębu, wynosi poniżej 10:1, podczas gdy w mięsie drobiowym jest to 20:1. Najkorzystniejszą proporcję kwasów n-6/n-3, zbliżoną do zalecanej (4-5%), stwierdzono w żeberkach (5,02%) i karkówce (5,66%). Mięso wieprzowe jest źródłem cennych wielonienasyconych kwasów tłuszczowych z rodziny n-3, jak EPA (eikozapentaenowy) i DHA (dokozaheksaenowy), zawartych w tłustych elementach tuszy, zwłaszcza w boczku, a także w żeberkach. W przypadku zwierząt monogastrycznych istnieje możliwość kształtowania składu kwasów tłuszczowych tłuszczu poprzez żywienie. W wyniku zabiegów selekcyjno-hodowlanych można także bardzo ograniczyć zarówno zawartość tłuszczu śródmięśniowego w mięsie, jak i grubość słoniny. Należy przy tym przypomnieć, że skład tłuszczu śródmięśniowego istotnie różni się od składu tłuszczu wyścielającego jamy ciała lub słoniny (okrywa tłuszczowa). Pierwszy z wymienionych ma z reguły bardzo korzystny skład kwasów tłuszczowych - zawiera znaczne ilości kwasów z rodziny n-3. Na przestrzeni lat obniżył się także w mięsie wieprzowym poziom cholesterolu - najwięcej jest go w szynce - 54 mg/100 g, a najmniej w schabie z omięsną i w boczku - odpowiednio 49 i 50 mg/100 g mięsa. Wieprzowina zawiera mniej cholesterolu niż mięso drobiowe (58-74 mg/100 g mięsa), czy królicze (70 mg/100 g mięsa), powszechnie uważane za bardziej dietetyczne. W porównaniu z normami amerykańskimi USDA polski boczek zawiera mniej cholesterolu o 41%, łopatka, szynka i schab o 31 – 35%, a żeberka o 57% ((Blicharski i in. 2014). Należy zaznaczyć, że cholesterol jest substancją niezbędną do funkcjonowania organizmu. Wykorzystywany jest w komórkach do syntezy błon, syntezy kwasów żółciowych oraz witaminy D3, jest prekursorem hormonów steroidowych w korze nadnerczy i gonadach. Bardziej niebezpieczne niż sam cholesterol są produkty jego utleniania. Obniżają one strawność białka i stopień przyswajalności aminokwasów. Utlenianie powoduje modyfikację lipidów i białek w mięśniach, wpływając na właściwości organoleptyczne (pogorszenie smaku, koloru, konsystencji) i odżywcze mięsa oraz produktów mięsnych, co przekłada się na zdrowie konsumentów i straty ekonomiczne. Witaminy Wieprzowina okazuje się cennym źródłem witamin rozpuszczalnych w tłuszczach, m.in. silnego przeciwutleniacza, jakim jest witamina E – zawiera jej dwa razy więcej niż dotychczas sądzono. Jak podaje Blicharski i in. (2015), największa ilość tej witaminy znajduje się w karkówce (10,21 μg/g), boczku (9,11 μg/g) oraz żeberkach (9,47 μg/g), natomiast najmniejsza w schabie i szynce (5,41 μg/g). W dostępnej literaturze znaleźć można również dane dotyczące zawartości w mięsie wieprzowym witamin D2 i D3 (łącznie 0,6 μg/100 g). Witamina D ma szeroko udokumentowany, korzystny wpływ na organizm. Wieprzowina charakteryzuje się również, istotną z żywieniowego punktu widzenia, zawartością witamin z grupy B. Na tle mięsa innych gatunków zwierząt wyróżnia się 4-5-krotnie wyższą zawartością witaminy B1 (tiaminy). Najwyższy poziom tiaminy wykazano dla schabu bez omięsnej - 4,92 ng/g tkanki, a najniższy dla szynki - 2,05 ng/g tkanki. Tiamina pełni funkcję koenzymu w cyklu Krebsa, bierze udział w powstaniu rybozy, niezbędnej w syntezie kwasów nukleinowych i uczestniczy w biosyntezie kwasów tłuszczowych. Jest niezbędna w przemianach energetycznych i podczas odnowy struktur białkowych na poziomie komórkowym, co przekłada się na prawidłowe funkcjonowanie całego organizmu. Konieczność regularnego dostarczania tiaminy w pożywieniu wynika z ograniczonych możliwości jej gromadzenia w tkankach – całkowita zawartość tej witaminy w organizmie dorosłego człowieka wynosi maksymalnie ok. 30 mg, a okres jej półtrwania to 9-18 dni. Mięso wieprzowe jest też dobrym źródłem witaminy B6 (pirydoksyna), która w organizmie człowieka pełni funkcję koenzymu ponad 100 różnych enzymów. Zawartość tej witaminy w wyrębach mięsa wieprzowego wykazuje duże zróżnicowanie: jej największą zawartość stwierdzono w karkówce – około 28 ng/g tkanki mięśniowej, najmniejszą – około 6 ng/g - w schabie zarówno z omięsną, jak i bez omięsnej. Mięso wieprzowe zawiera też kwas foliowy, witaminy B2 i B12. Składniki mineralne Mięso wieprzowe, wołowe i drobiowe charakteryzują się podobną zawartością potasu (2,2-2,9 g/ kg), wapnia (0,12 g/kg) i magnezu (0,22-0,27 g/kg). Wieprzowinę cechuje jednak niższa zawartość sodu (0,33-0,58 g/kg) w porównaniu z wołowiną (0,74 g/kg), czy mięsem drobiowym (0,77 g/kg), a także wyższa zawartość fosforu (2,25 w porównaniu z 1,8 g/kg). Niska zawartość sodu, przy korzystnej zawartości potasu w chudym mięsie wieprzowym przemawia za zasadnością jego stosowania m.in. w diecie osób z podwyższonym ciśnieniem tętniczym. Mięso wieprzowe, w porównaniu z mięsem drobiowym, jest także cennym źródłem cynku. W odniesieniu do mięsa innych gatunków wieprzowina zawiera również stosunkowo dużo selenu (36,1μg/100 g wobec 31,9 μg/100 g w mięsie wołowym oraz 23,4μg/100 g w mięsie drobiowym), wspomagającego prawidłowe funkcjonowanie układu odpornościowego oraz wchodzącego w skład peroksydazy glutationowej - enzymu chroniącego błony komórkowe i czerwone ciałka krwi przed destrukcyjnym działaniem wolnych rodników. Biorąc pod uwagę zawartość żelaza, mięso wieprzowe zawiera więcej tego pierwiastka w porównaniu z mięsem drobiowym, ale mniej niż mięso wołowe. Poziom żelaza w poszczególnych wyrębach tuszy kształtuje się średnio od około 3 mg/100 g w schabie do 6,25 mg/100 g w karkówce. Warto przypomnieć, że przyswajalność żelaza w układzie pokarmowym jest bardzo zróżnicowana - żelazo z tkanek zwierzęcych jest wchłaniane przez organizm w 20-50%, natomiast z produktów roślinnych tylko w 1-8%. Udokumentowane wchłanianie żelaza z ryb wynosi 11%, z mięsa wieprzowego blisko 20%, a z cielęciny ok. 22%. Związki bioaktywne Mięso wieprzowe jest także źródłem związków bioaktywnych, takich jak tauryna, karnozyna, koenzym Q10 (ubichinon), kreatyna. Tauryna wykazuje działanie hypolipemiczne i przeciwmiażdżycowe, przyczynia się do zmniejszenia napięcia nerwowego, podniesienia sprawności umysłowej. Karnozyna charakteryzuje się silnymi właściwościami przeciwutleniającymi, zmniejsza procesy starzenia się komórek, a poprzez działanie chelatujące obniża toksyczność jonów metali. Koenzym Q10 wykazuje właściwości przeciwutleniające, zmniejsza ilość cytokin prozapalnych i lepkość krwi, wpływa na wzmocnienie systemu immunologicznego, natomiast kreatyna wraz z pochodnymi odgrywa ważną rolę w metabolizmie energii w mięśniach szkieletowych. Wykazano także, że wieprzowina stanowi naturalne źródło inhibitora konwertazy angiotensyny (ACE I) będącego bioaktywnym peptydem hamującym aktywność enzymu konwertazy (przekształcającej angiotensynę I w podnoszącą ciśnienie tętnicze angiotensynę II), przyczyniającego się do obniżenia ciśnienia tętniczego. Walory kulinarne i przetwórcze Kulinarne i przetwórcze właściwości mięsa wieprzowego ulegają ciągłemu doskonaleniu, co także wynika z postępu hodowlanego i w produkcji żywca. Szczególnie ostatnie lata przyniosły w tym zakresie duże zmiany. Obecnie mięso wieprzowe jest delikatne i kruche, a optymalny poziom tłuszczu międzymięśniowego (2-2,5%) korzystanie kształtuje jego smak, zapach i soczystość. W związku z tym nie ustępuje ono pod względem wartości kulinarnej innym rodzajom mięsa, a jego znaczenie jako surowca dla przemysłu mięsnego jest bardzo istotne. Wieprzowina charakteryzuje się wyjątkowymi walorami kulinarnymi, które w porównaniu do pozostałych mięs związane są zarówno ze strukturą mięsa, jak i jego barwą. To na nią konsumenci zwracają szczególną uwagę, oceniając przydatność mięsa. Mięso wieprzowe ma barwę różowo-czerwoną, co zawdzięcza stosunkowo niewielkiej ilości mioglobiny (0,7-1,1 mg/g). Jest to ilość 4 do 7 razy mniejsza niż w przypadku wołowiny i około 2-krotnie większa niż w mięsie drobiowym, szczególnie w mięśniach piersiowych. Czas dojrzewania mięsa wieprzowego po uboju jest krótszy niż wołowiny, najlepiej też nadaje się ono do peklowania. Części zasadnicze, otrzymane w wyniku całkowitego rozbioru półtuszy wieprzowej znajdują różnorodne zastosowanie: - głowa, będąc elementem kostno-tłuszczowo-mięsnym, może być wykorzystana do produkcji salcesonu, galarety lub pasztetu; - karkówka znakomicie nadaje się do duszenia i smażenia, a także produkcji baleronu i kiełbasy; - schab dostarcza najdelikatniejszego, chudego mięsa, używanego w kuchni na kotlety schabowe, filety, medaliony, do pieczenia, duszenia, a nawet na zrazy bite; przygotowuje się z niego również polędwicę wędzoną i puszkowaną; - biodrówka jako element mięsno -kostny jest przeznaczana do duszenia lub gotowania; - szynka stanowi najwartościowszy element półtuszy wieprzowej i dostarcza najwięcej mięsa bardzo dobrej jakości, wykorzystywanego w kuchni do pieczenia, duszenia, na steki i brizole, a w przetwórstwie m.in. do produkcji szynek w puszkach lub wędzonych; - golonka tylna zawierająca mięso, tłuszcz, kości, ścięgna i skórę przeznaczana jest do produkcji konserw lub po dokładnym ugotowaniu stanowi danie mięsne; - łopatka dostarczająca znacznych ilości mięsa o dobrej jakości nadaje się w gastronomii na potrawy duszone, pieczone, kotlety mielone czy pieczeń rzymską, a w przetwórstwie do produkcji kiełbas lub konserw; - golonka przednia ma wartość i przydatność jak golonka tylna; - podgardle jako element tłusty przeznaczane jest do peklowania i wędzenia, na kiełbasy i kaszanki, a w kuchni na pasztety oraz do stopienia na smalec; - boczek może być peklowany i wędzony, w kuchni często przeznaczany jest do gotowania; - żeberka stanowią element mięsno-kostny ze sporą zawartością tłuszczu i nadają się do gotowania lub duszenia; - pachwina to część wybitnie tłuszczowa, dostarcza tkanki tłuszczowej miękkiej, najczęściej przeznaczana do przetopu; - nogi (stópki, rapetki) to element mało wartościowy, zawierający niewielką ilość tkanki mięsnej i tłuszczowej, a dużo ścięgien i skóry, przeznaczany najczęściej na galaretę; - płat słoninowy jako część wybitnie tłuszczowa może być przeznaczany do wędzenia, solenia lub przetopienia na smalec; - ogon zawierający niewiele tkanki mięsnej, tłuszczowej i skórę przeznaczany jest najczęściej do gotowania w celu uzyskania wywaru do zupy, a sam stanowi danie mięsne. Uświadamianie społeczeństwa o dobroczynnym działaniu stosowania prawidłowej diety wymusza podejmowanie działań związanych z poprawą jakości wieprzowiny. Obecnie polska trzoda chlewna charakteryzuje się mniejszą zawartością tłuszczu w ciele na korzyść zwiększenia ilości mięsa. Na skład i jakość mięsa wieprzowego ogromny wpływ mają zarówno sposób utrzymania, jak i modyfikowanie składu oraz stosowanie dodatków żywieniowych do paszy. Warto podkreślić, że na jakość wieprzowiny ma także wpływ sposób przetwarzania w procesach technologicznych i obróbki kulinarnej, co związane jest z powstawaniem niebezpiecznych dla zdrowia produktów utleniania lipidów lub cholesterolu. Nie należy negować wartości odżywczych mięsa wieprzowego - ze względu na niepowtarzalny skład chemiczny i wysoką wartość odżywczą, jest ono potrzebnym składnikiem diety człowieka. Stanowi ważne i trudne do zastąpienia źródło wielu cennych składników pokarmowych. Pod względem wartości odżywczych wieprzowina nie ustępuje innym rodzajom mięs i może być stosowana w zrównoważonej diecie. Zawsze jednak należy brać pod uwagę zalecenia żywieniowe związane ze spożywaniem mięsa w odpowiednich ilościach, dostosowanych do zapotrzebowania organizmu na składniki pokarmowe, zwłaszcza w kontekście ryzyka rozwoju chorób dietozależnych. Autor: dr inż. Magdalena Kuchlewska Wykaz literatury 1. Blicharski T. [Red.] 2015: Aktualna wartość dietetyczna wieprzowiny, jej znaczenie w diecie i wpływ na zdrowie konsumentów. Polski Związek Hodowców i Producentów Trzody Chlewnej „POLSUS”, Warszawa. 2. Blicharski T., Hammermeister A., Warda A. 2014. Aktualna wartość odżywcza mięsa wieprzowego. Gospodarka Mięsna 7, 20-23. 3. Czarniecka-Skubina E., Przybylski W., Jaworska D., Wachowicz I., Urbańska I., Niemyjski S. 2007. Charakterystyka jakości mięsa wieprzowego o zróżnicowanej zawartości tłuszczu śródmięśniowego. Żywność. Nauka. Technologia. Jakość 6, 285-294. 4. Czerwińska D. 2016. Coraz zdrowsza wieprzowina. Przegląd Gastronomiczny 3, 10-13. 5. Daszkiewicz T., Bąk T., Denaburski J. 2005. Quality of pork with a different intramuscular fat (IMF) content. Polish Journal of Food and Nutrition Sciences 1, 31-36. 6. Kołodziej-Skalska A., Kawęcka M., Jacyno E., Pietruszka A., Kamyczek M., Matysiak B., Sosnowska A. 2015. Wpływ wybranych antyoksydantów stosowanych w żywieniu tuczników na zawartość cholesterolu i peroksydację lipidów w mięsie. Materiały Konferencyjne LXXX Zjazdu Polskiego Towarzystwa Zootechnicznego im. Michała Oczapowskiego, Bydgoszcz, 150. 7. Kołodziej-Skalska A., Matysiak B., Grudziński M. 2016: Mięso wieprzowe a zdrowie człowieka. Kosmos. Problemy Nauk Biologicznych 4, 535-542. 8. Krzęcio-Nieczyporuk E. 2015: Mięso wieprzowe - aktualna wartość odżywcza i walory prozdrowotne. Food Forum 8, 87-88. 9. Krzęcio-Nieczyporuk E. 2015: Mięso wieprzowe cennym źródłem składników mineralnych i witamin. Food Forum 9, 124-125. 10. Lizardo R., van Milgen J., Mourot J., Noblet J., Bonneau M. 2002. A nutritional model of fatty acid composition in the growing-finishing pig. Livestock Production Science 75, 167 – 182. 11. Makała H. 2014: Mięso i przetwory mięsne jako żywność funkcjonalna. Gospodarka Mięsna 2, 12-15. 12. Mroczek J.R. 2015. Mięso wieprzowe w zrównoważonej gospodarce żywnościowej. Polish Journal for Sustainable Development 19, 83-90. 13. Piotrowska A., Świąder K., Waszkiewicz-Robak B., Świderski F. 2012. Możliwości uzyskania mięsa i przetworów z mięsa wieprzowego o podwyższonej zawartości wielonienasyconych kwasów tłuszczowych n-3. Żywność. Nauka. Technologia. Jakość 5, 5-19. 14. Połom A., Baryłko-Pikielna N., 2004. Analiza czynników decydujących o preferencjach polskich konsumentów mięsa wieprzowego. Żywność. Nauka. Technologia. Jakość 3, 7-23. 15. Przybylski W. 2015. Walory kulinarne polskiej wieprzowiny. Gospodarka Mięsna 6, 29-31. 16. Przybylski W. 2016: Spożycie mięsa wieprzowego a zdrowie konsumentów. Gospodarka Mięsna 5, 12-13. 17. Sadowska A., Świderski F. 2010. Związki bioaktywne w mięsie. Potępy Techniki Przetwórstwa Spożywczego 1, 70-74. 18. Szulc K., Skrzypczak E. 2015. Jakość mięsa polskich rodzimych ras świń. Wiadomości Zootechniczne 1, 48-57. 19. Zin M. 2003. Domowa encyklopedia potraw mięsnych. Wydawnictwo Amal Serwis, Warszawa. 20. Żak G., Pieszka M. 2009. Improving pork quality through genetics and nutrition. Annales of Animals Science 4, 327-338.

-
PRZYDATNOŚĆ PRZEROBOWA MIĘSA WOŁOWEGO Mięso wołowe ze względu na swoją dużą wartość odżywczą, bezpieczeństwo zdrowotne i pożądalność konsumencką przeznacza się przede wszystkim na cele kulinarne. Jest ono często spożywane w stanie surowym lub po krótkotrwałej obróbce termicznej. O cechach sensorycznych kulinarnej wołowiny decydują głównie takie czynniki jak: wygląd, barwa, marmurkowatość, aromat i struktura. Wartość odżywczą tego mięsa determinuje wysoka zawartość białka (18-23%), jego skład oraz ilość tłuszczu śródmięśniowego, którego zawartość nie przekracza 5%. Atrakcyjność żywieniowa mięsa wołowego wynika również z faktu, że zawiera ono więcej przyswajalnego żelaza niż mięsa pochodzące od innych gatunków zwierząt rzeźnych. Preferencje jakościowe i przydatność wołowiny wynikają ponadto z różnej zawartości w niej śródmięśniowej tkanki łącznej. Tkanka ta, poza duża zawartością białka, decyduje o wysokiej wartości biologicznej wołowiny. Morfologia, skład i ilość śródmięśniowej tkanki łącznej zmieniają się w zależności od rodzaju mięśnia oraz rasy i wieku zwierzęcia poddanego ubojowi. Głównym składnikiem tkanki łącznej determinującym przydatność przerobową wołowiny jest kolagen. Poziom tego łącznotkankowego białka w mięśniach bydlęcych waha się od 1 do 15% suchej masy. Właściwości tej tkanki łącznej bogatej w kolagen oraz jej cechy fizyczne i chemiczne w znacznym stopniu decydują o kruchości mięsa wołowego, co kształtuje, poza cechami kulinarnymi, przydatność przerobową tego gatunku mięsa. CECHY JAKOŚCIOWE WOŁOWINY Jedną z najważniejszych cech jakościowych mięsa wołowego jest jego barwa. Istotną rolę w jej kształtowaniu odgrywa podstawowy barwnik hemowy mięsa, jakim jest mioglobina. Pozostałe, zawarte w mięsie wołowym, barwniki (hemoglobina, cytochrom „C”) odgrywają już tylko niewielką rolę w kształtowaniu barwy. Poziom mioglobiny w mięśniach pochodzących od bydła kształtuje się od 1 do 3 mg w 1 kg mięsa cieląt do 16-20 mg w 1 kg mięsa krów rzeźnych. Duża podatność wołowiny na niekorzystne zmiany barwy jest jednak czynnikiem ograniczającym przydatność przerobową tego mięsa. Podstawowy natywny barwnik hemowy (mioglobina) oraz jego postać utlenowana (oksymioglobina) ulegają bowiem niekorzystnemu utlenianiu do formy żelazowej (Fe+3), przekształcając się w związek o niekorzystnej brunatnej barwie, zwany metmioglobiną (MMb). Mimo że w mięsie zachodzi stałe przekształcanie się mioglobiny w formę utlenioną, zachodzi również odwrotna przemiana przebiegająca pod wpływem aktywności redukującej mięsa. Przemiana utleniania mioglobiny wzmagana jest przez czynniki powodujące denaturację globiny oraz sprzyjają jej warunki, w których nie funkcjonuje mechanizm redukujący MMb. Procesy utleniania zachodzące w obrębie mioglobiny utrudniają skuteczne tworzenie się pożądanego w przetwórstwie wybarwienia peklowniczego, związanego z powstawaniem purpurowo-czerwonej nitrozylomioglobiny. Niekorzystna dominacja utleniania mioglobiny nad procesem nitrozylowania powoduje nawet pojawienie się niekorzystnych pochodnych hemowych w postaci cholemioglobiny i sulfmioglobiny. Barwniki te charakteryzują się nieakceptowalną szarozieloną barwą. Dla skutecznego tworzenia się i stabilizowania barwy peklowniczej mięsa wołowego niezbędne są następujące uwarunkowania: ograniczony dostęp tlenu, odpowiednia podaż środków peklujących oraz dodatek substancji wspomagających peklowanie (przeciwutleniacze, cukry redukujące). Cechą jakościową wołowiny decydującą o jej przydatności przetwórczej jest także w dużym stopniu jej kruchość, która jest uzależniona od dwóch podstawowych składników białkowych mięśni, tj. białek śródmięśniowej tkanki łącznej i białek miofibrylarnych. Analizując przydatność mięsa wołowego, trzeba mieć na uwadze fakt, że mechaniczna stabilność oraz odporność termiczna śródmięśniowej tkanki łącznej wzrasta wraz z wiekiem bydła. W produkcji przetwórczej dąży się do wykorzystania mięsa wołowego o zminimalizowanej zmienności ilości i właściwości kolagenu śródmięśniowego oraz tekstury mięśni. Istotne zmiany we właściwościach śródmięśniowej tkanki łącznej zachodzą w czasie endogennej proteolizy, której efektem jest zwiększająca się rozpuszczalność kolagenu, zmiany właściwości mechanicznych omięsnej wewnętrznej (perimysium) i zmiany w składzie proteoglikanów. Procesy te są wynikiem aktywności enzymów katepsynowych uwalnianych w czasie zmian poubojowych z lizosomów. Enzymy te oddziałując na właściwości mechaniczne mięsa wołowego wpływają w efekcie na jego przydatność przerobową. Przebieg zmian poubojowych wywiera więc decydujący wpływ na przydatność technologiczną mięsa wołowego. Dla uzyskania dobrej jakości produkowanego mięsa wołowego niezbędne jest eliminowanie stresu i zmęczenia przedubojowego u bydła oraz konieczna jest prawidłowo przeprowadzona głodówka przedubojowa. Czynniki te prowadzą do optymalnego przebiegu procesu poubojowej glikolizy, co eliminuje występowanie odchyleń jakościowych charakterystycznych dla mięsa o odchyleniach jakościowych typu DFD. Wysoka wartość wyróżników pH ( pH1, pH2, pHULT) mięsa typu DFD powoduje bowiem, że szybko zachodzi w nim proces poubojowego kruszenia, któremu sprzyja wyższa i często nadmierna aktywność enzymów proteolitycznych, w tym głównie niektórych kalpain. Z drugiej jednak strony wysokie wartości pH ograniczają trwałość przechowalniczą takiej wołowiny oraz dynamikę tworzenia się pożądanego w przetwórstwie wybarwienia peklowniczego. Mięso wołowe staje się wtedy bardzo podatne na niekorzystne procesy ograniczające jego przydatność przerobową. Szerokie wykorzystanie technologiczne wołowiny wynika w dużym stopniu także z jej smakowitości, która uzależniona jest od składu zawartych w niej proteoglikanów, glikoproteidów tkanki łącznej oraz zestawu kwasów tłuszczowych tłuszczu śródmięśniowego. Smakowitość mięsa wołowego kształtuje ponadto obecność fosfolipidów w tłuszczu wołowym. Cecha ta jest również w dużym stopniu związana z przemianami białek i azotowych związków niebiałkowych a w wyższych temperaturach (pieczenie, sterylizacja) z przemianami składników tłuszczowych mięsa wołowego. W czasie procesów termicznych rozwija się w mięsie wołowym pożądany sensorycznie zapach i smak. Odpowiedzialne za to zjawisko są zachodzące w czasie ogrzewania procesy termiczne oraz bogaty zestaw prekursorów smaku obecnych w wołowinie. Podczas obróbki cieplnej mięsa wołowego zachodzi piroliza peptydów i aminokwasów, degradacja cukrów, utlenianie i dekarboksylacja lipidów, degradacja rybonukleotydów oraz następuje interakcja pomiędzy aminokwasami, składnikami węglowodanowymi, kwasami tłuszczowymi, siarkowodorem i amoniakiem. JAKOŚĆ PRZEROBOWA WOŁOWINY Z punktu widzenia właściwości technologicznych wołowina charakteryzuje się małą zmiennością wodochłonności, która nie odgrywa większej roli w ocenie jej szerokiej przydatności przerobowej. Jest wykorzystywana głównie w produkcji wyrobów w pełni wołowych oraz często jako dodatek wzbogacający niektóre produkowane wyroby mięsne, względnie jako surowiec kształtujący cechy jakościowe wyrobów mięsnych wytwarzanych z dominującej ilości obecnej w składach recepturowych wieprzowiny. Przesłanka do takiego przeznaczenia przerobowego wołowiny jest jej relatywnie wysoka cena oraz pożądane walory smakowe. W tym zakresie mięso wołowe wykorzystuje się jako komponent surowcowy, głównie w produkcji kiełbas homogenizowanych i średniorozdrobnionych obrabianych termicznie. Stanowi ono wtedy najczęściej 5-20% surowcowego składu recepturowego. Szeroko rozumiana jakość mięsa wołowego stanowi sumę wszystkich jego cech sensorycznych, odżywczych, higieniczno-toksykologicznych i technologiczno-przerobowych. Z tak definiowaną jakością koreluje ściśle skład chemiczny wołowiny. Wysoka zawartość w niej łatwo przyswajalnego białka ma wpływ na właściwości funkcjonalne, które są przydatne w procesach przetwórczych. Stosowanie do produkcji mięso wołowe wraz z później wytworzonymi przetworami dostarcza w rezultacie człowiekowi pełnowartościowe białko oraz cenne kwasy tłuszczowe, w tym kwasy z rodziny n-3 oraz odporny na procesy przetwórcze sprzężony kwas linolowy (CLA). Najbardziej przydatne przetwórczo tłuszcze (łoje) wołowe zawierają także więcej kwasów nasyconych (53,7%) od ich poziomu występującego w tłuszczach świńskich (41,5%), co decyduje o pożądanej w przetwórstwie i przechowalnictwie większej odporności łojów na procesy jełczenia. Mięso wołowe wprowadza do produkowanych wyrobów również składniki mineralne (żelazo, cynk, selen) oraz witaminy rozpuszczalne w wodzie (witamina PP, B2, B6, B12) i witaminy rozpuszczalne w tłuszczach ( witamina D). Bardzo cennym składnikiem wołowiny jest żelazo hemowe, którego ilość wynosi 1,8- 2,0 mg w 100 g tkanki, a stopień wykorzystania w żywieniu tego składnika mięsa kształtuje się na poziomie 20-30%. Żelazo występuje w postaci białkowych natywnych barwników hemowych (mioglobina, hemoglobina), które w dużym stopniu decydują o przydatności przerobowej mięsa wołowego. Ulegają one bowiem zmianom barwnym w procesie peklowania, wędzenia i obróbki cieplnej. Ilość podstawowego barwnika mięśniowego, czyli natywnej mioglobiny i jej stan chemiczny znacząco wpływa więc na kształtowanie się barwy mięsa wołowego, która decyduje o jego przydatności przerobowej. Cecha ta, poza aspektem smakowym wołowiny, jest czynnikiem determinującym wykorzystanie tego mięsa jako dodatku wzbogacającego produkowane wyroby z mięsa wieprzowego. Mięso wołowe wprowadza do wyrobów z mięsa wieprzowego również atrakcyjną smakowitość, gdyż zawiera ono dużą ilość prekursorów substancji zapachowo-smakowych. Należą do nich aminokwasy, cukry redukujące oraz kwasy tłuszczowe. W czasie powszechnie stosowanej obróbki cieplnej wyrobów mięsnych zawierających mięso wołowe zachodzą dynamiczniej reakcje Maillarda i dokonuje się rozpad aminokwasów (tzw. degradacja Streckera). Prowadzi to do powstawania aldehydów Streckera, kwasów, siarkowodoru i amoniaku. Powstają ponadto również liczne związki smakowo-zapachowe, w tym takie jak: pirazyny, oksazole, tiofeny i tiazole. Substancje te są odpowiedzialne za wzmacnianie smakowitości produkowanych z dodatkiem wołowiny wyrobów. Największe znaczenie przetwórcze ma wykorzystanie wołowiny do wytwarzania wyrobów, w których mięso to jest podstawowym składnikiem surowcowym. Ze względu na dużą wartość odżywczą, walory aromatyczno-smakowe, mięso wołowe staje się doskonałym surowcem przerobowym przeznaczonym do produkcji wyrobów wysokogatunkowych. W tym zakresie jest predysponowane głównie do produkcji wędlin surowych (metki, kiełbasy, wędzonki), niskowydajnych kiełbas pieczonych i suszonych (kabanosy, kiełbasa jałowcowa, kiełbasa myśliwska) oraz suszonych przekąsek mięsnych. W wyrobach tego typu stanowić może od 60 do 100% recepturowego składu surowcowego. W praktyce produkcyjnej mięso wołowe jest również wykorzystywane w produkcji konserw sterylizowanych, w których stanowi udział wynoszący 95-100% recepturowego składu surowcowego. Jest również cennym surowcem pochodzenia zwierzęcego do produkcji konserw wytwarzanych w postaci dań gotowych, w których mięso stanowi wkładkę mięsną. Produkowanie wyrobów mięsnych z mięsa wołowego jest często determinowane względami religijnymi i tradycją kulinarną. Z powyższego względu istotna rola wołowiny występuje w islamie. Najbardziej przydatne technologicznie jest mięso wołowe z normalnym przebiegiem glikolizy (RFN), co oznacza, że osiąga po 48 godzinach od uboju wartość pH mieszczącą się w granicach 5,4 do 5,8. Ze względu na swoje cechy i ograniczoną trwałość mało przydatna przetwórczo jest wołowina z wadą DFD (dark, firm, dry), która charakteryzuje się w takim samym czasie od uboju wartością pH48 powyżej 6,2. SUROWE WYROBY MIĘSNE Najczęściej produkowanymi surowymi wyrobami mięsnymi wytwarzanymi w 100% z mięsa wołowego są metki i mięsa tatarowe (tatary). Te powszechnie produkowane asortymenty z tej grupy towarowej można wytwarzać z dodatkiem azotynu sodu, co jest wyjątkiem w zakresie stosowania dodatków funkcjonalnych deklarowanych jako substancje konserwujące i dopuszczone prawnie do tej grupy wyrobów mięsnych. Dodatek azotynu sodu jest szczególnie przydatny dla uzyskania pożądanego wybarwienia peklowniczego, które jest wynikiem zachodzącego procesu nitrozylowania. Prowadzi on do powstawania stabilnych pochodnych barwników hemowych, tj. nitrozylomioglobiny i nitrozylohemoglobiny. Procesem peklowania mięsa wołowego należy zawsze tak stymulować, aby uzyskać dominację procesu tlenowania barwników hemowych tlenkiem azotu nad reakcją ich utleniania. Dla optymalizacji tworzenia się wybarwienia peklowniczego przydatne są warunki beztlenowe i dlatego dobrym rozwiązaniem jest prowadzenie tego procesu w zamkniętych hermetycznie opakowaniach napełnionych uprzednio masą wsadową w warunkach pozbawionych dostępu tlenu. W produkcji surowych wyrobów mięsnych można stosować dodatkowo również środki wspomagające peklowanie (przeciwutleniacze, cukry, kwasy organiczne, bakteryjne kultury startowe) i dodatki stabilizujące wyroby mikrobiologicznie (kwasy organiczne, octany, dioctany, ochronne kultury bakteryjne). WĘDLINY SUROWE DOJRZEWAJĄCE Dobierając mięsny surowiec wołowy do produkcji wędlin surowych dojrzewających, należy zwrócić uwagę na jego kruchość, soczystość, smak i zapach. Na cechy te wpływa w dużym stopniu zawartość w mięsie wołowym tłuszczu śródmięśniowego (tzw. marmurkowatość), którego ilość poniżej 1,5% powoduje już pogorszenie jego kruchości, soczystości i smakowitości. Ze względu na swoje walory oraz zmienność wartości pH (po upływie 48 godzin od uboju nie przekracza poziomu 5,8), mięso wołowe doskonale nadaje się do wykorzystania go w produkcji kiełbas surowych, typu salami, gdzie stanowi najczęściej ok. 70% składu surowcowego. resztę surowców uzupełnia wtedy słonina lub tłuszcz twardy wieprzowy. W miarę potrzeb produkować można kiełbasy typu salami w 100% z surowca wołowego, zastępując tłuszcz wieprzowy łojem wołowym lub tłustą wołowiną (kl. III). Bardzo popularnym wyrobem surowym produkowanym z mięsa wołowego, a znanym w wielu rejonach świata (Turcja, Bałkany, Bliski Wschód, Armenia) jest pikantna kiełbasa spotykana w zależności od regionu pod różnymi nazwami, w tym takimi jak: sujuc, sucuk, sudjuk, sudżuk. Produkt ten charakteryzuje się dominującym smakiem kminu rzymskiego z dodatkiem papryki i czosnku. Wołowina doskonale nadaje się również do produkcji wędzonek. Dużą przydatność przerobową mają wtedy mięśnie wykrawane z niektórych wołowych części zasadniczych (mostek, antrykot, rostbef). Z elementów tych wykrawa się następujące mięśnie: z mostka - mięsień piersiowy powierzchniowy (m. pectoralis superficialis) i mięsień piersiowy głęboki (m. pectoralis profundus), z antrykotu i rostbefu- najdłuższy mięsień grzbietu (m. longissimus dorsi). Mięśnie te są doskonałym surowcem do produkcji znanych w świecie wyrobów występujących pod nazwami: pastrami, pastruma lub basturma. Są to wędzonki dojrzewające, charakterystyczne dla kuchni orientalnej, wytwarzane z dodatkiem pikantnych posypek zawierających m.in. pieprz, cząber, kolendrę i gorczycę. Proces marynowania przebiega często z dodatkiem czerwonego wina. Wyroby dojrzewające produkowane z mięsa wołowego są utrwalane przez duże zasolenie (zawartość NaCl powyżej 4%), duży stopnień wysuszenia (wydajność poniżej 75%), niską aktywność wody (aw < 0,92) oraz często przez obniżoną wartość pH (pH <5,7). Proces produkcji takich wędlin wytwarzanych z mięsa wołowego należy prowadzić w warunkach umożliwiających skuteczne wytworzenie się barwników nitrozylowych, co jest procesem pożądanym w tej grupie wyrobów. Należy wobec tego ograniczyć niekorzystny wpływ tlenu na przemiany barwników hemowych i ograniczyć powstawanie utlenionych ich form, które wpływają na pojawienie się niekorzystnego zabarwienia (ciemno-szaro-zielone). Dobrym rozwiązaniem technologicznym jest równoczesny dodatek środków peklujących w postaci azotynu sodu oraz azotanu potasu, wspomaganych cukrami (glukoza, fruktoza). Pomocną rolę mogą także pełnić startowe kultury bakteryjne zawierające szczepy z rodzaju Staphylococcus lub Micrococcus. SUSZONE PRZETWORY PRZEKĄSKOWE Coraz bardziej popularnymi przetworami z mięsa wołowego są produkowane w wielu rejonach świata suszone przekąski. Wyroby te są utrwalane przez odwodnienie mięsa wołowego a produkowane z odpowiednio przygotowanej wołowiny, doprawionej smakowo i niekiedy poddawanej zabiegowi wędzenia. Przekąski te w zależności od regionów są określane terminem „pemmican” (Ameryka Północna), „biltong” (Afryka) lub „charqui” (Ameryka Południowa). Angielskim odpowiednikiem tych nazw jest stosowany powszechnie termin „Jerky”, którym określa się suszone i solone mięso wołowe. Wołowe wyroby przekąskowe produkowane są z dodatkiem różnej kompozycji przypraw i dodatków funkcjonalnych obejmujących przeciwutleniacze i stabilizatory. Zróżnicowane w procesie wytwarzania są także poszczególne zabiegi technologiczne, w tym takie jak: rozdrabnianie, peklowanie, wędzenie i suszenie. Najbardziej popularne przekąski typu Beef Jerky zawierają nawet 42% białka, maksymalnie 5,6% tłuszczu i ponad 3% chlorku sodu. Specyficzny smak nadaje tym wyrobom mieszanka peklująca (NaCl + NaNO2) i dodatek odpowiedniej kompozycji przypraw (ostra papryka, kolendra, cukier, pieprz, goździki). W procesie ich produkcji również praktykuje się dodatek azotanu potasu, eliminując w ten sposób dodatek antybotulinowo działającego azotynu sodu jako komponentu mieszanki peklującej. Dla zabezpieczenia antybotulinowego wyrobu praktykuje się wówczas dodatek octu, który prowadzi do obniżenia wartości pH wyrobu, sięgającego poziomu poniżej 4,6. Produkty typu Beef Jerky są często wędzone, co dodatkowo także je konserwuje. Natomiast wersje afrykańskie tych wyrobów, określane terminem „biltong” nigdy nie są poddawane wędzeniu a tylko utrwalającemu suszeniu. Wszystkie przekąski z mięsa wołowego są poddawane suszeniu w temperaturze 40-70° C, co prowadzi do uzyskania w nich niskiej zawartości wody (ok. 20%) oraz niskiego poziomu aktywności wody (aw≤0,77). Tak wyprodukowane wyroby można przechowywać w warunkach niechłodniczych przez okres wynoszący nawet 18 miesięcy. Dobrym rozwiązaniem w czasie ich przechowywania jest stworzenie warunków pozbawionych obecności tlenu. Autor: dr inż. Jerzy Wajdzik Literatura 1. Kołczak T. (2008): Jakość wołowiny. „Żywność. Nauka. Technologia. Jakość” nr 1 2. Konieczny P., kowalski r., Pyrcz J. (2004): Wybrane wyróżniki jakościowe suszonych produktów przekąskowych z mięsa wołowego. „Żywność. Nauka. Technologia. Jakość” nr 3 3. Połczyńska I., Górska I. (1997): Czynniki kształtujące produkcję i jakość kulinarnego mięsa wołowego w Polsce. „Żywność. Technologia. Jakość” nr 7 4. Prost E. (1985): Higiena mięsa. PWR i L- Warszawa 5. Zymon M. (2012): Walory odżywcze i smakowe wołowiny oraz możliwości ich kształtowania. „Wiadomości Zootechniczne” nr 4 6. Praca zbiorowa pod redakcją W. Pezackiego (1981): Technologia mięsa. WN-T Warszawa

-
MIĘSO W POLSKIEJ KUCHNI REGIONALNEJ Kuchnia regionalna to istotny element kultury ludowej. Kształtowana była przez wieki, cechuje ją oryginalność, wieloletnie tradycje, dostępność głównie w rejonie, z którego pochodzi. Potrawy regionalne przygotowywane są według tradycyjnych receptur, przekazywanych z pokolenia na pokolenia, a do ich przygotowywania wykorzystuje się produkty charakterystyczne dla regionu, pochodzące z lokalnych upraw i hodowli. dzięki temu zyskują one specyficzne walory smakowe, niespotykane w innych częściach kraju. Ujednolicenie smaków i zapachów oraz masowa produkcja żywności przyczyniły się do tego, że konsumenci zaczęli poszukiwać zupełnie nowych wrażeń smakowych, a bogate dziedzictwo kulinarne kuchni regionalnych w Polsce stało się poszukiwanym produktem turystycznym. Produkcja i sprzedaż produktów tradycyjnych i serwowanie potraw regionalnych dają olbrzymią szansę rozwoju dla mieszkańców i producentów związanych z miejscem wytwarzania danego wyrobu, miejscem pochodzenia surowca lub sposobem produkcji. Produkty tradycyjne i regionalne to dobra kojarzące się z takimi określeniami jak: naturalne, o wyjątkowych walorach smakowo-zapachowych, wysokiej jakości i wartości odżywczej. Warto dołożyć wszelkich starań do rozpropagowania idei produkcji oraz spożycia tradycyjnej żywności regionalnej, nie tylko zdrowej i bezpiecznej, ale także zawierającej pierwiastek lokalnego patriotyzmu. Ważne miejsce w polskiej kuchni regionalnej zajmuje mięso, które dla większości ludzi zawsze było czymś wyjątkowym, niezwykłym i świątecznym, gdyż nawet bogaci często musieli się bez niego obywać m.in. ze względu na katolickie posty. Polskie wędliny, kiełbasy, szynki, mięsa wędzone to nieprzebrana gama cenionych smaków i aromatów. Sam aromat wędzenia w kuchni polskiej kojarzy się z jedzeniem świątecznym, o smaku niezwykłym, niepowtarzalnym i oryginalnym. Polską kuchnię dzieli się na kilka regionów kulinarnych. W wielu z nich do produkcji żywności wykorzystuje się podobne surowce, jednak specyfika kuchni regionalnej polega na wyjątkowej metodzie ich łączenia, stosowaniu innych technik kulinarnych, sposobie serwowania lub nazewnictwie. Wszystko to składa się na wyjątkowość tradycji kulinarnych danego regionu. Pomorze i Kujawy W tradycyjnej kuchni pomorskiej mięso i wędliny, jako produkt luksusowy, gościły na stołach głównie z okazji świąt, ważnych uroczystości rodzinnych (wesela, chrzciny) oraz – w bogatszych gospodarstwach – także w niedziele. Na wsiach najczęściej spożywano wieprzowinę („świńskie mnianso”). Na przełomie XIX i XX wieku popularne stały się świniobicia, które najczęściej odbywały się jesienią (wieprzki były już utuczone, a niskie temperatury sprzyjały przechowywaniu mięsa). Proces prowadził fliszer (rzeźnik), który nie tylko zabijał zwierzę, ale też rozkrajał tusze wieprzowe, czyścił je, rozbierał na części i porcjował. Mięso dzielono zgodnie z jego przeznaczeniem: do peklowania, wędzenia, suszenia, gotowania, na wędliny. Nadmiar mięsa konserwowano w beczkach w solance z dodatkiem przypraw (pieprz, majeranek, liście laurowe), gdzie zachowywało ono świeżość nawet przez kilka tygodni. Przed spożyciem wymaczano je i osuszano, a następnie pieczono, wędzono i gotowano na nim zupy. W okresie międzywojennym na Pomorzu i kujawach zaczęto wyrabiać wursty z różnych gatunków mięsa, w tym m.in. liberkę (pasztetową), czerwoną wurstę lub krwawą kiszkę oraz czarne salcesony (blutki). Do dziś kujawy słyną z wyśmienitych kiełbas. Dawniej mięso na te wyroby siekano i mieszano z solą, pieprzem (utłuczonym w moździerzu), posiekanym czosnkiem oraz cząbrem, i powstałą masą napełniano wymyte i wyparzone flaki. Następnie surowe kiełbasy wiązano łykiem, wieszano na drążku i suszono w kominie. Smak dawnej wiejskiej kiełbasy rodem z kujaw możemy odnaleźć także dzisiaj. To biała kiełbasa w słoiku – mielony farsz kiełbasiany z czosnkowo-majerankowym aromatem, w delikatnej galaretce i z warstewką tłuszczu, zamiast we flaku, zamknięty w szkle. Niemal wszyscy znają też smak kiełbasy toruńskiej i bydgoskiej. kiełbasa bydgoska – surowa, wędzona, z kawałkami tłuszczu jest wyrazista w smaku, a jej mocny aromat to zasługa czosnku, pieprzu i gałki muszkatołowej. kiełbasa toruńska jest wędzona krótko, delikatniejsza, a mięso w niej bardziej rozdrobnione. Warmia i Mazury Także na wsi w krainie Wielkich Jezior dwa lub trzy razy do roku odbywało się świniobicie, po którym jako pierwszą przygotowywano świeżynkę (potrawkę mazurską), niekiedy nazywaną skwarkami (z mięsa wytapiano tłuszcz podobnie jak w przypadku skwarek). Świeżynka zawiera najlepsze kawałki delikatnego i kruchego mięsa oraz podgardle, wątrobę i boczek. Po świeżynce przygotowywano kaszankę. Produkuje się ją również dzisiaj z wątroby, podrobów, płuc, skóry, tłuszczu, grubej kaszy (przeważnie gryczanej, niekiedy jęczmiennej). Mięso należy obgotować w osolonej wodzie, następnie zmielić, dodać krew (zabezpieczoną wcześniej odrobiną soli lub octu, aby nie skrzepła) i przyprawy. Masę wciska się do flaków, po czym kaszankę należy parzyć w wodzie ponad 30 minut. kolejnym ciekawym wyrobem jest wątrobianka, która powstaje z ugotowanej (w wodzie z dodatkiem listka laurowego, ziela angielskiego i pieprzu) wątroby, podgardla, czasem słoniny i ozorów, zmielonych, zamkniętych we flaku i podgotowanych. Dawniej Polacy nie znali kiełbas, a zwyczaj ich wytwarzania został przejęty z pruskich zwyczajów żywieniowych. Niemcy mielili mięso, przyprawiali i powstałą masą napełniali flaki, a następnie kiełbasę gotowali lub wędzili. Do tradycyjnej kiełbasy mazurskiej dodawany jest majeranek, któremu zawdzięcza ona swój niepowtarzalny smak. Polska kuchnia od Niemców przejęła także sauerklopsy, czyli pulpety królewskie, karbonadę (zwaną też gulaszem) oraz eintopf (danie jednogarnkowe). Z kulinarnych zwyczajów pruskich w Polsce nie przyjął się szpek, czyli surowy wędzony boczek. Wizytówką krainy Wielkich Jezior są szynki – dojrzewająca dylewska i mazurska wędzona. Szynka dylewska to prawdziwy rarytas, serwowany wyłącznie na wyjątkowe okazje. To szynka z golonką i kością, ważąca od 4 do 9 kg. Przeciętnie z 12 kg mięsa, pochodzącego od zaufanych dostawców, powstaje 6 kg wyrobu. Przepis na dylewską opracowano metodą prób i błędów, a receptura pochodzi znad Niemna. Zanim szynka trafi na stoły, dojrzewa przynajmniej rok (niekiedy nawet 2 lata). Wyglądem i zapachem przypomina prossciutto, ale jest smaczniejsza. Szynka mazurska swój wyjątkowy smak zawdzięcza mięsu pochodzącemu od świń rasy polskiej białej zwisłouchej. Smak tego wyjątkowego wyrobu odzwierciedla zapach i aromat mięsa tej rasy. To prawdziwa tradycyjna szynka o pięknej różowej barwie, na przekroju z widoczną milimetrową obwódką tłuszczyku, pachnąca i smakująca wędzonką. Podlasie Najbardziej rozpoznawany i charakterystyczny dla tego regionu jest kindziuk, nazywany z litewska skilandis. Historia jego powstania jest związana z potrzebą zapewnienia żywności na okres żniw w czasach, kiedy nie znano lodówek. Mięsa i wędliny przygotowywano zimą tak, by były gotowe na czas intensywnych prac w polu (wiosna i lato). kindziuk przygotowywano w grudniu. Mięso z szynki, polędwicy i łopatki krojono na 1-3-centymetrowe kawałki, solono i obficie przyprawiano czosnkiem i pieprzem, a następnie mocno upychano w oczyszczony żołądek wieprzowy i zaszywano. Na krótko wieszano w ciepłym miejscu przy piecu dla osuszenia, a potem wynoszono na strych, gdzie w przewiewnym miejscu kindziuk podsuszał się i obsychał. Niekiedy był podwędzany. Współczesna metoda wyrobu kindziuka przypomina tę dawną, z tym, że dzisiaj częściej robi się go w wieprzowym pęcherzu, a nie w żołądku. Dzięki temu wyrób jest mniejszy i szybciej można cieszyć się jego smakiem. Dzisiaj dodaje się też więcej przypraw do peklowania mięsa (np. ziele angielskie, kolendrę, gorczycę, jałowiec, majeranek). Kindziuk jadany jest jako wysokogatunkowa wędlina dojrzewająca, ale także jako aromatyczny dodatek do różnych rodzajów barszczu lub kwaśnych zup. Wpływy kuchni litewskiej odzwierciedla także proces przygotowania kumpiaka, czyli całej suszonej szynki (w wileńskim dialekcie nazywanej „kumpis”). kumpiak podlaski wytwarzany jest z szynki wieprzowej, natartej czosnkiem, jagodami jałowca, ziołami i pieprzem, wkładanej do drewnianej beczki lub skrzyni wypełnionej solą. Po ponad 2 tygodniach leżakowania szynkę obmywa się z nadmiaru soli i wiesza w suchym, przewiewnym miejscu. Między kumpiakami warto powiesić pęczki aromatycznych ziół, dzięki czemu mięso nabiera ziołowego aromatu. Podczas suszenia kumpiak podlaski twardnieje, nabiera charakterystycznego smaku i koloru, i po tym procesie może być przez wiele miesięcy przechowywany bez lodówki. Mazowsze i Kurpie Tradycja domowego przygotowywania wędlin na Mazowszu także wzięła się z potrzeby konserwowania mięsa – w czasach, kiedy nie było lodówek, a mięso stanowiło rarytas, starano się, by żaden jego kawałek się nie zmarnował i przygotowywano salcesony, szynki solone, pekflejsze oraz kiełbasy. Dzisiaj tradycja domowego przygotowywania wędlin zamiera, ale są też ludzie dbający o tradycję i o to, aby smak oryginalnych wyrobów nie został zapomniany. Tradycyjne wędliny wytwarzane są m.in. w Szydłowcu, Lutoborku, a także w Wyszkowie, gdzie powstają wędliny z dawnej rasy świni złotnickiej, dziczyzny oraz polskiej jagnięciny, a tamtejszy staropolski półgęsek przygotowywany jest zgodnie z recepturą z XIX wieku. Do tradycyjnych produktów z Mazowsza i kurpiów należą m.in.: - krucha kiełbasa szydłowiecka pieczona z oczkiem: wędzona na olchowym drewnie, delikatnie pieprzna i czosnkowa, o barwie po upieczeniu brązowej, na przekroju delikatnie różowej z wyraźnym siwym oczkiem w środku walca; - kaszanka szydłowiecka z wątróbką krojoną w kostkę: wyrób o zdecydowanym smaku wątróbki z cebulą, majerankiem i pieprzem, produkowany w okolicach Szydłowca od przeszło 100 lat; - pasztet domowy szydłowiecki: o chropowatej, zrumienionej na ciemnobrązowo powierzchni, jasnobeżowy w przekroju, z widocznymi drobinkami zmielonych warzyw i przypraw; - czarna kiszka ze Starych Litewnik: krucha gryczana kaszanka o delikatnym posmaku majeranku, prażonej cebuli i czarnego pieprzu; - skołatowska słoninka – przysmak myśliwego: delikatna wędzona słonina o aromacie czosnku, imbiru i papryki, barwie na zewnątrz złotej do ciemnobrunatnej, na przekroju od białej po marmurkową do lekko kremowej, doskonała do aromatyzowania gulaszu; - kiełbasa nadbużańska jałowcowa sucha: kiełbasa chuda wieprzowa, bardzo słona z wyczuwalną pikantną nutą pieprzu, o wyraźnym zapachu wędzenia i jałowca. Znany w całym kraju przysmak, kojarzony przede wszystkim z Warszawą, to flaki. Jadano je w stolicy już za czasów Stanisława Augusta, ale prawdziwy renesans danie to przeżywało w okresie międzywojennym. Flaki serwowały wtedy zarówno uliczne przekupki, jak i „lepsze” restauracje. Wersja restauracyjna flaków po warszawsku podawana była w małym garnuszku, pachniała mielonym imbirem i była zapiekana pod pierzynką z bułki tartej, masła i parmezanu. Także dzisiaj w kilku warszawskich lokalach serwowane są doskonałe flaki, przygotowywane według dawnych receptur. Miski wypełnia gorący aromatyczny bulion z paseczkami miękkich wołowych żołądków o aksamitnej strukturze, rozpływającej się w ustach. Wielkopolska Wielkopolska to część kraju zasobna rolniczo, z dobrze rozwiniętą produkcją żywca wieprzowego i znaczną liczbą zakładów rzeźnicko-wędliniarskich. region znany jest z tradycyjnych produktów (kiełbasy, wątrobianki, salcesony, szynki) wytwarzanych wg starych receptur. W Wielkopolsce w Złotnikach wyhodowano świnię złotnicką. Jej mięso jest smaczne, wyjątkowo kruche i aromatyczne, o dużej marmurkowatości, jaśniejsze niż wieprzowina ze zwierząt innych ras. Podczas obróbki cieplnej (gotowanie, smażenie) niewiele traci na objętości i masie. Mięso to chętnie kupują miłośnicy wędlin tradycyjnych oraz masarze zagraniczni. Wielkopolska wieprzowina złotnicka w 2006 r. została wpisana na Listę Produktów Tradycyjnych MRiRW. W wybranych zakładach i sklepach można nabyć produkty z opisem o pochodzeniu mięsa ze świń tej rasy, a w niektórych gospodarstwach agroturystycznych skosztować tradycyjnego udźca pieczonego. Szynka „złotnicka” pieczona jest w otoczce z ciasta z mąki żytniej razowej lub z chleba, przyprawiona czosnkiem, zielem angielskim i liściem laurowym. W Poznaniu istnieje jeden z najstarszych cechów rzeźniczych, a większość działających dzisiaj zakładów powstała jeszcze przed wojną. Do wielkopolskich przysmaków należą salceson i wątrobianka (zwane tu leberka i galart), a także kiełbasa grodziska, produkowana w Grodzisku Wielkopolskim wg receptury opracowanej w latach 70. ubiegłego wieku. Wyrabia się ją z mięsa wieprzowego wysokiej jakości, doprawionego szczyptą gałki muszkatołowej i kompozycją naturalnych przypraw, zamkniętego w naturalnej osłonce (w wersji ekskluzywnej w jelicie baranim). Grodziska charakteryzuje się delikatnym, lekko słonym smakiem i aromatem dymu olchowego, jest jędrna i soczysta, na przekroju różowa. Tradycja przygotowywania i spożywania wielkopolskich salcesonów jest bardzo długa. Wyrób ten stworzyli przed wojną masarze w Grodzisku Wielkopolskim. Widząc, że w rzeźni pozostaje sporo mięsa odrzuconego (przy szykowaniu półtusz na eksport), postanowili je wykorzystać i wypracowali recepturę wspaniałego salcesonu pachnącego majerankiem i czosnkiem. Salcesony wytwarza się z podrobów bogatych w składniki odżywcze. Czarny salceson (krwisty) produkowany jest z wykorzystaniem krwi wieprzowej. Ma naturalną osłonkę z pęcherza wieprzowego. Salceson biały (ozorkowy) zawierający głównie ozory, wkładany jest w naturalną osłonkę z wieprzowego jelita grubego. Charakteryzuje się zwartą, elastyczną konsystencją, a na jego przekroju widać różowe kawałki podrobów i białe plamki tłuszczu. Doprawiany jest czosnkiem, majerankiem, kminkiem oraz solą i pieprzem. Innym produktem charakterystycznym dla Wielkopolski jest bułczanka grodziska, wpisana na Listę Produktów Tradycyjnych. Wytwarza się ją tradycyjnymi metodami w małych, regionalnych firmach rodzinnych. Pojedyncze kiszki związane przędzą wypełniane są mięsem z głów wieprzowych, skórkami wieprzowymi i tłuszczem, niewielką ilością krwi, przyprawami i bułką pszenną. leberka wielkopolska (lebera, liberka) to popularna wątrobianka. Świetnie smakuje posmarowana na kanapkach, z dodatkiem kiszonego ogórka. To wyrób niekrwisty. Jej nazwa pochodzi z języka niemieckiego – Leberwurst oznacza kiszkę wątrobianą, pasztetówkę. Leberka wyrabiana jest w osłonkach naturalnych, zawiązanych przędzą bawełnianą. Charakteryzuje ją smak gotowanej i wędzonej wątroby wieprzowej. Jest słona, z wyczuwalnym posmakiem majeranku, pieprzu i cebuli. Wątrobę na leberkę należy ugotować do miękkości z tłustym mięsem i dodatkiem liści laurowych oraz ziela angielskiego, a następnie dwukrotnie zmielić. Wyrób powinien mieć konsystencję gładką, ale nie całkiem pozbawioną grudek. Masę doprawioną solą, czarnym pieprzem i majerankiem należy przełożyć do flaków, parzyć około godziny i uwędzić w dymie olchowym. Z doskonałych wędlin (salcesonu, wątrobianki i kiełbasy wiejskiej) wpisanych na ministerialną Listę Produktów Tradycyjnych, słynie Kruszewnia, w której w 1952 r. powstała rolnicza spółdzielnia produkcyjna. Ma ona własną hodowlę świń (ras polska biała zwisłoucha i wielka biała polska), z których powstają tradycyjne wyroby, zgodne ze starymi recepturami, charakteryzujące się wyraźnym aromatem majeranku. To właśnie używanie głównie majeranku, a nie czosnku, jest cechą tego regionu. Kolejnym wielkopolskim specjałem jest kiełbasa jałowcowa rokietnicka, przygotowywana w Rokietnicy od 1912 r. Swój wyjątkowy smak zawdzięcza ona jagodom jałowca, które po zmieleniu dodawane są do masy mięsnej. Wielkopolskim rarytasem są również półgęski, sporządzane z gęsich piersi ze skórą (doprawionych czosnkiem, solą, pieprzem, majerankiem), ciasno zawiniętych sznurkiem, które odpoczywają przez tydzień w chłodnym miejscu, a następnie są wędzone w dymie olchowym lub z drzewa czereśniowego. Półgęski są delikatnie pikantne, słonawe i aromatyczne. Śląsk Kuchnia śląska słynie z doskonałych niedzielnych dań obiadowych. Niekwestionowaną królową uroczystych śląskich biesiad (chrzcin, komunii i wesel), która po II wojnie światowej zagościła na stołach także podczas niedzielnych obiadów, jest rolada – płaty rozbitej wołowiny zwinięte w rulonik chowający w środku kawałek boczku lub kiełbasy, suszony grzybek, cebulę, kiszony ogórek, ciasno związane nitką. Śląska rolada wołowa wpisana jest na Listę Produktów Tradycyjnych. Specjalne menu zawsze towarzyszyło Barbórce – stanowiły je: krupnioki, żymloki zwane również zemlokami (zamknięte we flaku podroby wieprzowe, krew, bułka i przyprawy), kiełbasa z wody z musztardą oraz golonka z kapustą. Małopolska i Podhale Małopolska z Krakowem była pod zaborem austriackim aż 130 lat, co nie pozostało bez wpływu na sztukę kulinarną tego regionu (technikę przygotowywania potraw, składniki, sposób serwowania czy nazewnictwo). klasyką kuchni galicyjskiej jest sznycel wiedeński (wywodzący się z Mediolanu), przygotowywany z delikatnego mięsa cielęcego, smażony na patelni w głębokim tłuszczu (w smalcu i maśle) i serwowany z dodatkiem plastra cytryny, niekiedy także z jajkiem. Do innych klasycznych potraw kuchni krakowskiej należą zupy i mięsne przekąski, w tym flaczki z parmezanem, lanckorońska magiczna polewka oraz gotowana na tych terenach od XIX w. maczanka po krakowsku w sosie kminkowym (pieczone w brytfannie karkówka lub schab, krojone na plastry i podawane na kajzerce), będąca przodkiem znanego na całym świecie hamburgera. Potrawą silnie związaną z Małopolską jest też golonka - na Listę Produktów Tradycyjnych MRiRW wpisano golonkę sądecką tradycyjną, golonkę w słoju, golonkę podkarpacką oraz golonkę po beskidzku. Od XIX w. króluje w Małopolsce kiełbasa lisiecka, produkowana z ręcznie krojonej szynki wieprzowej. kiełbasa ta jest wpisana na Listę Produktów Tradycyjnych i unijną listę produktów o chronionym oznaczeniu geograficznym. Jej produkcja trwa 8 godzin. Najpierw mięso pekluje się jedynie solą i pozostawia w chłodni od 48 godzin do nawet 6 dni, następnie kroi ręcznie na kostki wielkości 3-5 cm, miesza z czosnkiem, mielonym białym pieprzem i grubo mielonym czarnym pieprzem. Masę przekłada się do nadziewarki i nadziewa (ani zbyt luźno, ani zbyt ściśle) do jelita wołowego (zwanego tynklem). Pęta odwiesza się na kije wędzarnicze na 2 godziny odpoczynku, a następnie wędzi 4 godziny dymem z drewna bukowego i olchowego z dodatkiem owocowego. kiełbasa ma czystą, lśniącą skórkę, po przekrojeniu widoczne są kawałki mięsa i czarny pieprz. To wyrób mocno naczosnkowany, pieprzny, z wyczuwalnym mocnym aromatem wędzenia. Mięsne dania na małopolskim stole dawniej nie były codziennością. Takie przysmaki jadano podczas świąt lub gdy bito krowę, owcę, jagnię lub barana (w tej części kraju nie hodowano innych zwierząt). Podhalańska baranina (mięso dorosłych owiec - samic i kastrowanych samców) jest delikatna i ma intensywny aromat. Z tuszki najczęściej wybiera się udźce, przeważnie na pieczyste, a pozostałe mięso przeznacza na inne smakołyki, jak np. gulasz barani lub kotlety po beskidzku. Ceniona jest też podhalańska jagnięcina (mięso młodych owiec), która jest znacznie delikatniejsza od baraniny, cechuje się wysokimi walorami odżywczymi i smakowymi. To produkt wpisany na Listę Produktów Tradycyjnych. Kresy Kresy to region słynący na cały kraj z wyrobów mlecznych, ale nie brakuje tu także doskonałych wyrobów mięsnych. Należą do nich m.in. kiełbasa, kiszka, salceson i pasztet zapiekany z Dukli. Na Listę Produktów Tradycyjnych zostało wpisanych aż 5 produktów z zakładu mięsnego Jasiołka. Wyroby te przygotowywane są w sposób tradycyjny, do salcesonów nie dodaje się żelatyny, a do kiełbas soi czy polepszaczy smaku. Sekretem wyrobów jest doskonałej jakości mięso, pochodzące od zaufanych dostawców z małych hodowli trzody chlewnej, a także tradycyjne sprawdzone receptury, starannie dobrane przyprawy i wędzenie dymem z drewna bukowego. Na Listę Produktów Tradycyjnych wpisano również wyroby z zakładu masarskiego Markowa. Są to: - kiełbasa markowska: wyśmienity wyrób z wyczuwalnym smakiem czosnku i doskonałego mięsa, wędzony dymem z drzew owocowych, konserwowany jedynie solą; kiełbasa ma lekko pomarszczoną skórkę o ciemnej, niemal brunatnej barwie, na przekroju jest jasnoróżowa z szarozielonym kółkiem, łamie się z charakterystycznym trzaskiem; - szynka wiejska markowska ważąca 400 - 700g, o barwie na zewnątrz od ciemnoróżowej do brązowawej, na przekroju jasnoróżowej z szarozielonym kółkiem wewnątrz i smaku o wędzonkowym aromacie z wyczuwalnym zapachem liścia laurowego i ziela angielskiego; - przysmak zapiekany markowski: podpieczone kawałki mięsa oblane tłuszczykiem, zamknięte w słoiku; ten rarytas pachnący pieczoną kiełbasą łatwo rozsmarowuje się na pieczywie. Przedstawione w artykule wybrane regionalne mięsne dania i wyroby to nie tylko smakołyki mogące stanowić doskonałą alternatywę dla produktów naszpikowanych syntetycznymi dodatkami do żywności, ale również element naszego dziedzictwa kulturowego, warty ochrony i kultywowania. Autor: dr inż. Magdalena Kuchlewska Literatura 1. Babicz-Zielińska E., Zabrocki r. 2003. Polskie kuchnie regionalne ze szczególnym uwzględnieniem kuchni kaszubskiej. Żywność, Nauka, Technologia, Jakość 3 (Supl.), 33-40. 2. Bisikiewicz M., Jakubiuk J., Lenkiewicz I., Molska G., Zakrzewska P. 2012. Polska kuchnia regionalna. Multico Oficyna Wydawnicza, Warszawa. 3. Dumanowski J. Polska smakuje. Polskie smaki i tradycje kulinarne. www.kowr.gov.pl 4. Dumanowski J., Nowicki M. kuchnia polska. Tradycja, teraźniejszość, wspólnota. https:// www.gov.pl/web/rolnictwo/kanon-kuchni -polskiej 5. Gajowiak D.k. 2006. Produkty regionalne szansą poprawy konkurencyjności Polski w Unii Europejskiej. Zeszyty Naukowe SGGW w Warszawie. Problemy rolnictwa Światowego 15, 246-253. 6. Grębowiec M. 2012. Produkty regionalne i tradycyjne oraz ich rola w kreowaniu dziedzictwa narodowego. Zeszyty Naukowe WSTIJO w Warszawie. Turystyka i rekreacja 1, 129-147. 7. Grębowiec M. 2017. Produkty regionalne i tradycyjne jako element budowania konkurencyjnej oferty produktów żywnościowych w Polsce i innych krajach Europy. Zeszyty Naukowe SGGW w Warszawie. Problemy rolnictwa Światowego 2, 65-80. 8. Makała H. 2015. Tradycje w kuchni polskiej jako atrakcja dla turystów. Zeszyty Naukowe. Turystyka i rekreacja 1, 17-27. 9. Markuza-Bieniecka B. 1978. kuchnia regionalna wczoraj i dziś. Wydawnictwo Watra, Warszawa. 10. Orłowski D., Woźniczko M. 2009. kuchnia regionalna jako walor turystyczny na Małopolskim Szlaku Architektury Drewnianej, [w:] rozwój turystyczny regionów a tradycyjna żywność. [red.] Dolatowski Z., kołożyn-krajewska D. Wydawnictwo WSHiT, Częstochowa. 11. Rzytki M., Jasiński J. 2005. Produkty regionalne. Fundacja Fundusz Współpracy, Warszawa. 12. Stasiak A. 2015. rozwój turystyki kulinarnej w Polsce, [w:] kultura i turystyka – wokół wspólnego stołu. kowalczyk A., Stasiak A, 119-149. 13. https://firmymiesne.pl/artykul/potrawy-malopolskie,480514. https://firmymiesne.pl/artykuly/malopolskie,2866

-
KIEŁBASA POLSKA SUROWA. ASPEKTY PRODUKCJI Znaczącą grupę wędlin surowych stanowią kiełbasy surowe, które są najczęściej produkowane ze świeżego dobrze wychłodzonego surowca mięsno-tłuszczowego. Do tej grupy kiełbas należy kiełbasa polska surowa, która wpisana jest na listę produktów tradycyjnych. Asortyment ten jest głęboko zakorzeniony w polskiej tradycji kulinarnej, a produkuje się go wyłącznie z surowców wieprzowych w postaci kiełbasy o konsystencji miękkiej lub twardej, będącej wyrobem dojrzewającym. Jakość i trwałość przechowalniczą kiełbasy polskiej surowej dojrzewającej uzyskuje się wskutek wprowadzania technologicznie niezbędnych dodatków funkcjonalnych i zastosowania procesów obniżających wartość pH, usuwających część wody i obniżających aktywność wody (aw). Trwałość kiełbasy polskiej surowej miękkiej osiąga się natomiast przez zastosowanie dodatków wspomagających na minimalnym poziomie skutecznego ich działania oraz w wyniku relatywnie dużego nasycenia jej składnikami dymu wędzarniczego. TECHNOLOGIA PRODUKCJI Dobór surowca Najbardziej przydatnym surowcem do produkcji kiełbasy polskiej surowej jest mięso i tłuszcz wieprzowy pochodzące od świń ras prymitywnych hodowanych na wolnym wybiegu. Dobrej jakości surowiec mięsno-tłuszczowy dostarczają późno dojrzewające rodzime rasy złotnickie (pstra i biała) oraz wcześnie dojrzewająca, reprezentująca typ przejściowy mieszczący się między mięsno-słoninowym a mięsnym, rasa puławska (gołębska). Niezależnie od pochodzenia, surowiec używany do produkcji powinien być dojrzały, ale o stosunkowo niskiej wartości pH (pH=5,4-5,8). Mięso o takiej kwasowości czynnej cechuje się optymalną zdolnością buforującą dla takiego kierunku wykorzystania przerobowego, a zarazem małą zdolnością chłonięcia wody, co jest pożądane w tej grupie wyrobów. W związku z faktem, że wartość pH24 surowca mięsnego nie powinna przekraczać wartości 6,0, eliminuje się z przeznaczenia produkcyjnego, mięso o znamionach DFD (zakłócona kinetyka oddawania wody, dobre podłoże do rozwoju bakterii proteolitycznych) oraz mięso typu PSE (wysoka aktywność wody, mała zdolność buforująca). Udział w surowcowym składzie recepturowym kiełbasy polskiej surowej mięsa typu PSE uniemożliwia uzyskanie pożądanej, intensywnie czerwonej barwy peklowniczej, co jest wynikiem ograniczonej efektywności procesu nitrozylowania spowodowanej małą podażą natywnych barwników hemowych. Do produkcji należy kierować więc wyłącznie mięso normalne (RFN) oraz w ograniczonym stopniu mięso wykazujące cechy RSE i tzw. „mięso kwaśne” (ASE). Z kolei najbardziej przydatnym tłuszczem jest tłuszcz twardy, który wykazuje pożądaną dla tej grupy kiełbas jędrność. Tłuszcz o takiej konsystencji wpływa pozytywnie na strukturę kiełbasy, jej związanie oraz smak i aromat. Decyduje o tym jego skład, będący wynikiem kompozycji kwasów tłuszczowych oraz jego ograniczona podatność na procesy jełczenia. Surowce mięsno-tłuszczowe w postaci mięs drobnych i tłuszczu kierowane do produkcji kiełbasy polskiej surowej dobiera się w określonych klasach jakościowych (kl. I, kl. II A, kl. II B, tłuszcz twardy), zachowując ich odpowiednie proporcje. Mięsa i tłuszcz poddaje się rozdrobnieniu w wilku, stosując siatki o średnicy oczek wynoszących od 20 mm (kl. I) do 6 mm (kl. II B, tłuszcz). W praktyce produkcyjnej alternatywnie mięsa kl. I i kl. II A mogą być rozdrabniane w wilku przez siatki o średnicy oczek wynoszących 8-13 mm. Dla uzyskania pożądanej struktury wyrobu gotowego zaleca się, aby surowiec poddawany rozdrobnieniu w wilku był dostatecznie schłodzony i to nawet do temperatury ujemnej. Często praktykuje się nawet delikatne jego powierzchniowe podmrożenie, co jest szczególnie przydatne w produkcji kiełbasy polskiej dojrzewającej. Przygotowanie farszu kiełbasianego Farsz kiełbasiany przeznaczony do produkcji kiełbasy polskiej surowej wytwarza się, mieszając poszczególne surowce z dodatkiem przypraw, mieszanki peklującej i pozostałych przewidzianych recepturą dodatków funkcjonalno-wspomagających. Niekiedy na etapie mieszania komponentów tworzących farsz do produkcji kiełbasy niepoddawanej dojrzewaniu wprowadza się wodę technologiczną na poziomie maksymalnie wynoszącym 5%. Dodatek wody sprzyja szybszemu uplastycznieniu składników, co wpływa na lepsze ich ujednolicenie w strukturze farszu. Proces mieszania powinien być prowadzony w czasie ograniczonym tylko do niezbędnego minimum tak, aby została zachowana poprawna struktura powstającego farszu. Najbardziej przydatnymi urządzeniami wykorzystywanymi w procesie mieszania okazują się próżniowe mieszarki łopatkowe, w których łagodny proces mieszania odbywa się w środowisku pozbawionym tlenu. Maksymalne wyeliminowanie do minimum tlenu ogranicza niekorzystne procesy utleniania barwników hemowych, przejawiające się powstawaniem metmioglobiny, a zarazem sprzyja tworzeniu się pożądanych nitrozylobarwników (nitrozylomioglobina, nitrozylohemoglobina) odpowiedzialnych za wybarwienie peklownicze. Nieodzownym i koniecznym dodatkiem wprowadzanym do surowca mięsno-tłuszczowego tworzącego farsz do produkcji kiełbasy polskiej surowej jest azotyn sodu (NaNO2), stosowany jako składnik mieszanki peklującej wraz z chlorkiem sodu, który nadaje kiełbasie pożądane cechy sensoryczne (wprowadzenie wyróżnika smaku słonego, wzmocnienie aromatu mięsnego, poprawienie smakowitości). Chlorek sodu poprzez obniżenie aw wpływa ponadto na trwałość kiełbas, co jest rezultatem pogarszania warunków do rozwoju różnych niepożądanych mikroorganizmów. Rola soli jest istotna szczególnie w przypadku produkcji kiełbasy dojrzewającej, w której po zakończonym cyklu produkcyjnym jej zawartość może przekraczać nawet poziom 4,0%, co jest już skutecznym stężeniem działającym konserwująco. W przypadku produkcji kiełbasy dojrzewającej w celu uzyskania lepszej stabilizacji barwy peklowniczej (poprawienie jakości i wzmocnienie intensywności) praktykować można, poza mieszanką peklującą, dodatek azotanu potasu (KNO3), który jest prekursorem azotynu. Znaczenie tej substancji staje się istotne szczególnie w czasie długotrwałego dojrzewania. Dodatek mieszanki peklującej do wytwarzanego farszu kiełbasianego przeznaczonego do kiełbasy polskiej surowej kształtuje się od 1,9% (kiełbasy niepoddawane dojrzewaniu) do 2,6% (kiełbasy dojrzewające). Mieszając surowce, dodaje się do nich także przyprawy lub rzadziej ich ekstrakty. Powszechnie wprowadza się do wytwarzanego farszu w tej fazie produkcyjnej pieprz czarny (0,15-0,45%), czosnek (0,05%-0,50%) i otarty majeranek (0,05-0,20%). Regionalnie niekiedy ogranicza się lub wręcz eliminuje dodatek otartego majeranku, stosując w jego miejsce nierozdrobnione całe nasiona gorczycy (0,1-0,25%). Duże znaczenie dla jakości farszu, która przenosi się na gotowe kiełbasy, ma dodatek węglowodanów. Są one wprowadzone do surowca w ilości 0,2-1% w postaci cukrów prostych (glukoza) lub dwucukrów (sacharoza). W produkcji każdej kiełbasy polskiej surowej najbardziej przydatne są cukry redukujące w postaci glukozy, która ulegając fermentacji, wywiera pozytywny wpływ na szybszy stopień przereagowania barwników hemowych (reakcja nitrozylowania). Efektywność działania glukozy w zakresie tworzenia się barwy peklowniczej jest ponadto wynikiem powstawania pochodnych kwasowych glukozy (kwasy cukrowe). Dodatek sacharozy wpływa natomiast na zmianę wyróżnika smaku słodkiego, przy czym cukier ten w wyniku enzymatycznej desmolizy zostaje rozłożony do cukrów prostych. Ze względu, że proces ten wymaga czasu, sacharoza jest najbardziej przydatna w produkcji kiełbasy surowej dojrzewającej. Znaczenie dodatku cukrów jest także istotne ze względu na fakt, że będąc pożywką dla bakterii denitryfikujących, sprzyjają redukcji azotanów do azotynów, co również pozytywnie wpływa na jakość wybarwienia peklowniczego. Użycie odpowiedniej kompozycji węglowodanów dodawanych w trakcie wytwarzania farszu jest szczególnie istotne przy produkcji kiełbasy dojrzewającej. Umożliwia ona bowiem optymalizację późniejszego przebiegu procesu dojrzewania i jego stymulowanie. W celu zwiększenia efektywności procesu peklowania surowca mięsnego praktyczne zastosowanie mają związki o właściwościach redukujących (przeciwutleniacze), do których należą kwasy askorbinowe i ich sole sodowe. Substancje te wpływają pozytywnie na kształtowanie się barwy peklowniczej oraz ograniczają równocześnie niekorzystne utlenianie się natywnych barwników hemowych. Optymalny dodatek tych związków w stosunku do masy wytwarzanego farszu wynosi 0,03-0,05%. Ilość taka jest istotna ze względu na fakt, że nadmierne dawki tych substancji mogą zakłócać, szczególnie w połączeniu z cukrami, denitryfikujące funkcje mikroflory mięsa. W przypadku produkcji kiełbasy polskiej surowej w wariancie dojrzewającym przydatny okazuje się dodatek glukono- delta- laktonu (GDL) lub bakteryjnych kultur startowych. Substancje te wprowadza się do mieszanych składników recepturowych na etapie wytwarzania farszu kiełbasianego. Lakton w środowisku wodnym hydrolizuje do kwasu glukonowego i powoduje szybkie obniżenie wartości pH produkowanego farszu. W rezultacie sprzyja to szybkiemu wytworzeniu się i utrwaleniu barwy peklowniczej oraz wzrostu trwałości i stabilizacji mikrobiologicznej farszu a w rezultacie produkowanej kiełbasy surowej. Glukonolakton wprowadza się do farszu najczęściej w ilości wynoszącej 0,3-0,5%. Nadmiernie duży dodatek tej substancji może już bowiem prowadzić do pojawienia się nieakceptowanego, intensywnie gryzącego smaku kwaśnego. Najbardziej uzasadnionym technologicznie rozwiązaniem jest dodatek glukonodelta-laktonu w ilości 0,5%, co pozwala na obniżenie wartości pH farszu do poziomu poniżej 5,4. Uzyskanie takiego stopnia zakwaszenia skutecznie już stabilizuje mikrobiologicznie farsz kiełbasiany na etapie jego wytwarzania. Zgodnie z zasadami dobrej praktyki technologicznej GDL wprowadza się do wytwarzanego w czasie mieszania farszu przed dodaniem do niego mieszanki peklującej, co zapewnia skuteczne jego działanie. Technologiczną alternatywą dla laktonu kwasu glukonowego są bakterie fermentacji mlekowej (LAB) wprowadzane do surowca w postaci kultur startowych. Najbardziej przydatnym rodzajem są szczepy z rodzaju Lactobacillus i Pediococcus. Dobrym rozwiązaniem jest równoczesne wprowadzanie wraz z bakteriami LAB do surowca bakterii katalazo-dodatnich z rodzaju Micrococcus i Staphylococcus, które biorą aktywny udział w procesie dojrzewania kiełbasy polskiej surowej, a wytwarzając katalazę, rozkładają niekorzystny nadtlenek wodoru. W celu lepszego uplastycznienia farszu można dodać do niego soli fosforanowych, ale tych o niskiej wartości pH (pH=3,8-4,4). Substancje te wprowadzone do farszu wpływają na lepszą efektywność późniejszego procesu nadziewania, a w czasie dojrzewania, rzutują na migrację wody, co powoduje bardziej równomierne jej oddawanie przez uformowane batony. Nadziewanie osłonek, osadzanie Wytworzonym farszem kiełbasianym należy niezwłocznie nadziewać osłonki naturalne (kiełbaśnice), odkręcając je w odcinki o odpowiedniej długości. W rezultacie daje to, gwarancję ograniczenia do minimum procesów utleniania w obrębie występujących jeszcze w farszu natywnych barwników hemowych, a zarazem sprzyja tlenowaniu ich tlenkiem azotu. Napełnione farszem jelita cienkie wieprzowe po uformowaniu zawiesza się na wózkach wędzarniczych i poddaje procesowi osadzania. Celem tego zabiegu jest przede wszystkim osuszenie powierzchni batonów, co umożliwia skuteczne późniejsze wędzenie oraz zdynamizowanie procesu wytworzenia się barwy peklowniczej (powstawanie barwników nitrozylowych). Proces osadzania kiełbasy surowej niepoddawanej dojrzewaniu powinien przebiegać przez okres od kilku godzin w warunkach hali produkcyjnej do 48 h w warunkach chłodniczych, tj. w temperaturze 4-6° C. W przypadku produkowania kiełbasy surowej dojrzewającej napełnione farszem osłonki kieruje się do procesu dojrzewania, który rozpoczyna się fazą fermentacji lub/i zakwaszenia. Wyroby z dodatkiem GDL-u należy przed wędzeniem poddać osadzaniu, w czasie którego farsz ulega zakwaszeniu. Proces ten powinien przebiegać przez okres 24 godzin w temperaturze ok. 22oC (najczęściej 16-22oC). Warunki takie dają gwarancję utrzymania pożądanej kwasowości kiełbas (pH≤5,0), co eliminuje ryzyko wystąpienia niekorzystnych procesów gnilnych. Po wytworzeniu się stabilnego wybarwienia i osiągnięciu pożądanego stopnia zakwaszenia kiełbasy poddaje się zasadniczemu, ale w miarę szybkiemu dojrzewaniu, w którym dominuje proces usuwania z nich wody. Wędzenie i dojrzewanie Kiełbasę polską surową niepoddawaną dojrzewaniu wędzi się dymem zimnym lub dymem ciepłym o temperaturze nieprzekraczającej 35°C. Proces ten powinien być prowadzony przy wilgotności względnej wynoszącej 80-85%. Takie warunki prowadzenia wędzenia pozwalają na stosunkowo duże nasycenie kiełbas składnikami dymu wędzarniczego, które wykazują pożądane właściwości bakteriostatyczne, bakteriobójcze i przeciwutleniające. Zachodzące równocześnie w tym czasie obsuszanie powierzchni kiełbas prowadzące do ubytku wody, powoduje obniżenie się wskaźnika aktywności wody oraz zatężenie składu chemicznego kiełbas, co w konsekwencji wpływa na poprawę ich trwałości przechowalniczej. Długotrwałe wędzenie praktykowane w przypadku produkcji kiełbasy surowej miękkiej prowadzi ponadto do uzyskania pożądanej barwy, będącej rezultatem dostatecznego przereagowania barwników hemowych z tlenkiem azotu oraz wytworzenia się karboksymioglobiny. Ten barwny związek (Mb·CO), który jest wynikiem reakcji zachodzącej między tlenkiem węgla pochodzącym z dymu wędzarniczego i pozostającą jeszcze wolną natywną mioglobiną, pogłębia wybarwienie peklownicze wędzonej kiełbasy. Po zakończonym wędzeniu proces produkcyjny kiełbasy polskiej surowej wędzonej dobiega końca. Po wyrównaniu temperatury batonów z temperaturą otoczenia kiełbasa staje się już wyrobem gotowym przeznaczonym do obrotu handlowego. Kiełbasy po tym etapie charakteryzują się najczęściej wydajnością produkcyjną na poziomie 82-92% oraz zawartością białka ogólnego przekraczającego nawet poziom 16%. W przypadku produkowania kiełbasy polskiej surowej dojrzewającej proces wędzenia - jeśli występuje - najlepiej prowadzić stosując kilkakrotne periodyczne przewędzanie kiełbas dymem rzadkim. Ogranicza to wtedy stałe ubytki lotnych, czynnych biologicznie składników, poprzez systematyczne ich uzupełnianie. Taka technika wędzenia eliminuje także pojawienie się na powierzchni kiełbas niepożądanych kolonii pleśni. Dym rzadki można również wprowadzić do komór dojrzewalniczych, jeśli są one wyposażone w niezbędny osprzęt. Dobrym rozwiązaniem jest także wędzenie kiełbasy dojrzewającej dymem zimnym (10-16°C) przez znacząco długi czas, sięgający nawet 10-12 dób. Warunki takie stabilizują mikrobiologiczne kiełbasy, szczególnie w połączeniu z obniżającą się aktywnością wody i niską wartością pH. Kiełbasy, których wsad został zakwaszony glukono-delta-laktonem po osiągnięciu wymaganej wartości pH i wędzeniu poddaje się suszeniu. W tym celu temperaturę sukcesywnie obniża się do poziomu gwarantującego skuteczne usuwanie z batonów wody bez ryzyka wystąpienia wad jakościowych. Równocześnie w kiełbasach wytwarza się wtedy pożądany profil smakowo-zapachowy. Nieodpowiednie warunki dojrzewania kiełbas zakwaszonych chemicznie przez dodatek GDL-u, szczególnie w przypadku nadmiernej jego ilości, skutecznie hamują rozwój obecnych w mięsie a pożądanych bakterii wytwarzających katalazę z grupy Micrococcus oraz równocześnie intensyfikują niekorzystne namnażanie się pałeczek z rodzaju Lactobacillus (mikroflora mięsa), wytwarzających, poza kwasem mlekowym, niekorzystne nadtlenki. Efektem takich przemian jest przyspieszenie procesu jełczenia oksydacyjnego. Z drugiej strony obecność dodanych lub stanowiących mikroflorę mięsa bakterii kwasu mlekowego (Lactobacillus) powoduje rozkład kwasu glukonowego, prowadzący do tworzenia się innych kwasów organicznych (kwas mrówkowy, kwas octowy). Kwasy te mogą wpływać na powstawanie odchyleń jakościowych kiełbas. W praktyce produkcyjnej przy wytwarzaniu kiełbasy polskiej surowej dojrzewającej należy przestrzegać więc zasady, aby w przypadku zastosowania zakwaszenia dodanym GDL-em nie używać równocześnie kultur startowych w postaci bakterii kwasu mlekowego. Przy produkcji kiełbasy dojrzewającej z dodatkiem kultur startowych w pierwszych 2-3 dniach procesu dojrzewania stosuje się temperaturę optymalną dla rozwoju wprowadzonych do farszu szczepów bakteryjnych fermentacji mlekowej. W praktyce sprowadza się to najczęściej do przestrzegania w dojrzewalni temperatury ok. 22-26°C (stosowanie szczepów Lactobacillus sakei, Lactobacillus curvatus), która powinna być jednak wyższa (29-30°C) w przypadku zastosowania bakterii Pediococcus pentosaceus oraz Pediococcus acidilactici. Proces fermentacji należy prowadzić tak, aby rozwój dodanych kultur bakteryjnych wytwarzających kwas mlekowy obniżył wartość pH farszu do poziomu 4,9-5,3. Stosując szczepy z rodzaju Pediococcus, należy mieć na uwadze fakt, że te heterofermentatywne bakterie wytwarzają również inne kwasy, w tym kwas octowy, kwas mrówkowy, kwas propionowy i kwas pirogronowy, które wpływają na swoisty smak kiełbasy polskiej. Jednocześnie w związku z przesłanką, że w procesie fermentacji mlekowej powstaje często niekorzystny dla stabilności barwy i trwałości przechowalniczej nadtlenek wodoru należy dodatkowo uwzględnić dodatek do surowca kultur rozkładających ten związek, w postaci bakterii wytwarzających katalazę. Należą do nich szczepy z rodzaju Staphylococcus (S. xylosus, S. carnosus) i Kocuria (K.varians). Niektóre z tych bakterii stymulują także proces wybarwienia peklowniczego, wytwarzając reduktazę azotanową. Szczególnie istotne znaczenie dla jakości kiełbas surowych mają szczepy bakteryjne Kocuria varians, które do swojego wzrostu potrzebują tlen, co powoduje, że gromadzą się przede wszystkim w warstwach podosłonkowych kiełbas, nie dopuszczając w ten sposób do niekorzystnych procesów utleniania się barwników hemowych i ich pochodnych. W trakcie całego procesu dojrzewania należy systematycznie regulować warunki klimatyczne w dojrzewalni, tj. wilgotność względną powietrza i temperaturę, w taki sposób, aby uzyskać wymaganą wydajność produkcyjną i pożądane cechy jakościowe. W praktyce produkcyjnej kiełbasy surowe z grupy dojrzewających osiągają najczęściej wydajność produkcyjną na poziomie 57-60% oraz charakteryzującą się zawartością białka powyżej 25%, tłuszczu do 35% oraz soli 3-4,25%. Autor: Dr inż. Jerzy Wajdzik

















