Maxell
-
Postów
46 205 -
Dołączył
-
Ostatnia wizyta
-
Wygrane w rankingu
180
Typ zawartości
Profile
Forum
Wydarzenia
Mapa użytkowników
Sklep
Giełda
Treść opublikowana przez Maxell
-
Zmiany ilościowe i jakościowe mięsa w trakcie jego pozyskiwania i przetwarzania
Maxell odpowiedział(a) na Maxell temat w Podstawy technologii
Ten artykuł opublikowałem z dwóch powodów. Pierwszym z nich było zapoznanie Państwa z mało znanymi problemami, z jakimi borykają się producenci mięsa i przetworów mięsnych, a drugim, przedstawienie niektórych czynników mających wpływ na końcową cenę tych produktów. -
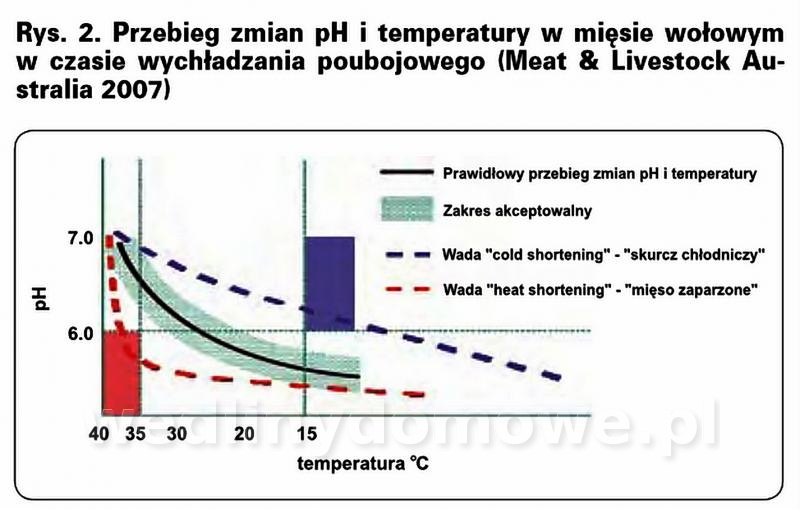
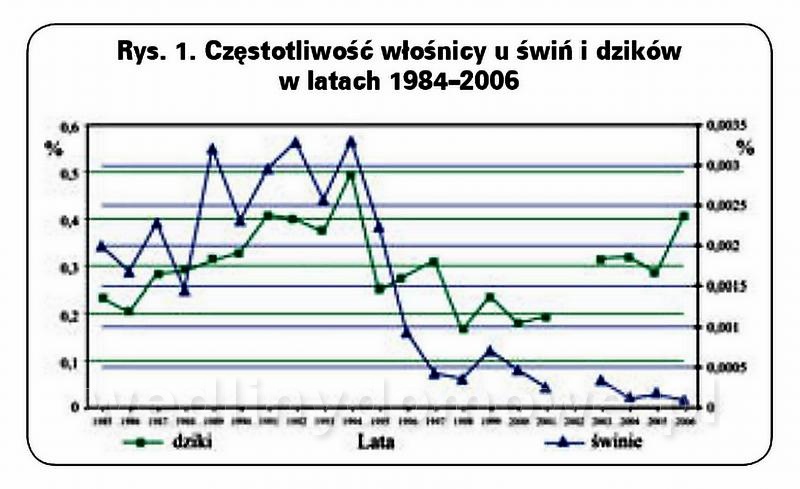
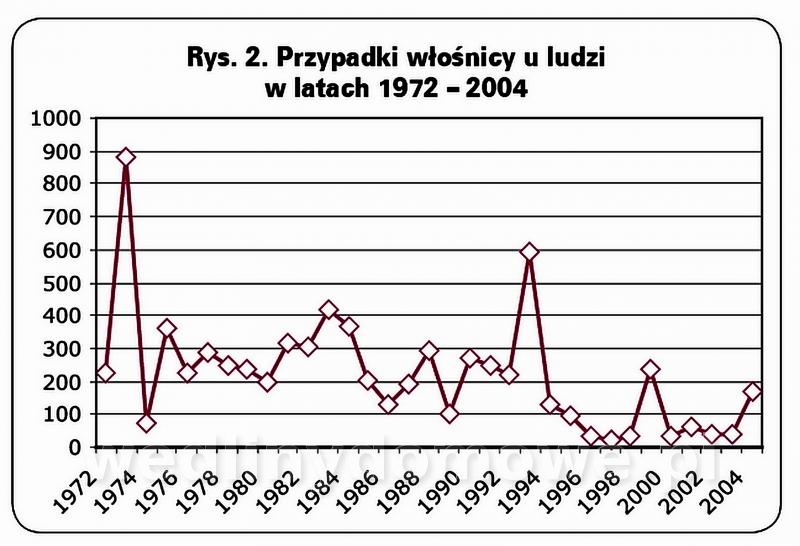
Zmiany ilościowe i jakościowe mięsa w trakcie jego pozyskiwania i przetwarzania Część I Wpływ czynników przyżyciowych W części pierwszej prezentowanego artykułu autorzy opisują straty występujące w czasie transportu i magazynowania żywca rzeźnego, tusz i elementów mięsa oraz przetworów z uwzględnieniem ich jakości. Duża konkurencja, jaka panuje obecnie na rynku mięsa i przetworów mięsnych, wymusza na producentach i eksporterach zwiększeniedbałości o jakościowe i ekonomiczne aspekty produkcji. W opinii Fischer-Boel, komisarza ds. rolnictwa UE, aby sprostać dużej konkurencji na rynku, związanej między innymi z obecnością zdecydowanie tańszych, ale i gorszych jakościowo produktów, głównie z krajów Ameryki Południowej, kraje członkowskie UE muszą zwrócić zdecydowanie większą uwagę na jakość produkowanego mięsa i przetworów. Jednocześnie istotnym elementem konkurencji producentów musi stać się poprawa rentowności produkcji. O ile aspekty poprawy jakości mięsa i przetworów mięsnych stanowią od wielu lat przedmiot zainteresowania naukowców i technologów, o tyle problematyka zwiększenia ekonomicznej efektywności produkcji wymaga wciąż dokładniejszej analizy. O sukcesie ekonomicznym, a tym samym zwiększeniu konkurencyjności produkowanych wyrobów może decydować między innymi umiejętność ograniczenia strat powstających w trakcie całego cyklu produkcyjnego mięsa i przetworów, począwszy od hodowcy żywca, a skończywszy na konsumencie wyrobów gotowych. W rozważaniach o stratach występujących w łańcuchu produkcyjnym mięsa i przetworów mięsnych należy uwzględnić dwa zjawiska: transportowe i magazynowe ubytki masy żywca rzeźnego, tusz i elementów ich zasadniczego rozbioru, mięsa kulinarnego i przerobowego oraz przetworów w trakcie ich obrotu i przechowalnictwa,pogorszenie jakości surowców, półproduktów i wyrobów gotowych podczas całego cyklu produkcyjnego w wyniku endo- i egzogennych procesów biofizykochemicznych.W artykule tym podjęto próbę prześledzenia przyczyn i skutków najbardziej niekorzystnych zjawisk. Ze względu na olbrzymią ilość informacji w przedmiotowym zakresie skoncentrowano się głównie na cyklu produkcji mięsa wieprzowego i wołowego. W okresie przyżyciowym straty ilościowe i jakościowe związane są głównie ze: stratami masy żywca w trakcie transportu,padnięciami i zranieniami żywca, w wyniku czego tusze lub ich części mogą być uznane za niezdatne do spożycia (tzw. konfiskaty),wystąpieniem wielu wad jakości mięsa wynikających z nieprawidłowego przygotowania zwierząt do uboju.Występowanie wielu wymienionych strat można znacznie ograniczyć przez stosowanie takiego systemu skupu żywca, w którym jego dostawcy (producenci) będą ekonomicznie zainteresowani ich zredukowaniem, a nawet wyeliminowaniem. W systemach, w których zarówno producent zwierząt, podmiot odpowiedzialny za ich transport, jak i właściciel zakładu ubojowego rozliczani są w oparciu zarówno o masę poubojową, jak i o jakość tuszy, wielkość strat jest zdecydowanie mniejsza. Szczególnym przypadkiem jest sytuacja, kiedy zwierzęta są ubezpieczone od strat ponoszonych w transporcie. Wówczas umowa powinna być tak zawarta, aby transportujący ponosił finansową odpowiedzialność za wszystkie straty wynikające z niewłaściwego sposobu przewożenia zwierząt. W przypadku gdy jedynym podmiotem pokrywającym straty związane ze złymi warunkami transportu jest firma ubezpieczająca, transportujący nie jest zainteresowany jego prawidłowym i humanitarnym wykonaniem. W łańcuchu produkcji wysokiej jakości tusz i mięsa zagadnienia związane z obrotem żywcem są szczególnie istotne. Transport jest bowiem niezbędnym ogniwem łączącym obszar produkcji zwierząt rzeźnych z zakładami ubojowymi. W USA ubija się rocznie ponad 104 mln świń oraz ponad 40 mln bydła. W UE odpowiednio 209 mln i 28 mln. Wszystkie te zwierzęta muszą być przetransportowane do miejsc ich uboju. Straty masy powstające w trakcie obrotu trzodą chlewną mogą wynosić, w zależności od warunków panujących w trakcie transportu, od kilku do kilkunastu procent masy żywca, przy czym duży wpływ na ich wielkość ma indywidualna reakcja osobników na warunki transportu. Ubytki masy świń w początkowym okresie obrotu wynikają z wydalania zawartości przewodu pokarmowego i moczowego i w pierwszych 12 godzinach mogą wynosić od 0,8% w przypadku sztuk nieokarmionych, aż do 12% u sztuk nadmiernie i celowo okarmionych. W kolejnych okresach transportu straty masy ciała są skutkiem naruszenia rezerw energetycznych organizmu świń. O znaczeniu transportu żywca w łańcuchu produkcji mięsa wysokiej jakości świadczy ponadto jego istotny wpływ na organizmy zwierząt. Uważa się, że jest on jednym z głównych czynników stresujących zwierzęta gospodarskie, przez co może mieć istotny, negatywny wpływ na ich zdrowie i samopoczucie, a w efekcie i na wielkość ubytków masy ciała oraz zmiany jakościowe tusz i mięsa. Dodatkowym elementem zwiększającymi znaczenie transportu żywca jest coraz powszechniej wyrażana opinia publiczna domagająca się, aby obrót zwierzętami rzeźnymi prowadzony był w sposób możliwie jak najbardziej humanitarny. Do głównych czynników stresogennych oddziałujących w trakcie obrotu żywcem zalicza się kontakt z obcymi osobami podczas sprzedaży zwierząt, przepęd do miejsca załadunku, załadunek, transport, rozładunek i magazynowanie przedubojowe. W trakcie tych czynności stres zwierząt indukowany jest nadmiernym wysiłkiem fizycznym, walkami o przewodnictwo w stadzie, brakiem paszy, a przede wszystkim wody, strachem i walką o przeżycie. Do głównych strat wynikających z niewłaściwie prowadzonego transportu świń można zaliczyć: wyczerpanie fizyczne, a nawet padnięcia tuczników spowodowane długotrwałym oddziaływaniem czynników stresowych (0,1-0,4%),straty masy ciała (40-60g/kg), konfiskaty wynikające z przekrwień, okaleczeń i ran,zwiększone zakażenia Salmonellą,zwiększenie częstotliwości występowania mięsa o znacznie pogorszonej jakości, głównie mięsa wodnistego.Straty z wymienionych przyczyn szacowano w USA w 1993 roku na 12,40 USD na sztukę. W Danii, kraju przodującym na świecie w zakresie poprawności postępowania ze zwierzętami przed ubojem, wieloletnie prace prowadzone nad poprawą organizacji i warunków obrotu żywcem pozwoliły na ograniczenie wielkości strat wywołanych padnięciami świń w trakcie ich transportu i magazynowania przed ubojowego z ok. 0,12% w 1972 r. do ok. 0,018% w 2002 r. Do istotnej poprawy warunków transportu i w efekcie ograniczenia ilościowych i jakościowych strat żywca przyczyniło się między innymi unormowanie przez Dyrektywę UE 95/29/EC wymagań technicznych dla środków transportu wykorzystywanych w międzynarodowym obrocie zwierzętami rzeźnymi, a także precyzyjne określenie warunków transportu, w tym gęstości załadunku, czasu trwania poszczególnych etapów, częstotliwości pojenia, karmienia oraz przerw pomiędzy etapami itp. Zgodnie ze wspomnianą Dyrektywą, przewóz zwierząt może odbywać się wyłącznie przystosowanymi do tego celu środkami transportu, jedno lub wielopoziomowymi, o odpowiedniej konstrukcji podłóg, ścian, osłon bocznych i zadaszeń oraz wyposażonych w przegrody ograniczające ruch zwierząt, poidła itp. W przypadku bydła jednym z najbardziej istotnych elementów jest selekcja zwierząt pod względem wieku, masy ciała, płci i oddzielne rozmieszczenie poszczególnych grup zwierząt na pokładzie środka transportowego. W istotny sposób ogranicza to straty w wyniku rozdeptywania mniejszych i młodszych zwierząt (wcześniej się męczących i układających się na podłodze) przez pozostałe zwierzęta walczące o utrzymanie równowagi w trakcie ruchu pojazdu. W praktyce indywidualne wiązanie lub rozdzielanie poszczególnych zwierząt przegrodami jest stosowane w przypadku zwierząt zarodowych, natomiast bardzo rzadko w przypadku transportu żywca rzeźnego. Nie bez znaczenia jest również humanitarne postępowanie ze zwierzętami w trakcie obrotu, między innymi unikanie korzystania z elektrycznych poganiaczy. Ponadto w trakcie transportu na zwierzęta rzeźne oddziałuje wiele czynników, których ograniczenie wpływu jest niezwykle trudne. Należą do nich między innymi warunki klimatyczne, w tym temperatura otoczenia, wilgotność oraz szybkość przepływu powietrza wywołana ruchem środka transportowego. W Danii w lipcu i sierpniu, kiedy maksymalna temperatura otoczenia dochodziła do 28,7°C, liczba padnięć świń w trakcie transportu była trzykrotnie większa niż w okresie wiosennym lub jesiennym. Obok upadków, problemem w trakcie przedubojowego obrotu zwierzętami rzeźnymi jest również duża częstotliwość występowania uszkodzeń ciała, zarówno powierzchniowych, takich jak otarcia i uszkodzenia skóry, jak i wewnętrznych, czyli stłuczeń i przekrwień obejmujących warstwy podskórnego tłuszczu i mięsa. Powodują one znaczne pogorszenie jakości pozyskiwanych tusz i konieczność usuwania uszkodzonych i przekrwionych elementów. W USA udział w konfiskatach z powodu przekrwień stanowił 6,5%, uszkodzeń skóry 5,1%, a złamań kończyn 3,7%. Główną przyczyną przekrwień, zadrapań i ran na ciele trzody chlewnej obserwowanych u ponad 60% zwierząt są wymuszone kontakty ze ścianami, krawędziami korytarzy przepędowych, środków transportowych oraz walki pomiędzy przywódcami stad o ustalenie nowej hierarchii w stadzie. Najczęściej do obrażeń tuczników dochodzi w trakcie ich załadunku i wyładunku ze środków transportu oraz podczas przepędu. Częstotliwość uszkodzeń wzrasta wraz ze zmęczeniem zwierząt. Za najbardziej podatne na uszkodzenie uważa się przednie partie ciała, szczególnie okolice szyi i łopatek oraz zad i kończyny. Liczba walk w grupie świń z jednego miotu wynosi dwa przypadki na godzinę na świnię, podczas gdy w zmieszanych miotach dochodzi nawet do 23 agresji. Dlatego też w Danii zaleca się ograniczenie powierzchni kojca dla świń do maksymalnie 15 zwierząt, czyli do jednego miotu. Dane o uszkodzeniach skóry, przekrwieniach partii grzbietu lub zadu są bardzo zróżnicowane i wynoszą w USA 25-43%. W konfiskatach, ich udział z przyczyny przekrwień oceniano w 1994 r. na około 50%, a złamań kończyn na 3-6%. Ważnym czynnikiem determinującym uszkodzenia ciała tuczników jest dystans i czas trwania transportu zwierząt. Przy odległości transportu około 400 km uszkodzenia obserwowano bowiem u 89,2% tuczników, a przy transporcie z odległości około 200 km - 57,5%. W USA ponad 80% świń transportowane jest na odległość ponad 140 km (czas do 3 godz.), podczas gdy w UE średni dystans transportu wynosi do 100 km (czas do 1,5 godz.). Jednym z mniej docenianych czynników wpływających na zachowanie się zwierząt, a więc i uszkodzeń ich ciała, są warunki i czas trwania magazynowania przed ubojem. Niesprzyjające warunki panujące w magazynach żywca mogą sprawić, że zwierzęta nie będą wypoczywać, natomiast wskutek zmęczenia może dochodzić do wzmożonej przemiany energetycznej prowadzącej do strat masy mięsno-tłuszczowej i do niższych wydajności poubojowych. Uważa się, że czas magazynowania trzody chlewnej nie powinien przekraczać pięciu godzin. Bezpośrednio po wprowadzeniu do kojca zwierzęta przyzwyczajają się do nowych warunków i po około 60 minutach układają się i zasypiają. Po tym okresie budzą się stosunkowo wypoczęte i od nowa rozpoczynają walki w celu ustalenia nowej hierarchii w stadzie. W lecie poprawę warunków magazynowania można uzyskać stosując natryskiwanie świń wodą bezpośrednio po opuszczeniu środka transportu. Powoduje to między innymi ochłodzenie powierzchni ciała i uspokojenie zwierząt oraz zmywa brud, ograniczając zakażenia krzyżowe podczas uboju. Optymalne warunki w magazynach przedubojowych to temperatura 15-18°C, wilgotność 60-68%, a czas magazynowania 3-5 godzin. Transport i magazynowanie przedubojowe może mieć również bezpośredni lub pośredni wpływ na zakażenia krzyżowe chorobami zakaźnymi. Należy także zwrócić uwagę na bardzo duże mikrobiologiczne zanieczyszczenie podłóg środków transportu zwierząt, a także częste ich zainfekowanie podczas przedubojowego magazynowania. W ponad 27% prób pobranych z tych miejsc stwierdzano obecność E. coli 0157. Wielu autorów zwraca również uwagę na problematykę zakażenia Salmonellą. W przypadku pogłowia wolnego od tych bakterii, po transporcie do rzeźni stwierdzono pozytywny wynik badania u 0,1% zwierząt, natomiast po uboju u 0,7% tusz. Przyczyną tego były prawdopodobnie niehigieniczne warunki w czasie transportu, w magazynach przedubojowych oraz mniejsza oporność zestresowanych zwierząt na zakażenia krzyżowe. Zarówno transport, jak i magazynowanie przedubojowe zwierząt, poza uszkodzeniami ich ciała mogą mieć również niekorzystny na jakość pozyskiwanego mięsa. Do najważniejszych wad jakości determinowanych warunkami obrotu przedubojowego zalicza się w przypadku bydła wadę typu DFD, a trzody chlewnej wadę typu PSE (rys. 2). W USA występowanie wady DFD ocenia się na 3-6% w przypadku tusz krów i na ponad 40% w przypadku tusz wszystkich byków (rys. 3). Występowanie tej wady uzależnione jest od czasu trwania i odległości transportu, mieszania obu płci i różni się między poszczególnymi zakładami ubojowymi z uwagi na różnice w sposobie przygotowania zwierząt do uboju (rys. 4). W postępowaniu bezpośrednio przed ubojem obok wypoczynku, istotne znaczenie ma podawanie zwierzętom wody z do datkiem cukru w postaci 3% roztworu melasy. Wada mięsa DFD powstaje bowiem, gdy zgromadzone w mięśniach zapasy glikogenu, na skutek niewłaściwego obrotu zwierzętami związanego przykładowo z długotrwałą głodówką przedubojową lub na skutek zmęczenia transportem, zostaną wyczerpane przed ubojem. Powoduje to brak „normalnego" zakwaszania się tkanki mięśniowej. Wartość pH mięsa DFD po 24 godzinach po uboju jest zbliżona do przyżyciowej, co pozytywnie wpływa na zdolność wiązania wody przez mięso, natomiast istotnie ogranicza możliwość jego dojrzewania, a przede wszystkim trwałość przechowalniczą. Barwa takiego mięsa jest bardzo ciemna, konsystencja jędrna i kleista. Charakterystyczna dla takiego mięsa jest również jego niska smakowitość. W ograniczaniu występowania wady mięsa typu DFD olbrzymie znaczenie ma odpowiednie przygotowanie pracowników prowadzących obrót zwierzętami rzeźnymi. Od przestrzegania przez nich zasad prawidłowego postępowania w głównej mierze uzależnione jest zmniejszenie strat, które w USA wyceniane są na około 12 USD na jedną sztukę bydła. W przypadku wieprzowiny również znajomość i przestrzeganie podstawowych zasad żywienia i obchodzenia się ze zwierzętami przed ubojem pozwala na ograniczenie występowania wady DFD. Wskutek zmian przepisów dotyczących warunków organizacyjno-technicznych obrotu przedubojowego zwierząt w latach dziewięćdziesiątych ubiegłego wieku, występowanie tej wady w Polsce zostało znacznie ograniczone. Niestety, w przypadku mięsa wieprzowego istotniejszym problemem jest obserwowane zwiększanie się występowania wad jakości typu PSE, RSE i RFE, często określanych łącznym mianem mięsa wodnistego. Jedną z najczęściej występujących wad jakości krajowej wieprzowiny jest wada typu PSE. W latach 90-tych ubiegłego wieku było nią obarczonych ok. 15-25% tusz, a jedynie 40% ocenianych tusz wieprzowych było zupełnie wolnych od wad jakościowych. Tak mała ilość mięsa dobrej jakości nie jest jednak cechą charakterystyczną wyłącznie polskiej wieprzowiny. Przykładowo w USA, występowanie wady mięsa typu PSE szacuje się na 15,5%. Wskazuje to, że potrzeba poprawy jakości wieprzowiny jest problemem globalnym. Znamienny jest również fakt dużego zróżnicowania występowania mięsa wadliwego w zależności od zakładu ubojowego oraz podobnie często stwierdzane występowanie wady PSE mięsa w klasach E i U, jak i w tuszach niższych klas mięsności. Szacuje się, że straty powodowane występowaniem wady mięsa PSE, wynikające zarówno z dużych ilości wycieku swobodnego, jak i mniejszej wydajności wyrobów, wynoszą ok. 2% wartości żywca. Dlatego poprawa jakości mięsa przez ograniczenie występowania wady PSE staje się obecnie priorytetowym zadaniem dla producentów żywca wieprzowego oraz dla przemysłu mięsnego. Mięso typu PSE, w porównaniu z normalnym (RFN), ma jaśniejszą, nienaturalnie bladą barwę, bardzo małą a nawet ujemną wodochłonność, w tym również własnych soków mięsnych, co jest między innymi przyczyną dużego ich wycieku i zawilgocenia powierzchni oraz niespoistą, nieelastyczną, miękką teksturę. W porównaniu z mięsem normalnym, mięso takie cechuje się mniejszą wodochłonnością, następstwem czego są większe o ok. 4 jednostki procentowe ubytki masy w czasie wychładzania i przechowywania tusz (rys. 5). Wada PSE rzadko obejmuje cały układ mięśniowy tuszy. Najczęściej występuje w najwartościowszych jej elementach, czyli w schabie i szynce. Defekt ten, tylko w przypadku znacznego nasilenia, dotyka równomiernie cały element zasadniczego rozbioru lub cały mięsień. Najczęściej jest obserwowany wyłącznie w pewnych odcinkach lub w części danego mięśnia. W przypadku mięśnia najdłuższego wada PSE częściej jest stwierdzana w okolicach odcinka lędźwiowego niż piersiowego. Tej wady mięsa nie obserwuje się w tłustych elementach zasadniczego rozbioru półtuszy, takich jak boczek, podgardle i pachwiny. Obok mięsa PSE coraz częściej wskazuje się na występowanie wad RSE (czerwonoróżowe, miękkie i wiotkie, wodniste) i RFE (czerwonoróżowe, twarde, wodniste), których podstawy powstawania nie są jeszcze do końca poznane. Trudne jest zatem wypracowanie dróg zabezpieczenia przed nimi. Szczególnie dużym problemem jest występowanie mięsa RSE. Liczba tusz obciążonych tym odchyleniem jest duża i w zależności od badanej populacji oraz kraju kształtuje się na poziomie 30-87%. Mięso obarczone tą wadą cechuje się pożądaną czerwoną barwą, ale jednocześnie obfitym wyciekiem swobodnym przekraczającym 5-6%, niższym pH mierzonym 24 godziny po uboju (o 0,1-0,2 jednostki), miękką konsystencją oraz obniżoną o około 3,0 jednostki procentowe wydajnością technologiczną w przetwórstwie. Dużą ilością wycieku swobodnego, sięgającą 8,5%, cechuje się również mięso RFE. Charakterystyczne jest, że wyciek soku mięśniowego nasila się w trakcie przechowywania mięsa, mogąc osiągnąć w 144 godzinie po uboju nawet 20%. Mięso RFE cechuje się ponadto niższym od mięsa RFN pH, począwszy od 35 minuty po uboju, nieco jaśniejszą barwą, niższą zdolnością utrzymywania wody własnej i wydajnością w procesie peklowania oraz obróbki termicznej. Do mięsa cechującego się zwiększoną ilością wycieku swobodnego zalicza się również mięso obarczone wadą mięsa kwaśnego (AM). Jej występowanie ma podłoże genetyczne i jest charakterystyczne dla surowca pochodzącego od świń rasy hampshire lub krzyżówek tworzonych z jej udziałem, chociaż jak wskazują niektóre prace badawcze można je również stwierdzić w mięsie bez jej udziału. Barwa mięsa AM jest jasna, cechuje się ono poza zwiększoną ilością wycieku swobodnego istotnie większymi stratami podczas obróbki cieplnej oraz obniżoną o około 6,0-9,5 jednostki procentowej wydajnością w procesie peklowania i gotowania. Ze względu na swoje właściwości mięso kwaśne np. w Szwecji jest wykorzystywane do produkcji szynek surowych fermentowanych. Natomiast we Francji, gdzie ponad 70% produkowanych szynek stanowią szynki konserwowe produkowane bez dodatków wiążących wodę, występowanie wady mięsa AM jest istotnym problemem powodującym dotkliwe straty ekonomiczne. Szacuje się, że występowanie wady mięsa AM w Polsce dotyczy 2,6 - 16,7% tusz. Część II Zmiany w okresie poubojowym W drugiej części artykułu autorzy analizują straty występujące w czasie czynności ubojowych przede wszystkim związane w czasie oszałamiania i wykrwawiania. lejnym etapem produkcji mięsa, mającym istotny wpływ na jego ilościowe i jakościowe straty, są czynności ubojowe, w tym szczególnie oszałamianie i wykrwawianie. Nieprawidłowe oszałamianie zwierząt, przy użyciu prądu elektrycznego o za niskich lub za wysokich parametrach lub za krótkiego czasu przepływu, może powodować w efekcie zbyt słabe oszołomienie lub paraliż kończyn zwierzęcia. W konsekwencji tego często dochodzi do złamań kośćca, wybroczyn krwawych, wylewów krwi, zbyt słabego wykrwawienia oraz występowania wady mięsa wodnistego. Ograniczenie częstości występowania wady mięsa typu PSE i obniżenie prawdopodobieństwa występowania krwiaków w mięśniach można natomiast uzyskać poprzez stosowanie farmakologicznego oszałamiania trzody chlewnej z wykorzystaniem CO2. Istotny wpływ na częstość występowania wybroczyn krwawych w mięśniach ma również czas, jaki upłynął od momentu oszołomienia zwierzęcia do momentu kłucia. Ponieważ w tym czasie zwiększone ciśnienie krwi wyciska krew przez uszkodzone naczynia krwionośne, zaleca się jego skrócenie do 10 sekund. Zbyt późne rozpoczęcie wykrwawiania zwierząt sprzyja rozprzestrzenianiu się hormonów adrenokortykotropowych w tkankach, które stymulują procesy poubojowej glikolizy i przyczyniają się do pogorszenia jakości mięsa. Zgodnie z wymaganiami UE, maksymalny czas tego okresu nie powinien przekraczać 20 sekund przy oszałamianiu udarowym i elektrycznym, a 30 sekund przy oszałamianiu farmakologicznym (CO2). W celu ułatwienia zmieszczenia się w tych limitach czasowych zalecane jest wykrwawianie w pozycji horyzontalnej. Eliminuje to zawieszanie tuszy na kolejce podwieszonej oraz późniejsze podciąganie się niedostatecznie oszołomionych zwierząt. Poprawne wykrwawienie usuwa z tuszy około 80% krwi. W przypadku pozostania w tuszy większej ilości krwi, zwiększa ona masę tuszy, ale jednocześnie bardzo istotnie zmniejsza trwałość mięsa kulinarnego. Nierozwiązanym problemem w Polsce pozostaje zbiórka i wykorzystanie krwi zwierzęcej dla celów jadalnych, paszowych i technicznych. Jeszcze większym problemem „rozwiązanym" jedynie w teorii jest zbiórka, utylizacja i wykorzystanie odpadów z produkcji zwierzęcej. Brak zbiornic padliny, rzeźni sanitarnych, spalarni odpadów, kompostowni i biogazowni uniemożliwia zgodne z przepisami eliminowanie chorych zwierząt z produkcji, utylizację odpadów i przestrzeganie przepisów ochrony środowiska. Stan obecny w tym zakresie jest znaczącym pogorszeniem się sytuacji w stosunku do okresu sprzed 20-30 lat i istotnie wpływa na zmniejszenie efektywności produkcji zwierzęcej. Kłopotliwym i przemilczanym problemem, ale mającym olbrzymie znaczenie sanitarne, jest przestrzeganie zasad usuwania z dalszego procesu technologicznego części tusz ze zmianami chorobowymi, czyli konfiskat. Brak systemu obowiązkowego ubezpieczenia zwierząt i tusz powoduje wymuszanie przez właścicieli ubojni ograniczania ilości konfiskat powodujących straty ekonomiczne. Kolejnym, niezwykle istotnym etapem w łańcuchu produkcji mięsa jest wychładzanie tusz. Szybkie obniżenie temperatury mięsa w tuszy ma między innymi olbrzymie znaczenie dla ograniczenia powstawania wady typu PSE. Poubojowe obniżenie pH w mięsie PSE jest trzykrotnie szybsze niż w mięsie normalnym, w wyniku czego wartość pH obniża się <6,0, podczas gdy temperatura nie zdąży osiągnąć poziomu < 37°C. W wyniku łącznego oddziaływania niskiego pH i wysokiej temperatury dochodzi do częściowej denaturacji białek, znacznego obniżenia zdolności wiązania wody i powstania struktury typowej dla mięsa wodnistego. W mięsie „normalnym" obniżenie pH wynosi około 0,01 jednostki pH/min. Powoduje to wystąpienie stężenia poubojowego po ok. 150 minut od momentu kłucia. Krytyczną wartość pH 6,0 w 45 min. od momentu uboju stwierdza się w mięsie, gdy obniżenie pH wynosi 0,02 jednostki pH/min. W skrajnych przypadkach, gdy stężenie poubojowe następuje po 15 min. od momentu uboju, obniżenie pH wynosi 0,1 jednostki/min. Dodatkowym czynnikiem jest to, że reakcje metaboliczne bezpośrednio po uboju generują ciepło w procesach np. przemian glikogenu w kwas mlekowy, hydrolizy ATP i fosfokreatyny, powodując podwyższenie temperatury tuszy. Proces oparzania tusz wieprzowych (60°C przez 6-8 min.) powoduje krótkotrwałe podwyższenie temperatury powierzchni tuszy i nie odgrywa znaczącej roli w powstawaniu mięsa typu PSE. Nie udowodniono wpływu opalania tusz w piecu duńskim na pogorszenie jakości mięsa. Ocenia się, że złe praktyki w trakcie transportu i przygotowania zwierząt do uboju przyczyniają się w 10-15% do powstawania wady mięsa typu PSE, natomiast zbyt wolne wychładzanie poubojowe jest przyczyną nawet 20-40% przypadków wystąpienia wymienionej wady. Należy przy tym pamiętać, że nawet najszybsze wychładzanie tusz nie zlikwiduje skutków zmian, które zaszły w okresie poprzedzającym wychładzanie, to znaczy w okresie przed ubojem. Uważa się, że proces uboju trzody chlewnej powinien być zakończony w przeciągu 20-25 minut i tusze powinny być poddane natychmiastowemu wychładzaniu. Zgodnie z wymaganiami UE, należy je wychłodzić do temperatury < 7°C w centrum geometrycznym najgrubszych warstw umięśnienia, to znaczy w udźcu łub szynce. W praktyce przemysłowej stosowane są dwie technologie wychładzania tusz - jedno- i dwu-stopniowe (tabela). W technologii jednostopniowej tusze wychładzane są w komorach chłodniczych w temperaturze powietrza ok. 0°C, wilgotności względnej powietrza 85-90% i prędkości ruchu powietrza 1-4 m/sek. W tych warunkach wychładzanie półtusz wieprzowych trwa 15-18 godz., a ubytki masy wynoszą 1,8-2,0%. Natomiast wychładzanie tusz wołowych wymaga przynajmniej 24-36 godz., a ubytki masy wynoszą 1,8-2,4%. W technologii dwustopniowej tusze najpierw wychładzane są bardzo intensywnie w temperaturze poniżej -12°C, przy wilgotności względnej powietrza około 90%, ruchu powietrza 2-4 m/sek. przez okres 1 -2 godziny (przy mechanicznym przesuwie tusz w tunelu), a następnie są one dochładzane przez 12-22 godz. w warunkach chłodniczych (parametry takie jak przy wychładzaniu jednostopniowym). W tych warunkach ubytki masy tusz są znacznie mniejsze i wynoszą 0,9-1,3%. W opinii praktyków metoda wychładzania jednostopniowego pozwala uzyskać zakładany stopień wychłodzenia tusz wieprzowych, jednak dla ciężkich tusz wołowych nie zawsze jest ona wystarczająca. Dwudniowy cykl wychładzania poubojowego tusz wołowych kończy się stratą 2,4% masy, podczas gdy w odpowiednio zaprojektowanej wychładzalni dwustopniowej, gdzie prowadzone jest początkowe pięciogodzinne intensywne wychładzanie tusz w temperaturze -15°C, przy szybkości ruchu powietrza 3 m/sek., a następnie dochłodzenie w komorze chłodniczej przez 24 godz., straty można zmniejszyć do 1,2%. Według tego autora, uwzględniając większe koszty instalacji oraz wydatki energii, zmniejszenie ubytków masy tuszy pozwała w rozliczeniu końcowym uzyskać zysk ok. 2,20 funta ang. na tuszę wołową. Bardzo istotne zmniejszenie ubytków masy mięsa powstających w trakcie wychładzania jest możliwe przez zastosowanie immersyjnego wychładzania elementów zasadniczego rozbioru tuszy wołowej, odkostnionych bezpośrednio po uboju, a następnie zapakowanych w worki z mas plastycznych w warunkach próżniowych. Takie rozwiązania są aktualnie w fazie badań. Problemem, w przypadku zbyt szybkiego wychładzania tusz, może być powstanie „skurczu chłodniczego" w cienkich warstwach mięśni (głównie mięśni brzusznych) (rys. 1). Jest on obserwowany w przypadku, gdy temperatura mięśni obniży się do poziomu niższego niż 12°C, podczas gdy wartość pH jest wyższa niż 6,2 (rys. 2). Warunki takie zachodzą w tuszach poszczególnych gatunków zwierząt po różnym czasie ich wychładzania. Przy wychładzaniu jednostopniowym w przypadku tusz bydlęcych po 10 godz. a w przypadku tusz wieprzowych po 0,5 godz. Szybkość przemian poubojowych w tuszach wieprzowych w zasadzie wyklucza możliwość zaistnienia opisanych warunków zarówno przy powolnym, jak i szybkim wychładzaniu. W przypadku wychładzania dwustopniowego tusz bydlęcych zabezpieczeniem przed wystąpieniem skurczu chłodniczego jest zastosowanie elektrycznej stymulacji tusz, powodującej szybkie obniżenie pH mięśni do wartości < 6,2. W przypadku kulinarnego mięsa wołowego zalecany jest proces jego dojrzewania w celu wykształcenia pożądanej kruchości oraz smakowitości, czyli aromatu i smaku mięsa. W warunkach przemysłowych dojrzewanie tusz wołowych odbywa się w pomieszczeniach chłodzonych w czasie 7-10 dób. W chłodniach restauracji odkostnione elementy kulinarne dodatkowo dojrzewają kolejne 7-10 dób. Proces dojrzewania mięsa kulinarnego można przyspieszyć przez tzw. kondycjonowanie tusz w podwyższonej temperaturze (14-16°C przez 4-8 godz.), a następnie wychłodzenie w temperaturze < 7°C. W trakcie procesu dojrzewania, jak i podczas chłodniczego przechowywania, dochodzi do odparowania wody z powierzchni tusz (tzw. ususzka chłodnicza), a straty masy - w zależności od czasu i parametrów w chłodni - mogą dochodzić nawet do 2%. Proces zamrażania mięsa prowadzony jest nadal przez zamrażanie półtusz w komorowych lub tunelowych pomieszczeniach w temperaturze powietrza poniżej -32 °C, szybkości ruchu powietrza 2-6 m/sek. i wilgotności ok. 95%. Technologia taka jest stosowana, pomimo że zamrażanie odkostnionego mięsa zapakowanego w opakowania z mas plastycznych, a następnie w kartony ma, w porównaniu z metodą tradycyjną, wiele zalet: masa zamrażanych porcji mięsa jest zmniejszona o ok. 30%, gdyż nie zamraża się kości, tłuszczu, skórek, ścięgien itp.,wykorzystanie powierzchni zamrażalni jest dwukrotnie większe,znacznie łatwiejsze są operacje przemieszczania,unika się odkostniania elementów po rozmrożeniu, które jest mniej higieniczne.Czas przechowywania mięsa w stanie zamrożonym ograniczany jest przez zmiany oksydacyjne tłuszczu zawartego w poszczególnych gatunkach mięsa. Procesowi jełczenia tłuszczu towarzyszy, w drodze sublimacji lodu, odwadnianie powierzchni zamrożonego mięsa (powstawanie tzw. oparzeliny zamrażalniczej). Powoduje to, podczas sześciomiesięcznego przechowywania, straty masy nie opakowanych półtusz dochodzące nawet do 4%. Niezwykle krytyczny, zarówno dla jakości pozyskiwanego mięsa, jak i wielkości powstających strat masy, jest proces rozmrażania. Powinien on być prowadzony w temperaturze 4-6°C, przy szybkości ruchu powietrza ok. 0,2 m/sek. i przy zmieniających się parametrach jego wilgotności. W celu uniknięcia tworzeniem się warstwy lodu na powierzchni w pierwszym okresie rozmrażania, wilgotność powietrza powinna kształtować się na poziomie 70%, a w końcowym wynosić ok. 90-95%. W tych warunkach rozmrażanie półtusz wołowych trwa około 5 dób. Odstępstwa od wymienionych parametrów procesu rozmrażania mogą powodować powstawanie nadmiernego wycieku nie wchłoniętego soku mięsnego, dochodzące nawet do 4-6% masy tuszy. Nowe technologie rozmrażania, takie jak np. w specjalnych tunelach, z zastosowaniem mikrofal, lub przy użyciu autoklawów podciśnieniowych, są stosunkowo drogie w eksploatacji i nadal jeszcze rzadko stosowane. Wielką zaletą zamrażania mięsa wcześniej odkostnionego, a zwłaszcza mięsa tzw. drobnego jest możliwość rozdrabniania (kruszenia) bloków mięsa w stanie ich częściowego zamrożenia i bezpośredniego wykorzystania go w produkcji przetwórczej. Kolejnym etapem w produkcji mięsa kulinarnego i przerobowego, mającym istotny wpływ zarówno na jego jakość, jak i ekonomikę produkcji, jest rozbiór tusz i wykrawanie mięsa. Technologie procesów rozbioru i wykrawania mięsa są różne w różnych częściach świata, państwach czy regionach. Jest to wynikiem lokalnych tradycji i różnic w sposobie kulinarnego i przetwórczego wykorzystywania poszczególnych elementów rozbioru i partii mięsa oraz jest uzasadnione optymalnym i najbardziej ekonomicznym zagospodarowaniem tego surowca. W trakcie procesu rozbioru i wykrawania uzyskuje się odkostnione, odścięgnione i odtłuszczone elementy i/lub porcje kulinarne, produkty uboczne (kości, skórki, ścięgna, tłuszcz drobny) oraz tzw. mięsa drobne, wykorzystywane głównie w produkcji kiełbas i konserw. Stosowane w Polsce technologie rozbioru na elementy zasadnicze oraz części kulinarne odbiegają znacznie od głównego celu, czyli optymalnego wykorzystania, w tym głównie uzyskania jak największej ilości mięsa kulinarnego. Znaczny udział przetworów w spożyciu mięsa w Polsce wymusza przeznaczenie części elementów kulinarnych na tzw. mięsa drobne, będące surowcem do produkcji przetworów mięsnych. Mięsa drobne dzieli się na klasy i podklasy, głównie pod względem zawartości tłuszczu i tkanki łącznej. Podstawowym surowcem w produkcji kiełbas jest mięso drobne klasy II o stosunkowo szerokim zakresie zawartości tłuszczu (15-50%). Dlatego też w praktyce przemysłowej dzieli się go jeszcze na dwie lub trzy podklasy. Prawidłowa selekcja przez pracowników linii rozbiorowych (dokonywana w drodze subiektywnej oceny wzrokowej) ma olbrzymie znaczenie dla standaryzacji surowca, a w efekcie i jakości produktu końcowego oraz wyników ekonomicznych zakładu. W oparciu o ponad 350 pomiarów wykonanych w dwóch dużych polskich zakładach przemysłowych można stwierdzić, że jest ona jednak niewystarczająca (rys. 3). Olbrzymie zróżnicowanie w zawartości tłuszczu, znacznie odbiegające od założonych wartości, powoduje niestandardowość surowca do produkcji przetwórczej i straty ekonomiczne. Przy różnicy w cenie pomiędzy mięsem chudym (10,00 zł) a tłuszczem drobnym (2,00 zł), różnica każdej jednostki procentowej, przy niższej niż wymagana zawartości tłuszczu, kosztuje zakład 0,09 zł. Przy wyższych niż zakładane poziomach tłuszczu, producent może być oskarżony przy sprzedaży takiego mięsa o oszustwo i w efekcie ponieść straty w wyniku reklamacji lub zwrotu produktu. Możliwością ograniczenia kosztów produkcji mięsa, nadal niedocenianą przez europejski i polski przemysł mięsny, jest tzw. technologia mięsa ciepłego. Zgodnie z tą technologią rozbiór i wykrawanie prowadzone są bezpośrednio po uboju, z pominięciem wychładzania, po czym mięso kulinarne poddawane jest procesom wychładzania i dojrzewania, a mięso przerobowe zasoleniu lub zamrożeniu. W wyniku tak prowadzonego procesu uzyskuje się pozytywne efekty technologiczne i ekonomiczne, takie jak między innymi: ograniczenie wielkości ubytków powstających w trakcie wychładzania, zmniejszenie o 60% powierzchni chłodniczych oraz możliwość przetwarzania mięsa o bardzo wysokiej wodochłonności i zdolności emulgowania tłuszczu. Procesy przetwórcze są kolejnym etapem produkcji, w którym obserwowane są liczne zmiany w mięsie, zarówno o charakterze ilościowym, jak i jakościowym. Składają się one z sekwencji następujących po sobie oddziaływań, których efekty zapewniają uzyskanie zakładanej trwałości i przydatności do spożycia. W trakcie każdego z oddziaływań zmieniają się właściwości i stan fizyczny surowców mięsnych, a ich wynikiem jest przyrost łub ubytek masy oraz wykształcenie określonej jakości konsumenckiej (barwy, smaku, aromatu, soczystości, konsystencji itp.). Pod względem ilościowym przyrost masy obserwowany jest głównie w procesie peklowania i masowania, a ubytki w procesach wędzenia i obróbki termicznej oraz podczas dojrzewania, np. przetworów surowych, fermentowanych. Wielkość zmian masy surowców mięsnych w tych procesach jest bardzo szeroka i zależy od produkowanych asortymentów, receptury i technologii produkcji oraz w bardzo istotnym stopniu decyduje o efektywności ekonomicznej. Procesy te są prezentowane w tysiącach publikacji naukowych, natomiast w praktyce przemysłowej parametry procesów: peklowania, masowania, wędzenia, obróbki termicznej i dojrzewania są w sposób ciągły monitorowane i korygowane, co umożliwia uzyskanie założonych wydajności, jak i jakości gotowego produktu (rys. 4). Znajomość jakości surowca, jego składu tkankowego, właściwości fizykochemicznych oraz stanu mikrobiologicznego zanieczyszczenia jest podstawą do optymalizacji wykorzystania mięsa w produkcji przetwórczej zarówno pod względem jakościowym, jak i ekonomicznym. Stosowanie wielu dodatków funkcjonalnych umożliwia technologom kształtowanie właściwości surowca (np. wodochłonności, zdolności do emulgowania tłuszczu, lepkości, zdolności do żelowania itp.), co bardzo istotnie wpływa na efektywność ekonomiczną produkcji przetwórczej, a także zwiększa wachlarz asortymentowy i ogranicza udział tłuszczu w przetworach. Powszechnie realizowaną zasadą jest „receptura o najniższym koszcie" opracowywana przy użyciu programów komputerowych. Procesy peklowania oraz obróbki mechanicznej, czyli rozdrabnianie, kutrowanie, masowanie, obok technologicznych celów ich stosowania, wykorzystywane są również do zwiększenia masy farszów mięsnych, co wykorzystywane jest szeroko w produkcji przetworów wysoko wydajnych (np.>130% w stosunku do surowca mięsnego). Natomiast procesy wędzenia i obróbki cieplnej, głównie w wyniku denaturacji białek i związanych z tymi procesami zmianami w przestrzennej konfiguracji oraz we właściwościach fizykochemicznych (głównie wodochłonności), powodują wyciek termiczny i istotne straty masy. Stosowane parametry obróbki cieplnej są wypadkową właściwości fizykochemicznych mięsa, stanu jego mikrobiologicznego zanieczyszczenia, wymaganej przydatności do spożycia i bezpieczeństwa konsumenta. W przypadku mięsa kulinarnego ogrzewanego do uzyskania w centrum geometrycznym temperatury ok. 70°C ubytki masy wynoszą >20%. Stosowane w procesach przetwórczych: peklowanie, rozdrabnianie, masowanie oraz kontrolowane ogrzewanie (minimalna dawka energii cieplnej zapewniająca dogrzanie produktu) pozwalają na znaczne ograniczenie ilości wycieku termicznego. Logicznym wydaje się stwierdzenie, że wspomniane wcześniej procesy zwiększające masę farszów mięsnych (peklowanie, rozdrabnianie i masowanie) powinny równoważyć ubytki masy w trakcie obróbki termicznej. Zasada ta realizowana jest w praktyce przemysłowej w produkcji przetworów powyżej średniej jakości handlowej. Technologie produkcji przetworów mięsnych podsuszanych i suchych wykorzystują procesy wędzenia, obróbki cieplnej, wielodobowego suszenia i/lub dojrzewania do zmniejszenia zawartości wody w produkcie, nadania mu pożądanych towaroznawczych cech jakościowych, czyli barwy, smaku, zapachu, konsystencji, kruchości itp. oraz trwałości. Wynikiem ich zastosowania jest znaczne zmniejszenie masy (np. do 65% w stosunku do wyjściowej masy surowca mięsnego). Ubytki masy i zmiany jakości w czasie przechowywania przetworów mięsnych zależą w głównej mierze od klimatycznych warunków składowania. Parametry temperatury, wilgotności oraz ruchu powietrza w magazynach i w ladach chłodniczych muszą być zgodne z założonymi warunkami przechowywania dla poszczególnych asortymentów produktów mięsnych, aby zachować odpowiednią jakość przez cały okres przydatności do spożycia oraz ograniczyć straty masy. Pakowanie jednostkowe mięsa kulinarnego, jak i przetworów mięsnych, nie poprawia jakości tych produktów, ale w istotnym stopniu ogranicza straty masy i przedłuża przydatność do spożycia. Stosowane technologie pakowania w atmosferze częściowej próżni, a przede wszystkim w atmosferze modyfikowanej, umożliwiają kilkakrotne wydłużenie czasu przydatności do spożycia i pomimo konieczności ponoszenia znacznych nakładów inwestycyjnych są powszechne stosowane w przemyśle mięsnym. Produkcja mięsa i przetworów mięsnych obejmuje łańcuch wielu czynności, których poprawność prowadzenia ma decydujący wpływ na jakość produktów finalnych i ekonomikę ich wytwarzania. Sukces rynkowy, jaki jest celem działalności każdego zakładu przemysłowego, w tym również zakładów mięsnych, wymaga zatem dbałości o zachowanie wysokich standardów produkcyjnych. W przemyśle mięsnym, którego specyfiką jest wysoki koszt surowców wynikający z nakładów na hodowlę zwierząt gospodarskich, a w dalszych etapach skomplikowanego procesu produkcyjnego i konieczności zachowania łańcucha chłodniczego, decydujące znaczenie ma eliminowanie, a co najmniej istotne ograniczanie wszelkiego rodzaju strat. Wprawdzie z praktyki przemysłowej wiadomo, że niemożliwe jest prowadzenie produkcji mięsa i przetworów mięsnych bez strat, jednak celem poprawy wyników ekonomicznych zakładów mięsnych konieczne jest ich minimalizowanie na każdym etapie produkcji. Autorzy: Andrzej Pisula, Tomasz Florowski










-
Retrospektywne spojrzenie na kształtowanie jakości wędlin
Maxell opublikował(a) temat w Jelita, osłonki, przyprawy i dodatki
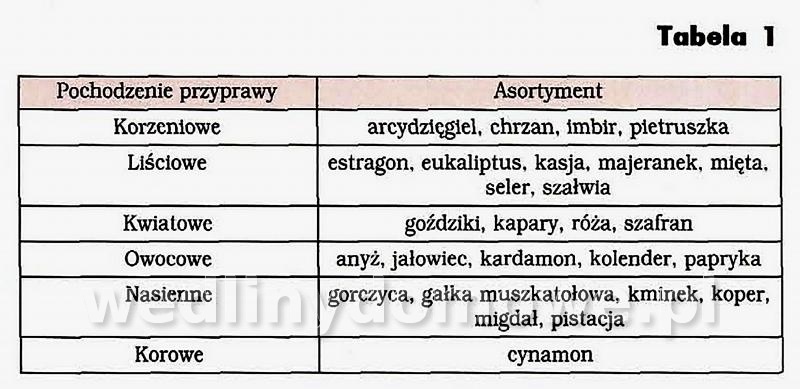
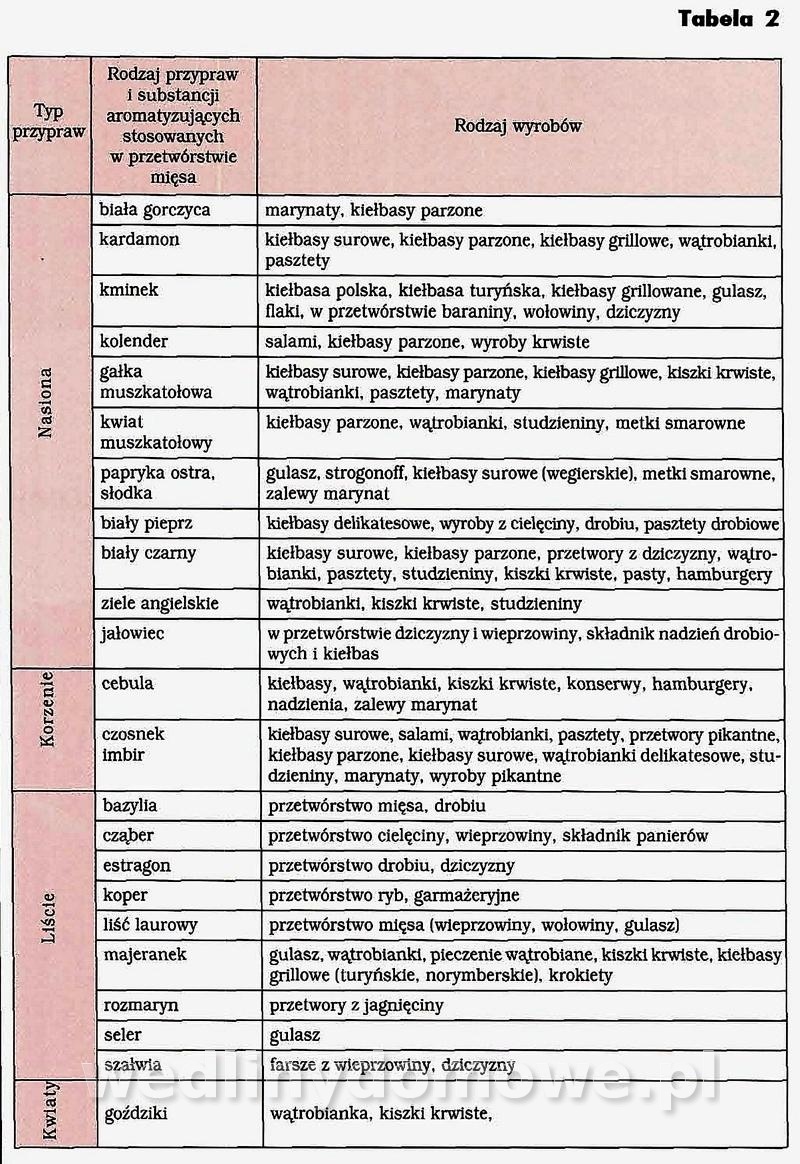
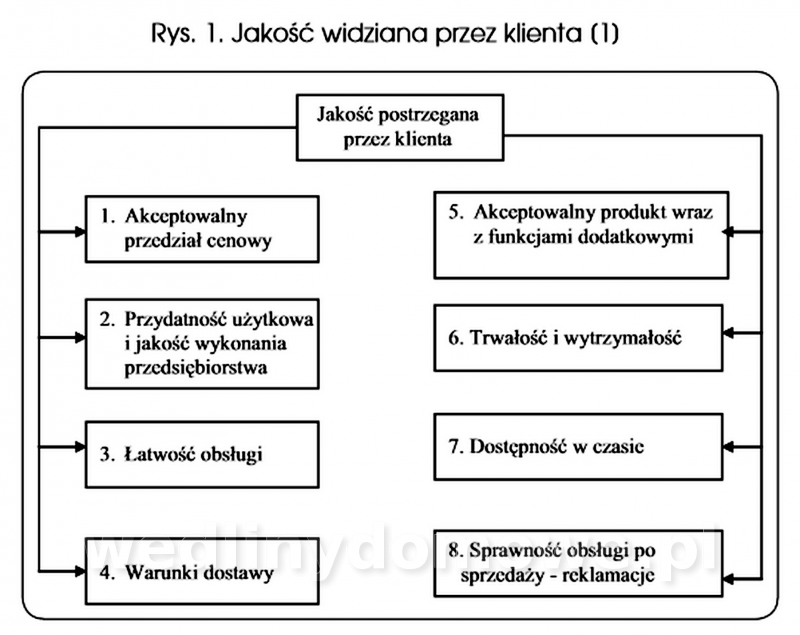
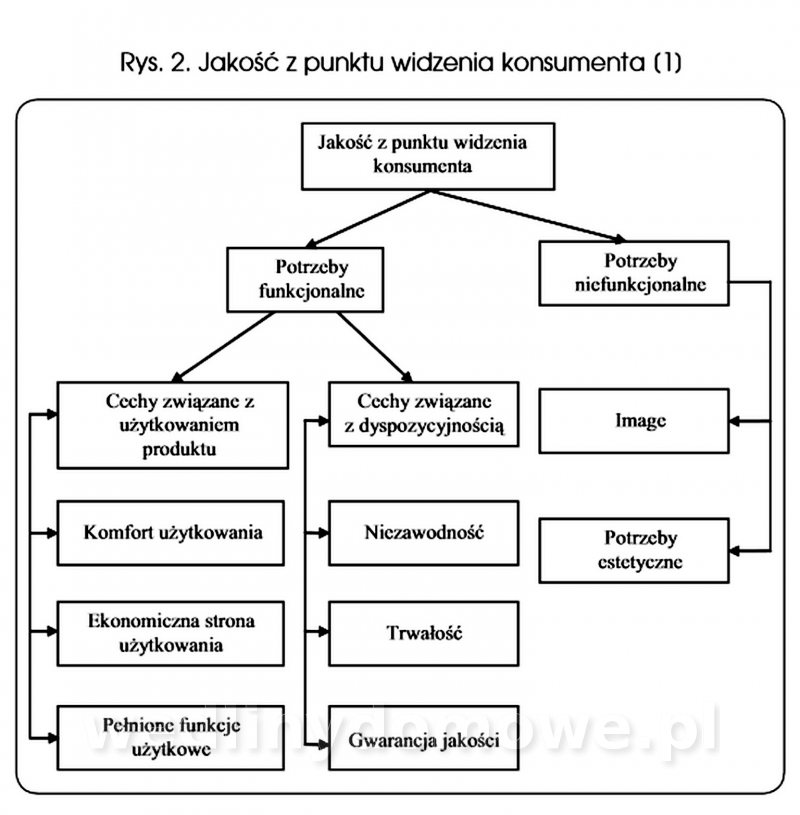
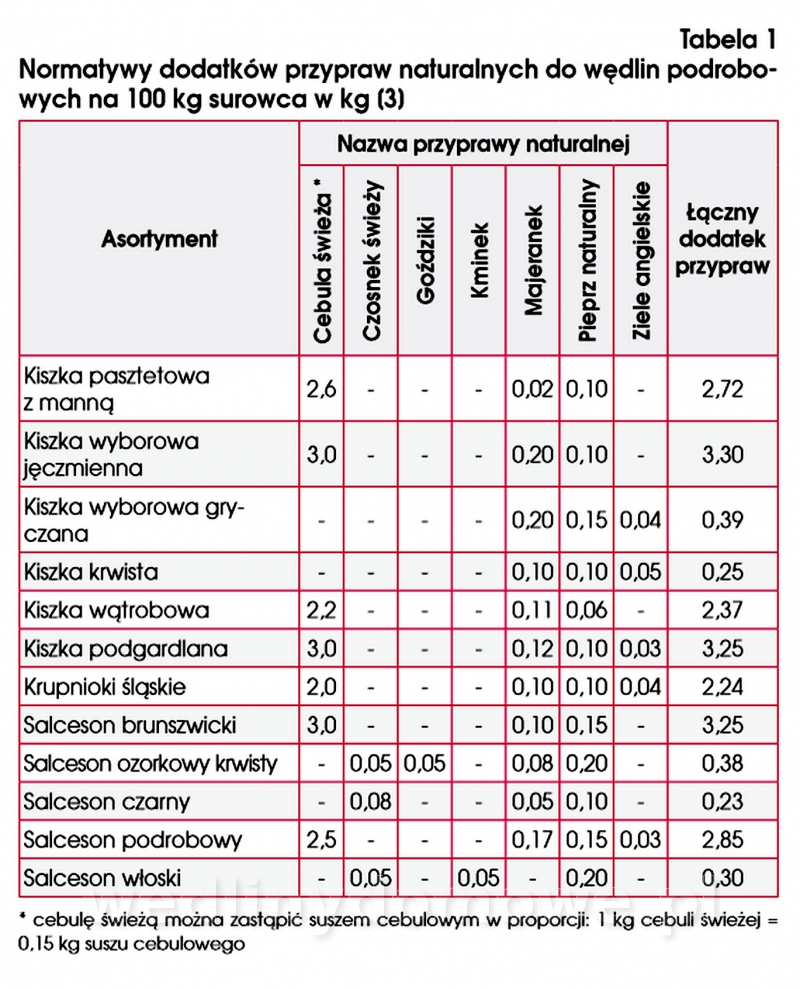
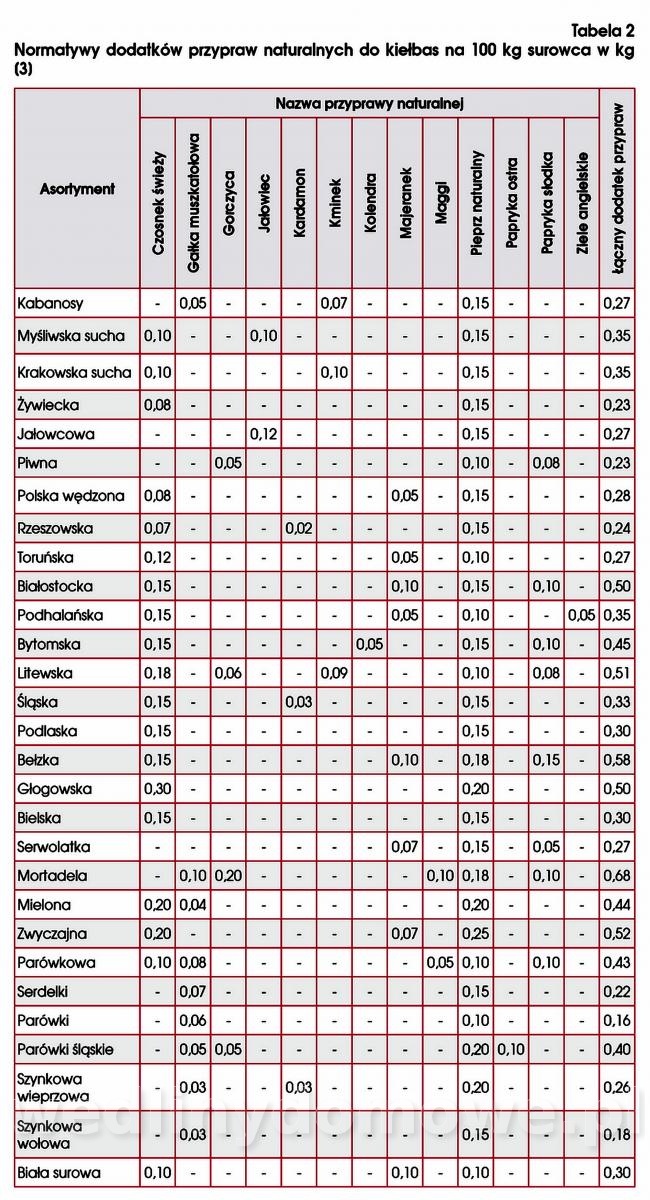
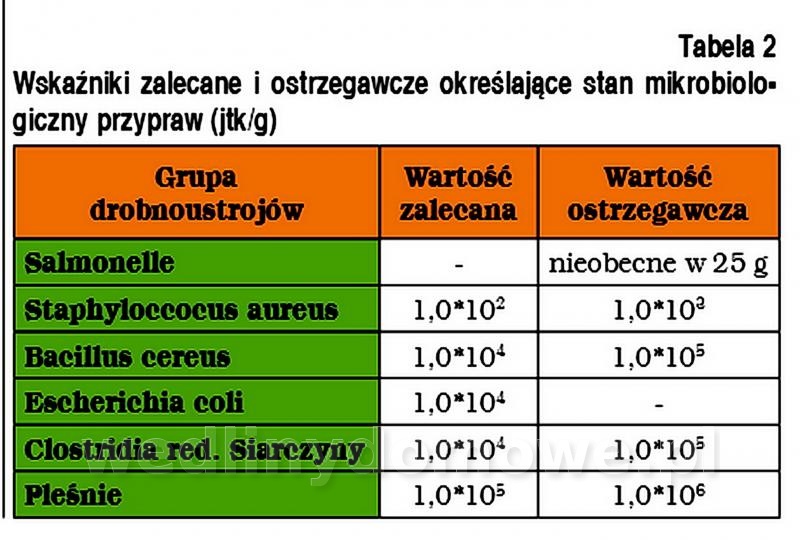
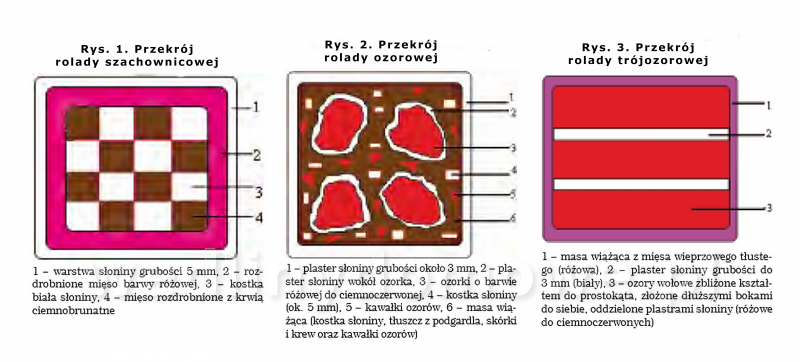
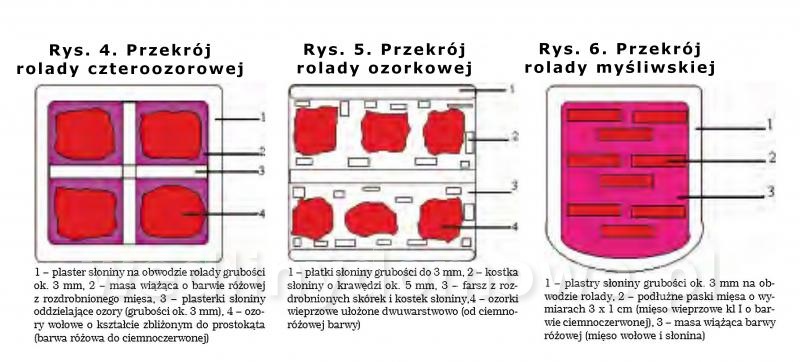
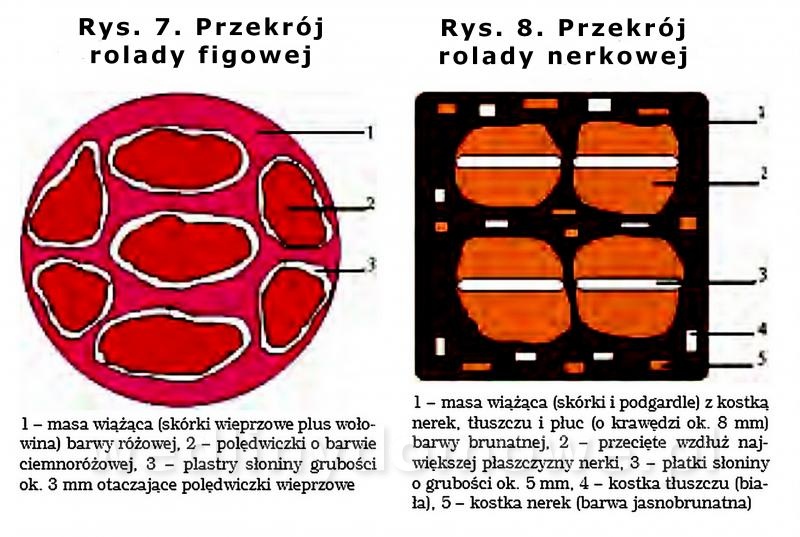
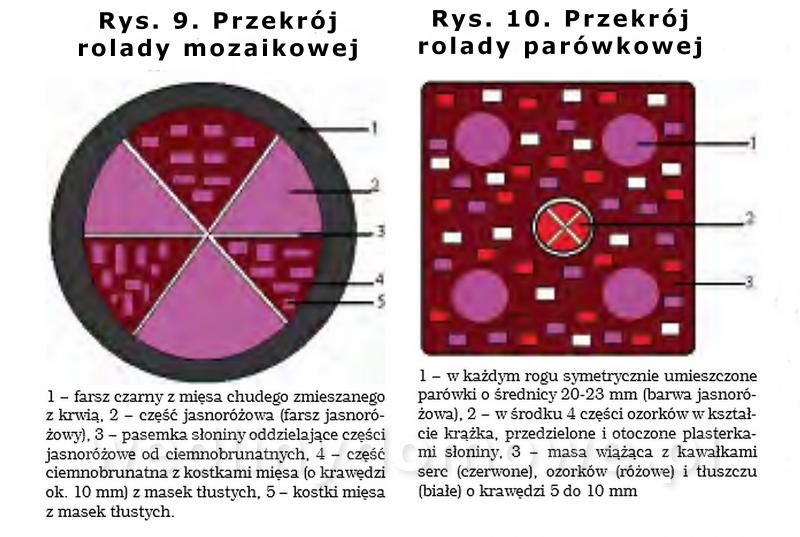
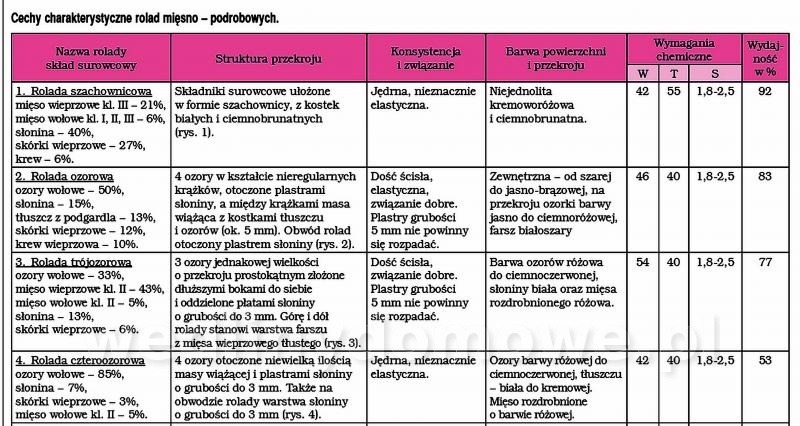
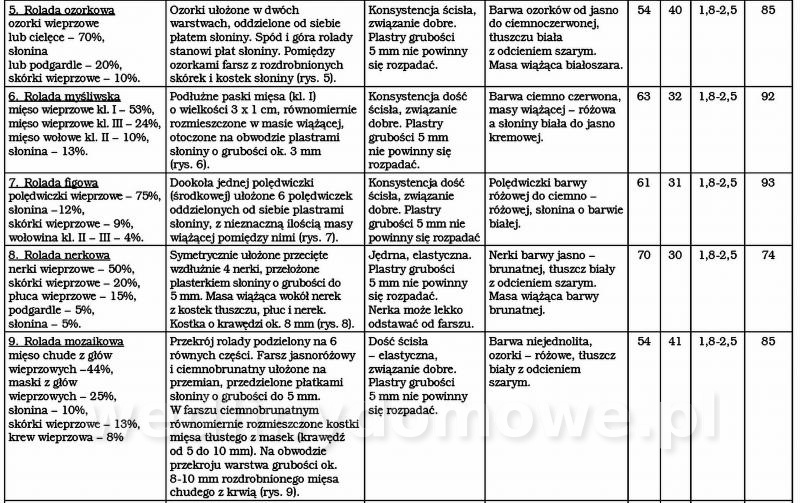
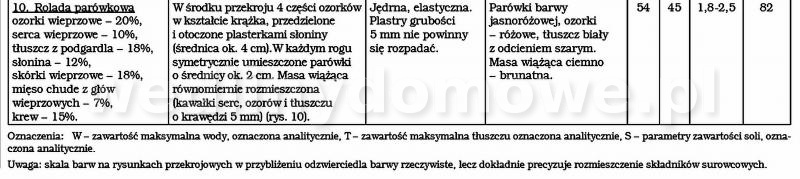
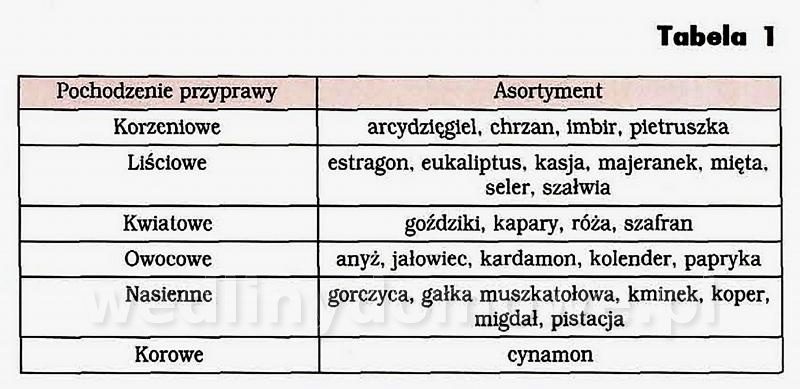
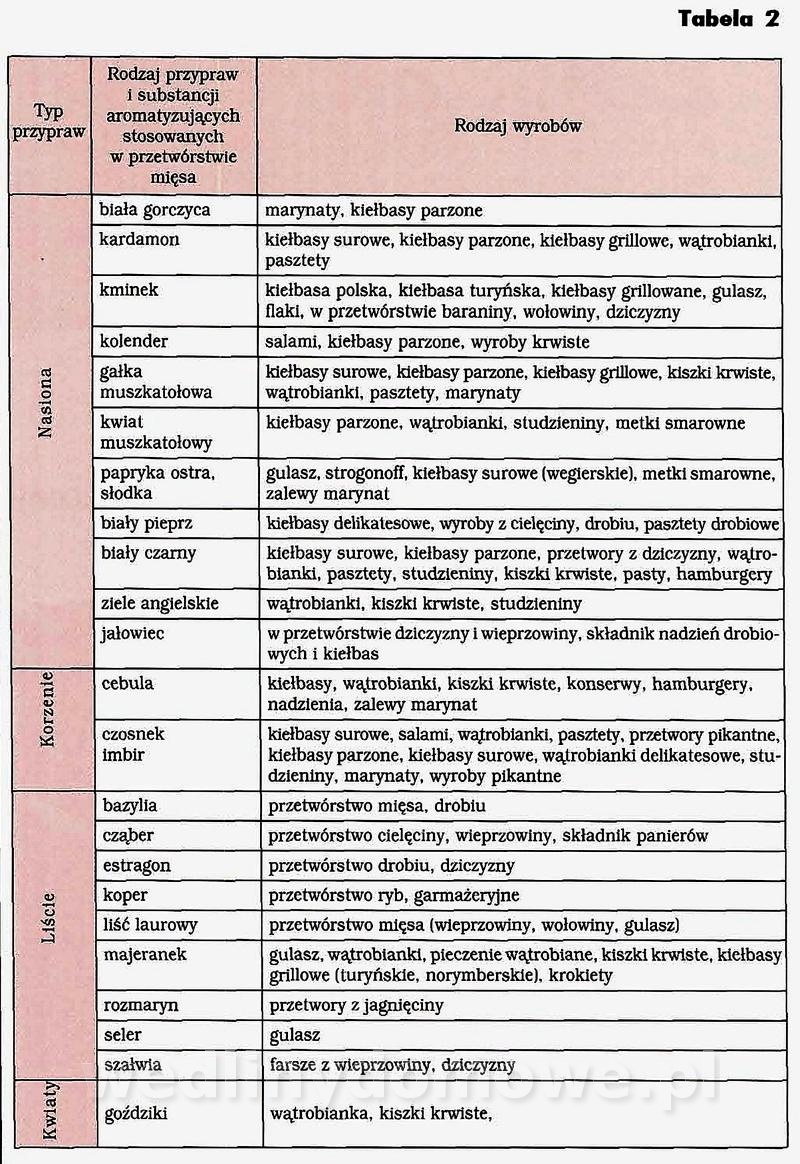
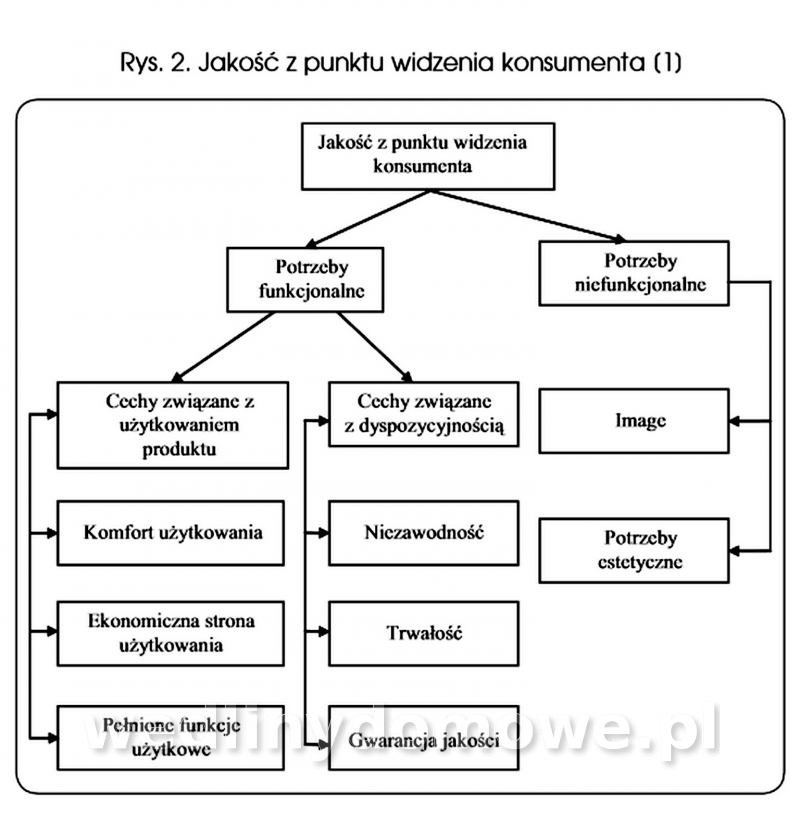
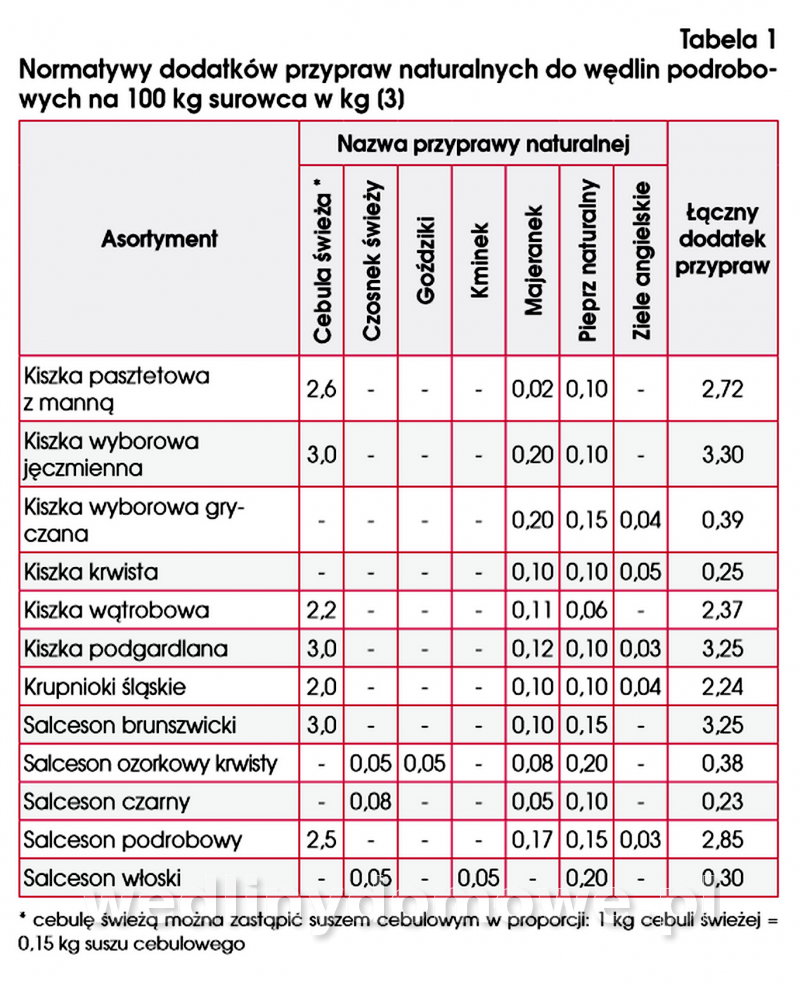
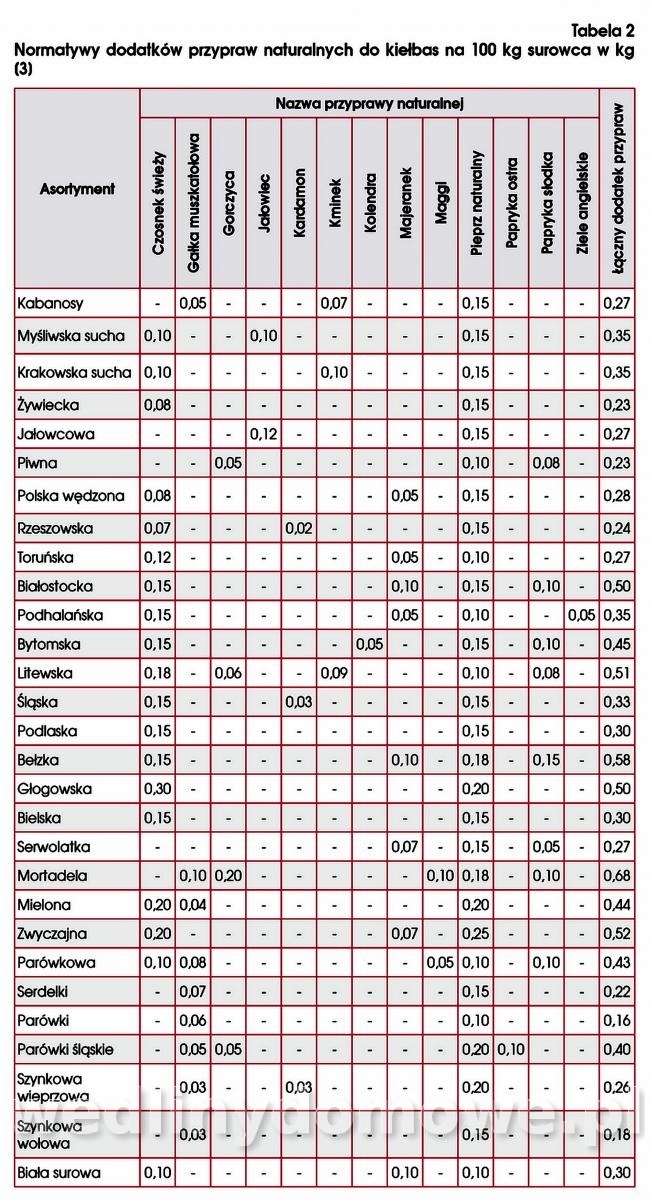
Retrospektywne spojrzenie na kształtowanie jakości wędlin Wędliny tradycyjne cieszą się coraz większą popularnością, ich podstawę stanowią również naturalne przyprawy. Na jakość postrzeganą przez klientów składa się wiele czynników, a coraz lepiej wyedukowany konsument szuka wyrobów o określonej, powtarzanej jakości oraz określonym smaku i zapachu. Na bardzo złożony problem jakości produktów możemy spojrzeć trójkierunkowo: z punktu widzenia producenta, klienta i konsumenta. Na rynku żywnościowym klient i konsument w swej ocenie uwzględniają różnorodną problematykę, którą schematycznie przedstawiono na rysunku 1 i 2. Koncepcja jakości widziana przez klienta ujmuje osiem problemów scharakteryzowanych na rysunku 1. Jakość z punktu widzenia konsumenta obejmuje dwa główne kryteria, czyli potrzeby funkcjonalne i niefunkcjonalne, które graficznie przedstawiono na rysunku 2. Zatem na ocenę jakości składa się w zasadzie siedem uwarunkowań, a mianowicie: akceptowalny przedział cenowy produktu, trwałość, a więc termin przydatności do spożycia, przydatność użytkowa i jakość wykonania, warunki i forma zakupu, dostępność w czasie (możliwość ciągłego zakupu), stabilność cech produktu, możliwość reklamacji produktu o wadliwiej jakości.Spośród ogólnych metod oceny konsument przy zakupie produktów głównie kieruje się zasadami oceny organoleptycznej za pomocą zmysłów, oceniając: wygląd zewnętrzny kiełbasy (kształt, barwę, połysk) i wygląd na przekroju (ułożenie składników, ich rozdrobnienie, barwę, widoczność przypraw) za pomocą wzroku. konsystencję i elastyczność za pomocą dotyku, bukiet zapachowy (zapach, aromat) za pomocą węchu, smak (smakowitość w jamie ustnej) poprzez zmysł powonienia.W zasadzie konsument dokonując zakupu wędlin ocenia wzrokowo te parametry, które są widoczne przez przezroczystą osłonę lady chłodniczej, a więc parametr 1. Pozostałe trzy parametry ocenia już po nabyciu produktu w gospodarstwie domowym. Usprawnieniem bezpośredniego zakupu są produkty paczkowane, hermetycznie zamknięte, właściwie oznakowane nazwą producenta, składem surowcowym, terminem trwałości, wartością odżywczą. Ta wstępna refleksja była konieczna do skoncentrowania się na problematyce smakowitości przetworów mięsnych, a więc smaku i zapachu, które powinny wyróżniać różnie dzisiaj nazywane wędliny. W obecnej dobie producenci mają do wyboru różne substancje kształtujące cechy sensoryczne żywności, a mianowicie: barwniki naturalne i identyczne z naturalnymi,barwniki syntetyczne organiczne,barwniki nieorganiczne,przyprawy roślinne,ekstrakty i izolaty aromatów,aromaty identyczne z naturalnymi,substancje wzmacniające i kształtujące smak.Jednakże grupa przypraw roślinnych otrzymywanych z nasion, liści, korzeni roślin uprawnych oraz ziół (PN-R-87-022) dominowała dawniej i ma uznanie obecnie wśród wielu producentów, którzy uważają, że naturalne przyprawy wykazują także właściwości przeciwutleniające i konserwujące, np. czosnek, cebula, pieprz, papryka, gorczyca. W zależności od części rośliny, z której pochodzą, dzielą się na przyprawy: korzeniowe - arcydzięgiel, chrzan, imbir, pietruszka, seler, cebulowe - cebula, czosnek, por, liściowe - estragon, liść laurowy, majeranek, mięta, seler, szałwia, kwiatowe - goździki, kapary, róża. szafran, korzenne - czarnuszka, gorczyca, gałka muszkatołowa, owocowe - anyż, jałowiec, kardamon, kminek, kolendra, pieprz, papryka, korowe - cynamon.Dlatego też idąc wzorem „Gospodarki Mięsnej", która popularyzowała dawne receptury wędlin, pragnę zaprezentować „retro zestawy przypraw" do 29 kiełbas i 12 wędlin podrobowych. W czasie ich głównego stosowania właśnie te przyprawy naturalne były zdecydowanym wyróżnikiem smakowym poszczególnych asortymentów (bez względu na region, w którym były produkowane). W tabeli 1 prezentuję normatywy dodatków przypraw naturalnych do wędlin podrobowych, a w tabeli 2 do kiełbas. Średnia dodatku przypraw naturalnych (dla 29 asortymentów) wynosi 3,5 g na 1 kg surowca. Dodatek dla wędlin trwałych wynosi 3/4 g, dla półtrwałych 3,1 g oraz dla nietrwałych 4,1 g na 1 kg farszu. Dodatki te mogły być zwiększone w granicach 5-10%, w zależności od upodobań konsumentów. Także dodatek majeranku (1/3), w tych regionach kraju, w których zdaniem konsumentów był zbyteczny, można zamienić na większy dodatek pieprzu. Podsumowując problematykę dodatków do wędlin poprawiających ich smakowitość, pragnę podkreślić z własnej 45-ietniej praktyki w przemyśle mięsnym, że dodatek przypraw naturalnych jest szczególnie dobrym nośnikiem i wyróżnikiem pożądanego bukietu smakowitego wędlin. Potwierdzają to także przetwórcy o małej, średniej i dużej skali produkcji, którzy w swoich zakładach sami sporządzają zestawy przypraw naturalnych na dane szarże produkcyjne, gwarantując w ten sposób konsumentom smakowitość wędlin na standardowym poziomie. Zatem w praktyce związanej z kształtowaniem sensorycznych cech jakościowych, należy uwzględnić możliwie najszerzej spektrum potrzeb konsumenta i stopień ich zaspokojenia. Autor: Adam Olszewski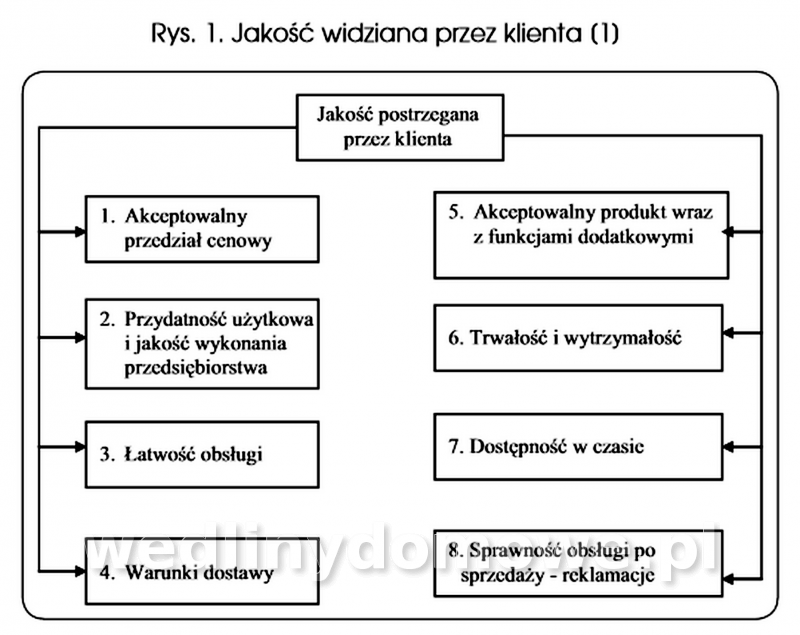
-
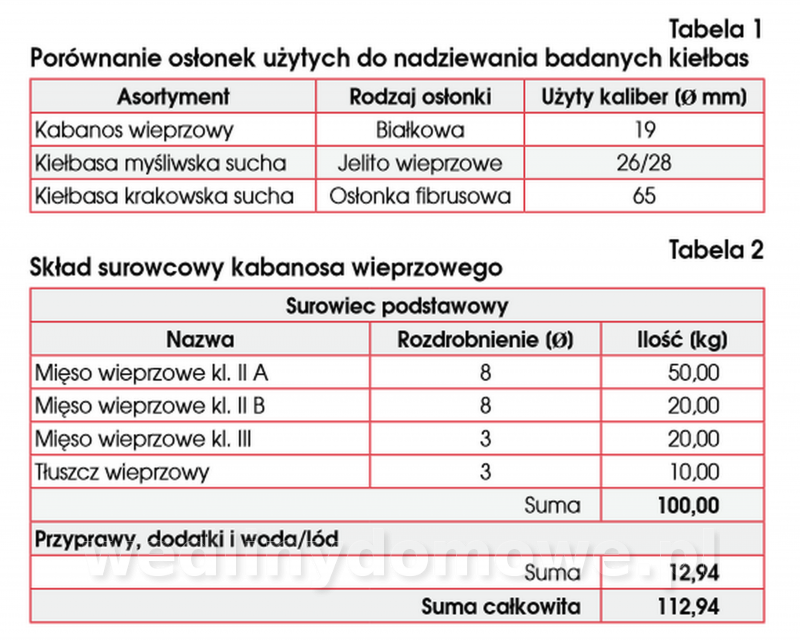
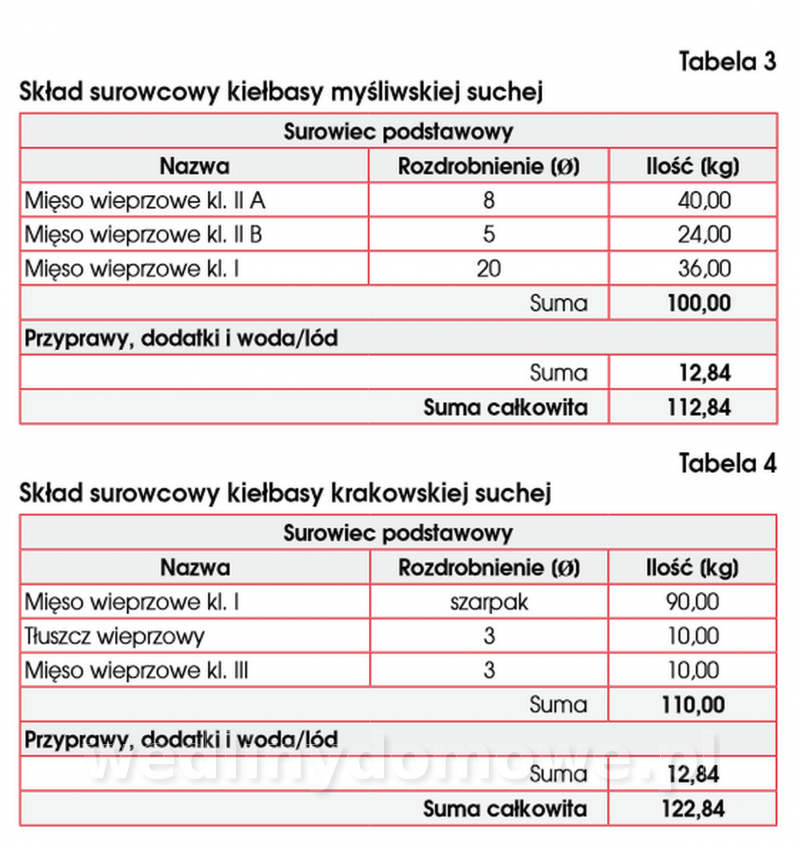
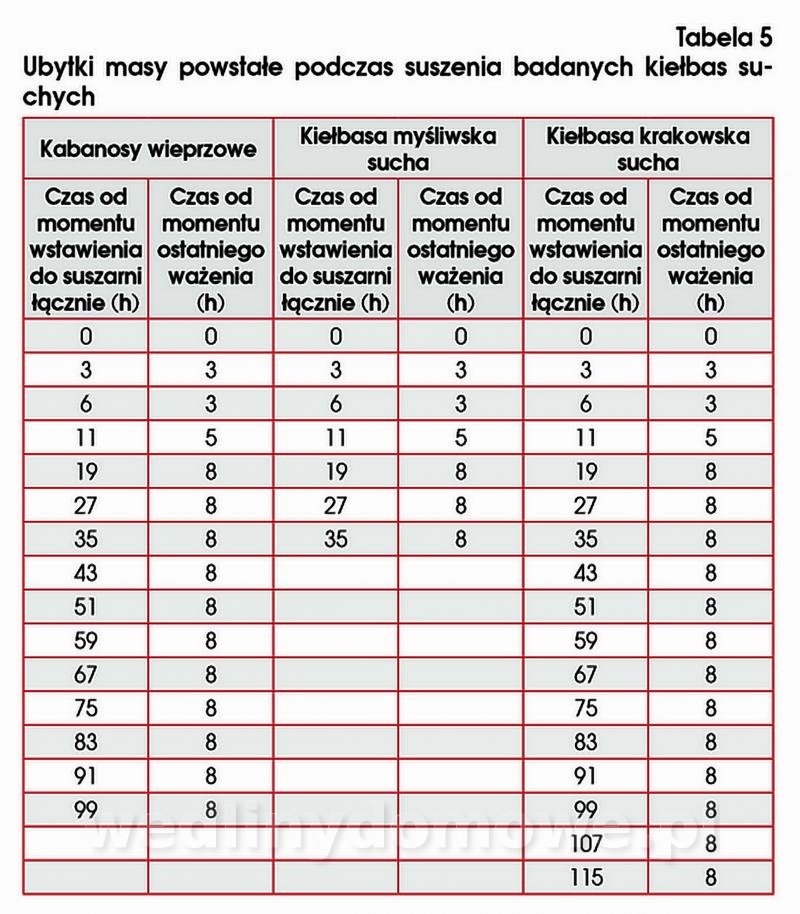
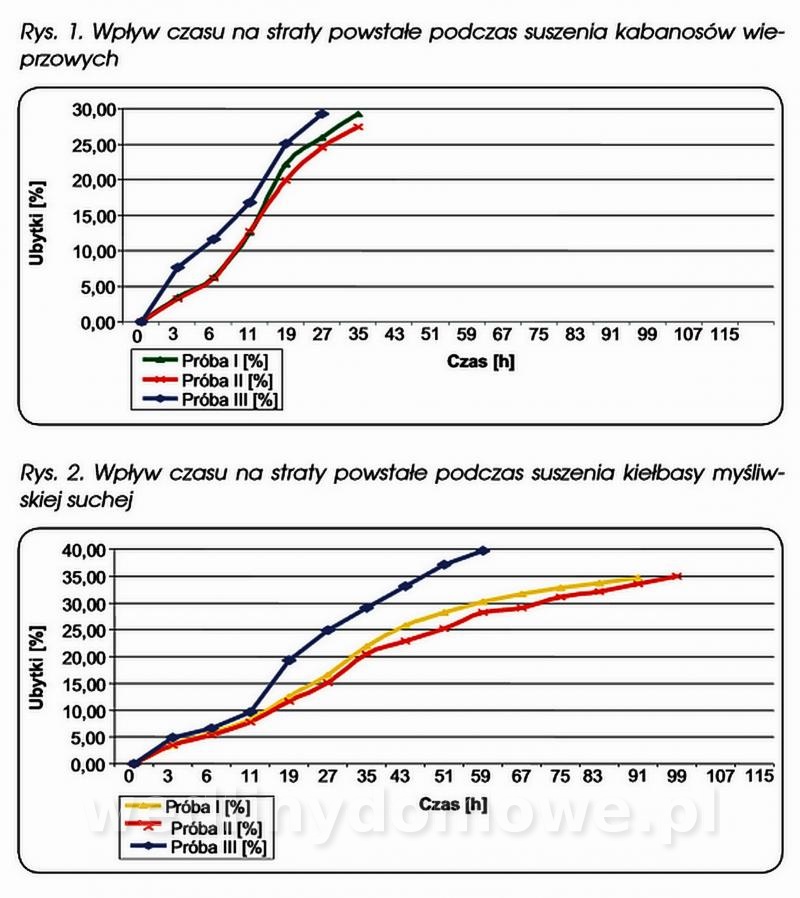
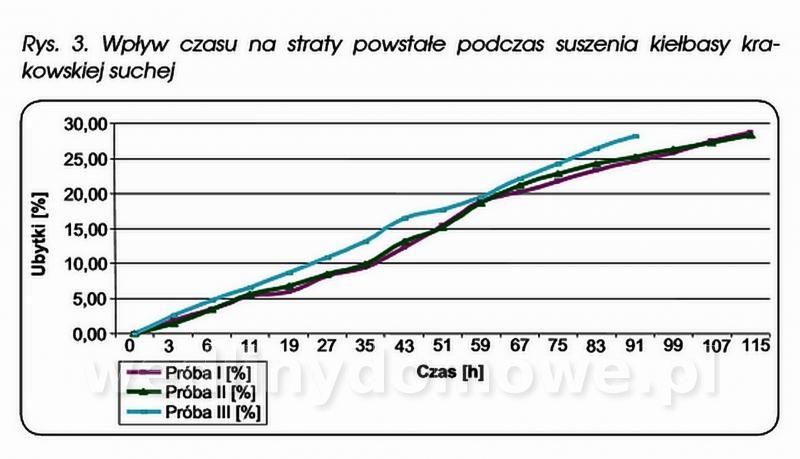
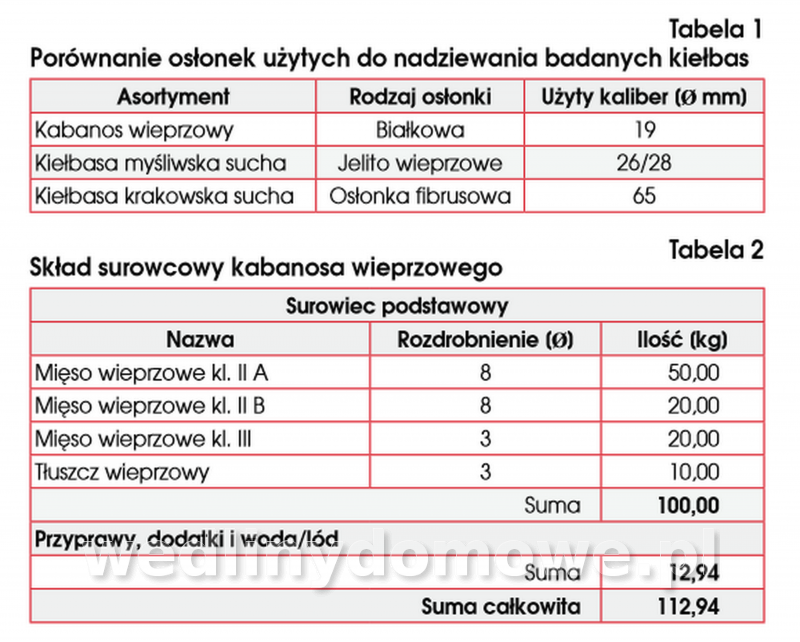
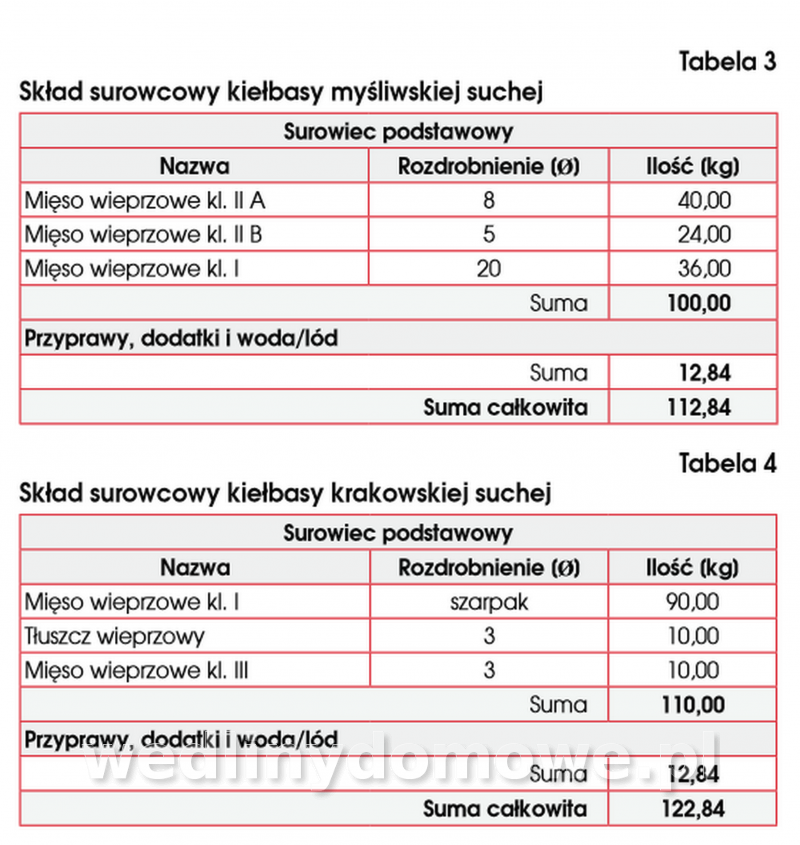
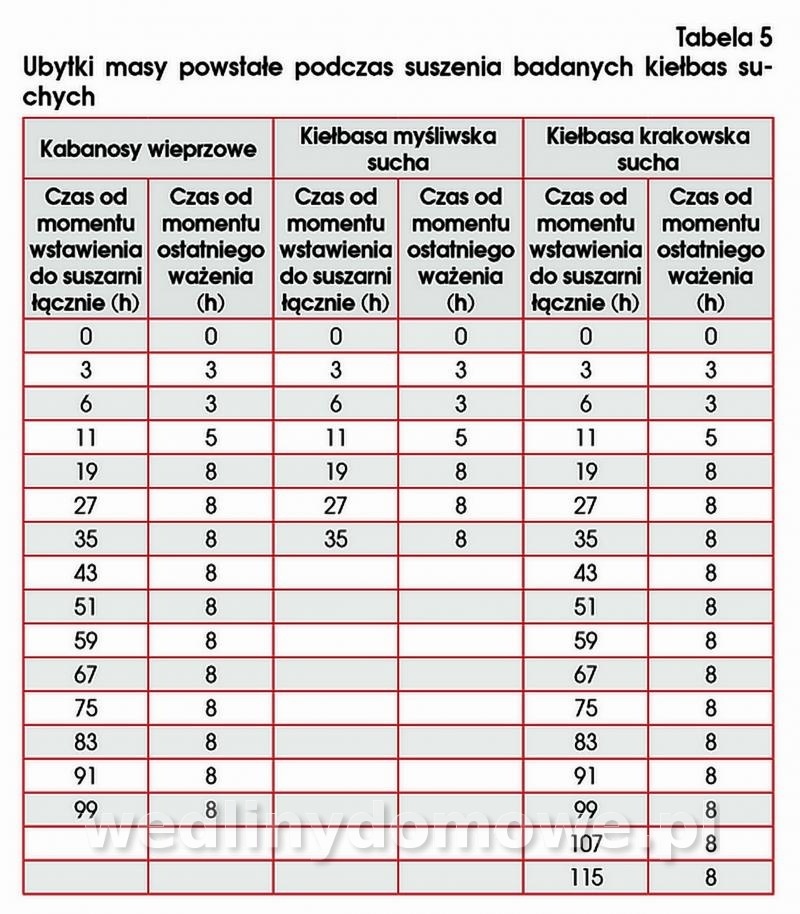
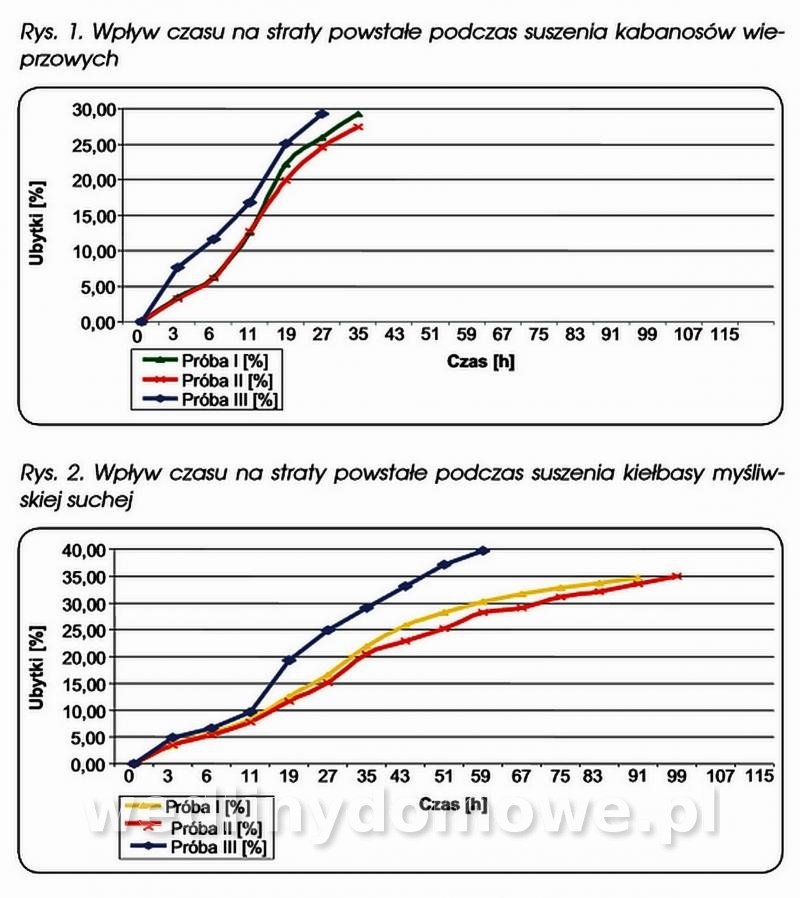
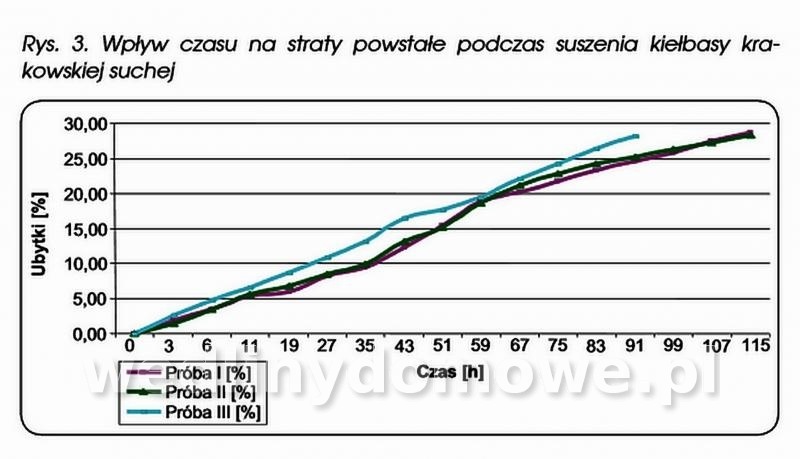
Wpływ wybranych parametrów suszenia na jakość kiełbas suchych Autorzy: Jolanta Sienkiewicz, Adam Olszewski, Justyna Pieciul Praca dotyczyła wpływu warunków suszenia trzech rodzajów kiełbas na długość procesu suszenia oraz jakość uzyskanych wyrobów. Każdy rodzaj badanej kiełbasy (kabanos wieprzowy, kiełbasa myśliwska sucha oraz kiełbasa krakowska sucha) podzielony został na trzy próby badawcze, z których dwie pierwsze suszone były w temperaturze 22±2°C oraz przy wilgotności powietrza 72+5%. Trzecia próba każdej badanej kiełbasy została poddana suszeniu w temperaturze wynoszącej 28±2°C oraz przy wilgotności powietrza 55±3%. Zmiana parametrów przechowywania kiełbas w suszarni wpłynęła na skrócenie czasu ich suszenia, dając jednak w przypadku kiełbasy myśliwskiej suchej oraz kiełbasy krakowskiej suchej niekorzystne zmiany jakościowe. Kiełbasa to jeden z najstarszych produktów spożywczych. Historia produkcji kiełbas liczy prawie dwa tysiące lat. Pierwsze wzmianki na jej temat ukazały się już w VII wieku p.n.e. w „Odysei" Homera, gdzie autor pisał o „kiszce krwią i tłuszczem nadziewanej". Słowo kiełbasa pochodzi od łacińskiego słowa „salsus" i oznacza „solony". W średniowieczu terminem tym określano również inne gatunki wyrobów, np. solone lub konserwowane mięsa. Z biegiem lat ludzie udoskonalali wyrób kiełbas. Powstawały produkty charakterystyczne dla danego położenia geograficznego lub klimatu, np. w zimniejszym obszarze Europy Północnej popularność zyskały kiełbasy surowe, natomiast w obszarach cieplejszych lub w porach letnich były to kiełbasy surowe wędzone. Kiełbasy suche pochodzą z Europy Południowej i Azji. Mięso suszono tam na powietrzu w promieniach słonecznych bez używania dodatkowych procesów, np. turecki sucuk, przechowywany był przez azjatyckie plemiona pod siodłami koni i wystawiany w czasie podróży na działanie promieni słonecznych. Kiełbasy suszone i podsuszane należą do grupy jednych z najbardziej smakowitych i wykwintnych, a co za tym idzie, pożądanych produktów mięsnych, ich niepowtarzalny smak oraz aromat jest wynikiem zastosowania najwyższej jakości mięsa, doboru szerokiej gamy aromatycznych przypraw, jak również przeprowadzenia właściwej obróbki, w tym przede wszystkim procesu suszenia. Suszenie powinno zachodzić w odpowiednio dobranych, optymalnych warunkach, dzięki którym produkt gotowy osiągnie jak najlepsze parametry jakościowe. Technologia produkcji kiełbas suchych Proces produkcji kiełbas suchych rozpoczyna się od doboru surowca. Podstawowym surowcem jest rozdrobnione chude mięso klasy I i klasy II z niewielką zawartością tłuszczu. Najczęściej stosowane jest mięso wieprzowe, rzadziej cielęce i wołowe, czy też dziczyzna i konina. Temperatura tusz, z których pozyskuje się mięso drobne do produkcji kiełbas suchych i podsuszanych, powinna wynosić od 2 do 4°C. Odpowiednio dobrany surowiec mięsny poddaje się wstępnemu rozdrobnieniu dla uzyskania jednorodnych kawałków mięsa, a następnie procesowi peklowania. Peklowanie ma na celu ukształtowanie smakowitości, pożądanej barwy oraz utrwalenie produktu. Zapeklowane surowce rozdrabnia się, dla uzyskania odpowiedniego obrazu przekroju kiełbas. Maszyny rozdrabniające wykorzystywane do produkcji kiełbas trwałych można podzielić w zależności od stopnia rozdrobnienia jaki chcemy uzyskać oraz jakości i struktury rozdrobnionych produktów. Spośród nich można wyodrębnić krajalnice kratowe, wilki oraz rzadziej stosowane kutry. Rozdrabnianie składników ma decydujący wpływ na wygląd wyrobu gotowego, dlatego podczas tych procesów należy przestrzegać pewnych zasad. Surowiec mięsny, szczególnie mięso tłuste przeznaczone do rozdrabniania, musi być dokładnie wychłodzony, dzięki czemu surowiec będzie równomiernie rozdrobniony i podczas mieszania zachowa odpowiednią strukturę. Uważa się, że korzystnie jest rozdrobnić surowiec bezpośrednio przed mieszaniem lub zalaniem solanką, gdyż w tym czasie posiada najlepszą zdolność do przyjmowania solanki. Noże używane do rozdrabniania powinny być bardzo często ostrzone, gdyż tępe powoduję miażdżenie i przepychanie mięsa przez sita. Równie ważnym procesem jest mieszanie składników. Prawidłowe przeprowadzenie tego etapu pomaga uniknąć wielu wad w produkcie finalnym. Mieszałki łopatkowe w mniejszym stopniu niszczę strukturę mięsa niż mieszałki ślimakowe, w których przy zbyt długim mieszaniu wzrasta temperatura farszu, co prowadzi do powstania wad w wyrobie gotowym. Podczas mieszania dodawane są przyprawy. Zastosowanie specyficznych, w większości naturalnych aromatów i przypraw sprawia, że kiełbasy te odznaczają się kuszącym, wyrazistym smakiem i aromatem. Niektóre dodawane do kiełbas suchych przyprawy (papryka, majeranek, oregano, pieprz, czosnek) posiadają właściwości antyoksydacyjne, przeciwbakteryjne lub barwiące. Wśród przypraw wykorzystywanych ze względu na ciekawe nuty smakowe wymienić należy także imbir, kminek czy gorczycę. Pozyskany w efekcie mieszania farsz mięsny nadziewany jest w osłonki i formowany w odpowiednie batony. Przebieg tego procesu ma znaczący wpływ na końcową jakość wyrobu. Właściwie napełniona osłonka nadaje produktowi odpowiednią konsystencję oraz zapobiega powstawaniu na przekroju pęcherzyków powietrza. W procesie tym wykorzystuje się urządzenia zwane nadziewarkami, których praca pozwala na maksymalne zautomatyzowanie procesu i utrzymanie wysokich standardów sanitarno-higienicznych. Osłonki stosowane do nadziewania kiełbas, poza nadaniem kształtu, spełniają wiele funkcji, np. ograniczają dostawanie się zanieczyszczeń fizycznych, chemicznych oraz mikrobiologicznych do wnętrza produktu, wpływają korzystnie na trwałość, zapobiegają utracie walorów smakowo-zapachowych, utrzymują wilgotność na określonym poziomie, a także zapobiegają ubytkom masy. Przy doborze odpowiednich osłonek należy brać pod uwagę przepuszczalność dla pary wodnej i składników dymu wędzarniczego. Im większy jest kaliber batonu kiełbasy, tym osłonka powinna być bardziej przepuszczalna, co pozwala zapobiec zbyt wolnemu suszeniu. Ponadto osłonki stosowane do kiełbas suchych muszę mieć zdolność do obkurczania się. W przeciwnym wypadku osłonka może odstawać od masy kiełbasianej. Do produkcji kiełbas suchych i podsuszanych wykorzystuje się osłonki sztuczne i naturalne. Do grupy osłonek sztucznych zalicza się osłonki fibrusowe i kolagenowe. Spośród osłonek naturalnych najszersze zastosowanie w produkcji kiełbas suchych i podsuszanych maję cienkie jelita wieprzowe, baranie oraz kozie. Najczęściej stosowane kalibry jelit to 24/26,26/28,30/32. Produkt w osłonce poddawany jest procesowi osadzania, którego celem jest ścisłe wypełnienie osłonki, osuszenie powierzchni batonów, dopeklowanie farszu, wypchnięcie resztek powietrza z osłonki oraz równomierne rozmieszczenie wszystkich składników. Osadzanie kiełbas suchych i podsuszanych powinno odbywać się w pomieszczeniu o dość intensywnym ruchu powietrza przez około 12 godzin w temperaturze 2-4°C. Kolejnym etapem procesu produkcji niektórych kiełbas suchych i podsuszanych jest wędzenie. Polega ono na nasyceniu farszu mięsnego składnikami dymu i eliminacji części wody z produktu. Proces ten zachodzi pod wpływem dymu wędzarniczego, który powstaje w wyniku spalania drewna różnych gatunków drzew liściastych. Do najważniejszych cech dymu wędzarniczego należą jego właściwości antyoksydacyjne, antybakteryjne, aromatotwórcze i barwotwórcze. Po wystudzeniu kiełbasy suszy się przez okres od kilku do kilkunastu dni, aż do momentu uzyskania odpowiednich własności wyrobu gotowego. Czas suszenia, a głównie zachowanie odpowiednich parametrów procesu suszenia, ma znaczący wpływ na wytworzenie odpowiednich cech jakościowych kiełbas suchych. Fizycznie proces suszenia ma za zadanie zredukowanie ilości wody w wyrobie i zmniejszenie aktywności wody. Obniżenie ilości wody do około 15% zawartości w produkcie uniemożliwia rozwój niekorzystnej flory bakteryjnej, przy czym zminimalizowanie ilości wody pociąga za sobą straty masy. Ważną funkcją procesu suszenia jest nadanie wyrobom suszonym i podsuszanym specyficznego, szlachetnego smaku, poprzez wyostrzanie walorów smakowo-zapachowych produktu. Suszenie najczęściej przeprowadza się w sposób sztuczny, pozyskując ciepło z urządzeń grzejnych lub przy użyciu suszarek komorowych lub tunelowych. Pomieszczenia suszarni wymagają specyficznych warunków klimatycznych, z zapewnieniem odpowiednio wysokiej wilgotności względnej powietrza (średnio w granicach 75-80%) i średniego zakresu temperatur (w granicach 10-18°C). Indywidualnie dla każdego wyrobu natęży ustalić warunki klimatyczne zapewniające optymalne suszenie, bez wytwarzania suchej otoczki. Do utrzymania takich parametrów niezbędna jest znaczna ilość energii, zużywanej m.in. na chłodzenie, ogrzewanie, nawilżanie oraz odwilgacanie powietrza. Pomieszczenie suszarni powinno być wyposażone w urządzenia zapewniające uregulowany, powolny przepływ strumienia wilgoci „z wewnątrz na zewnątrz". Obecnie w użyciu są nowoczesne urządzenia zapewniające odpowiedni klimat w pomieszczeniach dojrzewalniczych z funkcjami chłodzenia, oddzielania pary wodnej i ogrzewania, dzięki którym możemy osiągnąć równomierne dojrzewanie produktów, poprzez zachowanie stabilnych warunków klimatycznych. Istotnym aspektem w technologii produkcji wyrobów suchych jest sposób ich pakowania. Wzrastające wymogi konsumentów sprawiły, że opakowania oprócz swoich podstawowych funkcji muszą pełnić również wiele funkcji dodatkowych, pośrednio wpływających na jakość wyrobów oraz tworzenie marki. Podstawowymi funkcjami opakowań są ochrona przed oddziaływaniem czynników zewnętrznych, ułatwienie magazynowania i sprzedaży produktów, identyfikacja produktu (kreuje wizerunek marki, zawiera niezbędne informacje o produkcie, zachęca do zakupu), przedłużenie trwałości wyrobów, zapewnienie ogólnie rozumianej jakości przez utrzymanie odpowiedniej postaci, struktury i kształtu produktów oraz ochronę przed utratą zapachu i ubytkiem masy. Badania Celem pracy było zbadanie wpływu zmian czynników fizycznych - wilgotności i temperatury panującej w pomieszczeniu suszarni - na czas suszenia oraz jakość wytworzonych kiełbas suchych. Praca powstała w oparciu o dane udostępnione przez jeden z zakładów mięsnych w Białymstoku oraz badania własne przeprowadzone w tym zakładzie. Dane udostępnione przez zakład mięsny dotyczą rodzaju użytych osłonek (tab. 1) oraz składu surowcowego badanych kiełbas (tab. 2-4). Badania własne polegały na analizie procesu suszenia trzech różnych rodzajów kiełbas (kabanosy wieprzowe, kiełbasa myśliwska sucha i kiełbasa krakowska sucha). Dla każdego rodzaju kiełbasy stworzono trzy próby badawcze. Doświadczenie polegało na wielokrotnym ważeniu wyrobu, w celu określenia wielkości ubytków masy podczas procesu suszenia. Wszystkie kiełbasy ważono w jednakowych odstępach czasu. Pierwsze ważenie odbywało się przed umieszczeniem kiełbas w suszarni, następne odpowiednio po 3,6 i 11 godzinach od wstawienia. Dalsze ważenia miały miejsce co osiem godzin, aż do momentu uzyskania odpowiednich ubytków masy, zgodnych z recepturę dla danego produktu. Pomiarów masy badanych wyrobów dokonywano przy pomocy wagi nieautomatycznej, elektronicznej firmy RADWAG. Poszczególne rodzaje kiełbas różniły się między sobą składem surowcowym, rozdrobnieniem oraz rodzajem użytych osłonek i ich kalibrem. W doświadczeniu zastosowano różne parametry suszenia. Dwie pierwsze próby każdej z badanych kiełbas były przetrzymywane w pomieszczeniu o temperaturze 22+2°C oraz wilgotności powietrza 72+5%. Trzecia próba każdej badanej kiełbasy została poddana suszeniu w temperaturze wynoszącej 28+2°C oraz wilgotności powietrza 55+3%. Badane kiełbasy ze względu na różny skład surowcowy, zastosowany kaliber oraz rodzaj osłonki wymagały odmiennego czasu suszenia. Proces suszenia prowadzono do momentu uzyskania ubytku masy zgodnego z recepturę, według której powinien on wynosić 29% dla kabanosów wieprzowych oraz 35% dla kiełbasy myśliwskiej suchej i 28% dla kiełbasy krakowskiej suchej. Najkrócej (27-35 h) suszeniu poddawany był kabanos wieprzowy (tab. 5), który spośród badanych kiełbas posiadał najmniejszy kaliber (19 mm). Kiełbasa myśliwska sucha o kalibrze 32 mm do osiągnięcia 35% strat potrzebowała, w zabieżności od badanej próby, od 59 do 99 godzin przechowywania w suszarni. Kiełbasa krakowska sucha (kaliber 60 mm) do osiągnięcia 28% ubytku masy potrzebowała od 91 do 115 godzin suszenia. Ubytki podczas suszenia liczono według wzoru: SPS = (MP-MK)/MPx100% gdzie: SPS - straty powstałe podczas suszenia: MP - masa początkowa; MK - masa końcowa. Wyniki Analizując przebieg suszenia każdej z trzech rodzajów kiełbas zaobserwować możemy charakterystyczną dla wszystkich wyrobów etapowość procesu (rys. 1-3). Szybkość procesu uzależniona jest od kalibru produktu oraz zastosowanych parametrów suszenia badanych kiełbas. Kabanosy wieprzowe Analizując ubytki masy dla kabanosów wieprzowych wyraźnie widać, że bardzo duży wpływ na utratę wody miały zastosowane parametry suszenia, przy czym największe różnice pomiędzy próbami suszonymi w odmiennych warunkach obserwowano w początkowym etapie procesu - przez pierwsze sześć godzin. Próby I i II (temp. 22+2°C, wilgotność 72+5%) po pierwszych 3 h suszenia osiągnęły podobny ubytek masy, który średnio dla obu prób wynosił 3,35%. W ciągu następnych 3 h suszenia (w sumie 6 h) dwie pierwsze próby utraciły średnio 3,10% masy (rys. 1). Tempo utraty masy było szybsze w przypadku próby III (temp. 28+2°C, wilgotność powietrza 55+3%), dla której po 3 h suszenia odnotowano ubytek rzędu 7,60% (o 4,25% większy w porównaniu ze średnią prób I i ii), a po kolejnych 3 h trwania procesu ubytek ten powiększył się o kolejne 4,32% (był on o 1,22% większy w stosunku do średniej prób suszonych w niższej temperaturze). Ogólnie po 6 h przetrzymywania kiełbas w kontrolowanych parametrach próby I i II utraciły w sumie średnio 6,22% masy, natomiast próba III 11,60% (o 5,38% więcej). Dalsze suszenie kabanosów wieprzowych przebiegało równomiernie dla wszystkich trzech badanych prób kiełbas. Przy czym zauważyć należy, że kabanosy z próby III osiągnęły pożądany, zgodny z recepturą ubytek masy wynoszący 29% w sumie po 27 h suszenia. Próby badawcze - I i II - wymagany ubytek masy osiągnęły po 35-godzinnym procesie suszenia. Zmiany w parametrach suszenia pozwoliły w przypadku kabanosów wieprzowych na skrócenie procesu suszenia o około 8 h, co stanowi około 23% czasu potrzebnego do osiągnięcia przyjętych przez producenta strat produktu gotowego. W przypadku kabanosów, posiadających najmniejszy przekrój spośród trzech rodzajów badanych kiełbas, skrócenie czasu przechowywania w suszarni nie wpłynęło istotnie na zmiany jakościowe mierzone organoleptycznie. Zarówno smak otrzymanych produktów, jak i ich wygląd zewnętrzny oraz trwałość (próba III) były porównywalne z próbami kabanosów przechowywanych w temperaturze 22+2°C oraz wilgotności 72+5%. Kiełbasa myśliwska sucha Analizując wykres zależności ubytków masy w procentach do czasu suszenia dla kiełbasy myśliwskiej suchej (rys. 2) możemy zauważyć, że zastosowanie odmiennych parametrów w suszarni wpłynęło znacząco na różnice w przebiegu poszczególnych krzywych suszenia. Pierwsze dwie próby suszone w takich samych warunkach (temp. 22+2°C, wilgotność 72+5%) dały krzywe o niemal identycznym przebiegu, ze średnim cząstkowym ubytkiem masy od 3,14% do 6,35% na każde 8 h procesu, aż do 59 godziny suszenia. Po tym czasie ubytek masy dla prób I i II zmniejszył się i wynosił od 1,40% do 2,22% na każde 8 h suszenia, dając ostatecznie pożądany efekt (ubytek rzędu 35%) po upływie 91 h - dla próby I i 99 h - dla próby II. Przy czym różnice w czasie przechowywania pomiędzy tymi próbami mogą wynikać z wahań temperatury oraz wilgotności w pomieszczeniu suszarni. Odmiennie natomiast wyglądały cząstkowe ubytki masy w przypadku próby III kiełbasy myśliwskiej suchej suszonej w temp. 28+2°C oraz przy wilgotności powietrza 55+3%. Krzywa suszenia dla tej próby po pierwszych 11 h suszenia była zbliżona do krzywych prób I i II, a ubytek masy wyniósł 9,67% (o 1,54% i 1,9% więcej w porównaniu z próbami I i II). Największa różnica w przebiegu krzywych badanych kiełbas miała miejsce między 11 a 19 h suszenia. Ubytek wody w tym okresie dla próby III wyniósł 10,70% i był większy w stosunku do prób I i II, odpowiednio o 5,89% i 6,50%. W ciągu następnych 8 h suszenia (w sumie 27 h) próba III straciła 6,91% wody i było to już tytko o 2,39% i 3,06% więcej w stosunku do prób I i II. Kolejne pomiary wagi wykonywane co osiem godzin (po 35 h, 43 h, 51 h) wskazały na ubytki masy próby III wynoszące odpowiednio 5,44%, 5,76% i 6,11%. Przy czym były to wartości większe od prób I i II średnio od 1,70% do 2,97%. Żądany przez producenta ubytek masy próba III osiągnęła po 51 h suszenia i wynosił on 37,17%. Zmiana parametrów procesu suszenia pozwoliła w przypadku kiełbasy myśliwskiej suchej na skrócenie czasu przechowywania w suszarni o średnio 44 godziny, czyli o około 46% czasu potrzebnego do osiągnięcia wartości parametrów przyjętych przez producenta. Zminimalizowanie jednak czasu przechowywania w suszami spowodowało w tym przypadku znaczące zmiany jakościowe w produkcie gotowym (próba III). Produkt był nierównomiernie wysuszony, na powierzchni osłonki pojawiły się nierównomierne, głębokie marszczenia psujące ogólny wygląd kiełbasy myśliwskiej suchej. W przekroju poprzecznym kiełbasy z próby III pojawiła się widocznie zaznaczona brązowa otoczka. Warstwa zewnętrzna produktu była twarda, bardziej wysuszona niż wewnętrzna. Kiełbasa krakowska sucha Porównując krzywe suszenia (rys. 3) badanych prób kiełbasy krakowskiej suchej zaobserwować można, że zastosowanie różnych parametrów procesu wpłynęło ostatecznie na skrócenie czasu suszenia, jednak nie dało tak znaczących różnic w cząstkowych ubytkach masy pomiędzy poszczególnymi próbami, jak było to widoczne w przypadku wcześniej analizowanych produktów. Próby I i II (temp. 22+2°C, wilgotność 72+5%) po pierwszych 3 h suszenia osiągnęły podobny ubytek masy, który wynosił średnio 1,65%. Natomiast próba kiełbasy krakowskiej suchej przechowywanej w temp. 28+2°C oraz wilgotności powietrza 55+3% odznaczała się ubytkiem masy wynoszącym 2,58% i był on o 0,93% większy w stosunku do średniego ubytku wody z prób I i II. Pomiar masy badanych kiełbas po kolejnych 3 h (w sumie po 6 h) charakteryzował się podobną zależnością – I i II próba utraciły w tym czasie średnio 1,83% wody, w przypadku próby III (suszonej w wyższej temperaturze i niższej wilgotności) strata ta wynosiła 2,24%, co stanowiło 0,41% więcej w stosunku do średniej z prób I i II. Kolejne ważenia badanych prób kiełbasy krakowskiej suchej wskazały na podobną zależność, tzn. próba III charakteryzowała się najczęściej większym od 0,35% do 1,36% ubytkiem masy w stosunku do średniej z prób I i II. Wyjątkiem były pomiary wagi pomiędzy 43 a 59 h suszenia, kiedy to próby I i II charakteryzowały się większym ubytkiem masy niż próba III - o 1,54% pomiędzy 43 a 51 h suszenia oraz o 1,95% pomiędzy 51 a 59 h procesu. Ostatecznie jednak próba III kiełbasy krakowskiej suchej osiągnęła parametry wymagane przez producenta po 91 h od momentu wstawienia do suszarni, tracąc w tym czasie 28,23% masy. Próby I i II badanej kiełbasy do osiągnięcia pożądanych przez producenta strat potrzebowały w sumie 115 h przetrzymywania w kontrolowanych warunkach. Zmiana parametrów procesu suszenia pozwoliła w przypadku kiełbasy krakowskiej suchej na skrócenie czasu przechowywania w suszarni o średnio 24 h, co stanowi około 21% czasu potrzebnego do uzyskania produktu gotowego. Jednak w produkcie wytworzonym w takich warunkach (próba III) dało się zauważyć zmiany jakościowe polegające na nierównomiernym wysuszeniu produktu, pojawieniu się głębokich pionowych marszczeń na osłonce oraz delikatnej brązowej otoczki. Kiełbasa z próby III charakteryzowała się ponadto trudnością w oddzieleniu osłonki od produktu, co w znaczącym stopniu rzutuje na zadowolenie klientów. Wnioski Na podstawie wyników przeprowadzonych badań można stwierdzić, że: największy wpływ na szybkość procesu suszenia badanych kiełbas miała średnica przekroju produktu (im była ona mniejsza tym czas suszenia był krótszy),próby suszone w pomieszczeniu suszarni o temperaturze 28+2°C oraz wilgotności powietrza 55+3% osiągnęły pożądany przez producenta ubytek masy w krótszym czasie, w porównaniu z próbami suszonymi w temperaturze 22+2°C oraz wilgotności powietrza 72+5%, przy czym dla kiełbasy krakowskiej suchej był on krótszy o 21%, dla kabanosów wieprzowych o 23%, dla kiełbasy myśliwskiej suchej o 46%,skrócenie czasu suszenia, poprzez zmianę wskazanych powyżej parametrów fizycznych w pomieszczeniu suszarni, wpłynęło negatywnie na cechy jakościowe badanych prób kiełbasy krakowskiej suchej oraz kiełbasy myśliwskiej suchej, natomiast w przypadku kabanosów wieprzowych efekt końcowy był pożądany.



-
Napoleonów - akcja pomocowa WB rodzinom z Ukrainy
Maxell odpowiedział(a) na Maxell temat w Fundusz WB wsparcia w nagłych przypadkach
Lista darczyńców: 1. Maxell 2. Twonk 3. sobol 4. Regina i Bagno 5. Wirus 6. mikami 7. Halusia i ReniaS 8. fikaz 9. Maciekzbrzegu 10. WojtekW 11. Grażynka i kempes 12. Turek81 13. Kazik55 14. EAnna 15. BETTI i MIRKON 16. Grzegorz Wybierała 17. wróbel75 18. Pontiak 19. robimhuk 20. siwydymek 21. tytan58 22. Azizi 23. Twonk 24. anerka 25. marcinzet 26. 1Slawek1 27. alnus 28. Anuś 29. wróbel75 30. grim_reefer 31. lobo Zebrana kwota - 4137,20 zł Wydano: 1939,39 zł Pozostało: 2197,81 zł -
Napoleonów - akcja pomocowa WB rodzinom z Ukrainy
Maxell odpowiedział(a) na Maxell temat w Fundusz WB wsparcia w nagłych przypadkach
W poniedziałek składam zamówienie tak, by we wtorek rano towar dotarł do Anety. Mam nadzieje, że na tym nie poprzestaniemy. -
Charakterystyka wybranych czynników wpływających na jakość kiełbas surowych Produkcję wędlin surowych rozpoczęto ok. 150 lat temu od włoskiego salami, rozsławionego później przez masarzy węgierskich i niemieckich. Wielu konsumentów chętnie je kupuje, jako wyroby odznaczające się dużymi walorami smakowymi i zapachowymi. Wędliny tego typu charakteryzują się ostrym smakiem i marmurkowym obrazem na przekroju. Produkcja wędlin surowych wymaga dużej wiedzy, doświadczenia i staranności. Polega na świadomym kierowaniu przemianami biochemicznymi, mikrobiologicznymi i fizycznymi, które zachodzą przede wszystkim w surowcu mięsnym. Końcowa jakość wędlin surowych nie jest stała i ulega zmianom również podczas przechowywania. W zakładach produkcyjnych często dąży się do uzyskania jak największych zysków przy jednoczesnym minimalizowaniu kosztów produkcji. Z tego względu producenci starają się wprowadzać tańsze surowce lub zamienniki mięsa, co nie zawsze ma pozytywny wpływ na jakość produktu finalnego. W związku z tym istnieje potrzeba ciągłego monitorowania jakości przetworów mięsnych znajdujących się na rynku. Szczególnie jest to uzasadnione w przypadku surowych kiełbas fermentowanych, które należą do jednych z droższych produktów. Uzyskanie z surowego mięsa, które jest prawie bez aromatu, produktu o wyraźnymi aromacie łączy zjawiska natury mikrobiologicznej, fizycznej i biochemicznej. Znajomość tych zjawisk pozwała zrozumieć sens przemian zachodzących w fazie fermentacji i dojrzewania oraz świadomie wpływać na proces produkcyjny. Sterowanie procesem produkcyjnym powinno zmierzać w takim kierunku, aby uwydatniać w produktach cechy postrzegane przez konsumentów jako pozytywne oraz wychodzić naprzeciw ich zindywidualizowanym gustom. Jakość wędlin surowych jest uzależniona przede wszystkim od: fizycznych, chemicznych i mikrobiologicznych właściwości surowca,rodzaju i ilości chemicznych i mikrobiologicznych dodatków,procesu technologicznego stosowanego do produkcji oraz sposobu przechowywania (dobór parametrów fizycznych: temperatura i wilgotność względna powietrza).Jak już wcześniej wspomniano ważną rolę w produkcji kiełbas surowych odgrywa jakość surowców mięsnych. Do produkcji wędlin surowych wykorzystuje się mięso jędrnej i suchej konsystencji, pochodzące od dorosłych, zdrowych dobrze utuczonych zwierząt rzeźnych. Mięso młodych zwierząt rzeźnych nie jest dobrym surowcem do tego typu wyrobów ponieważ ma zbyt jasną barwę oraz małą zawartość barwników mięśniowych. Daje to bladą i nietrwałą barwę wędlin surowych. Do produkcji wędlin surowych można stosować tylko mięso o odpowiednim stanie higienicznym. Nie nadaje się do wytwarzania takich wędlin mięso z widocznymi zmianami konsystencji (maziste) wywołanymi obecnością drobnoustrojów, które mogą być źródłem dalszego zakażenia. Mięso przeznaczone do produkcji wędlin surowych powinno być dojrzale o niskiej wartości pH (5,4-6,0). Dotyczy to zarówno mięsa wieprzowego, jak i wołowego. Mięso takie ma optymalną zdolność buforującą i jednocześnie małą zdolność chłonięcia wody (punkt izoelektryczny białek). Przy malej zdolności buforującej mięsa zakwaszenie masy wędlinowej jest zbyt szybkie, co powoduje zakłócenia w przebiegu procesu peklowania. Przy zbyt dużej zdolności buforującej mięsa stopień zakwaszenia masy wędlinowej jest niedostateczny. Wodochłonność mięsa przeznaczonego na wędliny surowe ma szczególne znaczenie w procesie ich dojrzewania. Jeśli wodochłonność jest duża w procesie suszenia następuje nierównomierny proces usuwania wody na całej powierzchni batonów wędlin (powstaje obrzeże podsychania). Mała wodochłonność mięsa prowadzi do nadmiernego wyparowywania i dyfuzji wody. Powstaje wówczas wiele wad jakościowych gotowego wyrobu, jak na przykład oddzielanie masy wędlinowej od osłonki. Wykorzystywanie w produkcji kiełbas surowych mięsa DFD (pH > 6,2) zakłóca kinetykę parowania (oddawania wody wolnej) w procesie dojrzewania. Poza tym mięso takie stanowi dobre podłoże dla rozwoju przede wszystkim bakterii gnilnych (małe zakwaszenie środowiska). Mięso blade i wodniste (typu PSE) w produkcji wędlin surowych, szczególnie twardych i półtwardych, posiada także ograniczoną przydatność. Cechuje się przede wszystkim małą zdolnością buforującą, wysoką aktywnością wody oraz podatnością na rozwój mikroflory. Gotowe wędliny surowe wykonane z takiego surowca mają również nietrwałą barwę, niepożądaną konsystencję oraz wiele innych dodatkowych wad. Właściwości tłuszczu w kształtowaniu jakości wędlin surowych są równie ważne jak i właściwości mięsa. Obecność tłuszczu w wędlinach surowych wpływa nie tylko na ich barwę, wygląd zewnętrzny i konsystencję, lecz także na smak i aromat. Nie każdy tłuszcz może być wykorzystywany w produkcji wędlin surowych, a zwłaszcza wędlin surowych twardych i półtwardych. Wymaganiom takim odpowiada tłuszcz wieprzowy grzbietowy (słonina) zarówno pod względem biochemicznym, jak i ze względu na konsystencję. Tłuszcz o bardziej miękkiej konsystencji, jak na przykład tłuszcz z okolic łopatki czy brzucha, nadaje się do produkcji wędlin surowych miękkich i smarownych. Bardzo istotne dla jakości wędlin surowych jest prawidłowe, szybkie wychłodzenie surowca tłuszczowego. Źle wychłodzone surowce tłuszczowe mogą być przyczyną pojawienia się jełkiego posmaku. Możliwość taka jest większa, gdy do produkcji używa się tłuszczu pochodzącego od zwierząt ubitych w miesiącach letnich. Tłuszcz pozyskany od zwierząt ubitych w okresie zimowym charakteryzuje się większą stabilnością. Na jakość kiełbas surowych ma też wpływ wiele stosowanych dodatków niemięsnych, takich jak mieszanina azotynów i NaCl, cukier, askorbinian sodu, kultury starterowe lub glukono-delta-lakton oraz przyprawy. Najpopularniejszy z nich to chlorek sodu, który wnosi z jednej strony określoną smakowitość (słoność) wzmacniającą aromat mięsny, z drugiej strony jest głównym środkiem chemicznym przedłużającym okres trwałości spożywczej przetworu przez znaczne zmniejszenie aktywności wody. Pod wpływem jonów chlorku sodu następuje rozwinięcie struktury białek mięśniowych, rozluźnienie tkanki mięśniowej, w wyniku czego zwiększa się jej podatność na penetrację przez inne substancje dodatkowe stosowane w technologii mięsa, na przykład sole peklujące. Zawartość chlorku sodu w wędlinach surowych waha się zwykle w granicach optymalnych dla subiektywnej oceny smaku słonego i w przypadku wędlin surowych twardych wynosi od 2,7 do 3,0%. Z powodu odwodnienia wędliny surowe twarde w momencie sprzedaży zawierać mogą nawet 4,5% chlorku sodu, który oddziaływuje nie tylko na trwałość i smakowitość wyrobu, ale i na przemiany biofizykochemiczne, mikrobiologiczne i enzymatyczne zachodzące w wędlinach w czasie ich dojrzewania i suszenia. Inną substancją czynną stosowaną w produkcji wędlin fermentowanych jest azotyn sodu, którego produkt rozkładu - tlenek azotu tworzy z barwnikiem mięśniowym (mioglobiną) barwnik zwany nitrozylomioglobiną. Dodatek azotynu jest także ważny dla stabilności mikrobiologicznej. Azotyn hamuje bowiem rozwój Salmonelli i innych patogennych mikroorganizmów, które mogą pojawić się w masie mięsnej. Azotyny oddziałują także hamująco na przebieg reakcji utleniania tłuszczów. Jakościowy i ilościowy skład mikroflory w farszu wędlin surowych jest bardzo różnorodny i w dużej mierze zależy od przypadkowego skażenia surowca mięsnego. Wyjściowe zakażenie surowców mięsnych przeznaczonych do produkcji wędlin surowych stanowi ok. 20 różnych drobnoustrojów. Podczas procesu produkcyjnego, w pierwszym okresie dojrzewania zachodzi w wędlinach surowych wymiana mikroflory z przypadkowej na technologicznie pożądaną, czyli mikroflorę denitryfikującą, aromatyzującą i zakwaszającą. Obraz mikrobiologiczny wędlin surowych można więc podzielić na dwie grupy: mikroflora w okresie wstępnego dojrzewania i wędzenia zimnego, gdzie dominują ziarniaki odpowiedzialne za właściwe przebarwienie wędlin oraz mikroflora w okresie poprodukcyjnego dojrzewania, gdzie przeważają pałeczkowatę formy bakteryjne, kształtujące głównie profil smakowo-zapachowy gotowego produktu. Fakt wymiany mikroflory oraz chęć wzbogacenia smakowitości wędlin surowych w nowe pożądane wyróżniki organoleptyczne stały się głównymi przesłankami do stosowania w technologii ich produkcji innego niemięsnego dodatku, jakim są czyste kultury starterowe. Kultury starterowe definiuje się jako świeże, zamrożone lub liofilizowane szczepy wybranych mikroorganizmów, posiadające określone cechy enzymatyczne przydatne w technologii. W produkcji wędlin surowych znajdują zastosowanie kultury starterowe składające się z pleśni, drożdży lub bakterii. Uczestniczące w procesie fermentacji mikroorganizmy muszą spełniać przede wszystkim następujące funkcje: tworzenie kwasu mlekowego, redukowanie azotanów, lipolizę, proteolizę i rozkład nadtlenków. Enzymy proteolityczne powodują niekiedy gorzki smak, a także wadliwą konsystencje kiełbas. Składnikiem niemięsnym stosowanym w produkcji kiełbas fermentowanych są też cukry. Bakterie kwasu mlekowego mogą fermentować różne cukry. Szybkość procesu zależy od rodzaju zastosowanego cukru. Największą ilość kwasu oraz największą szybkość jego tworzenia uzyskuje się w przypadku stosowania glukozy. Odwrotny wynik uzyskuje się w przypadku użycia skrobi. Ilość dodanych cukrów jest pomocna w sterowaniu ilością powstającego kwasu mlekowego, co jest równoznaczne z uzyskaniem odpowiedniego końcowego pH. Zaleca się stosować dodatek glukozy w ilości 0,3-0,5% niezależnie od innych użytych cukrów ulegających fermentacji. Innym dodatkiem jest kwas izoaskorbinowy i askorbinian sodu. A. Bilska w 2006 roku badała wpływ dodatku kwasu izoaskorbinowego i askorbinianu sodu na przechowalnicze zmiany jakości konsumenckiej kiełbas surowych półtrwałych. Autorka stwierdziła, że zastosowane substancje poprawiły barwę przekroju bloku, smak i ogólną pożądalność oraz korzystnie wpłynęły na zachowanie jakości kiełbasy surowej podczas 30 dni jej przechowywania. Zauważono także, że równoczesne stosowanie dodatku kwasu izoaskorbinowego i askorbinianu sodu ma większy wpływ na wyróżniki oceny sensorycznej badanych kiełbas niż stosowanie ich pojedynczo. Na podstawie uzyskanych wyników autorka stwierdziła, że najwyższe oceny uzyskuje się stosując mieszaninę o składzie: kwas izoaskorbinowy (0,1-0,4 g/kg farszu) i askorbinian sodu (0,5 g/kg farszu). Na jakość wędlin surowych ma wpływ również odpowiednio przeprowadzony proces technologiczny. Rozdrabnianie mięsa i tłuszczu przeznaczonego do produkcji wędlin surowych stanowi ważny etap produkcji, pozwalający uzyskać mniej lub bardziej jednolity farsz wędlinowy. Początkowo części mięsne i tłuszczowe są luźno położone obok siebie, a związanie masy wędlinowej ma miejsce w czasie dojrzewania i jest rezultatem złożonych procesów fizykochemicznych i mikrobiologicznych, towarzyszących jej stopniowemu zakwaszeniu i suszeniu. Rozdrabniania mięsa i tłuszczu, przeznaczonego do produkcji wędlin surowych, dokonuje się dzisiaj przede wszystkim w wilkach lub kutrach. Surowiec przeznaczony do rozdrobnienia kieruje się do przerobu w stanie zamrożenia lub znacznego wychłodzenia, co zapewnia odpowiednią konsystencję podczas cięcia surowców na mniejsze cząstki. W przeciwnym razie istnieje niebezpieczeństwo rozcierania masy wędlinowej, tworzenia się powierzchni mazistych i wzrostu temperatury obrabianej masy. Podobne zjawiska występują, gdy do rozdrabniania kieruje się surowiec charakteryzujący się wysoką temperaturą. Dojrzewanie i suszenie farszu z tak przygotowanego surowca przebiega z zakłóceniami, a gotowa wędlina charakteryzuje się niższa jakością. Kiełbasy nadziewane są w syntetyczne, kolagenowe lub naturalne osłonki. Wskazane jest, aby oprócz mięsa również osłonki były schłodzone. Stosowanie nadziewarek próżniowych pozwala unikać pustych przestrzeni w batonie, a pośrednio zabezpiecza przed negatywnym działaniem tlenu (przebarwieniami, przyśpieszeniem procesów jełczenia tłuszczu). Ważnym etapem w produkcji kiełbas surowych, mającym wpływ na ich jakość, jest proces fermentacji i dojrzewania. Dojrzewaniu towarzyszą takie procesy jak parowanie wody, zmiany peklownicze, wymiana mikroflory na powierzchni osłonki, przemiany fermentacyjne węglowodanów i zmiana właściwości reologicznych masy wędlinowej. Przebieg tych procesów zależy od doboru trzech parametrów fizycznych: temperatury, wilgotności względnej powietrza i szybkości jego cyrkulacji w pomieszczeniu dojrzewalni. (Równe cele, które trzeba osiągnąć na drodze fermentacji i procesu dojrzewania to wytworzenie typowej barwy i smaku, konsystencji pozwalającej na krojenie, eliminacja bakterii chorobotwórczych i powodujących zepsucia oraz uzyskanie trwałości. Dojrzewanie jest naturalną metodą zmiany właściwości biochemicznych, chemicznch i fizycznych masy wędlinowej. Temperatura w dojrzewalni wynosi do 18°C, a dojrzewanie niektórych gatunków wędlin (np. salami węgierskie) prowadzi się w temperaturach jeszcze niższych, tj. 10-12°C. Względna wilgotność powietrza powinna wynosić wtedy powyżej 90%. Po czterech, pięciu dniach dojrzewania temperaturę obniża się do 15°C, a wilgotność względną powietrza nawet do 85%. Cyrkulacja powietrza w tej fazie dojrzewania nie może być zbyt intensywna. Po tym czasie rozpoczyna się trwające kilka dni zimne wędzenie wędlin. Temperatura dymu nie powinna przekraczać 12°C. Temperatura, wilgotność względna powietrza i cyrkulacja stanowią bardzo ważne czynniki kształtowania jakości końcowej wyrobu, a wiele odchyleń jakościowych powstaje wskutek błędów popełnionych w tej fazie produkcji. Produkt zawdzięcza swoją konsystencję i trwałość zarówno zakwaszeniu (początkowa faza dojrzewania), jak i znacznemu odwodnieniu podczas całego procesu produkcji. Wartość pH masy wędlinowej po ośmiu tygodniach powinna wynosić od 5,3 do 5,8, a jej aktywność wodna 0,85-0,88. Taki wyrób charakteryzuje się doskonałym aromatem i długim okresem trwałości. W wyniku skrócenia czasu dojrzewania można zapewnić bezpieczeństwo zdrowotne produktom, ale nie osiągnie się w pełni bogatego aromatu. Powstanie wysokiej jakości sensorycznej wymaga bowiem odpowiednio długiego czasu dojrzewania. Obecność enzymów proteolitycznych może powodować niekiedy gorzki smak, a także wadliwą konsystencję produktów mięsnych. W zależności od wymaganej szybkości zakwaszenia wyrobu oraz końcowej wartości pH należy kontrolować następujące czynniki podczas procesu fermentacji: zdolność kultur starterowych do przetwarzania cukrów w kwas mlekowy,początkową zawartość cukrów.Suszenie jest innym czynnikiem oddziaływającym na jakość kiełbas surowych. Obsuszanie wędlin tego typu ma na celu przerwanie rozwoju grzybni pleśni, a w dalszej kolejności odwodnienie. Kiełbasy suszy się w temperaturze nie wyższej niż 15°C przy wilgotności powietrza nie przekraczającej 75-85%. W zależności od średnicy batonu, zawartości w kiełbasie tłuszczu i wody oraz założonego końcowego stopnia wysuszenia ubytek masy w czasie procesu suszenia waha się w granicach 5-40%. Proces dojrzewania wraz z suszeniem prowadzony jest w komorach fermentacyjnych lub też w klimatyzowanych pomieszczeniach. Na jakość kiełbas fermentowanych wpływa wiele czynników, dlatego też istnieje większe niż w przypadku innych produktów mięsnych, ryzyko występowania odchyleń jakości. Autorzy: Agnieszka Kalinowska-Dohojda, Teresa Banaszkiewicz, Andrzej Tyburcy

-
Co dodać i z czym podać mięso i wędliny Trudno dziś sobie wyobrazić gulasz, pieczeń czy półmisek wędlin bez stosowania tradycyjnych dodatków, takich jak na przykład borówki, żurawina, chrzan, musztarda czy papryka. Oprócz wyśmienitych walorów smakowo-zapachowych dodatki te posiadają także wiele cennych składników o istotnym wpływie na stan zdrowia człowieka. Borówka brusznica (Vaccinium vitis idaea L.) to gatunek rośliny wieloletniej z rodziny brusznicowatych, dawniej wrzosowatych (Ericaceae), występujący w umiarkowanej i chłodnej strefie całej półkuli północnej. Borówka brusznica zwana jest również „borówką czerwoną" ze względu na barwę czerwonych jagód lub niekiedy „borówką wiecznie zieloną", ponieważ jej skórzaste liście nie opadają na zimę. Osiąga wysokość od 5 do 40 cm o łodygach wzniesionych i liściach zimotrwałych, skórzastych, ułożonych skrętolegle, jajowatych lub owalnych z lekko podwiniętymi brzegami, a od spodu widoczne gruczoły w postaci kropek. Znana jest jako roślina obficie nektarująca i miododajna dla pszczół i trzmieli. Występuje w całej niżowej części Polski na glebach kwaśnych o pH 3,5-5,0. Rośnie w runie suchych, świeżych borów sosnowych i świerkowych, podmokłych torfowiskach, wrzosowiskach oraz na glebach piaszczystych zasobnych w kwaśną próchnicę. Zasiedla również strefę okołobiegunową, środkową Europę, Azję oraz Amerykę Północną. Brusznica kwitnie od maja do lipca, a owocuje w sierpniu. Owocem jest jagoda, początkowo białozielonkawa, która w miarę dojrzewania czerwienieje. Proces ten trwa jeszcze po zbiorze jagód. W południowej i południowo - zachodniej części kraju zakwita po raz drugi i owocuje we wrześniu, w październiku, a niekiedy w listopadzie. Wtedy ma wyrazisty smak słodko-kwaśny. Owoce z powtórnego kwitnienia są na ogół mniejsze, ale trwalsze i mocniej zabarwione. Brusznice są najczęściej stosowanym owocem z grupy borówek. Są doskonałym surowcem zarówno dla przetwórstwa domowego, jak i przemysłowego. Świeże jagody są cierpko-kwaśne i dlatego nie należą do owoców deserowych. Robi się z nich różne konfitury nadające pikantny smak sosom śmietanowym i stanowią niezastąpiony dodatek do dziczyzny, pieczeni wołowej i drobiu. Galaretka borówkowa jest podstawą prawdziwego sosu Cumberland. Zmieszana z chrzanem, skórką pomarańczy i gruszkami z odmian, o dużej liczbie komórek kamiennych (dających chropowaty posmak) jest podstawowym angielskim dodatkiem do dziczyzny. Owoce borówki brusznicy poza tym, że są surowcem do przyrządzania konfitur i wyśmienitym dodatkiem do ciemnych mięs, są przede wszystkim cennym źródłem witaminy C. Wartości odżywcze, dietetyczne, lecznicze i smakowe owoców tych roślin nie budzą żadnych wątpliwości. Dla mieszkańców Europy jest to jednak ciągle nowość, podczas gdy np. w Stanach jednoczonych bardzo popularne jest spożywanie indyka z borówkami lub żurawiną. Żurawina jest wieloletnią krzewinką niskopienną z rodziny wrzosowatych (Ericaceae) i zaliczana jest do tego samego rodzaju co borówka (Vaccinium), w którym czasem wydzielany jest podrodzaj żurawina (Oxycoccus). Mimo tak bliskiego pokrewieństwa jest jedyną rośliną wyróżniającą się specyficznymi cechami, umożliwiającymi jej zasiedlanie bardzo dobrze nasłonecznionych terenów torfowisk wysokich, o wysokim poziomie wody zimą i latem, o umiarkowanej wilgotności górnej warstwy podłoża. Rośnie na kwaśnych glebach piaszczystych w klimacie umiarkowanym. W Polsce spotykana jest dziko rosnąca żurawina błotna głównie w Puszczy Knyszyńskiej, Białowieskiej, lasach biłgorajskich i na Pomorzu Zachodnim. Gatunkiem uprawnym, występującym rdzennie na północy kontynentu amerykańskiego, jest żurawina wielkoowocowa (Vaccimum macrocarpon). Oba te gatunki mają czerwone owoce o charakterystycznym kwaśnym smaku. Owocem żurawiny jest mięsista jagoda. Jagody osiągają pełnię dojrzałości 75 - 100 dni po kwitnieniu. Jagody mają kształt kulisty, owalny lub gruszkowaty. Dojrzewające owoce są czerwone z wiśniowym rumieńcem lub prawie czarne, o gładkiej i błyszczącej skórce. Owoce żurawiny mają dużą wartość odżywczą, smakową i leczniczą. Są one bogatym źródłem witaminy A i C, witamin z grupy B (B1, B2, B6). Zawierają karotenoidy, sole mineralne, kwasy organiczne, a zwłaszcza kwas askorbinowy, hipurynowy, chininowy, cytrynowy, jabłkowy, które mają działanie przeciwgorączkowe i wzmacniające siły odpornościowe organizmu oraz kwas benzoesowy. Oprócz dużej zawartości kwasów owocowych, owoce żurawiny cechują się znaczną ilością pektyn. Są to wielocukry, związki wielkocząsteczkowe, które w środowisku wodnym żelują. Dzięki temu sos żurawinowy do mięs ma postać galaretowatego dżemu. Jagody żurawiny zawierają również garbniki, Rawonoidy (kwercetynę, kemferol), polifenole i antocyjany (cyjanidynę, delfinidynę, peonidynę, malwidynę). Substancje z owoców żurawiny mają działanie bakteriobójcze, także wobec Staphylococcus aureus (gronkowiec złocisty, czy Salmonella enteritidis oraz grzybobójcze jak w stosunku do Trichophyton. Owoce żurawiny nadają się do spożycia dopiero po pierwszym mrozie. Stanowią ważny dodatek w codziennej diecie, przyczyniając się do poprawy stanu zdrowia oraz smakowitości wielu potraw, zwłaszcza z mięsa wołowego, wieprzowego, drobiu i dziczyzny nadając im odpowiedniego charakteru w smaku. Chrzan pospolity (Armoracia rusticana) należy do wieloletniej byliny o zgrubiałych mięsistych kłączach (korzenie) z rodziny krzyżowych (Crucferae), której ojczyzną jest prawdopodobnie Azja Zachodnia i Bałkany. Stamtąd chrzan rozprzestrzenił się w wielu krajach świata o klimacie umiarkowanym niemal na wszystkich kontynentach. Znano go i ceniono w starożytnym Rzymie i Egipcie, a także w Europie Środkowej już w XII wieku. Jest to roślina przyprawowa, rosnąca w stanie dzikim (chrzan polny) lub w uprawie (chrzan ogrodowy). W stanie naturalnym można go spotkać w całej Polsce. Jest również uprawiany do celów spożywczo-dietetycznych, przyprawowych, a także leczniczych. Najlepszy jakościowo chrzan otrzymuje się tylko w dwóch pierwszych latach po założeniu plantacji. W następnych latach warzywo jest twarde i bardzo ostre w smaku. Spożywa się wyłącznie kłącza, ale można także wykorzystywać liście, głównie do kwaszenia ogórków, kapusty, kwaszonek. Przyprawowe walory chrzanu wynikają z jego charakterystycznego ostrego, drażniącego smaku i pobudzającego do łez zapachu. Chrzan zawiera olejki eteryczne, sole mineralne (zawierające fosfor, siarkę, potas, wapń, żelazo, sód i magnez), fitoncydy, witaminy C, B (B1, B2), E i prowitaminę A oraz flawonoidy, cukry, enzymy i aminokwasy. Ze względu na właściwości bakteriostatyczne i bakteriobójcze chrzan jest również rośliną leczniczą. Dzięki obecnym substancjom chrzan działa silnie pobudzająco na układ pokarmowy i stanowi cenne uzupełnienie potraw ciężkich i tłustych ułatwiając trawienie. Chrzan jest przyprawa znaną niemal na całym świecie, stosowaną szczególnie do wędlin, mięs duszonych i różnego rodzaju pieczeni. Jest tradycyjnym dodatkiem stosowanym przy golonkach, mięsie baranim. W przemyśle wykorzystywane są także ekstrakty chrzanowe, które nadającharakterystyczny smak danym wyrobom: metki chrzanowa, pasztety, golonki, ozorki, szynki, czy wędzonki itp. Musztarda to przyprawa, której głównym składnikiem są ziarna gorczycy (w wielu językach jako „musztarda" funkcjonuje słowo „gorczyca"). Powstała w starożytnym Rzymie na początku naszej ery i od początku uznawano ją za przyprawę o wartościach leczniczych (pobudza trawienie tłuszczu, działa antybakteryjnie oraz obniża ciśnienie krwi). Jest ulubioną przyprawa wielu kuchni europejskich i pozaeuropejskich. Surowcem do produkcji musztardy jest przede wszystkim ziarno gorczycy które w największym stopniu wpływa na smak musztardy. Nasiona gorczycy mają delikatny smak, który pojawia się po roztarciu nasion i nadaje musztardzie ostrość. Nasiona gorczycy białej zachowują słodkawy smak i są łagodne, natomiast nasiona gorczycy brązowej i czarnej nadają musztardzie smak ostry i pikantny. Podobnie jak chrzan jest nieodłącznym dodatkiem wielu potraw przygotowywanych na ciepło, jak i przekąsek garmażeryjnych. Musztarda to znakomita przyprawa do kiełbas (białej, parówek), wędzonek, szaszłyków, pieczonych dań z grilla, tłustych mięs smażonych i pieczonych, gotowanych ryb, gorących i zimnych sosów. Niewątpliwie używanie gorczycy do produkcji musztard jest najbardziej znanym zastosowaniem tej przyprawy, nie wolno jednak zapominać, że nasiona gorczycy czarnej, jak również białej stosowane są do przyprawianiamarynat, wędlin. Papryka (Capsicum L.) należy do rodziny psiankowatych, której ojczyzną jest Ameryka Środkowa i Południowa, gdzie była używana jako roślina przyprawowa. Nazywana jest również „pieprzem tureckim". W Europie (Hiszpanii, Bułgarii, Rumunii, na Węgrzech i w Polsce) uprawiana jest od XVI wieku. Na Węgrzech zwana jest „czerwonym złotem" i stała się ich narodową jarzyną i przyprawą. Jest rośliną roczną, której owocem jest jagoda o dość twardych, lecz soczystych ścianach i 2-6 pustych osiągają od 30 cm do 1 m wysokości. Jest jednym z podstawowych składników w kuchni węgierskiej, np. w takich daniach, jak leczo, tokań czy gulasz. Czerwona ostra papryka króluje również w kuchni tunezyjskiej, meksykańskiej i indyjskiej. Różnica pomiędzy papryką słodką (łagodną) i ostrą polega na tym, że papryka słodka przy mieleniu pozbawiona jest ścian dzielących, nasion i częściowo skórki. W częściach tych zawarta jest kapsaicyna, substancja, która nadaje ostry smak. Od ilości kapsaicyny w owocach zależy smak papryki, mniej lub bardziej ostry. Owoce mogą być gładkie lub żebrowane, różnej wielkości i kształtu. W chwili osiągnięcia dojrzałości są przeważnie czerwone, ale mogą mieć również inną barwę (zieloną, pomarańczową, żółtą). Warzywem jest papryka wielkoowocowa (papryka słodka), natomiast papryka drobnoowocowa (papryka ostra - „chilli") jest rośliną przyprawową. Owoce papryki słodkiej przeznaczone są głównie do spożycia w postaci świeżej lub konserwowanej jako warzywo, suszonej lub suszonej i zmielonej (papryka w proszku), jako przyprawa stosowana w sztuce kulinarnej lub dodatek do potraw. Z wysuszonych i zmielonych owoców papryki ostrej „chilli" uprawianej w tropikalnych rejonach Ameryki Środkowej i Południowej oraz w Europie Południowej otrzymujemy znakomitą przyprawę stosowaną do wielu dań mięsnych. Ma ona aromatyczny zapach, a smak - w zależności od gatunku - ostry,palący lub słodki. W każdej z wymienionych postaci papryka może być stosowana do potraw surowych, jak i gotowanych. Papryka to niezwykle zdrowe warzywo. Ód koloru zależą jej właściwości, najlepiej jest oczywiście łączyć wszystkie kolory ze sobą w barwnym i efektownym daniu. Papryki wszystkich barw zawierają komplet witamin z grupy B (B1, B2), karoten, witaminę E i C oraz dużo związków mineralnych: sód, potas, magnez, wapń, mangan, żelazo, miedź, fosfor, chlor, kwas nikotynowy. Poza korzystnym wpływem na nasze zdrowie, między innymi duże ilości błonnika, papryka ma bardzo istotne walory smakowe, które przekładają się w potrawach. Wzbogaca smakowo dania z mięsa, drobiu i ryb. Stosowana jest też do zup, warzyw, sałatek, serów, potraw z ryżu, potraw włoskich, węgierskich i meksykańskich. Jest składnikiem wielu powszechnie stosowanych mieszanek przyprawowych, które wzbogacone o tę przyprawę stanowią wyśmienity bukiet smakowy. Autor: Mariusz S.Kubiak i Tomasz Borowy




-
Mikrobiologiczne zanieczyszczenia przypraw naturalnych
Maxell opublikował(a) temat w Jelita, osłonki, przyprawy i dodatki
Mikrobiologiczne zanieczyszczenia przypraw naturalnych Dynamiczny rozwój przemysłu mięsnego i wprowadzanie nowoczesnych technologii przetwarzania surowców mięsnych spowodowały w ostatnich łatach konieczność używania w zestawach recepturowych przypraw naturalnych o najwyższej jakości i czystości mikrobiologicznej. Korzyści wynikające ze stosowania przypraw pobiegają z jednej strony na poprawie właściwości smakowych żywności, ale także na udowodnionym konserwującym działaniu tych składników. Z drugiej strony, przyprawy mimo swych właściwości przeciwbakteryjnych same mogą być zanieczyszczone przez drobnoustroje patogenne. Chcąc nadać żywności pożądany smak i zapach, człowiek od wieków wykorzystuje rośliny rosnące w jego otoczeniu. Przyprawy użyte jako dodatek do wyrobów wędliniarskich nadają im odpowiednie walory sensoryczne i wywierają korzystny wpływ na procesy trawienia. W polskiej tradycji do przyprawiania używano głównie soli, czosnku, pieprzu i majeranku, rzadziej gałki muszkatołowej, papryki czy imbiru. W czasach, gdy naturalne przyprawy zostały niemal wyparte przez ich chemiczne zamienniki, do przeszłości zatęsknili smakosze, propagatorzy polskiego dziedzictwa kulinarnego, a także wielu producentów przetworów mięsnych. Nie odcinając się zupełnie od tego, co współczesne i powszechnie w przemyśle mięsnym stosowane, coraz częściej zwracamy baczną uwagę na to, co zdrowe, smaczne i tradycyjne. Przyprawy naturalne nadają przetworom niezbędne, swoiste i odrębne cechy. Ilość przypraw stosowanych w produkcji przetworów mięsnych i potraw gotowych do spożycia jest stosunkowo niewielka, a mimo to decyduje o jakości i trwałości tych produktów. Dodatki przyprawowe określają smak i aromat artykułów spożywczych, odpowiadają ponadto rosnącym oczekiwaniom konsumentów. Dlatego też przyprawy są powszechnie stosowane w produkcji przetworów mięsnych. Przez dodatek jednej lub kilku naturalnych przypraw można nadać wędlinie jedyny w swoim rodzaju, wyjątkowy smak. Dodatek takich przypraw ma jednak sens tylko wtedy, gdy będą one czyste, świeże i doskonałe jakościowo. Przyprawy stosowane w produkcji wyrobów mięsnych klasyfikuje się na różne sposoby. Z handlowego punktu widzenia można mówić o przyprawach ziołowych, korzennych, mieszankach przyprawowych i przyprawach uzyskiwanych w wyniku procesów chemicznych, biologicznych i technologicznych. Substancje przyprawowe występują w postaci pojedynczych składników oraz w formie przemysłowo sporządzonych mieszanek o ściśle określonym przeznaczeniu. Odpowiednio dobrane nie tylko uatrakcyjniają wyrób, ale niejednokrotnie wywierają korzystny wpływ na organizm człowieka. Jest to spowodowane obecnością w przyprawach takich substancji, jak: garbniki, olejki eteryczne, alkaloidy, glikozydy oraz sole mineralne. W zależności od części roślin, z których przyprawy są otrzymywane, można je podzielić na siedem grup: nasienne (gałka muszkatołowa),kwiatowe (goździki),liściaste (cząber),owocowe (pieprz),korzenne (imbir),korowe (cynamon)oraz cebulowe (czosnek).W sprzedaży około 70-75% stanowią przyprawy całe, 12-15% rozdrobnione, a w skład pozostałej części wchodzą ekstrakty i olejki eteryczne pozyskiwane z przypraw. Naturalne przyprawy pochodzenia roślinnego są w znacznym stopniu zanieczyszczone różnorodną mikroflorą, co jest konsekwencją warunków ich uprawy, zbioru i przechowywania. Skażenia mikrobiologiczne przypraw można określić jako pierwotne (wynikające z zanieczyszczenia kurzem, ziemią, ekskrementami ptaków, owadami i nawozami) oraz wtórne (powstające w wyniku ich niehigienicznego zbioru, niewłaściwych warunków suszenia, magazynowania i transportu, szczególnie w krajach tropikalnych). Dlatego stopień zainfekowania przypraw może być bardzo wysoki. Dane literaturowe oparte na wielu badaniach dostarczają informacji o tym, jak silnie mogą być one zanieczyszczone przez drobnoustroje. Ogólna liczba drobnoustrojów w niektórych rodzajach przypraw może dochodzić nawet do 108 jtk/g, poziom pleśni jest nieco niższego rzędu 101- 105 jtk/g (tabela 1). Do najbardziej zanieczyszczonych przypraw zarówno bakteriami, jak i pleśniami należą m.in. pieprz czarny, majeranek, goździki, cynamon, kminek i papryka. Najczęściej występującymi drobnoustrojami w tych przyprawach są laseczki z gatunku: Bacills licheniformis, B. subtillis, B. pumilus, B. breveris, B. polimyxa, a także w mniejszej ilości B. coagulans, B. alvei, B. circulans, B. Stearothermophilus. Często stwierdza się też obecność laseczek chorobotwórczych z gatunku B. cereus. Spośród bakterii przetrwalnikujących w przyprawach mogą występować w formie zarodników grzyby strzępkowe, najczęściej z rodzajów Aspergillus, Penicillinum, Fusarium czy Rhizopus, wywarzające szkodliwie metabolity, tzw. mikotoksyny, o własnościach kancerogennych dla człowieka i zwierząt. W przyprawach skażonych pleśniami występują dość często aflatoksyny nawet wtedy, kiedy oznak zapleśnienia nie stwierdza się podczas badań sensorycznych. Najczęściej nośnikami bardzo szkodliwej aflatoksyny B1 są: kminek, anyż, gałka muszkatołowa, pieprz oraz papryka pochodzące z Indii, Indonezji i Malezji. Poza wymienionymi drobnoustrojami w przyprawach stwierdza się obecność bakterii pochodzenia kałowego: Gram (-) pałeczki z grupy coli, enterokoki, paciorkowce, świadczące o złym stanie higieny w trakcie pozyskiwania przypraw. Drobnoustroje chorobotwórcze występują raczej sporadycznie, spośród nich głównie pałeczki ropy błękitnej Pseudomonas aeruginosa i Bacillus cereus. Obecność tak dużej liczby drobnoustrojów w przyprawach ma zdecydowanie niekorzystny wpływ na jakość mikrobiologiczną produktów mięsnych przygotowywanych z ich użyciem. Jeżeli przyjmie się, że w 1 g przyprawy jest tylko 107 jtk bakterii, to wprowadzenie tej liczby do 1 kg produktu powoduje jego zanieczyszczenie ok. 104 jtk bakterii/g. Polskie normy jakościowe coraz bardziej ograniczają stopień zanieczyszczenia mikrobiologicznego przypraw. Wymagania czystości stanu mikrobiologicznego przypraw obejmują wskaźniki zalecane i ostrzegawcze (jtk/g) dotyczące grup drobnoustrojów przedstawionych w tabeli 2. Niektóre przyprawy wprowadzone do produktu spożywczego hamują wzrost drobnoustrojów. Biorąc pod uwagę bakterio- i grzybobójcze działanie niektórych przypraw można je uznać za naturalne konserwanty, lepsze od chemicznych odpowiedników. Niska aktywność przeciwdrobnoustrojowa suchych przypraw wynika z niskiej zawartości olejków eterycznych (0,1% papryka) oraz ich małych ilości stosowanych w produkcji żywności. W celu zwiększenia działania konserwującego coraz częściej stosuje się przyprawy w postaci skondensowanej jako ekstrakty, esencje, olejki eteryczne, proszki oraz mikrokapsułki składające się z oleożywic i olejków eterycznych. W tej postaci mają zastosowanie między innymi preparaty aromatyzujące do kiełbas. Najaktywniejszymi konserwantami są olejki eteryczne, następnie ekstrakty lipidowe oraz wyciągi etanolowe uzyskiwane z odpowiednich przypraw. Najsłabsze właściwości wykazują susze roślinne i ich wyciągi wodne zanieczyszczone rodzimą mikroflorą. Zapewnienie odpowiednich warunków sanitarno-higienicznych w procesie suszenia i rozdrabniania oraz przechowywania w odpowiedniej temperaturze, a także forma dystrybucji mogą w znaczący sposób wpłynąć na polepszenie stanu mikrobiologicznego przypraw. W celu redukcji drobnoustrojów do poziomu zapewniającego bezpieczeństwo ich konsumpcji przyprawy powinny być poddane różnym metodom wyjaławiania. Jednak tylko metoda radiacyjna ma szansę być metodą z wyboru, ponieważ inne metody dekontaminacji, takie jak np. ozonowanie, wysokie ciśnienie hydrostatyczne, czy ekstruzja, są mało skuteczne lub zmieniają niekorzystnie własności sensoryczne przypraw. Do najlepiej przebadanych metod radiacyjnego utrwalania żywności zaliczane jest promieniowanie jonizujące. Od samego początku duże nadzieje wiązano z zastosowaniem tej metody, zwłaszcza po tym, jak w 1980 roku komitet ekspertów FAO/WHO opracował zalecenie mówiące o tym, że napromieniowanie żywności całkowitą dawką promieniowania nie przekraczającą 10 kGy nie wywołuje żadnych problemów toksykologicznych. Dawka 10 kGy jest wystarczająca do obniżenia liczby tlenowców przetrwalnikujących poniżej 100 jtk/g. Promienie jonizujące o dużej energii mają tę zaletę, że umożliwiają przeprowadzenie sterylizacji na zimno. Równocześnie są bardziej przenikliwe niż promienie ultrafioletowe, które działają w nadfioletowej części widma światła. W przypadku produktów zawierających dużą ilość ziół i papryki jest to jedyny sposób na zachowanie mocy przypraw i ich pierwotnego wyglądu. Ponieważ metoda ta z pewnością wnosi wkład w poprawę bezpieczeństwa i stanu higienicznego żywności, dopuszczono ją do wyjaławiania określonych produktów spożywczych w ponad 50 krajach. Unia Europejska dopuszcza również stosowanie promieniowania do dezynfekcji ziół i przypraw. Obowiązkowe jest jednak znakowanie produktów wyjałowionych przez napromieniowanie. Do utrwalania przypraw można stosować również promieniowanie β. Strumień elektronów może wnikać na głębokość tylko do 5 cm, zatem jedynie zewnętrzne warstwy produktu poddanego obróbce mogą zostać odkażone. Promieniowanie γ może w przeciwieństwie do promieni β przenikać głęboko do wnętrza materiału, co umożliwia wyjaławianie zapakowanych przypraw rozmieszczonych na paletach. Urządzenie wytwarzające promieniowanie jest chronione bądź otoczone płaszczem, aby napromieniowaniu uległ tylko materiał do tego celu przeznaczony. Stosowane jest głównie do wyjaławiania przypraw, suszonych warzyw oraz owoców. Autorzy: Tomasz Borowy i Mariusz S. Kubiak

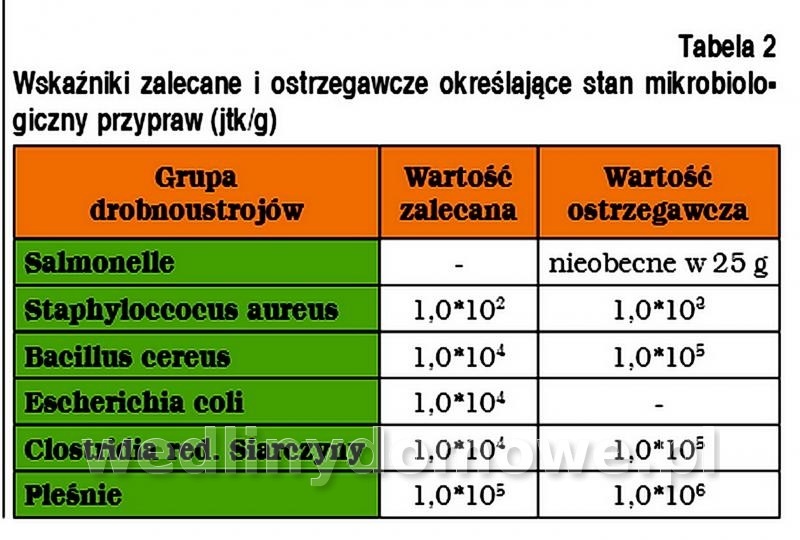
-
Dawne sposoby przechowywania mięsa i tłuszczu.
Maxell opublikował(a) temat w Polska tradycja masarska
Dawne sposoby krótkotrwałego przechowywania mięsa Od czasów prehistorycznych jednym z najważniejszych celów człowieka było przetrwanie okresu braku mięsa lub jego niedostatecznej ilości. Dlatego człowiek kierował swoją działalność na poznanie i tworzenie zapasów pożywienia Od początku istnienia starał się również doskonalić techniki przetwarzania mięsa w celu uzyskania pożądanych cech organoleptycznych i wydłużenia czasu przydatności produktów mięsnych do spożycia. W miarę postępu wiedzy techniki przetwarzania surowców stawały się coraz bardziej skuteczne, aby zaoferować konsumentom produkty spożywcze o pożądanych cechach sensorycznych i działaniu prozdrowotnym, proste i łatwe w przygotowaniu do spożycia. Najbardziej skutecznym środkiem zapobiegającym psuciu się artykułów żywnościowych jest przechowywanie ich w niskich temperaturach. Utrwalanie i konserwowanie mięsa przez zastosowanie niskich temperatur znane jest od czasów starożytnych. Czynnikiem chłodzącym były wówczas śnieg i lód. W małych miastach, miasteczkach i osiedlach oraz na wsi wielkie usługi pod tym względem odgrywały lodownie /magazyny/ gospodarskie, w których przechowywano w lecie lód naturalny zmagazynowany zimą. Lód naturalny /stawowy, rzeczny itp./ był gromadzony wówczas, gdy grubość tafli lodu była największa, a więc w styczniu i lutym. Z magazynu można było wybierać lód do doraźnego chłodzenia produktów spożywczych w spiżami łub kuchni albo połączyć magazyn lodu z pomieszczeniem piwnicy. Mięsa i wyrobów mięsnych nie wolno było przechowywać bezpośrednio na łodzie, lecz w naczyniach, na czystych deskach itp. Rozwój techniki chłodniczej w połowie XIX wieku, a także wytwarzanie sztucznego lodu, spowodowało ograniczenie stosowania naturalnego lodu do wychładzania. Zamiana lodu naturalnego na sztuczny do celów chłodniczych stała się koniecznością wobec wtórnych zanieczyszczeń żywności mikroflorą patogenną i saprofityczną wprowadzaną z lodem pochodzącym z niekontrolowanych wód powierzchniowych. W gospodarstwie domowym często zachodziła potrzeba krótkotrwałego przechowywania mięsa i przetworów mięsnych /przez kilka dni/. Najbardziej skutecznym środkiem zapobiegającym psuciu się artykułów żywnościowych jest przechowywanie ich w lodówce. Należy zwrócić uwagę, że urządzenia domowe, jak lodówki i zamrażarki, upowszechniły się dopiero w latach siedemdziesiątych i osiemdziesiątych ubiegłego wieku A przecież wcześniej też trzeba było sobie jakoś radzić, zwłaszcza na wsi, gdzie podczas uboju zwierzęcia w parę godzin powstawała „istna góra mięsa ", którą należało zagospodarować w racjonalny sposób. W przypadku braku lodówki trzeba było radzić sobie inaczej. Nie sprawiało to oczywiście kłopotu w czasie zimy. W lecie natomiast, zwłaszcza podczas upałów, trzeba było uciec się do starych, ale dobrych i prostych sposobów przechowywania żywności. Przede wszystkim mięsa przeznaczonego do przechowywania nie najeżało płukać ani obmywać wodą. W razie potrzeby można było je oskrobać tępą stroną noża. Na krótki okres konserwowano mięso środkami zawierającymi składniki bakteriobójcze, takimi jak ocet /kwas octowy/ kwaśne mleko lub serwatka /kwas mlekowy/, pokrzywa /kwas mrówkowy/, chrzan, cebula, czosnek - tzw. fitoncydy zabijające bakterie. Przechowywanie w cebuli i czosnku polegało na dokładnym natarciu mięsa rozdrobnionym czosnkiem. Następnie należało mięso posmarować olejem włożyć do garnka, obłożyć ze wszystkich stron pokrajaną w krążki surową cebulą i umieścić w chłodnym miejscu. Sposobem tym najlepiej konserwowało się wołowinę, koninę, baraninę i dziczyznę, gdyż pod wpływem soku cebulowego i czosnkowego mięsa te kruszały. Mięso obłożone obranym i pokrojonym czosnkiem zachowywało świeżość przez kilka dni, natężało jednak pamiętać o intensywnym zapachu czosnku i zabezpieczeniu naczynia z mięsem, aby ten zapach nie przeniknął do innych produktów. Przechowywanie w liściach chrzanu polegało na dokładnym obłożeniu mięsa czystymi, świeżo zerwanymi liśćmi chrzanu Z kolei przechowywanie w struganym chrzanie polegało na dokładnym umyciu dwóch, trzech korzeni chrzanu, zestruganiu ich na cienkie wiórki i obłożeniu mięsa ze wszystkich stron. W obu przypadkach należało następnie mięso owinąć w papier pergaminowy i umieścić w chłodnym miejscu. Przetrzymywanie mięsa w świeżych liściach pokrzyw to stary sposób stosowany przez gospodynie na wsi. Czynnikiem chroniącym mięso przed zbyt szybkim psuciem się jest kwas mrówkowy występujący w liściach pokrzywy. Wykorzystując te właściwości trzeba było równocześnie pamiętać, że pokrzywa mogła być zanieczyszczona ziemią, kurzem, odchodami zwierząt czy ptactwa domowego, a w związku z tym mogły się na niej znaleźć drobnoustroje chorobotwórcze. Dlatego też można było wykorzystywać tylko pokrzywę rosnącą z dała od chlewów, ustępów, śmietników, gnojówek czy pryzm z nawozem. Zerwaną w odpowiednim miejscu pokrzywę należało opłukać, otrząsnąć z wody, obsuszyć i dopiero wtedy wykorzystywać. Naczynie do przechowywania mięsa wykładano pokrzywą, następnie układano w nim mięso, po czym przykrywano i dodatkowo obkładano je pokrzywą. Można było też mięso owinąć pokrzywami, a następnie czystą szmatką i położyć na tacce czy innym płaskim naczyniu. Kolejnym sposobem było obkładanie mięsa pokrzywą a potem zawijanie go w papier pergaminowy i umieszczanie w chłodnym miejscu. Przechowywanie w occie polegało na zawinięciu mięsa w czystą ściereczkę starannie zmoczoną w 6-procentowym occie. Następnie natężało mięso owinąć pergaminem i umieścić w chłodnym miejscu. Mięso przechowywano również w zalewie octowej, przygotowanej z przegotowanej, osolonej wody, zmieszanej w proporcji pół na pół z octem spirytusowym /6%/ i zagotowanej z przyprawami korzennymi. Mięso po obłożeniu cebulą zalewało się zimną zalewą i umieszczało w chłodnym miejscu. Przetrzymywanie mięsa w mleku lub w serwatce to sposób dość znany i dawniej często stosowany. Mięso zalane mlekiem czy serwatką przetrzymywano w zimnym pomieszczeniu przez kilka dni. W tym czasie mięso nie tylko nie psuło się, ale nabierało przyjemnego smaku. W ten sposób przetrzymywano mięso delikatniejsze, takie jak cielęcina lub mięso z królików czy nutrii. Mięso schładzało się, wyjmowało większe kości, układało w garnuszku kamiennym, żeliwnym, emaliowanym lub szklanym, Na mięso nalewało się serwatkę lub chude mleko w takiej ilości, żeby przykryto mięso. Po wyjęciu z zalewy należało je opłukać i przyrządzać według receptury potrawy. Mleko lub serwatkę, po użyciu, wykorzystywano do skarmiania zwierząt. Przetrzymywanie mięsa w oleju i warzywach to sposób, który mógł mieć zastosowanie do różnych rodzajów i gatunków mięsa zwierząt domowych, dziczyzny, królików i nutrii, a w niektórych przypadkach i ptactwa, przede wszystkim domowego. W oleju i warzywach przetrzymywano mięso przeznaczone do pieczenia, smażenia czy duszenia Mięsa przeznaczone na potrawy gotowane rzadziej przetrzymywano w ten sposób. Potrzebne surowce to olej, warzywa, takie jak marchew, pietruszka seler, por, cebula w niektórych przypadkach czosnek /np. do baraniny, cielęciny, wieprzowiny/. W niedużych ilościach stosowano także pieprz, ziele angielskie, listek bobkowy, jak również majeranek, kminek lub inne przyprawy ziołowe. Mięso przetrzymywane tym sposobem można było posolić, używając czystej soli lub soli cebulowej, czosnkowej, czy selerowej. Nie określano ściśle ilości wykorzystywanych surowców, mogły być one dość dowolne. Naczynia w których przetrzymywano mięso tym sposobem, należało tak dobierać, żeby tłuszcz w nie nie wsiąkał. Mogły to być naczynia kamienne /te były najlepsze/, żeliwne, emaliowane z nie uszkodzoną polewą fajansowe, porcelitowe, szklane. W tej metodzie konserwowania należało odpowiednio przygotować warzywa, co znaczy umyć je, oczyścić, dokładnie opłukać, pokroić w plastry, wymieszać razem i podzielić na dwie części. Połowę warzyw umieszczano na dnie czysto umytego i wyparzonego /ostudzonego/ naczynia w którym mięso przetrzymywano. Z mięsa należało usunąć kości większe błony i ścięgna oraz części przekrwione, opłukać, dobrze odsączyć lub wytrzeć czystym kawałkiem płótna lub gazy. W dalszej kolejności należało natrzeć mięso przyprawami, najpierw solą a potem przyprawami korzennymi czy ziołowymi. Tak przygotowane mięso nacierano ze wszystkich stron olejem. Następnie układano mięso w naczyniu na przygotowanych warzywach, przykrywano pozostałymi warzywami przykrywano deseczką lub talerzem i przyciskano. W ten sposób przetrzymywano mięso w zimnie nawet do tygodnia. Mięso przetrzymywane w warzywach i oleju wykorzystywano do sporządzania różnego rodzaju potraw, np. do pieczeni, zrazów, gulaszu, jak również do sporządzania pasztetów czy nadzienia, do duszenia z warzywami oraz gotowania. Warzywa zastosowane do przetrzymywania mięsa wykorzystywano z zasady do sporządzania z nich potraw. W podany sposób przetrzymywano mięso w większych elementach, ale podobnie można było przetrzymywać przez parę dni mięso podzielone na części, np. mięso na zrazy. Każdy kawałek należało posypać przyprawami i natrzeć olejem lub tylko natrzeć olejem, ułożyć ściśle kawałki jeden na drugim i obłożyć w naczyniu warzywami. W tym przypadku soleniu poddawano mięso już w czasie duszenia. Należy podkreślić, że wszystkie te sposoby przetrzymywania mięsa mogły być stosowane przy równoczesnym zapewnieniu niskiej temperatury /np. w piwnicy/. Przy temperaturze wyższej, tzw. pokojowej, sposoby te nie dawały żadnej gwarancji zachowania świeżości mięsa. Przechowywanie mięsa w studni. Tam, gdzie oprócz studni z wodą do picia znajdowała się druga studnia z której czerpano wodę dla inwentarza i potrzeb gospodarczych, wykorzystywano ją do przechowywania mięsa przez 2-3 dni. W tym celu wkładano je do czystej bańki od mleka z zamknięciem opatrzonym w gumową uszczelkę, bańkę zamykano i spuszczano na łańcuchu lub lince na dno studni. Mięso przed włożeniem do bańki musiało zostać poddane wychłodzeniu. Czynność ta dotyczyła głównie mięsa drobiu, którego odpierzenie i sprawianie po uboju trwało tak krótko, że tuszki nie zdążyły zbyt szybko wystygnąć. Do dawnych metod konserwowania, stosowanych do chwili obecnej, należy zaliczyć solenie i peklowanie mięsa. Solenie polega na utrwalającym i smakowym działaniu soli kuchennej na mięso, a peklowanie na utrwalającym i smakowym działaniu mieszaniny soli kuchennej, saletry i innych związków. Dawniej były to jedne z najbardziej rozpowszechnionych metod konserwowania mięsa. Ich działanie konserwujące wynika z tego, że sól odbiera drobnoustrojom podstawę życia - wodę. Należy jednak pamiętać, że solone mięso ma ograniczoną trwałość i dlatego - jeżeli chce się przechowywać dłużej - trzeba umieścić je w zimnym pomieszczeniu Wprawdzie większy dodatek soli czyni mięso trwalszym ale wówczas staje się ono tak słone, że wymaga przed użyciem dłuższego moczenia w wodzie, co wpływa niekorzystnie na jego wartość odżywczą. Dlatego przy zasalaniu należy stosować takie ilości soli, aby wpływała ona dodatnio na trwałość, ale jednocześnie nie psuła smaku mięsa. Zawartość soli w dobrze zasolonym mięsie nie powinna wynosić więcej niż 6-7% w stosunku do ciężaru mięsa. Sól dodana /wtarta w mięso/ w ilości 2% zabezpiecza przed rozwojem bakterii gnilnych na 24 godziny. Najodpowiedniejsza temperatura przechowywania mięsa solonego w warunkach domowych nie powinna przekraczać 3-6° C. Takie warunki w gospodarstwach domowych można było osiągnąć w porze letniej jedynie przy chłodzeniu lodem lub w chłodniach mechanicznych. Kto nie mógł spełnić tych warunków, musiał liczyć się z tym, że mięso będzie mógł przechowywać znacznie krócej. W zwykłych warunkach bez chłodni mięso musi być przechowywane w zimnej i zaciemnionej spiżami lub piwnicy. Do schładzania wykorzystywano wówczas chłody nocne, mrozy i opady śnieżne. Przechowywanie szynki solonej. Po zasoleniu należało usunąć nożem z powierzchni szynki wilgotną warstwę, zanurzyć ją kilka razy we wrzącej wodzie, obsuszyć na wietrze i przechowywać w przewiewnym, chłodnym, suchym miejscu. Przed spożyciem moczono szynkę przez kilka godzin. Jeżeli szynkę przechowywano przez kilka miesięcy, przed użyciem należało ją zawinąć w płótno i zakopać w średnio wilgotnej ziemi na 3-4 godz. Nóżki cielęce konserwowano przez suszenie. Nóżki należało dokładnie oskrobać nożem /nie płukać i nie myć/ i wyjąć kości. Następnie kawałki mięsa - możliwie duże - nawlekano na patyczki, zawieszano nad płytą kuchenną lub piecem i suszono. Przed użyciem należało sparzyć je gorącą wodą i gotować tak jak nóżki świeże. Przechowywanie wędlin w życie było starą i wypróbowaną metodą Wędliny dobrze uwędzone układano w beczce, przesypując je warstwami suchego żyta. Na dno beczki oraz na górną warstwę wędlin również należało nasypać ziarna. Wędliny kontrolowano raz na miesiąc. Jeżeli żyto stało się wilgotne, zsypywano je i suszono na słońcu. Beczkę ustawiano w chłodnym, przewiewnym i suchym miejscu. Dawne sposoby przechowywania i konserwacji tłuszczu Przy okazji „świniobicia", zwłaszcza sztuki słoninowej, w gospodarstwach domowych dysponowano dużą ilością tłuszczu wieprzowego. Ponieważ nie można spożyć tyle tłuszczu jednorazowo, konserwowano go, rozkładając zużycie na dłuższy czas. Sposoby konserwowania tłuszczu były różne. Najprostszym i najczęściej stosowanym sposobem przechowywania tłuszczu praktykowanym do dzisiaj, było solenie, pamiętając jednak, że nawet najlepiej zasolone sadło łub słonina z biegiem czasu jełczeje - nabiera żółtego zabarwienia, smak staje się gorzki, a zapach bardzo ostry, nieprzyjemny. Wszystkie te cechy uwidoczniają się szczególnie podczas smażenia. Nie ulega wątpliwości, że zjełczała słonina jest niesmaczna i bardzo szkodliwa dla zdrowia. Solenie było więc dobrym sposobem konserwowania, ale na krótki czas. Jeżeli tłuszcz miał być przechowywany przez kilka miesięcy - lepiej go było przetopić, odcedzić, zlać do butelek (z ciemnego szkła) lub do kamiennych garnków, zawiązać pergaminem lub błoną z pęcherza i umieścić w ciemnym, przewiewnym i zimnym miejscu. Do najczęściej stosowanych i najprostszych metod konserwowania tłuszczu należy zaliczyć: a) topienie, b) solenie, c) solenie i wędzenie, d) solenie, paprykowanie i wędzenie. Do topienia przeznaczano każdy tłuszcz; sadło, słoninę, łój - osobno lub łącząc je (tłuszcz tzw. jelitowy ze względu na najczęściej specyficzny zapach wytapiano oddzielnie). Podczas topienia zwracano szczególną uwagę na to, żeby tłuszczu zanadto nie zrumienić, wpływa to bowiem na pogorszenie nie tylko jego wyglądu (kolor) i smaku, ale również strawności. Topienie sadła Podczas topienia sadła dodawano również drobniejsze kawałki słoniny. Sadło należało oddzielić od błon, pokroić w drobną kostkę albo zemleć w maszynce. Kawałki słoniny oddzielano od skóry, krojono i również rozdrabniano w maszynce. Tłuszcz natężało topić w szerokim naczyniu, wlewając na dno niewielką ilość wody (na 5 kg sadła) 1 szklankę wody). Topienie przeprowadzano na niedużym ogniu ciągle mieszając, aż tłuszcz się sklarował, a skwarki zrumieniły się na jasnozłoty kolor. Następnie naczynie zsuwano z ognia i po chwili ziewano tłuszcz przez cedzak lub sito do przygotowanych, najlepiej kamiennych garnków, w których dobrze się przechowywał. Po skrzepnięciu należało opakować go i przechowywać w chłodnym miejscu, suchym i zaciemnionym Skwarki po odciśnięciu wykorzystywano do kiszki kaszanej, podgardlanej, ziemniaczanej lub przechowywano jak przy sposobie topienia słoniny. Topienie słoniny Ze słoniny przed topieniem należało zdjąć skórę, następnie pokroić w drobną kostkę lub na kawałki i zemleć w maszynce z grubym sitkiem Topienie przeprowadzano w szerokim naczyniu stałe mieszając, gdyż słonina łatwo przywiera do dna. Kiedy skwarki zaczynały się lekko rumienić, odsuwano garnek z ognia i zlewano tłuszcz przez cedzak lub sito do przygotowanych naczyń. Po skrzepnięciu tłuszczu opakowywano go papierem pergaminowym lub folią aluminiową i przechowywano w chłodnym, suchym i zaciemnionym miejscu. Skwarki układano ściśle w kamiennym garnku, z wierzchu zlewano tłuszcz, opakowywano je pergaminem i przechowywano tak jak smalec. Skwarki wykorzystywano jako dodatek do potraw i do wypieku kruchych ciastek. Topienie łoju Łój - tłuszcz wołowy, barani i cielęcy jest na ogół ciężkostrawny i do bezpośredniego spożycia nadaje się w mniejszym stopniu, szczególnie łój ze starszych sztuk bydła i łój barani. Natomiast przetopiony, czyli tzw. frytura, może być wykorzystany do smażenia potraw i ciasta (np. pączków, faworków. Łój topiono i przechowywano jak sadło wieprzowe. Topienie tłuszczu końskiego Tłuszcz koński należało po pokrojeniu (przed wytopieniem) zalać wodą i gotować do jej odparowania. Tłuszcz koński topiony ma konsystencję półpłynną. Może być wykorzystany jako dodatek do potraw, natomiast nie nadaje się do smażenia. Topienie smalcu gęsiego Tłuszcz gęsi należało opłukać, obrać z błony, pokroić w drobna kostkę i stopić. Dodawano do niego cebulę - która po obraniu i opłukaniu - drobno siekano i smażono na smalcu na jasnozłoty kolor, ale nie rumieniono. Ponadto dodawano jabłko, które należało umyć, obrać, zetrzeć na grubej tarce, dodać do cebuli i chwilę razem poddusić. Następnie cebulę z jabłkiem dodawano do tłuszczu (skwarki można było przed tym wybrać) i chwilę smażono razem, dodawano sól i majeranek do smaku Dla lepszego skrzepnięcia można było dodać nieco smalcu wieprzowego. W czasie krzepnięcia od czasu do czasu mieszano, aby cebula i jabłko nie opadły na dno naczynia. W ten sam sposób przygotowywano tłuszcz kaczki lub indyka Smalec najlepiej było przechowywać w kamiennym garnuszku. Solenie słoniny Solenie słoniny to sposób utrwalania tego produktu praktykowany obecnie. Najczęściej ze wszystkich rodzajów tłuszczu soli się słoninę. Można również solić sadło, które jednak dłużej przechowywane, pomimo nasolenia, jełczeje. Przed soleniem słoninę należało wystudzić, pokroić w szerokie pasy, natrzeć solą, biorąc na 1 kg słoniny 3-5 dag soli. Słoninę układano ściśle w płaskim naczyniu kamiennym lub drewnianym, wysypując dno naczynia solą i przechowywano w chłodnym pomieszczeniu. Do solenia słoniny dodawano przyprawy, (pieprz, listek bobkowy, ziele angielskie, majeranek lub kminek). Słoninę przykrywano denkiem i przyciskano czystym kamieniem, pozostawiano na 7-14 dni. Po tym czasie, kiedy słonina przeszła solą, przechowywano ją w naczyniu w którym była solona albo wyjmowano z naczynia, osuszano i w pozycji wiszącej przechowywano w zimnym, przewiewnym pomieszczeniu chroniąc od światła (np. w woreczkach z płótna). Wędzenie słoniny Zasoloną słoninę niekiedy wędzono. Nabierała wówczas przyjemnego smaku i lepiej się przechowywała. Przed zjedzeniem należało słoninę osuszyć wieszając w przewiewnym, suchym pomieszczeniu. Następnie wędzono ją w zimnym dymie, aż nabrała przyjemnego złocistego koloru. Do wędzenia słoninę zawijano w gazę lub wędzono bez takiej osłony, ale wówczas konieczne było sporządzenie specjalnego uchwytu do jej zawieszania. W tym celu ostrym nożem robiono w słoninie podłużny otwór przy jednym z węższych końców. W otwór ten wprowadzano złożony w pętle sznurek. Następnie w pętle wkładano patyk i zaciągano. Paprykowanie słoniny W tym celu słoninę, najlepiej grzbietową, krojono w kawałki ok. 10 cm szerokości i 20 cm długości, obsypywano sola (na i 10 kg słoniny 70 dag soli), układano szczelnie w czystym i suchym naczyniu. Po dwóch dniach zalewano słoninę przegotowaną i ostudzoną zalewą (proporcje - na 10 kg słoniny 1-1,5 l wody i 30 dag soli) przykrywano denkiem i obciążano kamieniem. Zalewa powinna przykrywać słoninę. Po trzech dniach solenia wyjmowano słoninę, osuszano, obsypywano papryką i wędzono w zimnym dymie przez 1-2 dni. Pod koniec wędzenia można było stosować trochę cieplejszy dym, dzięki czemu słonina stawała się smaczniejsza. Po wyjęciu z wędzarni, słoninę obsypywano jeszcze raz papryką i przechowywano w chłodnym, przewiewnym miejscu, w pozycji wiszącej. Przyrządzano również słoninę paprykowaną „po polsku" - bardzo smaczna i dobrze przechowująca się w pozycji wiszącej. Do konserwowania tym sposobem wybierano grubsza słoninę, następnie krojono ją na kawałki np. o wymiarach 10x40 cm i solono. Po nasoleniu wkładano do wrzącej wody i parzono, nie dopuszczając do wrzenia (około 1/2 godz.) aż do momentu, kiedy widelec wchodził bez oporu w słoninę, ale tkanka jej była zwarta. Przy tej metodzie konserwowania trzeba było uważać, żeby słonina nie zrobiła się zbyt miękka Sparzoną słoninę wkładano do zimnej wody, aż do ostudzenia, a następnie dokładnie osączano. Po osączeniu obsypywano obficie papryką (słodką), zawijano w gazę i wędzono. Można było słoniny nie zawijać w gazę, ale wtedy po uwędzeniu należało powtórnie obsypać ją papryką. Dość istotne w gospodarstwach domowych było właściwe wykorzystanie skórek ze słoniny. Jeśli zdejmowano skórę tylko z części słoniny przeznaczonej np. na topienie, to skórkę wykorzystywano do salcesonów lub potraw sporządzanych na bieżąco. Jeśli oddzielano skórę z większych części słoniny, to nieraz trudno było wykorzystać ją od razu. Wtedy krojono skórę w dość szerokie pasy, nacierano solą, zawijano ściśle w rulony i układano w kamiennym garnku. Ułożone skórki można było posypać lekko zgniecionymi korzeniami przypraw. Skórki przechowywano podobnie jak soloną słoninę i w miarę potrzeby wykorzystywano do potraw, np. do barszczu, kapusty duszonej, bigosu Przy topieniu sadła jako produkt uboczny pozostawały błony, które oddzielano od tłuszczu Błony te wykorzystywano do zawinięcia mniejszych kawałków mięsa przed wędzeniem, np. baleronów, polędwic czy kawałków szynki. Błony te również solono np. jak słoninę, do czasu wykorzystania, a przed użyciem myto lub w razie potrzeby (jeśli były zbyt słone) moczono. Dawne sposoby konserwowania mięsa w słojach Utrwalanie produktów spożywczych min. różnych potraw mięsnych, w słojach typu Wecka, tzw. wekach, należało do najbardziej racjonalnych sposobów konserwowania. Umożliwiało ono przechowywanie produktów bez urządzeń chłodniczych w domowych spiżarniach i piwniczkach przez dłuższy czas, do trzech miesięcy i dłużej. Jeszcze niedawno wekowanie potraw w słodach stanowiło konieczność. Puste półki sklepowe, niewystarczające zaopatrzenie i permanentne braki artykułów spożywczych wymuszały domowe konserwowanie produktów. Dlatego przetwory wyrabiano bardzo często, niezależnie od miejsca zamieszkania ani statusu społecznego. Także urządzenia domowe jak lodówki i zamrażarki, upowszechniły się dopiero w latach siedemdziesiątych i osiemdziesiątych ubiegłego wieku. A przecież wcześniej też trzeba było sobie jakoś radzić, zwłaszcza na wsi, gdzie podczas uboju w kilka godzin powstawała spora masa mięsa, którą należało zagospodarować. Tradycja domowej produkcji wcale nie odeszła w zapomnienie. Co więcej, niektóre z tych zwyczajów dopiero teraz przeżywają swój renesans. Wekowanie ciągle jednak ma swoich zwolenników, szczególnie w produkcji żywności tradycyjnej i regionalnej. Konserwowanie mięsa w słojach ułatwiało prawidłowe gospodarowanie surowcem mięsnym. Było to korzystne nie tylko ze względu na możliwość prawidłowego rozdziału mięsa na poszczególne sezony, ale także ze względu na oszczędność czasu gospodyni przy przyrządzaniu posiłków w okresie nasilonych prac w gospodarstwie, jak również czasu przeznaczanego na częste zakupy mięsa, a co za tym idzie - i jego konserwację. Należy jednak zwrócić uwagę, że nierzadko zdarzały się przypadki zatruć pokarmowych spowodowanych spożywaniem konserw własnej produkcji. Przyczyną tego było nieprawidłowe wykonanie czy też wykorzystanie konserw. Nie przestrzegając obowiązujących zasad higieny przy przygotowywaniu konserw czy niewłaściwie je gotując (za niska temperatura, zbyt krótki czas ogrzewania) można było spowodować niedostateczne ich wyjałowienie, a w następstwie - rozwój pozostałych drobnoustrojów powodujących psucie się produktów. Mogło nastąpić również zwiększenie ilości toksyn, które nie wywoływały zmian organoleptycznych w konserwie, ale w przypadku spożycia zakażonych nimi konserw mogły wywołać zatrucia pokarmowe. Prawidłowe postępowanie w czasie przygotowywania konserw miało ogromne znaczenie. Szczególną uwagę należało zwrócić na właściwy dobór surowców, następnie na prawidłowe przyrządzanie przetworów i wyjaławianie konserw, odpowiednie warunki przechowywania i właściwe przygotowanie ich bezpośrednio do spożycia. W ten sposób konserwowano mięso przede wszystkim wtedy, kiedy gospodynie dysponowały nim w nadmiarze w stosunku do potrzeb w okresie, w którym miała miejsce selekcja zarówno drobiu, jak i zwierząt rzeźnych, a wiec przede wszystkim jesienią, a w następnej kolejności zimą, kiedy ubijało się na skórki nutrie czy króliki. Można było tym sposobem konserwować mięso oczywiście w ciągu całego roku. W czasach deficytów w zaopatrzeniu w żywność można było co jakiś czas nabyć większą ilość mięsa w sprzedaży nie reglamentowanej np. dziczyznę, drób, króliki i zakonserwować je, a następnie zużyć w miarę potrzeby. Wekowaniu poddawano różne rodzaje i gatunki mięsa: wieprzowinę, wołowinę, cielęcinę, baraninę koninę, drób, króliki, dziczyznę i nutrie. Konserwy z weków były potrawami całkowicie gotowymi do spożycia - nie wymagającymi żadnej obróbki oprócz ewentualnego podgrzania i przyprawienia do smaku. Zasada konserwowania w wekach polegała na zmniejszeniu lub zahamowaniu rozwoju drobnoustrojów powodujących psucie się mięsa, (a także i innych produktów spożywczych) za pomocą działania wysokiej temperatury (sterylizacji) oraz odcięcia dostępu powietrza, w którym większość drobnoustrojów dobrze się rozwija. Wekowaniu poddawano najczęściej takie wyroby jak gulasz. paprykarz i inne potrawy z drobnych kawałków mięsa, bigos, flaki, pasztet itp., oraz pieczone łub gotowane potrawy z ptactwa domowego i dzikiego, a także wędliny - kiszki, salcesony, rolady i kiełbasy. Należało unikać wekowania potraw zawierających domieszkę mąki. Konserwę z mięsa można było całkowicie przyprawić (z sosem, jarzynami, zasmażka itp.) lub też tylko częściowo. W tym ostatnim przypadku potrawę doprowadzało się do smaku po otwarciu słoika i ogrzaniu zawartości. Sposób przygotowania mięsa do konserwowania mógł być różny, a wiec mogło to być mięso gotowane, duszone, smażone lub też pieczone, podzielone na mniejsze łub większe kawałki. Procesu gotowania nie należało doprowadzać do końca, czyli potrawa powinna być lekko niedogotowana, ponieważ całkowite zmiękczenie następowało w czasie gotowania słoików z konserwą. Istotne było, żeby mięso przeznaczone do konserwowania pochodziło ze zwierząt zdrowych, a wiec zbadane przez osobę do tego upoważnioną, świeże, nie przekrwione, gdyż w przeciwnym razie byłoby mniej trwałe. Zasadniczym warunkiem otrzymania dobrej i trwałej konserwy była jak największa świeżość konserwowanych produktów, szybkość wykonania pracy, przestrzeganie temperatury i czasu gotowania, czystość sprzętu narzędzi, rąk itp. Przy podziale mięsa wybierano do konserwowania kawałki bez większych kości i ścięgien. Było to o tyle celowe, że istniała możliwość lepszego wykorzystania słojów, gdyż mięso bez kości łatwiej można było ułożyć i więcej go weszło do słoja Kości usuwano również po przyrządzeniu mięsa, przed włożeniem do słojów. Gorsze, przekrwione kawałki mięsa zużywano na bieżące potrzeby. Przygotowanie słojów. Do konserwowania mięsa stosowano zarówno słoje typu weka, jak i typu twist. Weki to hermetycznie zamykane specjalne słoje o różnej pojemności (najczęściej 0,75 l, 1,5 l i 2 l). Komplet składał się z czterech części; samego słoja, przykrywki, gumowego krążka (uszczelki) i zacisku metalowego. Ze względu na to, że po otworzeniu słoja zawartość należało spożyć w ciągu krótkiego czasu, celowe było konserwowanie mięsa w słojach różnej wielkości, co ułatwiało prawidłowe wykorzystanie konserw w zależności od potrzeb codziennych rodziny (liczby osób w rodzinie) lub od innych okoliczności, np. prac sezonowych, przy których zatrudnionych mogło być więcej osób, a poza tym świąt lub innych okoliczności. O wielkości słoi w pewnym stopniu decydowała również forma, w jakiej mięso miało zostać poddane zakonserwowaniu. Do mięsa sporządzonego w większych kawałkach (np. pieczeń czy bitki) niezbędne były słoje większe, a do mięsa w mniejszych kawałkach, np. na gulasz czy potrawkę, stosowano mniejsze słoje. Słoje do konserw mięsnych należało odpowiednio przygotować. Podczas przygotowywania konserw należało zwrócić szczególną uwagę na czystość naczynia i całego sprzętu służącego do konserwowania. Słoje, przykrywki, uszczelki, garnki do gotowania, noże, deski do krojenia mięsa, musiały być dokładnie wymyte i oczyszczone w ciepłej wodzie z dodatkiem detergentów do mycia naczyń, opłukane kilkakrotnie w czystej - za każdym razem zmienionej - wodzie i wyparzone wrzącą wodą. Sprzęt do konserwowania szorowano szczotką w gorącej wodzie z dodatkiem bielidła, proszku mydlanego łub ługu (z popiołu drzewnego). Słoje osuszano ustawiając dnem do góry w ogrzanym piekarniku, w którym stopniowo podnoszono temperaturę. Zarówno słoje, jak i inny sprzęt po dokładnym umyciu umieszczano w kotle z podwójnym dnem (wkładką), zalewano wodą i poddawano gotowaniu przez 20 minut i następnie wyjmowano po jednym i zaraz napełniano konserwowanym produktem Jeśli chodzi o słoje typu twist, konieczne było zwrócenie uwagi na pokrywki: nie mogły one być uszkodzone czy wgniecione, gdyż wszelkie tego rodzaju usterki powodowały niedostateczne zamkniecie słoi i w efekcie otwieranie się ich, co prowadziło do psucia się konserwy. Napełnianie słojów. Potrawy mięsne wkładano, kiedy były gorące - zaraz po podrumienieniu, podduszeniu łub po podgotowaniu do wyparzonych, gorących słojów. Słoje wypełniało się bardzo ścisłe, do wysokości około 3 cm poniżej krawędzi brzegu, aby usunąć ze słoja możliwie najwięcej powietrza. Brzegi słojów i pokrywki należało wytrzeć ściereczką do sucha, nałożyć gumkę i pokrywkę następnie założyć sprężynę, a w słoikach typu twist zakręcić pokrywkę. Następnie słoje wstawiano do garnka wyposażonego we wkładkę metalową lub drewnianą, albo wyłożonego papierem czy płótnem i zalewano gorącą wodą. Dobrze było włożyć pomiędzy słoje czysty kawałek płótna lub papieru: zabezpieczało to od obijania się słoi i ewentualnych pęknięć. Pasteryzowanie i przechowywanie konserw. Urządzeniem służącym do obróbki termicznej był kocioł łub garnek odpowiedniej wielkości z ażurową wkładka metalową lub drewnianą takiej wielkości, aby można ją było umieścić płasko na dnie kotła. Kocioł po napełnieniu należało przykryć i ogrzewać sprawdzając temperaturę wody termometrem. Woda powinna całkowicie przykrywać powierzchnie słoików typu wek, podczas gdy w twistach zalewano je wodą poniżej nakrętki. Dlatego słoiki każdej partii umieszczonej w kotle powinny być tego samego rodzaju i równej wysokości. Z chwilą gdy woda osiągnęła wymaganą temperaturę, tak regulowano ogień, aby temperatura utrzymywała się na jednym poziomie przez cały czas gotowania podany w przepisach. Zamknięte słoje z mięsem gotowano trzykrotnie w ciągu trzech dni. Pierwszego dnia czas gotowania powinien trwać jedną godzinę (licząc czas od zagotowania się wody w kotle), drugiego dnia 30 minut i tak samo trzeciego dnia - 30 minut (woda w czasie gotowania powinna lekko wrzeć, nie należało przy tym dopuścić do gwałtownego wrzenia). Dawało to gwarancje, że konserwa została należycie wysterylizowana, a tym samym nadawała się do dłuższego przechowywaniu Trzykrotne gotowanie miało na celu zniszczenie bakterii przetrwalnikowych. Po zakończeniu gotowania sprawdzano zamkniecie: w słojach typu wek po ostygnięciu, a słoje typu twist należało przykręcić silnie od razu po wyjęciu, „na gorąco". Jeśli słoje się nie zamknęły, sprawdzano przyczynę. Słoje źle zamknięte powtórnie gotowano według powyższych przepisów. Po ukończeniu gotowania słoje wyjmowano, studzono, zdejmowano zaciski i sprawdzano, czy pokrywki trzymają. Przygotowane konserwy przechowywano w miejscu chłodnym i zabezpieczonym przed dostępem światła. Światło sprzyja bowiem psuciu się tłuszczu, którego pewne ilości są w każdym mięsie, jak również wpływa ujemnie na trwałość witaminy B2. W czasie przechowywania często sprawdzano, czy słoje się nie otworzyły. Zasadą przyrządzania konserw mięsnych było przygotowywanie ich w takiej postaci, aby można było je po otwarciu i wyjęciu ze słoja podgrzać (do temperatury wrzenia i utrzymać ją co najmniej 15 minut), jak również ograniczenie lub wykluczenie dodatków, które mogłyby spowodować psucie się konserw, czy zmniejszenie ich trwałości. Dlatego nie zalecano konserwować galaret i pasztetów, chyba że zostały zachowane odpowiednie rygory. Galarety i pasztety do konserwowania musiały być przygotowane z bardzo świeżego mięsa z zachowaniem szczególnej higieny. Wskazane było również, aby galaretę po otwarciu słoja zagotować, jeszcze raz ostudzić i dopiero wówczas spożywać. To samo dotyczyło pasztetu. Po wyjęciu ze słoja powinno wstawić się go do gorącego piekarnika i zapiekać około 30 minut lub gotować w słoju też około 30 minut i dopiero wtedy spożywać. Przy przygotowywaniu konserw smażonych i duszonych nie należało oprószać mięsa mąką. Do słoików wkładano kawałki mięsa również bez dodatków warzyw. Dawniej znany był jeszcze jeden bardzo prosty i skuteczny sposób wekowania produktów spożywczych, nie wymagający gotowania słojów w kotle. Polegał on na tym, że czyste i bardzo gorące słoje z nałożoną gumką wypełniano przygotowaną do spożycia potrawą z mięsa, drobiu, warzyw lub owoców. Słoi nie wypełniało się do samego wierzchu, lecz natężało pozostawić nieco wolnej przestrzeni poniżej górnego brzegu, na wysokość trzech palców. Po wypełnieniu słojów na wierzch potrawy rozlewano pół łyżeczki czystego spirytusu i natychmiast podpalano zapałką. Gdy płomień objął całą powierzchnie potrawy, lecz jeszcze nie zgasł (po 2-3 sekundach), należało nałożyć pokrywkę mocno dociskając ją do słoja i założyć zaciski. Po chwili pokrywka powinna tak mocno przylgnąć do brzegów słoika, aby zdjęcie jej było możliwe tylko przez pociągniecie wystającego na zewnątrz „uszka" gumki. W ciągu 3-4 dni zawekowane słoje sprawdzano, czy się nie otworzyły. Otwarte powtórnie zamykano przy użyciu spirytusu. Na zakończenie zamieszczamy zachowany przepis przygotowania konserwy mięsnej - pasztet mieszany. Składniki: 1 kg wątroby wieprzowej lub cielęcej, 1 kg mięsa wieprzowego lub cielęcego, 1 kg podgardla lub boczku świeżego, 6-8 dkg soli, ½ dkg pieprzu, kilka ziaren zieją angielskiego, listek bobkowy, ½ gałki muszkatołowej, 3 jaja. Wykonanie: Mięso i podgardle umyć, zalać małą ilością wody, ugotować. Na 10 minut przed zakończeniem gotowania dodać do mięsa wątrobę obraną z błon i pokrajaną w plastry. Ugotowane mięso i wątrobę wystudzić, zemleć dwukrotnie w maszynce z sitem o drobnych oczkach, tzw. pasztetowym, dodać sól, zmielone przyprawy, jaja i utrzeć wałkiem na jednolitą masę. Nakładać mięso do uprzednio przygotowanych słojów do wysokości 3 cm poniżej górnej krawędzi, słoje zamknąć, wstawić do kotła z wodą i ogrzewać od momentu zagotowania się wody: przez 1 godzinę i 30 minut słoje ½ litrowe, a przez 2 godziny słoje 1 litrowe. Po dwóch dniach ogrzewanie powtórzyć, skracając czas do 1 godziny przy słojach małych i 1 godziny 30 minut przy słojach większych. Autor: Renata Stanisławczyk


-
Napoleonów - akcja pomocowa WB rodzinom z Ukrainy
Maxell odpowiedział(a) na Maxell temat w Fundusz WB wsparcia w nagłych przypadkach
Lista darczyńców: 1. Maxell 2. Twonk 3. sobol 4. Regina i Bagno 5. Wirus 6. mikami 7. Halusia i ReniaS 8. fikaz 9. Maciekzbrzegu 10. WojtekW 11. Grażynka i kempes 12. Turek81 13. Kazik55 14. EAnna 15. BETTI i MIRKON 16. Grzegorz Wybierała 17. wróbel75 18. Pontiak 19. robimhuk 20. siwydymek 21. tytan58 22. Azizi 23. Twonk 24. anerka 25. marcinzet 26. 1Slawek1 27. alnus 28. Anuś 29. wróbel75 Zebrana kwota - 3990,00 zł Wydano: 1939,39 zł Pozostało: 2050,61 zł -
Włośnica ciągle groźna.
Maxell odpowiedział(a) na Maxell temat w Mikrobiologia mięsa i jego przetworów
Opublikowałem ten artykuł, aby przypominać, jak groźne mogą być skutki nieuwagi lub braku wyobraźni przy zaopatrywaniu się w mięso. -
Włośnica ciągle groźna Autor szczegółowo omawia problematykę związaną z włośnicą, szczególnie aktualną w związku z ostatnimi masowymi zatruciami. W czerwcu bieżącego roku (2008) na Pomorzu hospitalizowano ponad 200 osób cierpiących na podobne objawy. Masowe wystąpienia choroby sugerowały zatrucia pokarmowe. Rozpoznanie potwierdziło niebezpieczną chorobę pasożytniczą - włośnicę, której było spożycie kiełbasy wyprodukowanej z mięsa zarażonego larwami włośni. Krótka chronologia tego przypadku włośnicy przedstawia się następująco. W połowie maja na Pomorzu przetwórnia mięsa zleciła ubój dziewięciu sztuk świń pochodzących z jednego gospodarstwa rolnego. W mięsie pochodzącym od ośmiu sztuk wykryto larwy włośni. Mięso uznane zostało za nie zdatne do spożycia i przekazane do utylizacji. Pozostała, dziewiąta tusza okazała się być wolna od włośni i została skierowana do obrotu. W tym samym czasie zakład przetwórczy wprowadził do obrotu 400 kg kiełbasy polskiej surowej. Z końcem pierwszej dekady czerwca zdiagnozowane zostały pierwsze przypadki włośnicy, których w sumie było ponad 200. Z tej grupy 73 pacjentów wymagało hospitalizacji, a 128 poddano leczeniu ambulatoryjnemu. Postępowanie wyjaśniające przyczyny włośnicy pozwoliło ujawnić zakład, z którego pochodziła niebezpieczna kiełbasa i dało podstawę Inspekcji Weterynaryjnej do podjęcia decyzji o zawieszeniu produkcji do odwołania. Inspekcja Weterynaryjna poddała kontroli laboratorium badające mięso w kierunku na włośnie, zlokalizowane w zakładzie ubojowym, gdzie wcześniej wykryto osiem tusz zarażonych włośniami, a który był jednocześnie dostawcą mięsa do przetwórni. W laboratorium nie wykryto żadnych nieprawidłowości w zakresie przestrzegania procedur analitycznych i jakości wykonywanych badań. Sugeruje to, że przyczyną epidemii mogło być mięso nielegalnie wprowadzone do obrotu, nie poddane badaniu w kierunku na włośnie. Kierownictwo zakładu przetwórczego podważyło rzetelność badania mięsa przez lekarza weterynarii i wskazało możliwość wprowadzenia do obrotu tusz niezdatnych do spożycia. Argumentem przemawiającym za popełnionym błędem miał być wynik badania mięsa pochodzącego od pozostałych świń wyhodowanych w tym samym gospodarstwie rolnym co dziewięć wspomnianych wcześniej sztuk. Okazało się, że na 15 poddanych ubojowi świń tylko jedna była zarażona włośniami. Wynik badania potwierdził jedynie obserwacje, że włośnica występująca w gospodarstwie nie obejmuje wszystkich sztuk hodowanej trzody. Wynik tego badania nie może zatem wskazywać na nierzetelne badanie mięsa w omawianym laboratorium. W chwili pisania tego artykułu trwa dochodzenie prokuratorskie i nie zostały jednoznacznie wyjaśnione przyczyny omawianej włośnicy. Ubocznym efektem zdarzenia była konieczność wycofania z ok. 600 sklepów mięsa i wyrobów mięsnych o łącznej masie 11,5 tony. Wysokie koszty utrzymania zakładu przy braku produkcji spowodowały, że na początku lipca został on postawiony w stan upadłości. Zaprezentowany przypadek potwierdza, że włośnica wciąż jest chorobą niebezpieczną. Pomimo niskiej częstotliwości występowania, włośnica wydaje się być chorobą nieco zapomnianą i przez to bagatelizowaną. Jednak ze względu na zagrożenie jakie niesie, warto w tym miejscu przypomnieć dane o pasożycie, objawach i przebiegu choroby, a także o możliwościach jej zapobiegania. Włośnica - niebezpieczna choroba pasożytnicza Przyczyną włośnicy jest pasożyt, robak obły o nazwie włosień kręty Trychinella spiralis (Owen 1835, Railliet 1895). Obecnie wykrytych jest więcej gatunków włośni z rodzaju Trychinella, jednak nie ma to większego znaczenia dla samej choroby i zagrożenia dla konsumentów. Włośnie kręte są robakami rozdzielnopłciowymi. Ich obły kształt, niewielkie rozmiary i długie ciało spowodowały, że zostały zakwalifikowane w systematyce robaków jako nicienie. Samica ma długość 3,0-4,8 mm i średnicę 60-72 µm. Samce są mniejsze, o długości 1,5-1,6 mm i średnicy 33-40 µm. Do zarażenia dochodzi przez spożycie surowego lub niedogotowanego mięsa, w którym znajdują się larwy włośni. Pasożyty te mogą występować w mięsie takich gatunków zwierząt, jak świnie, dziki, konie, nutrie i wiele innych. Pod wpływem kwasu solnego i pepsyny larwy zlokalizowane we włóknach mięśniowych uwalniają się w żołądku z torebek i w ciągu trzech dni dojrzewają. Samice po zapłodnieniu zaczynają rodzić żywe larwy w liczbie od 200 do 1500. Samice mogą rodzić larwy do 73 dni. Nowo urodzone larwy przenikają do krwionośnych naczyń włosowatych i z krwią docierają do wszystkich tkanek, narządów i mięśni żywiciela. W mięśniach szkieletowych wnikają do włókiem mięśniowych, w nich się otarbiają i pozostają tam do końca życia żywiciela. Z czasem larwy obumierają, a torebki wapnieją. Objawy włośnicy u ludzi Objawy włośnicy pojawiają się już w czasie wędrówki larw w organizmie. Ich natężenie i rodzaj zależy od dawki spożytych larw inwazyjnych, liczby nowo urodzonych larw wędrujących przez organizm oraz wrażliwości osobniczej chorych. Ciężkie przypadki choroby kończą się śmiercią. Inkubacja włośnicy trwa od 2 do 45 dni. Krótka inkubacja jest związana z ciężkim przebiegiem choroby. Osoby chore we wstępnym okresie rozwoju choroby skarżą się na gorączkę, bóle głowy, przyspieszenie tętna, pocenie się. Pojawiają się obrzęki oczu i twarzy. Larwy włośni mogą się także dostawać do narządu wzroku, powodując obrzęki, wybroczyny dospojówkowe oraz uszkodzenia siatkówki. Występuje wówczas bolesność w czasie poruszania gałkami ocznymi i akomodacji. Do tych objawów szybko dołączają bóle mięśni oraz serca. Wędrujące przez serce larwy mogą powodować zapalenie mięśnia sercowego. Pojawiają się biegunki, jednak bez obecności krwi, które pogarsza ją stan chorych. Mdłości i wymioty występujące w pierwszych dniach choroby dość szybko ustępują. Objawy ze strony mięśni są odpowiedzią na wnikanie larw do komórek mięśniowych, ich rozwoju i wzrastania, a następnie tworzenia się torebek. W wyniku inwazji następują zmiany morfologiczne, biochemiczne i bioelektryczne powodowane reakcją obronną organizmu oraz tworzeniem się torebek wokół larw. Objawy mięśniowe mogą występować już 5-6 dnia od zarażenia, czyli od momentu wnikania larw do włókien mięśniowych. Ze strony układu oddechowego pojawiają się zmiany we wczesnym i późnym okresie włośnicy. W przebiegu choroby dochodzić może do powikłań i zakażeń bakteryjnych rozwijających się w ciężkie zapalenia płuc i opłucnej. Wędrujące z krwią larwy wywołują także objawy ze strony układu nerwowego, wyrażające się silnymi bólami głowy, a w ciężkich przypadkach włośnicy sennością, apatią, nadmiernym pobudzeniem lub zamroczeniem, a nawet obrzękiem mózgu. Zdarzają się także objawy zapalenia opon mózgowych oraz niedowładu twarzowego. Wapniejące torebki larw włośni mogą być przyczyną odległych w czasie bolesności najciężej pracujących mięśni. Chorzy skarżą się na uporczywe bóle korzonkowe. Leczenie włośnicy W terapii włośnicy u ludzi stosuje się cztery grupy leków: antyhelmintyki, glikokkortykosteroidy, immunomodulujące oraz preparaty uzupełniające niedobory białkowe i wodno-elektrolitowe. Podawanie leków przeciwrobaczych jest stosowane we wczesnych stadiach choroby, aby zwalczyć samice rodzące larwy. Należy jednak nadmienić, że leczenie ma charakter głównie objawowy, gdyż z włókien mięśniowych nie można usunąć larw. Podawane leki ograniczają i łagodzą reakcje obronne organizmu. Zapobieganie włośnicy Brak możliwości usunięcie larw włośni z mięśni osób chorych na włośnicę powoduje, że nacisk położony jest na zapobieganie tej chorobie. Epidemie włośnicy stanowiły przesłankę do opracowania takiego postępowania z mięsem, aby zminimalizować zagrożenie chorobą. Obecnie można wyróżnić trzy podstawowe grupy działań zmierzające do ochrony konsumentów przed włośniami: Badanie mięsa. Sposoby badania mięsa szczegółowo regulują rozporządzenia Unii Europejskiej i krajowe. Odpowiednie przepisy prezentują warunki i metody wykrywania larw włośni oraz ustalają gatunki zwierząt, których mięso podlega badaniu. Przestrzeganie tych przepisów zapewnia właściwy poziom bezpieczeństwa konsumentów. W Polsce badaniu na włośnie podlega mięso świń, dzików, koni i nutrii. Spożywanie mięsa nie badanego pochodzącego od tych gatunków zwierząt związane jest z zagrożeniem włośnicą. Mrożenie mięsa. Mrożenie mięsa jest procesem, podczas którego wymierają larwy włośni. Warunki oraz parametry czasowe i temperaturowe mrożenia mięsa także podane są w przepisach prawa żywnościowego. Obróbka termiczna. Larwy włośni bardzo szybko giną w temperaturze 71°C. Indywidualnemu konsumentowi trudno ocenić, kiedy mięso lub przetwór mięsny poddany obróbce termicznej osiąga tę temperaturę. Wyznacznikiem jest zmiana koloru mięsa z czerwonego na szary. W tych warunkach włókna mięśniowe można łatwo od siebie oddzielać. Jednak sama zmiana barwy nie może być podstawowym kryterium zabicia larw. Trudno bowiem przyjąć zmianę barwy peklowanego mięsa jako wskaźnik osiągnięcia temperatury zabójczej dla larw włośni.Zagrożenia ferm trzody chlewnej Systematyczny wzrost poziomu warunków sanitarnych w fermach trzody chlewnej i wprowadzanie do żywienia zwierząt pasz przemysłowych produkowanych pod nadzorem Inspekcji Weterynaryjnej oraz wdrażane programy deratyzacyjne przyczyniają się do spadku liczby przypadków włośnicy świń. Jednak mimo to włośnica wciąż występuje i jest zagrożeniem dla zwierząt i ludzi. Czynnikami sprzyjającymi zarażeniom trzody chlewnej są: a) lokalizacja fermy w sąsiedztwie lasu lub wysypiska śmieci, b) chów świń na pastwiskach, c) gryzonie obecne na fermie lub w okolicy, d) nieodpowiednie warunki zoohigieniczne na fermie przyczyniające się do kanibalizmu, e) żywienie zwierząt odpadkami kuchennymi i rzeźnianymi. Włośnie krążą w dwu środowiskach: naturalnym, gdzie zarażone są zwierzęta dzikie i pomiędzy nimi krąży pasożyt oraz synantropijnym - bliskim człowiekowi. Zwierzęta dzikie są stałym rezerwuarem włośni dla zwierząt żyjących w pobliżu czy razem z człowiekiem. Szczury, psy i koty mogą zarażać się włośniami poprzez zjedzenie zwierząt dzikich lub ich padliny. Zagrożone są także zwierzęta roślinożerne, jak np. kozy i konie. Bliskość tych dwu wymienionych środowisk sprzyja przenikaniu włośni do ferm zwierząt hodowlanych. To powoduje, że szczególnie zagrożone są fermy zlokalizowane w pobliżu lasów. Fermy trzody chlewnej bez włośni Lepsza ochrona konsumentów przed włośnicą oraz obniżenie kosztów badania mięsa w kierunku na włośnie stanowiły podstawę do opracowania dla ferm trzody zespołu wymagań, których zastosowanie zabezpieczy je w pełni przed niebezpiecznym pasożytem. Fermy takie muszą spełniać następujące warunki: a) rezygnacja z żywienia trzody nie przetworzonymi termicznie odpadami kuchennymi, a najlepiej rezygnacja z tego typu pasz, b) wdrożenie programu zwalczania gryzoni, c) zamknięty chów zwierząt – bez wybiegów poza budynki inwentarskie, d) zamknięty obieg zwierząt w stadzie lub między fermami o tym samym standardzie, e) systematyczna kontrola weterynaryjna obiektów hodowlanych, f) statystyczna analiza wyników badań mięsa po uboju, g) produkcja nie mniej niż 3500 sztuk świń rocznie. Przedstawione wymagania są już w części realizowane. Wdrożenie jednak kompleksu zespołu wymagań i certyfikacja ferm wolnych od włośni wymaga czasu. Trudno przewidzieć kiedy pojawią się pierwsze fermy spełniające przedstawione wymagania. Włośnica w Polsce Analiza występowania włośnicy u świń i dzików w Polsce pozwala zauważyć systematyczny spadek liczby zarażonych świń (rys. 1.). Natomiast odsetek zarażonych włośniami dzików pozostaje na względnie stałym poziomie. Liczba zarażonych sztuk waha się pomiędzy poszczególnymi latami, lecz poziom ten nie wykazuje większych zmian. Dowodzi to, że środowisko naturalne długo jeszcze będzie źródłem włośni i źródłem zagrożenia dla konsumentów. Potwierdza to konieczność dalszego prowadzenia systematycznych działań zapobiegających włośnicy. Natomiast przypadki włośnicy u ludzi w Polsce wiatach 1972-2004 (rys. 2) wskazują na systematyczny spadek liczby zachorowań. Zaobserwować jednak można, że co kilka lat występują zachorowania większej liczby osób. Sprawia to wrażenie, że po kilku latach pojedynczych przypadków włośnicy w społeczeństwie maleje poczucie zagrożenia tą chorobą i następuje obniżenie uwagi ze strony osób związanych z produkcją i przetwórstwem mięsa. Następnie występowanie włośnicy wzmaga się i następuje przegląd procedur jej zapobiegania oraz wzmożona uwaga samych konsumentów. Ten cykl ma tendencje powtarzania się. Potwierdzeniem tego jest włośnica w bieżącym roku na Pomorzu. *** Przedstawione w artykule dane potwierdzają, że włośnica jest wciąż chorobą niebezpieczną. Wprowadzanie do obrotu mięsa nie poddanego badaniu w kierunku na włośnie w dalszym ciągu stanowi przyczynę epidemii tej choroby. Szczególny nacisk powinien być położony na edukację społeczną w celu przypominania o zagrożeniu włośnicą. Dotyczy to szczególnie osób poddających świnie ubojowi na potrzeby własne, ale też pozyskujących mięso dzików. Obrót mięsem powinien być zabezpieczony przed wprowadzaniem nielegalnie produkowanych przetworów mięsnych. Powinien być także utrzymany obowiązek badania poubojowego mięsa świń i dzików przeznaczanego na potrzeby własne, gdyż przypadki włośnicy ostatnich lat spowodowane były przez wyroby sporządzone z mięsa nie badanego.
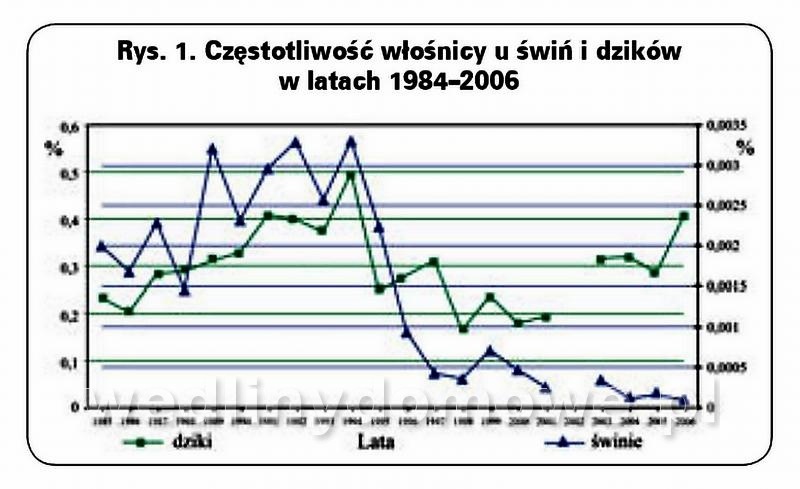
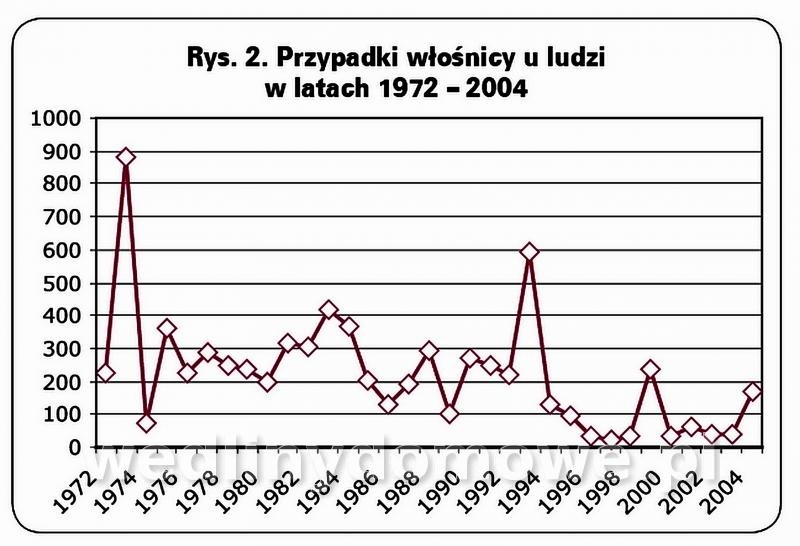


-
Dzisiaj mija rocznica śmierci naszego wspaniałego Kolegi Andrzejka. Spoczywaj w spokoju Andrzeju.
-
Ku przestrodze - wybuch w komorze wędzarniczej.
Maxell odpowiedział(a) na Maxell temat w Wędzarnie. Budowa i obsługa
Jako strażak mogę Cię zapewnić, że nawet w małej komorze istnieje ryzyko pożaru (nie koniecznie wybuchu), który może zniweczyć źródło pracy domowego masarza, czasem bardzo kosztowne. -
Napoleonów - akcja pomocowa WB rodzinom z Ukrainy
Maxell odpowiedział(a) na Maxell temat w Fundusz WB wsparcia w nagłych przypadkach
Aktualnie w Napoleońskiej Zagrodzie przebywa 40 osób z Ukrainy. Zgodnie z prośbą Anety, drugi transport mięsa i wędlin od WB, zostanie wysłany na początku przyszłego tygodnia. Potrzebne jest mięso, więc dodatkowo dojdzie półtusza wieprzowa, która zostanie rozebrana na elementy w zakładzie. Będę się starał załatwić jeszcze jedną dostawę, pod koniec kwietnia. bardzo dziękuję wszystkim darczyńcom. Nawet nie zdajecie sobie sprawy z tego, jak wielką robotę robicie. -
Ku przestrodze - wybuch w komorze wędzarniczej.
Maxell opublikował(a) temat w Wędzarnie. Budowa i obsługa
Wybuch w komorze wędzarniczej Autor analizuje przyczyny wybuchu w komorze wędzarniczej, akcentując konieczność przestrzegania instrukcji obsługi, ale także obowiązek zapewnienia bezpiecznej konstrukcji i pracy samego urządzenia. W październiku 2005 roku w jednym z zakładów mięsnych doszło do wybuchu wewnątrz komory wędzarniczej. Przyrost ciśnienia wybuchu był tak znaczny, że komora uległa zniszczeniu, wyrwane z niej drzwi owinęły się na stalowym słupie konstrukcji hali produkcyjnej, a fala uderzeniowa uszkodziła ścianę budynku. Wybuch na szczęście nie spowodował uszczerbku dla zdrowia pracowników, ponieważ w momencie zdarzenia nie było ich w pomieszczeniu. Moment zdarzenia został zarejestrowany przez telewizję przemysłową (rys. 1) rys1 Wyprodukowana przez niemiecką firmę Ness w 2003 roku i w tym samym roku dostarczona użytkownikom komora była typu UNIGAR 7500 B HD/ND z dymogeneratorem żarowym UNIFUM 400. Komora tego typu pracuje w układzie zamkniętym (Circo-Smoke-System), czyli wytworzony w dymogeneratorze dym cyrkuluje wewnątrz komory, jego składniki osadzają się na wyrobie, a po zakończeniu cyklu wędzenia resztki dymu są usuwane z komory na zewnątrz, przy czym są one - według zapewnień producenta - pozbawione substancji szkodliwych dla środowiska w takim stopniu, że zbędne jest ich katalityczne lub termiczne dopalanie. Proces wędzenia składa się z kilku następujących po sobie sterowanych komputerowo operacji (cykli): rumienienie, suszenie, wędzenie, osadzanie resztek dymu na wędlinach, przewietrzanie. Sekwencja cykli zależy od wymogów technologicznych przy produkcji określonego wyrobu. Podczas cyklu wędzenia (trwającego z reguły 15 minut) wytwarzany w dymogeneratorze dym krąży w układzie zamkniętym między dymogeneratorem a komorą (rys. 2). W tym czasie klapy zamknięte są na służących do przewietrzania komory przewodach dolotowym i wylotowym. W cyklu osadzania zamknięte są również klapy na przewodach łączących komorę z dymogeneratorem i cyrkulacja odbywa się wyłącznie wewnątrz komory. Podczas trwającego około 10 minut cyklu przewietrzania klapy na przewodach łączących komorę z dymogeneratorem pozostają zamknięte, otwarte są natomiast klapy na przewodzie dolotowym (przez który zasysane jest świeże powietrze z otoczenia, czyli z hali produkcyjnej) i wylotowym, odprowadzającym mieszaninę powietrza z resztami dymu na zewnątrz budynku (rys. 3). Kolejne cykle mogą być powtarzane kilkakrotnie w zależności od rodzaju wyrobu. Wybuch nastąpił w dziesiątej minucie 15-minutowego cyklu wędzenia. Po zdarzeniu komora została podana oględzinom między innymi przez przedstawiciela producenta i biegłego sądowego z zakresu pożarnictwa. Opierając się na ustaleniach przedstawiciela firmy i wykonanych przez niego fotografiach, producent uznał (co wyraził w piśmie skierowanym do użytkownika), że przyczyna wybuchu nie jest przypuszczalnie związana z urządzeniem. Można bowiem przyjąć, że mieszanina gazowa została zassana z zewnątrz, a także, że do wędzenia używano - niezgodnie z zaleceniami instrukcji obsługi - „grubych wiórów". Producent dodaje jednak, ze użycie „grubych wiórów" nie może spowodować osiągnięcia po 10 minutach dolnej granicy wybuchowości. Wyjaśnienia te - poza sugestią, że producent nie czuje się odpowiedzialny za cokolwiek - w istocie niczego nie wyjaśniają. Nie wiadomo, jaką mieszaninę gazową producent miał na myśli; w atmosferze hali produkcyjnej z pewnością nie było żadnej palnej substancji mogącej wytworzyć mieszaninę wybuchową (bo skąd by się tam wzięła?). Nie wiadomo też, o jaką dolną granicę wybuchowości (DGW) chodziło producentowi – pyłu drzewnego? Aby doszło do wybuchu, niezbędne jest jednoczesne zaistnienie trzech czynników: obecność substancji palnej w stężeniu zawartym pomiędzy DGW a górną granicą wybuchowości (GGW), obecność powietrza o zawartości tlenu powyżej granicznego stężenia (GST) oraz źródła energii wystarczającej do zapłonu powstałej z dwóch wymienionych czynników mieszaniny wybuchowej. Badający zdarzenie biegły sądowy przeanalizował wystąpienie trzech wymienionych czynników, ale nie doszedł do jednoznacznych ustaleń. Nie określił bliżej, jaka palna substancja znalazła się w komorze wędzarniczej w stężeniu przekraczającym DGW, przyjmując - w oparciu o dane literaturowe - że w procesie termicznego rozkładu drewna w dymogeneratorze powstaje wiele palnych substancji, w tym tlenek węgla, fenole, związki karbonylowe, metan, metanol i inne. Moim zdaniem, można przyjąć, że substancją palną, która wytworzyła w komorze mieszaninę wybuchowa był tlenek węgla (CO). A Borys w publikacji „Wędzenie produktów mięsnych" („Gospodarka Mięsna" 1996, nr 1, s. 28-31) ostrzega, że tworzący się w dymie w znacznych ilościach tlenek węgla może być w przypadku stosowania obiegu zamkniętego w komorze wędzarniczej powodem tworzenia się mieszaniny wybuchowej. Uzyskałem także ustną informację z poznańskiego oddziału Instytutu Przemysłu Mięsnego i Tłuszczowego, że podczas badań przebiegu procesu wędzenia w obiegu zamkniętym obserwowano przyrost stężenia tlenku węgla w dymie aż do przekroczenia (po około 10 minutach) DGW. DGW tlenku węgla wynosi 12,5% obj., GGW- 75% obj. Substancja ta jest sklasyfikowana jako skrajnie łatwopalna. W zakładzie gdzie doszło do awarii nie badano nigdy składu dymu, bo nie było takiej potrzeby. Prowadzono natomiast wymagane przepisami o ochronie środowiska pomiary składu gazów emitowanych do atmosfery z komór wędzarniczych. Nie odpowiadają one oczywiście składowi dymu wędzarniczego, gdyż stanowią mieszaninę pozostałych po cyklu wędzenia i osadzania resztek dymu z powietrzem przechodzącym przez komorę w celu przewietrzania. Pomiary te mogą jednak dostarczyć pośredniego dowodu, jaki palny składnik w dymie przeważa. Pomiary te - wykonane w 2004 roku - wykazały, ze stężenie CO w emitowanych do atmosfery gazach wynosiło (w warunkach umownych) 1280-2580 mg/m3, natomiast stężenia innych oznaczanych substancji palnych (węglowodory, metanol, ketony, fenole) nie przekraczały 1 mg/m3 lub były poniżej granicy oznaczalności. Wynika stąd, ze palnym składnikiem powstałej w komorze mieszaniny wybuchowej był CO, a obecność pozostałych palnych substancji była bez znaczenia. Jest to dość oczywiste, zważywszy, że CO pozostaje w atmosferze komory, natomiast pozostałe składniki osadzają się na wyrobie. Nie udało się jednoznacznie ustalić, w jaki sposób w atmosferze komory znalazł się tlen w ilości przekraczającej GST. Przed rozpoczęciem cyklu wędzenia w komorze znajduje się powietrze o normalnym składzie, ale podczas wędzenia w obiegu zamkniętym zawartość tlenu maleje, gdyż wchodzi on w reakcje z zżarzanym drewnem, tworząc produkty spalania, w tym CO. Świeże powietrze musiało zatem dopłynąć do komory z zewnątrz. Zdaniem biegłego nastąpiło to prawdopodobnie wskutek zakłócenia poprawności działania klap zamykających dolot powietrza i wylot dymu. Wniosek ten biegły oparł na analizie stanu technicznego i uszkodzeń poszczególnych elementów układu, w tym przewodów, klap i dymogeneratora. Należy zatem przyjąć, że wzbogacenie atmosfery komory w tlen nastąpiło wskutek zaistnienia stanu nienormalnego (zły stan techniczny, awaria), gdyż przy poprawnej pracy układu sterującego klapami zassanie powietrza do komory podczas cyklu wędzenia nie jest możliwe (pomijam tu ewentualność samowolnego otwarcia drzwi komory przez pracownika, gdyż zarejestrowałaby to kamera telewizyjna). Należy jednak zauważyć, że w procesie technologicznym występuje moment, w którym wzbogacenie atmosfery komory w tlen, przy jednoczesnej obecności w niej resztek dymu o dużym stężeniu CO, jest czymś naturalnym – gdy kończy się cykl osadzania, a rozpoczyna się cykl przewietrzania. Wtedy „ma prawo" powstać mieszanina wybuchowa. Pozostaje problem źródła zapłonu. Temperatura samozapłonu CO wynosi 605° C. Temperatura wnętrza komory podczas wędzenia wynosiła około 70° C, temperatura zżarzania zrębków drewna w dymogeneratorze wynosiła (z założenia) około 360° C, a z pewnością (ze względów konstrukcyjnych) nie przekraczała 400° C. Są to zatem temperatury zbyt niskie. Biegły przypuszcza, że do zapłonu mogło dojść w wyniku bliżej nieokreślonej wysoce egzotermicznej reakcji szybko przebiegającej w komorze. Moim zdaniem należałoby rozważyć również i następującą hipotezę. W dostarczonej użytkownikowi instrukcji obsługi komory wędzarniczej i dymogeneratora producent ostrzega przed sytuacjami mogącymi doprowadzić do powstania pożaru. Znajdujemy tam następujące zalecenia: 1. Konieczne jest, aby materiał wędzarniczy był przesiany przed napełnieniem, czyli aby usunięto z niego grubsze kawałki drewna łub wełny drzewnej, ponieważ części te mogą doprowadzić do wybuchu ognia wewnątrz dymogeneratora lub rur wydechowych. 2. Należy zwrócić uwagę, aby lejek do napełniania [zrębkami drewna - AS.] nie poruszał się pusty, bo istnieje wówczas niebezpieczeństwo powstania pożaru. 3. Po prawej stronie komory spalania wbudowane jest sito, które uniemożliwia przedostawanie się popiołu i iskier w kierunku komory. Sito można łatwo usunąć i wyczyścić. 4. W razie pożaru można ustalić jego przyczynę (np. niedokładne czyszczenie, zabrudzona, mączka drzewna, zbyt intensywne dozowanie powietrza do wędzenia itd. Dymogenerator żarowy działa na zasadzie kontrolowanego zżarzania zrębków drewna liściastego dozowanych za pomocą wymienionego lejka na powoli obracającą się metalową płytę ogrzewaną do wymaganej temperatury grzałkami elektrycznymi. Producent zaleca stosownie zrębków o ściśle określonych parametrach, w szczególności o określonej granulacji i wilgotności. Użytkownik dysponował takimi zrębkami, przy czym wilgotność regulował zwilżając je wodą w metalowym pojemniku, do którego przesypywano zrębki z opakowania handlowego (worka). Jednocześnie w tym samym pomieszczeniu produkcyjnym użytkownik eksploatował drugą komorę wędzarniczą tego samego typu oraz dwie komory innego typu, produkcji firmy Doleschal. Do tych dwóch komór stosowano inne zrębki - o większej i niejednorodnej granulacji (technologia eksploatacji pracujących w układzie półotwartym komór Doleschal to dopuszczała). Nawilżano je w takich samych pojemnikach jak zrębki do komór Ness. Mogło zatem dojść do omyłkowego użycia w komorze Ness zrębków przeznaczonych dla komory Doleschal i znajdujące się w nich grubsze kawałki (nawet jeden) być może wywołały pożar, przed którym ostrzegał producent. Zauważmy, że producent stwierdził stosowanie niezalecanych instrukcją „grubych wiórów". Pewną ochronę powinno stanowić tu sito, niestety brak danych, w jakim stanie było ono po wybuchu. Jeśli zatem taki rozżarzony kawałek drewna zetknął się z mieszaniną wybuchową VCO z powietrzem, wybuch nastąpić musiał. Ryzyka zagrożenia wybuchem przy eksploatacji komory producent w ogóle nie brał pod uwagę. W dołączonej do urządzenia deklaracji zgodności WE producent nie uwzględnił dyrektywy ATEX, czyli dyrektywy 94/9 WE w sprawie ujednolicenia przepisów prawnych państw członkowskich dotyczących urządzeń i systemów ochronnych przeznaczonych do użytku w przestrzeniach zagrożonych wybuchem. Podchodząc do sprawy czysto formalnie mógł jej nie uwzględnić, gdyż dyrektywa weszła w życie z dniem 1 lipca 2003 r., a deklaracja zgodności została wydana 12 czerwca 2003 r., czyli niecałe 3 tygodnie przed tą datą. Zauważmy jednak, że w tym czasie obowiązywała już w Niemczech dyrektywa „maszynowa", którą zresztą producent przywołał w deklaracji: Ninięjszym oświadczam, że to urządzenie (...) odpowiada następującym odnośnym postanowieniom: - wytyczne WE o budowie maszyn 89/392/EWG Załącznik 1 ze zmianami (...) W załączniku I określającym zasadnicze wymagania w zakresie ochrony zdrowia i bezpieczeństwa dotyczące projektowania oraz wytwarzania maszyn i elementów bezpieczeństwa, w punkcie 1.5.7. sformułowano wymagania dotyczące ochrony przed wybuchem, zobowiązując wytwórcę do podjęcia odpowiednich działań, aby: a) uniknąć niebezpiecznego stężenia substancji,b) zapobiec zapłonowi atmosfery zagrożonej wybuchem,c) ograniczyć do minimum ewentualny wybuch, aby nie zagrażał on otoczeniu.Jak wykazano powyżej, uniknięcie powstania niebezpiecznego stężenia substancji, w tym przypadku CO, było w komorze o obiegu zamkniętym niemożliwe (wynika to z samej istoty obiegu zamkniętego). Zapobiegniecie zapłonowi było nieskuteczne, bo zapłon jednak nastąpił. Jeśli przyczyną tego była wadliwa eksploatacja, producent nie miał na to wypływu. Ryzyko wybuchu zatem było. W tej sytuacji producent był obowiązany spełnić trzeci z wymienionych warunków, czyli ograniczyć do minimum skutki wybuchu. Nie podjął jednak w tym kierunku żadnych działań, np. poprzez zastosowanie elementów dekompresyjnych, nie mówiąc już o tym, że poświadczył nieprawdę w deklaracji zgodności. Dla porównania, eksploatowane przez tego samego użytkownika komory wędzarnicze Doleschal stwarzają znacznie mniejsze ryzyko zagrożenia wybuchem (nie pracują w obiegu zamkniętym), a jednak zostały wyposażone przez producenta w system ograniczający skutki ewentualnego wybuchu (konstrukcja zamka drzwi pozwalająca na częściowe ich uchylenie w przypadku gwałtownego przyrostu ciśnienia wewnątrz komory). Nie wydaje się w tej chwili celowa dyskusja, czy omówiona komora odpowiadała polskim przepisom, ponieważ wiele się w tym zakresie zmieniło - przede wszystkim w 2003 roku. Polska nie była jeszcze członkiem UE, a przepisy dotyczące wymagań zasadniczych oraz adresowane do użytkowników przepisy o wymaganiach minimalnych uległy zmianom. Weszły również w życie i zostały wdrożone do polskiego systemu prawnego dyrektywy ATEX. Ponadto - jak się wydaje - firma Ness jest w tej chwili, jako producent komór wędzarniczych, nieobecna na polskim rynku: zlikwidowała istniejące w ubiegłych latach przedstawicielstwo, a także nie oferuje swych wyrobów na odbywających się w Polsce międzynarodowych branżowych targach (np. Polagra-Food). Tym niemniej przypominam użytkownikom komór wędzarniczych, a także innych urządzeń i instalacji stwarzających zagrożenie wybuchem, że określony przepisami § 15 Rozporządzenia Ministra Gospodarki, Pracy i Polityki Społecznej z dnia 29 maja 2003 r. w sprawie minimalnych wymagań dotyczących bhp pracowników zatrudnionych na stanowiskach pracy, na których może wystąpić mieszanina wybuchowa (Dz. U. Nr 107, poz. 1004; zm.: dz. U. z 2006 r. Nr 121, poz. 836), termin dostosowania do wymogów określonych w rozporządzeniu miejsc pracy, w których mogą powstać mieszaniny wybuchowa, a eksploatowanych przed dniem wejścia w życie rozporządzenia, upłynął z dniem 25 czerwca 2005 r. Autor: Aleksander Stukowski


-
Zapomniane, a poszukiwane na rynku wędliny podrobowe.
Maxell opublikował(a) temat w Wędliny podrobowe
Zapomniane, a poszukiwane na rynku wędliny podrobowe Jedną z grup technologicznych wędlin są wędliny podrobowe (popularnie zwane wyrobami wędliniarskimi), a wśród nich rolady mięsno-podrobowe. Dawna Centrala Przemysłu Mięsnego w 1964 roku ustanowiła na te produkty normę branżową, według której były one produkowane. Wędliny podrobowe wypełniały wówczas lukę zaopatrzeniową rynku mięsnego, a ponadto swoją dość niską ceną i bardzo dobrą smakowitością zadowalały wielu konsumentów. Rolady mięsno-podrobowe produkowane są z surowców pełnowartościowych, takich jak mięso, tłuszcz, podroby i krew, o szerokiej gamie asortymentowej. Z tej struktury przypomnę takie rolady jak szachownicowa, ozorowa, trój- i czteroozorowa, ozorkowa, myśliwska, figowa, nerkowa, mozaikowa, z uszu wieprzowych i ryjkowa. Rolady produkowane są jako produkty gotowe, w osłonkach naturalnych lub sztucznych, bez osłonek w różnego rodzaju i kształtu formach, a ich cechą charakterystyczną (rodzajową) jest różny układ składników surowcowych na przekroju poprzecznym. Technologia i proces produkcji rolad mięsno-podrobowych nie są tak bardzo skomplikowane, aby prawie zaniechać tę produkcję w przetwórstwie mięsa tylko dlatego, że są one bardziej pracochłonne. Przecież rolady mięsno-podrobowe nazwano także „ozdobne rolady mięsno-podrobowe", bo rzeczywiście są one ozdobą przetwórstwa mięsnego i w dalszym ciągu są asortymentami poszukiwanymi przez konsumentów nie tylko krajowych. Potentatów przetwórstwa mięsnego nie bardzo interesuje ta produkcja, gdyż nastawiają się na produkcję masową dużych szarż asortymentowych, a ten rodzaj produkcji to znikomy ułamek w ich strukturze produkcji. Ale zaopatrzeniem rynku krajowego w wędliny zajmuje się bardzo liczna grupa zakładów średnich oraz mniejszych i do nich kieruję apel, aby przywrócili ro ladom mięsno-podrobowym odpowiednią rangę w produkcji, a konsumentom dawny ich wspaniały smak. Być może, że cechą ograniczającą produkcję rolad mięsno-podrobowych jest ich krótki okres trwałości, ale nie zapominajmy o tym, że dzisiaj dysponujemy wspaniałymi systemami pakowania próżniowego, które - odpowiednio dobrane - okres ten mogą znacznie przedłużyć. Postaram się w krótkim zarysie przypomnieć i przybliżyć produkcję rolad mięsno-podrobowych, charakteryzując skład surowcowy, strukturę przekrojów, konsystencję, wymagania chemiczne i orientacyjną wydajność gotowego produktu z podkreśleniem istotnych momentów w fazie przygotowania surowców, co przedstawiam w układzie tabelarycznym. Scharakteryzowane rolady mięsno-podrobowe (także przez podanie barwnych przekrojów poprzecznych) mogą być produkowane w formach o kształcie prostopadłościanu, o przybliżonych wymiarach 24 x 13 x 12 cm (także z dolną częścią kształtu owalnego, a nawet pofałdowanego) oraz w osłonkach naturalnych, jak np. rolada figowa w kątnicy wołowej lub w pęcherzu wołowym oraz w osłonkach sztucznych. Szczególną uwagę należy zwrócić na dobór surowca (bezwzględnie surowce świeże), jego wstępne przygotowanie (moczenie i usunięcie zbędnych tkanek), częściowe zapeklowanie, blanszowanie lub podgotowanie oraz rozdrobnienie w wilku lub kostkownicy. Przestrzeganie tych zasad daje pełną gwarancję jakościowo dobrej produkcji rolad mięsno-podrobowych, wzbogaci rynek w asortymenty tanie i bardzo smakowite, spełniając równocześnie oczekiwania wielu konsumentów nie tylko krajowych.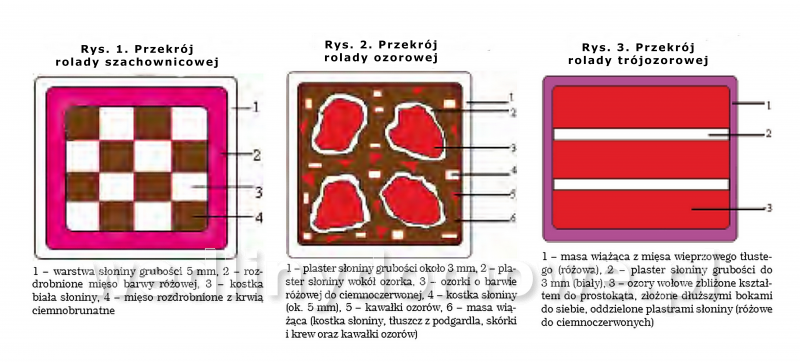
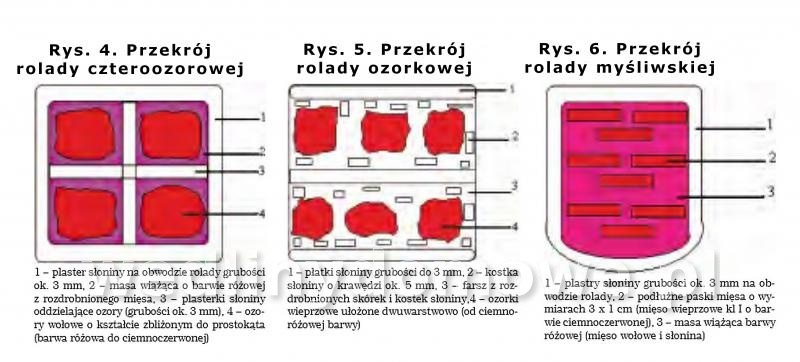
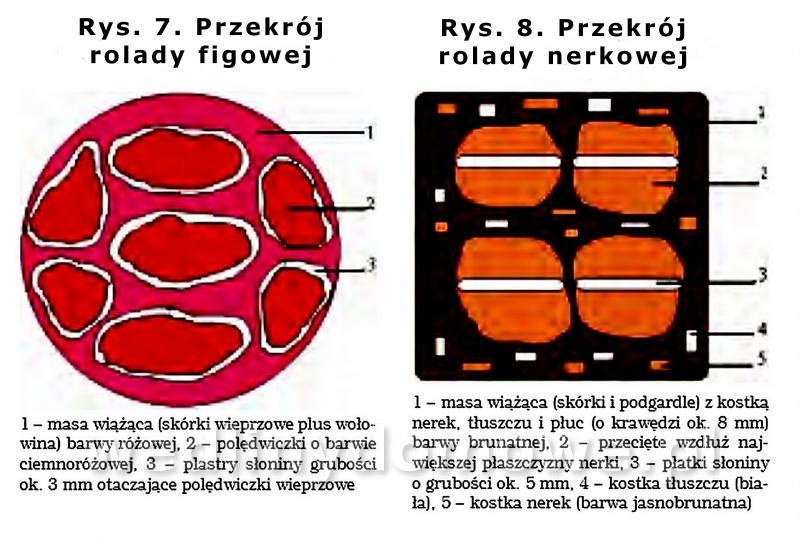
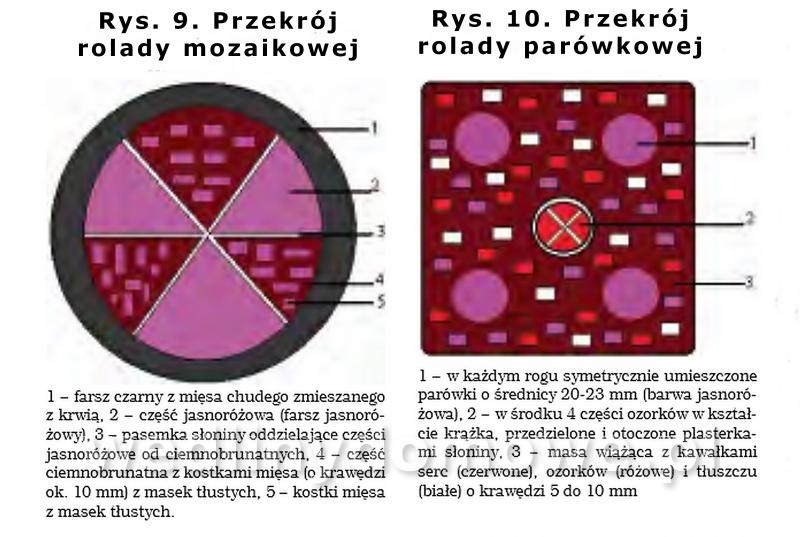
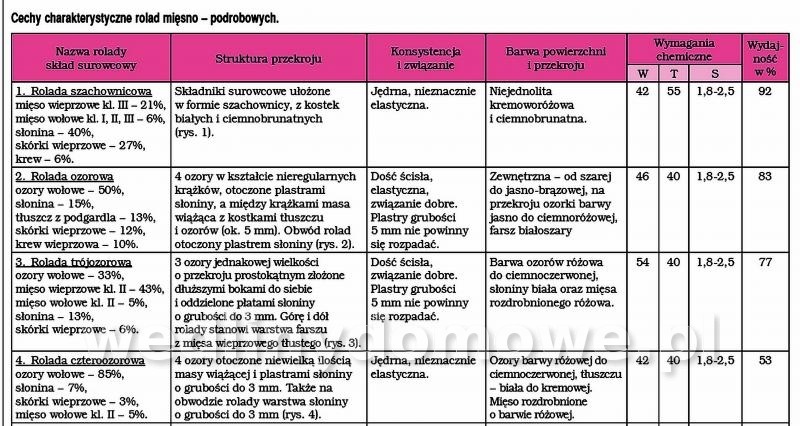
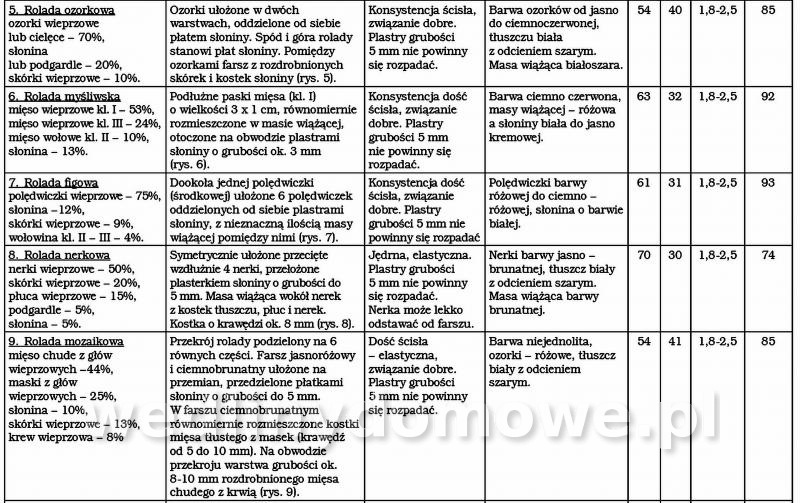
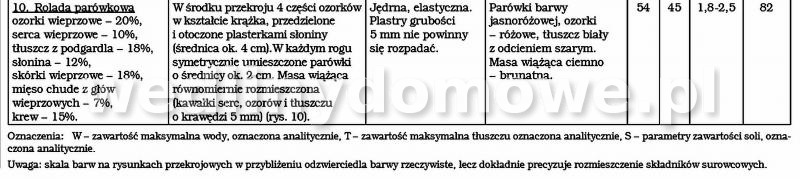
-
Marynaty, bejce i glazury Krótka charakterystyka marynat, bejc i glazur oraz wpływu procesu marynowania na mięso poddane procesowi pieczenia na ruszcie. Grillować można każdy rodzaj mięsa. Do mięsa delikatnego, zawierającego niewielkie ilości tkanki łącznej, a zwłaszcza kolagenu, np. cielęcina lub drób, nie wymaga się stosowania marynaty. Mięso wołowe i wieprzowe, a zwłaszcza tłuste części mięsa takie jak żeberka czy golonka, przed pieczeniem na ruszcie powinno się poddać marynowaniu. Celem tego procesu jest nie tylko nadanie potrawom wspaniałego smaku i zapachu, ale przede wszystkim poprawa kruchości mięsa. Dzięki kwasom z marynaty poprzeczne wiązania w cząsteczce kolagenu ulegają zerwaniu. Dodatek kwasów wpływa również na polepszenie zdolności wiązania wody przez mięso. W punkcie izoelektrycznym białka mięsa w minimalnym stopniu wiążą wodę. Przesunięcie pH poniżej punktu izoelektrycznego zwiększa ich wodochłonność. W związku z powyższym następuje rozluźnienie struktury tkankowej. Jeszcze jedną zaletą stosowania marynat jest możliwość przedłużenia czasu przechowywania mięsa (do kilku dni) w warunkach chłodniczych, ale tylko wtedy gdy pH będzie niższe od 5,0 (zahamowanie rozwoju i namnażania drobnoustrojów oraz ich toksyn). Głównym składnikiem marynat są kwasy spożywcze i mieszanki przypraw oraz czasami w niewielkich ilościach olej lub oliwa. Tradycyjnie mięso marynuje się w occie, winie, soku z cytryny lub mieszance tych płynów. Do skruszenia mięsa w różnych częściach świata wykorzystywane są właściwości najrozmaitszych roślin np. imbiru w Azji, papai w Ameryce Środkowej, a ananasa w Ameryce Południowej. Najstarszą metodą marynowania jest zalewanie mięsa kwaśnym mlekiem lub kefirem. Ocet, cytryna i wino to najważniejsze składniki marynat Mięso świeże możemy także bejcować. Najważniejszym składnikiem bejcy jest olej. Na powierzchni pieczonego mięsa tworzy się film olejowy, który zapobiega ubytkowi wody, dzięki czemu potrawa jest soczysta. W skład bejcy wchodzą również mieszanki ziół i przypraw, czasami też w małych ilościach składniki marynujące np. wino. Mięso w bejcy maksymalnie można przetrzymywać kilkanaście godzin w chłodni czy lodówce, ze względu na brak dodatków przedłużających jego trwałość. Małe kawałki np. do szaszłyków wystarczy bejcować 15-30 minut przed grillowaniem. Dodatek do resztek bejcy składników, które w trakcie pieczenia na ruszcie mogą się karmelizować, sprawi że na powierzchni produktu powstanie chrupka skórka tzw. glazura. Glazurowanie polega na posmarowaniu mięsa znajdującego się już na grillu roztworem oleju z cukrem, miodem lub ciemnym piwem oraz przyprawami, ziołami. Aromat potraw będzie intensywniejszy, jeśli co pewien czas na powierzchnię mięsa nałożymy glazurę. Wybitni znawcy sztuki kulinarnej polecają dodatek miodu czy cukru w pierwszej fazie marynowania lub bejcowania, dzięki czemu przygotowywana pieczeń nabierze wspaniałego, harmonijnego smaku. Mięso soli się pod koniec grillowania. Poniżej kilka przepisów na marynaty, bejce i glazurę. Marynata z chili i imbirem na 1 kg mięsa kawałek świeżego imbiru2 ząbki czosnku2 łyżki soku cytrynowego1 łyżka miodu5 łyżek sosu sojowego1 łyżeczka sproszkowanej papryki słodkiejSok z cytryny wymieszać z miodem i sosem sojowym, dodać do tego obrany i drobno posiekany imbir i czosnek. Mięsa nie należy już solić, gdyż użyliśmy sosu sojowego, który jest dosyć słony. Marynata polecana jest zwłaszcza do wieprzowiny. Marynata cytrynowa na 1 kg mięsa 1 cytryna2 łyżki oliwy z oliwek2 łyżeczki miodu2 ząbki czosnku1 gałązka świeżego oreganoZ cytryny wycisnąć sok i wymieszać z 2 łyżkami oliwy z oliwek oraz miodem. Dodać czosnek wcześniej obrany i przeciśnięty przez praskę oraz posiekane oregano. Marynata świetnie podkreśla smak glinowanego drobiu. Pikantna marynata z czerwone go wina na 1 kg mięsa 3 ziarna pieprzu1 gałązka świeżego oregano1 gałązka świeżego rozmarynu1 gałązka świeżego tymianku1 ząbek czosnku4 łyżki mocnego czerwonego wina2 łyżki soku z cytrynygałka muszkatołowaPieprz rozgnieść w moździerzu, zioła i czosnek drobno posiekać, a gałkę muszkatołową utrzeć. Tak przygotowane przyprawy wymieszać z winem oraz sokiem cytrynowym i nałożyć na mięso. Marynata ta jest znakomita do jagnięciny. Bejca musztardowa na 1 kg mięsa 2 ząbki czosnku2 szalotki1 łyżka koncentratu pomidorowego1 łyżka musztardy1 łyżka olejupieprzCzosnek oraz szalotki obrać i drobno posiekać, dodać do tego koncentrat pomidorowy, musztardę oraz olej i popieprzyć. Bejca polecana do mięsa drobiowego. Bejca cytrynowa na 1 kg mięsa 6 łyżek oliwy3 łyżki soku z cytryny4 ząbki czosnku2 łyżeczki paprykiCzosnek obrać i posiekać, dodać oliwę, sok z cytryny i paprykę. Wszystkie składniki dokładnie wymieszać. Bejca nada wspaniały smak wieprzowinie przeznaczonej na grill. Glazura miodowo sojowa 50g miodu125 ml sosu sojowego35 ml oleju3g przyprawy do kurczakaWymieszać trzepaczką miód, sos sojowy, olej i przyprawy. Do każdego rodzaju mięs. Mięso wieprzowe w marynacie z winem Autor: Magdalena Borek



-
Mięso grillowane W artykule omówiono sposoby i zalety coraz bardziej popularnego przygotowywania mięsa i innych rodzajów żywności do spożycia łącznie z przykładami przepisów na mięso z grilla. Mięso z grilla doskonale nadaje się jako potrawa w sezonie letnim. Praktycznie nie ma ograniczeń w doborze surowców do grillowania. Mięso wieprzowe, wołowe, drób, ryby, a także warzywa czy owoce - to wszystko w odpowiedniej kompozycji może spełnić rolę obiadu na świeżym powietrzu. Grillowanie, a właściwie pieczenie na grillu to proces pieczenia na ruszcie lub płycie z wyjątkowo małym udziałem tłuszczu. Właśnie ta cecha procesu grillowania wpływa na to, że potrawy (zwłaszcza mięso) z grilla są uznawane za znacznie zdrowsze od potraw smażonych - po prostu zawierają mniej tłuszczu, a tym samym są mniej kaloryczne od innych. Grillowanie zyskuje w Polsce coraz większą popularność. Istnieją dwa sposoby grillowania: na ruszcie otwartym lub w komorze zamkniętej. Źródłem ciepła może być węgiel drzewny lub kamienie z lawy wulkanicznej nagrzewane przez gaz, czy też spirala lub płyta elektryczna. Wyróżnia się grille: na węgiel drzewny, gazowe i elektryczne (kontaktowe, w których mięso styka się bezpośrednio z karbowaną płytą grzejną i nie kontaktowe, z których te na węgiel są najbardziej popularne zwłaszcza w sezonie letnim). Potrawy z grilla nazywane jest także barbecue - z języka hiszpańskiego lub francuskiego, gdzie w jednym oznacza drewniany ruszt, a w drugim pieczenie zwierzaka w całości. Wysoka temperatura na grillu powoduje gwałtowną powierzchniową denaturację białka przed wystąpieniem tego procesu wewnątrz mięsa. Prowadzi to do wytworzenia się warstwy silnie zdenaturowanego białka na powierzchni. Powstaje więc warstwa zamykająca pory mięsa, która zachowuje soczystość wnętrza potrawy i zarazem stanowi smaczną skórkę. Zależnie od oczekiwanego efektu czas pieczenia mięsa jest różny. Od tego zależy na przykład czy pieczony stek będzie krwisty czy dobrze wypieczony, zgodnie z życzeniem klienta. W trakcie grillowania mięsa, w wyniku wytopu pierwotna zawartość tłuszczu w surowcu, zmniejsza się tak, że w gotowych potrawach jest go o ok. 5-20% mniej (zależnie od grillowanego produktu). Jednocześnie proporcjonalnie wzrasta procentowy udział pozostałych składników odżywczych. Grillowanie kojarzy się zazwyczaj z przyjemnym zapachem i typowym, równie przyjemnym smakiem. Małe kawałki drewna owocowego (jabłoń, wiśnia, brzoskwinia), moczone kilka godzin w wodzie i dodane do węgla drzewnego bezpośrednio przed grillowaniem, wytwarzają aromatyczny dym, który nadaje grillowanęj potrawie szczególny charakter. Mięso pieczone na grillu opalanym węglem drzewny można aromatyzować też przez spalanie tymianku, rozmarynu, szyszek, jałowca lub gałązek mirtu oraz podlewając rozżarzony węgiel piwem. Specjalne przyprawy i sosy dopełniają atrakcyjności dań z grilla. Na grillu przyrządza się smacznie potrawy z mięsa, drobiu, ryb oraz kiełbas średniorozdrobnionych (np. podwawelska, zwyczajna), podrobów (np. kaszanka), a także niektórych warzyw. Z mięsa wieprzowego na grilla najlepiej nadają się: łopatka, karkówka, schab, biodrówka, żeberka, szynka, a nawet golonka (po uprzednim podgotowaniu). Z wołowiny: antrykot, polędwica, górka, karkówka. mostek, rostbef. Z baraniny: comber i mięso mielone. Z drobiu: piersi z kurczaka oraz skrzydełka i podudzia, filet z piersi indyka. Tradycyjnie dużą popularnością cieszy się także typowa kiełbasa czy kaszanka z rusztu. Także ryby, praktycznie każda, nadają się świetnie do grillowania. Mniejsze (np. pstrąg) piecze się w całości. Większe (np. szczupak, sandacz) dzieli się na płaty, jeszcze większe (łosoś tuńczyk) - na dzwonka. Przed grillowaniem skrapiane sokiem z cytryny lub białym winem wytrawnym, a także obsypuje się je mieszanką przyprawową Szaszłyki to typowa potrawa na grilla. Na szaszłyk najlepiej nadaje się comber barani (uprzednio marynowany), polędwica, schab lub biodrówka wieprzowa. Mięso pokrojone na mniejsze kawałki i nadziewane na patyki lub metalowe szpikulce, przekładane cebulą papryką i słoniną Kawałki mięsa przedzielane są składnikami kontrastującymi z nim smakiem lub kolorem. Szaszłyki przed pieczeniem marynuje się w oliwie, ziołach i sosach przyprawowych. Mięso mielone - baranie oraz wołowo-wieprzowe, formowane w kotleciki czy oklejane na patyku w postaci zbliżonej do szaszłyka, doskonale nadaje się na przekąski. Farsz mięsa mielonego przed formowaniem poddaje się soleniu i przyprawieniu z użyciem odpowiednich mieszanek przyprawowych oraz świeżych ziół, jak rozmaryn. majeranek, szałwia, trybula. natka pietruszki wraz z rozgniecionym ząbkiem czosnku. Dodatek ziół nadaje specyficzne, oryginalne cechy smakowe trudne do osiągnięcia w przypadku stosowania całych elementów kulinarnych. W celu poprawienia smakowitości gotowych potraw, każde mięso (z wyjątkiem mielonego) przeznaczone na grill należy uprzednio poddać procesowi marynowania (nazywanego bajcowaniem) w celu skruszenia, co ułatwia proces pieczenia i poprawia smak oraz konsystencję mięsa. Mięsa marynuje się tradycyjnie, np. w czerwonym winie, oliwie z sokiem z cytryny lub octem winnym wraz z przyprawami, czosnkiem, z ewentualnym dodatkiem miodu, sosu sojowego itp., także w serwatce, czy w zsiadłym mleku. Na rynku gastronomicznym dostępne są także gotowe mieszanki bajcujące o odpowiedniej kompozycji przyprawowej, z dodatkiem składników aromatycznych, nadających potrawie oryginalny smak (np. brandy). Marynaty te są wygodne w użyciu i zapewniają stałą jakość smakową grillowanych potraw. Mięso powinno pozostawać w marynacie co najmniej kilka godzin (niektóre krócej). Dodatkową zaletą stosowania marynat jest możliwość przechowywania w nich mięsa przez okres nawet kilku dni (oczywiści w chłodni), podczas których mięso nie tylko się nie psuje, a nawet nabiera dodatkowych walorów smakowo-zapachowych. Mięso zwierające większą ilość tkanki łącznej (np. żeberka, golonka) przed grillowaniem dobrze jest podgotować lub poddusić w marynacie w celu zmiękczenia struktury. Powstały w wyniku gotowania w marynacie (lub samej marynaty) sos wykorzystuje się do smarowania mięsa w czasie grillowania. W przypadku mięsa nie wymagającego marynowania (np. elementy z cielęciny, drobiu, czy ryby i kiełbasy), bezpośrednio przed grillowaniem, w celu nadaniu mu lepszych cech smakowych stosuje się mieszanki przyprawowe oparte na suszonych ziołach (pieprz, tymianek, majeranek, bazylia, papryka, czosnek itp.), glutaminianie sodu oraz soli. Upieczone potrawy można podawać z odpowiednimi sosami, musztardami, czy masłem ziołowym, ale nie należy przesadzać w dodatkach, aby nie stłumić przyjemnego smaku pieczonego mięsa. Ponadto serwuje się zwyczajowo dodatki typu frytki, ziemniaki, czy pieczywo oraz surówki. Doskonale podkreśla smak spożywanych potraw z grilla szklanka piwa lub lampka wina czerwonego w przypadku mięsa zwierząt rzeźnych lub białego w przypadku drobiu czy ryb. Grillowane mięso, podobnie jak i inne obrabiane w wysokiej temperaturze, oprócz wysokich walorów smakowych zawiera jednak pewną ilość substancji szkodliwych, tworzących się podczas obróbki termicznej. Wysoka temperatura obróbki powoduje tworzenie się rakotwórczych węglowodorów aromatycznych. Na szczęście ich zawartość w grillowanym i pieczonym mięsie nie jest zbyt duża i jeśli te potrawy nie będą spożywane zbyt często nie występuje zagrożenie dla zdrowia. Kilka wybranych przepisów na mięsa z grilla Grillowane steki z łopatki w sosie cytrynowym 0,5 kg dobrze oczyszczonego steku z łopatki bez kości, grubości 2,5 cm,marynata: 3 łyżki stołowe świeżego soku z cytryny.3 łyżki stołowe wody1 łyżka stołowa świeżo posiekanej miętyszczypta zmielonego pieprzu1 duży ząbek czosnku, zgnieciony1/4 łyżeczki mielonego kminkuZmieszać składniki marynaty. Umieścić steki w marynacie i marynować w lodówce 1 do 2 godzin, kilkakrotnie przewracając. Położyć steki na ruszcie ponad średnio rozżarzonym węglem. Grillować kilkakrotnie przewracając. Pokroić steki w cienkie plastry: doprawić solą i pieprzem do smaku. 4 porcje. Stek z grilla z musztardą ziołową 2 do 4 dobrze okrojonych steków wołowych z antrykotu lub rostbefu bez kości, grubości 2,5 cmmusztarda ziołowa: duże ząbki czosnku, zmiażdżone4 łyżeczki wody2 łyżki musztardy Dijon1 łyżeczka suszonych liści bazylii1/2 łyżeczki pieprzu1/2 łyżeczki suszonych liści tymiankuWodę ze zgniecionym czosnkiem wymieszać z resztą składników, całość podgrzać. Marynatę rozetrzeć po obu stronach steków wołowych. Położyć steki na ruszcie nad średnio gorącymi, pokrytymi popiołem węglami. Opiekać steki z antrykotu bez przykrywania 5 do 8 minut (a steki z rostbefu 11 do 14 minut) w celu osiągnięcia stanu półkrwistego, odwracając od czasu do czasu. Pokroić steki w poprzek na grube plastry, posolić do smaku. 4 porcje Złociste skrzydełka z kurczaka 12 skrzydełek kurczakamarynata: 250 g ostrego ketchupu6 łyżek soku z cytryny6 łyżek oliwy4 ząbki czosnku4 łyżki miodusól1/2 łyżeczki ostrej paprykiCzosnek obrać, rozetrzeć z odrobiną soli. Wymieszać z jogurtem, sokiem z cytryny, papryką i oliwą. Sosem zalać skrzydełka. Odstawić na 2 godziny i osączyć. Piec po 10 minut z obu stron smarując pozostałą marynatą. Ogniste żeberka 2 kg żeberekmarynata: 3 łyżki sosu chili3 łyżki miodułyżka sosu sojowegołyżeczka curry1 /2 łyżeczki słodkiej paprykisok z 1/2 cytrynySkładniki na marynatę wymieszać i odstawić na godzinę. Żeberka opłukać, osuszyć. Pokroić na porcje. Włożyć od marynaty, odstawić na 2 godziny. Po wyjęciu osączyć. Piec około 30 minut, często obracając i polewając marynatą. Udka z kurczaka z owocami 4 udka kurczakamarynata: 1 łyżeczka soli1 łyżeczka mielonego czarnego pieprzu1 /2 łyżeczki mielonej słodkiej paprykil/4 litra białego wina wytrawnego1/8 litra sosu sojowegoszczypta mielonego imbiruszczypta białego pieprzuwykończenie: 4 plastry ananasa2 przepołowione bananymasłoUdka umyć, osuszyć, z obu stron posypać według własnego uznania solą, czarnym pieprzem i papryką. Wino, sos sojowy, imbir i biały pieprz wymieszać w naczyniu, włożyć udka i marynować 3-4 godziny, co pewien czas je obracając. Udka wyjąć, osuszyć i piec tak długo, aż skórka stanie się chrupka. Plastry ananasa lekko posmarować masłem i opiekać po 2-3 minuty z każdej strony. Na samym końcu opiec banany (ok. 2 minut). Kotlety wieprzowe z kością 4 kotlety wieprzowe z kością1 mała cebula1/2 pęczka natki pietruszki2 łyżki octu ziołowego2 łyżki białego wina wytrawnego1 łyżka posiekanych ziół (tymianek. rozmaryn, szałwia)1/2 łyżeczki soli czosnkowejbiały pieprzsólCebulę obrać, zetrzeć na tarce. Natkę pietruszki umyć, osuszyć i drobno posiekać. Ocet połączyć z winem, dodać zioła, cebulę, sól czosnkową, natkę, pieprz oraz olej. Wszystko dokładnie wymieszać. Mięso umyć, osuszyć, ponacinać. po czym natrzeć mieszanką, wciskając ją w nacięcia. Tak przygotowane mięso odłożyć na 30 minut do lodówki. Mięso grillować 8-10 minut z każdej strony. Lekko oprószyć solą. Kotlety podawać z pieczonymi ziemniakami i zieloną sałatą.


-
Napoleonów - akcja pomocowa WB rodzinom z Ukrainy
Maxell odpowiedział(a) na Maxell temat w Fundusz WB wsparcia w nagłych przypadkach
Lista darczyńców: 1. Maxell 2. Twonk 3. sobol 4. Regina i Bagno 5. Wirus 6. mikami 7. Halusia i ReniaS 8. fikaz 9. Maciekzbrzegu 10. WojtekW 11. Grażynka i kempes 12. Turek81 13. Kazik55 14. EAnna 15. BETTI i MIRKON 16. Grzegorz Wybierała 17. wróbel75 18. Pontiak 19. robimhuk 20. siwydymek 21. tytan58 22. Azizi 23. Twonk 24. anerka 25. marcinzet 26. 1Slawek1 27. alnus Zebrana kwota - 3840,00 zł Wydano: 1939,39 zł Pozostało: 1900,61 zł -
Zainteresowani wiedzą.
-
Azotyny w procesie peklowania mięsa - funkcje, aspekty zdrowotne, peklowanie bezazotynowe W pierwszej części artykułu przedstawiono problematykę azotanów i azotynów w produktach spożywczych w aspekcie występujących poziomów i możliwości wyeliminowania ich dodatku. Azotyny i azotany występujące w żywności mogą być dwojakiego pochodzenia. Mogą one stanowić dodatek do żywności świadomie stosowany w procesie technologicznym (peklowanie mięsa, produkcja serów), jak również mogą one stanowić zanieczyszczenie wnoszone z surowcami roślinnymi, zwierzęcymi lub z wodą. Nadmierna kumulacja azotanów i azotynów w produktach rolnych ma związek z nawożeniem azotowym lub opadem związków azotu emitowanych przez zakłady przemysłowe. W Polsce najwięcej azotanów i azotynów do diety wnoszą warzywa (azotany - 87%, azotyny - 43%), z których takie jak szpinak, pietruszka, sałata, kapusta i marchew mają wybitne zdolności kumulowania azotanów i azotynów. W czasie przechowywania warzyw może dochodzić do przemiany azotanów w azotyny. Mięso i przetwory mięsne wnoszą przeciętnie ok. 5% azotanów i 28 azotynów. Związki te obecne są także w wodzie, przetworach mleczarskich i roślinnych, w piwie i innych produktach żywnościowych. Pewną ilość azotynów i azotanów stwierdza się w surowcu mięsnym nie peklowanym. Wykazano, że zawartość azotynów w surowym mięsie wołowym wahała się od 0,15 do 11,12 mg NaNO2/kg. Zdecydowana większość próbek zawierała azotynów mniej niż 2,5 mg/kg. W praktyce nie zdarza się przekroczenie zawartości tych związków dopuszczalnej dla przetworów mięsnych, jakkolwiek w przypadkach, kiedy zawartość azotynów wynosi ok. 10 mg/kg surowiec ten może po obróbce termicznej wykazywać cechy podobne do mięsa peklowanego. Dalszy, świadomy i prawidłowy pod względem ilościowym, dodatek technologiczny azotynów w procesie peklowania mięsa może spowodować przekroczenie dopuszczalnej pozostałości tych związków w gotowym produkcie. Dopuszczalne dzienne spożycie (ADI) azotynów zostało przez FAO ustalone na poziomie 0,1 mg/kg masy ciała, a azotanów - 5 mg/kg masy ciała. Azotany są więc kilkadziesiąt razy mniej toksyczne, co nie oznacza, że nie należy kontrolować i ograniczać ich stężenia w żywności, biorąc pod uwagę, że są one prekursorami azotynów. Około 30-40% azotynów pobieranych przez człowieka z żywnością i wodą zostaje wydalone, a 60-70% pobranych azotynów ulega w organizmie przemianom, które nie są w pełni poznane. Obecność azotynów i azotanów może być szkodliwa dla zdrowia z kilku powodów: obecność znacznych ilości azotynów i azotanów w żywności może wywierać określone skutki toksykologiczne i prowadzić do zatruć pokarmowych,azotyny mogą utleniać dwuwartościowe żelazo hemoglobiny do formy trójwartościowej, nie wykazującej zdolności odwracalnego wiązania tlenu i powodować tym samym methemoglobinemię, niebezpieczną zwłaszcza u niemowląt,azotyny i ich pochodne w reakcji z aminami w środowisku kwaśnym łatwo tworzą N-nitrozoaminy, których większość wykazuje działanie kancerogenne; spożywanie azotanów i azotynów może powodować powstawanie związków nitrozowych w organizmie ludzkim (w przewodzie pokarmowym),azotyny obniżają w pewnym stopniu wartość odżywczą, ograniczając wykorzystanie niektórych składników diety, powodują destrukcję witamin z grupy B, witaminy A i karotenu.Jednym z najstarszych i w dalszym cigu powszechnie stosowanych zabiegów technologicznych, w którym świadomie stosuje się azotany i azotyny, jest peklowanie mięsa. Początki stosowania azotanów w konserwowaniu mięsa sięgają czasów starożytnych. Prawdopodobnie przez przypadek odkryto, że saletra, zanieczyszczająca pokłady soli kamiennej, wpływa korzystnie na barwię i trwałość przetworów mięsnych. W nowożytnej Europie pierwsze wzmianki o stosowaniu saletry pochodzą z XIV wieku z Niemiec. Dopiero w końcu ubiegłego stulecia poznano, że to azotyn powstały w wyniku redukcji azotanu jest substancją czynną w procesach peklowania mięsa. Od tego czasu rozpoczęto jego powszechne, praktycznie nie limitowane stosowanie, co doprowadziło do wielu przypadków masowych zatruć i w konsekwencji w 1916 roku zakazano stosowania azotynów w przetwórstwie mięsa. Dopiero po przeprowadzeniu odpowiednich badań i określeniu limitów, w 1925 roku w Stanach Zjednoczonych dopuszczono azotyn ponownie do stosowania. Jedną z pierwszych prób uregulowania tej kwestii w Europie była wprowadzona w Niemczech w 1934 roku „ustawa nitrytowa", która nakazywała, dodawanie azotynów do mięsa wyłącznie po uprzednim wymieszaniu ich z solą kuchenną. Przetwory z przekroczoną dawką azotynów charakteryzowały się jednocześnie zbyt słonym smakiem, a więc nie były akceptowane przez konsumentów. Azotyny (potasu E 249 i sodu E 250) i azotany (sodu E 251 i potasu E 252) są to dodatki stosowane obecnie w procesie peklowania mięsa. W zakresie ich stosowania obowiązują ścisłe ograniczenia, ale w dalszym ciągu związki te są niezastąpione w procesie peklowania mięsa z uwagi na wiele korzystnych funkcji, do których zaliczyć należy: wykształcenie różowoczerwonęj, ciepłoodpornej, stabilnej barwy mięsa,zwiększenie trwałości przetworów mięsnych dzięki bakteriostatycznemu, bakteriobójczemu i antyoksydacyjnemu działaniu substancji peklujących,uzyskanie pożądanych, charakterystycznych cech smakowo-zapachowych.Wielofunkcyjność azotanów i azotynów wynika z ich dużej reaktywności ze składnikami tkanki mięśniowej. W badaniach nad bilansem azotynów w mięsie stwierdzono, że w charakterystycznej dla peklowania reakcji, z mioglobiną, wiąże się jedynie 5-15% całkowitej dawki azotynu. Pozostała część reaguje z białkami, związkami holowymi, lipidami, utlenia się do azotanu, wydziela w postaci gazowej. Od 5 do 20% (w zależności od warunków peklowania) pozostaje w mięsie w postaci wolnej. Najbardziej reaktywną pochodną azotanów i azotynów w żywności, uczestniczącą w wielu przemianach zarówno w procesach technologicznych, jak i metabolicznych w organizmie ludzkim nie do końca jeszcze poznanych jest tlenek azotu. Warunkiem efektywnego peklowania jest także przemiana azotynu do tlenku azotu, która może zachodzić przy udziale różnych czynników redukujących. Jedną z możliwości jest rozpad w środowisku kwaśnym, które w mięsie można uzyskać np. z przemian dodanych cukrów lub glukono-8-laktonu do kwasu glukonowego. Reakcje przemiany mogą także zachodzić w obecności grup - SH systemu cysteina-cystyna oraz w obecności enzymów tkankowych i bakteryjnych. W powstawaniu tlenku azotu uczestniczy zredukowany cytochrom c oraz NADH. Proces tworzenia tlenku azotu może być stymulowany zmianą potencjału redoks w wyniku dodania redukujących substancji, np. askorbinian sodu. Powstały tlenek azotu jest tą substancją, która uczestniczy w reakcji tlenowania wszystkich obecnych w mięsie form natywnego barwnika - mioglobiny, metmioglobiny i oksymioglobiny, tworząc formy nitrozylo-, które zyskują stabilność pod wpływem obróbki termicznej przekształcając się w nitrozylomiochromogen o różowoczerwonej, stabilnej barwie charakterystycznej dla mięsa peklowanego poddanego obróbce cieplnej. Najbardziej niebezpiecznym kierunkiem przemian azotynów jest nitrozowanie, w wyniku którego syntetyzują i nagromadzają się lotne N-nitrozoaminy. N-nitrozoaminy jako związki chemiczne znane są od 1863 roku. Pierwszą jednak informację o ich rakotwórczym działaniu podali Bames i Magee w 1954 roku na podstawie obserwacji licznego występowania nowotworów wątroby u pracowników zakładu chemicznego stosujących N-nitrozodimetyloaminę jako rozpuszczalnik organiczny. Dzisiaj wiadomo, że z kilkuset przebadanych N- nitrozozwiązków ok. 90% wykazuje działanie kancerogenne. W organizmie żywym, pod wpływem procesów metabolicznych, dialkilonitrozoamina podlega odalkilowaniu, a następnie kondensacji do aktywnych diazoalkanów, które z kolei alkilują kwasy nukleinowe zmieniając ich kod genetyczny, a tym samym prawidłową syntezę białka. Wiąże się to z tym, że zalkilowana i jonizowana guanina łączy się w tej formie z tyminą, a nie z cytozyną. Zmiana sekwencji tych zasad wywołuje zmiany w replikacji DNA Stwierdzono, że nawet śladowe ilości nitrozoamin mogą powodować zakłócenia w prawidłowej syntezie białka. W przetworach mięsnych jak dotychczas znajdowano przede wszystkim n-nitrozodimetyloaminę (NDMA) i n-nitrozopirolidynę (NPYR), a sporadycznie n-nitrozopiperydynę (NPIP) i n-nitrozodietyloaminę (NDEA). Najwięcej tych związków wykrywano w dojrzewających szynkach i kiełbasach surowych (ok. 10ug/kg). Związki te tworzą się szczególnie łatwo w mięsie zawierającym dużo tłuszczu, poddanym obróbce termicznej w wysokiej temperaturze. Tłumaczy się to katalitycznym działaniem nadtlenków. Szczególnie niebezpieczne jest smażenie i grillowanie przetworów mięsnych peklowanych. Generalnie stwierdza się w nich wyższy poziom n-nitrozopirolidyny. W krajach anglosaskich najwięcej NPYR stwierdza się w smażonym bekonie i boczku. Zakres tworzenia się tych związków zależy w pierwszym rzędzie od ilości dodanego azotynu, ale oprócz tego istotne znaczenie ma zawartość azotynu resztkowego jako rezerwuaru dla formowania się nitrozoamin podczas ogrzewania. Wiadomo, że istnieje duża różnorodność czynników mogących wpływać na kinetykę reakcji nitrozowania. Najbardziej dyskusyjna jest rola drobnoustrojów w syntezie N-nitrozoamin. Niektóre wyniki badań sugerują, że poza bakteryjną redukcją azotanów do azotynów można rozważać biokatalityczny wpływ niektórych szczepów na reakcję nitrozowania. Dotychczas jednak nie rozstrzygnięto czy reakcja nitrozowania w materiale biologicznym jest katalizowana enzymatycznie, czy też o jej przebiegu decydują nieenzymatyczne czynniki powstałe w środowisku rozwoju mikroflory. Idące coraz dalej ograniczenia dodatku azotynów, obligatoryjne stosowanie substancji redukujących (askorbinianu i izoaskorbinian sodu) i staranne przestrzeganie receptur doprowadziło w ostatnich latach do znacznego ograniczenia obecności nitrozozwiązków w mięsie i przetworach mięsnych. Zawartość nitrozoamin w mięsie i produktach mięsnych znajduje się na ogół blisko zakresu wykrywalności i ze zdrowotnego punktu widzenia ma niewielkie znaczenie. Mięso i przetwory mięsne można zatem sklasyfikować jako żywność ubogą w tego typu związki. Dyskusyjne jest współdziałanie NaCl w tworzeniu nitrozoamin. Jedni autorzy wykazują, że stężenie soli nie wpływa na poziom nitrozoamin, inni wykazali że jest odwrotnie. W świetle ostatnich doniesień wydaje się prawdopodobne, że katalizowanie nitrozowania przez chlorki może zachodzić w wyniku formowania się NOCl, który jest silniejszą grupą nitrozującą niż N2O3. Wiadomo z całą pewnością, że na etapie peklowania możliwe jest zmniejszenie ilości powstających nitrozoamin przez dodatek substancji hamujących powstawanie tych związków. Przyczyną hamowania powstawania nitrozoamin przez kwas askorbiniowy, cysteinę, związki tiolowe i fenolowe jest konkurencyjność tych związków w stosunku do amin w zakresie szybkości wiązania dostępnego azotu. Stwierdzono, że niektóre substancje rozpuszczalne w tłuszczach, takie jak ct-tokoferol, długołańcuchowe acetale (chemicznie modyfikowany kwas askorbinowy) hamowały podczas smażenia bekonu tworzenie się N-nitrozopirolidyny. Mając na uwadze wymienione zagrożenia od dawna bada się możliwości ograniczenia bądź wyeliminowania azotynów z procesów peklowniczych. Ostatnio zalecenia takie formułuje Światowa Organizacja Zdrowia. Dozwolone poziomy zawartości azotynów i azotanów w przetworach mięsnych były w polskim ustawodawstwie obniżane wielokrotnie na przestrzeni kilkunastu ostatnich lat i są one praktycznie ograniczone do minimum. Dodatkowo przed przypadkowym przedawkowaniem azotynów zabezpiecza przepis, który zezwala na stosowanie tych związków wyłącznie w postaci mieszaniny z solą kuchenną zawierającą nie więcej niż 0,6% NaNO2. Przedawkowanie tej mieszaniny musi spowodować rozpoznanie i odrzucenie produktu z powodu nadmiernej słoności. Gdyby rola azotynu sodu polegała wyłącznie na uczestniczeniu w reakcjach nitrozylowania barwników hemowych to poziom dodatku tego związku mógłby być jeszcze bardziej obniżony lub wyeliminowany z jednoczesnym zastosowaniem innej substancji barwotwórczej. Dalsze ograniczanie poziomu dodatku azotynu wydaje się niemożliwe, gdyż niższy poziom tego związku stanowiłby niedostateczne zabezpieczenie przed rozwojem Clostridium botulinum. Obecne tendencje modyfikowania procesu peklowania mięsa ukierunkowane są na radykalne zdynamizowanie reakcji nitrozylowania barwników hemowych i innych substratów reakcji oraz zminimalizowanie ilości tzw. azotynów resztkowych w gotowych peklowanych przetworach mięsnych. Powszechnie stosowany jest obecnie w tym celu dodatek askorbinianu sodu i innych substancji redukujących, kutrowanie w warunkach podciśnienia lub w atmosferze modyfikowanej oraz stosowanie kultur starterowych przyspieszających reakcje nitrozylowania barwników hemowych. Dążenie do zachowania pełnej kontroli nad procesem peklowania spowodowało między innymi zmniejszenie do minimum stosowania azotanów w procesach peklowania mięsa. W drugiej części artykułu opisano możliwości i efekty zastąpienia azotynów i azotanów innymi substancjami Zagadnieniem budzącym coraz większe zainteresowanie jest problem ewentualnych substytutów azotynu i uniknięcia tą drogą wszystkich potencjalnych zagrożeń stwarzanych przez stosowanie tej substancji. Naukowcy proponujący całkowitą eliminację nitrytu z mieszanek peklujących koncentrują się na poszukiwaniu nie jednego zamiennika tego związku, lecz multi-kompleksu, wychodząc z założenia, że wielofunkcyjne właściwości nitrytu nie mogą być zastąpione przez pojedynczy składnik. Już na początku lat siedemdziesiątych ubiegłego wieku, opracowano miksturę do peklowania wolną od nitrytu, składającą się z barwnika, antyoksydanta (substancja kompleksotwórcza) i czynnika antybakteryjnego. Jako barwnik użyty był związek syntetyczny erytrozyna, rolę antyoksydanta spełniały łącznie fosforan, polifosforan i trzeciorzędowy butylohydroksychinon. Czynnikiem antybakteryjnym były estry alkilowe, kwas p-hydroksybenzoesowy i kwas sorbowy bądź jego sole: sodowa lub potasowa. W badaniach nad związkami mogącymi zastępować azotyn sodu w jego roli barwotwórczej duże nadzieje wiąże się z zastosowaniem wyizolowanego barwnika gotowanego, peklowanego mięsa (CCMP-coo-ked, cured meat pigment). Może on być izolowany z hemoglobiny bydlęcej, świńskiej lub z heminy ekstrahowanej z erytrocytów. Dodatek składnika nitrozującego do heminy lub komórek erytrocytów, w obecności substancji redukującej, powoduje formowanie się CCMP. Dobre wyniki osiągano również produkując ten barwnik z hydrolizatów białkowych z mięsa fok. Istotnym etapem w technologii produkcji CCMP jest stabilizowanie preparatu. Można tego dokonać poprzez przechowywanie w atmosferze obojętnego gazu lub mikrokapsułowanie. Mikrokapsułowanie polega na zawieszeniu pigmentu w roztworze lub paście naturalnych polimerów węglowodanowych. W tym celu wykorzystuje się gumę arabską, (3- cyklodekstiyny, maltodekstryny, skrobię modyfikowaną. Utrwalenie preparatu odbywa się najczęściej poprzez dehydratację, np. suszenie rozpyłowe. Sproszkowany CCMP może być w formie suchej przechowywany przez 18 miesięcy. Dobrze rozpuszcza się w wodzie oraz roztworach soli i może być stosowany jako barwnik w mieszance peklującej wolnej od azotynu. Stabilność barwy uzyskiwanej w wyniku zastosowania tego pigmentu jest zbliżona do stabilności barwy produktów peklowanych azotynem. Biorąc pod uwagę fakt, że bezpośrednim substratem reakcji peklowniczych jest tlenek azotu, przeprowadzono liczne doświadczenia nad zastosowaniem bezpośrednio tlenku azotu do reakcji z mioglobiną w warunkach niskiego ciśnienia parcjalnego tlenu i w efekcie ograniczenie ilości nitrozoamin. Nie znany jest jednak udział tlenku azotu w tworzeniu nitrozozwiązków. Trwają także badania nad użyciem innych barwników naturalnych i syntetycznych. Rozpatrywano możliwość zastąpienia azotynów barwnikiem naturalnym, jakim jest betanina zawarta w czerwonych burakach. Betanina należy do betacyjanianów, łatwo ulega degradacji pod wpływem działania czynników utleniających w wysokiej temperaturze. Stwierdzono, że utrwalenie barwy mięsa jest możliwe w temperaturze wyższej niż 20°C. Następuje wówczas związanie barwnika przez białko mięsa, a reakcja zachodzi między grupami karboksylowymi białek i grupami wodorotlenowymi barwnika lub grupami aminowymi białka i karboksylowymi barwnika. Korzystne wyniki osiągnięto stosując sok z buraka ćwikłowego z dodatkiem azotynu (50 mg/kg mięsa) i askorbinian sodu (200 mg/kg). Stosowanie samego soku z buraka powoduje wyczuwanie jego smaku i zapachu, obniżając tym samym sensoryczną ocenę gotowego wyrobu. Zjawiskiem bardzo niepożądanym okazała się obecność dużych ilości azotanów w samym soku z buraka. Badano także skuteczność barwników antocyjanowych pochodzących z czarnego bzu, kwiatów malwy i owoców opuncji do barwienia kiełbas drobno rozdrobnionych. Uzyskana barwa była jednak niestabilna na skutek braku trwałego chemicznego połączenia barwnika z białkami mięsa. Do barwienia żywności w krajach UE można używać oprócz soku z buraków także ekstraktów monascusowych, będących czerwono zabarwionymi produktami przemiany materii, powstającymi podczas fermentacji skrobi ryżowej przez pleśnie Monascus purpureus. Ta nadająca barwę substancja jest oddzielana i zagęszczana. Barwiący koncentrat jest dobrze rozpuszczalny w wodzie. W przypadku przetworów mięsnych substancja ta jest proponowana jako związek zastępujący lub zupełniający azotyn w mieszance peklującej. Całkowite zastąpienie azotynu ekstraktem może być przyczyną lekko gorzkiego smaku przetworów mięsnych. Prowadzono również badania nad zastosowaniem takich barwników, jak karmina (koszenila), czerwień allura, B-karoten, ekstrakt papryki i angkak (mielona mączka ryżowa z namnożonymi szczepami Monascus), stwierdzając dobrą stabilność barwy przetworów z dodatkiem wymienionych barwników w czasie naświetlania. Spośród syntetycznych barwników' korzystne oddziaływanie ma S-nitrozocysteina, która jednocześnie zapobiega rozwojowi CL botulinum. Badano między innymi użycie S-nitrozocysteiny jako barwnika w procesie peklowania bez dodatku nitrytu. Pomimo dobrych wyników w zakresie barwy produktów stwierdzono, że użycie S-nitrozocysteiny zamiast nitrytu nie przyczynia się do redukcji ryzyka powstawania N-nitrozoamin. Spośród innych związków chemicznych można wymienić: kwas nikotynowy i amid tego kwasu, pochodne pirydyny, związki heterocykliczne, np. tetrazole, puryny i pirymidyny, amidazol, pyrazyna, triazyna. Większość tych związków tworzy połączenia barwne z mioglobiną, lecz są one bardzo nietrwałe i szybko ulegają utlenieniu. Drugą ujemną cechą wielu spośród tych związków jest działanie farmakodynamiczne, wyrażające się rozszerzaniem naczyń krwionośnych. Badano również niektóre substancje i związki chemiczne zapobiegające oksydacji lipidów i mogące stanowić zamiennik nitrytu w procesie peklowania. Produkty pochodzenia lipidowego stanowią największą część lotnych składników gotowanego mięsa. W kształtowaniu profilu smakowo-zapachowego peklowanego bekonu uczestniczy ponad 70 substancji chemicznych pochodzenia lipidowego. Nitryt działa silnie antyoksydacyjnie na lipidy mięsa, inhibituje rozpad nienasyconych kwasów tłuszczowych, wpływając na profil smakowo-zapachowy peklowanego mięsa. Wpływ ten polega przede wszystkim na ograniczaniu powstawania produktów oksydacji lipidów. W tkance mięśniowej jednym z głównych produktów oksydacji lipidów jest heksanal, wyższy aldehyd, którego zawartość zależy od ilości kwasu linolenowego i który nadaje charakterystyczny niepożądany zapach gotowanemu mięsu. Powstawanie heksanalu i innych wyższych aldehydów jest eliminowane dzięki obecności nitrytu. W badaniach nad zamiennikami azotynów podjęto próby zastosowania substancji, które zapobiegały oksydacji lipidów. Przebadano wiele przeciwutleniaczy BHT, BHA, czwartorzędowy butylohydroksychinon, różnorodne fosforany (np. trifosforan sodu, difosforan tetra sodowy) oraz przeciwutleniacze naturalne, frakcje antyoksydacyjne przypraw (olejki eteryczne i oleorezyny). Sprawdzono działanie układów substancji opartych na połączeniu askorbinianu sodu, trifosforanu sodu, niewielkiej ilości antyoksydanta oraz z dodatkiem lub bez CCMP. Uzyskano znaczną redukcję stężenia niektórych specyficznych aldehydów i substancji reagujących z kwasem 2-tiobarbiturowym. Potwierdzono, że CCMP wykazuje także aktywność antyoksydacyjną, zwłaszcza w obecności askorbinian sodowego. Stwierdzono, że dodatek 12 mg CCMP i 550 mg askorbinianu sodowego na 1 kg mięsa wykazuje właściwości antyoksydacyjne podobne do 50 mg nitrytu. Dodatek trifosforanu sodowego w połączeniu z CCMP i askorbinianem sodowym jeszcze bardziej hamuje oksydację. Obecność azotynów w procesie peklowania mięsa jest też niezbędna dla zapewnienia aktywności antybakteryjnej. Azotyn sodu reaguje ze związkami zawierającymi żelazo w komórce bakteryjnej (ferrodoksyna) oraz działa na spory Cl. botulinum po wyrośnięciu, a przed wydzieleniem toksyn i w ten sposób hamuje ich rozwój. Inna teoria tłumaczy inhibitujące działanie azotynu tworzeniem w czasie obróbki termicznej nieznanego bliżej związku „czynnika Periego". Stosowanie mniejszych dawek azotynów niż 120 ppm powoduje wprawdzie powstanie odpowiedniej barwy i cech smakowo-zapachowych, nie zapewnia jednak bezpieczeństwa mikrobiologicznego. Alternatywne składniki antybakteryjne, na które obecnie zwraca się uwagę, to głównie sorbinian potasu, podfosforyn sodu, kwas mlekowy, jego sole oraz kultury bakterii kwasu mlekowego, niektóre przeciwutleniacze, nizyna, estry fumarowe i polifosforany. Z wymienionych substancji dokładnie przebadany został i uznany za bezpieczny dodatek sorbinianu potasu. Inhibitujące działanie na Cl. botulinum, porównywalne z działaniem z ok. 150 ppm nitrytu, wykazywało 2600 ppm sorbinianu potasowego. W innych badaniach stwierdzono, że sorbinian potasu w ilości 0,26% lub kwas sorbowy w ilości 0,2% hamują rozwój Cl. botulinum co najmniej tak samo skutecznie jak 150 ppm azotynu. Sorbinian potasu wykazuje działanie antybakteryjne niezależnie od tego czy towarzyszy mu azotyn czy też nie. Cechy sensoryczne przetworów z dodatkiem sorbinianu potasu i niewielkiej ilości nitrytu były akceptowane w stopniu porównywalnym z przetworami z mięsa peklowanego tylko nitrytem. Badano możliwość użycia podfbsfbrynu sodu w celu zahamowania wzrostu Cl. botulinum w bekonie peklowanym bez udziału nitrytu. Okazało się, że poziom 3000 ppm podfosforynu sodu wykazywał analogiczny skutek jak 120 ppm nitrytu, a oddziaływanie antybakteryjne tego związku rosło w obecności soli i w miarę wzrostu kwasowości środowiska. W badaniach nad wpływem licznych dodatków antybakteryjnych w systemie peklowania bez nitrytu, a z udziałem CCMP wykazano, że antybotulinowa aktywność podfosforynu sodu przy poziomie 3000 ppm odpowiadała dodatkowi nitrytu w ilości 150 ppm. W innych badaniach dowiedziono, że użycie podfosforynu sodu pozwala na trzykrotną redukcję dawki azotynów i jednocześnie zapobiega tworzeniu się nitrozoamin oraz hamuje wytwarzanie enterotoksyny botulinowęj. Podfosforyn sodu jest odpowiedni do użycia w systemie wolnym od nitrytu, jest substancją łatwo rozpuszczalną, lekko słodką w ocenie organoleptycznej. Spośród fosforanów skuteczny okazał się też kwaśny pirofosforan sodu, którego działanie antybakteryjne w rozdrobnionej wieprzowinie i wołowinie było tak samo efektywne jak nitrytu w środowisku o wartości pH = 6,0. Aktywność antybakteryjna tego związku była wyraźnie lepsza przy pH-6,0 niż przy pH - 5,7 czy 6,3. Inni badacze zajmowali się z kolei antybakteryjnym działaniem fumaranów. Wykazano, że poziom 1250-2500 ppm fumaranu metylu i etylu odpowiada efektywnemu działaniu 120 ppm nitrytu w inhibitowaniu toksycznego działania zarodników Cl Botulinum. Nie badano natomiast estrów fumaranu pod względem ich wpływu na akceptowalność sensoryczną przetworów mięsnych. Skutecznym sposobem kontroli aktywności mikrobiologicznej w mięsie może być użycie niskich dawek promieni y w niskich temperaturach, co pozwala na całkowitą eliminację nitrytu. W praktyce jednak niewielkie stężenie nitrytu lub jego substytutów powinno być stosowane w celu uzyskania charakterystycznej barwy i zapachu produktów peklowanych. Korzystne rezultaty osiągnięto stosując niewielkie dawki naświetlania promieniami y w niskich temperaturach w połączeniu z dodatkiem CCMP. Dodatek do solanek bekonowych kwasu mlekowego lub bakterii kwasu mlekowego w połączeniu z łatwo fermentującymi sacharydami był stosowany z dobrym skutkiem jako substytuty nitrytu o działaniu inhibitującym rozwój mikroflory. Kombinacja sacharozy i czystych kultur Lactobacilius również powodowała wystarczającą stabilność mikrobiologiczną szynek, które były uważane za podobne pod względem cech sensorycznych do peklowanych konwencjonalnie. Dodatek do mięsa nizyny (antybakteryjny produkt bakterii fermentacji mlekowej) w ilości 75 ppm był bardziej efektywny niż 150 ppm nitrytu w działaniu inhibitującym rozwój Cl. sporogenes. Niektóre z fenolowych antyoksydantów wykazują równocześnie aktywność antybakteryjną. Najlepszy efekt uzyskano stosując butylohydroksyanizol, który powstrzymywał wzrost Cl. botulinum już w stężeniu 50 ppm. Inne fenolowe przeciwutleniacze: butylohydroksytoluen, galusan propylu czy trzeciorzędowy-butylohydroksychinon okazały się mniej efektywne. Ujemnym aspektem działania tych związków jest ich migracja do fazy tłuszczowej, co obniża efektywność ich oddziaływania na mikroflorę mięsa. Zgodnie z raportem Akademii Nauk Stanów Zjednoczonych działania w zakresie zmniejszenia ryzyka przy spożywaniu żywności zawierającej azotany i azotyny powinny obejmować: badania nad fizjologicznym, a zwłaszcza rakotwórczym oddziaływaniem azotynów i azotanów,znalezienie alternatywnych substancji w procesie peklowania mięsa,zmniejszenie zawartości azotanów i azotynów w warzywach i wodzie,doskonalenie technologii w kierunku ograniczenia tworzenia się amin i związków nitrozowych.Prowadzone badania i ich wykorzystanie w praktyce przyniosło już pozytywny skutek. Opublikowany niedawno raport Departamentów Rolnictwa i Weterynarii Stanów Zjednoczonych stwierdza, że w ciągu ostatnich 25 lat spożycie N-nitrozoamin z żywnością zmniejszyło się 10-krotnie. Za bezwzględnie konieczne należy uznać także w Polsce wprowadzenie ciągłej kontroli skażeń wszystkich elementów środowiska, a więc żywności, powietrza, wody, gleby, co pozwoliłoby na obserwacje występujących trendów i wczesne zapobieganie rzeczywistym zagrożeniom. Nie ulega wątpliwości, że poszukiwanie alternatywnych metod peklowania mięsa zmierzających do redukcji bądź eliminacji azotynów jest konieczne w celu zmniejszenia ryzyka powstawania N-nitrozoamin. Badania w tym zakresie okazały się w wielu przypadkach pomyślne. W wyniku tych doświadczeń uzyskano przetwory z mięsa peklowanego bez udziału nitrytu lub z jego niewielkim udziałem, bezpieczne mikrobiologicznie i akceptowalne sensorycznie. W dalszym ciągu podstawową trudność sprawia znalezienie, w miejsce nitrytu, substancji kształtujących profil smakowo-zapachowy przetworów peklowanych oraz znalezienie równie skutecznego jak azotyn sodu inhibitora wzrostu mikroflory patogennej, a zwłaszcza Clostridium botulinum. Autor: Marek Cierach
-
Jeszcze jeden wpis o charakterze politycznym i posypia się ostrzeżenia (na początek).
-
Przyprawy znane i nieznane w przetwórstwie mięsa.
Maxell opublikował(a) temat w Jelita, osłonki, przyprawy i dodatki
Przyprawy znane i nieznane w przetwórstwie mięsa Trudno dziś sobie wyobrazić dobrze funkcjonujący zakład przetwórstwa mięsa, w którym nie stosuje się technologii bez dodatków funkcjonalnych, jak i przypraw. Asortyment dodatków, które można stosować w przetwórstwie mięsa jest bardzo szeroki. Obok podstawowych surowców stosowanych do produkcji na stałe wrosły one w strukturę technologiczną każdego z zakładów, decydując o atrakcyjności wytwarzanych produktów. Przyprawy ziołowe są znane i stosowane przez ludzi od bardzo dawna. Urozmaicają pożywienie, poprawianego strawność, a także działają konserwująco. Uważa się, że zioła są duszą i chwałą kucharzy. Świeże przyprawy podnoszą wartość odżywczą potraw, wzbogacając je w witaminy i sole mineralne. Delikatnej woni gotowym daniom nadają liście rozmarynu i tymianku, smak zup poprawia zapach liści lubczyku i selera. Wiele ziół ułatwia trawienie, zaliczyć do nich można: kminek, kolendrę, koper, rozmaryn i anyż. Starożytni Rzymianie dbając o swoje zdrowie, zazwyczaj kończyli uczty spożywając ciasteczka anyżkowe, Hindusi zaś podają pod koniec obfitego posiłku talerz prażonych nasion anyżku. Liście ze świeżych ziół najczęściej używano do konserwowania szybko psującej się żywności. W średniowieczu mięso zawijano w liście wrotycza, w dawnej Polsce do tego celu wykorzystywano liście chrzanu. Zawarte w nich substancje chroniły przed działaniem bakterii gnilnych a jednocześnie mięso kruszało i nabierało aromatu. Na smakowitość żywności, w tym także mięsa i jego przetworów składają się naturalne składniki smakowe i zapachowe występujące w surowcach oraz powstające w wyniku procesów przetwórczych i przechowalniczych, dodatki wprowadzone podczas przetwarzania i produkty ich interakcji z substratem, jak również substancje dodatkowe smakowo-zapachowe, naturalne i identyczne z naturalnymi, które wprowadzono podczas przetwarzania w celu nadania produktom specyficznego wrażenia smakowitości. Podział przypraw Do każdego asortymentu produktów, w tym szczególnie do przetworów mięsnych, można zastosować odpowiednio dobrane przyprawy i dodatki przyprawowe. Przyprawy definiowane są jako naturalne produkty roślinne lub ich mieszanki używane do poprawiania smaku i aromatu potraw. Jako przyprawy stosowane są różne części roślin, takie jak owoce, nasiona, kwiaty, liście, ziela, kory, korzenie i kłącza (PN-R-87022). W zależności od pochodzenia przyprawy dzieli się na kilka grup (tabela 1). Według innego podziału przyprawy dzieli się na trzy rodzaje: - ziołowe, - korzenne i - warzywne. Do przypraw ziołowych zalicza się tymianek, bazylię, majeranek, cząber i rozmaryn. Do przypraw korzennych zalicza się pieprz, imbir, cynamon, wanilię, ziele angielskie, goździki, gałkę muszkatołową a najczęściej stosowanymi przyprawami warzywnymi są czosnek i cebula. Mieszanki przyprawowe są opracowywane dla określonych typów produktów. W ich składzie obok podstawowego składnika, jakim są surowce roślinne, stosuje się dodatki koncentratów aromatów naturalnych, substancje wzmacniające smak, sól, cukier oraz substancje mineralne. Do tej grupy zalicza się również substancje posiadające własny smak, np. słodki (cukier), kwaśny (ocet) lub słony (sól). Sole przyprawowe stanowią mieszaniny zawierające do 40% soli kuchennej i co najmniej 15% przypraw lub preparatów przyprawowych. Przyprawy dekoracyjne są dodawane do przetworów w celu przyprawienia, jak również nadania specyficznego wyglądu, stosowane powierzchniowo, np. na salami. Ekstrakty przyprawowe są to wyciągi z przypraw o sile przyprawowej przewyższającej naturalne przyprawy. Zioła zawierają mniejszą ilość olejków eterycznych i dlatego mają delikatniejszy zapach od przypraw. Przyprawy i zioła mogą być używane w różnych formach jako suszone lub zmielone, w zależności od wymagań technologicznych, stosowane najczęściej w ilości 0.5-1%. Rozdrabnianie surowców przyprawowych stosuje się w celu uzyskania jednolitej, określonej granulacji. W celu zachowania pełni aromatu proces rozdrabniania przypraw prowadzi się w obniżonej temperaturze i atmosferze gazów obojętnych. Przyprawy w postaci oleożywic są bardziej jednorodne i mocniejsze niż w postaci naturalnej. Mogą być naniesione na nośniki, takie jak np. sól, dekstryna i cukier. Wówczas są łatwiejsze w odmierzaniu i praktycznym stosowaniu. Olejki eteryczne są bardzo skoncentrowanym źródłem aromatu i używa się ich w bardzo niewielkich ilościach, od 0,01% do 0,1%. Olejki mogą być wyciśnięte, destylowane lub ekstrahowane przy użyciu różnych rozpuszczalników. Przyprawy i substancje aromatyzujące stosowane w przetwórstwie mięsa Substancje smakowo-zapachowe, do których zalicza się przyprawy, są zatem niezbędnymi składnikami stosowanymi w przetwórstwie żywności. Są one dodawane do żywności między innymi w celu nadania produktowi określonych właściwości smakowo-zapachowych, zmodyfikowania lub uzupełnienia smakowitości, która już istnieje, odtworzenia smakowitości utraconej podczas procesu przetwórczego, symulowania smakowitości naturalnej, maskowania niepożądanych łub też mniej pożądanych właściwości smakowo-zapachowych lub stworzenia nowego wcześniej nie znanego smaku. W przetwórstwie mięsa dodatek przypraw ma przede wszystkim na celu wykształcenie odpowiedniego smaku i aromatu produktu. Poszczególne przyprawy różnią się rodzajem i zawartością sensorycznie aktywnych substancji obejmujących składniki zapachowe lotne z parą wodną olejki eteryczne, jak też bezzapachowe substancje smakowe, głównie alkaloidy i glikozydy. Aromatyczność, wonność przypraw zależy od zawartości w nich olejków eterycznych. W przetwórstwie mięsa do najczęściej i najpowszechniej stosowanych należą przyprawy i uzyskiwane z nich substancje aromatyzujące, które zestawiono w tabeli 2 opracowanej na podstawie materiałów przedstawionych przez Rutkowskiego (2004). W przetwórstwie mięsa najczęściej stosowanymi i rozpowszechnionymi przyprawami są pieprz czarny i biały, papryka, jałowiec, gorczyca, gałka muszkatołowa, goździki, majeranek, czosnek, rozmaryn, kardamon, kolendra, ziele angielskie, bazylia, kminek, imbir, rozmaryn, tymianek, liść laurowy, cebula, czosnek, czarnuszka. Substancje aromatyczne zawarte w niektórych przyprawach, np. w czarnym pieprzu, kminku, majeranku, gałce muszkatołowej, goździkach, papryce, czosnku dodanych do wędlin w wyniku ich ogrzewania podczas procesu technologicznego powyżej 100°C ulegają w znacznym stopniu rozkładowi lub wykazują nawet pewne odchylenia aromatu jak np. w przypadku imbiru. Właściwości przypraw Przyprawy mogą wywierać działanie antyoksydacyjne, antybakteryjne i barwiące. Większość stosowanych w kuchni przypraw zawiera duże ilości naturalnych przeciwutleniaczy. Takie przyprawy, jak np. papryka, pieprz, majeranek czy oregano zawierają związki polifenolowe, które mają silne właściwości antyoksydacyjne i opóźniają np. jełczenie tłuszczu. Wzbogacanie przetworów, jak również zastosowanie ziołowych przypraw do codziennych posiłków poprawia walory zdrowotne diety. Wiele przypraw, jak np. czosnek, wykazuje działanie bakteriobójcze i bakteriostatyczne. Zastosowanie ich zwiększa bezpieczeństwo produkcji przetworów mięsnych. Odpowiednio dobrane przyprawy dodane do mięsa i przetworów, pozwalają również na zredukowanie ilości soli stosowanej w procesie przetwórczym. Stanowi to bardzo istotny aspekt zastosowania przypraw również z żywieniowego punktu widzenia. Odpowiednio skomponowane przyprawy, są też często stosowane w przetworach o obniżonej i zredukowanej zawartości tłuszczu. Związane jest to z zainteresowaniem konsumentów przetworami mięsnymi o zmniejszonej zawartości tłuszczu pochodzenia zwierzęcego, będącego źródłem największej ilości kalorii a także cholesterolu. Otrzymanie niskotłuszczowej żywności pochodzenia zwierzęcego, nie jest zadaniem prostym, gdyż tłuszcz, który obok białka i wody jest głównym komponentem produktów mięsnych, w istotny sposób wpływa na jakość wędlin. Kształtuje on teksturę produktu, a także jego smakowitość i soczystość. Dodatek odpowiednio dobranych przypraw, wzmacniających smak utracony wskutek ubytku tłuszczu recepturowego, pozwala na pełną satysfakcję konsumenta, przy równoczesnych - jak w przypadku redukcji chlorku sodu - korzystnych aspektach zdrowotnych. Dodatek przypraw poza podnoszeniem walorów smakowych i zapachowych żywności, w tym także mięsa i przetworów mięsnych, może wpływać na stan zdrowia, zapobiegać niektórym chorobom lub łagodzić dolegliwości. Ma również znaczenie profilaktyczne, chroniąc przed dolegliwościami, szczególnie przewodu pokarmowego, wątroby, dróg żółciowych, moczowych. Lecznicze działanie wykazują takie przyprawy, jak przykładowo bazylia, cząber, kminek, kolendra, lubczyk, majeranek, mięta, szałwia, koper - poprawiające pracę przewodu pokarmowego, gorczyca - która wykazuje działanie ochronne dla błon śluzowych żołądka przed podrażnieniem, jałowiec - który ma działanie moczopędne i obudzające pracę przewodu pokarmowego, melisa - reguluje trawienie, działa uspokajająco i nasennie, szałwia ma właściwości przeciwzapalne, zapobiega poceniu się i obniża poziom cukru we krwi, tymianek – charakteryzuje się działaniem wykrztuśne w chorobach układu oddechowego, czosnek - pobudza wydzielanie soków trawiennych, działa bakteriobójczo, przeciwmiażdżycowo oraz obniża ciśnienie krwi. Dane literaturowe wskazują na to, że mieszanki przyprawowe mogą być stosowane również do świeżego mięsa wieprzowego i wołowego, przechowywanego w warunkach chłodniczych, wpływając na opóźnianie wzrostu bakterii. Dzięki zastosowaniu mieszanek przyprawowych dynamika wzrostu bakterii, szczególnie Pseudomonas, Enterobacteriaceae i bakterii kwasu mlekowego w porcjowanym mięsie wieprzowym zostaje opóźniona. Zastosowanie różnych mieszanek przyprawowych może przedłużyć trwałość porcjowanego mięsa wieprzowego o jeden do dwóch dni. Stan mikrobiologiczny przypraw i metody dekontaminacji surowców przyprawowych Przyprawy występują w postaci całych lub zmielonych części roślin, ich mieszanek, olejków eterycznych, ekstraktów oraz mikrokapsułkowanych preparatów przyprawowych. Przyprawy rozdrobnione łatwiej uwalniają aromat i są równomierniej rozprowadzane w żywności. Zdecydowaną większość w światowym handlu stanowią całe, nie rozdrobnione przyprawy (70-75%). Na pozostałą część przypadają przyprawy rozdrobnione i ekstrakty przypraw w płynie. Surowce przyprawowe w postaci wysuszonej, całe lub rozdrobnione są nośnikami zanieczyszczeń mikrobiologicznych i mogą je wprowadzać do produktów wytworzonych z ich udziałem. Przyprawy w postaci suszonej mogą być zanieczyszczone, a na stopień i rodzaj zanieczyszczenia mogą mieć wpływ takie czynniki, jak pierwotne skażenie surowców roślinnych, niewłaściwe warunki suszenia, magazynowania, transportu i przechowywania. Dodatek zanieczyszczonych przypraw może wpłynąć na zwiększenie zanieczyszczenia gotowego produktu, co w szybkim czasie znajdzie odzwierciedlenie w niższej jakości wyrobu i krótszym okresie przydatności do spożycia. Dla eliminacji i redukcji skażenia mikrobiologicznego do poziomu zapewniającego bezpieczeństwo ich spożycia przyprawy poddawane są dekontaminacji metodami fizycznymi lub chemicznymi. Drobnoustroje znajdujące się w przyprawach mogą powodować pogorszenie jakości przetworów, do których zostały dodane, a nawet spowodować ich zepsucie. Dominującą mikroflorę przypraw stanowią laseczki tlenowe z rodzaju Bacillus, które stanowią naturalną mikroflorę gleby, powietrza i wody. W sprzyjających warunkach wilgotności i temperatury dochodzi często do rozwoju pleśni i produkcji mikotoksyn, które są toksyczne dla człowieka. Duża liczba drobnoustrojów, w tym również gatunków chorobotwórczych i toksycznych, w surowcach zielarskich zmusza do stosowania metod pozwalających na obniżenie liczby drobnoustrojów. Do czynników chemicznych redukujących liczbę bakterii, wirusów i grzybów w surowcach przyprawowych stosowane są bromek metylu, tlenek etylenu, ozon, formaldehyd i alkohol etylowy. Skuteczna metodą wyjaławiania przypraw jest też zastosowanie ekstruzji. Metoda ta polega na równoczesnym działaniu wysokich temperatur i ciśnień. Lepsze wyniki dekontaminacji surowców ziołowych i przyprawowych uzyskuje się w wyniku stosowania metod fizycznych, do których zalicza się stosowanie dwutlenku węgla pod ciśnieniem, mikrofale, wysokie ciśnienie hydrostatyczne, promieniowanie podczerwone, jonizacyjne lub parą wodną pod ciśnieniem. Nowe metody stosowane w celu obniżenia liczby drobnoustrojów w surowcach ziołowych i przyprawowych polegają na wykorzystaniu działania fal o wysokiej częstotliwości. Nie mniej pomimo istnienia tak rozlicznych metod tylko nieliczne spośród wymienionych mogą znaleźć zastosowanie praktyczne zapewniające wysoką skuteczność sterylizacji typowej mikroflory surowców ziołowych, przy równoczesnym zachowaniu jakości obecnych w nich składników biologicznie czynnych. Na podstawie przeglądu metod i ich skuteczności, praktyczne zastosowanie mogą znaleźć zastosowanie promieniowania jonizującego, pary wodnej pod ciśnieniem, ozonowanie i zastosowanie wysokiego ciśnienia hydrostatycznego. Aromat przypraw Aromat naturalnych przypraw składa się z łatwo lotnych olejków eterycznych i cięższych ekstraktów. Poprzez ich ekstrakcję rozpuszczalnikami lub destylację z parą wodną można izolować frakcje olejków eterycznych i ekstraktów. Substancja aromatyczna to pojedynczy związek chemiczny lub mieszanina związków uzyskiwanych z naturalnego surowca, najczęściej na drodze ekstrakcji lub w wyniku syntezy chemicznej. Dzieli się je na trzy grupy: substancje naturalne, substancje identyczne z naturalnymi i syntetyczne substancje aromatyczne. W przemyśle spożywczym stosowane są również aromaty syntetyczne, które imitują aromat naturalnych surowców i produktów. Jakość tych aromatów jest bardzo wysoka i trudna do odróżnienia od naturalnych. W przetwórstwie mięsa dla otrzymania aromatów syntetycznych przeprowadza się reakcje z udziałem hydrolizatów białkowych np. z soi, glutenu pszenicy, kukurydzy, zarodków pszenicy, orzechów ziemnych. Stosuje się również hydrolizaty białek mięsnych i kazeiny. Przewiduje się, że w przetwórstwie mięsa w najbliższej przyszłości dużą rolę odegrają preparaty aromatyzujące, skomponowane jako nowe smaki imitujące przykładowo duszone, smażone, pieczone, grillowane różne gatunki mięsa. Zalicza się do nich również wzmacniacze smakowitości imitujące wywary mięsne, pieczone mięsa czy peklowane szynki. Substancje wzmacniające smak i zapach Cechy sensoryczne produktów spożywczych, w tym także przetworów mięsnych, przede wszystkim takie jak smak i zapach, kształtowane są poprzez dodatek przypraw i związków aromatyzujących, najczęściej naturalnego pochodzenia. O smaku produktów decydują oprócz naturalnych smaków pochodzących z surowców, dodatki, które posiadają wyraźny, charakterystyczny smak. Istnieje grupa związków pełniących rolę tzw. polepszaczy smakowych. Związki te nie posiadają swoistego smaku lub jest on bardzo słabo wyczuwalny. Mają natomiast wpływ na odczucie smaku innych substancji, modyfikują go, zmieniają na korzystniejszy, niwelują lub maskują smaki niepożądane. Określa się je również intensyfikatorami smaku, wzmacniaczami, synergentami lub potencjatorami smaku. Mechanizm ich działania na receptory smakowe i rola w poprawie smakowitości potraw są mało poznane. Przypisuje się im właściwości otwierania kubków smakowych zawierających receptory smakowe w jamie ustnej, przez co odczuwa się pełnię smaku spożywanego produktu spożywczego. Związki te dodane do potraw mięsnych, rybnych, warzywnych, jak też zup, sosów i produktów typu „snak" wzmacniają naturalną smakowitość potraw. Do związków tych zalicza się między innymi kwas glutaminowy, guanylowy i inozynowy oraz ich sole. Do najczęściej stosowanych związków w przemyśle spożywczym i gastronomii. w tym w szczególności w przetwórstwie mięsa wzmacniających smak, zalicza kwas L-glutaminowy, a szczególnie jego sól sodową monoglutaminian sodu. Intensyfikatory smaku są obecne również w naturalnej żywności. Wolny kwas glutaminowy znajduje się w mięsie i drobiu, serze, pomidorach, rybach. Przykładowo w wieprzowinie, wołowinie i mięsie kurcząt odpowiednio na poziomie: 23, 33 i 70 mg/100 g. Równie powszechną zawartość innych wymienionych intensyfikatorów smaku zawierają warzywa, grzyby, ryby morskie, produkty mięsne i mleczne. Obecność glutaminianu sodu i 5'rybonukleotydów w mięsie, grzybach i warzywach wykorzystano poprzez zastosowanie ich jako intensyfikatorów smaku w przemysłowym wytwarzaniu przetworów i potraw. Wykorzystanie synergistycznego działania intensyfikatorów smaku pozwala na obniżenie kosztów przetworów i potraw oraz zminimalizowanie dodawanego, nie zawsze dobrze tolerowanego glutaminianu sodu. Preparaty dymu wędzarniczego Preparaty aromatyczne oznaczają produkty zagęszczone lub ich mieszaniny, o właściwościach aromatyzujących, otrzymane w wyniku odpowiednich procesów fizycznych albo w drodze procesów enzymatycznych lub mikrobiologicznych z produktów pochodzenia roślinnego lub zwierzęcego. Aromaty dymu wędzarniczego są ekstraktami dymu wędzarniczego stosowanego w tradycyjnych procesach wędzenia żywności. Preparaty dymu wędzarniczego znajdują szerokie zastosowanie w przetwórstwie żywności a szczególnie w przetwórstwie mięsa. Surowcami do otrzymywania preparatów dymu jest drewno buku, olchy i dębu. Do produkcji stosuje się również mieszanki drewna twardego, drewno dębu, hikory, jabłoni i wiśni. Preparaty dymu w wyniku zastosowania odpowiednich metod ich produkcji mogą być na bazie wody, na bazie oleju stosowane z solanką peklującą oraz w postaci suchej na nośnikach stałych, takich jak sól kuchenna, słód, skrobia, białka, przyprawy i inne. Preparaty dymu mogą być nanoszone na powierzchnię lub stosowane do wewnątrz produktu. Preparaty do nanoszenia na powierzchnię produktu stosuje się w komorach wędzarniczych lub specjalnie zaprojektowanych urządzeniach. Preparat na powierzchnie może być rozpylany przy użyciu dysz pneumatycznych lub hydraulicznych. Wykorzystuje się również termorozpylanie i ultradźwięki. Barwa produktu przy jednokrotnym stosowaniu preparatu jest jasnobrązowa. Kilka dawek naniesionych na powierzchnie pozwala na uzyskanie ciemniejszej barwy batonu. Preparaty stosowane do wewnątrz produktu pozwalają na nadanie wyrobom jedynie aromatu dymu. Ten sposób stosuje się zwykle do produktów pakowanych w osłonki barierowe. Różnorodne formy preparatów umożliwiają opracowanie nowych technologii przetwarzania i ich stosowanie do wędzonych wyrobów. Preparaty dymu wędzarniczego znajdują zastosowanie w takich kierunkach przetwórstwa żywności, jak wędliny, gotowe dania, fast-foody, dania wegetariańskie, produkty mrożone i żywność wygodna. Preparaty dymu wędzarniczego stosuje się w przemyśle mięsnym w celu zapewnienia produktowi finalnemu typowego smaku wędzenia. Skład preparatów jest podobny i równie bogaty jak dymu wędzarniczego. Na skład preparatów mają wpływ takie czynniki jak rodzaj zastosowanego surowca, sposób i parametry rozkładu drewna, sposób oczyszczania, zagęszczania i stabilizacji. Preparaty dymu posiadają podobnie jak dym wędzarniczy właściwości barwiące, aromatyzujące, bakteriobójcze i antyoksydacyjne. Preparaty dymu wędzarniczego otrzymywane z kondensatu dymu zostały uznane przez urzędy odpowiedzialne za bezpieczeństwo żywności jako bezpieczne i stanowią mniejsze zagrożenie zdrowotne od wędzenia tradycyjnego. Zawartość wielopierścieniowych węglowodorów aromatycznych w preparatach dymu wędzarniczego jest znacznie niższa w porównaniu z tradycyjnym dymem wędzarniczym. W wyniku zastosowania preparatów dymu wędzarniczego ogranicza się możliwość tworzenia N-nitrozoamin w wędzonych produktach w wyniku eliminacji tlenków azotu mogących tworzyć się w trakcie termicznego rozkładu drewna, ilość wprowadzonych do produktów wędzonych węglowodorów aromatycznych, smół i związków fenolowych wnikających lub dodawanych do produktów z preparatu jest niższa niż przy wędzeniu tradycyjnym i pozwala na lepszą ich kontrolę. Pożądane właściwości produktu wynikające z wędzenia, typowy dla wędzenia smak i zapach można regulować. Preparaty dymu wędzarniczego mogą być stosowane nie tylko w celu nadania smaku lub zapachu wędzonkowego, lecz również mogą być używane w celu wzmocnienia aromatu wędzonych produktów mięsnych lub jako uzupełnienie procesu wędzenia. Optymalna dawka preparatu zależna jest od zawartości wody i tłuszczu w aromatyzowanym produkcie. Stosowaniu preparatu dymu wędzarniczego mogą towarzyszyć zmiany odczucia poziomu słoności i niektórych przypraw. Przekroczenie dawki optymalnej dla danego preparatu powoduje pojawienie się w aromatyzowanym produkcie obcych nut smakowych i zapachowych. Wyczuwane są najczęściej negatywnie oceniane nuty kwaśne, ostre, pogorzeliskowe, chemiczne lub medyczne. Do zalet związanych ze stosowaniem preparatów zamiast wędzenia tradycyjnego należą przede wszystkim wysoka i powtarzalna jakość. Preparaty umożliwiają między innymi eliminację emisji szkodliwych lub niepożądanych substancji chemicznych do atmosfery, skrócenie czasu obróbki termicznej produktu, zmniejszenie ubytków masy w porównaniu z wędzeniem tradycyjnym, obniżenie kosztów. Nowości w aromatach wędzonkowych W wędzeniu tradycyjnym określone nuty smaku i zapachu produktu uzyskuje się w wyniku stosowania różnych gatunków drewna oraz przez dodatek ziół i przypraw. Z uwagi na trudności w standaryzacji i sterowaniu tymi czynnikami podjęto badania nad nowszym rozwiązaniem tego problemu. W wyniku współpracy kilku specjalistycznych firm niemieckich opracowano metodę uszlachetnienia produktów, polegającą na zastosowaniu aromatyzowanego dymu wędzarniczego. Dym aromatyzowany wytwarzany jest w automatycznie sterowanym urządzeniu do tzw. wędzenia uszlachetnionego. Technologia polega na wytworzeniu płynnego dymu wędzarniczego o neutralnym zapachu, a następnie jego aromatyzacji. Obecnie stosowanych jest wiele rodzajów dymu aromatyzowanego, jak przykładowo: jałowcowy, cytrynowy, przyprawowy, alkoholowy, czosnkowy, ziołowy, grillowy. Nowe rodzaje aromatów są w toku badań. Pozwoli to na stworzenie i wykreowanie nowych produktów o nowych ciekawych nutach smaku i zapachu. Trwałość wrażeń sensorycznych Smak i zapach, jak również wygląd zewnętrzny oraz konsystencja surowców i przetworów spożywczych, należą do czynników mających bezpośredni wpływ na ich wybór przez konsumentów. Smak i zapach należą równocześnie do bardzo istotnych wyróżników jakości żywności, w tym również, a może nawet w szczególności mięsa i jego przetworów i decydują o akceptacji produktu przez konsumenta. Większość preferencji dotyczących smaku i zapachu produktów spożywczych kształtuje się w dzieciństwie. Na tworzenie preferencji mają wpływ między innymi takie czynniki, jak tradycje żywieniowe rodziny, kultura środowiska. Są one również nierozerwalnie związane z typem produktu. W większości są akceptowane tam, gdzie występują lub gdzie są spodziewane. Dlatego też stworzenie nowych linii smakowo-zapachowych nie jest proste i poprzedzone jest długą i często żmudną procedurą testowania akceptowalności. Stworzenie nowej kombinacji substancji aromatycznych należy do najbardziej twórczych elementów podczas opracowywania nowych produktów. Specjaliści od kształtowania smakowitości muszą posiadać bardzo wysoką znajomość materiałów aromatyzujących i znać ich jakość. Dla stworzenia nowych linii smakowo-zapachowych potrzebna jest zdolność zapamiętywania właściwości oraz umiejętność ich odpowiedniego połączenia. Dla prawidłowego opracowania smakowitości nowego produktu potrzebne są między innymi takie informacje, jak opis charakteru pożądanego smaku, jak również znajomość upodobań grupy konsumentów. Zjawiska związane z natężeniem i czasem reakcji w procesie powstawania wrażeń sensorycznych zmieniają się w trakcie życia człowieka. Różnice te są szczególnie duże. gdy porównuje się postrzeganie bodźców smakowych i zapachowych w skrajnie zróżnicowanych grupach konsumentów - niemowlęta i małe dzieci oraz osoby w zaawansowanym wieku. Dla konsumentów dorosłych, w tym osób starszych, należy uwzględnić grupy osób, dla których postrzeganie smaku i zapachu jest modyfikowane lub upośledzone wskutek przebytych chorób lub pod wpływem leków. Najliczniejszą grupą osób, świadomych konsumentów, która wymaga ze względów fizjologicznych zmodyfikowanej oferty produktów spożywczych są osoby w starszym wieku. Autor: Halina Makała