Pamiętajcie, że z naszego forum możecie korzystać bezpłatnie tylko dzięki temu, iż kilkadziesiąt osób klika w reklamy. Może już czas abyś do nich dołączył?


roger
-
Postów
7 024 -
Dołączył
-
Ostatnia wizyta
Typ zawartości
Profile
Forum
Wydarzenia
Mapa użytkowników
Sklep
Giełda
Treść opublikowana przez roger
-

[11][Rok 1985] Wędliny i wędliny podrobowe. Proces produkcyjny
roger odpowiedział(a) na Maxell temat w Wędzonki, wędliny i wyroby wędliniarskie
A jak Ci się kolego wydaje ... dlaczego ta słynna 16-a jest "biblią domowych masarzy" ... ? ... może dlatego że prawie dziewica ... Tapniete z GT-I9500 -
Zaraz o czym Wy piszecie ? Kolega pyta o miejsce gdzie jest osadzany nóż a nie o stronę korby gdzie jest gwint ... ja w życiu nie widzialem aby kwadrat od strony noża był w alfie odkręcany to integralna część ślimaka ... jedyne co jest dokręcane to rączka ale i z tej strony kwadrat jest stałym elementem ślimaka Cholera może za mało widziałem ... ; ( Tapniete z GT-I9500
-
Skończyło sie "towarzysko" bo my wiemy jak Arek takie szynki z całej szynki robi. Tej mając na uwadze preferencje twórcy zabrakło "pelerynki" ... takiej białej ... do latania. PS A ja tam i tak bardzo lubię szynkę przednią Tapniete z GT-I9500
-
Tu nie ma co sugerować nie peklowałaś mięsa tylko soliłaś dlatego nie jest wybarwione ... co do zabezpieczenia też można dyskutować. Kolega stwierdził że teraz już żadne nacieranie peklosolą nic nie wniesie i nie zmieni. Następnym razem pekluj nie sół i przyprawy sobie odpuść ... Temperatura nie powinna być wyższa niż 8st - najlepiej 4-5 tego też pilnuj.
-
Ładny piec ale prosicie się o nieszczęście ... Włos mi się na głowie jeży jak na to patrzę ... proszę Cię nie pal zanim nie zrobisz porządku z podłogą o ścianami Tapniete z GT-I9500
-
1. Nigdy nie podgrzewaj / nie parz wyrobów wcześniej nierozmrożonych 2. Rozmrażaj zawsze wolno, czyli np. w lodówce na dolnej półce a nie w temp. pokojowej 3. Wyroby przeznaczone do mrożenia wcześniej szczelnie pakuj najlepiej próżniowo.
-
Nie wiem co to za nowy skrót DM -dymarka ? Ruszt nie jest zrobiony z pełną premedytacją bo moim zdaniem to przerost formy nad treścią i niepotrzebna nikomu do niczego komplikacja wykonawcza, drobne zrębki bedą przelatywały, to co przeleci już się nie wypali, popielnik z rusztem musi być szczelny żeby nie dawał tzw lewego powietrza w obszar spalania. Z całego zasypu DG przy prawidłowych parametrach pracy popiołu zostanie na dnie może 0,5cm. Robienie jakiegokolwiek rusztu może mieć sens tylko w przypadku używania bardzo dużych kawałków drewna czy tzw grubego peletu ... 98% z nas używa kupnych drobnych i średnich zrębków wędzarniczych. Także wracając do meritum nie polecam - zrobiłem kiedyś w ramach eksperymentu żadnych różnic nie zauważyłem więc po co komplikować coś co jest proste.
-
Dymogenerator podciśnieniowy - jak wykonać od A do Z
roger odpowiedział(a) na roger temat w Dymogeneratory
Uzupełniłem post o parę instrukcji i porad wykonawczych. Tutaj jest watek dotyczący pytań czy uwag w tym temacie : /topic/13691-dymogenerator-dyskusja-i-pytania/ -
Alu nie rozłoży temperatury ... zapobiega tylko przesuszeniu powierzchniowemu czyli utrzyma wilgotność w fazie ogrzewania na wskroś. Tapniete z GT-I9500
-
Jak sitko z nierdzewki to i nóż z nierdzewki ... te dwa materiały nie powinny mic ze sobą kontaktu bo następuje zjawisko korozji miedzykrystslicznej ... stal nierdzewną mozna odrabiać narzędziami ze stali czarnej ale wtedy stosujemy je tylko do nierdzewki a po obróbce trawimy i pasywujemy ... tyle o podstawach takiej obróbki ... dochodzą kąty skrawania, chłodzenie, prędkości obrotowe etc ... temat na długi elaborat bo każdy materiał ma swoją specyfikę obróbki Tapniete z GT-I9500
-
To przeczytaj o granicznych temparaturach obróbki peklowanych mięs Tapniete z GT-I9500
-
Za wysoko temperatura i za krótko ... po co trybować ma być pieczona szynka z kością Przy peklowaniu nastrzyk przy kości ... potem masło z przyprawami skoro tak sobie wymyśliłeś pieczenie 90-100st 7-8h ... podpiekanie dla chrupiącej skórki 30-40min odkryte termoobieg 130st i wystarczy Tapniete z GT-I9500
-
Czym pomalować wędzarnie z zewnątrz ?
roger odpowiedział(a) na kitesurf temat w Wędzarnie. Budowa i obsługa
Jasne ... taaa ... z zewnątrz ... czymkolwiek Tapniete z GT-I9500 -
Mini ... ? A po kiego czorta ? Tapniete z GT-I9500
-
Bo Ty Arek "za łagodny jesteś" Ja jeszcze dodaję octu kwaśne ma być kwaśne i zdecydowane ... nie lubimy nie jjemy to tak jakby być w ciąży ale tylko trochę Tapniete z GT-I9500
-
Za duże oczko Tapniete z GT-I9500
-
Myślałem o tym też ... i pewnie takie łopatologiczne opracowanie tez wrzucę w oddzielnym zamkniętym temacie . Z góry przepraszam że te tematy będą tutaj w kąciku i ze będą zamknięte ale mając na uwadze mniejsze i większe przepychanki jakie zawsze się w takich tematach rodziły nie widzę innej możliwości na w miarę klarowny i uporządkowany przekaz
-
Żeby nie było bałaganu w temacie DG i kolejnego śmietnika w którym nic nie można wyszukać tutaj dyskutujemy ... krytykujemy... bijemy się pytamy etc ...
-
Z okazji nadchodzących Świąt Bożego Narodzenia postanowiłem przygotować mały prezencik dla amatorów domowego wędzenia i opisać krok po kroku jak wykonać dymogenerator podciśnieniowy. Na forum praktycznie wszystko zostało już wielokrotnie omówione i przedstawione ale wszystkie te informacje są porozrzucane po wielu tematach co bardzo utrudnia dotarcie do nich. Poniższe opracowanie pozwoli praktycznie każdemu z Was wykonać we własnym zakresie prawidłowo działający generator dymu wędzarniczego ale tylko do użytku prywatnego, nie wyrażam zgody na jakiekolwiek komercyjne wykorzystywanie, powielanie czy modyfikowanie tego projektu ani częściowo ani w całości. Parę słów o zasadach pracy takich urządzeń. Podciśnieniowy generator dymu podczas pracy wykorzystuje efekt Venturiego, pompka powietrzna podaje powietrze do dyszy powietrznej umieszczonej w świetle rury dymnej geometria wlotu i kalibracja dyszy powietrznej powodują znaczny wzrost prędkości przepływu podawanego powietrza i ukierunkowują ten przepływ co skutkuje powstaniem lekkiego podciśnienia w komorze zasypowej ponad strefa żarzenia, zasysanie powietrza niezbędnego do podtrzymania procesu tlenia się zrębków przez otwory powietrzne, zasysanie dymu z wnętrza generatora do rury dymnej oraz wtłaczanie go do komory wędzarniczej. Pożądana ilość wytwarzanego dymu uzyskamy zmieniając wydatek pompki powietrznej. Standardowo takli DG pracuje z pompkami o wydajności około 200-360l/h z płynna regulacją. Im większy wydatek powietrza tym więcej dymu jest wytwarzane, ale i czas spalania się tej samej objętości zrębków ulega skróceniu. Im zrębki są większej gradacji (grubsze) tym szybciej się pala gdyż ilość powietrza miedzy kawałkami drewna jest znacznie większa. Metodą prób należy dobrać do indywidualnych warunków tryb pracy pompki i wyregulować ja w funkcji potrzeb, wielości komory oraz gradacji zrębków. Pamiętajmy, że wędzarnia to nie parowóz wędzimy najczęściej w średnim dymie a zbyt dużo powietrza powoduje podniesienie temperatury spalania i wiele niekorzystnych zjawisk z tym związanych.Odpowiednie usytuowanie dymogeneratora w komorze powoduje, że dym równomiernie wypełnia komorę. Optymalnie montuje się go po przeciwnej stronie względem regulowanego odprowadzenia dymu - kominka. Przy zastosowaniu generatora komory powinny być szczelniejsze od tradycyjnych ale z możliwością regulacji wypływu dymu a co za tym idzie cyrkulacji powietrza wewnątrz komory wędzarniczej – brak ruchu powietrza = kwaśny nieudany wyrób. Wymiary komory spalania, otworów powietrznych, dysz i rury dymowej DG są zoptymalizowane do tlenia zrębek w prawidłowym zakresie temperaturowym „bezpiecznego wędzenia” a jeden zasyp przy prawidłowej regulacji pompki zapewnia bezproblemową pracę na jeden cykl wędzenia – czyli około 3-4h nieprzerwanej pracy. Poniższy projekt umożliwia wykorzystanie urządzenia do dolnego i górnego podawania dymu bo zarówno jeden jak i drugi sposób ma swoich zwolenników i przeciwników, ja preferuje dolne podawanie dymu. Projekt wykorzystuje standardowe dostępne profile handlowe, urządzenie w tym przypadku jest w całości wykonane ze stali nierdzewnej, a wykonanie nie wymaga użycia TIG-a . Ogólny model 3D 1. Rura dymowa z dysza powietrzną: Otwór w rurze dymowej ma 5,8mm a dyszka powietrzna jest z rurki fi6mm co umożliwia jej ciasne wbicie bez konieczności spawania. Dysza powietrzna od dołu musi być zaślepiona można użyć kawałeczka pręta nierdzewnego fi4mm a otworek dyszy jest wykonany tuż ponad zaślepieniem. 2. Korpus DG jest z rury fi88,9 ścianka 2mm jego wysokość to ~250mm można zrobić wyższy ale nie widzę takiej potrzeby. góra jest lustrzanym odbiciem dołu ale bez otworu na rurę dymową, Kawałek rurki fi8mm służy do zaślepienia górnych otworów w funkcji tego czy chcemy dolne czy górne podawanie powietrza (obrót DG o 180st) 3. Dekiel górny to dwa okręgi wypalone na laserze górny z blachy 1mm dolny z 2mm z otworami w środku umożliwiającymi skręcenie dekla z drewniana gałką, nic nie stoi na przeszkodzie aby wykonać tali dekielek z kawałka drewna od biedy wystarczy wiertarka i pilnik do drewna oraz odrobina cierpliwości 4. Podstawa jest wykonana z blachy 2mm i dokręconym palonym krążkiem odpowiadającym średnicy wewnętrznej korpusu co stabilizuje DG na podstawie, równie dobrze mozna od dołu podstawy wkręcić 3 śruby które ustabilizują korpus na podstawie. CDN No to jedziemy dalej parę uwag natury wykonawczej. Nie polecam wykonywania takich konstrukcji ze stali czarnej mimo tego że jest dużo prostsza w obróbce gdyż zderzymy się potem z problemem mycia i czyszczenia DG z przypalonych kawałków drewna i smoły wędzarniczej a to podobne do czyszczenia szyb kominkowych. Dobrze sprawdzają się roztwory sody kaustycznej czyli popularne krety czy inne środki do np. udrażniania rur. Ja stosuję preparat W5 w żelu dostępny w Lidlu za niewielkie pieniądze. Są to silne zasady działające destrukcyjnie na stal węglowa a praktycznie obojętne dla stali szlachetnych. Takie czyszczenie wymaga bezwzględnego zachowania zasad bezpieczeństwa czyli minimum to okulary i rękawice ochronne oraz zdrowy rozsądek, po czyszczeniu myjemy pod bieżąca wodą. Narzędzia dedykowane do obróbki stali nierdzewnej są wykonywane z innych materiałów i maja przeważnie inne tzw kąty natarcia dlatego obrabianie tego materiału klasycznymi wiertłami czy pilnikami może się okazać wyzwaniem Tka obróbka narzędziami ze stali węglowej powinna być zakończona trawieniem i pasywacją czyli odbudowaniem zewnętrznej struktury zabezpieczającej antykorozyjnie. AD.1. Rura dymowa nie powinna być za długa bo utrudni to znacznie czyszczenie nie polecam wykonywania dłuższych niż 150-170mm. Skośne ścięcie od dołu ułatwia zaciąganie dymu z nad paleniska i jednocześnie ogranicza możliwość zasypania rury zrębkami podczas zasypywania DG. Rura dymowa nie musi głęboko wchodzić w korpus wystarczy około 25-35mm. U mnie na takiej długości rura jest podtoczona co zapewnia jej oparcie i uniemożliwia zbyt głebokie wprowadzenie do korpusu, teoretycznie można to pominać bo tak czy inaczej uniemożliwi to dyszka powietrzna - wtedy robimy ja vieco bliżej końca rury dynowej. Wykorzystana średnica i grubość ścianki 2mm jest optymalna ale nic nie stoi na przeszkodzie żeby zastosować troszkę większą średnicę - mniejszych nie polecam. Dla ułatwienia osadzenia dyszy powietrznej proponuje jej fazowanie z dołu co stanowi "pilotowanie" i ułatwi wbicie w ciasny otwór rury dymowej. Dyszę powietrzną wbijamy jak najpłycej czyli tylko tyle aby otworek powietrzny (1,5-2mm) znajdował się w świetle rury dymowej tuż poniżej jej ścianki - chodzi o to aby jak najmniej przysłonić światło rury dymowej. Otwór dyszy powietrznej musi być skierowany w stronę WYLOTU DYMU !!! - czyli dokładnie tak jak to jest przedstawione na modelu. Proponuję najpierw nawiercić sobie otwór fi2mm 5-8mm od dołu dyszy, następnie nabić od dołu kołek zaślepiający , do otworu dyszy możemy wsadzić odwrotnie wiertło żeby wbijany kołek nie poszedł za daleko, następnie szlifierką kątową odcinamy nadmiar zostawiając 3-4mm poniżej otworu i fazujemy krawędzie po obwodzie. Górne krawędzie dyszki fazujemy już po jej nabiciu w rurę dymową. AD.2. Korpus wykonujemy z profilu o ściance 1,6-2mm, ten 88,9mm jest jednym z popularniejszych dlatego go użyłem, jak mamy gdzieś na regale profil o większej średnicy np. 101,6 czy 114,3mm nie widzę problemu większych już nie polecam. Ułatwieniem w wykonaniu może być rezygnacja z możliwości zmiany sposobu dymienia z dolnego na górny, w takim przypadku nie wykonujemy dwóch otworów fi8mm od strony górnej korpusu oraz nie potrzebujemy rurki zaślepiającej fi8mm. Poniżej zdjęcie generatora zmontowanego do pracy z dolnym podawaniem dymu "A" oraz z górnym wersja "B" górne otwory zawsze muszą być zaślepiane rurką. Jedyny większy problem który widzę w warunkach domowych to wykonanie otworu pod rurę dymową, ja używam to tego wierteł koronowych z wkładkami z węglików spiekanych ale to bardzo drogie wiertła i dedykowane do pojedynczych średnic. Co można zrobić można wiercić wieloetapowo zaczynając od małych średnic albo użyć wiertła wielostopniowego stożkowego i na koniec rozwiertaka nastawnego. Wiercimy tylko ostrymi wiertłami, chłodzimy jakimś olejem (może być i zwykły jadalny) i na małych obrotach jak przegrzejemy będzie problem żeby to potem czymkolwiek poprawić. AD.3. O deklu górnym praktycznie napisałem wszystko od bidy można górę zasłonić i cegłą byle w miarę szczelnie. AD.4. Podstawa opisałem jak to robię ja ale równie dobrze będzie działać gdy postawimy DG np. na cegle jeszcze przed zasypaniem ważne żeby powierzchnia była równa i korpus leżał szczelnie na jakiejś płaszczyźnie. Poniżej rozwiazanie alternatywne czyli 3 śruby wkrędane od dołu w podstawę: Na rysunkach nie ma jednego elementu mianowicie rurki powietrznej nakładanej na dysze powietrzną : To kawałek rurki nierdzewnej fi8mm wygięty na 90st nic nie stoi na przeszkodzie aby to była prosta rurka. Chodzi o to aby przewód igielitowy od pompki wprowadzać do wnętrza tej nakładki a nie nasadzać bezpośrednio na dyszkę powietrzną - tam lubi być bardzo ciepło Jeszcze jedna uwaga wykonawcza - wszystkie wiercone otwory lekko fazujemy- gradujemy zarówno z zewnątrz jak i wewnątrz profili oraz czyścimy z wszelkich wiórków powstałych podczas obróbki, ze szczególnym uwzględnieniem otworu powietrznego w dyszy powietrznej. Parę słów o paliwie dymogeneratora - zrębki wędzarnicze, standardem do wędzenia jest miks zrębków olcha / buk, zrębki występują handlowo w różnych gradacjach (wielkość kawałków drewna) najczęściej stosuje się od 3-i (np. do Borniaka) poprzez 4 ; 6 ;8 ; 10 zasada jest prosta im grubsze zrębki tym szybciej się wypalą im drobniejsze tym dłużej się będą tliły przy tej samej ilości powietrza. Najczęściej stosuje mieszankę olcha/buk gradacji 3-4 z domieszka 20-25% 8-ki z dębu wcześniej razem wymieszane. Ale tutaj co kto lubi lub co kto ma można samemu dodawać małe suche kawałki drewna owocowego Jeśli chodzi o sprawdzonych dostawców polecam firmę Springer z Kłodawy Gorzowskiej i firmę Monrol z Moniek. Do rozpalania najlepsze są tzw zapalniczki żarnikowe czy też sztormowe, różnica polega na tym, że płomień jest zawsze ukierunkowany w stronę wylotu gazu a nie do góry i parzymy sobie palców. Mam nadzieje że opisałem już wszystko co każdy majsterkowicz w tym temacie wiedzieć powinien. Jeśli mimo wszystko będą jakieś pytania lub problemy jestem do dyspozycji.














-
To może zacznij czytać posty wstecz ... zanim napiszesz kolejne xxxxxx ? X-y zdrap Ps Tak się zastanawiam czy napisać słowo więcej ale nie napiszę ... Tapniete z GT-I9500
-
Patrz saletra przestała mieć rację bytu ... a ja do niej zacząłem wracać ... próbowałeś ? ... to spróbuj Mam dla Ciebie wyliczonego gotowca ze źródłami 50/50 peklosol sól ale sam sobie to udowodnij i policz jakie stężenie jest bezpieczne ... Może coś z tego szukania i liczenia wyniesiesz ... sorry ale ja odpadam z tej dysputy ... Ps Zaimki osobowe piszemy z dużej litery Tapniete z GT-I9500
-
Uważam że modyfikacje ... kombinacje etc robimy wtedy gdy wiemy co i jak chcemy uzyskać ... Piszesz o kiełbasie dojrzewajacej a pomijasz coś co daje początek fermentacji ... na co chcesz to zamienić na jad kiełbasiany ? ... Tapniete z GT-I9500
-
Mirek proszę Cię nie brnij ... zapomniałeś dodać że wtedy w zakładach produkcyjnych weszły już komory wędzarniczo parzelnicze a czas zaczął stanowić koszt istotny woda a gorąca para to troszkę inna bezwładność termiczma i inne medium ... nie chce mi się tego rozkminiać na czynniki pierwsze ale niestety nie masz racji Tapniete z GT-I9500
-
A co zamiast kultur ... ? Modyfikacje możemy robić gdy wiemy co robimy ... Tapniete z GT-I9500
-
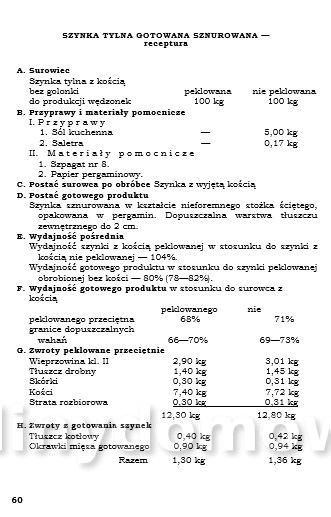
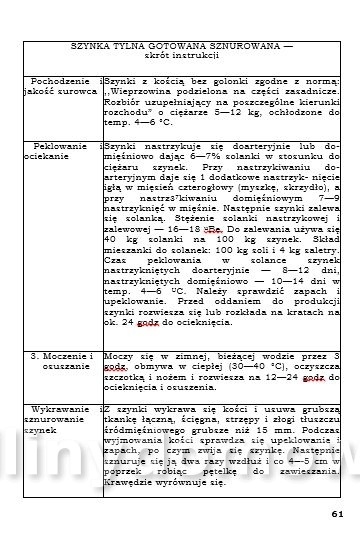
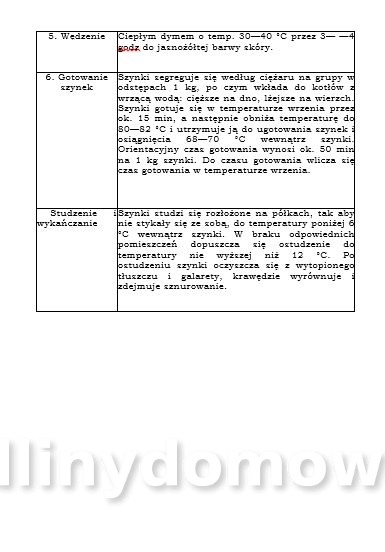
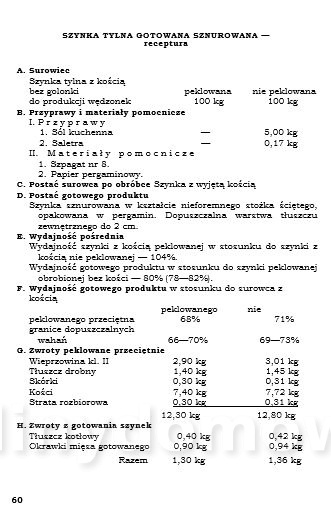
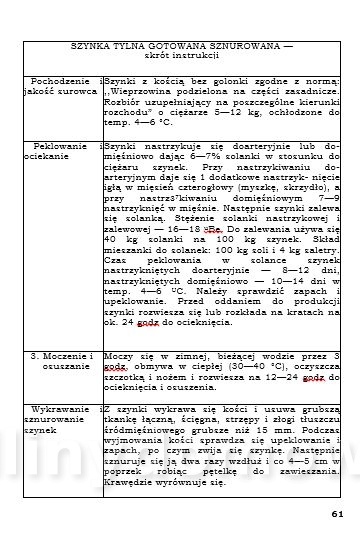
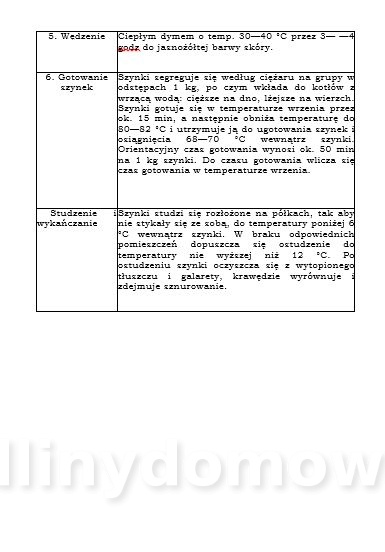
Pierwsze z brzegu : PW16 "Szynka tylna gotowana sznurowana" str. 60/61/62 " 6. Gotowanie szynek Szynki segreguje się według ciężaru na grupy w odstępach 1 kg, po czym wkłada do kotłów z wrzącą wodą: cięższe na dno, lżejsze na wierzch. Szynki gotuje się w temperaturze wrzenia przez ok. 15 min, a następnie obniża temperaturę do 80—82 °C i utrzymuje ją do ugotowania szynek i osiągnięcia 68—70 °C wewnątrz szynki. Orientacyjny czas gotowania wynosi ok. 50 min na 1 kg szynki. Do czasu gotowania wlicza się czas gotowania w temperaturze wrzenia. "