Maxell
-
Postów
46 214 -
Dołączył
-
Ostatnia wizyta
-
Wygrane w rankingu
180
Typ zawartości
Profile
Forum
Wydarzenia
Mapa użytkowników
Sklep
Giełda
Treść opublikowana przez Maxell
-
Jaką kupić maszynkę do mielenia mięsa ?
Maxell odpowiedział(a) na świadziu temat w Maszynki do mięsa
Jeszcze chwilka, a wywalę cały temat, bez względu na jego wartość merytoryczną. Dostałem zgłoszenie moderacyjne, ale widzę, że taka dyskusja trwa tutaj od jakiegoś czasu. -
Ilustrowany Katalog Wędzarni WB.
Maxell odpowiedział(a) na Maxell temat w Wędzarnie. Budowa i obsługa
9. Grillo - wędzarnia Grzegorza z piecem: Link do tematu: /topic/11151-grilo-wedzarnia-z-piecem-grzegorza/


-
Gdyby ktos miał watpliwości, że wiedza jest ciężka i... droga, to tutaj licytacja z allegro całej biblioteki z 1944 r.: http://allegro.pl/degele-familys-mementos-i5160910270.html?utm_source=criteo&utm_medium=cpc&utm_campaign=alluserscro
-
Wklejaj, ale dodatkowo wysyłaj mi na pocztę (maxell11@wp.pl) to będę je dodawał do tematów w dziale Polska tradycja masarska.
-
Filemonek, jest super okazja by zgromadzić dużo zdjęć do fotoreportażu dla forum. Jeśli możesz, to bardzo Cie proszę.
-
Powinno się parzyć od razu po wyjęciu z wędzarni.
-
Czyszczenie jelit wieprzowych ręcznie
Maxell odpowiedział(a) na michal11 temat w Jelita, osłonki, przyprawy i dodatki
Przecież podałem Ci temat: /topic/10080-tradycja-iii-obróbka-jelit-1952-r/ -
Czyszczenie jelit wieprzowych ręcznie
Maxell odpowiedział(a) na michal11 temat w Jelita, osłonki, przyprawy i dodatki
W linkach, które podałem Koledze Slodziaksos znajdziesz także wszystko o przygotowaniu jelit wieprzowych. -
Już sprawdziłem. 1 kg cebuli świeżej odpowiada 0,15 kg suszu. Przy okazji, jeśli zastępujesz pieprz naturalny pieprzem ziołowym to stosunek wynosi 1:2
-
O ile pamiętam to suszona do świeżej, jak 1:3. Możesz to sprawdzić choćby w 16-tce.
-
To wklejaj zdjęcia. Na naszym forum znajdziesz receptury.
-
Dzięki. Na Was zawsze można liczyć.
-
Czyszczenie jelit wołowych.
Maxell odpowiedział(a) na slodziaksos temat w Jelita, osłonki, przyprawy i dodatki
W dziale "Polska tradycja masarska" jest taki temat: /topic/10080-tradycja-iii-obróbka-jelit-1952-r/ -
Potrzebna pomoc we wskazaniu lub znalezieniu taniego hotelu w okolicach Centrum Onkologii w Bydgoszczy. Jeśli ktoś mieszka w tym mieście i chciałby pomóc, proszę o kontakt. Z góry serdecznie dziękuję.
-
Czyszczenie jelit wołowych.
Maxell odpowiedział(a) na slodziaksos temat w Jelita, osłonki, przyprawy i dodatki
Zapomniałeś Kolego, że mamy jeszcze stronę główną. na niej znajdziesz bardzo dużo przydatnych informacji, choćby to: http://wedlinydomowe.pl/dodatki/jelita/613-wszystko-o-jelitach-szczegolowa-obrobka-jelit -
A czy ja pisałem o licytacjach? Ta tytułowa akcja tematu zgodnie z planem kończy się dzisiaj o 20.00.
-
Dzisiaj o godz.20.00 kończymy naszą akcję pn.: "Pomóżmy Bartkowi". Podczas jej trwania zebrano łącznie 4717,00,-zł + 120,00,- zł = 4837,00,-zł. Bardzo wszystkim dziękuję za odzew.
-
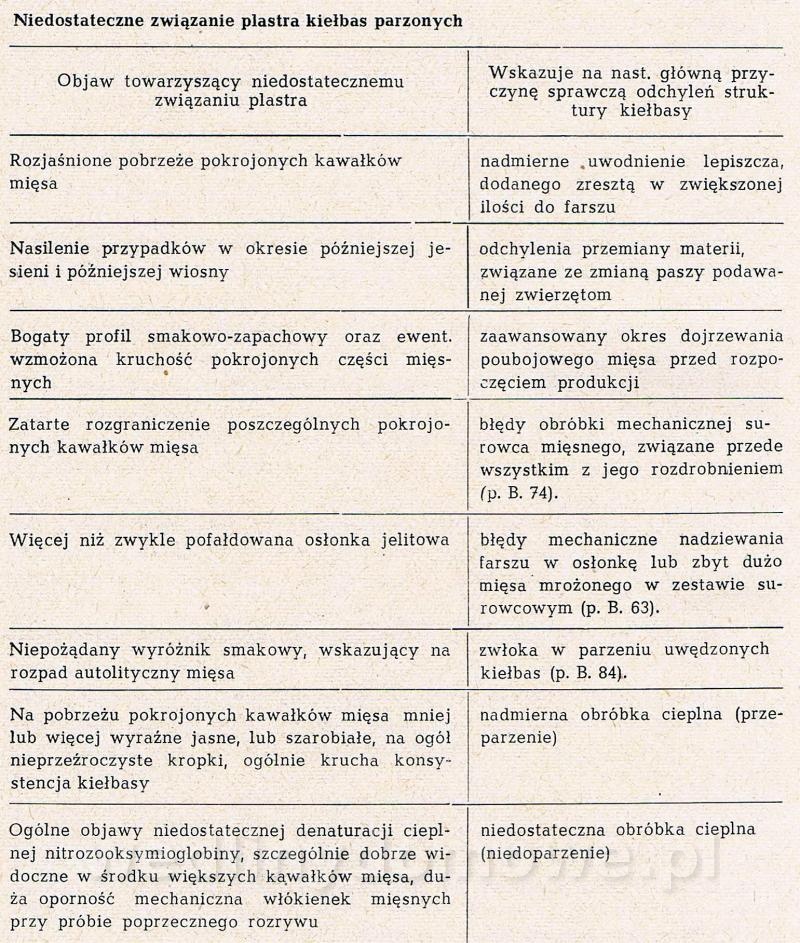
Część II. Wędliny parzone - technologiczne odchylenia jakości i przeciwdziałanie
Maxell odpowiedział(a) na Maxell temat w Podstawy technologii
B. 71. Nierównomiernie czerwona barwa. Odchylenia od nieodzownego ujednolicenia barwy zarówno poprzecznego jak i podłużnego przekroju kiełbas parzonych są spowodowane różnicami czystości kolorymetrycznej i częściowo jasności sąsiadujących ze sobą części batonu. Odchylenia te przybierają różną postać. W zależności od konkretnie oddziałujących przyczyn można więc stwierdzić, że przekrój batonu tych wędlin: O jest nieregularnie plamisty; O pod osłonką pierścieniowato rozjaśniony; O pod osłonką pierścieniowato zaciemniony bądź też O w środkowych częściach jasny lub wręcz szary. Kształt i rozmieszczenie plam odmiennie zabarwionych od najbliższych części przekroju batonu kiełbasy parzonej dostarcza zatem przesłanek diagnostycznych, pozwalających na rozeznanie technologicznych okoliczności ich powstania. O Nieregularne plamy jasnej lub ciemnej barwy czerwonej są bardzo rzadką nieprawidłowością wyglądu przekroju kiełbas parzonych. Plamy te są z reguły następstwem najbardziej podstawowych błędów procesu technologicznego, tj. niedostatecznego wymieszania części farszu o różnym natężeniu przemian barwnikowych. W takim rozumieniu plamistość ta może wiązać się przyczynowo z jednocześnie użytym do produkcji farszem o zbyt intensywnej lub niedostatecznie intensywnej barwie czerwonej i być z kolei przyczyną plamistej nierównomierności wyglądu zewnętrznego batonów kiełbas parzonych (patrz rozdziały: B.57, B.69 i B.70). O Pierścieniowe rozjaśnienie barwy pod osłonką wędlin parzonych jest również nieczęsto spotykanym odchyleniem od stanu prawidłowego. Odchylenie to stwierdza się na ogół częściej na przekroju kiełbas produkowanych w małych, prymitywnie wyposażonych wędliniarniach i w dodatku przez pracowników o niezadowalającym poziomie wiedzy. Podosłonkowe rozjaśnienie barwy dowodzi podstawowych błędów wstępnego okresu wychładzania po obróbce cieplnej. Rozwija się bowiem ono wówczas, gdy wędliny te były wychładzane przez dłuższy czas w zimnej, bieżącej wodzie. W takich okolicznościach woda może po prostu wyługować część barwników z podosłonkowych partii masy wędlinowej do głębokości ledwo dostrzegalnej lub też co najwyżej 1—1,5 mm. Pasmowate rozjaśnienie wokół brzegu przekroju towarzyszy zatem nierzadko rozjaśnieniu barwy powierzchni zewnętrznej napęczniałych kiełbas parzonych (patrz rozdział B.56). Aczkolwiek pierścieniowate odbarwienie pod osłonką kiełbas parzonych jest we wszystkich przypadkach zjawiskiem niepożądanym, tym niemniej nie u wszystkich gatunków występuje ono z jednakową łatwością i wyrazistością. Łatwość powstania i wyrazistość postrzegania — poza szerokością odbarwionego pasma — potęguje bowiem cienkościenność osłonki jelitowej oraz duże natężenie barwy części masy wędlinowej, leżących głębiej. Bardziej podatna na wystąpienie omawianej zmiany jest zatem kiełbasa zwyczajna niż parówkowa, a szynkowa mniej od zwyczajnej. O Pasmo bardziej intensywnej i ciemnej barwy czerwonej może przenikać od osłonki jelitowej w głąb batonu kiełbas parzonych na wysokość kilku lub kilkunastu milimetrów. Im większy jest przy tym kontrast z jaśniejszymi częściami środkowymi batonu, tym łatwiej dostrzegalny i tym wyrazistszy jest obszar wzrostu stężenia nitrosooksymiochromogenu. Granice między obu odmiennie zabarwionymi częściami batonu są z reguły dość zatarte. Omówioną nieprawidłowość wyglądu kiełbas parzonych na przekroju stwierdza się wyłącznie w przypadku ich produkcji z mięsa poddanego peklowaniu azotanowemu. Dowodzi ona błędów w kierowaniu tym peklowaniem i pogłębianiu ich przez wadliwe prowadzone wędzenie gorące. Pierścieniowate zaciemnienie barwy pod osłonką jelit występuje mianowicie w przypadku przeznaczenia do produkcji mięsa niedopeklowanego i nie brania tego faktu pod uwagę przy programowaniu przebiegu wędzenia (osadzania). Ogólnie wiadomo, że oprócz zmian chemicznych i fizykochemicznych, warunkujących odpowiednie kształtowanie wyglądu zewnętrznego oraz profilu smakowo-zapachowego, zachodzą reakcje chemiczne, które określają przemiany barwne wędzonego farszu wędlinowego. Aby barwa była prawidłowo wykształcona, łańcuch tych reakcji przebiegać musi w trzech co najmniej kolejnych etapach. Najpierw mianowicie musi wytworzyć się jak największa ilość nitrosooksymioglobiny, następnie resztki mioglobiny powinny reagować z tlenkiem węgla i dopiero wówczas na skutek podwyższonej odpowiednio temperatury części białkowe wszystkich barwników powinny ulegać denaturacji cieplnej. Wszystkie trzy etapy przemian barwnych w czasie wędzenia nie zachodzą jednocześnie na całym przekroju batonu. W miarę dogrzewania batonu i przepajania go składnikami pirolizy drewna obejmują one w podanej kolejności coraz głębsze jego partie. Dogrzanie wędliny do temperatury denaturacji mioglobiny musi mieć ponadto miejsce dopiero po zakończeniu obu wcześniejszych etapów przebarwienia. O ile zatem przenikanie gazowych składników dymu do wnętrza batonu rozpocznie się zbyt wcześnie, tj. po zbyt krótkim okresie osadzania, a szybkość i zakres jego dogrzania do szczytowej temperatury będzie niewspółmiernie duży, wówczas części środkowe batonu nie ukończą przemian barwnikowych przed denaturacją cieplną. W tej sytuacji obwód batonu pozostaje ciemno-, a jego środek jasnoczerwony. O Rozjaśnienie barwy części środkowych batonu kiełbas parzonych z mniej lub więcej widocznym udziałem czerni (zszarzenia) na tle prawidłowo zabarwionych pozostałych jego części świadczy również o zaburzeniu przebiegu azotanowego peklowania mięsa. Omawiana nieprawidłowość może być uważana za wynik oddziaływania tych wszystkich bodźców, które prowadzą do wykształcenia jej ciemnoczerwonego pierścienia podosłonkowego. W tych okolicznościach przemiany barwnikowe w częściach brzeżnych batonów osiągają zaledwie poziom, typowy dla normalnego natężenia barwy, podczas gdy mioglobina części środkowych, nieutlenowana tlenkiem azotu ani tlenkiem węgla, denaturując się pod wpływem podwyższonej temperatury, zamienia się w szarobrunatną hematynę. Pierścieniowe zaciemnienie barwy czerwonej części obwodowych batonu zdarza się częściej niż rozjaśnienie prawidłowej barwy jego części wewnętrznych. Poszczególne gatunki kiełbas parzonych są w dodatku niejednakowo podatne na wystąpienie obu rodzajów nieprawidłowości barwnych. Wędliny produkowane w grubszych batonach i z mięsa pokrojonego jedynie na wilku są z reguły więcej na nie narażone niż przeciwstawne. Częstotliwość ich występowania rośnie ponadto z rozmiarami niedopeklowania azotanowego. Mniejsze bowiem niedociągnięcia tego peklowania mogą być łatwiej zatarte w czasie wędzenia. Nierównomierne natężenie czerwonej barwy przekroju kiełbas parzonych nie wpływa na ich przydatność spożywczą bez względu na pochodzenie. W każdym jednak przypadku oddziałuje ona na pożądalność barwy, a więc na wykształcenie tego sprawdzianu jakości wędliny, który jako najłatwiej dostrzegalny wpływa na stan psychiczny kupującego. Dla spożywcy — laika wędlina o nierównomiernym zabarwieniu przekroju będzie zawsze wędliną złą. Skutki tego rodzaju oceny pogłębia niemożność usunięcia omawianych sprawdzianów ze stanu kiełbasy gotowej. Wyjątek w tej regule stanowi dostatecznie wcześnie zauważone niedopeklowanie azotanowe. Należy wtedy dopeklować farsz, przedłużając odpowiednio czas osadzania wędlin parzonych oraz ewentualnie w pewnym stopniu drugą fazę ich wędzenia gorącego, tj. czas wędzenia właściwego. Z uwagi jednak na możliwe niepożądane następstwa przedłużonego wędzenia w zakresie fizycznych właściwości osłonki jelitowej, główny nacisk należy położyć w takich okolicznościach na osadzanie. Dalsza argumentacja, jak i warunki prowadzenia i kontroli takiego przedłużonego osadzania, nie odbiegają od zabiegów, mających na celu likwidację następstw ogólnego rozjaśnienia barwy przekroju kiełbas parzonych (patrz rozdział B.70). Wskazane powyżej trudności przywrócenia równomiernie czerwonej barwy przekroju kiełbas parzonych tym bardziej podkreślają konieczność właściwego, tj. dostatecznie elastycznego programowania całego procesu przerobowego. Szczególnego podkreślenia wymaga dostosowanie do siebie efektywności peklowania azotanowego oraz wędzenia gorącego, a głównie pierwszej jego fazy, tj. osadzania. Właściwie pod względem ilościowym dobrany dodatek azotynu sodu uwalnia technologa całkowicie od kłopotów z odpowiednią i pożądaną barwą przekroju kiełbas parzonych. To samo można powiedzieć również o skutkach dodatku barwników obcych, tj. takich, które nie będąc naturalnymi barwnikami chromoproteidowymi mięsa, są prawnie dozwolone. B. 72. Zielenienie przekroju. Zielenienie wędlin parzonych stwierdzić można bezpośrednio po przekrojeniu batonu bądź wkrótce po tej czynności, a w każdym razie na długo przed wystąpieniem rozkładu gnilnego. Samoistne zielenienie, tzn. niezależne od innych wstecznych przemian białka tych kiełbas, dowodzi poważnych i z gruntu niepożądanych przemian chromoproteidowych barwników mięsa. W zależności od układu widmowego plamy te mogą być wyraźnie zielone lub szaro-zielone. W każdym przypadku ich obecność jest dowodem lokalnego niedopeklowania mięsa bądź też stanowi następstwo zadziałania przyczyn o niecałkowicie jeszcze sprecyzowanej etiologii. Szarozielone plamy, pochodzące z niedopeklowania mięsa, stwierdza się na przekroju kiełbas parzonych bardzo rzadko i to wyłącznie na przekroju wędlin krojonych, a szczególnie produkowanych z większych kawałków mięsa, peklowanego azotanami. Fakt ten pozwala wnioskować, że uwolnienie wędlin parzonych od plam o zmienionej barwie tego pochodzenia opiera się na: O stosowaniu azotynowego peklowania mięsa oraz O dopasowaniu wielkości kawałków mięsa, przeznaczonego na peklowanie azotanowe, do przewidywanego czasu trwania tego zabiegu i temperatury peklowni. Peklowanie azotynowe mięsa rozdrobnionego na wilku przez przednóż zabezpiecza z tego względu w dużym stopniu dostatecznie szybkie przepeklowanie i zmniejsza zarazem prawdopodobieństwo wystąpienia zmian na przekroju wędliny gotowej. Gdy jednak obecność zielonych plam na przekroju kiełbas parzonych nie można uzasadnić niedopeklowaniem azotanowym surowca mięsnego, ukierunkowanie przemian biochemicznych przebarwienia na pożądane tory i programowanie zabiegów chroniących ich czerwoną barwę jest o tyle trudne, że naukowo-badawcza analiza przyczyn nie dała dotąd jednoznacznych wyników i wskazań. W chwili obecnej uważa się, że zielenienie przekroju kiełbas parzonych, które nie pochodzi z niedopeklowanego surowca mięsnego, jest spowodowane procesami mikrobiologicznymi lub też może mieć charakter czysto chemiczny (enzymatyczny). Ta część badań naukowych, która dopatruje się przyczyn omawianych zmian barwnych wędlin parzonych w procesach życiowych pewnych drobnoustrojów, wskazuje na bakterie z rodzaju Pseudomonas, a przede wszystkim na pałeczki kwasu mlekowego z rodziny Lactobacteriaceae i ziarniaki z rodzaju Leuconostoc. Wśród pierwszych główną rolę w zielenieniu odgrywać mają bakterie z rodzaju Lactobacillus (podrodzaj Betabacterium), a więc heterofermentatywne, gramdodatnie pałeczki, fermentujące glukozę. Według innych zapatrywań zielenienie przekroju kiełbas parzonych jest związane z działalnością bakterii ziemniaczanych (Bac. subtilis). Etiologia zielenienia przekroju tych wędlin i innych im podobnych wyrobów, poddawanych obróbce cieplnej, byłaby zatem w tych przypadkach podobna do biochemizmu późnego odbarwienia wędlin surowych i sprowadzałaby się do aktywizacji przemian chemicznych chromoproteidów przez peroksydazy i desulfhydrazy (patrz rozdział B.37). Rolę peroksydaz w rozkładaniu mioglobiny stwierdzono zresztą bezspornie w doświadczeniach modelowych. Zgodnie z pierwszymi obserwacjami i poglądami przekrój poprzeczny wędlin parzonych zielenieje jedynie w przypadku zachowania dostatecznej żywotności określonej mikroflory po ukończonym procesie produkcyjnym. Ponieważ wśród mikroflory mięsa w chwili jego przerabiania na kiełbasy parzone nie brak z reguły wspomnianych bakterii, zielenieją one jedynie w przypadku niedostatecznej obróbki cieplnej lub wtórnego zakażenia po zakończonym przerobie. Lokalizacja zazielenień pozwała zwykle na rozróżnienie tych wtórnych czynników technologicznych. Zazielenienie, którego natężenie maleje od środka ku obwodowi, stwierdzone przede wszystkim na przekroju grubszych batonów, wskazuje mianowicie na ich niedogrzanie. W odróżnieniu od tego odwrotny kierunek wzrostu natężenia nieprawidłowej barwy jest dowodem wtórnej infekcji, wychodzącej od powierzchni batonu. W tym przypadku zielenieć może również osłonka jelitowa (patrz rozdział B.60). Zielenienie masy wędlinowej tego pochodzenia rozwija się zawsze wolniej, a objawy jego występują później niż te, których wystąpienie motywowane jest wadliwą obróbką cieplną kiełbas. Nie brak jednak doniesień naukowych, które z całą stanowczością wykluczają drobnoustrojową przyczynę zielenienia przekroju wędlin parzonych. Zgodnie z tymi zapatrywaniami przedawkowanie zarówno azotynów jak i azotanów, użytych do peklowania mięsa, wywołuje omawiane odchylenia pożądanej barwy czerwonej kiełbas. Bezpośrednią przyczyną zielenienia ma w tym przypadku być dwutlenek azotu, a powstały zielony barwnik jest barwnikiem azotowym, który powstaje na skutek działania tego dwutlenku na białka, zawierające aminokwasy pierścieniowe. Gdy odczyn wędliny przesuwa się w kierunku zasadowym, zielone plamy przybierają barwę żółtopomarańczową. Szczegóły przemian chemicznych, których następstwem jest powstanie wspomnianego zielonego barwnika, są nieco inne w przypadku przedawkowania azotanów i inne — w przypadku stosowania jedynie azotynu. W azotanowym peklowaniu mięsa wolny dwutlenek azotu może powstać w ramach następującego cyklu reakcji: 2 HNO3 <-> N2O5 + H20 2 N2O5 <-> 2 N204 + 02 N204 <-> 2 N02 Brak w mięsie kwasu mlekowego, dostatecznie wysoka temperatura otoczenia, działanie światła, potencjał przesunięty na stronę redukcyjną, dostateczna aktywność reduktazy itp. czynniki katalizują powyższy cykl reakcji chemicznych wolnych azotanów. Wystarczy jednak dogrzewanie kiełbas przez 1 godzinę do temperatury 80°C, aby zniszczyć reduktazę i wstrzymać rozwój ich zielenienia. Gdy mięso jest poddane działaniu większych ilości azotynu sodu, cykl przemian chemicznych, kończący się powstaniem wolnego dwutlenku azotu, jest oczywiście odmienny, a mianowicie: 2 NaN02 + 2 HCl <-> 2 NaCl + 2 HN02 4 HN02 <-> 2 H20 + 4 NO + 02 2 NO + O2 <-> 2 N02 W dojrzałym mięsie, które zawiera dużo kwasu mlekowego, kwas ten może dawać z nadmiarem azotynów taką samą reakcję, jak kwas solny. Powstanie dwutlenku azotu z tlenku azotu warunkowane jest odpowiednim ciśnieniem częściowym tlenu. Ciśnienie częściowe tlenu, zawartego w wodzie, wystarcza z reguły do takiego utlenienia tlenku azotu. Nie rozstrzygając toczącej się dyskusji naukowej nad przyczynami zielenienia przekroju wędlin parzonych, stwierdzić jednak można, że następujące czynniki technologiczne spełnić mogą rolę bodźców, które sprzyjają wystąpieniu tych niepożądanych zmian barwnikowych: O ubój zwierząt w okresie przejściowej zmiany paszy; O ciepła pora roku, a szczególnie okres letni; O dłuższe przechowywanie mięsa w chłodni lub gotowych wędlin w warunkach temperatury zbliżonej do pokojowej (zazielenienie rozwija się najlepiej w temperaturze 20-250C, jako temp. optymalnej); O niepełny łańcuch chłodniczy i związane z tym duże wahania temperatury przerabianego surowca; O przedawkowanie azotanów bądź azotynów, użytych do peklowania mięsa; O azotanowe peklowanie mięsa zbyt dojrzałego, tzn. mięsa nie zawierającego lub zawierającego co najwyżej bardzo małe ilości kwasu mlekowego; O azotynowe peklowanie mięsa w okresie najwyższej zawartości kwasu mlekowego; O niedostateczna obróbka cieplna, a przede wszystkim niedogrzanie osiowych części batonów; O dłuższe schładzanie wędlin w zimnej, a szczególnie bieżącej zimnej wodzie; O składowanie na stosy, zbyt gęste zawieszenie itp. okoliczności, które ułatwiają stykanie się poszczególnych batonów ze sobą w pomieszczeniach, służących jednocześnie jako peklownie, magazyny świeżego mięsa itp.; O przechowywanie w pomieszczeniach niechłodzonych bądź takich, których temperatura jest wyższa od 2—4°C. Takie prowadzenie procesu produkcji wędlin parzonych, które nie dopuszcza do wytworzenia okoliczności zadziałania wymienionych bodźców, spełnia jednocześnie rolę środka zapobiegającego ich zielenieniu. W zespole tym na szczególną uwagę zasługuje prawidłowość obróbki cieplnej kiełbas. Obróbka ta jest wystarczająco efektywna wówczas, gdy wnętrze batonu zostanie dogrzane do temperatury inaktywacji bakterii oraz enzymów, biorących udział w powstawaniu zielonych barwników masy wędlinowej. W razie zatem niebezpieczeństwa zielenienia należy dogrzać kiełbasy co najmniej do temperatury siedemdziesięciu kilku stopni. Zwrócić jednak trzeba uwagę i na to, że poszczególne szczepy bakterii kwasu mlekowego mogą wytwarzać nie tylko różne ilości nadtlenku wodoru (wody utlenionej), ale charakteryzować się również dużą ciepłoodpornością. Niebezpieczeństwo obniżenia jakości wyrobów w zakresie innych sprawdzianów w wyniku podniesienia efektywności obróbki cieplnej ogranicza zresztą możliwość technologicznego zapobiegania zielenieniu wyrobów mięsnych tą drogą. Z tego też względu uważa się, że przechowywanie tych wyrobów w pomieszczeniach o temperaturze nie wyższej od 2°C chroni je najlepiej przed zmianami barwnikowymi. Aczkolwiek omawiany typ zielenienia przekroju kiełbas parzonych nie jest związany z rozkładem gnilnym, tym nie mniej wędliny nim dotknięte muszą być uznane za niezdatne do rozprowadzenia w sieci zaopatrzeniowej. Tego rodzaju ostra ocena jest uwarunkowana niemożnością lub trudnością rozróżnienia przez spożywcę-laika przyczyn zielenienia. Tym większe znaczenie w ochronie efektów ekonomicznych produkcji ma prawidłowe kierowanie procesem produkcji, a w ostatecznym razie zabiegi, cofające niepożądane zmiany. Niektóre obserwacje wskazują np., że przez 2—3-krotne zanurzenie do wody, w której poprzednio parzono kiełbasy, można zlikwidować istniejące zazielenienie środkowych części batonów. B. 73. Porowatość. Podobnie, jak w przypadku wędlin surowych, o porowatości kiełbas parzonych mówi się wówczas, gdy na przekroju ich widoczne są mniej lub bardziej liczne, okrągłe łub owalne zagłębienia. Ich średnica i głębokość jest zaledwie dostrzegalna okiem nieuzbrojonym albo też wynosi kilka lub kilkanaście milimetrów. I w tym przypadku porowatość przekroju wędliny jest spowodowana obecnością pęcherzyków gazu, który nie został z farszu usunięty. Rozmiary por są zwykle odwrotnie proporcjonalne do ich ogólnej liczebności. Barwa ścian drobniejszych por przeważnie nie jest zmieniona. W odróżnieniu od tego powierzchnia masy wędlinowej, ograniczającej większe otworki jest najczęściej szara lub szarożółta. Rzadko kiedy warstwa tej masy o zmienionej barwie sięga w jej głąb tj. do części wędlinowej leżącej dalej od ściany otworków. Nieczerwona barwa warstewki masy wędlinowej, ograniczającej większe otworki, jest następstwem utlenienia i denaturacji mioglobiny i nitrosooksymioglobiny oraz odłożenia się różnych produktów tych reakcji, jak np. cholemioglobiny, metmiochromogenu, heminy, hematyny, wolnej i utlenionej porfiryny itp. Nasilenie tych reakcji staje się zrozumiałe, jeżeli wziąć pod uwagę, że pory w masie wędlinowej powstają pod naporem rozprężających się gazów, w tym również powietrza, wmieszanego do farszu kiełbasianego. Spadek plastyczności tego farszu, spowodowany krzepnięciem białek w czasie obróbki cieplnej kiełbas, stabilizuje ostateczne rozmieszczenie, kształt i rozmiary por. Na przekroju wędlin kutrowanych pory są zawsze rozmieszczone bezładnie, natomiast na przekroju wędlin mielonych prawie wyłącznie w miejscu skupień wykutrowanego lepiszcza, tj. na granicy kawałków o mniejszym rozdrobnieniu. Ilość i rozmiary poszczególnych pęcherzyków powietrza w masie kiełbasy parzonej kutrowanej zależne są w pierwszym rzędzie od rodzaju urządzeń technicznych, służących do homogenizacji farszu. W przypadku używania do tego celu tzw. młynków koloidalnych ilość por na przekroju wędliny jest znacznie większa, a rozmiary ich dużo mniejsze od analogicznych przerw ciągłości strukturalnej kiełbasy produkowanej na urządzeniach typu kutra. Na przekroju pierwszych kiełbas pęcherzyki mogą być prawie niewidoczne okiem nieuzbrojonym, aczkolwiek ilość zemulgowanego powietrza jest już po jednokrotnym przepuszczeniu surowców przez młynek koloidalny tak duża, że ciężar właściwy kiełbasy jest o 4—5% mniejszy, a po dwukrotnym tego rodzaju zabiegu o 5—6% mniejszy, niż kiełbas, których farsz był wyrabiany na kutrze. Z przytoczonych faktów wynika, że napowietrzenie farszu ma miejsce głównie w okresie jego obróbki mechanicznej, a więc przede Wszystkim podczas rozdrabniania na młynku koloidalnym bądź kutrze oraz podczas mieszania na mieszarce. Pewne, aczkolwiek o wiele mniejsze niebezpieczeństwo wmieszania powietrza istnieje również podczas napełniania napełniarki farszem. Można jednak stwierdzić, że w przypadku uniknięcia emulgowania powietrza z farszem wędlinowym w czasie pracy kutra czy mieszarki, gotowa wędlina wolna jest zawsze od por. W odróżnieniu od farszu na wędliny surowe, bardziej lepki farsz na kiełbasy parzone nie absorbuje powietrza w okresie jego nadziewania w osłonki. Z tego też względu zastosowanie kutra próżniowego — w przypadku wędlin kutrowanych — bądź mieszarki próżniowej — w przypadku wędlin mielonych — zabezpiecza wystarczająco kiełbasy parzone przed wystąpieniem porowatości. Zanik porowatości i wzrost sprężystości gotowej kiełbasy jest przy tym proporcjonalny do próżni, w której wykonuje się tego rodzaju rozdrabnianie surowca. Niektóre obserwacje wskazują ponadto, że stosowanie wielofosforanów i równoczesny wzrost zawartości wody sprzyja również wystąpieniu dużej ilości por, wypełnionych cieczą. Od zawartej heminy (haminy) ściany takie są w dodatku zielonkawo zabarwione. Jest rzeczą oczywistą, że obecność por w masie wędlinowej nie wpływa bezpośrednio na przydatność spożywczą kiełbas parzonych. Jedynie w przypadku zwiększenia ich liczby pogarsza się wydatnie wygląd estetyczny przekroju, może w pewnym stopniu zmaleć związanie kiełbas oraz rośnie ich podatność na wszelkiego rodzaju rozkładowe zmiany pochodzenia mikrobiologicznego i enzymatycznego, warunkowane wzrostem natlenienia masy wędlinowej. Kiełbasy takie można zatem skierować do bezpośredniego spożycia, lecz ich przydatność do dalszego przerobu (np. na konserwy) lub dłuższego przechowywania (w mroźni) jest ograniczona. Pogorszenie przebarwienia i profilu smakowo-zapachowego bardziej porowatych kiełbas parzonych jako następstwo wzmożonych reakcji utlenienia stwierdza się przede wszystkim, gdy do homogenizacji masy wędlinowej używa się tzw. młynków koloidalnych. Polepszając środowiskowe warunki rozwoju dla tlenowcowych form mikroflory, powietrze wemulgowane w masę wędlinową może chociażby potencjalnie obniżać oporność gotowego wyrobu na rozkład gnilny. Niezależnie od tego zmiana barwy na ścianach por jest zawsze zjawiskiem, które jeszcze bardziej pogarsza wygląd przekroju. Zmiana barwy ścian por może być w dodatku uważana najczęściej za pierwszy objaw wspomnianych procesów rozkładowych. Jej wpływ na ocenę przydatności spożywczej wzrasta naturalnie z pogrubieniem się warstwy masy wędlinowej o zmienionym zestawie barwnikowym. W parze z tym maleje tym bardziej przydatność wędlin parzonych na przechowanie nawet w mroźni. W odróżnieniu od tego większa ilość por na przekroju wędlin mielonych obniża w zasadzie tylko ich związanie. Przy zastosowaniu współczesnych urządzeń technicznych prawdopodobieństwo wystąpienia tak licznych por i w wyniku tego poważniejszego obniżenia związania kiełbas mielonych jest jednak stosunkowo małe. B. 74. Zatarte rozgraniczenie składników surowcowych (zatarty, zamazany, niewyraźny przekrój). O niewłaściwym rozgraniczeniu zasięgu poszczególnych kawałków surowców, z których została wyprodukowana wędlina parzona, można mówić jedynie w przypadku kiełbas mielonych, tj. takich, w zestawie których przeważa mięso rozdrobnione jedynie na wilku lub innych podobnie rozdrabniających urządzeniach tnących. Okoliczności, w których przekrój kiełbas parzonych nie jest dostatecznie wyrazisty są w zasadzie analogiczne do przyczyn, wywołujących powstanie podobnego niedociągnięcia jakości wędlin surowych (patrz rozdział B.43). Podstawowa różnica sprowadza się do zasadniczego podkreślenia niedostatecznej ostrości narzędzi tnących w zespole czynników warunkujących ujawnienie się tego odchylenia. B. 75. Gruzełkowata (ziarnista, kaszkowata) struktura. Niejednorodną strukturą fizyczną masy wędlinowej, określoną jako gruzełkowata, ziarnista czy też kaszkowata, mogą odznaczać się wyłącznie kiełbasy kutrowane. Wrażenie niejednorodności struktury daje nierówne rozdrobnienie farszu tych kiełbas. Część tego farszu jest mianowicie więcej rozdrobniona, pozostała — mniej. Niejednorodność ta wywodzi się z niedociągnięć techniki i technologii kutrowania. Z wyjątkiem kiełbas typu serdelki, dla których pewna niejednorodność struktury fizycznej masy wędlinowej stanowi cechę typową i swoistą, ziarnistość pozostałych wędlin świadczy zatem o pewnych niedociągnięciach obróbki mechanicznej surowców. Jest ona mianowicie następstwem: O używania przy kutrowaniu noży niedostatecznie ostrych; O wadliwego ich ustawienia w misie kutra, tj. zbyt wielkiej odległości między ich ostrzem a powierzchnią dna misy; O zwiększonego dodatku elementów o grubych złogach tkanki łącznej włóknistej lub ścięgnistej, szczególnie wówczas, gdy pochodzą one od zwierząt starszych bądź używanych za życia jako siła pociągowa (starsze krowy i buhaje, woły i konie robocze); O dodatku skórek świńskich o słabym zaawansowaniu termohydrolizy (niedostatecznie ugotowanych) i nieodpowiednio rozdrobnionych (ewentualnie) na młynku koloidalnym; O zbyt krótkiego i mało wydajnego kutrowania w ogóle oraz O zbyt gorącego wędzenia. Kiedy gruzełkowatość struktury kiełbas związana jest z tkanką łączną, wtedy zarówno skórki świńskie jak i niedostatecznie rozdrobnione grubsze ścięgna są na przekroju batonu najczęściej widoczne w postaci małych plam wielkości ziaren maku, szarobiałych, błyszczących, o jędrniejszej konsystencji niż sąsiednie części masy wędlinowej (patrz rozdział B.76). Etiologia niedostatecznie jednorodnej i niehomogennej masy kutrowanych kiełbas parzonych wskazuje zatem na konieczność skrupulatnej kontroli stanu fizycznego farszu przed nadzianiem w osłonki. Środki zaradcze ograniczają się praktycznie do dbałości o stan techniczny urządzeń do rozdrabniania i homogenizacji oraz odpowiedniego przygotowania grubszych elementów łącznotkankowych do tego zabiegu. O Zespół czynności zabezpieczających jednorodność struktury mielonych kiełbas parzonych rozpoczyna kontrola ostrości i stabilności przymocowania noży kutrowych do osi obrotu przed rozpoczęciem kutrowania każdej następnej partii farszu. W podobny sposób należy zorientować się również w stanie urządzeń tnących (wirnika) młynka koloidalnego. Uregulowanie odległości między ostrzem noży a powierzchnią dna misy kutrowej jest drugą czynnością tego zespołu. Odstęp ten należy uregulować tak, aby można było przez tę szparę przesunąć kartkę pocztową, tj. na odległość rzędu 0,4 mm. Zmniejszenie tej odległości nie jest celowe z uwagi na niebezpieczeństwo tępienia się noży na skutek przypadkowego uderzenia ich ostrzy o dno misy kutrowej. W odróżnieniu od tego rozdrobnienie i homogenizacja surowca na młynku koloidalnym bez względu na jego typ konstrukcyjny jest takie, że wyklucza niebezpieczeństwo niejednorodnej struktury wędliny, produkowanej z tak przygotowanego farszu. O Kawałki mięsa z grubszymi złogami ścięgien należy starannie odścięgnić, wycięte ścięgna sparzyć, w takim stanie zhomogenizować oddzielnie na kutrze lub młynku koloidalnym i dopiero wówczas przeznaczyć na wędliny parzone lub podrobowe. O ile homogenizacja takich grubszych złogów, po ich oddzieleniu od mięsa lub też bez tego zabiegu, jest zawsze nieodzowna, o tyle efektywność zastosowanego oparzenia uzależniona może być od ich właściwości fizycznych, głównie oporności mechanicznej. W niedużej ilości lekko wrzącej wody należy gotować skórki świńskie do stanu półmiękkości, tj. do takiej miękkości, aby można było je palcem przebić na wylot. Skórki dodawane do kiełbas kutrowanych powinny być przed parzeniem odtłuszczone. Niejednolitość struktury fizycznej wędlin kutrowanych nie wpływa na ich przydatność spożywczą. Zauważa się ją zresztą dopiero wówczas, gdy osiągnie znaczniejsze rozmiary. B. 76. Szare i szklisto-połyskujące plamki. Ciemne, bardziej zbite niż sąsiednie części, szklisto-połyskujące drobne plamy na przekroju wędlin parzonych wskazują na lokalizację większych skupień przyczepów mięśni (elementów ścięgnistych) bądź też w ogóle na niedostatecznie rozdrobnione ścięgna. Przytoczona charakterystyka fizyczna wskazuje ponadto, że są to skupienia bezbarwne, o gładkiej powierzchni (połysk) i stosunkowo dużej przepuszczalności dla światła (ciemne zabarwienie). Ścięgna, tworzące te skupienia, uległy zatem termohydrolizie. Termohydroliza ta jest jednak zbyt mała do wyrównania ich konsystencji z konsystencją pozostałych składników masy wędlinowej. Niedostateczne rozdrobnienie pogłębia te cechy i ułatwia ich subiektywne stwierdzenie. Większe skupienia ścięgien stwierdza się na przekroju kiełbas mielonych, drobne — na przekroju kiełbas kutrowanych. W ostatnim przypadku mogą one wiązać się z wystąpieniem gruzełkowatej struktury masy wędlinowej (patrz rozdział B.75). Pomijając te ostatnie jako wyraz nieprawidłowego homogenizowania, stwierdzić trzeba, że większe skupienia ścięgien lub przyczepów mięśni do kości świadczą o niestarannym sortowaniu mięsa bezkostnego. Często w obrębie takich plam leżą kawałki kości i twardych chrząstek. Staranność sortowania mięsa, jak również jego homogenizacji na kutrze czy młynku koloidalnym spełnia rolę najlepszego zabiegu, który zapobiega powstaniu omawianej nieprawidłowości strukturalnej kiełbas parzonych. Dla tym skuteczniejszej ich ochrony niektórzy zalecają odkostnienie mięsa w dwóch cyklach: w pierwszym odcina się tylko z grubsza mięso, a w drugim, wykonywanym ewentualnie po kilkudniowym przechowywaniu kości w chłodni — odcina się mięso do czystej kości. Mięso z pierwszego cyklu odkostnienia przeznacza się na wędliny krojone (mielone) wyższej jakości, a z drugiego — do kutrowania. Obecność większych skupień tkanki łącznej o niedostatecznym zaawansowaniu termohydrolizy nie wpływa w zasadzie na przydatność spożywczą kiełbas, o ile oczywiście nie brać pod uwagę trudności rozgryzania i żucia. Im lepszy gatunek kiełbasy, tym większym zaskoczeniem dla spożywcy są jednak tego rodzaju mechaniczne trudności żucia. B. 77. Niedostateczne związanie kostek surowca tłuszczowego. Zakres pojęciowy określenia „niedostateczne związanie kostek surowca tłuszczowego w masie kiełbasy parzonej jest zbieżny z analogicznym odchyleniem struktury batonu wędlin . surowych (patrz rozdział B.46). Również etiologia i następstwa tego z zjawiska wykazują duże podobieństwo, aczkolwiek odmienny proces technologiczny warunkuje różne środki zaradcze. Podobnie, jak w przypadku wędlin surowych, zasadniczą przyczyną niedostatecznego związania kostek surowca tłuszczowego przez pozostałą część masy wędlinowej kiełbas parzonych jest cieniutka warstewka tłuszczu, powlekająca ich powierzchnię. Niepożądane skutki oddziaływana tej tłuszczowej warstwy izolacyjnej zostają potęgowane przez: O uformowanie kostek surowca tłuszczowego w regularne bryły geometryczne, najczęściej zbliżone do sześcianu; O pełne wykorzystanie zdolności chłonienia i wiązania wody w czasie kutrowania mięsa; O wzrost dodatku surowca tłuszczowego i zmniejszony udział elementów ścięgnistych w kutrowanej części farszu kiełbasianego. W przypadku jednoczesnego oddziaływania wszystkich trzech czynników kostki surowca tłuszczowego wypadają szczególnie łatwo z masy wędlinowej. Wystarczy jednak nieregularny kształt tych kostek, a więc rozdrobnienie surowca tłuszczowego w sposób, przewidywany przy produkcji kiełbas krojonych (np. zwyczajnej czy śląskiej) bądź też przerastanie tego surowca mięśniami (np. boczek, częściowo tzw. tłuszcz drobny), aby omawiane niebezpieczeństwo wyeliminować całkowicie. Różnokształtne bowiem kostki surowca tłuszczowego łatwiej wklinowują się w wolne przestrzenie między kawałkami mięsa, a części mięsne, związane histologicznie z surowcem tłuszczowym, tym łatwiej zespalają się z powierzchnią tych kawałków. W odróżnieniu od tego szczególnej uwagi wymagają kiełbasy parzone typu mortadeli, a więc kiełbasy produkowane z wykutrowanego farszu mięsnego, który miesza się z regularnie pociętym surowcem tłuszczowym. Mortadela jest klasycznym przykładem kiełbasy, w której wszystkie trzy wymienione czynniki oddziaływać mogą zbieżnie w kierunku niwelacji sił, utrzymujących kostki surowca tłuszczowego w ukrojonym plastrze. Zapobieganie wypadaniu kostek surowca tłuszczowego z plastra mortadeli i jej podobnych kiełbas parzonych sprowadza się do oparzenia tych kostek w wodzie o temperaturze 80°C. Wystarczająco skuteczne oparzenie kostek surowca tłuszczowego uzyskuje się przez, polanie gorącą wodą lub też krótkotrwałe w niej zanurzenie. Krótki czas oddziaływania wody na kostki surowca tłuszczowego jest warunkiem bezwzględnie koniecznym. Gorąca bowiem woda powinna nie tylko usunąć warstewkę tłuszczu z ich powierzchni, lecz również rozpocząć proces termohydrolizy ich skleroprotein, a następnie wyparować. Oparzone kostki surowca tłuszczowego o wilgotnej powierzchni wiążą się z pozostałą częścią farszu kiełbasianego tak samo źle, jak nie oparzone, tj. pokryte warstewką tłuszczu wyciśniętego przy rozdrobnieniu z komórek tłuszczowych. Gdy powierzchnia kostek tych jest wilgotna, dochodzi do nadmiernego rozwodnienia żelu białkowego i spadku jego lepkości. Wypadanie kostek surowca tłuszczowego z ukrojonego plastra kiełbasy o grubości 2—3 mm nie jest wprawdzie odchyleniem, które ogranicza jej przydatność spożywczą, ale tym niemniej jest cechą, której następstwem może być zmniejszona pokupność, a więc niebezpieczeństwo obniżenia efektywności ekonomicznej produkcji. Odchylenia tego nie da się w dodatku usunąć z gotowej wędliny. Zalecane nieraz dowędzenie czy też ponowne parzenie obniża w każdym przypadku wydajność produkcyjną i nie daje pewności uzyskania pożądanych skutków. Niektóre obserwacje praktyczne wskazują nawet na pogorszenie się stanu kiełbasy w wyniku tego rodzaju prób. Fakt ten staje się zrozumiały, jeżeli wziąć pod uwagę, że podczas ponownej obróbki cieplnej prądy konwekcyjne we wnętrzu kiełbasy niszczą mechanicznie zespolenie kostek surowca tłuszczowego z pozostałą masą wędlinową. B. 78. Ogólne niedostateczne związanie plastra. Ogólne niedostateczne związanie ukrojonego plastra kiełbasy parzonej jest odchyleniem tego samego rodzaju, którego szczególnym przypadkiem jest niedostateczne zespolenie kostek surowca tłuszczowego z pozostałymi częściami farszu wędlinowego. Tak rozległe zmiany strukturalne są raczej typowe tylko dla wędlin krojonych. Prawie nigdy nie stwierdza się ich po pokrojeniu parzonych wędlin kutrowanych. Niedostateczne związanie plastra wędlin mielonych o grubości rzędu 2—3 mm jest dowodem zbyt słabego zespolenia ze sobą poszczególnych kawałków surowców zasadniczych. Przypadkowe i niewielkie siły mechaniczne rozrywają z tego powodu plaster na mniejszym lub większym obszarze. Już nawet podczas krojenia plaster tych wędlin pęka wzdłuż granic poszczególnych kawałków surowca. Kawałki te — podobnie jak kostki surowca tłuszczowego — mogą również całkowicie z plastra wypadać. W krańcowym przypadku zmianom niedostatecznego związania towarzyszyć może zwiotczenie konsystencji oraz wzmożona przesuwalność poszczególnych kawałków rozdrobnionego mięsa (patrz rozdział B.66). Niebezpieczeństwo obniżenia oporności mechanicznej na rozryw plastra kiełbas parzonych jest szczególnie duże, gdy: O farsz, przeznaczony na lepiszcze, jest zbyt wykutrowany; O w farszu tym zbyt mało jest rozdrobnionych elementów ścięgnistych; O mięso bydlęce użyte do produkcji będzie zbyt mocno poprzerastane złogami łoju; O pokrojone mięso użyte do produkcji będzie odznaczać się dużą niestabilnością struktury koloidalnej, a więc, gdy pochodzić będzie od zwierząt, poddanych ubojowi w przejściowym okresie zmiany paszy lub w okresie niedyspozycji zdrowotnej różnego pochodzenia; O pokrojone mięso przed użyciem do produkcji było zbyt długo przechowywane w danych warunkach cieplnych, a więc, gdy użyto do produkcji mięsa o zbyt zaawansowanych autolitycznych zmianach poubojowych; O zbyt dużą część zestawu surowcowego lub też całkowitą jego ilość stanowi mięso zamrożone, szczególnie lepszych jakości i dłużej przechowywane; O w czasie mechanicznego rozdrobnienia podniosła się znacznie temperatura mięsa; O lepiszcze było zbyt krótko mieszane na mieszarce z pozostałą częścią pokrojonego mięsa; O nadzianie farszu w osłonkę było zbyt słabe (luźne); O natychmiast po ukończeniu wędzenia nie poddano kiełbas obróbce cieplnej; O obróbka cieplna zniszczyła w zbyt dużym zakresie wyjściową strukturę koloidalną farszu, tj., gdy wzrost temperatury batonów był zbyt wolny, temperatura dogrzania zbyt wysoka, a okres jej oddziaływania zbyt długi; O obróbka cieplna była zbyt słaba, tj., gdy kiełbasy nie uparowano należycie. Analiza wymienionych okoliczności wskazuje, że u podstaw zbyt małej oporności mechanicznej plastra wędliny leżą przede wszystkim zaburzenia w zakresie wodochłonności mięsa, ściślej, zaburzenia w procesie pęcznienia i stabilności utrzymania wody, wchłoniętej w jego układ koloidalny. Nie bez znaczenia w tym zakresie są również nieprawidłowości w procesie powstawania glutyny, tego — obok skoagulowanych cieplnie pozostałych białek — podstawowego spoiwa poszczególnych części plastra kiełbasy. W zależności od przepuszczalności osłonki wędlinowej temu rozluźnieniu mechanicznej struktury towarzyszyć może nadmierna lub niedostateczna czy też zupełnie niezmieniona soczystość masy wędlinowej. Zmienionej wodochłonności bądź też aktualnemu uwodnieniu, które to zmiany uzewnętrzniają się słabym związaniem, towarzyszyć może oczywiście różnie zaznaczona tendencja do obniżenia wydajności produkcyjnej. Stosunkowo duża różnorodność przyczyn, dających ten sam efekt technologiczny nadmiernego spadku oporności mechanicznej plastrów kiełbasy, daje wprawdzie wzrost natężenia cech wadliwej struktury w przypadku zbieżnego oddziaływania, ale jednocześnie utrudnia w znacznym stopniu wskazanie przyczyny sprawczej w danym konkretnym przypadku produkcyjnym. Pomocą w tym zakresie mogą być co najwyżej inne objawy, wyróżniki i sprawdziany, które jednocześnie charakteryzują jakość źle związanej wędliny. Przytoczone w tabeli zestawienie jest próbą konfrontacji tych właśnie skorelowanych ze sobą różnych motywacji niezadowalającej struktury. Niedostatecznie trwała struktura mechaniczna masy kiełbas parzonych nie wpływa wprawdzie zasadniczo na ich przydatność spożywczą, ale w przypadku większego nasilenia ograniczyć może dyspozycyjność wędlin lub też zdyskwalifikować je w ogóle jako towar. W przypadku średniego nasilenia zmiany wędlina może być ewentualnie przeznaczona do spożycia na ciepło. Gdy rozluźnienie jej struktury jest jednak zbyt wielkie, kiełbasa powinna być ponownie przerobiona i najlepiej stanowić jeden ze składników zestawu surowcowego wędlin podrobowych. Tego rodzaju następstwa omawianych odchyleń jakości są spowodowane całkowitą niemożnością usunięcia ich z wędliny po zakończeniu procesu produkcyjnego. Fakt ten uwypukla tym bardziej rolę i potrzebę właściwego doboru środków zaradczych. Dobierając je, trzeba zdawać sobie sprawę, że nietrwałość struktury mechanicznej kiełbas parzonych jest następstwem zaburzeń przede wszystkim wodochłonności mięsa. Wynika z tego, że poważna część zabiegów zapobiegawczych przypominać będzie te, które są stosowane do ochrony przed pozostałymi następstwami tej samej właściwości, a więc przed pomarszczeniem osłonki, zwiotczeniem konsystencji oraz przed nadmierną bądź niedostateczną soczystością kiełbas (patrz rozdziały: B.63, B.66, B.80 i B.81). Wśród tych zabiegów następujące zasługują na specjalną uwagę. O Do składowania w mroźni z późniejszym przeznaczeniem na produkcję kiełbas parzonych przeznaczyć należy głównie mięso bydlęce gorszej jakości. Zamrożonego mięsa nie używać do produkcji kiełbas mielonych (krojonych) lub też dodawać tylko w ilości o uprzednio skontrolowanym skutku technologicznym. O Mięso, które w czasie kutrowania utraciło zdolność wiązania już wchłoniętej wody, tj. farsz ulegający odpęcznieniu już w czasie kutrowania nie może być używany na lepiszcze wędlin krojonych. Obserwacje praktyczne wskazują na celowość kutrowania mięsa o nie dość dobrym wiązaniu wchłoniętej wody bez wstępnego przesolenia. Mięso takie należy kutrować bez dodatku wody dotąd, aż będzie letnie i dopiero wówczas solić i dodawać lód lub wodę. O Na farsz przeznaczyć jak najbardziej ścięgniste elementy wyrębowe zarówno z tuszy bydlęcej jak i świńskiej i pochodzące możliwie od zwierząt starszych. O Ten sam skutek zapewnia dodatek (ok. 5%) ugotowanych i na młynku koloidalnym zhomogenizowanych skórek świńskich. O Mięso bydlęce, a przede wszystkim ta jego część, która będzie krojona w kawałki, powinno być dostatecznie odtłuszczone. O Do produkcji bądź peklowania przeznaczać mięso ciepłe lub należycie wychłodzone, lecz nie później niż 24—48 godzin po uboju. O Nie przedłużać peklowania azotanowego ponad czas potrzebny do ukończenia przemian barwnikowych. Czas tego peklowania należy więc regulować stosownie do rodzaju mięsa, jego wstępnego rozdrobnienia i warunków cieplnych peklowni. O Do mechanicznego przygotowania farszu na wędliny parzone stosować sprawne narzędzia, tj. takie, które nie miażdżą i nie rozgrzewają go w wyniku zwiększonego tarcia. O Farsz kiełbasiany kutrować z dodatkiem białka, które nie jest składnikiem mięśni (proszek z chudego mleka, proszek jajeczny, mąka sojowa, koncentraty lub izolaty białka sojowego, albumina lub ostatecznie plazma krwi). O Z zastrzeżeniem, wynikającym z aktualnych postulatów ustawodawstwa żywnościowego, przeanalizować możliwość stosowania skrobi i wielofosforanów jako dodatku do farszu. O Wędzenie gorące i obróbka cieplna powinny być wykonywane w jednym ciągu zabiegów bez jakichkolwiek przerw i zwłoki. O W czasie obróbki cieplnej przestrzegać zasad, ustalonych dla poszczególnych gatunków wędlin i dostosowanych do danych warunków technicznych przetwórni. B. 79. Galareta pod osłonką i w innych miejscach batonu. Okoliczności i miejsca, w których gromadzi się w batonie mniej czy więcej zżelowana galareta wykazują dużo podobieństwa z etiologią skupisk wytopionego tłuszczu (patrz rozdział B.82). Galaretę tę tworzy glutyna, która skrzepła w wodzie swobodnej, pochodzącej z odpęcznienia farszu mięsnego. Im większe jest stężenie glutyny, a zaawansowanie jej przemian w kierunku wytworzenia glutoz mniejsze, tym galareta jest mniej płynna i bardziej zżelowana. W przeciwnym razie pod osłonką w miejscach nie odpowietrznionych i nie dodzianych oraz. wokół por gromadzi się różna ilość wody. Należyte zrozumienie przytoczonych faktów pozwała na stwierdzenie, że omawiane odchylenie jakości napęcznionych wędlin parzonych jest następstwem zbytniej termohydrolizy skleroprotein oraz odpęcznienia farszu wędliny, a więc zmian fizykochemicznych cząsteczek jego białek, które zachodzą pod wpływem wysokiej temperatury. Jest rzeczą oczywistą, że odpęcznienie białek farszu, które ma miejsce w tych warunkach, ukierunkowuje prądy konwekcyjne we wnętrzu batonu i sprzyja gromadzeniu się galarety w określonych miejscach, w których panuje zmniejszone ciśnienie wewnętrzne. Spośród zasadniczych i współdziałających czynników technologicznych, które doprowadzają do tego rodzaju rozfrakcjonowania farszu wędlin parzonych, na podkreślenie w pierwszym rzędzie zasługują: O użycie do produkcji większej ilości mięsa o niedostatecznej wodochłonności, np. mięsa mrożonego; O nadmierny dodatek surowca tłuszczowego, tj. hydrofobnego składnika surowcowego; O przekutrowanie farszu, tj. dodatek wody przekraczający zdolności chłonne mięsa, czyli wyczerpujący nie tylko możliwości elektrostatycznego, ale również w dużym stopniu adhezyjnego jej wiązania; O niedopełnienie jelit farszem, co sprzyja powstaniu prądów konwekcyjnych wody swobodnej i ułatwia ich przepływ między kawałkami surowców; O zbyt długie ogrzewanie do zbyt wysokich temperatur w czasie wędzenia i parzenia, co podnosi zarówno efektywność termohydrolizy skleroprotein jak i rozmiary odpęcznienia pozostałych, tj. nieskleroproteinowych białek farszu. Podobnie, jak w przypadku tłuszczu, lokalne skupiska galarety czy też wody swobodnej nie wpływają bezpośrednio na przydatność spożywczą wędlin parzonych. Różnicują one jedynie ich smakowitość i soczystość oraz obniżają przede wszystkim ich oporność na rozkład gnilny. Jest bowiem rzeczą oczywistą, że z uwagi na lokalny wzrost nawodnienia w tych to właśnie miejscach najwcześniej zauważyć można objawy tego rozkładu. Gdy skupiska galarety lub wody lokują się głównie lub przede wszystkim pod osłonką wędlinową i to w dodatku pod osłonką cienkościenną, można spróbować usunąć omawiany błąd przez podsuszenie wędlin. Jest to jednak zabieg, który nie we wszystkich przypadkach może być stosowany z uwagi chociażby na różną specyfikę jakościową poszczególnych gatunków tej grupy wędlin. Z uwagi na dodatkowe ubytki ciężaru, związane z tym straty ekonomiczne oraz ewentualne niebezpieczeństwo niepożądanych zmian enzymatycznych i mikrobiologicznych sprawą dyskusji może być w ogóle w każdym przypadku celowość stosowania tego zabiegu. Aby wędliny wolne były od skupisk galarety lub wręcz wody, należy: O przestrzegać prawidłowości technologicznej kutrowania, nadziewania, wędzenia i parzenia; O dodać do farszu w czasie kutrowania preparaty białka zwierzęcego (proszek mleczny, proszek jajeczny, albumina krwi) lub roślinnego (najczęściej mąka sojowa, koncentraty lub izolaty białka sojowego); O stosować dodatek wielofosforanów w czasie kutrowania; O stosować do farszu dodatki skrobiowe. B. 80. Wodnistość (nadmierna soczystość). Ogólna wodnistość kiełbas parzonych jest jednym ze stosunkowo licznych objawów zaburzeń w dyspersji przestrzennej koloidów i ich uwodnienia, które cechuje farsz w chwili jego nadziewania w osłonki jelitowe. Każda wędlina parzona jest wtedy wodnista, kiedy zaburzenia te powodują, że część wody nie jest związana w strukturze układu koloidalnego i jako woda swobodna pod wpływem sił grawitacyjnych wycieka z przełamanego batonu. Przytoczony zakres znaczeniowy wykazuje, że ogólna wodnistość kiełbas parzonych jest tym samym typem odchylenia jakości, którego szczególnym przypadkiem są podosłonkowe skupiska galarety (patrz rozdział B.79). Spośród innych sprawdzianów jakości wodnistość można stwierdzić nierzadko jednocześnie ze zwiotczałą konsystencją (patrz rozdział B.66), czy też ze zmniejszoną opornością mechaniczną plastra na rozrywanie (patrz rozdział B.78). Z podstawowych pojęć fizyki i chemii chłonienia i wiązania wody wynika ponadto, że nadmierna soczystość kiełbas parzonych jest jedynie ilościowym wyrazem tych zjawisk jakościowych, które w optymalnym natężeniu są jednym z najbardziej typowych i pożądanych sprawdzianów ich jakości. Kiełbasa parzona nadmiernie soczysta jest przecież niepożądana, natomiast kiełbasa parzona optymalnie soczysta będzie oceniana zawsze jako bardzo dobra. Za optymalnie soczystą uważa się taką kiełbasę parzoną, która czyni zadość jednocześnie dwu wymaganiom: nie zawiera wody swobodnej, a woda związana wypełnia całkowicie pojemność kapilarną jej białkowych koloidów. Ucisk, wywierany na taką kiełbasę przy rozgryzaniu i żuciu, wystarcza do wywołania zmian stanów dotychczasowego związania wody, a mianowicie do przekształcenia części wody adhezyjnie (kapilarnie) związanej w wodę swobodną. Ponieważ woda kapilarnie związana, a tym bardziej swobodna, zachowuje właściwości rozpuszczalnika, to też razem z wodą, wypływającą przy żuciu, dyfundują z kiełbasy rozpuszczone w niej związki chemiczne o podnietowym działaniu na znajdujące się w jamie ustnej zakończenia (receptory) nerwów smakowych. Wędlina optymalnie soczysta jest zatem przy danym układzie bodźców fizjologicznych jednocześnie najsmaczniejsza. Subiektywne odczucie optymalnej soczystości próbowano zastąpić obiektywnymi sprawdzianami. Jedne z prac naukowo-badawczych, analizujących to zagadnienie, stwierdzają, że wędlina parzona jest optymalnie soczysta, gdy stosunek ilościowy wody związanej do niezwiązanej kształtuje się jak 1 : 2—2,5 (w pracy tej pod pojęciem wody niezwiązanej rozumie się tę ilość wody, którą można z kiełbasy wycisnąć po zadziałaniu określonej, niewielkiej zresztą siły mechanicznej). Gdy jednak ilość wody silniej niezwiązanej ze strukturą koloidalną masy wędlinowej zrówna się z ilością wody związanej, a więc, gdy wspomniany stosunek ilościowy przyjmie wartość 1:1, wtedy kiełbasa staje się wodnista i wykazuje uchwytne zmiany struktury fizycznej. W odróżnieniu od tych danych inne prace określają wędlinę parzoną jako optymalnie soczystą przy stosunku ilościowym obu stanów związania wody równym 1 : 8,5— 15,7. W zaznaczonej różnicy wartości liczbowych, określających tę samą korelację, odbijają się niewątpliwie nie tylko różnice materiału doświadczalnego, ale również różnice warunków fizycznych wykonywania pomiarów. Subiektywne odczucie soczystości zmienia się zresztą m. in. w zależności od temperatury kiełbasy parzonej. Kiełbasa ciepła jest zawsze bardziej soczysta niż zimna. Wrażenie zwiększonej soczystości takiej kiełbasy potęguje rozpłynniony tłuszcz. Z tego też względu prawidłowo ocenić można jedynie soczystość kiełbasy wychłodzonej. Nadmierna soczystość, tj. wodnistość kiełbasy parzonej, świadczy zawsze o trzech nieprawidłowościach technologicznych, a mianowicie: O o przekutrowaniu, tj. dodatku wody większym od optymalnego bądź też O o nietrwałości stanu napęcznienia koloidów farszu, wynikającej z labilnych właściwości fizycznych cząsteczek białka lub z nieumiejętnego programowania procesu technologicznego w dostosowaniu do tych właściwości oraz O o małej przepuszczalności osłonki jelitowej w stosunku do ilości wycieku cieplnego. Podobnie, jak w przypadku niedostatecznej trwałości budowy fizycznej kiełbasy wszystko to, co stabilizuje strukturę koloidalną farszu, chroni zatem jednocześnie kiełbasę parzoną przed nadmiarem wody nie związanej przez masę wędlinową. Ta tożsamość przyczyn obu odchyleń jakości kiełbas parzonych motywuje oczywiście tożsamość środków zaradczych (patrz rozdział B.78). I w tym przypadku niemożność usunięcia odchylenia wówczas, gdy proces przetwórczy jest zakończony, uzasadnia potrzebę ich stosowania. Wszelka bowiem próba dodatkowego odwodnienia gotowej wędliny, np. poprzez ponowne jej uwędzenie, rozmija się z celem zarówno ze względów technologicznych jak i ekonomicznych. Wobec tego, że wodnistość kiełbasy nie ogranicza jej przydatności spożywczej, a pogarsza jedynie pożądane cechy jakościowe, wskazane jest przeznaczyć taką wędlinę w ostateczności do spożycia na ciepło. B. 81. Niedostateczna soczystość. Zbyt mała w stosunku do pożądanej soczystość wędliny parzonej jest subiektywnym wyrazem niedostatecznego nawodnienia jej układu koloidalnego, ściślej — dowodzi niedostatków przede wszystkim ilości wody kapilarnie związanej. W takim ujęciu jest to nieprawidłowość jakości wprost przeciwna wodnistości (odpowiada to stosunkowi wody związanej do niezwiązanej równemu 1 : 2,0— 2,5). Ostateczne jej natężenie można również ocenić dopiero po całkowitym wychłodzeniu kiełbasy. Ilość wody, którą można z takiej kiełbasy wycisnąć przy użyciu określonej, niewielkiej siły, stanowi zaledwie 20—25% całkowitej zawartości. Tak słabo uwodnioną wędlinę produkuje się wówczas gdy: O do produkcji używa się mięsa o małej wodochłonności; O w zestawie surowcowym jest zbyt mało części ścięgnistych oraz zbyt mało świńskiego surowca tłuszczowego; O farsz był zbyt mało nawodniony (dokutrowany); O przepuszczalność osłonki była zbyt duża w stosunku do ilości wycieku cieplnego. Mechanizm oddziaływania wymienionych czynników, obniżających uwodnienie kiełbas parzonych, jest różny. O W przypadku niedostatecznego adhezyjnego chłonienia i wiązania wody przez mięso brak jest możliwości takiego nawodnienia, aby odpowiednia ilość wody kapilarnej zmieniła podczas żucia swój stan związania i mogła być wyciśnięta. O Ulegając termohydrolizie, skleroproteiny chłoną wodę, tj. wiążą wyciek cieplny i podnoszą tym samym uwodnienie gotowej kiełbasy. Subiektywne odczucie tej soczystości potęgują tłuszcze, a przede wszystkim określona ilość glicerydów nienasyconych kwasów tłuszczowych, a więc tłuszcze o niskiej temperaturze topnienia. Brak tych glicerydów w mięsie bydlęcym jest jedną z przyczyn powodujących, że kiełbasa z takiego mięsa jest zawsze bardziej sucha i mniej smaczna niż kiełbasa, której zestaw surowcowy uzupełniono mięsem świńskim lub wręcz surowcem tłuszczowym z tusz trzody chlewnej. O Niezależnie od wodochłonności mięsa niedostateczna soczystość kiełbasy może być spowodowana błędami kutrowania. Gdy w czasie kutrowania doda się do mięsa zbyt mało wody, z gotowej kiełbasy wyciska się w czasie żucia tylko mała jej ilość. W czasie obróbki cieplnej słabo nawodnionego farszu zmieniają się wprawdzie stany związania wody, ale po jej zakończeniu wody adhezyjnie związanej jest jeszcze zbyt mało, aby siłą mechaniczną można było przekształcić ją w wodę swobodną. O Cienkie ścianki, mała średnica, dłuższe przechowywanie szczególnie w nieodpowiednich warunkach cieplnych i wilgotnościowych, obrażenia mechaniczne ścianki itp. czynniki podnoszą przepuszczalność osłonki jelitowej. Z tego też powodu cienkie batony kiełbas produkowanych w cienkościennych osłonkach są częściej niedostatecznie soczyste niż wędliny w osłonkach o przeciwstawnej charakterystyce fizycznej. Zwrócić uwagę trzeba jednak na to, że wędzenie jest zabiegiem, który zmniejsza przepuszczalność osłonki naturalnej o ok. 30%. U podstaw obniżenia tej przepuszczalności i potencjalnego wyrównania różnic soczystości leży oczywiście garbujące działanie głównie takich związków dymu, jak np. aldehyd kwasu mrówkowego i octowego. Pomijając: O oczywiste błędy kutrowania, O zmienną i trudną do technologicznej regulacji przepuszczalność naturalnych osłonek jelitowych; O celowość stosowania mięsa świńskiego (co najmniej 10%), świńskiego surowca tłuszczowego lub innych tłuszczów (np. 5—10% margaryny) przy produkcji wędlin ze zwiększonym dodatkiem mięsa bydlęcego, — prawidłową soczystość zabezpieczają w zasadzie wszystkie te środki, które utrwalają stabilność jej pożądanej struktury fizycznej (patrz rozdział B.78 za wyjątkiem czynników dziewiątego i dziesiątego). Wędlina niedostatecznie soczysta jest w pełni przydatna do spożycia, lecz z reguły mniej smaczna. Zbyt mała soczystość oddziałuje niewątpliwie na jej pożądalność spożywczą w mniejszym zakresie niż wodnistość. Z tego też powodu celowość prób, zmierzających do poprawy uwodnienia gotowej wędliny, rozmija się całkowicie z celem niezależnie od ich technologicznej realności. W naprawdę rzadkich przypadkach wskazane jest ostatecznie przekazać taką wędlinę do spożycia dopiero po ogrzaniu w wodzie. B. 82. Wytopiony tłuszcz pod osłonką i w innych miejscach batonu. Nagromadzenie się mniejszych lub większych skupień wytopionego tłuszczu pod osłonką, wokół por lub w innych częściach batonu niedodzianego farszem jest wyrazem dwu jednostkowych procesów fizycznych, a mianowicie: O wypłynięcia rozpłynnionego tłuszczu z pękniętej lub w inny sposób uszkodzonej komórki tłuszczowej oraz O częściowego rozfrakcjonowania zhomogenizowanej zawiesiny wodno-białkowo-tłuszczowej, jaką jest farsz wędlinowy, przygotowany do nadziania w osłonki. Z powyższego wynika, że u podstaw omawianego zjawiska leży działanie wysokiej temperatury oraz bodźców, które niszczą uzyskaną mniej lub więcej niestałą dyspersję przestrzenną cząsteczek białkowo-tłuszczowej zawiesiny. Zawiesina ta tworzy się w czasie kutrowania farszu w wyniku otoczenia cząsteczek tłuszczu przez białka. Zasadniczym składnikiem emulgującym tłuszcze na tej drodze są białka mięsa rozpuszczalne w słabych roztworach soli (miozyn, globuliny, albuminy). Efektywność ich działania w tym zakresie zależy od: O kształtu cząsteczki białka i jej zachowania się w roztworze wodnym; O składu chemicznego emulgowanego tłuszczu; O jego stanu fizycznego; O odczynu emulgowanych surowców; O ich zawartości soli kuchennej oraz O ich temperatury. Stabilność wodno-tłuszczowo-białkowej emulsji farszu kiełbas parzonych jest oczywiście największa w przypadku pełnego i optymalnego wykorzystania wszystkich zależności. O ich charakterze daje wyobrażenie podkreślenie chociażby tylko kilku faktów. O Wyrazem różnorodności budowy białek związanej z przynależnością gatunkową zwierzęcia rzeźnego jest większa zdolność stabilizacji emulsji tłuszczowej przez mięso bydlęce niż mięso świńskie. Mięso niewychłodzone, tj. użyte do przerobu bezpośrednio po uboju żywca, stabilizuje także lepiej tę emulsję niż mięso wychłodzone. W miarę postępu zmian autolitycznych i rosnącej rozpuszczalności w wodzie białek dojrzewającego mięsa maleje zresztą w dalszym ciągu ich zdolności do emulgowania tłuszczu w czasie kutrowania surowców mięsno-tłuszczowych. Łatwo w wodzie rozpuszczalna glutyna, która powstaje w wyniku termohydrolizy skleroprotein, również nie otacza cząsteczek tłuszczu i nie utrwala jego dyspersji w masie wędlinowej. O Różnice składu chemicznego emulgowanego tłuszczu wyrażają się tym, że tłuszcz świński emulguje się łatwiej niż łój bydlęcy. O Gdy temperatura na kutrze nie przekracza 15°C, tłuszczu uprzednio wytopionego można zemulgować o 5% więcej niż tłuszczu w postaci surowca tłuszczowego. O W pobliżu punktu izoelektrycznego dyspersja tłuszczu w emulgowanych surowcach jest najmniej trwała, tj. zdolność emulgowania najmniejsza. O Gdy zawartość soli kuchennej w kutrowanych surowcach jest równa 10%, zdolność emulgowania jest największa. O Zdolność emulgowania spada już, gdy temperatura kutrowanych surowców podniesie się w zakresie od —3°C do +3°C. W czasie obróbki cieplnej kiełbasy wymienione białka, tworzące otoczkę wokół cząsteczek tłuszczu, ulegają denaturacji i utrzymują przez to tłuszcz w strukturze farszu. W praktyce produkcyjnej zdarza się jednak, że otoczka ta nie spełnia oczekiwanej roli. Istnieć będzie wówczas realne niebezpieczeństwo rozfrakcjonowania i wycieku roztopionego tłuszczu z wędliny parzonej. Interpretacja wymienionych faktów z zakresu fizykochemii farszu tych kiełbas pozwala stwierdzić, że następujące niedopatrzenia w procesie ich produkcji spełniają najczęściej rolę czynnika, który burzy wyjściową strukturę wodno-tłuszczowo-białkowej zawiesiny: O użycie do produkcji surowca mięsnego o nadmiernie zaawansowanym procesie dojrzewania poubojowego, tj. o zbyt daleko posuniętej autolizie na skutek nieodpowiedniego bądź zbyt długiego przechowywania poubojowego; O przedawkowanie surowca tłuszczowego, tj. wówczas, gdy farsz zawiera zbyt mało białka w stosunku do ilości tłuszczu, ponieważ w takim przetłuszczonym farszu część tłuszczu nie może być otoczona w czasie kutrowania białkiem z powodu jego niedostatecznej ilości; O użycie do produkcji surowca tłuszczowego o plastycznej i niesprężystej konsystencji, tj. surowca, którego tłuszcz odznacza się obniżoną temperaturą krzepnięcia; O przedawkowanie surowca, zawierającego dużo elementów ścięgnistych; O przekutrowanie farszu mięsnego, tj. zbyt długie rozdrabnianie, gdyż w tych okolicznościach istnieje zawsze niebezpieczeństwo znaczniejszego podniesienia jego temperatury, a ponadto w miarę wzrostu stopnia rozdrabniania farszu rośnie łatwość wytopu tłuszczu z uwagi m. in. na większe mechaniczne zniszczenie komórek tłuszczowych; O niepełne wykorzystanie pojemności osłonki w czasie nadziewania, gdyż w warunkach spowodowanego tym niedodzianiem spadku ciśnienia wewnętrznego łatwo powstają w czasie wędzenia i parzenia i tym są rozleglejsze prądy konwekcyjne wytopionego tłuszczu, które przenikają farsz; O nadmierna obróbka cieplna, tj. zbyt długie ogrzewanie do zbyt wysokich temperatur w czasie wędzenia, a przede wszystkim parzenia kiełbas, gdyż w tych warunkach denaturacja i odpęcznienie miozynu i innych białek sarkoplazmatycznych jest nadmierne, a otoczka białkowa wokół cząsteczek tłuszczu tym bardziej niekompletna. Jest rzeczą oczywistą, że lokalne, nadmierne nagromadzenie wytopionego tłuszczu nie wpływa na przydatność spożywczą wędlin parzonych. W każdym jednak razie skupienia te obniżają pokupność wędliny, a tym samym wartość towarową. Niechęć do nabywania takich wędlin jest spowodowana przede wszystkim obniżeniem pożądalności smaku tej części batonu, w której stwierdza się omawianą wadę. Zróżnicowanie profilu smakowego między poszczególnymi częściami batonu, jak również między poszczególnymi batonami utrudnia w sposób oczywisty standaryzację jakościową wędliny. Z uwagi na jednoczesną większą zawartość wody kapilarnej w sąsiednich częściach wędliny, skupiska wytopionego tłuszczu są ponadto bardziej podatne na jełczenie hydrolityczne. Na wystąpienie omawianego odchylenia jakości szczególnie podatne są wędliny parzone, produkowane wyłącznie z mięsa kutrowanego. Tym niemniej usunięcie tego odchylenia jest praktycznie jednakowo trudne zarówno z tego typu wędlin parzonych, jak i z kiełbas mielonych. Zabezpieczenie wędlin parzonych przed rozfrakcjonowaniem homogenizatu ich masy sprowadza się natomiast do: O przerobu na wędlinę mięsa jeszcze przed wystąpieniem objawów stężenia poubojowego, a więc praktycznie mięsa nie wychłodzonego; O takiego dawkowania poszczególnych surowców, aby gotowy farsz wędlinowy zawierał możliwie 58% wody, 27% tłuszczu, 12% białka i 3% soli mineralnej, gdyż struktura farszu o takim składzie chemicznym odznacza się bowiem największą potencjalną stabilnością; O używania surowca tłuszczowego o jędrnej konsystencji, a w przypadku słoniny grzbietowej — raczej tylko jej warstwy podskórnej; O przestrzegania wymogów technologicznych kutrowania, nadziewania ewentualnie nadziewarkami próżniowymi oraz przestrzegania zasad prawidłowego wędzenia i parzenia; O zwiększenia ilości białka zawartego w farszu, dodając np. mąkę sojową, koncentraty lub izolaty białka sojowego (dają lepszy smak niż mąka sojowa), proszek mleczny, proszek jajeczny itp.; O stosowania emulgatorów tłuszczu. Spośród licznych znanych środków i metod emulgacji tłuszczu w technologii wędlin parzonych największe zainteresowanie wzbudzić może: OO spośród emulgatorów chemicznych — dodatek alkalicznych wielofosforanów (0,3—0,5% ciężaru farszu), preparatów białka odtłuszczonego mleka (1—2% ciężaru farszu), kwasu olejowego oraz OO spośród emulgatorów fizycznych — naddźwięków. Wobec dyskusyjnych właściwości emulgowania tłuszczów przez wielofosforany lub utrwalania przez nie emulsji wodno-białkowej dopiero przy dawkach powyżej 1%, tym większe zainteresowanie wzbudza możliwość zastosowania naddźwięków. Jak obserwacje wykazują 3—5 min. działanie naddźwięków o dobranej częstotliwości daje trwałą emulsję tłuszczową i zapewnia pożądane właściwości mechanicznej struktury masy wędlinowej. B. 83. P o s m a k starej p e k l ó w k i. Trudny do słownego oddania wyróżnik smakowy, przypominający mięso zbyt dojrzałe, bądź znajdujące się w bardzo wczesnym stadium rozkładu gnilnego wskazuje z reguły na dwie okoliczności, a mianowicie na to, że: O do produkcji użyto mięsa, poddanego peklowaniu azotanowemu oraz O peklowanie to trwało w danych warunkach temperaturowych znacznie dłużej, niż wymagały tego procesy denitryfikacji azotanu i wytwarzania się pożądanej ilości nitrozooksymioglobiny. Z uwagi na drugą z wymienionych okoliczności wyróżnik smakowy gotowanej wędliny wykształcający się w takich warunkach przyjęto nazywać „posmakiem starej peklówki". Obserwacje praktycznie zdają się wskazywać, że wytwarzanie się tego posmaku nie jest w zasadzie związane z przedłużeniem procesu peklowania jako takiego, lecz ze zwiększonym rozdrobnieniem peklującego się na sucho mięsa oraz zmienionymi procesami mikrobiologicznymi, przebiegającymi w warunkach zwiększonego natlenienia na tak rozwiniętej jego powierzchni. Normalna cenoanabiotyczna wymiana mikroflory peklowania może w tych warunkach przebiegać nieprawidłowo, a rozmiary jej następstw rosną przede wszystkim z przedłużeniem się okresu suchego peklowania. Dowodem słuszności tego wnioskowania jest brak podobnych następstw w przypadku peklowania mięsa w dużych kawałkach, np. suchego peklowania szynek. Podwyższona temperatura pogłębia oczywiście ze swej strony następstwa tej niezupełnie prawidłowej cenoanabiozy peklowania rozdrobnionego mięsa. Z tego też powodu posmak starej peklówki stwierdza się u kiełbas parzonych częściej w lecie niż w zimie. Prawidłową interpretację opisanych zjawisk pochodzenia głównie mikrobiologicznego — podobnie jak w innych przypadkach — utrudnia niełatwa i dotąd niekompletna identyfikacja chemiczna wyróżnika tego niepożądanego posmaku. Można jednak stwierdzić, że kiełbasa parzona będzie wolna od tego wyróżnika smaku, gdy mięso, pokrojone w kawałki o długości boku nie przekraczającej 5—6 cm, wychłodzone do temperatury co najmniej 10°C i prawidłowo zmieszane z mieszaniną soli kuchennej i saletry (2%), poddane zostanie peklowaniu w peklowni o temperaturze 4—6°C przez okres zależny od stopnia rozdrobnienia, nie dłużej jednak niż 4—5 dób. Wyjątek w tej regule stanowić mogą duże kawałki mięsa bydlęcego o ciężarze kilku kilogramów, których okres peklowania może być dłuższy. Peklowanie azotanowe należy jednak zakończyć, a mięso niezwłocznie przekazać do produkcji skoro tylko się przepekluje. Ocena przydatności spożywanej kiełbasy parzonej o niepożądanym posmaku starej peklówki zależy głównie od natężenia wyróżnika. Rzadko kiedy jego natężenie decyduje jednak o całkowitej nieprzydatności wędliny do spożycia. Tym niemniej, mało pożądana smakowitość takiej kiełbasy spowodować może oczywisty spadek efektywności ekonomicznej produkcji. Z tego też powodu rozważyć można wtórny przerób takiej kiełbasy na inny asortyment, charakteryzujący się większym natężeniem poszczególnych wyróżników smakowo-rozpoznawczych i ich większą złożonością. Charakterystyce tej odpowiadają niektóre kiełbasy parzone i kilkakrotnie wędzone (np. kiełbasa litewska). B. 84. Posmak mięsa rozpadającego się autolitycznie. Wędlina o posmaku typowym dla mięsa, znajdującego się w stadium rozpadu autolitycznego, przypomina w dużym stopniu posmak starej peklówki (patrz rozdział B.83). Różnica między obu wyróżnikami sprowadza się w zasadzie do: O większej z reguły niepożądalności kiełbasy z uwagi na większe natężenie i bogatszy układ jakościowy wyróżników smakowo-zapachowych oraz O do enzymatycznego, a nie mikrobiologicznego pochodzenia procesów chemicznych. Niebezpieczeństwo produkcji kiełbasy parzonej o profilu smakowo- -zapachowym podobnym do tego, który charakteryzuje mięso rozpadające się autolitycznie, występuje wówczas, gdy: O do produkcji użyto mięsa o zmienionym układzie i natężeniu wyróżników profilu smakowego i zapachowego a w wypadku produkcji kiełbas w grubszych batonach (np. krakowskiej parzonej, cytrynowej, mortadeli itp.) kiedy proces produkcji został przerwany, tj. gdy nastąpiła zwłoka parzeniu świeżo uwędzonych, a więc rozgrzanych kiełbas. O ile etiologia zmian w pierwszym zespole przyczyn sprawczych jest znana, o tyle w drugim przypadku trzeba zwrócić uwagę na to, że temperatury, do których dogrzewa się wędlina parzona w czasie wędzenia, nie inaktywują w żadnym przypadku jej układu enzymatycznego. W okresie tego zabiegu spada jedynie do rzędu tysięcy ilość bakterii, stwierdzanych w1guwędzonej kiełbasy. Rozgrzanie wnętrza batonu do temperatury ok. 50°C uaktywnia wręcz cały tkankowy aparat enzymatyczny. W przypadku zwłoki w parzeniu enzymatyczna desagregacja oraz rozpad niezdenaturowanych białek przebiega w takich warunkach szczególnie intensywnie. Duża średnica batonu i związane z tym zwolnienie jego wychładzania potęguje tę intensywność. Podobnie wpływa zresztą praktykowane zwykle w tych okolicznościach przetrzymywanie wędlin w warzelni, a więc w pomieszczeniu o temperaturze wyższej nawet od pokojowej. Nic tedy dziwnego, że częstotliwość omawianej zmiany profilu smakowo-zapachowego kiełbas, związanej z nieprawidłowością programowania procesu produkcyjnego, jest większa niż spowodowana nieodpowiednim doborem surowca. Aby profil smakowo-zapachowy kiełbas parzonych był wolny od wyróżników typowych dla mięsa znajdującego się w stadium rozpadu autolitycznego należy: O do produkcji używać wyłącznie mięso, które nie wykazuje jakichkolwiek odchyleń od prawidłowego profilu zapachowego; O przestrzegać ciągłości procesu produkcji, tj. parzyć kiełbasy bezpośrednio po wędzeniu. Realizacja obu wytycznych ochrony kiełbas parzonych przed niepożądanym profilem smakowo-zapachowym, związanym z procesem autolizy białek mięsa, nie nastręcza z reguły trudności. Wymagają one tylko kontroli stanu surowca mięsnego oraz właściwego programowania mocy produkcyjnych. O Szczególnie starannej przedprzerobowej kontroli należy poddać w pierwszym rzędzie mięso, pochodzące od sztuk, których technologia poubojowego wychładzania może nasuwać zastrzeżenia, a więc sztuk, u których istnieje zwiększone niebezpieczeństwo rozpadu autolitycznego. Mięso, wykazujące najlżejsze objawy tego rozpadu, należy przed przerobem pociąć w paski i w pojedynczej warstwie rozłożyć pod wentylatorem. Dalsze postępowanie z takim mięsem zależy od jego stanu na drugi dzień. O ile po 24 godzinach intensywnego natleniania profil zapachowy wróci do normy, mięso może być przerobione jak zwykle. Wskazany jest jednak jego przerób na wyroby przeznaczone do bezpośredniego spożycia. Gdy jednak profil zapachowy natlenionego mięsa nie wróci do normy, decyzja o jego zużyciu zależeć musi od natężenia zmian oraz ewentualnego wyniku laboratoryjnej kontroli jego stanu. Można rozważyć przerób takiego mięsa na tańsze wędliny parzone lub pieczone, kilkakrotnie wędzone, produkowane w wąskich jelitach. Przykładem wędliny nadającej się na ten cel może być kiełbasa litewska. O Aby zapewnić ciągłość produkcji kiełbas parzonych, należy w ramach programowania mocy produkcyjnych zwrócić uwagę na fakt, że czas wędzenia jest dłuższy od parzenia. Czas parzenia jest jednak tym bardziej równy czasowi wędzenia, im grubszy jest baton danego asortymentu kiełbasy parzonej. Składna praca wędzarni i parzelników (lub warników) jest zapewniona wówczas, gdy moc produkcyjna pierwszych jest co najmniej dwukrotnie większa od drugich. Ocena przydatności spożywczej wędlin parzonych o zmienionym w omawiany sposób profilu smakowo-zapachowym jest taka sama, jak w przypadku stwierdzenia posmaku starej peklówki (patrz rozdział B.83). Można po prostu rozważyć celowość wtórnego jej przerobu na inny asortyment kiełbasy według tych samych zasad, jak ma to miejsce z autolitycznie rozłożonym surowcem mięsnym nieodpowiednio peklowanym. B. 85. Terpenowy oraz karbolowy wyróżnik profilu smakowo -zapachowego. Posmak karbolowy kiełbas parzonych stwierdza się w takich samych okolicznościach technologicznych, jak podobną zmianę profilu smakowo-zapachowego kiełbas surowych. Zbieżna jest również profilaktyka i ocena przydatności spożywczej obu grup kiełbas (patrz rozdział B.51). 1.2.3. Diagnostyka niedostatecznej świeżości napęczniałych kiełbas parzonych Napęcznione wędliny parzone należą do najmniej trwałych wyrobów mięsnych. O dużej ich podatności na wszelkiego rodzaju zmiany wsteczne decyduje swoistość ich technologii, a głównie duże nawodnie nie środowiska oraz niedostatecznie efektywne oddziaływanie zabiegów o charakterze utrwalającym. Z reguły cienkościenna, a więc bardzo przenikliwa osłonka jelitowa nie spełnia również w tym zakresie roli ochronnej, a tylko jest czynnikiem formującym kształt geometryczny batonu w okresie poprzedzającym spadek plastyczności masy wędlinowej w czasie obróbki cieplnej. W wyniku naszkicowanych możliwości środowiskowych wszelkie niepożądane zmiany jakości wędlin parzonych, jako wyraz wzmożonej aktywności enzymów bez względu na ich pochodzenie, mogą rozpoczynać się zarówno od ich masy, jak również od strony osłonki jelitowej. Te ostatnie rozpoczynają się z reguły wcześniej niż zmiany masy wędlinowej. Z tego powodu pierwszych tych objawów niedostatecznej lub wątpliwej świeżości kiełbas parzonych należy poszukiwać, analizując i oceniając wygląd zewnętrzny batonów. O kończącym się okresie szczytowej przydatności spożywczej kiełbas parzonych świadczą mianowicie następujące zmiany w stanie zewnętrznym batonu: O utrata swoistego zapachu; O utrata swoistego zabarwienia; O ośliznięcie i zmatowienie oraz O lokalne zazielenienie. Utrata cech świeżości wędliny parzonej, oceniana na podstawie czterech wymienionych sprawdzianów, rozwija się stopniowo. Fakt ten pozwala na dodatkowe i bardziej ścisłe określenie stanu i większą zasadność decyzji o jej przydatności spożywczej. O Stopniowa utrata swoistego zapachu, typowego dla danego gatunku kiełbas, jest z reguły pierwszym objawem, uzasadniającym podejrzenie o przedłużanie się przechowywania gotowych wyrobów parzonych. W pewnym zatem okresie przechowywania, nawet w najlepszych warunkach klimatycznych, kiełbasy nie mają prawie żadnego zapachu. Dopiero w następnym etapie zapach ich staje się nieprzyjemny i charakterystyczny dla rozkładającego się białka tkanki mięsnej. Tego rodzaju wyróżnik można najwcześniej stwierdzić w miejscach przewiązania końców batonów lub ich styku ze sobą. Spadek natężenia pożądanych wyróżników normalnego profilu zapachowego kiełbas parzonych jest spowodowany utlenianiem się lotnych związków pirolizy drewna, które na powierzchni osłonki jelitowej zostały zaadsorbowane w czasie wędzenia. Związki te cechuje duża prężność par. Jednoczesne parowanie wody z kiełbasy ułatwia dodatkowo ich utlenianie się. Chemiczne właściwości (aldehydy, ketony, krezole, pirokatechina i głównie fenole) nie wykluczają zatem utraty swoistego zapachu wędzenia w drodze ulatniania się. O Do naszkicowanych zmian zapachu kiełbas parzonych dołączają się stosunkowo szybko zmiany barwy powierzchni batonów. Zmiany te idą w dwóch kierunkach: wzrasta natężenie typowej barwy, do czego dołączają się następnie procesy rosnącego stopniowo odbarwienia. Wzrost natężenia barwy jest spowodowany powierzchniowym wysychaniem i związanym z tym wzrostem natężenia barwników oraz alkalizacją osłonki w wyniku jej procesów rozkładowych. Te ostatnie są już najczęściej następstwem działalności życiowej mikroflory tlenowej, która stanowi przykład wtórnego, tj. poprodukcyjnego zakażenia. Jej dalszy wzrost i natężenie procesów rozkładowych powoduje w rezultacie postępujące odbarwianie się osłonki. Czas wystąpienia ostatniego zespołu przemian barwnikowych jest z reguły tym krótszy, im cieńsza jest osłonka pokrywająca daną wędlinę. Odbarwienie cienkościennych naturalnych jelit następuje nierzadko tak szybko, że zmiany poprzedzające je są trudne do zauważenia bądź też wręcz niezauważalne. Zmiany barwy grubościennych osłonek naturalnych są natomiast z reguły nieznaczne. O Drobnoustrojowemu odbarwieniu osłonek, głównie osłonek naturalnych, towarzyszy peptonizacja białek. Peptonizacja białek osłonki jest przyczyną zmian, odczuwanych subiektywnie jak ośliznięcie powierzchni batonów. Pobieżna ocena tak zmienionej powierzchni utrudnia często odróżnienie zmiany od zawilżenia powierzchni, jako objawu procesów czysto fizycznych (patrz rozdział B.61). Rozpulchnienie w wyniku jednoczesnego pęcznienia białek jest zarazem przyczyną mniej lub bardziej wyraźnego zmatowienia osłonki. Wzrost grubości ścianki osłonki wędlinowej opóźnia wystąpienie omówionych zmian. Powierzchnia osłonek sztucznych pokrywa się także wolniej śluzem z tych samych względów. Na osłonkach z tworzywa, które nie stanowią pożywki dla bakterii, opisane zmiany występują również, aczkolwiek w mniejszym potencjalnie nasileniu. Rozwijają się one mianowicie tylko na skutek przypadkowego zanieczyszczenia oraz dyfuzji składników masy wędlinowej, rozpuszczonych w wodzie. Niezależnie od rodzaju zastosowanej osłonki najwcześniejsze objawy peptonizacji białka stwierdza się w każdym przypadku wszędzie tam, gdzie i zmiany zapachu, tj. w miejscach przewiązania lub styku końców batonów. O Na osłonkach kiełbas parzonych, zmienionych w opisany sposób, pojawiają się również w określonych okolicznościach zielone plamy. Ich wygląd nie odbiega w zasadzie od analogicznych zmian innej etio logii (patrz rozdział B.60). Za objaw niedostatecznej świeżości muszą one być uważane wówczas, gdy są bardziej rozlegle i lokalizują się w miejscach, w których osłonka jelitowa jest bardziej wilgotna, Na batonach wędlin parzonych zwiniętych w krąg można je najczęściej zauważyć na krzywiźnie wewnętrznej. Z tego miejsca rozciągają się one dopiero stopniowo w kierunku krzywizny większej krążka. Ocena przydatności kiełbas parzonych o zauważalnych objawach kończącej się pełnej świeżości może być różna. W przypadku utraty jedynie swoistego zapachu i odbarwienia, wędlina jest w pełni przy datna do spożycia. W odróżnieniu od tego ośliznięcie powierzchni, a przede wszystkim jej zazielenienie uzasadniają kontrolę stanu wędliny na przekroju. Postępowanie z taką wędliną opiera się na tych sa mych przesłankach, jak w przypadku analogicznych zmian wskazanego poprzednio pochodzenia. W odróżnieniu od tego subiektywnie stwierdzalne objawy rozkładu gnilnego samej masy wędlinowej, szczególnie wówczas, gdy jedno cześnie zostanie stwierdzona obecność bakterii gnilnych, i to przede wszystkim bakterii z grupy Bac. proteus, motywują w każdym przy padku uznanie kiełbasy za niezdatną do spożycia. Konieczność tego rodzaju oceny uzasadnia także stwierdzenie zmienionej barwy, zatęchłego, gorzkawego lub wręcz gnilnego zapachu oraz gorzkawego posmaku masy wędlinowej tych kiełbas. Z drugiej strony wymaga się również, aby wędliny parzone, które nie wykazują organoleptycznie uchwytnych odchyleń jakości, można było przeznaczyć do spożycia jedynie wówczas, gdy ilość tlenowych bakterii nie przekroczy 106, w tym Bacillus cereus do 2x103 w 1 g ich masy. Bakterii beztlenowych nie może być w takich wędlinach więcej niż 5x105 w tym hemolizujących beztlenowców nie więcej niż 2x 104 a bakterii Clostridium do 102 w podanej ilości masy. Pałeczki okrężnicy nie powinny być stwierdzalne już w rozcieńczeniu 10-1. Autor: Wincenty Pezacki Dal potrzeb portalu www.wedlinydomowe.pl opracował Maxell Zachowano oryginalną pisownię.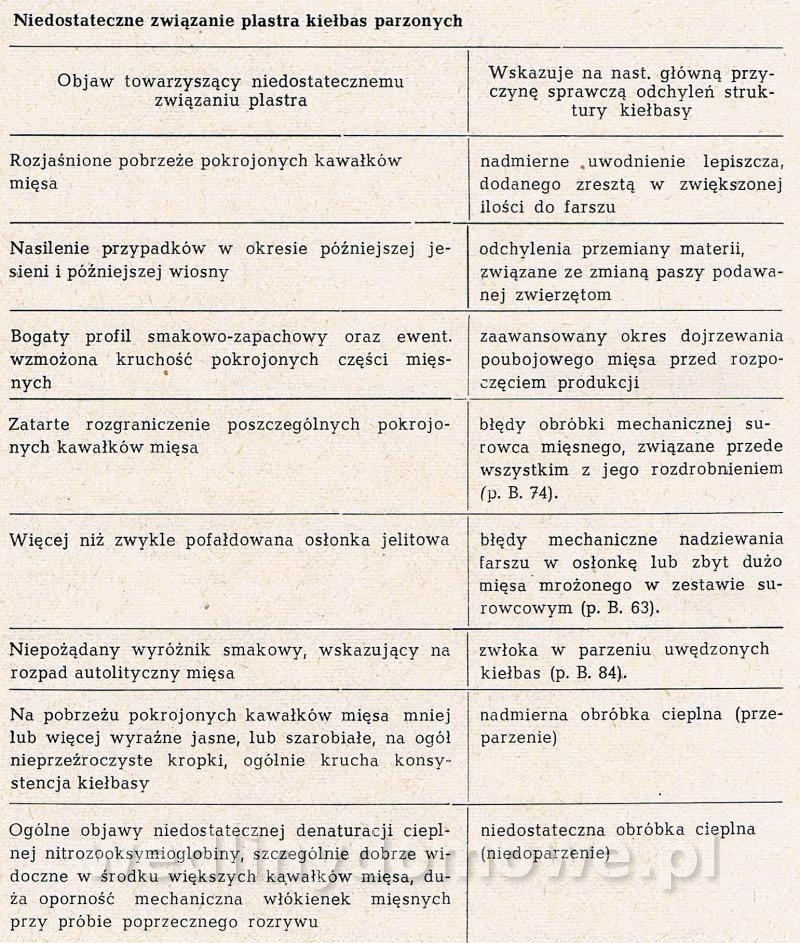
-
Licytacja camelków na rzecz Bartka
Maxell opublikował(a) temat w Fundusz WB wsparcia w nagłych przypadkach
Zakładam temat, który dalej poprowadzą camelki. -
W temacie /topic/11177-część-ii-wędliny-parzone-technologiczne-odchylenia-jakości-i-przeciwdziałanie/#entry412315oraz trzech pozostałych tematach tej serii, opisujących wady (i sposoby przeciwdziałania im) w produkcji wędlin surowych, salcesonów oraz kiszek, zawartych jest szereg bardzo ważnych informacji technologicznych do poznania których Państwa zachęcam. Tutaj znajdziecie odpowiedzi na wiele pytań i wątpliwości. Dzisiaj powinienem zakończyć całą serię.
-
Część II. Wędliny parzone - technologiczne odchylenia jakości i przeciwdziałanie
Maxell odpowiedział(a) na Maxell temat w Podstawy technologii
1.2. Diagnostyka podstawowych odchyleń technologicznych jakości napęcznionych wędlin parzonych 1.2.1. Wygląd zewnętrzny batonu B. 54. Gruszkowaty kształt batonu. Okoliczności i przyczyny technologiczne oraz ocena następstw jakościowych gruszkowatego kształtu batonów wędlin parzonych są takie same, jak analogicznego odkształcenia batonów wędlin surowych (patrz B.22). Jest to zatem odkształcenie typowe przede wszystkim dla kiełbas parzonych, nadzianych w walcowate osłonki o większej średnicy. W uzupełnieniu dodać można, że omawiana deformacja batonów rozwija się z reguły w czasie obróbki cieplnej wędlin parzonych. Jej wystąpieniu sprzyjają te wszystkie czynniki, które działają odpęczniająco na ich farsz. W tym zakresie na szczególne wskazanie zasługuje nadmierne uwodnienie (przekutrowanie) masy farszu oraz nadmiernie wysoka temperatura w czasie obróbki cieplnej szczególnie wówczas, gdy rolę ostatniego wymiennika cieplnego spełnia powietrze, krążące w ciepłowilgotniaku. Utrzymanie bez większych zmian dyspersji przestrzennej koloidów białkowych wykutrowanego mięsa, a więc np. zwiększony dodatek mięsa ścięgnistego (tkanki łącznej) do farszu, prawidłowe nadzianie nim osłonki do osiągnięcia sprężysto-jędrnej konsystencji czy też parzenie wędlin w wodzie chroni baton przed deformacją. B. 55. Równomierne ściemnienie i zbrązowienie barwy. Jednolite na całej długości batonu równomierne zbrązowienie zewnętrznej barwy, tj. wzrost jej czystości kolorymetrycznej z jednoczesnym pociemnieniem dowodzi niedociągnięć technologicznych wędzenia. Odchylenie to bowiem może być następstwem: O nadmiernego obniżenia wilgotności dymu, co prowadzi do zbytniego wysuszenia osłonki, bądź też O zwilżenia trocin bezpośrednio przed ich spalaniem. O Gdy dym, którym wędzi się wędliny parzone, jest suchy, wówczas powierzchnia batonu szybko wysycha, zabarwiając się przy tym intensywniej. Jednoczesne odwodnienie podnosi ponadto stężenie barwników osłonki, tj. czystość kolorymetryczną barwy. Oba zjawiska — zmniejszone odbicie i większa czystość kolorymetryczna — są subiektywnie oceniane jako intensyfikacja barwy. W mniej łub więcej ciemnobrązowej barwie zewnętrznej batonów łatwo jednak dostrzec udział barwy czerwonej. O Wyróżnika czerwonej barwy nie stwierdza się natomiast prawie wcale w przypadku wędzenia wędlin parzonych zwilżonymi trocinami. Wyraźnie brązowa barwa takich wędlin jest wówczas również najczęściej przyciemniona, tj. przesunięta w pobliże ciągu bezbarwnego. Spotęgowany udział czerni w barwie takich kiełbas jest związany nierzadko ze zwiększoną w dymie zawartością sadzy i popiołu. Z uwagi na jednocześnie większą zawartość kwasów w zbyt wilgotnym dymie, a szczególnie mrówkowego i propionowego, które mają nieprzyjemny smak i zapach, jakość takich kiełbas jest z reguły obniżona. Wzrost zawartości kwasów organicznych w dymie z nadmiernie wilgotnych trocin jest bowiem następstwem niepożądanego rozkładu drewna, rozkładu zbliżonego do tego, który przebiega w środowisku pary wodnej. Pewne dane doświadczalne wskazują jednakże, że tego rodzaju oddziaływanie dymu ze świeżo zwilżonych trocin jest mniejsze w przypadku ich pirolizy w żarowym dymogeneratorze elektrycznym w temperaturze rzędu 400°C. Oba omówione odchylenia barwy powierzchni nie ograniczają oczywiście w sposób bardziej istotny przydatności spożywczej wędlin. Tym niemniej zbrązowienie i ściemnienie barwy nie jest pożądane, gdyż wskazuje ono na możliwość równoczesnego obniżenia smakowitości kiełbas. Wskutek tego, że usunięcie z gotowego wyrobu zbyt ciemnej, intensywnej i zbyt brązowej barwy powierzchni batonów, a przede wszystkim większości wędlin parzonych wyrabianych z mięsa świńskiego, jest niemożliwe, tym większą uwagę należy zwrócić na prawidłowy przebieg wędzenia. Powierzchnia wędlin parzonych zabarwia się prawidłowo podczas wędzenia, gdy: O trociny i drewno, służące do wytwarzania dymu wędzarniczego, są suche w potocznym znaczeniu tego słowa, a ich zawartość wody nie jest sztucznie zwiększona; zawartość wody w materiale dymotwórczym powinna wahać się w granicach 20—35%, według innych — optymalnie w granicach 20—25% (buk); O wilgotność dymu jest utrzymana przez cały czas wędzenia w granicach 70—90% i jest mniejsza w początkowym i końcowym okresie, a największa w czasie właściwego wędzenia. B. 56. Równomierne rozjaśnienie barwy. Czystość kolorymetryczną barwy zewnętrznej batonu charakteryzują w każdym przypadku znaczne wahania. Wahania te są uzależnione od gatunku kiełbasy parzonej. Barwa napęcznionych wędlin parzonych produkowanych z mięsa bydlęcego, z większym udziałem mięsa niekutrowanego i nadzianych w grubościenne osłonki o dużej średnicy, jest zwykle ciemniejsza i bardziej intensywna od wędlin o przeciwstawnej charakterystyce. Zgodnie z tym, szczególnie jasna, różowo-żółtawa bądź różowo-brązowa będzie barwa takich wędlin, jak parówki, serdelki, serdelowa itp., a więc wędlin, spożywanych głównie na gorąco. O nadmiernym rozjaśnieniu można zatem mówić jedynie porównując barwę danej wędliny z ideowym wzorcem standardu barwy dla tego gatunku. Tak zdefiniowane rozjaśnienie barwy powierzchni batonu jest najczęściej następstwem zbieżnego oddziaływania kilku różnych czynników technologicznych, a mianowicie: O zwiększonego udziału mięsa i tłuszczowego surowca świńskiego w zestawie surowcowym; O zastąpienia części wody, służącej do kutrowania, mlekiem lub śmietaną; O większego dodatku mleka w proszku, jaj, mąki sojowej i produktów jej przerobu (koncentraty lub izolaty białka sojowego) itp.; O niedostatecznego osuszenia powierzchni w okresie tzw. osadzania; O zbyt krótkiego, tj. niedostatecznego uwędzenia; O wędzenia w zbyt wysokiej temperaturze w wyniku czego rozpłynniony tłuszcz przenika przez cienką osłonkę jelitową; O wychładzania po parzeniu do zbyt niskich temperatur; O błędów przechowywania gotowego wyrobu, wyrażających się następstwami przekroczenia punktu rosy na powierzchni batonu. Z przytoczonego wyliczenia okoliczności technologicznych, w skutek których dochodzi do rozjaśnienia barwy zewnętrznej batonów wędlin parzonych, wynika, że może ono być niezamierzoną konsekwencją dążności do polepszenia ich jakości. Z gruntu błędne zabiegi technologiczne mogą mieć natomiast miejsce w czasie wędzenia i poprodukcyjnego studzenia tych kiełbas. W tym ostatnim ujęciu nie dość intensywna, jasna barwa wędlin parzonych świadczy o: O niedostatecznym przenikaniu do osłonki tych wszystkich gazowych składników dymu, które wpływają na barwę powierzchni, bądź też o O wyługowaniu czy zmianach rozkładowych barwników, które ostatecznie kształtują barwę. Pierwszy typ zmian jest następstwem błędów wędzenia, drugi natomiast świadczy o niedociągnięciach technologicznych, które miały miejsce w okresie od wędzenia do spożycia wędliny. Aczkolwiek intensywność zabarwienia powierzchni wędlin służy zazwyczaj jako wskaźnik stopnia uwędzenia, tym niemniej jest to tylko wskaźnik orientacyjny, którego wskazania muszą być w tym zakresie poparte innymi sprawdzianami jakości. Do technologicznego wnioskowania szczególnie ważne jest odbarwienie powierzchni wędlin parzonych na skutek błędów w ich poprodukcyjnym studzeniu, bądź też przechowywaniu. Najczęstszym błędem w tym zakresie jest zbyt intensywne i wydajne chłodzenie wędlin parzonych w wodzie i umieszczenie ich w chłodni bezpośrednio po takim wychłodzeniu, tj. bez osuszenia powierzchni batonu i bez dochłodzenia powietrznego. Z uwagi na kondensację pary wodnej mniej lub więcej blada powierzchnia takich batonów wędlinowych nie jest w dodatku sucha, a po osuszeniu pozostaje matowa. Rozjaśniona bądź niedostatecznie intensywna barwa powierzchni batonów nie jest sprawdzianem, który wskazuje na nieprzydatność spożywczą wędlin. Wręcz przeciwnie, w określonych przypadkach będzie to nawet wskaźnik lepszej ich jakości. Jedynie wówczas, gdy tego rodzaju niedostateczne natężenie barwy jest związane z nieprawidłowością wędzenia bądź wychłodzenia, można oczekiwać mniejszego natężenia wyróżnika wędzenia w profilu smakowym oraz zmniejszonej trwałości. Ta ostatnia cecha jest wówczas spowodowana niedostatecznym wyjałowieniem przez bakteriobójcze składniki dymu i większym nawodnieniem. Z tego też względu pożądany jest możliwie krótki okres obrotu towarowego takich wędlin, bądź zabezpieczenie ciągłości łańcucha chłodniczego. Wskutek tego, że zarówno jedno jak i drugie ogranicza dyspozycyjność sprzedażną wędlin, nadmierne rozjaśnienie ich powierzchni jest co najmniej sygnałem ostrzegawczym. Regulacja natężenia barwy powierzchni batonów napęcznionych wędlin parzonych zgodnie z wymaganiami przyjętego standardu wymaga zatem: O regulacji zestawu surowców zasadniczych i pomocniczych zgodnie z ustaleniami dla poszczególnych gatunków wędlin parzonych; O przestrzegania wymogów technologicznych wędzenia w zakresie temperatury, wilgotności, gęstości optycznej, składu chemicznego i cyrkulacji dymu oraz czasu trwania zabiegu; O jeżeli to możliwe schładzania wędlin w odpowiednich schładzalnikach powietrznych, a w przypadku schładzania wodą — wychłodzenia tylko tak, aby woda z powierzchni batonu mogła całkowicie wyparować w wyniku dostatecznego zasobu jego ciepła; O do magazynu chłodzonego przenosić wędliny w ostatnim przypadku dopiero po całkowitym wysuszeniu powierzchni i po takim obniżeniu jej temperatury, aby nie groziło przekroczenie punktu rosy; O barwienie zewnętrznej powierzchni osłonki barwnikami odpowiednio dobranymi co do barwy i nieszkodliwości zdrowotnej. Podkreślić trzeba, że polskie ustawodawstwo żywnościowe nie dopuszcza barwienia czymkolwiek osłonek wędlinowych. Motywacji takiej decyzji należy doszukiwać się w trudnościach rozróżnienia istotnego stanu wędliny i zaawansowania jej rozkładu gnilnego na podstawie barwy oraz mimo wszystko niepełnej nieszkodliwości zdrowotnej barwników przy dłuższym ich pobieraniu z pokarmem (z obawy o rakotwórcze ich działanie). Naszkicowana sytuacja prawna w Polsce różni się zasadniczo od poglądów panujących w innych krajach. I tak np. w Wielkiej Brytanii do barwienia środków spożywczych, w tym również wędlin, stosuje się 30 różnych barwników. B. 57. Nierównomierny łub plamisty wzrost natężenia zabarwienia. Pożądane równomierne zabarwienie całej powierzchni wędlin parzonych może być zakłócone przez: O rozlane i nieregularnie rozmieszczone plamy o różnym natężeniu barwy typowej dla danego gatunku wędliny; O ściemnienie dolnych odcinków wiszących batonów połączone ewentualnie z zanikiem normalnego połysku osłonki i przechodzące bez wyraźnej granicy w odcinki powierzchni prawidłowo zabarwionej; O ciemnobrązowe smugi, biegnące wzdłuż długiej osi batonu łub też podobnie zabarwione, okrągłe, ostro odgraniczone plamy wielkości grochu, rzadziej większe, umieszczone na najniższych częściach wiszących batonów; O podobne smugi i plamy w górnej części wiszących batonów; O nierównomierne i niejednakowe zabarwienie poszczególnych batonów, stanowiących jedną partię produkcyjną. O Pierwsze z omawianych odchyleń prawidłowego zabarwienia powierzchni batonów wędlin parzonych stwierdza się rzadko i to tylko w przypadku, gdy wędliny te są produkowane z mięsa wstępnie peklowanego azotanowo i kiedy są nadziane w wąskie, cienkościenne osłonki jelitowe. Plamy te pochodzą od różnie zabarwionych i niedostatecznie wymieszanych ze sobą partii farszu, którego barwa prześwieca przez cienką ścianę jelita. Ich etiologia wskazuje na prymitywną i wysoce niestaranną produkcję wędlin parzonych. Podobnie, jak w przypadku analogicznych odchyleń prawidłowej barwy batonów wędlin surowych, zasadniczych przyczyn pozostałych grup wymienionych niedociągnięć zabarwienia wędlin parzonych należy szukać w nieprawidłowościach technologicznych procesu wędzenia. Ich wystąpienie jest spowodowane nadmiernym odwodnieniem lub natężeniem przemian barwnikowych w jednych miejscach batonu bądź też odwrotnymi procesami w innych częściach jego powierzchni. O Różne natężenie prawidłowej barwy w rozmaitych częściach batonu o rozlanym odgraniczeniu od siebie poszczególnych odcieni wskazuje na nierównomierne rozmieszczenie batonów w wędzarni. Mimo braku bezpośrednich styków, rozpłynniony tłuszcz tak wędzonych wędlin może dyfundować w niektórych miejscach przez osłonkę. W miejscach takich osłonka jelitowa jest niedowędzona, tj. jaśniejsza, niż w sąsiednich miejscach, w których proces wędzenia przebiega bardziej prawidłowo. O Pociemnienie barwy dolnych odcinków wiszących batonów dowodzi natomiast zbyt małej odległości między nimi a źródłem ciepła, zwykle otwartym ogniskiem wędzarni komorowej. Na skutek tej zbyt małej odległości osłonki odwadniają się w tych miejscach szybciej bądź silniej, stąd też proces jej zabarwienia się jest intensywniejszy. O Zmatowienie dolnych odcinków wiszących batonów dowodzi, że wędliny były wędzone w wędzarni komorowej o bezpośrednim ogrzewaniu ogniskiem, którego pielęgnacja w tym czasie była nieumiejętna. Nieumiejętność pielęgnacji takiego paleniska polega na zbyt gwałtownym i nieostrożnym dokładaniu paliwa (drewna bądź trocin) w wyniku czego popiół i kurz oraz cięższe związki smołowcowe wzbijają się i osiadają na wędlinach. O Ciemne smugi i częściej od nich stwierdzalne podobne plamy w okolicy dolnych końców wiszących batonów są śladami zaschniętego kondensatu pary wodnej, stanowiącej aerozol z określonymi produktami pirolizy drewna. Ich obecność dowodzi dużej wilgotności dymu w drugiej fazie, tj. w okresie właściwego wędzenia, i gwałtownego wzrostu temperatury w trzeciej fazie wędzenia, tj. w okresie osuszania powierzchni uwędzonych już kiełbas. O Ciemnobrązowe lub nawet czarne plamy czy też smugi na powierzchni górnych części wiszących batonów wskazują również na zaschnięcie podobnego kondensatu, który jednak tworzy się na źle izolowanym i niezabezpieczonym suficie wędzarni, skąd kapie na górne warstwy wędzonych kiełbas. O Niejednakowe zabarwienie poszczególnych batonów wędzonych równocześnie dowodzi również wędzenia w wędzarni komorowej o bezpośrednim ogrzewaniu ogniskiem i nieumiejętności kierowania procesem bądź też wadliwej budowy komory. Batony zabarwiają się nierównomiernie wówczas, gdy nie zmieniają swego położenia w wędzarni (brak przewieszania kijów lub okręcania wózków wędzarniczych). Szczególnie często trzeba przewieszać wędzące się wędliny, gdy ściany komory wędzarniczej nie są jednakowo i prawidłowo izolowane. Źle, słabo i powolniej wędzą się bowiem wędliny wiszące w pobliżu słabo izolowanej ściany wędzarni. Omówione niedociągnięcia w zabarwieniu powierzchni nie wpływają wprawdzie na przydatność spożywczą wędlin parzonych, ale pogarszają w pewnym stopniu ich wygląd zewnętrzny. Usunięcie ich przez powtórne wędzenie, tj. dowędzenie, nie sprawia wprawdzie z reguły większych kłopotów technologicznych, ale jest związane ze zwiększonym nakładem robocizny i zwiększonymi ubytkami ciężaru, a więc obniżeniem efektywności ekonomicznej procesu produkcji. W związku z tym na uwagę i zastosowanie zasługują: O te same środki zapobiegawcze, które chronią wędliny surowe przed wystąpieniem analogicznych odchyleń zabarwienia powierzchni batonów wędlin surowych (patrz B.23); O takie planowanie i organizacja produkcji, aby można przerobić jednocześnie całą masę zapotrzebowanego surowca; O nie przekroczenie wilgotności względnej dymu rzędu 90% i stopniowe podwyższenie jego temperatury między drugą a trzecią fazą wędzenia z poziomu 35—45°C do wysokości 60—90°C; wzrost lej temperatury może być tym szybszy, im wilgotność dymu i zawilżenie powierzchni batonów w drugiej fazie wędzenia jest mniejsze; O szczególnie pilna subiektywna kontrola wędzenia w komorach o bezpośrednim ogrzewaniu i przemieszczaniu wędlin w miarę stwierdzania różnic w zabarwieniu poszczególnych partii batonów; O kończenie procesu wędzenia z chwilą stwierdzenia pożądanej barwy, odpowiedniej sprężystości konsystencji batonów i dostatecznie suchej powierzchni; O staranna izolacja wszystkich ścian i sufitu komory wędzarniczej; sufit dwuwarstwowy z odpowiednimi otworami wentylacyjnymi czyni zadość temu wymaganiu; gdy wędzarnia przylega do ściany zewnętrznej budynku, tą ścianę komory należy szczególnie starannie izolować. B. 58. Jasne plamy. Jasne plamy na powierzchni batonu wskazują na lokalne niedowędzenie, a więc na nieprawidłowość procesu wędzenia. W odróżnieniu od ciemnych plam i smug (patrz B.75), są one z reguły dość ostro odgraniczone od sąsiednich, prawidłowo zabarwionych, niezmienionych części batonów i występują prawie wyłącznie na kiełbasach, które nie są zawieszone na pętlach z przędzy. Jasne plamy lokalnego niedowędzenia stwierdzić zatem można przede wszystkim na batonach o ciężarze jednostkowym niskim, a więc nadzianych w cienkie jelita naturalne (kiełbaśnice, wiankowe, owczanki) lub im podobne jelita sztuczne. Plamy te mogą znajdować się: O na końcach batonów i mieć mniej lub więcej regularny kształt figur geometrycznych bądź też O w różnych innych częściach batonów i posiadać nieregularne kształty. Pierwszy rodzaj jasnych plam niedowędzenia jest następstwem styku powierzchni batonów z powierzchnią kijów wędzarniczych o okrągłym przekroju poprzecznym. Drugi rodzaj tych plam wskazuje natomiast na stykanie się ze sobą zbyt gęsto lub też bezładnie zawieszonych batonów w czasie wędzenia. Oba rodzaje plamistego rozjaśnienia barwy powierzchni batonów nie wpływają bezpośrednio na przydatność spożywczą kiełbas parzonych, a tylko utrudniają standaryzację ich wyglądu zewnętrznego. Miejsca niedowędzone, tj. niedosuszone i mniej przesycone bakteriobójczymi składnikami chemicznymi dymu, są jednak ponadto bardziej podatne na rozwój bakterii. Lokalnie zwiększona w ten sposób podatność osłonki jelitowej na przejawy życiowe mikroflory nie gra większej roli, gdy kiełbasy są przeznaczone do natychmiastowego spożycia. Inaczej przedstawia się jednak sprawa, gdy mają one być użyte do produkcji konserw, a więc mają być dłużej przechowywane. Z miejsc niedowędzonych bowiem rozpoczyna się zawsze rozkład gnilny kiełbas parzonych. Podobnie, jak lokalne ściemnienia powierzchni batonów, jasne plamy z niedowędzenia można usunąć przez ponowne wędzenie kiełbas z jednoczesnym zwróceniem uwagi na błędy poprzedniego wędzenia. I w tym przypadku sprawą kalkulacji ekonomicznej i rozwagi jest celowość powtórnego dowędzenia, aczkolwiek plamy, pochodzące ze styku batonów łatwiej usunąć niż plamy drugiej grupy. Celowość stosowania środków zapobiegania, uzasadniona tymi faktami, sprowadza się do: O zastąpienia okrągłych kijów wędzarniczych kijami o przekroju trójkątnym lub wklęsłoczworokątnym, czy też kijami owiniętymi dostatecznie gęstym drutem nierdzewnym. Ponieważ kije o trójkątnym przekroju łatwiej się wyginają, łamią i nie wytrzymują większego obciążenia, toteż bardziej celowe jest używanie kijów o przekroju czworokątnym, których dyspozycyjność technologiczna jest taka sama, jak okrągłych; O zastosowanie urządzeń mechanicznych, które pozwalają na okresową zmianę miejsca zawieszenia na kiju wędzarniczym dwóch batonów połączonych ze sobą; O dostatecznie rzadkie zawieszenie pętli batonów na kijach wędzarniczych w taki sposób, aby batony w żadnym miejscu nie stykały się ze sobą. B. 59. Czarne smugi i plamy. Czarne, mniej lub bardziej wyraźne i rozległe oraz mniej lub bardziej ostro odgraniczone plamy i smugi pochodzą z zabrudzenia powierzchni batonów sadzą, rzadziej innymi substancjami. Ich powstanie wiąże się zatem również z wędzeniem kiełbas, a ich lokalizacja wskazuje na okoliczności, towarzyszące zabrudzeniu. Kiedy czarne plamy bądź przybrudzenia znajdują się na końcach batonów, tj. w miejscach niedowędzonych na skutek styku z kijami wędzarniczymi, wtedy należy tłumaczyć ich powstanie zabrudzeniem powierzchni tych kijów. Plamy sadzy itp. w innych miejscach batonów pochodzą natomiast od przypadkowych zetknięć z metalową ramą źle utrzymanych wózków wędzarniczych. Omawiane zabrudzenia powierzchni kiełbas parzonych wskazują na niedopatrzenie higieny produkcji, a przede wszystkim wędzenia. Zabrudzenia te dają się wprawdzie mechanicznie usunąć (zetrzeć), przy czym zabrudzenia drugiego typu łatwiej niż pierwszego, ale tym niemniej fakt ten nie zmienia oceny skutków ich obecności. Z tego też względu bardziej celowa i uzasadniona jest taka pielęgnacja kijów i wózków wędzarniczych, która usunęłaby z nich wszelkie ślady sadzy i związków smołowych. Utrzymanie w należytym stanie higienicznym wózków wędzarniczych sprowadza się do hydromechanicznego usuwania z nich wszelkich osadów. Częstotliwość takiego mycia zależy od potrzeby. W czasie wędzenia w wędzarni o bezpośrednim wytwarzaniu dymu osadza się mianowicie więcej smoły i sadzy, niż w przypadku wytwarzania dymu poza wędzarnią, tj. przy pomocy wytwornic. Tworzeniu się osadu na wózkach wędzarniczych sprzyja również spalanie mokrego drewna oraz niedostateczna cyrkulacja powietrza w czasie wędzenia. W odróżnieniu od tego mycie drewnianych kijów wędzarniczych nie jest wskazane. Umyte kije trzeba przed następnym użyciem wysuszyć. Kije takie krzywdą się ponadto i rozczepiają. W wodzie rozpuszcza się również wiele składników pirolizy drewna, którymi są przepojone kije, używane kilka razy do wędzenia. Im zaś to przepojenie jest większe, tym niedowędzenie wędlin w miejscach styku z nimi jest mniejsze. Fakty powyższe wskazują, że ten tylko zabieg pielęgnacyjny jest technologicznie uzasadniony, który usuwa z powierzchni kijów wędzarniczych tylko sadzę i smołę, a pozostawia wszystkie inne składniki dymu, biorące udział w wędzeniu wędlin. Cel ten spełnia dostatecznie wystarczająco częste mechaniczne usuwanie osadu za pomocą szczotek metalowych o odpowiedniej elastyczności drutu lub też usuwanie osadu przy pomocy naddźwięków. Istniejące już konstrukcje urządzeń, działające w oparciu o zastosowanie naddźwięków pozwalają na całkowitą mechanizację tego bądź co bądź pracochłonnego zabiegu. B. 60. Zielone plamy i smugi. Zielone plamy stwierdza się najczęściej na powierzchni batonów wędlin nadzianych w wiskozowe jelita sztuczne oraz w naturalne jelita cienkie (wiankowe, kiełbaśnice, owczanki), a przede wszystkim na powierzchni kiełbas nadzianych w kiełbaśnice. Plamy te pojawiają się wprawdzie w krótkim czasie po zakończeniu procesu produkcyjnego, ale okoliczności ich powstania są w pewnym stopniu związane z rodzajem zastosowanej osłonki jelitowej. Z reguły nieco więcej szare i ciemniejsze plamy na powierzchni kiełbas w wiskozowych osłonkach sztucznych znajdują się prawie zawsze w miejscach, w których osłonka odstaje od masy wędlinowej. Ich powstaniu sprzyja słabe związanie osłonki z masą wędlinową oraz wytworzenie się białkowo-tłuszczowej warstewki na granicy ich styku. Te same zjawiska, które warunkują łatwe zdejmowanie osłonki wiskozowej z gotowej kiełbasy parzonej, sprzyja zatem równocześnie ich podosłonkowemu zielenieniu. W odróżnieniu od tego plamy na powierzchni batonów kiełbas w jelitach naturalnych mogą pojawić się już na drugi dzień po zakończeniu procesu produkcji. Są one ponadto najczęściej bardziej zielone od plam na kiełbasach w osłonkach wiskozowych i znajdują się z reguły w miejscach styku z innymi batonami. Wspomniane zmiany barwnikowe są w jednym i drugim przypadku subiektywnie uchwytnym wyrazem zmian białek, które zachodzą w ścianie osłonki, na jej powierzchni wewnętrznej bądź też na stykającej się z nią powierzchni farszu kiełbasianego. Pierwsze dwie możliwości umiejscowienia zmian muszą być brane pod uwagę w przypadku użytkowania osłonek naturalnych do produkcji, ostatnia natomiast w przypadku zastosowania zarówno tych jak i jelit wiskozowych. W przeciwieństwie do wszystkich dotychczas omówionych odchyleń pożądanej barwy zewnętrznej wędlin parzonych, które — z wyjątkiem jednego — były spowodowane chemicznymi bądź fizycznymi procesami, zachodzącymi na zewnętrznej powierzchni osłonki, zielone plamy są wyrazem zmian, które zachodzą na jej wewnętrznej powierzchni, tj. powierzchni stykającej się z farszem kiełbasianym. Zazielenienie tej powierzchni jest spowodowane rozwojem mikroflory. Jak dotąd brak jest jednoznacznego wskazania rodzaju mikroflory, jako przyczyny tych zmian. Według starszych poglądów w miejscach tych rozwija się mikroflora rozkładająca białko, z reguły bakterie z grupy sienno-ziemniaczanej. Gdy bakterie te rozwijają się głównie w ścianie jelita, wówczas osłonka naturalna, podobnie zresztą jak każde inne skupisko białek sklektroproteinowych, zmieniając się pod ich wpływem, przybiera barwę zieloną. W przypadku lokalizacji zmian rozkładowych na zewnętrznej powierzchni farszu kiełbasianego, czystość kolorymetryczna barwy zielonej plamy jest mniejsza, a widmowy udział czerni większy. U podstaw ostatniego rodzaju zmian charakterystyki barwy leży znane zjawisko kompensacji barwy zielonej i czerwonej do barwy czarnej. Nie brak jednak danych, które wskazują na bakterie z rodzaju Lactobacterium i Streptococcus (Leuconostoc) jako przyczynę podosłonkowego zielenienia plamistego kiełbas parzonych. I w tym przypadku charakterystyka barwna zmian może być różna w zależności od lokalizacji procesu, praktycznie z reguły w zależności od rodzaju osłonki. Niezależnie od powyższych różnic podkreślić trzeba, że oba rodzaje bakterii stanowią przykład wtórnej infekcji, która ma miejsce po obróbce cieplnej. Jest to więc typowe zakażenie gotowego wyrobu. Podobnie jak w przypadku tlenowcowych bakterii rozkładu białka, następstwem tego zakażenia są ograniczone do najbardziej powierzchniowych części batonu. Bakterie te przenikają szczególnie łatwo przez tak cienkie osłonki, jak np. kiełbaśnice. Biochemizm zazielenień, które rozwijają się pod ich wpływem, jest zresztą taki sam, jak późnego odbarwienia wnętrza wędlin surowych (patrz B.37). Na tle przytoczonych faktów obecność zielonych plam może być uważana za jeden z objawów niedostatecznej świeżości wędlin. Interpretacja taka jest prawidłowa jedynie w przypadku jednoczesnego stwierdzenia innych objawów tego stanu. Rozwój bowiem wspomnianej mikroflory może być ściśle zlokalizowany do obszaru zielonej plamy. W tym przypadku jej obecność wskazuje na samoistny proces, nie przechodzący nawet na farsz wędlinowy, znajdujący się bezpośrednio pod plamą. W dostatecznie wczesnych stadiach jedynie na skutek kontaktu z osłonką jego najbardziej obwodowa warstewka ma lekko zmienioną barwę. Zielone plamy, świadczące o wczesnych stadiach rozkładu wędliny, pojawiają się w dodatku później, a ich umiejscowienie na batonie nie może być z reguły wiązane ze stykami z sąsiadującymi batonami. Kilka okoliczności technologicznych sprzyja lokalnemu zazielenieniu osłonki naturalnej, jako wyrazu ograniczonych zmian rozkładowych jej białek. Pośród nich podkreślone być muszą jako najistotniejsze: O błędy szlamowania, tj. możliwość odcinkowego niedoszlamowania i pozostawienie błony śluzowej w naturalnym układzie; O użycie jelit rozkładających się bądź dotkniętych plamicą siną (byłby to jedyny, zresztą bardzo rzadki przypadek, kiedy zielonych plam pochodzenia sinicowego nie możnaby wiązać z działalnością mikroflory); O nie dość staranne przesypanie solą pęczków jelit w miejscach przewiązania lub też w ogóle krótkie tylko utrwalenie solą w pomieszczeniach o zbyt wysokich temperaturach; O brak lub niedostateczne uwędzenie; O dłuższe schładzanie wędlin przez zanurzenie do zimnej wody; O przekazanie do chłodni kiełbas z niedostatecznie osuszoną powierzchnią; O składanie na stosy, zbyt gęste zawieszanie itp. okoliczności, ułatwiające stykanie się poszczególnych batonów ze sobą w pomieszczeniach, które służą jednocześnie za peklownię, magazyn świeżego mięsa itp. O przewóz kiełbas w jelitach naturalnych w warunkach zmiennej temperatury, której amplituda wahań powoduje przekroczenie punktu rosy i zwilżenie tym samym powierzchni. Częstotliwość zielenienia powierzchni kiełbas parzonych pod wpływem wskazanych bodźców jest jednak różna. W miarę postępu technologii szlamowania jelit naturalnych i częstotliwości stosowania do tego celu maszynowego szlamowania maleje m. in. prawdopodobieństwo niedoszlamowania jako przyczyny niepożądanego zabarwienia powierzchni tych kiełbas. Plamy sinicowego pochodzenia można by natomiast zauważyć jedynie w przypadku użycia jelit naturalnych jako osłonki dla wędlin, które mają jasną barwę (np. parówkowa, parówki, kiełbasa biała itp.). Techniczno-technologiczny postęp poprodukcyjnego wychładzania wędlin eliminuje również ich zanurzanie w zimnej wodzie. Oddziaływanie tego czynnika w rozwoju niepożądanego zabarwienia powierzchni batonów ogranicza się tym samym do kiełbas, produkowanych w małych, prymitywnie wyposażonych przetwórniach. Dłuższy przewóz kiełbas parzonych jest natomiast stosunkowo częstą przyczyną ich powierzchniowego zielenienia. Związane z przekroczeniem punktu rosy niebezpieczeństwo zmian białka przewożonych kiełbas jest w dodatku tym większe, im wyjściowe zakażenie jelit jest większe (błędy szlamowania i utrwalania), a efektywność zabiegów niszczących mikroflorę (wędzenie i parzenie) jest mniejsza. Analiza oddziaływania poszczególnych czynników powierzchniowego zielenienia kiełbas parzonych wskazuje ponadto, że część z nich warunkuje zakażenie jelit naturalnych bądź jego wzrost (czynnik pierwszy i drugi ww. wykazu), inne nie dość wyjaławiają (czynnik trzeci i czwarty), a jeszcze inne podnoszą uwodnienie (czynnik piąty) czy też wręcz utrudniają dostateczne odwodnienie osłonki oraz dostęp tlenu lub umożliwiają wzajemne zakażenie się batonów przez kontakt (trzy ostatnie czynniki ww. wykazu). W świetle tej interpretacji jasne jest dlaczego szczególnie łatwo zielenieją złożone w stos takie kiełbasy, jak kiełbasa biała. Z wędzonych kiełbas parzonych, zielonymi plamami pokrywa się najczęściej kiełbasa zwyczajna. Zielone plamy jako wyraz zlokalizowanego pod osłonką jelitową rozwoju mikroflory nie wpływają poważniej na przydatność spożywczą kiełbas pod warunkiem, że nie towarzyszą im inne zmiany osłonki lub masy wędlinowej. Zawsze rodzą one podejrzenia o rozkład bądź co najmniej o niedostateczną świeżość kiełbasy. Z tego też powodu pokupność takich kiełbas jest podstawowo ograniczona, chyba że usunięty zostanie odcinek batonu, objęty zieloną plamą. Wygląd kiełbas wędzonych, na których widoczne są zielone plamy, można wprawdzie spróbować polepszyć przez ponowne wędzenie, ale zabieg ten nie przynosi z reguły w pełni oczekiwanych rezultatów. Naszkicowana powyżej kłopotliwość sytuacji, jaka wytwarza się, gdy wędliny parzone pokryją się zielonymi plamami, postuluje zwrócenie tym pilniejszej uwagi na właściwe przygotowanie jelit naturalnych do produkcji, schładzanie, przechowywanie i przewóz gotowego wyrobu. B. 61. Wilgotna powierzchnia. Zawilżenie normalnie suchej powierzchni batonów kiełbasianych jest następstwem procesów fizycznych, do których dołączają się lub mogą się dołączyć zmiany wywołane rozwojem mikroflory. Początkiem łańcucha tych zjawisk jest: O niedostateczne i nie dość szybkie osuszenie powierzchni batonów w przypadku schładzania wodą; O przekroczenie punktu rosy, a więc kondensacja pary wodnej z powietrza na powierzchni batonów. Gdy zawilżenie trwa krótko, powierzchnia batonów nie jest lepka i mazista, a po wysuszeniu jest na powrót błyszcząca i prawie niezmieniona. Jeżeli jednak powierzchnia batonów nie zostanie szybko wysuszona, wówczas białka jej zewnętrznej warstwy ulegają napęcznieniu, a przy dotyku robią wrażenie lepkich. Niezależnie od tego w środowisku zwilżonej osłonki intensywnie rozwija się mikroflora, która pochodzi z wtórnego zakażenia powierzchni po obróbce cieplnej kiełbas. Tlenowe bakterie proteolityczne spośród tej mikroflory wywołują peptonizację białek, na skutek której powierzchnia osłonki staje się oślizła. Niezależnie od ich rozwoju wilgotne wędliny łatwo pleśnieją. W jednym i drugim przypadku, tj. na- pęcznienia bądź peptonizacji białek, po osuszeniu powierzchni osłonka jest mniej lub więcej matowa, a w zestawie widmowym jej barwy wzrasta najczęściej udział koloru szarego lub spada wręcz jej czystość kolorymetryczna. Wpływ zawilżenia powierzchni batonów na przydatność spożywczą wędlin parzonych zależy od jego rozmiarów, czasu trwania oraz wtórnych, tj. dodatkowych, następstw. Gdy wędlina jest wilgotna i nielepka, szybkie wysuszenie powierzchni ratuje sytuację. Po wysuszeniu należy jedynie zwrócić uwagę, czy osłonka nadal należycie przylega do masy wędlin owej. Szczególnie łatwo odstaje bowiem uprzednio nawilżona osłonka na grubych batonach wędlinowych. W podobny sposób należy postępować, gdy powierzchnia batonów staje się lepka pod warunkiem, że zjawisku temu nie towarzyszą inne objawy, które wskazują na ogólną nieświeżość kiełbasy. Możliwość wtórnych następstw zawilżenia powierzchni jest zresztą tym większa, im większe są jej lepkość i mazistość. Na tego rodzaju zmiany, a szczególnie wtórną wegetację mikroflory są podatne w pierwszym rzędzie oczywiście osłonki naturalne, zwłaszcza cienkościenne, tj. jelita cienkie. Nie są wolne jednak od nich również jelita sztuczne, a szczególnie celulozowe i białkowe, przez które przenikają rozpuszczalne w wodzie substancje farszu kiełbasianego, stanowiące pożywkę dla drobnoustrojów. Mimo stosunkowo dużej łatwości usunięcia zawilżenia powierzchni batonów i jego wczesnych następstw, nie bez znaczenia pozostają środki ochronne. Przed zawilżeniem kiełbas może uchronić właściwe postępowanie. O Do chłodni należy przemieszczać tylko wędliny z suchą powierzchnią i tak dalece wychłodzone, aby gwałtowny spadek temperatury ich powierzchni nie spowodował przekroczenia punktu rosy. O Magazyn chłodniczy wędlin parzonych wymaga starannej opieki. Podstawą jego racjonalnej pielęgnacji jest unikanie gwałtownych skoków temperatury, tj. skoków, przekraczających 1°C. Przyczyną tych wahań jest najczęściej otwieranie drzwi chłodni. Z tego też względu u wejścia do chłodni należy zainstalować przesłonę powietrzną lub prościej — zainstalować lekkie, wahadłowe i samozamykające się drzwi z plastyku. O Kiełbasy przeznaczone do wysyłki umieszczać stopniowo w warunkach wzrastającej temperatury. Tempo tego wzrostu jest ograniczone niebezpieczeństwem przekroczenia punktu rosy. O Wszystkie środki przewozowe załadowywać i wyładowywać w możliwie chłodnych porach doby (noc, wczesny ranek). Na okoliczność tę należy tym więcej zwracać uwagę, im wędliny są więcej wychłodzone, temperatura otoczenia wyższa, opakowanie i środek przewozu bardziej szczelny, przewóz dłuższy, rozładunek wolniejszy, a warunki klimatyczne przechowywania wędlin w nowym miejscu gorsze i czas ich przechowywania dłuższy. B. 62. Opleśnienie. Okoliczności opleśnienia kiełbas parzonych, diagnostyka jak i następstwa są takie same, jak wędlin surowych z wyjątkiem salami (patrz B.27). Różnica polega w zasadzie na dwóch szczegółach. O Na wędlinach parzonych przechowywanych w chłodni rozwijają się pleśniaki, na świeżych natomiast kropidlaki, a w żadnym przypadku pędzlaki. Pierwsze dają szarobiały puszysty nalot, drugie nalot zielonkawy lub żółto-zielonkawy. O Następstwa wegetacji i rozległość zmian wywołanych przez pleśnie na kiełbasach parzonych, są z reguły mniejsze od następstw ich rozwoju na wędlinach surowych. Opleśnienie powierzchni kiełbas parzonych nie ogranicza z reguły ich przydatności spożywczej. Zmiany są bowiem najczęściej niezbyt rozległe i ograniczone tylko do powierzchni zewnętrznej osłonki jelitowej. Rozwój ich ogranicza duża nietrwałość tych wędlin i spowodowana nią dyskwalifikacja spożywcza. Przed przeznaczeniem do spożycia należy tym niemniej usunąć naloty pleśni z powierzchni kiełbas. Jest to łatwy zabieg. Wykonuje się go zresztą w taki sam sposób, jak usuwanie analogicznych nalotów z powierzchni batonów wędlin surowych. Po tym zabiegu kiełbasy powinny być ponownie poddane krótkotrwałemu letniemu wędzeniu. Zabieg ten nie podnosi oczywiście oporności kiełbas parzonych na opleśnienie (brak mykostatycznego działania dymu) lecz poprawia tylko wygląd estetyczny batonu (jego barwę oraz połysk). Obserwacje naukowe wskazują ponadto, że pleśnienie kiełbas zwolnić można przez powierzchniowe stosowanie np. aureomycyny w stężeniu równym co najmniej 1000 µg/ml. Na zabezpieczonej w ten sposób powierzchni nalot pleśni i śluz pojawiają się 3 doby później. Równolegle z tym zwolniony jest również rozkład farszu kiełbasianego. Cienka bowiem ściana osłonki jelitowej jest przepuszczalna dla antybiotyku. Z tego też powodu już po 24 godzinach od zabiegu stwierdza się we wnętrzu cienkiego batonu (np. kiełbasy parówkowej) 20% ilości rozproszonej na powierzchni jego osłonki. B. 63. Pomarszczenie osłonki. Czy i w jakich okolicznościach pomarszczenie osłonki kiełbas parzonych może być uważane za niepożądany sprawdzian jakości, jest sprawą dyskusji. Współcześnie bowiem zmieniają się pod tym względem upodobania spożywcy. W niektórych krajach ewolucja poglądowa poszła tak daleko, że spożywca wymaga, aby każda kiełbasa miała gładką i błyszczącą powierzchnię, spowodowaną dobrze napiętą osłonką. Realizacja tego postulatu — przynajmniej w warunkach współcześnie w Polsce stosowanej technologii wędlin parzonych — jest dość trudna. Uzyskanie i utrzymanie gładkiej powierzchni batonu kiełbas jest uwarunkowane dostatecznie wielkim i dostatecznie stałym ciśnieniem wewnątrz osłonki jelitowej. W celu spełnienia tych warunków trzeba stosować: O osłonki o dostatecznej oporności mechanicznej na rozryw i dostatecznej elastyczności; O możliwie małe uwodnienie farszu kiełbasianego, nie rezygnując jednak z rozdrobnienia jego surowców w stopniu pożądanym i typowym dla danego gatunku wędliny; O odpowiednio silne nadzianie osłonek farszem, tj. nadzianie do uzyskania jędrnie elastycznej konsystencji; O możliwie małe odpęcznienie farszu na skutek denaturacji cieplnej białek w czasie wędzenia, a przede wszystkim parzenia kiełbas. O ile realizacja trzech pierwszych postulatów nie nastręcza na ogół większych trudności, o tyle podstawowych przyczyn pomarszczenia osłonki należy się doszukiwać w odpęcznieniu cieplnym białek farszu, odpęcznieniu niewspółmiernym zresztą od zmian objętości osłonki. Z odpęcznieniem białek współdziała zresztą w tym zakresie jednocześnie wyciek cieplny, który w określonym stopniu dyfunduje na zewnątrz przez osłonkę batonu. W takim ujęciu wysiłki zmierzające do likwidacji pomarszczenia osłonki wędlin parzonych, sprowadzają się właściwie do utrzymania niezmiennej, wyjściowej objętości farszu w chwili nadziania w osłonki i przez cały okres dalszych faz procesu produkcyjnego. Sprzyja temu możliwie małe wyjściowe uwodnienie farszu kiełbasianego. Pomarszczenie osłonki jest zmianą, którą stwierdzić można dopiero na gotowych, tj. już wychłodzonych wyrobach. Do ukończenia wędzenia osłonka kiełbas jest z reguły gładka i błyszcząca. Z niewielkimi co najmniej pomarszczeniami zachowuje się ona jednak do zakończenia wychłodzenia, tj. tak długo, jak długo wędlina jest ciepła. Napięcie osłonki takich ciepłych wędlin podnosi oczywiście rozprężające się powietrze, jak również cieplna rozszerzalność wody w nich zawartej. Działanie powietrza i wody, podnoszące ciśnienie wewnętrzne batonu, zmniejsza się w miarę spadku temperatury wychłodzonych kiełbas. Z tego też powodu rozmiary pomarszczenia osłonki ocenić można w pełni dopiero na wychłodzonych wędlinach parzonych. W przypadku stosowania kutra oraz mieszarki i nadziewarki próżniowej, a więc nadziewania farszu odpowietrzonego, różnice te są oczywiście mniejsze. Zmniejszeniu się ciśnienia wewnątrz osłonek jelitowych i związanemu z tym ich pomarszczeniu na skutek nadmiernego odpęcznienia cieplnego białek i wycieku cieplnego wody przeciwdziała: O zwiększony udział elementów ścięgnistych w zestawie surowcowym farszu; O dodatek innych białek zwierzęcych (proszek z odtłuszczonego mleka, proszek mleczny, albumina krwi) lub roślinnych (soja); O dodatek skrobi i jej odpowiednich przetworów; O dodatek wielofosforanów oraz optymalny dodatek soli kuchennej (4—6%); O rozdrobnienie masy mięsnej; O oględne kutrowanie; O mała średnica użytych osłonek i duża ich oporność mechaniczna; O szybkie dogrzanie kiełbas do pożądanej temperatury, krótkie przetrzymanie w warunkach pożądanej temperatury i szybkie wychłodzenie; O oględne wychładzanie kiełbas po obróbce cieplnej. Stabilizacja pożądanego napięcia osłonki jelitowej kiełbas parzonych, uzyskana na skutek zastosowania powyższych zabiegów technologicznych, jest wynikiem wielu bardzo różnych w swej istocie zjawisk fizykochemicznych. Wszystkie te zabiegi zmierzają jednak zawsze do usunięcia dysproporcji między dynamiką zmian pojemności osłonki a objętości nadzianego w nią farszu. Mechanizm zachowania równowagi między tymi dwoma wielkościami wynika chociażby z niżej podanych zjawisk. O Skleroproteiny, z których zbudowane są elementy ścięgniste surowca mięsnego, ulegają w czasie obróbki cieplnej termohydrolizie. Chłonąc przy tym wodę z wycieku cieplnego i pęczniejąc, przeciwdziała ten proces spadkowi objętości farszu i ciśnienia wewnętrznego w osłonce. O Skrobia i jej przetwory ulegają skiełkowaniu w czasie obróbki cieplnej kiełbas. Następstwa tego procesu są podobne do skutków termohydrolizy skleroprotein. O Sól kuchenna utwierdza tym bardziej wodę w strukturze koloidalnej farszu i tym skuteczniej przeciwdziała wyciekowi cieplnemu, im jej dawka jest więcej zbliżona do optymalnej (4—6%). Z uwagi na zbyt duże natężenie smaku słonego nigdy jednak nie wykorzystuje się w pełni działania soli kuchennej jako czynnika zmniejszającego wyciek cieplny. Siłę jonową dawki soli kuchennej mniejszej od optymalnej wyrównuje się z tego powodu, dodając do farszu kiełbasianego odpowiednią ilość wielofosforanów. O Im większe jest rozdrobnienie masy mięsnej, tym większe jest natężenie sił powierzchniowo czynnych, tym większa ilość wody może być hydratacyjnie związana i tym mniejsze jest prawdopodobieństwo wydatniejszego wycieku cieplnego. Z uwagi na zmniejszoną mechanicznie ilość odkrytych rodników hydrofilnych osłonka wędlin produkowanych z dużym udziałem mięsa rozdrobnionego tylko na wilku marszczy się bardzo łatwo. O Wskazane jest niepełne wykorzystanie zdolności chłonienia i wiązania wody przez farsz. Niedokutrowanie jest czynnikiem predysponującym zmniejszenie ilości wycieku cieplnego. W ten sposób ogranicza się przede wszystkim ilość wody adhezyjnie związanej, która w czasie obróbki cieplnej zmienia stan swego związania i jako woda wolna dyfunduje z batonu. W takim zrozumieniu przekutrowanie lub pełne wykorzystanie zdolności chłonienia wody sprzyja marszczeniu się osłonki wędlinowej. O Osłonki o dużej średnicy marszczą się łatwiej i to tym łatwiej, im ściana ich jest cieńsza i bardziej elastyczna. W każdym przypadku osłonki te muszą być dobrze nadziane. O Ilość wycieku cieplnego jest zawsze proporcjonalna do czasu trwania obróbki cieplnej mięsa. Z tego też powodu szybkie dogrzanie kiełbasy do pożądanej temperatury zmniejsza wyciek cieplny i powoduje tym samym mniejsze odwodnienie farszu kiełbasianego. O W przypadku natomiast nadmiernie szybkiego wychłodzenia poprodukcyjnego wędlin parzonych do zbyt niskiej temperatury farsz szybko kurczy się, a mała kurczliwość osłonki uniemożliwia dostosowanie się jej do zmienionej objętości. Analiza wyliczonych czynników, utrzymujących napięcie osłonki w stanie takim, jak bezpośrednio po nadzianiu, wskazuje, że w ogromnej części są to zarazem zabiegi, które regulują soczystość wędliny, stabilizują jej strukturę mechaniczną i przeciwdziałają powstaniu skupień galarety we wnętrzu batonu (patrz rozdziały B.79 i B.80). Wyjątek w tej regule stanowią tylko te, które odnoszą się bezpośrednio do kurczliwości osłonki (szósty i ostatni zabieg ww. wykazu). Spośród zabiegów technologicznych, utrzymujących pożądane naprężenie osłonki na masie wędlinowej, dwa zasługują na specjalne omówienie, a mianowicie dodatek wielofosforanów i skrobi. Stosowanie wielofosforanów w czasie produkcji napęczniałych wędlin parzonych nie jest wprawdzie dotąd w Polsce prawnie dozwolone, ale tym niemniej długi szereg prac naukowo-badawczych wskazuje na celowość tego zabiegu. Wystarczy wskazać, że zwiększenie uwodnienia białek pod wpływem wielofosforanów pozwoli na wyrównanie różnic w zdolności chłonienia i wiązania wody, które wykazują poszczególne partie mięsa, na zwiększenie soczystości, wzrost wydajności produkcyjnej o kilka procent itp. Dobrym środkiem chroniącym wędliny parzone przed lokalnym wzrostem uwodnienia i stabilizującym ustalony kutrowaniem rozkład przestrzenny cząsteczek wody w masie kiełbasianej, jest skrobia i wszelkie jej produkty, jak np. kaszka. Stabilność napęczniałego żelu białek farszu wędlinowego utrwala jednak skrobia na innej drodze niż wielofosforany. W odpowiednio bowiem ogrzanym środowisku wodnym skrobia kleikuje, wiąże zatem wodę i utrudnia tym samym jej przemieszczenie. W polskich warunkach produkcji wszelki dodatek skrobi do kiełbas parzonych wymaga jednak podkreślenia tego faktu przez odpowiednio sformułowaną nazwę jej gatunku. Ustawodawstwo polskie uważa taką kiełbasę za różniącą się od kiełbasy wyprodukowanej z tych samych surowców mięsnych, lecz bez dodatku skrobi. W istocie kiełbasa parzona z dodatkiem skrobi może mieć zarówno niekorzystnie zmieniony profil smakowy, jak barwę i trwałość. Jest rzeczą oczywistą, że pomarszczenie osłonki nic ogranicza ani też nie obniża przydatności spożywczej kiełbasy parzonej. Tym niemniej jej pokupność, a tym samym efektywność ekonomiczna produkcji może być zachwiana z tą chwilą, gdy spożywca uświadomi sobie czym kiełbasa o gładkiej powierzchni góruje nad wędliną parzoną o przeciwstawnej charakterystyce. Ten pozornie błahy sprawdzian jakości nabiera w dodatku tym większego znaczenia, że usunięcie zmarszczek osłonki, pokrywającej gotową kiełbasę, jest raczej trudne. Gdy jest to osłonka naturalna lub sztuczna ciepłokurczliwa, wadę można spróbować usunąć przez krótkotrwałe (kilka sekund) zanurzenie lub spryskiwanie kiełbasy gorącą wodą. Prawidłowe postępowanie technologiczne wymaga również, aby po parzeniu zakończyć chłodzenie oblaniem, spryskaniem lub kilkakrotnym zanurzeniem kiełbas do gorącej wody (60—80°C). Tego rodzaju zabieg wyrównuje nie tylko w pewnym stopniu zmarszczki osłonki, ale ułatwia wysuszenie powierzchni kiełbas i chroni je przed wielu niepożądanymi następstwami (patrz rozdział B.56). B. 64. Pęknięcie osłonki. Okoliczności, następstwa i technologiczne środki zapobiegawcze pękaniu osłonek napęczniałych kiełbas parzonych są identyczne, jak wędlin surowych (patrz rozdział B.32). Pękniętych osłonek nie naprawia się jednak. W czasie obróbki cieplnej (wędzenia i parzenia) wytryśnięty farsz krzepnie i zasycha, a więc traci na swojej plastyczności i na skutek tego blokuje pęknięcie osłonki. Kiedy związane z tym wytryski farszu są małe, wtedy nie zwraca się na nie większej uwagi, gdy zaś większe — odcina się odpowiedni kawałek batonu. W każdym jednak wypadku pęknięcie osłonki, a w pierwszym rzędzie bardziej rozleglejsze, świadczy o dość poważnym braku doświadczenia praktycznego u producenta. W miarę wzrostu poziomu kulturowo-technicznego pracowników przemysłu mięsnego maleje częstotliwość pęknięć osłonki napęczniałych wędlin parzonych. B. 65. Pęcherzyki powietrza pod osłonką. Powietrze dostaje się pod osłonkę wędlin parzonych w czasie nadziewania jej farszem. Powietrze to może tworzyć pęcherze w farszu bądź też zalegać w fałdach osłonki, naciągniętej na lejek nadziewarki. Im mniejsze rozdrobnienie części surowcowych farszu, tj. im kostki surowca są większe, a średnica osłonki, w którą nadziewa się farsz, jest mniejsza, tym większe, rozleglejsze i liczniejsze są pęcherze powietrza pod osłonką. Na gotowej kiełbasie są one jeszcze bardziej widoczne i tym samym trudniejsze do usunięcia w czasie jej produkcji. Pęcherzyki powietrza pod cienką i słabo wędzoną osłonką są dobrze widoczne jako jaśniejsze plamy. Pogarszają one zatem wygląd zewnętrzny batonów. Ponadto obniżają potencjalnie ich oporność na rozkład. Z tych względów nieliczne pęcherzyki powietrzne mogą być ewentualnie tolerowane tylko pod osłonką kiełbas tanich, mielonych i nadziewanych w osłonki o małej średnicy (np. kiełbasa zwyczajna i jej podobne). Prawdopodobieństwo nagromadzenia się pęcherzyków powietrza pod osłonką kiełbas spada, gdy: O przy produkcji kiełbas stosuje się próżniowe kutry, a nade wszystko mieszarki i nadziewarki próżniowe; O kontroluje się jelita zesuwające się z lejka i uderzeniem tylca noża wypuszcza powietrze nagromadzone między jego fałdami; O wypełnia się farszem, a szczególnie farszem z surowca pokrojonego, pełną objętość osłonki, tj. nie pozostawia wolnych i niedodzianych przestrzeni; na właściwe dodzianie takim farszem trzeba zwrócić uwagę w przypadku używania osłonki o małej średnicy (wszystkie jelita cienkie); O nakłuwa w licznych miejscach osłonkę świeżo nadzianą farszem kiełbasianym. Wymienione zabiegi nabierają znaczenia, jeżeli zwróci się uwagę, że nie ma możliwości usunięcia pęcherzyków powietrza spod osłonki gotowej kiełbasy. B. 66. Zwiotczenie konsystencji. Gatunkowo swoista konsystencja wędlin parzonych wykazuje dość znaczne różnice, które nie mogą być określone jako niedopuszczalne. Z teoretycznie możliwych odchyleń od konsystencji, określonej jako normalna dla danego asortymentu napęcznionych kiełbas parzonych, rzadko spotyka się jej nadmierną jędrność czy też wręcz małą plastyczność. Odchylenia tego rodzaju uchodziłyby zresztą najczęściej za sprawdzian dobrej jakości tych kiełbas. W odróżnieniu od tego zbyt plastyczna, nie dość sprężysta czy też wiotka konsystencja jest stosunkowo łatwo dostrzegalnym sprawdzianem nieprawidłowości procesu produkcyjnego. Z wyjątkiem jednego przypadku świadczy ona zawsze o nadmiernym odpęcznieniu systemu koloidalnego farszu po jego nadzianiu w osłonkę. Niebezpieczeństwo wyprodukowania kiełbasy o zwiotczałej konsystencji może być następstwem: O użycia do produkcji mięsa o dużej zdolności chłonienia, lecz małej zdolności wiązania wody; O użycia do produkcji mięsa o bardzo dużej wodochłonności, tj. wybitnej zdolności do chłonienia i wiązania wody; O nadmiernego odtłuszczenia farszu; O niedostatecznego wykorzystania pojemności osłonek, tj. ich niedodziania; O błędów wędzenia; O błędów obróbki cieplnej. Okoliczności, w których wiotczeje konsystencja kiełbas parzonych, przypominają w dużym zakresie te, których następstwem jest pomarszczenie osłonki (patrz rozdział B.63). Pomarszczeniu temu towarzyszy nierzadko mało sprężysta konsystencja kiełbasy. Kiełbasa o gładkiej powierzchni osłonki jest natomiast zawsze plastycznie-sprężysta. Stwierdzenie to nie może być zaskoczeniem, jeżeli wziąć chociażby pod uwagę w jaki sposób wskazane niedociągnięcia technologiczne wpływają na pęczliwość białek oraz wzajemne powiązanie ze sobą poszczególnych części i kawałków rozdrobnionych surowców mięsno-tłuszczowych. O Można więc wskazać, że mięsa o dużej zdolności chłonienia, lecz małej zdolności wiązania wody dostarczają zwierzęta o chorobowo zaburzonej przemianie materii bądź też poddane ubojowi w okresie zmiany karmy (np. z zimowej na letnią czy na odwrót). Utrata zdolności wiązania już wchłoniętej wody, a więc odpęcznienie koloidów farszu kiełbasianego, może nastąpić jeszcze w czasie kutrowania bądź też w czasie wędzenia czy parzenia kiełbas. O Mięso o bardzo dużej wodochłonności zawiera natomiast z reguły mało wody adhezyjnie związanej lub zwiększoną ilość tkanki łącznej. W przypadku kutrowania takiego mięsa istnieje łatwo zrozumiała tendencja do pełnego wykorzystania jego fizykochemicznych właściwości i dodatku jak największej ilości wody. Wiadomo zaś, że taki mocno napęczniały układ koloidalny jest nietrwały z uwagi na szybki spadek sił elektrostatycznego oddziaływania rodników na siebie (siła oddziaływania na siebie dwóch ładunków elektrostatycznych maleje z kwadratem ich odległości). Układ taki łatwo jest wytrącić z równowagi i doprowadzić do odpęcznienia. O Nadmierne odtłuszczenie farszu sprzyja wykształceniu niesprężystej konsystencji kiełbasy parzonej szczególnie wówczas, gdy niedostatecznej ilości tkanki tłuszczowej towarzyszy mała zawartość tkanki łącznej. Zagadnienie zestawu surowcowego farszu sprowadza się w tym przypadku do różnych zakresów zmian objętości poszczególnych rodzajów surowca pod wpływem obróbki cieplnej. W czasie tej obróbki tkanka mięśniowa kurczy się, tkanka łączna pęcznieje, a tłuszczowa — dopóki brak wytopu tłuszczu — nie zmienia prawie swej objętości. Im zatem więcej surowca tłuszczowego w farszu, tym mniejszy jest ubytek jego objętości w czasie parzenia oraz tym bardziej jędrna jest konsystencja gotowej kiełbasy. O Niedostateczne wykorzystanie pojemności osłonek, tj. ich niedodzianie jest jedyną wyłącznie mechaniczną przyczyną zwiotczenia konsystencji kiełbas. Zwiotczenie, które można odnieść do jej oddziaływania, występuje stosunkowo rzadko. Niedodzianie osłonki jest najczęściej uwarunkowane niedostateczną jej opornością mechaniczną, tj. dużą podatnością na rozryw. O Konsystencja kiełbas parzonych będzie stawać się mało sprężysta podczas wędzenia w zbyt suchym dymie szczególnie wówczas, gdy temperatura tego zabiegu jest jednocześnie zbyt wysoka. W takich warunkach klimatycznych odpęcznienie białek i parowanie wody z wędzonej kiełbasy jest oczywiście wzmożone. O Konsystencja napęczniałych kiełbas parzonych wiotczeć będzie ponadto wtedy, kiedy ich dogrzewanie będzie zbyt wolne, temperatura dogrzania zbyt wysoka, czas jej oddziaływania zbyt długi i chłodzenie zbyt wolne. Analiza okoliczności, w których wiotczeje konsystencja wędlin parzonych, uzasadnia twierdzenie, że jest to zjawisko o stosunkowo dużej złożoności przyczyn. W każdym przypadku istnieć musi pewna predyspozycja do łatwego odpęcznienia koloidów farszu, która uzewnętrznia się pod wpływem niedopatrzeń technologii parzenia kiełbas. Im większa jest ta skłonność, tym już mniejsza nieprawidłowość ostatnio wymienionego zabiegu pociąga za sobą niepożądane skutki. Na odwrót zaś: dużej stabilności dyspersji przestrzennej koloidów farszu nie niweczą błędy parzenia, a konsystencja gotowej kiełbasy nie wykazuje wówczas poważniejszych odchyleń od najbardziej pożądanej. Gdy osłonka jest mało przepuszczalna, odpęcznieniu temu towarzyszy nadmierna soczystość (wodnistość) masy kiełbasianej. W przypadku dostatecznie dużej przepuszczalności osłonki cały wyciek cieplny może dyfundować na zewnątrz. Kiełbasa staje się wówczas sucha i mało związana. Zakres dyfuzji wycieku cieplnego przez osłonkę jelitową określony jest ponadto właściwościami fizycznymi środowiska grzejnego. Krojone wędliny parzone o zmiękczonej i nadmiernie wiotkiej konsystencji są równie nierzadko bardzo słabo lub wręcz źle związane (patrz rozdział B.78). O tym, czy konsystencja wędliny parzonej w konkretnym przypadku produkcyjnym jest typowa dla danego asortymentu kiełbasy, sądzić zresztą można dopiero po zakończeniu produkcji i należytym wychłodzeniu. Gorąca bowiem kiełbasa posiada zawsze bardziej sprężystą i jędrną konsystencję. W tym stanie oddziałuje na nią również rozszerzalność cieplna powietrza i wody, stanowiących domieszkę bądź normalny składnik farszu. O ostatecznej konsystencji całkowicie wychłodzonej kiełbasy parzonej decyduje natomiast: O zachowanie napęcznienia białek, ukształtowanego za życia zwierzęcia rzeźnego oraz w wyniku zmian poubojowych jak i osiągniętego w czasie kutrowania surowca mięsnego; O konsystencja i ilość zakrzepłego tłuszczu, a szczególnie tej jego części, która nie uległa wytopowi w czasie obróbki cieplnej wędliny; O konsystencja i ilość żelu glutyny: O związanie poszczególnych kawałków surowca mięsnego za pośrednictwem skrzepłych białek nieskleroproteinowych oraz żelu glutynowego. Zwiotczenia konsystencji gotowej kiełbasy parzonej nie da się usunąć. Można zastanowić się co najwyżej nad celowością poddania takiej kiełbasy krótkotrwałemu działaniu wysokiej temperatury w środowisku wodnym, jak to ma miejsce w przypadku nadmiernego pomarszczenia osłonki. Gdy kiełbasa przeznaczona do spożycia w stanie ciepłym ma zbyt wiotką konsystencję, wówczas maleje uzasadnienie stosowania jakichkolwiek zabiegów z uwagi na wzrost jędrności w czasie przygotowania jej do spożycia. Zwiotczenie konsystencji nie może być zatem zaliczone do bardziej zasadniczych niedociągnięć jakości kiełbas parzonych. W przypadku niektórych ich gatunków obniża ona wprawdzie przejściowo ocenę ich pożądalności, ale nie wpływa z reguły na przydatność spożywczą. Należyte zwrócenie uwagi na dobór surowca, technologię kutrowania i nadziewania oraz obróbki cieplnej i wędzenia zabezpiecza zresztą w pełni przed zwiotczeniem konsystencji tych kiełbas. Skutek tych zabiegów potęguje znacznie dodatek do farszu kiełbasianego: O białka zwierzęcego, które nie stanowi składnika mięśni, tj. proszku odtłuszczonego mleka, proszku jajecznego, a w ostatecznym razie mleka chudego lub jaj; O białka roślinnego, np. coraz popularniej stosowanej mąki sojowej lub produktów dalszego jej przerobu (koncentraty i izolaty białka sojowego); O wielofosforanów. Niewątpliwa celowość zastosowania jednego z trzech wymienionych dodatków istnieje zawsze wówczas, gdy podczas kutrowania farszu zauważy się zaburzenia w normalnym chłonieniu i wiązaniu przez mięso. 1.2.2. Przekrój batonu B. 67. Nadmiernie ciągliwa (niedostatecznie krucha, nie dość delikatna) osłonka. O obniżeniu przydatności spożywczej wędlin parzonych na skutek nieodpowiednich właściwości fizycznych ich osłonek można mówić tylko w przypadku wędlin spożywanych po podgrzaniu i nadzianych w jelita naturalne. Ogólnie wiadomo, że przy przełamywaniu lub rozgryzaniu takich wędlin, a w szczególności parówek, osłonka powinna pękać, wydając charakterystyczny i dobrze słyszalny trzask. Odgłos tego rodzaju wydaje tylko taka rozrywana osłonka, która ma dostatecznie dużą oporność mechaniczną na rozryw i równocześnie dość małą elastyczność. Zadaniem zatem procesu produkcyjnego omawianego typu napęcznionych kiełbas parzonych jest pożądane kierowanie biochemicznymi i biofizycznymi przemianami białek nie tylko farszu wędlinowego, lecz również jego osłonki. Zasadniczą fazą produkcji napęcznionych wędlin parzonych, która kształtuje właściwości mechaniczne każdej osłonki wędlinowej, jest wędzenie. O właściwościach mechanicznych jelita naturalnego po uwędzeniu wędlin decydują w pierwszym rzędzie trzy procesy jednostkowe, a mianowicie: O termohydroliza ich skleroprotein; O odwodnienie; O chemiczne oddziaływanie składników dymu, głównie aldehydu kwasu mrówkowego i octowego, których działanie blokujące rodniki cząsteczek białka przypomina działanie garbników. Następstwa fizyczne tych procesów są po części przeciwstawne. Na skutek bowiem termohydrolizy skleroprotein rośnie elastyczność, lecz spada zarazem oporność mechaniczna osłonki naturalnej. Dwa pozostałe analizowane procesy jednostkowe wywołują skutek wręcz odwrotny: podnoszą oporność mechaniczną i zaniżają rozciągliwość jelita ochraniającego farsz wędlinowy. Ponieważ wymagana jest zarówno odpowiednia rozciągliwość jak i oporność na rozryw, natężenie następstw wszystkich trzech procesów jednostkowych, zachodzących w osłonce prawie że jednocześnie, musi być odpowiednio wyważone. Zjawiskiem niepożądanym dla jakości omawianego typu wędlin parzonych będzie zarówno zbyt mały jak i zbyt rozległy zakres ich następstw. Błędy wędzenia pogłębia jeszcze pod tym względom oddziaływanie dodatkowych czynników, związanych z innymi, wcześniejszymi fazami produkcji napęczniałych wędlin parzonych. W określonych okolicznościach nadmiernemu odwodnieniu ulegać może np. nie tylko sama osłonka, lecz również część farszu, przylegająca do niej. Nadmiernie odwodnione brzeżne partie farszu zespalają się wówczas z osłonką, pogrubiając jej ścianę i zmieniając niepożądanie jej właściwości mechaniczne. Przy zdejmowaniu razem z taką osłonką zrywa się bowiem przyschnięta do niej warstewka masy wędlinowej. Naturalna osłonka wędlin parzonych staje się zbyt oporna na rozerwanie, gdy: O przed napełnieniem jelita nie zostały należycie przez kilka godzin wymoczone w wodzie; O farsz wędlinowy zawiera zbyt mało tłuszczu; O w zestawie surowcowym farszu przeważa lub zasadniczy składnik stanowi mięso bydlęce; O przy użyciu azotanów przedłuża się czas wędzenia gorącego, praktycznie pierwszej jego fazy, tj. osadzania, w celu dopeklowania mięsa; O wędzenie rozpoczyna się w niedostatecznie wstępnie ogrzanej wędzarni; O temperatura i wilgotność względna dymu jest podczas wędzenia zbyt niska i na skutek tego trzeba przedłużyć czas wędzenia; O temperatura wędzenia jest zbyt wysoka, a wilgotność względna zbyt niska, na skutek czego zwiększona jest wysuszka osłonki wędlinowej i podosłonkowych warstw farszu; O wędzarnia jest przeładowana ponad normę, w wyniku czego trzeba przedłużyć poszczególne okresy i fazy wędzenia. Nieodpowiednia elastyczność i podatność na rozryw osłonki naturalnej jest wadą, której na gotowej wędlinie nie da się praktycznie usunąć. Z tego też względu tym większą rolę i znaczenie ma zapobieganie jej wystąpieniu. Z analizy przyczyn wynika, że wymaganiom tego rodzaju uczyni się zadość, gdy: O jelita będą moczone w wodzie nawet przez całą noc (w celu uelastycznienia jelit, używanych przede wszystkim na osłonki dla parówek zalecano dawniej niewielki dodatek sody do wody, w której osłonki się moczy. Z uwagi na zmianę odczynu sprzyjającą rozwojowi mikroflory, jest to jednak zabieg niedozwolony); O zwiększony zostanie dodatek surowca tłuszczowego w miarę przede wszystkim wzrostu dodatku mięsa bydlęcego; O komorę wędzarniczą ogrzeje się przed rozpoczęciem wędzenia do temperatury 70—80°C; O wędzenie właściwe rozpocznie się po odpowiednim wysuszeniu powierzchni batonów w okresie tzw. osadzania; O w zależności od okresu wędzenia wilgotność względną dymu ureguluje się w granicach 70—90%, a jego temperaturę od 45—90°C i wędzi — zależnie od gatunku wędliny — łącznie przez wszystkie trzy okresy przez 50 do 150 minut; O batony rozwiesza się w wędzarni tak, aby na każdy 1 m3 jej objętości użytkowej przypadało 55—60 kg wędlin w kiełbaśnicach i jelitach wiankowych bądź też 1/3 do 1/2 tej ilości, gdy wędliny będą nadziane w owczanki; O dba o równomierne wędzenie całej partii batonów, co jest szczególnie ważne w przypadku prymitywnie wyposażonych komór wędzarniczych i nastręcza mniej kłopotu w przypadku wędzarń tunelowych lub nowocześnie wyposażonych wędzarń komorowych. B. 68. Słabe przyleganie osłonki. Osłonka jelitowa przylega do masy wędlinowej wówczas należycie, gdy pod wpływem przypadkowego zadziałania sił mechanicznych nie odrywa się od niej. Wymaga się ponadto, aby w czasie celowego zdejmowania przed spożyciem osłonka ta łatwo odchodziła od masy wędlinowej, a odrywanie jej powinno następować wyraźnie na granicy styku obu składników kiełbasy. Tak pojęta kohezja osłonki jelitowej z masą kiełbasy parzonej jest funkcją rodzaju zastosowanej osłonki, jak i zakresu odwadniającego działania wędzenia. W praktyce wędzenie jest czynnikiem podnoszącym zespolenie obu tych składników. Zespolenie to może być tak duże, że osłonka traci na pożądanej elastyczności, a podczas jej ściągania jednocześnie zrywa się stosunkowo gruba warstwa masy wędlinowej (patrz rozdział B.67). Wynika z tego, że przyleganie osłonki do masy wędlinowej jest określane przede wszystkim właściwościami jej tworzywa. Przypadki zbyt słabego związania jelit naturalnych i sztucznych białkowych z masą wędlinową są niezmiernie rzadkie. Przyleganie osłonek pergaminowych, a przede wszystkim wiskozowych, jest natomiast z reguły słabsze. Osłabienie zespolenia osłonki jest w tym przypadku następstwem zmniejszonej przepuszczalności. Zjawisko to można szczególnie wyraźnie zauważyć na przykładzie sztucznych jelit wiskozowych. Pod osłonką wiskozową wędlin parzonych gromadzą się w wyniku zmniejszonej przepuszczalności większe ilości tych związków, które mimo większych rozmiarów cząsteczki dyfundują z wędliny przez, inne osłonki. Z tego względu pod wiskozową osłonką takich kiełbas tworzy się własna otoczka z białka i tłuszczu. Stosunek ilościowy obu tych składników zależy wprawdzie od rodzaju wędliny, ale otoczka ta zawiera zawsze mniej soli mineralnych niż sama masa wędlinową, gdyż w stanie zjonizowanym łatwiej przenikają one przez osłonkę. Mikroskopowo można ponadto stwierdzić, że podosłonkowa otoczka własna takiej wędliny nie ma struktury włóknistej, lecz składa się z łuskowatych skupisk białka z wkroplonym w nie tłuszczem. W przypadku podniesienia temperatury tłuszcz ten topi się i tym więcej obniża zespolenie osłonki z masą wędlinową. Dzięki wytworzonej białkowo-tłuszczowej otoczce własnej po krótkotrwałym zamoczeniu batonu w ciepłej wodzie można osłonkę wiskozową z dużą łatwością zdejmować. Powierzchnia takiego batonu jest po zdjęciu osłonki idealnie gładka i błyszcząca. Słabe zespolenie osłonek wiskozowych z masą wędlinową, duża łatwość jej zdjęcia z batonu po zakończonej produkcji i pożądane właściwości fizyczne podosłonkowej otoczki własnej umożliwiły opracowanie jednej z koncepcji produkcji parówek bezosłonkowych. Podobne właściwości, jak jelito wiskozowe, charakteryzują również, aczkolwiek w dużo mniejszym stopniu, jelito pergaminowe. Słabe przyleganie jelita tego do masy wędlinowej wykorzystuje się w przypadku plasterkowania i prepakowania kiełbas. Jest bowiem rzeczą oczywistą, że przed tego rodzaju przygotowaniem kiełbasy do sprzedaży jelito należy usunąć. Po takim zabiegu powierzchnia wędliny musi być gładka i nie ponadrywana. Kilkuminutowe nawilżenie osłonki pergaminowej ciepłą wodą czyni w pełni zadość temu wymogowi. B. 69. Zbyt ciemna (intensywna) barwa czerwona. Czystość i jasność kolorymetryczna prawidłowej barwy przekroju wędlin parzonych nie jest jednakowa. Różnice te stanowią nawet jedną z cech typowych dla poszczególnych gatunków tych kiełbas. W tym zakresie wystarczy porównać jasnoczerwoną barwę parówek z barwą kiełbasy szynkowej bydlęcej. W jednym przypadku celem technologicznym jest uzyskanie barwy o wręcz możliwie małej czystości kolorymetrycznej, a w drugim — o możliwie dużej. Z przytoczonych uwag wynika, że brak jest danych subiektywnych lub obiektywnych, jednakowych dla wszystkich gatunków wędlin parzonych, które pozwoliłyby na stwierdzenie, czy w określonym przypadku barwa przekroju kiełbasy jest zbyt ciemna. Podobnie, jak czystość i jasność kolorymetryczna jest cechą swoiście gatunkową, tak i zakres przesunięcia w kierunku ciągu chromatycznego oraz zakres spadku jasności barwy jest różny w zależności od gatunku analizowanej kiełbasy parzonej. Ponieważ dwa te sprawdziany, określające barwę czerwoną, decydują również o subiektywnym wrażeniu intensywności barwy, jest rzeczą oczywistą, że w tym przypadku sprawą osobistego doświadczenia jest odpowiedź na pytanie, czy w danym przypadku barwa przekroju wędliny jest zbyt ciemna. Subiektywne wrażenie zbyt ciemnej barwy jest podstaw owo związane z większym od oczekiwanego stężeniem nitrosooksymiochromogenu. Natężenie tego wrażenia podnosi udział metmiochromogenu oraz spadek jasności barwy świeżego przekroju batonu (z uwagi na sytuację prawną w Polsce analiza ta pomija milczeniem wpływ barwników obcych na barwę wędlin parzonych. Jest rzeczą oczywistą, że przedawkowanie tych barwników spowoduje również niepożądany wzrost intensywności barwy wędlin. Odchylenie to jest niepożądane ze względu na to, że jednocześnie z nim wzrastać będą z reguły różnice w stosunku do naturalnego zabarwienia, tj. zabarwienia skorelowanego wyłącznie z naturalnymi barwnikami mięsa). Interpretacja tych faktów motywuje stwierdzenie, że intensywnie czerwonej barwy tego przekroju można oczekiwać w przypadku: O zwiększonego udziału mięsa chudego w zestawie surowcowym; O dodatku mięsa świńskiego ze sztuk starszych, używanych do hodowli; O dodatku mięsa starszych krów, buhajów hodowlanych i wołów roboczych; O dodatku mięsa końskiego, a szczególnie koni roboczych, ciężko pracujących; O niedostatecznego wykutrowania, tj. zbyt małego dodatku wody w czasie kutrowania; O nadmiernego odwodnienia farszu na skutek wadliwie prowadzonego procesu wędzenia. Technologiczna interpretacja tych przemian barwnikowych, które powodują powstanie wrażenia zbyt ciemnej i intensywnej barwy wędlin parzonych, wskazuje zatem, jak słuszne jest dopatrywanie się w tym sprawdzianie dowodu przede wszystkim zmiany zestawu surowcowego, a w drugim rzędzie — odchyleń procesu przerobowego tego surowca. Obie grupy tych czynnik ów mogą działać zupełnie niezależnie od siebie. Jest poza tym oczywiste, że barwne skutki niedokutrowania uzewnętrzniać będą się głównie w wyglądzie przekroju tych wędlin, które są wyrabiane wyłącznie z mięsa kutrowanego. Nadmiernie intensywna i ciemna barwa przekroju wędlin parzonych nie koreluje natomiast z reguły z obniżeniem ich przydatności spożywczej. Wręcz przeciwnie, z uwagi na zestaw aminokwasowy dodatek np. mięsa bydlęcego podnosi biologiczną wartość spożywczą takich kiełbas. Odrębną natomiast sprawą jest profil smakowy, jego pożądalność, a także struktura kiełbas kutrowanych, produkowanych z mięsa bydlęcego. Doświadczenie praktyczne uczy jednak, że w dużym stopniu te uboczne niepożądane następstwa usunąć można przez 5—10% dodatek do farszu takich tłuszczów, jak np. margaryna. Nie ma jednak możliwości rozjaśnienia barwy gotowej kiełbasy parzonej. B. 70. Zbyt jasna (mało intensywna) barwa czerwona. Podobnie, jak zbyt ciemna i intensywna również nadmiernie jasna i mało intensywna barwa świeżego przekroju kiełbas parzonych wskazuje nie we wszystkich przypadkach na nieprawidłowości technologiczne. I w tym przypadku jakakolwiek ocena i osąd wymaga uprzedniej analizy gatunkowej pożądalności barwy jako sprawdzianu jakości. Jasna bowiem barwa przekroju parówek będzie sprawdzianem wręcz pożądanym, gdyż świadczyć będzie o wysokiej jakości wędliny. Zresztą barwa wszystkich wędlin kutrowanych będzie z natury procesu technologicznego jaśniejsza od barwy kiełbas mielonych, a różnice będą proporcjonalne do ilości surowca o odmiennym przygotowaniu mechanicznym w chwili nadziewania w osłonki jelitowe. W każdym jednak wypadku wrażenie jasności bądź nadmiernej jasności barwy przekroju świadczy o malejącym, aż do granic niepożądalności, stężeniu tych samych barwników, których wzrost stężenia daje wrażenie wręcz odwrotne (patrz rozdział B.69). Wzrost jasności fotometrycznej potęguje subiektywne odbieranie tego wrażenia. W oparciu o powyższe ograniczenia zakresu pojęciowego i fizyczne podstawy określenia „zbyt jasna barwa czerwona" można stwierdzić, że w tym kierunku barwę masy wędlinowej kształtować będzie: O dodatek mięsa zwierząt młodych, a szczególnie z okresu oseskowego bądź też żywionych przez, cały czas przed ubojem mlekiem lub innymi paszami o małej zawartości żelaza; O dodatek surowca tłuszczowego, a szczególnie wówczas, gdy jest on w dużym stopniu rozdrobniony (np. na kutrze czy na młynku koloidalnym) ; O dodatek elementów wyrębowych o dużej zawartości tkanki łącznej i związanej z tym zwiększonej wodochłonności; O wadliwe peklowanie azotanowe surowca mięsnego, a więc peklowanie ze zbyt małym dodatkiem saletry bądź też zbyt krótkotrwałe w stosunku do warunków cieplnych peklowni (tj. peklowni zbyt zimnej) i rozmiarów poszczególnych kawałków mięsa; O zbyt niski dodatek azotynu sodu w przypadku bezbakteryjnego peklowania mięsa; O zastąpienie wody mlekiem, dodatek mleka w proszku, mąki sojowej, koncentratów białka sojowego, jaj, skrobi itp.; O nadmierne uwodnienie farszu wędlinowego, szczególnie, gdy jest on wyrobiony z mięsa wysoce wodochłonnego; O rozdrobnienia surowca mięsnego na młynku koloidalnym w przypadku produkcji bez wstępnego peklowania. Biochemizm oddziaływania wymienionych okoliczności technologicznych, w których czerwona barwa wędlin parzonych przybiera zbyt jasny odcień, jest oczywisty. U podstaw tego zjawiska leżeć będzie użycie surowca o przeciętnie zbyt niskiej zawartości mioglobiny (trzy pierwsze czynniki ww. zestawu), zbyt niskiej zawartości nitrosooksymioglobiny, tj. jedynego barwnika, który w czasie obróbki cieplnej nie zmienia zasadniczo dominującej długości fali (tj. barwy czerwonej — czynnik czwarty i piąty ww. zestawu), technologiczne rozcieńczenie czerwonego barwnika (czynnik szósty i siódmy ww. zestawu) oraz przesunięcie potencjału oksydoredukcyjnego na stronę utleniania na skutek zwiększonej emulgacji powietrza w farszu kiełbasianym (ostatni czynnik ww. zestawu). Denaturacja cieplna białek nieskleroproteinowych rozjaśnia co najwyżej nieznacznie jasnoczerwoną barwę kiełbas, uwarunkowaną tymi procesami. Nadmierne rozjaśnienie czerwonej barwy masy wędlinowej nie wpływa na przydatność spożywczą kiełbas parzonych. W zależności od jego przyczyny można mówić jedynie o tendencji do podniesienia przyswajalności (mięso zwierząt młodych) bądź też o zwiększeniu (dodatek tłuszczu) lub obniżeniu (dodatek wody) kalorycznej albo biologicznej (dodatek elementów ścięgnistych obniża, dodatek mleka i jaj podnosi) wartości odżywczej kiełbas. Technologiczne wyrównanie natężenia czerwonej barwy do pożądanego poziomu nie nastręcza z reguły w czasie produkcji kiełbas parzonych większych trudności. Powinno ono jednak nastąpić najpóźniej w trakcie przygotowania farszu do nadziania w osłonki i uwzględniać oczywiście przyczynę obniżenia pożądalności barwy. Do tego celu służą trzy grupy zabiegów zapobiegawczych, a mianowicie: O kutrowanie surowców mięsnych z dodatkiem preparatu hemolizowanej krwi; O uzupełnienie zestawu surowcowego przez dodatek peklowanych mięśni, pochodzących z uboju możliwie starszego zwierzęcia, a przede wszystkim tych, które za życia dużo pracowały, tj. np. mięśni żwaczowych, mięśni podudzia, przepony i serca (z wymienionych mięśni poprzecznie prążkowanych mięsień sercowy jest najmniej wodochłonny); O zastosowanie nadziewarki próżniowej w przypadku produkcji kiełbas z surowca wstępnie niepeklowanego i rozdrobnionego na młynku koloidalnym (niezależnie od wskazanych zabiegów istnieje również możność barwienia farszu na kiełbasy parzone za pomocą naturalnych barwników antycyjanowych. Sprawdzono przydatność soku jeżynowego, wiśniowego i buraczanego. Najlepszy okazał się sterylizowany sok buraka ćwikłowego o stężeniu 10%. Wędlinie nadał on barwę różową, najbardziej zbliżoną do naturalnej barwy mięsa. Próby nad jego zastosowaniem nie wyszły jednak dotąd poza doświadczenia laboratoryjne. Z tego też powodu trudno w sposób wiążący zalecać stosowanie barwienia anty- lub betacyjanowego na skalę przemysłową (Koeppe S., Iwińska W., Zychowicz S. — Przygotowanie kiełbasy nietrwałej z dodatkiem proszku mlecznego oraz barwnika antycyjanowego, Gospodarka Mięsna, 1964, 4, 8. Iwańska W., Ogonowski J. — Badania zastosowania soku buraczanego do utrwalania barwy mięsa cielęcego w kawałkach, Przemysł Spożywczy, 1966, 9, 30)). Wspomniany preparat hemolizowanej krwi, którego dodatek do farszu ma zapewnić należytą intensywność barwy gotowej kiełbasy parzonej, sporządza się z osadzonych krwinek, otrzymanych w czasie wirowania krwi. W celu wywołania hemolizy krwinki zalewa się wodą w stosunku 1:1, a następnie dodaje w czasie kutrowania w ilości 0,5— 1,0% ciężaru przerabianego surowca. Wspomniany zabieg ma podnosić nie tylko intensywność, ale także trwałość barwy wędlin po ich nakrojeniu. Zbyt małej intensywności barwy gotowej wędliny parzonej nie można usunąć, jeżeli nie brać pod uwagę możliwości ponownego wędzenia w celu zwiększenia odwodnienia kiełbasy. Zabieg taki pociągnąłby zresztą cały szereg innych niepożądanych następstw. W jednym tylko przypadku można spróbować podnieść czystość kolorymetryczną takiej barwy, a mianowicie wtedy, kiedy dostatecznie wcześnie zauważy się niedopeklowanie azotanowe mięsa. O ile w takim mięsie zawarta jest dostatecznie duża ilość wolnych azotanów, a błąd peklowania zauważono najpóźniej przed rozpoczęciem drugiej fazy gorącego wędzenia, wówczas można przedłużyć okres tzw. osadzania. Czas takiego przedłużonego osadzania przed właściwym wędzeniem będzie oczywiście różny i praktycznie zależny przede wszystkim od stosownej technologii tego zabiegu. Z tego też powodu konieczna jest częsta wizualna kontrola przebiegu tego rodzaju peklowania kiełbasy. Zbyt wczesne przerwanie takiego osadzania stać się może przyczyną pierścieniowatego zaciemnienia barwy pod osłonką bez jednoczesnego dobarwienia. części środkowych batonu. Proces dopeklowywania można oczywiście prowadzić również wcześniej, tj. jeszcze przed nadzianiem farszu w osłonki. Z uwagi jednak na niebezpieczeństwo przekroczenia prawnie dozwolonej zawartości wolnych azotynów w gotowej kiełbasie, nie wskazane jest dodawanie do takiego farszu jakiegokolwiek środka peklującego, np. azotynu sodu. Dłuższe przetrzymanie farszu przed nadzianiem w osłonki grozi ponadto dodatkowym zakażeniem i różnymi dalszymi następstwami tego zjawiska. Ochrona farszu przed wtórnym zakażeniem, możliwość przyspieszenia procesu dobarwienia przez podniesienie temperatury otoczenia, korzyści wypływające z organizacji pracy itp. motywują uznanie dopeklowania bezpośrednio po nadzianiu w osłonki, a więc tuż przed wędzeniem, za najbardziej właściwą drogę usunięcia nieprawidłowości barwnych. Za najodpowiedniejszą do tego celu uważa, się temperaturę rzędu 30—40°C. Prowadzony w tych warunkach proces dobarwiania farszu kiełbasianego musi być jednak często kontrolowany, aby nie dopuścić do nadmiernego wyschnięcia osłonki i bakteryjnych lub autolitycznych niepożądanych zmian białek surowca mięsnego. Z tego też powodu dobarwienie takiego farszu musi trwać tym krócej, im temperatura pomieszczenia wyższa, a wilgotność względna jego powietrza jest niższa.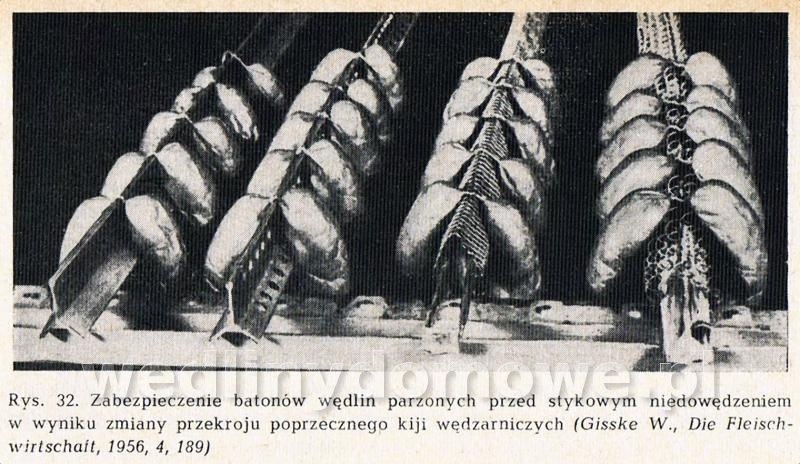
-
Śledzę oba fora i muszę przyznać, że jesteś Mistrzem w tym fachu.
-
Kurs podstawowy 2/15 w Łazach, w dniach 08-10 maja 2015 r
Maxell opublikował(a) temat w KURSY - aktualne
Serdecznie zapraszam Państwa do zapisów na Kurs Podstawowy Nr 2/15 w naszej filii SDM w Łazach, który zaplanowany jest w terminie od 08 do 10 maja 2015 r. Lista chętnych do uczestnictwa w Kursie Podstawowym: 1. Rafał Góralski 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. Oczywiście wykładowcami są Koledzy Bagno i Dziadek. Cena kursu: 490,00 zł od osoby. W cenę wliczone noclegi, pełne wyżywienie oraz materiały i surowce do produkcji. Pokoje nowoczesne, bardzo przestronne każdy z węzłem sanitarnym. Sala dydaktyczna przygotowana profesjonalnie i wyposażona w pełni na potrzeby kursu. Duża wędzarnia stacjonarna z wózkiem wędzarniczym koło pomieszczenia technologicznego, wewnątrz budynku. W pomieszczeniu wędzarni chłodnia. Między salą biesiadną, a salą dydaktyczną kuchnia, gdzie można robić kawę i herbatę. Obiekt zapewnia pełne wyżywienie słuchaczom kursów: - piątek - obiadokolacja, - sobota - śniadanie, obiad, kolacja, - niedziela - śniadanie (produkty wykonane przez kursantów) Więcej informacji na stronie SDM - www.szkoladomowegomasarstwa.pl. , zakładka: Oferta szkoleń. Tam także należy dokonać zapisu. ZAPRASZAMY -
SOLENIE — MIĘSO SOLONE. Solenie, czyli obróbka mięsa chlorkiem sodu — NaCl, jest najstarszym środkiem chemicznym konserwowania mięsa i innych towarów spożywczych. Sposób ten, stosowany jako samoistny lub jako kompozycyjny, osiągnął bogatą recepturę, która stara się połączyć własności konserwujące soli z dodatkami smakowo - aromatycznymi. Działalność soli polega głównie na zmniejszeniu ilościowym wody w mięsie, a tym samym na koncentracji składników w obecności soli w takim stosunku, jaki utrudnia rozwój drobnoustrojów. Popularnie się mówi, że sól wchodzi w mięsie w miejsce wody, dokładniej, że redukuje ilość wody o 10 — 15%, przy czym ogólny ubytek na wadze dosięgać może ca 17%. Jeżeli w mięsie chudym ilość wody waha się od 70 do 75%, to pod działaniem soli zmniejsza się do ca 60%. Poza tym należy zaznaczyć, że roztwory soli w zależności od stężenia muszą wywołać pewne zmiany w białkach i w strukturze mięsa. Drugim momentem wpływającym na zdolność i siłę konserwującą soli jest działanie bakteriobójcze. Roztwory soli słabsze i o średniej koncentracji są stosunkowo słabym środkiem antyseptycznym, dlatego nie można od nich żądać doraźnej siły bakteriobójczej. Na podstawie doświadczeń stwierdzono, że przy dłuższym działaniu roztworów solnych niektóre mniej odporne i wrażliwe rodzaje bakterii wyginęły. Z drugiej strony, jeżeli dla celów eksperymentalnych do pożywek bakteriologicznych dodano soli, to okazało się, że większość drobnoustrojów chorobotwórczych dalej się rozwijała. Podobnie ma się rzecz, gdy używa się soli jako środka konserwującego do mięsa będącego w stanie rozkładu. Wówczas procesy gnilne nie ulegają zahamowaniu, co najwyżej otrzymuje się chwilowe zwolnienie tempa rozkładu. Roztwory soli działają dość silnie na pasożyty zwierzęce, które po pewnym czasie giną. Cała siła bakteriobójcza soli polega na jej hydrolizie — powstawaniu kwasu solnego, wyzwalaniu się wolnego chloru. Zdolność zaś konserwująca polega na niestwarzaniu podłoża podatnego dla drobnoustrojów gnilnych, które atakują mięso po nasoleniu. W miarę wzmacniania stężenia roztworu powiększa się znacznie zdolność antyseptyczna soli i szybkość reakcji, co jednak przy procesach solenia dla celów konsumcyjnych, z powodu ograniczonej receptury ilościowej nie może mieć zdecydowanego znaczenia praktycznego. Przy konserwowaniu musi się oscylować między wartością smakową i użytecznością spożywczą a ilością środka konserwującego, który by przy pewnym minimum stworzył możliwości przechowywania, nie oddziaływując ujemnie na wartość odżywczą lub smakową. W czasie solenia następuje przenikanie roztworu soli do wnętrza komórek i odwrotnie, treści komórkowej na zewnątrz. Tworzy się tzw. ropa, która, jest wodnym roztworem solnym łącznie z częścią rozpuszczonych ciał białkowych mięsa, substancji wyciągowych oraz soli mineralnych. Widać, że przez proces solenia traci mięso część swoich składników. Ubytek ten będzie zależał od czasu trwania i od koncentracji roztworu. Według Foitha konserwowane mięso przez 14 dni straciło: 10.4% wody, 1.1% ciał białkowych, 2.1% innych substancji organicznych, 8.5% kwasu fosforowego (podane zestawienie dotyczy prawdopodobnie mięsa solonego sposobem suchym, bo przy peklowaniu jest większa strata w składnikach pożywnych a mniejsza, względnie żadna, jeżeli chodzi o procent wody). Najsilniejszy ubytek składników zarejestrować można w pierwszych dniach. Wskutek częściowego przenikania cieczy komórkowej na zewnątrz następuje skurczenie się komórek, a co za tym idzie, włókien; masa mięsna traci na objętości. Do solenia nadaje się najlepiej mięso osobników młodych typu mięsnego, średnio opasionych. Poza tym mięso musi być należycie wykrwawione i odznaczać się prawidłowymi własnościami. Przystąpić do solenia można dopiero po całkowitym jego ostygnięciu, tj. najwcześniej po upływie 2.4 godzin. Dobrze jest, jeżeli mięso przejdzie proces stężenia w warunkach chłodniczych, bo solenie następuje wówczas w okresie, kiedy sok mięsny już „powrócił" do właściwej masy mięsnej, a tym samym zasolenie przebiega równomierniej. Mięso tłuste w zasadzie nie nadaje się do trwałego solenia, z powodu utrudnionego przenikania soli przez warstwy tłuszczowe, co w konsekwencji grozi niedosoleniem, a w dalszym ciągu procesem rozkładowym. Podobnie ma się rzecz z tkanką kostną. Dlatego przygotowując mięso do obróbki solą, trzeba wyjąć z niego („wytrybować") większe kości, oddzielić warstwy tłuszczowe, usunąć żyły i ewentualnie ścięgna. Jeżeli chodzi w ogólności o solenie mięsa, to trzeba wyróżnić solenie czasowe (stosowane dla konserwacji krótkotrwałej, połączone często z innymi środkami) oraz solenie trwałe (stosowane dla celów przemysłowo - handlowych — do dłuższego przechowywania mięsa). To ostatnie może się odbywać metodą suchą, mokrą lub mieszaną. Poza tym wyróżnia się jeszcze solenie przyspieszone. Solenie suche polega na posypywaniu i wcieraniu soli w kawałki mięsa o grubości do 8 cm i o wadze do 5 kg (przeważnie ca 3 kg). Po nasoleniu pozostawia się w chłodnym miejscu na okres przynajmniej 24 godzin. Z kolei kawałki umieszcza się w beczkach przesypując warstwą, soli i nakrywa się obciążonym wiekiem. Okres zasalania wynosi od 2 do 6 tygodni, co zależy od wielkości kawałków i od koncentracji solanki. Beczki winny być sporządzone z drzewa twardego, suchego, nieżywicznego, przed ułożeniem mięsa powinny być starannie wymyte i wydezynfekowane siarką. Sposób suchego solenia ma również zastosowanie przy tłuszczu. Soląc tłuszcz (słoninę, sadło, łój) należy zwrócić uwagę, by sól była z nim dobrze związana i przy przekładaniu nie odpadała. Solenie metodą mokrą, czyli peklowanie, odbywa się w basenach, kadziach, beczkach, w których na ułożone mięso działa się roztworem solanki. Czas, koncentracja solanki, dodatki smakowe i inne zależne są od rodzaju mięsa lub jego przetworów (wołowina, bekony, szynki). Przy peklowaniu większych kawałków mięsa lub połówek – bekonów, czynnością współtowarzyszącą jest zastrzykiwanie solanki do warstw wewnętrznych. Chodzi w tym wypadku o ułatwienie równomiernego zasolenia. Zastrzykiwanie ma duże znaczenie, gdy w peklowanym mięsie pozostawia się kości lub gdy przebiegają warstwy tłuszczowe i nie usuwa się skóry (bekony, szynki). Wskazaną jest również rzeczą pozostawione kości, szczególnie szpikowe, rozwiercać w kilku miejscach, bo wówczas zastrzyknięta solanka przeniknie przez oporną tkankę kostną. Zastrzykiwanie, jako zabieg dodatkowy lub główny, jest celowe, jeżeli chce się otrzymać towar trwały i równomiernie przepeklowany. Zastrzykiwanie przeprowadza się przy pomocy dużej, pojemnej strzykawki, zakończonej długą, ostrą, rurkowatą; igłą, na końcu której znajduje się szereg otworków. Przy metodzie mieszanej wpierw się mięso soli na sucho, a następnie moczy w roztworze solanki. Jest to sposób bardzo dobry, będący jakoby wypadkową zalet mokrego i suchego marynowania. Traktując ściśle o soleniu i jego odmianach trzeba dodać, że do konserwacji i przyrządzania nie stosuje się samej soli, lecz mieszaninę, w której głównym składnikiem jest sól. Ilościowy skład mieszaniny jest przeważnie tajemnicą przedsiębiorstwa. Skoro mówi się, że mięso peklowane pochodzące z wytwórni A jest soczyste, aromatyczne i smaczne, a z wytwórni B mało soczyste i jakby włókniste, jest to w dużym stopniu wynikiem różnej receptury. Głównymi składnikami mieszaniny zasalającej są : 1. sól kuchenna, która musi mieć własności prawidłowe, czyli musi odpowiadać soli przeznaczonej do spożywania przez ludzi. Jako dodatkowy warunek może być żądanie sterylizacji wody użytej do sporządzenia roztworu; 2. saletra, która przez reakcje chemiczne powoduje zachowanie w konserwowanym mięsie naturalnej barwy (różowej do czerwonej). Z powodu szkodliwego działania saletry bezpośrednio, względnie pośrednio przez wywiązywane związki chemiczne, ilość jej jest ograniczona (w myśl rozporządzenia ministra Spraw Wewnętrznych z dnia 24 VI 31 o konserwowaniu artykułów żywności, wolno stosować przy mięsie i przetworach mięsnych: 1) saletrę (azotan potasowy i sodowy) w ilości maksymalnej 0, 3 g na 100 g produktu, 2) azotyn sodowy, w ilości maksymalnej 0,02 g na 100 g produktu. Azotyn sodowy dopuszczalny jest do konserwowania mięsa i prze tworów mięsnych jedynie pod postacią równomiernej mieszaniny z solą kuchenną, zawierającej 0,5% azotynu sodowego. Mieszanina ta w sprzedaży musi mieć uwidocznione na opakowaniu w sposób wyraźny: nazwisko (firma) wytwórcy lub upoważnionego zastępcy, adres wytwórni, napisy „sól do konserwowania mięsa" i „chronić przed wilgocią", podaną procentową zawartość azotynu sodowego oraz dwie czerwone wstęgi całkowicie okalające naczynie, szer. najmn. 2 cm do 5 kg wagi, a 5 cm na naczyniach ponad 5 kg.).; 3. cukier, który zapobiega przesoleniu, łagodzi „słoność"; nadmiar użytego cukru powoduje oślizłość peklowanego mięsa (w porze letniej i przy braku warunków chłodniczych zmniejsza się dodatek cukru, bądź w ogóle się go nie stosuje, jeżeli się chce uniknąć ewentualnych procesów fermentacyjnych); 4. dodatki smakowo-aromatyczne, jak: pieprz, ziele angielskie, liście bobkowe, gałka muszkatołowa i inne. Ponieważ, jak wspomnieliśmy, ścisła receptura pozostaje tajemnicą produkcyjną, przeto tylko dla orientacji podamy, że przy soleniu suchym używa się na 10 kg mięsa 0,5 do 0,75 kg soli plus ustawowa ilość saletry. Przy peklowaniu sporządza się roztwory od 20 do 40%, dodając 1 % cukru i saletry. Ogólnych sposobów solenia jest kilka. Wśród nich wymienimy najważniejsze, związane z poszczególnymi krajami, jak sposób angielski, hamburski (niemiecki), rosyjski i austriacki. Sposób angielski i rosyjski, mokry przewiduje następujące przygotowanie ilościowe roztworu: na 100 części wody: 30 części suchej soli kuchennej, 0,5 części saletry, 1 część cukru oraz dodatki smakowo - aromatyczne. Sposób rosyjski przewiduje tylko moczenie, angielski jako czynność główną — zastrzykiwanie. Według sposobu austriackiego mieszanego, 100 części mięsa naciera się 6 cz. soli z dodatkiem saletry (1 cz.), następnie sporządza solankę 30% i nią się pekluje. Na podstawie analiz stwierdzono, że mięso solone według sposobu angielskiego zawiera 7—9% soli, wg sposobu niemieckiego (hamburskiego) — średnio 9%, wg sposobów rosyjskich 5—9%, wg sposobu austriackiego 5—7%, U nas przyjmujemy, że mięso solone jakimkolwiek sposobem winno zawierać ca 7—9% soli. Aby uzyskać wymagane i zamierzone zasolenie, posługując się metodą mokrą (z dodatkowym zastrzykiwaniem) przy uwzględnieniu normalnych utrudnień w przenikaniu roztworu solnego, trzeba sporządzić 3—3,5 razy silniejszy roztwór soli działającej zewnętrznie. Przy metodzie mokrej bez zastrzykiwania 4—4,5 razy silniejszy. Przy metodzie mieszanej mięso po natarciu solą zalewa się solanką o odpowiedniej koncentracji 25—30%. Przy sposobie mokrym z równoczesnym zastrzykiwaniem używa się do zastrzykiwania solanek słabszych (10—20%). Stwierdzając, że wewnątrz mięsa sól znajduje się w roztworze, można posługiwać-się terminologią- roztwór zasalający, czyli zewnętrzny i roztwór wewnętrzny — konserwujący. Wspominając na początku o zdolności antyseptycznej soli, mieliśmy na myśli roztwór wewnętrzny i jego koncentrację. Zawartość soli w masie mięsnej nie jest równomierna. Podając, ile mięso solone zawiera lub powinno zawierać soli, traktujemy to jako wymóg przybliżony, dozwalając na tolerancję spowodowaną utrudnianiem przenikania soli, przy czym największe przeszkody stanowią: warstwy tłuszczowe, skóra i kości. Według Gröniga badana szynka peklowana zawierała: w czystej masie mięsnej 11,6% soli, w tłuszczu 0,9% soli, bezpośrednio pod skórą 0,5% soli. Przenikanie więc soli w szynce odbywa się od wykrojonej części mięsnej, jako najłatwiej dostępnej. Zestawiając solenie suche z mokrym trzeba zauważyć, że więcej dodatnich stron ma sposób suchy, bo : 1) następuje mniejsza utrata składników pożywnych, 2) jest trwalszy, 3) nie wymaga żadnych urządzeń specjalnych. Zasadniczą jego wadę stanowi wymóg wielu czynności manualnych, co jest utrudnieniem technicznym, gdy peklowanie przy użyciu basenu jest technicznie i ekonomicznie dogodniejsze. Poza tym trzeba dodać, że peklowanie jest powszechnie stosowane, jeżeli chodzi o solenie większych kawałków mięsnych, ćwiartek, względnie połówek. Uzasadnienie mniejszej straty w składnikach wartościowych (pkt. 1.) znajdujemy w stronie fizycznej, gdyż w czasie moczenia w roztworze zachodzą procesy osmotyczne, rozpuszczanie i ługowanie. Jeżeli chodzi o trwałość, to przy peklowaniu następuje mniejszy lub żaden ubytek wody (przy długim przetrzymywaniu w solance stwierdzono podwyższenie wagi mięsa, sięgające do kilku procent, ale równocześnie następuje strata na jakości), przez co, co prawda, towar nie traci na ciężarze albo mało traci, ale i nie zyskuje na trwałości. Przy marynowaniu suchym, przez wyciek wodo-krwisty, następuje zmniejszenie na ciężarze, ale z drugiej strony koncentracja składników przyczynia się do trwałości produktu. Mięso solone obojętne jakim sposobem winno posiadać następujące cechy : kolor: różowy do czerwonego, w zależności od rodzaju użytego mięsa; konsystencja: zwarta, twarda; reakcja: neutralna; zapach: normalny bądź słabo aromatyczny pochodzący od dodatków; smak: słonawy, w miarę słony; tłuszcz: zwarty o normalnym zabarwieniu i zapachu; zasolenie : równomierne. Przy ocenie mięsa solonego bez użycia sposobów laboratoryjnych zwraca się uwagę: a) by w dotyku było ono twardsze od mięsa normalnego, świeżego; b) by przy rozkrajaniu miało na całym przekroju jednolitą barwę; c) by miało prawidłowy smak i zapach; d) by po ugotowaniu próbki rosół był czysty i klarowny o smaku słono-korzennym, mięso o barwie jasnoczerwonej; e) by mięso w opakowaniu (beczki, puszki) nie było plamiste, pokryte pleśnią, ropa zaś by była przeźroczysta nie oślizła o barwie czerwonej, by nie wykazała zawiesin ani tendencji do „burzenia się". Solenie mięsa wołowego i wieprzowego. Odpowiednio przygotowane kawałki mięsa naciera się mieszaniną konserwującą, pozostawia na pewien czas (12—24 godz.) w celu odcieknięcia wodno- krwistego soku, a z kolei układa się szczelnie do opakowań. Na dno jednostki opakunkowej kładzie się warstwę mieszaniny konserwującej, na którą układa się rząd kawałków mięsnych. Każdy rząd przysypuje się solą i tak postępuje się aż do załadowania kompletnego, dając na wierzch równorzędną warstwę soli. Po załadowaniu pozostawia się na 3—4 dni pod lekkim przyciskiem, po czym dopełnia się roztworem soli o mocy ca 18°Be i zabija się wzgl. zamyka wieko. Solenie winno się odbywać w temperaturze 2—40C. Czas potrzebny do przeniknięcia soli, w zależności od wielkości kawałów, 20 — 30 dni. Według innego przepisu postępuje się następująco: Mięso po przechłodzeniu i ustąpieniu stężenia dzieli się na kawałki do 3 kg, usuwa się kości, naciera mieszaniną konserwującą i układa w basenach, nakrywając drewniana przykrywą obciążoną kamieniami. Mniej więcej po tygodniu przekłada się warstwy dolne do góry i odwrotnie posypuje się solą i pozostawia na dalszych 7 — 9 dni. Po tym wstępnym nasoleniu układa sie mięso szczelnie do beczek i zalewa solanką 25 % Beczki przechowuje się w pomieszczeniach chłodnych. Solenie mięsa baraniego. Tusze baraniny rozrębuje się wzdłuż na dwie połowy, każda; zaś połowę dzieli się na pięć części. Dalsze postępowanie, jak przy mięsie wołowym. Baranina chuda jest produktem peklowanym po 10 — 21 dniach. Przyrządzanie bekonów przez peklowanie omówione będzie osobno. Do opakowania mięsa solonego służą worki (bekony), beczki i puszki. Puszki powinny być pobielane, tzn. pokryte warstwą cyny. Beczki winny być czyste, zdezynfekowane siarką i ze względu na łatwość przenoszenia o wadze brutto do 100 kg. Przechowywać mięso solone należy w przewiewnych i chłodnych pomieszczeniach, w temperaturze 0 — 4°C, nie dłużej niż 1 rok. W czasie magazynowania konieczna jest kontrola i dozór. Należy każdej dekady (10 dni) obracać beczki i puszki do góry dnem, w razie wycieku dopełniać solanka, a w razie zauważenia „burzenia się" treści odsączyć starą solankę, zamieniając ją świeżo przygotowaną i sterylizowaną. Rozpatrując krytycznie solenie jako środek konserwowania mięsa należy zaznaczyć, że ustępuje ono niskiej temperaturze głównie dlatego, że powoduje pewne zmiany fizykochemiczne, które w większym lub mniejszym stopniu zmieniają własności i charakter mięsa jako towaru świeżego. Pod względem fizycznym zachodzą zmiany strukturalne, powodujące kurczenie się tkanek (przy soleniu suchym), bądź powiększenie się przestrzeni międzykomórkowych, powstawanie porów i szczelin (przy dłuższym moczeniu). Przy przetrzymywaniu mięsa w solance następuje częściowe złykowacenie. Skład chemiczny zmienia się na skutek wypływu bądź przejścia części składników do roztworu zewnętrznego. Dodatek saletry również powoduje zachodzenie szeregu reakcji i powstanie związków, które w nadmiarze są szkodliwe dla organizmu ludzkiego. Sól powoduje odbarwienie mięsa, saletra zaś ma być czynnikiem nadającym mu powrotnie barwę właściwą. Dzieje się to przez rozkład na kwaśne sole azotowe, które wchodzą w reakcję z hemoglobiną, a powstałe związki głównie pod działaniem wyższej temperatury (w czasie gotowania) przechodzą w hemochromogen, nadający mięsu trwałe zabarwienie czerwone. Dokonywane przemiany nie są obojętne dla organizmu, bo większa ilość azotynów powoduje zmiany w krwi (methenoglobina) o charakterze trującym. Zauważono, że rozkład saletry w mięsie peklowanym przebiega o wiele wolniej i dopiero po trzech tygodniach osiąga swoją dolną granicę utrzymując się na niej przez dłuższy czas, zanim z kolei dojdzie do maksymalnej normy sanitarno-lekarskiej; natomiast przy soleniu suchym przebieg jest szybszy i może być w skutkach „jadowity". Z wymienionych powodów nieuczciwe i niebezpieczne jest dozowanie saletry „na oko", bez wagi i przekraczanie norm dopuszczonych przez rozporządzenie. Z innych zmian chemicznych wspomnimy o możliwości zaistnienia reakcji alkalicznej, która nie musi świadczyć o rozkładzie. W każdym bądź razie w takim wypadku należy towar wyłączyć z obrotu i przeprowadzić badanie, ponieważ trudno stwierdzić, czy rozpoczął się proces gnicia, czy też środowisko zasadowe jest rezultatem zachodzących . bądź nie ukończonych reakcji, które pośrednio spowodował roztwór konserwujący. Inne zmiany, jak mienienie się mięsa solonego, nie są szkodliwe i ustępują w czasie gotowania. Peklowanie systemem Morgana. Pomysł wykorzystania do konserwowania krwiobiegu poddał pierwszy Hales (1740 r.), Morgan zaś sprowadził go na tory praktyczne (1855 r.) znajdując z kolei naśladowców, którzy eksperymentując próbowali jego system udoskonalić (Toth, Fjestrup, Esypow, Bewel, Zenker, Ihnlenfeld, Scheib). Zasada sposobu Morgana polega na tym, że przez arterie krwionośne i ich rozgałęzienia, aż do kapilarów włącznie, wprowadza się do wnętrza masy mięsnej odpowiednio przygotowany roztwór solanki wraz z dodatkami. Solanka wypiera krew, wymywa ją z kapilarów i rozchodzi się po tkankach. Praktycznie wygląda to następująco. Bezpośrednio po uboju ranę się tamponuje, tuszę zwierzęcia kładzie się na plecach i w tym położeniu utrwala. Rozcina się skórę na kości piersiowej, przerębuje otwór w kierunku serca, poszerzając go klinem drewnianym do takich rozmiarów, by można było swobodnie wsadzić rękę. Po dostaniu się do serca robi się nieduże nacięcie lewej komory umieszczając w aorcie cewkę, zaopatrzoną w górnej części w kran i połączoną ze zbiornikiem roztworu konserwującego. Przygotowana solanka zostaje umieszczona na wysokości 5 — 7 m, bądź wtłaczana jest pod ciśnieniem. Po otwarciu kranu zaczyna roztwór konserwujący wędrować po tuszy, wypierając krew. Mniej więcej po 1 ½ - 2 minutach daje się zauważyć wzdęcie prawej komory serca. Wówczas robi się na niej nacięcie, którym krew początkowo tryska, później wypływa. Po upływie ca 7 — 8 minut wypływ z prawej komory się klaruje, odbarwia i upodabnia się do koloru solanki, co jest dowodem, że na miejscu krwi znalazła się solanka i że proces peklowania można uważać za skończony. Cały proces trwa 8 — 10 minut. Dopiero po upeklowaniu zdejmuje się skórę z tuszy, a po przestygnięciu przeprowadza się rozbiór i układa do zbiorników, przesypując cienką warstwą soli. Jak widać, systemem Morgana soli się mięso w całości i dzięki wykorzystaniu krwiobiegu zasolenie następuje równomiernie; poza tym mięso odznacza się prawidłowymi własnościami, jest smaczne, ma pełną wartość, ponieważ nie nastąpił ubytek składników przez ługowanie i może być przechowywane do ca 5 lat (wg doświadczeń RUM). Komisja intendentury wojskowej w Moskwie (1909 r.) na podstawie prób i badań wydała następujące orzeczenie i wskazania dotyczące peklowania wg sposobu Morgana (w zarysie): Początek procesu solenia nie powinien się zacząć później, niż 5—10 minut po uboju, ponieważ na skutek późniejszych zmian w krwi i strukturze otrzymuje się zasolenie nierównomierne, a co za tym idzie, ograniczony i nieznany okres trwałości, Najbardziej odpowiedni skład roztworu konserwującego winien wynosić: 36,5 % roztworu soli, 0,25 % kwasu fosforowego, 0,5 % saletry i 1 % cukru. Pisownia pozostawiona w oryginale. Na podstawie materiałów Kazimierza Wiśniowskiego, dla potrzeb portalu www.wedlinydomowe.pl opracował Maxell

-
Dzisiejszym jubilatom stu lat zadymiania i Wszystkiego Najlepszego.