Maxell
-
Postów
46 205 -
Dołączył
-
Ostatnia wizyta
-
Wygrane w rankingu
180
Typ zawartości
Profile
Forum
Wydarzenia
Mapa użytkowników
Sklep
Giełda
Treść opublikowana przez Maxell
-
Współczesne dylematy wędzenia - jak i czy wędzić?
Maxell opublikował(a) temat w Podstawy technologii
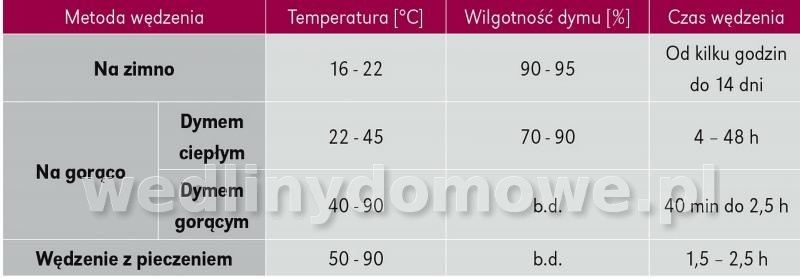
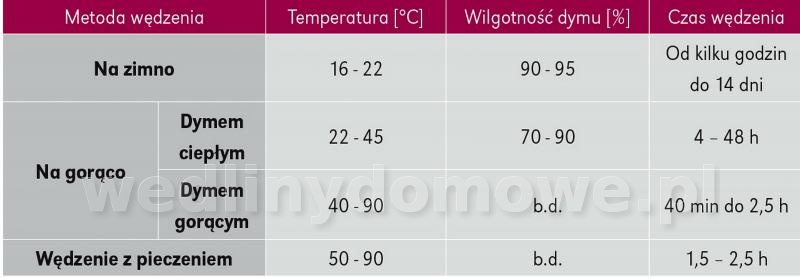
Współczesne dylematy wędzenia - jak i czy wędzić? Wędzenie to jedna z najstarszych metod konserwacji żywności. Ma na celu wydłużenie terminu jej przydatności do spożycia. Proces wędzenia nadaje produktom spożywczym charakterystyczny, bardzo ceniony również przez współczesnych konsumentów zapach i smak, będący wynikiem różnorodnych składników dymu, otrzymanego w efekcie powolnego spalania odpowiednich gatunków drewna. Dodatkowo, proces wędzarniczy przyczynia się do zlikwidowania lub zablokowania funkcji życiowych drobnoustrojów i bakterii, występujących w surowym mięsie czy rybach oraz powoduje obsuszenie (odwodnienie) produktu poddawanego procesowi wędzenia (zwłaszcza powierzchniowe). Dzięki temu zwiększa się trwałość produktów wędzonych i ich atrakcyjność konsumencka. Wracając do czasów kiedy wykorzystywano wędzenie jako jeden z niewielu sposobów utrwalania ryb i mięsa z upolowanych zwierząt, należy stwierdzić, iż podejście do tego procesu i sama technika były bardzo proste i mało urozmaicone. W pierwszych wędzarniach, bardzo mało przypominających współczesne urządzenia, rozniecano otwarty ogień na ziemi (podłożu). Ogrzewał on pomieszczenie i jednocześnie służył do przyrządzania mięsa. Przygotowane kawałki mocowano na kijach, a następnie umieszczano nad płomieniem. Ogień opiekał mięso, a przygaszony żar i dym nadawały z jednej strony specyficzne cechy wędzarnicze, z drugiej zaś utrwalały przygotowywaną potrawę. Już wtedy głównym celem tego zabiegu była przede wszystkim funkcja utrwalająca, a następnie nadanie specyficznych cech sensorycznych produktu. Swoisty aromat wyrobów poddanych wędzeniu powodował, że proces ten stał się jednym z najbardziej popularnych sposobów, (zaraz po soleniu) utrwalania żywności pochodzenia zwierzęcego. Z wielu dawnych doniesień i współczesnej wiedzy dowiadujemy się, że wędzenie było pierwszym zabiegiem na skalę przemysłową, który został wykorzystany do obróbki surowca rybnego, co ma swoje praktyczne uzasadnienie. Wynika ono między innymi z obfitości surowca rybnego w diecie, zwłaszcza osadników osiadłych w bliskości rzek, jezior czy morza. Ponadto duża zawartość wody w tkance mięśniowej ryb oraz szybkość zachodzących zmian proteolitycznych i lipolitycznych w tym mięsie wymusiły niejako poszukiwanie innego sposobu utrwalania surowca poza soleniem. Od tego czasu dokonało się wiele znaczących zmian w zakresie prowadzenia obróbki wędzarniczej, poprzez poznanie specyfiki samego procesu wędzenia, aż po mechanizmy oddziaływania wytwarzanego dymu wędzarniczego na surowiec. Opiekanie i jednoczesne wędzenie produktu wymagały dużego doświadczenia od osób przeprowadzających tego rodzaju zabiegi technologiczne. W początkowym okresie błędy popełnione podczas procesu wędzenia często prowadziły do utraty całych partii mięsa. Paleniska i domowe komory wędzarnicze, jak i komory wędzarnicze na skalę przemysłową nie miały wbudowanych czujników, dzięki którym można było kontrolować parametry całego procesu wędzenia. Parametry obróbki wędzarniczej, takie jak: gęstość dymu, wilgotność, prędkość podawania dymu w komorze czy temperatura procesu, nie były kontrolowane, a bazowano jedynie na doświadczeniu pracownika obsługującego wędzarnię, który decydował o kolejnym etapie wędzenia i zakończeniu procesu. Każda partia surowca różniła się stopniem uwędzenia i aromatem wędzarniczym, co wynikało z faktu dobierania indywidualnych warunków dla poszczególnych asortymentów, a opierano się jedynie na doświadczeniu wędzarza. Jednym z czynników determinujących proces wędzenia jest dym, którego skład, postać, rodzaj wykorzystanego drewna oraz metoda jego przygotowania wpływają bezpośrednio na wygląd, smak i jakość wędzonego produktu. Dym wędzarniczy (jako czynnik bezpośrednio oddziaływujący na produkt) jest mieszaniną dymno-powietrzną, którą otrzymujemy podczas niepełnego spalania twardego drewna podawanego do paleniska w postaci wiór, trocin, zrębów itp. Dym wędzarniczy powstaje w wyniku termicznego rozkładu drewna przy ograniczonym dostępie powietrza. Podczas przebiegu tego procesu tworzy się wiele związków organicznych, które wędzonym przetworom mięsnym lub innym produktom spożywczym nadają specyficzny smak i barwę oraz zwiększają ich trwałość podczas przechowywania. Na przebieg rozkładu drewna w decydującym stopniu wpływają m.in. temperatura, czas nagrzewania oraz szybkość usuwania produktów pirolizy ze strefy rozkładu. W procesie rozkładu drewna wyróżnia się trzy zasadnicze fazy: • faza spalania w temperaturze do około 170°C - towarzyszy jej wydzielanie wody, • faza pirolizy w zakresie temperatur od 270° do 280°C – ma miejsce intensywny rozkład celuloz i chemiceluloz, • faza spalania w zakresie temperatur od 350° do 450°C – następuje intensywny rozkład ligniny. Fazy wydzielania wody, rozkładu celuloz i chemiceluloz z drewna jest endotermiczna, a faza rozkładu ligniny jest egzotermiczna. Sumaryczny czas rozkładu drewna jest zależny przede wszystkim od zawartości wody w drewnie i stopnia jego rozdrobnienia. Skład dymu wędzarniczego zależy od wielu czynników. Szybkość procesu spalania drewna jest regulowana ilością dostarczanego tlenu oraz wilgotnością i stopniem rozdrobnionego drewna (zrębków wędzarniczych). Często praktycy zalecają by do wędzenia używać zrębki o wilgotności do 20%, a rozkład drewna prowadzić w temperaturze do 400-450°C przy ograniczonym dostępie tlenu. W zakresie takich temperatur zawartość rakotwórczego benzo(a)pirenu jest niska, a zawartość związków pożądanych w dymie wysoka. Do związków pożądanych zalicza się przede wszystkim substancje aromatyzujące i konserwujące takie jak fenole, niektóre alkohole, karbonyle i kwasy karboksylowe. Związki te są odpowiedzialne za tworzenie się typowej barwy, zapachu i smaku produktu. Przy tradycyjnej i przemysłowej obróbce termicznej surowców mięsnych, do wędzenia używa się drewna z drzew liściastych, (drewno brzozy bez kory). Najczęściej wykorzystuje się drewno bukowe, z grabu, wiązu, dębu, akacji, gruszy i klonu. W ostateczności można użyć także łatwo dostępnej olchy. Rodzaj drewna i jego wcześniejsze przygotowanie do spalania mają wpływ na wiele cech wędzonego produktu, głównie zaś na jego kolor. Przykładowo drewno z gruszy nadaje wędzonemu produktowi barwę czerwoną, akacja i olcha cytrynową, lipa, buk, jesion i klon kolor złocistożółty, zaś dąb brązowy. Drewna z drzew iglastych nie stosuje się gdyż ich żywica paląc się nadaje wędzonkom smak terpentyny i powoduje oblepianie mięsa sadzą. Wyjątek stanowi jałowiec, który jednak należy stosować z umiarem. Najczęściej do rozniecenia ogniska wykorzystuje się drewno, natomiast trociny i zrębki służą do zagęszczania dymu. Otrzymaną w trakcie spalania mieszaninę dymno-powietrzną poddaje się suchemu i mokremu oczyszczaniu od zawiesin. Sam proces wędzenia może odbywać się w warunkach samorzutnego oddziaływania produktów suchej destylacji drewna (tzw. wędzenie bez przyśpieszenia procesu) lub w warunkach nasycania produktów mięsnych dymem w polu elektrostatycznym (wędzenie przyśpieszone). W zależności od temperatury dymu i czasu trwania wędzenia rozróżniamy wędzenie gorące i wędzenie zimne. I tak obróbka mieszaniną dymno-powietrzną w temperaturze 18—23°C nazywa się wędzeniem zimnym, przy czym sam proces trwa od kilkunastu dni do nawet kilku tygodni. Wędzenie zimne wykorzystywane jest często w produkcji trwałych kiełbas czy szynek. Natomiast wędzenie ciepłe przebiega w zakresie temperatur 22—40°C i z reguły trwa kilka dni. Jest stosowane przy wędzeniu np. śledzi i łososi. Często też w produkcji niektórych wyrobów wędliniarskich zachodzi konieczność wykorzystania znacznie wyższych temperatur sięgających nawet 90°C. Ta metoda zwana wędzeniem gorącym wraz z pieczeniem trwa kilka godzin i jest stosowana przy produkcji szynek gotowanych i niektórych asortymentów kiełbasy. Aktualne wymogi wprowadzone w nowej Dyrektywie UE dotyczące zawartości substancji smolistych w żywności W rozporządzeniach nowej dyrektywy unijnej, która weszła w życie na obszarze państw Unii Europejskiej we wrześniu 2014 r., zawartość benzo(a)pirenu w wędzonej żywności nie może przekroczyć 2,0 ppb (mg/kg), obecna norma to - 5,0 ppb. Ustalone, restrykcyjne przepisy w dalszym ciągu wywołują dyskusje i poruszenie nie tylko w sektorze wędzonych wyrobów mięsnych, ale również wędzonych ryb i innych produktów. Najbardziej przepisy te uderzają w branżę wędliniarską, która narażona jest najbardziej i może najsilniej odczuć skutki wdrożenia nowej dyrektywy. Większość przedsiębiorców obawia się, aby restrykcyjne wymogi nie przyczyniły się do likwidacji ich dotychczasowej działalności, ponieważ technologia wędzenia jaką do tej pory stosowali nie zawsze pozwala na otrzymanie wyrobów spełniających kryteria dyrektywy. Podstawowym czynnikiem, który decyduje nie tylko o zawartości substancji rakotwórczych, ale też wpływa na smak, barwę i trwałość wędzonych produktów jest dym wędzarniczy. Jego skład uzależniony jest od wielu czynników. Jak już wspomniano bardzo istotna jest temperatura jego wytwarzania, która nie powinna przekraczać 400-450°C. Zawartość rakotwórczego benzo(a)pirenu poniżej tej temperatury jest niska, a zawartość związków pożądanych w dymie – wysoka. Związki te to fenole, niektóre alkohole, karbonyle i kwasy karboksylowe. Są to substancje konserwujące, aromatyzujące i barwiące. W przypadku wyższych temperatur wytwarzania dymu wędzarniczego lawinowo wzrasta zawartość substancji rakotwórczych, a produkty wędzone zawierają znacznie więcej benzo(a) pirenu niż dopuszcza obecna norma tj. powyżej 5 mg/kg. Na zawartość benzo(a)pirenu wpływają także substancje tworzące sadze. Wyroby o okopconej powierzchni zawierają z zasady bardzo dużą ilość tego związku. Benzopiren to organiczny związek chemiczny z grupy wielopierścieniowych węglowodorów aromatycznych powstający podczas spalania węgla. O tym, że związek ten jest silnie rakotwórczy wiemy już od XVIII w., kiedy to brytyjski chirurg Percivall Pott odkrył zawodową chorobę kominiarzy tj. raka moszny. W tamtych czasach kominiarze rzadziej zmieniali ubrania robocze, więc w pofałdowanej i delikatnej skórze chroniącej jądra łatwo gromadziły się szkodliwe substancje. To był pierwszy dowód, że długotrwałe oddziaływanie skoncentrowanych, dużych dawek związków zawartych w sadzy może powodować powstawanie określonych chorób nowotworowych. Badania w dalszych latach potwierdziły wysoką szkodliwość benzopirenu dla zdrowia i jego bezpośredni związek z powstawaniem chorób nowotworowych. Stąd też we współczesnym rozwoju technologii wędzenia niezwykle ważna stała się troska o jakość zdrowotną produktów, szczególnie pod względem maksymalnego zmniejszenia zawartości wielopierścieniowych węglowo dorów aromatycznych (WWA). Dlatego, oprócz techniki wytwarzania dymu, dużo uwagi poświęca się również doborowi i przygotowaniu materiału drzewnego do wędzenia. Zrębki produkowane przez specjalistyczne firmy charakteryzują się nie tylko odpowiednią granulacją, wilgotnością, lecz również odpowiednio dobranym gatunkiem drewna. Do związków powstających podczas wędzenia a uznanych powszechnie za niepożądaną grupę substancji, uważa się wielopierścieniowe węglowodory aromatyczne (WWA) do których zalicza się ponad 200 związków. Część z nich to związki, które wykazują mutagenne i kancerogenne właściwości. Z licznych badań wynika, że kilkanaście z nich jest szczególnie niebezpiecznych, a na pierwszym miejscu wymienia się benzo[α]piren. Stężenie tych związków w dużym stopniu uzależnione jest od temperatury wytwarzania dymu. Ich koncentracja wzrasta znacząco po przekroczeniu temperatury 425°C tj. w fazie rozkładu termicznego drewna. Dym zawiera także inne substancje szkodliwe jak: alkohol metylowy, aceton, kwas mrówkowy i dioksyny, którym przypisywana jest niezwykle wysoka toksyczność. Szkodliwe mogą być też nitrozoaminy, które mogą powstawać w szczególnych warunkach np. podczas wędzenia z pieczeniem, przy współdziałaniu użytych do peklowania azotynów oraz przy pośrednictwie nitrofenoli. Są substancjami o silnym działaniu toksycznym, mutagennym, neuro- i nefrotoksycznym, teratogennym i rakotwórczym, powstają głównie podczas wysokiej obróbki termicznej produktów poddanych uprzednio peklowaniu. Pośród substancji szkodliwie oddziałujących na zdrowie człowieka należy wymienić także fenole, krezole i furfurol, które wprawdzie nie są uważane za rakotwórcze, ale mają określone właściwości toksyczne. W przypadku formaldehydu, który oprócz prawdopodobnie działania rakotwórczego wykazuje równocześnie działanie alergiczne, jego obecność w dymie, a następnie produkcie jest na dość wysokim poziomie. Zawarte w dymie kwasy (kwas mrówkowy, octowy) działają drażniąco na drogi oddechowe i mogą prowadzić do podwyższenia trującego działania innych substancji. Pod tym względem szczególnie niebezpieczna jest akroleina z rozkładu tłuszczu pod wpływem wysokiej temperatury pieczenia produktów. Stąd też stosując współczesne metody wędzenia należy ten proces ograniczać do wywołania niezbędnych, ale nie nadmiernych zmian jakościowych. Kłóci się to jednak często z wymaganiami samych konsumentów, którzy poszukują wyrobów wędzonych o bardzo ciemnej, wręcz smolistej barwie, czyli o dużym nasyceniu składnikami dymu wędzarniczego. Szczególnie jest to ważne w produkcji wyrobów regionalnych i tradycyjnych, których spożycie jest obecnie wysokie i ciągle wzrasta. Mając na względzie ten trend należy przyjrzeć się dokładniej podstawowym odchyleniom jakościowym wyrobu związanych z obróbką dymem wędzarniczym oraz błędami w prowadzeniu procesu. Należą do nich: • nierównomierne zabarwienie uzależnione od jakości drewna (świeże, mokre); • odległość utrwalanego wyrobu od źródła dymu; • zbyt mała prędkość przepływu dymu; • kondensacja pary wodnej na produkcie (wychłodzony produkt poddawany wędzeniu, mokre drewno); • jasna barwa wynikająca z zastosowanego gatunku drewna, czasu wędzenia, zbyt suchego drewna, zbyt wysokiej temperatury żarzenia-spalania; • smugi wędzenia na produkcie powstające w wyniku niskiej higieny wędzarni i wózków wędzarniczych. Do podstawowych zaleceń przy wędzeniu w tradycyjnych wędzarniach należy utrzymanie wysokich standardów higienicznych komory wędzarniczej, jej wcześniejsze ogrzanie przed zapakowaniem oraz wykorzystanie suchego drewna. Ponadto należy starać się wędzić jeden asortyment produktu i nie przekraczać temperatury 450°C podczas spalania drewna (w i nad paleniskiem). Drewno powinno się żarzyć, a nie palić płomieniem. Do wędzenia zaleca się stosowanie drewna twardego z drzew liściastych. Nie należy wędzić do bardzo ciemnego koloru i gorzkawego smaku. Obróbkę cieplną prowadzimy do momentu, kiedy temperatura wewnątrz utrwalanego wyrobu uzyskała minimum 68°C, jednak nie wyżej jak 70°C - 72°C. Nie zaleca się wykorzystywania kory w procesie otrzymywania dymu wędzarniczego. Muszą być też przestrzegane procedury obsługi wędzarni i BHP (w tym przepisy przeciwpożarowe) całego procesu wędzenia. Technika, technologie i systemy wędzenia Stopniowy rozwój techniki i technologii wędzenia ukierunkowany został na systematyczne udoskonalanie konstrukcji urządzeń wędzarniczych. W początkowych i do dzisiaj stosowanych konstrukcjach wędzarni tradycyjnych dym wytwarza się z żarzonego, ułożonego na podłożu lub w specjalnych pojemnikach drewna umieszczonych wewnątrz wędzarni. Uzyskanie odpowiedniej gęstości dymu wędzarniczego w komorze było możliwe dzięki sterowaniu zaworami (klapami, dyszami) w układzie nawiewowo-wyciągowym, który służył do doprowadzania i regulacji strumienia powietrza odlotowego. Również kontrolowanie wilgotności oraz temperatury samego procesu wędzenia przebiegało poprzez otwieranie i zamykanie wspomnianych klap. Dzięki temu uzyskiwano możliwość oddziaływania i wpływu czynników wędzenia na stopień utrwalenia i jakość gotowych wyrobów. Cały proces wędzenia musiał być nadzorowany przez personel i sterowany manualnie. Współczynnik sprawności takich urządzeń był z reguły mały i wynosił do ok. 15-20%, zaś zapotrzebowanie na energię było stosunkowo wysokie. Dawniej jak i obecnie komory wędzarnicze, podobnie jak suszarnie, charakteryzują się mnogością systemów, zależnie od technicznego poziomu produkcji i rodzaju wędzonych produktów. W starych, tradycyjnych wędzarniach komorowych, które były wymurowane z cegieł i z paleniskiem wkopanym w ziemię, zawieszano kawałki mięsa na żerdziach i poddawano wędzeniu w gęstym dymie z wykorzystaniem mokrego drewna lub mokrych trocin. W ten sposób uzyskiwano wyroby o znacznie ciemniejszej barwie oraz o bardzo intensywnym aromacie wędzarniczym. Proces wędzenia nie był powtarzalny, bazowano jedynie na doświadczeniu osoby prowadzącej wędzenie. W przedstawionych, przykładowych wędzarniach komorowych dym wytwarza się podczas pirolizy drewna na podłodze lub drewno żarzone jest w specjalnych pojemnikach umieszczonych wewnątrz komory lub z boku komory. Parametry wędzenia (gęstość dymu, strumień powietrza, wilgotność, temperatura) regulowane są zaworami (klapami, dyszami) w układzie nawiewowo-wyciągowym. Cały proces wędzenia, zwykle nadzorowany przez personel, powinien być sterowany manualnie. W celu wyrównania barwy wędzonych produktów niezbędne jest przewieszanie belek z zawieszonymi wyrobami w różne strefy komory wędzarniczej. W wędzarniach przemysłowych typu komorowego materiał rozwieszany jest na ramach i przesuwany okresowo lub w ciągłym powolnym ruchu z wykorzystaniem koła i łańcucha zębatego, do którego doczepiane są belki z zawieszonymi wędlinami. W wędzarniach tunelowych surowiec rozwieszony na belkach wędzarniczych przesuwa się na wózkach, natomiast w wędzarni turbinowej odbywa się to drogą spiralną w wieży wędzarniczej na tacach rozmieszczonych na taśmie. Nowoczesne komory i tunele wędzarnicze wykonane są w całości ze stali szlachetnej, wyposażone w systemy pomocnicze, np. do schładzania, automatycznego oczyszczania i mycia wnętrza komory. Dodatkowo stosowane są kurtyny i filtry termiczne i termokatalityczne na przewodach wylotowych, wytwarzanie dymu ze zrębków drzewnych za pomocą pary przegrzanej, zamknięte lub półzamknięte systemy obiegu dymu wytwarzanego w niskich temperaturach w dymogeneratorach trocinowych lub ciernych. W ostatnich kilkudziesięciu latach dokonano znacznego postępu w technice i technologii przemysłowego i tradycyjnego wędzenia. Zauważyć można wiele zmian, jakie zaszły w ciągu tych kilkudziesięciu lat, kiedy zakłady przetwórcze, chcąc ujednolicić, skrócić proces produkcji wędzonek oraz spełniać wymogi produkcyjne i technologiczne, zaczęły stosować nowoczesne, zautomatyzowane komory wędzarnicze. Warto przypomnieć, iż obecnie, z technologicznego punktu widzenia, mamy do czynienia z kilkoma sposobami wędzenia. W zależności od potrzeb mamy różnego typu urządzenia wędzarnicze, z których dużą popularnością i uniwersalnością cieszą się komory wędzarniczo-parzelnicze. W przypadku nowoczesnych komór wędzarniczo-parzelniczych parametry wędzenia ustawiane są poprzez odpowiednie zaprogramowanie w panelu sterowniczym, zaś produkt poddawany jest najczęściej jednocześnie pieczeniu. W urządzeniach tych dym wytwarzany jest w tak zwanych wytwornicach (dymogeneratorach) i kierowany do strefy roboczej. Wszystkie stosowane aktualnie wytwornice dymu ze względu na zasadę działania można podzielić na warstwowo-żarzeniowe, cierne, fluidyzacyjne i parowe. Istotą stosowania tego typu urządzeń jest możliwość prowadzenia procesu wędzarniczego według założonych optymalnych parametrów. Pozwalają one uzyskać dym o pożądanych właściwościach i w ilości wymaganej do sprawnego przebiegu wędzenia. We współczesnych komorach wędzarniczych mieszaniny dymu i powietrza są wprowadzane specjalnymi dyszami nadmuchu, kontrolowana jest ilość doprowadzanego świeżego powietrza oraz jego wilgotności, co wpływa między innymi na gęstość dymu. Ponadto nowe systemy pomiaru i sterowania temperaturą, umożliwiają precyzyjną kontrolę temperatury dymu oraz samego produktu poddanego obróbce na wszystkich etapach procesu wędzenia. Należy też pamiętać, że w zależności od zastosowanej metody wędzenia, mamy różne straty wagowe obrabianego surowca, powstające między innymi na skutek odparowania wody i stopienia tłuszczu. Wynoszą one przy wędzeniu gorącym w granicach 2—12%, natomiast przy zimnym 20—30%. Należy dodać, iż jest wiele "szkół" wędzenia różniących się zasadniczo przygotowaniem mięsa, długością poszczególnych faz wędzenia, czy zakresem stosowanych temperatur (przemiennym lub stałym). Ostatnie lata przynoszą znaczący postęp techniczno-technologiczny w budowie komór wędzarniczych. Wymagania w zakresie potokowości cyklu produkcyjnego w przetwórstwie mięsa spowodowały, że wszystkie operacje wykonywane w komorze wędzarniczej są często sterowane przez mikroprocesor. Dzięki temu możliwe jest przygotowanie i przeprowadzenie indywidualnych programów dla danego produktu lub grupy wyrobów, co pozwala na powtarzalność parametrów podczas cyklu produkcyjnego jednego asortymentu. Systemy monitorowania pomiarów umożliwiają jednoczesne kontrolowanie przebiegu procesu, archiwizację, spełnienie wymagań dotyczących śledzenia pochodzenia produktu, bieżącą optymalizację zadanych procesów, nadzorowanie urządzeń, wczesne ostrzeganie o zagrożeniach, zarządzanie ryzykiem oraz zastosowanie modułowej budowy urządzeń. Dane otrzymane w formie wynikowej są archiwizowane, a przy jakimkolwiek wskazaniu odchyleń jakościowych uwędzonych produktów analizowane ze względu na parametryczność prowadzonego procesu. Wraz ze wzrostem wymagań związanych z ochroną środowiska, ze względu na obowiązujące przepisy oraz obostrzenia w bezpieczeństwie żywności, wprowadzono systemy oczyszczania gazów odlotowych z komór wędzarniczych (filtry), co znacznie ograniczyło ich emisję do atmosfery. Na uwagę zasługują również nowoczesne rozwiązania komór ekologicznych oraz przelotowych z sekcjami do wędzenia oraz parzenia lub schładzania z oddzielonymi od siebie drzwiami gilotynowymi, a także z nowymi kształtami dysz wylotowych dla mieszaniny dymu pozwalającymi uzyskać lepszy efekt wędzenia, a przy tym mniejsze ilości zanieczyszczeń wprowadzanych do środowiska. Należy też wspomnieć o wykorzystaniu w procesie wędzenia koncentratów dymnych w płynie. Wytworzony koncentrat dymny zawiera w roztworze wodnym wszystkie składniki dymu, a te, które nie są rozpuszczalne w wodzie (substancje smoliste, w tym WWA), zostają oddzielone, m.in. przez filtry, na których się osadzają. Technologia otrzymywania preparatów dymu wędzarniczego polega na kondensacji dymu wędzarniczego, a kondensat w formie płynnej wykorzystywany jest do wędzenia. Metoda destylacji ciągłej z kondensatu pozwala otrzymać preparat dymu wędzarniczego o zmodyfikowanym składzie chemicznym. Umożliwia to eliminowanie niekorzystnych z punktu widzenia sensorycznego oraz zdrowotnego produktów pirolizy. Stosowanie instalacji aerozolowego, natryskowego lub zanurzeniowego „wędzenia” ciekłymi preparatami dymu wędzarniczego stało się powszechnie wykorzystywanym sposobem nadania odpowiednich cech sensorycznych wyrobom wędzarniczym. Dalsza obróbka tego produktu powoduje uzyskanie różnej kondensacji i różnych aromatów, co jest wygodne dla zakładów mięsnych przy wprowadzaniu nowych wyrobów na rynek, a tym samym umożliwia higienizację komór wędzarniczych. Sam proces rozprowadzenia płynnego dymu i aromatów dymnych (atomizowanie) polega na rozpyleniu drobnych kropli chmury zawieszonego aerozolu w komorze wędzarniczej przez dostosowane konstrukcyjnie dysze. Szybkość dozowania preparatu jest kontrolowana za pomocą pomp metrycznych lub wysokością nadciśnienia w zbiorniku z preparatem. Jednokrotne zastosowanie preparatu zazwyczaj umożliwia uzyskanie jasnobrązowej barwy, przy kilkukrotnym nanoszeniu na powierzchnię uzyskuje się ciemniejszą barwę. Do uzyskania dobrego efektu technologicznego wystarcza użycie do 400 cm3 preparatu na jeden wsad wózka wędzarniczego. Stosowana obecnie większość komór wędzarniczych daje się stosunkowo łatwo przestawić na proces wędzenia z zastosowaniem płynnego dymu. Warunkiem decydującym skutecznego zastosowania tego rozwiązania jest możliwość całkowitego zamknięcia urządzenia wędzarniczego w celu utrzymania parametrów: temperatury i względnej wilgotności. Podsumowanie W ostatnich latach obserwujemy nowe podejście i znaczący postęp w technice i technologii przemysłowego i tradycyjnego wędzenia produktów pochodzenia zwierzęcego. Spowodowane jest to m.in. poznaniem procesów, jakie zachodzą w trakcie operacji wędzenia, jak również wpływu wywieranego przez mieszaniny dymu na obrabiany surowiec. Znaczącym czynnikiem, który odgrywa istotną rolę w postępie technicznym, jest wprowadzanie zmian w przepisach unijnych, czego przykładem są akty prawne z września 2014 roku dotyczące między innymi kontroli zawartości zanieczyszczeń w produktach żywnościowych. Prowadzone badania w tym zakresie ukierunkowane są na doskonalenie konstrukcji urządzeń wędzarniczych oraz ulepszenie całego procesu wędzenia, co jest zgodne z wspomnianymi zmianami w prawie europejskim. Zmiany te zmierzają do opracowania sposobów wytwarzania dymu wędzarniczego z wykorzystaniem zrębków drzewnych, którego skład chemiczny nie będzie odciskał piętna zanieczyszczenia związkami z grupy WWA na wędzonych wyrobach. Kolejny trend to postęp techniczny w konstrukcji urządzeń wędzarniczych i technologii przemysłowego oraz tradycyjnego wędzenia, który jest wynikiem wprowadzenia wielu zmian w całej technologii produkcji żywności wędzonej. Przykładem tych działań niech będzie doskonalenie konstrukcji budowy wędzarni i procesu pirolizy drewna, poprzez zastosowanie żarowych dymogeneratorów z elektrycznie ogrzewanymi i utrzymującymi stałą temperaturę płytami. Ponadto w procesie wędzenia ogranicza się dostęp powietrza do strefy żarzenia zrębków, automatyzuje proces dostarczania zrębków do strefy ich żarzenia oraz wprowadza kurtyny wodne chroniące przed zapalaniem się substancji smolistych w przewodach doprowadzających dym do komory wędzarniczej. Doskonalony jest również obieg powietrza w komorze wędzarniczej poprzez wprowadzenie dysz nadmuchu powietrza, przemiennego nadmuchu powietrza, kontroli ilości doprowadzania świeżego powietrza, zamkniętego obiegu powietrza z kontrolą wilgotności powietrza obiegowego. Nowe systemy pomiaru i sterowania temperatury komór wędzarniczych umożliwiają precyzyjną kontrolę temperatury powietrza obiegowego oraz produktu poddawanego obróbce we wszystkich etapach procesu tj. osuszania, wędzenia, parzenia lub pieczenia i chłodzenia. Wszystkie operacje wykonywane w komorze wędzarniczej są obecnie sterowane przez mikroprocesor umożliwiający przygotowanie i przeprowadzenie indywidualnych programów dla danego produktu lub ich grupy. Ogólnie mówiąc, zmiany w konstrukcji mają ulepszyć rozprowadzenie mieszaniny dymnej w komorze, aby efektywność była jak najwyższa i pozwalała osiągnąć równomierność uwędzenia i rozmieszczenia składników dymu na powierzchni wyrobów. Wieloaspektowy problem w obszarze procesu wędzenia powoduje prowadzenie prac nad rozwiązaniami, które pozwolą zapewnić standardy wytyczone przez urzędy nadzorujące bezpieczeństwo żywności wędzonej. Jednoznacznie należy stwierdzić, że dzięki tym staraniom zarówno w odniesieniu do konstrukcji urządzeń, jak i wyrobów wędzonych można uzyskać produkty mięsne nie tylko atrakcyjne sensorycznie, ale przede wszystkim bezpieczne zdrowotnie. Zatem najważniejszym celem tych wszystkich modyfikacji i zmian w technice i technologii wędzenia jest wytworzenie produktów bezpiecznych dla konsumenta, a co najważniejsze, zachowanie przy tym ich specyficznych i niepowtarzalnych walorów sensorycznych, za które są tak cenione. Autorzy: prof. dr hab. inż. Marian K. Panasiewicz mgr inż. Kamil Wilczyński




-
Dzisiaj chciałbym Wam zaprezentować niezwykle ciekawy materiał dotyczący tematyki bardzo rzadko poruszanej na naszym forum. Technologiczne aspekty przetwarzania niejadalnych ubocznych surowców rzeźnych W procesie uboju zwierząt rzeźnych oprócz surowców zasadniczych, uzyskuje się uboczne surowce rzeźne (UAU), które w pewnym uproszczeniu można podzielić na jadalne i niejadalne. Te drugie ogólnie są definiowane jako uboczne produkty pochodzenia zwierzęcego (UPPZ) i przedstawiają sobą każdą część tuszy zwierzęcia nie przeznaczoną do spożycia przez ludzi. Mimo takiego zaszeregowania stanowią one cenny surowiec do dalszego przerobu. Wszystkie odpady poubojowe charakteryzują się bowiem wysoką zawartością związków organicznych (51 - 81%). Mało precyzyjny podział ubocznych surowców rzeźnych na jadalne i niejadalne można zastąpić innym, wg którego surowce te dzielą się na trzy grupy: 1. surowce, które mogą być przetwarzane bezpośrednio w procesie technologii podstawowych surowców rzeźnych (podroby, krew spożywcza, głowy, nogi, ogony, jelita, żołądki i przedżołądki, części skóry trzody, pęcherze moczowe oraz kości), 2. surowce kierowane do przetwarzania, głównie na cele paszowe za pomocą innych technologii (krew techniczna, skóry, twory rogowe, niektóre części przewodów pokarmowych, kości techniczne, surowiec utylizacyjny, tłuszcz techniczny, treść pokarmowa przedżołądków, żołądków bydlęcych i żołądków trzody, szczecina oraz włosie), 3. surowce dla przemysłu farmaceutycznego oraz na preparaty kosmetyczne, żywieniowe i suplementy diety. W praktyce wiele ubocznych surowców rzeźnych znajduje dwojakie zastosowanie. Są one często wykorzystywane bezpośrednio lub po przetworzeniu jako jadalne produkty. Należą do nich surowce na osłonki wędliniarskie, przedżołądki bydlęce, żołądki wieprzowe, krew spożywcza i podroby. Niektóre z nich ze względu na przeznaczenie są również traktowane jako niejadalne uboczne surowce poubojowe i poddawane są przetwarzaniu na inne cele użytkowe. Przy takim kierunku zagospodarowania stają się cennym surowcem dla przemysłu farmaceutycznego, chemicznego, garbarskiego i paszowego. Wówczas racjonalne ich wykorzystanie następuje wtedy, gdy: 1. służą odbudowywaniu zasobów białkowych w postaci paszy dla zwierząt gospodarczych (kierunek paszowy), 2. stanowią zasoby przeznaczone na karmę dla domowych zwierząt mięsożernych (żywienie zwierząt), 3. stanowią źródło biogazu, preparatów chemicznych i składników nawozów, 4. stają się surowcem dla przemysłu skórzanego, farmaceutycznego, galanteryjnego, szczotkarskiego. Odrębną specyficzną grupę ubocznych surowców rzeźnych stanowią odpady klasyfikowane jako HRM (materiały wysokiego ryzyka) i SRM (materiały szczególnego ryzyka), które muszą być przetwarzane w specjalnych warunkach w zakładach utylizacyjnych przeznaczonych do tego celu. Cechą charakterystyczną takich odpadów jest przede wszystkim wysoka zawartość materii organicznej, którą można wykorzystywać jako surowiec do produkcji biogazu (fermentacja metanowa). Konieczność szybkiego przetwarzania ubocznych surowców rzeźnych Uboczne surowce rzeźne są podatne na niekorzystne procesy przemian bardziej niż surowce zasadnicze. Zmiany poubojowe jakim podlegają wynikają przede wszystkim z podatności ich składników na przemiany chemiczne oraz z aktywności aparatu enzymatycznego, wywołującego i kierującego tymi zmianami. Aktywne enzymy surowców rzeźnych wytwarzane przez ich komórki i tkanki jeszcze za życia zwierzęcia lub też przez mikroorganizmy, których wegetacja zaczyna się w różnych okresach składowania lub przetwarzania, skutecznie wpływają na przebieg niekorzystnych zmian i procesów biofizykochemicznych. Na przydatność i jakość ubocznych produktów rzeźnych wpływają ponadto wyższe zwierzęce pasożytnicze organizmy oraz czynniki fizykochemiczne. Przebieg zmian poubojowych i ich tempo determinują technologiczne zabiegi utrwalania i procesy ich przerobu. Zastosowane działania wpływają bowiem na biofizykochemiczne zmiany poubojowe tych surowców umożliwiając świadome kierowanie zmianami. Zachodzące zmiany i procesy utrwalania stanowią więc nierozerwalną całość. Dla skutecznego utrwalającego oddziaływania konieczny jest dobór właściwej metody oraz szybkość procesów technologicznego przetwarzania. Procesy przetwarzania odpadów poubojowych charakteryzują się specyficznymi właściwościami, do których można zaliczyć: • różnorodność operacji, • zastosowanie operacji i często substancji wyłączonych z technologii stosowanych w wytwarzaniu wyrobów przeznaczonych do spożycia przez ludzi, • konieczność zabezpieczenia trwałości przechowalniczej, • dostosowanie technologii przetwarzania do histoanatomicznej, chemicznej i mikrobiologicznej specyfiki wykorzystywanych surowców, • szczególnie duże zagrożenie środowiska niezużytymi związkami chemicznymi stosowanymi w procesie przetwarzania lub będącymi ubocznymi substancjami procesów przerobowych. Zbiórka i technologie przetwarzania Krew Krew jako uboczny surowiec rzeźny charakteryzuje się dużą zawartością związków organicznych, sięgającą blisko 95% oraz wysokim stopniem wykorzystania białka. Nie zbierana w czasie wykrwawiania w odpowiednich warunkach krew oraz ta jej część, która uległa zakażeniu i jej stan eliminuje ją z zastosowania do celów spożywczych, stanowi krew techniczną. Ze względu na wysoką zawartość białka krew techniczna staje się doskonałym surowcem wykorzystywanym w celach paszowych. Uzyskaną krew w warunkach uniemożliwiających wykorzystanie jej do celów spożywczych należy zabezpieczyć przed zjawiskiem jej krzepnięcia. W tym celu poddaje się ją zabiegowi defibrynacji, prowadzącemu do usunięcia włóknika. Tak wstępnie przerobioną krew ze względu na jej ograniczoną trwałość należy szybko konserwować poprzez suszenie, mrożenie lub stosując środki chemiczne. Susząc krew należy osiągnąć maksymalną zawartość w niej wody na poziomie nie przekraczającym 12%. Proces suszenia powinien być efektywny, a skutecznie sprzyja temu wstępne zagęszczenie krwi. Krew poddaje się procesowi suszenia po uprzedniej koagulacji i rozdzieleniu w wirówce dekantacyjnej, w której odpadem jest tzw. woda krwista. Uzyskany koagulat jest już surowcem łatwym do suszenia. Można go także konserwować 3% CaO. Proces suszenia powinien przebiegać w warunkach podciśnienia rzędu 53-55 kPa, co gwarantuje uzyskanie wysokiej jakości produktu bez zjawiska denaturacji a zarazem o dobrej strawności i charakteryzującego się wysoką zawartością lizyny. Skoagulowaną krew można również skutecznie suszyć w 100°C przez 3 - 6 minut, co pozwala na uzyskanie w wysuszonym produkcie zawartości wody maksymalnie 20%. Negatywnym efektem suszenia jest jednak fakt, że proces ten nie inaktywuje czynników przeciwtrypsynowych krwi, które unieczynniają trypsynę i pogarszają asymilację niektórych aminokwasów. Skuteczną metodą konserwowania krwi jest również proces jej zamrażania. Mrożona krew i magazynowana w temperaturze nie wyższej niż -18°C nie traci bowiem swoich właściwości przez 6 miesięcy. Przydatnymi zabiegami utrwalającymi krew techniczną jest ponadto stosowanie o różnej skuteczności środków konserwujących, do których należą: NH3, NH4OH, CO2, NaCl, pirosiarczyn, kwas mlekowy, formalina, kwas mrówkowy. Utrwalanie krwi amoniakiem (dodatek 0,25 - 0,5% w stosunku do masy do uzyskania wartości pH ok.10) jest mało efektywną metodą ze względu na niezbyt skuteczne działanie bakteriostatyczne tego związku wskutek jego ulatniania się. Zastosowanie 2% dodatek wody amoniakalnej do krwi pozwala jednak na przedłużenie jej trwałości do 3 miesięcy. Nasycanie krwi CO2 powoduje powstawanie kwasu węglowego, który niszczy drobnoustroje. Ta metoda umożliwia wydłużenie terminu przydatności krwi 2-3 krotnie przy przechowywaniu jej w warunkach chłodniczych. Daje to w praktyce wydłużenie terminu do 15 dób w 5°C lub osiągnięcie terminu przydatności wynoszącym 4 doby w 15°C. Konserwujący dodatek 40% roztworu formaliny w ilości 0,4% pogarsza strawność białek krwi, działając na nią destrukcyjnie. Jest jednak skuteczny w działaniu bakteriobójczym i bakteriostatycznym (niszczy pałeczki okrężnicy, włoskowca różycy, tyfusu mysiego, hamuje rozwój gronkowców i pałeczek tlenowych). Równie skuteczny jest kwas mrówkowy stosowany na poziomie 0,5 - 1%.Unieszkodliwia on również niektóre wirusy, w tym wirus pomoru świń i pryszczycy. Negatywnie wpływa jednak na jakość krwi powodując w procesie żelowania wytworzenie masy o galaretowatej, brunatnej konsystencji. Do 4 miesięcy można konserwować krew stosując dodatek 1% kwasu mlekowego. Dodatek 10% NaCl do krwi działa bakteriostatycznie powodując wydłużenie jej terminu przydatności do 10 dni. Pirosiarczyn sodu lub potasu w dozie 1 - 2% umożliwia przechowywanie krwi przez okres 4 tygodni, skutecznie niszcząc bakterie i hamując rozwój pleśni. Efektywność ta jest rezultatem powstającego z tych związków dwutlenku siarki. Przydatne do konserwowania krwi są kwasy: solny i siarkowy stosowane w ilości obniżającej wartość pH krwi do poziomu 4,5. Umożliwia to przechowywanie krwi do 4 tygodni. Bardzo skutecznie konserwuje krew kwas propionowy, który w dawce 0,2% hamuje wzrost bakterii gnilnych i chorobotwórczych oraz pleśni i innych grzybów. Skóry Skóry zwierząt rzeźnych są typowym surowcem nie przetwarzanym w miejscu ich pozyskiwania. Wobec tego faktu wymagają zabezpieczenia swojej jakości poprzez procesy obróbki i konserwowania. Przygotowanie skór do utrwalania polega na ich ostudzeniu, oczyszczeniu z tkanki tłuszczowej i mięsnej oraz na klasyfikowaniu i myciu. Bardzo ważny zabieg jakim jest studzenie eliminuje prawdopodobieństwo występowania rozpadu autolitycznego oraz rozkładu gnilnego. Gwarancją skuteczności tego zabiegu jest uzyskanie przez skóry w ciągu 0,5 h od uboju temperatury poniżej 20°C. Warunkiem niezbędnym do zachowania wysokiej jakości skór surowych jest proces ich obróbki poprzedzający późniejsze utrwalenie. Skóra uzyskana w procesie uboju składa się z następujących warstw: • naskórek (wielowarstwowa tkanka nabłonkowa), • skóra właściwa (derma), • tkanka podskórna (mizdra). Przydatność dla przemysłu garbarskiego ma derma składająca się z warstwy brodawkowej, siateczkowej (wyjątek stanowią skóry świńskie) i błony licowej. Skóra właściwa zbudowana jest z włókien kolagenowych, elastylowych oraz retikulinowych. Po ostudzeniu skóry poddaje się oczyszczaniu, które polega na usuwaniu wszystkich części nie należących do skóry. Bardzo istotne jest usunięcie resztek krwi ponieważ żelazo pochodzące z hemoglobiny powoduje powstawanie plam w czasie późniejszego garbowania skór. Na tym etapie zaleca się również usunięcie mizdry, którą stanowi luźna tkanka łączna wypełniona tłuszczem i przerośnięta mięśniami. Usunięcie tej warstwy ułatwia późniejsze konserwowanie skór. Pozbawienie skór mizdry eliminuje także ryzyko tworzenia się niekorzystnych plam związanych z rozwojem szkodliwych, barwotwórczych szczepów bakterii: Micrococcus roseus (plamy czerwone), Sarcina aurantiaca (plamy pomarańczowoczerwone), Sarcina lutea (plamy żółte) i Serratia marcesceus (plamy czerwone). Wszystkie czynności należy prowadzić tak, aby nie uszkodzić lica skóry. Obrabiając krupony świńskie należy usunąć tłuszcz tak, aby jego zawartość nie przekraczała 6% masy skóry. Celem zabiegu konserwowania skór jest zapobieganie działaniu enzymów tkankowych, eliminowanie procesu autolizy i stworzenie warunków niekorzystnych dla rozwoju drobnoustrojów. Z powyższych względów należy stosować do konserwowania takie środki, które odwadniają skóry oraz zmieniają ciśnienie osmotyczne i odczyn środowiska. Najprostszą metodą konserwowania skór jest stosowanie soli kuchennej na sucho lub w postaci roztworu (metoda solankowa). W metodzie solankowej (stężenie soli 20-26%) stosuje się roztwór soli w proporcji 3-4:1 w stosunku do masy skór. Metoda ta daje wydajność wyższą od solenia na sucho o 1-2%. Ponadto w solance rozpuszczają się białka przeszkadzające przy późniejszym garbowaniu. Przy metodzie solenia na sucho zużywa się do 65% soli kamiennej w stosunku do masy skór w 2-ch etapach solenia (powtórne solenie po 7-14 dniach). W czasie tego solenia skóry układa się w stosy mizdrą do góry. Najlepszą skuteczność konserwowania daje stosowanie soli kamiennej, która ze względu na swoją granulację ogranicza możliwość tworzenia się szybkiego wycieku w postaci solanki samorodnej powstającej w czasie konserwowania. Pozwala to na dłuższe oddziaływanie soli na skóry. Takie metody utrwalania poprzez zastosowanie soli pozwalają na przechowywanie skór do 6 miesięcy. Stosowana do konserwowania sól nie powinna być zanieczyszczona solami wapniowymi, potasowymi, magnezowymi oraz żelazowymi, które mogą być przyczyną powstawania plam solnych. W celu poprawy skuteczności konserwującej solenia można stosować w odpowiednim dawkowaniu dodatkowe substancje chemiczne, działające bakteriostatycznie, bakteriobójczo oraz determinujące wysoką jakość skór. Do substancji tych należy soda kalcynowana, naftalen, kwas borowy i fluorokrzemian sodu. Wymienione związki chemiczne wpływają w różnym stopniu na jakość konserwowanych skór pozwalając na wydłużenie ich trwałości do 1 roku w zależności od użytego środka. Soda kalcynowana (3% w stosunku do soli) podwyższając wartość pH skór wiąże rozpuszczalne sole wapniowe i magnezowe w nierozpuszczalne węglany eliminując ich niekorzystny wpływ na tworzenie się plam solnych. Związek ten również inhibituje niekorzystną fosfatazę. W połączeniu z solą i sodą kalcynowaną skutecznie działa bakteriobójczy i bakteriostatyczny naftalen (dodatek 1% w stosunku do soli). Jego brak rozpuszczalności w wodzie i łatwość sublimacji powoduje skuteczne działanie jednak tylko na powierzchni skór. Ponadto może on również powodować zażółcenie konserwowanych skór. Kwas borowy obniżając wartość pH działa konserwująco, zapobiegając procesowi gnicia. Związek ten ogranicza występowanie barwnych plam poprzez obniżanie aktywności enzymów z grupy fosfataz. Fluorokrzemian sodu zakwaszając skóry do wartości pH = 4,5 skutecznie je konserwuje. Wiąże się to jednak z ubytkami w masie skór wynoszącymi 2- 4%. Związek ten skutecznie inhibituje enzymy z grupy fosfataz, które sprzyjają tworzeniu się plam. Skóry, za wyjątkiem świńskich (zawartość tłuszczu) można utrwalać poprzez suszenie bez dostępu promieni słonecznych w temperaturze 18- 40oC utrzymując wilgotność względną powietrza na poziomie 60-75% i odpowiednią szybkość ruchu powietrza. Wysuszone skóry powinny zawierać maksymalnie 20% wody, co hamuje skutecznie rozwój drobnoustrojów. Do suszenia kieruje się zawsze skóry pozbawione mizdry. Surowce farmaceutyczne W czasie uboju i obróbki poubojowej można zbierać uboczne surowce rzeźne stanowiące cenne surowce dla przemysłu farmaceutycznego. Zbiórce podlegać mogą wyłącznie surowce ze sztuk uznanych jako zdatne do spożycia. Surowcami tymi są gruczoły, które należy utrwalić w czasie nie przekraczającym 1 h od uboju. Przysadka mózgowa Wyjęcie gruczołu następuje z głowy po jej przecięciu na połowę (tzw. siodełko tureckie). Gruczoły te konserwuje się poprzez zamrożenie (temperatura nie wyższa niż -18°C) lub chemicznie zalewając acetonem. Szyszynka Gruczoł ten zbiera się równolegle z przysadką mózgową wyjmując go z mózgu i poddając utrwaleniu chemicznemu lub zamrażaniu do temperatury nie wyższej niż -18°C. Tarczyca Gruczoł uzyskuje się oddzielając go od wyjętego z klatki piersiowej osierdzia. Po oczyszczeniu z tłuszczu tarczycę podaje się zamrożeniu w temperaturze nie wyższej niż -18°C. Nadnercza Te parzyste gruczoły wyłuskuje się z otaczających torebek tłuszczowych w okolicach nerek, gdzie są połączone z naczyniami krwionośnymi. Zabezpieczając je przed działaniem promieni słonecznych należy je w krótkim czasie poddać zamrożeniu. Trzustka Gruczoł uzyskuje się delikatnie oddzielając od kompletu jelit tak, aby nie uszkodzić jej miąższu. Utrwalać można poprzez zamrażanie (temperatura nie wyższa niż -18° C) lub chemiczne chlorkiem sodu lub zakwaszonym alkoholem etylowym. Żółć Jest to produkt wydzielania wątroby znajdujący się w woreczku żółciowym. Po wylaniu jej z woreczka i oddzieleniu ewentualnych kamieni poddaje się ją konserwowaniu poprzez suszenie lub utrwalanie chemiczne (formalina, mieszanina sody kaustycznej, potażu i toluenu). Surowiec podpuszczkowy Stanowią go trawieńce cielęce, które po opróżnieniu bez płukania poddaje się suszeniu lub soleniu. Solenie jednak obniża ich wartość jakościową. Surowiec pepsynowy Surowcem pepsynowym są śluzówki zbierane z żołądków od różnych zwierząt rzeźnych po uboju. W przypadku żołądków przeżuwaczy śluzówkę uzyskuje się z ich trawieńców. Obróbka żołądków prowadząca do uzyskania śluzówki (błona śluzowa, błona podśluzowa) powinna być wykonana zaraz po uboju. Zdjętą śluzówkę można utrwalać przez zamrożenie lub chemicznie zalewając ją 1% roztworem HCl. Praktykuje się również suszenie jako metodę konserwowania śluzówki. Błony surowicze Błony surowicze otaczające niektóre narządy (worki osierdziowe, błony sadłowe), jelita (błony surowicze jelit wiankowych, owczanek i kątnic bydlęcych) oraz wyścielające wnętrze ciała zwierzęcia (otrzewna ścienna klatki piersiowej) mogą stanowić cenny surowiec do wyrobów o dużej oporności chemicznej i mechanicznej. Decyduje o tym poza zawartością kolagenu zwiększony udział elastyny tj. skleroprotein o dużej zawartości aminokwasów niepolarnych sięgających poziomu 93% ogólnej ich ilości. Taki skład aminokwasowy decyduje o zdolności elastyny do dwukierunkowego rozciągania się, co ją wyróżnia z grupy innych białek włóknistych decydując o właściwościach surowców z jej obecnością. Z błon surowiczych jelit wiankowych i owczanek (tzw. watlongi) można produkować resorbujące nici chirurgiczne (katgut), zszywki rymarskie, struny muzyczne i sportowe. Zdejmowane błony surowicze należy niezwłocznie przekazywać do konserwowania poprzez suszenie w temp. poniżej 40°C lub solenie. Surowce keratynowe Surowiec keratynowy stanowią wszystkie twory rogowe skóry, a więc włosy, pochwy rogowe, puszki racicowe i kopytowe. Są one bogate w keratynę. Technologia przetwarzania, jak i ich ochrona przed zmianami poubojowymi jest niezbędna i dopasowana do danego rodzaju surowca. Wykazują one bowiem znacznie zróżnicowaną podatność na zmiany wynikające ze specyfiki budowy histoanatomicznej. Szczecina Szczecina stanowi cenny surowiec pędzlarsko-szczotkarski. Uzyskuje się ją w określonej ilości w czasie oparzania tusz świńskich. Kruponowanie tusz obniża jednak jej uzysk o ok. 60%. Ze względu na to, że zawiera ok. 50% wody, 30% naskórka oraz tłuszczopot należy ją niezwłocznie przekazać do obróbki i konserwowania. Obrabiając szczecinę poddaje się ją praniu z 2% Na2CO3 w temperaturze 40 - 50°C. Skutecznym zabiegiem jest także moczenie szczeciny przez 48 godzin w 4% roztworze ługu sodowego. Następnie po wymyciu następuje proces suszenia przez 4 h w 50 - 60°C do zawartości wody wynoszącej maksymalnie 16%. W uzyskanym produkcie dopuszcza się 3% naskórka oraz 3% tłuszczopotu. Włosie bydlęce Włosie uzyskuje się ze skór, ogona, międzyrożnej czupryny, małżowin usznych i pęcin. Jest ono dobrym surowcem pędzlarskim i szczotkarskim oraz tapicerskim, filcowym i włókienniczym (wojłok). Włosie konserwuje się metodą suszenia do zawartości wody maksymalnie 15%. Rogowizna Pod pojęciem ,,rogowizna'' rozumie się rogową ochronę końcówek kończyn (puszki racicowe i kopytowe) oraz histologicznie zbudowaną ochronę możdżeni rogowych. Surowce te zbiera się w linii uboju (od trzody chlewnej) lub w oddzielnym procesie (od bydła, owiec i cieląt). Rogi należy oczyścić z resztek skóry i poddać parzeniu w 70oC,co umożliwia późniejsze opróżnienie ich z możdżeni. W procesie obróbki rogowizny wykorzystuje się zabieg termokeratolizy zachodzący w warstwie twórczej rogowizny. Efektem tego procesu jest rozluźnienie połączenia puszek racicowych i kopytnych z powiązań anatomicznych. Rogowizna jest dobrym surowcem do najbardziej cenionej galanterii. Jakościowo gorszą rogowiznę można wykorzystywać poprzez przystosowanie jej na cele paszowe (mąka keratynowa) po uprzedniej poprawie jej strawności i przyswajalności. Termokeratoliza przebiega przez 12 h pod ciśnieniem 200 kPa (max. 590 kPa) w temperaturze 135°C. Dynamiką tego procesu można sterować poprzez parametry jego przebiegu oraz dodatki substancji katalizujących (silne kwasy i zasady, mocznik, reduktazy, utleniacze, czynniki polarne). Efektywność procesu znacznie poprawia enzym keratynaza. Zawartość przewodów pokarmowych Zawartość przewodów pokarmowych wszystkich gatunków zwierząt rzeźnych można podzielić na: • zawartość przedżołądków przeżuwaczy i żołądków świńskich, • zawartość żołądków przeżuwaczy i jelit wszystkich zwierząt rzeźnych. Te dwie grupy surowców różnią się zdecydowanie wartością i przydatnością przetwórczą, co wynika z zaawansowania stopnia trawienia. Uzyski treści pokarmowej zależne są od odbytej głodówki przedubojowej. Zawartość przedżołądków bydlęcych stanowi 10 - 27% masy przyżyciowej zwierzęcia a owczych 10 - 21%. Treść żołądków świńskich to tylko 1% masy zwierzęcia. Zawartość jelit bydlęcych stanowi natomiast 4% masy zwierzęcia, a jelit świńskich 2%. Skład chemiczny zawartości przewodów pokarmowych jest tak zmienny, jak zmienna była pasza stosowana do skarmienia zwierząt oraz jaka była skuteczność głodówki przedubojowej. Treści pokarmowe różnią się także przydatnością użytkową wynikającą z różnego pochodzenia gatunkowego przejawiającego się w: • wartości karmowej, • odczynie zawartości, • polepszeniu biologicznej wartości karmowej na skutek rozwoju w żwaczu bakterii i pierwotniaków (tzw. wymoczki). W zawartości przedżołądków i żołądków (tzw. żwaczka) 1,5 - 1,8% składu stanowi białko, 14% s.m. Substancje organiczne stanowią ogólnie 88% masy żwaczki. W suchej masie żwaczki znajduje się średnio 17,4% białka i ok. 26% błonnika. Żwaczka zawiera ponadto 13% popiołu, substancje bezazotowe wyciągowe i sole mineralne. Z powyższych względów wykorzystanie treści przedżołądków i żołądków powinno być bardzo racjonalne i uwzględniające ich wartość biologiczną. Przeznaczając żwaczkę na cele paszowe można ją obrabiać termicznie względnie zakwaszać wytwarzając kiszonki. W procesie suszenia stosuje się ciśnienie 190 - 216 kPa i temperaturę 143°C przez 2,5 - 3 h. Do zakwaszania można zastosować 25% kwas solny w ilości 3% lub 85% kwas mrówkowy (1% dodatek). Czas kiszenia wynosi 4 - 7 dób po czym produkt jest gotowy do skarmiania zwierząt jako komponent paszy. Uzyskuje się w ten sposób uzupełniający składnik podstawowej karmy dla zwierząt. Żwaczkę można również wykorzystywać do produkcji biogazu (tzw. gaz gnilny), który powstaje wskutek biologicznego rozkładu substancji organicznych w warunkach beztlenowych. Przydatność zawartości jelit zwierząt rzeźnych w dużym stopniu zależy od wieku zwierzęcia poddanego ubojowi, gatunku i odcinka jelit z którego pochodzi. Z tego względu skład chemiczny i jej wartość użytkowa jest wysoce zmienna, ale zawsze niższa od żwaczki. Decyduje to o tym, że treść z jelit może być racjonalnie stosowana głównie do produkcji biogazu na drodze fermentacji metanowej, w której uczestniczą bakterie z rodzaju Methanobacterium oraz współdziałające w tym procesie bakterie z rodzaju Bacillus, stanowiące również naturalną mikroflorą przewodów pokarmowych zwierząt rzeźnych. Bakterie te rozwijają się w temp. 25 - 65°C i z tego względu w procesie fermentacji wyróżnia się fazę mezofilną (32 - 33°C) oraz fazę termofilną (55 - 57°C). Proces produkcji biogazu trwa do 60 dni i prowadzi do powstania mieszaniny gazów o zróżnicowanym procentowo składzie, w której występują głównie: CH4 (40 - 70%) CO2 (40 - 50%) Uzupełnieniem tej mieszaniny są inne gazy, do których należą: H2S, NH3, N2, CO. Skład mieszaniny o zawartości minimalnej 40% metanu spełnia kryteria przydatności jej w celu wykorzystania do produkcji energii cieplnej i elektrycznej. Substraty z biogazowni, ale również żwaczkę i zawartość jelit zwierząt można w łatwy i skuteczny sposób poddawać suszeniu. Dobre efekty ekonomiczne uzyskuje się w suszarniach wykorzystujących ciepło spalania z biomasy, które osiąga często wartość zbliżoną do ciepła uzyskiwanych z tzw. cienkich olejów opałowych. Temperatura powstających spalin osiąga poziom 300 - 400°C na wejściu do komory suszenia, co powoduje higienizację materiałów poddawanych suszeniu. W celu uzyskania odpowiednich parametrów temperaturowych biomasa jako źródło energii może być stosowana w połączeniu z wspomagającymi paliwami stałymi (torf, węgiel) względnie poddawana gazyfikacji. Wysuszone produkty w suszarniach są najczęściej formowane w postaci brykietów o małych wymiarach gabarytowych (tzw. pelletowanie). Śluz z jelit i żołądków W trakcie obróbki surowców osłonkowych (jelita cienkie) uzyskuje się w czasie ich szlamowania śluz (błona śluzowa i podśluzowa). Surowiec ten stanowi cenny odpad poubojowy będący surowcem do produkcji heparyny stanowiącej podstawę produkcji leków przeciwzakrzepowych. Uzyskany śluz można zamrażać po uprzedniej obróbce cieplnej. Po ekstrakcji heparyny ze śluzu jelitowego pozostaje odpad białkowy, który może być wykorzystywany do produkcji mączek paszowych. Podobne zastosowanie może mieć śluz otrzymywany z jelit grubych i żołądków świńskich przy ich obróbce na cele osłonkowe. Surowce utylizacyjne Surowiec utylizacyjny stanowią wszystkie części organizmów zwierząt rzeźnych, których nie można przeznaczyć na żywność dla człowieka i zużytkować w inny sposób. Poszczególne rodzaje surowców utylizacyjnych różnią się od siebie wartością biologiczną i energetyczną oraz karmową. Decyduje o tym zawartość aminokwasów, witamin, biokatalizatorów kwasów tłuszczowych i tłuszczu. Surowcami tymi są części organizmów zwierzęcych, które: • przez inspekcję weterynaryjną są uznane za nie nadające się do spożycia, • z racji swojej funkcji fizjologicznej w organizmie zwierzęcym lub budowy histologicznej nie są przez człowieka spożywane, • utraciły nieodwracalnie przydatność spożywczą, • nie mogą być zużyte zgodnie z pierwotnym przeznaczeniem. Proces przetwarzania surowców utylizacyjnych przebiega w temperaturze ok. 133°C pod ciśnieniem 3 bar w czasie 20 - 30 minut. Warunki takie dają gwarancję zniszczenia mikroorganizmów, pasożytów oraz dezaktywacji toksyn. Przekroczenie temperatury 140°C powoduje jednak już zmniejszenie się wartości biologicznej produktów oraz jest nieuzasadnione ekonomicznie. Wyprodukowane związki mogą być stabilizowane chemicznymi przeciwutleniaczami (BHA, BHT) w ilości 0,01 - 0,4%. Dodatki te ograniczają procesy jełczenia w tłuszczach. Odpady oznaczane jako HRM (materiały wysokiego ryzyka) i SRM (materiały szczególnego ryzyka) unieszkodliwia się natomiast w temperaturze 600°C poprzez spalanie bez możliwości przerobienia ich na paszę dla zwierząt. Integralną część urządzeń utylizacyjnych stanowią piece do spalania lub neutralizatory tworzących się w destruktorach związków zapachowych (NH3, metyloaminy, siarkowodór, merkaptany). Autor: dr inż. Jerzy Wajdzik

-
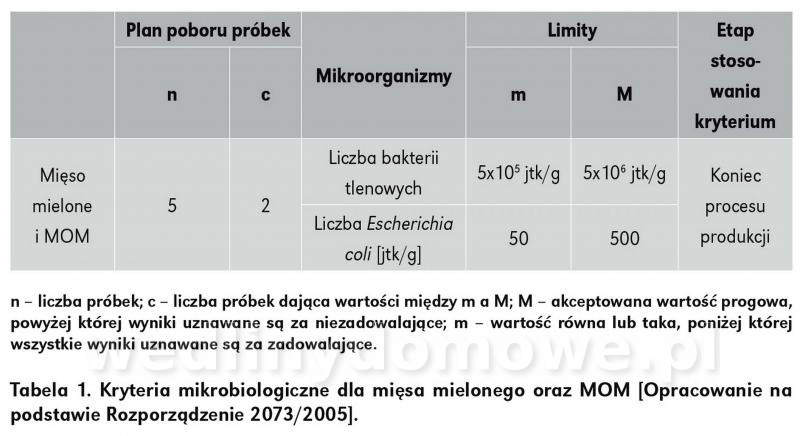
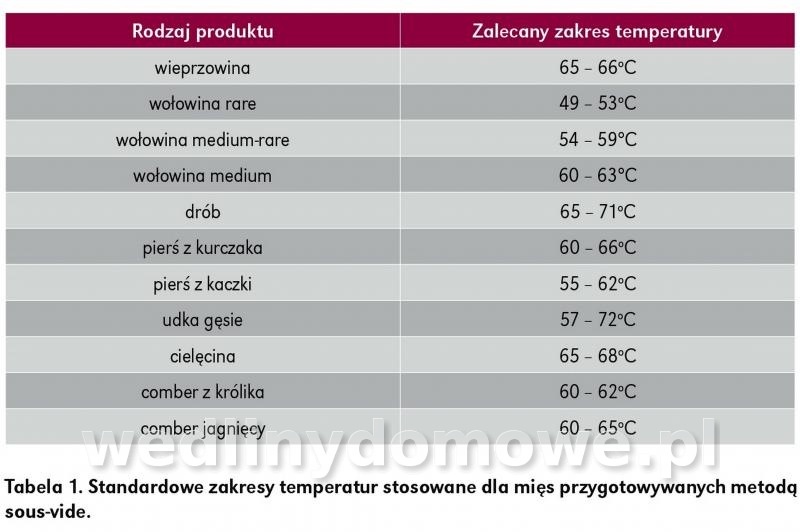
Artykuł ten dedykuję Koleżance Anuś, która rozpoczyna swą przygodę z zestawem do sous vide. Przyrządzanie mięsa metodą sous-vide Gastronomia jest jedną z szybciej rozwijających się branży rynkowych. W większości dużych miast powstają nowe kawiarnie, restauracje i bary szybkiej obsługi. Coraz większą popularnością cieszą się restauracje ze zdrową żywnością, będące dokładnym przeciwieństwem, tak uwielbianych przez konsumentów fast-food’ów. Polacy, przejmując trendy rynku zachodniego, coraz większą uwagę przywiązują do zdrowego trybu życia, a co za tym idzie, również do odpowiedniego sposobu żywienia. W gastronomi wyróżniamy kilka systemów produkcji i serwowania dań. Wśród nich wymienić można systemy cook-serve (gotowanie i podawanie), cook-chill (gotowanie i schładzanie), cook-freeze (gotowanie i zamrażanie) oraz najmłodszy - sous-vide. Nazwa sous-vide pochodzi z języka francuskiego, a w dosłownym tłumaczeniu oznacza „w próżni”. Po raz pierwszy metoda próżniowa została opisana przez Thompsona B. w XVIII wieku. Potem zapomniana i ponownie odkryta przez inżynierów z USA i Francji w latach 60-tych do celów przechowywania żywności. Natomiast w latach siedemdziesiątych Pralus G. dogłębnie przebadał wykorzystanie próżni w gotowaniu. Technologia sous-vide została wdrożona w przemyśle spożywczym we Francji w latach 80-tych, a w Anglii i innych krajach w latach 90-tych. Obecnie gotowanie metodą sous-vide jest ostatnim krzykiem mody w sztuce gotowania w ramach kuchni molekularnej. Sous-vide szczególnie pozytywny wpływ ma na przyrządzanie mięs. W przypadku przygotowywania mięs najważniejszym procesem jest denaturacja białek, czyli ścinania się ich włókien. Aby mięso zostało łatwo strawione, a przy okazji było smaczniejsze, włókna muszą zostać w określony sposób uszkodzone (nawet przez proste, klasyczne podgrzewanie). Dzięki sous-vide proces ten zachodzi przy minimalnej temperaturze, zachowując maksimum smaku oraz właściwą strukturę mięsa. Udowodniono również, że długi czas gotowania w niższych temperaturach zabija bakterie i drobnoustroje tak samo, jak przy gotowaniu w wyższych temperaturach (bakterie Salmonelli zostają zabite w temperaturze 65,5oC w 15 sekund, a w temperaturze 54,5oC w 15 minut). Wyższe temperatury występujące przy tradycyjnym gotowaniu powodują niepożądane uszkodzenie struktury mięsa: ściany komórek rozpadają się i oddzielają od zawartych w nich smakowitych i zdrowych płynów, w wyniku czego mięso zaczyna się kurczyć i wysycha. Dlatego każdy rodzaj mięsa posiada swoją unikalną temperaturę, w której najlepiej smakuje i wygląda, a także nie traci wartości odżywczych i witamin (tab. 1). Oczywiście, dokładna temperatura uzależniona jest od rodzaju mięsa, a także od miękkości i soczystości potrawy, jaką chcemy osiągnąć w określonym czasie. Raz, dwa, trzy i gotowe! Początkowo, gotowanie metodą sous-vide może wydawać się trudne, przede wszystkim ze względu na swoją odmienność od tradycyjnych metod przygotowywania dań. Jednak przyrządzanie potraw metodą sous-vide obejmuje trzy proste etapy: I etap - pakowanie próżniowe W etapie pierwszym przygotowane produkty należy zapakować próżniowo. Dzięki próżniowemu opakowaniu, potrawy nie oddają podczas gotowania swoich wartości odżywczych i smakowych do wody. Najlepszą opcją jest użycie pakowarki komorowej, jednak są one dość drogie jeśli chodzi o użytek domowy. Najczęściej w tym celu używa się więc o wiele tańszych pakowarek listwowych. Do pakowania zalecane jest używanie certyfikowanych woreczków do pakowania vacum – próżniowego. Należy pamiętać, że materiał z jakiego wykonano worki powinien być jednolity, pozbawiony smug i przebarwień. Istotnym parametrem jest również grubość folii z jakiej wyprodukowano worki do pakowania. Najczęściej stosowana jest grubość wynosząca 70 µm, można jednak użyć worków o grubości 90, 100 lub nawet 120 µm (w przypadku mięsa z kością). Grubsza folia posiada lepsze właściwości barierowe, co jest szczególnie ważne w przypadku pakowania produktów szybko ulegających psuciu lub wymagających długiego przechowywania. Miejsce zgrzania folii w trakcie pakowania próżniowego powinno być czyste i suche, aby uniknąć otworzenia się torby podczas dłuższego gotowania w wodzie. Oczywiście wcześniej możemy mięso zamarynować i przyprawić, według własnych preferencji i upodobań, a następnie rozpocząć zdrowe gotowanie. II etap - gotowanie w kąpieli wodnej Produkt zapakowany próżniowo umieszczamy w kąpieli wodnej. Istnieją różne rodzaje urządzeń, służących do podgrzania i utrzymania określonej temperatury wody: termocyrkulatory, wanny, a nawet wielofunkcyjne „kombajny” spełniające jednocześnie funkcję pakowarki próżniowej. Do gotowania sous-vide producenci sprzętów oferują również kulki izolacyjne, które mają zastąpić pokrywę. Utrzymując się na powierzchni wody zapobiegają utracie ciepła i zmniejszają utratę wody przez odparowywanie (jest to szczególnie ważne, jeśli nie ma możliwości uzupełniania wody), a także zapewniają lepszą stabilność temperatury. Gdy nie posiadamy odpowiedniego urządzenia, możemy ewentualnie skonstruować uproszczony zestaw sous-vide w warunkach domowych. Potrzebujemy do tego: termometr kuchenny, duży garnek z grubym dnem, który dobrze utrzymuje ciepło, lód oraz zamykane worki do żywności. Kluczowe jest ustawienie temperatury wody: • 58°C – 62°C to temperatura zalecana dla mięs, które mają być serwowane jako krwiste; jest to również wystarczająca temperatura aby rozpuścić twardą tkankę łączną w mięsie; • przy podgrzewaniu powyżej 68°C zdolność wchłaniania wody przez tkanki mięśniowe jest znacznie ograniczona; • 83°C – 85°C temperatura ta, jest dobra do szybkiej pasteryzacji powierzchni mięsa. Ważne jest również określenie czasu pełnego ogrzania: • około godziny zajmuje ogrzanie kawałka mięsa o grubości 2,5 cm; • w około 3 godziny pięciocentymetrowa porcja mięsa osiąga temperaturę wody na całej swej objętości. Przy zastosowaniu metody sous-vide nie przegotujemy (spalimy) mięsa nawet jeśli o nim zapomnimy na dłuższy czas. Produkt ogrzany do pożądanej temperatury może pozostać w kąpieli wodnej nawet do 48 godzin. III etap - serwowanie Porcje produktu wystarczy wyjąć z woreczka - doskonałe danie jest gotowe do podania. Jedzenie najlepiej serwować tuż po przygotowaniu lub po właściwym wychłodzeniu potrawy i zachowując odpowiedni czas przechowywania. Rdzeń mięsa powinien osiągnąć stałą zadaną temperaturę przez przynajmniej 15 sekund – możemy to zbadać za pomocą sondy do mierzenia temperatury. Potrawy przyrządzone metodą sous-vide mogą wyglądem sprawiać wrażenie, jakby były ugotowane w wodzie. Aby uzyskać mięso o chrupiącej powierzchni można je po prostu krótko podsmażyć: na patelni, w opiekaczu, na grillu, przy pomocy opalarki lub smażąc na głębokim tłuszczu. Tak przygotowana porcja mięsa stanowi doskonały atrybut zarówno wizualny jak i smakowy. Zalety i wady metody sous-vide Najbardziej pożądaną zaletą metody sous-vide jest przede wszystkim zachowanie naturalnego smaku. Należy wymienić również zachowanie substancji odżywczych i aromatów, a także świeżości barwy (aż do konsumpcji produkty nie ulegają utlenianiu). Metoda sous-vide pozwala również na wydobycie subtelniejszych smaków i aromatów tradycyjnych dań przy zachowaniu idealnej tekstury sporządzanych potraw. Kolejną korzyścią metody sous-vide jest uzyskanie odpowiedniej struktury produktu, która zostaje nienaruszona w czasie gotowanie i nie dochodzi do wycieku soku komórkowego. Podczas przygotowywania żywności w konwencjonalnych metodach obróbki termicznej, potrawy tracą nawet do 20% swojej objętości i gramatury, a dzięki wykorzystaniu gotowania w próżni tylko 5 – 10% objętości i wagi. Mięso przygotowane w ramach metody sous-vide nigdy nie jest przesuszone. Poszczególne kawałki mięsa są w każdym miejscu perfekcyjnie przygotowane, identyczne na całym przekroju. Zapakowane hermetycznie produkty nie wydzielają zapachów ani pary wodnej, dzięki czemu nieprzyjemne zapachy nie unoszą się w pomieszczeniu. Dzięki ochronnemu opakowaniu, surowiec jest zabezpieczony przed powietrzem i innymi negatywnymi czynnikami, co uniemożliwia rozwój bakterii tlenowych. Produkty mogą być dłużej przechowywane, można je również zamrażać na okres 1 roku. Oprócz powyższych zalet, należy zwrócić uwagę na korzyści finansowe wynikające z gotowania sous-vide. Główną z nich jest niższe zużycie energii w porównaniu do tradycyjnych kuchni i piekarników. Kolejnym plusem metody sous-vide jest minimalizacja strat dzięki wcześniejszemu przygotowaniu kontrolowanych porcji, a także możliwość podgrzewania kilku różnych posiłków w tym samym czasie i na jednym urządzeniu. Mniejsze zużycie przypraw przy jednoczesnym wykorzystaniu potencjału smaku i aromatu potraw to również kolejna zaleta metody sous-vide. Niestety, aby możliwe było zastosowanie systemu sous-vide, należy zaopatrzyć się w niezbędny sprzęt. Najtańsze cyrkulatory do gotowania sous-vide (specjalistyczne grzałki utrzymujące precyzyjnie temperaturę wody przez wiele godzin) to wydatek minimum kilkuset zł. Oprócz tego przyda się duże naczynie ze stali nierdzewnej, w którym będziemy gotować. Dodatkowo, czasochłonność przygotowywania (niektóre mięsa musimy gotować kilkadziesiąt minut) i konieczność stałego nadzoru nad obróbką, wymaga opracowania systemu logistycznego pracy w kuchni. Myślę, że są to jedyne wady gotowania sous-vide. Jak widać plusy wynikające z przygotowania idealnych potraw, mimo wszystko warte są wydatku finansowego, który po pewnym czasie ze względu na ergonomię powinien się zwrócić. Konsumenci, a co za tym idzie również klienci restauracji mają coraz wyższą świadomość, skąd żywność pochodzi i jak jest ona wytwarzana. Mają coraz wyższe oczekiwania. Każdy lokal gastronomiczny, posiada wolność w zastosowaniu odpowiedniego systemu produkcji i serwowania dań w zależności od możliwości personalnych, finansowych i logistycznych, a także przestrzennych. Wszystkie metody produkcji i przechowywania posiadają swoje wady i zalety, jednak metoda gotowania w próżni jest naprawdę godna polecenia. Dzięki niej, można zawsze gotować zdrowo i niezwykle smacznie, a przygotowywane potrawy na pewno znajdą uznanie wśród wszystkich, którym je zaserwujemy. Autorki: dr inż. Agnieszka Starek mgr Marta Krajewska

-
Optymalizacja procesu dojrzewania wędlin surowych.
Maxell opublikował(a) temat w Wędliny dojrzewające
Optymalizacja procesu dojrzewania wędlin surowych Warunki prowadzenia procesu dojrzewania wędlin surowych ściśle uzależnione są od receptury i bezpośrednio oddziałują na podstawowe jego mierzalne parametry. Charakterystyka tych wartości oraz analiza przebiegu procesu dojrzewania wyrobów umożliwiają zoptymalizowanie warunków jego prowadzenia. W rezultacie staje się to podstawą do wyprodukowania wędlin surowych dojrzewających o wysokiej jakości. Podstawą produkcji wędlin surowych jest technologiczne kierowanie przemianami biochemicznymi, mikrobiologicznymi oraz procesami fizycznymi, które zachodzą w surowcu mięsno- tłuszczowym w trakcie dojrzewania. W celu uzyskania wyrobów o wysokiej jakości warunki dojrzewania należy powiązać z recepturą oraz mierzalnymi parametrami badawczymi, takimi jak: wartość pH, aktywność wody (aw), związanie, krajalność oraz ubytek masy. Wyróżniki te pozwalają prowadzić i optymalizować proces dojrzewania wędlin przy pomocy nowoczesnego sterowania. Duży wpływ na efektywność procesu dojrzewania ma dobór i jakość surowca wynikająca z receptury oraz właściwości fizyczne, chemiczne i mikrobiologiczne przypraw, dodatków oraz osłonek. W znaczący sposób na przebieg dojrzewania wpływa również proces peklowania, faza przygotowania farszu wędlinowego i jeśli występuje to proces wędzenia. Wszystkie czynniki przyczyniające się do zoptymalizowania procesu dojrzewania wędlin surowych można podzielić na dwie grupy: 1. zewnętrzne parametry sterowania (wilgotność względna powietrza, temperatura, szybkość przepływu powietrza) związane z warunkami prowadzenia procesu, 2. wewnętrzne parametry sterowania (zawartość soli kuchennej, cukrów i tłuszczu, stopień rozdrobnienia, kaliber i rodzaj kultur startowych) wynikające z receptury. Wzajemne współdziałanie tych dwóch grup parametrów sterowania wyzwala procesy fizykochemiczne (m.in. zakwaszanie, obniżenie aw) prowadzące do uzyskania wysokiej jakości wędlin surowych oraz ich pożądanej trwałości. Wewnętrzne parametry sterowania Chlorek sodu i środki peklujące Chlorek sodu jest niezbędną substancją dodatkową stosowaną w produkcji wędlin surowych. Wnosi on z jednej strony smakowitość własną (słoność) wzmacniającą smak i aromat mięsny, a z drugiej jest środkiem chemicznym oddziałującym na trwałość poprzez obniżanie aw w wędlinach co pogarsza warunki życia różnym niepożądanym mikroorganizmom. Zawartość soli w kiełbasach surowych sięga poziomu 4,5% oraz w przypadku wędzonek suszonych nawet 7%, a jej koncentrację przekraczającą poziom 4% należy traktować już jako ilość stabilizującą produkty mikrobiologicznie. Technologicznie chlorek sodu wpływa ponadto na zdolność pęcznienia białek mięśniowych i przechodzenia ich do roztworu. W rezultacie rozpuszczone białka odgrywają dużą rolę podczas osiągania przez farsz kiełbasiany pożądanych cech krajalności. Ponadto zmieniając jednocześnie punkt izoelektryczny białek i przesuwając go w kierunku niższych wartości, sól kuchenna także pozytywnie wpływa na kształtowanie się konsystencji wędlin. W procesie wędlin długo dojrzewających przydatna jest szczególnie sól morska, która naturalnie charakteryzuje się mniejszą wartością solną od innych rodzajów soli. Zawierając wiele różnych substancji mineralnych wpływa również pozytywnie na walory jakościowe wędlin, co jest szczególnie przydatne w produkcji wędzonek, głównie tych bez dodatku środków peklujących. Azotyn i jego prekursor azotan jest źródłem tlenku azotu, który determinuje powstawanie charakterystycznej barwy peklowniczej przez tworzenie się nitrozylomioglobiny i nitrozylohemoglobiny. Dodatkowo mięso peklowane poza charakterystyczną barwą uzyskuje swoisty peklowniczy zapach i smak. Same azotyny skutecznie zapobiegają rozwojowi Clostridium botulinum, szczególnie we wzajemnej kombinacji z niską wartością pH i obniżoną aktywnością wody. Azotany w procesie peklowania stanowią główne źródło azotynów tworzących się w wyniku ich redukcji zachodzącej pod wpływem drobnoustrojów denitryfikujących (bakterie z rodziny Micrococcaceae). Proces zachodzącej redukcji jest odwracalny co oznacza, że część azotynów powstałych, względnie dodanych przekształca się również w azotany. Procesy te trwają w trakcie całego cyklu produkcyjnego i są skutecznie wspomagane właśnie przez dodatek azotanów, które w trakcie dojrzewania stabilizują wytworzoną barwę peklowniczą , poprawiając jej jakość i wzmacniając intensywność wybarwienia. Dynamika redukcji azotanów wzrasta w temperaturze powyżej 8oC. Procesy te mają duże znaczenie w procesie produkcji wędlin surowych długo dojrzewających, a w szczególności wędzonek. Węglowodany Węglowodany dodawane w procesie produkcji wędlin dojrzewających obok wzbogacania profilu smakowego stanowią źródło energii do przemiany materii mikroflory obecnej w surowcu oraz bakterii dodanych w postaci kultur startowych. Technologicznym następstwem przemian węglowodanów jest postępujący proces dojrzewania rozpoczynający się fazą fermentacji. Dodane węglowodany ulegają bowiem przemianom homo- lub heterofermentacyjnym prowadzącym do powstawania głównie kwasu mlekowego obniżającego wartość pH surowca oraz przyczyniającego się do wytworzenia kwaskowatego smaku. W praktyce produkcyjnej cukry (węglowodany) są dodawane w ilości 0,3-1% w stosunku do surowca jako cukry proste (glukoza), dwucukry (sacharoza, laktoza) i cukry złożone (skrobia). Do produkcji wędlin surowych dojrzewających stosuje się również syrop glukozowo-fruktozowy. Szybkość przemian dodanych węglowodanów jest zróżnicowana i zależy od budowy chemicznej danego cukru oraz od rodzaju obecnych bakterii fermentacji mlekowej. Najszybciej fermentacji ulega glukoza, która będąc cukrem redukcyjnym wywiera dodatkowo pozytywny wpływ na stopień przereagowania barwników hemowych w procesie peklowania. Cukry będące pożywką dla bakterii denitryfikujących sprzyjają redukcji azotanów do azotynów. Natomiast węglowodany o dużych masach cząsteczkowych zanim ulegną fermentacji muszą zostać w procesie enzymatycznej desmolizy rozłożone do cukrów prostych. Wobec tego zaleca się ich stosowanie do produkcji wędlin długo dojrzewających. Optymalizując proces dojrzewania najbardziej skutecznym rozwiązaniem jest stosowanie kompozycji mieszanek węglowodanowych zawierających cukry o różnych masach cząsteczkowych. Dobierając odpowiednie kultury startowe można wtedy stymulować skutecznie przebiegiem procesu dojrzewania zapewniającym wytworzenie wędlin o pożądanych cechach jakościowych. Inne substancje dodatkowe W celu zwiększenia efektywności procesu peklowania wędlin surowych można stosować związki o właściwościach redukcyjnych, do których należą kwasy askorbinowe i ich sole sodowe. Substancje te wpływają na ukształtowanie barwy mięsa peklowanego oraz poprawiają jej stabilność, jednocześnie wzbogacając wyroby o smak kwaśny. Jednak zbyt nadmierne dawki tych związków, szczególnie w połączeniu z dodawaniem dużej ilości cukrów redukujących mogą zakłócić denitryfikujące funkcje mikroflory mięsa. Silne działanie redukcyjne wykazuje wspomagający peklowanie glukono-delta lakton(GDL). Związek ten stosuje się jako dodatek zakwaszający w ilości 0,2-0,9% w stosunku do surowca mięsno-tłuszczowego. W środowisku wodnym lakton hydrolizując do kwasu glukonowego powoduje obniżenie wartości pH prowadzące do szybkiego wytworzenia i utrwalania barwy peklowniczej oraz wzrostu trwałości i stabilizacji mikrobiologicznej wyrobów. Zbyt duży dodatek GDL-u może jednak powodować powstawanie w wyrobach intensywnego gryzącego smaku kwaśnego. Ponadto lakton w farszach wędlinowych hamuje rozwój pożądanych bakterii (mikrokoki) wytwarzających katalazę a jednocześnie intensyfikuje namnażanie się laktobacillusów wytwarzających nadtlenki. Efektem tego jest przyspieszenie procesu jełczenia oksydacyjnego tłuszczów. Niektóre dodane do surowca bakterie z rodzaju Lactobacillus powodują ponadto niekorzystny rozkład powstałego z GDL-u kwasu glukonowego prowadzący do tworzenia się innych kwasów (mrówkowy, octowy) odpowiedzialnych za odchylenia jakościowe wyrobów surowych. Z tych względów GDL jest przydatny tylko w produkcji kiełbas surowych krótko dojrzewających bez stosowania dodatku w postaci zakwaszających kultur bakteryjnych. Przydatnością technologiczną w produkcji wędlin surowych charakteryzują się niektóre kwasy spożywcze (winowy, cytrynowy, mlekowy), które obniżając wartość pH środowiska przyspieszają tworzenie się stabilnej barwy peklowniczej, stabilizują wyroby mikrobiologicznie i wpływają w rezultacie na ich trwałość. Są one ponadto nośnikiem smaku kwaśnego. Jednak zbyt duże dawki kwasów hamują rozwój pożytecznych bakterii z rodzaju Micrococcus. Właściwości i efekt działania kwasów predysponują je głównie do zastosowania w produkcji kiełbas krótko dojrzewających oraz do wędzonek peklowanych lub solonych na sucho w celu stabilizowania mikrobiologicznego powierzchni mięsa. Z dodatków kształtujących smakowitość wędlin surowych należy wymienić stosowane w różnej postaci przyprawy oraz wzmacniacz smaku jakim jest glutaminian sodu. Zasadniczo w produkcji tych wyrobów można stosować wszystkie przyprawy analogicznie jak w pozostałych grupach towarowych wyrobów mięsnych. Warunki procesu dojrzewania wpływają jednak na niektóre z nich powodując ich wzmocnienie aromatyzujące (kolendra, gałka muszkatołowa) lub zmniejszenie efektu przyprawiania (ziele angielskie, liść laurowy). Stosując imbir należy uwzględnić jego duże właściwości przyprawowe oraz fakt, że zawiera w sobie proteinazę tiolową rozkładającą włókna kolagenowe. Jest to przydatne w produkcji przede wszystkim wędzonek dojrzewających. Stosując wiele przypraw wykorzystuje się również ich właściwości przeciwutleniające co jest istotne w procesie długiego dojrzewania. Wykorzystując właściwie skomponowaną mieszaninę przypraw można znacznie oddziaływać na proces dojrzewania poprawiając jego intensywność i skracając czas. Do niektórych asortymentów kiełbas surowych stosuje się w stosunkowo dużych ilościach mieloną paprykę (1- 2%), która wpływając na charakterystyczne zabarwienie sprzyja zarazem obniżeniu wartości aw w wyrobach podczas dojrzewania. Glutaminian sodu będący synergentem smaku zaleca się stosować w dawkach 0,1- 0,25% w stosunku do surowca mięsno- tłuszczowego. Przekroczenie górnej granicy dozowania prowadzi już w temperaturze powyżej 23oC (fermentacja) do pojawienia się niekorzystnego ostro-kwaśnego smaku wyrobów dojrzewających. W produkcji niektórych kiełbas surowych praktykuje się dodatek fosforanów, które poza zmianą właściwości reologicznych farszów wpływają na bardziej równomierne oddawanie wody przez wyroby w czasie dojrzewania. W ten sposób pozwalają na skrócenie czasu trwania procesu i poprawę konsystencji kiełbas. Sole fosforanowe mogą być jednak przyczyną powstawania odchyleń jakościowych przejawiających się ich niekorzystną krystalizacją. Dla kształtowania konsystencji i poprawy związania kiełbas dojrzewających można stosować również dodatek białka sojowego, plazmy krwi, białek mleka oraz błonników pokarmowych na poziomie nie przekraczającym 2%. Substancje te pozwalają na skrócenie czasu dojrzewania i mają szczególnie istotne znaczenie w przypadku produkcji kiełbas krótko dojrzewających. Kultury startowe W trakcie procesu produkcyjnego wędlin surowych dojrzewających następuje cenoanabiotyczna wymiana mikroflory z przypadkowej na technologicznie pożądaną (mikroflora denitryfikująca, aromatyzująca, zakwaszająca). Mechanizm tej wymiany można wzmacniać stosując czyste kultury startowe, które posiadają określone przydatne technologicznie cechy. Jako kultury startowe wykorzystuje się przede wszystkim następujące drobnoustroje: • bakterie fermentacji mlekowej z rodzaju Lactobacillus i Pediococcus, • kokki katalazo-dodatnie z rodzaju Micrococcus i Staphylococcus, • drożdże (np. Debaryomyces hansenni), • pleśnie (np. Penicillium nalgiovense). Dobierając poszczególne szczepy drobnoustrojów należy uwzględniać ich zróżnicowane cechy, takie jak: • tempo przemiany materii i optimum rozwoju, • wytwarzanie katalazy, reduktazy i nadtlenków, • produkowanie kwasu mlekowego, • rozwój w określonych zakresach temperaturowych, poziomie aktywności wody i wartości pH. Zawartość tłuszczu w recepturze Zawartość tłuszczu w recepturach wędlin surowych kształtuje kinetykę suszenia w czasie procesu dojrzewania. Stwierdza się bardzo wyraźny wpływ zawartości tłuszczu w składzie surowcowym na wartość aw, i jej zmienność w czasie trwania procesu. Tłuszcz obniża wyjściową wartość aw na co ma wpływ mniejsza zawartość w nim wody (5-10%) w porównaniu z mięsem (70- 75%). Wobec tego wędliny z mniejszą zawartością tłuszczu tracą więcej na masie niż wędliny z większą zawartością tłuszczu w składzie recepturowym, co należy uwzględnić przy ustalaniu procedury technologicznej procesu dojrzewania. Stopień rozdrobnienia Stopień rozdrobnienia jako wewnętrzny parametr sterowania także wpływa na efektywność dojrzewania. Większy stopień rozdrobnienia powoduje utratę więcej na masie wędlin w porównaniu z wyrobami o mniejszym rozdrobnieniu. Jest to skutkiem powstających pewnych różnic w wartościach aw takich wyrobów. Wielkość wyrobów i kaliber osłonki Analizując wielkość jednostkową wyrobów i kaliber użytej osłonki uwidacznia się zależność zakwaszenia od wartości aw oraz wynikająca z tego podatność wędlin na dynamikę oddawania wody. Wzrost wielkości jednostkowej wyrobów i zwiększenie kalibru osłonki prowadzi z reguły do uzyskania niższej wartości pH gotowych wędlin surowych. Zjawisko to jest powodowane głównie utrudnionym oddawaniem wody i dzięki temu mikroorganizmy zakwaszające dłużej pozostają aktywne. Sterowanie procesem dojrzewania wędlin W procesie dojrzewania wędlin surowych bardzo istotne są zewnętrzne parametry sterowania, do których należy wilgotność względna powietrza, temperatura oraz szybkość przepływu powietrza. Parametry te powinny być ściśle skorelowane z rodzajem wędliny (surowiec, rozdrabnianie, kaliber, rodzaj osłonki) oraz zakładanego czasu trwania dojrzewania, który zależy od założonego przewidywanego efektu jakościowego i trwałościowego. W początkującym stadium procesu dojrzewania napełniony farsz wędlinowy w osłonkach powinien osiągnąć wyrównanie temperatury w stosunku do temperatury panującej w komorze dojrzewalniczej w czasie 4-5 godzin. Proces ten nie wymaga zasadniczo sterowania wilgotnością względną otaczającego powietrza. Warunki takie eliminują ryzyko zjawiska wymywania barwników hemowych i substancji peklujących z powierzchni przetworów przez kondensującą parę wodną na zimnych batonach kiełbas. W przypadku wędzonek dojrzewających produkowanych z surowca bez kości, peklowanych na sucho proces dojrzewania w początkowej jego fazie przebiegać powinien w temperaturze nie przekraczającej 5°C w czasie 10-14 dób. Poza tworzeniem się barwy peklowniczej następuje wówczas działanie soli obniżające aw (aw<0,96) i gwarantujące stabilność mikrobiologiczną oraz późniejszą wysoką jakość gotowego wyrobu. Czas peklowania surowca do wędzonek można skrócić a zarazem uzyskać pożądany poziom aw i zawartości soli powyżej 4% zapewniającą trwałość przez zastosowanie urządzeń mechanicznych przy peklowaniu (masownice) oraz formowaniu i odwadnianiu (prasy pneumatyczne). Produkując szynki z kością, szczególnie te bez użycia środków peklujących proces solenia w początkowej fazie dojrzewania powinien przebiegać przez 7 dni w temperaturze ujemnej, natomiast samo zasadnicze dojrzewanie już w temperaturze 0-4oC i przy wilgotności względnej ok. 70%. W warunkach prowadzenia procesu peklowania lub solenia surowca do produkcji wędzonek dobrze sprawdzają się kultury startowe zawierające w składzie bakterie fermentacji mlekowej charakteryzujące się wysoką tolerancją na sól oraz aktywnością w niskiej temperaturze (poniżej 5oC). Należą do nich szczepy Lactobacillus pentosus wykazujące aktywność już przy 2oC. Produkując kiełbasy dojrzewające w pierwszych 2-3 dniach procesu dojrzewania stosuje się najczęściej temperaturę ok. 22-26°C, co umożliwia optymalny rozwój dodanych kultur bakteryjnych (Lactobacillus sakei, Lactobacillus curvatus) kwasu mlekowego. Prowadząc fermentację przy zastosowaniu Lactobacillus plantarum, Lactobacillus pentosus lub Pediococcus pentosaceus oraz Pediococcus acidilactici należy temperaturę komory podnieść do 29-30°C co sprzyja skutecznemu namnażaniu się tych drobnoustrojów. Intensyfikacja procesu zakwaszenia fermentacyjnego powinna doprowadzić nadziany farsz do wartości pH = 4,9- 5,3 jako rezultat tworzenia się głównie kwasu mlekowego. W przypadku stosowania heterofermentatywnych pediokokków tworzy się dodatkowo kwas octowy, mrówkowy, propionowy i pirogronowy. Stosując chemiczne zakwaszenie (GDL, kwasy organiczne) należy nadziany farsz w osłonki przetrzymywać przez okres 2 dób w temperaturze 20-22°C. Po tym czasie wartość pH batonów nie powinna przekraczać poziomu 5,6. W czasie fazy fermentowania (zakwaszania) wilgotność względna powietrza powinna wynosić 90-95% gwarantująca oddawanie tylko niedużej ilości wody z kiełbas. W związku z faktem, że w procesie fermentacji mlekowej powstaje często niekorzystny dla stabilności barwy peklowniczej i trwałości przechowalniczej nadtlenek wodoru stosuje się dodatkowo szczepy bakteryjne z rodzaju Staphylococcus (Staphylococcus carnosus, Staphylococcus xylosus) i Kokuria (Kokuria varians) wytwarzające katalazę rozkładającą nadtlenki oraz reduktazę redukującą azotany. W ten sposób drobnoustroje te stymulują proces peklowania, szczególnie przy użyciu azotanów oraz wpływają pozytywnie na jakość wyrobów surowych (barwa, aromat, smak, zapach) i ich trwałość. Szczepy Kokuria varians rozwijając się potrzebują tlen co powoduje, że gromadzą się one w warstwach zewnętrznych wyrobów. W ten sposób stabilizują wyroby zapobiegając niekorzystnym odbarwieniom warstw obrzeżnych w czasie całego dojrzewania powodowanymi procesami utleniania. Jednak, ze względu na wrażliwość tych drobnoustrojów na środowisko kwaśne są one najbardziej przydatne w produkcji wędlin surowych nie wędzonych oraz tych o stosunkowo małym zakwaszeniu. W produkcji wędzonek surowych peklowanych bakteryjnie z użyciem azotanów sprawdzają się wykazujące aktywność już w 2oC i tolerujące wysokie stężenie soli szczepy Staphylococcus carnosus. Dodatkiem w postaci kultur startowych mogą być również drożdże z rodzaju Debaryomyces (np. Debaryomyces hansenii), które powodują powstawanie specyficznego aromatu wędlin surowych. Rozwijając się zużywają tlen i wpływają również na stabilizację barwy peklowniczej oraz hamują procesy oksydacyjne w tłuszczach. W przypadku wędzonek zabezpieczają ich powierzchnię po zakończonym peklowaniu przed niekorzystnymi odbarwieniami. Istotne jest, że drożdże te rozwijają się przy niskiej aw, przy dużym zasoleniu i tolerują niską wartość pH. W produkcji niektórych kiełbas powierzchniowo jako kultury startowe stosuje się również pleśnie (np. Penicillium nalgiovense), które poza oddziaływaniem na wyróżniki aromatyczno-smakowe, zmniejszają negatywny wpływ tlenu na wyroby. Znaczący jest fakt, że pleśnie rozwijają się dobrze przy niskiej wartości pH. W przypadku produkcji kiełbas od 4 do 10 dnia trwania ich dojrzewania temperaturę procesu najczęściej obniża się do ok. 18°C a wilgotność względną powietrza do poziomu 80-90%. Zmniejszenie wilgotności powinno być jednak zróżnicowane w czasie. Następnie kiełbasy w celu dojrzewania końcowego poddaje się suszeniu w temperaturze rzędu 13-15°C przy wilgotności względnej ok. 75%. Sposób przeprowadzenia i czas trwania tego etapu jest zależny od kalibru batonów, pożądanego stopnia obsuszenia i zastosowanych dodatków wspomagających. Produkując wędzonki surowe dojrzewające sensownym rozwiązaniem jest wywieszanie ich na wózkach wędzarniczych i umieszczenie w pomieszczeniu o temperaturze 20-30°C. W warunkach tych następuje stabilizowanie barwy peklowniczej, szczególnie przy zastosowaniu peklowania azotanowego oraz wytwarzanie się produktów smakowych będących wynikiem procesów zachodzących w tłuszczach i białkach. Takie warunki temperaturowe sprzyjają działalności bakterii denitryfikujących oraz aktywności tkankowych enzymów lipolitycznych i proteolitycznych wpływających na smakowitość oraz kruchość mięsa. Tworzące się wolne kwasy tłuszczowe (do 1400 mg/kg) wraz z powstającym wskutek działania naturalnie obecnych bakterii fermentacji mlekowej kwasem mlekowym przy stosunkowo wysokim zasoleniu (min. 4%) zabezpieczają produkt mikrobiologicznie niwelując rozwój niepożądanej, spontanicznie rozwijającej się mikroflory bakteryjnej. Stabilność przechowalniczą wędlin krótko dojrzewających osiąga się przez obniżenie ich wartości aw do poziomu 0,90-0,95 przy równoczesnym osiągnięciu wartości pH na poziomie maksymalnym – 5,3 jednostek. Natomiast długo dojrzewające wędliny uzyskują swoją trwałość po osiągnięciu wartości pH =4,9-5,3 przy równoczesnym obniżeniem aktywności wody do poziomu 0,85-0,90. Wyroby uzyskują wtedy koncentrację soli sięgającą 5% a w przypadku wędzonek nawet 7%. W celu wyprodukowania wyrobów surowych dojrzewających o dobrych cechach jakościowych i bezpiecznych mikrobiologicznie należy właściwie skorelować tempo obniżającej się wartości aw z wilgotnością względną powietrza, temperaturą otoczenia oraz szybkością ruchu powietrza, która w fazie fermentacji wynosić powinna 0,5- 0,8 m/s .Istotne jest, aby przez pierwsze 7 dni dojrzewania nie prowadzić tego procesu przy wilgotności względnej poniżej 86% oraz szybkości ruchu powietrza przekraczającej 0,4 m/s. Po tym okresie parametr ten powinien być sukcesywnie zmniejszany w czasie do wartości 0,1 m/s. Programując temperaturę procesu dojrzewania szczególnie w pierwszej jego fazie (fermentacja) należy uwzględnić regułę, że wzrost o 5°C powoduje w przybliżeniu podwojenie szybkości procesu rozkładu cukrów do kwasów. Wędzenie W trakcie trwania procesu dojrzewania niektórych wędlin surowych stosuje się również zabieg wędzenia w dymie zimnym lub ciepłym o temperaturze nie przekraczającej 30°C. Proces powinien być prowadzony powoli przy wilgotności względnej 80-85%. Takie warunki wędzenia pozwalają na duże nasycenie wyrobów składnikami dymu wędzarniczego, które wykazują właściwości bakteriostatyczne, bakteriobójcze i przeciwutleniające. Konserwujące działanie dymu wynika również z obsuszania powierzchni wędlin prowadzącym do ubytku wody. W efekcie następuje obniżenie aktywności wody oraz zatężenie składu chemicznego wyrobów surowych, w tym zwiększenie zawartości chlorku sodu. Najlepszym rozwiązaniem technologicznym w zakresie wędzenia wyrobów surowych jest stosowanie kilkukrotnego przewędzenie zamiast jednokrotnego długotrwałego procesu w jednym cyklu czasowym. Ogranicza to ubytki lotnych czynnych biologicznie składników wpływających na długotrwały efekt wędzenia. Powtarzane cyklicznie wędzenie uzupełnia bowiem te ulatniające się składniki a zarazem eliminuje pojawianie się na powierzchni wyrobów niepożądanych pleśni, które mogą działać toksyczne wskutek wytwarzania mykotoksyn. Intensywne periodyczne wędzenie w niskiej temperaturze (10- 12°C) trwające nawet 10-12 dni jest szczególnie przydatne w produkcji wędlin surowych o wysokich wartościach pH (6,0-6,4). Stabilność takich wyrobów w trakcie dojrzewania zapewniają składniki dymu wędzarniczego w połączeniu z obniżającą się aktywnością wody (aw < 0,90). W rezultacie wyprodukowane wędliny powinny uzyskać aw = 0,85 i koncentrację soli wynoszącą 3,8- 4,5%. Dodatkowym czynnikiem wpływającym na jakość i trwałość takich wyrobów jest prowadzenie procesu dojrzewania w stosunkowo niskiej temperaturze (≤12°C). Wszystkie wyroby surowe po zakończonym wędzeniu należy stopniowo schładzać powietrzem do temperatury nie wyższej niż 12°C lub 18°C w przypadku wyrobów suszonych twardych. Autor: dr inż. Jerzy Wajdzik
-
Standardy mięsa wołowego - opis tusz i elementów.
Maxell opublikował(a) temat w Rozbiór zwierząt rzeźnych
Na potrzeby portalu wedlinydomowe.pl opracował Maxell
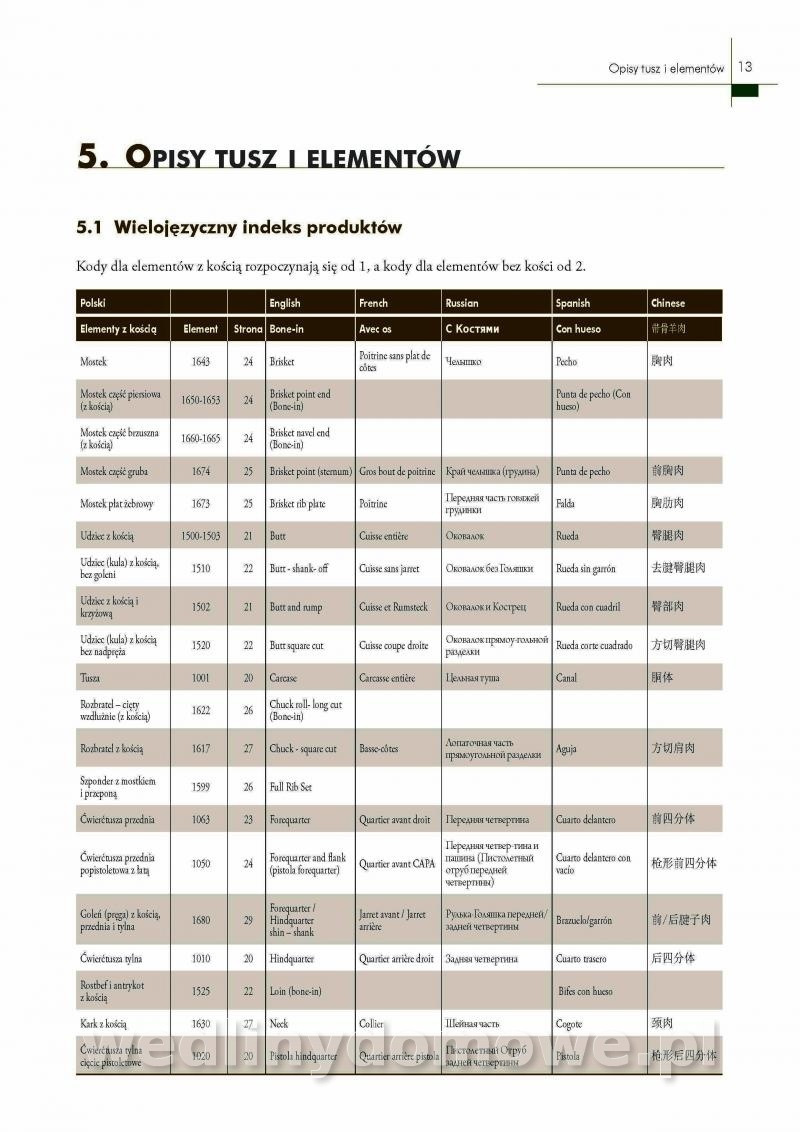
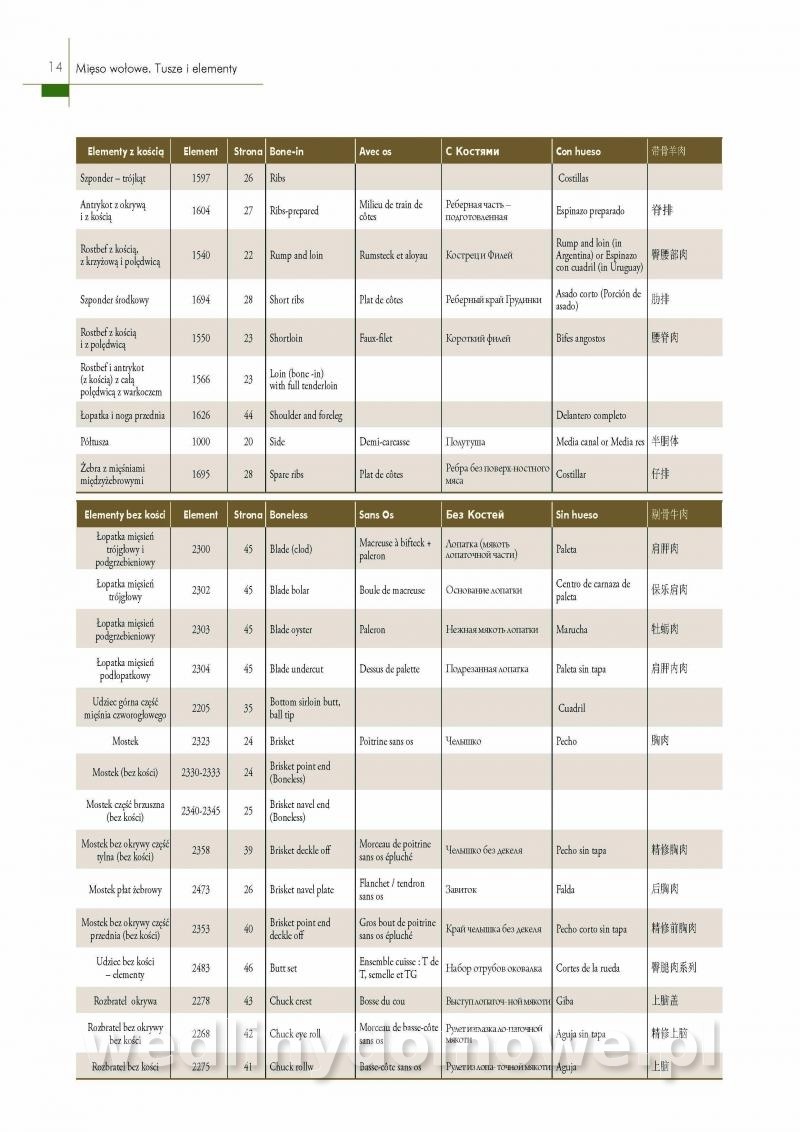
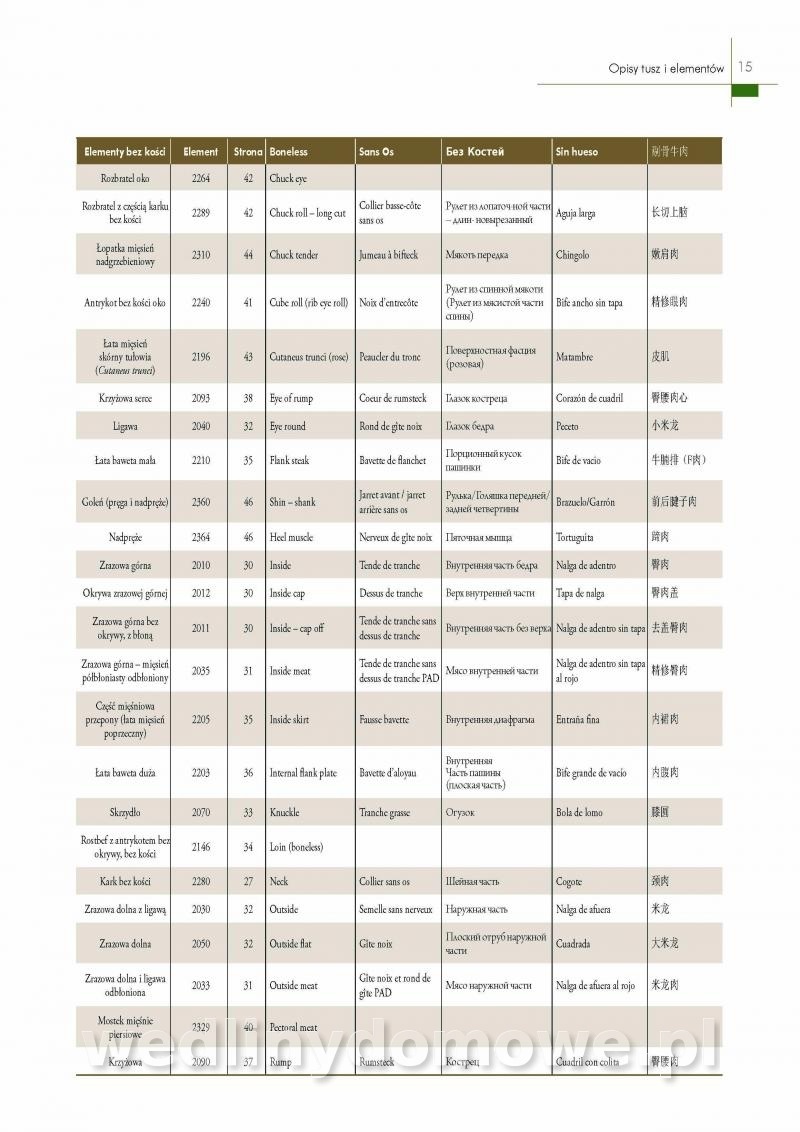
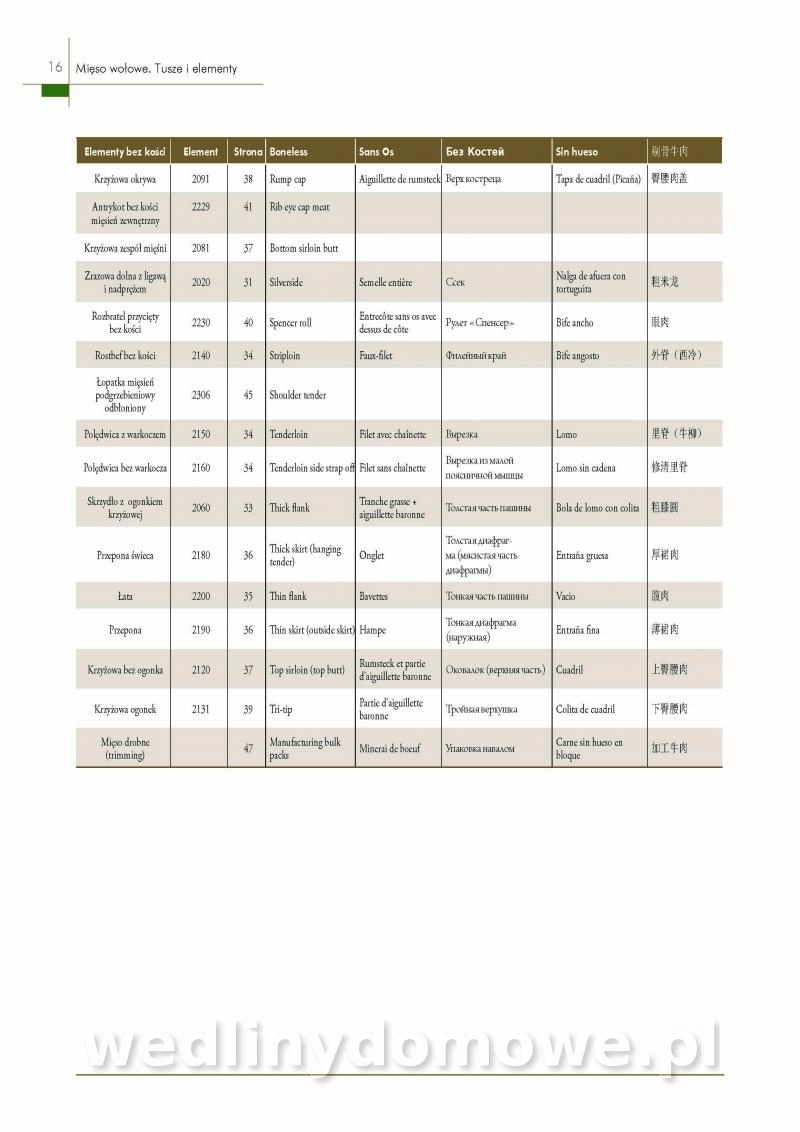
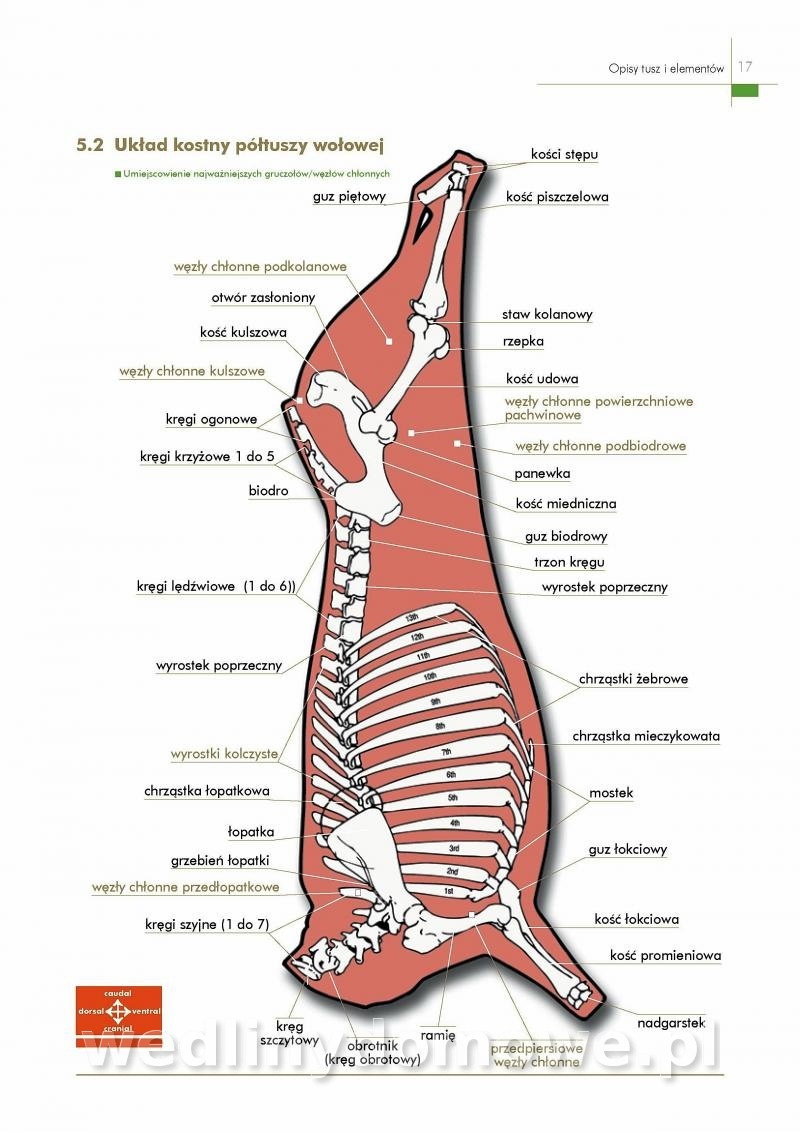
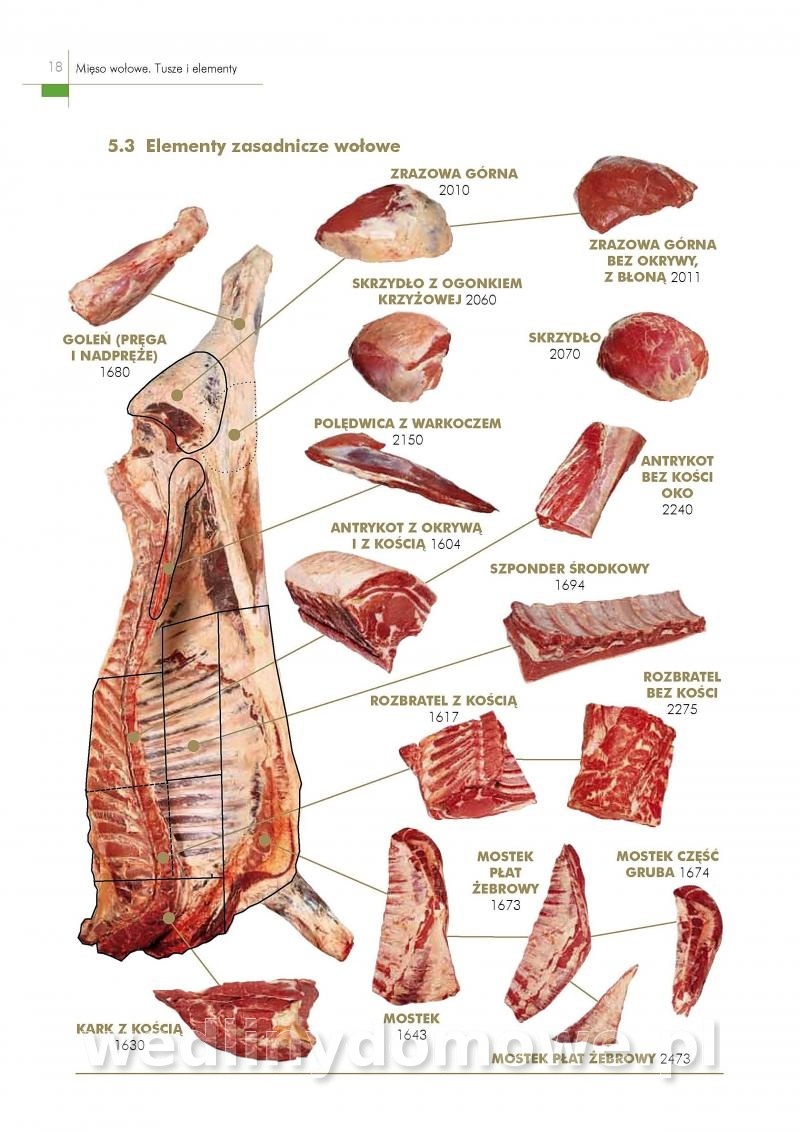
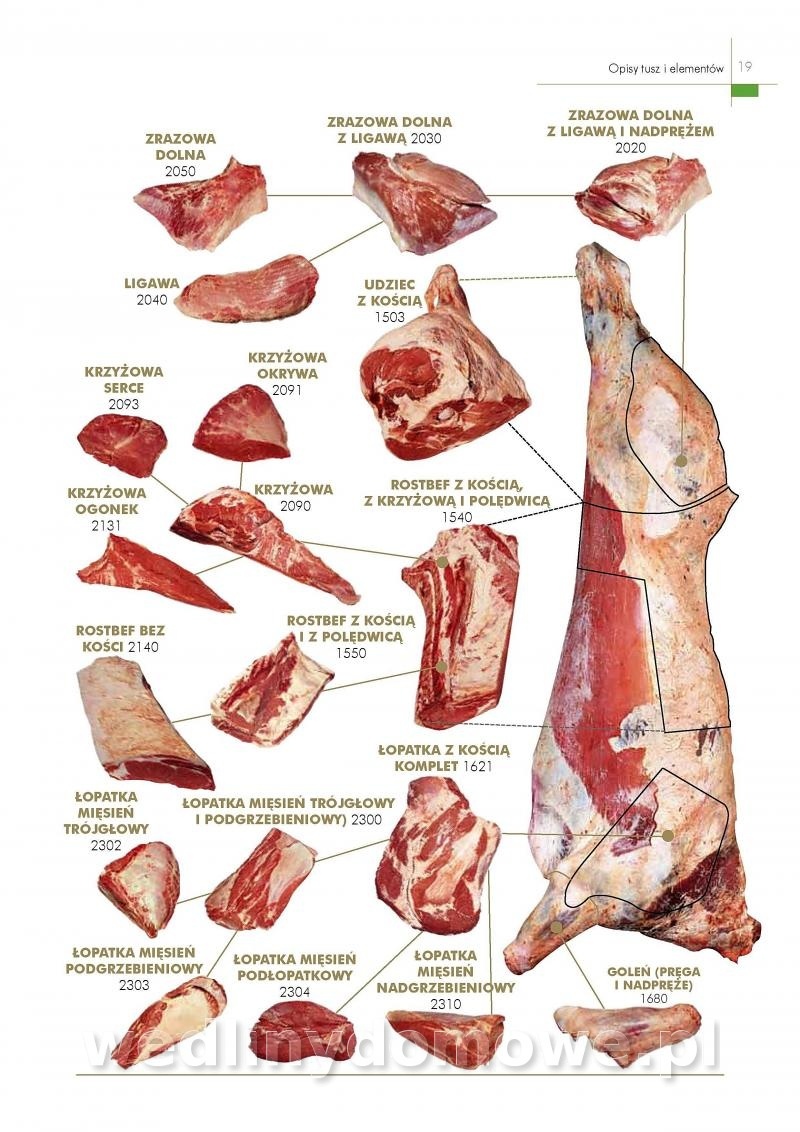
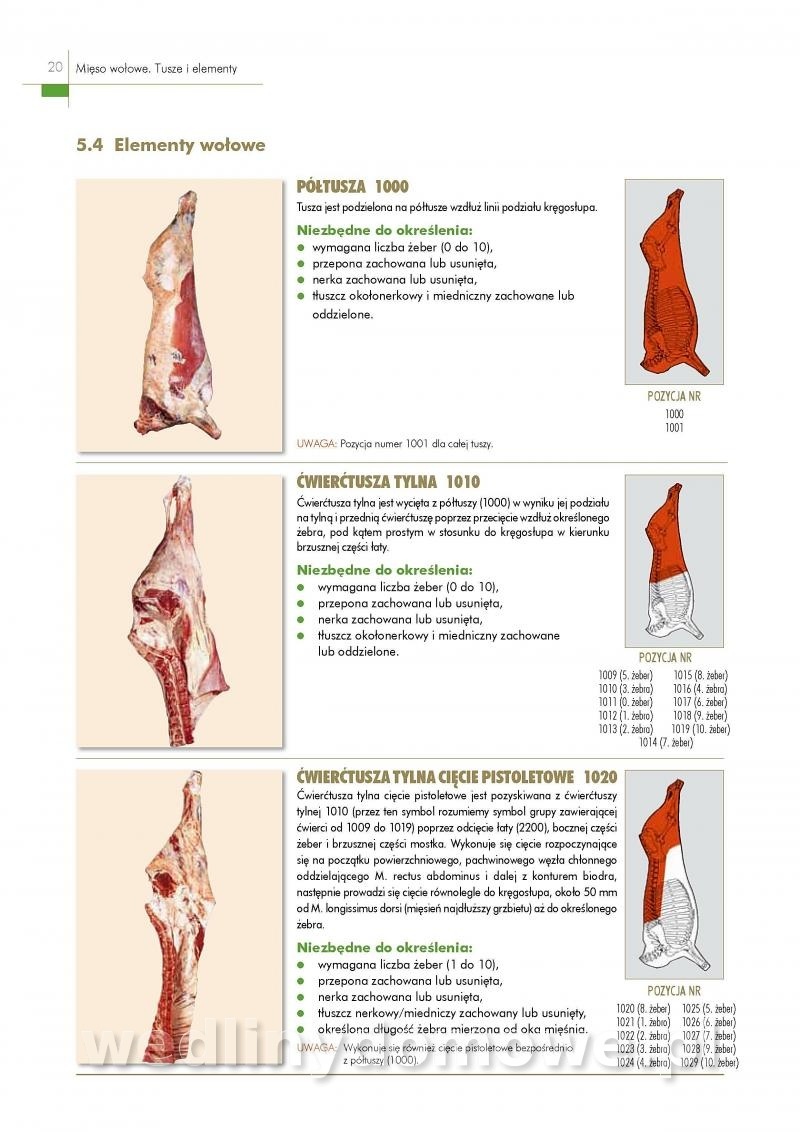
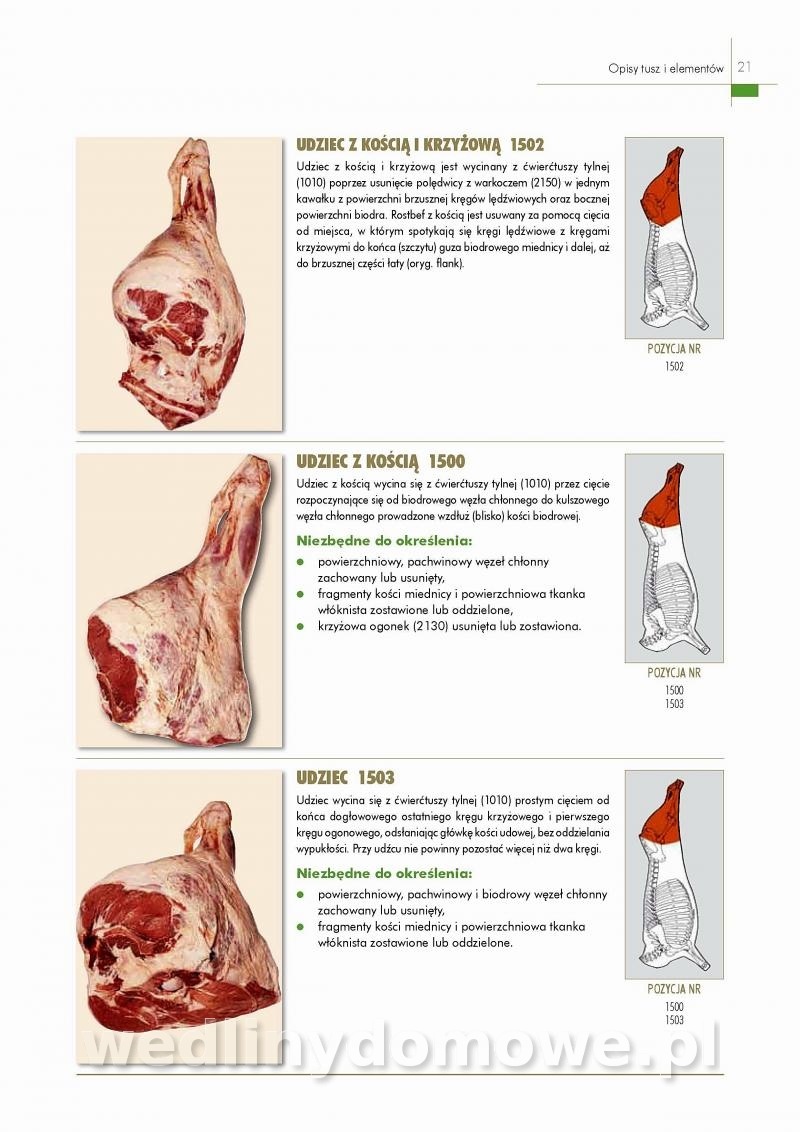
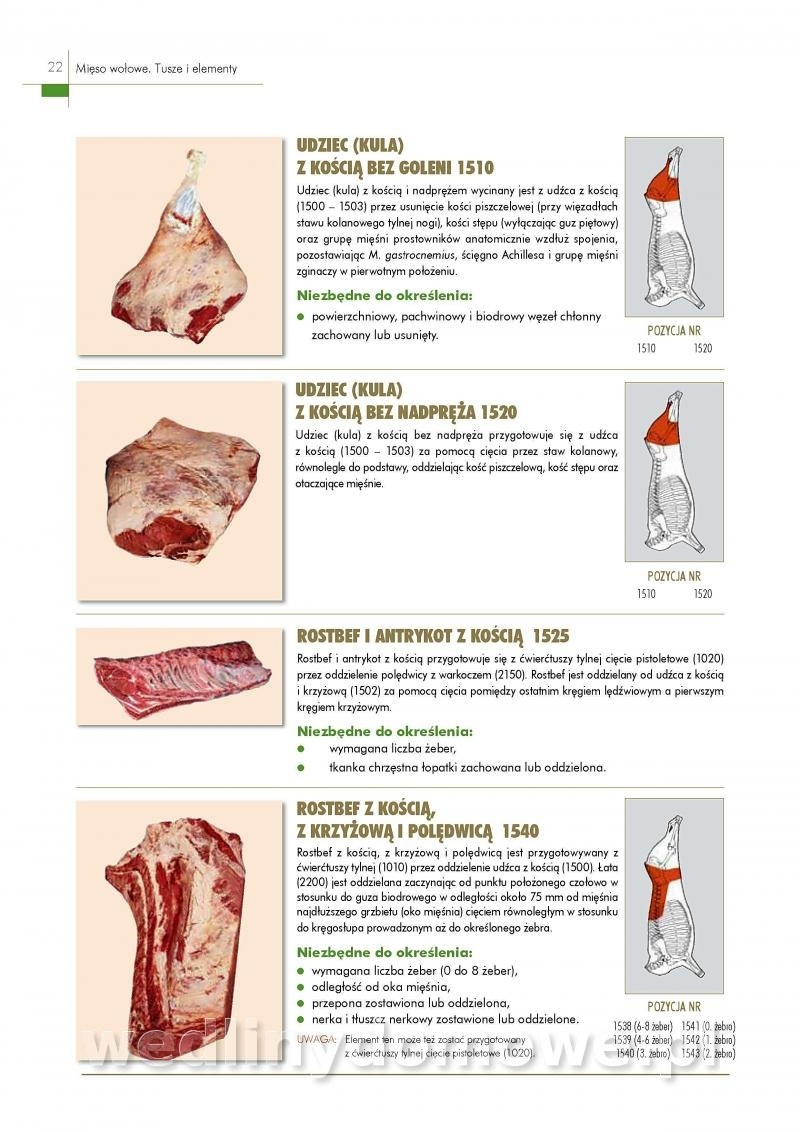
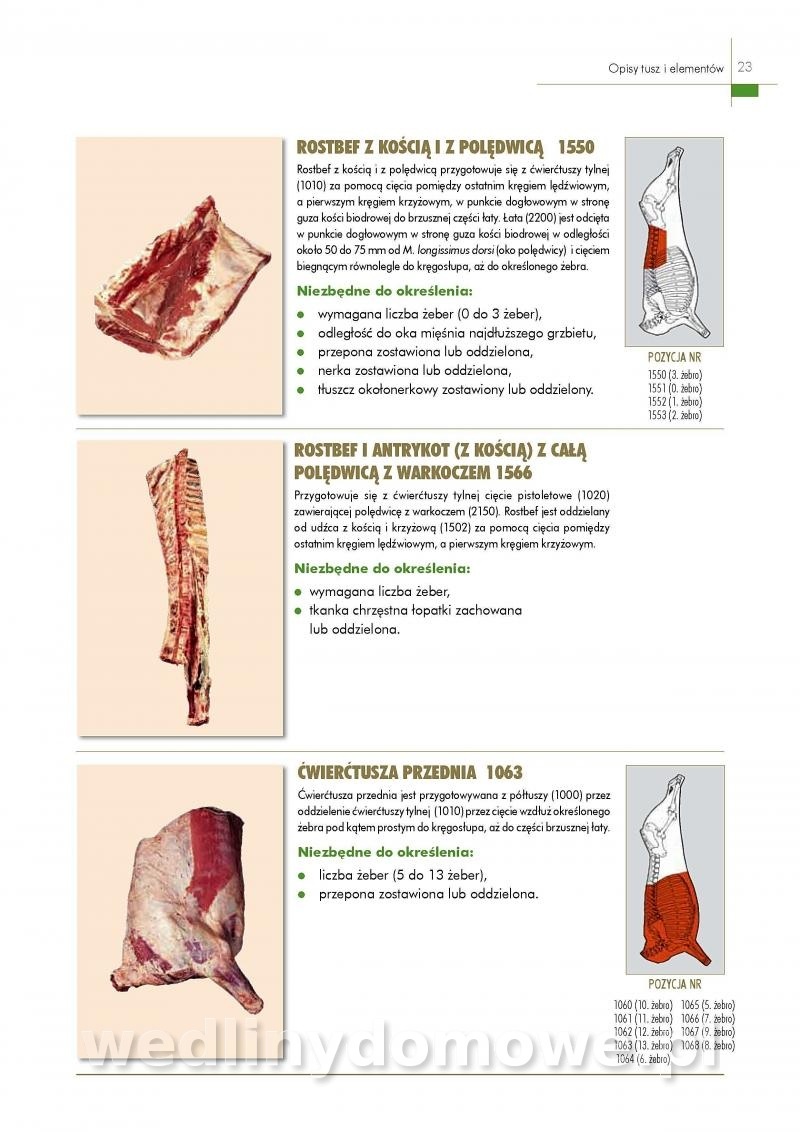
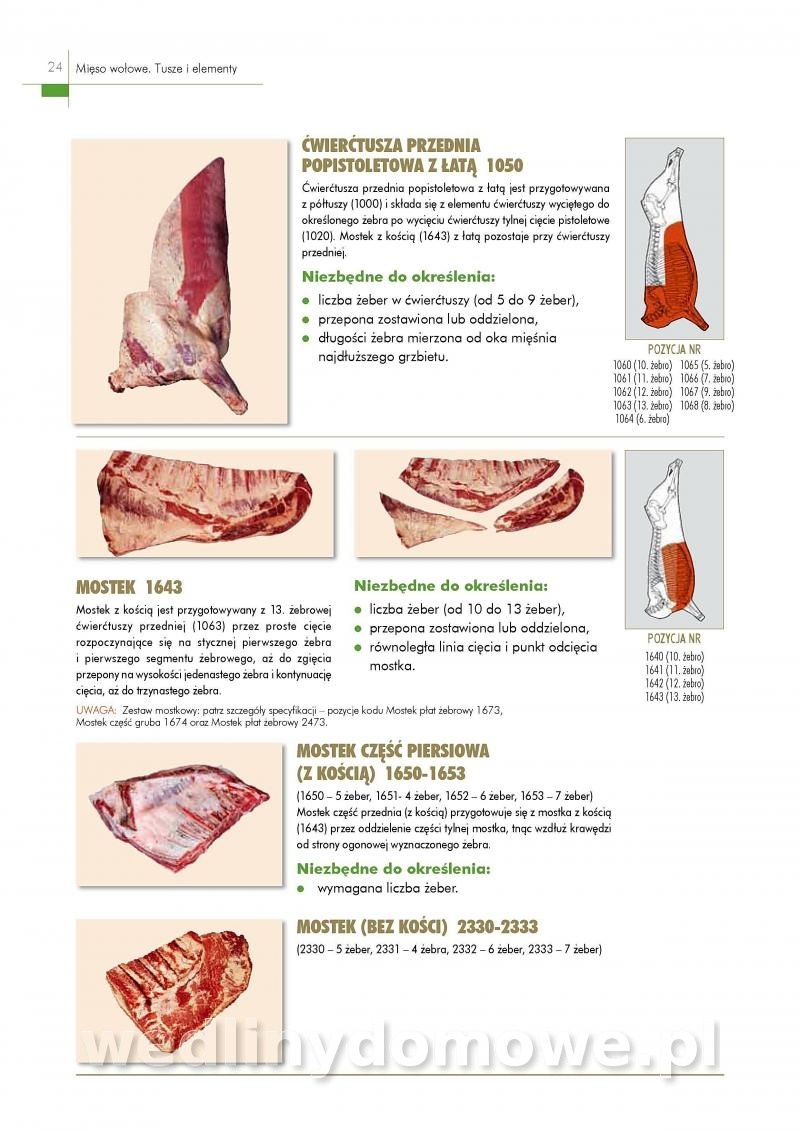
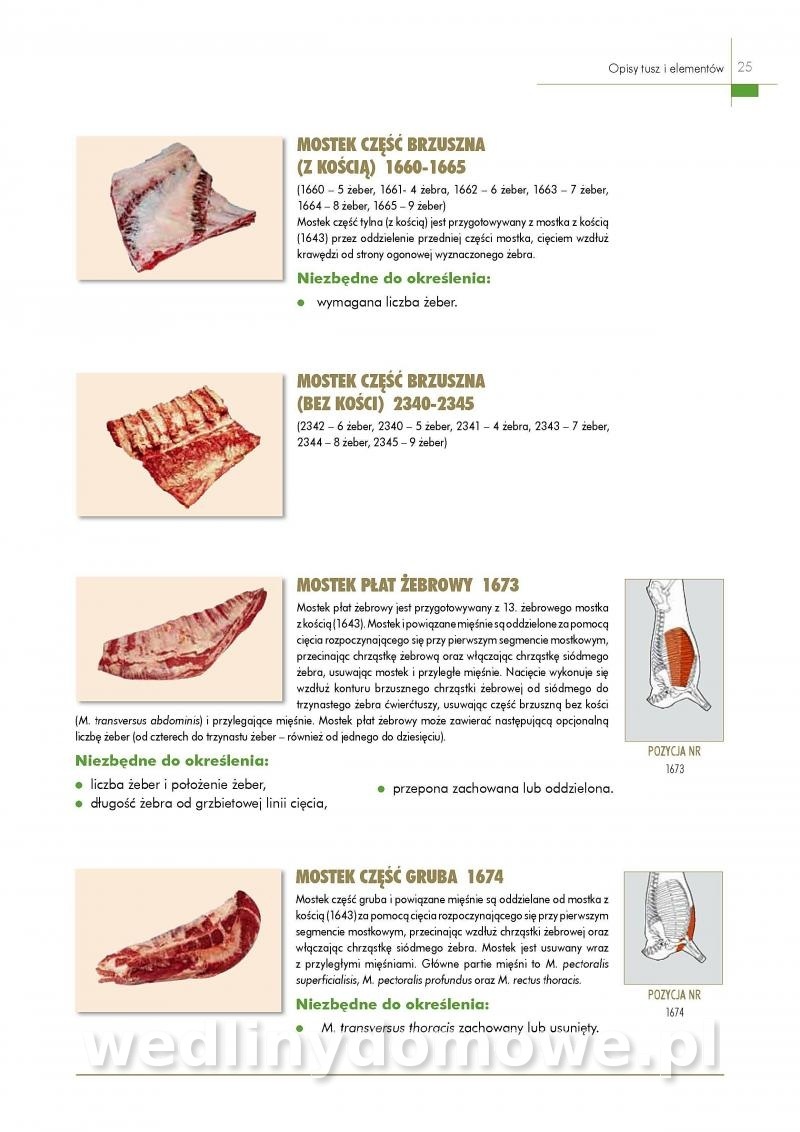
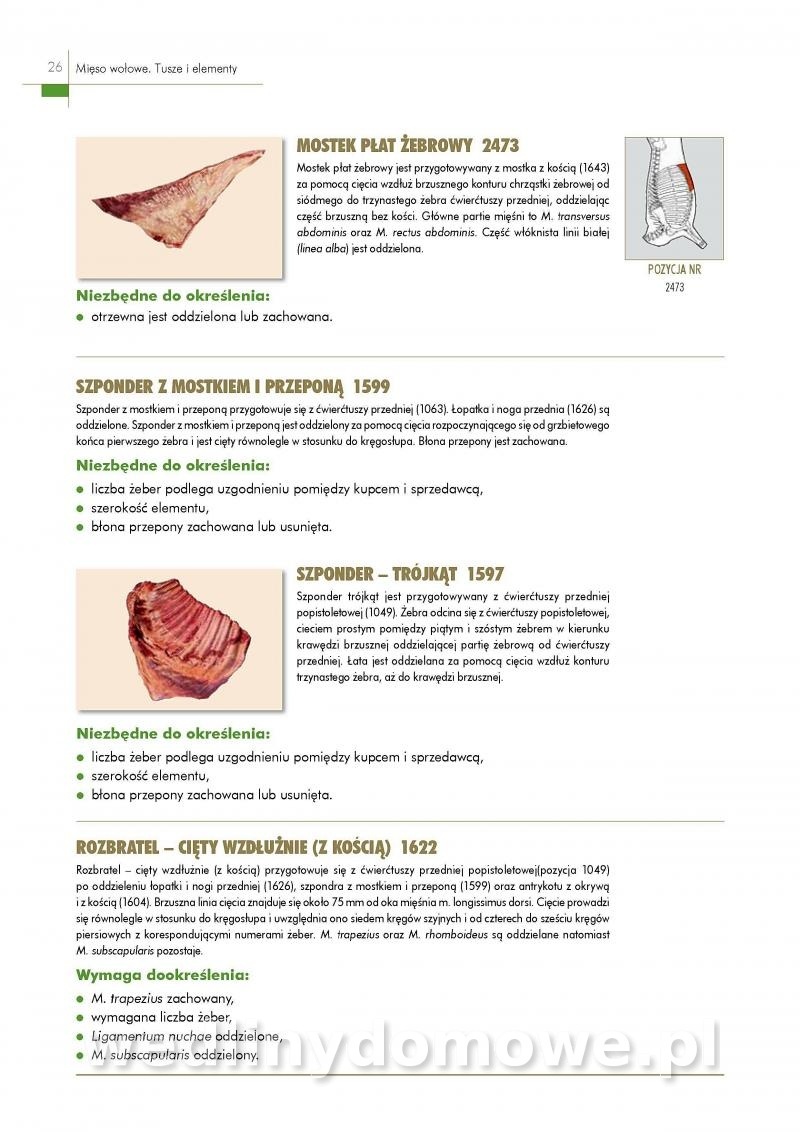
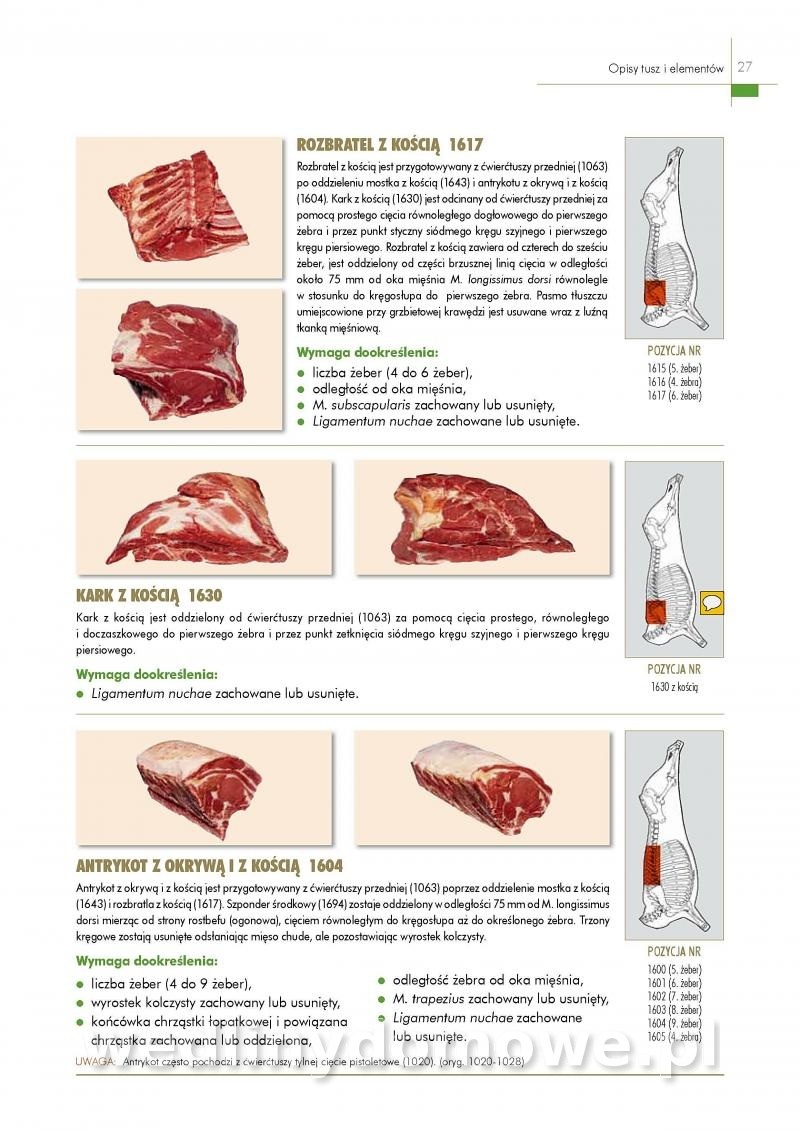
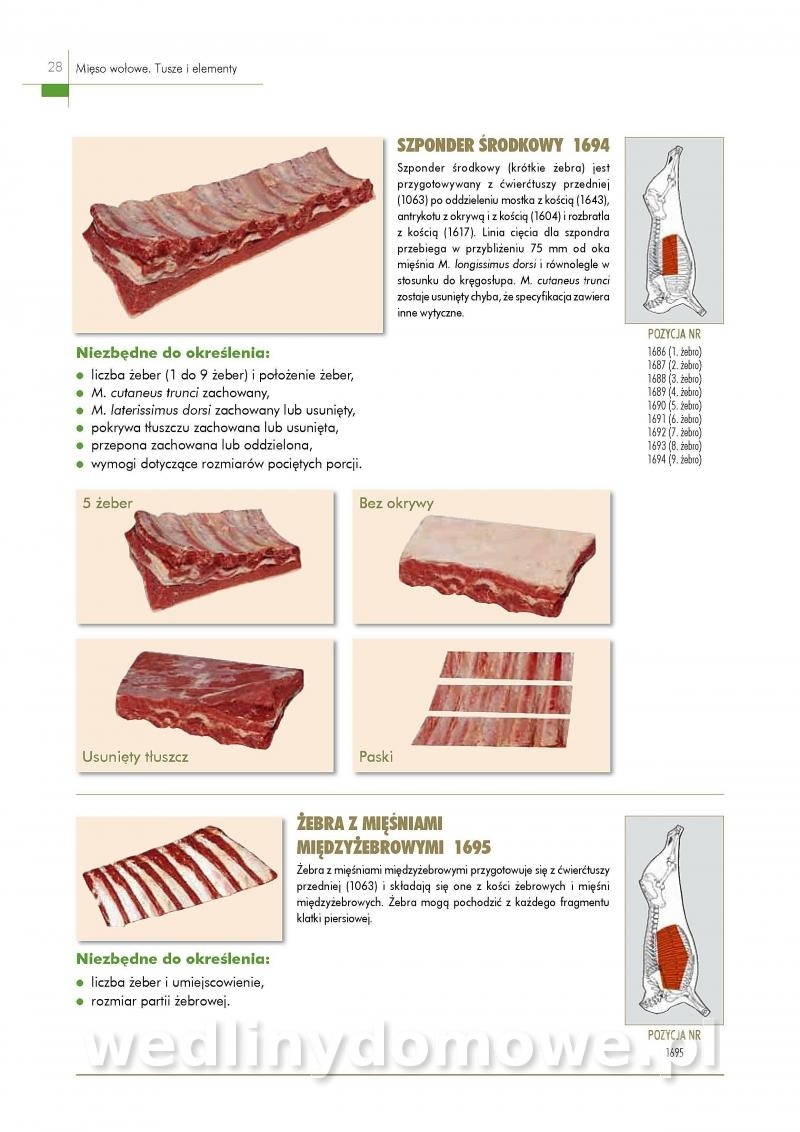
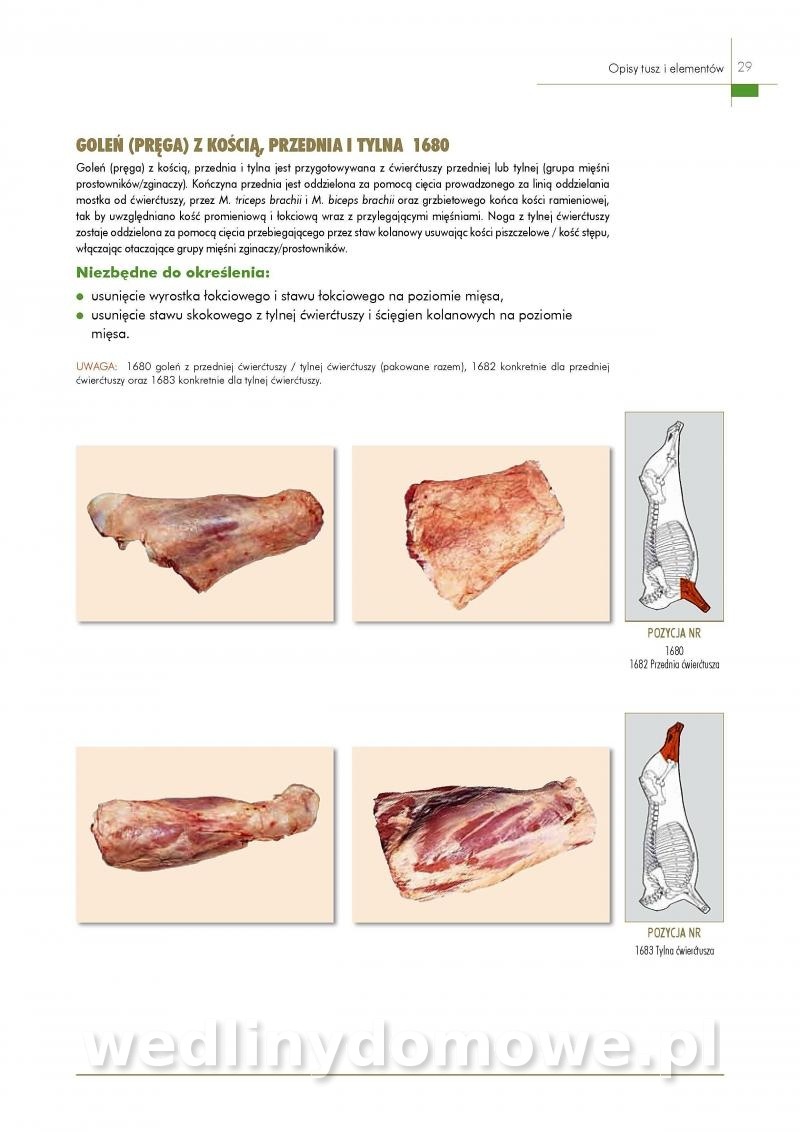
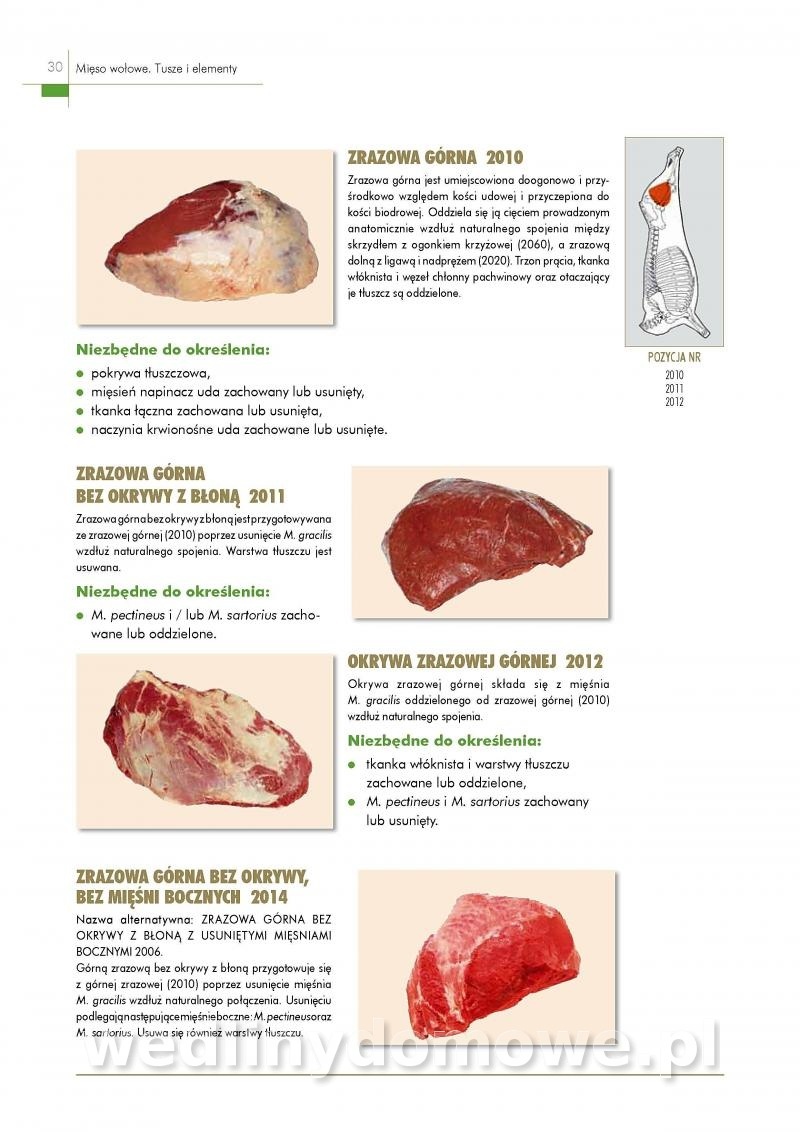
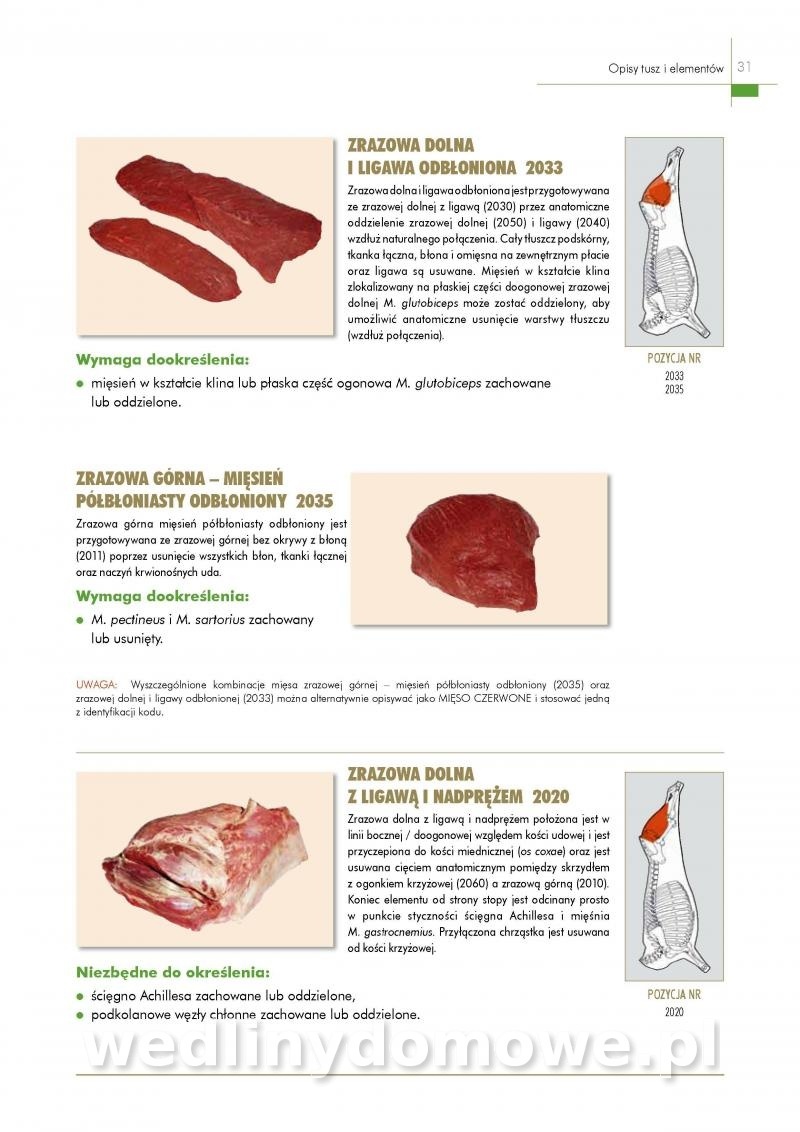
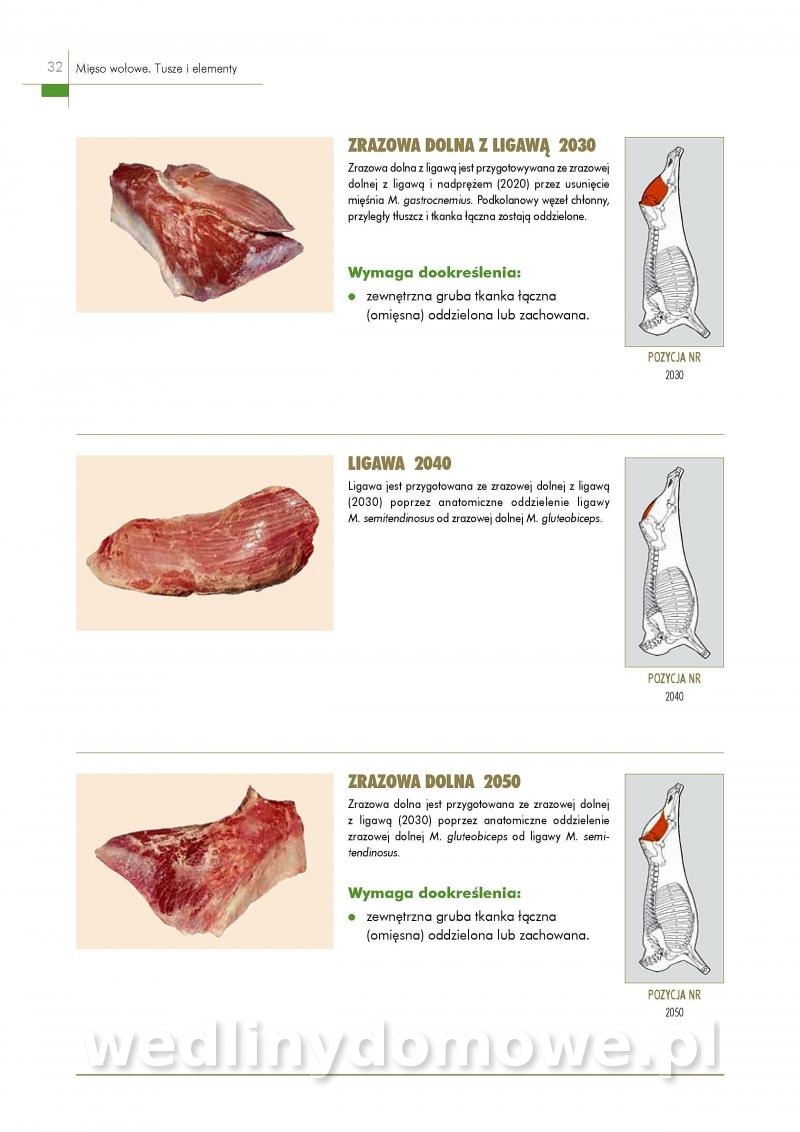
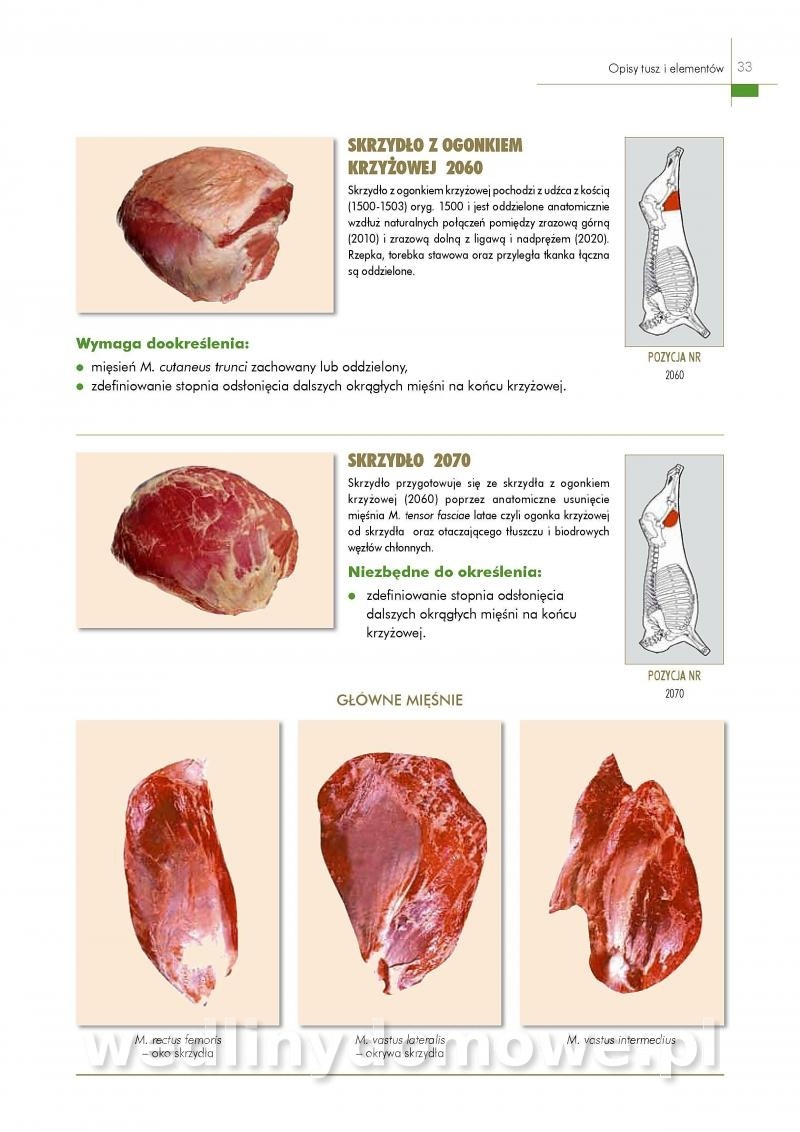
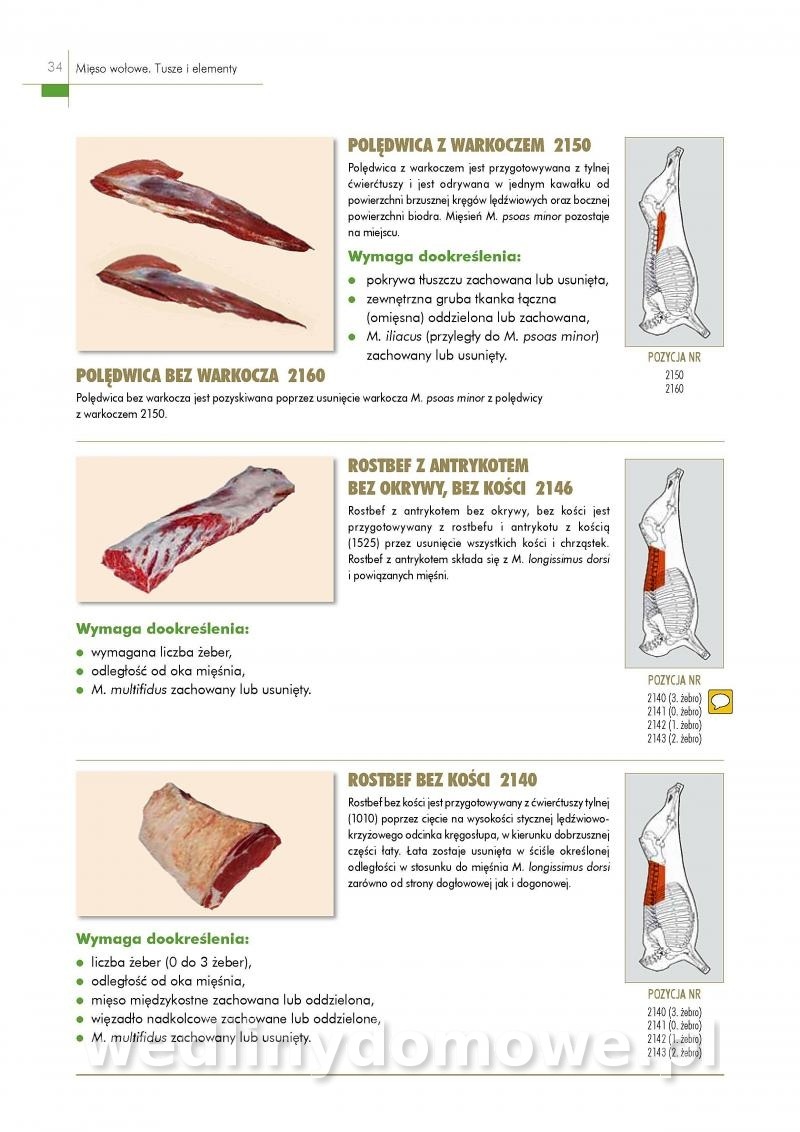
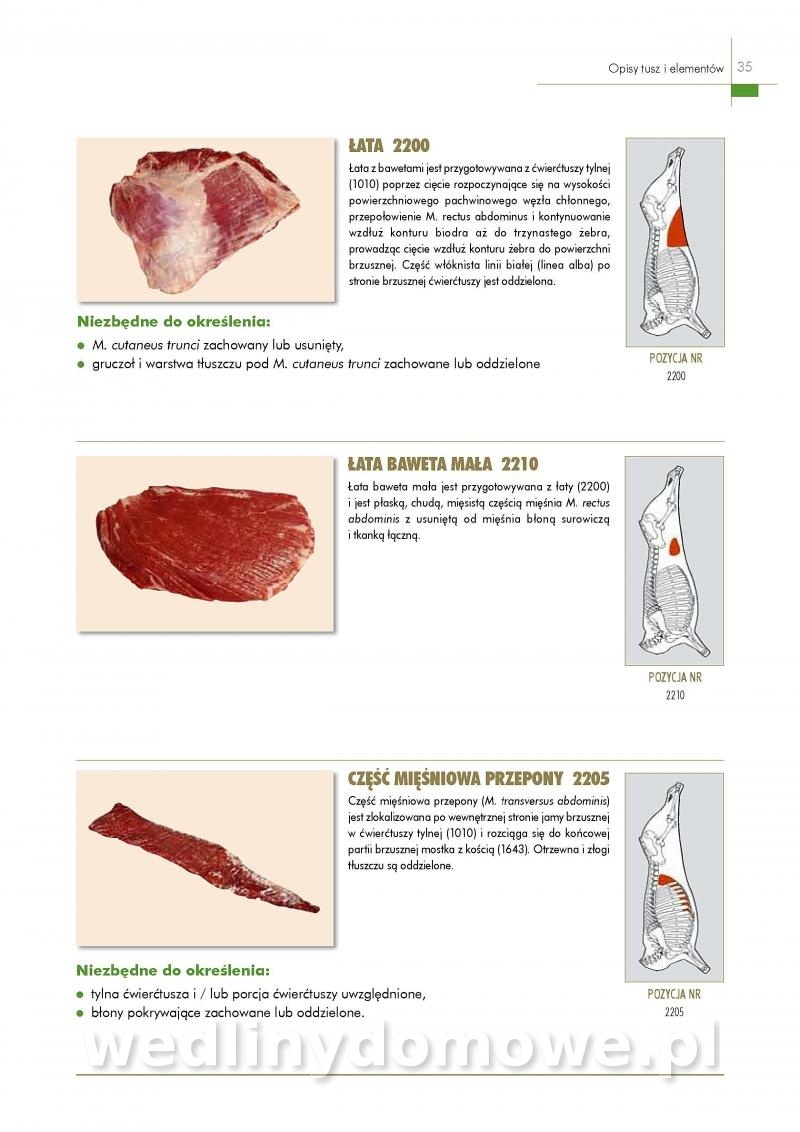
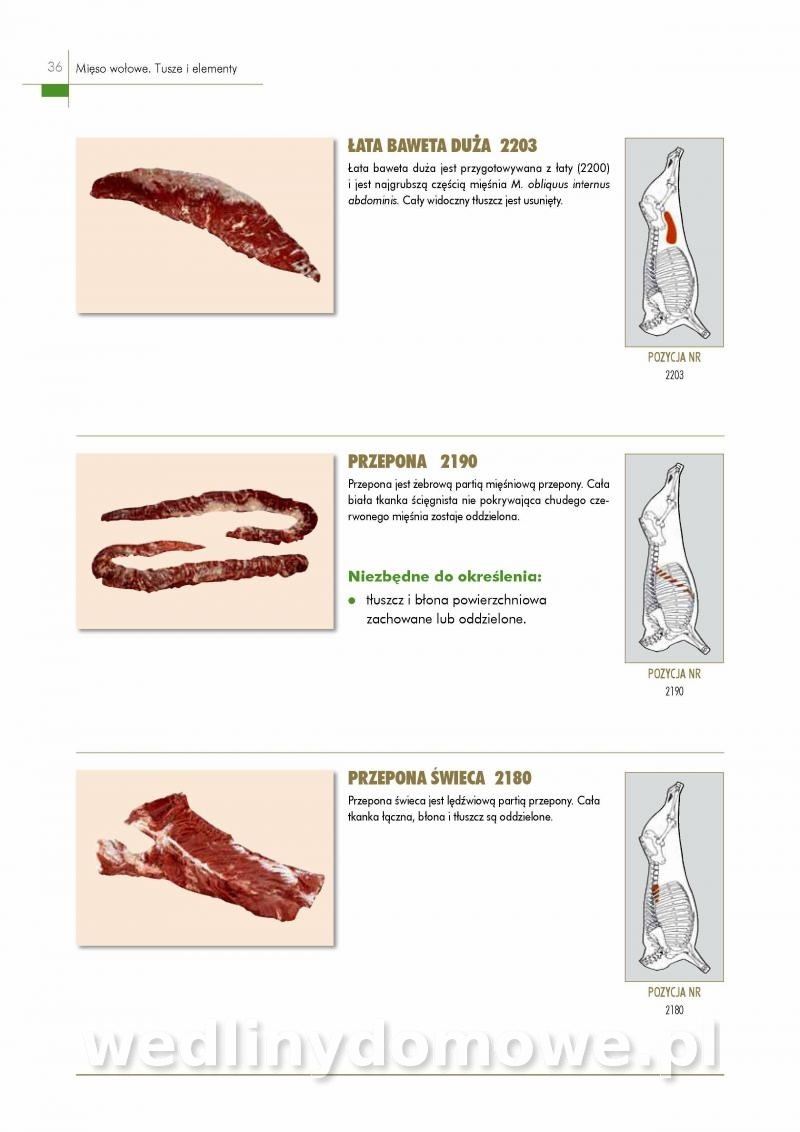
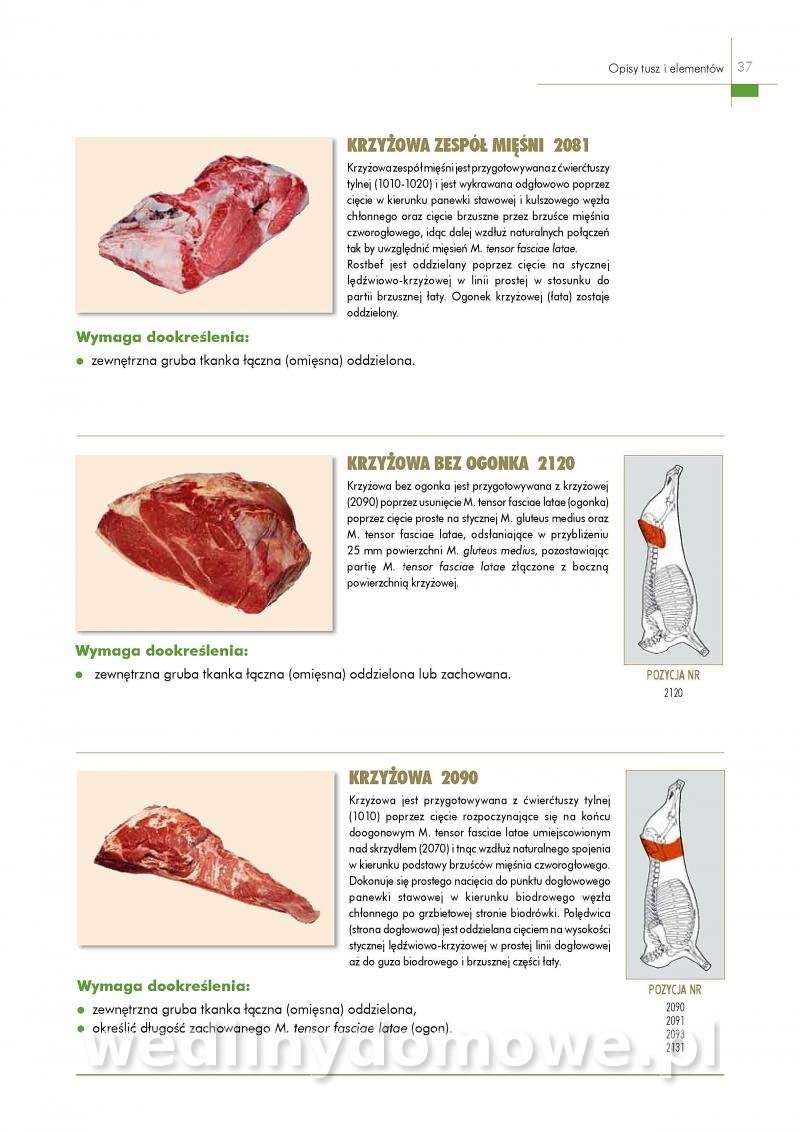
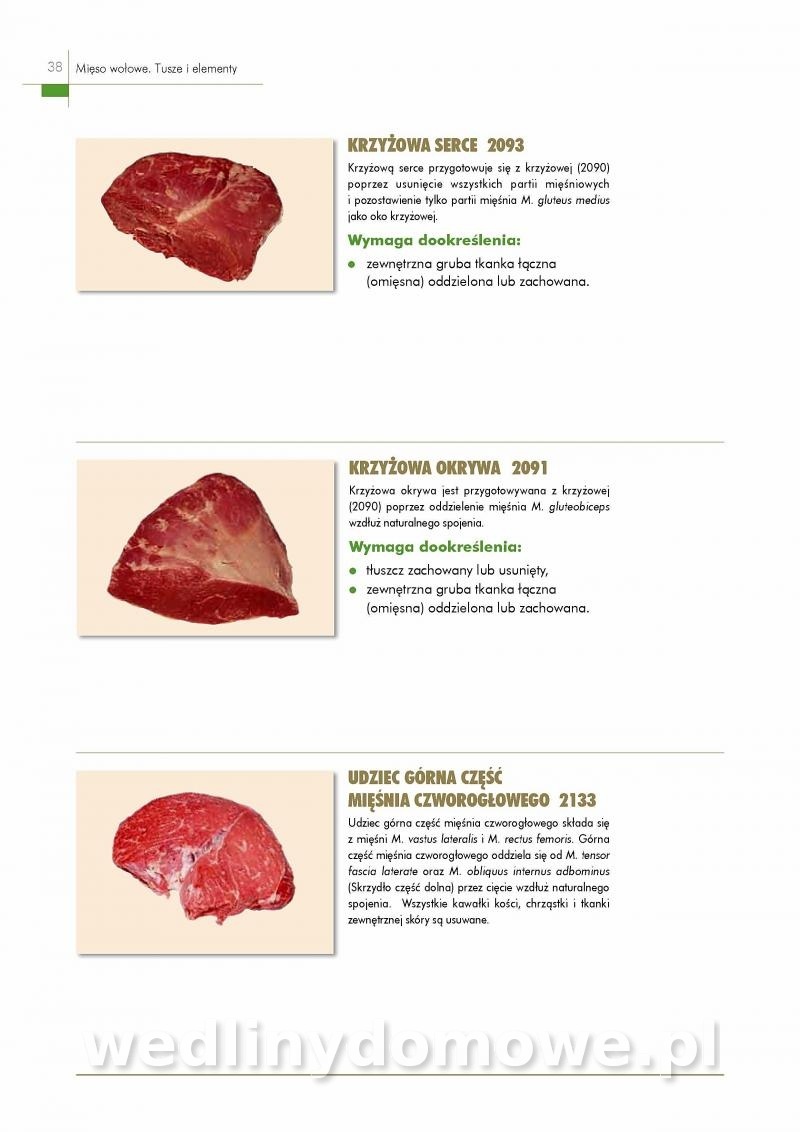
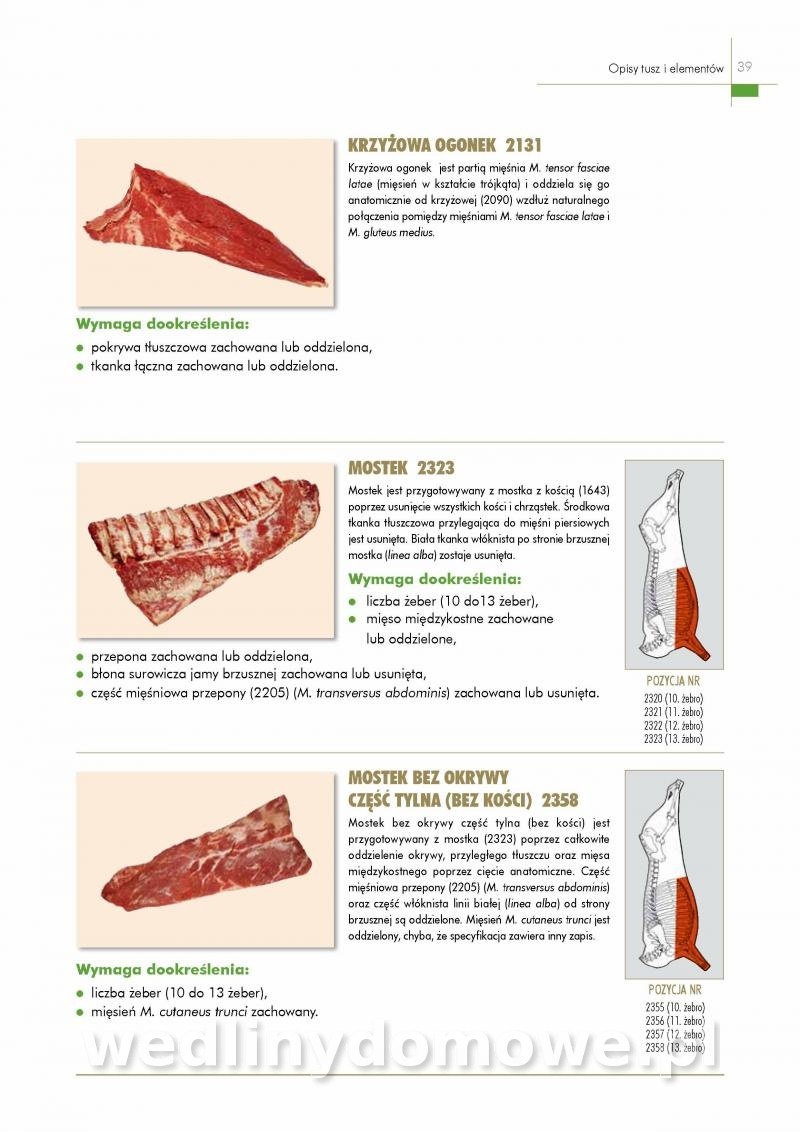
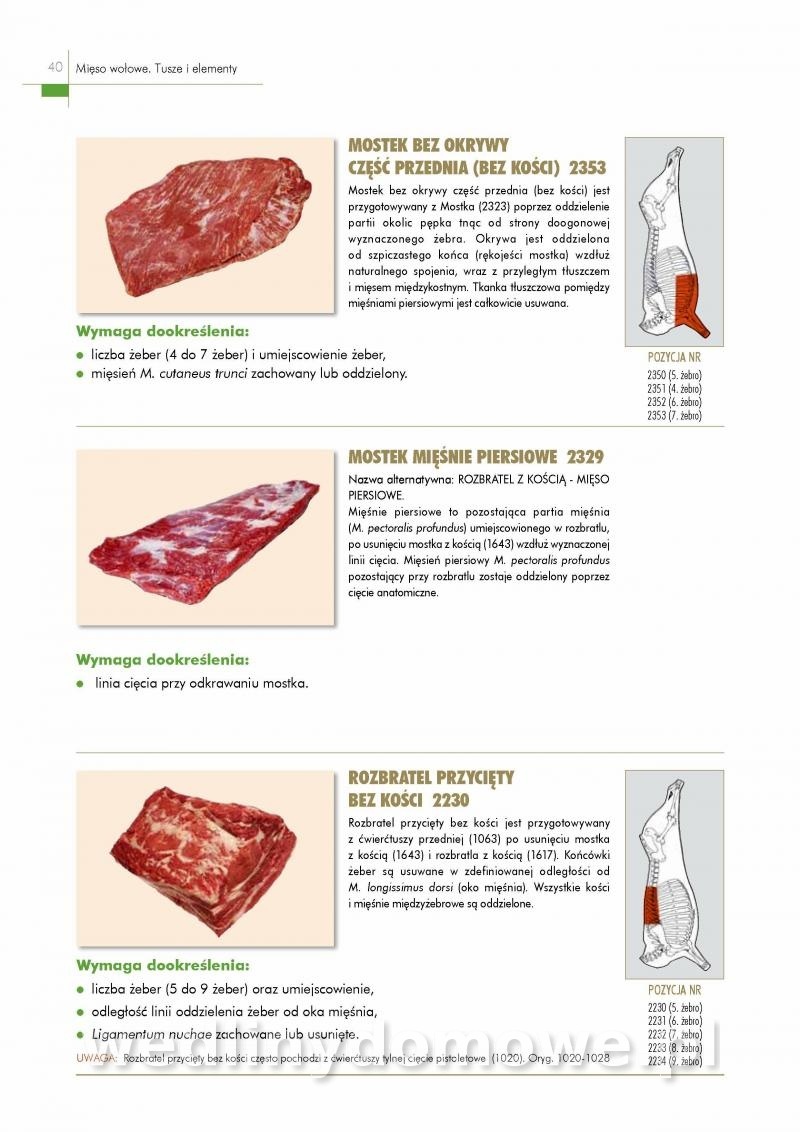
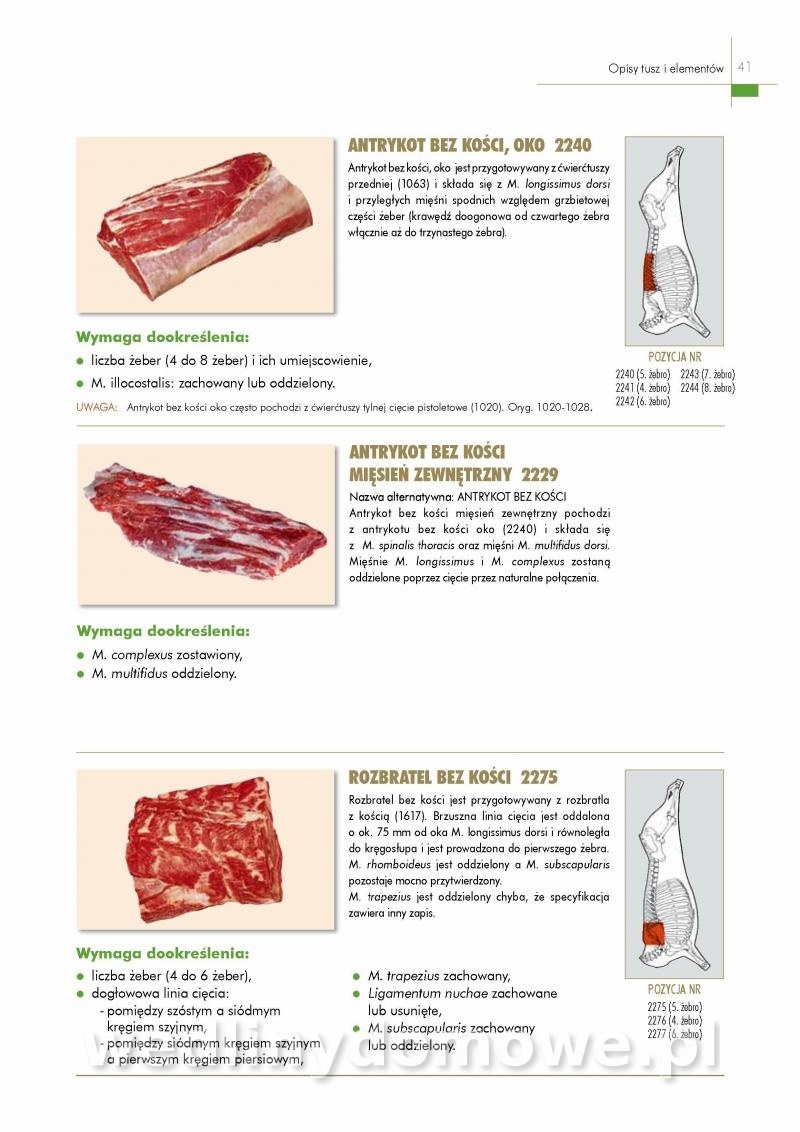
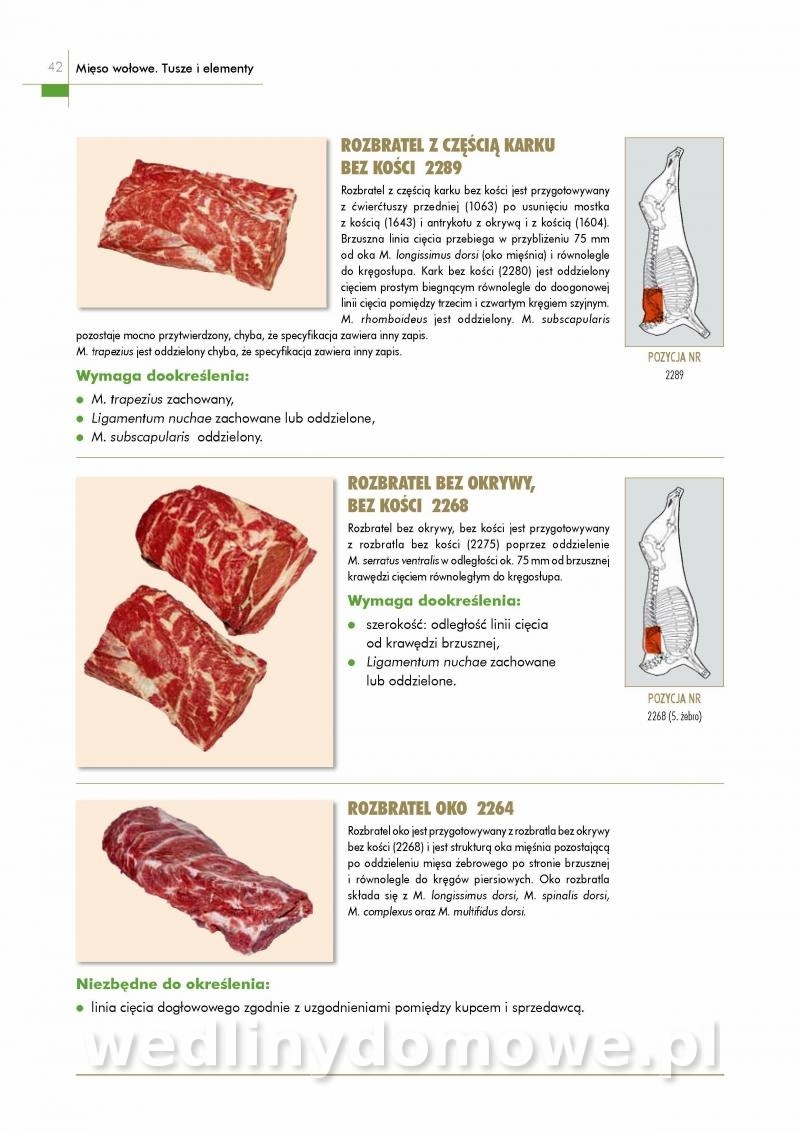
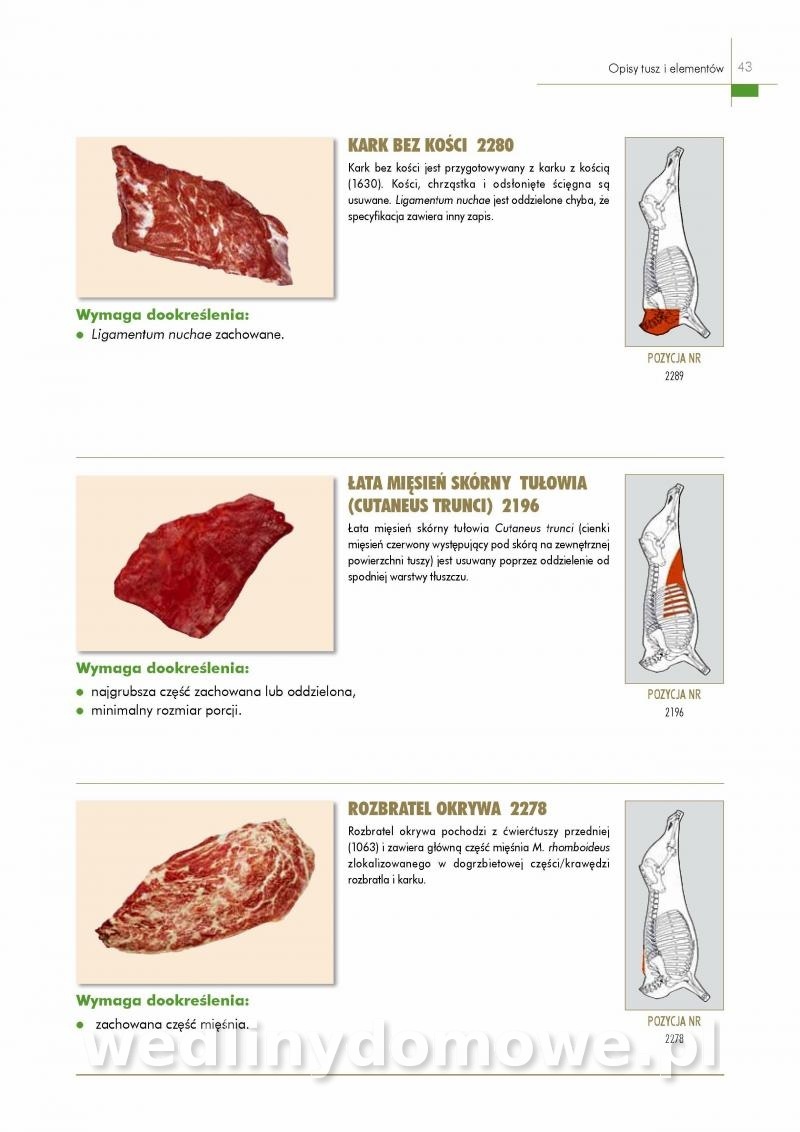
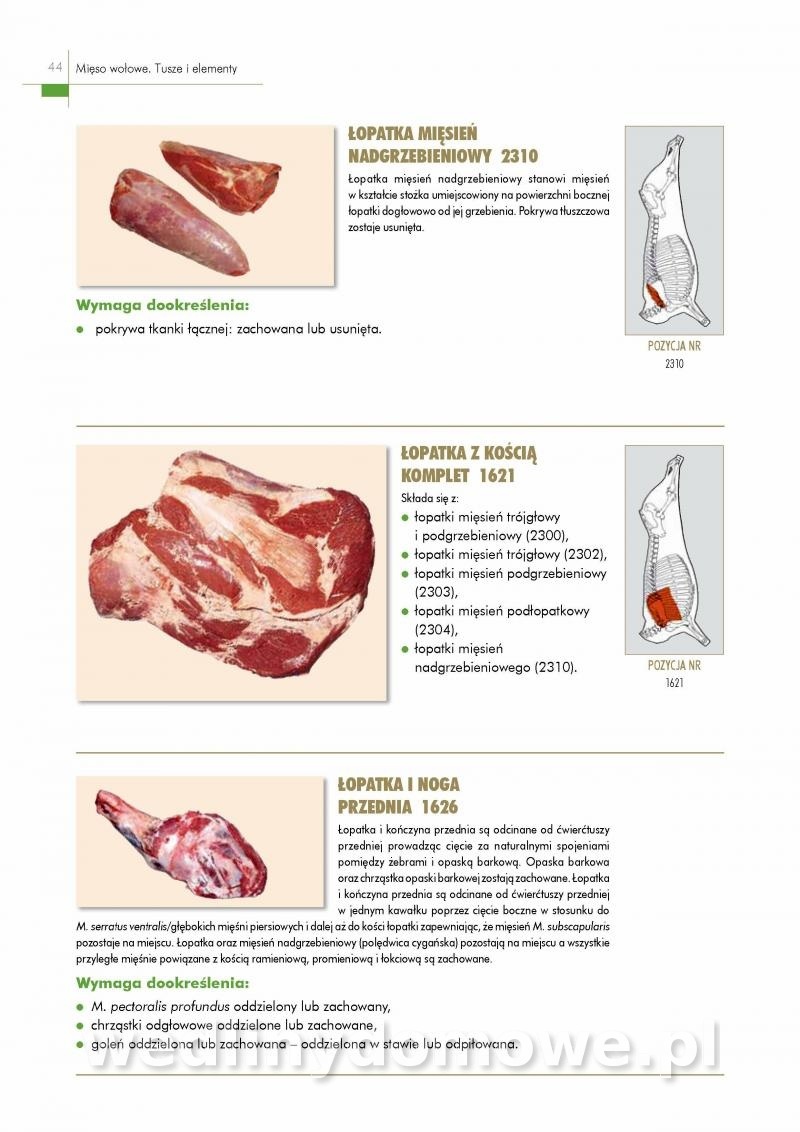
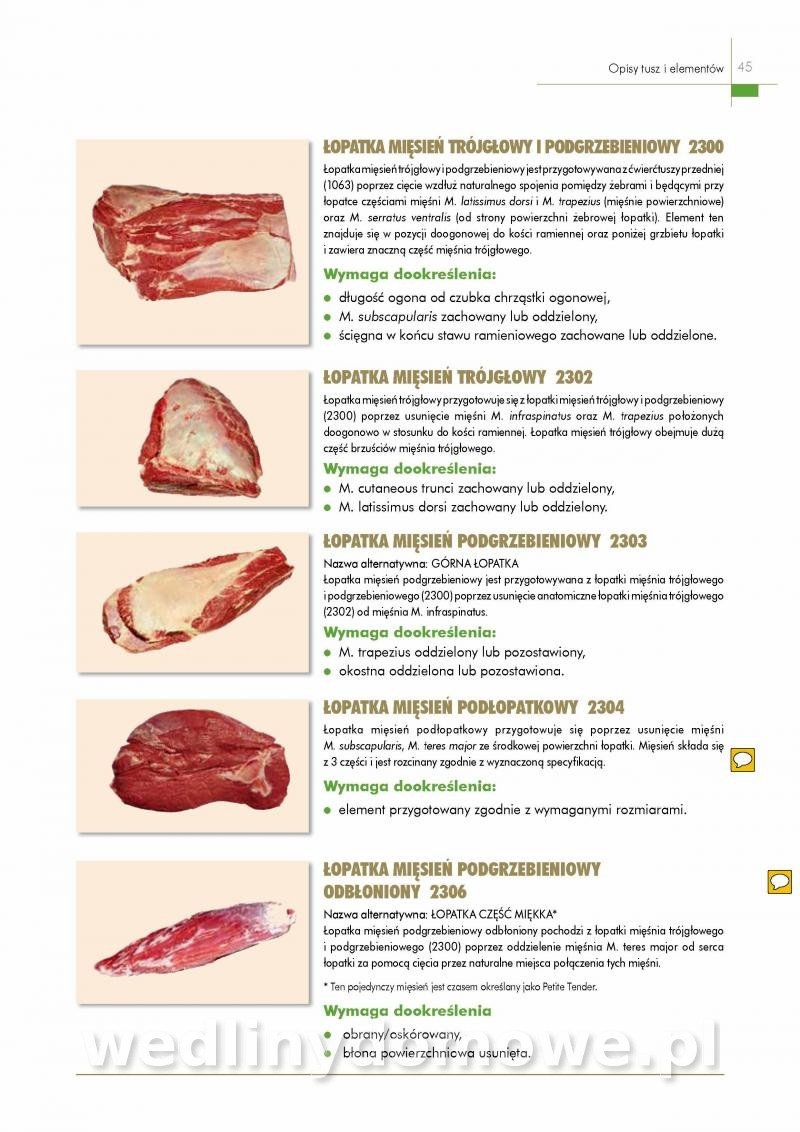
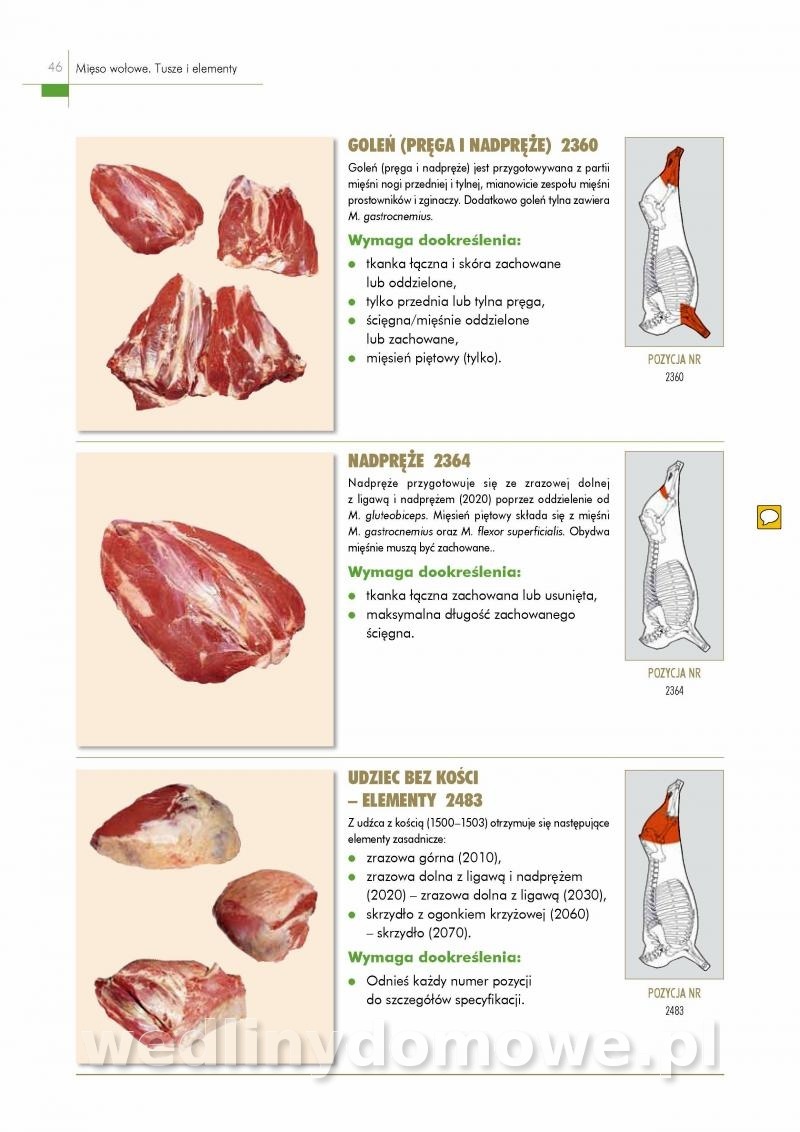
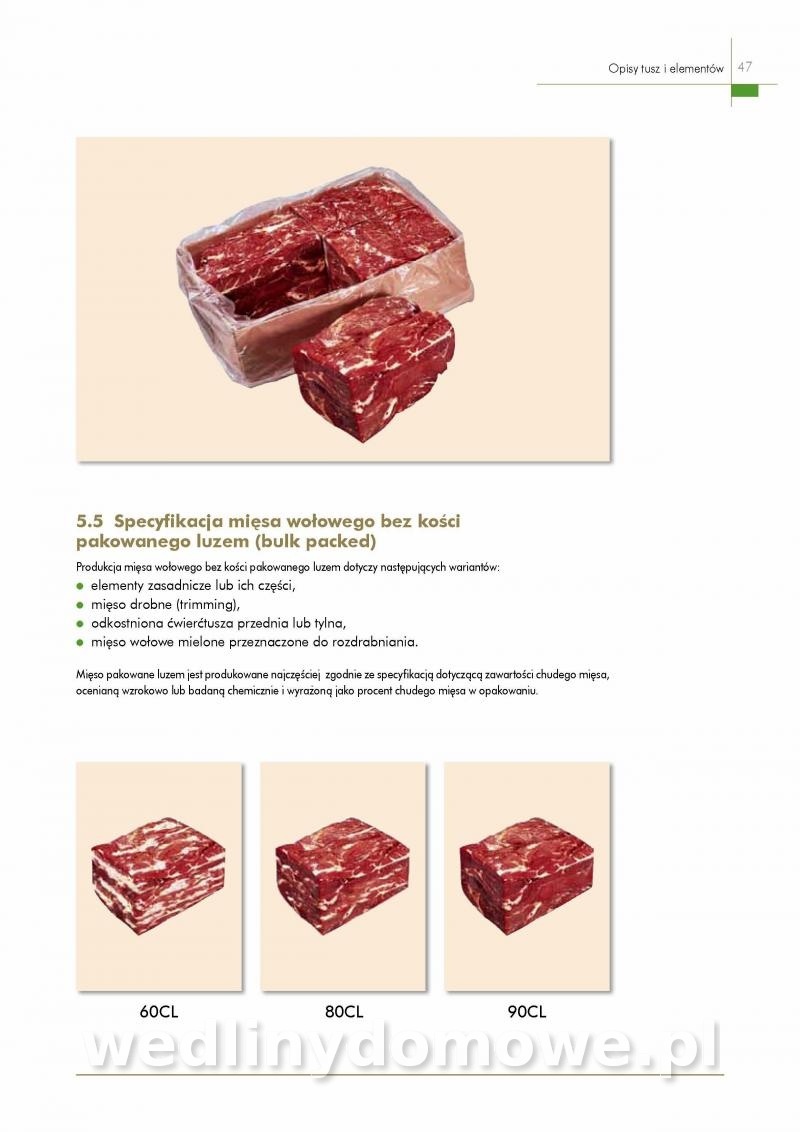
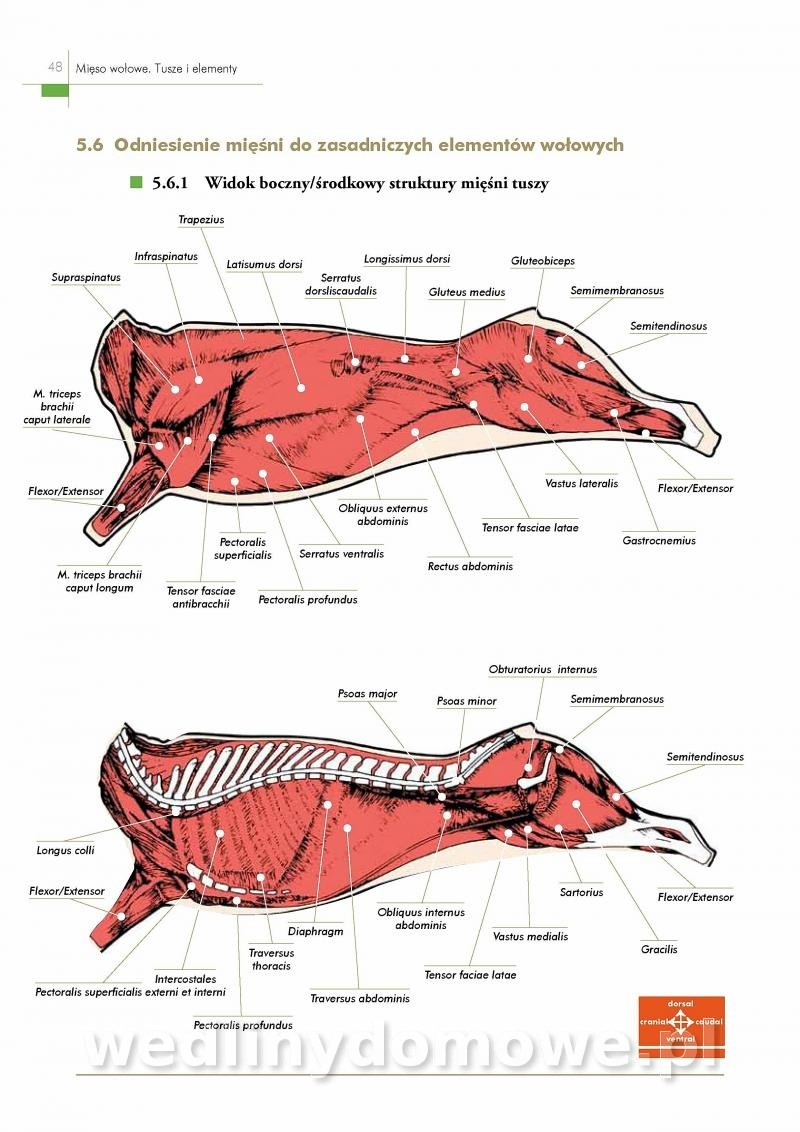
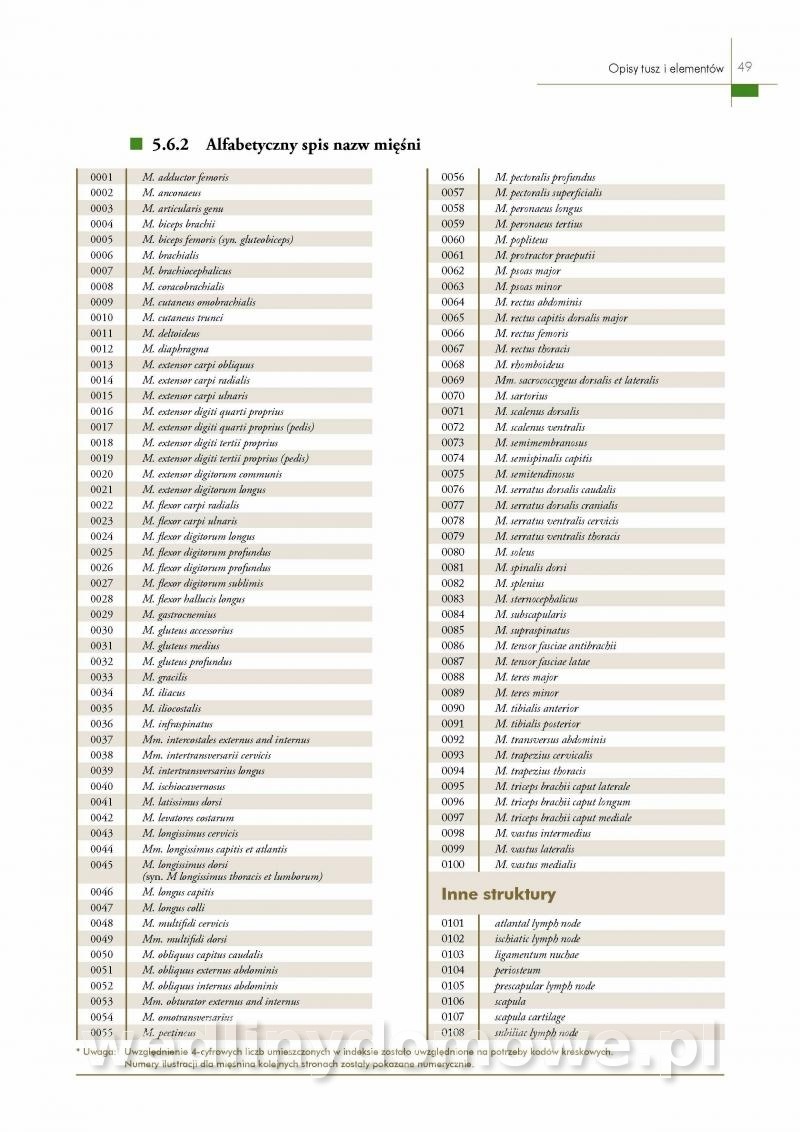

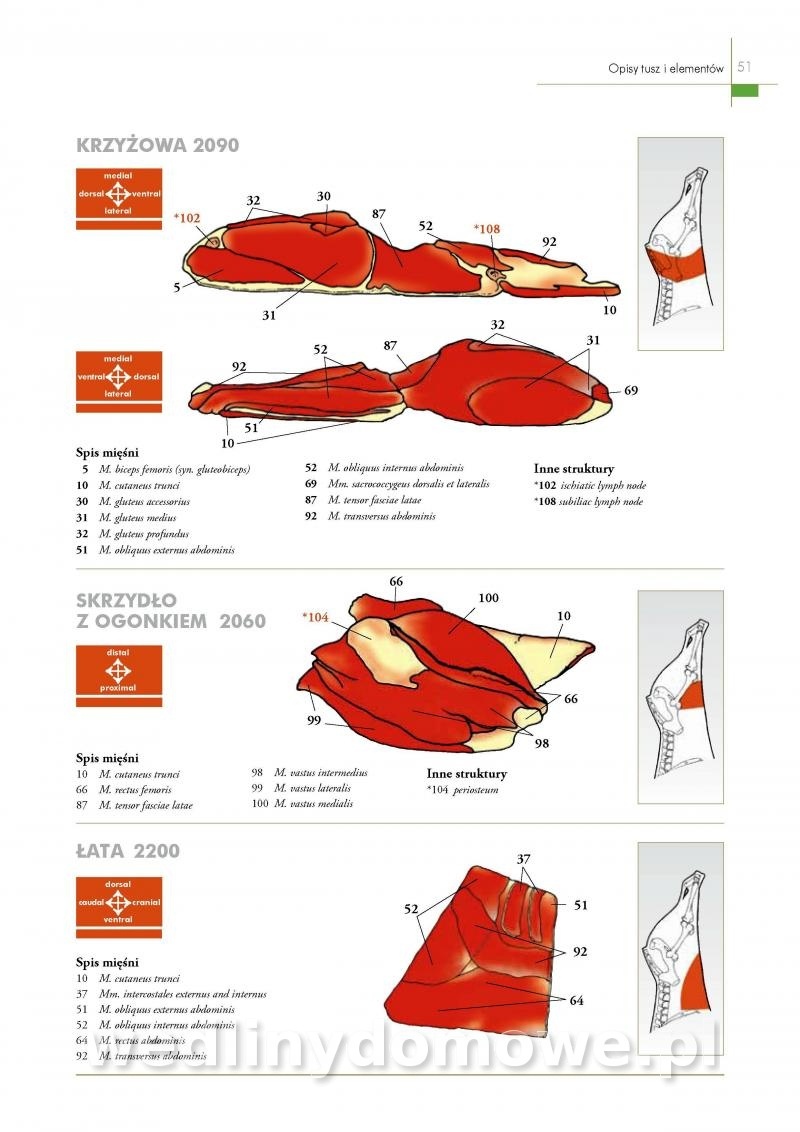
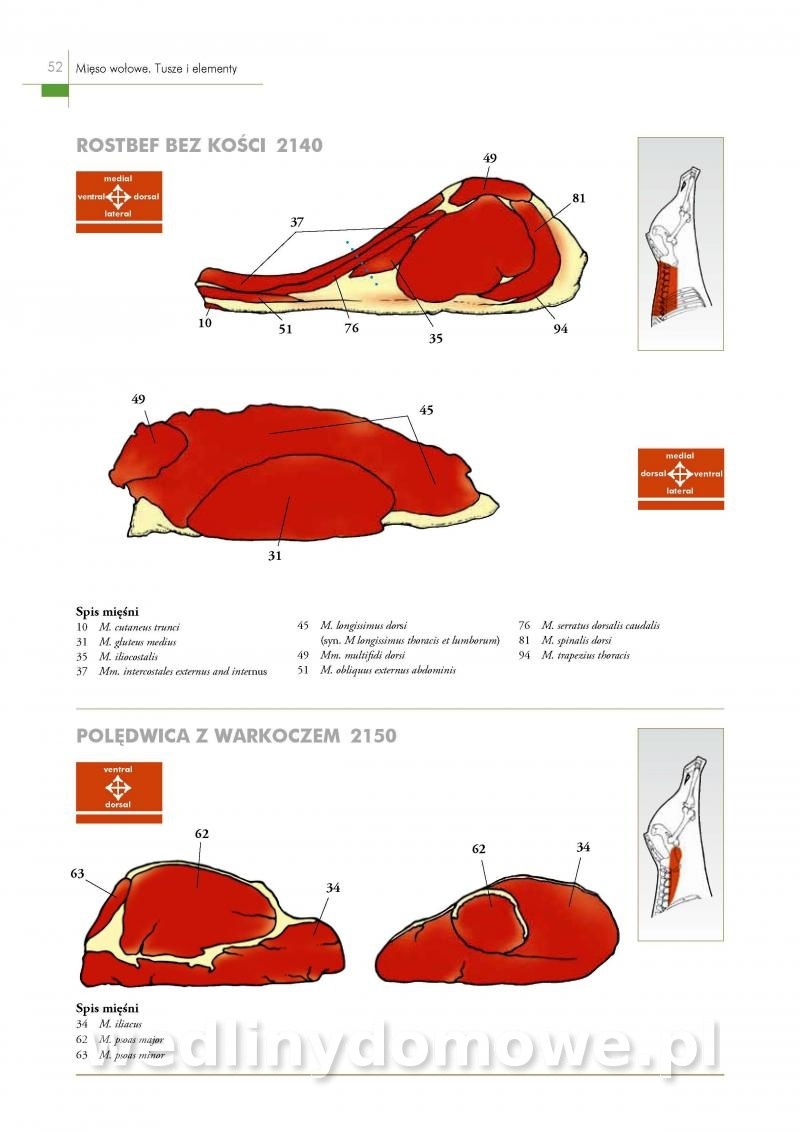
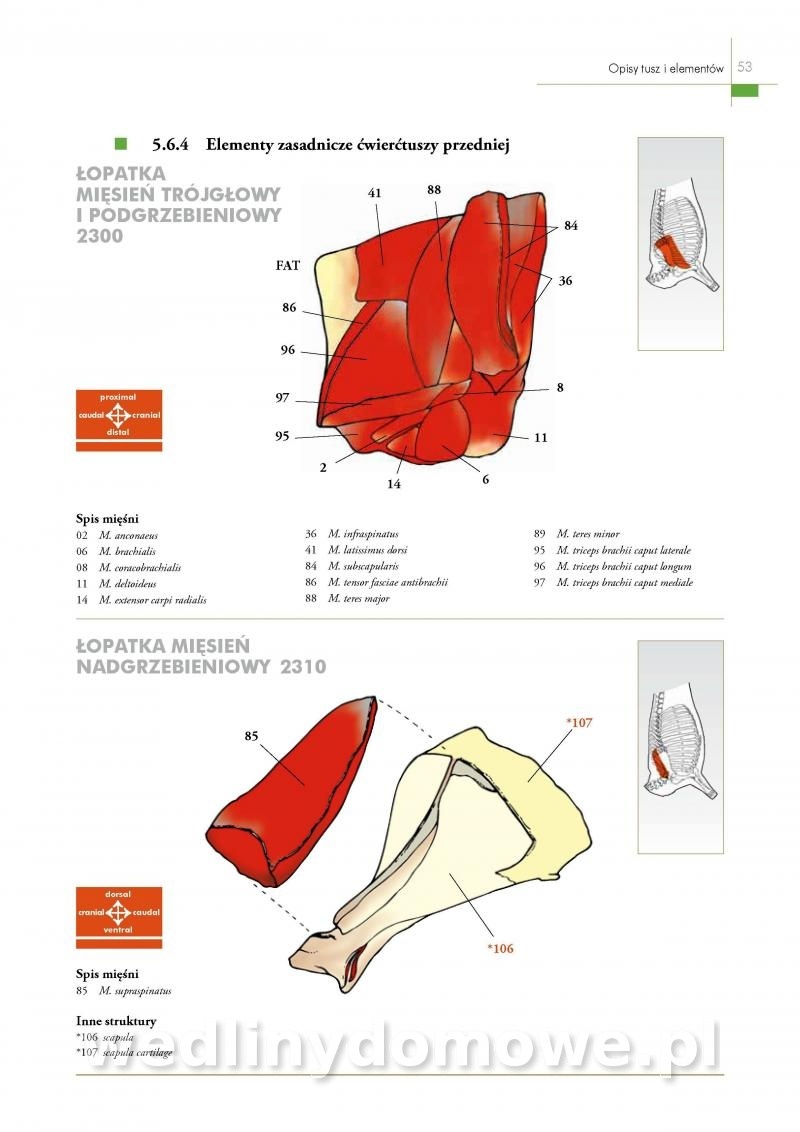
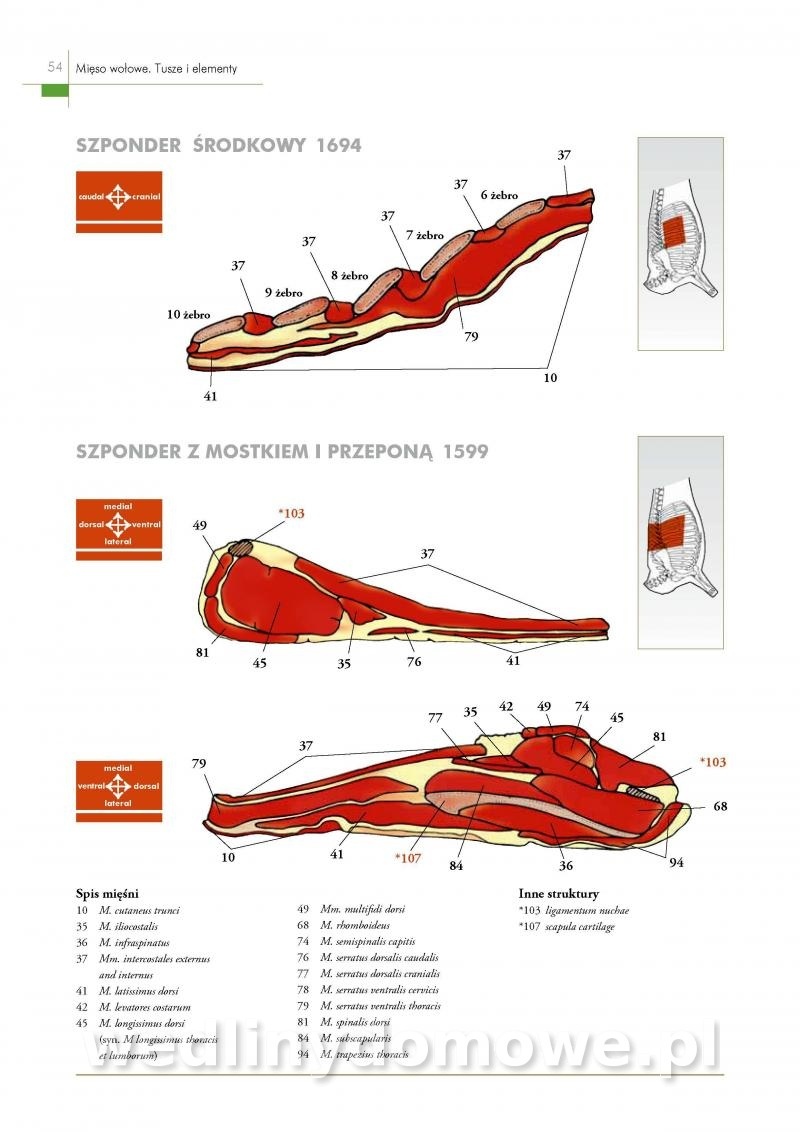
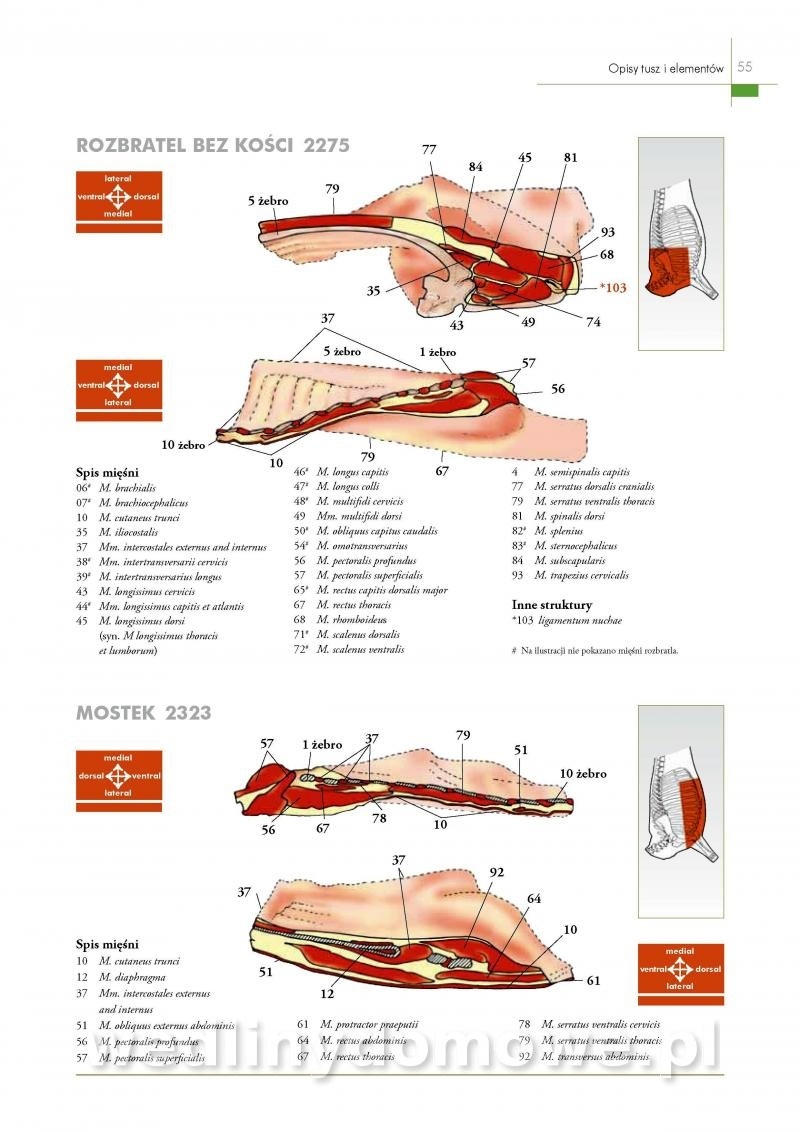
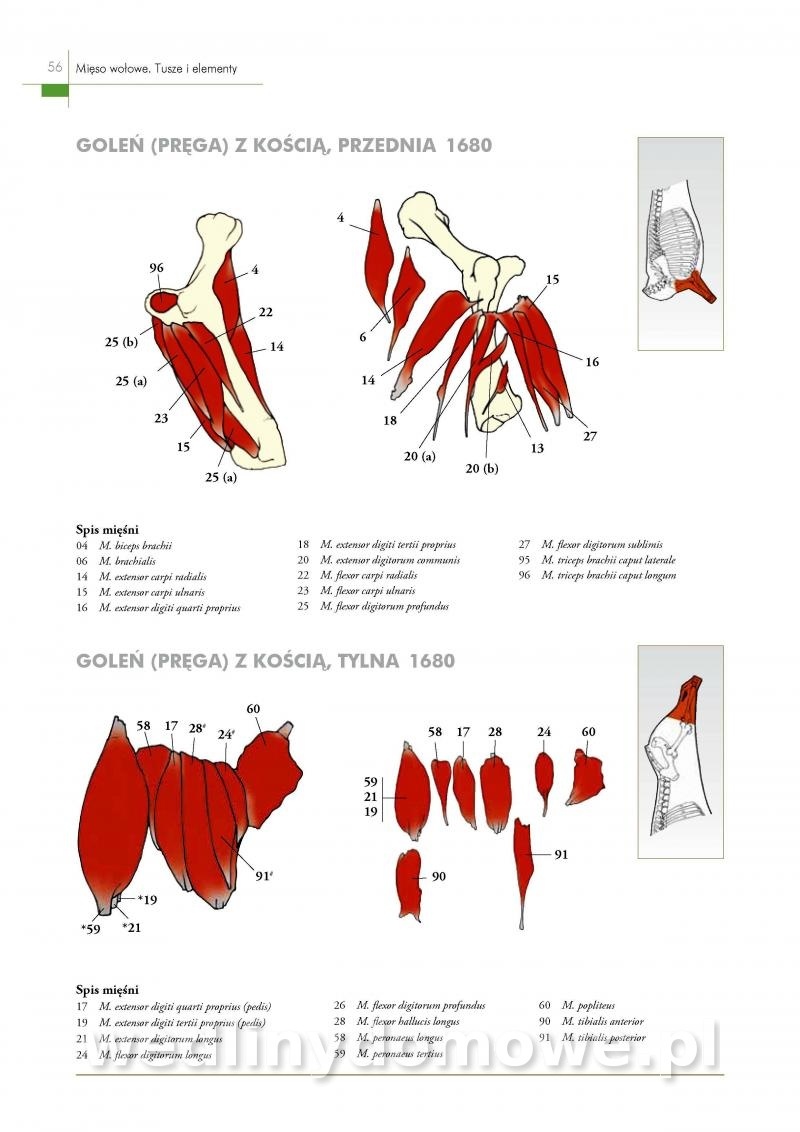
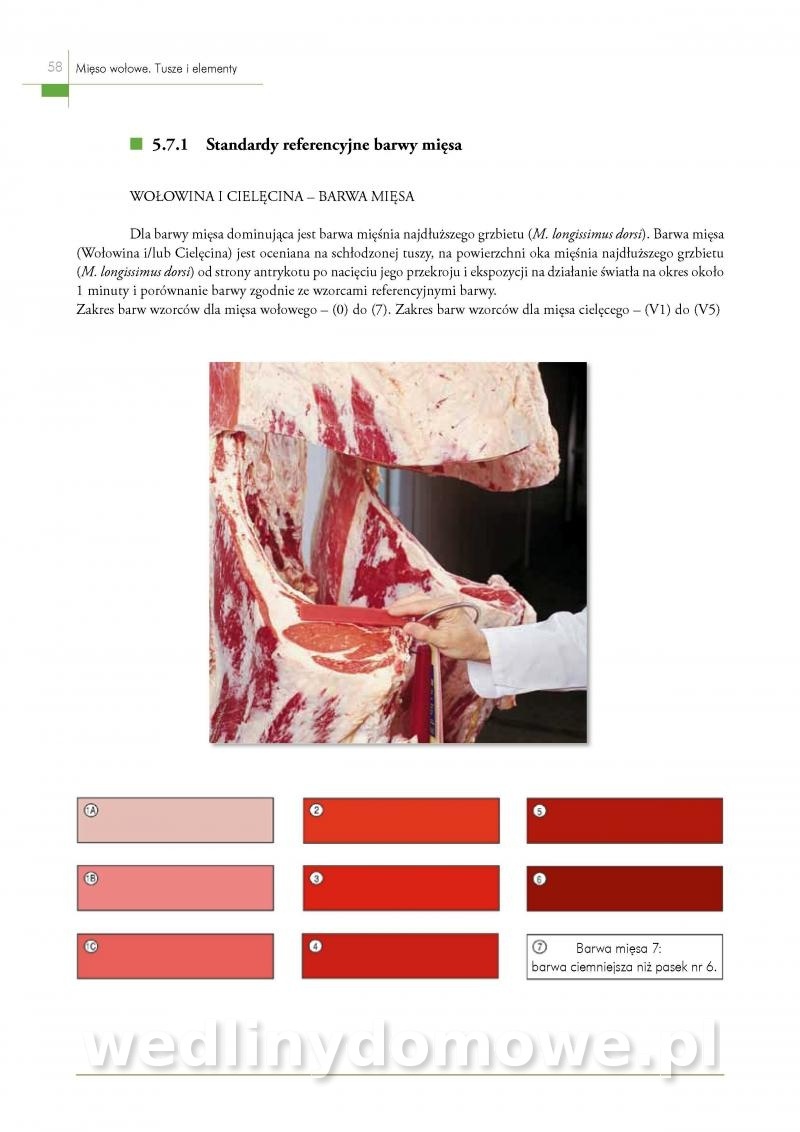
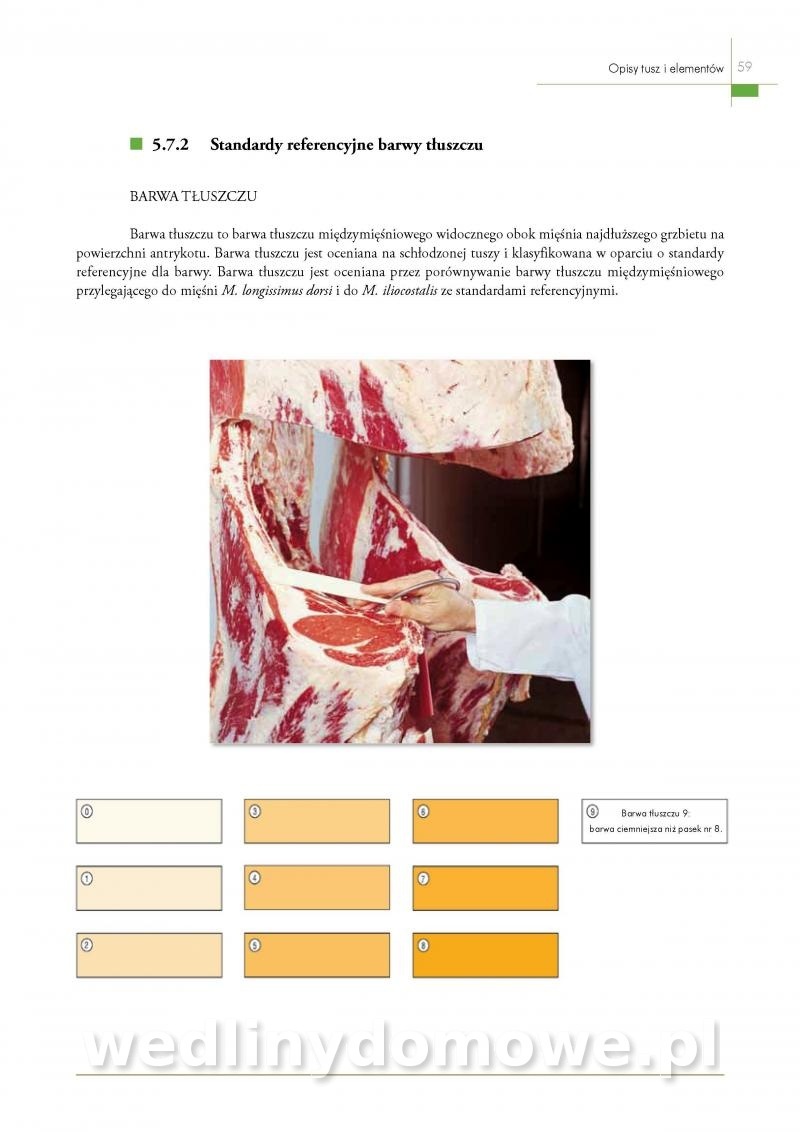
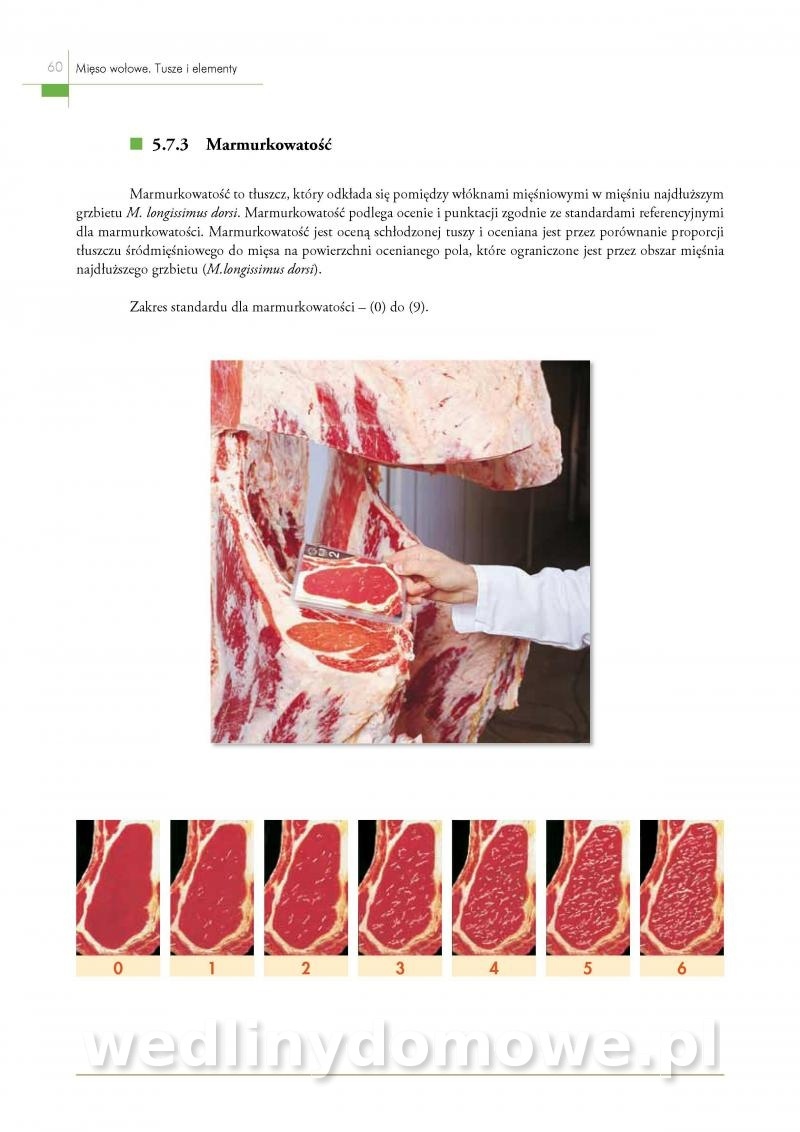
-
Zanieczyszczenia mikrobiologiczne wędzonek w zależności od sposobu przechowywania Aktualnie w świetle dość szeroko posiadanej wiedzy z zakresu skutków zagrożeń zdrowotnych, które wynikają z zanieczyszczeń mikrobiologicznych żywności, higiena wytwarzania, głównie produktów mięsnych, staje się jednym z najważniejszych elementów produkcji. Jakość mikrobiologiczna produktów mięsnych Jednym z parametrów odpowiedniej jakości mikrobiologicznej żywności jest jej bezpieczeństwo, czyli brak obecności patogenów i ich toksyn, przy jednoczesnej minimalnej ilości mikroflory saprofitycznej, która jest niezdolna do rozwoju w odpowiednich warunkach przechowywania. Głównymi źródłami zagrożeń mikrobiologicznych są bakterie, które namnażają się poprzez prosty podział. Bakterie cechuje wysoka aktywność biochemiczna, co prowadzi do niekorzystnych zmian cech organoleptycznych mięsa, obniżenia ich trwałości, a nawet do całkowitego zepsucia. Do najpowszechniejszych bakterii, które rozwijają się na produktach mięsnych zaliczamy te z rodzaju Escherichia, Salmonella, Shigella, Proteus, Yersinia, Pseudomonas, Listeria, Bacillus, Clostridium, Micrococcus, Staphylococcus oraz rodzaju Enterococcus. Kolejnym źródłem zagrożeń mikrobiologicznym są grzyby strzępkowe, czyli pleśnie – wielokomórkowe, cudzożywne organizmy, które powodują rozkład białek, tłuszczów oraz innych składników. Dodatkowo pleśnie wytwarzają toksyczne metabolity, mikotoksyny, które zostały zakwalifikowane do szeregu najgroźniejszych związków rakotwórczych. Groźne są również grzyby mikroskopowe – drożdże, które mogą powodować powstawanie na powierzchni mięsa i wędzonej charakterystycznego białego nalotu. Najważniejszym wyróżnikiem jakości produktów mięsnych jest z pewnością wielkość zanieczyszczenia mikrobiologicznego oraz zaawansowanie zmian w tłuszczach. Odnosi się to do wyrobów tuż po zakończeniu procesu ich przetwarzania, jak również do tych, które poddane zostały przechowywaniu. Aktualnie mało jest danych źródłowych, które analizują jakość przetworów na różnych etapach przetwarzania i przechowywania, przede wszystkim rozpatrując stan głęboko schłodzony czy zamrożony. Jakość mikrobiologiczna wędzonek przygotowywanych sposobem naturalnym Zanieczyszczenie powierzchniowe i podpowierzchniowe wędzonek produkowanych tradycyjnymi sposobami zależy głównie od sposobu ich przygotowania do peklowania. Mięsa do produkcji wędzonek sposobem tradycyjnym mogą być wytwarzane z surowców świeżych albo mrożonych. Na powierzchni obu rodzajów surowców przed procesem peklowania występuje zróżnicowana ilość bakterii, jednak peklowanie i proces wędzenia prowadzi do wyrównania stanów mikrobiologicznych produktów. Po kilkumiesięcznym przechowywaniu szynek peklowanych na powierzchni tych wytworzonych z niezamrożonego mięsa poziom bakterii jest znacznie mniejszy. Na powierzchni wędzonek, które produkowane są sposobem tradycyjnym niejednokrotnie mogą wzrastać także grzyby nitkowate, głównie z rodzaju Penicillium, jak również Aspergillus. Obecność grzybów Aspergillus flavuss na powierzchni wędzonego mięsa może spowodować wytwarzanie aflatoksyn, najbardziej rakotwórczej mikotoksyny. Jakość mikrobiologiczna wędzonek uszlachetnionych W ostatnich latach coraz bardziej popularna jest technologia wyrobów uszlachetnianych, czyli przygotowywanie porcjowanego mięsa i produktów mięsnych, które następnie pakowane są w gazoszczelne produkty foliowe. Znacząco podnosi to higienę obrotu oraz sprzedaży – szczelność opakowania zapobiega przenikaniu patogenów z zewnątrz. Mięso pakowane próżniowo może być sprzedawane w miejscach, gdzie znajduje się obrót innymi produktami spożywczymi (sprzedaż mięs niepakowanych powinna odbywać się jedynie w lokalach przeznaczonych do sprzedaży mięsa i jego przetworów). Jednak produkt uszlachetniony może konsumentom sprawiać trudności podczas oceny jego jakości – nie wystąpią tam zmiany w postaci przebarwień czy osuszki, a zmiany zapachu i smaku zostaną ujawnione dopiero po otwarciu opakowania. Wyroby tego typu mogą być pakowane w całości lub w częściach, a w obu wypadkach podczas przechowywania chłodniczego zaczyna dominować mikroflora w postaci bakterii fermentacji mlekowej. Zwiększanie się liczby tych bakterii sprawia, że kierunek psucia wędzonek uszlachetnionych przebiega przez ich kwaśnienie. Bakterie fermentacji mlekowej dominują w produktach, w których dochodzi do obniżenia pH. Jakość mikrobiologiczna kulinarnych produktów mięsnych Kulinarne produkty mięsne to dania gotowe do spożywania, które zostały przetworzone przez gotowanie, smażenie czy pieczenie. Poziom redukcji liczby bakterii podczas tradycyjnego gotowania, smażenia czy pieczenia uzależniony jest od temperatury, która wystąpi w termicznym centrum najgrubszego kawałka mięsa i czasu utrzymania. Im wyższą temperaturę uzyskamy, tym bardziej zmniejszymy ilość bakterii obecnych na powierzchni mięsa, a co za tym idzie, zmniejszona zostanie podatność na skażenie mikrobiologiczne podczas dalszego przechowywania. Jak przechowywać wędzonki? Suche produkty można przechowywać w warunkach chłodniczych około miesiąca, wędzone wędliny kilka dni. Wędzonki w plasterkach znacznie szybciej stracą swoją świeżość przez większą powierzchnię rozwoju bakterii, niż te, które będą przechowywane w jednym kawałku. Istotne jest by raz rozmrożonych produktów mięsnych nie mrozić ponownie – można je wówczas przetworzyć, umieścić w słoikach i spasteryzować. W okresie letnim, gdy temperatura wzrasta, wędzonki są znacznie bardziej narażone na szybszy rozwój mikroorganizmów na ich powierzchni – z tego powodu nie wolno zostawiać ich nawet w temperaturze pokojowej. Niezwykle istotne, w przypadku wędzonek, jest zachowanie tzw. łańcucha chłodniczego. Zakupione wędliny powinny zostać umieszczone w lodówce, najlepiej na środkowych półkach, na których temperatura wynosi 3-7oC. Psucie wędzonek przyśpiesza także dostęp tlenu – z tego powodu ograniczenie kontaktu pozwala na przedłużenie świeżości wyrobów mięsnych. Na takiej zasadzie działają pojemniki próżniowe, czyli niezwykle praktyczne rozwiązanie do przechowywania gotowych wyrobów wędzonych. Niezbędne jest jednak zwrócenie uwagi, czy specjalistyczny sprzęt do pakowania próżniowego opatrzony jest symbolem, który potwierdzi jego przeznaczenie do kontaktu z żywnością. Konieczna jest także specjalna dezynfekcja takiego sprzętu, czyli ograniczenie ponownej kontaminacji produktów mięsnych podczas pakowania. Zagadnienia, które są związane z przechowywaniem produktów mięsnych postrzegane są jako te najważniejsze w przemyśle mięsnym. Stale poszukuje się takich technologii utrwalania, które zapewnią odpowiednią trwałość i jakość produktów. Współcześnie stosowane technologie umożliwiają, w sposób całkowicie kontrolowany, oddziaływanie na tempo oraz zakres zmian, które będą zachodzić w produktach mięsnych, a które spowodowane są namnażaniem drobnoustrojów, aktywnością enzymów, jak i szeregu czynników fizycznych i chemicznych. Do rozwiązań technologicznych, które zabezpieczą wysoko przetworzone produkty mięsne nawet przez okres kilku tygodni, oprócz zamrażania (które dotąd uznawane było za najbardziej efektywną metodę przechowywania w odniesieniu do jakości mikrobiologicznej wędzonej) z pewnością można zaliczyć składowanie takich produktów w stanie głębokiego schłodzenia, czyli w temperaturze krioskopowej. Zastosowanie takiej technologii przechowywania pozwala na zachowanie wymaganej jakości produktów, jak i na znaczne zmniejszenie nakładów energii, zarówno na zamrażanie, jak również na przechowywanie w stanie zamrożonym, czy na przeddystrybucyjne rozmrażanie. Podczas magazynowania wędzonek w temperaturze -3oC temperatura wewnątrz produktów jest obniżona do takiego poziomu, w którym znacznemu wydłużeniu ulega faza zastoju rozwoju i funkcji życiowych mikroorganizmów. Jednocześnie takie przechowywanie wędzonek znacznie zmniejsza szybkość reakcji fizycznych, biochemicznych i chemicznych, czego efektem jest zwiększenie trwałości przetworów mięsnych. Autor: inż. Joanna Brzozowska

-
Bezpieczeństwo zdrowotne wyrobów mięsnych.
Maxell opublikował(a) temat w Mikrobiologia mięsa i jego przetworów
Bezpieczeństwo zdrowotne wyrobów mięsnych Wyroby mięsne należą do żywności pochodzenia zwierzęcego charakteryzującej się dużą zawartością pełnowartościowego białka. Zawierają również tłuszcze, węglowodany a także składniki mineralne. Są ponadto dostarczycielem niektórych witamin i wartościowych związków bioaktywnych. W wyniku działania technologicznego oraz wpływu pewnych czynników środowiskowych, mięso i jego przetwory mogą stać się jednak źródłem szkodliwych dla zdrowia człowieka związków chemicznych wykazujących właściwości mutagenne lub kancerogenne. Zawartość w wyrobach mięsnych najważniejszego żywieniowo składnika, jakim jest pełnowartościowe białko, decyduje o tym, że stają się one jednym z najbardziej cennych produktów żywnościowych. Białko występujące w mięsie i jego przetworach jest lekko strawne i łatwo przyswajalne a zarazem charakteryzuje się dużą wartością odżywczą i biologiczną. Dostarczane człowiekowi w postaci składnika wyrobów mięsnych wprowadza do organizmu wszystkie niezbędne aminokwasy (aminokwasy egzogenne). Z tej grupy aminokwasów obecnych w mięsie i jego przetworach znacząco można wyodrębnić grupę trzech szczególnie cennych aminokwasów charakteryzujących się specyficznymi właściwościami i rozgałęzioną budową strukturalną cząsteczek (leucyna, izoleucyna, walina), określanych jako BCAA (Branched chain amino acid). O dużej wartości odżywczej białka mięsa świadczy również wysoki poziom wskaźnika EAA (Essentials amino acid), który określa ilość 8 egzogennych, niezbędnych dla funkcjonowania organizmu aminokwasów. Wartość ta dla mięsa (chuda wołowina, mięśnie piersiowe z kurczaka) sięga poziomu 41%. Równocześnie przy tym wartość wyróżnika PER (Protein efficiency ratio) dla białka mięsa jest zbliżona do poziomu typowego dla białka jajecznego i wynosi 2,9. Białka mięsa charakteryzują się także wysokim wskaźnikiem NPU (Net protein utylization), który w przypadku wołowiny wynosi 73. Białka mięsa, w porównaniu z białkami roślinnymi cechują się także wyższą wartością parametru BV (Biological value), która mieści się w przedziale 74,3- 80,0. Mięso i jego przetwory dostarczają także niektórych witamin (B1, B2, B6, B12, B5, B9). Szczególnie istotny jest fakt, że wyroby mięsne są jedynym naturalnym źródłem witaminy B12 (kobalamina). Jednocześnie są one dobrym źródłem makroelementów (Ca, P) i pierwiastków śladowych (Fe, Zn, Cu), z których szczególnie bardzo istotne jest żelazo wykazujące aktywność biologiczną, ponieważ występuje w postaci kationu Fe+2. Do bardzo korzystnych żywieniowo substancji obecnych w mięsie, a określanych jako związki bioaktywne, należą: L- karnityna, tauryna, karnozyna, anseryna, kreatyna, glutation i koenzym Q10 (CoQ10). Mięso przeżuwaczy a szczególnie zawarty w nim tłuszcz dostarcza ponadto sprzężonego kwasu linolowego (CLA), który wykazuje cenne działanie prozdrowotne w organizmie człowieka. Mięso i jego przetwory ze względu na fakt, że dostarczają niezbędne dla organizmu człowieka składniki odżywcze oraz substancje działające prozdrowotnie, muszą charakteryzować się odpowiednio wysoką jakością i zarazem bezpieczeństwem zdrowotnym. Zagrożeniem ze strony mięsa i jego przetworów może jednak być obecność w nich szkodliwych dla zdrowia substancji toksycznych, z których najgroźniejszymi są związki mutagenne (czynniki zdolne do uszkodzenia DNA) i substancje kancerogenne (czynniki przyczyniające się do rozwoju chorób nowotworowych). Do szkodliwych dla człowieka związków a potencjalnie mogących występować w mięsie i jego przetworach są substancje celowo dodane, względnie produkty będące wynikiem przeprowadzonych procesów technologicznych lub powstałe w wyniku niekorzystnego działania drobnoustrojów. Zagrożeniem może być także obecność mikroorganizmów chorobotwórczych, co może skutkować zawartością w mięsie i jego przetworach wytworzonych przez drobnoustroje niebezpiecznych toksyn. Wyroby mięsne mogą być także zanieczyszczone wieloma substancjami pochodzącymi z pasz oraz z otaczającego środowiska, które przedostają się do tkanek organizmów zwierząt rzeźnych w czasie prowadzonej hodowli. Substancje te trafiają następnie do mięsa, a w konsekwencji również do przetworów mięsnych. Zagrożenia mikrobiologiczne Dla zagwarantowania bezpieczeństwa konsumentom spożywającym wyroby mięsne bardzo duże znaczenie ma aspekt biologiczny, a szczególnie mikrobiologiczny tych wyrobów. Zanieczyszczenia mikrobiologiczne produktów mięsnych mogą mieć dwojaki charakter, a mianowicie pierwotny- pochodny surowca zwierzęcego oraz wtórny- powstały w trakcie obróbki technologicznej i w czasie przechowywania wyrobów. Mięso i przetwory mięsne są ważnym potencjalnym źródłem infekcji i przyczyną występowania chorób wywoływanych przez bakterie z rodzaju Campylobacter, Salmonella, Yersinia, Escherichia i Listeria. Mięso w sposób naturalny jest bowiem dobrą pożywką dla rozwoju tych mikroorganizmów (duża zawartość białka, ilość dostępnej wody, wartość pH). Drobnoustroje, będące najczęściej mikroflorą saprofityczną, ale nierzadko także chorobotwórczą, trafiają do mięsa najczęściej z powierzchni skóry zwierząt rzeźnych oraz z treści pokarmowej. Stopień zakażenia zależy więc w dużym stopniu od stosowanej metody i techniki uboju oraz od zastosowanych zabiegów technologicznych. Z powierzchni tusz zwierząt rzeźnych wyodrębnia się często bakterie z rodzaju Pseudomonas, Escherichia, Micrococcus, Streptococcus, Proteus, Bacillus i Clostridium. Mogą także występować drobnoustroje chorobotwórcze z rodzaju Salmonella oraz szczepy Yersinia enterocolitica. W przypadku mięsa drobiowego pojawia się szczególnie mikroflora pochodząca z piór ptaków, skóry i przewodu pokarmowego. Wyodrębnia się najczęściej szczepy Staphylococcus aureus oraz bakterie z rodzaju Moraxella, Aerobacter, Achromobacter, Corynebacterium, Listeria, Pseudomonas, Serratia, Brochotrix, Bacillus i Klebsiella. Wśród bakterii izolowanych z tuszek drobiowych istotny problem stanowią przede wszystkim pałeczki z rodzaju Salmonella oraz szczepy bakterii Campylobacter jejuni, Clostridium perfringens i Escherichia coli. Źródłem zakażeń mięsa i jego przetworów są także powierzchnie produkcyjne, powietrze, przyprawy, dodatki, woda oraz opakowania. Niektóre drobnoustroje obecne w wyrobach mięsnych mogą wywoływać zatrucia typu: • infekcji: Listeria monocyt ogenes, Salmonella spp., Escherichia coli, • intoksykacji: Staphylococcus aureus , Clostridium botulinum, • toksyno-infekcji: Clostridium botulinum, Escherichia coli. Dla zapewnienia wysokiej jakości mikrobiologicznej mięsa i jego przetworów, przy równoczesnym zagwarantowaniu bezpieczeństwa żywieniowego, niezbędne jest przestrzeganie w procesie technologicznym zasad Dobrej Praktyki Higienicznej oraz Dobrej Praktyki Produkcyjnej. Zasady te należy realizować począwszy od przygotowania zwierząt rzeźnych do uboju aż do wytworzenia finalnego wyrobu. W myśl tych zasad w procesie produkcyjnym należy eliminować każde zagrożenie mikrobiologiczne, które skutkować może różnymi nieprzewidzianymi nieprawidłowościami i zanieczyszczeniem mikrobiologicznym. Substancje dodatkowe a zdrowotność wyrobów mięsnych Substancje dodatkowe stosowane w przetwórstwie mięsa stosuje się w celu przedłużenia przydatności do spożycia produkowanych wyrobów, zapobiegania niekorzystnym zmianom jakościowym, poprawy atrakcyjności konsumenckiej, zwiększenia wydajności produkcyjnej, ułatwienia przeprowadzenia procesów technologicznych oraz zwiększenia ich efektywności. Niektóre ze stosowanych substancji w pewnych uwarunkowaniach są jednak szkodliwe dla zdrowia człowieka i wpływają na bezpieczeństwo zdrowotne wyrobów mięsnych. Do substancji takich należą powszechnie stosowane w procesie peklowania azotany i azotyny oraz wpływające pozytywnie na efektywność produkcji sole fosforanowe. Z grupy stosowanych środków peklujących szczególnym zagrożeniem zdrowotnym są głównie azotyny, których resztkowa pozostałość w wyrobach mięsnych kształtuje się na poziomie 5-20% wyjściowej ich ilości wprowadzonej do mięsa i tylko ta ich część stanowi zagrożenie natury zdrowotnej. Azotany stają się natomiast zagrożeniem wynikającym przede wszystkim z faktu, że są one prekursorami azotynów. Negatywne skutki obecności azotynów wynikają z ich reagowania z aminami drugo-i trzeciorzędnymi pochodzącymi z rozkładu białek, co prowadzi do powstawania rakotwórczych N- nitrozoamin. Ilość tych związków koreluje dodatnio z zawartością w wyrobach wolnych azotynów, a ich tworzeniu sprzyja szczególnie agresywna obróbka termiczna (grillowanie, smażenie), tj. obróbka w temperaturze powyżej 170°C. Obecność znacznych ilości azotynów w wyrobach mięsnych sama w sobie wywiera także określone negatywne skutki toksykologiczne, prowadzące do zatruć pokarmowych. Sole te obniżają ponadto wartość odżywczą wyrobów mięsnych, poprzez zmniejszenie przyswajalności β- karotenu, witamin z grupy B oraz białek. Działania technologiczne powinny więc iść w kierunku zmniejszenia poziomu resztkowej ilości azotynów w wyrobach mięsnych. W praktyce dokonuje się to poprzez zdynamizowanie mechanizmu peklowania stosując dodatek kwasów askorbinowych i ich soli sodowych. Innym rozwiązaniem jest wprowadzanie do praktyki technologicznej alternatywnych metod peklowania polegających na stosowaniu tylko azotanu, będącego składnikiem surowców roślinnych i substancji naturalnych wspomagających proces peklowania zawierających kwasy organiczne oraz cukry redukujące. Technologie takie w praktyce pozwalają na zredukowanie resztkowej zawartości środków peklujących w wyrobach mięsnych, w tym szczególnie szkodliwych azotynów. Jako dozwolone dodatki funkcjonalne w przetwórstwie mięsa szczególne miejsce zajmują sole fosforanowe, które swoje szerokie zastosowanie zawdzięczają specyficznemu oddziaływaniu na białka mięśniowe. Ich przydatność w przetwórstwie wynika ponadto z wpływu na usprawnienie procesu technologicznego i poprawiania wyróżników jakościowych produkowanych z ich dodatkiem wyrobów. Substancje te wykazują również działanie antyoksydacyjne i zapewniają lepszą jakość mikrobiologiczną wyrobów wytworzonych z ich dodatkiem. Mimo tylu przydatnych cech przypisuje się fosforanom jednak pewne negatywne oddziaływanie na organizm ludzki. Ich nadmiar przyczynia się bowiem do niekorzystnego obniżania poziomu wapnia i magnezu w organizmie, prowadzącego skrajnie do zmian w układzie kostnym. Nadmiar wprowadzonego fosforu do organizmu człowieka powoduje również innego typu zakłócenia metaboliczne. Stosując sole fosforanowe należy więc ograniczyć ich dodatek do minimalnego poziomu, gwarantującego wyłącznie uzyskanie zakładanego efektu technologicznego a zarazem kształtującego poprawny bilans wapniowo- fosforowy w organizmie człowieka. Wielopierścieniowe węglowodory aromatyczne (WWA) Wyroby mięsne, a w tym szczególnie te wędzone, mogą być zanieczyszczone związkami organicznymi, które wykazują niekorzystną tendencję do biokumulacji i charakteryzują się długim okresem półtrwania w środowisku. Istotną grupę takich związków stanowią substancje powstające w procesie wędzenia lub/i grillowania, które zostały naukowo uznane za szkodliwe dla zdrowia. Należą do nich wielopierścieniowe węglowodory aromatyczne (WWA), określane jako Polycyclic Aromatic Hydrocarbons – PAH). Związki te tworzą się podczas pirolizy materii organicznej w szerokim zakresie temperatur, począwszy już od 250oC. Ich prekursorami są powszechnie występujące w wyrobach mięsnych lipidy, których wyeliminowanie jest trudne w praktyce do zrealizowania. Szkodliwość substancji z grupy WWA wynika przede wszystkim z faktu, że niektóre molekuły tych związków wykazują zdolność tworzenia adduktów z DNA (markery uszkodzenia materiału genetycznego), co sprawia, że mogą one oddziaływać na replikację komórki. Związkom tym udowodniono, związane z takim działaniem, właściwości genotoksyczne, mutagenne i kancerogenne. Najbardziej poznanym, a w rezultacie przyjętym jako wskaźnikowy węglowodór z grupy WWA został benzo[a]piren (BaP). Dla oceny bezpieczeństwa zdrowotnego wyrobów narażonych na tworzenia się węglowodorów z grupy WWA, czyli przetworów wędzonych i grillowanych, monitoruje się również w nich sumaryczną zawartość innych związków z grupy WWA, do których, poza benzo[a]pirenem, zalicza się benzofluoranten (BbF), benzo[a]antracen (BaA) oraz chryzen (Ch). Wszystkie te związki wykazują aktywność rakotwórczą i ich oznaczenie jest obiektywnym wskaźnikiem oceny bezpieczeństwa żywieniowego wyrobów wędzonych i grillowanych. W celu ograniczenia występowania węglowodorów z grupy WWA w wyrobach mięsnych należy proces wędzenia prowadzić w warunkach kontrolowanych. Dla bezpiecznego oddziaływania tego procesu na wyroby wędzone niezbędne jest przestrzeganie osiąganej maksymalnej granicznej temperatury w fazie utleniania lotnych składników dymu na poziomie wynoszącym 325°C. Duże znaczenie, poza temperaturą, ma również czas wędzenia, rodzaj użytego surowca dymotwórczego oraz ilość dostępnego tlenu do miejsca spalania (procesu pirolizy drewna). Dla powstawania zagrożeń związanych z tworzeniem się węglowodorów z grupy WWA istotne znaczenie ma zbyt długi czas wędzenia, stosowanie drewna miękkiego i nadmierny dostęp tlenu. Dym wędzarniczy otrzymywany z drewna miękkiego zawiera więcej substancji żywicznych tworzących sadzę, której cząsteczki są swoistym transporterem związków z grupy WWA. Nie bez znaczenia dla powstawania węglowodorów z grupy WWA są także czynniki związane z samą budową komory wędzarniczej i konstrukcją dymogeneratorów oraz szybkość przepływu dymu przez strefę wędzenia w komorze. Największym zagrożeniem w zakresie techniki wytwarzania dymu wędzarniczego jest stosowanie komór ogniowych, w których dym powstaje w wyniku spalania szczap drewna w palenisku umiejscowionym bezpośrednio w komorze wędzarniczej. Zawartość węglowodorów z grupy WWA w wędzonych wyrobach mięsnych koreluje dodatnio z wielkością i grubością batonów wytwarzanych produktów. Ryzyko dużej kumulacji tych związków występuje w przypadku wędzenia wyrobów o dużej powierzchni chłonnej a jednocześnie przy małej masie batonów oraz małym ich przekroju. Stopień kumulacji związków z grupy WWA uzależniony jest także od rodzaju zastosowanej osłonki (przepuszczalność), jako naturalnej bariery dla tych związków. Jednocześnie ilość gromadzonych się związków z grupy WWA determinowana jest zawartością i rodzajem obecnego tłuszczu w składzie wyrobów mięsnych. Wielopierścieniowe węglowodory aromatyczne mają bowiem charakter lipofilny i hydrofobowy, a dodatkowo ich kumulacji sprzyja obecność nienasyconych kwasów tłuszczowych. W przypadku grillowanych wyrobów mięsnych na zawartość powstających węglowodorów z grupy WWA, poza temperaturą, rzutuje czas trwania obróbki, rodzaj stosowanego urządzenia oraz rodzaj i ilość obecnego tłuszczu (technologicznie dodany, wytopiony). Z technologicznego punktu widzenia skutecznymi zabiegami ograniczającymi ilość węglowodorów z grupy WWA w wyrobach mięsnych jest przestrzeganie zasad dobrej praktyki technologicznej w zakresie organizacji procesu wędzenia oraz stosowanie alternatywnych metod wędzenia przy użyciu preparatów dymu wędzarniczego w płynie, względnie dodawania do wyrobów mięsnych aromatów dymu wędzarniczego na etapie produkcji. Alternatywne metody wędzenia polegające na stosowaniu wymienionych produktów (dymy wędzarnicze w płynie, aromaty dymu ), które są pozbawione zanieczyszczeń wielopierścieniowymi węglowodorami aromatycznymi i dlatego nie wprowadzają ich do wyrobów mięsnych. W procesie grillowania wyrobów mięsnych niezbędne jest ograniczanie w czasie działania wysokiej temperatury obróbki do niezbędnego minimum oraz wyeliminowanie przy tym ryzyka kapania tłuszczu na rozżarzony węgiel drzewny. Poprawie bezpieczeństwa zdrowotnego wyrobów grillowanych służy stosowanie grilli elektrycznych lub gazowych, zastępujące tradycyjne grille węglowe. Dobrym, alternatywnym rozwiązaniem w tym zakresie jest ponadto prowadzenie grillowania w urządzeniach zasilanych węglem drzewnym, ale z wykorzystaniem aluminiowych tacek, eliminujących zjawisko ściekania tłuszczu. Dioksyny i dioksynopodobne polichlorowane bifenyle Coraz poważniejszym problemem dotyczącym zdrowotności mięsa i przetworów mięsnych jest zwiększający się poziom dioksyn i dioksynopodobnych polichlorowanych bifenyli (dl- PCB- Polychlori-nated Biphenyls). Związki te są uważane za jedne z najbardziej niebezpiecznych dla organizmu ludzkiego ze względu na swoje właściwości chemiczne, trwałość i oporność na degradację. Substancje te dostają się do mięsa z pasz, wody i powietrza oraz powstają w trakcie agresywnej obróbki termicznej (głównie grillowanie, pieczenie, smażenie). Źródłem tych związków może być także dym wędzarniczy, z którego wyodrębnia się 2,3,7,8- tetrachlorodibenzo-p–dioksynę. Przyjmuje się jednak, że głównym źródłem zakażenia dioksynami i substancjami dl- PCB mięsa jest spożywanie przez zwierzęta rzeźne skażonej paszy i picie skażonej wody. Należące do ksenobiotyków substancje trafiają wtedy do organizmów zwierząt i ulegają przemianom metabolicznym oraz biokumulacji w tkankach. Do tkanek zwierzęcych mogą także trafiać przez układ oddechowy lub przez skórę. Walka z tymi zanieczyszczeniami musi być więc skierowana na ograniczenie i eliminowanie tych substancji z otaczającego środowiska. Jest to do zrealizowania, ponieważ obecność dioksyn i związków dl- PCB w otaczającym środowisku jest zawsze związana z działalnością człowieka. Źródłem tych analitów w przyrodzie są bowiem procesy spalania substancji organicznych, w tym tworzyw sztucznych zawierających w swoim składzie chlor. Substancje te uwalniają się również w procesach spalania odpadów i są produktami ubocznymi w wielu różnych procesach chemicznych. Nitrozoaminy i aminy biogenne Jak już wspomniano, wprowadzane do mięsa w trakcie procesu peklowania azotany i azotyny mogą ulegać przemianom polegających na reagowaniu z drugo- i trzeciorzędnymi aminami pochodzącymi z rozkładu białek. Tworzą się wówczas związki określane jako N-nitrozoaminy, które wykazują właściwości rakotwórcze. Ilość tych związków w pełni koreluje z zawartością wolnych azotynów w wyrobach mięsnych i dlatego działania wytwórców muszą iść w kierunku redukowania ilości dodawanych azotynów w procesie peklowania. Szczególnie niebezpieczną przesłanką dla obniżenia jakości zdrowotnej peklowanych wyrobów mięsnych jest obrabianie ich w temperaturze powyżej 170°C (grillowanie, smażenie). Powstawanie związków z grupy nitrozoamin zachodzić może także w trakcie wędzenia, przy współudziale azotynów obecnych w wyrobach i za pośrednictwem nitrofenoli. Kancerogenne N-nitrozoaminy mogą także powstawać w przypadku obecności w mięsie i jego przetworach biogennych amin (Biogenic amines), które są ich prekursorami. Problem ten dotyczy w praktyce jednak tylko mięsa surowego i wędlin surowych dojrzewających. Heterocykliczne aromatyczne aminy W określonych warunkach temperaturowych (wysoka temperatura) tworzą się w trakcie obróbki mięsa heterocykliczne aminy aromatyczne (Heterocyclic aromatic amines-HAA). Związki te zaczynają już powstawać po przekroczeniu temperatury 100°C, ale dynamika ich tworzenia się wzrasta dopiero w trakcie trwania smażenia, grillowania i pieczenia w wysokiej temperaturze, szczególnie mięs czerwonych. Synteza heterocyklicznych aromatycznych amin jest bowiem silnie dodatnio skorelowana ze wzrostem temperatury obróbki. Ich powstawaniu sprzyja obecność wolnych aminokwasów, w tym głównie kreatyny. Aminokwasy, wraz ze związkami azotowymi (zasady purynowe i zasady pirymidynowe) i ich nukleozydami, stanowią istotne substancje, będące prekursorami związków z grupy HAA. Z drugiej strony powstawaniu heterocyklicznych amin aromatycznych zapobiegają flawonoidy, witamina C, witamina E, katechiny i kwas kawowy. Natomiast udział cukrów prostych w tworzeniu się związków z grupy HAA nie jest jednoznaczny, chociaż glukozie przypisuje się współudział w syntezie heterocyklicznych amin. Rola sacharydów jest więc w tym procesie trudna do precyzyjnego określenia, a wynika to ze złożoności całego procesu i braku w pełni naukowego wyjaśnienia mechanizmu tworzenia związków HAA. W celu ograniczenia ryzyka tworzenia się heterocyklicznych amin aromatycznych należy procesy obróbki termicznej przebiegające w temperaturze przekraczającej 100°C prowadzić w warunkach w pełni kontrolowanych i w czasie wyłącznie niezbędnym do uzyskania właściwego efektu jakościowego. Obróbka sterylizacyjna powinna natomiast przebiegać w warunkach prowadzących tylko do osiągnięcia jałowości handlowej obrabianych konserw, wyznaczonej w oparciu o zakładany wynik pomiaru wartości sterylizacyjnej F0. W praktyce dla tej grupy wyrobów nie należy przekraczać poziomu F0 wynoszącego 6 minut. Autor: dr inż. Jerzy Wajdzik -
Dodatki ziołowe do wyrobów mięsnych.
Maxell opublikował(a) temat w Jelita, osłonki, przyprawy i dodatki
Dodatki ziołowe do wyrobów mięsnych W przemyśle mięsnym stosowane są przeważnie przyprawy i różne dodatki pochodzenia roślinnego. Głównym zadaniem przypraw jest polepszenie smaku i zapachu wyrobów mięsnych i potraw, jak również poprawa ich wyglądu. Zadanie to spełniają przyprawy dzięki różnorodnemu składowi chemicznemu, w skład których wchodzą: olejki eteryczne, żywice, garbniki oraz alkaloidy. Dodatek przypraw wpływa na pobudzenie apetytu i w swoisty sposób oddziałuje również na układ nerwowy. Przyprawy i dodatki stosowane w przemyśle mięsnym można podzielić na trzy zasadnicze grupy: pochodzenia mineralnego - sól kuchenna, saletra, azotyny, azotany, wielofosforany; pochodzenia roślinnego - przyprawy korzenne, warzywa, mąka i kasza; pochodzenia zwierzęcego - mleko w proszku, jaja, przyprawy typu Maggi, albumina, żelatyna. Mianem ziół określa się wszystkie surowce roślinne, które mają wpływ na funkcjonowanie organizmu człowieka i jego metabolizm. Wśród roślin zielarskich można wymienić zioła lecznicze, przyprawowe, a także dające olejki eteryczne. Niekiedy zioło pełni jednocześnie dwie lub trzy wymienione funkcje. Asortyment dodatków do żywności jest bardzo szeroki, a zioła przyprawowe są stosowane powszechnie i często, ze względu na swoją naturalność i bezpieczeństwo stosowania. Dodatek przypraw do mięs ma wykształcić w nich odpowiedni aromat i smak gotowego produktu. Zioła w przetwórstwie mięsa są stosowane od dawna. Świeże liście chrzanu czy wrotycza stosowano kiedyś do konserwacji żywności psującej się. Zawarte w nich substancje czynne chroniły owinięte mięso przed działaniem bakterii gnilnych, a także nadawały mięsu aromatu i kruchości. Poszczególne przyprawy stosowane w produkcji mięs różnią się zawartością substancji aktywnych sensorycznie – olejków eterycznych, czy bezzapachowych substancji smakowych takich jak alkaloidy, glikozydy. Świeże zioła dodawane do mięs poza podniesieniem walorów smakowych potraw, podnoszą także wartość odżywczą, poprzez wzbogacenie ich w witaminy i sole mineralne. Przyprawy korzenne ze względu na pochodzenie można podzielić na przyprawy krajowe, np.: kminek, koper, kolendra, gorczyca, jałowiec, majeranek, czosnek oraz przyprawy importowane, np.: pieprz, ziele angielskie, imbir, kardamon, gałka muszkatołowa, papryka, pieprz ziołowy. Mając na uwadze względy ekonomiczne należy wskazywać na możliwość zastępowania przypraw importowanych przyprawami krajowymi, warzywami i zastępczymi produktami pochodzenia krajowego o identycznych lub podobnych właściwościach. Przyprawy roślinne pochodzenia krajowego są produktami wchodzącymi w zakres produkcji zielarskiej, dlatego przemysł mięsny od kilku lat w ramach kooperacji z przemysłem zielarskim zamawia odpowiednio przygotowane zestawy mieszanek przyprawowych przystosowanych do poszczególnych asortymentów produkcji. Natomiast w zależności od postaci występowania możemy wyróżnić przyprawy w postaci całej lub zmielonej, mieszanki, wyekstrahowane olejki eteryczne oraz mikrokapsułkowane preparaty przyprawowe. Przyprawy poddane rozdrobnieniu łatwiej uwalniają swój aromat oraz są łatwiej i równomierniej rozprowadzane są po produkcie. W handlu światowym zdecydowana większość (około 75%) stosowanych przypraw to przyprawy całe. Pozostałe 25% stanowią przyprawy rozdrobnione oraz płynne ekstrakty. W produkcji mięsa często stosuje się przyprawy w postaci ekstraktów. Są one użyteczne zwłaszcza w przypadku nastrzykiwania mięsa. Ekstrakty przypraw uzyskuje się poprzez ekstrakcję substancji aromatyzujących rozpuszczalnikami takimi jak: etanol, aceton, chlorek metylu. Ekstrakty charakteryzuje duża moc zapachowa, stabilność i jednolita konsystencja. Ekstrakty po usunięciu rozpuszczalnika określane są surowymi. Stosuje się je w postaci roztworów wodnych lub octowych oraz na nośnikach stałych takich jak sól, czy skrobia. Głównymi zaletami stosowania ekstraktów przypraw w produkcji mięsnej jest zmniejszenie pracochłonności produkcji, zmniejszenie ryzyka zakażenia mikrobiologicznego oraz łatwiejsza standaryzacja wyrobów. Przyprawy wymagają przechowywania w szczelnym opakowaniu, w suchych magazynach, chłodnych, lekko przewiewnych i czystych. Ze względu na specyficzny skład chemiczny wiele przypraw ma ograniczony okres przechowywania. Przyprawy przeterminowane nie nadają się do konsumpcji. Jakość przypraw ocenia się organoleptycznie, określając zapach, smak, barwę, występowanie zanieczyszczeń, stopień rozdrobnienia, jednolitość partii i porażenia szkodnikami. Zawartość wilgoci, popiołu oraz olejków eterycznych oznacza się przeważnie metodami laboratoryjnymi. Aby zapewnić dokładne rozmieszczenie przypraw w gotowym produkcie, dodaje się je w formie zmielonej o różnej granulacji. Wysoką jakość zachowują przyprawy rozdrabniane w niskich temperaturach (chłodzone komory i urządzenia). W obrocie handlowym często występują jako mieszanki przypraw przeznaczone do określonych wyrobów, np. różnych gatunków wędlin, sosów itp. W przetwórstwie mięsa najczęściej stosuje się przyprawy takie jak: pieprz czarny i biały, paprykę, jałowiec, gorczycę, majeranek, czosnek, gałkę muszkatołową, ziele angielskie, rozmaryn, kolendrę, bazylię, kminek, imbir, tymianek, liście laurowe, czarnuszkę. Substancje aromatyczne zawarte w niektórych ziołach takich jak: kminek, majeranek czy pieprz czarny ulegają w znacznym stopniu rozkładowi podczas ogrzewania ich w temperaturze powyżej 100°C. Każde z przypraw zielarskich zarówno z grupy nasion, liści, kwiatów czy korzeni jest odpowiednio dobrane w zależności od rodzaju mięsa czy przetworów które mają zostać z niego uzyskane. Do mięsa cielęcego stosuje się najczęściej dodatek bazylii, rozmarynu, kopru, czy gałki muszkatołowej. Do wieprzowiny dodaje się zwykle majeranek, liść laurowy, kminek, tymianek, szałwię, pieprz czarny, paprykę czy gorczycę. Badania konsumenckie wykazały, że dodatek przypraw ziołowych, zwłaszcza tymianku, bazylii, rozmarynu i majeranku do gotowanej czy pieczonej wołowiny zastępuje sól pod względem smakowym oraz eliminuje niekorzystne zmiany związane z użyciem soli podczas przygotowywania potraw takie jak suchość i twardość mięsa. Dodatek kminku stosuje się przy produkcji różnych kiełbas m. in. toruńskiej oraz w przetwórstwie baraniny, wołowiny i dziczyzny. Kolendrę stosuje się przy produkcji salami i kiełbas parzonych, pieprz czarny w produkcji kiełbas surowych, pasztetów czy przetworów z dziczyzny. W przetwórstwie jagnięciny wykorzystuje się często rozmaryn i estragon, w przetwórstwie drobiu - bazylię i estragon, a w przetwórstwie wołowiny – cząber, liść laurowy. Zastosowanie przypraw w produkcji mięsnej ma ogromny wpływ na cechy smakowe i zapachowe konkretnego wyrobu. W zależności od użytych surowców mięsnych oraz zastosowanych przypraw obserwuje się ogromne różnice w składzie chemicznym wyrobu, jego teksturze, smaku czy zapachu. Znaczna część przypraw ziołowych jest stosowana w przetwórstwie mięsnym do dekoracji wyrobów gotowych, nadania im atrakcyjności wizualnej. Często mieszanki te są stosowane na powierzchni wyrobów gotowych mając za zadanie uatrakcyjnić wygląd i nadać odpowiednią barwę np. salami. Mieszanki handlowe przypraw często zawierają w swoim składzie sól kuchenną i są w formie stałej. Zioła przyprawowe poza właściwościami smakowo-zapachowymi charakteryzują się silnymi właściwościami antyoksydacyjnymi i antybakteryjnymi. Większość stosowanych w przetwórstwie żywności surowców zielarskich zawiera duże ilości naturalnych przeciwutleniaczy, głównie z grupy polifenoli. Najwięcej związków polifenolowych zawierają zioła przyprawowe z rodziny Lamiaceae takie jak: szałwia, rozmaryn, tymianek, majeranek, oregano, bazylia. Polifenole ograniczają utlenianie witamin (głównie witaminy C), karotenoidów i nienasyconych kwasów tłuszczowych. Rozmaryn jest szczególnie bogaty w związki antyoksydacyjne, a ekstrakty rozmarynowe są powszechnie stosowane w przetwórstwie mięsa i tłuszczów. Dlatego też ekstrakty rozmarynowe są najczęściej wykorzystywane w produkcji handlowej. Liczne badania naukowe potwierdzają, że dodatek ekstraktów z rozmarynu spowalnia zmiany oksydacyjne tłuszczów. Również ekstrakty tymianku i kopru dodane do frakcji tłuszczowych z mięśni piersiowych indyków wykazują silne właściwości przeciwutleniające. Zioła poza polifenolami zawierają także inne związki o działaniu antyoksydacyjnym takie jak: tokoferole, kwas askorbinowy, karotenoidy, flawonoidy. Poza właściwościami przeciwutleniającymi zioła charakteryzują się działaniem antydrobnoustrojowym. Wpływają one na opóźnienie wzrostu bakterii. Zastosowanie mieszanek przyprawowych w porcjowanym mięsie wieprzowym opóźnia wzrost bakterii z rodzajów: Pseudomonas, Enterobacteriaceae oraz bakterii kwasu mlekowego. Zastosowanie przypraw ziołowych może przedłużyć trwałość porcjowanego mięsa wieprzowego o jeden do dwóch dni. Składnikami ziół o właściwościach bakte riobójczych są głównie olejki eteryczne. Wiele olejków eterycznych wykazuje działanie bójcze w stosunku do: Salmonella spp., Listeria monocytogenes, Yersinia enterocolitica, Escherichia coli, Staphylococcus aureus, Klebsiella pneumoniae, Helicobacter pylori i innych. Olejki eteryczne wykazują również działanie cytotoksyczne w stosunku do grzybów, wirusów, pierwotniaków i pasożytów. Olejki eteryczne melisy oraz kolendry ograniczają rozwój bakterii i pleśni w mięsie oraz ograniczają powstawanie niepożądanego zapachu mięsa podczas przechowywania. Odpowiednio dobrane zioła przyprawowe dodane do mięsa i jego przetworów, pozwalają również na zredukowanie ilości soli stosowanej w procesie przetwórczym. Stanowi to bardzo istotny aspekt zastosowania przypraw również z żywieniowego punktu widzenia. Ponadto dodatek ziół do przetworów mięsnych pozwala na zaspokojenie wymagań konsumenta co do smaku produktu, a jednocześnie producenci dążą do obniżenia ilości tłuszczu recepturowego w produkcie, co również stanowi korzystny aspekt zdrowotny. Poza przyprawami mogą być również używane substancje aromatyczne i aromaty spożywcze. Są to związki chemiczne lub ich mieszaniny pochodzenia naturalnego lub syntetycznego o charakterystycznym aromacie lub smaku. Obecnie najbardziej cenione są przyprawy naturalne takie jak: czosnek, cebula, goździki, pieprz. Wadą ich jest jednak zmienność barwy i aktywności smakowo-zapachowej poszczególnych partii, potrzebę stosowania dużych dawek oraz częste występowanie silnego zanieczyszczenia mikrobiologicznego. Aby zwiększyć higienę oraz umożliwić stosowanie w ciągłych przemysłowych liniach produkcyjnych stosuje się sterylizację suszu. Zioła są powszechnie stosowane zarówno jako środki przyprawowe, lecznicze jak i jako dodatki do kosmetyków. Często wykorzystuje się je ze względu na ich właściwości przeciw-drobnoustrojowe: bakteriobójcze i grzybobójcze mimo ich podatności na zanieczyszczenia mikrobiologiczne. Właściwości antyoksydacyjne ziół mają zastosowanie w konserwowaniu produktów spożywczych, kosmetyków czy farmaceutyków. Konserwowanie produktów spożywczych jest ważne dla zachowania ich atrakcyjności sensorycznej i bezpieczeństwa dla konsumentów. Dotyczy to także przypraw, które pozwalają na urozmaicenie i poprawę smaku i aromatu sporządzanych potraw. Stosuje się je również ze względu na właściwości: barwiące, pobudzające łaknienie, umożliwiające ograniczenie spożycia cukru, soli czy tłuszczy zwłaszcza w produktach specjalnego przeznaczenia. Ze względu na swoją naturalność i korzystny wpływ na zdrowie zioła są ciekawą alternatywą dla dodatków syntetycznych. Autorzy dr hab. inż. Paweł Sobczak dr hab. Wioletta Żukiewicz-Sobczak

-
Pozyskiwanie i przydatność technologiczna osłonek naturalnych W procesie wytwarzania kiełbas i wędlin podrobowych niezbędne jest stosowanie osłonek, które jako opakowania jednostkowe stają się niezastąpioną częścią tych wyrobów. Nadając im kształt, formę i stabilność, stanowią jednocześnie ich zewnętrzną formę prezentacji oraz spełniają specyficzne wymagania odbiorców. Dużą przydatność technologiczną w tym zakresie mają osłonki naturalne, do produkcji których surowcem są poszczególne odcinki przewodów pokarmowych ubijanych zwierząt rzeźnych oraz pęcherze moczowe pochodzące od niektórych z nich. Pozyskiwanie i przydatność technologiczna osłonek naturalnych Osłonki naturalne tworzą selektywne błony kolagenowe zdolne do przepuszczania wilgoci i składników dymu wędzarniczego, które zarazem powinny być odporne na działanie enzymów proteolitycznych. Ostatnią cechę osiąga się głównie poprzez ich właściwą obróbkę i konserwację. W porównaniu ze sztucznymi, osłonki naturalne charakteryzują się więc dużym współczynnikiem przenikania pary wodnej (1800 g/ m2 · doba· d) i gazów (ok. 750 cm3 /m2 ·doba· d). Te charakterystyczne właściwości powodują, że znajdują one szerokie zastosowanie w przetwórstwie mięsa. Dużym ich atutem jest również fakt, że są jadalne i w pełni trawione przez organizm człowieka, a tym samym nie muszą być zdejmowane z wyrobów przed spożyciem. Odznaczają się dobrą kurczliwością postępującą wraz z zawartym w nich farszem kiełbasianym, co jest istotne w trakcie przebiegu procesów technologicznych (obróbka cieplna, suszenie, dojrzewanie). Tak duża podatność osłonek naturalnych na działanie procesów technologicznych pozwala na swobodny wybór metody obróbki nadzianych w nie farszów. Osłonki naturalne nadają wyrobom dodatkowo naturalny wygląd zewnętrzny i pożądane cechy reologiczne, przez co wpływają na wyróżnik kruchości i gryzalności oraz kształtują ich smakowitość i barwę. W dużym stopniu decyduje o tym postępująca w czasie obróbki wędlin penetracja składników dymu wędzarniczego przez ściankę osłonki. Osłonki naturalne są również dobrze przepuszczalne dla jonów powszechnie stosowanego i niezbędnego w produkcji chlorku sodu oraz użytych środków peklujących. Oceniając zalety stosowania osłonek naturalnych w procesie produkcji wyrobów mięsnych należy stwierdzić, że pozwalają one na regulowanie wielkością ubytków produkowanych wyrobów a co za tym idzie sterowanie ich wydajnością produkcyjną, zmianami składu chemicznego, dynamiką dojrzewania i kinetyką suszenia oraz zmianami wartości pH i wyróżnika aw. Surowce osłonkowe i ich pozyskiwanie Surowcami osłonkowymi są tzw. komplety jelit, których skład jest uzależniony od jakiego gatunku ubijanych zwierząt rzeźnych pochodzą. W praktyce technologicznej tym terminem określa się całość jelit wraz z otoką tłuszczową, nie rozebranych i nie podzielonych a pochodzących od zwierzęcia rzeźnego. Do kompletów zalicza się dodatkowo niekiedy pęcherze (komplety świńskie, bydlęce, cielęce, końskie), przełyki (komplety bydlęce, końskie) i żołądki (komplety świńskie). W skład poszczególnych komponentów jelit wchodzą więc: • u bydła- przełyk, jelito cienkie (jelito wiankowe), jelito środkowe (okrężnica), jelito ślepe (kątnica), jelito proste (krzyżówka), pęcherz moczowy, • u cieląt- jelito cienkie, jelito ślepe (kątnica), pęcherz moczowy, • u trzody chlewnej- jelito cienkie (kiełbaśnica), jelito grube właściwe, jelito ślepe (kątnica), jelito proste (krzyżówka), żołądek, pęcherz moczowy, • u owiec- jelito cienkie (watlongi, owczanki), jelito ślepe (kątnica), jelito proste (krzyżówka), • u kóz- jelito cienkie, jelito ślepe (kątnica), jelito proste (krzyżówka), • u koni- jelito cienkie, przełyk, pęcherz moczowy. Wszystkie surowce osłonkowe będące składnikiem kompletów jelit charakteryzowane jako błony tłuszczowo- białkowe cechują się dużym stopniem uwodnienia i dopiero po specjalnym obrobieniu uzyskują cechy decydujące o ich przydatności technologicznej jako osłonki do wyrobów mięsnych. Na szeroko rozumianą ich jakość wpływa gatunek i rasa zwierząt rzeźnych, ich żywienie oraz warunki, w jakim są hodowane. Naturalne osłonki pochodzące od ubijanych zwierząt są ubocznymi jadalnymi surowcami rzeźnymi, określanymi również terminem uboczne artykuły uboju (UAU), co determinuje konieczność ich szybkiego przetworzenia. Ze względu na swój skład chemiczny są bowiem podatne na niekorzystne procesy przemian chemicznych oraz zmiany związane z aktywnością aparatu enzymatycznego, wywołującego i kierującego tymi zmianami. Aktywne enzymy tych surowców wytwarzane przez ich komórki i tkanki jeszcze za życia zwierzęcia lub też przez mikroorganizmy, istotnie wpływają na przebieg niekorzystnych zmian, będących rezultatem procesów bio- i fizyko- chemicznych. Na przydatność i jakość surowców osłonkowych wpływają ponadto wyższe zwierzęce pasożytnicze organizmy oraz działające czynniki fizykochemiczne na etapie ich pozyskiwania i obróbki. Obróbka surowców osłonkowych Przerób jelit, żołądków, pęcherzy i przełyków będących surowcem osłonkowym musi być rozpoczęty natychmiast po otrzymaniu kompletów jelit z hali uboju a zakończenie całego procesu produkcyjnego osłonek powinno dokonać się w dniu uboju zwierzęcia, od którego one pochodzą. Wszystkie surowce osłonkowe są wyjątkowo nietrwałym ubocznym surowcem rzeźnym i stąd są bardzo podatne na niekorzystne procesy związane z rozkładem gnilnym (proteoliza bakteryjna), kwaśną fermentacją i proteolizą autolityczną. Równocześnie ścianki surowców osłonkowych są w duży stopniu przepojone enzymami, w tym również proteolitycznymi, które mogą hydrolizować białka będące składnikiem tych surowców. Przebiegające niekorzystne procesy biochemiczne prowadzą w warunkach stosunkowo wysokiej temperatury do zmian właściwości fizycznych ścianki produkowanych osłonek przejawiających się nadmiernym wzrostem kruchości, prowadzącym do obniżenie ich wytrzymałości. Podobne zmiany może powodować również proteoliza bakteryjna wywoływana przez mikroflorę obecną w surowcach osłonkowych. Szczególnie duże namnażanie się mikroflory gnilnej zachodzi w przypadku wysokiej temperatury surowców osłonkowych przy równoczesnym dostępie powietrza, co ma miejsce bezpośrednio po uboju. Rozkład gnilny, poza osłabieniem oporności mechanicznej osłonki, uzewnętrznia się zmianą jej profilu zapachowego wskutek powstawania H2S, NH3 i merkaptanu. Proces ten prowadzi również do niekorzystnego wzrostu alkalizacji osłonek, tj. do osiągnięcia wartości pH ≥6,8 co dodatkowo potęguje niekorzystne procesy. Nieodpowiednie obchodzenie się z pozyskiwanymi surowcami osłonkowymi prowadzić może również do występowania w nich kwaśnej fermentacji spowodowanej przez ziarniaki. Powstająca wtedy duża ilość gazów zbiera się w przypadku jelit pod błoną surowiczą, oddzielając ją od leżących głębiej pozostałych warstwowych składników histologicznych jelita. Konieczność szybkiej obróbki jelit poprzez opróżnienie ich z treści pokarmowych zapobiega również absorpcyjnemu wchłanianiu przez nie związków kształtujących zapach kału (np. skatol, indol). Trwałość produkowanych osłonek naturalnych jest zależna przede wszystkim od: • okresu czasu, który upłynął od chwili uboju zwierząt rzeźnych do momentu rozpoczęcia wstępnej obróbki surowców osłonkowych, • warunków klimatycznych przetrzymywania kompletów jelit w tym okresie, • poprawności wykonanej obróbki wstępnej surowców osłonkowych. Wstępna obróbka surowców osłonkowych sprowadza się w praktyce do: • opuszczania jelit, tj. oddzielania ich od tłuszczu okołojelitowego (tłuszczu otokowego), • oddzielenia żołądków wieprzowych od tłuszczu sieciowego, • rozbioru kompletów jelit, • opróżnienia poszczególnych surowców osłonkowych z treści pokarmowej i ich przepłukania. Po zakończonych czynnościach związanych ze wstępną obróbką, surowce osłonkowe poddaje się zasadniczej obróbce, która obejmuje następujące zabiegi: • kaszlowanie i odwracanie, • szlamowanie, • sortowanie i kalibrowanie. W procesie rozbioru kompletów jelit najbardziej istotne są czynności prowadzące do podziału poszczególnych odcinków jelit, tj. krzyżówki, kątnice, jelito grube właściwe (komplety świńskie) lub jelito środkowe (komplety bydlęce) po uprzednim opuszczeniu jelita cienkiego (dwunastnica, jelito czcze, jelito biodrowe) oraz oddzielenia żołądka, co odbywa się w przypadku kompletów świńskich. Oddzielnymi zabiegami w czasie pozyskiwania i obróbki wstępnej surowców osłonkowych jest uzyskanie przełyków bydlęcych oraz pęcherzy świńskich, bydlęcych, końskich czy cielęcych. Oddzielone surowce osłonkowe w postaci jelit cienkich poddaje się następnie opróżnianiu z treści pokarmowej stosując do tego celu opróżniarki wkomponowane najczęściej w linie do obróbki jelit lub rurowe opróżniarki praktykowane w przypadku usuwania treści pokarmowej z jelit grubych i żołądków świńskich. Czynności opóźniania można dokonywać ręcznie, co często stosuje się przy obróbce żołądków świńskich. Uzyskane w trakcie obróbki poubojowej pęcherze opróżnia się natomiast z obecnego w nich moczu. Przy odpowiednim poziomie mechanizacji jelita cienkie opróżnia się z treści pokarmowej w opróżniarkach, w których są one przeciągane między wałkami pokrytymi gumą wzmocnioną odpowiednią tkaniną. Właściwe amortyzujące osadzenie wałków w tych urządzeniach umożliwia dokładne wyciśnięcie treści pokarmowych z jelit bez ryzyka ich uszkodzenia. Wałki w czasie pracy są zraszane ciepłą wodą. Opróżnione z treści pokarmowej jelita poddaje się kaszlowaniu, tj. usunięciu resztek tłuszczu i błon tłuszczowych pozostałych po oddzieleniu otok. Z żołądków świńskich na tym etapie obróbki usuwa się tłuszcz sieciowy a pęcherze oczyszcza się wtedy z tłuszczu obecnego na ich powierzchni. Odtłuszczanie opróżnionych jelit, żołądków i pęcherzy można dokonywać przy użyciu noża. Przy pewnym zawansowanym stopniu zmechanizowania procesu obróbki stosowanego w przypadku jelit, czynności kaszlowania dokonuje się za pomocą tzw. szlamulca lub z wykorzystaniem urządzenia szczotkowego wyposażonego w bębno-nawijarkę, która przeciąga zaczepione jelita przez układ regulowanych szczotek oczyszczających je z resztek tłuszczu. Innej konstrukcji urządzenia do kaszlowania wyposażone są w 2 wałki zraszane wodą, których metalowe łopatki zeskrobują tłuszcz w czasie ich przeciwbieżnego ruchu. Wszystkie pozyskane i opróżnione z zawartości treści pokarmowej surowce osłonkowe przemywa się pod bieżącą wodą. Równocześnie poddaje się je odwracaniu, tj. wywróceniu ich wewnętrzną powierzchnią na zewnątrz, co ułatwia późniejsze ich szlamowanie a w przypadku jelit cienkich pozwala na odsłonięcie kosmków jelitowych. Celem stosowania zabiegu szlamowania jest usunięcie przede wszystkim błon śluzowych (mucosa). Intensywna jednak obróbka w trakcie szlamowania prowadzi często do pozbawienia ich zewnętrznej warstwy błony podśluzowej (submucosa) a nawet wyeliminowanie jej w całości ze ścianki jelita tworzącego osłonkę. W przypadku produkowania osłonek z jelit cienkich świńskich (kiełbaśnice) podczas procesu szlamowania dochodzi do usunięcia również błony surowiczej (serosa). Osłonkę stanowi wobec tego mięśniówka, składająca się z mięśni ułożonych okrężnie i podłużnie, wzmocniona najczęściej błoną podśluzową. W przypadku jelit wiankowych (jelito cienkie bydlęce) i jelit cienkich końskich osłonkę stanowi dodatkowo błona surowicza a częścią składową watlongów i jelit cienkich kozich staje się zawsze błona podśluzowa połączona z mięśniówką. W mechanicznym uszlachetniania jelit cienkich świńskich wykorzystuje się poza opróżniarkami, urządzenia zwane gniatarkami i gniatarko- szlamiarkami. Pierwsze z nich służą głównie do miażdżenia błon śluzowych a drugie mające układ gniotący i szlamujący, dodatkowo dokładnie usuwają zmiażdżone błony na zewnątrz. Układ szlamujący w tych urządzeniach wskutek wytwarzającej się siły tarcia (różny kierunek obrotów wałków) zdziera z jelit błonę surowiczą i zarazem usuwa zmiażdżone błony śluzowe. W klasycznym ujęciu zestaw linii potokowej do obróbki jelit cienkich świńskich obejmuje w następującej kolejności zestawione ze sobą urządzenia: 1. opróżniarka I 2. gniatarka 3. opróżniarka II 4. gniatarko- szlamiarka W takim układzie linii obróbki jelit w opróżniarce I następuje wyciśniecie z nich treści pokarmowej, a następnie jelita są poddawane miażdzeniu i zrywaniu tłuszczu, co odbywa się w z gniatarce mechanicznej. Po częściowym opróżnieniu ich ze śluzówki (błony śluzowe) w opróżniarce II trafiają następnie do końcowej obróbki w gniatarko-szlamiarce. W przypadku obróbki jelit cienkich bydlęcych, końskich, owczych i kozich ogólne zasady ich obróbki są podobne do obróbki kiełbaśnic. W związku z faktem, że osłonki wytwarzane z tych jelit zawierają poza mięśniówką zawsze inne błony, tj. błonę surowicza i błonę podśluzowa, urządzenia szlamujące do ich obróbki cechują się prostszą konstrukcją a tworzone linie składają się najczęściej z mniejszej ilości urządzeń. Proces obrabiania takich jelit cienkich z przeznaczeniem na osłonki w urządzeniach szlamujących przeprowadza się najczęściej wtedy dwukrotnie. Często do obróbki jelit cienkich pochodzących od przeżuwaczy i jelit cienkich końskich wykorzystuje się odtłuszczarko-szlamiarki, które charakteryzują się dwoma zespołami roboczymi, tj. zespołem podającym i zespołem skrobakowym. Ten drugi zestaw oczyszcza jelita ze śluzu i tłuszczu. Urządzenia te w kompletnych liniach zastępują powszechnie stosowanie w przypadku obróbki kiełbaśnic, gniatarki i gniatarko -szlamiarki. W procesie uszlachetniania jelit cienkich polegającym na usuwaniu z nich błon sprzyja proces maceracji, którego celem jest rozluźnienie śluzówki i błony surowiczej oraz jej połączenia z mięśniówką. Zabieg ten powinien odbywać się poprzez moczenie jelit w wodzie w temperaturze 40- 50° C przez 40- 60 minut. Również w czasie całego procesu obróbki maszynowej jelit cienkich wałki robocze w urządzeniach (opróżniarki, gniatarki, gniatarko- szlamiarki) powinny być spłukiwane wodą o temperaturze 45- 60°C a wałki ciągnące wystarczy wtedy spłukiwać wodą o temperaturze ok. 15°C. Żołądki świńskie po opróżnieniu z treści pokarmowej i odwróceniu kieruje się również do szlamowania, w czasie którego usuwa się z nich niewykształconą błonę śluzową. Pozostająca po szlamowaniu wraz z mięśniówką błona podśluzowa stanowi osłonkę. Usuwanie śluzu z żołądków, analogicznie jak w przypadku niektórych jelit (krzyżówki, kątnice, jelita środkowe bydlęce) dokonuje się najczęściej w uniwersalnych bębnowych oczyszczarkach. W urządzeniach tych wirująca tarcza wprawia w ruch odwrócone żołądki lub jelita, które ocierając się o chropowatą powierzchnię tarczy i listwy występujące na bocznej ścianie bębna zostają pozbawione śluzu. W przypadku uszlachetnienia przełyków bydlęcych z przeznaczeniem na osłonki niezbędną czynnością jest wyodrębnienie, po uprzednim ściągnięciu błony mięśniowej, błony podśluzowej, która wtedy stanowi dopiero osłonkę. Z obrabianych przełyków należy także usunąć obecny w nich śluz. Sortowanie, kalibrowanie i konserwowanie osłonek Obrobione i wypłukane w zimnej wodzie osłonki powinny być poddawane sortowaniu a jelita cienkie i środkowe bydlęce dodatkowo kalibrowaniu poprzez ustalenie ich średnicy. Sortowanie pozwala podzielić je na grupy, według ich wielkości. Kalibrowanie odbywa się przy użyciu kalibrownicy po uprzednim napełnieniu osłonek wodą (kiełbaśnice) lub powietrzem (jelito wiankowe, jelito środkowe) i przymierzeniu ich po sprężeniu do poszczególnych otworów w przyrządzie do kalibrowania. W ten sposób klasyfikuje się jelita ustalając określony kaliber. Posortowane i skalibrowane osłonki należy odpowiednio oznaczyć za pomocą kolorowej zawieszki, uprzednio grupując je w pęczki. Końcowym zabiegiem obróbki surowców osłonkowych jest proces konserwowania wyprodukowanych osłonek naturalnych, który dodatkowo wpływa na wzrost wytrzymałości mechanicznej ścianki osłonki. Z powyższego względu zabieg ten wydaje się być technologiczną koniecznością przy produkowaniu osłonek naturalnych. W praktyce produkcyjnej osłonek stosuje się konserwowanie poprzez suszenie lub solenie. Osłonki, których ścianki są porowate (jelita cienkie, żołądki świńskie), względnie zawierają na ściankach stosunkowo dużą pozostałość tłuszczu (jelita grube, krzyżówki) powinny być poddawane wyłącznie soleniu. Porowatość jelit uniemożliwia bowiem przeprowadzenie skutecznego suszenia a obecność tłuszczu powoduje, że przy udziale tlenu z powietrza zachodzą procesy jełczenia. Konserwujący proces solenia na sucho powinien przebiegać dwuetapowo, między którymi powinno występować 12- godzinne ociekanie. Po tym czasie ociekania następuje dopiero powtórne solenie. Osłonki można także poddać soleniu umieszczając je w solankach, najczęściej po uprzednim marszczeniu na plastikowych tubach. Zakonserwowane solą osłonki należy przechowywać w temperaturze nie przekraczającej 10°C, co w praktyce eliminuje występowanie niekorzystnej wady zwanej czerwienistością (plamica czerwona), prowadzącej do osłabienia ścianki osłonki i powodującej jej oślizgłość. Podłożem tych zmian jest rozwój bakterii z rodzaju Micrococcus (np. Micrococcus roseus) a przede wszystkim ich sololubnej odmiany tlenowej- Micrococcus carneus halophilus. Osłonki solone są ponadto podatne na występowanie na nich tzw. rdzawki, która objawia się charakterystyczną guzkowatością i chropowatością o strukturze łuskowej w postaci rdzawych plam z różną intensywnością zabarwienia. Występowaniu tej wady osłonek sprzyja dostępność związków żelaza (zanieczyszczenie soli, części żelazne urządzeń i sprzętu) a proces tych zmian prowadzi do uszkodzenia ciągłości osłonki i rozciągliwości ścianki. Nadmiernie długi czas przechowywania osłonek solonych może być przyczyną procesów biochemicznych prowadzących do występowania zmiany ich barwy w kierunku szarej lub nawet szaroniebieskiej, określanej jako plamica sina. Zjawisko to obniża przydatność użytkową osłonek pogarszając w efekcie jakość wyrobów w nich wyprodukowanych. Dotyczy to szczególnie kiełbas delikatnie wędzonych lub nie wędzonych, w tym szczególnie takich jak: parówki, kiełbasa biała, serdelki. Temu niekorzystnemu zjawisku sprzyjają jony żelaza oraz użycie świeżych beczek z drewna dębowego (obecność garbników). Metodę suszenia praktykuje się do konserwowania głównie przełyków bydlęcych i pęcherzy. W przypadku pęcherzy niezbędnym warunkiem w czasie przygotowania do konserwowania jest dokładne oczyszczenie ich z obecnego tłuszczu (kaszlowanie). Obrobione wstępnie przełyki bydlęce i pęcherze są napełniane powietrzem za pomocą pompy, zawiązywane i poddawane zabiegowi suszenia w temperaturze 35- 45°C. Surowce osłonkowe w czasie suszenia i przechowywania po wysuszeniu należy zabezpieczać przed owadami (muchy) i pasożytami (mole, skorki), przy czym magazynować się je powinno w warunkach uniemożliwiających ich pleśnienie, któremu sprzyja niedostateczna cyrkulacja powietrza, niestała temperatura środowiska i zbyt wysoka wilgotność względna otaczającego powietrza. Spotykaną najczęściej wadą osłonek suszonych jest zachodzący w nich proces jełczenia. Zjawisko to następuje głównie w przypadkach, kiedy osłonki nie zostały na etapie ich obróbki dostatecznie wykaszlowane. Proces jełczenia tłuszczu zmienia wtedy niekorzystnie barwę osłonek i ich profil zapachowy, co w praktyce dyskwalifikuje je z przeznaczenia technologicznego. Wady fizyczne osłonek naturalnych Zmiany fizyczne osłonek naturalnych ograniczające ich przydatność technologiczną powstają z reguły już w czasie obróbki poubojowej. Należą do nich przede wszystkim dziury, które występują w jelitach a powstają najczęściej przy spuszczaniu ich z krezki. Do przedziurawiania jelit dochodzi również w czasie ich opróżniania i odtłuszczania. W odróżnieniu od takich całkowitych przerwań ciągłości ściany jelita obserwuje się także jej prześwity, które powstają podczas szlamowania lub odtłuszczania. Przyczyną tego zjawiska jest występowanie niekorzystnego odrywania na pewnej powierzchni jednej z warstw mięśniówki. Również jelita pozbawione błony podśluzowej mają tendencję do występowania w nich prześwitów. Ścieńczenie ściany jelitowej poprzez nadmierne naddarcie błony podśluzowej wraz z mięśniówką osłabia bowiem miejscowo jelita. Przy obróbce zmechanizowanej powstające prześwity są związane najczęściej z wadliwym wyregulowaniem elementów roboczych gniatarek i szlamiarek. Niedostatecznie znane są natomiast przyczyny powstawania sitowatości jelit. Zjawisko to charakteryzuje się obecnością małych otworków o wielkości 0,5- 2,0 mm (tzw. szprycery), którego przyczyna powstawania nie jest w pełni zdiagnozowana. Zaobserwowano jednak, że wada ta dotyczy głównie kiełbaśnic oraz jelit cienkich owczych i kozich. W czasie obróbki jelit cienkich może również dochodzić do niekorzystnego przedostawania się pęcherzyków powietrza lub innych gazów do ścianki jelitowej, z reguły w miejsca bezpośrednio pod błoną surowiczą. W rezultacie dochodzi w ten sposób do wady określanej terminem „spienienia osłonki”. Zjawisko to dotyczy wyłącznie tylko osłonek zawierających błonę surowiczą, czyli nie występuje w kiełbaśnicach i owczankach oraz w jelitach cienkich kozich. Obserwuje się je wobec tego tylko w jelitach wiankowych i kiełbaśnicach, które nie zostały pozbawione błony surowiczej. Zjawisku sprzyja zbyt długi proces maceracji oraz kalibrowanie jelit z wykorzystaniem powietrza. Wada ta nie ogranicza jednak przydatności użytkowej jelit i często zanika w okresie dłuższego ich przechowywania po zasoleniu. Przeznaczenie użytkowe osłonek naturalnych Osłonki naturalne ze względu na swoją elastyczność, przepuszczalność, rozciągliwość oraz zdolność do obkurczania się znajdują szerokie zastosowanie do różnorodnych produkowanych wyrobów mięsnych. Sprawdzają się w produkcji kiełbas surowych dojrzewających oraz kiełbas podsuszanych i suszonych, gdzie ściśle przylegają do masy wędlinowej bez negatywnego efektu odstawania, pojawiającego się często w czasie suszenia kiełbas w osłonkach sztucznych. O ich przydatności do tej grupy kiełbas w dużym stopniu decyduje ponadto zdolność osłonek naturalnych do przepuszczania składników dymu wędzarniczego, co pozwala na intensywne nasycenie nimi kiełbas. W produkcji kiełbas suszonych również przydatna jest bardzo dobra przepuszczalność osłonek naturalnych dla pary wodnej, co umożliwia skuteczny proces suszenia tej grupy wyrobów. W przypadku wytwarzania wyrobów surowych dojrzewających dodatkowym atutem osłonek naturalnych jest fakt, że łatwo one przepuszczają lotne związki powstające jako produkty przemian węglowodanów w czasie trwającego dojrzewania. Czynnikiem regulującym dynamikę procesów biochemicznych i fizycznych zachodzących podczas fermentacji i dojrzewania wędlin jest właściwy dobór osłonki naturalnej pod kątem jej kalibru, co determinuje również optymalny przebieg kinetyki suszenia, która w rezultacie kształtuje wydajność produkcyjną. W przypadku produkcji kiełbas pokrywanych grzybnią pleśni dla właściwej penetracji masy kiełbasianej przez metabolity pleśni, farsz do wytwarzania tych kiełbas powinien być nadziewany w osłonki o średnicy nie większej niż 40 mm. W praktyce produkcyjnej największą przydatność do produkowania kiełbas surowych i surowych dojrzewających znajdują przede wszystkim jelita cienkie (kiełbaśnice, jelita wołowe, owczanki, jelita cienkie końskie), pęcherze, jelita środkowe bydlęce i przełyki bydlęce. Ze względu na dobre wyróżniki przenikania dymu wędzarniczego, osłonki naturalne są pożądane również do produkcji wędzonych kiełbas surowych miękkich. Największą przydatność do tej grupy kiełbas wykazują jelita cienkie. Natomiast w produkcji wędlin podrobowych najbardziej przydatnymi osłonkami naturalnymi są szczególnie te, które posiadają dużą pojemność jednostkową. Najczęściej wykorzystuje się wobec tego kątnice, krzyżówki, jelita grube właściwe wieprzowe oraz pęcherze moczowe. Obecnie coraz częściej rezygnuje się z przeznaczenia żołądków wieprzowych na osłonki, ponieważ znajdują one bardziej racjonalne zastosowanie, tj. są doskonałym surowcem do produkcji tzw. flaków wieprzowych. O przydatności do produkcji wędlin podrobowych jelit grubych decyduje również fakt, że zawierają one błonę śluzową, która specyficznie wpływa na wyróżniki smakowe produkowanych w nich tego typu wędlin, szczególnie salcesonów, kiszek kaszanych i wątrobianek. W produkcji kaszanek dużą przydatność wykazują również jelita cienkie wieprzowe. Praktykuje się niekiedy wykorzystywanie w produkcji tej grupy wędlin kiełbaśnic nie pozbawionych błony surowiczej. Z jelit grubych w produkcji kaszanek sprawdzają się również kątnice, a w przypadku wątrobianek krzyżówki i pęcherze wieprzowe. Pęcherze znajdują największe zastosowania jednak jako osłonki do produkcji salcesonów. Duża przepuszczalność dla składników dymu pozwala na stosowanie osłonek naturalnych do wędlin podrobowych wędzonych (np. jelito cienkie, krzyżówki, pęcherze). Charakterystyczne cechy osłonek naturalnych w zakresie ich przepuszczalności dla pary wodnej i składników dymu wędzarniczego czynią je przydatnymi w produkcji kiełbas parzonych napęcznianych, jak również odpęcznionych. Cechy te umożliwiają nadanie wyrobom cech produktu wędzonego oraz również pozwalają na usuniecie z nadzianej w nie masy wędlinowej nadmiaru wody wolnej. Eliminuje to skutecznie niekorzystne ale potencjalnie mogące wystąpić zjawisko gromadzenia się wycieków pod osłonką powstających z wytopionego tłuszczu i soków mięsnych, tworzących często po wystudzeniu kiełbas charakterystyczną galaretę. Przydatna cecha osłonek naturalnych przejawiająca się ich dobrym przyleganiem do nadzianej masy wędlinowej poprawia estetykę tej grupy wyrobów i ich atrakcyjność, którą polepsza dodatkowo skuteczny proces wędzenia. Najbardziej pożądanymi osłonkami do produkcji kiełbas parzonych są jelita cienkie, głównie kiełbaśnice, owczanki oraz jelita cienkie kozie. W przypadku produkcji wysokogatunkowych wędzonek parzonych przydatne okazują się również pęcherze bydlęce. Autor: dr inż. Jerzy Wajdzik

-
Naturalne składniki przypraw decydujące o smaku mięsa.
Maxell opublikował(a) temat w Jelita, osłonki, przyprawy i dodatki
Naturalne składniki przypraw decydujące o smaku mięsa Zainteresowanie sztuką kulinarną i racjonalnym żywieniem wciąż wzrasta, a przy tym zioła i przyprawy stają się coraz bardziej popularne. W przetwórstwie mięsa są one niezbędnymi składnikami stosowanymi w celu nadania produktowi określonych właściwości smakowo-zapachowych, dlatego warto przyjrzeć się co się w nich dokładnie kryje. Surowcami przyprawowymi mogą być różne części anatomiczne roślin. Ze względu na to kryterium wyróżnia się przyprawy otrzymane z: owoców, nasion, liści, kwiatów i pączków, korzeni, kory, kłączy, cebuli. Do roślin przyprawowych uprawianych w Polsce zalicza się m.in.: estragon, rozmaryn, cebulę, lubczyk ogrodowy, majeranek ogrodowy, kolendrę, koper ogrodowy, kozieradkę, miętę, chrzan, tymianek ogrodowy, czosnek pospolity, gorczycę, kminek zwyczajny i rzymski, paprykę roczną. Wśród przypraw importowanych znajdują się między innymi: cynamonowiec cejloński, goździkowiec korzenny, imbir, kardamon malabarski, muszkatołowiec, pieprz czarny czy sumak garbarski. Skład chemiczny przypraw jest bardzo zróżnicowany, gdyż zawierają one zarówno składniki odżywcze, jak i nieodżywcze. Specyficzne właściwości roślin przyprawowych wynikają głównie z obecności substancji nieodżywczych, tzw. związków biologicznie czynnych. Odpowiadają one między innymi za charakterystyczny smak i zapach przypraw naturalnych, które polepszają właściwości sensoryczne mięs i wędlin. Do najważniejszych związków chemicznych zalicza się: olejki eteryczne, alkaloidy, garbniki oraz inne związki aromatyczne. Olejki eteryczne (według definicji podanej przez ISO) to pachnące oleiste produkty, które otrzymuje się z surowców roślinnych poprzez destylację z parą wodną lub prasowanie owocni owoców cytrusowych. Są one również określane jako pachnące substancje organiczne, łatwo przechodzące w postać gazową w temperaturze pokojowej i nierozpuszczające się w wodzie. Olejki eteryczne zlokalizowanie są we wszystkich częściach roślin, owocach, liściach i korzeniach, a nawet w pniu drzew (np. sosny, kamforowca). Najczęściej występujące olejki eteryczne to: miętowy, kminkowy, kolendrowy, anyżowy, goździkowy, cynamonowy, jałowcowy, lawendowy, tymiankowy. Alkaloidy stanowią grupę różnorodnych heterocyklicznych związków, zawierających w swoim pierścieniu azot i mających charakter zasad. Występują w postaci stałej, wyjątkiem jest nikotyna i koniina, które mają postać płynną. Obecne są w roślinach najczęściej w postaci glikozydów lub jako sole np. kwasu jabłkowego czy cytrynowego. Nadają one poszczególnym roślinom charakterystyczny, piekący, ostry smak. Do najbardziej znanych należą kapsaicyna występująca w papryce, piperyna obecna w pieprzu, trinogellina obecna w kozieradce oraz damascena w czarnuszce siewnej. Fenole są to związki organiczne zawierające grupy hydroksylowe związane bezpośrednio z atomami węgla w pierścieniu aromatycznym. Przedstawicielami fenoli są aldehydy – wanilina oraz heliotropina, posiadające charakterystyczny i bardzo intensywny zapach, eugenol (olejek goździkowy), anetol (olejek anyżowy i koprowy), safrol, apiol oraz pochodne fenoli, fenolokwasy – kwasy hydroksycynamonowe: p-kumarynowy, kawowy, ferulowy i synapowy. Do fenoli należy również kurkumina, będąca żółtym barwnikiem kurkumy, nadająca jej ostry i intensywny smak oraz kumaryny występującej w cynamonie. Garbniki są to związki wielofenolowe, bezazotowe, o właściwościach ściągających i bakteriobójczych, charakteryzujące się cierpkim smakiem, zdolne do łączenia się z cząsteczkami białka oraz powodowania jego denaturacji. Do potraw dodaje się je pod koniec gotowania, aby nie nabrały gorzkiego smaku. Przyprawy zawierające garbniki to: bazylia, majeranek, cząber, estragon, liść laurowy. Glikozydy to liczna grupa związków organicznych, najczęściej pochodzenia roślinnego. Szczególne znaczenie mają pochodne glikozydowe, tzw. bioflawonoidy – kwercetyna oraz rutyna, gdyż oprócz właściwości smakowo-zapachowych wykazują działanie antyutleniające. Szczególnie bogate w te związki są: papryka, natka pietruszki, pokrzywa, tymianek, majeranek. Kumaryny to grupa heterocyklicznych związków aromatycznych, (pochodnych α-pironu), które są krystaliczną, bezbarwną substancją o korzennym zapachu i gorzkim smaku. Pochodne kumaryny to: umbeliferon, skopoletyna, obecne w estragonie i kolendrze, furanokumaryny (bergapten), ftalidy i sedanolid, nadające lubczykowi specyficzny smak i zapach. Glukozynolany stanowią dużą i różnorodną grupę, zawierającą związki siarki - izosiarkocyjanowe posiadają charakterystyczny intensywny zapach i bardzo ostry smak. Stanowią one główny składnik olejków gorczycowych. Rośliny szczególnie bogate w te glikozydy to gorczyca i chrzan. Przygotowując mięso nie zapomnijmy dodać do niego kolorowego pieprzu ziarnistego (mieszanki czarnego, białego, zielonego i czerwonego pieprzu), liścia laurowego, które zapewnią produktowi również ładny wygląd. Ziele angielskie posiadające ostr y, lekko palący smak w przemyśle mięsnym stanowi cenny dodatek zarówno do mięsa wieprzowego, wołowego jak i drobiu. Stosowane jest do kiszek krwistych, wątrobianek, kiełbas, szynek i marynat. To również doskonała przyprawa do dziczyzny. Chcąc przyrządzić pikantne danie możemy przyprawić je chili albo pieprzem kajeńskim. Kapsaicyna zawarta w papryce chilli oraz w pieprzu kajeńskim posiada właściwości antyrakowe, przeciwzapalne i rozgrzewające. Przyspiesza również przemianę materii, a co za tym idzie - wspomaga proces odchudzania. Gałka muszkatołowa (w całości lub w postaci zmielonej) jest ceniona ze względów smakowych i zdrowotnych. Stanowi popularną przyprawę do kiełbas surowych, parzonych, grillowych, kiszek krwistych, wątrobianek, metki smarownej, pasztetów (także z dziczyzny), studzienin oraz marynat. Czosnek to warzywo, które służy nam jako przyprawa do kotletów mielonych lub schabowych oraz do grillowanego mięsa. Całe ząbki dodaje się do potraw duszonych i pieczonych, posiekany lub zmiażdżony do sosów, natomiast pokrojonym w słupki lub na cząstki szpikuje się mięso. Czosnek cieszy się nieustannym powodzeniem, bo jest tanim i skutecznym środkiem leczniczym. Działa on jako silny przeciwutleniacz (chroni organizm przed działaniem wolnych rodników). Pełni również funkcję naturalnego antybiotyku niszczącego bakterie chorobotwórcze, jak również wspomaga metabolizm tłuszczów. Duże znaczenie jako dodatek do mięsa ma również bazylia wyróżniająca się korzennymi, anyżowymi i cynamonowymi nutami zapachowymi. Mięsa, do których możemy dodać bazylię to wieprzowina, cielęcina oraz jagnięcina i baranina. Z mięsem, zwłaszcza tłustym, świetnie połączy się również majeranek. Posiada on ziołowy zapach i delikatny, słodki aromat. W sztuce kulinarnej wykorzystuje się zarówno świeże, jak i wysuszone liście majeranku. Zioło to, jest świetnym dodatkiem do zdrowej diety, gdyż zawiera mnóstwo przeciwutleniaczy, witamin i innych składników odżywczych. Przygotowując rozmaite dania w kuchni pamiętajmy o oregano, które doskonale pasuje do mięsa mielonego czy grillowanego. Jego smak jest ostry i cierpki. Lebiodka pospolita, bo tak określa się również oregano, wykazuje przede wszystkim korzystne działanie dla układu trawiennego człowieka. Ziele wspomaga produkcję soków żołądkowych, przynosi ukojenie przy bólach żołądkowych, zwalcza zgagę oraz niestrawność. Dla wzbogacenia smaku potraw mięsnych warto dodać rozmaryn, w postaci świeżej lub suszonej, który nie tylko urozmaica smak i zapach mięsa, ale działa korzystnie dla naszego zdrowia (olejki uzyskane z tego zioła są przeciwbakteryjne, antyseptyczne, ale również wyróżniają się działaniem przeciwgrzybicznym i antynowotworowym). Można go także łączyć z innymi przyprawami, np. tymiankiem czy estragonem. Pamiętajmy jednak, by wszystkie z wymienionych przypraw stosować w niewielkich ilościach, gdyż ich silny aromat może zdominować całą potrawę. Mięsa możemy doprawić także cząbrem. Wszędzie tam, gdzie mięso ma być duszone, to właśnie ta przyprawa będzie idealnym dodatkiem. Suszone ziele cząbru posiada mocny, pieprzny smak i charakterystyczny korzenny aromat. Pobudza apetyt, zwiększa wydzielanie soku żołądkowego oraz łagodzi wzdęcia. Kminek to kolejna naturalna przyprawa, która pasuje do mnóstwa potraw: gulaszy, kotletów mielonych czy rostbefu. Małe brązowe nasionka kminku posiadają aromatyczny zapach, lekko piekący, korzenny smak. Podstawową korzyścią medyczną związaną z tą przyprawą jest jej dobry wpływ na trawienie. Gwarancją dobrego smaku wieprzowiny czy wołowiny (szczególnie duszonych) będzie również dodatek lubczyku. W sztuce kulinarnej wykorzystuje się zazwyczaj liście tej rośliny (choć można także dodać do potraw jej nasiona lub kłącze), które cechują się charakterystycznym ostrym smakiem. Warto jednak pamiętać, by nie przesadzać z użyciem tej przyprawy, gdyż jest ona bardzo wyrazista, potrafi zdominować smak danej potrawy i uczynić ją mało apetyczną. Lubczyk wspomaga trawienie. Przyprawą, która zwykle nie występuje w kuchni w pojedynkę, ale świetnie nada się do urozmaicania potraw jest kozieradka (w krajach anglojęzycznych należy jej szukać pod nazwą fenugreek). Najczęściej występuje w curry lub w indyjskich mieszankach przypraw. Chcąc urozmaicić kuchenne smaki, do mięs warto dodać czubrycę. Dzięki niej dania będą miały wyjątkowy aromat i staną się lekkostrawne. W polskich sklepach dostępna jest czubryca zielona (czysta albo z dodatkami, np. solą). Niekiedy czubrycą nazywa się również mieszankę przypraw, w której znajduje się m.in. zielona cebulka, pietruszka, mielona kozieradka, sól. Z kolei czubryca czerwona również może być czysta albo z dodatkiem papryki, mielonej kozieradki, chili, czosnku i suszonych pomidorów. Jałowiec nada smaku cielęcinie i duszonej wołowinie. Aromat jagód jałowca jest gorzko-słodki, balsamiczny, smak przypomina terpentynę, a w ustach, po rozgryzieniu, pozostaje wrażenie lekkiego palenia. Przyprawą doskonale pasującą do posypania wędlin, choć rzadko stosowaną są nasiona czarnuszki, które początkowo mają przypominający gorzką kawę smak, po chwili przechodzący w ostry, korzenny. Ponadto odznaczają się charakterystycznym muszkatołowo - korzennym zapachem. Niektórzy przed dodaniem do potraw nasion czarnuszki prażą je lub mielą, by jeszcze bardziej uwydatnić jej walory smakowe. Przyprawa ta, poprawia apetyt, korzystnie wpływa na wątrobę oraz oczyszcza nerki. Posiada również działanie przeciwbakteryjne i przeciwbólowe. Kmin rzymski, znany również pod następującymi nazwami: kmin egipski, kmin turecki, kumin, jeera, jira, comino, cummi, czarny kminek ma mocny i aromatyczny zapach oraz ostry, trochę słodki smak - typowy dla kuchni tureckiej i arabskiej. Świetnie pasuje do schabu. Warto go również dodać do tłustych mięs, szczególnie baraniny i kiełbas, gdzie ma podwójne działanie - z jednej strony wzmacnia aromat, z drugiej przyspiesza proces trawienia obfitych kalorycznie potraw. Jednak nie sposób zapomnieć o nim przygotowując także chude mięsa - wieprzowinę, jagnięcinę czy dziczyznę, które dzięki niemu zyskują nową głębię smaku. Dosypuje się go do sosów mięsnych i dodaje do gulaszu (z cynamonem lub szafranem). Kur kuma (turmerik, ostryż długi, szafran indyjski) to przyprawa bardzo popularna w Indiach, która od pewnego czasu króluje również i w Polsce. Smak kurkumy jest gorzki, zbliżony nieco do smaku musztardy i chrzanu i staje się mocniejszy podczas gotowania. Mielona kurkuma to doskonały dodatek do potraw z drobiu czy indyka. Obecnie trwają badania nad użytecznością kurkumy jako środka wspomagającego leczenie: nowotworów, choroby Alzheimera, reumatyzmu i mukowiscydozy. Rhus coriaria, czyli sumak syryjski, zwany też sumakiem garbarskim pochodzi z Azji Południowo-Wschodniej, ale można go również kupić u nas w kraju. Sproszkowanych nasion używa się do doprawiania, a właściwie aromatyzowania drobiu. Wspaniale komponuje się z tłustymi mięsiwami – jest niezastąpiony jako przyprawa do dziczyzny. Obecność garbników powoduje również, że przyprawa ta ułatwia trawienie tłustych posiłków, dlatego doskonale sprawdza się również jako dodatek do baraniny i innych ciężkostrawnych mięsnych dań. Na Bliskim Wschodzie przygotowuje się także wywar z ziaren sumaku, który łagodzi bóle żołądka i przeciwdziała biegunkom. Specyficzne właściwości przypraw wynikają z ich składu chemicznego. Duże znaczenie mają nieodżywcze składniki pokarmowe. Przyprawy ze względu na zawartość alkaloidów, fenoli i garbników i innych związków cieszą się coraz większym uznaniem i są na nowo odkrywane, a właściwie dobrane mogą wzbogacić każde danie mięsne decydując o finalnym smaku potrawy. Autorki: dr inż. Agnieszka Starek dr inż. Agata Blicharz-Kania
-
Mięso mielone - dlaczego psuje się szybciej?
Maxell opublikował(a) temat w Mikrobiologia mięsa i jego przetworów
Mięso mielone - dlaczego psuje się szybciej? Ze względu na rosnące zapotrzebowanie konsumentów na żywność wygodną, coraz częściej wybierają oni mięso mielone, w celu przygotowania łatwego i szybkiego posiłku. Niedostateczna jakość mikrobiologiczna mięsa, może nieść za sobą wysokie ryzyko infekcji pokarmowych u ludzi, wskutek braku dokładnej obróbki cieplnej takich produktów. W przypadku mięsa mielonego stopień kontaminacji drobnoustrojami jest znacznie wyższy, ze względu na duży stopień rozdrobnienia i natlenienia produktu podczas produkcji. Przyczynia się to również do przyspieszenia procesu psucia mięsa oferowanego w takiej postaci. Mięso jest idealnym środowiskiem do rozwoju mikroorganizmów. Znaczna ilość białka, przy praktycznie obojętnym odczynie środowiska i dodatkowo dobremu natlenieniu sprzyja rozwojowi różnego rodzaju bakterii, w tym również bakterii chorobotwórczych. Na ilość mikroorganizmów występujących w mięsie mielonym znaczny wpływ ma również temperatura przechowywania surowca oraz produktu. Mięso w postaci rozdrobnionej np. mielonej jest innym, bardziej dostępnym dla mikroorganizmów środowiskiem w porównaniu do mięsa oferowanego w elementach. Rozdrobnienie produktu powoduje całkowite rozerwanie jednolitych struktur mięśniowych oraz wprowadzenie drobnoustrojów występujących na powierzchni elementów w głąb tkanek. Podczas procesu rozdrabniania, cała masa produktu zostaje dobrze natleniona co dodatkowo stwarza bardziej dogodne warunki do wzrostu dla szerokiej gamy drobnoustrojów. Głównymi rodzajami bakterii, które występują w mięsie mielonym są ziarniaki należące do rodzaju Micrococcus, natomiast podczas przechowywania mięsa mielonego w warunkach bliskich temperaturze 0oC wzrastać będzie liczba pałeczek należących do rodzaju Pseudomonas. Wzrost temperatury przechowywania produktu, powoduje natomiast aktywację pałeczek należących do rodziny Enterobacteriaceae. Nie można natomiast wykluczyć obecności innych bakterii takich samych, jakie występują w mięsie oferowanym w elementach np. Campylobacter, głównie w mięsie drobiowym, Yersinia, czy Listeria. Stopień zanieczyszczenia mikrobiologicznego mięsa mielonego może być różny w zależności od jakości użytego do produkcji surowca mięsnego oraz stopnia higieny produkcji. W przypadku mięsa mielonego liczba bakterii tlenowych wynosi zwykle 104 do 108 jtk/g. Jednak w mięsie o niskiej jakości, które przechowywane jest w temperaturze bliskiej 0oC, liczba bakterii tlenowych może wahać się pomiędzy 108 do 109 jtk/g, natomiast liczba pałeczek z grupy coli sięgać może nawet do 106 jtk/g. Kryteria mikrobiologiczne dla mięsa mielonego, zostały ustalone w Rozporządzeniu Komisji (WE) nr 2073 z 15 listopada 2005 roku. W tabeli nr 1 przedstawiono wyciąg z tego rozporządzenia dla mięsa mielonego oraz mięsa oddzielonego mechanicznie. Głównymi symptomami psucia się mięsa mielonego jest podwyższenie się jego pH oraz zmiana barwy na ciemniejszą. W psującym się mięsie mielonym obserwuje się również śluzowacenie powierzchni, a następnie zmiany zapachowe – występuje zapach jełki bądź gnilny. Zapach jełki powstaje na skutek utleniania się tłuszczu do związków karbonylowych, aldehydów oraz ketonów. Związki te obecne są w psującym się mięsie mielonym na skutek obecności drobnoustrojów posiadających zdolność do utleniania lipidów. Zgodnie z danymi literaturowymi nie ma powiązania, pomiędzy stopniem kontaminacji mięsa mielonego, a występowaniem w nim bakterii chorobotwórczych. Ilość drobnoustrojów i ich rodzaj zależy od hodowli, uboju oraz dalszego postępowania z mięsem z uwzględnieniem całego procesu jego produkcji. Obecność bakterii Salmonella jest stwierdzana w mięsie mielonym dość często, a liczba próbek z których izoluje się te bakterie waha się od 1% do nawet ponad 30%. W badaniach mikrobiologicznych przeprowadzonych w 2002 roku, z 3,37% próbek mięsa mielonego wyizolowano bakterie należące do rodzaju Salmonella. Natomiast w badaniach z 2013 roku, w żadnej z pobranych próbek mięsa mielonego bakterie te nie były izolowane. Ponadto, wyniki na liczbę E. coli każdorazowo były zgodne z obowiązującymi normami Unii Europejskiej. W 2009 roku podczas badania mielonej wołowiny stwierdzono obecność bakterii Salmonella i Listeria w 25-29% próbek. W latach 2000-2001, aż 40,4% próbek mięsa mielonego dostępnego na rynku nie spełniało ówczesnych wymogów i norm krajowych. W próbkach tych notowano zbyt dużą liczbę pałeczek E. coli. Na jakość mikrobiologiczną mięsa mielonego wpływa bardzo wiele czynników. Początkowo, należy zapewnić odpowiedni stopień higieny hodowli żywca, która bezpośrednio przekłada się na stopień kontaminacji różnymi drobnoustrojami zwierząt np. nosicielstwo bezobjawowe, a także ich skóry. Bardzo ważny jest również poziom higieny podczas procesów takich jak ubój, patroszenie oraz rozbiór, w czasie których może dojść do przeniesienia bakterii, w tym bakterii patogennych z powierzchni oraz trzewi zwierząt bezpośrednio na powierzchnię mięsa. Brak należytej higieny w każdym z procesów produkcji mięsa mielonego, ale również jej brak w czasie hodowli zwierząt, przyczynia się do otrzymywania surowców, a tym samym również produktów o niskiej jakości mikrobiologicznej. Niesie to straty ze względu na bezpośredni wpływ jakości mikrobiologicznej surowca na okres przechowywania produktu finalnego, ale bardziej znaczącym problemem będzie ewentualna obecność drobnoustrojów patogennych w końcowym już produkcie. Autor: mgr inż. Wioletta Wiczuk
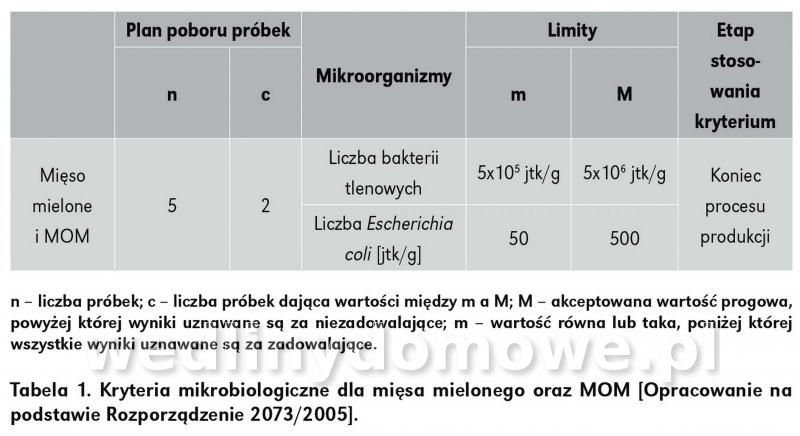
-
Procesy obróbki cieplnej w przetwórstwie mięsnym Podczas prowadzenia różnych procesów obróbki cieplnej mięsa zachodzą w nim złożone przemiany fizyczne, chemiczne, biochemiczne, w wyniku których otrzymujemy produkt o znacznie zmienionej strukturze i wartości odżywczej, jakości sensorycznej, barwie, konsystencji oraz zapachu. Wysoka temperatura powoduje obniżenie wartości odżywczej mięsa poprzez zmniejszenie zawartości witamin i składników mineralnych oraz prowadzi do rozkładu tłuszczów. Zakres tych zmian jest uzależniony od rodzaju zastosowanego procesu cieplnego oraz czasu jego trwania. Poza negatywnymi skutkami obróbki cieplnej w mięsie zachodzi szereg korzystnych zmian, zwiększających strawność wyrobu poprzez zmiany w strukturze białek i węglowodanów. Ponadto procesy cieplne powodują powstawanie pożądanego smaku i zapachu mięsa oraz likwidację zagrożenia związanego ze szkodliwą mikroflorą surowców. W zależności od rodzaju części anatomicznych i wymaganego produktu kulinarnego stosowane są takie metody obróbki cieplnej jak: gotowanie, pieczenie, suszenie, grillowanie czy duszenie. Pozwalają one uzyskać wyrób o odpowiedniej jakości sensorycznej i zróżnicowanej wartości odżywczej. W technologicznych procesach ukierunkowanych na utrwalanie żywności często wykorzystywane są inne procesy termiczne wykorzystujące zarówno wysokie jak i niskie temperatury. Należą do nich między innymi procesy pasteryzacji czy sterylizacji żywności. Większość artykułów żywnościowych pochodzenia zwierzęcego ulega w warunkach naturalnych łatwemu zepsuciu. Artykuły te określa się wspólnym mianem artykułów szybko psujących się. Przyczyną szybkiego psucia się mięsa najczęściej jest temperatura ponad 20oC, wilgotność otoczenia ponad 85% oraz nieodpowiednie warunki sanitarne i higieniczne (brudne ręce, narzędzia i odzież pracowników, zanieczyszczone środowisko pracy, źle funkcjonująca kanalizacja i sieć wodociągowa) oraz niedbałe i nie umiejętne obchodzenie się z mięsem. Łatwość psucia się mięsa i jego przetworów jest wywołane działaniem drobnoustrojów i enzymów tkanki własnej oraz nie enzymatycznymi reakcjami chemicznymi. Utrwalanie mięsa i przetworów mięsnych ma na celu główne zahamowanie rozwoju drobnoustrojów (przede wszystkim bakterii) oraz zachowanie jego cech sensorycznych i technologicznych. Konieczność stosowania zabiegów utrwalających mięso i jego przetwory wynika ponadto z ułatwienia zaopatrzenia i transportu, sezonowości dostaw żywca rzeźnego, konieczności tworzenia rezerw żywnościowych. Tak więc utrwalanie mięsa daje wiele korzyści gospodarczych, społecznych i ekonomicznych w postaci między innymi zmniejszenia kosztów produkcji mięs i jego przetworów, lepszego wykorzystania zdolności magazynowych, uniezależnienia przetwórstwa od sezonowych wahań produkcji żywca rzeźnego (łagodzonego ponadto przez rozwój tuczu przemysłowego i chłodnictwa składowego). Daje możliwość kształtowania dostaw mięsa i przetworów mięsnych na rynek wewnętrzny (krajowy) w zależności od potrzeb oraz pozwala na rytmiczny eksport przetworów mięsnych. Metody utrwalania stosowane w przemyśle mięsnym można podzielić na trzy zasadnicze grupy tj. fizyczne, chemiczne i mieszane (fizykochemiczne). Metody fizyczne są oparte na działaniu niskich lub wysokich temperatur. Zarówno jedne, jak i drugie mają za zadanie zwolnienie lub zahamowanie przebiegu reakcji chemicznych i biochemicznych, powodujących psucie się mięsa lub tłuszczów. Zastosowanie temperatur niskich powoduje także zwolnienie lub nawet całkowite wstrzymanie rozwoju oraz procesów życiowych drobnoustrojów. Efekty te można osiągnąć również przez zniszczenie pewnej ilości drobnoustrojów w czasie gotowania mięsa. Jednak gotowanie przetworów mięsnych, nie zamkniętych w hermetycznym opakowaniu (konserwy), daje efekty znacznie gorsze (krótkotrwałe) niż przykładowo mrożenie. Do metod fizycznych opartych na działaniu niskich temperatur należy zaliczyć liofilizację, chłodzenie i mrożenie. Liofilizacja, zwana także suszeniem sublimacyjnym lub kriodesykcją, jest jedną z najnowocześniejszych metod utrwalania żywności. Polega ona na odwodnieniu artykułów żywnościowych, uprzednio zamrożonych. Celem jest szybkie usunięcie z produktu zawartej w nim wilgoci i tą drogą przedłużenie jego trwałości oraz przechowywania w dowolnych temperaturach. Chłodzenie to najpowszechniej stosowana metoda utrwalania mięsa i jego przetworów obejmuje zakres temperatur od 0oC do -4oC. Istotne jest to, aby w tym procesie temperaturę utrzymywać na stałym poziomie, gdyż wahania temperatur sprzyjają szybkiemu rozwojowi mikroorganizmów. Pewną modyfikacją chłodzenia mięsa jest jego podmrożenie. Proces ten polega na obniżeniu temperatury do około -4oC, co powoduje krystalizację wody w powierzchniowych warstwach mięsa. Metoda ta jest stosunkowo często stosowana w przypadku mięsa drobiowego. Mrożenie surowców i produktów mięsnych polega na obniżeniu ich temperatury, która powoduje zamianę wody występującej w tkance w lód. Stosowany najczęściej zakres temperatur to -18oC do -24oC. Powstanie lodu zatrzymuje procesy życiowe mikroorganizmów, a także rozkład samoistny mięsa, ponadto spowolnione są procesy jełczenia tłuszczu. Mrożenie stosowane jest dość często w utrwalaniu mięsa i podrobów. Metody fizyczne oparte na działaniu wysokich temperatur • Suszenie - to utrwalanie polegające na usunięciu ze środka znacznej ilości wody. Produkt wysuszony zawiera od kilku do kilkunastu procent wody, w zależności od składu chemicznego mięsa. Istnieje wiele metod suszenia, wszystkie jednak opierają się na dostarczeniu ciepła do suszonego ośrodka. Istotnym problemem jest duża podatność produktów wysuszonych na wchłanianie wilgoci (wody) z otoczenia. • Parzenie – polega na krótkotrwałym zanurzeniu surowca we wrzątku (kilkanaście sekund). Zabieg ten wyraźnie poprawia czystość mikrobiologiczną powierzchni wyrobu, a także powoduje ścięcie cienkiej warstwy białka co zabezpiecza soki komórkowe przed wyciekiem. • Obgotowywanie - jest to krótkotrwałe działanie gorącej wody na mięso co powoduje ścięcie powierzchniowe warstwy białek. Odbywa się w kotłach otwartych albo przez zalanie mięsa wrzącą wodą. • Gotowanie - polega na zanurzeniu surowca w wodzie gorącej lub zimnej a następnie podniesieniu temperatury do stanu wrzenia i utrzymaniu jej aż do uzyskania pożądanego stanu miękkości. W zależności od przeznaczenia mięsa i wywaru stosujemy różne warunki i przebieg procesu gotowania. • Smażenie - jest procesem ogrzewania mięsa na tłuszczu lub zanurzonego w rozgrzanym tłuszczu o temperaturze 160-180oC. Pod zwiększonym ciśnieniem smażenie odbywa się w temperaturze ok. 160oC. • Duszenie - polega na obróbce cieplnej w naczyniu szczelnie zamkniętym z udziałem małej ilości tłuszczu i wody w temperaturze 100oC, często z dodatkiem przypraw. Produkty duszone, charakteryzują się wysokimi walorami smakowymi są także zalecane przy chorobach układu pokarmowego. • Pieczenie – jest to obróbka cieplna w temperaturze 200oC – 250oC w gorącym powietrzu (bez dodatku tłuszczu i wody). Produkty pieczone posiadają niską wydajność produkcyjną, są bardzo smaczne, ale niekiedy ciężkostrawne. • Pasteryzacja – obróbka cieplna w środowisku wodnym w temperaturze nie wyższej niż 100oC, tak aby w każdym miejscu produktu osiągnąć temperaturę nie niższą niż 68oC. W czasie pasteryzacji giną także przetrwalniki laseczek bakterii tlenowych, najbardziej wrażliwych na działanie wysokich temperatur. • Sterylizacja – obróbka cieplna w temperaturze wyższej niż 120oC w środowisku wodnym z zastosowaniem kotłów ciśnieniowych, w trakcie której zniszczeniu ulęgają przetrwalniki rodzaju Clostridium, wytwarzające silne toksyny. • Tyndalizacja – określona jest mianem 2 lub 3 krotnej pasteryzacji, stosunkowo rzadko stosowana w przemyśle mięsnym ze względów ekonomiczno-organicznych. Pasteryzacja, sterylizacja, tyndalizacja – uwarunkowania techniczno-technologiczne Moda na zdrową, ekologiczną żywność to trwały trend, który coraz bardziej rozpowszechnia się w polskim społeczeństwie. Coraz uważniej patrzymy na etykietki produktów żywnościowych, doszukując się w ich zawartości środków chemicznych z rodziny „E...”. Jednocześnie z nieufnością podchodzimy do innych środków konserwacji żywności, które są przecież niezbędne. Jedną z najstarszych i najzdrowszych metod utrwalania żywności jest pasteryzacja utożsamiana niekiedy z zabiegiem w którym pozbawia się obrabiany produkt składników odżywczych i obniża jego wartość odżywczą. Nic bardziej błędnego. Jak wynika z licznych badań pasteryzacja zastępuje i znacznie ogranicza stosowanie sztucznych konserwantów z katalogu „E...” Z procesem pasteryzacji spotykamy się codziennie, kupując produkty żywnościowe i napoje. Pasteryzowane są prawie wszystkie produkty mięsne, mleczne, zaprawy, soki, nektary i piwo. Większość produktów żywnościowych które kupujemy, nie dałoby się dłużej przechować w naszej lodówce, gdyby nie proces pasteryzacji. W końcu produkty mięsne czy mleko, które stoją na półce w sklepie muszą być po wyprodukowaniu lub przetworzeniu wstępnie zabezpieczone przed atakiem drobnoustrojów. Jednym ze sposobów takiego zabezpieczenia jest pasteryzacja, wymyślona w połowie XIX wieku przez Ludwika Pasteura. Istotą jej jest podgrzanie danego produktu do wysokiej temperatury w celu zniszczenia drobnoustrojów chorobotwórczych i enzymów oraz uniemożliwienia ich rozwoju. Dzięki temu nie ma potrzeby stosowania chemicznych środków konserwujących. W rzeczywistości, pasteryzacji używa się zamiast sztucznych konserwantów z grupy „E…”. To jedna z najbardziej naturalnych metod konserwacji żywności, która pozwala zachować smak i wartości odżywcze produktu. Należy dodać, iż każdy produkt pasteryzuje się inaczej. Różnorodność produktów żywnościowych sprawia, że branża spożywcza stosuje różne odmiany pasteryzacji, takich jak sterylizacja UHT, tyndalizacja czy znane z domowych sposobów wekowanie. Przykładowo sterylizacji UHT (Ultra High Temperature) podlega mleko. Produkt w ciągu 2 minut podgrzewany jest w specjalnym zamkniętym urządzeniu, zwanym pasteryzatorem do temperatury 100°C lub wyższej (135°C), a potem błyskawicznie schładzany do temperatury pokojowej. Proces ten zabija florę bakteryjną, nie zmieniając jednocześnie smaku ani wartości zdrowotnych produktu. Tzw. tyndalizacja, czyli metoda potrójnej pasteryzacji stworzona przez Jana Tyndalla, stosowana jest do utrwalania przetworów mięsnych takich jak np. bigos, gulasz, szynka i konserwy oraz grzybów, fasolki, groszku czy kalafiora. Pasteryzacja przeprowadzana jest trzykrotnie co 24 godziny w temperaturze 65 - 85°C (proces trwa 30 minut). Temperatura taka ma szczególne znaczenie dla produktów posiadających tłuszcz, który z jednej strony utrudnia eliminowanie bakterii, z drugiej zaś w wyższej temperaturze ulega zniszczeniu, przez co potrawa traci swój smak i zapach. Pojawiające się po każdym etapie obróbki opóźnione formy wegetatywne bakterii giną na długi czas, zaś własności i wartość odżywcza produktów mięsnych pozostają zachowane. Produkty takie jak mięsa, bigos czy zupy można wekować, co również przedłuża ich okres do spożycia. Wekowanie odbywa się bez dostępu powietrza i jest chyba najpowszechniej stosowanym domowym sposobem konserwacji wyrobów mięsnych. Jak już wspomniano obróbka cieplna określana jako pasteryzacja, sterylizacja oraz tyndalizacja ma duże zastosowanie w produkcji konserw i innych produktów zamykanych w hermetycznych opakowaniach (puszki), utrwalonych jedną z trzech wyżej wymienionych metod i przeznaczonych do składowania w okresie od 6 miesięcy do 4 lat. Głównym celem obróbki cieplnej jest eliminacja i osłabienie w konserwie znajdujących się mikroorganizmów, tak aby dawała ona pełną gwarancję zachowania konserwy na dłuższy czas w stanie nadających się do spożycia. Efekt obróbki cieplnej jest zależny od wielu czynników, a mianowicie od: • biologicznych właściwości mikroorganizmów znajdujących się w konserwie tj. zarówno form wegetatywnych jak i przetrwalnikowych, ilości wytwarzanych przetrwalników czy samej ich odporności termicznej, • właściwości fizykochemicznych produktów (pH produktu, zawartości wody, białek, tłuszczu czy stężenia soli oraz cukru), • warunków ogrzewania (temperatura, czas ogrzewania, wielkość konserwy, rodzaj opakowania), • jakości opakowania (jego szczelności, rodzaju materiału z którego wykonano opakowanie), • prawidłowo stosowanej technologii produkcji, • warunków sanitarno-higienicznych oraz sanitarno-technicznych samego procesu produkcyjnego. Należy pamiętać, iż wegetatywne formy bakterii giną w temperaturze 60-70°C natomiast formy przetrwalnikowe przeżywają w temperaturze 100°C. Szczególnie odporne są przetrwalniki bakterii z rodzaju Subtilis, Mesentericus, powodujące psucie się konserw. Przetrwalnik laseczki jadu kiełbasianego ginie po 10 minutach w temperaturze 120°C, podczas gdy jego forma wegetatywna w temperaturze 70°C. Odporność drobnoustrojów znacznie zwiększa się w tłuszczu oraz olejach. Duże niebezpieczeństwo dla konserw stanowią bakterie beztlenowe, których obecność obniża w znacznym stopniu trwałość konserwy. Przechodzenie ciepła do wnętrza konserw podczas ich ogrzewania jest zależne od rodzaju i stopnia przewodzenia i konwekcji ciepła oraz od tego czy wsad zawiera zalewę, której obecność w konserwach warunkuje obecność prądów konwekcyjnych. Duży wpływ na szybkość przenikania ciepła ma także skład chemiczny zalewy. I tak obecność skrobi znacznie obniża szybkość tego procesu. Natomiast sól kuchenna nie wywiera wpływu na przenikanie, zaś niewielkie stężenie cukru tylko w niewielkim stopniu aktywuje przepływ emitowanego ciepła. Zarówno temperatura jak i czas ogrzewania zależą od przyjętej metody konserwacji oraz wielkości i kształtu puszki. Na skutek oddziaływania ciepła w procesach obróbki cieplnej poszczególne składniki mięsa, głównie białka ulegają istotnym zmianom. Do najważniejszych procesów zachodzących w czasie ogrzewania mięsa zalicza się denaturację białek sarkoplazmy, która polega na przekształceniu form hydrofilowych w układy hydrofilne co zawiązane jest z wydzieleniem części wody hydratacyjnej. W wyniku denaturacji mioglobiny powstaje szarobrunatne zabarwienie mięsa. Peklowane mięso utrzymuje natomiast w procesach obróbki termicznej barwę czerwoną, która jednak w odniesieniu do barwy pierwotnej jest mniej intensywna. Denaturacja białek ma swój początek przy temperaturze 45-48°C. Obróbka cieplna powoduje również denaturację białek łącznotkankowych, głównie kolagenu, którego włókna ulegają znacznemu skróceniu oraz pogrubieniu, co powoduje mechaniczne wyciśnięcie wody z włókien międzymięśniowych oraz przestrzeni międzykomórkowych. Efektem tego zjawiska jest deformacja porcji mięsa zawierającej grubsze warstwy tkanki łącznej włóknistej. Zmianom nie ulegają natomiast włókna elastylowe oraz retikulinowe. Ogrzewanie w temperaturze przekraczającej 70°C powoduje tzw. termohydrolizę kolagenu. Na skutek zbyt długiego ogrzewania dochodzi do zupełnego rozpulchnienia tkanki mięśniowej. Mięso poddane procesowi pasteryzacji wykazuje wyższą jakość (wskutek mniejszego ubytku wody oraz tłuszczu), jest bardziej soczyste, delikatne oraz aromatyczne niż mięsa sterylizowane, które uzyskuje specyficzny smak spowodowany działaniem wysokiej temperatury. Jest poza tym suche i mniej delikatne. Pozostałe składniki takie jak wyciągowe i niektóre witaminy nie ulegają podczas ogrzewania większym zmianom. Ubytki witamin grupy B podczas różnego typu obróbki cieplnej, powstają pod wpływem temperatury i ekstrakcji. Wynoszą one średnio dla: • tiaminy - 30-60%, • ryboflawiny - 15-25%, • kwasu pantotenowego - 10-30%, • kwasu nikotynowego - 10-35%. W trakcie obróbki cieplnej tłuszcz ulega stopniowemu wytopieniu i wydzieleniu, a częściowo w zależności od warunków ogrzewania, wchłonięciu przez tkanki wypełniając miejsca z których wcześniej wyparowała woda. W końcowym efekcie tych zmian mięso traci duże ilości soku, który stanowi pod względem odżywczym bulion mięsny zawierający wodę, białka oraz inne rozpuszczalne w wodzie składniki. Należy dodać, iż im wyższa temperatura obróbki termicznej tym większy następuje ubytek tłuszczu. W konserwie po ostudzeniu tłuszcz zgromadzony na zewnątrz bloku mięsa psuje jego estetyczny wygląd. Wielkość strat masowych w zależności o rodzaju zastosowanej obróbki cieplnej wynoszą następująco: • gotowanie 25-40%, • duszenie 30-40%, • smażenie 18-45%. Długotrwała obróbka termiczna powoduje również obniżenie strawności białek. Głównym powodem tego stanu są straty ilościowe oraz jakościowe poszczególnych składników a także znacznie utrudniona strawność poddanych denaturacji białek przesyconych tłuszczem. Metody pasteryzacji i sterylizacji oraz urządzenia stosowane do ich realizacji W przemyśle mięsnym pasteryzuje się najczęściej produkty i wyroby mięsne przed lub po umieszczeniu ich w opakowaniach hermetycznych. W procesie tym stosuje się trzy główne metody obróbki cieplnej: • pasteryzacja długotrwała polegająca na ogrzaniu mięsa i wyrobów mięsnych do temp. 62-66oC i przetrzymaniu go przez 30 min. w tej temperaturze, a następnie schodzeniu do 2-4oC, • pasteryzacja krótkotrwała w której prowadzone jest ogrzewanie do 71-74oC i przetrzymanie przez 15 sekund w tej temperaturze, a następnie natychmiastowe oziębienie do 2-3oC, • pasteryzacja chwilowa (momentalna), w której ogrzewamy mięso i wyroby mięsne do temperatury 85-90oC i przetrzymujemy przez 2-4 sekundy, a potem schładzamy do temperatury 2-3oC. Urządzenia, w których prowadzi się pasteryzację, noszą nazwę pasteryzatorów. Pasteryzatory mogą pracować w sposób okresowy lub ciągły. Mają one różną budowę, przy czym najczęściej spotyka się wymienniki płytowe i rurowe, (stosowane głównie do pasteryzacji krótkotrwałej i momentalnej) oraz wannowe i tunelowe. W pasteryzatorach płytowych czynnik grzejny w postaci gorącej wody przepływa w przeciw prądzie w stosunkowo wąskich przestrzeniach kanalikowych (niekiedy o zmiennej grubości), które powstają w następstwie wzajemnego, szeregowego zestawienia płyt o różnym profilu. Aparaty płytowe mają wiele zalet, umożliwiają oszczędne zużycie ciepła (ilość odzyskiwanego w dziale regeneracji ciepła może dochodzić do 80-85%), są łatwe w obsłudze (rozbieranie, mycie), można regulować ich wydajność przez zmianę liczby płyt w sekcjach, charakteryzują się małymi wymiarami w stosunku do wydajności. Dużą zaletą tych urządzeń jest ich wielofunkcyjność. Współczesne pasteryzatory charakteryzują się nowoczesną konstrukcją w której mocowane są układy sterowania pozwalające w sposób precyzyjny regulować najważniejsze parametry techniczno-technologiczne. Przykładowy układ sterowania nowoczesnego pasteryzatora obejmuje szereg rozwiązań pozwalających między innymi na: • automatyczne sprawdzanie i zapis zdarzenia otwarcia zaworu zrzutowego, • pełną kontrolę procesu mycia CIP (automatyczne dozowanie środków myjących, kontrola stężenia, temperatury, przepływu i czasu), • aseptyczność termiczną układu z zabezpieczeniem wirówki i odgazowywacza, • pełną elastyczność konfiguracji układu, • współpracę z urządzeniami zewnętrznymi tanki zasilające i odbiorcze (kontrola położenia zaworów, wyświetlanie i rejestracja poziomu oraz temperatury w zbiornikach), • możliwość zaprogramowania kilku receptur produkcyjnych (temperatury, czasy przetrzymania), • rejestracja ciągła i archiwizacja parametrów urządzenia, • liczony przepływ produktu pozwala łatwo określić czas przetrzymania jak również precyzyjnie określić ilość przerobionego produktu. Kolejny sposób obróbki cieplnej to sterylizacja w środowisku wodnym o temperaturze powyżej 120oC, polegająca na zniszczeniu wszystkich, zarówno wegetatywnych, jak i przetrwalnikowych form mikroorganizmów. Pewną wadą tej metody jest to, że wysoka temperatura obróbki powoduje niekorzystne zmiany jakościowe (smaku, zapachu, konsystencji). Mikrobiologiczne zakażenie żywności przed sterylizacją może być bardzo różne tak pod względem ilościowym, jak i jakościowym. W procesie sterylizacji uwaga skupiona jest głównie na drobnoustrojach chorobotwórczych odznaczających się największą ciepłoodpornością. Zredukowanie liczby tych drobnoustrojów do bezpiecznego poziomu stanowi zasadniczy problem w wyjaławianiu cieplnym. Aktualnie stosowanych jest kilka metod sterylizacji: • sterylizacja suchym, gorącym powietrzem, • sterylizacja parą wodną pod ciśnieniem, • sterylizacja promieniowaniem (promieniowanie UV i promieniowanie jonizujące). Sterylizacja suchym gorącym powietrzem Suche i gorące powietrze powoduje utlenianie, a co za tym idzie inaktywację i degradację składników komórkowych drobnoustrojów. Wyjaławianie suchym gorącym powietrzem prowadzi się w sterylizatorach powietrznych, stanowiących zamknięte komory z termoregulacją, stosując temperatury 160-200oC utrzymywaną w czasie od dwóch godzin do kilkunastu minut. Warunki sterylizacji zależą w głównej mierze od wyjaławianego materiału i jego wytrzymałości termicznej. Materiał powinien być suchy, czysty i zabezpieczony przed ponownym skażeniem, na przykład za pomocą termoodpornej folii z tworzywa sztucznego. Aby materiał został wyjałowiony, suche gorące powietrze musi przeniknąć do jego wnętrza. W praktyce produkcyjnej czas potrzebny na zajście tego procesu nazywany jest czasem przenikania. Gdy materiał osiągnie odpowiednią temperaturę, rozpoczyna się czas utrzymywania się, będący właściwym procesem sterylizacji. Zwykle dla bezpieczeństwa oba czasy wydłuża się o połowę. Materiał powinien być ułożony w sterylizatorze tak, by nie utrudniać dostępu gorącego powietrza. Sterylizacja parą wodną pod ciśnieniem Nasycona para wodna powoduje gwałtowną hydrolizę, denaturację i koagulację enzymów i struktur komórkowych. Wyjaławianie jest rezultatem zarówno wysokiej temperatury, jak i aktywności cząsteczek wody. Zwykle stosowane temperatury sięgają 108-134oC, zaś czas wyjaławiania wynosi 15-30 minut. Aby osiągnąć taką temperaturę pary, podnosi się ciśnienie o wartość od jednej atmosfery w górę. Wzrost ciśnienia o jedną atmosferę powoduje podniesienie temperatury wrzenia wody o około 10 stopni. Wyjaławianie parą wodną przeprowadza się w autoklawach (aparatach ciśnieniowych), wyposażonych w przyrządy do pomiaru temperatury i ciśnienia oraz odpowiednie elementy zabezpieczające (zawory). Wyjaławianie hermetycznie zamkniętych pojemników z roztworami możliwe jest dzięki temu, że doprowadzona do autoklawu nasycona para wodna oddaje im swoje ciepło utajone, ogrzewając je do własnej temperatury. Roztwór w pojemniku paruje, wytwarzając „własną” parę, która jest faktycznym czynnikiem sterylizującym. Proces sterylizacji parą wodną składa się z następujących etapów: • Czas nagrzewania - ciepło przenika wówczas w głąb materiału. Czas ten jest różny dla różnych obiektów, dlatego też różne rodzaje pojemników należy wyjaławiać oddzielnie. • Czas wyrównania temperatury - para wodna oddaje swoje ciepło utajone materiałowi aż do chwili, gdy temperatury wyrównają się i ustępuje wymiana ciepła. • Czas wyjaławiania - właściwa sterylizacja, podczas której staramy się utrzymywać temperaturę przez określony wymaganiami technologicznymi okres. Zwykle dla bezpieczeństwa wydłuża się go o połowę. • Czas schładzania autoklawu - czas od chwili przerwania ogrzewania do momentu, gdy manometr wskaże, że ciśnienie wewnątrz autoklawu jest równe atmosferycznemu. Wyjaławianie parą wodną nie może być, rzecz jasna, stosowane do płynów nie będących układami wodnymi oraz do pustych pojemników, gdyż nie ma w nich z czego powstawać para. Uzyskane wówczas warunki sprowadzają się do podwyższenia temperatury (jak w przypadku sterylizacji suchym gorącym powietrzem). Jest ona jednak zbyt niska, by proces osiągnął wymaganą skuteczność. W hermetycznie zamkniętych pojemnikach wytwarza się nadciśnienie, którego wielkość zależy od stopnia wypełnienia. Jeśli roztwór zajmuje ponad 90% pojemności, ciśnienie może rozerwać pojemnik. Dlatego też zaleca się, by pojemnik nie był wypełniony więcej niż w 85 procentach. Drugim istotnym zjawiskiem jest to, że płyn w pojemniku stygnie wolniej, niż komora autoklawu. Powstaje więc nadciśnienie, które grozi eksplozją pojemnika. Aby się przed nią ustrzec, nie należy wyjmować zawartości autoklawu tuż po jego otwarciu. Można też zastosować chłodzenie cieczą, aby temperatury wyrównywały się szybciej. Nasyconą parą wodną możemy wyjaławiać zarówno roztwory wodne, jak i odzież ochronną, opatrunki, narzędzia. Materiały należy zabezpieczyć przed powtórnym skażeniem. Sterylizacja promieniowa Promieniowanie UV to wyjaławianie poprzez naświetlanie materiału promieniowaniem ultrafioletowym. Promieniowanie to zmienia strukturę kwasów nukleinowych, dlatego najsilniej działa na formy wegetatywne drobnoustrojów. Używa się fal o długości 210-328 nm (najbardziej aktywne jest promieniowanie o długości fali 254 nm), emitowanych np. przez lampy rtęciowe (niskociśnieniowa rura z kwarcu, wypełniona parami rtęciowymi). Promieniowanie ultrafioletowe jest szkodliwe dla ludzi, może powodować między innymi stany zapalne skóry i zapalenie spojówek. Promieniowanie ultrafioletowe nie przenika w głąb płynów i ciał stałych, jest adsorbowane przez szkło i tworzywa sztuczne. Dlatego też wyjaławiamy w ten sposób na ogół tylko powietrze lub powierzchnię przedmiotów. Jest to z reguły metoda pomocnicza. Natomiast promieniowanie jonizujące to rodzaj sterylizacji, która przebiega zarówno w sposób bezpośredni, jak i pośredni przez produkty z wykorzystaniem radiolizy wody. Źródłem tego promieniowania mogą być na przykład izotopy kobaltu-60. Metodę tę stosujemy do wyjaławiania materiałów termolabilnych. Podsumowanie Obróbka cieplna, utrwalanie mięsa i jego przetworów z wykorzystaniem różnych zakresów temperatur (zabiegi gastronomiczne, pasteryzacja, sterylizacja i tyndalizacja) umożliwiają dłuższe ich przechowywanie (nawet w postaci rezerw) oraz realizację transportu na dalsze odległości. Daje też możliwość normalnego zaopatrzenia i wyżywienia ludności, niezależnie od rejonizacji i sezonowości podaży żywca. Wraz z rozwojem przemysłu i wyraźnym oddzieleniem miasta od wsi, a także z funkcjonowaniem dużych zakładów przetwórstwa mięsnego wyraźnie wzrosła, rola utrwalania mięsa i żywności. Utrwalając mięso zatrzymujemy lub wyraźnie spowalniamy zmiany zachodzące w mięsie i jego przetworach oraz innych produktach żywnościowych. Należy jednak pamiętać, że wszelkie metody utrwalania mięsa i jego przetworów powodują w większym lub mniejszym zakresie zmiany w strukturze mięsa. Pewną alternatywą tych metod jest utrwalanie mięsa przy wykorzystaniu metod chemicznych. W tej sytuacji zmiany zachodzące w trakcie obróbki cieplnej należy odnieść i porównać z ewentualnymi niekorzystnymi zjawiskami, w tym zdrowotnymi produktu wynikającymi ze stosowania środków chemicznych. Autorzy: prof. dr hab. inż. Marian Panasiewicz dr hab. inż. Jacek Mazur mgr Karol Panasiewicz
-
Jakość mikrobiologiczna mięsa mrożonego.
Maxell opublikował(a) temat w Mikrobiologia mięsa i jego przetworów
Jakość mikrobiologiczna mięsa mrożonego Utrwalanie mięsa poprzez zamrażanie, jest bardzo często wybieraną metodą przedłużania trwałości mięsa. Dzięki zastosowaniu bardzo niskich temperatur w czasie utrwalania produktów oraz w czasie dalszego przechowywania produktów, możliwe jest przedłużenie trwałości poprzez zahamowanie rozwoju drobnoustrojów, ale również zatrzymanie procesów chemicznych i biochemicznych. Mięso zawiera bardzo duże ilości wody i w zależności od elementu mięsa oraz gatunku zwierzęcia, woda może stanowić od 48,5% (kaczki) do aż 76% (kurczak). To właśnie ze względu na znaczną zawartość wody, mięso surowe jest bardzo podatne na rozwój licznych gatunków bakterii w tym bakterii chorobotwórczych, dlatego bardzo ważne jest odpowiednie jego zabezpieczenie, aby ograniczyć mikroflorę występującą w mięsie, a tym samym przedłużyć jego trwałość. Konsumenci poszukują coraz częściej żywności mało przetworzonej, bez dodatków technologicznych np. substancji konserwujących, a proces głębokiego mrożenia pozwala na otrzymanie produktu trwałego, bez takich dodatków. Aby drobnoustroje mogły rozwijać się w środowisku, potrzebują odpowiednich warunków m.in. optymalnej temperatury, sprzyjającego odczynu (pH) oraz obecności i dostępności odpowiedniej ilości wody. Woda jest bardzo ważnym elementem, pozwalającym na rozwój mikroflory w danym środowisku. Jednakże sama jej obecność może okazać się niewystarczająca – musi to być woda wolna, czyli taka, która jest dostępna dla bakterii, pleśni oraz drożdży. W technologii żywności używa się parametru o nazwie „aktywność wodna”, oznaczanego jako aw. Parametr ten mówi o stanie dostępności (poniekąd zawartości) wody w danym środku spożywczym. Aktywność wody jest stosunkiem ciśnienia pary wodnej nad po wierzchnią żywności, do ciśnienia pary wodnej nad powierzchnią czystej wody, w tych samych warunkach temperatury i ciśnienia. Przyjmuje ona wartości od 1 – dla czystej wody, do 0 – dla środowiska, w którym woda jest nieobecna lub cząsteczki wody nie mają zdolności do wykonywania pracy (np. woda strukturalna). W przypadku surowców mięsnych aw zazwyczaj jest bliska 1, co stanowi o jej łatwej dostępności dla mikroorganizmów. Dopiero po zastosowaniu procesów technologicznych związanych np. z odparowaniem wody, dodaniem do żywności substancji osmotycznych lub zamrożeniem produktu, powoduje obniżenie wartości tego parametru, co tym samym ogranicza dostępność wody dla mikroorganizmów. Warto jednak zaznaczyć, że w przypadku temperatury poniżej punktu zamarzania wody, aw staje się niezależna od składu środka spożywczego, a zależy jedynie od temperatury. W związku z tym badanie aktywności wody w przypadku żywności zamrożonej jest mniej ważne niż w przypadku środków spożywczych utrwalanych innymi metodami. Z punktu widzenia utrwalania produktów mięsnych, ważne są dolne limity (minimalne wartości aw), w których drobnoustroje zdolne są do rozwoju. Przyjęto, że rozwój mikroorganizmów zahamowany jest przy wartości na poziomie aw<0,6. W przypadku produktów mrożonych ustalono, że średnia temperatura wynosząca -10oC stanowi granicę rozwoju dla mikroflory, przy której aw wynosi około 0,90. Metabolizm zawartych w mięsie bakterii hamowany jest w temperaturze -7oC, a w przypadku pleśni -12oC, a nawet -15oC. Notuje się jednak przypadki wzrostu mikroorganizmów w temperaturze niższej niż wskazano, ale jest on na tyle powolny, że nie wpływa na proces psucia żywności. Nie można jednak wykluczyć obecności pewnych grup mikroorganizmów i możliwości ich wystąpienia w mięsie utrwalonym poprzez proces zamrażania. W przypadku utrwalania poprzez mrożenie mięsa świeżego, stosuje się jednak temperatury sięgające poniżej -20oC, co sprawia, że aktywność wody zostaje obniżona do poziomu aw = 0,82-0,75. W tabeli 1 przedstawiono graniczne wartości aktywności wody dla wybranych mikroorganizmów. Należy jednak pamiętać, że oporność drobnoustrojów na niższe wartości temperatury jest znacznie wyższa niż na temperaturę wysoką. Temperatura 2oC wpływa na zahamowanie rozwoju bakterii takich jak Clostridium botulinum (laseczka jadu kiełbasianego) oraz Escherichia coli. Znaczna część baterii jest wrażliwa na temperaturę od -2oC do -5oC. Bakterie, które odpowiedzialne są za procesy psucia się mięsa, np. Pseudomonas sp. wykazują wysoką wrażliwość na wysychanie. Minimalne wartości aktywności wody, dla tych drobnoustrojów mieszczą się w przedziale od 0,95 do 0,98. Dlatego, już w temperaturze –2°C proces namnażania i rozwoju szczepów gnilnych zostaje zahamowany. Bakterie gram-ujemne są bardziej wrażliwe na działanie niskiej temperatury, dlatego też w przypadku mięsa mrożonego, częściej izoluje się bakterie gram-dodatnie, jednak nie ma to ogólnego znaczenia w przypadku ogólnej ich przeżywalności. Dużo ważniejszym aspektem wpływającym na przeżycie bakterii w czasie zamrażania, jest to, w jakim stadium rozwoju się one znajdują. Bakterie w fazie wzrostu logarytmicznego są najmniej oporne na niskie temperatury, natomiast w czasie fazy stacjonarnej oporność bakterii jest większa (patrz rysunek 1). Faza logarytmiczna jest fazą, w której komórki w sprzyjających warunkach środowiska rozmnażają się i rozwijają najszybciej i są w pełni przystosowane do środowiska, w którym występują. Faza stacjonarna jest fazą, podczas której komórki występują w stałej liczbie. W przypadku utrwalania surowców mięsnych metodą mrożenia, nie bez znaczenia jest również dobór metody, która przekłada się na szybkość zamrażania. Przeprowadzenie bardzo szybkiego procesu zamrażania ma znacznie większy wpływ na redukcję liczby drobnoustrojów w mięsie niż późniejsze przechowywanie produktów w stanie zamrożonym. Przy zastosowaniu metody kriogenicznej (bardzo szybkie mrożenie np. w ciekłym azocie) w czasie przechowywania notuje się znacznie mniejszą ilość drobnoustrojów niż w przypadku użycia innych metod, przy takich samych warunkach przechowywania. Uszkodzone komórki mikroorganizmów w czasie zamrażania mogą stanowić nawet do 90% ogólnej populacji bakterii środka spożywczego poddawanego temu procesowi. Dlatego ważne jest, aby proces mrożenia przeprowadzać z użyciem najszybszych metod mrożenia. Zastosowanie szybkiego procesu zamrażania sprawi również, że wytworzone w surowcu kryształki lodu będą małe, a co za tym idzie struktura produktu zostanie uszkodzona w minimalnym stopniu. W przypadku mikroflory mięsa rozmrożonego główny wpływ na jego jakość po rozmrożeniu ma zarówno jego stopień kontaminacji przed dokonaniem procesu mrożenia, ale również sposób przechowywania, a także warunki rozmrażania. Surowiec zamrożony, jak również poddawany rozmrażaniu musi być odpowiednio zabezpieczony przed zanieczyszczeniami wtórnymi, które mogą być znacznie większym zagrożeniem niż zanieczyszczenia mikrobiologiczne ze źródeł pierwotnych, które ujawniają się po rozmrożeniu surowca. W przypadku mięsa rozmrożonego, wszystkie zmiany mikrobiologiczne przebiegają tak samo szybko, jak w przypadku mięsa niepoddanego procesowi mrożenia, a następnie rozmrożenia. Różnica polega natomiast w ograniczeniu liczby bakterii w mięsie rozmrożonym, ze względu na zastosowanie niskiej temperatury utrwalania, a także znacznemu osłabieniu komórek mikroorganizmów. Autor: mgr inż. Wioletta Wiczuk


-
Dziczyzna – jakość mikrobiologiczna mięsa z dziczyzny Mięso ze zwierząt dzikich z roku na rok zyskuje coraz większą popularność wśród różnych grup konsumentów. W chwili obecnego wzrostu popytu na produkty naturalne, bez konserwantów, mięso pochodzące z hodowli bez antybiotyków, można spodziewać się dalszego wzrostu popularności „dzikiego mięsa”. Dodatkowym walorem mięsa pozyskiwanego ze zwierząt dzikich poza smakiem, są jego wartości odżywcze. Problematyczny jednak wydaje się fakt braku kontroli nad hodowlą, a co za tym idzie wysoki stopień kontaminacji mikrobiologicznej mięsa. Mięso zwierząt dzikich przewyższa nad mięsem pochodzącym ze zwierząt domowych głównie zawartość cennych dla zdrowia aminokwasów, a także wysokonienasyconych kwasów tłuszczowych, takich jak kwas linolowy i arachidowy. Mimo wzrostu spożycia oraz wielu plusów jakie dostrzega się w mięsie z dziczyzny, jego spożycie w naszym kraju nadal pozostanie na niskim poziomie i wynosi zaledwie 0,08 kg na osobę w ciągu roku. Można podejrzewać, że niewielkie spożycie mięsa z dziczyzny spowodowane jest brakiem tradycji spożycia tego rodzaju mięsa, a także nieumiejętnością jego przyrządzania. Najczęściej spożywanymi w Polsce gatunkami mięsa dzikiego jest dzik, sarna, jeleń oraz daniel. Spożywa się również mięso zajęcze, a także mięso z ptactwa dzikiego: bażanty, kuropatwy oraz kaczki, ale w mniejszym stopniu. Na rysunku 1 przedstawiono statystyki łowieckie w latach 2010-2016. Mięso z dziczyzny ze względu na swoje właściwości, jest dobrą alternatywą w stosunku do mięsa pozyskiwanego ze zwierząt rzeźnych. Podstawowe różnice w zawartości wody, tłuszczu oraz białka przedstawiono w tabeli 1. Dziczyzna w porównaniu do mięsa ze zwierząt hodowlanych, zawiera zdecydowanie mniejszą ilość tłuszczu, co przekłada się na wartość kaloryczną. Warto zwrócić uwagę na zawartość tłuszczu w mięsie indyczym i mięsie z dziczyzny. W tabeli 1 przedstawiono ilości średnie i mogą się one różnić w zależności od gatunku, wieku, płci, a także od rodzaju elementu mięsnego. Zachowanie odpowiedniego stanu mikrobiologicznego mięsa pozyskiwanego ze zwierząt dzikich jest procesem zdecydowanie trudniejszym, niż w przypadku zwierząt hodowlanych. Proces hodowli tych zwierząt nie podlega żadnej kontroli – nie można zatem kontrolować ani jej stanu sanitarnego, ani rodzaju i higieny spożywanej przez zwierzęta paszy. Stąd też powierzchnia skóry tych zwierząt, a także mięso, może zawierać inną florę bakteryjną niż mięso zwierząt rzeźnych, a stopień zanieczyszczenia może być znacznie wyższy niż u zwierząt hodowlanych. W badaniach przeprowadzonych w 2008 roku, dotyczącym 289 próbek świeżej dziczyzny (127 mięso z dzika, 95 sarnina, 67 jelenina) wskazały, że ogólna liczba bakterii tlenowych mezofilnych była na poziomie 3,98 * 102 jtk/cm2 dla sarniny, 7,98 * 102 jtk/cm2 dla mięsa z jelenia oraz 1,6 * 103 jtk/cm2 dla mięsa z dzika. W przypadku ogólnej liczby Enterobacteriaceae ilość bakterii średnio wynosiła 1,26 * 102 jtk/cm2 dla wszystkich badanych gatunków mięs. Bakterie Listeria zostały oznaczone w 14 próbkach, a w 3 próbkach oznaczono obecność Campylobacter. Stężenie gronkowców koagulazo – dodatnich wynosiło ponad 1,0 * 102 jtk/cm2 i było zależne od gatunku mięsa. Nie wykryto natomiast obecności Salmonella. W badaniach jeleniny z 2005 roku wskazano, że maksymalna ilość bakterii w tuszach jeleni wynosiła >108 jtk/ cm2, a wartość średnia 104 jtk/ cm2. W innych badaniach dotyczących zanieczyszczenia mięsa z jelenia, nie oznaczono bakterii Salmonella. Stąd też stwierdzono, że Salmonella w mięsie jelenia dzikiego występować może na tyle rzadko, iż nie będzie stanowiło ono znaczącego źródła tych bakterii. Inne dane pozyskano natomiast z mięsa sarniego pochodzącego z hodowli tych zwierząt - notowano obecność bakterii Salmonella na wysokim poziomie. Prawdopodobnie zakażenie jeleni tym gatunkiem bakterii pochodzi od innych zwierząt hodowlanych, a intensyfikacja hodowli znacznie zwiększa prawdopodobieństwo zanieczyszczenia salmonellą. W omawianych badaniach wskazano również na możliwość zanieczyszczenia mięsa jeleniego bakteriami E.coli na tych samych zasadach jak w przypadku Salmonelli. Ponadto, notowano przypadki chorób odzwierzęcych u ludzi wywołanych bakterią E.coli O157:H7 pochodzącą z mięsa jeleniego. Jednakże badania wskazują na niewielki odsetek występowania tych bakterii w mięsie jelenia. W przypadku badań mikrobiologicznych świń dzikich, kontaminacja bakteryjna tusz wynosiła od 105 do 108 albo 104 do 106 jtk/g. Liczba bakterii E.coli w przypadku świń dzikich skórowanych w zakładach przetwórczych wynosiła 104 do 107 jtk/g. Wszystkie te parametry są znacznie wyższe, niż w przypadku świń hodowlanych. Zdecydowanie częściej niż w przypadku dziko żyjących jeleni, w dzikich świniach występuje Salmonella. Aż 34% próbek mięsa tego gatunku w Australii było zainfekowanych tymi bakteriami. Z kału dzikich świń izolowano również Campylobacter, natomiast nie występowały one w tuszach i mięsie tych zwierząt. W mięsie dostępnym na rynku notowano znaczną obecność Yersinia enterocolilica, podczas, gdy Listeria monocytogenes zanotowano w niewielu próbkach mięsa dzikich świń. Mięso z dziczyzny jest bardzo dobrą alternatywą dla mięsa zwierząt hodowlanych, ze względu na swoje właściwości odżywcze. Jednak dostęp do informacji na temat stanu mikrobiologicznego mięsa z dziczyzny jest dość ograniczony, co może wpływać na wysoką nieświadomość konsumentów. Raczej oczywiste wydaje się, iż kontaminacja mikrobiologiczna „dzikiego mięsa” mimo procesów chłodzenia i zachowania higieny rozbioru, będzie większa niż mięsa hodowlanego, ale dane dotyczące ilości zatruć o podłożu bakteryjnym mogą budzić niepokój. Osobną kwestią pozostaje zawartość pasożytów w mięsie dzikim. Dlatego bardzo ważny jest zakup mięsa gatunków dzikich tylko ze sprawdzonych źródeł, a także odpowiednia jego obróbka termiczna przed spożyciem i zachowanie wysokiej higieny przetwarzania. Autor: mgr inż. Wioletta Wiczuk


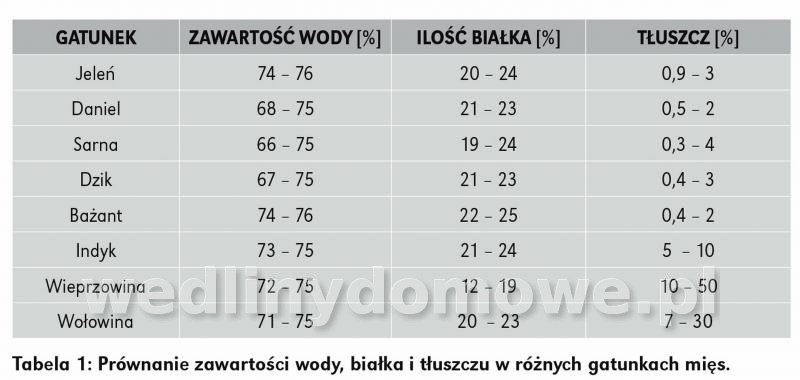
-
Rozbiór i ocena tusz baranich w aspekcie ich znaczenia i wykorzystania kulinarnego Owce to najstarsze z udomowionych przez człowieka zwierząt. Są odporne na trudne warunki klimatyczne i łatwo przystosowują się do różnorodnego pożywienia. Obecnie najwięcej owiec hoduje się w Azji, Afryce, Australii oraz Nowej Zelandii, nieco mniej w Europie oraz Ameryce. Początkowo zwierzęta te cenione były ze względu na wełnę, obecnie jednak głównym celem ich hodowli jest mięso. Najsmaczniejsze pozyskuje się z jagniąt mlecznych, nie starszych niż 6 miesięcy, oraz tuczonych, których wiek nie przekracza 12 miesięcy. Mięso jest delikatne w smaku, aromatyczne, chude i bogate w cenne składniki odżywcze. Mięso owiec i jagniąt jako surowiec spożywczo-gastronomiczny dzieli się ze względu na wiek zwierzęcia, a także stopień otłuszczenia. Z osobników w wieku do maksymalnie 12 miesięcy otrzymujemy jagnięcinę. Jest ona chuda, jasnoczerwona, ma niewielką ilość prawie białego tłuszczu. Mięso owcze, w sprzedaży rzadko dostępne, pochodzi od zwierząt mających więcej niż rok. Charakteryzuje się tłuszczem barwy żółtej i ciemnoczerwonym zabarwieniem. Baraninę pozyskuje się z samic w wieku 1-2 lat, a także od kastrowanych samców, w tym samym wieku. Jest ona ciemnoczerwona, tłusta, z licznymi nitkami tłuszczu i ma intensywny smak. To, czym karmione są jagnięta, owce i ba rany, ma wpływ na smak pozyskiwanego mięsa. Może on być mniej lub bardziej ostr y w zależności od tego, czy zwierzęta wypasane były na pastwiskach w pobliżu wybrzeża (mięso staje się wówczas lekko słone), czy na pastwiskach porośniętych przez aromatyczne zioła, np. wrzosy (jest ostre, nieco podobne do dziczyzny). Zastosowanie kulinarne baraniny Za najcenniejszą część tuszy owczej albo jagnięcej uznaje się grzbiet z antrykotem, combrem oraz polędwicami, które rewelacyjnie nadają się do pieczenia, smażenia oraz grillowania. Ich delikatny smak cieszy podniebienie, a szereg potraw, jakie można przyrządzić na ich bazie, naprawdę zaskakuje. Szerokie zastosowanie w kuchni mają także golenie, mostek, karczek czy łopatka, które można dusić oraz piec. Udziec barani można piec zarówno w całości, jak i w mniejszych kawałkach. To mięso jest chude i delikatne, dobrze smakuje mocno przyprawione. Baranina intensywniej pachnie, gdy przyrządzana jest razem z kośćmi. Jeżeli chcemy, aby aromat był delikatniejszy, należy przed przygotowaniem potrawy poluzować kości. Mimo, że w Polsce baranina dopiero zyskuje na popularności, to ten rodzaj mięsa ma licznych zwolenników w innych częściach Europy, a także w Azji Mniejszej. Turcy, Grecy i Bułgarzy cenią sobie jej intensywny zapach i wyraźny smak. Sięgają też chętnie po inne owcze produkty takie jak sery i mleko, przygotowując na ich bazie szereg niezwykle popularnych w tamtych regionach przysmaków. Do smacznych potraw z baraniną w roli głównej należy m.in. pilaw, danie przygotowywane z ryżu, łoju oraz mięsa baraniego. Atrakcyjnym smakiem odznacza się także musaka, w której oprócz baraniny używa się owczego sera, a całość zapieka się w piecu. Z innych potraw, które cieszą się sporą popularnością, a które dla przeciętnego Europejczyka byłyby niezbyt apetyczne, należą Irish stew, czyli potrawa z baraniny, z duszoną cebulą i ziemniakami, czy kofty, jadane w Turcji w postaci wałeczek przyrządzonych z przyprawionej baraniny. Kulinarną tradycją związaną z baraniną jest potrawa haggis, w której głównym składnikiem są owcze żołądki, z nadzieniem podrobowym, popularne w Szkocji. Warto zauważyć, że szereg potraw z baraniny przyrządzanych w muzułmańskim kręgu kulturowym to prawdziwe rarytasy. Należą do nich m.in. kuskus z baraniną pozbawioną tłuszczu, karczochami, groszkiem, rodzynkami, cynamonem i cytryną, przyprawiony kolendrą oraz miętą. Popularny jest także tadżin, przygotowywany w Maroku, powstający na bazie duszonych warzyw, ciecierzycy i baraniny, przyprawiony pachnącymi przyprawami tego regionu. Cieszą one podniebienia nawet największych smakoszy, a sceptykom bez wątpienia pozwolą przekonać się do baraniny jako jędrnego, aromatycznego i wartościowego mięsa. Jednym z najcenniejszych rodzajów baraniny jest jagnięcina. Ten rodzaj mięsa w polskiej kulturze i tradycji jest jednym z najbardziej cenionych, a potrawy z jagnięciny są przyrządzane na specjalne okazje. Tymczasem dietetycy zalecają spożywanie tego rodzaju mięsa znacznie częściej niż kilka razy w roku. Mięso ze sztuk starszych ma kolor ciemnoczerwony. Tłuszcz jest biały, twardy, szybko krzepnie i ma charakterystyczny zapach. Szczególnie cenione jest mięso z jagniąt. Jagnięcina to mięso pozyskiwane z młodych owiec do 1 roku życia. Ma barwę jasnoczerwoną, tkankę delikatną, cienkowłóknistą. Znana jest jako wartościowy składnik menu w wielu krajach świata. Coraz więcej najlepszych restauracji na całym świecie oferuje potrawy z jagniąt. A są to nie tylko tradycyjne kotlety czy karkówka z jagnięcia, lecz wiele innych, atrakcyjnych smakowo potraw. Obróbka poubojowa Ubój owiec i obróbka poubojowa tusz obejmuje kolejno po sobie następujące poszczególne etapy przetwórcze: • doprowadzenie zwierzęcia i unieruchomienie w klatce głuszenia, • ogłuszenie, kłucie i wykrwawienie (ew. elektrostymulacja), • czynności przy powłokach zewnętrznych (odcięcie głowy i nóg, zdjęcie skóry), • wytrzewianie i toaleta końcowa, • klasyfikacja poubojowa, • zbiórka ubocznych jadalnych (podrobów) i niejadalnych artykułów uboju, • zbiórka i zabezpieczenie odpadów. Uzyskane w trakcie uboju i obróbki poubojowej owiec surowce dzieli się na: I. Jadalne zasadnicze – tusze (mięśnie, kości, tkanki tłuszczowe – podskórna, międzymięśniowa, śródmięśniowa). II. Jadalne uboczne – krew, podroby, jelita, tłuszcze wewnętrzne (łój, krezki, otoki), kości spożywcze. III. Niejadalne produkty uboczne i niezdatne do spożycia przez ludzi (odpady): a. Materiał kategorii I – SRM6; b. Materiał kategorii II (głównie odchody i treść przewodu pokarmowego); c. Materiał kategorii III (głównie skóry, racice, rogi). Ocena i klasyfikacja tusz Tusza to cały korpus ubitego zwierzęcia po wypatroszeniu uzyskany w efekcie obróbki poubojowej. Wskaźnikiem wyrażającym jej wartość handlową jest wydajność poubojowa (rzeźna), tzn. procentowy stosunek masy poubojowej (kg) do masy zwierzęcia przed ubojem (kg). Masa poubojowa to masa tuszy oraz niektórych ubocznych surowców oznaczanych do 1 godziny po zakończeniu czynności ubojowych. Wydajność poubojowa owiec ras krajowych przyjmuje wartości w zakresie 45-50%, a u wyspecjalizowanych ras mięsnych sięga 60%. Wydajność poubojowa uzależniona jest od wielu czynników tj. typu użytkowego, płci, wieku, stanu odżywienia, stanu okarmienia, i in. Mięso w tuszach ocenia się pod względem: obróbki (poprawności przeprowadzenia czynności rozbiorowych); stanu powierzchni (powinna być sucha lub lekko wilgotna, połyskująca, niedopuszczalna zaś jest mokra, oślizgła lub ze śladami pleśni); czystości (bez śladów jakichkolwiek zanieczyszczeń); barwy mięśni i tłuszczu (powinna być naturalna i charakterystyczna); konsystencji mięśni i tłuszczu (powinna być jędrna i elastyczna dla mięśni oraz charakterystyczna dla tłuszczu) i zapachu (wymagany jest swoisty, charakterystyczny dla mięsa świeżego). Przepisy Unii Europejskiej ściśle regulują pojęcie tuszy, sposób ważenia, podział na grupy towarowe i zasady ustalania klasy tusz zwierząt rzeźnych. Identyfikacja tusz i półtusz zaklasyfikowanych według wspólnotowej skali klasyfikacji tusz owczych przeprowadzana jest za pomocą znakowania wskazującego na kategorię (A i B) oraz klasę budowy tusz (S, E, U, R, O i P) i okrywy tłuszczowej (1, 2, 3, 4 i 5). Kategoria A oznacza tusze owiec w wieku poniżej 12 miesięcy (mięso jagnięce), a B tusze innych owiec. Tusze jagniąt o masie poniżej 13 kg klasyfikuje się na podstawie ich masy (≤ 7 kg, 7,1-10 kg, 10,1-13 kg); barwy mięsa i okrywy tłuszczowej. Badanie i znakowanie mięsa Mięso owiec przeznaczone do spożycia przez ludzi musi być obowiązkowo zbadane przez lekarza weterynarii, zgodnie z Rozporządzeniem (WE) Nr 854/2004 Parlamentu Europejskiego i Rady z dnia 29 kwietnia 2004 r. Do zadań urzędowego lekarza weterynarii należy nanoszenie znaku jakości zdrowotnej, kształtu owalnego, zawierającym nazwę państwa, w którym znajduje się gospodarstwo (w przypadku Polski „PL”), numer identyfikacyjny ubojni i skrót Wspólnoty Europejskiej (w przypadku Polski „WE”). Mięso przeznaczone na użytek własny również podlega badaniu przez lekarza weterynarii i znakowaniu znakiem weterynaryjnym w kształcie trójkąta równobocznego, zawierającym w górnej części – liter y „PL”, a w dolnej – litery „IW”. Mięso po badaniu poubojowym należy niezwłocznie chłodzić, tak aby temperatura wszystkich części mięsa nie była wyższa niż 7°C, a podrobów 3°C. Równocześnie należy zapewnić odpowiednią wentylację, aby zapobiec kondensacji wilgoci na powierzchni mięsa. Rozbiór tusz baranich na elementy zasadnicze W trakcie rozbioru, oddzielania tuszy od kości, trybowania, porcjowania i krojenia, temperatura w pomieszczeniach nie może przekraczać 12°C, temperatura mięsa nie może przekraczać 7°C, a podrobów 3°C. Zasadnicze elementy (części zasadnicze) uzyskuje się z tusz baranich w taki sposób, aby uwzględnić ich budowę anatomiczną i przydatność kulinarną. Wstępny podział tuszy baraniej na elementy zasadnicze z części przedniej: karkówka, górka (plecówka), antrykot (kotlet), comber, goleń przednia, mostek oraz części tylnej: udziec, goleń tylna, ogon, powinien odbywać się wg PN-A-82006:1996. Tusze owiec, jagniąt, kóz i innych zwierząt rzeźnych przeznaczone do wykorzystania w gastronomi są dzielone na półtusze, i ćwierćtusze, a następnie na elementy kulinarne i gastronomiczne. Przy przemysłowym podziale tuszy w zakładach mięsnych używany jest termin części zasadnicze, które odpowiadają elementom kulinarnym. Elementem kulinarnym nazywa się część tuszy zwierzęcia, stanowiącą całość wyznaczoną układem kośćca i mięśni, przydatną do określonych celów kulinarnych lub przemysłu mięsnego. Elementem gastronomicznym nazywa się część tuszy zwierzęcia, stanowiącą całość wyznaczoną układem kośćca i mięśni, przydatną do produkcji określonych potraw. Niektóre elementy gastronomiczne odpowiadają ściśle elementom kulinarnym, pozostałe elementy gastronomiczne są częściami elementów kulinarnych. Rozbiór tuszy jest zamkniętym cyklem produkcyjnym, odbywającym się w specjalnych pomieszczeniach - rozbieralniach. Rozbiór tuszy zwierząt rzeźnych wykonuje się w oparciu o budowę anatomiczno-morfologiczną, jak również w oparciu o właściwości kulinarne, wynikające z cech fizykochemicznych składników mięsa (Rys. 1). Elementy gastronomiczne i ich zastosowanie kulinarne Karkówka jest to karkowa część półtuszy odcięta od przodu po linii odcięcia głowy; od tyłu, pomiędzy 5 a 6 kręgiem szyjnym na wysokości dołka przedłopatkowego; od góry - po linii podziału tuszy na półtusze; od dołu, po linii odcięcia mostka. Karkówka zawiera przepołowione kręgi szyjne od 1 do 5 włącznie. Karkówka nadaje się do gotowania na potrawkę oraz do duszenia na ragout, gulasz, pilaw i risotto. Górka (plecówka) jest to przednia górna część partii grzbietowej półtuszy razem z łopatką, odcięta od przodu po linii odcięcia karkówki, tj. pomiędzy 5 a 6 kręgiem szyjnym na wysokości dołka podłopatkowego zaś od tyłu, po linii odcięcia antrykotu, tj. pomiędzy 6 i 7 kręgiem piersiowym i przyległymi do nich żebrami, natomiast od dołu, po linii równoległej do kręgosłupa, biegnącej od miejsca połączenia kostnej części żebra z mostkiem do punktu na szóstym żebrze odległym 5-7 cm od miejsca przyczepu mięśnia najdłuższego grzbietu do żeber, a od góry, po linii podziału tuszy na półtusze. Górka zawiera ostatnie dwa przepołowione kręgi szyjne, sześć przepołowionych kręgów piersiowych z przyległymi do nich górnymi odcinkami żeber, kość łopatkową i kość ramienną bez jej dolnej części. Plecówka nadaje się na kotlety z rusztu lub saute, stek i ragout. Antrykot jest to część grzbietowa partii półtuszy odcięta od tyłu po linii odcięcia combra, tj. pomiędzy ostatnim i przedostatnim kręgiem piersiowym i przylegającymi do nich żebrami, a od przodu, pomiędzy 6 i 7 kręgiem piersiowym i przyległymi do nich żebrami; od góry, po linii podziału tuszy na półtusze, zaś od dołu, po linii odcięcia mostka, tj. równolegle do kręgosłupa przez środek żeber. Antrykot zawiera przepołowione kręgi piersiowe od 7 do 12 włącznie wraz z przyległymi do nich górnymi odcinkami żeber. Antrykot przeznacza się na steki, kotlety z kostką i antrykoty. Comber jest to lędźwiowa część półtuszy, odcięta od przodu pomiędzy ostatnim i przedostatnim kręgiem piersiowym i przyległymi żebrami, natomiast od tyłu, po linii odcięcia udźca, tj. pomiędzy ostatnim i przedostatnim kręgiem lędźwiowym i dalej ukośnie wzdłuż mięśni brzucha, a od dołu, po linii odcięcia mostka, a od góry po linii podziału tuszy. Comber zawiera przepołowione części takie jak ostatni kręg piersiowy i pięć kręgów lędźwiowych oraz górny odcinek ostatniego żebra. Comber nadaje się na pieczeń naturalną lub duszoną, pieczeń na dziko, kotlety z rusztu lub saute, szaszłyki, czopsy i steki. Goleń przednia jest to środkowa część kończyny przedniej, odcięta od półtuszy w połowie kości ramiennej wraz z przyległą częścią mięśnia trójgłowego, od nogi oddzielona w stawie napięstkowym. Goleń przednia zawiera połowę kości ramiennej, kości podramienia i nadgarstka. Goleń przednia nadaje się na mięso gotowane. Mostek jest to dolna piersiowo-brzuszna część półtuszy, odcięta od góry po linii odcięcia antrykotu i combra, tj. po linii równoległej do kręgosłupa, biegnącej od miejsca połączenia kostnej części pierwszego żebra z mostkiem poprzez środek ostatniego żebra i dalej przez górną część mięśni brzucha (łatę). Mostek zawiera wszystkie dolne odcinki żeber i przepołowione kości mostka. Mostek nadaje się do gotowania, smażenia, na mostek po wiedeńsku, potrawkę, ragout, pilaw. Udziec jest to górna część kończyny tylnej wraz z pośladkową częścią półtuszy, odciętą od przodu pomiędzy ostatnim i przedostatnim kręgiem lędźwiowym i dalej linią ukośną, tak aby mięśnie brzucha (łata) pozostały przy mostku; od góry, po linii podziału tuszy na półtusze, zaś od dołu, w miejscu odcięcia goleni, tj. w stawie kolanowym, tak aby mięsień łydkowy razem ze ścięgnem Achillesa pozostały przy udźcu. Udziec zawiera kość udową, przepołowione kości miednicy oraz przepołowioną kość krzyżową. Udziec przeznacza się na pieczeń naturalną, pieczeń na dziko, pieczeń po angielsku, steki, szaszłyki, zrazy bite. Goleń tylna jest to środkowa część kończyny tylnej, odcięta od góry w stawie kolanowym w ten sposób, aby mięsień łydkowy wraz z górną częścią ścięgna Achillesa pozostał przy udźcu, od dołu odcięta jest w stawie skokowym. Goleń tylna zawiera kości goleni razem z przylegającymi kośćmi stępu. Goleń tylną przeznacza się do gotowania na sztukę mięsa. Ogon jest najczęściej odcinany u nasady i przeznacza się go na wywar do zup. Mięso kulinarne i rozdrobnione Dla konsumentów dokonujących zakupu mięsa kulinarnego podstawowymi kryteriami wyboru jest skład i wygląd zewnętrzny elementów handlowych (wielkość jednostkowa, udział mięśni, kości, ścięgien, skóry i tłuszczu, obecność w opakowaniu wycieku soku mięśniowego), barwa tkanki mięśniowej (i tłuszczowej) oraz marmurkowatość, a po obróbce termicznej wyróżniki sensoryczne tj. zapach, soczystość, smakowitość, kruchość Elementy kulinarne powinny charakteryzować się powtarzalnością i doskonałymi walorami smakowymi. Czas obróbki termicznej podczas przygotowywania potraw z tego mięsa powinien być krótki, co pozwala na zachowanie składników odżywczych dla człowieka. Mięso kulinarne to produkt pozyskiwany z tusz i przekazywany na rynek w postaci nieprzetworzonych elementów, które będą przygotowane do spożycia przez konsumenta. Mięso kulinarne to przede wszystkim elementy pieczeniowe z kością (np. udziec, łopatka, goleń) lub bez, przeznaczone do pieczenia lub smażenia (np. zrazowa górna, dolna, myszka), albo formowane (przeznaczone do smażenia), gulaszowe, lub mielone. Podsumowanie Mięso baranie i jagnięcina nie wykazujące odchyleń jakościowych (np. DFD), po okresie dojrzewania min. 5 dni jest pełnowartościowym surowcem do przetwórstwa mięsnego, w tym zarówno produkcji wędlin czysto baranich (jagnięcych), jak i mieszanych np. z udziałem mięsa wieprzowego. Do produkcji mięsa kulinarnego oraz tradycyjnych wędzonek preferowane są elementy z tusz zakwalifikowanych do klas handlowych o umięśnieniu E–O i otłuszczeniu 2–3. Surowiec uzyskany z tusz zakwalifikowanych do pozostałych klas handlowych można przeznaczyć do przetwórstwa (produkcji kiełbas, rolad, wyrobów garmażeryjnych). Mięso kulinarne i rozdrobnione półprzetwory kulinarne konfekcjonuje się przed przekazaniem do obrotu. Polega ono na rozdzielaniu na jedno (lub kilku) porcjowe części i zapakowaniu w opakowanie bezpośrednie. Wszystkie elementy kulinarne tnie się na porcje w poprzek przebiegu włókien mięśniowych, co polepsza wrażenie kruchości po obróbce cieplnej. Wyjątek stanowią takie elementy, jak np. żebra lub mostek, które rozcina się wzdłuż żeber. Powierzchnie wszystkich cięć, którymi dzieli się części lub elementy kulinarne, powinny być gładkie i proste. Temperatura elementów powinna być jak najniższa, tj. jak najbliższa temperatury zamrażania. Ujemnie na jakość mięsa wpływają widoczne defekty (np. wybroczyny krwawe, wylewy). Nie akceptowane są również porcje mięsa o barwie zbyt jasnej lub zbyt ciemnej oraz opakowania mięsa z dużą ilością wycieku soku mięśniowego. Warunki termiczne w magazynach punktów handlowych i ladach wystawienniczych muszą być monitorowane i dokumentowane. Zalecana temperatura mięsa w czasie magazynowania i ekspozycji wynosi od 0 do +3°C. Przetwory nie pakowane, pakowane w opakowania przepuszczające powietrze, pakowane próżniowo lub w atmosferze ochronnej powinny być przechowywane w temperaturze od +2 do +6°C i wilgotności względnej powietrza nie wyższej niż 85%. Autorzy: Prof. dr hab. inż. Marian Panasiewicz dr hab. inż. Jacek Mazur

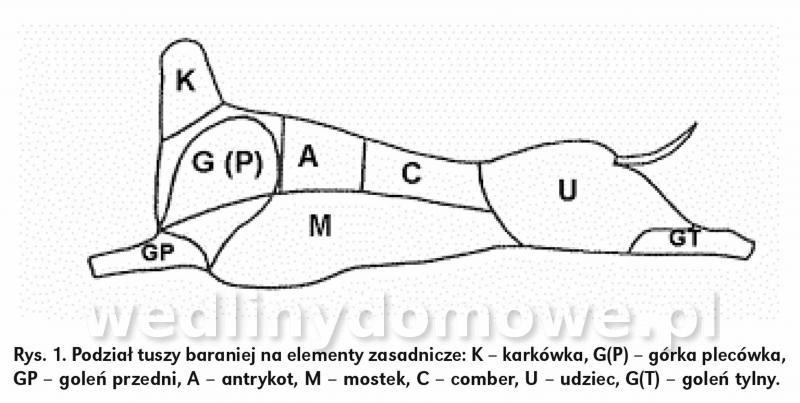
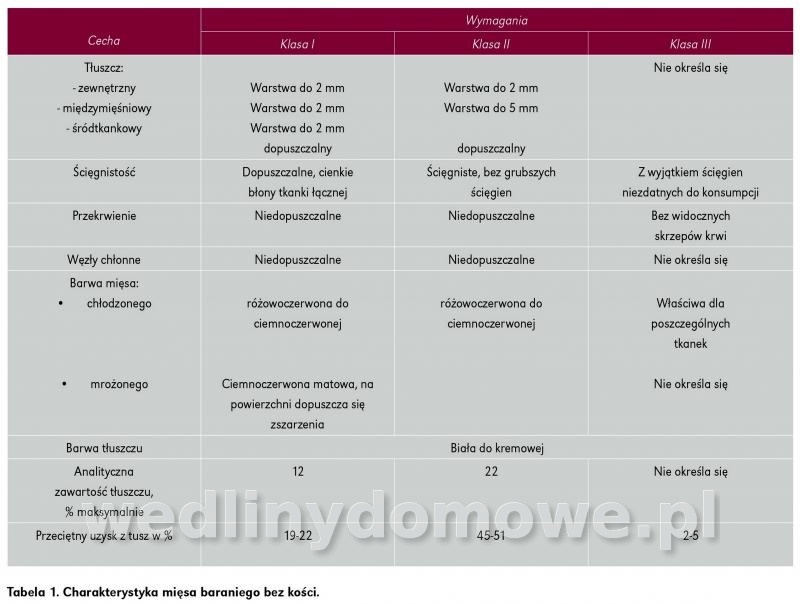
-
Nadmiernie wyczuwalny smak mączny kiszek wątrobianych i pasztetów.
Maxell opublikował(a) temat w Wędliny podrobowe
Nadmiernie wyczuwalny smak mączny kiszek wątrobianych i pasztetów Przyczyny powstawania: • niewłaściwy dobór surowców i dodatków skrobiowych do danego sortymentu wędlin wątrobianych, • nadmierny udział w składzie recepturowym surowców skrobiowych, • nieprzestrzeganie parametrów obróbki termicznej kiszek wątrobianych i pasztetów. Możliwości zapobiegania: • odpowiedni dobór skrobi w recepturze surowcowej wyrobów, • zmiana udziału proporcji surowców skrobiowych w recepturze, • częściowe lub całkowite zastąpienie skrobi natywnej skrobiami modyfikowanymi, błonnikiem lub mieszanką błonników w odpowiednio dostosowanej ilości, • przestrzeganie parametrów obróbki termicznej. Charakterystyka odchylenia Skrobia i inne produkty skrobiowe ze względu na dużą zdolność pęcznienia umożliwiają zwiększenie stopnia wiązania wody w kiszkach wątrobianych i pasztetach. Komponenty te równocześnie ograniczają podcieki tworzące galarety oraz poprawiają parametry reologiczne farszów podrobowych, a także konsystencję wyrobu z nich wyprodukowanego. Przejawia się to polepszeniem sprężystości i wzrostem krajalności kiszek oraz pasztetów. Właściwości fizyczne skrobi natywnej i w dużej mierze jej przydatność technologiczna uzależnione są od stosunku ilościowego amylozy do amylopektyny – decyduje on o stopniu przydatności różnych gatunkowo skrobi do produkcji wątrobianek i pasztetów. Biorąc pod uwagę proporcje amylozy do amylopektyny, funkcjonalność oraz cechy sensoryczne, z grupy surowców skrobiowych natywnych największą przydatność technologiczną mają skrobia ziemniaczana, mąka pszenna oraz skrobia i mąka ryżowa. Duże zastosowanie w produkcji kiszek wątrobianych i pasztetów znajduje również kasza manna otrzymywana z pszenicy. Udowodniono, że korzystne technologicznie są dodatki komponentów skrobiowych na poziomie 2–6% w stosunku do surowców mięsno-tłuszczowych. Szczególnie uzasadniony jest dodatek surowców skrobiowych do produktów wysokowydajnych. W praktyce produkcyjnej stosuje się często jednak ich zbyt duży dodatek, co może być przyczyną powstawania wyczuwalnego sensorycznie smaku mącznego, który najczęściej jest wynikiem „przedawkowania” surowców skrobiowych. Znacznie niekorzystny efekt daje nadmierny udział w składzie recepturowym mąki pszennej i kaszy manny. Powstawaniu tego niepożądanego smaku sprzyja także nieprzestrzeganie parametrów obróbki termicznej (niedoparzenie, niedopieczenie). W przypadku wątrobianek i pasztetów zawierających stosunkowo duże ilości surowców skrobiowych obróbka termiczna powinna umożliwić ich dogrzanie, czyli osiągnięcie temperatury min. 72oC w centrum geometrycznym. Dobre efekty eliminujące tworzenie się niekorzystnego smaku mącznego w kiszkach wątrobianych i pasztetach daje stosowanie ryżowych dodatków skrobiowych w postaci skrobi natywnej, ewentualnie używanie do produkcji skrobi modyfikowanych. Wykazują one znacznie lepszą przydatność technologiczną (lepsze wiązanie wody, lepsza konsystencja wyrobu, brak synerezy), co pozwala na ich mniejsze dawkowanie w celu osiągnięcia analogicznego efektu technologicznego, jak w przypadku pozostałych skrobi. Wątrobianki i pasztety zawierające natywne skrobie ryżowe lub skrobie modyfikowane należy dogrzewać do uzyskania przez batony temperatury 72–75oC w centrum geometrycznym. Dobrym rozwiązaniem technologicznym jest wprowadzenie do układu recepturowego błonników lub ich mieszanek, którymi można skutecznie zastępować, w określonej proporcji ilościowej, skrobie. Atutem stosowania błonników i skrobi równocześnie jest dodatkowo pozytywna korelacja zachodząca w trakcie obróbki cieplnej pomiędzy błonnikami a skrobiami natywnymi i modyfikowanymi. Układ recepturowy kiszek wątrobianych i pasztetów, uwzględniający dodatek błonników przyczynia się do eliminowania nadmiernie mącznych smaków tych wyrobów. Kiszki wątrobiane i pasztety wykazujące niekorzystny smak mączny w pełni nadają się do obrotu handlowego i mogą być nawet akceptowane jako wyroby bez odchyleń jakościowych. Ponadto istnieją przypadki, w których smak mączny jest w pełni pożądany. W produkcji niektórych wyrobów z tej grupy sortymentowej celowo kształtuje się go poprzez dodawanie mąki pszennej na określonym, wysokim poziomie. Opracowanie pochodzi z książki: „Technologiczne uwarunkowania powstawania odchyleń jakościowych wyrobów mięsnych” Zakup książki oraz więcej informacji na: www.NajwazniejszaKsiazka.pl
-
Wędzenie jako jedna z metod utrwalania mięsa.
Maxell opublikował(a) temat w Wędzarnie. Budowa i obsługa
Wędzenie jako jedna z metod utrwalania mięsa Wędzenie to tradycyjna i zarazem najstarsza metoda utrwalania żywności. Jednakże, już wiele lat wcześniej efekt utrwalający wędzenia zszedł na dalszy plan, by ustąpić miejsca innym metodom utrwalania żywności, np. podsuszanie, chłodzenie czy zamrażanie. Obecnie wędzenie zarówno tradycyjne, jak i wędzenie płynem dymu wędzarniczego służy przede wszystkim do uzyskania specyficznych, unikalnych i pożądanych nut smakowo – zapachowych wyrobu. Proces wędzenia należy do specyficznych rodzajów obróbki termicznej i służy przede wszystkim nadaniu typowego smaku i aromatu, a także odpowiedniego zabarwienia oraz utrwaleniu produktów mięsnych. Polega ono na umieszczaniu żywności w tzw. wędzarni i poddaniu produktu działaniu dymu i składników w nim zawartych. Utrwalanie dotyczy głównie powierzchni produktów mięsnych poprzez obsuszenie i stworzenie specyficznej skórki oraz oddziaływanie zawartych w dymie substancji o działaniu bakteriostatycznym. Działanie utrwalające dymu wędzarniczego opiera się na zawartości w nim głównie związków fenolowych o charakterze przeciwutleniającym i bakteriostatycznym. Jedną z termicznych metod obróbki produktów spożywczych, głównie mięsa, drobiu, ryb i ich przetworów jest wędzenie. Proces wędzenia może być przeprowadzany z wykorzystaniem dymu wędzarniczego lub z zastosowaniem preparatu dymu wędzarniczego. Tradycyjny proces wędzenia polega na poddaniu przetworów mięsnych działaniu dymu wytworzonego w wyniku termicznego rozkładu różnych gatunków drewna. Dym używany do wędzenia jest mieszaniną frakcji lotnej, w której znajdują się związki takie jak fenole, związki karbonylowe, kwasy organiczne, oraz frakcji nielotnej, na którą składają się smoła, żywice i sadza. Czas wędzenia zależy od rodzaju wędliny, konstrukcji wędzarni, warunków atmosferycznych panujących na zewnątrz wędzarni oraz upodobań konsumenta. W przemyśle mięsnym najczęściej stosuje się następujące metody wędzenia: • wędzenie owiewowe – polega na traktowaniu produktu dymem zimnym, ciepłym lub gorącym, • wędzenie elektrostatyczne, • wędzenie z zastosowaniem preparatów dymu. Proces wędzenia można podzielić również ze względu na zastosowaną temperaturę obróbki termicznej: • wędzenie zimne, • wędzenie gorące, a w tym: wędzenie dymem ciepłym oraz dymem gorącym, • wędzenie z równoczesnym pieczeniem. W tabeli 1 przedstawiono parametry wymienionych metod wędzenia. Obróbka cieplna za pomocą świeżo wytworzonego dymu skutkuje wprowadzeniem do produktu wielu substancji o korzystnym oddziaływaniu, np. przeciwdrobnoustrojowym, przeciwutleniającym, smakowym oraz barwiącym. Przykładem związku o właściwościach przeciwdrobnoustrojowych i przeciwutleniających są fenole. Głównym celem wędzenia jest wykształcenie pożądanych cech sensorycznych produktu, takich jak smak czy barwa. Ogólnie rzecz ujmując wędzenie działa: • smakotwórczo i aromatyzująco - wytworzenie charakterystycznego i cenionego przez konsumentów zapachu i smaku, w wyniku spalania drewna (np. bukowego, olchowego czy wiśniowego). Za smak i zapach odpowiedzialne są takie związki, jak fenole czy związki karbonylowe, • konserwująco - Inaktywacja lub eliminacja drobnoustrojów będących w produkcie mięsnym, dzięki obecności fenoli, kwasu karbonylowego i aldehydu mrówkowego, • barwotwórczo – dzięki obecności w dymie substancji barwiących (sadza, smoła), jak również poprzez zachodzące reakcje chemiczne między dymem, a białkiem mięsa (szczególnie związków karbonylowych z grupami NH2 i tworzenie melaninoidyn), • utwardzająco na białka poprzez denaturację białek mięśniowych (w przypadku wędzenia na gorąco) – sieciowanie molekuł białek przez aldehydy, a głównie przez formaldehydy, • osuszająco - osuszenie powierzchni wędzonego produktu w celu wytworzenia charakterystycznej skórki oraz zwiększenia jego trwałości. Zmiany zachodzące podczas wędzenia Wędzenie jako jedna z form termicznej obróbki produktu niesie za sobą powstawanie pożądanych, jak i niepożądanych zmian przetwarzanego produktu: • zmianie ulega zawartość wody i tłuszczu w produkcie. większy ubytek wody i tłuszczu następuje, gdy wędzenie jest dłuższe, zastosowana zostaje większa temperatura procesu czy też szybsze krążenie powietrza, • zmiany zapachu, smaku, bar wy i konsystencji, • obecność formaldehydu wpływa na stwardnienie tkanki łącznej mięsa oraz osłonek, zwiększając ich odporność na rozerwanie, • kwas mrówkowy zwiększa kwasowość mięsa, tym samym hamując rozwój drobnoustrojów oraz procesy autolizy, • koagulacja białek, co powoduje kurczenie się mięsa i uzyskanie charakterystycznej konsystencji. Preparaty dymu wędzarniczego Preparaty dymu wędzarniczego to alternatywa dla tradycyjnego wędzenia dymem powstałym na skutek spalania. Metoda wytwarzania preparatów dymu wędzarniczego polega na skropleniu (absorpcja w wodzie lub oleju roślinnym) składników dymu wędzarniczego i usunięciu z otrzymanego kondensatu wielopierścieniowych węglowodorów aromatycznych (WWA), potencjalnie rakotwórczych oraz innych niepożądanych związków chemicznych. Stosując preparaty dymu wędzarniczego, ogranicza się możliwość dodatkowego tworzenia N-nitrozoamin w wędzonych produktach, poprzez eliminację tlenków azotu, które mogą się tworzyć podczas termicznego rozkładu drewna. Preparaty te stosuje się zazwyczaj w mieszankach z solą kuchenną. W Polsce produkowana jest sól wędzonkowa o zawartości 1 % koncentratu dymu wędzarniczego. Sól ta ma działanie aromatyzujące oraz antyoksydacyjne. Nadaje produktom smak wędzonek oraz zapobiega procesom autooksydacji tłuszczu obecnego w produkcie mięsnym. Zazwyczaj dodatek soli wędzonkowej w produktach zawiera się w przedziale od 15 do 25 mg/kg gotowego wyrobu. Preparaty dymu wędzarniczego, w przeciwieństwie do naturalnego dymu, zawierają mniej lotnych i nietrwałych składników, przez co ich właściwości aromatyzujące w stosunku do właściwości barwiących są znacznie wzmocnione. Zaletami stosowania takich preparatów dymu wędzarniczego są: a) skrócenie procesu wędzenia, b) obniżenie ubytków wagowych, c) standaryzacja produktu, d) eliminacja bądź znaczne ograniczenie zanieczyszczenia środowiska powodowanego przez dym wędzarniczy. Szeroki zakres zastosowania kondensatów (preparatów) dymu wędzarniczego spowodował, że zostały one również wpisane na stałe jako substancje wzbogacające smakowitość wędlin. Mimo zastosowania najlepszych ciekłych „dymów wędzarniczych” nie do końca uzyskuje się charakterystyczne cechy sensoryczne produktu wędzonego, jakie można uzyskać dzięki technikom tradycyjnym (naturalnym). Należy jednak pamiętać, że to konsumenci decydują o tym, czy wyrób wędzony przemysłowo, tradycyjnie z wykorzystaniem zrębek wędzarniczych, czy poprzez zastosowanie atomizacji jest akceptowalny i czy dana technologia wędzenia (obróbki) ma rację bytu na rynku żywności wędzonej. Utrwalające działanie dymu Za właściwości dymu wędzarniczego odpowiedzialne są związki chemiczne dymu, które powstają na skutek pirolizy składników drewna takich jak celuloza, hemiceluloza i lignina. W wyniku pirolizy celulozy i hemicelulozy powstają pochodne związków karbonylowych, takich jak estry, aldehydy, ketony, pochodne furanów oraz kwasy. Z kolei skutkiem pirolizy ligniny jest otrzymywanie fenoli i ich estrów, których głównym przedstawicielem jest guajakol. Wędliny tradycyjne poddane procesowi gorącego wędzenia mają obniżoną zawartość mikroorganizmów, co wynika z zastosowania odpowiedniej temperatury i antyseptycznych składników dymu, które zazwyczaj są wolne od wegetatywnych form drobnoustrojów. By uzyskać efekt bakteriobójczy należy mieć na uwadze nie tylko temperaturę procesu, czas obróbki, ale także gęstość dymu. Dlatego głównym czynnikiem utrwalającym wędliny parzone jest temperatura, a dym jedynie potęguje to działanie. Z kolei dla kiełbas to właśnie dym jest tym kluczowym czynnikiem utrwalającym. Najbardziej wrażliwymi drobnoustrojami na działanie dymu wędzarniczego są wegetatywne formy mikroorganizmów, natomiast przetrwalniki i pleśnie wykazują się o wiele większą opornością. Bardzo istotne, z punktu technologicznego jest inhibitujące działanie zawartego w dymie wędzarniczym aldehydu mrówkowego w stosunku do przetrwalników Cl. Botulinum. Najsilniejsze działanie bakteriostatyczne wykazuje formaldehyd. Na drobnoustroje bytujące wewnątrz mięśnia (głównie bakterie beztlenowe) bardzo dobrze działają zawarte w dymie fenole, które stopniowo przenikają w głąb wędzonego produktu i eliminują niekorzystną mikroflorę. Fenole i aldehydy zawarte w dymie powodują zwolnienie procesów autolitycznych w produkcie oraz wykazują działanie bakteriobójcze. Dodatkowo koagulacja białek na skutek wędzenia, wysychanie powierzchni oraz osadzanie się na niej substancji żywicowych tworzą chemiczną i fizyczną barierę, której celem jest zapobieganie ponownemu przeniknięciu drobnoustrojów do wnętrza produktu. Liczne badania wskazują na bakteriobójcze właściwości składników dymu wędzarniczego. Takie działanie w stosunku do wybranych szczepów bakterii mają właśnie fenole o niższej temperaturze wrzenia, kwasy organiczne oraz formaldehydy. Najbardziej czynne spośród związków fenolowych są pochodne gwajakolu i 1,3 – dwumetylopirogallolu. Inne frakcje, np. terpeny, nie tylko same nie wykazują działania bakteriostatycznego, ale go obniżają na skutek antagonistycznego oddziaływania w stosunku do frakcji fenolowej. Wykazano także ze składniki dymu mają selektywny wpływ na różne typy mikroflory: zaobserwowano hamujący wpływ na rozwój bakterii rodzaju micrococcus, z kolei nie stwierdzono takiego wpływu w przypadku bakterii rodzaju staphylococcus i lactobacillus. Działanie bakteriobójcze składników dymu nie ustaje z chwilą zakończenia procesu wędzenia, ale utrzymuje się nadal w miarę wnikania jego składników w głąb wyrobu. Zmniejszenie liczby drobnoustrojów stwierdzone zostało jeszcze po czterech dniach przechowywania o odpowiednich warunkach temperatury i wilgotności powietrza. Dodać jednak należy, że efekt bakteriobójczy wędzenia jest wynikiem nie tylko działania składników dymu, ale w przypadku wędzenia gorącego – podwyższonej temperatury, a przy wędzeniu na zimno – podsuszenia i większej zawartości chlorku sodu. Wędzenie gorące przeżywa zwykle tylko niewielka liczba mezofilów. Natomiast w przypadku wyrobów wędzonych na zimno zniszczeniu ulega 75–100% bakterii, których optimum rozwoju mieści się w temperaturze 20°C oraz 25–75% populacji o optimum rozwoju w temperaturze 37°C. Właściwości antyoksydacyjne składników dymu zostały zbadane poprzez prowadzenie klasycznego badania na produktach wędzonych i niewędzonych. Kolejne badania w tym zakresie wykazały, że właściwości te wykazują frakcje fenolowe, a największy wpływ mają fenole o wyższej temperaturze wrzenia, które hamują powstawanie nadtlenków, co jest przyczyną inicjacji procesu utleniania. W dymie wędzarniczym poza składnikami pożądanymi, wykorzystywanymi w przetwórstwie żywności powstają także niepożądane związki chemiczne takie jak WWA (wielopierścieniowe węglowodory aromatyczne). O stosunku pożądanych i niepożądanych związków w dymie wędzarniczym decydują: ilość tlenu atmosferycznego dostępnego w trakcie procesu spalania, wilgotność drewna i temperatura dymu w trakcie spalania. Utrwalanie żywności metodą wędzie budzi obecnie coraz więcej kontrowersji, ze względu na to, że w dymie mogą występować wyżej wspomniane WWA. Jednak ostra toksyczność WWA występuje w ograniczonym stopniu. Wielopierścieniowe węglowodory aromatyczne (WWA) jest to wszechobecna i bardzo zróżnicowana grupa zanieczyszczeń występujących zarówno w środowisku naturalnym, jak i w artykułach spożywczych. Poziom skażenia związkami WWA pochodzącymi ze źródeł naturalnych i stanowiący „naturalne tło” jest niewielki. Głównym źródłem skażenia są procesy przemysłowe będące wynikiem działalności człowieka, jak produkcja asfaltu, emisja gazów i dymów (zwłaszcza przemysłu ciężkiego), a szczególnie procesy spalania. Wędzenie to proces obróbki termicznej mięsa. Zarówno dym wędzarniczy, jak i preparat dymu wędzarniczego stanowią istotną i jednocześnie kompleksową mieszaninę różnych związków o charakterze antyutleniającym i przeciwdrobnoustrojowym. Dodatkowo składniki te kształtują specyficzną i pożądaną notę wędzonkową. Stosując różne sposoby wędzenia, można uzyskać produkty różniące się zarówno trwałością, jak i cechami sensorycznymi, zależnie od stopnia podsuszenia i nasycenia składnikami dymu wędzarniczego oraz rodzaju zmian, jakie zachodzą w białkach i lipidach mięsa. Efekt utrwalający wędzenia uzyskiwany jest głównie na drodze działania składników fenolowych dymu. Alternatywą konwencjonalnego wędzenia produktów żywnościowych jest stosowanie preparatów dymu wędzarniczego. Korzyści z tego sposobu utrwalania żywności dotyczą aspektów zdrowotnych i technologiczno – ekonomicznych. Autor: mgr inż. Dagmara Prasek

-
Charakterystyka i zagospodarowanie podrobów jako ubocznych jadalnych surowców rzeźnych Podroby jeszcze do niedawna były mało docenianym surowcem spożywczym. Niechlubnie nazywano je nawet jedzeniem dla ubogich. Do tej grupy surowców mięsnych zaliczane są między innymi organy wewnętrzne, takie jak wątroba, serce, nerki, płuca, żołądki oraz twarde części zwierzęcia, w tym kurze łapki. Obecnie w zakładach mięsnych wykorzystywane są jako cenny półprodukt w produkcji tzw. wyrobów podrobowych, zaś w gastronomii sięgają po nie szefowie kuchni wielu prestiżowych restauracji, którzy próbują przedstawić je w nowych ciekawych odsłonach. Dotyczy to zwłaszcza niektórych z nich np. móżdżków, które nie dość, że dostarczają walorów smakowych, to są również źródłem selenu i miedzi, czyli składników mineralnych koniecznych dla prawidłowego funkcjonowania układu odpornościowego. W niektórych kuchniach świata (np. kuchni chińskiej) uważane są za ekskluzywne smakołyki, czy też tak jak we Francji wątroba gęsia, znana konsumentom jako „foie gras”. Poszczególne grupy podrobów jako uboczne surowce rzeźne pozyskiwane ze zwierząt hodowlanych pozyskuje się w trakcie ich uboju i przetwarzania. Wykorzystywane są głównie w postaci podrobów wieprzowych, cielęcych, wołowych, owczych, drobiowych oraz końskich. Podroby definiowane jako „uboczne surowce rzeźne” są cennymi surowcami wykorzystywanymi w wielu branżach (m.in. w przemyśle farmaceutycznym oraz spożywczym). W przemyśle mięsnym wykorzystywane są we wszystkich trzech podsektorach produkcyjnych: jako elementy kulinarne, surowce w przetwórstwie mięsnym tj. w produkcji wędlin podrobowych oraz jako surowce w innych sektorach przemysłu (np. w branży farmaceutycznej). Do podrobów zalicza się jadalne narządy wewnętrzne zwierząt rzeźnych, m.in.: wątroby, żołądki, nerki, płuca, serca, mózgi, ozory, grasice oraz inne części ciała zwierząt niebędące mięśniami i kośćmi. Najczęściej w konsumpcji wykorzystywane są narządy pochodzące od świń, kur, kaczek, krów i jagniąt. Podroby są surowcami o wyższej w porównaniu do tkanki mięśniowej, zawartości niektórych składników mineralnych i witamin. Dzięki czemu elementy te cechuje atrakcyjna wartość odżywcza i pokarmowa. Z wytwarzaniem produktów i potraw z podrobów, obok wysokiej wartości odżywczej, przemawia również ich niska cena. Obecnie obserwuje się wzrost poziomu spożycia wędlin wyprodukowanych na bazie podrobów, dlatego też prowadzone badania i analizy powinny obejmować jak największa pulę czynników genetycznych i środowiskowych wpływających na jakość podrobów. Rodzaje, właściwości, wartości odżywcze i zdrowotne podrobów Podroby znane są od dawna, lecz ich popularność wznosi się i opada cyklicznie na fali obowiązujących trendów kulinarnych. Różnorodność podrobów jest bardzo duża, a ich cechy organoleptyczne i wartość odżywcza są uwarunkowane rodzajem narządu oraz jego pochodzeniem. Podroby dzieli się na 3 klasy na podstawie ich przydatności kulinarnej i walorów odżywczych: • Klasa I: wątroba, nerki, ozory, mózgi, serca, • Klasa II: płuca, śledziona, żołądki, flaki, wieprzowe nogi i głowy, • Klasa III: głowy, nogi cielęce i wołowe, wymiona. Do najczęściej spożywanych i najbardziej znanych podrobów należą: • wątróbka - pozyskiwana z drobiu, świń, krów oraz cieląt. Wątróbki konsumpcyjne powinny mieć barwę od fioletowo- brązowej do brunatno-brązowej, przy czym najciemniejsza jest wątróbka wołowa, zaś wątróbka drobiowa i cielęca charakteryzują się najjaśniejszą barwą i największą delikatnością, • żołądki - najbardziej znane są żołądki drobiowe: kurze, indycze, kacze, • nerki - potocznie zwane są cynadrami, dostępne w sprzedaży są najczęściej nerki wieprzowe, jagnięce oraz wołowe. Nerki wołowe są niezwykle twarde i wymagają długiego gotowania. Barwa nerek różni się w zależności od gatunku zwierząt, • płuca - charakteryzują się bladoróżową barwą i dużą sprężystością, co jest warunkowane wysoką zawartością tkanki łącznej. Są dość twarde i wymagają długiej obróbki termicznej, • serca - przybierają barwę od jasnoczerwonej do wiśniowej, serca drobiowe i cielęce są delikatniejsze niż wieprzowe i wołowe, • flaki - uzyskuje się je z wewnętrznej warstwy mięśniowej żołądków wołowych lub rzadziej wieprzowych, • ozorki - czyli języki łącznie z mięśniami podjęzycznymi, języki wołowe są grube i jędrne, podobnie języki owiec i kóz, jednak są one mniejsze zaś języki wieprzowe są długie i gładkie, • śledziony - wykorzystuje się je najczęściej do produkcji wyrobów wędliniarskich i salcesonu. Podroby są bogate w pełnowartościowe białko, witaminy i składniki mineralne, a ich zawartość jest uzależniona od rodzaju podrobów (tab.1). Najwyższą wartością odżywczą charakteryzują się: wątroba, mózg, nerki, ozory, serca i płuca. Podroby to doskonałe źródło witaminy A, witaminy B12, witaminy B2, niacyny szczególnie dużo zawiera ich wątróbka. 100 g wątróbki pokrywa dzienne zapotrzebowanie osoby dorosłej na witaminę A i witaminę B12 w ponad 1000%, zaś najbogatsza w witaminę A jest wątróbka cielęca, natomiast najwyższą zawartością witaminy B12 charakteryzuje się wątróbka wołowa. Witamina A wpływa korzystnie na wzrok oraz łagodzi stany zapalne, zmniejszając ryzyko wystąpienia chorób wywoływanych przez stres oksydacyjny i stany zapalne. Dodatkowo witamina A poprawia odporność i wpływa korzystnie na skórę. Dzięki zawartości witamin z grupy B podroby wspomagają funkcjonowanie układu nerwowego i chronią przed rozwojem otępienia, choroby Alzhaimera oraz depresji. W podrobach znajdują się też znaczne ilości składników mineralnych: żelaza, fosforu, miedzi i cynku. Wśród podrobów najlepszym źródłem żelaza jest wątróbka, której 100 g pokrywa dzienne zapotrzebowanie osoby dorosłej na ten składnik nawet w 187% (wątróbka wieprzowa), dzięki temu wątróbka może mieć korzystny wpływ w leczeniu anemii oraz zapobiegać jej wystąpieniu. Podroby są produktami o bardzo małej trwałości, dlatego powinny być przetworzone bezpośrednio po zakupie. Przed obróbką właściwą podroby dokładnie oczyścić z części niejadalnych oraz dokładanie umyć pod bieżącą wodą. Dodatkowo nerki warto kilkukrotnie wymoczyć w wodzie i zagotować, czynności te należy powtórzyć do momentu pozbycia się nieprzyjemnego zapachu. Szczegółowe wymagania jakościowe dotyczące każdego rodzaju podrobów określa Polska Norma „PN-86/A-82004 – Podroby zwierząt rzeźnych”. Podaje ona dokładny kształt, powierzchnię, konsystencję oraz barwę poszczególnych podrobów. Ze względu na różnice w anatomii oraz z uwagi na wiek uboju zwierząt rzeźnych szczegółowe wymagania odnosi się do wszystkich elementów, zarówno wieprzowych, wołowych i cielęcych. Te same elementy wewnętrzne, ale pochodzące z różnych grup zwierząt różnią się nieznacznie między sobą. Powinny charakteryzować się właściwą barwą i swoistym zapachem, odpowiednim dla danej grupy zwierząt. Nie dopuszcza się zanieczyszczeń, skrzepów krwi, zmiany zapachu, konsystencji oraz barwy. Ze względu na niższą trwałość podrobów w porównaniu do mięsa, podroby powinno przechowywać się w oddzielnych przewiewnych pomieszczeniach, o temperaturze powietrza około 0-4°C i wilgotności względnej około 90%. Są to surowce nietrwałe, dlatego przeznaczone są do natychmiastowej konsumpcji, przerobu albo konserwacji. Najlepsze wyniki daje konserwacja za pomocą mrożenia ponieważ klasyczna konserwacja za pomocą soli nie jest zbyt trwała, a ponadto obniża wartość smakową i odżywczą. Podroby takie jak serca, języki, śledziony oraz wątroby mogą być przechowywane w postaci mrożonych bloków o masie około 10 kg. W mniejszych blokach tj. około 6 kg mrozi się mózgi, płuca i flaki. Temperatura zamrożonych podrobów powinna wynosić poniżej -8°C. Ze względu na bezpieczeństwo zdrowotne niedopuszczalne jest fizyczne, mikrobiologiczne oraz chemiczne zanieczyszczenie produktu. W przypadku podrobów mrożonych przeznaczonych na eksport nie dopuszczone jest również oblodzenie i oszronienie bloków. Wykorzystanie podrobów w kuchni i przemyśle spożywczym Podroby są surowcami o wyższej w porównaniu do tkanki mięśniowej, zawartości niektórych składników mineralnych i witamin (tabela 1). Dzięki czemu elementy te cechuje atrakcyjna wartość odżywcza i pokarmowa. Za wytwarzaniem produktów i potraw z podrobów, obok wysokiej wartości odżywczej, przemawia przede wszystkim niższa cena w porównaniu do wyrobów z mięsa wysokogatunkowego. Podroby wieprzowe w przemyśle spożywczym najczęściej znajdują zastosowanie w produkcji wędlin podrobowych. Wg Polskiej Normy nr (PN-A-82007:1996) wędliny podrobowe są to „przetwory wyprodukowane z solonych lub peklowanych podrobów, mięsa, tłuszczu, w osłonkach naturalnych, sztucznych lub formach, z dodatkiem lub bez dodatku krwi spożywczej, surowców uzupełniających, przyprawione, parzone lub pieczone i ewentualnie wędzone”. Należą do nich: pasztetowe, wątrobianki, kiszki, salcesony. Podroby mogą być wykorzystywane przy produkcji wyrobów blokowych, wykorzystuje się je również do farszów wyrobów garmażeryjnych. W gastronomii z podrobów można przygotować pasty, farsze do naleśników, krokiety, pierogi, paszteciki oraz pasztety. Pastami z podrobów można też faszerować mięsa. Ponadto podroby mogą być dodatkiem do zup oraz stanowić główne danie obiadowe, np. wątróbka smażona, wątróbka duszona z cebulką lub z jabłkami, gulasze z żołądków, płucek i nerek, ozorki, żołądki i serca w sosach (np.: paprykowym, chrzanowym, beszamelowym, tatarskim, cebulowym), móżdżki w sosie lub móżdżki zapiekane. Ozorki i żołądki można także podawać na zimno np. w galarecie, zaś móżdżki mogą być dodatkiem do jajecznicy. Niektóre z podrobów np. wątroba czy język po odpowiednim przygotowaniu przeznaczone są do bezpośredniego spożycia. Język najczęściej obrabiany jest termicznie i podawany do konsumpcji na gorąco jako smażony lub gotowany. Na zimno może być dodatkiem do galaret oraz wędzonek. Języki znajdują zastosowanie w wędliniarstwie, wykorzystuje się je do wyrobu wędlin podrobowych, takich, jak salcesony, rolady, kiszki. Języki wieprzowe można także peklować i następnie wędzić. Jako składnik farszów mięsnych w przemyśle garmażeryjnym oraz jako dodatek do pasztetów i kaszanek wykorzystuje się również serce. Ponadto można je również spożywać po wcześniejszym duszeniu lub usmażeniu podobnie jak wątróbkę. Ten element jest jednym z najważniejszych składników pasztetów tj. nadaje im charakterystyczny smak. Delikatniejszy smak otrzymuje się mocząc pokrojoną wątrobę przez ok. 2 godz. w mleku. Moczenie w letniej osolonej wodzie przez około pół godziny przed użyciem zaleca się również w przypadku nerek. Zabieg ten ma na celu usunięcia nieprzyjemnego zapachu. Następnie nerki mogą być podane do bezpośredniego spożycia w formie potrawy smażonej, natomiast obgotowane stanowią surowiec do pasztetów, rolad i konserw. Płuca, po uprzedniej obróbce termicznej, są składnikiem wędlin podrobowych oraz wchodzą w skład wyrobów garmażeryjnych. Są stosowane również, jako składnik dań smażonych lub pieczonych. Żołądek wieprzowy wykorzystywany jest głównie jako osłonka do faszerowania. W Holandii stanowi bazę do produkcji kiełbas zwanych „faszerowaną gęsią”. W Polsce stanowi m.in. główny składnik „bachora” – tradycyjnej śląskiej potrawy (żołądki wieprzowe pieczone z farszem z tartych ziemniaków z tłustym mięsem i skwarkami) wpisanej przez Ministerstwo Rolnictwa i Rozwoju Wsi na listę produktów tradycyjnych województwa śląskiego. Na Podlasiu produkuje się z niego „kindziuk” (dojrzewające, wędzone na zimno faszerowane mięsem żołądki wieprzowe). Na Litwie przysmakiem są również smażone na chrupko wieprzowe uszy. W Rumuni są one składnikiem popularnej galarety mięsnej. Wędzone oraz suszone uszy mogą być również jedzone jako przekąska lub dodatek do dań mięsnych. Operacje technologiczne w produkcji wędlin podrobowych Proces produkcji wędlin podrobowych ze względu na użyte surowce tj. podroby, krew i kaszę znacząco różni się od produkcji kiełbas czy wędzonek. Uogólniając w produkcji wędlin podrobowych można wyróżnić następujące fazy produkcyjne: • Dobór surowca – surowiec różni się w zależności od rodzaju produkowanych wędlin podrobowych. Użyte elementy zasadnicze i uzupełniające oraz ich ilości podane są w recepturze. W skali przemysłowej do produkcji większości wędlin podrobowych używa się głów, które w recepturze nazywane są „maski” i mięso z głów. • Peklowanie i solenie surowców – do produkcji większości wędlin podrobowych stosowane są surowce świeże, które nie są wstępnie peklowane i solone. Sól dodawana jest dopiero podczas procesu kutrowania lub mieszania. Podroby peklowane stosuje się tylko przy produkcji salcesonu włoskiego. • Czyszczenie surowca – głowy i nogi wieprzowe oraz skórki należy dokładnie oczyścić i pozbawić resztek szczeciny, z żołądków należy usunąć śluz, natomiast z mózgu i serca skrzepy krwi. • Płukanie i mycie – świeże podroby myje się i płucze w bieżącej wodzie, do momentu, aż odpływa czysta woda. Wątrobę myje się po usunięciu z niej grubszych naczyń krwionośnych oraz przewodu żółciowego. Podroby wcześniej solone i peklowane moczy się w zimnej wodzie przez około 1-3 godziny. • Obróbka cieplna surowców zwierzęcych – surowce wykorzystywane w produkcji wędlin podrobowych należy gotować (obciążone kratą) w niewielkiej ilości wody lub w specjalnie do tego przeznaczonych kotłach z ażurowym koszem i pokrywą. Temperatura wody w początkowej fazie obróbki cieplnej powinna wynosić 100°C i do końca procesu należy ją obniżać do 85°C. Głowy wieprzowe, wołowe i cielęce, wargi wołowe i cielęce, krezki, nogi, flaki, żołądki wieprzowe gotuje się do miękkości. Ozorki wieprzowe, płuca, serce, śledziony, nerki, gotuje się do stanu pół-miękkiego, po czym z płuc należy usunąć chrząstki, a z głów i nóg oddziela się mięso od kości. Tłuszcz drobny i pogdardle należy parzyć w temperaturze 85°C do stanu pół-miękkiego. W najniższej temperaturze tj. 75°C parzy się zaś wątrobę, proces ten prowadzi się do momentu aż na przekroju wątroby przestanie być widoczna krew. • Obróbka cieplna surowców roślinnych – Najczęściej wykorzystywanymi surowcami roślinnymi w produkcji wędlin podrobowych jest kasza gryczana oraz jęczmienna. Kaszę przed użyciem należy wypłukać w bieżącej wodzie, następnie sparzyć ją przez około 30- 40 minut w 2-krotnej objętości wody o temperaturze 95°C. • Rozdrabnianie – zarówno wykorzystywane surowce mięsne jak i podrobowe mogą być rozdrabniane ręcznie za pomocą noży bądź maszynowo za pomocą krajalnicy. • Kutrowanie – podroby, mięso oraz tłuszcz poddane kutrowania rozdrabnia się wcześniej w wilku przez sito 3 mm. Przy kutrowaniu do rozdrobnionych surowców dodaje się określoną według receptury ilość rosołu, dolewa się go stopniowo w miarę wchłaniania przez farsz do momentu całkowitego wchłonięcia płynu. W przypadku kutrowania wątroby proces ten przeprowadza się do otrzymania jednolitej brunatno-czerwonej masy. • Napełnianie osłonek – przyrządzonym i doprawionym przyprawami farszem mięsnym za pomocą nadziewarek napełnia się osłonki naturalne bądź sztuczne. Te pierwsze nadziewa się dość ściśle, drugie zaś dość luźno. Końce osłonek tak samo jak w przypadku kiełbas związuje się przędzą. Napełnione batony należy opłukać ciepłą wodą. • Obróbka cieplna – proces ten przeprowadza się do momentu osiągnięcia wewnątrz batonu temperatury 68-72°C. Obróbka cieplna może być przeprowadzona dwoma sposobami – w parze (w komorach parzelniczych) bądź w kotłach otwartych – gdzie nośnikiem ciepła jest woda. Parzenie w komorach wędzarniczo-parzelniczych należy prowadzić w temperaturze pary 80-85°C, natomiast w przypadku parzenia za pomocą wody, wędliny podrobowe wkłada się do wrzątku, po czym obniża temperaturę do 80-85°C. Jeśli wędliny napełniane są w osłonki wiskozowe, temperatura parzenia powinna wynosić 70°C. • Chłodzenie – wędliny podrobowe chłodzi się pod natryskiem letniej wody o temp. 20-30°C przez 5 minut i następnie schładza do temperatury poniżej 10°C. Proces studzenia i chłodzenia może trwać nawet 24 godziny. • Procesy wykończeniowe – tzw. obróbka poprodukcyjna, polega na oczyszczeniu wędlin z galarety, tłuszczu, obcięciu końcówek osłonek oraz wyeliminowanie ewentualnych wybrakowanych produktów. • Ważenie i pakowanie w pojemniki oraz magazynowanie Podsumowanie Odnośnie konsumpcji podrobów obserwujemy dość zróżnicowane opinie konsumenckie. Przez niektórych uważane są za produkty niższej jakości. Inni nie jedzą ich wcale lub tylko sporadycznie. Wątróbka, płucka, żołądki, flaczki itp. dla jednych to przysmak. Inni, choć nie stronią od mięsa, ze wstrętem krzywią się na samą myśl o skosztowaniu tych produktów. Wydaje się, że jest to błąd, ponieważ podroby zawierają ogromne ilości składników odżywczych i są źródłem pełnowartościowego białka, spożywane raz w tygodniu wzbogacą dietę w cenne witaminy i składniki mineralne oraz stanowią ciekawe urozmaicenie kulinarne. Podroby, definiowane jako „uboczne surowce rzeźne”, jak podkreślają dietetycy są cennymi surowcami wykorzystywanymi w wielu branżach lecz przede wszystkim w przemyśle spożywczym. Podroby mogą być spożywane jako mięso kulinarne bądź używane do produkcji wędlin podrobowych. Za wytwarzaniem produktów i potraw z podrobów, obok wysokiej wartości odżywczej, przemawia przede wszystkim niższa cena w porównaniu do wyrobów z mięsa wysokogatunkowego. Obecnie obserwuje się wzrost poziomu spożycia wędlin wyprodukowanych na bazie podrobów, dlatego też prowadzone badania i analizy powinny obejmować jak największą pulę czynników genetycznych i środowiskowych wpływających na ich jakość. Kupując podroby, należy szczególną uwagę zwrócić na ich wygląd i zapach. Lepka powierzchnia oraz obcy zapach (niespecyficzny dla mięsa) świadczy o tym, że podroby nie są świeże. Autor: prof. dr hab. inż. Marian Panasiewicz


-
Przetwarzanie nieosłonkowych jadalnych ubocznych surowców rzeźnych.
Maxell opublikował(a) temat w Podstawy technologii
Przetwarzanie nieosłonkowych jadalnych ubocznych surowców rzeźnych W wyniku uboju zwierząt rzeźnych, oprócz surowców zasadniczych, uzyskuje się uboczne surowce rzeźne, definiowane często również jako uboczne artykuły uboju (UAU). W pewnym uproszczeniu surowce te można podzielić na jadalne i niejadalne. Podział ten jest uwarunkowany przeznaczeniem użytkowym, które zależy od przerobowych czynników technologicznych, ekonomicznych oraz sanitarno-higienicznych. Wszystkie uboczne surowce rzeźne deklarowane jako jadalne stanowią cenny i wartościowy surowiec do przerobowego technologicznego zagospodarowania. Wspólna cechą ubocznych jadalnych surowców rzeźnych jest ich duża podatność na niekorzystne procesy przemian, którym ulegają zdecydowanie szybciej niż surowce zasadnicze. Zmiany poubojowe jakim podlegają wynikają głównie z podatności ich składników na przemiany oraz z aktywności aparatu enzymatycznego wywołującego i kierującego tymi przemianami. Działające w tych surowcach aktywne enzymy są najczęściej wytwarzane przez komórki i tkanki jeszcze za życia zwierzęcia, względnie są też produkowane przez mikroorganizmy, których wegetacja rozpoczyna się na etapie składowania lub wstępnego przetwarzania pozyskanych surowców. W ten sposób czynniki te wpływają istotnie na przebieg niekorzystnych zmian i wielu procesów biofizyko-chemicznych. Dla ubocznych surowców rzeźnych zagrożeniem mogą być również zwierzęce organizmy pasożytnicze oraz środowiskowe czynniki fizykochemiczne. Przebieg zmian poubojowych w ubocznych surowcach i ich dynamika determinowane są rodzajem zastosowanych zabiegów utrwalających oraz użytej technologii przerobu. Odpowiednio dobrane zabiegi wpływają na tempo zmian poubojowych oraz umożliwiają skuteczne kierowanie tymi zmianami. W praktyce procesy biofizyko-chemiczne i zabiegi utrwalania stanowią nierozłączną całość. Z punktu widzenia przerobowego uboczne jadalne surowce rzeźne zalicza się do grupy surowców, które mogą być przetwarzane kompleksowo w całościowym procesie przerobowym dotyczącym także obróbki zasadniczych surowców rzeźnych. Największe znaczenie użytkowe z grupy ubocznych surowców rzeźnych jadalnych mają, poza surowcami osłonkowymi, podroby, krew spożywcza oraz żołądki, przedżołądki i skóry wieprzowe. Wszystkie te surowce charakteryzują się dużą wartością odżywczą (zawierają witaminy, enzymy, białka, substancje mineralne) i atrakcyjnymi walorami kulinarnymi, co powoduje, że są one doskonałym surowcem do wytwarzania wielu różnych przetworów garmażeryjnych i wyrobów podrobowych. Charakterystyka ubocznych jadalnych surowców rzeźnych Żołądki i przedżołądki Przedżołądki i żołądki bydlęce, cielęce oraz żołądki świńskie stanowią cenny surowiec do produkcji wyrobów garmażeryjno-kulinarnych jakim są popularne flaki. Przerób tych surowców musi być rozpoczęty natychmiast po otrzymaniu ich z hali uboju a cały proces obróbki powinien być zakończony w dniu, w którym odbył się ubój zwierzęcia. Błona śluzowa żołądka i przedżołądków jest bowiem miejscem, w którym za życia zwierzęcia jest wytwarzana duża część enzymów, w tym enzymów proteolitycznych. Działanie peptydaz powoduje hydrolizę białka, co prowadzi po uboju do niekorzystnych procesów biochemicznych (procesy autolityczne). Odczuwalnym niekorzystnym zjawiskiem tych przemian są zmiany zapachu, co obniża w rezultacie jakość gotowego wyrobu. Niebezpieczna dla jakości żołądków i przedżołądków jest szczególnie proteoliza bakteryjna (rozkład gnilny), która niekorzystnie zmienia zapach i barwę żołądków. Obróbkę żołądków i przedżołądków pochodzących od przeżuwaczy rozpoczyna się od rozcięcia żwacza i oddzielenia od trawieńca ksiąg. Uzyskane w wyniku selekcyjnego oddzielenia surowce (trawieniec, czepiec, księgi) odwraca się wewnętrzną stroną na zewnątrz. Po ich opróżnieniu z treści pokarmowej oraz oczyszczeniu ze śluzu i po dokładnym wymyciu poddaje się je obgotowywaniu i przekazuje do magazynowania. Z żołądków świńskich oddziela się śluzówkę (błona śluzowa i błona podśluzowa), która stanowi cenny surowiec farmaceutyczny. Pozostająca po zdjęciu śluzówki mięśniówka (błona mięśniowa) staje się natomiast wartościowym surowcem do produkcji wyrobów garmażeryjnych, występujących w obrocie towarowym pod nazwą flaków wieprzowych. Krew Krew należy do bardzo wartościowych surowców rzeźnych. Jest ona dobrym źródłem pełnowartościowego białka, którego zawiera średnio 6,58-7,20%. Szczególnie cennym białkiem krwi jest hemoglobina, będąca równocześnie barwnikiem hemowym. Krew jako surowiec białkowy charakteryzuje się zarazem wysokim współczynnikiem wykorzystania tego białka. Ze względu na swoje parametry fizykochemiczne (duża zawartość wody, alkaliczna wartość pH wynosząca ok. 7,2- 7,3) i właściwości buforujące surowiec ten łatwo ulega jednak niekorzystnym zmianom poubojowym. Krew, która w chwili wynaczynienia jest płynna, łatwo ponadto ulega krzepnięciu, co jest wynikiem zmiany cechy fizycznej jednego z jej białek (fibryna, włóknik), które wypada z roztworu koloidalnego w postaci siatki. Powstająca siatka zatrzymuje następnie upostaciowione składniki krwi w wyniku czego tworzy się charakterystyczny skrzep. Powstająca masa gromadzi również ciekłe składniki krwi, które jednak po pewnym czasie wypływają z niej w postaci zabarwionego na czerwono płynu, co jest wynikiem procesu hemolizy hemoglobiny krwinek czerwonych. Krew pod wpływem własnych enzymów proteolitycznych ulega także łatwo rozkładowi gnilnemu, który zachodzi szybciej niż procesy autolityczne powodowane rozwojem saprofitycznych drobnoustrojów proteolitycznych. Z grupy tych drobnoustrojów stwierdza się we krwi najczęściej obecność bakterii z rodzaju Bacillus, Pseudomonas oraz Proteus. Drobnoustroje proteolityczne rozwijają się we krwi bardzo intensywnie, co w rezultacie w dużym stopniu ogranicza jej przydatność przerobową. W starzejącej się krwi obserwuje się szereg zmian, do których należą: spadek zawartości oksyhemoglobiny, wzrost ilości karboksyhemoglobiny i zwiększenie zawartości produktów dysocjacji hemoglobiny. Procesy te prowadzą w efekcie do zmiany barwy krwi na bardziej ciemną, skrajnie idącą nawet w czerń. Rozkład gnilny prowadzi ponadto do zmiany profilu zapachowego krwi, co jest wynikiem powstawania produktów rozkładu fosfatydów (fosfolipidy). Zmiany te obniżają przydatność użytkową krwi, którą można wtedy jedynie wykorzystywać na cele techniczne. Krew przeznaczoną na cele spożywcze (krew jadalna) otrzymuje się w trakcie wykrwawiania zwierząt rzeźnych przy użyciu noży rurkowych połączonych z układem: pompa próżniowa- zbiornik. Taka technika kłucia i wykrwawiania zapewniają wysoką higienę procesu i eliminuje ryzyko wtórnego zakażenia krwi. Układ wytwarzający podciśnienie pozwala na uzyskanie krwi spożywczej w ilości stanowiącej od 3% (trzoda chlewna) do 3,2% (bydło) masy przedubojowej zwierząt. Dla uniknięcia niepożądanych zmian związanych z mechanizmem krzepnięcia, krew spożywczą należy poddawać odwłóknieniu (defibrynacja), względnie stabilizowaniu stosując dodatek fosforanów, cytrynianów lub szczawianów. Najczęściej do jej stabilizowania używa się 10% roztwór cytrynianu sodu stosując go w stosunku objętościowym wynoszącym 1:19. W związku z faktem, że krew należy do poubojowych surowców wybitnie nietrwałych musi być poddawana skutecznemu procesowi utrwalania (chłodzenie, mrożenie, suszenie, konserwowanie chemiczne). Zabieg chłodzenia pozwala jednak tylko na ograniczone przechowywanie krwi w czasie. Bardziej skutecznym utrwalaniem przez zastosowanie niskich temperatur jest zamrażanie krwi, co umożliwia jej przechowywanie w temperaturze nie wyższej niż -18°C przez okres do 6 miesięcy. Dobrą metodą konserwowania krwi jest jej suszenie. Utrwalona skutecznie tą metodą krew może zawierać maksymalnie tylko 12% wody, co gwarantuje jej dużą trwałość i przydatność użytkową. Skutecznym chemicznym sposobem konserwowania krwi spożywczej może być nasycenie jej dwutlenkiem węgla, co zmniejsza dynamikę przemian katabolitycznych, w tym także niekorzystną hemolizę. Osiąga się w ten sposób wydłużenie terminu przydatności użytkowej krwi od 4-5 dób (magazynowanie w temperaturze 15°C) do 15 dób (temperatura magazynowania ok. 5°C). Pozyskana w procesie wykrwawiania krew spożywcza jest niezbędnym surowcem do produkcji krwistych wyrobów garmażeryjnych i podrobowych. Istotnym kierunkiem zagospodarowania krwi jest także produkowanie z niej plazmy (osocze), która stanowi 56,4-72,0% składu krwi. Plazmę otrzymuje się ze stabilizowanej krwi w procesie odwirowania ciał upostaciowionych, jakimi są krwinki (erytrocyty, leukocyty, trombocyty). Proces odwirowania wykonuje się przy użyciu wirówek, stosując obroty na poziomie ok. 8000/min. Otrzymany produkt zawierający głównie albuminę i fibrynogen znajduje zastosowanie jako białko zamiennikowe, względnie jest wykorzystywane przetwórczo jako białko funkcjonalne. Z powstałego w procesie wirowania odpadu w postaci gąszczu krwinek (gęstwa) można dalej wytwarzać globulinę krwi, która wykazuje bardzo dobre właściwości emulgujące, szczególnie przy zastosowaniu w tzw. procesach wytwarzania „na gorąco”. Otrzymaną świeżą plazmę można przechowywać w temperaturze maksymalnie wynoszącej 6°C w czasie do 36 godzin. W innych przypadkach należy ją zamrażać, co umożliwia przechowywanie przez okres wynoszący maksymalnie 6 miesięcy w temperaturze nie wyższej niż -18°C. Dobrym zabiegiem utrwalającym plazmę jest także proces suszenia, w którym otrzymuje się gotowy wyrób o zawartości wody na poziomie 5-8%. Najlepszą jakościowo i trwałą przechowalniczo plazmę otrzymuje się w wyniku zastosowania zabiegu liofilizacji. Produkt wytworzony metodą liofilizacji jest bowiem odporny na zmiany autooksydacyjne, lipooksydację, reakcje Maillarda i procesy enzymatyczne. W praktyce produkować można również plazmę czerwoną. Otrzymuje się ją po odwirowaniu części erytrocytów i poddaniu krwi lizie, co uwalnia hemoglobinę do osocza. W ten sposób plazma uzyskuje intensywną czerwoną barwę, co dodatkowo można wykorzystywać przetwórczo jako białkowy dodatek barwiący. Z krwi spożywczej można także wyizolować sam białkowy barwnik hemowy, który znajduje zastosowanie w procesach przetwórczych, szczególnie związanych z wykorzystaniem technologicznym procesu wybarwienia peklowniczego. W związku z faktem, że preparaty te otrzymywane z krwi (plazma czerwona, hemoglobina) są podatne na niekorzystne procesy utleniania należy ograniczyć do nich dostęp tlenu i poddawać je stabilizacji antyoksydacyjnej (dodatek przeciwutleniaczy). Plazma krwi, szczególnie czerwona oraz wyizolowana z krwi hemoglobina znajdują najszersze zastosowanie do poprawy barwy mięsa peklowanego, a w szczególności mięsa wykazującego odchylenia jakościowe typu PSE. Skóry świńskie Spożywcze skóry świńskie są traktowane w przetwórstwie jako swoisty, jadalny surowiec bogaty w tkankę łączną (głównie kolagen) zawierający ją w ilości 72-90%. Z tego względu znajdują one największe zastosowanie do produkcji białek kolagenowych, które wykazują w procesach przetwórczych dobre właściwości żelujące i charakteryzują się silnym wiązaniem wody. Skóry stanowią również cenny surowiec do produkcji żelatyny. Są także przydatne w bezpośrednim wykorzystaniu jako surowcowy składnik wielu receptur produkowanych wyrobów mięsnych, podrobowych i garmażeryjnych. W takich przypadkach można je wykorzystywać w postaci surowej, po odpowiednim przygotowaniu lub po poddaniu ich wstępnej obróbce termicznej. Przygotowanie cieplne skór należy prowadzić tak, aby termohydroliza kolagenu nie przebiegała nadmiernie. Warunki takie spełnia obróbka w wodzie o temperaturze ok. 95°C, stosując proporcję skór do wody wynoszącą 1:1÷3. Z obrabianych termicznie ciepłych skór można przygotować emulsje tłuszczowo- kolagenowe i później w takiej postaci używać je jako dodatek surowcowy w produkcji wędlin, wędlin podrobowych i konserw. W produkcji konserw sterylizowanych obrobione termicznie skóry doskonale stabilizują powstające w trakcie prowadzonej obróbki sterylizacyjnej wycieki cieplne, które tworzą po wychłodzeniu charakterystyczne żele. Technologicznie uzasadniony dodatek termicznie obrobionych skór powinien wynosić wtedy 5-10% składu surowcowego. Surowe skóry w postaci emulsji skórkowej, bez konieczności stosowania wstępnej obróbki cieplnej, można natomiast wykorzystywać bezpośrednio w produkcji wielu wyrobów mięsnych. Odtłuszczone skóry moczy się wtedy w roztworze solankowym (roztwór soli lub mieszanki peklującej), względnie w roztworze z dodatkiem kwasów organicznych. Po 24-48 godzinach moczenia skóry poddaje się kutrowaniu. W przypadku dodatku kwasów należy je przed kutrowaniem wypłukać z tych substancji, ponieważ mogłyby one obniżać wartość pH wyrobów, do których takie emulsje zostałyby dodane. Wytworzone ze skór surowych emulsje skórkowe stają się doskonałym komponentem wykorzystywanym w produkcji wielu wyrobów mięsnych. Ich dodatek kształtuje się wtedy najczęściej na poziomie od 5 do 30%. Pozyskane skóry świńskie należy w możliwie krótkim czasie od ich otrzymania (rozbiór i wykrawanie) poddać przetworzeniu. Zagrożeniem dla ich trwałości są bowiem procesy związane z hydrolizą kolagenu, która prowadzi do rozkładu gnilnego tego białka. Proces hydrolizy kolagenu jest aktywowany przez obecne w skórze enzymy z grupy katepsyn. Skutkiem przemian hydrolitycznych kolagenu jest ograniczenie zdolności skór do pęcznienia, co jest cechą najbardziej istotną przy wykorzystaniu przetwórczym skór. Skóry z zachodzącą niekorzystną hydrolizą kolagenu nie mają już pełnej zdolności żelowania. Powierzchnia skór z postępującym rozkładem gnilnym staje się szara, zielona, ciemna i oślizgła. Poza tym wydzielają się z niej charakterystyczne zapachy gnilne typowe dla rozkładających się białek. Podroby Podroby należą do ubocznych jadalnych surowców rzeźnych, które w możliwie krótkim czasie od ich pozyskaniu należy poddać obróbce i utrwaleniu. Są one bowiem podatne na niekorzystne procesy zmian autolitycznych i egzogenne zmiany poubojowe. Rozkład gnilny przebiega równocześnie z autolizą enzymatyczną i prowadzi do ograniczenia możliwości zagospodarowania przerobowego podrobów. Oddziaływanie zmian poubojowych na poszczególne podroby wykazuje jednak różnice w wywoływanych skutkach jakościowych. Najbardziej popularną metodą utrwalania podrobów jest stosowanie niskich temperatur (chłodzenie i zamrażanie). Zamrożone podroby można przechowywać bowiem w temperaturze nie wyższej niż -18°C przez okres maksymalnie wynoszący 6 miesięcy. Wątroba Wątroba należy do najbardziej przydatnych technologicznie podrobów. Ten narząd wewnętrzny, będący równocześnie gruczołem, charakteryzuje się ciemnoczerwoną barwą i jędrną konsystencją. Ze względu na fakt, że wątroba jest bogata w węglowodany staje się podatna na niekorzystne przemiany. Stosunkowo łatwo ulega procesom fermentacyjnym (fermentacja mlekowa) zachodzącym pod wpływem działania mikroflory bakteryjnej i drożdżowej. Fermentacja może być także wyrazem samoistnego procesu enzymatycznego rozwijającego się bez współudziału mikroflory. Ponadto przemiany te zachodzą w wątrobie w wyniku wtórnych skutków beztlenowej glikogenolizy glikogenu. Równocześnie z tymi procesami w wątrobach występuje często rozkład gnilny, będący wynikiem działania bakterii proteolitycznych. Fermentacji mlekowej dokonującej się w wątrobie towarzyszy wiele zmian, z których do najważniejszych należy zaliczyć: • nadmierne nagromadzenie się kwasu mlekowego (obniżenie wartości pH do poziomu 5,3), • parafermentatywna hydroliza białek powodowana przez enzymy proteolityczne z grupy katepsyn. Wątroby, w których zachodzą niekorzystne procesy ulegają zmianom przejawiających się pogorszeniem wyróżników jakościowych. Czerwonobrunatne wątroby stają się wtedy jasnożółte, co już może ograniczać ich przydatność przerobową. Zmiany barwy w początkowym stadium zmian fermentacyjnych wątroby umożliwiają jednak jeszcze wykorzystanie technologiczne wątroby. Dyskwalifikujące są natomiast zmiany barwy na przekroju przejawiające się zielenieniem. Świadczy to bowiem o dużym zakażeniu wątroby bakteriami proteolitycznymi, wskutek czego rozkładowi gnilnemu ulega łącznotkankowa torebka wątroby. Daleko zaawansowana fermentacja powoduje zmianę konsystencji wątrób, zmieniająca się w mazistą i często wpływa na pojawienie się w nich tzw. spienienia, będącego wynikiem wydzielania się CO2 i innych towarzyszących temu zjawisku gazów. Wątroby uzyskują wtedy ostry, kwaskowaty i nieprzyjemny zapach, co je dyskwalifikuje z przeznaczenia przerobowego. W krótkim zarysie czasowym przed niepożądanymi zmianami wynikającymi z fermentacji mlekowej wątroby chroni skuteczne chłodzenie. Przygotowując wątroby do przerobu technologicznego należy je pozbawić przewodów żółciowych, które pogarszają ich jakość sensoryczną. Tak obrobione i dostatecznie wychłodzone (0-2°C) wątroby można przechowywać przez stosunkowo krótki czas i możliwie szybko należy je kierować do przerobu. W celu dłuższego magazynowania, wątroby poddaje się zamrażaniu. Daje to wtedy możliwość ich przechowywania przez okres do 6 miesięcy w temperaturze nie wyższej niż -18°C. Wątroby, w przetwórstwie znajdują największe zastosowanie w produkcji wyrobów, w recepturach których ich dodatek jest niezbędny (pasztety, kiszki wątrobiane). Wykorzystuje się je również, jako komponent surowcowy w produkcji wyrobów garmażeryjnych i dań gotowych. Serca Serca, mimo że należą do najbardziej trwałych podrobów są także podatne na szereg zmian poubojowych, które są bardzo zbliżone do zmian poubojowych mięsa, tj. stężenia pośmiertnego i dojrzewania. Zmiany autolityczne zachodzące w sercach nie wpływają jednak poważnie, tak jak to ma miejsce w przypadku mięsa, na kształtowanie ich przydatności użytkowej. Zagrożeniem dla trwałości serc są przede wszystkim zmiany związane z rozkładem gnilnym, które zachodzą najszybciej począwszy od wnętrza serca, co wynika z zawartości tam resztek krwi w postaci nieusuniętych skrzepów. Efektem tego jest zmiana zapachu i ciemnienie serc. Niezbędną czynnością na etapie przygotowania serc jest więc usunięcie z nich skrzepów i resztek krwi. Powinno się to odbywać bezpośrednio po wyjęciu osierdzia z klatki piersiowej. Wstępnie obrobione serca należy następnie utrwalać, stosując niskie temperatury, tj. chłodzenie (0-2°C) lub/i mrożenie (temperatura nie wyższa niż -18°C). Serca znajdują głównie zastosowanie w produkcji wyrobów garmażeryjnych oraz wędlin podrobowych (salcesony) nadając im pożądaną strukturę. Dobre efekty jakościowe uzyskuje się stosując serca po uprzednim peklowaniu, które nadaje im charakterystyczną barwę peklowniczą, będącą efektem tworzenia się barwników nitrozylowych, tj. nitrozylomioglobiny i nitrozylohemoglobiny. Powstała czerwona barwa serc utrzymuje się po obróbce cieplnej w wyniku przeobrażenia tych barwników w trwałe barwne kompleksy zwane nitrozylochromogenami (Ch·Mb·NO, Ch·Hb·NO). Dobrym rozwiązaniem w tym procesie jest stosowanie peklowania zalewowego, wykorzystując do tego celu solankę o stężeniu 12-14° Be działającą na serca przez okres 2-3 dób. W celu przyspieszenia procesu peklowania można również stosować technikę peklowania nastrzykowego lub praktykować peklowanie w trakcie trwania zasadniczego procesu produkcyjnego (brak wydzielonej fazy peklowania), które polega na krótkotrwałym moczeniu serc w solance i wstępnej obróbce termicznej prowadzonej w środowisku zawierającym azotyn sodu (mieszanka peklująca). Języki (ozory) Ozory, analogicznie jak serca, należą do bardzo trwałych ubocznych jadalnych surowców rzeźnych. Wykazują długi czas naturalnej oporności na rozkład gnilny. Mimo, że podobnie jak mięso ulegają dojrzewaniu, proces ten nie zwiększa istotnie ich przydatności przerobowej. Warunkiem wydłużenia odporności ozorów na rozkład gnilny jest staranne ich wyczyszczenie dokonane bezpośrednio po uboju (usuniecie śluzu i zanieczyszczeń występujące w jamie gębowej) a następnie skuteczne wychłodzenie. W celu długiego przechowywania ozory należy poddać mrożeniu, co pozwala na magazynowanie w temperaturze nie wyższej niż -18°C przez okres do 12 miesięcy. Języki (ozory) znajdują dużą przydatność przerobową w kierunku wykorzystania do produkcji rolad, wyrobów garmażeryjnych oraz wędlin podrobowych (salcesony). W celu uzyskania czerwonej (wybarwienie peklownicze), trwałej termicznie barwy analogicznej jak w przypadku serc, ozory poddaje się peklowaniu najlepiej mokremu. Stosując peklowanie zalewowe można wykorzystywać solankę o stężeniu 14° Be działającą przez okres trwający od 4 dób do nawet 12 dób (ozory bydlęce). Proces ten można skrócić wprowadzając technikę peklowania nastrzykowego. Bezpośrednio przed wykorzystaniem przetwórczym ozorów należy z nich zdjąć błonę śluzową wraz z występującymi brodawkami smakowymi. Najczęściej dokonuje się tego zabiegu po uprzednio przeprowadzonej obróbce cieplnej. Zabieg usuwania błony śluzowej ułatwia wcześniejszy dodatek do ozorów kwasów organicznych w czasie praktykowanego moczenia wstępnego. Nerki Nerki znajdują głównie zastosowanie w produkcji wyrobów garmażeryjnych i wędlin podrobowych (salcesony). Niezbędnym zabiegiem stosowanym w czasie wstępnej obróbki jest pozbawienie ich miedniczek nerkowych i przewodów moczowych. Okolice miedniczek nerkowych są bowiem tymi miejscami, w których następują najwcześniej niekorzystne zmiany. Efektem takich zmian jest pojawiający się ostry, często amoniakalny zapach. Postępujące zmiany prowadzą do występowania brunatnozielonej lub szarozielonej barwy. Nie usunięcie z tych miejsc resztek moczu dodatkowo przyspiesza niekorzystne zmiany oraz sprzyja rozwojowi mikroflory odpowiedzialnej za rozkład gnilny nerek, na co rzutuje skład chemiczny i odczyn moczu. Wymienione odchylenia jakościowe dyskwalifikują nerki z wykorzystania przerobowego. Przeznaczając nerki do przerobu należy je dobrze wymoczyć, zmieniając co najmniej dwukrotnie wodę w odstępie czasowym niezbędnym do wymiany środowiska wodnego i następnie gotować przez ok. 10 minut. Płuca Płuca należą do podrobów o stosunkowo małej przydatności przerobowej. Ze względu na dużą zawartość białek tkanki łącznej, głównie w postaci kolagenu (3%), nadają się jedynie do wykorzystania w produkcji wędlin podrobowych (np. kiszki kaszane, kiszki ziemniaczane, bułczanki) i wyrobów garmażeryjnych. Ograniczenia w zakresie wykorzystania przetwórczego płuc są determinowane występowaniem często w nich zanieczyszczeń zachłystowych (krew, woda z oparzelnika, treść pokarmowa z żołądka). Zanieczyszczenia te wraz z drobnoustrojami dostającymi się do płuc wraz z zachłystem są częstą przyczyną ich dyskwalifikacji. Wady te prowadzą bowiem do występowania odoskrzelowego rozkładu gnilnego. Objawem tego rozkładu jest pojawienie się zielonego lub czarnozielonego zabarwienia opłucnej Z przeznaczenia przerobowego należy także eliminować płuca z występującymi schorzeniami przyżyciowymi (katar oskrzeli, zapalenie płuc). Selekcjonując płuca należy również mieć na uwadze fakt, że surowce te z występującymi objawami przekrwienia opadowego są bardziej podatne na rozkład gnilny (wartość pH i buforowość krwi) niż surowce bez tych defektów. Do produkcji kierować należy więc wyłącznie płuca dobrej jakości i skutecznie wychładzane do temperatury nie wyższej niż 2°C w ciągu maksymalnie 48 godzin od ich pozyskania na hali uboju. Autor: dr inż. Jerzy Wajdzik -
Podosłonkowy wyciek cieplny w kiszkach wątrobianych i pasztetach.
Maxell opublikował(a) temat w Wędliny podrobowe
Podosłonkowy wyciek cieplny w kiszkach wątrobianych i pasztetach Przyczyna powstawania: • niedostatecznie stabilna emulsja (farsz) na skutek: • zbyt małego udziału wątroby w składzie recepturowym, • nadmiernie dużego udziału surowca tłuszczowego i/lub ścięgnistego w składzie recepturowym, • zbyt małego dodatku chlorku sodu lub mieszanki peklującej podczas kutrowania wstępnego surowej wątroby (w przypadku zastosowania takiej technologii jej przygotowania), • niewystarczająco sparzonego surowca, • braku funkcjonalnych dodatków emulgujących, • zbyt długiego czasu pomiędzy fazą nadziewania osłonek farszem a fazą obróbki termicznej wyrobu. Możliwości zapobiegania: • zmiana układu receptury zwiększająca udział wątroby i zmniejszająca udział tłuszczu oraz surowca ścięgnistego, • dodawanie w procesie kutrowania wstępnego surowej wątroby chlorku sodu lub mieszanki peklującej na poziomie min. 50% ilości przewidywanej recepturą, • właściwe parzenie surowców, • zastosowanie dobrze dobranego emulgatora, • użycie w składzie recepturowym skrobi lub odpowiednio skomponowanej mieszanki błonników wspomagających proces emulgowanie i zwiększających poziom wiązanie wolnej wody, • skrócenie do minimum czasu od nadziewania osłonek farszem do momentu obróbki termicznej. Charakterystyka odchylenia Udział trzech podstawowych surowców w składzie recepturowym kiszek wątrobianych i pasztetów powinien kształtować się na poziomie: wątroba – 25–30%, tłuszcz – 30–50%, pozostałe surowce mięsne – 20–60%. Układ ten przy odpowiednim udziale wody technologicznej (rosołu) nie powinien wpływać na pojawienie się wycieku cieplnego, tworzonego przez tłuszcz i niekiedy zhydrolizowany kolagen, występującego bezpośrednio pod osłonką. Temu zjawisku sprzyja nadmiar w składzie recepturowym tłuszczu oraz surowca ścięgnistego. Tłuszcz może wydzielać się z farszu i pojawiać się w postaci zestalonej warstwy pod osłonką, a powstająca w czasie obróbki cieplnej i wypływająca pod osłonkę glutyna tworzy po oziębieniu charakterystyczne żele. Niezbędnym warunkiem stabilności emulsji, jaką jest farsz wątrobiany, jest odpowiedni udział ilościowy i stan termiczny użytej wątroby. Najlepsze rozwiązanie technologiczne to wykorzystywanie wątroby surowej. Aby uzyskać z niej jednolitą, lepką masę, należy w końcowym etapie kutrowania bezwzględnie dodać chlorek sodu lub mieszankę peklującą. Dodatki te stosuje się głównie po to, by zwiększyć zdolność emulgującą białek i kwasów żółciowych zawartych w wątrobie, jak również przedłużyć jej trwałość i kształtować smakowitość gotowego produktu. Tak przygotowana wstępnie wątroba wykazuje bardzo dobre właściwości emulgujące, które w różnym stopniu traci podczas opcjonalnie stosowanej wstępnej obróbki cieplnej. Ich utrata jest wprost proporcjonalna do wzrostu temperatury obróbki oraz wydłużenia czasu jej trwania. Wykutrowaną wątrobę, która zawiera chlorek sodu lub mieszankę peklującą, powinno się dodawać do wytwarzanego farszu wątrobianego w ostatnim stadium, gdy jego temperatura wynosi ok. 50–600C. W takich warunkach wykorzystuje się optymalne właściwości emulgujące składników wątroby, które decydują o stabilności emulsji. Prawidłowe wytworzenie stabilnego farszu wątrobianego ogranicza, a nawet eliminuje ryzyko powstawania podosłonkowych wycieków cieplnych. W temperaturze wytwarzania farszu, tj. powyżej 450C, następuje dobre rozdrobnienie skoagulowanego cieplnie białka (cieplna obróbka wstępna surowca), które tworzy swoiste jądro otaczane warstwami tłuszczu i wody utrzymywanej siłami powierzchniowymi. W tych warunkach najlepiej działają również dodane, przewidywane recepturą, białka funkcjonalne i wspomagające ich działanie, błonniki pokarmowe. Wzmacniają one cały układ farszu i dodatkowo zabezpieczają gotowy produkt przed występowaniem podosłonkowych podcieków termicznych. W wodzie będącej składnikiem farszu znajduje się rozproszona glutyna, która obniża napięcie powierzchniowe i stanowi zhydrolizowaną postać kolagenu. W czasie końcowego chłodzenia wędlin tworzy ona charakterystyczny żel, który utrzymuje wodę i nadaje wyrobom sprężystość. Jednak jej nadmiar, będący efektem użycia nadmiernej ilości surowca ścięgnistego, prowadzi do wytrącania się tej formy kolagenu i pojawiania się po wychłodzeniu podcieków żelowo-tłuszczowych pod osłonką wyrobu. Wprowadzane do farszu błonniki pokarmowe, a zwłaszcza poprawnie zestawiona ich kompozycja w postaci błonnika rozpuszczalnego i nierozpuszczalnego, w wyniku występujących w kutrze wysokich sił ścinających, aktywując się rozwijają swoją powierzchnię wspomagając proces emulgowania zachodzący w wytwarzanym farszu. Frakcja włókna nierozpuszczalnego dodatkowo absorbuje w trakcie obróbki cieplnej ewentualne wycieki wodno-tłuszczowe, co wpływa pozytywnie na ograniczenie występowania omawianego odchylenia jakościowego. Parzenie surowców do produkcji kiszek wątrobianych i pasztetów powinno przebiegać w temperaturze 75–950C. Jeśli proces technologiczny zakłada wstępną obróbkę cieplną wątroby, to należy ją parzyć przez ok. 10–15 min, najlepiej w temperaturze maks. 600C, co gwarantuje utrzymanie przez nią jeszcze dobrych właściwości emulgujących. Tłuszcz i podgardle parzy się w temperaturze 850C, do stanu półmiękkiego. Dodatek takiego tłuszczu dobrze uplastycznia farsz i wpływa na pożądaną smarowność wyrobów gotowych. W nielicznych przypadkach kiszki wątrobiane i pasztety wytwarza się z farszu, do którego dodano w pełni sparzoną wątrobę. Wówczas rośnie rola emulgatorów użytych jako dodatki funkcjonalne, ponieważ wątroba sparzona nie wykazuje tych właściwości. Gdy wytwarza się farsz podrobowy przy zakłóconej ilościowej równowadze między składnikami (białka, tłuszcz, woda), niezbędny wydaje się dodatek emulgatorów w postaci białek niemięsnych (białka mleka, plazma krwi, białka sojowe) lub emulgatorów glicerydowych. W przypadku tych drugich najlepsze efekty uzyskuje się dzięki użyciu ich mieszaniny, która gwarantuje stabilizujące działanie na emulsje typu W/O oraz O/W (szeroki zakres wartości HLB). Zabezpiecza to farsze przed niekorzystnym załamaniem się emulsji i „wybiciem tłuszczu” pod osłonkę w trakcie obróbki cieplnej. Ze względu na różnorodność składników recepturowych, zarówno w postaci surowej, jak i sparzonej (wątroba), tworzących farsz do pasztetów i wątrobianek o dość wysokiej temperaturze (powyżej 400C), koniecznym czynnikiem procesu produkcji jest sukcesywne i bardzo szybkie przekazywanie napełnionych farszem osłonek do podstawowej obróbki termicznej. Wydłużanie czasu oczekiwania na obróbkę może bowiem spowodować rozwój mezofilnej mikroflory bakteryjnej obecnej w farszu, która destrukcyjnie działa na jego jakość oraz stabilność i w efekcie może doprowadzić do pojawienia się wycieków cieplnych pod osłonką. Zbyt długie oczekiwanie napełnionych farszem osłonek może ponadto pogorszyć stabilność wytworzonej na etapie kutrowania emulsji (farsz), czego efektem będą wycieki cieplne w formie tłuszczu pod osłonką. Wycieki cieplne pod osłonką obniżają pożądalność konsumencką kiszek wątrobianych i pasztetów. Niekiedy mogą jednak stanowić atut, tzn. poprawiać ich atrakcyjność poprzez wizualne nawiązanie do pewnej tradycji w zakresie produkowania takich wyrobów. Opracowanie pochodzi z książki: „Technologiczne uwarunkowania powstawania odchyleń jakościowych wyrobów mięsnych” Zakup książki oraz więcej informacji na: www.NajwazniejszaKsiazka.pl
-
Osłonki sztuczne wykorzystywane w produkcji wyrobów wędliniarskich Osłonki są liczną grupą bezpośrednich opakowań jednostkowych. Jednocześnie stanowią niezastąpiony element w procesie produkcji wielu wyrobów mięsnych. W zależności od rodzaju, osłonki charakteryzują się różnymi właściwościami. Dzięki ich różnorodności, producenci mają możliwość doboru takiej osłonki, która pozwoli im uzyskać produkt o pożądanych cechach. Podczas produkcji wędlin i innych przetworów mięsnych osłonki spełniają istotne funkcje m.in.: • nadają kształt produktu, • stanowią barierę dla przenikania substancji obcych do wyrobu, • umożliwiają zachowanie kształtu wyrobu podczas operacji technologicznych, • wpływają na przedłużenie trwałości wyrobów, • zmieniają warunki dyfuzji gazów i par y wodnej między wyrobem a otoczeniem, • ułatwiają pakowanie i transport wyrobów. Ponad to dzięki możliwości nadruku na osłonkach, mogą one pełnić funkcje informacyjno-marketingowe. W technologii mięsa wyróżnia się dwa typy osłonek – naturalne oraz sztuczne. Osłonki naturalne Surowiec do produkcji osłonek naturalnych stanowią odpowiednio obrobione uboczne części ciała zwierząt rzeźnych, przede wszystkim fragmenty przewodów pokarmowych oraz pęcherza moczowego. W przemyśle mięsnym najczęściej stosowane są jelita wieprzowe oraz baranie. Aby uzyskać osłonki o pożądanych właściwościach, elementy należy poddać odpowiedniej obróbce i konserwacji. Osłonki naturalne są przepuszczalne dla składników dymu wędzarniczego oraz pary wodnej. Zaletą osłonek naturalnych jest to, iż są one jadalne i całkowicie trawione przez organizm człowieka. Cechy te będą szczególnie istotne dla konsumentów, którzy poszukują wyrobów tradycyjnych i naturalnych. Do innych zalet osłonek naturalnych należą dobra kurczliwość oraz wpływ na kształtowanie smaku, barwy i tekstury produktów. Dodatkowo są podatne na procesy technologiczne, przez co znajdują szerokie zastosowanie w produkcji wyrobów mięsnych. Pomimo wielu zalet istnieją także wady ograniczające możliwości stosowania osłonek naturalnych, które wynikają przede wszystkim z ich poubojowego pozyskiwania. Do najważniejszych wad osłonek naturalnych należą: • uzależnienie ilości surowca osłonkowego od wielkości uboju zwierząt rzeźnych, • uzależnienie właściwości osłonek od warunków pozyskiwania i przerobu surowca osłonkowego, • konieczność skutecznej konserwacji osłonek, • konieczność przechowywania osłonek w odpowiednich warunkach, • mała odporność mechaniczna i ograniczona elastyczność osłonki, • brak możliwości wykonania nadruku na osłonce. Powyższe mankamenty przyczyniły się do poszukiwania alternatyw dla osłonek naturalnych, a co za tym idzie rozwoju produkcji osłonek sztucznych. Osłonki sztuczne Drugą obszerną grupę osłonek stanowią osłonki sztuczne. Mogą być one wytworzone z surowców naturalnych, takich jak kolagen, czy celuloza lub z syntetycznych tworzyw polimerowych. W zależności od zastosowanego surowca, osłonki sztuczne charakteryzują się różną jakością, właściwościami i przydatnością technologiczną. Ogólnie materiały przeznaczone do produkcji osłonek powinny wykazywać wysoką wytrzymałość mechaniczną oraz być odporne na działanie wysokiej temperatury, wody oraz składników farszu i dymu wędzarniczego. Ponadto surowce powinny być przepuszczalne dla pary wodnej, gazów i składników dymu, a także wykazywać powinowactwo do składników farszu. Do najważniejszych cech osłonek sztucznych, decydujących o ich szerokim zastosowaniu technologicznym należą: • stałe właściwości i kaliber osłonki, • odporność mechaniczna, • łatwość składowania, • wyższa czystość mikrobiologiczna w porównaniu z osłonkami naturalnymi, • możliwość barwienia i nanoszenia na nie nadruku. Dodatkowo osłonki sztuczne mogą zostać poddane uszlachetnianiu, dzięki któremu osłonki są wygodniejsze w stosowaniu i zyskują nowe pożądane cechy. Uszlachetnianie obejmuje najczęściej procesy takie jak: • marszczenie – regularne pofałdowanie w formę ściśniętego w siatce batonu; umożliwia uniknięcie z czasochłonnego procesu ręcznego naciągania osłonki na lejek nadziewarki; • perforowanie – nadawanie osłonkom odpowiedniej struktury i faktury za pomocą specjalnej platformy igłowej; • wiankowanie – nadanie osłonkom kształtu w formie wianka, stosowane przy produkcji salcesonu, metki, pasztetowej; • cięcie i klipsowanie – podział osłonek na określone osłonki z zamknięciem za pomocą klipsa; • nadrukowanie – naniesione nadruki stanowią istotny element prezentacji i promocji produktu. Istotną zaletą osłonek sztucznych jest ich barierowość w stosunku do wielopierścieniowych węglowodorów aromatycznych (WWA). podczas procesu wędzenia. Liczne badania wskazują, iż osłonki naturalne nie stanowią bariery ograniczającej przenikanie WWA do wnętrza wyrobu. Dodatkowo osłonki naturalne są jadalne, a więc spożywane razem z resztą wyrobu. Z tego względu podczas analizy zawartości WWA, badany produkt jest rozdrabniany wraz z osłonką, co także wpływa na wyższy wynik. Badania dowodzą, iż zastosowanie sztucznych osłonek kolagenowych w znaczący sposób ogranicza zawartość WWA w gotowym produkcie. W tym wypadku osłonka nie jest jadalna, więc zostaje usunięta z wyrobu przed jego rozdrobnieniem do badania. W związku z powyższym, zaleca się, aby do produkcji wędzonych wyrobów mięsnych stosować osłonki sztuczne, które zatrzymują WWA na swojej powierzchni, ograniczając wnikanie niekorzystnych związków w głąb wyrobu. Badania wykazały także, iż osłonka celulozowa wykazuje jeszcze większą zdolność zatrzymywania niepożądanych składników dymu wędzarniczego niż osłonka kolagenowa. Mimo to jest ona rzadko stosowana podczas produkcji wyrobów tradycyjnych, ponieważ takie produkty najczęściej nie są akceptowane przez konsumentów. Ze względu na pochodzenie surowca, osłonki sztuczne można podzielić na następujące grupy: • osłonki białkowe, • osłonki celulozowe, • osłonki z tworzyw sztucznych, • osłonki z tkanin (tekstylne). Jednymi z najstarszych osłonek sztucznych są osłonki kolagenowe, które powstają z utwardzonego białka zwierzęcego. Pod względem cech fizykochemicznych, osłonki te znajdują się na pograniczu osłonek naturalnych i sztucznych. Wciąż poszukiwane są nowe surowce, które mogłyby zostać wykorzystane do produkcji osłonek. Prowadzono już badania nad wytworzeniem osłonek z glutenu pszennego, białka sojowego, keratyny czy białka uzyskanego z kukurydzy. Metodą ekstruzji wyprodukowano także osłonki z wysoko etylowanej żelatyny i alginianiu sodu. Osłonki z białek Surowcem do produkcji osłonek białkowych jest masa kolagenowa, pozyskiwana głównie ze skóry bydlęcej. W celu uzyskania mechanicznej wytrzymałości, osłonki w czasie produkcji poddawane są procesowi suszenia w strumieniu gorącego powietrza. Następnie prowadzony jest zabieg garbowania, który wpływa na elastyczność osłonki i umożliwia jej marszczenie. Osłonki białkowe są dobrze przepuszczalne dla pary wodnej i gazów. Charakteryzują się także dobrą wytrzymałością mechaniczną. Podobnie jak w przypadku osłonek naturalnych, ulegają kurczeniu wraz z całą nadzianą masą. Są szeroko stosowane w przemyśle mięsnym, ponieważ łączą w sobie najlepsze cechy osłonek naturalnych i sztucznych. Osłonki białkowe dzieli się na dwie grupy: 1. osłonki jadalne (kolagenowe) – bardzo zbliżone właściwościami do osłonek naturalnych, charakteryzują się dobrą kruchością i nie wymagają moczenia przed nadziewaniem; 2. osłonki niejadalne – charakteryzują się dużą wytrzymałością mechaniczną, można je łatwo usuwać, ponieważ słabo przyklejają się do farszu, wymagają moczenia przed nadziewaniem. Osłonki niejadalne stosowane są głównie do produkcji wyrobów wędzonych, podsuszanych i suszonych. Z kolei osłonki jadalne wykorzystywane są w produkcji wielu wyrobów mięsnych, m.in. kiełbas surowych, dojrzewających, pokrytych pleśnią. Nierozpuszczalne osłonki kolagenowe można także wykorzystywać podczas produkcji wyrobów peklowanych i parzonych w siatce. Ich zadaniem jest ochrona przed wnikaniem elastycznej siatki w głąb wyrobu podczas ich gotowania, dzięki czemu ułatwiają późniejsze zdejmowanie siatki i chronią powierzchnię mięsa przed uszkodzeniem. Na koniec procesu technologicznego siatka zostaje usunięta, zaś osłonka kolagenowa może zostać spożyta wraz z gotowym wyrobem. Osłonki z celulozy Osłonki celulozowe wytwarzane są z naturalnej celulozy, pochodzącej z drewna lub włókien pokrywających nasiona bawełny. Osłonki te są przepuszczalne dla pary wodnej, dymu i powietrza, nie chronią więc produktu przed wysychaniem i utlenianiem. Wykazują dobrą wytrzymałość na rozerwanie i odporność na wysokie temperatury (do 100oC). Ich zaletą jest stosunkowo duża barierowość w stosunku do kancerogennych składników dymu wędzarniczego, takich jak WWA. Dzięki temu pozwalają na znaczną redukcję zawartości WWA w wędzonych produktach, w porównaniu do wyrobów w osłonkach naturalnych. Dodatkowo osłonki celulozowe można barwić i nanosić na nie nadruki, także takie które pozostają na powierzchni produktu po zdjęciu osłonki. Popularne stało się tworzenie osłonek celulozowych z włókien celulozowych (flizeliny celulozowej), które dodatkowo zostają pokryte różnymi substancjami (białkami, tworzywami sztucznymi). Zawartość flizeliny zwiększa wytrzymałość osłonki na rozciąganie, zaś impregnacja wpływa na przepuszczalność osłonki i jej powinowactwo do farszów. Możliwość modyfikacji osłonek sprawia, że znajdują one zastosowanie w produkcji szerokiej gamy asortymentów, m.in. wyrobów mięsnych parzonych, surowych, suszonych, dojrzewających, a także niektórych wędlin podrobowych. Osłonki z tworzyw sztucznych (osłonki barierowe) W przemyśle mięsnym wykorzystuje się głównie osłonki wyprodukowane z użyciem poliamidu, polichlorku winylidenu (PCVD) oraz polipropylenu i polietylenu. Osłonki z tworzyw sztucznych mogą być jedno- lub wielowarstwowe. Osłonki te nie są jadalne. Z wykorzystaniem polichlorku winylidenu produkuje się osłonki na bazie celulozy, gdzie warstwa PCVD może być umieszczona na wewnętrznej lub zewnętrznej ścianie osłonki. Inne osłonki barierowe wytwarzane są metodą koekstruzji i stanowią kombinację kilku warstw różnych tworzyw sztucznych, które nadają osłonce określone cechy. Przykładowo zastosowanie polipropylenu sprawia, że osłonka jest nieprzepuszczalna dla pary wodnej, z kolei poliestry wpływają na wytrzymałość mechaniczną sztywność i odporność termiczną osłonki. Do zalet osłonek barierowych należą dobra termokurczliwość, duża wytrzymałość na wysokie ciśnienie i temperaturę oraz bardzo niska przepuszczalność dla tlenu i pary wodnej. Dodatkowo osłonki z tworzyw sztucznych są odporne na działanie drobnoustrojów. Dzięki zastosowaniu osłonek z tworzyw sztucznych możliwe jest wytworzenie produktów bez ubytków masy i aromatów zarówno w czasie produkcji, jak i późniejszego magazynowania. Osłonki z tkanin W grupie osłonek z tkanin wyróżnia się osłonki wiskozowe w połączeniu z akrylanem oraz impregnowane preparatami białkowymi osłonki z tkaniny jedwabnej. Do cech charakterystycznych osłonek tekstylnych należy duża przepuszczalność dla pary wodnej oraz dobre oddzielanie się od wyrobu. Przed zastosowaniem wymagają moczenia w wodzie. Osłonki z tkanin nie są szeroko stosowane w przemyśle mięsnym. Znajdują zastosowania do kilku produktów, do których należą m.in. wyroby podrobowe (głównie salcesony), wyroby garmażeryjne oraz kiełbasy surowe dojrzewające. Na rynku dostępny jest szeroki asortyment osłonek sztucznych. Różnią się one materiałem wykorzystanym do ich produkcji, a co za tym idzie właściwościami, które decydują o możliwości wykorzystania osłonki do produkcji danego wyrobu. Mimo to osłonki nadal poddawane są procesowi rozwoju i prowadzone są poszukiwania nowych rozwiązań, które sprostałyby rosnącym wymaganiom zarówno producentów jak i konsumentów. Autor: mgr inż. Sylwia Mirowska

-
Przydatność przerobowa mięsa drobiowego W technologii przetwórstwa mięsa drobiowego największe znaczenie mają mięśnie pochodzące od ptaków, których zasadniczą masę tworzy tkanka mięśniowo-szkieletowa. Włókna mięśniowe, będące podstawową jednostką mięśni szkieletowych, składają się z sarkoplazmy, włókienek kurczliwych (miofibryli) zanurzonych w sarkoplaźmie oraz z błony otaczającej włókna, zwanej sarkolemmą. Przydatność przerobowa mięśni drobiowych determinowana jest występującym zróżnicowaniem w ich budowie histologicznej, rozróżniającej mięśnie na białe (jasne) i ciemne (czerwone). Mięśnie ciemne, mimo, że zawierają więcej mioglobiny i są bogatsze w sarkolemmę, charakteryzują się mniejszą zawartością białka rozpuszczalnego, a zarazem większą zawartością tłuszczu w porównaniu z mięśniami białymi. Natomiast mięśnie białe w związku z faktem, że są bogatsze w adenozynotrójfosforan (ATP) i posiadają około 2,5 razy aktywniejszą ATP- azę miozynową wykazują większą podatność na występowanie wad jakościowych. Mięso drobiowe dzieli się w zależności od pochodzenia gatunkowego na mięso drobiu wodnego oraz mięso drobiu grzebiącego, co istotnie determinuje jego przydatność przerobową. Oceniając przydatność mięsa drobiowego bierze się pod uwagę jego mięsność, ogólną ilość jadalnych części tuszki, a zwłaszcza masę mięśni piersiowych i udowych. Z tuszek ptaków rzeźnych najlepiej umięśnione są indyki (ok. 56% mięśni w stosunku do masy wypatroszonej tuszki), nieco mniej kury i kurczęta (ok. 50%) a najsłabiej gęsi (ok. 43%) oraz kaczki (ok. 40%). Wysokim wskaźnikiem umięśnienia charakteryzują się kurczęta brojlery, które posiadają często 54% udział mięśni w stosunku do masy tuszki. Mięsność poszczególnych gatunków drobiu poddanych ubojowi w określonym wieku kształtuje się na następującym średnim poziomie: • indyki (22 tygodniowe) - 62% • indyczki (15 tygodniowe) - 57% • kurczaki (6 tygodniowe) - 42% • kaczki (8 tygodniowe) - 31,5% • gęsi (17 tygodniowe) - 30,5% Jednocześnie, liczony w stosunku do masy ptaków, uzysk mięśni piersiowych stanowi w przypadku indyków 23-25%, kurczaków 14%, kaczek i gęsi 11,3%-11,4%. Mięsność tuszek drobiowych określana udziałem mięsa w tuszce pochodzącej od ptaków rzeźnych wynosi w przypadku kurcząt brojlerów 57%, indyków 73,8%, kaczek 46% a gęsi 47,2%. Natomiast uzysk mięśni piersiowych w stosunku do masy wypatroszonej tuszki pochodzącej od ptaków rzeźnych kształtuje się w przypadku tuszek indyczych na poziomie 25,8-30,9%, tuszek kaczych14-17,8%, tuszek gęsich 17,5-21,1%, a tuszek kurczęcych 22,9-26,6%. Charakterystyka i właściwości mięsa drobiowego Ważnym elementem decydującym o przydatności przerobowej mięsa drobiowego jest zawartość białka, jego skład oraz ilość tłuszczu. Mięso drobiowe zawiera więcej białka ogólnego oraz mniej niepełnowartościowego kolagenu niż inne gatunkowe rodzaje mięs. Tak korzystny stosunek kolagenu do białka ogólnego decyduje o tym, że mięso to cechuje się dużą wartością odżywczą i dobrą strawnością, które przenoszone są na produkowane wyroby z mięsa drobiowego. Mięsne surowce drobiowe stają się wobec tego bardzo atrakcyjne do wykorzystania w produkcji wielu przetworów mięsnych wzbogacanych dodatkiem mięsa drobiowego Białka występujące w mięsie drobiowym zaliczyć można do następujących grup: albuminy (30%), globuliny (40-60%) i skleroproteiny (20-25%). Największe znaczenie przerobowe z wymienionych grup mają globuliny, do których należy aktyna, miozyna, aktomiozyna i mioglobina oraz będący skleroproteinowym białkiem kolagen. Zawartość białka w mięsie drobiowym waha się w granicach od 18 do 25%, co zależy od gatunku, genotypu, wieku, systemu chowu, sposobu żywienia, warunków transportu oraz części tuszki, z której mięso zostało pozyskane. W mięśniach piersiowych jest od 0,5% do 4,9% więcej białka niż w mięśniach udowych. Z różnych gatunkowo mięśni piersiowych najbogatsze w białko są mięśnie pochodzące od indyków (24%) i kurcząt (22%). Skrajnie, wartość ta liczona jako udział jadalnych części w tuszkach indyczych może sięgać nawet poziomu 24,8% ale w przypadku gęsiny nie przekracza najczęściej wartości 15,9%. O dużej przydatności przerobowej mięsa drobiowego decyduje przede wszystkim duża zawartość w ogólnej ilości zawartego w nim białka, należących do globulin miofibryli. Wartość ta przekracza 50% i kształtuje się dla białka mięsa kurczaka na poziomie 62,3%, dla białka gęsiny wynosi 59,4%, a dla kaczego stanowi 61,8%. Zawartość białek miofibrylarnych jest szczególnie istotna w procesach przerobowych mięsa, co wynika z faktu, że białka te są w 75-90% odpowiedzialne za właściwości emulgujące mięsa, a w 90% za jego wodochłonność i zdolność do żelowania. Największe znaczenie technologiczne z grupy białek miofibrylarnych ma miozyna, która stanowi ok. 43% ogółu białek miofibrylarnych. Decyduje ona o wartości pH punktu izoelektrycznego mięsa, który rzutuje z kolei na właściwości mięsa przejawiające się jego wodochłonnością, zdolnością do emulgowania oraz zdolnością do żelowania. Aktyna, która stanowi 28% ogólnej ilości białek miofibrylarnych nie zmienia już tak znacząco wartości pH punktu izoelektrycznego mięsa i dlatego w mniejszym stopniu kształtuje jego właściwości. Około 30% wszystkich białek mięśniowych pochodzących od drobiu stanowią białka sarkoplazmy, do których należy m. in. mioglobina. Do tej grupy białek zalicza się także hemoglobinę, która jest białkiem krwi, ale występuje także w mięsie i posiada pewne cechy prawie identyczne z mioglobiną. Białka te, będące barwnikami hemowymi, są odpowiedzialne za barwę mięsa, którą kształtuje jednak w największym stopniu mioglobina. Jest ona globularnym hemoproteidem, którego zawartość w mięśniach piersiowych kurczęcych kształtuje się od 0,31 mg/1 g tkanki do 4,74 mg/ 1 g tkanki mięśniowej pochodzącej od gęsi. Mięśnie udowe zawierają mioglobinę, odpowiednio w ilości wynoszącej od 1,17 mg/ 1 g tkanki kurczęcej do 2,66 mg/1 g tkanki gęsiej. W mięsie, równocześnie z mioglobiną występuje zawsze hemoglobina, której jednak jest znacznie mniej (stanowi 6-16% ogólnego poziomu barwników hemowych) i dlatego tylko w ograniczonym stopniu wpływa na barwę mięsa. Poziom hemoglobiny w mięsie zależy głównie od jego pochodzenia anatomicznego i stopnia wykrwawienia a w efekcie od ilości pozostającej krwi w kapilarach naczyń krwionośnych. Żadna bowiem ze znanych technologii uboju nie zapewnia całkowitego usunięcia po uboju krwi z ciała ptaka i stąd zawsze w mięsie znajduje się pewna ilość hemoglobiny. Intensywność barwy mięsa drobiowego determinowana zawartością barwników hemowych ma znaczący wpływ na kierunek jego zagospodarowania przerobowego. Barwniki te uczestnicząc bowiem w procesach utleniania (powstawanie brunatnej MMb), reakcjach nitrozylowania (tworzenie się czerwonych barwników nitrozylowych) i wchodząc w reakcje z tlenkiem węgla (powstawanie purpurowo–czerwonej Mb·CO), kształtują charakterystyczną barwę produkowanych wyrobów z mięsa drobiowego. Dla nieprzetworzonego mięsa największym zagrożeniem pogarszającym jego jakość sensoryczną są procesy utleniania, których dynamikę można hamować niską temperaturą lub/ i stosowaniem związków o właściwościach redukujących. Przy ilości metmioglobiny (MMb) przekraczającej poziom 40% ogólnej ilości barwników hemowych obecnych w mięsie barwę takiego mięsa uważa się za niepożądaną i traktuje się już to zjawisko jako odchylenie jakościowe. W technologii przerobu mięsa, w tym także drobiowego duże znaczenie ma szczególne powinowactwo mioglobiny (Mb) i hemoglobiny (Hb) do łączenia się z tlenkiem azotu, które jest istotą procesu peklowania a prowadzi do powstawania pożądanego wybarwienia peklowniczego. Ilość powstających nitrozylobarwników, a co za tym idzie intensywność barwy peklowniczej jest uwarunkowana podażą natywnych barwników hemowych w tkance mięśniowej. Najwięcej tych substancji w surowcach drobiowych, oznaczanych jako łączna suma mioglobiny i hemoglobiny, znajduje się w mięśniach drobiu wodnego (mięśnie gęsi zawierają 6,47 mg/1 g a kacze 3,59 mg/1 g) a najmniej w mięśniach piersiowych drobiu grzebiącego (mięśnie kurcząt zawierają 0,43 mg/1 g). Pewną rolę barwotwórczą w mięsie przypisuje się również cytochromom komórkowym, które jednak tylko w nieznacznych ilościach występują w mięsie drobiowym i stąd są mniej istotne dla kształtowania barwy mięsa drobiowego niż w gatunkach mięsa pochodzących od dużych zwierząt rzeźnych. O przydatności przerobowej mięsa drobiowego decyduje w dużym stopniu mała zawartość w nim białek łącznotkankowych, do których należą przede wszystkim kolagen oraz w mniejszym stopniu elastyna. Ilość kolagenu w białkach mięsa drobiowego kształtuje się na poziomie od 2% (mięśnie piersiowe) do 6,5% (mięśnie udowe). Z powyższego względu poszczególne mięśnie w zależności od elementu, z którego zostały uzyskane wykazują różną przydatność przerobową, determinowaną zawartością w nich kolagenu. Białko to długo ogrzewane ulega bowiem termohydrolizie i kształtuje po oziębieniu konsystencję wyrobów obrabianych termicznie, co należy zakładać programując procesy przetwórcze. Jednocześnie kolagen występujący w mięsie drobiowym jest najczęściej w postaci łatwo strawnego a zarazem łatwo podatnego na obróbkę mechaniczną tropokolagenu nie obniża znacząco wartości odżywczej oraz przydatności przerobowej tego mięsa. Dopiero w mięsie pochodzącym od ptaków starszych zachodzi proces sieciowania kolagenu, który powoduje twardnienie mięsa ograniczające jego przydatność przerobową. Nie żelująca, charakteryzująca się sprężystymi włóknami elastyna występuje w mięsie drobiowym tylko w ilości ok. 1% liczonej w stosunku do wszystkich białek mięsa drobiowego. Z punktu widzenia technologicznego istotną cechą tego łącznotkankowego białka jest wykazywanie właściwości przejawiającej się stabilizowaniem żelów kolagenowych (żelowanie glutyny). Właściwość ta jest przydatna, szczególnie przy przetwarzaniu surowca bogatego w kolagen, jakim są skórki drobiowe. Tłuszcze drobiowe Drobiowa tkanka tłuszczowa rozrasta się w organizmie ptaków w miarę potrzeby hodowlanej lub skłonności ptaków do gromadzenia tłuszczu, co jest charakterystyczne głównie dla drobiu wodnego. Z reguły tuszki ptaków starszych są bardziej przetłuszczone niż tuszki ptaków młodych. Największe skupiska tłuszczu występują pod skórą, w okolicy steku, wokół nerek i jelit. Przydatność przerobową ma głównie tłuszcz podskórny, który jest często wykorzystywany w przetwórstwie w anatomicznym połączeniu ze skórą. Zawartość tłuszczu w częściach jadalnych tuszek drobiowych wynosi od 6,8% (tuszki indyków) do wartości przekraczającej nawet 31% (tuszki gęsi). Małe złogi tłuszczowe spotyka się pomiędzy mięśniami, które określane są jako tzw. tłuszcz międzymięśniowy. Ogólna ilość tłuszczu obecna w drobiu jest uwarunkowana pochodzeniem anatomicznym tego mięsa. Przykładowo, najbardziej cenne mięśnie piersiowe bez skóry zawierają go w ilości od 1,3% (mięśnie piersiowe kurcząt) do 32,2% (mięśnie piersiowe gęsi ze skórą). Jednocześnie zawartość tłuszczu śródmięśniowego, decydującego o war tości kulinarnej i przydatności przerobowej mięsa drobiowego, kształtuje się na poziomie wynoszącym od 0,7% (mięśnie piersiowe indyków) do 5,2% (mięśnie udowe od kaczek). Przydatność technologiczna tłuszczów drobiowych jest determinowana ich składem. Ograniczona wartość przerobowa tłuszczów drobiowych wynika z faktu, że tłuszcze te są bogate w kwasy wielonienasycone (PUFA), które stanowią często aż 22,09% oraz w kwasy jednonienasycone (MUFA), stanowiące średnio 46,02% ogólnej ilości kwasów tłuszczowych. Wskaźniki te oraz wysoki stosunek kwasów PUFA do kwasów nasyconych wynoszący dla tłuszczu drobiu grzebiącego 0,7- 0,8 a dla tłuszczu drobiu wodnego 0,4 powodują, że surowce te są łatwo topliwe i szybko zmieniają swoją konsystencję pod wpływem temperatury. Wpływa na to również skład glicerydów tłuszczów drobiowych, które zawierają kwasy nienasycone, a szczególnie kwasy wielonienasycone, takie jak: kwas linolowy, linolenowy i arachidonowy. Taka ilość i skład kwasów tłuszczowych jest istotnym czynnikiem ograniczającym przydatność tłuszczów drobiowych w produkcji wyrobów drobiowych. Jednocześnie tłuszcze drobiowe zawierają fosfolipidy, które łatwo ulegają utlenianiu, którego skutkiem jest jełczenie oksydacyjne. Ponad 50% fosfolipidów drobiowych stanowi bioaktywna fosfatydylocholina zawierająca również dużą ilość nietrwałych kwasów nienasyconych. Cechy te dodatkowo powodują znaczne ograniczenie przydatności przerobowej tłuszczów drobiowych, co przejawia się trudnościami natury technologicznej w produkcji wielu wyrobów drobiowych, w których wymagany jest udział tego komponentu surowcowego. Ze względu na specyficzne wyróżniki fizyczne, a w szczególności konsystencję i temperaturę topnienia, tłuszcz drobiowy można stosować do produkcji wyrobów drobiowych w postaci emulsji. Emulsje takie wytwarza się najczęściej z podskórnej tkanki tłuszczowej, wykorzystywanej w połączeniu anatomicznym ze skórą, stabilizując ją dodatkiem alginianów. Rozdrobnione później na odpowiednią granulację cząstek emulsje imitują w wyrobach drobiowych sam tłuszcz i kształtują ich strukturę. Z surowców tłuszczowych coraz częściej wykorzystuje się do przerobu sadełkowe tłuszcze kacze i gęsie z przeznaczeniem do produkcji tłuszczów topionych. Mięso drobiowe odkostnione mechanicznie (MDOM) Mięso drobiowe odkostnione mechanicznie, zwane również mięsem drobiowym oddzielonym mechanicznie, jest uzyskiwane poprzez usunięcie mięsa z tkanek przylegających do kości z zastosowaniem metod mechanicznych (separacja). Taka technika produkowania MDOM- u powoduje utratę lub modyfikację normalnej struktury tkanki mięśniowej w taki sposób, że nie można tego surowca porównywać w pełni ze zwykłym mięsem drobiowym wykrawanym ręcznie. Podstawowym surowcem do otrzymywania mięsa drobiowego oddzielonego mechanicznie są elementy tuszek drobiu grzebiącego (MDOM- G) lub drobiu wodnego (MDOM -W) z wyłączeniem łap, skóry, szyi i głowy. Podstawowy skład chemiczny mięsa oddzielonego mechanicznie kształtowany jest w dużym stopniu doborem surowca wyjściowego oraz zastosowaną techniką separacji, która sprowadza się do użycia techniki naruszającej strukturę kości (separacje wysokociśnieniowe) lub alternatywnie techniki nienaruszającej strukturę kości (separacje niskociśnieniowe). Pierwsza z technik separacyjnych prowadzi zawsze do znacznego uszkodzenia tkanek mięśniowych, co powoduje większą podatność uzyskanego mięsa na zmiany oksydacyjne. Niekorzystnym procesom sprzyja również wartość pH wytwarzanego MDOM-u , która kształtuje się na poziomie 6,27-6,7. Rodzaj produkowanego MDOM-u uwarunkowany techniką jego wytwarzania decyduje więc w dużym stopniu o przydatności przerobowej tego surowca. Powszechnie wytwarzany techniką wysokociśnieniową MDOM zawiera 8- 30% tłuszczu, dużo tkanki łącznej oraz pozostałości tkanki kostnej, bogatej w fosforany wapnia i magnezu. Duża zawartość kolagenu (0,9-2%) w mięsie oddzielonym mechanicznie jest rezultatem występowania tego białka w przeznaczonych do separacji tkanek otaczających kości w postaci oseiny i stąd w czasie mechanicznego oddzielania dostaje się ono do frakcji mięsnej. O dużej przydatności przerobowej MDOM powinien zawierać minimum 12% białka ogólnego. W praktyce mięso drobiowe oddzielone mechanicznie techniką naruszającą strukturę kości składa się z tkanki mięśniowej (39-57%), tkanki łącznej (36- 56%), chrząstek (1-11%) i tkanki kostnej stanowiącej 1-4%. Istotną dla przetwórstwa i przechowywania cechą MDOM- u jest zawartość w nim barwników hemowych, których ilość kształtuje się na poziomie 2,8- 4,2 mg/ 1 g. Szczególnie istotna jest duża zawartość hemoglobiny, wynosząca 1,9- 3,5 mg/ 1 g. Taka ogólna ilość białek hemowych i ich wzajemne proporcje nie są korzystne dla trwałości i jakości tego surowca. Destrukcyjnie działającym składnikiem obecnym w tych białkach jest przede wszystkim żelazo, które wykazując właściwości katalizujące dynamizuje niekorzystne procesy oksydacyjne. W efekcie rzutuje to na pogorszenie się wyróżników smakowo- zapachowych oraz powoduje powstawanie niekorzystnych pochodnych barwników hemowych, prowadzącym do odchyleń barwy. Dodatkowym czynnikiem ograniczającym trwałość i jakość mięsa drobiowego oddzielonego mechanicznie jest obecność w nim fosfolipidów, które są bardzo podatne na zmiany oksydacyjne. Efektem takich niekorzystnych przemian zachodzących w MDOM-ie jest powstawanie warmed over flavour (WOF), który przenosi się na wyroby wyprodukowane z udziałem takiego mięsa, co przejawia się jełkim zapachem i smakiem. Z powyższych względów mięsa drobiowe oddzielone mechanicznie mają ograniczoną przerobową przydatność technologiczną a zarazem mniejszą funkcjonalność. W praktyce znajdują one głównie zastosowanie w produkcji kiełbas homogenizowanych, wędlin podrobowych, wysokowydajnych wyrobów blokowych oraz wyrobów garmażeryjnych formowanych. Z mięs uzyskiwanych drogą separacji zdecydowanie większą przydatność przerobową ma mięso oddzielone mechanicznie wytwarzane techniką niskociśnieniową. Niezbędnym warunkiem utrzymania akceptowalnej jakości MDOM- u są odpowiednie warunki jego przechowywania. Sprawdza się w tym zakresie mrożenie i późniejsze magazynowanie tak utrwalonego mięsa przez okres maksymalnie wynoszący 3 miesiące. W praktyce produkcyjnej najlepiej więc wykorzystywać MDOM postaci świeżej lub zamrożonej, przeznaczając go wyłącznie do produkcji wyrobów poddawanych skutecznej obróbce termicznej. Funkcjonalność przerobowa mięsa drobiowego Duża funkcjonalność mięsa drobiowego, przejawiająca się jego podatnością na technologiczne procesy przerobowe, wynika przede wszystkim ze składu a głównie z dużej zawartości w nim białek miofibrylarnych (białka włókienkowe). Białka te (miozyna, aktyna) są bowiem odpowiedzialne w procesie przetwarzania mięsa za jego wodochłonność, pęcznienie, właściwości żelujące i emulgujące. Te przerobowe cechy są najbardziej przydatne i pożądane w procesach przetwarzania mięsa prowadzących do wytwarzania wielu grup wyrobów mięsnych, w tym takich jak: kiełbasy napęcznione, wędzonki obrabiane termicznie, kiełbasy homogenizowane oraz różnego typu przetwory zaliczane do grupy wyrobów wysokowydajnych. Białkom tym przypisuje się również tworzenie matrycy białkowej w trakcie wytwarzania farszów kutrowanych. Programowanie wzajemnej interakcji białko-woda-tłuszcz istotnej dla powstawania emulsji, jakimi są farsze kutrowane, decyduje o ich stabilności. Białka miofibrylarne stają się w tym procesie doskonałymi emulgatorami. W produkcji wyrobów drobiowych wytwarzanych z mięsa rozdrobnionego (kiełbasy, wyroby blokowe) oraz wędzonek produkowanych z całych mięśni i obrabianych termicznie najbardziej przydatną cechą funkcjonalną białek miofibrylarnych jest ich interakcja z wodą, określana jako hydratacja. Zdolność tych białek do hydratacji decyduje o ich rozpuszczalności i żelowaniu. Właściwości te wpływają w rezultacie na osiąganie wysokiej wydajności produkcyjnej i uzyskaniu dobrych cech sensorycznych (związanie, soczystość, konsystencja). Większą siłę żelowania, rzutującą na przydatność przerobową, w porównaniu z mięśniami udowymi wykazują mięśnie piersiowe. Z białek sarkoplazmatycznych największe znaczenie w procesach przerobowych mięsa drobiowego wykazuje mioglobina, która ma największy udział w ogólnej ilości barwników hemowych. Białko to decyduje bowiem o intensywności pożądanego technologicznie wybarwienia peklowniczego, ulegając procesowi tlenowania przez tlenek azotu powstający z dodanego azotynu sodu. Ilość mioglobiny wpływa wprost proporcjonalnie na intensywność wybarwienia peklowniczego i z tego względu charakterystyka tej barwy zależy od rodzaju mięśni drobiowych (udowe, piersiowe) oraz ich pochodzenia (drób wodny, drób grzebiący). Dobierając do przerobu mięśnie jasne (białe) można dla uzyskania optymalnego efektu barwotwórczego peklowania stosować uzasadnione technologicznie mniejsze dawki azotynu sodu, co wynika z małej podaży natywnej mioglobiny w tych mięśniach. Ze względu na zagrożenia natury mikrobiologicznej mięso drobiowe rzadko przeznacza się do produkcji wyrobów surowych. Dużym zagrożeniem jakościowym dla mięsa drobiowego a w rezultacie dla jakości wyrobów surowych są bowiem bakterie mezofile i psychrofilne. Należą do nich, wykazujące dużą aktywność biologiczną, proteobakterie z rodzaju Pseudomonas i Proteus oraz niebezpieczne dla zdrowia człowieka szczepy z rodzaju Salmonella. Zagrożeniem są także mikroaerofilne bakterie z rodzaju Campylobacter oraz G (+), względnie beztlenowe chorobotwórcze pałeczki Listeria monocytogenes. Na mięsie drobiowym rozwijają się często także bakterie G(-), psychrofilne szczepy Yersinia (Yersinia enterocolitica) oraz wytwarzające enterotoksyny gronkowce z rodzaju Staphylococcus. Zagrożeniem dla mięsa drobiowego są również bakterie z rodzaju Enterococcus oraz szczepy Clostridium perfringers, które także wytwarzają enterotoksyny. Wiele rodzajów bakterii (Proteus, Clostridium, Staphylococcus, Enterococcus) dostaje się do mięsa, jako składniki mikroflory przewodu pokarmowego ptaków. Stymulację wzrostu niektórych grup drobnoustrojów, w tym takich jak Salmonella, Staphylococcus, Proteus powodują również antybiotyki, które są stosowane jako dodatek do pasz przeznaczonych do karmienia drobiu. Substancje te działając na drobnoustroje wybiórczo zmieniają naturalny skład mikroflory produkowanego mięsa drobiowego. Jako bezwzględne tlenowce niebezpieczne są pleśnie (grzyby nitkowe), a w szczególności te z nich, które wytwarzają aflatoksyny oraz enzymy lipolityczne i hydrolityczne. Autor: dr inż. Jerzy Wajdzik

-
Kiełbasy do tradycyjnych zup wielkanocnych W wielkanocnym menu nie powinno zabraknąć tradycyjnych polskich zup, określanych jako biały barszcz i żurek. Te dwie zupy są dla wielu konsumentów trudne do rozróżnienia, tym bardziej, że w różnych regionach przygotowuje się je trochę inaczej. Z powyższego względu te charakterystyczne zupy są przez jednych konsumentów traktowane jako to samo danie, a przez innych zupełnie odmiennie, jako dwa różne dania. Niezależnie od stosowanej w praktyce nazwy zupy, niezbędnym dodatkiem stanowiącym do niej wkładkę mięsną, jest kiełbasa średnio rozdrobniona, a w szczególności kiełbasa biała (parzona lub surowa), względnie kiełbasa wędzona typu wiejskiego, określana także terminem swojska lub domowa. Barszcz biały i żurek, mimo, że są bardzo podobnymi zupami to w praktyce jednak dwa różne dania. Podstawowa różnica jest taka, że żurek powinien być przygotowywany na zakwasie żytnim, a barszcz biały na zakwasie pszennym. Ponadto żurek jest gotowany na wędzonce (np. boczek wędzony) i raczej bez dodatku warzyw. Barszcz biały bywa natomiast gotowany na włoszczyźnie i może zawierać dodatek tartego chrzanu oraz ziemniaków. Jednocześnie zupa ta jest często zabielana śmietaną. Z powyższych względów najbardziej przydatną kiełbasą dodawaną do barszczu białego jest kiełbasa biała. Do żurku jako wkładkę stosuje się natomiast intensywnie wędzoną średnio rozdrobnioną kiełbasę typu wiejskiego. Produkcja kiełbasy białej Charakterystyka kiełbasy i dobór surowca Kiełbasa biała charakteryzuje się brakiem przy jej wytwarzaniu powszechnie stosowanego w procesie produkcji kiełbas parzonych zabiegu wędzenia oraz stosunkowo rzadko wykorzystywanym do jej produkcji środka peklującego, jakim jest azotyn sodu. Ze względu na wymienione cechy i mocne zakorzenienie tej kiełbasy w polskiej tradycji kulinarnej jest ona cennym dodatkiem do zup wielkanocnych. Kiełbasa biała, produkowana niezależnie od wariantu (parzona lub surowa), doskonale koreluje bowiem ze smakiem zup wielkanocnych, w tym głównie barszczu białego, wnosząc do niego swoją niepowtarzalną smakowitość. Szczególny wpływ na końcowy bukiet smakowy barszczu białego ma dodatek do niego kiełbasy białej surowej, która zostaje dopiero w pełni sparzona w zupie. Powstający wówczas wyciek cieplny w postaci rosołu, który zawiera białka rozpuszczalne, tłuszcz i substancje pochodzące z użytych przypraw, wpływa na wzrost smakowitości zupy. Najlepszym surowcem do produkcji kiełbasy białej są mięsa drobne wieprzowe wolne od odchyleń jakościowych typu PSE i DFD, ale charakteryzujące się normalnym przebiegiem glikolizy (RFN) i dobierane w określonych klasach jakościowych. Ramową recepturę surowcową można przedstawić w układzie: • mięso wieprzowe (kl. IIA) o zawartości tłuszczu 20% - 40-70%, • mięso wieprzowe (kl. IIB) o zawartości tłuszczu do 60% - 20-40%, • mięso wieprzowe ścięgniste (kl. III) - 10-20%. W związku z faktem, że kiełbasa biała należy do kiełbas napęcznionych, niezbędnym czynnikiem determinującym jej wyprodukowanie jest udział wody technologicznej w ilości wynoszącej 10-25% w stosunku do użytego surowca mięsnego. Przy przekroczeniu 15% poziomu uwodnienia surowca praktykowany jest ponadto dodatek substancji wpływających na wiązanie wody przez białka mięśniowe (sole fosforanowe, cytrynian sodu) lub/i wiążących wodę (hydrokoloidy nieskrobiowe, skrobie, białka niemięsne). Niezależnie od układu recepturowego w produkcji każdego typu kiełbasy białej konieczny jest udział chlorku sodu wynoszący 1,9 - 2,1% w stosunku do użytego do produkcji surowca mięsnego. W praktyce produkcyjnej rzadko stosuje się dodatek chlorku sodu, jako komponentu mieszanki peklującej (NaCl+NaNO2).W produkcji tej grupy kiełbas nie jest bowiem pożądane wybarwienie peklownicze, będące wynikiem powstania barwników nitrozylowych (nitrozylomioglobina, nitrozylohemoglobina). Kiełbasa biała jest przyprawiana pieprzem czarnym (0,20-0,35%), otartym majerankiem (0,10-0,20%) i czosnkiem (0,15-0,40%). Czosnek będący warzywną przyprawą jest najbardziej skuteczny w przyprawianiu wtedy, gdy jest użyty na świeżo, tj. bezpośrednio po roztarciu. W efekcie po dodaniu go w takiej formie kształtuje w dużym stopniu charakterystyczny smak kiełbasy białej, który jest przenoszony na zupę, do której kiełbasa została dodana. W produkcji kiełbasy białej stanowiącej dodatek do wielkanocnych zup (np. barszcz biały) powinno się ograniczać a wręcz eliminować dodatek substancji funkcjonalnych, a jeśli przewiduje się ich udział to należy go zmniejszyć do technologicznie niezbędnego minimum. Wynika to z faktu, że pewne wyróżniki jakościowe kiełbasy białej, takie jak: kruchość, związanie, konsystencja i soczystość są mniej istotne w przypadku kiełbasy stanowiącej wkładkę do zup, niż w przypadku wytwarzania kiełbasy białej nie stanowiącej dodatek do zup. Przygotowanie farszu i nadziewanie osłonek Wszystkie przewidziane składem recepturowym surowce do produkcji kiełbasy białej poddaje się rozdrabnianiu w wilku przez odpowiednią średnicę oczek w siatce, tj. • mięso kl. II A- ø13-20 mm, • mięso kl. II B- ø 6-10 mm, • mięso kl. III - ø 2-3 mm. W celu poprawy wyróżnika związania kiełbasy, przewidziane recepturą mięso kl. III można poddawać kutrowaniu, co prowadzi do wytworzenia pożądanego lepiszcza spajającego pozostałe składniki surowcowe tworzące farsz kiełbasiany. Proces ten należy prowadzić w taki sposób, aby wiele komórek mięśniowych zostało rozciętych, co gwarantuje pożądane uwalnianie się białek miofibrylarnych (aktyna, miozyna). Z drugiej strony w wyniku kutrowania nie powinno jednak następować nadmierne zniszczenie komórek tkanki łącznej, które mogłoby pogorszyć jakość wytworzonej kutrowanej frakcji farszu. Opcjonalnie wytworzenie farszu do produkcji kiełbasy białej może się odbywać wyłącznie w procesie mieszania. Zabieg taki powinien wtedy zawsze doprowadzać do wydzielania się białek sarkoplazmatycznych oraz pęcznienia i chociaż częściowej ekstrakcji białek miofibrylarnych. Daje to wtedy gwarancję uzyskania dobrej jakości wyprodukowanej kiełbasy. Istotną rolę, jako dodatek funkcjonalny w procesie wytwarzania farszu posiada chlorek sodu, który wprowadzając do układu jednocząsteczkowe jony wpływa na wzrost rozpuszczalności białek mięśniowych, w tym głównie miofibrylarnych (miozyna, aktyna), które rozpuszczają się właśnie w roztworach soli. Białka te decydują w największym stopniu o jakości farszu a w rezultacie o związaniu i konsystencji wyrobu gotowego. Obróbka cieplna Przygotowanym farszem kiełbasianym nadziewa się osłonki naturalne (kiełbaśnice), które po napełnieniu niezwłocznie poddaje się parzeniu (w przypadku produkowania kiełbasy parzonej). Proces produkcji kiełbasy surowej na przeprowadzonym zabiegu nadziewania ulega już zakończeniu. Parzenie wypełnionych farszem osłonek należy prowadzić w temperaturze ok. 74-76oC, do momentu, aż batony osiągną temperaturę mierzoną w ich centrum geometrycznym na poziomie minimum 72oC. Produkcja kiełbasy typu wiejskiego Charakterystyka kiełbasy i dobór surowca Kiełbasy typu wiejskiego predysponowane jako dodatki mięsne do żurku należą do grupy kiełbas wędzonych, odpęcznionych, średnio rozdrobnionych i często wytwarzanych bez udziału środków peklujących. W praktyce, jako dodatki w procesie ich produkcji stosuje się chlorek sodu lub alternatywnie mieszankę peklującą oraz przyprawy naturalne. Ze względu na kwasowość czynną najbardziej przydatnym surowcem do produkcji kiełbas typu wiejskiego jest mięso wieprzowe o wartości pH nie przekraczającej 6,2 i charakteryzujące się prawidłowym przebiegiem glikolizy. W praktyce wykorzystuje się więc surowiec, w którym postępuje jeszcze tendencja obniżania się poubojowej wartości pH do jej poziomu ultymatywnego (pHULT). Kiełbasy wyprodukowane z takiego mięsa wykazują dużą kruchość, często pogorszenie związania i charakteryzują się relatywnie dużym wyciekiem cieplnym (ubytek masy, żelowe rozwarstwienie na przekroju), co jest właśnie pożądane w kiełbasach kierowanych jako wkładki do zup wielkanocnych (np. żurek). W praktyce produkcyjnej wytwarzania takich kiełbas można także wykorzystywać surowiec mięsny o cechach PSE, RSE czy ASE. Niska wodochłonność mięs o takiej obniżonej jakości staje się atutem w produkcji kiełbas typu wiejskiego, a zarazem ich niska wartość pH sprzyja uzyskaniu przez kiełbasy pożądanej konsystencji, idącej w kierunku dużej kruchości. Ze względu na ograniczoną trwałość z przeznaczenia produkcyjnego należy jednak eliminować mięso wykazujące cechy DFD, charakteryzujące się wartością pH 24 > 6,0, która sięgać może nawet wartości 6,2. Poza wieprzowiną do produkcji kiełbas typu wiejskiego przydatnym surowcem jest również wołowina wykazująca normalny przebieg zmian poubojowych. Oznacza to w praktyce konieczność eliminowania mięsa tego gatunku o symptomach typu DFD. Dla wołowiny charakterystyczny mierzalny wskaźnik poziomu wartości pH diagnozujący odchylenie jakościowe typu DFD mieści się w zakresie wartości pH48 = 5,8-6,5. Dobrym surowcem do produkcji kiełbas typu wiejskiego, stanowiących dodatek do zup wielkanocnych, jest również dziczyzna, która wykazuje dużą trwałość oraz pożądane w takim kierunku wykorzystania walory smakowe. Wytwarzanie farszu kiełbasianego Surowiec mięsny przeznaczony do produkcji kiełbas typu wiejskiego a przeznaczonych do zup wielkanocnych można peklować stosując metodę suchą i dokonując tego najczęściej w trakcie trwania procesu technologicznego, w którym eliminuje się fazę peklowania, jako wydzielony samodzielny proces. Alternatywnie w produkcji kiełbas typu wiejskiego często stosuje się tylko proces solenia, dodając do surowca chlorek sodu, którym ilościowo zastępuje się mieszankę peklującą. Niezbędnym warunkiem wyprodukowania kiełbas typu wiejskiego jest zawsze dobre ich przyprawienie. Zastosowanie znajdują tu przede wszystkim przyprawy naturalne, w tym głównie pieprz czarny, czosnek, kolendra i majeranek. Pieprz czarny, charakteryzując się specyficznym korzennym aromatem i ostrym smakiem (alkaloid piperyna) wprowadza do kiełbas pożądane wyróżniki smakowo-zapachowe. Dobrze z profilem smakowym żurku komponuje się czosnek, który największą skuteczność przyprawiania wykazuje w postaci świeżej i bezpośrednio po roztarciu, kiedy tworzy się allicyna (działanie enzymu allinazy na nieczynną biologicznie allinę). Majeranek stosowany w procesie przyprawiana w postaci otartej jest nośnikiem bogatego spektrum smakowo- zapachowego, będącego rezultatem dużej zawartości olejków eterycznych w liściach i kwiatostanie. Przyjemny i słodko-korzenny smak wprowadzają natomiast do kiełbas owoce kolendry, które wykazują również silny i charakterystyczny zapach. Wytwarzanie farszu kiełbasianego do produkcji kiełbasy typu wiejskiego dokonuje się najczęściej w procesie mieszania, którego celem jest wyrównanie przestrzenne użytych i rozdrobnionych w wilku surowców mięsnych, wody technologicznej (dodatek 5-15%), komponentów przyprawowych oraz chlorku sodu, względnie mieszanki peklującej wprowadzanych w ilości 1,5-1,9% w stosunku do użytych surowców. Dla osiągnięcia pożądanego efektu związania kiełbas, proces mieszania składników powinien umożliwić chociaż w ograniczonym stopniu ekstrakcję białek miofibrylarnych i wyciśnięcie z tkanki mięśniowej białek sarkoplazmatycznych. Nadziewanie osłonek Przygotowanym farszem kiełbasianym należy niezwłocznie nadziewać osłonki naturalne (kiełbaśnice) w warunkach ograniczających wzrost temperatury, co eliminuje ryzyko rozwoju, stanowiących mikroflorę, bakterii z rodzaju Lactobacillus oraz bakterii gnilnych z rodzaju Pseudomonas. Zagrożenia te mogą się pojawiać w związku z faktem, że proces produkcyjny kiełbas typu wiejskiego trwa do momentu, aż nastąpi ich skuteczne dogrzanie. Biorąc pod uwagę pożądane cechy jakościowe tych kiełbas (kruchość, osłabione związanie) w praktyce produkcyjnej nie ma potrzeby przeprowadzania długiego zabiegu osadzania, którego eliminacja jest nawet uzasadniona w przypadku nie stosowania dodatku środków peklujących (brak planowanego wybarwienia peklowniczego). Wędzenie Proces wędzenia kiełbas typu wiejskiego poprzedzany jest najczęściej zabiegiem osuszenia powierzchni batonów, co ułatwia skuteczne późniejsze wędzenie. Często jednak w przypadku stosowania komór paleniskowych zabieg ten jest niemożliwy do zrealizowania, jako wydzielona odrębna faza procesu produkcyjnego i zachodzi równocześnie z procesem wędzenia. Wilgotna powierzchnia batonów wchłania wtedy więcej składników dymu wędzarniczego, w tym fenoli, co powoduje, że wyroby gotowe uzyskują bardziej intensywny aromat wędzonkowy i ciemniejszą, ale o matowej charakterystyce, barwę. Każde długotrwałe wędzenie kiełbas sprzyja dużemu nasyceniu ich różnymi innymi pożądanymi składnikami dymu wędzarniczego, w tym takimi jak kwasy organiczne i związki karbonylowe. Istotne znaczenie dla obniżenia jakości kiełbas (niekorzystne zmiany strukturalne w tkance) a także pogorszenia ich zdrowotności (tworzenie się kancerogennych węglowodorów z grupy WWA) ma temperatura wytwarzania dymu wędzarniczego. Na wymienione zagrożenia należy zwrócić uwagę, szczególnie w przypadku wędzenia prowadzonego w komorach paleniskowych (paleniska ogniowe), w których występuje ograniczona możliwość regulacji parametrów wędzenia (temperatura, wilgotność, gęstość dymu). Naturalnie długo trwający proces wędzenia kiełbas produkowanych bez dodatku azotynu sodu w komorach paleniskowych powoduje często nie zawsze pożądane miejscowe wybarwienie peklownicze, mimo, że nie użyto przy ich produkcji środków peklujących. Stosowane warunki temperaturowe sprzyjają bowiem redukcji występujących w farszu azotanów (prekursory azotynów) a pochodzących z zanieczyszczenia wody technologicznej, przypraw lub soli kuchennej, szczególnie użytej w postaci soli kamiennej. W efekcie dochodzi wtedy do tlenowania mioglobiny tlenkiem azotu, co prowadzi bezpośrednio do powstawania nitrozylomioglobiny, czyli barwnika typowego dla mięsa peklowanego. Proces ten postępuje sukcesywnie w czasie trwania zabiegów w komorze, rozpoczynając się od warstw podosłonkowych kiełbas i kierując się dalej do centrum geometrycznego batonów. Trwa on tak długo, aż zostaje zdenaturowana obecna w farszu natywna mioglobina. Jednocześnie w czasie trwającego wędzenia zostaje pogłębiona barwa kiełbas, jako rezultat tworzenia się purpurowo-czerwonej karboksymioglobiny (Mb·CO). Substancja ta powstaje wskutek reakcji wolnej mioglobiny z tlenkiem węgla pochodzącym z dymu wędzarniczego. Obróbka kiełbas w komorach paleniskowych, w których osuszanie powierzchni batonów odbywa się równocześnie z wędzeniem w dymie rzadkim sprzyja adsorpcji składników dymu na ich powierzchni. Tworząca się w początkowym etapie obróbki przy podwyższonej temperaturze wilgotna powierzchnia obrabianych kiełbas, co jest efektem kondensacji na niej pary wodnej, sprzyja również wspomnianej adsorpcji składników dymu wędzarniczego. Taki etap jest jednak niezbędny w celu osuszenia powierzchni batonów kiełbas. W komorach przeznaczonych do wędzenia owiewowego, kondensacja pary wodnej pojawia się dopiero w samej fazie wędzenia i trwa ona z reguły znacznie krócej. Proces ten zachodzi tylko tak długo, aż temperatura powierzchni kiełbas zrówna się z temperaturą mieszaniny dymu i powietrza obecnych w komorze. Programując proces wędzenia kiełbas należy mieć na uwadze istniejącą zależność mówiącą, że im dłużej kiełbasy charakteryzują się wilgotną powierzchnią tym szybciej uzyskają ciemne zabarwienie i stają się bardziej nasycone powierzchniowo składnikami dymu wędzarniczego. Z powyższej reguły i znajomości technik wędzenia wynika, że kiełbasy obrabiane w komorach paleniskowych uzyskują często ciemniejsze zabarwienie swojej powierzchni i bardziej nasycają się składnikami dymu wędzarniczego niż obrabiane w komorach z owiewową cyrkulacją dymu. Efekt taki jest niekiedy technologicznie pożądany w kiełbasach typu wiejskiego dodawanych później do zup wielkanocnych, co determinuje przydatność do ich produkcji komór paleniskowych. Długo trwający proces obróbki kiełbas (suszenie, wędzenie) prowadzony w wysokiej temperaturze w komorach każdego typu sprzyja zawsze tworzeniu się wybarwienia peklowniczego (proces nitrozylowania), które zachodzi nawet w przypadku braku użycia do produkcji azotynu sodu. Efektywność tego procesu występuje jednak tylko w ograniczonym stopniu. Obróbka termiczna Po zakończonym wędzeniu kiełbasy produkowane z przeznaczeniem do żurków wielkanocnych poddaje się obróbce cieplnej, prowadzonej w środowisku wodnym w temperaturze parzenia lub w środowisku gorącego powietrza (pieczenie). Wraz ze wzrostem temperatur y w centrum geometrycznym batonów postępują zmiany destrukcyjne w białkach strukturalnych tkanki mięśniowej oraz zwiększa się zakres żelowania kolagenu, który nabiera dynamiki po przekroczeniu temperatury 63°C. Pęcznienie kolagenu i późniejsza jego termohydroliza prowadzi do powstawania rozpuszczalnej glutyny (zol), która po oziębieniu tworzy żel (galaretę). W czasie dodawania takich kiełbas do zup następuje rozpłynnienie powstałej wcześniej galarety powodujące, że roztwór przechodzi do zupy i wpływa na wzrost jej smakowitość. Coraz częściej kiełbasy typu wiejskiego, szczególnie wędzone w komorach paleniskowych, obrabia się termicznie techniką pieczenia. Proces ten prowadzi się wtedy w środowisku rzadkiego dymu wędzarniczego i odbywa się on w temperaturze 80-90°C, co powoduje, że w kiełbasach dokonują się zmiany kształtujące ich cechy sensoryczne (miękkość, kruchość, soczystość, smak, zapach). W wyniku zachodzących reakcji Maillarda pogłębia się również charakterystyczna ciemna barwa powierzchni kiełbas oraz ich specyficzny aromat. Smakowitość obrabianych techniką pieczenia kiełbas związana jest ponadto z przemianami białek i azotowych związków niebiałkowych. Przekroczenie w czasie obróbki temperatury dogrzania mierzonej w centrum geometrycznym, a wynoszącej 70°C prowadzi do tworzenia się mostków siarczkowych w wyniku utleniania się grup tiolowych aktomiozyny. Wpływa to również pozytywnie na smakowitość kiełbas przenoszonej do zup, do których zostały dodane. Postępujący sukcesywnie wzrost temperatury w czasie pieczenia należy jednak przerywać po osiągnięciu poziomu wynoszącego 90°C, ponieważ prowadzi to już do pirolitycznego uwalniania się siarkowodoru, niekorzystnych zmian w zakresie smakowitości oraz powstawania twardych i zbitych żeli ze skoagulowanych białek. Takie cechy jakościowe kiełbas typu wiejskiego nie są już akceptowane w zupach wielkanocnych. Autor: dr inż. Jerzy Wajdzik

-
Przyprawy i mieszanki przypraw stosowane w przetwórstwie mięsnym Z przyzwyczajenia doprawiamy mięso solą i pieprzem, a przecież przypraw mamy znacznie więcej. Zioła podkreślają smak, wydobywają aromat i czynią potrawę niepowtarzalną. Dlatego warto z nimi eksperymentować, choć przyda się również podstawowa wiedza na temat poprawiania smaku mięs. Stosowanie przypraw jest nieodłącznym elementem produkcji żywności pochodzenia zwierzęcego od wielu lat. Niektóre przyprawy stosuje się „sezonowo”, ponieważ ich aromat nieodłącznie kojarzy się np. ze świętem. W przetwórstwie mięsa poza pieprzem i solą rozpowszechniono jeszcze przyprawy takie jak: imbir, ziele angielskie, goździki czy gałka muszkatołowa. By potrawa zachęcała do spożycia swoim zapachem, wyglądem i smakiem należy dobrać odpowiednią kompozycję przypraw, co niekiedy jest nie lada wyzwaniem. Bez podstawowej wiedzy o właściwościach i łączeniu przypraw, trudno byłoby przygotować wyroby mięsne o pożądanym profilu smakowym, zapachowym i odpowiedniej estetyce. Niektóre przyprawy są dość intensywne, dlatego też należy pamiętać, by dodawać je z umiarem. Substancje smakowo - zapachowe, do których zalicza się między innymi przyprawy, są niezbędnymi składnikami podczas produkcji wyrobów mięsnych. Celem ich stosowania jest przede wszystkim: • nadanie określonych właściwości smakowo zapachowych, • nadanie lub zmodyfikowanie już istniejącej smakowitości, • odtworzenie konkretnego profilu smakowego utraconego podczas procesu przetwórczego, • maskowanie niepożądanych lub mniej pożądanych właściwości smakowo- zapachowych, • stworzenie innowacyjnego smaku. Przyprawy ziołowe są znane i stosowane przez ludzi od bardzo dawna. Urozmaicają pożywienie, poprawiają jego strawność, a także działają konserwująco. Uważa się, że zioła są duszą i chwałą kucharzy. Przyprawy ziołowe, na przykład liście świeżych ziół używano najczęściej do konserwowania szybko psującej się żywności (mięso zawijane było w liście wrotyczu lub chrzanu). Zawarte w liściach odpowiednie substancje chroniły przed działaniem bakterii gnilnych, przy czym sprawiały również, że mięso stawało się kruche i nabierało odpowiedniego aromatu. Istnieje wiele ziół, które dodaje się do potraw, ponieważ odpowiednio kształtują ich profil smakowo zapachowy, ale także ze względu na ich funkcję, jaką jest ułatwianie trawienia. Do ziół, które mogą ułatwiać trawienie należą: kminek, kolendra, koper, rozmaryn i anyż. Ciekawostką jest, że starożytni rzymianie chcąc zadbać o swoje zdrowie, kończyli posiłek ciasteczkami anyżowymi. Z kolei Hindusi po spożyciu dość obfitego posiłku zajadali się prażonymi ziarnami anyżku. Podział przypraw Nie do każdego rodzaju mięsa pasuje każda przyprawa, dlatego też należy odpowiednio dobrać kompozycję przypraw do zakupionego asortymentu. Przyprawy definiowane są jako naturalne produkty roślinne lub ich mieszanki używane do poprawiania smaku i aromatu potraw. Jako przyprawy stosuje się różne części roślin. Przyprawą mogą być nasiona, owoc, liść, ziela, kora, czy korzenie i kłącza. W tabeli 1 przedstawiono podział przypraw w zależności od części rośliny, z której pochodzą. Tabela 1. Podział przypraw ze względu na pochodzenie. Przeznaczenie niektórych przypraw i mieszanek w przemyśle mięsnym Celem dodawanych do mięs przypraw jest wykształcenie odpowiednich nut smakowo-zapachowych. Poszczególne przyprawy różnią się od siebie rodzajem i zawartością składników odpowiedzialnych za wywołanie wrażeń smakowo- zapachowych. Istnieją potrawy, do których stworzono dedykowane przyprawy lub mieszanki przypraw, które uwydatniają w nich wszystko to, co najlepsze. Na przykład potrawa, taka jak gulasz czy strogonoff nie może istnieć bez papryki ostrej i słodkiej, które poza nadaniem odpowiedniego smaku i aromatu, kształtują również barwę potrawy. W tabeli 2 przedstawiono niektóre przyprawy oraz ich najkorzystniejsze przeznaczenie. Najczęściej stosowane dodatki i przyprawy w przemyśle mięsnym to: pieprz, oregano, ziele angielskie, goździki, cynamon, wanilia, kolendra, pieprz czarny, czosnek, różne rodzaje cebuli i najbardziej znana przyprawa na świecie, czyli curry, w skład której wchodzą: kurkumy, kozieradki, kolendra, gałka muszkatołowa, pieprz czarny, chili, czosnek, kardamon, goździki, kmin rzymski, cynamon i imbir. Szerokie zastosowanie przy sporządzaniu potraw mają mieszanki przyprawowe. Dzięki odpowiednio dobranym składnikom posiadają one specyficzny smak, aromat i barwę. Na rynku dostępne są gotowe, specjalnie przygotowane mieszanki, ale można je również komponować samodzielnie, dobierając poszczególne przyprawy i zioła. Stosowanie mieszanek przyprawowych ma nie tylko wpływ na uzyskanie odpowiednich walorów sensorycznych dania, ale jest też korzystne ze względów zdrowotnych. Niektóre przyprawy mogą działać synergistycznie, tzn. dodatek jednych może zwiększać siłę przeciwutleniającą innych. Takie skumulowane działanie posiadają np. mieszanki: imbiru, cebuli i czosnku. Sam imbir hamuje utlenianie lipidów w mniejszym stopniu, niż imbir w połączeniu z cebulą, bądź czosnkiem. Obecnie wiadomo już, że przyprawy mogą mieć dodatkowe właściwości (przeciwutleniające i bakteriostatyczne), dzięki którym stają się częstym dodatkiem w wielu recepturach. Przyprawy jednoskładnikowe pozyskiwane z wybranych części roślin swój zapach zawdzięczają przede wszystkim olejkom eterycznym, a smak nadadzą im najczęściej zawarte w nich alkaloidy, glikozydy, garbniki oraz wiele innych substancji. Biorą one udział w przedłużeniu trwałości surowca mięsnego podczas przechowywania, obniżając rozwój niepożądanej mikroflory oraz powstrzymując zmiany oksydacyjne tłuszczy i białek zawartych w tkance mięśniowej. Olejki eteryczne zlokalizowane są we wszystkich częściach roślin, owocach, liściach i korzeniach, a nawet w pniu drzew (np. sosny, kamforowca). Najczęściej stosowane olejki eteryczne to: miętowy, kminkowy, kolendrowy, anyżowy, goździkowy, cynamonowy, jałowcowy, lawendowy, tymiankowy. Alkaloidy to niezwykle ważna i liczna grupa związków zawierających w swojej cząsteczce jeden lub więcej atomów azotu, nadających im charakter mniej lub bardziej zasadowy. Obecne są w roślinach najczęściej w postaci glikozydów lub jako sole, np. kwasu jabłkowego czy cytrynowego. Nadają one poszczególnym roślinom charakterystyczny, piekący, ostry smak. Do najbardziej znanych należą kapsaicyna występująca w papryce, piperyna obecna w pieprzu, trinogellina obecna w kozieradce oraz damascena w czarnuszce siewnej. Fenole są to związki organiczne zawierające grupy hydroksylowe związane bezpośrednio z atomami węgla w pierścieniu aromatycznym. Przedstawicielami fenoli są aldehydy – wanilina oraz heliotropina, posiadające charakterystyczny i bardzo intensywny zapach, eugenol (olejek goździkowy), anetol (olejek anyżowy i koprowy), safrol, apiol oraz pochodne fenoli, fenolokwasy – kwasy hydroksycynamonowe: p-kumarynowy, kawowy, ferulowy i synapowy. Garbniki są to związki wielofenolowe, bezazotowe, o właściwościach ściągających i bakterioójczych, charakteryzujące się cierpkim smakiem, zdolne do łączenia się z cząsteczkami białka oraz powodowania jego denaturacji. Występują w wielu przyprawach, np.: w tymianku, rozmarynie, szałwii, goździkach, mięcie pieprzowej, lawendzie, melisie i oregano. Glikozydy są jedną z najbardziej zróżnicowanych grup substancji czynnych, jakie występują w świecie roślinnym. W świeżych roślinach glikozydy występują zwykle jako tak zwane glikozydy pierwotne, które pod wpływem przemian enzymatycznych zachodzących w trakcie obróbki surowca (np. suszenia) przechodzą, w wyniku częściowej hydrolizy enzymatycznej, w glikozydy wtórne. Szczególne znaczenie mają pochodne glikozydowe, tzw. bioflawonoidy – kwercetyna oraz rutyna, gdyż oprócz właściwości smakowo-zapachowych wykazują działanie antyutleniające. Szczególnie bogate w te związki są: papryka, natka pietruszki, pokrzywa, tymianek, majeranek. Glukozynolany stanowią dużą i różnorodną grupę, zawierającą związki siarki – izosiarkocyjanowe posiadają charakterystyczny intensywny zapach i bardzo ostry smak. Stanowią one główny składnik olejków gorczycowych. Rośliny szczególnie bogate w te glikozydy to gorczyca i chrzan. Kumaryny to grupa heterocyklicznych związków aromatycznych, (pochodnych α-pironu), które są krystaliczną, bezbarwną substancją o korzennym zapachu i gorzkim smaku. Pochodne kumaryny to: umbeliferon, skopoletyna, obecne w estragonie i kolendrze, furanokumaryny (bergapten), ftalidy i sedanolid, nadające lubczykowi specyficzny smak i zapach. Tabela 2. Przeznaczenie technologiczne niektórych przypraw. Opracowanie własne Najczęściej stosowane mieszanki przyprawowe Pieprz ziołowy - jest bardzo popularną mieszanką przyprawową. Składa się z kolendry, gorczycy, kminku, majeranku, rozmarynu, gałki muszkatołowej tymianku oraz ostrej papryki. Funkcja jaką pełni pieprz ziołowy w potrawach to nadanie potrawom lekko ziołowego, specyficznego smaku, ale także ostrości. z powodzeniem stosuje się go do przyprawiania potraw mięsnych. Curry - kolejna bardzo popularna mieszanka przyprawowa, stosowana w kuchni indyjskiej. W jej skład wchodzą między innymi: kurkuma, imbir, pieprz, kolendra, kminek i chili. Można również dodać goździki, cynamon czy gałkę muszkatołową. Curry ma zazwyczaj kolor czerwony lub żółty w zależności od kompozycji przypraw użytych do stworzenia mieszanki. Curry nadaje potrawom specyficzną barwę, aromat i niekonwencjonalny smak. Najczęściej stosowana jest do potraw z drobiu, wieprzowiny i baraniny, ale także do ryb oraz warzyw. Zioła prowansalskie - to mieszanka ziół rosnących w Prowansji. W jej skład wchodzą: bazylia, cząber, majeranek, mięta, oregano, rozmaryn, tymianek i szałwia. Zioła prowansalskie można stosować do potraw mięsnych (mięs pieczonych, mięs mielonych, potraw grillowanych, farszów) oraz potraw z ryb i drobiu. Opracowano również gotowe mieszanki, przeznaczone do potraw z różnych gatunków mięsa. Przyprawa do wieprzowiny - składnikami gotowej przyprawy dedykowanej do mięsa wieprzowego są: papryka, kminek, szałwia, estragon, pieprz czarny, bazylia, kolendra oraz suszone warzywa. Mieszanka ta pozwala nadać nowy, ciekawy smak wieprzowinie. Zazwyczaj stosuje się ją do nacierania lub posypywania wieprzowiny przed pieczeniem, smażeniem lub duszeniem. Również potrawy z mięsa wieprzowego mielonego wymagają odpowiedniego przyprawienia. Można zastosować gotową mieszankę przypraw pod nazwą przyprawa do mięsa mielonego, w skład której wchodzą majeranek, tymianek, papryka, pieprz, szałwia, gorczyca, goździki i suszone warzywa. Święta Wielkiej Nocy to szczególny okres, kiedy na naszych stołach pojawiają się potrawy przygotowywane według sprawdzonych przepisów. Przyrządzane tak samo od wieków, są istotną częścią świątecznej atmosfery. Wiele doskonałych potraw wywodzi się z kuchni staropolskiej, w której nie mogło zabraknąć różnorodnych mięs. Nie ma Wielkanocy bez klopsa z jajkiem, dlatego też smak i aromat mięsa mielonego wydobędzie i podkreśli doskonała przyprawa do mięsa mielonego. Mięsne Święta Wielkanocne to czas, kiesy na stołach wielu Polaków oprócz potraw z jajek, królują potrawy mięsne, np.: szynka tradycyjna parzona lub surowa, wędzonki, kiełbasy białe parzone oraz wszelkiego rodzaju pasztety pieczone. Pieprz jest przyprawą uniwersalną, stosowaną w większych lub mniejszych ilościach do każdej kiełbasy, pasztetów czy konserw mięsnych. Dodawać go można również niemal do wszystkich pieczeni, marynat i sosów. Pieprz czarny znajduje zastosowanie zwłaszcza w produktach z mięsa wołowego i wieprzowego, ale też dziczyzny. Biały pieprz jest łagodniejszy i jest do wielu potraw wprost niezbędny, stosowany najczęściej do mięs (wieprzowina, wołowina, baranina czy jagnięcina). Idealnie pasuje także do ryb. Z kolei przyprawy korzenne dodaje się w celu zaostrzenia smaku potraw i wyrobów wędliniarskich, jak również dopełnienia ich aromatu. W jednych przyprawach przeważa ostrość smakowa, w innych – aromat. Im bardziej intensywny jest aromat przyprawy, tym mniejszą jej dawkę należy stosować, aby nie zabić aromatu innych przypraw, a uzyskać jak najpiękniejszy łączny bukiet. Kiełbasy i konserwy mięsne wymagają więcej przypraw ostrych, a mniej przypraw aromatycznych, natomiast wyroby wędliniarskie i konserwy podrobowe wręcz odwrotnie. Należy pamiętać, że przyprawy umiejętnie dobrane i stosowane w umiarkowanych dawkach polepszają smak i zapach potraw oraz wyrobów mięsnych, nadając przyjemny dla konsumenta bukiet smakowy. Autorka: mgr inż. Dagmara Prasek

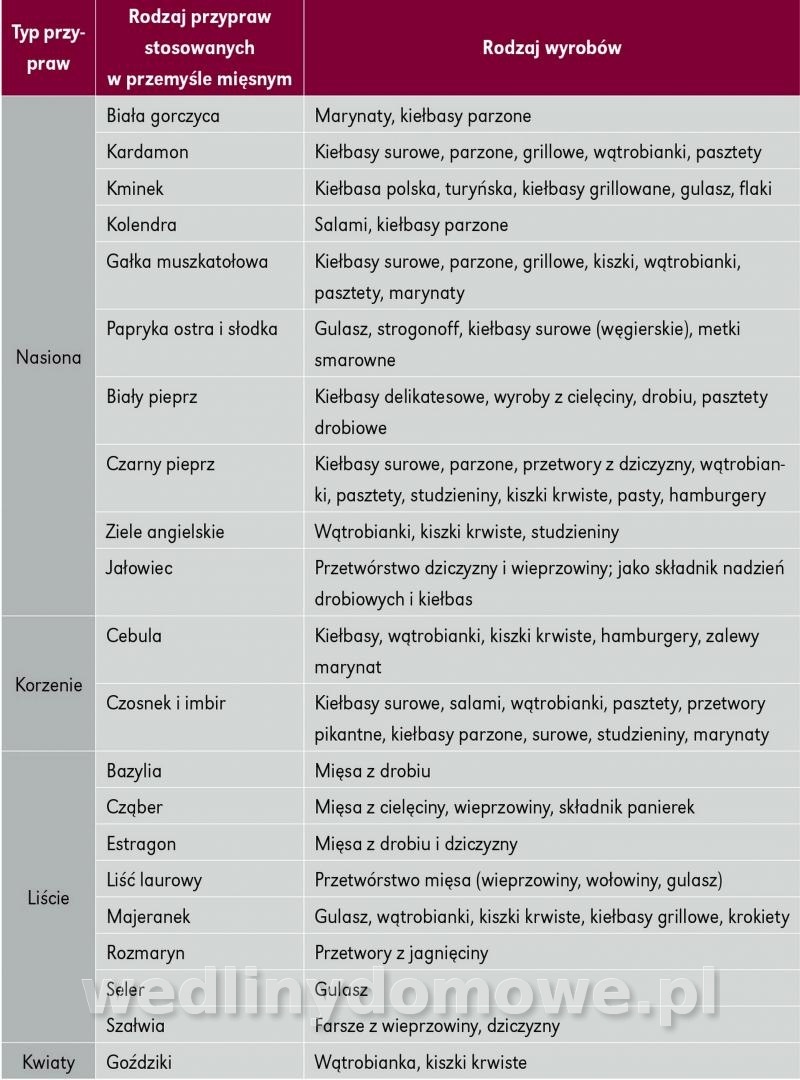

-
Wędzenie jako jedna z metod utrwalania mięsa Wędzenie to tradycyjna i zarazem najstarsza metoda utrwalania żywności. Jednakże, już wiele lat wcześniej efekt utrwalający wędzenia zszedł na dalszy plan, by ustąpić miejsca innym metodom utrwalania żywności, np. podsuszanie, chłodzenie czy zamrażanie. Obecnie wędzenie zarówno tradycyjne, jak i wędzenie płynem dymu wędzarniczego służy przede wszystkim do uzyskania specyficznych, unikalnych i pożądanych nut smakowo – zapachowych wyrobu. Proces wędzenia należy do specyficznych rodzajów obróbki termicznej i służy przede wszystkim nadaniu typowego smaku i aromatu, a także odpowiedniego zabarwienia oraz utrwaleniu produktów mięsnych. Polega ono na umieszczaniu żywności w tzw. wędzarni i poddaniu produktu działaniu dymu i składników w nim zawartych. Utrwalanie dotyczy głównie powierzchni produktów mięsnych poprzez obsuszenie i stworzenie specyficznej skórki oraz oddziaływanie zawartych w dymie substancji o działaniu bakteriostatycznym. Działanie utrwalające dymu wędzarniczego opiera się na zawartości w nim głównie związków fenolowych o charakterze przeciwutleniającym i bakteriostatycznym. Jedną z termicznych metod obróbki produktów spożywczych, głównie mięsa, drobiu, ryb i ich przetworów jest wędzenie. Proces wędzenia może być przeprowadzany z wykorzystaniem dymu wędzarniczego lub z zastosowaniem preparatu dymu wędzarniczego. Tradycyjny proces wędzenia polega na poddaniu przetworów mięsnych działaniu dymu wytworzonego w wyniku termicznego rozkładu różnych gatunków drewna. Dym używany do wędzenia jest mieszaniną frakcji lotnej, w której znajdują się związki takie jak fenole, związki karbonylowe, kwasy organiczne, oraz frakcji nielotnej, na którą składają się smoła, żywice i sadza. Czas wędzenia zależy od rodzaju wędliny, konstrukcji wędzarni, warunków atmosferycznych panujących na zewnątrz wędzarni oraz upodobań konsumenta. W przemyśle mięsnym najczęściej stosuje się następujące metody wędzenia: • wędzenie owiewowe – polega na traktowaniu produktu dymem zimnym, ciepłym lub gorącym, • wędzenie elektrostatyczne, • wędzenie z zastosowaniem preparatów dymu. Proces wędzenia można podzielić również ze względu na zastosowaną temperaturę obróbki termicznej: • wędzenie zimne, • wędzenie gorące, a w tym: wędzenie dymem ciepłym oraz dymem gorącym, • wędzenie z równoczesnym pieczeniem. Tab.1. Wybrane parametry różnych metod wędzenia. Źródło: Opracowanie własne. W tabeli 1 przedstawiono parametry wymienionych metod wędzenia. Obróbka cieplna za pomocą świeżo wytworzonego dymu skutkuje wprowadzeniem do produktu wielu substancji o korzystnym oddziaływaniu, np. przeciwdrobnoustrojowym, przeciwutleniającym, smakowym oraz barwiącym. Przykładem związku o właściwościach przeciwdrobnoustrojowych i przeciwutleniających są fenole. Głównym celem wędzenia jest wykształcenie pożądanych cech sensorycznych produktu, takich jak smak czy barwa. Ogólnie rzecz ujmując wędzenie działa: • smakotwórczo i aromatyzująco - wytworzenie charakterystycznego i cenionego przez konsumentów zapachu i smaku, w wyniku spalania drewna (np. bukowego, olchowego czy wiśniowego). Za smak i zapach odpowiedzialne są takie związki, jak fenole czy związki karbonylowe, • konserwująco - Inaktywacja lub eliminacja drobnoustrojów będących w produkcie mięsnym, dzięki obecności fenoli, kwasu karbonylowego i aldehydu mrówkowego, • barwotwórczo – dzięki obecności w dymie substancji barwiących (sadza, smoła), jak również poprzez zachodzące reakcje chemiczne między dymem, a białkiem mięsa (szczególnie związków karbonylowych z grupami NH2 i tworzenie melaninoidyn), • utwardzająco na białka poprzez denaturację białek mięśniowych (w przypadku wędzenia na gorąco) – sieciowanie molekuł białek przez aldehydy, a głównie przez formaldehydy, • osuszająco - osuszenie powierzchni wędzonego produktu w celu wytworzenia charakterystycznej skórki oraz zwiększenia jego trwałości. Zmiany zachodzące podczas wędzenia Wędzenie jako jedna z form termicznej obróbki produktu niesie za sobą powstawanie pożądanych, jak i niepożądanych zmian przetwarzanego produktu: • zmianie ulega zawartość wody i tłuszczu w produkcie. większy ubytek wody i tłuszczu następuje, gdy wędzenie jest dłuższe, zastosowana zostaje większa temperatura procesu czy też szybsze krążenie powietrza, • zmiany zapachu, smaku, barwy i konsystencji, • obecność formaldehydu wpływa na stwardnienie tkanki łącznej mięsa oraz osłonek, zwiększając ich odporność na rozerwanie, • kwas mrówkowy zwiększa kwasowość mięsa, tym samym hamując rozwój drobnoustrojów oraz procesy autolizy, • koagulacja białek, co powoduje kurczenie się mięsa i uzyskanie charakterystycznej konsystencji. Preparaty dymu wędzarniczego Preparaty dymu wędzarniczego to alternatywa dla tradycyjnego wędzenia dymem powstałym na skutek spalania. Metoda wytwarzania preparatów dymu wędzarniczego polega na skropleniu (absorpcja w wodzie lub oleju roślinnym) składników dymu wędzarniczego i usunięciu z otrzymanego kondensatu wielopierścieniowych węglowodorów aromatycznych (WWA), potencjalnie rakotwórczych oraz innych niepożądanych związków chemicznych. Stosując preparaty dymu wędzarniczego, ogranicza się możliwość dodatkowego tworzenia N-nitrozoamin w wędzonych produktach, poprzez eliminację tlenków azotu, które mogą się tworzyć podczas termicznego rozkładu drewna. Preparaty te stosuje się zazwyczaj w mieszankach z solą kuchenną. W Polsce produkowana jest sól wędzonkowa o zawartości 1 % koncentratu dymu wędzarniczego. Sól ta ma działanie aromatyzujące oraz antyoksydacyjne. Nadaje produktom smak wędzonek oraz zapobiega procesom autooksydacji tłuszczu obecnego w produkcie mięsnym. Zazwyczaj dodatek soli wędzonkowej w produktach zawiera się w przedziale od 15 do 25 mg/kg gotowego wyrobu. Preparaty dymu wędzarniczego, w przeciwieństwie do naturalnego dymu, zawierają mniej lotnych i nietrwałych składników, przez co ich właściwości aromatyzujące w stosunku do właściwości barwiących są znacznie wzmocnione. Zaletami stosowania takich preparatów dymu wędzarniczego są: a) skrócenie procesu wędzenia, b) obniżenie ubytków wagowych, c) standaryzacja produktu, d) eliminacja bądź znaczne ograniczenie zanieczyszczenia środowiska powodowanego przez dym wędzarniczy. Szeroki zakres zastosowania kondensatów (preparatów) dymu wędzarniczego spowodował, że zostały one również wpisane na stałe jako substancje wzbogacające smakowitość wędlin. Mimo zastosowania najlepszych ciekłych „dymów wędzarniczych” nie do końca uzyskuje się charakterystyczne cechy sensoryczne produktu wędzonego, jakie można uzyskać dzięki technikom tradycyjnym (naturalnym). Należy jednak pamiętać, że to konsumenci decydują o tym, czy wyrób wędzony przemysłowo, tradycyjnie z wykorzystaniem zrębek wędzarniczych, czy poprzez zastosowanie atomizacji jest akceptowalny i czy dana technologia wędzenia (obróbki) ma rację bytu na rynku żywności wędzonej. Utrwalające działanie dymu Za właściwości dymu wędzarniczego odpowiedzialne są związki chemiczne dymu, które powstają na skutek pirolizy składników drewna takich jak celuloza, hemiceluloza i lignina. W wyniku pirolizy celulozy i hemicelulozy powstają pochodne związków karbonylowych, takich jak estry, aldehydy, ketony, pochodne furanów oraz kwasy. Z kolei skutkiem pirolizy ligniny jest otrzymywanie fenoli i ich estrów, których głównym przedstawicielem jest guajakol. Wędliny tradycyjne poddane procesowi gorącego wędzenia mają obniżoną zawartość mikroorganizmów, co wynika z zastosowania odpowiedniej temperatury i antyseptycznych składników dymu, które zazwyczaj są wolne od wegetatywnych form drobnoustrojów. By uzyskać efekt bakteriobójczy należy mieć na uwadze nie tylko temperaturę procesu, czas obróbki, ale także gęstość dymu. Dlatego głównym czynnikiem utrwalającym wędliny parzone jest temperatura, a dym jedynie potęguje to działanie. Z kolei dla kiełbas to właśnie dym jest tym kluczowym czynnikiem utrwalającym. Najbardziej wrażliwymi drobnoustrojami na działanie dymu wędzarniczego są wegetatywne formy mikroorganizmów, natomiast przetrwalniki i pleśnie wykazują się o wiele większą opornością. Bardzo istotne, z punktu technologicznego jest inhibitujące działanie zawartego w dymie wędzarniczym aldehydu mrówkowego w stosunku do przetrwalników Cl. Botulinum. Najsilniejsze działanie bakteriostatyczne wykazuje formaldehyd. Na drobnoustroje bytujące wewnątrz mięśnia (głównie bakterie beztlenowe) bardzo dobrze działają zawarte w dymie fenole, które stopniowo przenikają w głąb wędzonego produktu i eliminują niekorzystną mikroflorę. Fenole i aldehydy zawarte w dymie powodują zwolnienie procesów autolitycznych w produkcie oraz wykazują działanie bakteriobójcze. Dodatkowo koagulacja białek na skutek wędzenia, wysychanie powierzchni oraz osadzanie się na niej substancji żywicowych tworzą chemiczną i fizyczną barierę, której celem jest zapobieganie ponownemu przeniknięciu drobnoustrojów do wnętrza produktu. Liczne badania wskazują na bakteriobójcze właściwości składników dymu wędzarniczego. Takie działanie w stosunku do wybranych szczepów bakterii mają właśnie fenole o niższej temperaturze wrzenia, kwasy organiczne oraz formaldehydy. Najbardziej czynne spośród związków fenolowych są pochodne gwajakolu i 1,3 – dwumetylopirogallolu. Inne frakcje, np. terpeny, nie tylko same nie wykazują działania bakteriostatycznego, ale go obniżają na skutek antagonistycznego oddziaływania w stosunku do frakcji fenolowej. Wykazano także ze składniki dymu mają selektywny wpływ na różne typy mikroflory: zaobserwowano hamujący wpływ na rozwój bakterii rodzaju micrococcus, z kolei nie stwierdzono takiego wpływu w przypadku bakterii rodzaju staphylococcus i lactobacillus. Działanie bakteriobójcze składników dymu nie ustaje z chwilą zakończenia procesu wędzenia, ale utrzymuje się nadal w miarę wnikania jego składników w głąb wyrobu. Zmniejszenie liczby drobnoustrojów stwierdzone zostało jeszcze po czterech dniach przechowywania o odpowiednich warunkach temperatury i wilgotności powietrza. Dodać jednak należy, że efekt bakteriobójczy wędzenia jest wynikiem nie tylko działania składników dymu, ale w przypadku wędzenia gorącego – podwyższonej temperatury, a przy wędzeniu na zimno – podsuszenia i większej zawartości chlorku sodu. Wędzenie gorące przeżywa zwykle tylko niewielka liczba mezofilów. Natomiast w przypadku wyrobów wędzonych na zimno zniszczeniu ulega 75–100% bakterii, których optimum rozwoju mieści się w temperaturze 20°C oraz 25–75% populacji o optimum rozwoju w temperaturze 37°C. Właściwości antyoksydacyjne składników dymu zostały zbadane poprzez prowadzenie klasycznego badania na produktach wędzonych i niewędzonych. Kolejne badania w tym zakresie wykazały, że właściwości te wykazują frakcje fenolowe, a największy wpływ mają fenole o wyższej temperaturze wrzenia, które hamują powstawanie nadtlenków, co jest przyczyną inicjacji procesu utleniania. W dymie wędzarniczym poza składnikami pożądanymi, wykorzystywanymi w przetwórstwie żywności powstają także niepożądane związki chemiczne takie jak WWA (wielopierścieniowe węglowodory aromatyczne). O stosunku pożądanych i niepożądanych związków w dymie wędzarniczym decydują: ilość tlenu atmosferycznego dostępnego w trakcie procesu spalania, wilgotność drewna i temperatura dymu w trakcie spalania. Utrwalanie żywności metodą wędzie budzi obecnie coraz więcej kontrowersji, ze względu na to, że w dymie mogą występować wyżej wspomniane WWA. Jednak ostra toksyczność WWA występuje w ograniczonym stopniu. Wielopierścieniowe węglowodory aromatyczne (WWA) jest to wszechobecna i bardzo zróżnicowana grupa zanieczyszczeń występujących zarówno w środowisku naturalnym, jak i w artykułach spożywczych. Poziom skażenia związkami WWA pochodzącymi ze źródeł naturalnych i stanowiący „naturalne tło” jest niewielki. Głównym źródłem skażenia są procesy przemysłowe będące wynikiem działalności człowieka, jak produkcja asfaltu, emisja gazów i dymów (zwłaszcza przemysłu ciężkiego), a szczególnie procesy spalania. Wędzenie to proces obróbki termicznej mięsa. Zarówno dym wędzarniczy, jak i preparat dymu wędzarniczego stanowią istotną i jednocześnie kompleksową mieszaninę różnych związków o charakterze antyutleniającym i przeciwdrobnoustrojowym. Dodatkowo składniki te kształtują specyficzną i pożądaną notę wędzonkową. Stosując różne sposoby wędzenia, można uzyskać produkty różniące się zarówno trwałością, jak i cechami sensorycznymi, zależnie od stopnia podsuszenia i nasycenia składnikami dymu wędzarniczego oraz rodzaju zmian, jakie zachodzą w białkach i lipidach mięsa. Efekt utrwalający wędzenia uzyskiwany jest głównie na drodze działania składników fenolowych dymu. Alternatywą konwencjonalnego wędzenia produktów żywnościowych jest stosowanie preparatów dymu wędzarniczego. Korzyści z tego sposobu utrwalania żywności dotyczą aspektów zdrowotnych i technologiczno – ekonomicznych. Autorka: mgr inż. Dagmara Prasek