Maxell
-
Postów
46 205 -
Dołączył
-
Ostatnia wizyta
-
Wygrane w rankingu
180
Typ zawartości
Profile
Forum
Wydarzenia
Mapa użytkowników
Sklep
Giełda
Treść opublikowana przez Maxell
-
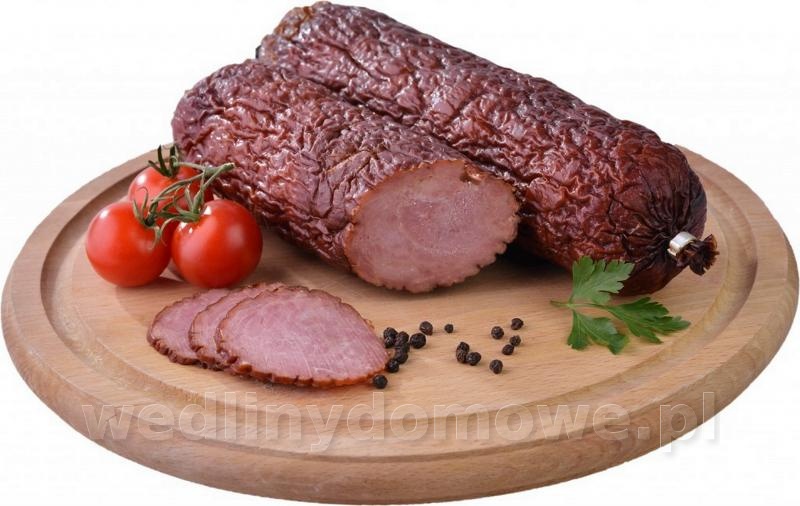
Kiełbasa krakowska parzona sucha – trochę historii
Maxell opublikował(a) temat w Polska tradycja masarska
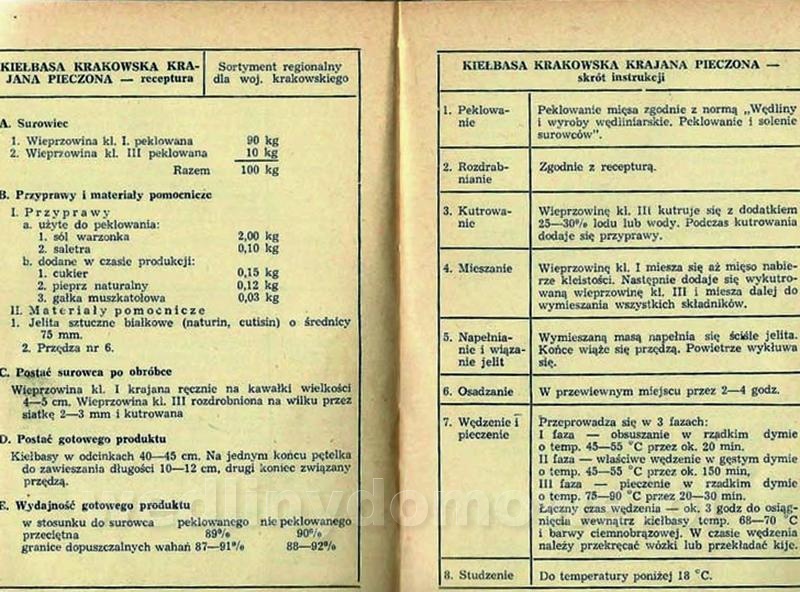
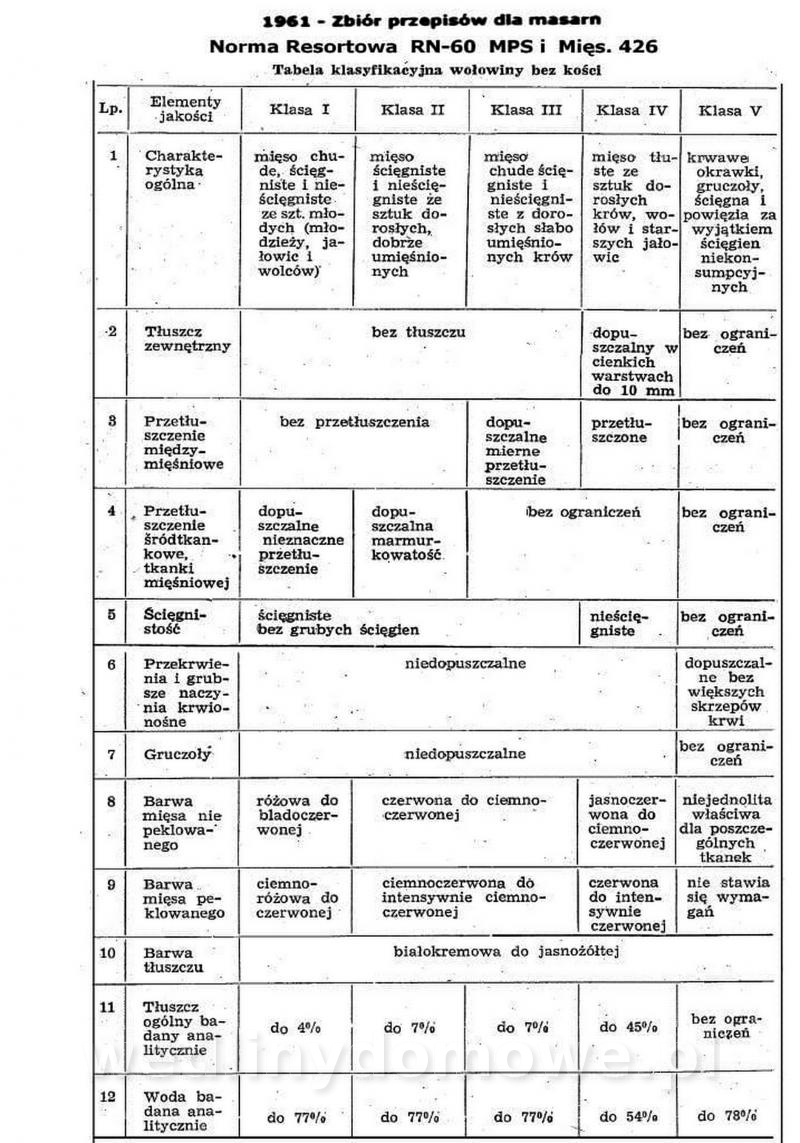
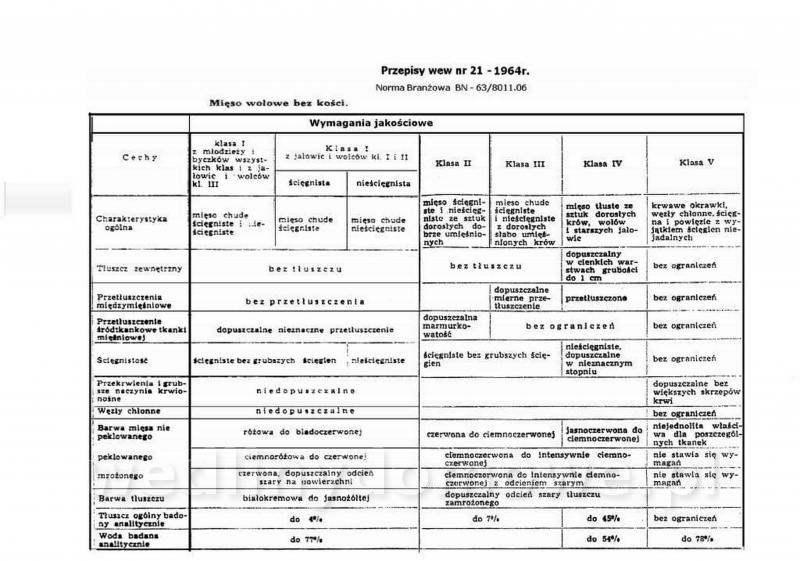
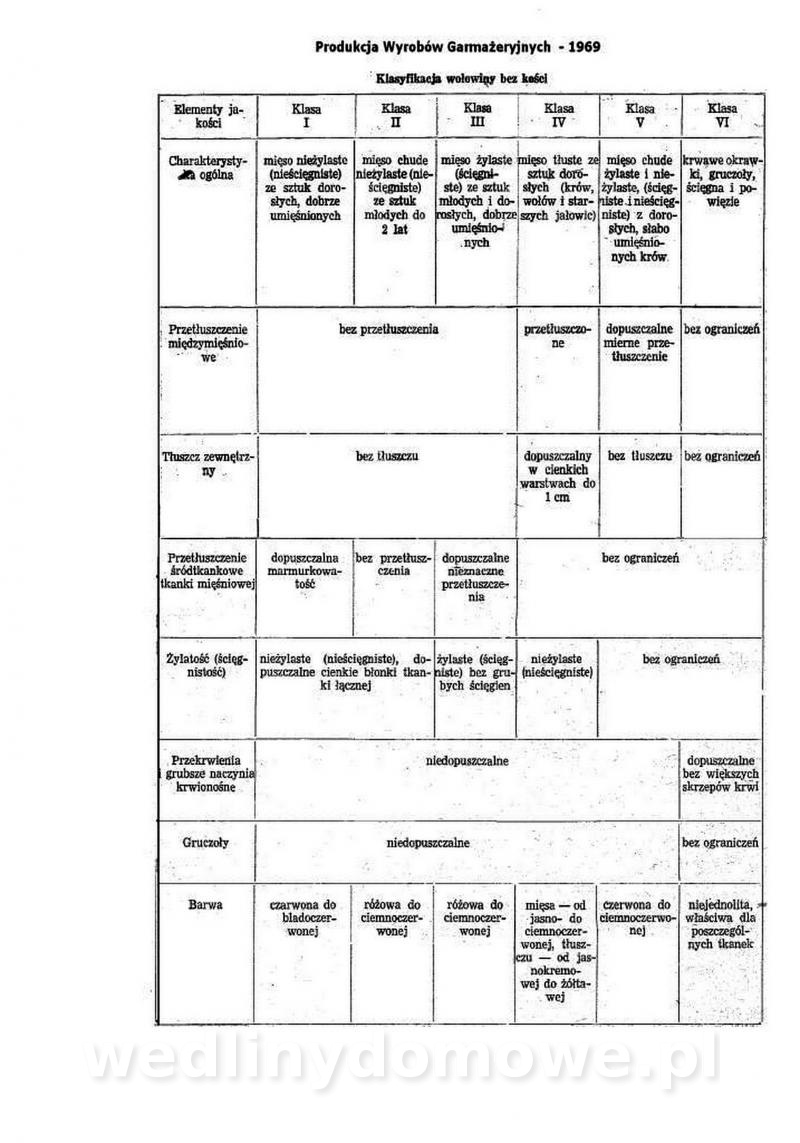
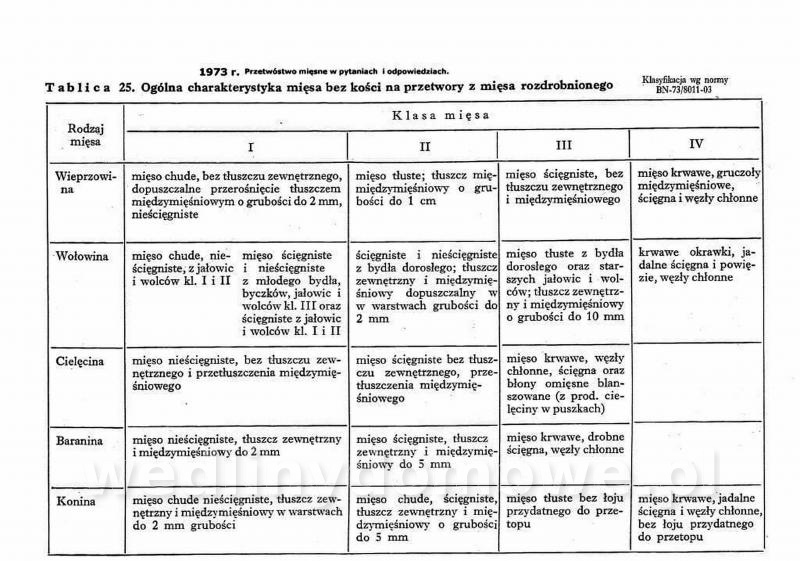
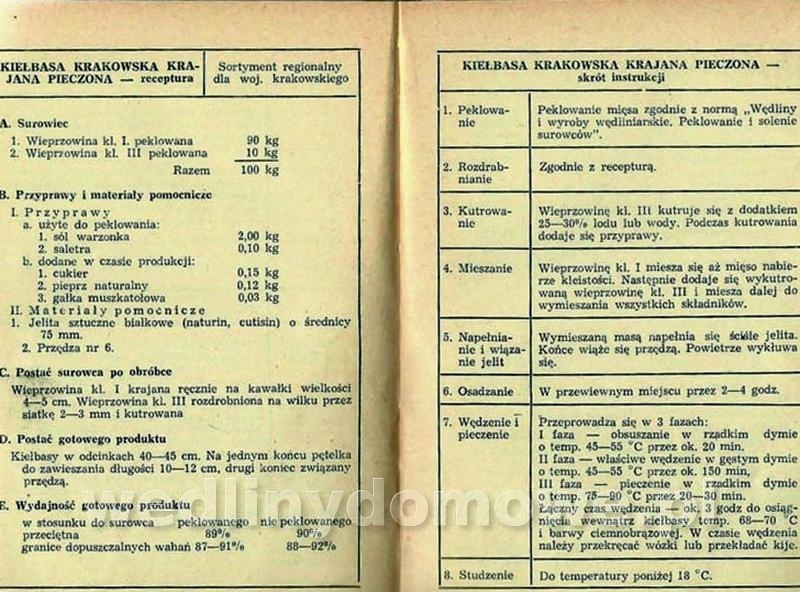
Kiełbasa krakowska parzona sucha – trochę historii Kiełbasa wytwarzana od XIX wieku w galicyjskim Krakowie z wysokiej jakości mięsa wieprzowego. Nie bez znaczenia był rozkaz Cesarza Franciszka Józefa I dotyczący wędlin, jakie spożywać mają oficerowie wyższych stopni. Miały to być bez wyjątku wyroby produkowane z najlepszych surowców i gwarantujące najwyższą satysfakcję smakową. Może wg tego “rozkazu” wytwarzana była kiełbasa krakowska i kiełbasa głogowska [obecnie z Głogowa Małopolskiego]. Oficerowie z garnizonów znajdujących się w Krakowie i Głogowie rozsławili te wędliny w całej Galicji. W Galicji przemysł masarski rozwijał się pomyślnie od wieków. Kiełbasę krakowską produkowały w tym czasie m.in. masarnie Wincentego Sataleckiego, Józefa Bialika, pierwsza Motorowa Fabryka Wyrobów Mięsnych Karola Chachłowskiego, w Krakowie. Żywiec był specjalnie karmiony, a dodawane przyprawy były ścisłą tajemnicą zakładów. Kiełbasa Krakowska Sucha to produkt tradycyjny, wywodzący się z krakowskich kiełbas grubo krajanych, związany z regionem, który funkcjonował w specyficznych warunkach małopolskiej enklawy gospodarczej. Tradycje masarsko-wędliniarskie w rejonie Krakowa rozwinięte były od wieków, co znajduje potwierdzenie w bogatych źródłach historycznych dotyczących tego regionu oraz w przepisach zawartych w książkach kucharskich. Są to stare receptury np. A. Rożyckiego z 1926 roku. Oto przykładowe przepisy: Krakowskie krajane kiełbasy - mięso bez kości z szynki, karkówki lub łopatki, należy usunąć tłuszcz i ścięgna. Jeżeli wędlina ma być tłusta, to tłuszcz należy osobno pokrajać w kostkę wielkości 1 cm. Przygotowane na kiełbasę mięso należy pokroić w drobne kostki wielkości 2 cm, zapeklować. Podana jest tam technologia produkcji tej wędliny i uzasadnienie poszczególnych faz produkcji. Krakowska grubo krajana kiełbasa - przygotowanie surowca i proces produkcji podobny jak wyżej, z tą różnicą: kawałki mięsa wieprzowego 3 cm, jeżeli dodano mięso wołowe, to kawałki tego mięsa, mają mieć wielkość 2 cm w fazie peklowania i dalej rozdrobnione na wilku przez siatkę 3 mm. Do tego rodzaju kiełbasy krakowskiej dodaje się tłuszcz pokrajany w kostkę wielkości 5 mm w ilości ok. 10 %. Kiełbasy te są przyprawiane: pieprzem, zielem angielskim, czosnkiem. Dla zapachu dodawano trochę kardamonu, gałki czy skórki cytrynowej. W książce kucharskiej POLSKA KUCHNIA I SPIŻARNIA Jadwigi Izdebskiej W-wa 1905 r. na stronach 414 i 415 podane są przepisy na: - kiełbasy wędzone krakowskie - usiekać 12 funtów wieprzowiny, dodać soli, pieprz, ziela angielskiego, majeranku, ząbki czosnku, kwaterkę wody, nadziać w kiełbaśnice ! obsuszyć wędzić w dymie 4 - 5 dni. - kiełbasy krakowskie, inny sposób - jako surowiec stosować polędwice i inne jasne mięśnie, pokroić go dość drobno, gdy kiełbasa była za chuda można dodać słoninę grubo posiekaną posolić, popieprzyć, kto lubi dodać czosnek. Po 8 - 10 godzinach, nadziać farsz dość ściśle w kiełbaśnice. Wędzić w dość gorącym dymie. Przepisy na kiełbasy krakowskie znajdują się również w książce Elżbiety Kierwackiej DOMOWE WĘDLINY W-wa 1928 r. Na str. 28 są tam przepisy: - Kiełbasa krakowska gotowana - surowiec; 3⁄4 wieprzowiny i 1⁄4 wołowiny miękkiej [ rozbef, krzyżowa, skrzydło, polędwica ] mięso kroi się ostrym nożem w kostkę , soli, pekluję, dodaje się pieprzu, ziela angielskiego . majeranku, ewentualnie czosnku. Miesza się dobrze z przyprawami. Po 24 godz. nadziewa się farsz do grubych kiszek wołowych. Długość batonów 50 c,. wędzi się w gorącym dymie 45 - 60 minut. Po uwędzeniu wrzuca się do wrzącej wody i trzyma się w niej batony 10 minut, nie gotując je. - Kiełbasa krakowska wędzona - Surowiec i przyprawy jak wyżej . Kiszki wołowe muszą być dobrze ubite, wałkowane, wiesza się w przewiewnym pomieszczeniu na 3 dni. Wędzić od 12 godzin do 3 dni zawsze w niegorącym dymie. Osłonki wykorzystywane do napełniania farszu są różne: kiełbaśnice, grubych, jelit wołowych , “kiszki szerokie”. Po 1945 roku dążenie do jakościowego rozwoju produkcji wędlin ujęto w formy norm standaryzacyjnych. Unormowano kwestie technologiczno-produkcyjne zgodnie z Normą nr RN-54/MPMIMI-Mięs-56 ustanowioną 30 grudnia 1954 roku, a w 1959 roku w oparciu o historyczne tradycję produkcji opracowano jednolite receptury wędlin wprowadzając w życie wydaną w Warszawie przez Centralny Zarząd Przemysłu Mięsnego PRZEPISY WEWNĘTRZNE NR 16 PW 16/59.Są tam zawarte receptury i procesy produkcyjne na Kiełbasę krakowską parzoną lub pieczoną suchą i Kiełbasę krakowską krajaną. pieczoną. Przy tej ostatniej jest adnotacja ”Asortyment regionalny dla woj. Krakowskiego” KIEŁBASA KRAKOWSKA PARZONA LUB PIECZONA SUCHA - SUROWIEC 1. Wieprzowina kl I 2. Wieprzowina kl II 3. Wieprzowina kl III 4. wołowina kl II 5. Słonina niesolona Zastępować można tylko wieprzowinę kl. III - wołowiną kl II. Rozdrobniona wieprzowina kl III i wołowina kl II -przez siatkę 2 mm i kutrowana. Słonina krajana na krajalnicy lub ręcznie w kostkę o krawędzi 5- 12 mm. Całość surowca może być krojona ręcznie. PRZYPRAWY- pieprz nat. 0,15 kg, gałka 0,03 kg , czosnek 0,007 kg. W 1986 roku zamiast gałki stosowano kminek 0,03 kg. Wydajność śr, 66 %.. Osłonki- jelita bydlęce środkowe 50 - 60 mm lub praktycznie stosowane jelit sztuczne białkowe 65 mm. Długość batonów 35 - 45 cm. Cena w PRL: 1kg w 1957 r. - 6o zł, w 1974 r. - 90 zł. WYMAGANIA-WYGLĄD ZEWNĘTRZNY Konsystencja - dość twarda. Powierzchnia - równomiernie pomarszczona, sucha, czysta. Osłonka ściśle przylega do masy mięsnej. Barwa- ciemnobrązowa z lekkim połyskiem, z prześwitami pod osłonką mięsa i tłuszczu. Przekrój – barwa mięsa ciemnoróżowa do wiśniowej. Struktura - wieprzowina chuda widoczna w kawałkach wielkości ok. 20 mm, wieprzowina tłusta w kawałkach ok. 10 mm, słonina pokrajana w kostkę wielkości 5 mm. Wszystkie składniki związane masą wiążącą i równomiernie rozmieszczone na przekroju. Związanie dobre. Konsystencja ścisła. Plasterki o grubości 2 mm nie powinny się rozpadać. Smak, zapach - charakterystyczny dla kiełbas parzonych suchych z mięsa wieprzowego, peklowanego i tłuszczu, z wyraźnym wyczuciem przypraw i wędzenia. Kiełbasa krakowska krajana pieczona - SUROWIEC 1.Wieprzowina kl I 90 kg - krajana ręcznie w kawałki wielkości 4 - 5 cm. 2. Wieprzowina kl III 10 kg - rozdrobiona na 2 mm i kutrowana. PRZYPRAWY- pieprz nat. 0.12 kg, gałka 0,03 kg. Wydajność śr, 90 %. Jelita sztuczne białkowe 75 mm. Długość batonów 40 - 45 cm. Cena w PRL: 80 zł WYMAGANIA WYGLĄD ZEWNĘTRZNY Konsystencja - ścisła Barwa - brązowa do ciemnobrązowej z odcieniem wiśniowym z lekkim połyskiem. Powierzchnia - gładka, sucha, czysta. Osłonka ściśle przylegająca do masy mięsnej. PRZEKRÓJ Barwa mięsa jasnoróżowa do różowej. Struktura - wieprzowina chuda w kawałkach [krojona ręcznie] wielkości ok. 50 mm związana masą wiążącą. Związanie - dobre. Konsystencja- ścisła. Plasterki grubości 2 mm nie powinny się rozpadać. Smak i zapach - charakterystyczny dla kiełbas czysto wieprzowych, pieczonych, podsuszanych z peklowanego mięsa z wyczuciem przypraw i wędzenia. Te dwie wędliny produkowane były również na eksport głównie do Niemiec i Anglii przez Zakłady Mięsne w Gnieźnie, Krotoszynie, Poznaniu i Sopocie wg. przepisów BN69/8015-11 PW 28/69. Kiełbasa krakowska parzona sucha obecnie produkowana przez zakłady przypomina raczej Kiełbasę krakowską krajaną pieczoną. Obecnie konsumenci kupują wędliny, które zawierają niewiele tłuszczu, a tym samym mniej cholesterolu. Co jest nieprawdą, nie ma bowiem korelacji między zawartością cholesterolu a zawartością tłuszczu. Są prace naukowe, które to pokazują. Ale nawyki i błędne przekonanie konsumentów są nie do pokonania. W USA produkowana jest też kiełbasa krakowska z chudej peklowanej wieprzowiny jak: szynka, schab, polędwica, chude części karkówki, pokrojonej w kawałki ok. 13mm, wymieszać z przyprawami a ich jest wg, receptury 8, nadziać w osłonki. Osadzać w lodówce 3 dni i uwędzić. Szczegóły patrz - W. R. Anderson DOMOWE KIEŁBASY str. 170, 171. Autor: Waldemar Jaworski
-
Peklowanie – temat powracający jak bumerang Peklowanie Peklowanie to metoda znana od stuleci, wykorzystywana w przetwórstwie mięsa zarówno domowym jak i przemysłowym, w wielu wyrobach różnego rodzaju. A jednak wątpliwości dotyczące bezpieczeństwa stosowania azotanów (III i V) cyklicznie pojawiają się w literaturze naukowej, w dyskusjach publicznych, w debatach dotyczących zmiany przepisów związanych z ich stosowaniem. Azotanów używa się przede wszystkim jako konserwantów, które zabezpieczają produkt przed rozwojem wielu mikroorganizmów. W szczególności docenia się jego rolę w hamowaniu rozwoju Clostridium botulinum – laseczki jadu kiełbasianego. Azotan (III) sodu dodany do mięsa jest redukowany do tlenku azotu a ten wchodzi w reakcje z wieloma różnymi składnikami mięsa. Reagując z barwnikiem mięsa – mioglobiną tworzy nitrozomioglobinę, która utrwalona w procesie ogrzewania zamienia się w niktrozohemichromogen – trwały różowo-czerwony barwnik mięsa. Barwa uzyskana w procesie peklowania jest pozytywnie kojarzona przez konsumentów. Reakcje z innymi białkami oraz z tłuszczami prowadzą do wytworzenia smaku i zapachu charakterystycznych dla mięsa peklowanego. Dodatkowo, azotan działa przeciwutleniająco, co powoduje, że przetwory mięsne mają stosunkowo trwały, niezmieniający się smak. Powstawanie związków, które kojarzone są często ze zbyt długim przechowywaniem mięsa gotowanego, w produktach poddanych peklowaniu jest ograniczone. Mimo że azotany znajdują się naturalnie w różnych produktach spożywczych, największe obawy związane są z ich obecnością w przetworach mięsnych. Problem jest poruszany być może dlatego, że do tych przetworów azotany dodawane są celowo jako czynnik peklujący. Źródła azotanów w diecie człowieka Największe ilości azotanów (V) znajdują się w warzywach takich jak sałata, czerwone buraki, szpinak czy rukola. W 100 g sałaty może się znaleźć od 12-267,8 mg, w 100 g szpinaku od 23,9 – 387,2 mg azotanów (V) a w 100 g buraków od 168-359 mg. Tak duża rozpiętość ilościowa wynika z rodzaju gleby, na której warzywa były uprawiane, sposobu nawożenia, ilości azotanów w wodzie służącej do podlewania, nasłonecznienia czy okresu wegetacyjnego rośliny. Różne części roślin akumulują azotany w różnym stopniu, stąd jeżeli to liście są częścią spożywaną – azotanów jemy więcej a jeśli owoce – mniej. Należy podkreślić, że w całej Unii Europejskiej ustalone są najwyższe dopuszczalne poziomy azotanów V dla niektórych warzyw zielonych i tak np. w sałacie gruntowej zbieranej od października do marca dopuszcza się do 500 mg w 100g, dla rukoli zbieranej w tym samym okresie 700 mg w 100 g a dla szpinaku 350 mg w 100 g. Poza warzywami limitem objęte są przetwory produkowane na bazie zbóż oraz żywność dla niemowląt i małych dzieci – maksymalny poziom wynosi 200 mg/100 g. Azotany III spożywane są w mniejszych ilościach od 0-20 mg dziennie. W warzywach znajduje się ich bardzo mało. W 100 g marchewki może ich być 0,002-0,023 mg, w 100 g sałaty 0,008-0,215 mg, większe ilości stwierdzono w jarmużu – 0,364-0,535 mg/100g. Co ciekawe, większość spożywanych przez człowieka azotanów III produkowana jest w jamie ustnej. Znajdujące się w ślinie bakterie redukują azotany V przyjmowane z pożywieniem do azotanów III i jako takie ostatecznie wprowadzane są do układu trawiennego. Zawartość azotanów w przetworach mięsnych Tymczasem, maksymalny dodatek azotanów jaki może być zastosowany w czasie produkcji większości przetworów mięsnych to 15 mg / 100 g mięsa. Ilość ta dotyczy łącznie azotanów III i V. Jest to dodatek, który powinien być kontrolowany na etapie produkcji, ze względu na liczne przemiany jakim ulegają azotany i niejednoznaczne wyniki uzyskiwane podczas przeprowadzanych kontroli. Mimo wszystko badania wędlin pod kątem zawartości tych związków bywają przeprowadzane, co pozwala na ogólną ocenę jakości wędlin. Przykładowo, w wyniku takich analiz przeprowadzanych w Stanach Zjednoczonych w 2009 roku stwierdzono, że poziom pozostałości azotanów III i V jest niższy w porównaniu do wyników badań z lat 70tych. Jednakże, wyniki te mogą świadczyć nie tylko o ilości dodanych w czasie produkcji azotanów, ale również o obecności substancji wspomagających peklowanie. Badania przeprowadzane na całym świeci pokazują, że łączna zawartość azotanów III i V w przetworach mięsnych zależy od rodzaju produktu, czy od kraju w którym przetwory zostały wyprodukowane. W wędlinach badanych w Stanach Zjednoczonych zawartość azotanów V wahała się od 4,6 do 11,3 mg w 100 g produktu a azotanów III od 0,08 do 0,76 mg w 100 g. W wędzonkach produkowanych przez różnych polskich producentów stwierdzono obecność azotanów III w zakresie od 1,7 do 3,3 mg w 100 g produktu. Analizy wykonane w kilku europejskich krajach wykazały zawartości azotanów III w ilościach od 0-15 mg w 100g, co oznacza, że w niektórych przypadkach dodatek w czasie produkcji był wyższy od dozwolonego. Przyjmując zalecenia dietetyczne dotyczące spożywania mięsa i przetworów mięsnych (3-4 razy w tygodniu, mięso czerwone do 500 g tygodniowo) ilości przyjmowanych azotanów III i V będą znikome w porównaniu z warzywami liściastymi. Czy azotany są dla człowieka trujące? Dzienne maksymalne spożycie dla azotanów V ustalono na poziomie 3,7 mg/kg masy ciała (FAO/WHA), natomiast dla azotanów III na poziomie 0,07 mg/kg masy ciała. Co dla dorosłego 60 kg człowieka stanowi odpowiednio 222 mg i 4,2 mg. Ostatni raport EFSA (Europejski Urząd ds. Bezpieczeństwa i Żywności, 2017) dotyczący analizy obecnego zagrożenia zdrowia i życia ludzi w związku z ekspozycją na azotany, pokazuje że kwestia toksyczności często zależy od indywidualnych cech człowieka. Jednym z powodów może być fakt, że ta sama dawka azotanów V jest w jamie ustnej człowieka redukowana do różnej ilości azotanów III. Badania prowadzone na całym świecie podają, że szacunkowa ilość spożywanych codziennie azotanów V mieści się w granicach 30-185 mg (w Europie) i 40-100 mg (w Stanach Zjednoczonych). Około 80% całkowitej ilości azotanów przyjmowanych z żywnością pochodzi z warzyw, natomiast osoba ważąca średnio 60 kg przyjmuje codziennie około 35-44 mg azotanów V pochodzących z innych źródeł (peklowane wędliny, woda). Osoba odżywiająca się zgodnie z zaleceniami dietetycznymi i spożywająca codziennie warzywa i owoce (4-5 porcji) może przyjąć od 174 do 1222 mg azotanów dziennie. Ilości te będą zależały od tego jakie warzywa i owoce będą spożywane oraz od zawartości azotanów, co zależy od czynników wymienionych wyżej. Z tych wyliczeń wynika, że ustalone dawki maksymalnego spożycia dziennego mogłyby być przekroczone, mimo że wiele osób nie spożywa zalecanych porcji owoców i warzyw. Jednocześnie badania na szczurach wykazały, że dawka po której następują widoczne efekty szkodliwego działania azotanów to średnio 160 mg/kg masy ciała (dla osób o typowej wrażliwości). Co oznacza, że osoba o średniej wadze 60 kg odczułaby negatywne efekty dopiero po spożyciu 9600 g azotanów. Z czego wynikają obawy dotyczące stosowania azotanów w przetwórstwie mięsa? Poza powszechną obawą konsumentów dotyczącą szkodliwości wszelkiego rodzaju dodatków oznaczonych literą E (w szczególności konserwantów), istnieją konkretne zarzuty dla produktów peklowanych. Najpoważniejszym z nich jest potencjalne działanie rakotwórcze związane z obecnością nitrozoamin. Związki te należą do dużej grupy, a wiele ma działanie rakotwórcze. Nitrozoaminy to związki powstające w odpowiednich warunkach, w reakcji azotanów z aminami. Aby reakcja mogła zajść, w tym samym czasie obecny musi być azotan III (dostępny dla reakcji), aminy II-rzędowe, wysoka temperatura (powyżej 130°C), środowisko kwaśne. Reakcje z aminami I-rzędowymi dają związki nietrwałe, natomiast reakcje z aminami II-rzędowymi prowadzą do powstania trwałych związków. Jako że, w peklowanych przetworach mięsnych znajdują się azotany (III lub V) i mogą znaleźć się aminy II-rzędowe istnieje prawdopodobieństwo, że w wyniku ich reakcji powstaną również nitrozoaminy. Aminy II-rzędowe pojawiają się w mięsie w wyniku rozkładu białek i znajduje się ich więcej w mięsie przechowywanym przez dłuższy czas a więc również w produktach dojrzewających. Azotan III dostępny dla reakcji to inaczej nazywany resztkowy azotan, który nie przereagował z barwnikami mięsa, białkami i innymi składnikami. W związku z silnymi naciskami ze strony konsumentów, w latach 70tych przeprowadzono wiele badań i spotkań ekspertów, podczas których debatowano na temat wycofania azotanów z przetwórstwa mięsa. Podobne debaty są regularnie wznawiane a obawy konsumentów wydają się rosnąć. Przez cały czas prowadzone są analizy dotyczące wpływu mięsa i przetworów mięsnych na zdrowie człowieka. I chociaż istnieje wiele przesłanek wskazujących negatywne ich działanie to nie udało się jednoznacznie stwierdzić, że to właśnie azotany są przyczyną. Mimo to, wprowadzono pewne zalecenia dla producentów. W większości krajów Europejskich obowiązuje limit stosowania azotanów III i V łącznie w ilości 150 mg/kg w większości produktów mięsnych. W niektórych krajach (np. w Danii) obniżono maksymalny stosowany poziom dodatku azotanów w przetwórstwie (do 60 mg/kg w niektórych produktach). W wyniku przeprowadzonych ekspertyz stwierdzono, że dla zwiększenia bezpieczeństwa konsumentów należy zminimalizować ilość resztkowego azotanu w gotowych przetworach mięsnych. Taki efekt można osiągnąć stosując substancje redukujące i przyspieszające proces peklowania. Do tej grupy zalicza się między innymi kwas askorbinowy, izoaskorbinowy oraz ich sole. Dodatek takich substancji zalecono do stosowania równolegle z azotanami. Panujący obecnie trend dążący do eliminowania substancji dodatkowych z przetwórstwa, zgodnie z wymaganiami konsumentów, doprowadził do tego, że wielu producentów stosuje tylko środki peklujące, pozbywając się tych zaleconych. Jako żeodbiorcy przyzwyczajeni są do jakości wyrobów peklowanych, stosowanie azotanów jest akceptowane. Jednakże brak substancji redukujących czyni produkty peklowane bardziej szkodliwymi, wbrew temu czego rzeczywiście oczekiwaliby konsumenci. Ze względu na możliwość wytworzenia się nitrozoamin w produktach smażonych, w Stanach Zjednoczonych obniżono limit dodatku azotanów do bekonu, który jest tam produktem spożywanym najczęściej po wysmażeniu. Podobne zalecenia wprowadzono w Unii Europejskiej dopiero w 2014 roku. Zgodnie z Rozporządzeniem UE 601/2014 zabroniono wprowadzania azotanów do wielu produktów surowych, chociaż nie zostało wyraźnie podkreślone, że nie powinno się ich stosować w wyrobach przeznaczonych do grillowania czy smażenia. Ponieważ wiele osób z zamiłowaniem spożywa wyroby mięsne grillowane, zwłaszcza w okresie letnim, wydaje się niezwykle istotnym, żeby przekazywać społeczeństwu informacje dotyczące zagrożeń związanych ze spożywaniem smażonych czy grillowanych peklowanych produktów (zwłaszcza tych dojrzewających). Alternatywy dla tradycyjnego peklowania Wielu naukowców skierowało swoje badania w stronę wynalezienia substancji, które mogłyby skutecznie zastąpić azotany w przetwórstwie mięsa. Jednym z bardziej popularnych środków tego typu jest preparat produkowany z selera naciowego stosowany równolegle z bakteriami denitryfikującymi. Seler naciowy służy za źródło azotanów V, które wykorzystywane są do peklowania po zredukowaniu ich do azotanów III za pomocą kultur bakteryjnych. Substancją peklującą są de facto te same związki, z tą różnicą, że pochodzą z innego źródła. W Stanach Zjednoczonych produkty peklowane z wykorzystaniem tego preparatu mogą być oznaczane jako „peklowane naturalnie”. Inne proponowane rozwiązania mają podobny charakter. Są to preparaty z sałaty, wodorostów, fermentowanego szpinaku lub innych roślin. Zastosowanie chitozanu w połączeniu z likopenem, serwatka lub bakterie kwasu mlekowego również zostały uznane za skuteczne środki peklujące. Uzyskanie dokładnie tak szerokiego działania jakie mają azotany jest jednak trudne i wymaga często zastosowania kilku substancji łącznie. Zupełnie odmiennym rozwiązaniem jest zastosowanie plazmy atmosferycznej, w której obecny jest tlenek azotu. Plazma wytwarzana jest bezpośrednio nad masą kutrowaną a uzyskany w plazmie tlenek azotu absorbowany jest podczas mieszania masy. Żadne z tych rozwiązań (poza preparatem z selera) nie stosowane na skalę przemysłową. Azotany jako substancje korzystne dla zdrowia człowieka Podczas gdy trwają zmagania z uzyskaniem potwierdzenia o szkodliwości azotanów i koniecznością ich wyeliminowania z przetwórstwa mięsa, świat medycyny pokazuje, że azotany mogą być korzystne dla zdrowia człowieka. Azotany przyjmowane z żywnością traktowane są jako zewnętrzne źródła tlenku azotu. Związek ten jest w organizmie odpowiedzialny za obniżanie ciśnienia tętniczego, pozwala obniżyć ryzyko zawału poprzez redukcję grubości płytki miażdżycowej, działa przeciwutleniająco. Ponadto, stwierdzono że azotany zwiększają szybkość i wydajność pracy mięśni podczas wysiłku. Z tego względu sportowcom często zaleca się picie soku z buraka czerwonego, bogatego w azotany. Podsumowanie Peklowanie jest metodą znaną od stuleci. Trwające cały czas badania naukowe pozwoliły na wprowadzenie standaryzacji produkcji w zakresie stosowania azotanów. Zdobyta wiedza pomogła w produkcji wyrobów bezpiecznych dla konsumenta zarówno pod względem mikrobiologicznym jak i chemicznym. Dzisiejsze produkty mięsne różnią się od tych, które były produkowane kiedyś i wbrew powtarzanym opiniom są często bezpieczniejsze. Zwiększenie świadomości konsumentów odnośnie peklowania oraz postępowania z produktami peklowanymi wydaje się być kluczowe w celu uzmysłowienia społeczeństwu kwestii bezpieczeństwa i zdrowia. Autor: Dr inż. Marzena Zając, Katedra Przetwórstwa Produktów Zwierzęcych Wydział Technologii Żywności Uniwersytet Rolniczy w Krakowie
-
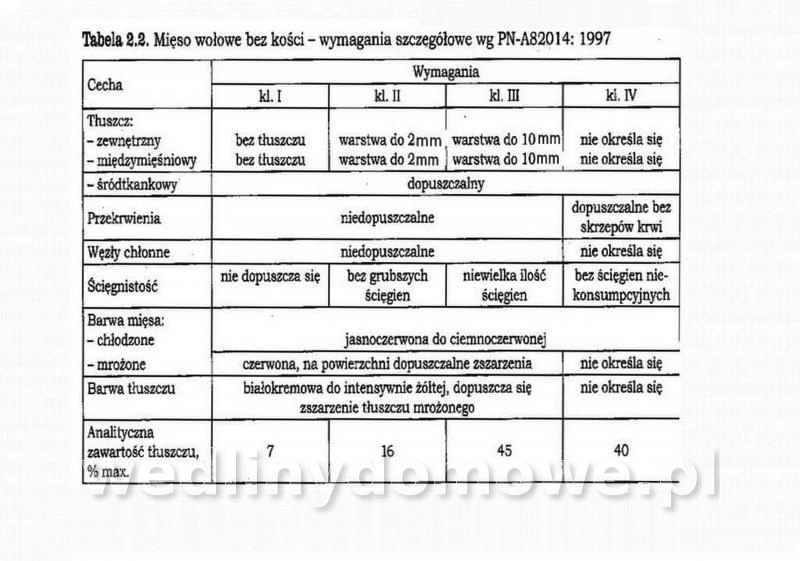
Klasyfikacja mięsa wołowego drobnego -tabele
Maxell odpowiedział(a) na DZIADEK temat w Polska tradycja masarska
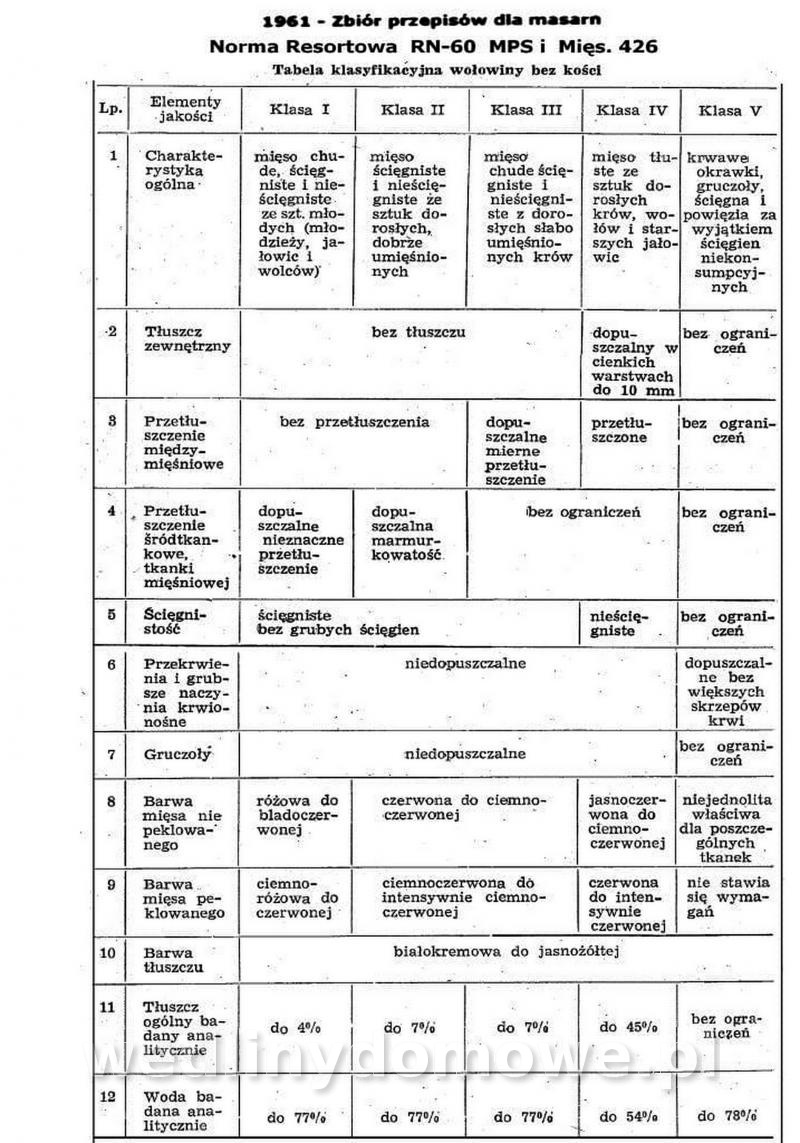
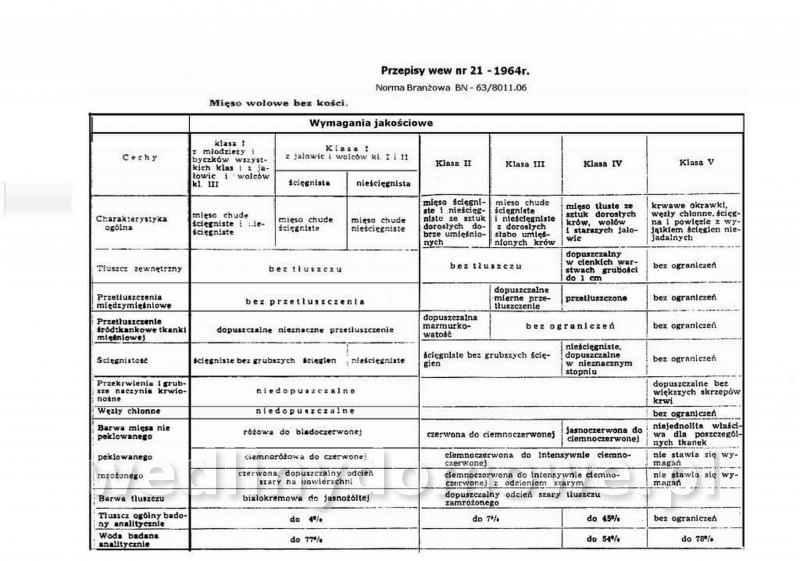
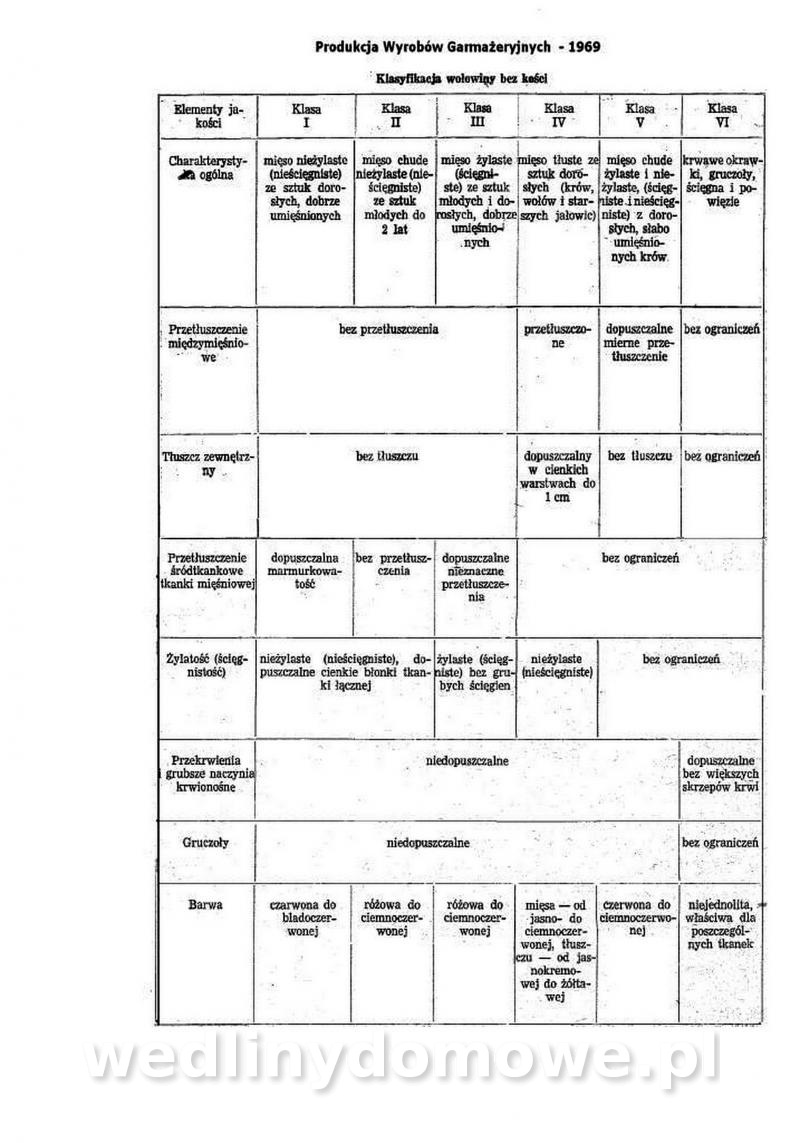
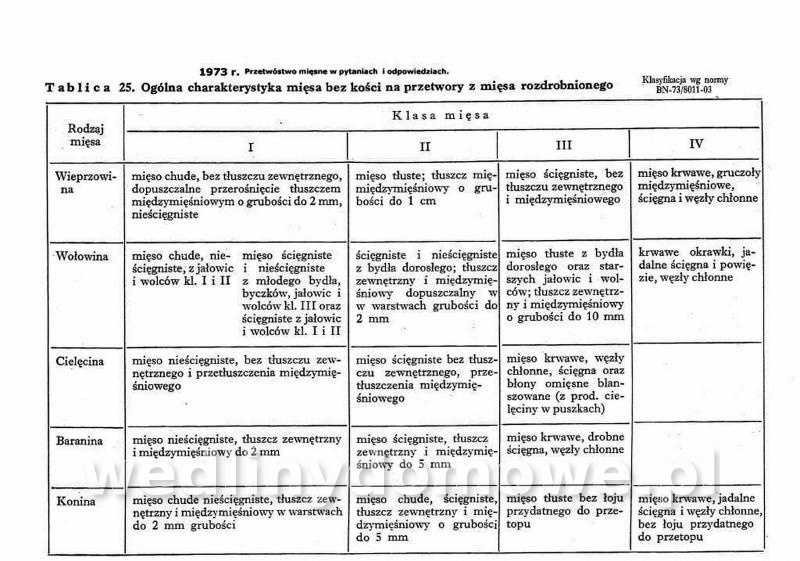
Wklejam na nasz serwer, by nie zniknęło z fotosika: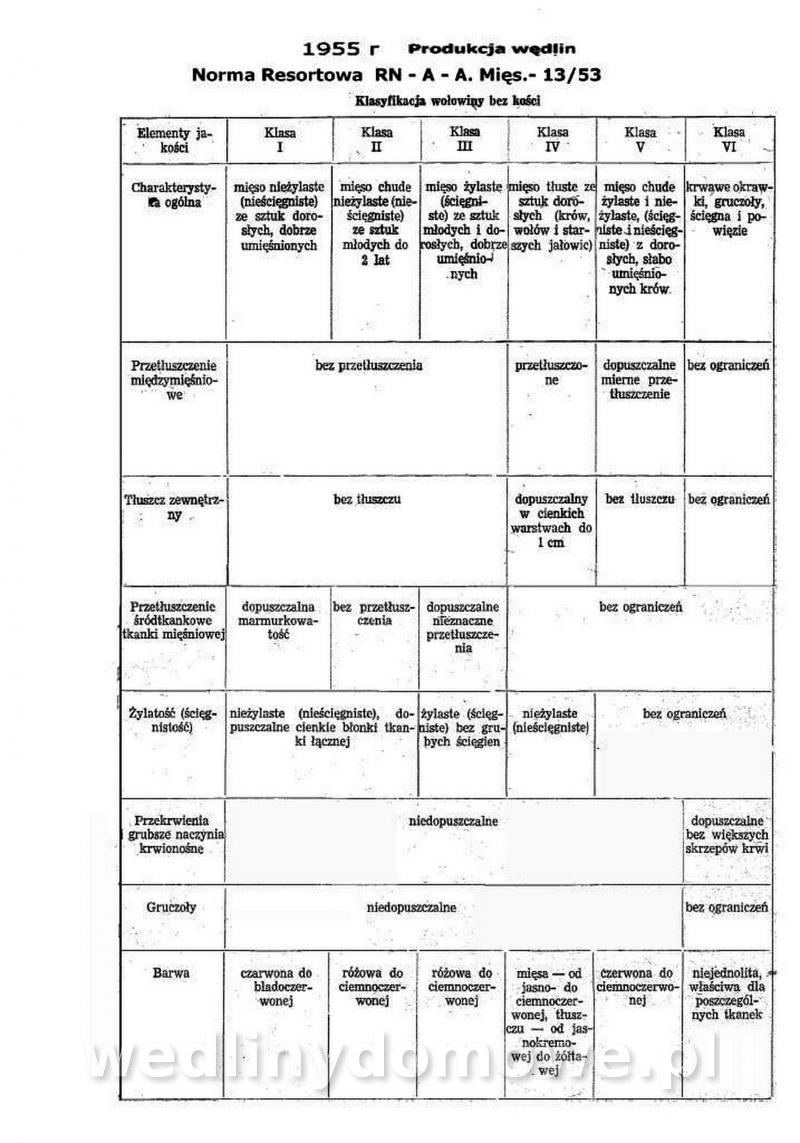
-
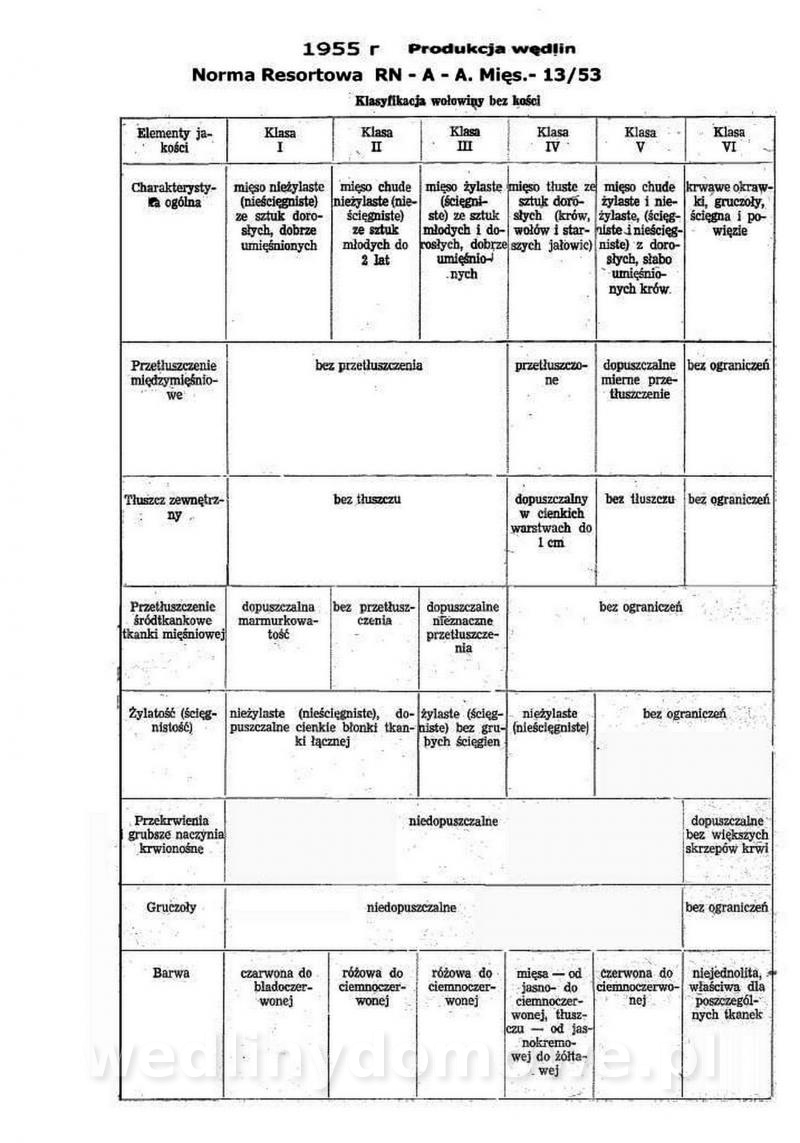
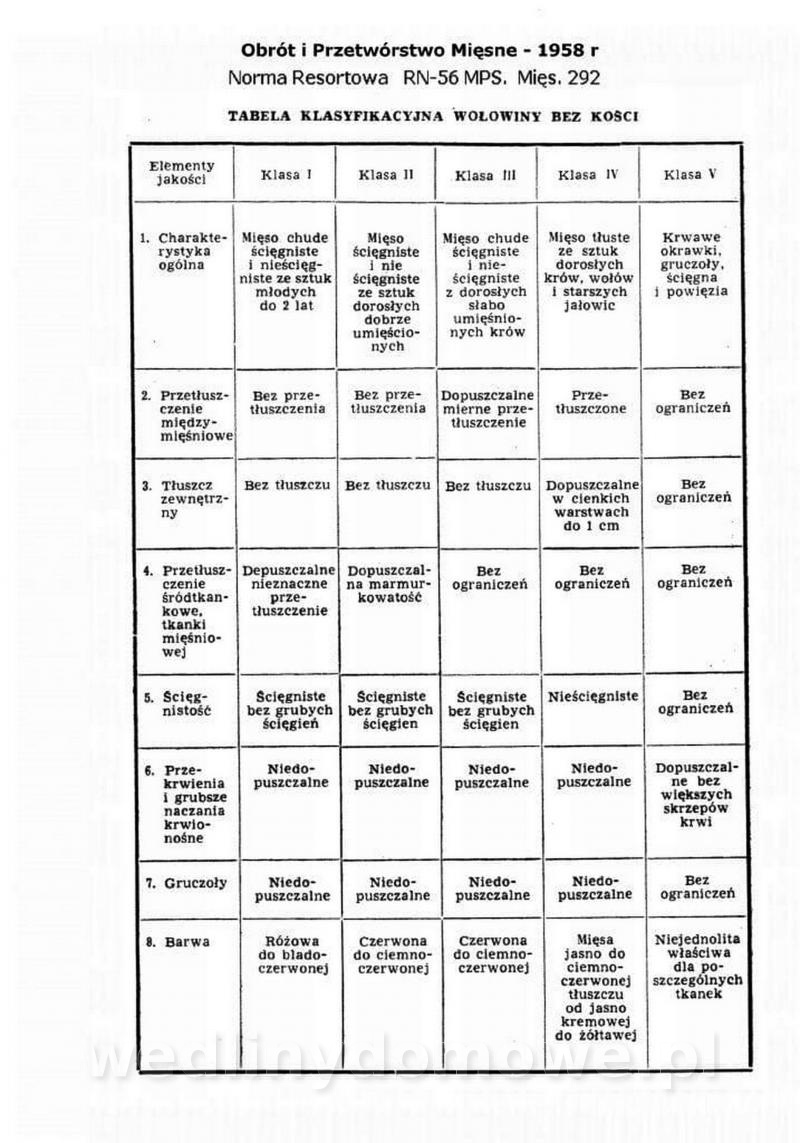
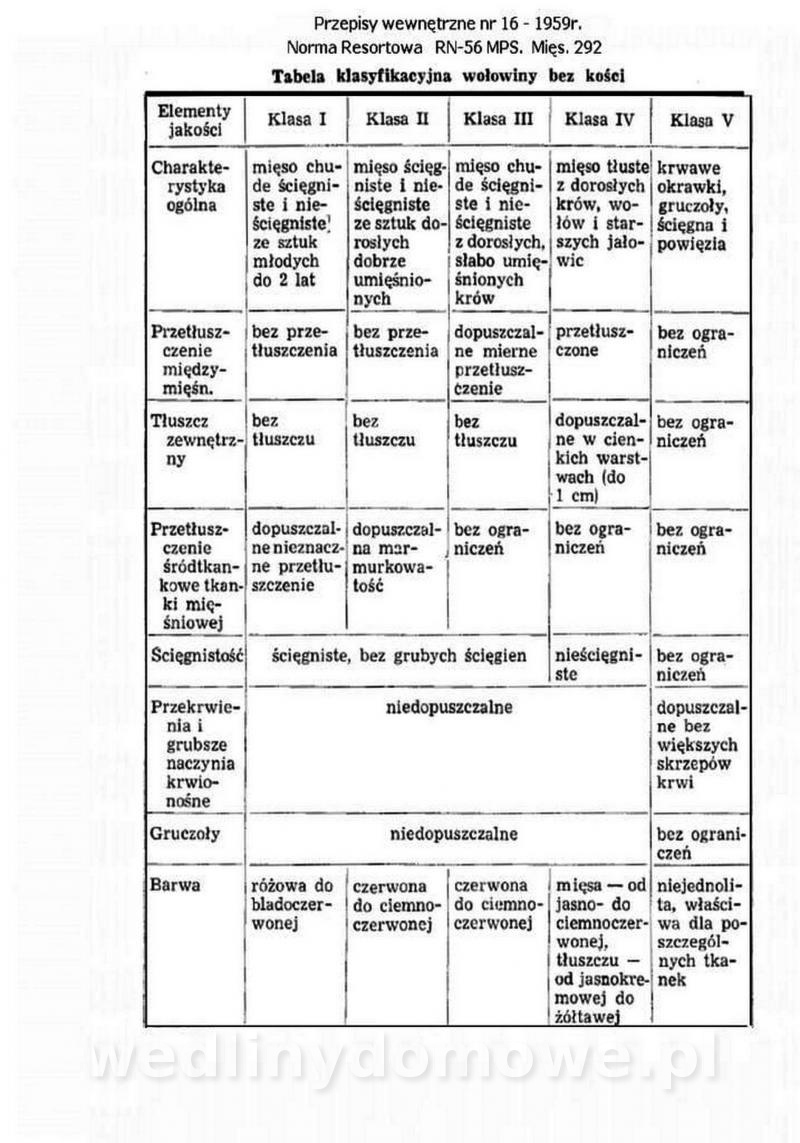
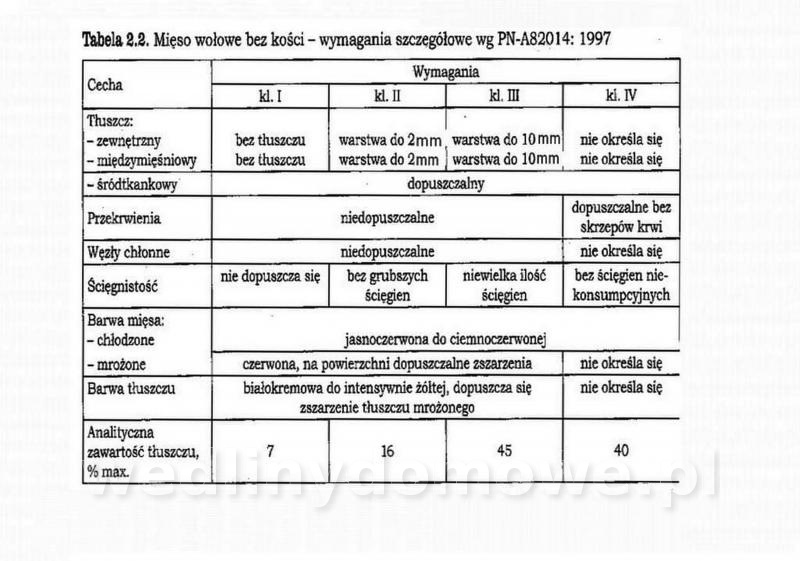
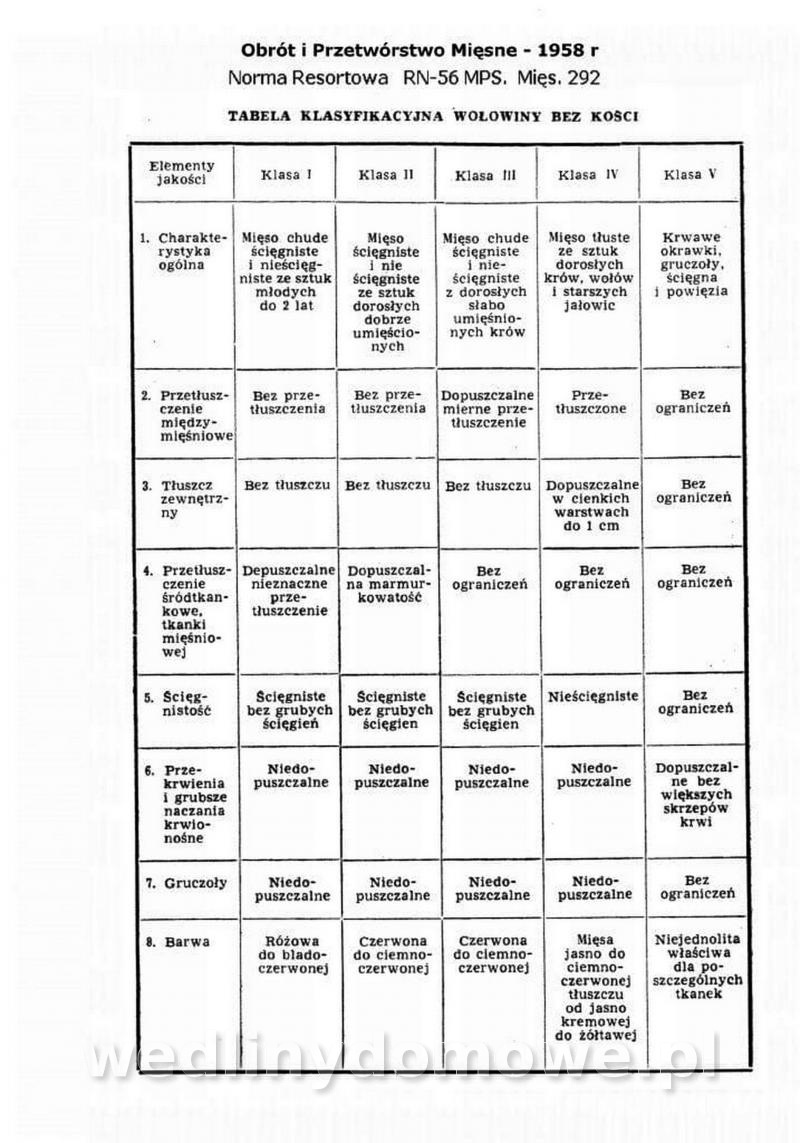
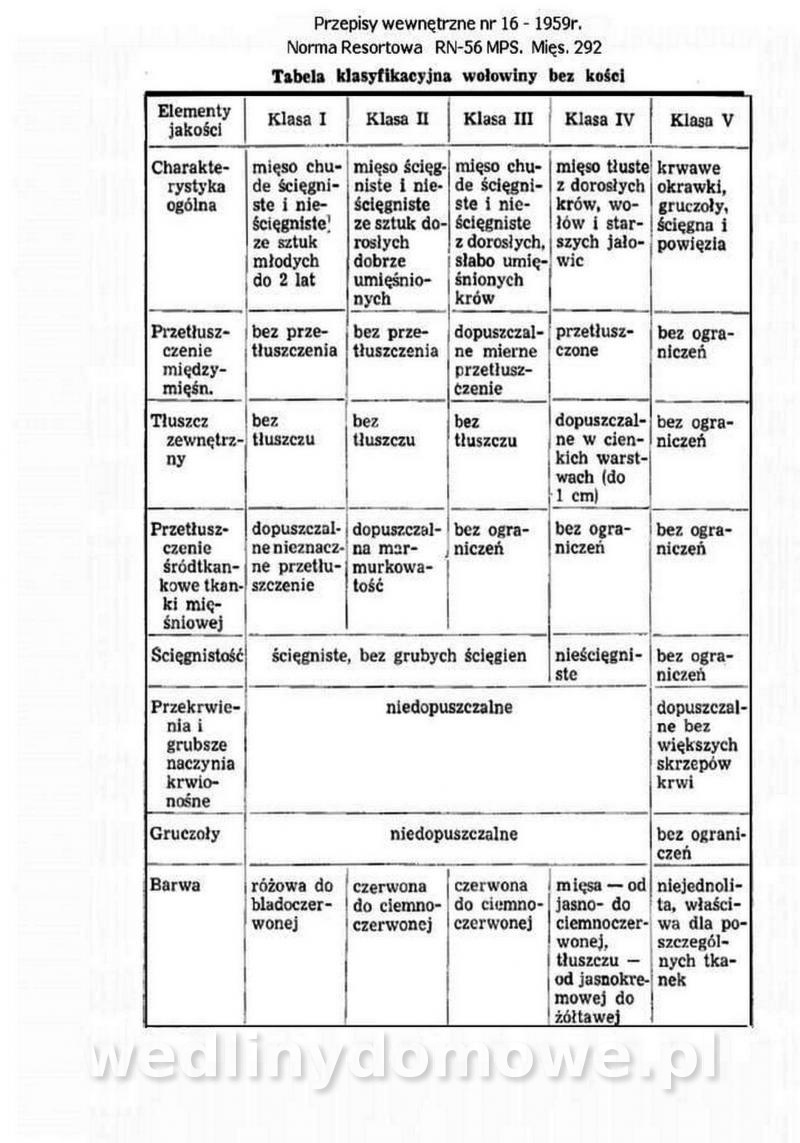
I jeszcze jedna klasyfikacja, trochę bardziej rozbudowana: Klasa I – mięso chude, pozbawione ścięgien, o wyrazistym czerwonym kolorze. Jest to najzdrowsze mięso – z uwagi na niewielką ilość tłuszczu. Ponadto jest bardzo delikatne w smaku i łatwe w obróbce (ponieważ pozbawione jest ścięgien). Dzięki temu nie wymaga długiego czasu przygotowania. Wręcz przeciwnie, należy unikać nadmiernie długiej obróbki termicznej, ponieważ łatwo pozbawić je wody, a wówczas twardnieje. Klasa II – mięso chude i ścięgniste. Ta klasa wołowiny idealnie nadaje się na grill, gdzie woda z mięsa szybko wyparowuje, a tłuszcz stanowi tu dobry bufor. Mięso tej kategorii nadaje się świetnie do domowego wyrobu wędlin, w tym kiełbas wszelkiego typu: wędzonych, parzonych, surowych czy grillowych. Właśnie klasa II jest najczęściej mieszana z wieprzowiną podczas produkcji kiełbas. Bo, wbrew pozorom, nie zawsze klasa I jest najbardziej pożądana. Tłuszcz obecny w mięsie II kl. jest doskonałym nośnikiem smaku. Klasa III – mięso tłuste i ścięgniste. Dzięki obecności tłuszczu ścięgien mięso to charakteryzuje się dużą kleistością i sprężystością. Dlatego idealne jest np. do kotletów mielonych, sosu bolognese, klopsów czy gulaszu. Idealnie odnajdzie się również w pasztecie i wszędzie tam, gdzie mięso ma być drobno posiekane. Klasa IV – jest to mięso krwawe, w którym często występują ścięgna i węzły chłonne. Przeważnie używa się tej klasy mięsa do produkcji konserw, mielonek i gorszej jakości wędlin. Klasa V – używana jest wyłącznie w przetwórstwie. Są to ścięgna, powięzi konsumpcyjne i węzły chłonne. Przy okazji warto też wspomnieć, że w przypadku cielęciny wyróżnia się tylko trzy klasy jakości mięsa bez kości: klasa I – mięso chude i pozbawione ścięgien, klasa II – chude, ale ścięgniste, klasa III – mięso krwawe, ścięgna i węzły chłonne. Dla formalności dodamy, że cielęcinę uzyskuje się ze zwierząt w wieku od 2 tygodni do 6 miesięcy.
-
A tutaj klasyfikacja podana przez DZIADKA: https://www.wedlinydomowe.pl/index.php?option=com_content&id=90&Itemid=4
-
Klasyfikacja mięsa wołowego Mięso wołowe posiada również swój podział dotyczący klas jakościowych, które często mają bardzo duży wpływ na cenę a także smak tego mięsa. Klasyfikacja mięsa wołowego prezentuje się w następujący sposób: Klasa I - Jest to rodzaj chudego mięsa wołowego pozbawionego ścięgienKlasa II - Tej klasy mięso wołowe również jest chude, jednak posiada już ścięgnaKlasa III - Trzecia klasa mięsa wołowego to tak zwane mięso tłuste.Klasa IV - Ten rodzaj mięsa wołowego to typ krwisty.Klasa V - W tym przypadku mięso wołowe posiada nie tylko ścięgna, ale również i powięzi.
-
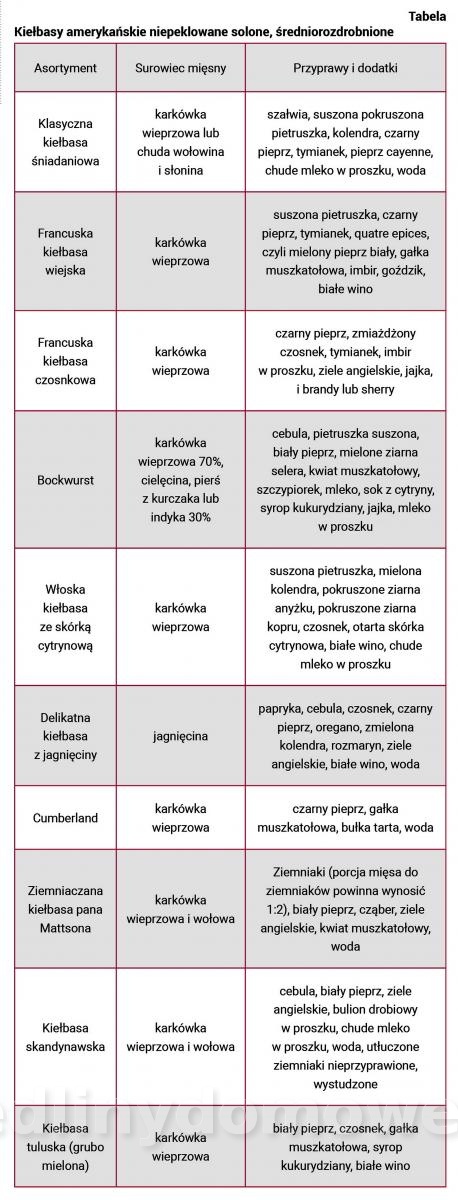
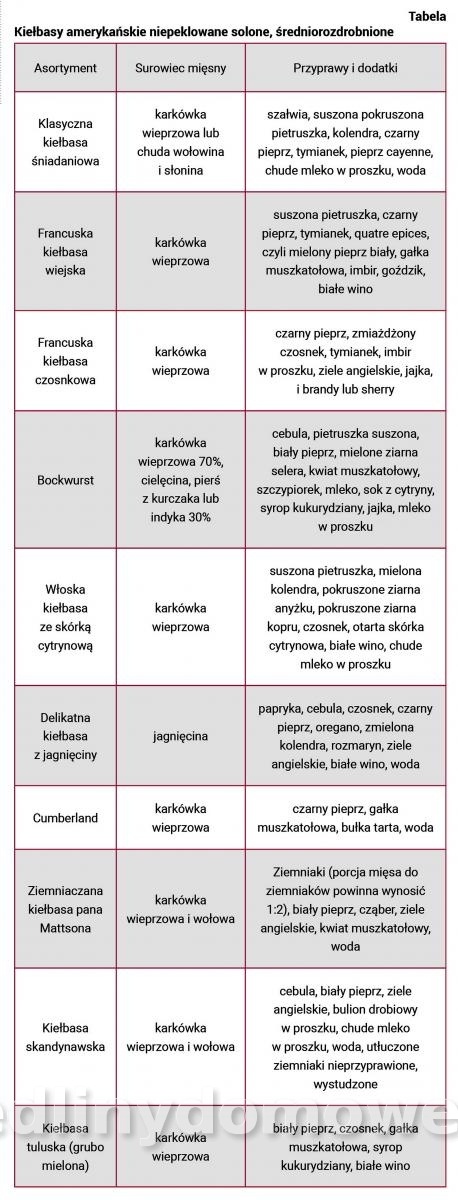
Kiełbasy niepeklowane Polski i świata Kiełbasa jest jednym z najbardziej uniwersalnych wyrobów masarskich na świecie. Kiełbasa pasuje praktycznie do wszystkiego. Można ją jeść na śniadanie, obiad i kolacje, bez względu na porę roku. Liczba sposobów jej produkcji, przyrządzania i podawania jest nieograniczona. Historia wyrobu kiełbas zaczęła się w momencie, gdy ludzie wpadli na pomysł, żeby dodawać sól do mięsa, ze względu na właściwości konserwujące, ale również poprawiające smak. Kawałki solonego mięsa wkładano w to, co było pod ręką; w końcu odkryto, że idealnie nadają się do tego oczyszczone zwierzęce jelita, pęcherze czy żołądki. Uważa się, że Sumerowie, żyjący na terytorium obecnego Iraku, przygotowywali kiełbasy już 3000 lat p.n.e. Chińska literatura z 589 roku p.n.e. wspomina o kiełbasie przygotowanej z mięsa koziego i jagnięciny. Każda kuchnia na świecie serwuje kiełbasę i większość opiera się o unikatową recepturę. Pierwszy przepis na kiełbasę, który został spisany i współcześnie znany pochodzi z rzymskiej książki kucharskiej „Apicius de re coquinaria” z 228 r.n.e. Wraz z upływem czasu sztuka wyrobu kiełbas rozwijała się, szczególnie w społecznościach hodujących zwierzęta domowe. W XII wieku opat brytyjski zebrał przepisy na kiełbasy ze wszystkich ówczesnych klasztorów. Również w niemieckich źródłach pisanych w XI, XII wieku pojawiają się informacje o wyrobach poszczególnych gatunków wędlin. W Polsce dopiero w 1682 r. ukazała się książka St. Czernickiego „Zebranie potraw” z przepisami na przyrządzanie stu potraw mięsnych, w tym osiem sposobów robienia kiszek. „Kucharz doskonały” z 1783 r. podaje pięć rodzajów kiszki – kiełbas tylko solonych. Największe zmiany w smaku europejskich kiełbas pojawiły się wraz z wprowadzeniem peklowania oraz napływem egzotycznych przypraw, pochodzących z Moluków i innych części Indonezji. Wyrobem niepeklowanym najczęściej produkowanym w Polsce jest kiełbasa biała. Różne jej odmiany zostały omówione w artykule „Produkty wędliniarskie w dziejach świata” cz. II opublikowanym w „Gospodarce Mięsnej” nr 5/2013. Kiełbasa biała parzona wielkopolska jest wyrobem czysto wieprzowym o większym udziale mięsa chudego (mięsa drobnego kl. I) i została wpisana 5.07.2017 r. na listę produktów chronionych w Unii Europejskiej, jako oznaczenie geograficznie. Różne warianty domowych receptur na kiełbasę białą można znaleźć w różnych źródłach pisanych i internetowych, a nawet w instrukcji użytkowania maszynki do mięsa ZELMER. Kiełbasa biała może być produkowana z różnych surowców mięsnych. Na Słowacji produkowano ją z mięsa wieprzowego z dodatkiem mięsa wołowego, mięsa sarniego lub dzika. Mięso na tę kiełbasę powinno być grubo zmielone i wymieszane z przyprawami, takimi jak: pieprz, czosnek, kminek i papryka. W Austrii kiełbasę białą produkowano z chudej wieprzowiny pokrojonej w duże kawałki, z rozdrobnioną, kutrowaną wołowiną, z dodatkiem skrobi ziemniaczanej i przypraw. W Poznaniu, przed I wojną światową corocznie w tzw. Tunelu Bismarka, w piwnicy przy ul. Bismarka (obecnie ul. Kantaka, budynek ten istnieje do dziś) odbywały się kilkudniowe monachijskie festyny październikowe, podczas których podawano m.in. specjalny przysmak Weisswurst – białą kiełbasę monachijską. Asortymentem niepeklowanym, produkowanym na skalę przemysłową jest także kiełbasa głogowska pieczona. Produkowana była z mięsa drobnego wieprzowego klasy I, II i III. Mięso kl. I powinno pochodzić z wykrawania biodrówki i karkówki, mięso kl. II z obróbki płata słoniny i pachwiny. Kiełbasa ta charakteryzuje się dużym dodatkiem czosnku świeżego (0,30%), a więc o 50% większym niż do innych podobnych wyrobów. Nazwa tej kiełbasy pochodzi od nazwy miasteczka Głogów koło Rzeszowa. Cech wędliniarzy wytwarzał kiełbasę niepeklowaną od wielu pokoleń, szczególnie nadawała się ona do barszczu. Pod koniec XIX w. zyskała sobie dobrą sławę, nie tylko w Galicji, ale także w Wiedniu i innych miastach monarchii austro-węgierskiej, głównie za sprawą oficerów ze stacjonującego w Głogowie garnizonu wojskowego. Kiełbasa ta jest średnio tłusta, powierzchnia batonu ma barwę jasnobrązową do brązowej. Na przekroju, barwa mięsa i tłuszczu właściwa dla surowców solonych i pieczonych, dopuszczalny odcień mięsa niepeklowanego. W smaku krucha, z silnie wyczuwalnym wędzonkowo-czosnkowo-pieprzowym niepowtarzalnym smakiem i aromatem. Od 10.03.2006 r. wpisana na Listę Produktów Tradycyjnych. Kiełbasa małopolska pieczona produkowana była z mięsa drobnego wieprzowego klasy I, II i III. Dodatek czosnku świeżego wynosi 0,40%, a więc jeszcze większy niż w kiełbasie głogowskiej. Nazwa tej wędliny pochodzi od regionu produkcji – Małopolski. Kiełbasa wyborowa, średnio tłusta. Powierzchnia batonu od jasno do ciemnobrązowej z lekkim połyskiem. Konsystencja dość ścisła. Barwa mięsa pod osłonką różowa(obwódka), wewnątrz właściwa dla mięsa solonego, pieczonego, wędzonego. Barwa tłuszczu od białej do kremowej. Jest to kiełbasa krucha, zapach typowy dla wędlin pieczonych, wędzonych i intensywnie wyczuwalny czosnek. Od 29.05.2017 r. wpisana na Listę Produktów Tradycyjnych, ale jako wyrób z dodatkiem CUKRU oraz PEKLOWANY! Do wyżej wymienianych kiełbas dodawano przeważnie tylko pieprz, czosnek i majeranek. Właściwe dawkowanie przypraw jest jednym z podstawowych warunków produkcji dobrej kiełbasy. Zdecydowanie więcej rodzajów przypraw zawierają kiełbasy amerykańskie. Receptury tych kiełbas i zamiłowanie do ich wytwarzania przywieźli osadnicy z Anglii, Niemiec, Francji, Włoch, Polski, Skandynawii i z innych krajów. Jest znanych ok. czterdzieści kiełbas niepeklowanych solonych, średniorozdrobnionych. Dokładne receptury i instrukcję na kiełbasy wymienione w tabeli znajdują się w książce W. R. Andersona „Domowe kiełbasy”. W książce tej na początku rozdziału 8 „Kiełbasy niepeklowane” jest ostrzeżenie: niepeklowane kiełbasy trzeba usmażyć, grillować, upiec, sparzyć w wodzie lub parze. Wędzenie niepeklowanych kiełbas lub długotrwała obróbka cieplna w niskiej temperaturze sprzyjają powstaniu w nich jadu kiełbasianego. Takie ostrzeżenia można znaleźć również w innych książkach. Wszystko zaczęło się od wesela w 1895 roku w Belgi, na którym goście zatruli się tzw. jadem zawartym w kiełbasie. Wykrył to mikrobiolog E. P. van Ermengem, który wyizolował bakterię i nazwał ją Clostridium botulinum (od łacińskiego słowa botulus to znaczy kiełbasa). Bakteria ta wytwarza jad ciepłostały (nie traci swojej toksyczności w czasie gotowania, ogrzewania produktu). Jad ten dostaje się do organizmu człowieka wraz z zakażonym pokarmem i wywołuje ciężkie zatrucie. Jad kiełbasiany jest tym bardziej niebezpieczny, że produkty zawierające go na ogół nie zmieniają swoich właściwości organoleptycznych. Jakość wędlin z punktu widzenia bakteriologicznego zależy nie tylko od obecności drobnoustrojów chorobotwórczych, wywołujących zatrucia toksyczne lecz także od początkowej liczby drobnoustrojów. W czasie produkcji wędlin cały szereg czynników ułatwia wzrost drobnoustrojom, jeżeli nie przestrzega się koniecznych warunków sanitarnych. Autor: Waldemar Jaworski
-
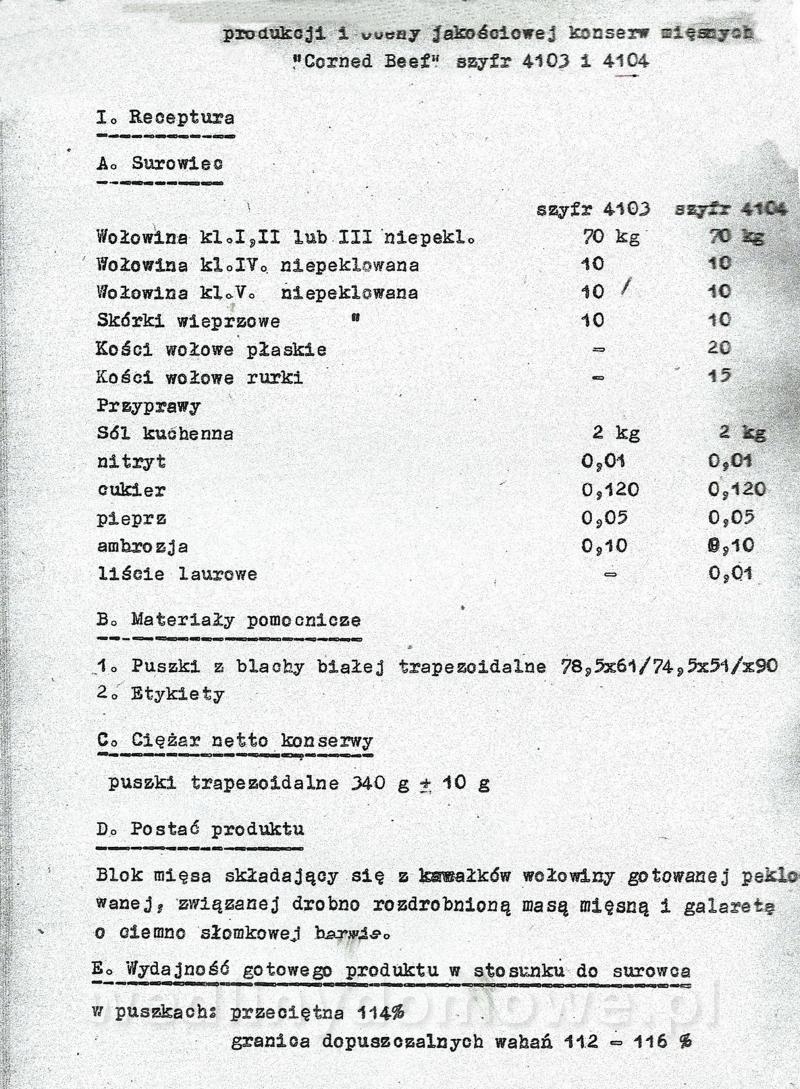
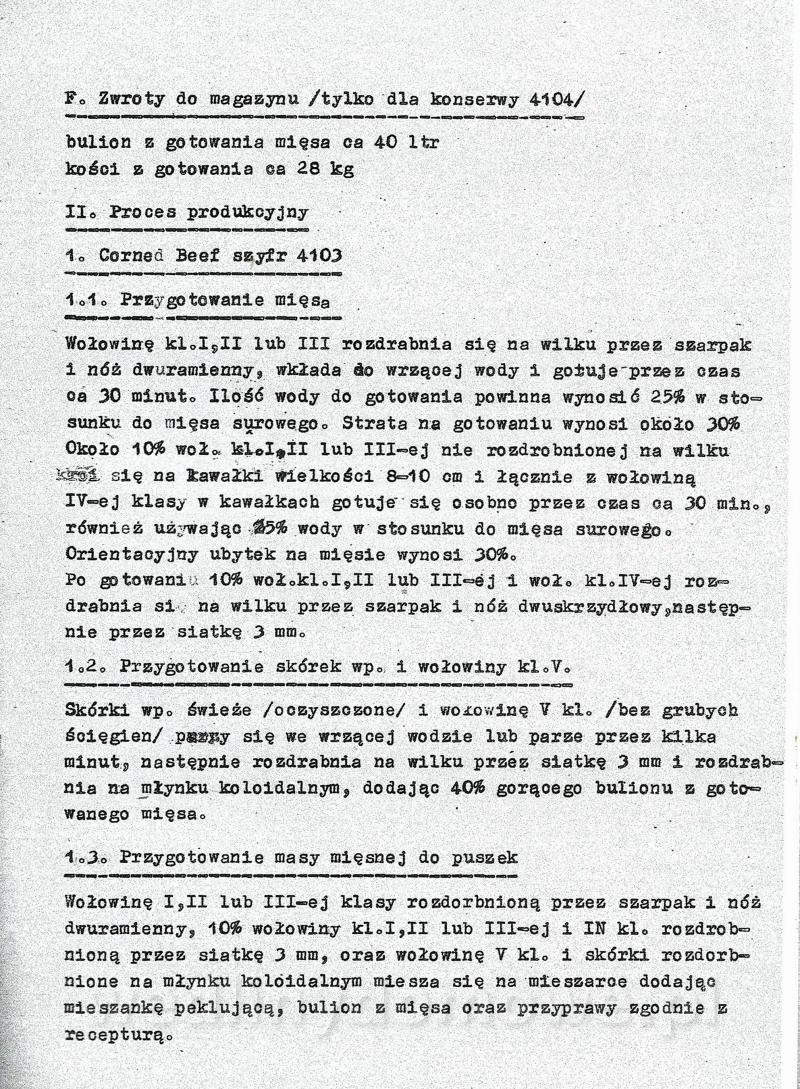
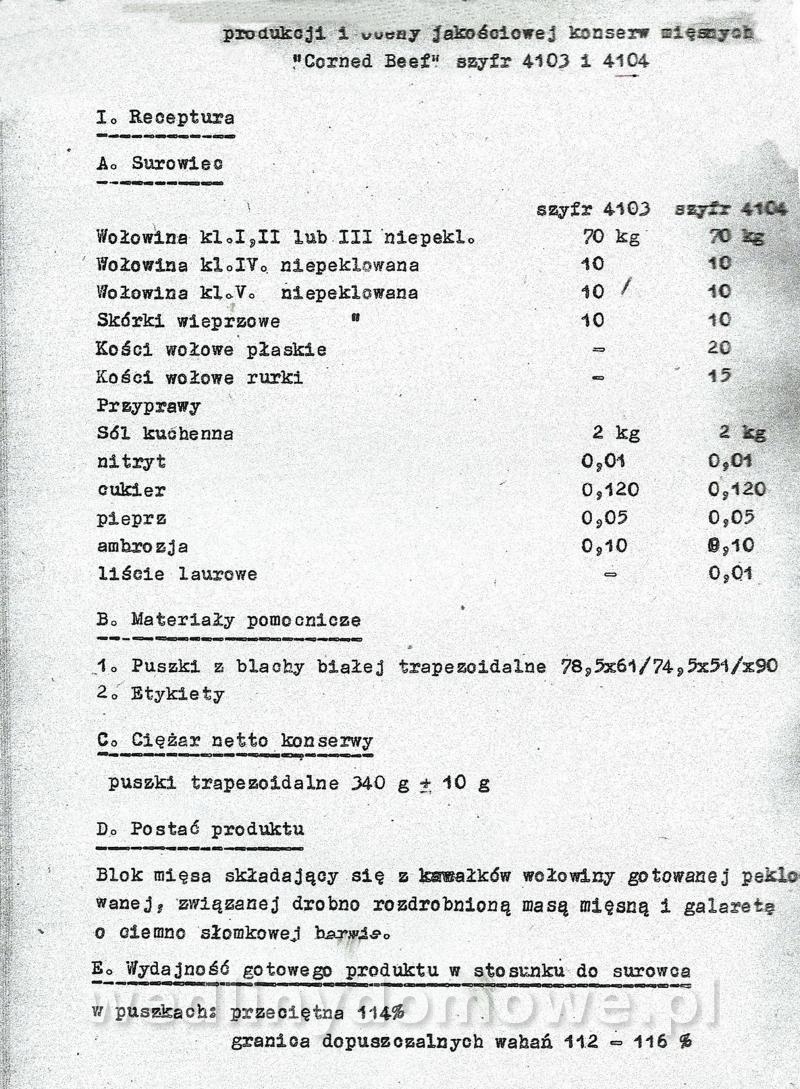
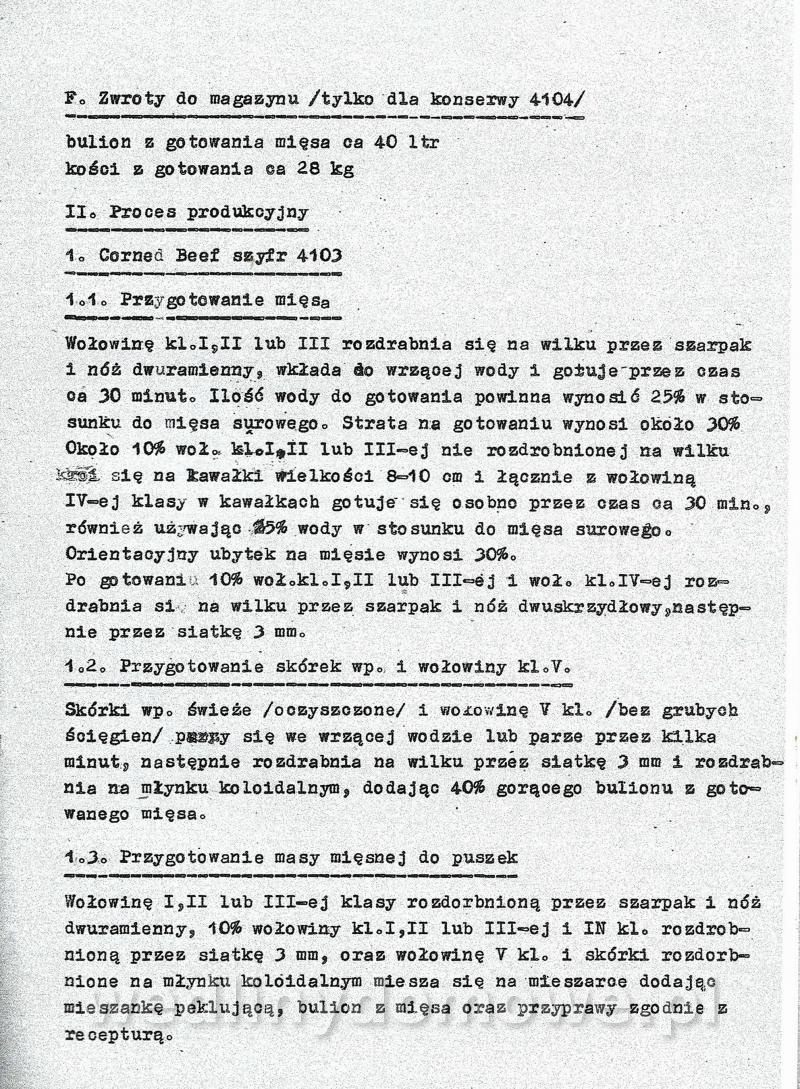
Jacku, spróbuj zrobić tę konserwę:
-
MIĘSO I KREW JAKO TABU POKARMOWE Ludzkość w procesie ewolucji kulturowej i religijnej wykształciła różne zakazy dotyczące pożywienia. Tabu pokarmowe może zostać zawieszone tylko w przypadku zagrożenia śmiercią głodową. W innej sytuacji osoby łamiące zakaz muszą liczyć się z wykluczeniem społecznym. Najwięcej ograniczeń dotyczy mięsa, krwi i innych produktów pochodzenia zwierzęcego. Niektóre z nich związane są z religią, część wynika z przyczyn etycznych, prawnych lub ekonomicznych. Wielkie religie monoteistyczne, za wyjątkiem hinduizmu, nie darzą specjalnym szacunkiem żadnego gatunku zwierząt, a wiele zwierząt jest uznawanych za nieczyste. Niektóre z religii wyraźnie narzucają swoim wyznawcom sposób odżywiania, zabraniając lub ograniczając spożycie wybranych pokarmów mięsnych. Hinduizm zaleca życie w zgodzie z naturą oraz okazywanie szacunku i współczucia wszystkim żywym stworzeniom. Wyznawcy tej grupy wyznań religijnych z reguły unikają pokarmów, których spożywanie może zakłócić duchowy rozwój, co związane jest z wycofaniem mięsa z diety, gdyż jego pozyskanie powoduje cierpienie zwierząt, a spożywanie traktowane jest jako czynność niemoralna. Podobnie buddyzm nakazuje wegetarianizm lub weganizm. Buddyści wierzą, że Budda zanim stał się człowiekiem przeszedł reinkarnację przez ciała różnych zwierząt, dlatego przemoc wobec zwierząt i zadawanie im bólu mogą wrócić do sprawcy. Zgodnie z zasadami tej religii człowiek powinien dążyć do harmonii duchowej, co jest możliwe między innymi dzięki ograniczeniu potrzeb żywieniowych i wyeliminowanie z diety pokarmów pochodzenia zwierzęcego. Z kolei judaizm wyposażył Żydów w rygorystyczne przepisy regulujące co, jak i kiedy można spożywać. Ich zbiór zawarty jest w Biblii, a konkretnie w III Księdze Mojżeszowej oraz Talmudzie. Przepisy ustalają podział zwierząt na czyste – nadające się do spożycia i nieczyste – nienadające się do spożycia oraz sposoby przygotowania posiłków mięsnych. Do ssaków rytualnie czystych zaliczane są parzystokopytne przeżuwacze, czyli cielęta, woły, sarny, jelenie, owce, kozy i bawoły. Rytualnie nieczyste są świnie, ponieważ nie są przeżuwaczami, chociaż są parzystokopytne oraz konie i osły, jako jednokopytne i mające żołądek jednokomorowy. Nie wolno również spożywać królików i zajęcy. Koszerne zwierzęta nie są drapieżnikami i nie żywią się padliną. Do ptaków koszernych zaliczane są wszystkie ptaki domowe: kury, kaczki, gęsi i gołębie. Za ryby czyste uważa się gatunki posiadające jednocześnie łuski i płetwy oraz rozmnażające się przez składanie ikry. Wolno zatem spożywać karpie, pstrągi, łososie i śledzie, natomiast niekoszerne są jesiotry, węgorze i rekiny. Potrawy koszerne dzieli się na mięsne, mleczne i neutralne. Obowiązuje zakaz łączenia potraw mięsnych i mlecznych jako przeciwstawnych sobie, gdyż mleko jest symbolem życia, a mięso symbolem śmierci. Przepisy koszerności określają, że potraw mlecznych nie należy spożywać bezpośrednio po mięsnych, a przerwa powinna wynosić od 1 do 6 godzin, w zależności od nurtu judaizmu. Z kolei chrześcijanie w przeciwieństwie do wyznawców judaizmu, nie mają tak rygorystycznych przepisów regulujących spożywanie posiłków mięsnych. Jedzenie i picie uznawane są za podstawowe potrzeby fizjologiczne. Chrześcijańskie zasady nakazują wstrzymanie się od spożywania potraw mięsnych w dniach pokutnych, takich jak adwent i wielki post. W tradycyjnych rodzinach katolickich do dnia obecnego panuje zwyczaj niejedzenia mięsa w piątki dla uczczenia śmierci Jezusa Chrystusa. Poszczenie i powstrzymywanie się od pokarmów mięsnych zyskało z czasem wiele innych motywacji, takich jak: opanowanie żądz cielesnych, oczyszczenie przed spotkaniem z Bogiem, współczucie dla losu zwierząt, czy względy zdrowotne. Muzułmanie przestrzegają podobnych przepisów dotyczących spożywania mięsa, jak Żydzi. Dietę muzułmanina określa prawo halal, rozróżniające produkty zabronione i produkty, które można spożywać. Do produktów zakazanych należy wieprzowina, mięso zwierząt padlinożernych i drapieżników, krew, gady i płazy. Zabronione jest spożywanie mięsa od zwierząt uduszonych, rażonych piorunem, zabitych przez uderzenie rogami innego zwierzęcia, a także resztek sztuk rozszarpanych przez inne zwierzęta. W odróżnieniu od judaizmu, dopuszcza się konsumowanie zajęcy, antylop, ryb nieposiadających łuski oraz dzikiego niedrapieżnego ptactwa. Zwierzęta przeznaczone do uboju powinny być czyste, zdrowe i bez wad na ciele. Istotą uboju w systemie halal jest zabicie jednym szybkim cięciem i pozostawienie zwierzęcia do całkowitego wykrwawienia. W toku dalszej obróbki zabronione jest wprowadzanie do ciał ubitych zwierząt innych substancji pochodzenia zwierzęcego, jak białka lub tłuszcze. Ubój powinien odbywać się tylko w zakładach nieprowadzących uboju trzody chlewnej. Do czyszczenia urządzeń w rzeźni nie wolno używać preparatów na bazie alkoholu, ponieważ jest to produkt zakazany muzułmanom. Jeśli nie ma możliwości dezynfekcji w inny sposób, dopuszczone jest użycie alkoholu, pod warunkiem odczekania co najmniej kilkunastu minut przed rozpoczęciem uboju rytualnego. Konina Ze strony fizjologii żywienia nie ma przeciwwskazań do odżywiania się koniną. Mięso jest chude, niskokaloryczne i bogate w żelazo. Składem chemicznym oraz budową histologiczną przypomina wołowinę. Cechą wyróżniającą jest ciemnoczerwona barwa, z lekkim odcieniem brunatnym, co spowodowane jest dużą zawartością mioglobiny. Niekorzystną cechą koniny jest słodkawy posmak, wynikający z dużej zawartością glikogenu. Ponadto surowiec pozyskany od starszych zwierząt odznacza się niepożądaną łykowatością i twardością, spowodowaną wysokim udziałem kolagenu. Mięso końskie jest spożywane w większości krajów Azji i Europy. Polska jest jednym z największych europejskich eksporterów mięsa końskiego, co u części proekologicznie zorientowanego społeczeństwa wzbudza duże kontrowersje. Historycznie konie w naszym kraju były traktowane jako towarzysze w boju i prac w gospodarstwie rolnym. Koń jest zatem przyjacielem obdarzanym szacunkiem i miłością. Stąd brak tradycji spożywania tego rodzaju mięsa. Większe ilości koniny spożywane były tylko w czasach trudnych jeżeli chodzi o zaopatrzenie polskiego społeczeństwa w mięso czy inne produkty spożywcze, czego przykładem może być okres II wojny światowej. Rynek mięsa końskiego jest niewielki i stanowi około 0,5% mięsa produkowanego na świecie. Najwięcej koni ubijanych jest w Chinach, Meksyku, Kazachstanie, Włoszech, Argentynie i Mongolii. Konina jest pokarmowym tabu w Wielkiej Brytanii, Stanach Zjednoczonych Ameryki i Australii, podczas gdy we Francji, Belgii, Niderlandach i we Włoszech dostępna jest w sklepach. Spożywanie koniny zabronione jest wśród wyznawców judaizmu i islamu. W przypadku chrześcijan przez długi czas obowiązywał papieski zakaz ubijania koni, który został wydany po bitwie pod Tours w 732 roku, kiedy Maurowie zostali pokonani przez wojska Karola Młota. Wówczas papież Grzegorz III zwrócił się pisemnie do misjonarza Bonifacego, który nawracał plemiona germańskie na chrześcijaństwo: „Wciąż mi mówisz, że niektórzy ludzie jedzą konie. W żadnym wypadku, Święty Bracie, nie powinieneś tolerować tych praktyk, a wręcz przeciwnie, powinieneś całkowicie zakazać tego wszelkimi możliwymi środkami, z pomocą Chrystusa i nałożyć za takie zachowanie zasłużoną pokutę, ponieważ czyny te są nieczyste i odrażające”. Papież domagał się natychmiastowego zaprzestania spożywania koniny, ponieważ był to jego zdaniem pogański zwyczaj. W związku z tym wydał jeszcze w tym samym roku edykt, oficjalnie zakazujący spożywania koniny przez chrześcijan. Konie były wówczas zbyt drogie i cenne dla rycerstwa, aby prowadzić ich ubój. Zakaz na przestrzeni stuleci rozprzestrzeniał się po Europie, aby stać się w końcu dominującą częścią ówczesnej kultury europejskiej. We Francji jeszcze w XVIII wieku obowiązywał urzędowy zakaz ubijania koni. Podejście do spożywania koniny zmieniło się dopiero w czasach napoleońskich, kiedy głodującym żołnierzom pozwolono zjadać mięso zabitych w walce koni. W XIX wieku francuscy naukowcy zwrócili uwagę na wartości odżywcze koniny i doradzali jej konsumpcję biedniejszym rodzinom. Konie zaczęto zabijać na mięso także w Niemczech i kilku innych państwach europejskich. Utrzymywanie się tabu pokarmowego dotyczącego koniny wynika głównie ze zmian społeczno-gospodarczych i wzrostu świadomości etycznej społeczeństwa. Obecnie zwierzęta dzieli się na domowe i użytkowe, czyli gospodarcze. Gatunki zaliczane do pierwszej grupy są zbyt bliskie ze względu na łączce relacje, aby można było spożywać ich mięso, a konie są dziś utrzymywane głównie dla rekreacji, sportu i przyjemności spędzania z nimi czasu. Wieprzowina W globalnym spożyciu mięsa wieprzowina zajmuje pierwsze miejsce. Według prognoz konsumpcja tego mięsa wzrośnie z poziomu 119,8 mln ton w 2018 roku do 128,8 mln ton w 2028 roku, głównie dzięki wzrostom w krajach rozwijających się. Istnieją jednak społeczności rygorystycznie przestrzegające zakazu spożywania wieprzowiny. Wspomniany zakaz należy do najbardziej charakterystycznych zwyczajów dietetycznych judaizmu i islamu. W Starym Testamencie o świniach mowa jest tylko siedem razy i zawsze w niezbyt korzystnym kontekście. Negatywny stosunek widoczny jest również w wypowiedziach zaczerpniętych z Nowego Testamentu. Sam Jezus przestrzega, aby nie rzucać pereł przed świnie, zaś przypowieść o synu marnotrawnym, który po utracie majątku dogląda świnie i wyjada pokarm z ich koryt jest obrazem największego upadku. Również wyznawcy islamu całkowicie wykluczają ze swojego menu wieprzowinę, ponieważ nie pozwala im na to Prorok Mahomet, który na kartach Koranu mówi: „O wy, którzy wierzycie! Jedzcie dobre rzeczy, którymi was obdarzyliśmy i dziękujcie Bogu, jeśli Go czcicie! On zakazał wam tylko: padliny, krwi i mięsa wieprzowego i tego co zostało złożone na ofiarę czemuś innemu niż Bogu”. W tradycji muzułmańskiej istnieje pogląd, zgodnie z którym już nazwa zwierzęcia, nadana przez Boga, charakteryzuje jego przydatność lub konieczność odrzucenia przez człowieka. Świnia domowa w języku arabskim to khinzir, co oznacza uważam za nieczyste. Zagadnieniem dotyczącym niechęci, a wręcz odrazy do wieprzowiny wśród społeczeństwa muzułmańskiego, zajmował się Mojżesz Majmonides, nadworny lekarz Aladyna, żyjący w XII wieku w Kairze. Uważał on, że Bóg zakazał spożywania wieprzowiny swoim wiernym, ze względu na zdrowie, bowiem mięso świni ma zły wpływ na organizm człowieka. Takie postrzeganie zakazu dotyczącego wieprzowiny skutkuje również unikaniem, a nawet wykluczeniem ze swojej garderoby, ubrań wykonanych ze skóry wieprzowej. Wraz z rozwojem nauki, medycyna muzułmańska podkreślała negatywny wpływ mięsa wieprzowego na zdrowie człowieka, między innymi przez możliwość zakażenia się włośniem spiralnym. Geneza zakazu spożywania wieprzowiny na Półwyspie Arabskim - oprócz otoczki religijnej – może mieć inne bardziej przyziemną przyczynę, którą jest czynnik ekonomiczny. Świnia nie posiada umiejętności przeżuwania pokarmu ze zwiększoną zawartością celulozy. Z tego powodu trzoda chlewna musiała być karmiona zbożem, co stanowiło konkurencję pokarmową dla człowieka. Ponadto świnie nie nadają się na zwierzęta pociągowe oraz nie dają mleka, jak krowy, owce i kozy. Dlatego hodowla świń była na terenach pustynnych nieopłacalna. Można zatem przyjąć, że czynnik ekonomiczny jest jednym z istotnych elementów stanowiących o uznaniu przez judaizm i islam wieprzowiny jako tabu pokarmowe. Wołowina Dla większości hinduistów wołowina jest pokarmowym tabu. Wśród wyznawców hinduizmu wyróżniamy dwa podstawowe sposoby odżywiania w zależności od stanu społecznego. Bramini, czyli przedstawiciele stanu kapłańskiego są wegetarianami. Z kolei kszatrijowie - wojownicy, wajśjowie - rolnicy i rzemieślnicy oraz siudrowie - służący, poza postami i uroczystościami religijnymi, mogą spożywać mięso za wyjątkiem wołowiny. W Indiach jedzenie dzieli się na trzy grupy w zależności od tego, jak produkt spożywczy wpływa na rozwój duchowy. Mięso w przeciwieństwie do produktów roślinnych i nabiału zaliczane jest do pokarmów ciężkich, otępiających i przygnębiających. Dla hinduistów krowa jest ucieleśnieniem bogini Prythiwi - Matki Ziemi i reinkarnacja w ciele krowy oznacza osiągnięcie poziomu stojącego bezpośrednio pod poziomem człowieka, który jest szczytem reinkarnacji. Dusza człowieka, który zabije krowę powraca na najniższy z 87 poziomów reinkarnacji. Pierwszy premier Indii Mahatma Gandhi mówił, że: „Ochrona krów jest jednym z najwspanialszych zjawisk w ludzkiej ewolucji. Ochrona krów to dar hinduizmu dla świata. Hinduizm będzie żył tak długo, dopóki będą żyć hinduiści chroniący krowy”. Jednak najstarsze Wedy nie zakazują jedzenia wołowiny, a krowy stały się nietykalne dopiero około tysiąca lat temu. Niekorzystne zmiany środowiskowe doliny Gangesu wywołane przez wzrost liczebności ludzi powodowały cykliczne susze i powodzie. Klęski naturalne przetrwali rolnicy, którzy zdecydowali się nie zjadać swoich krów, które dają mleko, byki ciągną pługi, a odchodami jednych i drugich można rozpalić w kuchni czy nawozić pola. I tak najprawdopodobniej, stulecie po stuleciu, coraz więcej Hindusów unikało spożywania wołowiny i wykształciło się tabu. Słabe i mało produktywne krowy trzyma się w oborach lub chodzą wolne i są karmione aż do naturalnej śmierci. Produkty od nich uzyskane, to jest: mleko, masło, ser czy jogurt są spożywane. Uważa się, że oczyszczają one umysł, ciało i duszę. Ponadto żywa krowa daje możliwość przygotowania około 15 tysięcy posiłków dzięki swym odchodom, natomiast krowa zabita daje tych posiłków jedynie niecałą setkę. Poszczególne stany Indii różnie regulują prawne kwestie uboju bydła i spożywania wołowiny, w niektórych prowincjach zabijanie bydła jest karane więzieniem, w innych ubój jest dopuszczalny po spełnieniu warunków dotyczących wieku i płci zwierzęcia. Zaskoczeniem może być fakt, że Indie są jednym z największych eksporterów wołowiny. Należy jednak podkreślić, że zdecydowana większość indyjskiej wołowiny to mięso bawołów wodnych, czyli gatunku, do którego Hindusi nie odnoszą się z wielkim szacunkiem, jak w przypadku bydła. Bawoły to zwierzęta łatwe w hodowli i odporne na choroby, a ich mięso zyskuje sobie dużą popularność na świecie ze względu na niską kaloryczność. Krew W wielu religiach krew jest symbolem życia. Powyższe przekonanie opierało się na obserwacji ludzi, w której wyniku dochodzono do oczywistego wniosku, że utrata krwi równała się utracie samego życia. A ponieważ życie uważano za wyłączną własność samego Boga, dlatego istniał zakaz jej spożywania. Zarówno w judaizmie, jak i islamie tabu spożywania krwi obłożone jest zakazami religijnymi. W Starym Testamencie w Księdze Kapłańskiej jest napisane: „We wszystkich waszych domach nie wolno wam spożyć krwi, ani od ptaków ani od czworonogów. Kto skosztuje tylko kroplę krwi, ten musi naród opuścić”. Również w Koranie znajduje się odpowiedni zakaz dotyczący spożywania krwi. Aby nie łamać tabu w obu religiach wprowadzono rytualną metodę ubijania, powodującą wykrwawienie się zwierzęcia. W jednej z sur Koranu jest napisane, że szechita jest konieczna, ponieważ inaczej krew gromadzi się w żyłach, tam ścina się i psuje mięso, którego spożycie jest potem szkodliwe dla zdrowia. Zgodnie z tym, zwierzę powinno być zabite przez poderżnięcie gardła, przez uprawnionego do tego człowieka, który niekoniecznie musi być Muzułmaninem, ale musi wierzyć w Boga. W momencie uboju ofiarnik - rzeźnik winien wymówić słowa: „w imię Boga”, a zwierzę powinno być zwrócone w stronę Mekki. Taki ubój budzi wiele kontrowersji wśród obrońców praw zwierząt, gdyż zwierzę nie jest wcześniej nawet ogłuszane, a podczas przecinania arterii i wykrwawiania jest w pełni świadome. Podsumowując można stwierdzić, że człowiek z punktu widzenia fizjologii jest wszystkożerny i jego układ pokarmowy przystosowany jest do spożywania oraz trawienia pokarmów zarówno pochodzenia zwierzęcego, jak i roślinnego. Wstręt do spożywania niektórych rzeczy nie jest wrodzony, lecz nabyty w drodze interakcji ze społecznym otoczeniem. Ze znanych zakazów pokarmowych z całego świata najliczniej obłożonymi tabu są mięso opisanych powyżej gatunków zwierząt gospodarczych i krew. Tabu może wynikać między innymi z religii, kultury lub uwarunkowań o podłożu ekonomicznym. Najmniejszą liczbą zakazów pokarmowych na świecie objęci są Chińczycy, którzy naciskani przez resztę świata musieli w 2020 roku wykluczyć psy z listy zwierząt rzeźnych. Obecnie jesteśmy świadkami narodzin tabu pokarmowego o podłożu ekologicznym związanego z konsumpcją mięsa. Według wegan intensywny chów zwierząt gospodarskich w dużej mierze odpowiada za zmiany klimatyczne, a ograniczenie spożywania mięsa jest reakcją na istniejące wyzwania środowiskowe. Bardzo możliwe, że za kilkanaście lat ludzie spożywający duże ilości mięsa będą narażeni na ostracyzm społeczny. Autor: dr inż. JANUSZ MROCZEK – Zakład Przetwórstwa i Towaroznawstwa Rolniczego, Kolegium Nauk Przyrodniczych, Uniwersytet Rzeszowski
-
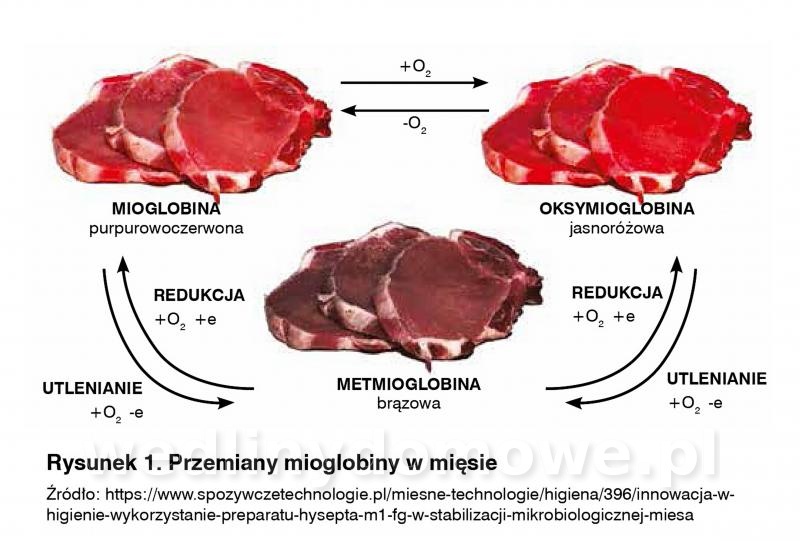
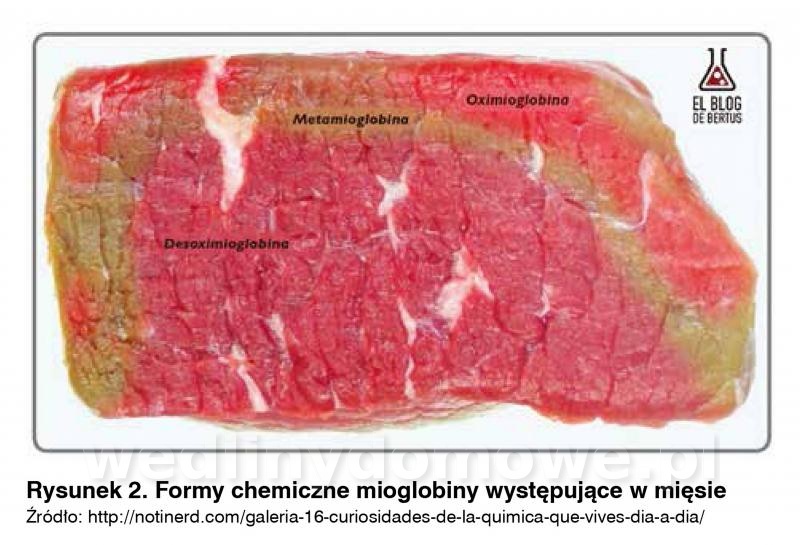
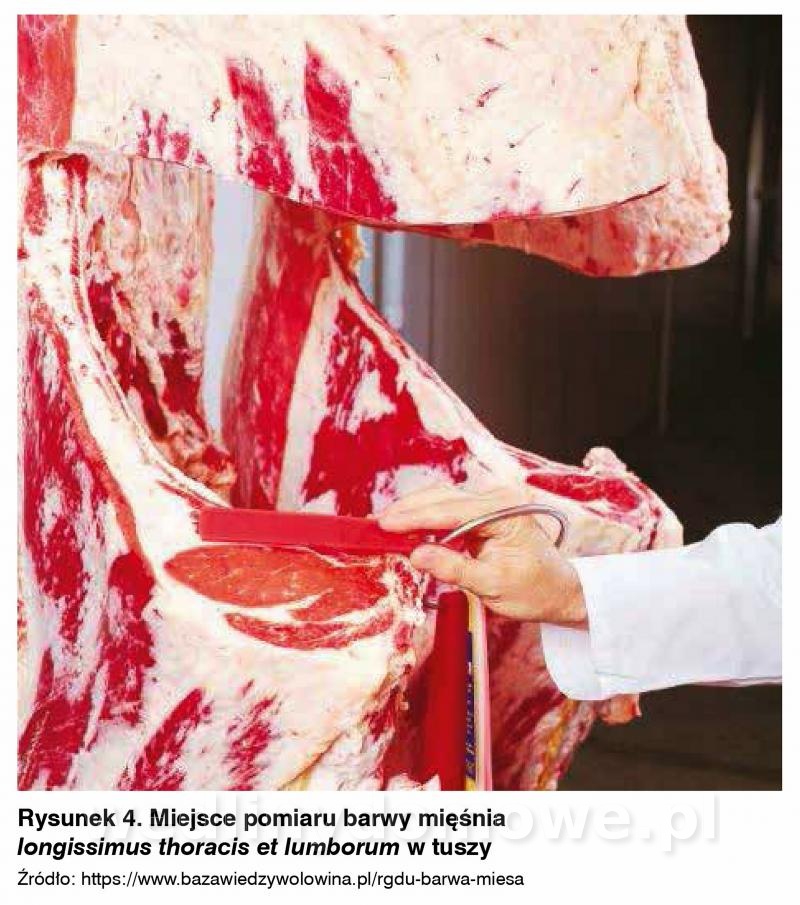
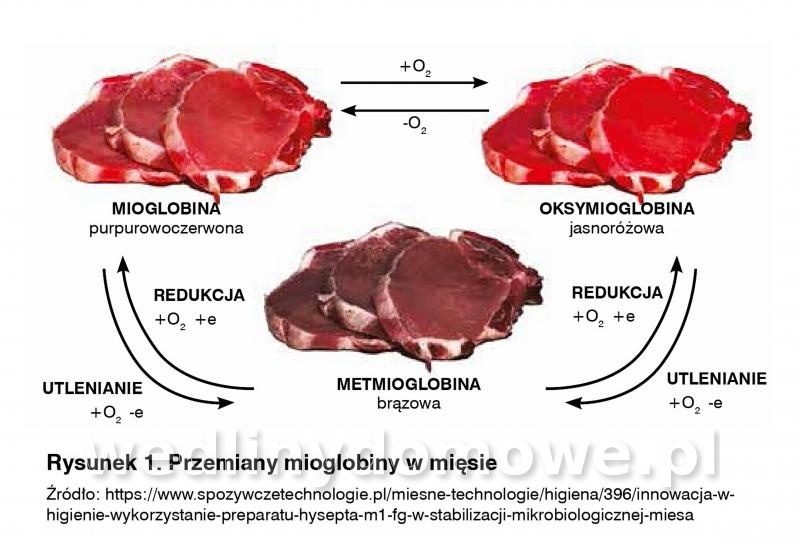
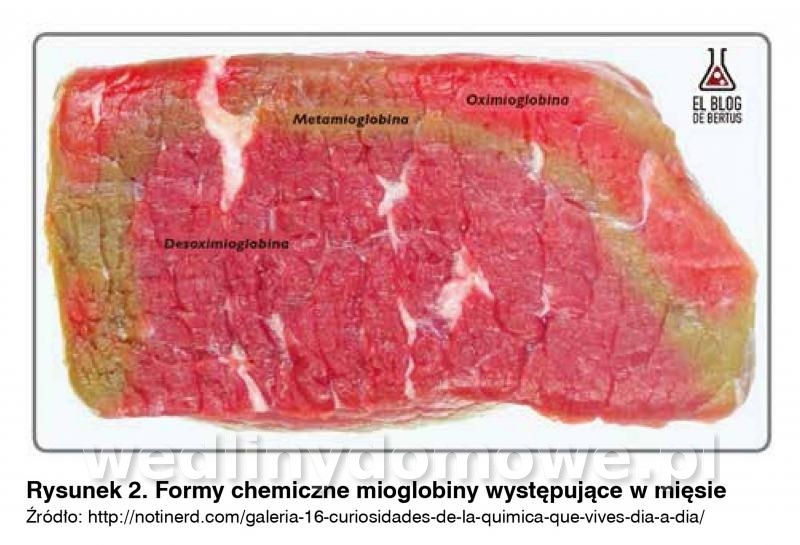
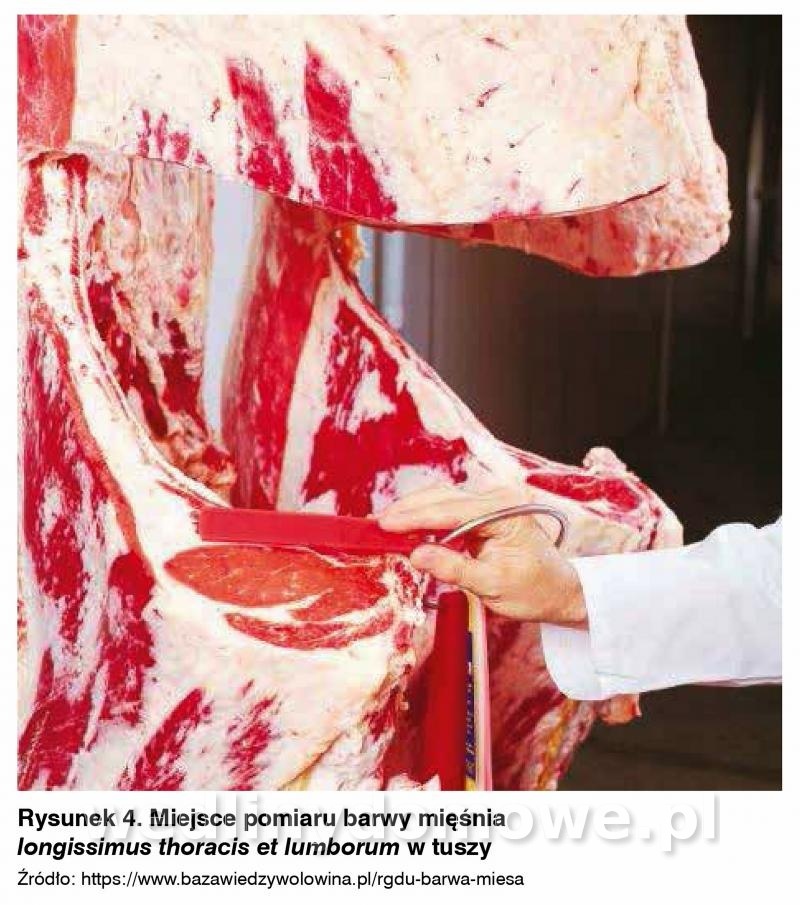
BARWA MIĘSA – CZYNNIKI JĄ KSZTAŁTUJĄCE I METODY POMIARU dr inż. Katarzyna Tkacz dr hab. inż. Monika Modzelewska-Kapituła, prof. UWM mgr inż. Anna Maja Osewska mgr inż. Weronika Zduńczyk Katedra Technologii i Chemii Mięsa, Wydział Nauki o Żywności Uniwersytet Warmińsko-Mazurski w Olsztynie Dla konsumentów jednym z najważniejszych parametrów jakości mięsa, na podstawie którego decydują oni o zakupie, jest jego barwa. Chociaż barwa mięsa nie jest wiarygodnym prognostykiem jego bezpieczeństwa i jakości, to w ocenie konsumenckiej jest to wskaźnik, na podstawie którego mogą oni przewidzieć jakość potrawy, którą z niego przygotują. Dlatego barwa – umiejętność jej pomiaru i prawidłowej interpretacji – jest tak ważna dla producentów i sprzedawców mięsa, gdyż warunkuje ona wielkość sprzedaży mięsa świeżego, która przekłada się na opłacalność przedsiębiorstwa. Na barwę mięsa wpływa wiele czynników, które można podzielić na przyżyciowe i poubojowe. Wśród przyżyciowych duże znaczenie odgrywają czynniki genetyczne takie jak rasa, wiek, płeć oraz pozagenetyczne: system żywieniowy, postępowanie ze zwierzętami przed ubojem oraz z tuszami po uboju. Oprócz wymienionych na barwę duży wpływ wywierają naturalne różnice między mięśniami, spowodowane różną budową i funkcją fizjologiczną. Najważniejsze poubojowe czynniki to postępowanie z tuszami oraz z mięsem po uboju, czyli wychładzanie i rozbiór tusz oraz dojrzewanie i pakowanie. Podstawą do uzyskania mięsa o atrakcyjnej, pożądanej przez konsumentów barwie jest stworzenie prawidłowych warunków podczas przemian po uboju w tkance mięśniowej. Barwę mięsa zasadniczo kształtuje stężenie i forma chemiczna zawartego w nim barwnika hemowego, jakim jest mioglobina. Pozostałe hemoproteidy - hemoglobina i cytochrom „c” w niewielkim stopniu decydują o barwie mięsa. Mioglobina stanowi ok. 90% wszystkich barwników mięsa i w zależności od obecności ligandu połączonego z atomem żelaza hemu, a także od wartościowości żelaza w świeżym mięsie, występuje w trzech formach: dezoksymioglobina (barwa purpurowo-czerwona), oksymioglobina (barwa różowoczerwona) i metmioglobina (barwa szarobrunatna) – Rys. 1. Barwnik w postaci dezoksymioglobiny pozostaje niezmieniony jedynie przy niskim ciśnieniu parcjalnym tlenu (<1,4 mm Hg) oraz gdy żelazo hemu występuję w postaci Fe2+. Poziom mioglobiny m.in. warunkowany jest aktywnością fizjologiczną mięśnia. Takie same anatomiczne mięśnie różnych gatunków zwierząt, jak i inne mięśnie tej samej tuszy, wyróżniają się zmienną aktywnością enzymów oddechowych, dlatego też barwa na powierzchni tkanki mięśniowej, jak i warstw podpowierzchniowych, jest zmienna podczas dojrzewania mięsa. „Najważniejsze poubojowe czynniki to postępowanie z tuszami oraz z mięsem po uboju, czyli wychładzanie i rozbiór tusz oraz dojrzewanie i pakowanie.” W świeżym mięsie usytuowanie form mioglobiny jest następujące: w warstwie, do której nie dociera tlen, występuje dezoksymioglobina, dookoła niej dominuje metmioglobina, a nad nią – ze względu na obecność tlenu – oksymioglobina - Rys. 2. Wartości parametrów barwy mierzonych w świeżym mięsie zależą również od składu chemicznego mięsa, jego struktury (wielkości przestrzeni międzykomórkowych, stopnia denaturacji białek w mięśniach), a także tempa i zasięgu obniżania się pH podczas procesu dojrzewania. Czynniki te determinują stopień wnikania światła i tlenu w tkankę mięśniową, co ma wpływ na formę mioglobiny i w efekcie kształtuje barwę mięsa. Mięśnie po uboju charakteryzują się intensywną czerwoną i błyszczącą barwą, elastycznością oraz miękkością. Wartości pH bezpośrednio po uboju kształtują się na poziomie 6,8-7, a po ok. 36 h wartość ta wynosi ok. 5,7-6,0. Obniżenie pH mięsa, a także zmniejszenie siły wiązania wody, wpływa na zmianę barwy. Stężenie poubojowe powoduje, że mięśnie matowieją, tracą elastyczność i twardnieją. Trwałość barwy mięsa w czasie przechowywania i dystrybucji w znaczącym stopniu kształtowana jest przez ciśnienie tlenu, temperaturę, wilgotność, światło, czynniki mikrobiologiczne oraz zdolność mięsa do redukcji metmioglobiny, a także dostępności tlenu w mięśniach, na którą wpływa aktywność enzymów cyklu oddechowego. W okresie poubojowym za stabilizację barwy mięsa w znaczącym stopniu odpowiedzialna jest aktywność reduktazy metmioglobiny, na którą wpływa m.in.: • rodzaj mięśnia i gatunek zwierzęcia - wyższa aktywność reduktazy metmioglobiny obserwowana jest w przypadku mięśni zwierząt, które cechowały się zwiększoną aktywnością fizyczną; • proces utleniania lipidów – podczas utleniania lipidów aktywność reduktazy metmioglobiny maleje; duża zawartość przeciwutleniaczy zwiększa aktywność reduktazy; • światło – aktywność redukująca jest większa w ciemności niż w przypadku mięsa przechowywanego z zastosowaniem jasnego oświetlenia; • temperatura – w zakresie 30-37oC aktywność reduktazy metmioglobiny jest najwyższa; • czas przechowywania – im dłuższy czas przechowywania, tym mniejsza aktywność redukująca. Barwę mięsa, jak też innych produktów, można ocenić wzrokowo, co pozwala na określenie wstępnej jakości produktu, gdyż oko ludzkie potrafi zauważyć nawet niewielkie odchylenia w barwie. Metoda ta ułatwia podjęcie przez konsumenta decyzji o zakupie, jednak jest to ocena subiektywna, na którą wpływa wiele czynników (np. rodzaj oświetlenia, upodobania konsumenta oraz jego stan psychofizyczny, budowa oka). Pomiar barwy dokonywany jest również z zastosowaniem analizy sensorycznej, jednak mimo zastosowania odpowiednich metod oceny poprzez przeszkolony zespół oceniający, jest to także metoda subiektywna. Europejska Komisja Gospodarcza w Standardach EKG/ONZ (UNECE) (2014) dotyczących mięsa wołowego podaje referencyjne barwy mięsa – Rys 3. Barwę wołowiny według tego wzorca ocenia się na powierzchni oka mięśnia longissimus thoracis et lumborum od strony antrykotu po rozcięciu i ekspozycji na działanie światła (ok. 1 min) na schłodzonej tuszy – Rys. 4. Prawidłowe określenie barwy mięsa jest bardzo istotne zarówno dla zakładów przemysłu mięsnego, jak i w badaniach naukowych. Na podstawie barwy dokonuje się m.in. klasyfikacji oraz oceny jakości surowca. Obiektywne wyniki wyróżnika, jakim jest barwa, można uzyskać metodami instrumentalnymi poprzez zastosowanie kolorymetrów, spektrofotometrów, czy też komputerowej analizy obrazu. W pomiarach instrumentalnych wykorzystuje się różnego rodzaju modele matematyczne, które opisują barwę w postaci punktów o trzech współrzędnych. Do badania percepcji kolorów został opracowany matematyczny model CIE Lab stworzony przez Międzynarodową Komisję Oświetleniową (CIE – fr. Comission Internationale de l’Eclairage; 1978). Barwę opisują matematycznie trzy składowe: parametr L* określa jasność, współrzędne a* i b* mogą przyjmować wartości dodatnie i ujemne. Dodatnie wartości współrzędnej a* określają udział barwy czerwonej, natomiast ujemne – zielonej, dodatnie wartości współrzędnej b* odnoszą się do udziału barwy żółtej, a ujemne – niebieskiej. Jest to najpopularniejszy sposób opisu barwy i jest podstawą wszystkich systemów diagnostyki barw, który pozwala na uniezależnienie identyfikacji od klasy przyrządu. Przy instrumentalnej kolorymetrycznej ocenie barwy mięsa należy zapewnić właściwe warunki pomiaru związane ze źródłem światła i rodzajem użytego obserwatora kolorymetrycznego. Pierwsze przenośne maszyny zostały opracowane przez Minolta i umożliwiły łatwe pomiary barwy na powierzchni mięsa. Zdobyły dużą popularność ze względu na swój mały rozmiar, przystępną cenę i łatwość obsługi. Najczęściej stosowanymi aparatami do pomiaru barwy są kolorymetry, które pozwalają uzyskać precyzyjne i powtarzalne wyniki. Wadą tych aparatów jest ograniczona powierzchnia mięsa przy pomiarze, która uzależniona jest od wielkości otworu pomiarowego. Jest to szczególnie uciążliwe w przypadku niejednorodnego produktu. Warunkiem ujednolicenia sposobu oceny barwy mięsa jest sposób przygotowania próbek do badań i prawidłowe ich opisanie. Opis badanych próbek powinien uwzględniać informacje na temat rasy i gatunku zwierzęcia, sposobu żywienia i chowu, jego wieku oraz sposób transportu i warunki uboju. Próby mięśnia należy ciąć w poprzek włókien mięśniowych i zachować minimalną grubość 1,5 cm. Próbki do badań prawidłowo pobiera się 24h po uboju, a podczas dłuższego przechowywania temperatura nie powinna być wyższa niż +3°C. Wpływ na wynik pomiaru ma również czas upływający od chwili przygotowania próbki mięsa do wykonania pomiaru. Na powierzchni mięsa po przecięciu dochodzi do utlenowania mioglobiny do oksymioglobiny i jest to tzw. kwitnienie (blooming). Pomiar barwy mięśnia dokonuje się w powtórzeniach (od 3 do 5) w różnych miejscach, co pozwala na uzyskanie dokładnych i miarodajnych wyników. Na wynik pomiaru barwy mięsa wpływa rodzaj oświetlenia i natężenie światła. Dlatego do pomiaru barwy mięsa najczęściej stosuje się iluminaty światła dziennego – C i D65. Handlowcy, aby zachęcić konsumentów do zakupu, stosują specjalne oświetlenie mające na celu stworzenie wrażenia o świeżości i atrakcyjności produktu. W przypadku mięsa stosuje się światło silniejsze w czerwonym odcinku spektrum, co optycznie wzmacnia jego czerwoną barwę, natomiast nie zaleca się stosowania światła niebieskiego lub zielonego. „Barwę mięsa zasadniczo kształtuje stężenie i forma chemiczna zawartego w nim barwnika hemowego, jakim jest mioglobina.” Barwa jest niezwykle ważnym wyróżnikiem jakości mięsa i jest kształtowana na każdym etapie jego produkcji oraz dystrybucji. Należy więc dołożyć wszelkich starań, aby jak najdłużej zachować jaskrawoczerwoną, intensywną barwę mięsa, będącą atrakcyjną dla konsumenta, poprzez staranny dobór metody pakowania oraz oświetlenia mięsa podczas jego ekspozycji w handlu. WYKAZ PIŚMIENNICTWA: 1. Bocian M., Jankowiak H., Kapelański W., 2015, Zmiany barwy mięsa w trakcie przechowywania. Nauka Przyr. Technol., 9, 4, 1-6. 2. Borowy T., 2014, Barwa mięsa i przetworów mięsnych, możliwość i ograniczenia zachowania wysokiej jakości konsumenckiej. Informator masarski, 9, 60-68. 3. Chmiel M., Słowiński M, 2016, Kształtowanie się barwy mięsa wołowego podczas trwania procesu „blooming”. Żywność. Nauka. Technologia. Jakość, 6 (109), 102-112. 4. Commission Internationale De L’Eclairage (CIE) 1978, Recommendations on uniform color spacer, color difference equations, psychimetric color terms. Supplement No. 2 to CIE Publication No. 15 (E-1.3.1.) 1971/(TC-1-1), Bureau Central de la CIE, Paris, 1978. 5. Dobrzańska A., Cais-Sokolińska D., 2014, Ocena przydatności systemów pomiaru barwy do badań preparatów białek mleka i serwatki. Aparatura badawcza i dydaktyczna, 3, 267-272. 6. Domaradzki P., Litwińczuk Z., Florek M., Litwińczuk A., 2016, Zmiany właściwości fizykochemicznych i sensorycznych mięsa wołowego w zależności od warunków jego dojrzewania. Żywność. Nauka. Technologia. Jakość, 3 (106), 35-53. 7. Karamucki T., 2016, Barwa mięsa surowego. Gospodarka Mięsna, 10, 28-31. 8. Kołczak T., 2007, Barwa mięsa. Gospodarka Mięsna, 09, 12-16. 9. Mancini R.A., Ramanathan R., 2014, Effects of postmortem storage time on color and mitochondria in beef. Meat Science, 98, 65-70. 10. Modzelewska-Kapituła M., Tkacz K., Nogalski Z., Karpińska-Tymoszczyk M., Więk A., 2019. Influence of ageing on longissimus lumborum quality from Holstein-Friesian young bulls fed different diets. Journal of Food Science and Technology, 56(7):3215–3224. doi: 10.1007/ s13197-019-03778-7 11. Molenda J., Wrona M., Siwiec W., 2012, Zastosowanie Modelu CIE Lab w badaniach barwy lotnych popiołów. Problemy eksploatacji, nr 3, 177-187. 12. Onopiuk A., Półtorak A., Wierzbicka A., 2016, Influence of post-mortem muscle glycogen content on the quality of beef during aging. J Vet Res 60, 301-307. 13. Piaskowska N. Śmiecińska K., 2015, Dojrzewanie poubojowe a jakość wołowiny. Gospodarka Mięsna, 08, 34-36. 14. Tkacz K., Modzelewska-Kapituła M., Więk A., Nogalski Z., 2020, The applicability of total color difference E for determining the blooming time in longissimus lumborum and semimembranosus muscles from Holstein-Friesian bulls at different ageing times. Applied Sciences, 10, 8215; doi:10.3390/app10228215 15. Wulf D.M., Wise J.W., 1999, Measuring muscle color on beef carcasses using the L*a*b* color space. J. Anim. Sci., 77, 2418-2427. 16. Wywrisz J., Półtorak A., Zalewska M., Zaremba R., Wierzbicka A., 2012, Analysis of relationship between basic composition, pH, and physical properties of selected bovine muscls. Bull Vet Inst Pulawy, 56, 403-409. 17. Zapotoczny P., Zielińska M., 2005, Rozważania nad metodyką instrumentalnego pomiaru barwy marchwi. Żywność. Nauka. Technologia. Jakość, 1(42), 121-132.

-
KASZANKI W POLSKIEJ TRADYCJI KULINARNEJ Dr inż. Jerzy Wajdzik Kaszanki (kiszki kaszane) stanowią grupę wędlin podrobowych i z technologicznego punktu widzenia dzielą się na krwiste i niekrwiste. Są to wyroby charakteryzowane technologicznie jako kiszki mięsno-podrobowo-skrobiowe. Ze stosowanego nazewnictwa i definicji określających tę grupę wyrobów wynika, że do ich produkcji wykorzystuje się zawsze surowce skrobiowe, do których należą różne gatunki kaszy. W przypadku produkowania kaszanek krwistych niezbędnym składnikiem receptur surowcowych jest krew spożywcza, głównie świńska. Ponadto do wytwarzania kaszanek przeznacza się surowce mięsne i podrobowe, najczęściej świńskie. Bardzo sporadycznie produkuje się kaszanki z wykorzystaniem surowców bydlęcych lub drobiowych. W praktyce jest to zjawisko jednak marginalne. Kaszanki krwiste mają swoje znaczące od wielu lat miejsce w polskiej tradycji kulinarnej. W związku z faktem, że jakość tych wyrobów i ich cechy fizykochemiczne są mocno zakorzenione w świadomości konsumentów, są one często produkowane według tradycyjnych receptur i przy zastosowaniu niezmienianych od lat metod wytwarzania. Ukształtowane cechy sensoryczne i wyróżniki fizykochemiczne kaszanek uzależnione są w dużym stopniu od wielkości dodatku krwi, rodzaju zastosowanych surowców skrobiowych (różne gatunki kaszy) oraz wzajemnej proporcji ilościowej dodawanych surowców mięsnych, podrobowych i tłuszczowych. Z dodatków funkcjonalnych niezbędny w ich produkcji jest jedynie chlorek sodu, który pełni przede wszystkim funkcję smakotwórczą. Wyróżnik smaku kaszanek determinowany jest ponadto przez dodane przyprawy oraz zdecydowanie w mniejszym stopniu przez inne dodatki. SUROWCE MIĘSNE I TŁUSZCZOWE Do produkcji kaszanek można stosować różne rodzaje mięsa, w tym przede wszystkim mięsa należące do niższych klas jakościowych. Surowce te pod żadnym względem nie mogą budzić zastrzeżeń natury jakościowej oraz mikrobiologicznej. Należy mieć na uwadze fakt, że kaszanki są wyrobami wybitnie nietrwałymi i dlatego łatwo ulegającymi niekorzystnym zmianom prowadzącym do ich zepsucia. Z technologicznego punktu widzenia najlepszym rozwiązaniem jest założenie, aby wszystkie surowce mięsne stosować po wstępnej obróbce cieplnej. Doskonałym surowcem mięsno-tłuszczowym przydatnym w produkcji kaszanek jest mięso z głów wieprzowych, które wykorzystuje się po obraniu ugotowanych głów. Zawiera ono około 8,6% białka i ponad 25% tłuszczu, ale wnosi do wyrobów pożądaną smakowitość. Mięso to także wpływa na pożądaną konsystencję kaszanek, co jest efektem procesu żelowania zachodzącego na etapie chłodzenia kaszanek. Powstała w wyniku termohydrolizy kolagenu, obecnego w mięsie z głów (anatomiczne połączenie skóry z tkanką mięśniową), rozpuszczalna glutyna przechodzi wtedy ze stanu zolu w żel. Z grupy tanich surowców białkowych (kolagenowych) w produkcji kaszanek wykorzystuje się skórki wieprzowe lub rzadziej skórki drobiowe. Zawierają one dużą ilość kolagenu (około 20%), który ulegając w czasie obróbki cieplnej termohydrolizie, prowadzi do powstawania rozpuszczalnej glutyny. W czasie chłodzenia kaszanek glutyna żeluje i w ten sposób wpływa na konsystencję kaszanek. Rozsądnym kompromisem w zakresie uzyskania dużej twardości powstającego żelu jest zachowanie równowagi między stopniem zaawansowania termohydrolizy w czasie wstępnej obróbki cieplnej skórek a korzyścią wynikającą z żelowania powstałej glutyny w wyrobie gotowym. W praktyce w czasie obróbki wstępnej kolagen w skórkach powinien pęcznieć i ulegać tylko niezbyt zaawansowanej termohydrolizie. Daje to gwarancję, że glutyna spełni wówczas swoją rolę teksturotwórczą w wyrobie gotowym. Glutyna pozostająca w powstałym po gotowaniu surowców rosole nie będzie bowiem wykorzystana do kształtowania tekstury kaszanek. Do surowców kolagenowych przydatnych w produkcji kaszanek należą również nogi wieprzowe, z których można uzyskać kolagenową masę wykazującą właściwości teksturotwórcze (żelowanie glutyny). Skórki, niezależnie od ich pochodzenia, wprowadzają do wyrobów tłuszcz, którego zawartość w tych surowcach kształtuje się na poziomie 10-15%. W produkcji kaszanek wykorzystuje się powszechnie różne rodzaje tłuszczu oraz inne surowce tłuszczowe (skwarki). W praktyce najczęściej stosuje się obrobiony termicznie wieprzowy tłuszcz drobny lub podgardle. Przydatność znajduje także tłuszcz miękki, głównie tłuszcz wieprzowy o smarownej konsystencji. Można wykorzystywać ponadto tłuszcz okołojelitowy (otokowy), który nie może jednak wykazywać odchyleń jakościowych (niekorzystny zapach), na co jest podatny. W praktyce można przeznaczać do produkcji również tłuszcz kotłowy, tj. tłuszcz zbierany z powierzchni wody, w której gotowane były surowce przeznaczone do produkcji. Tłuszcz ten powinien mieć w temperaturze 20°C konsystencję mazistą i charakteryzować się liczba kwasową nieprzekraczającą 5°. W produkcji kaszanek wykorzystywać można skwarki powstające po wytopieniu surowca tłuszczowego. Największą przydatność mają skwarki uzyskane z metody ciągłej wytopu surowca tłuszczowego, które zawierają około 20% białka oraz do 10% tłuszczu. Pożądaną smakowitość, będącą efektem przypalenia, wnoszą natomiast skwarki uzyskane w metodzie suchej wytopu surowca tłuszczowego. Mogą one jednak zawierać aż 25% tłuszczu, co trzeba uwzględnić w tworzeniu surowcowego składu recepturowego kaszanek. SUROWCE PODROBOWE Niezbędnym surowcem, z grupy surowców podrobowych, stosowanym w produkcji kaszanek jest wieprzowa krew spożywcza (wyjątek stanowią kaszanki nie krwiste, które produkuje się bez dodatku krwi). Krew jako surowiec do produkcji kaszanek krwistych jest wykorzystywana w postaci świeżego roztworu koloidalnego o wartości pH= 7,3-7,5. Może ona być stosowana po uprzednim mrożeniu, konserwowaniu chlorkiem sodu (maksymalnie 48 godzin) lub w formie suszonej. W przypadku stosowania krwi suszonej przyjmuje się zależność, że zastępuje ona krew świeżą przy uwodnieniu w proporcji 1: 6-8. Z grupy podrobów, będącymi narządami miąższowymi, głównym surowcem do produkcji kaszanek jest wątroba, która stanowi swoistą wkładkę. Obrobiona wstępnie cieplnie wątroba wpływa na teksturę kaszanek, wprowadzając do nich ziarnistość (gruzełkowatość). Jednocześnie wątroba rzutuje na charakterystyczny smak kaszanek. Ograniczoną przydatność z grupy surowców podrobowych kierowanych do produkcji kaszanek mają natomiast serca, płuca i mózgi wieprzowe. Szerokie wykorzystywanie płuc jest często ograniczone ze względu na występujące w nich zanieczyszczenia zachłystowe oraz chroniczne zmiany chorobowe. Serca z kolei ze względu na swoją konsystencję i strukturę tkankową bardziej przydatne okazują się w produkcji salcesonów, a mózgi znajdują głównie przydatność w produkcji kiszek wątrobianych. SUROWCE ROŚLINNE (KASZE) Niezbędnym surowcem pochodzenia roślinnego do wyprodukowania kaszanek jest kasza, najczęściej jęczmienna lub gryczana. Z grup kasz jęczmiennych stosuje się postać łamaną lub pęczak. Surowiec ten powinien zawierać maksymalnie około 15% wody, 1,4% tłuszczu i 70% skrobi. Kasza gryczana powinna charakteryzować się natomiast zawartością tłuszczu do 2,7%, skrobi około 66% i wody maksymalnie 15%. Przygotowując kaszę do produkcji kaszanek, poddaje się ją parzeniu w wodzie lub rosole powstałym w trakcie obróbki cieplnej surowców mięsnych, tłuszczowych i podrobowych. Pożądana obecność tłuszczu w środowisku grzejnym (około 10%) zapobiega zbrylaniu się kaszy w czasie obróbki. Technologicznie parzenie kaszy rozpoczynać należy w temperaturze wrzenia wody, którą obniża się do ok. 80° C i utrzymuje aż do uzyskania odpowiedniej miękkości kaszy. Nie należy dopuścić do rozgotowania kaszy i uzyskania mazistej konsystencji. Uwodnienie kaszy powinno wynosić około 2:1 (woda: kasza), przy czym jęczmienna ma maksymalny przyrost 220% a gryczana 200%. DODATKI I PRZYPRAWY Koniecznym dodatkiem stosowanym w produkcji kaszanek jest chlorek sodu nazywany potocznie solą kuchenną. Poza nadaniem smakowitości wyrobom sól obniża aw, co rzutuje na trwałość kaszanek. Chlorek sodu jednocześnie hamuje działanie enzymów, co także wpływa pozytywnie na trwałość kaszanek. Technologicznie nieuzasadnione w produkcji kaszanek jest stosowanie azotynu sodu jako składnika mieszanki peklującej (NaCl+NaNO2), który w tej grupie wyrobów nie daje pożądanych korzyści jakościowych i trwałościowych. Wynika to z faktu, że technologicznie niepożądane w tej grupie wyrobów jest wybarwienie, a rola konserwująca azotynu sodu staje się mało istotna, ze względu na jego unieczynnienie przez dużą podaż hemoglobiny. Konserwujące działanie azotynu sodu można jedynie wykorzystać dodając, go do farszu, w którym została w pełni zdenaturowana hemoglobina. Warunki takie pozwalają na obecność w wyrobie gotowym wolnego azotynu sodu, który wykazuje wtedy działanie konserwujące. Zachodzi to w przypadku stosowania krwi suszonej lub krwi poddanej wstępnej i skutecznej obróbce termicznej. Sporadycznie w produkcji kaszanek wykorzystuje się dodatek przeciwutleniaczy (kwasy askorbinowe i ich sole sodowe) oraz substancji wpływających na trwałość (octany, mleczany). Niekiedy we współczesnych składach recepturowych wytwarzania kaszanek stosuje się dodatek niektórych cukrów (glukoza, maltodekstryna). Do przyprawiania kaszanek wykorzystuje się następujące popularne przyprawy naturalne: pieprz czarny, majeranek, ziele angielskie oraz cebulę. Dobre efekty uzyskania pożądanego smaku daje dodatek smażonej cebuli, która na etapie procesu smażenia traci ostry, gryzący smak i nadaje w rezultacie wyrobom specyficzny aromat i słodkawy posmak. Niekiedy wyroby te przyprawia się dodatkowo czosnkiem, imbirem, gorczycą, kminkiem, kolendrą, liściem laurowym i mieszanką przyprawową w postaci pieprzu ziołowego. Przyprawy naturalne w pewnym zakresie są często zastępowane ekstraktami przypraw, a samo przyprawianie kaszanek dokonuje się też z udziałem aromatów przyprawowych i aromatów mięsnych. Smakowitość kaszanek wzmacnia się coraz częściej dodatkiem glutaminianu sodu, ekstraktów drożdżowych i suszonych warzyw. CHARAKTERYSTYKA TOWAROZNAWCZA KASZANEK Komponując składy surowcowe receptur produkcyjnych kaszanek, uwzględnia się tradycyjnie następujące udziały poszczególnych grup składników: • kasza (jęczmienna i gryczana w różnej proporcji): 15-25% • krew świeża lub mrożona 18-25% • mięsa drobne, mięsa z głów, surowce kolagenowe 20-55% • tłuszcze 9-25% • podroby 10-15% W związku z takimi ramowymi układami surowcowymi kaszanki charakteryzują się zawartością tłuszczu w zakresie 9,5-20% oraz białka na poziomie 8-12%. Wymienione surowce mięsne, tłuszczowe i podrobowe stosuje się w określonych proporcjach i o odpowiednim stopniu rozdrobnienia. Rozdrobnienie prowadzi się w wilku przez siatki o średnicy oczek wynoszącej najczęściej 5-10 mm. W trakcie mieszania składników dodaje się tradycyjnie chlorek sodu (1,7-2,5%) oraz przyprawy: majeranek otarty (0,2-0,3%), pieprz czarny (0,2-0,4%), ziele angielskie (0,02-0,04%) oraz cebulę świeżą lub smażoną (2-3%). Farsz przygotowany do wyprodukowania kiszek kaszanych ma relatywnie wysoką temperaturę, zawiera podatne na zmiany składniki (białko, tłuszcz, węglowodany) oraz charakteryzuje się wysoką wartością pH (pH>6,8). Należy nim niezwłocznie po wytworzeniu napełnić osłonki (kiełbaśnice, jelita baranie cienkie, kątnice wieprzowe, osłonki poliamidowe) i kierować je do parzenia. Obecny w osłonkach farsz jest bowiem bardzo podatny na niekorzystne zmiany, będące wynikiem działania drobnoustrojów mezofilnych, bakterii beztlenowych i bakterii fermentacji mlekowej (z rodzaju Lactobacillus), z których te ostatnie są odpowiedzialne za procesy fermentacyjne. Sprzyja im obecność w kaszankach dużej ilości węglowodanów. Barwę kaszanek determinują procesy utleniania i denaturacji zachodzące w obrębie hemoglobiny. W czasie obróbki termicznej następuje denaturacja białka związanego z hemem barwnika krwi, co odsłania jony żelazawe (Fe+2) Ulegają one szybko utlenianiu do kationów (Fe+3), co prowadzi nieodwracalnie do powstawania barwnika heminowego, jakim jest methemochromogen, który nadaje kaszankom ciemnobrunatną barwę. Tworzeniu się tego związku barwnego w tych warunkach sprzyja obecność chlorku sodu. Odmienienie wygląda sprawa tworzenia się stabilnej barwy w przypadku dodatku azotynu sodu, który wytworzył już w farszu wybarwienie peklownicze. Powstaje wówczas, równolegle z methemochromogenem, nitrozylohemochromogen o czerwonej barwie. Literatura 1.Brochowski L. (1982): Technologia przetwórstwa mięsnego. W. Sz i P - Warszawa 2.Wajdzik J. (2012): Aspekty nowoczesnej produkcji wędlin podrobowych. ,,Gospodarka Mięsna” nr 3 3.Wajdzik J. (2018): Technologiczne uwarunkowania powstawania odchyleń jakościowych wyrobów mięsnych. cz. II Wydawca: miesięcznik ,,Rzeźnik polski”, Racibórz

-
Pierwsza wędzarnia , pierwsze wędzonki
Maxell odpowiedział(a) na wkladzik temat w Dla początkujących
Nie musi kupować. Wystarczy, że weźmie udział w naszej zabawie. -
Pierwsza wędzarnia , pierwsze wędzonki
Maxell odpowiedział(a) na wkladzik temat w Dla początkujących
Niedopeklowania zdarzają się głównie (i to bez względu czy z nastrzykem, czy bez) w przypadku zbyt krótkiego procesu peklowania. -
Świąt Bożego Narodzenia, spędzonych w rodzinnym gronie, wypełnionych radością i miłością. Niosących spokój i odpoczynek. Nowego Roku spełniającego wszystkie marzenia, pełnego optymizmu, wiary, nadziei oraz szczęścia i powodzenia. Z całego serca życzy administracja
-
Kupię zamykarkę do puszek.
Maxell odpowiedział(a) na Radek. temat w Ogólnopolska Giełda Wyrobów Domowych
Ale niedawno na olx była właśnie oferta Krzyśka na taką zamykarkę. -
Kupię zamykarkę do puszek.
Maxell odpowiedział(a) na Radek. temat w Ogólnopolska Giełda Wyrobów Domowych
Widzę, że Gonzo handluje. -
I tak trzymaj, a my będziemy trzymali kciuki za to, by Ci się wszystko udało.
-
Pozostały jeszcze tylko dwa dni do zamknięcia listy zapisów na kalendarze WB 2022. Lista chętnych na kalendarz WB na rok 2022: 1. Maxell 2. Maxell 3. Maxell 4. Maxell 5. witt 6. witt 7. bilu72 8. bilu72 9. bilu72 10. bilu72 11. EAnna 12. EAnna 13. EAnna 14. EAnna 15. Jojo 16. Jojo 17. Jojo 18. karolszymczak 19. karolszymczak 20. karolszymczak 21. karolszymczak 22. chudziak 23. chudziak 24. L.Przemek 25. Tomasz_65 26. Tomasz_65 27. viva 28. Zofintal 29. Zofintal 30. ryszpak 31. ryszpak 32. ryszpak 33. ryszpak 34. dadys 35. dadys 36. dadys 37. paweljack 38. paweljack 39. paweljack 40. frapio 41. lobo 42. wiesiorek 43. wiesiorek 44. wiesiorek 45. wiesiorek 46. wiesiorek 47. gontek 48. gontek 49. naginajka 50. tompi 51. tompi 52. tompi 53. Bagno 54. Bagno 55. Bagno 56. Zico 57. Zico 58. Zico 59. Wiejas 60. Wiejas 61. Wiejas 62. Pontiak 63. Pontiak 64. Pontiak 65. JaGra 66. Grzechu 1 67. Grzechu 1 68. Twonk 69. Twonk 70. Twonk 71. kotunia 72. kotunia 73. Wilq1x 74. Wilq1x 75. janusz_P 76. ludwik130 77. ludwik130 78. marcinzet 79. arkawroc 80. Yerba 81. hahar 82. maria s 83. Pools 84. Pools 85. anerka 86. gruby7074 87. baca 88. misiek.b 89. misiek.b 90. Todek 91. JacekC 92. JacekC 93. JacekC 94. JacekC 95. JacekC 96. Szym-on 97. Szym-on 98. Szym-on 99. eland 100. Maciej.Z 101. Maciej.Z 102. kaszubka33 103. kaszubka33 104. Pepuś 105. Pepuś 106. chaber 107. CPN 108. CPN 109. CPN 110. Wirus 111. Wirus 112. mariusz_e 113. mariusz_e 114. jędrek12 115. jędrek12 116. ziezielony 117. ziezielony 118. ziezielony 119. ziezielony 120. Wujaszek Tom 121. Wujaszek Tom 122. Wujaszek Tom 123. Wujaszek Tom 124. Wujaszek Tom 125. 126. 127. 128. 129. śniegol 130. Radek 131. Radek 132. Radek 133. Radek 134. Andrzej132 135. Bossky 136. lysy100 137. lysy100 138. Bandit 139. waldero 140. waldero 141. waldero 142. Kalinosiu 143. Kalinosiu 144. Kalinosiu 145. robix 146. robix 147. Aron2 148. Aron2 149. Aron2 150. Aron2 151. Aron2 152. Michcik 153. Michcik 154. Michcik 155. Michcik 156. Franko 157. Franko 158. Straszny 159. Straszny 160. Straszny 161. tato 162. tato 163. tato 164. tato 165. tato 166. tato 167. tato 168. tato 169. tato 170. tato 171. tato 172. tato 173. hahar 173. Franko + 1 174. baca + 1 175. baca + 1 176. Michcik + 1 177. Michcik + 1 178. marek80 179. marek80 180. marek80 181. Marzena80 182. Marzena80 183. tompi + 1 184. nestor 185. nestor 186. Zofintal + 1 187. vtec 188. vtec 189. vtec 190. dyzio 191. Sebastian72 192. Wieloś 193. cycmon 194. Papcio Podajemy nick z forum oraz liczbę kalendarzy. Proszę nie uzupełniać listy - będę to robił sam, co pozwoli na uporządkowane jej prowadzenie.
-
Arkadiusza różne i różniste
Maxell odpowiedział(a) na arkadiusz temat w Kącik kuchenny Arkadiusza Tematy
U Ciebie tak, ja gotuję razem z warzywami i mięsem. -
Arkadiusza różne i różniste
Maxell odpowiedział(a) na arkadiusz temat w Kącik kuchenny Arkadiusza Tematy
... i obowiązkowo mielimy cebulę, która gotowała się z mięsem. -
Pieczarki konserwowe też są ostre, ale zalewa nie jest ciągnąca.
-
Składka pomocowa dla Rodziny naszego Śp. Kolegi Pawła Kubusiaka
Maxell odpowiedział(a) na Maxell temat w Fundusz WB wsparcia w nagłych przypadkach
Lista osób biorących udział w zbiórce: 28. gruby7074 29. wróbel75 30. Yerba 31. mikami 32. Maniek96 33. Zbig3133 34. karolszymczak 35. Pools Zebrana kwota: 780,00 zł -
Składka pomocowa dla Rodziny naszego Śp. Kolegi Pawła Kubusiaka
Maxell odpowiedział(a) na Maxell temat w Fundusz WB wsparcia w nagłych przypadkach
Lista osób biorących udział w zbiórce: 28. gruby7074 29. wróbel75 30. Yerba 31. mikami Zebrana kwota: 600,00 zł -
Czy Ty Kolego nie oferowałeś nam jakiś czas temu wibratorka do Dymboxa? Wrzuć zdjęcie urządzenia.
-
Zrobiłem "Śledzie Proboszcza". Bardzo dobre. Połowę octu zastąpiłem marynatą z pieczarek. Będę je robił częściej.