Maxell
-
Postów
46 214 -
Dołączył
-
Ostatnia wizyta
-
Wygrane w rankingu
180
Typ zawartości
Profile
Forum
Wydarzenia
Mapa użytkowników
Sklep
Giełda
Treść opublikowana przez Maxell
-
Tradycja V. Zbiórka i wstępna obróbka skór zwierząt rzeźnych. 1955 r.
Maxell odpowiedział(a) na Maxell temat w Polska tradycja masarska
Lesniaczku, jak ją obrobię. Jeśli jednak bardzo Ci potrzebna, to mogę podesłać. -
Klarowanie masła wg Romana Smetańskiego: Konserwacja masła przez topienie polega na odparowaniu wody i oddzieleniu tłuszczu od mętnej warstwy płynu (klarowanie masła). Konserwacja masła przez topienie praktykowana jest od dawna i powszechnie w krajach wschodnich, Alpach i Szwajcarii. Topienie przeprowadza się w temperaturze nie niżej 70°C i nie wyżej 76°C nie doprowadzając do stanu wrzenia. Stwierdzono, że masło przetopione w temperaturze wynoszącej tylko 70°C i następnie odwirowane, jest trwalsze od masła przetopionego w temperaturach wyższych. Po sklarowaniu i włożeniu do naczyń (w których masło będzie przechowywane), należy masło możliwie najszybciej schłodzić lub zamrozić. Dążyć należy do osiągnięcia temperatury przynajmniej -3°C poniżej zera w rdzeniu masła. Temperaturę tę można uzyskać w ciągu około 2-3 dni w temperaturze pomieszczenia około -50 C poniżej zera i silnym krążeniu powietrza. Chłodzenie kontroluje się najlepiej termometrem — sondą. Naczynia z masłem do ochłodzenia ustawia się luźno. Roztopione masło przetrzymuje się (bez wstrząsów) w temperaturze 20—22°C przez 2 do 3 godzin, aż warstwa tłuszczu wyklaruje się, a woda i białko wraz z innymi składnikami masła osiądzie na dnie naczynia. Aby przyspieszyć klarowanie, do roztopionego masła można dodać 2—3% soli lub 0.1% kwasu mlekowego w stosunku do wagi masła. Przyspiesza to 4—5-krotnie proces osiadania i klarowania się masła. Na skutek ubytku w nim 1—2% substancji nietłuszczowych, 12—16% wody, oraz częściowo enzymów — staje się ono gorszą pożywką dla drobnoustrojów. Topienie chroni masło przy składowaniu go w temperaturze 2—4°C powyżej zera (wilgotności względnej 75—80%) przez 5—6 miesięcy, a w temperaturze 8—10°C poniżej zera, przez 12—20 miesięcy a nawet i dłużej. Według Mohra masło składowane w temperaturze 17°C powyżej zera, przez 9 miesięcy nie wykazało żadnych niepożądanych zmian a w temperaturze 0°C, składowane przez okres 2 lat dało też dobre rezultaty. Masło topione jest mniej wrażliwe na działania zewnętrzne. Pod wpływem działania wysokiej temperatury, jaką stosuje się przy topieniu, jest ono uboższe w mikroflorę od masła świeżego. Straty na wadze przy topieniu dochodzą do 20% wagi masła świeżego. Masło topione musi mieć smak, wygląd i zapach kwalifikujący je do spożycia. Zawartość tłuszczu co najmniej 96%, bez domieszki obcych tłuszczów i zanieczyszczeń ciałami obcymi, a kwasowość jego powinna wynosić do 100.
-
Wszystko jest, tylko trzeba troszkę poszukać. /topic/5230-zalewy-i-marynaty-do-dziczyzny-wg-kita/
-
Nie wnioskuję, tylko tak odebrałem niedokończoną opowieść o zajściu w markecie.
-
Kurs podstawowy nr 1/15 w Łazach, w dniach 13-15 marca 2015 r.
Maxell odpowiedział(a) na Maxell temat w KURSY - aktualne
Serdecznie zapraszam Państwa do zapisów na Kurs Podstawowy Nr 1/15 w naszej filii SDM w Łazach, który zaplanowany jest w terminie od 13 do 15 marca 2015 r. Lista chętnych do uczestnictwa w Kursie Podstawowym: 1. Rafał Góralski 2. Romuald Synak 3. Michał Kruk 4. Michał Kruk 5. Waldemar Gwiazdowski 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. Oczywiście wykładowcami są Koledzy Bagno i Dziadek. Cena kursu: 490,00 zł od osoby. W cenę wliczone noclegi, pełne wyżywienie oraz materiały i surowce do produkcji. Pokoje nowoczesne, bardzo przestronne każdy z węzłem sanitarnym. Sala dydaktyczna przygotowana profesjonalnie i wyposażona w pełni na potrzeby kursu. Duża wędzarnia stacjonarna z wózkiem wędzarniczym koło pomieszczenia technologicznego, wewnątrz budynku. W pomieszczeniu wędzarni chłodnia. Między salą biesiadną, a salą dydaktyczną kuchnia, gdzie można robić kawę i herbatę. Obiekt zapewnia pełne wyżywienie słuchaczom kursów: - piątek - obiadokolacja, - sobota - śniadanie, obiad, kolacja, - niedziela - śniadanie (produkty wykonane przez kursantów) Więcej informacji na stronie SDM - www.szkoladomowegomasarstwa.pl. , zakładka: Oferta szkoleń. Tam także należy dokonać zapisu. ZAPRASZAMY -
Jumbo, jak widzę przysłowie: "raz pod wozem, raz na wozie" w Twoim przypadku się sprawdza. Raz oni Ciebie, a raz Ty ich.
-
Jak będziesz chciał wszystkim dogodzić, to nigdy niczego nie zdziałasz. Rób po prostu swoje.
-
Część I. Wędliny surowe - technologiczne odchylenia jakości i przeciwdziałanie
Maxell odpowiedział(a) na Maxell temat w Podstawy technologii
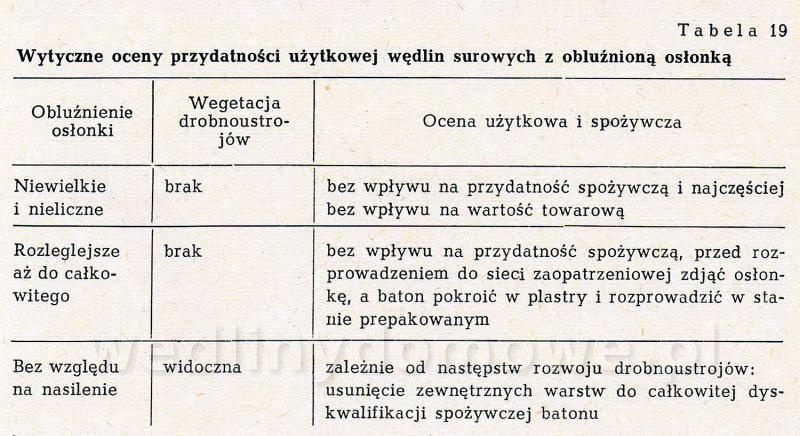
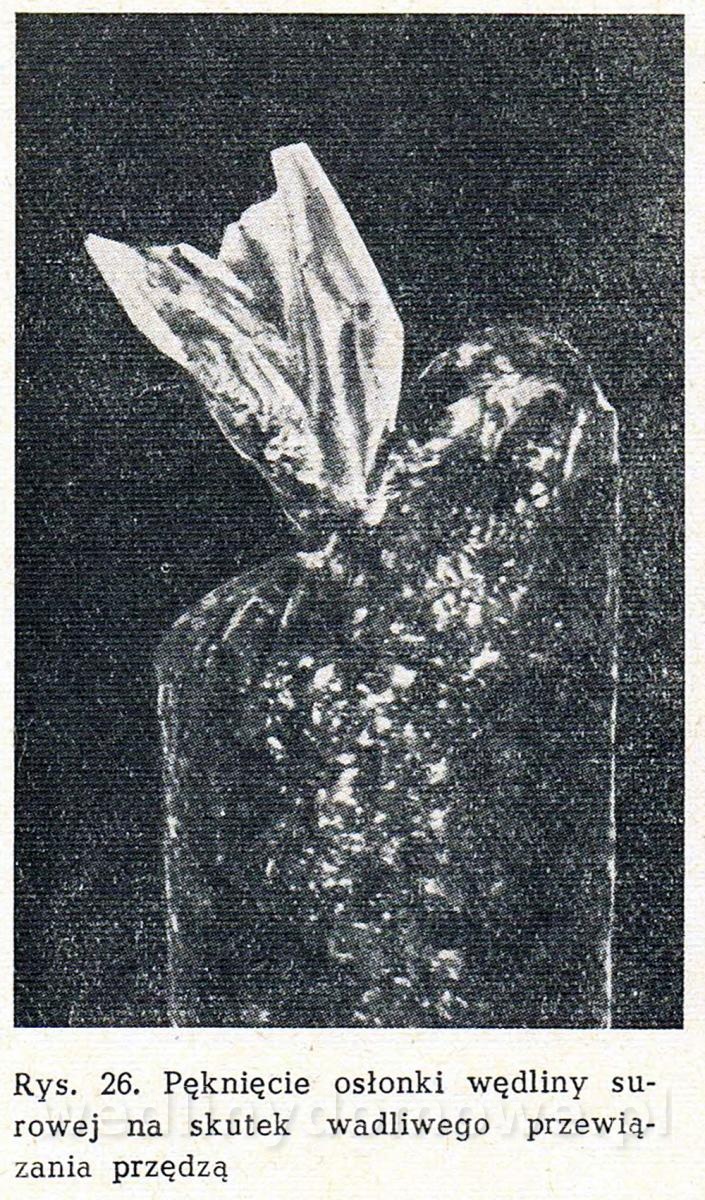
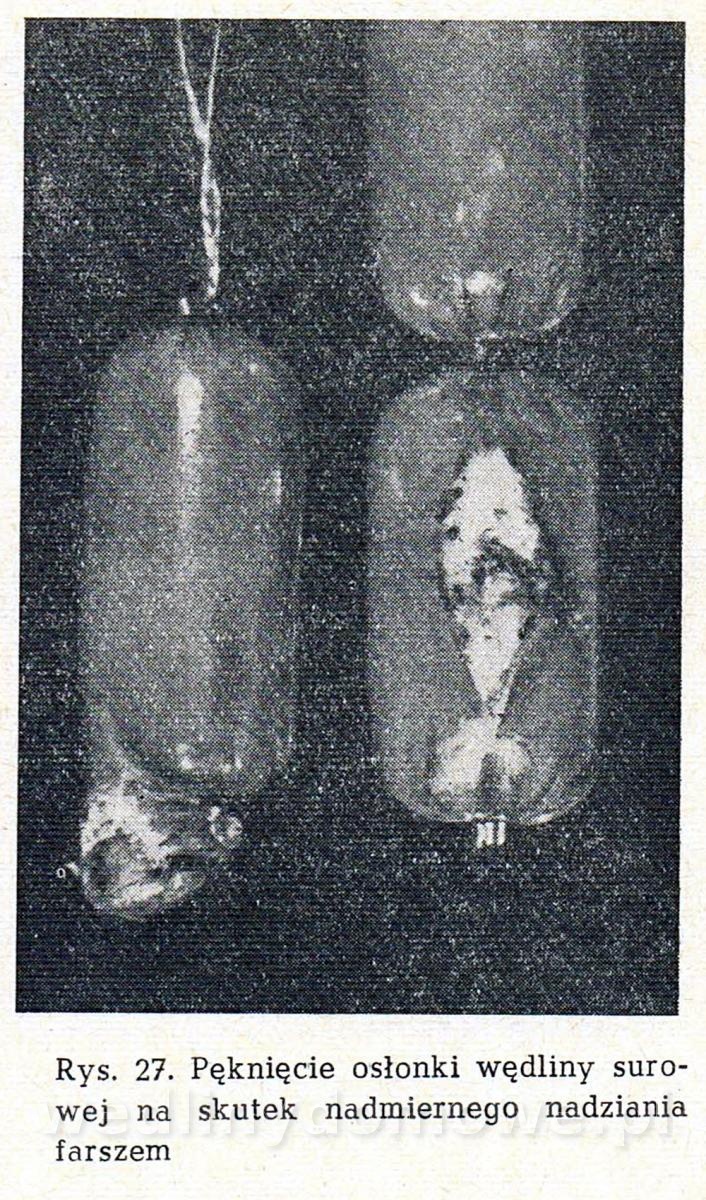
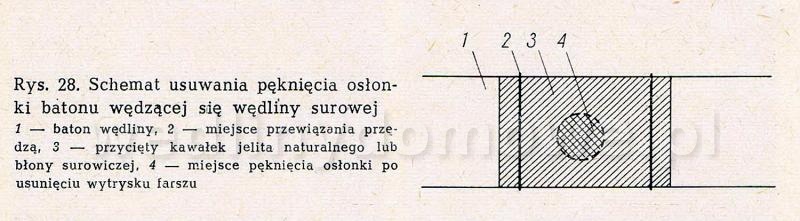
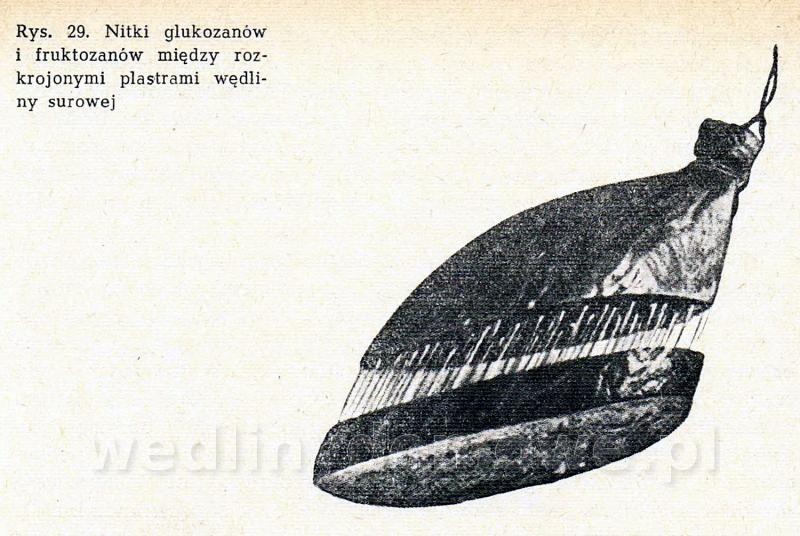
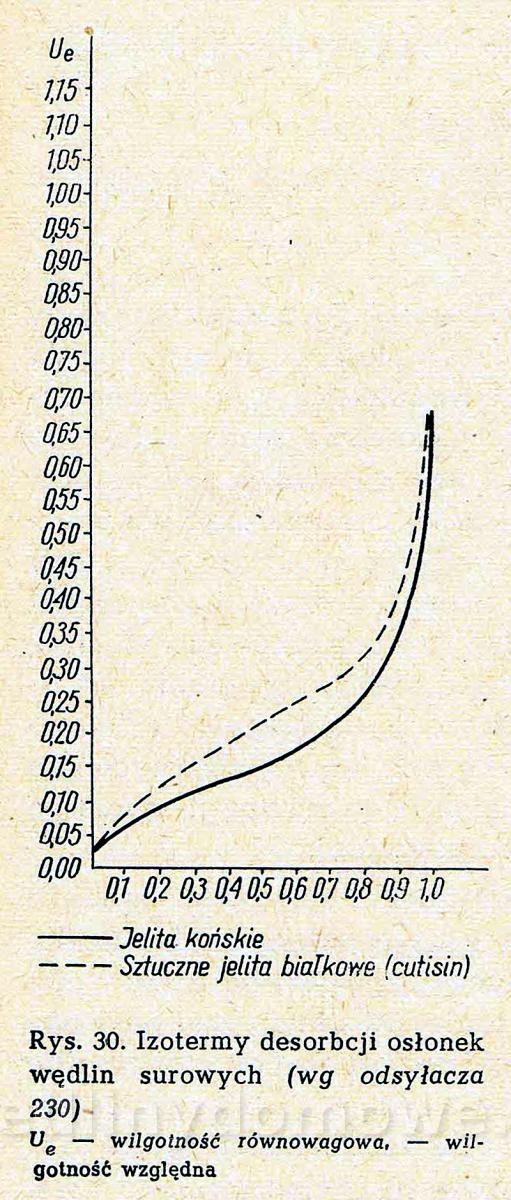
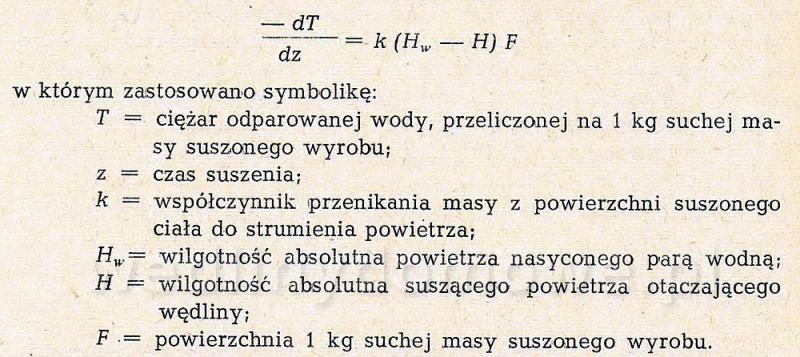
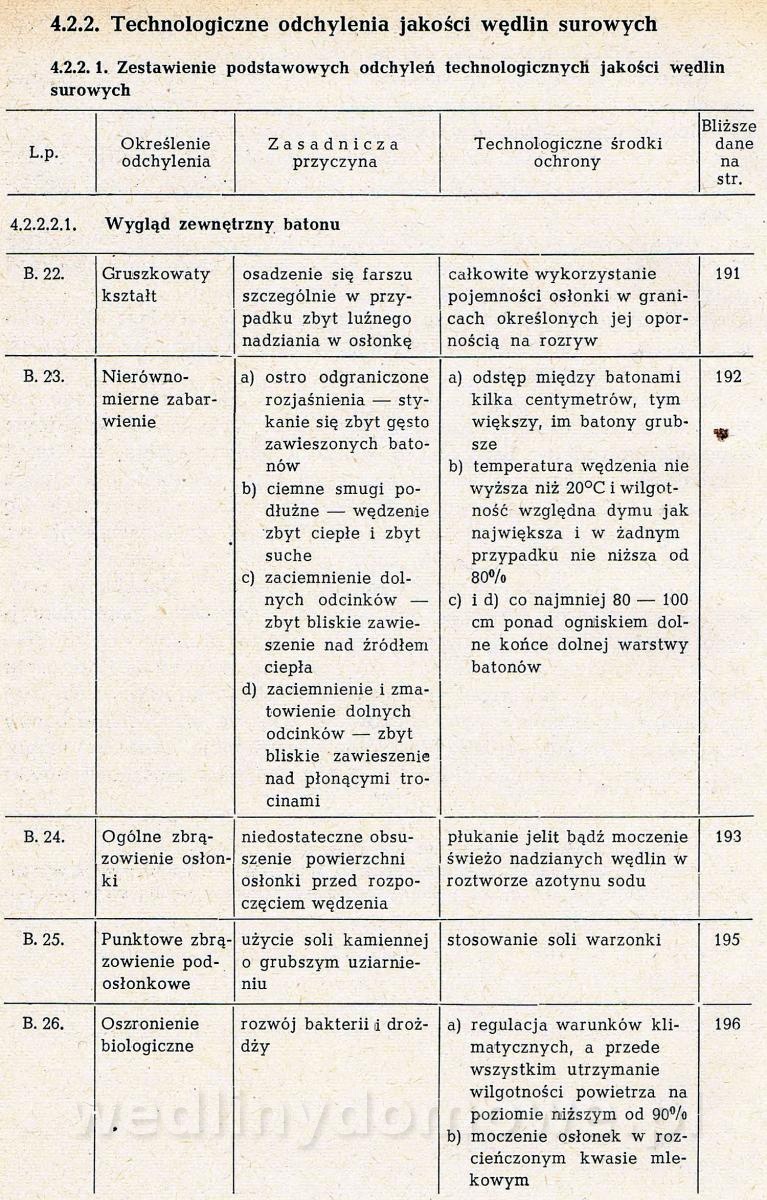
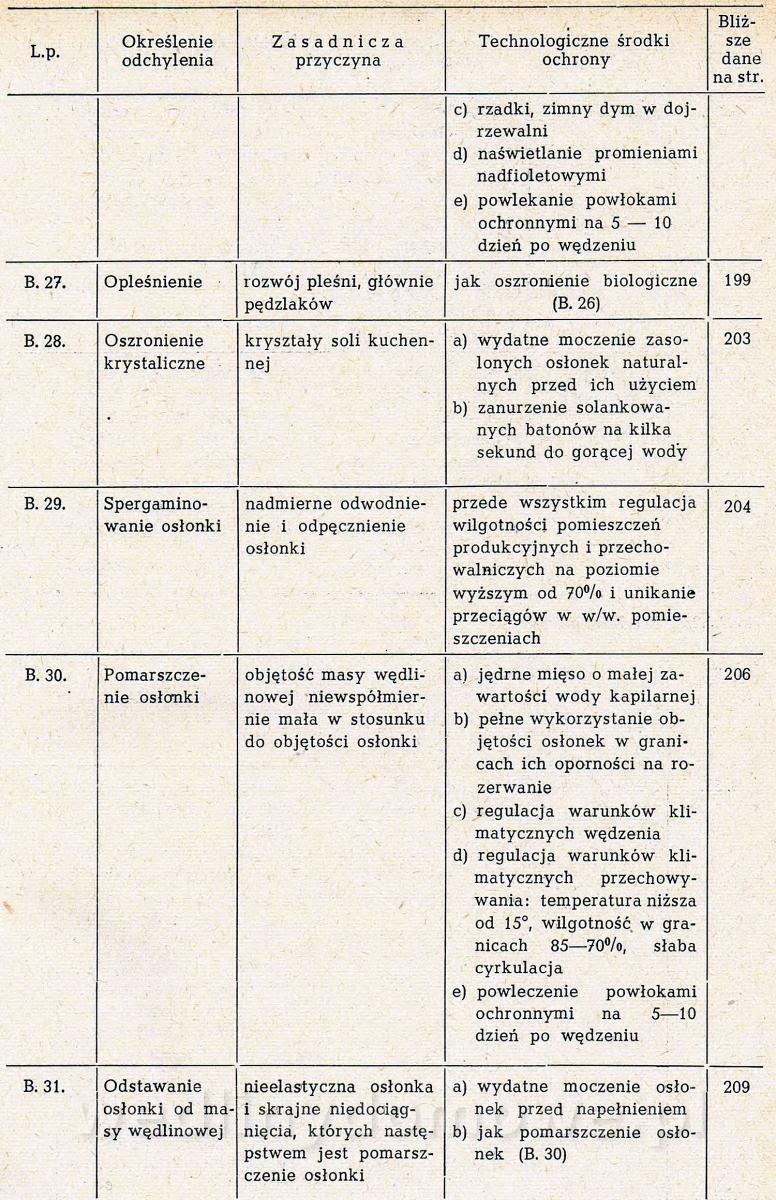
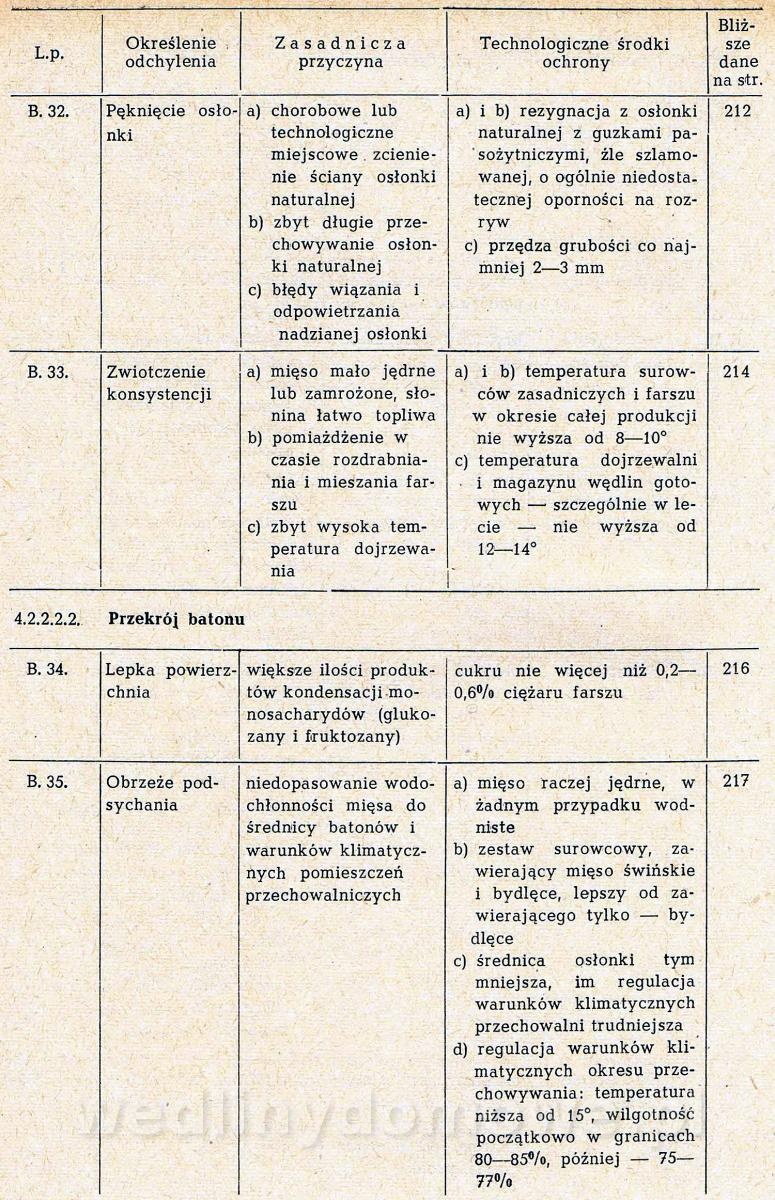
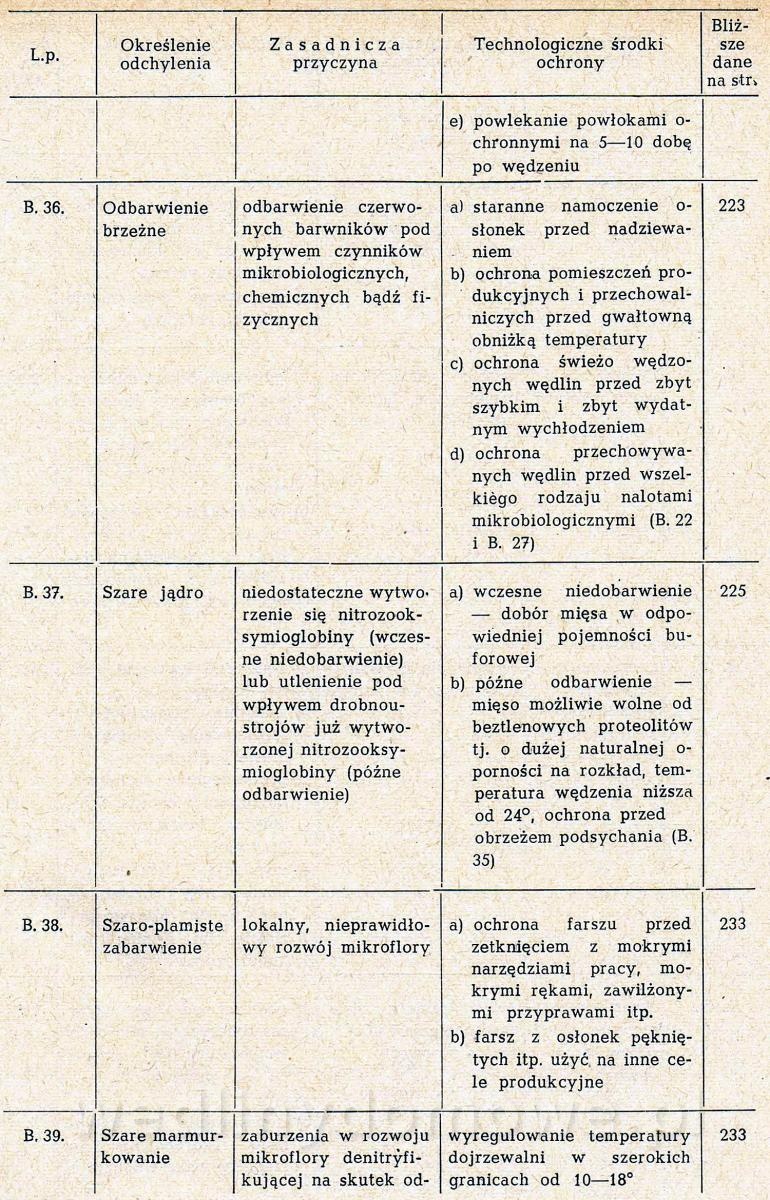
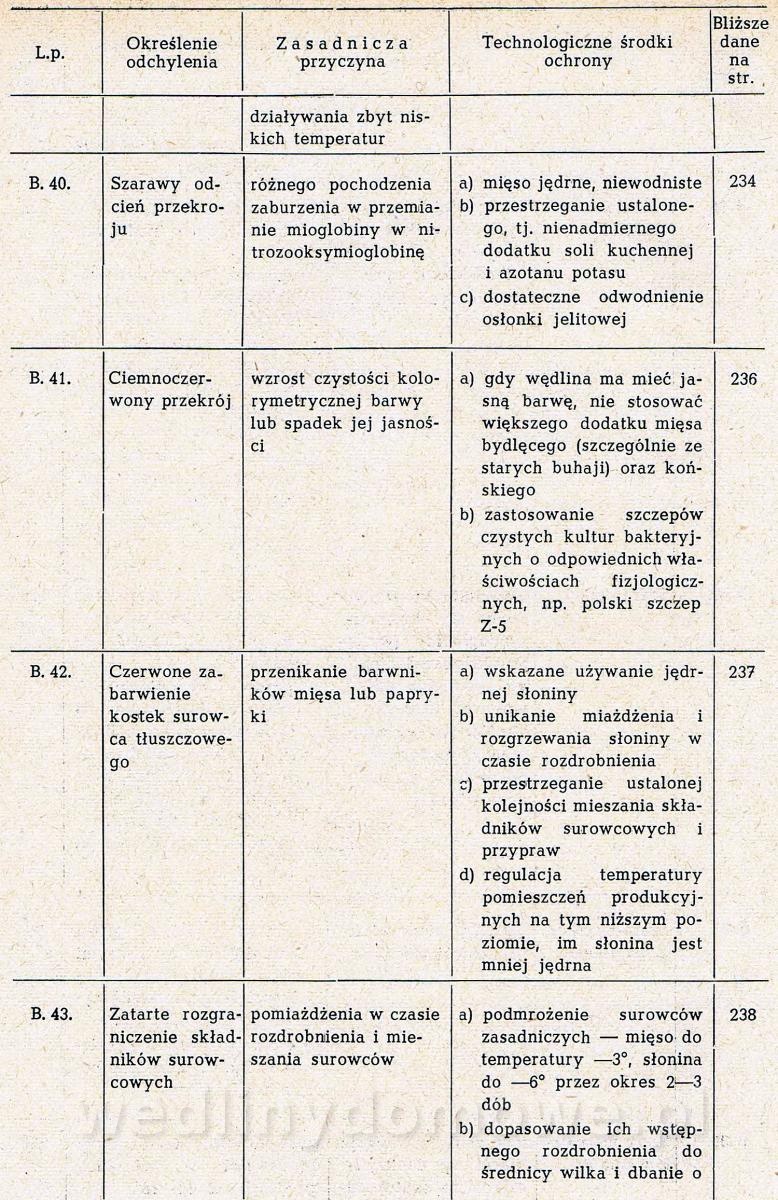
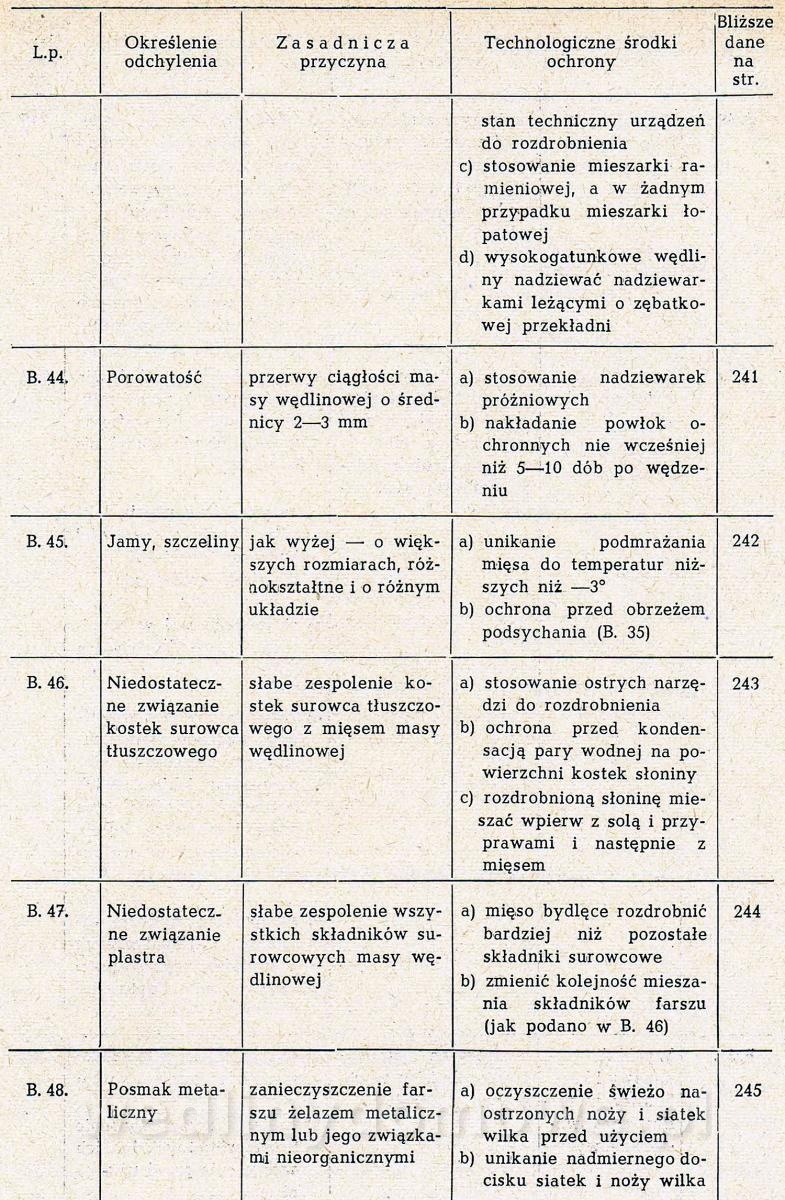
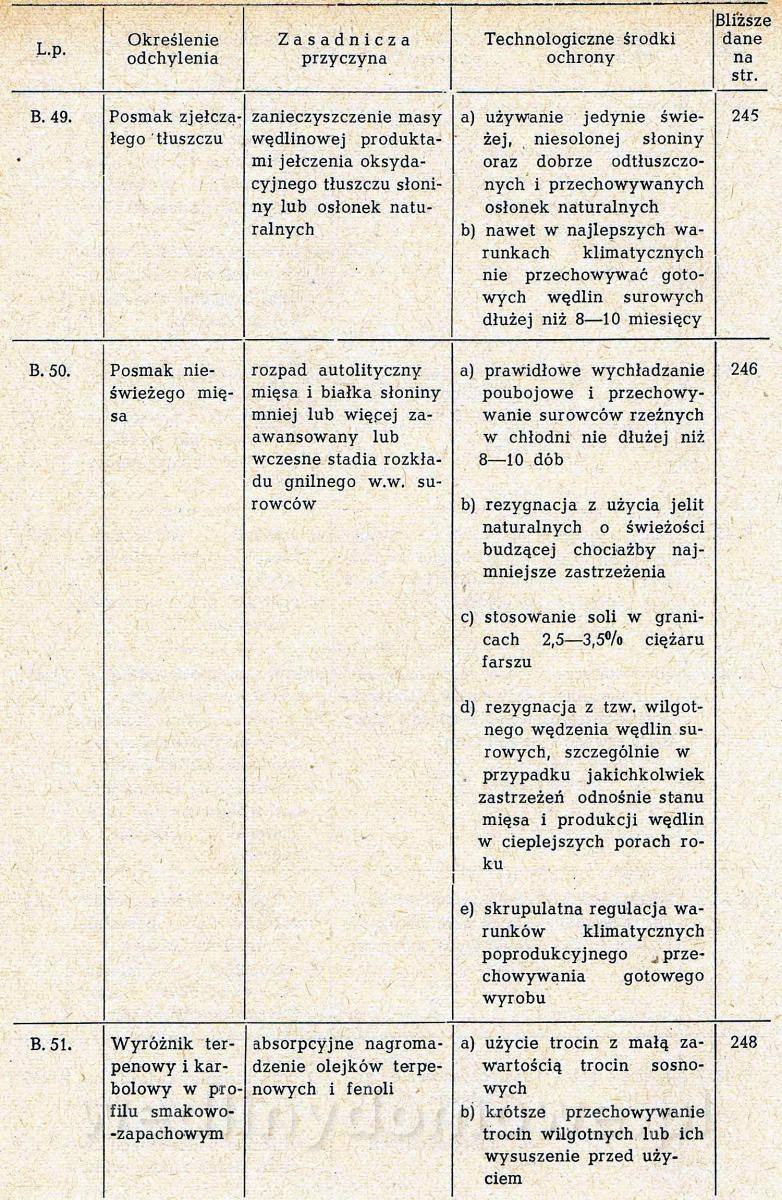
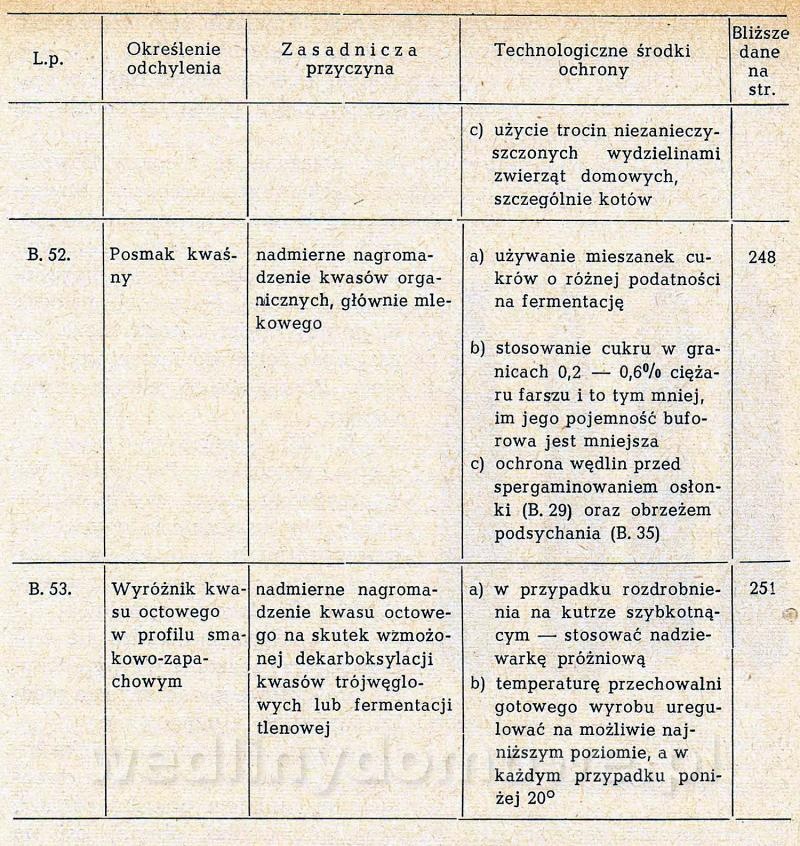
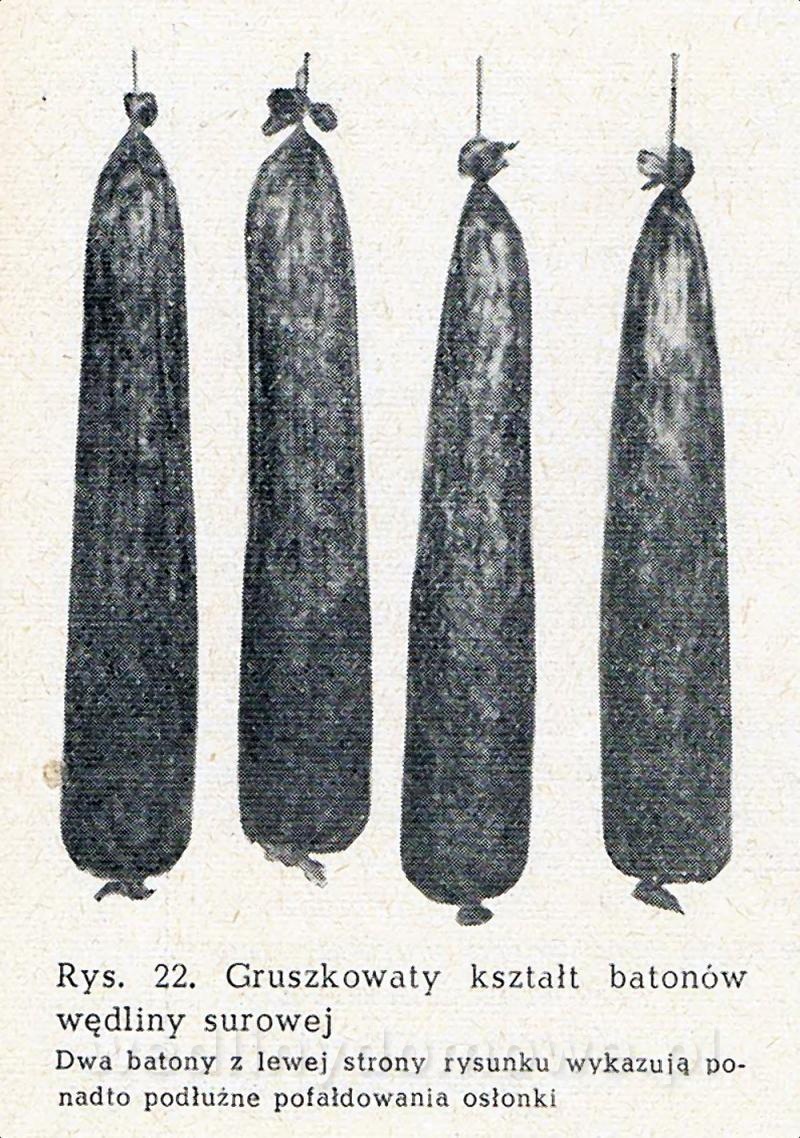
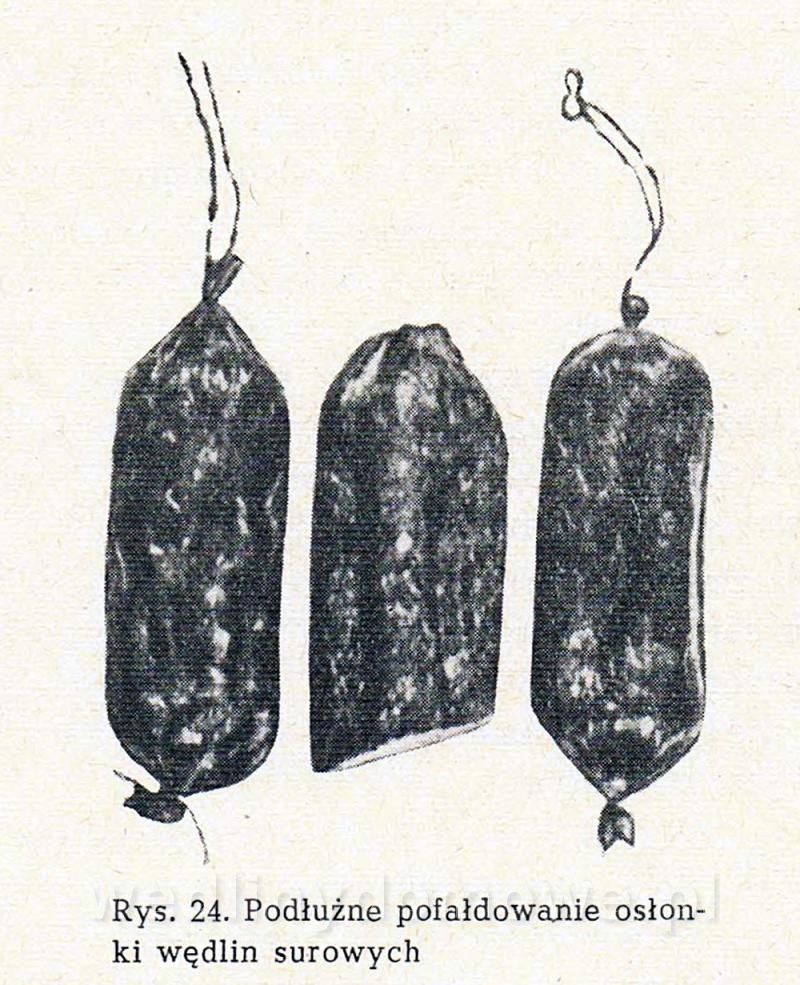
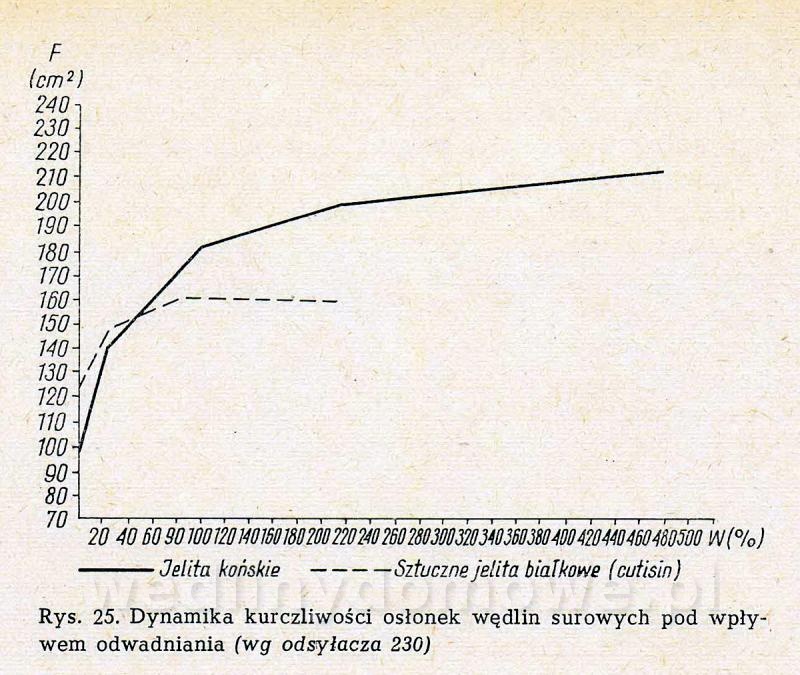
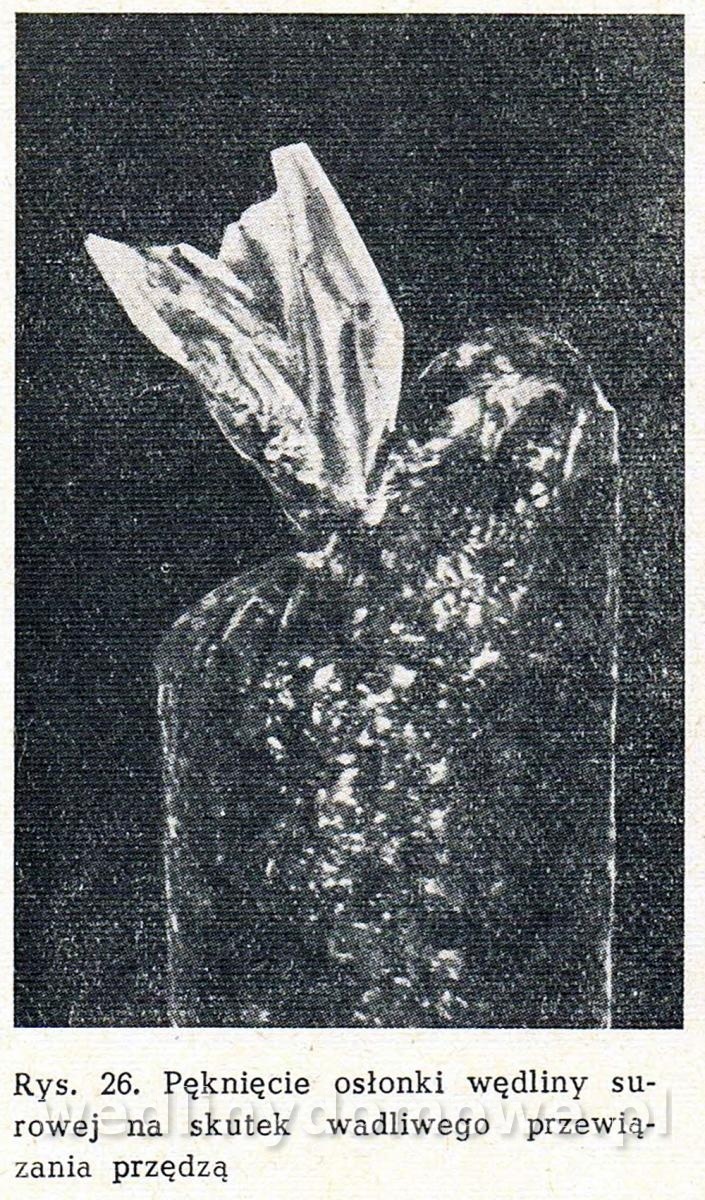
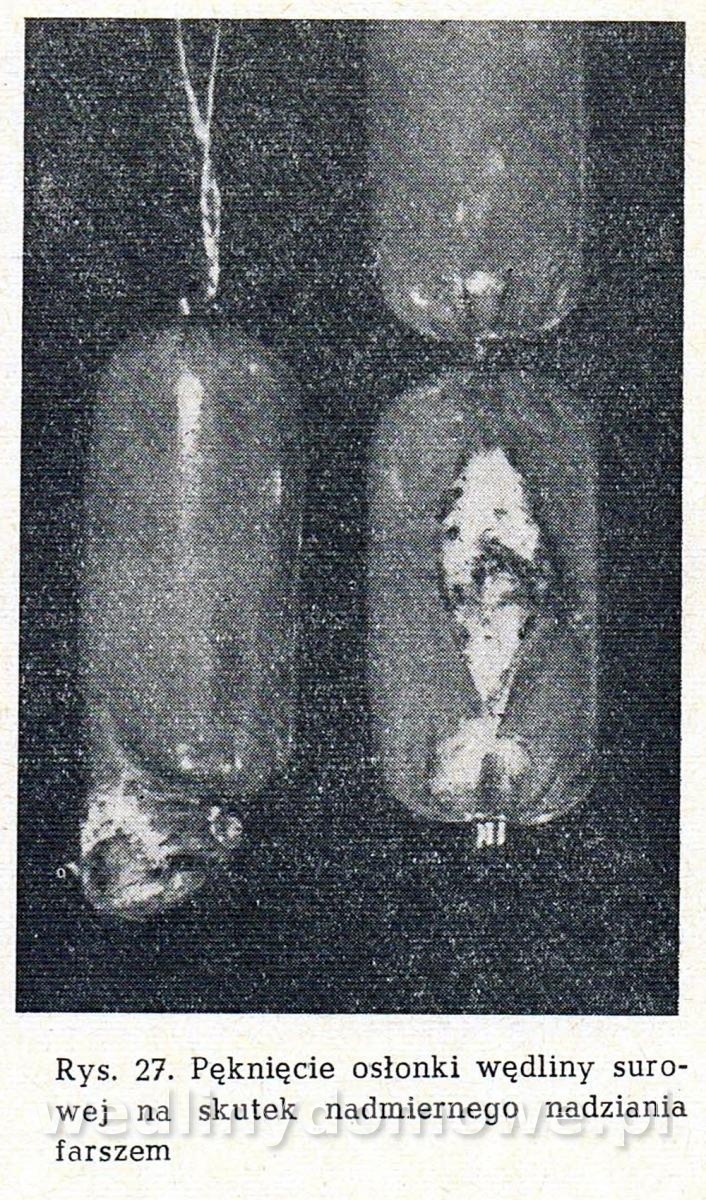
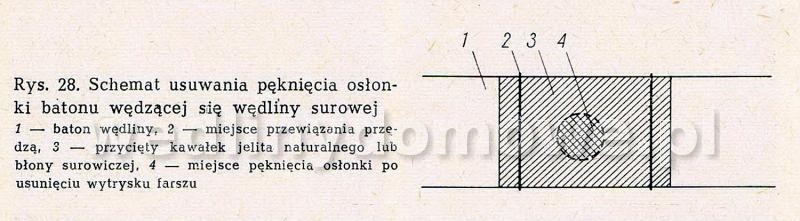
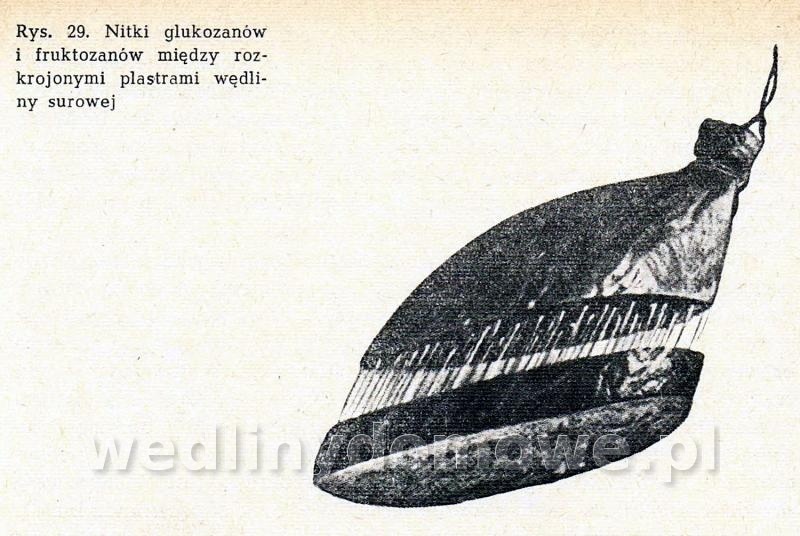
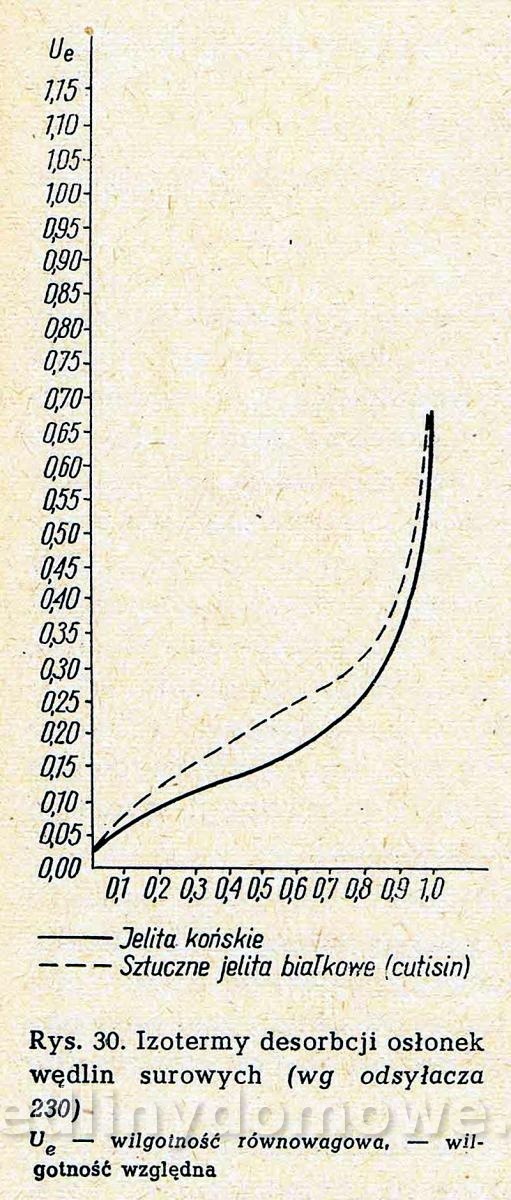
Przydatność użytkowa i spożywcza wędlin w batonach z obluźnioną osłonką jest również dość odmienna w zależności od rozmiarów powierzchni objętej odchyleniem i nasilenia wtórnych objawów wegetacji drobnoustrojów. Wytyczne oceny takich batonów przedstawia tabelka: B. 32. Pęknięcie osłonki. Pęknięcie osłonki dowodzi lokalnego przekroczenia jej oporności mechanicznej pod wpływem wewnętrznego ciśnienia, które działa na nadziany w nią farsz wędlinowy. Duża oporność mechaniczna osłonki jest w każdym przypadku nieodzownym warunkiem produkcji wędlin surowych z uwagi na technologiczną konieczność jak najlepszego wykorzystania jej objętości i sprężenie w niej farszu. Właśnie wskutek sprężenia mniejsza lub większa część farszu wytryska zawsze z pękniętej osłonki ponad powierzchnię batonu i ze strony swej powiększa rozdarcie. Przyczyną lokalnego spadku wytrzymałości mechanicznej osłonki na rozryw może być: O zcieńczenie ściany jelita naturalnego w miejscu, w którym znajdował się guzek pasożytniczy, usunięty w ramach Wstępnej obróbki; O zcieńczenie ściany jelita naturalnego w wyniku lokalnego jej rozwarstwienia i oderwania przy szlamowaniu części warstw histologicznych; O spadek kohezji cząsteczek białka w wyniku procesów autolitycznych i biologicznych (proteoliza autolityczna, rozkład gnilny, bardziej zaawansowana plamice czerwona i rdzawa, wegetacja pasożytów), które zachodzą w jelitach naturalnych długo przechowywanych w nieodpowiednich warunkach klimatycznych lub przechowywanych w pomieszczeniach nieodpowiednio do tego celu przygotowanych; O zbyt silne przewiązanie batonów przędzą cieńszą od 2—3 mm; O bardziej rozległe uszkodzenie mechaniczne przy wypuszczaniu powietrza z osłonki w czasie nadziewania jej farszem wędlinowym przy pomocy nadziewarki niepróżniowej (zwykłej) oraz O nadmierne nadzianie farszem, szczególnie osłonek przewiązanych w krótkich odcinkach w małe batony; w przytoczonych okolicznościach osłonka pęka z reguły wzdłuż długiej osi batonu w połowie jego długości. Osłonka wędlinowa pęka już w czasie nadziewania farszem bądź też najpóźniej w czasie wędzenia, kiedy to pod wpływem podniesienia temperatury farsz ulega tym większemu rozprężeniu. W czasie wędzenia pękają batony nadziane przy pomocy zwykłej nadziewarki częściej niż te, których farsz został przed nadzianiem odpowietrzony. Gdy bezpośrednią przyczyną są błędy przewiązania, osłonka pęka na końcu batonu w poprzek jego długiej osi. W wyniku miejscowych zcieńczeń lub wręcz przerw ciągłości ściany jelitowej osłonka pęka w różnych miejscach i w różnych kierunkach. Pęknięcie wzdłuż długiej osi batonu wskazuje na brak organicznych odchyleń budowy histologicznej ściany jelitowej i na bardziej wyrównane i równomierne obniżenie jej oporności na rozryw lub w ogóle na przekroczenie jej oporności mechanicznej na skutek nadmiernie wysokiego ciśnienia wewnętrznego. W ten sposób pękają z reguły osłonki sztuczne. Pęknięcie osłonki i wytrysk farszu nad jej zewnętrzną powierzchnię obniża przede wszystkim wygląd estetyczny batonu. Farsz wypchnięty z osłonki jest oczywiście ponadto narażony w większym stopniu na oddziaływanie bodźców zewnętrznych i ulega tym szybciej niepożądanym zmianom fizycznym, enzymatycznym i biologicznym. Z tego też względu następstwa pęknięcia muszą być natychmiast, tj. jeszcze w czasie procesu produkcyjnego usunięte. W tym celu wykonuje się różne zabiegi. O Gdy osłonka pękła w czasie nadziewania w miejscu przewiązania, należy ją skrócić, przewiązując prawidłowo w drugim miejscu. O Pęknięcie osłonki w czasie nadziewania poza miejscem przewiązania sznurkiem zmusza do całkowitego jej opróżnienia i zużycia farszu najlepiej na inne cele technologiczne. O Następstwa nawet stosunkowo wielkiego pęknięcia osłonki, które powstają w czasie wędzenia wędliny, dają się usunąć prawie bez śladu. W tym celu należy najpierw zciąć wytrysk farszu do poziomu niepękniętej osłonki, pęknięte jej miejsce przykryć odpowiednim kawałkiem jelita naturalnego lub jeszcze lepiej błony surowiczej (otrzewnej ściennej, opłucnej ściennej, z reguły błony surowiczej z kątnic bydlęcych), przewiązać w dwóch miejscach przędzą i ponownie umieścić w wędzarni celem dalszego wędzenia. W czasie dalszego wędzenia nałożony odcinek przysycha do osłonki tak mocno, że po odjęciu przędzy trudno nieraz rozpoznać miejsce pęknięcia. O Gdy pęknięcie osłonki zostanie zauważone dopiero po zakończeniu produkcji, trzeba uzależnić decyzję zużytkowania zmienionego batonu wędliny od rozmiarów jej zniszczenia. Zaleca się więc jeszcze w magazynie przetwórni: OO odciąć odcinek batonu wielkości, odpowiadającej rozmiarom większego pęknięcia osłonki i wytrysku farszu; OO zciąć średniej wielkości wytrysk farszu do poziomu niezmienionej osłonki bądź też OO zrezygnować z jakichkolwiek zabiegów, gdy pęknięcie jest niewielkie i słabiej widoczne. B. 33. Uplastycznienie (zwiotczenie) konsystencji. O zwiotczeniu konsystencji wędlin surowych można mówić jedynie w tym przypadku, gdy jej plastyczność jest większa od charakterystycznej i pożądanej dla danego asortymentu. Nadmiernie plastyczna konsystencja jest zatem, praktycznie biorąc, odchyleniem tylko twardych i twardszych wędlin surowych. Odchylenie to stwierdza się dopiero po upływie czasu, potrzebnego na produkcję z końcowym dojrzewaniem włącznie. Dowodzi ono nadmiernej ruchliwości poszczególnych części surowcowych względem siebie, a więc niedostatecznego ich zespolenia z sobą. Konsystencja wędlin surowych staje się nadmiernie plastyczna, gdy: O hydrofilne rodniki cząsteczek białka są przedzielone warstewką hydrofobnego tłuszczu; O na skutek postępującej desmolizy białka zaczynają tracić właściwości koloidów oraz O zabiegiem technologicznym, tj. odpowiednim nadzianiem farszu w osłonki nie ograniczy się w dostatecznej mierze możliwości przesuwania się poszczególnych kawałków rozdrobnionego surowca. Przyczyn nadmiernie plastycznej konsystencji można doszukać się w bez mała każdej fazie procesu produkcji wędlin surowych. Zwiotczała konsystencja może mianowicie świadczyć o: O użyciu do ich produkcji surowca o niedostatecznie jędrnej konsystencji, a przede wszystkim łatwo topliwej słoniny; O użyciu do produkcji mięsa zamrożonego, które w wyniku tego zabiegu utraciło część pożądanych właściwości koloidalnych, typowych dla mięsa poddanego tylko wychłodzeniu; O rozgrzaniu surowca tłuszczowego w czasie mechanicznego przygotowywania farszu, tj. rozdrabniania i mieszania; O nie dość silnym upchaniu farszu wędlinowego w osłonkę podczas nadziewania oraz O niedostatecznym przedprodukcyjnym wychłodzeniu surowców, a także o stosowaniu nie dość niskiej temperatury w całym okresie produkcji, a przede wszystkim na początku, tj. podczas wstępnego dojrzewania wędlin. Gdy do produkcji wędlin surowych używa się łatwo topliwej słoniny, wówczas bardzo szybko dochodzi do tego, że warstewka rozpłynnionego tłuszczu rozlewa się po powierzchni kawałków mięsa chudego i nie dopuszcza do wyschnięcia znajdującego się tutaj protoplazmatycz- nego żelu białkowego. Rozpłynnieniu tłuszczu takiej słoniny sprzyjają technologiczne błędy mechanicznego przygotowania farszu wędlinowego (np. pomiażdżenie, zbyt długie mieszanie) lub regulacji warunków cieplnych dojrzewalni i magazynu wędlin gotowych (zbyt wysoka temperatura). Wiadomo jednak również, że w warunkach podniesionej temperatury przebiegają intensywnie wszystkie procesy autolityczne. Jednym z ich następstw są zmiany w strukturze koloidalnej białek, dezagregacja ich cząsteczek i spadek kohezji. Protoplazma mięsa o tak zmienionej strukturze białka traci na swojej lepkości i zdolności żelowania, a jego poszczególne kawałki, nawet po odwodnieniu, zespolone są ze sobą słabo. Zerwaniu tego zespolenia sprzyja postępujące i z reguły znaczne odpęcznienie i odwodnienie białek mięsa. W praktyce zbyt plastyczna konsystencja wędlin surowych jest najczęściej wynikiem nadmiernej autolizy surowca mięsnego. Niedopuszczalność pozostałych okoliczności jest uważana najczęściej za bardziej oczywistą. Z tego też powodu zwraca się przede wszystkim na nie uwagę. Nadmiernie plastyczna konsystencja i trudności jej usunięcia, związane z autolizą surowca mięsnego, są natomiast następstwem produkcji wędlin surowych w ciepłych porach roku w warunkach pomieszczeń nieklimatyzowanych bądź niedostatecznie lub nie w pełni klimatyzowanych. Brak klimatyzacji przede wszystkim pomieszczeń produkcyjnych musi być z tego powodu uważany za podstawową przesłankę, motywującą wstrzymanie produkcji wędlin surowych w okresie lata. Wiele danych wskazuje na to, że najpoważniejszą rolę w przyspieszeniu autolizy surowca mięsnego i związanych z tym niedociągnięć produkcyjnych w zakresie konsystencji wędlin surowych odgrywa szybkość wychładzania poubojowego mięsa i warunków jego przechowywania do momentu rozpoczęcia produkcji. W związku z tym należy właśnie w ciepłych porach roku domagać się szczególnie szybkiego wychładzania półtusz po uboju oraz dalszego przetrzymywania ich w takich warunkach, aby temperatura mięsa nie podniosła się powyżej 8—10°C. Temperatura dojrzewania świeżo nadzianych wędlin powinna być również w tych okresach roku utrzymywana na granicach najniższych temperatur zalecanych, tj. na poziomie 12—14°C. Usztywnienie konsystencji wędlin surowych, których uplastycznienie spowodowane zostało nadmierną autolizą surowca mięsnego, jest dość trudne. Z reguły nie pozostaje nic innego, jak tylko prowadzić proces dalszego odwadniania w warunkach niskiej temperatury i niskiej wilgotności względnej powietrza lub też — o ile odchylenie nie jest zbyt rażące — przekazać w tym stanie do rozprowadzenia zaopatrzeniowego. W ostatnim przypadku decyzja musi być poprzedzona analizą związania wędliny na przekroju i wykluczeniem zmian profilu smakowo-zapachowego. 1.2.2.2.2. Przekrój batonu B. 34. Lepka powierzchnia. W czasie oddzielania od siebie pokrojonych plastrów wędliny surowej stwierdzić można, że ciągną się między nimi nitki lepkiego, przeźroczystego śluzu. Wędliny takie nie wykazują poza tym żadnych odchyleń barwy, profilu smakowo- -zapachowego, konsystencji itp. Niemniej jednak pokrycie przekroju śluzem musi być uważane za odbiegające od oczekiwanego, gdyż spożywca kojarzy je z ośliznięciem itp. zmianami w wyniku peptonizacji białek, która ma miejsce w czasie rozkładu gnilnego. Nitki śluzu, które ciągną się między sąsiednimi plastrami wędlin surowych wskazują, że przy ich produkcji użyto nadmiernych ilości cukru, a wśród ich mikroflory brak było większych ilości bakterii silniej zakwaszających środowisko. W tych bowiem okolicznościach monosa- charydy kondensują na gumowate i śluzowate glukozany i fruktozany. W przypadkach nadmiernego dodatku tłuszczu kondensaty monosacharydów ulegają z biegiem czasu dalszym przemianom, a opisane objawy powoli zanikają. Równolegle z tym może jednak wzrastać natężenie wyróżnika smaku kwaśnego. Lepka, pokryta śluzem powierzchnia przekroju wędliny surowej nie obniża w zasadzie jej przydatności spożywczej. Jedynie nadmierne natężenie wyróżnika smaku kwaśnego może obniżyć jej pożądalność organoleptyczną. Niemniej jednak śluz pogarsza wygląd estetyczny przekroju wędliny i może wywołać zmniejszenie popytu z obawy o ogólną wadliwość jej produkcji. Z tego też względu w celach zapobiegawczych wskazane jest ścisłe przestrzeganie dawkowania węglowodanów w czasie produkcji wędlin surowych w granicach 0,2—0,6% ciężaru farszu. Dawka ta jest zresztą różna w zależności od tego jakie cukry względnie jaką ich mieszankę dodaje się do produkowanych wędlin surowych i jaka jest buforowość ich surowca mięsnego. Wzrost tej ostatniej oraz poważniejszy wzrost ciężaru cząsteczkowego węglowodanów, stosowanych w produkcji, umożliwia podniesienie ich dawki. B. 35. Obrzeże podsychania (skorupka, obwódka podsychania). Obrzeżem podsychania nazywa się warstwę masy wędlinowej, leżącą bezpośrednio pod osłonką i odznaczającą się poważnie zmniejszoną zawartością wody. Obrzeże podsychania otacza zatem cały baton na wzór cylindra, którego ściany mają grubość kilku lub — rzadziej — kilkunastu milimetrów. Ściana tego pancerza jest mniej podatna na odkształcenia mechaniczne niż wnętrze batonu. Jest ona zatem bardziej twarda i mniej elastyczna z uwagi na coraz mniejszą ruchliwość cząsteczek białka. Jak i w innych przypadkach, ruchliwość tą ograniczają dodatkowo wiązania poprzeczne, które tworzą się między sąsiednimi łańcuchami aminokwasów (polipetydów). Z tego też powodu obrzeża podsychania mają małą zdolność ponownego uwadniania się. W miarę zbliżania się do osłonki obrzeże staje się coraz mniej pęczliwe, bardziej twarde i zbite. W odwrotnym zaś kierunku — do środka batonu — przechodzi ono bez wyraźnej granicy w niezmienioną część masy wędlinowej. O wykształceniu się obrzeża podsychania wnioskować zatem można jeszcze przed przekrojeniem batonu. Już bowiem dotykiem można stwierdzić jego niejednorodną konsystencję. Warstwa zewnętrzna jest mianowicie bardziej zbita i mniej elastyczna niż zazwyczaj, a wnętrze batonu jest natomiast bardziej miękkie i plastyczne. Wątpliwości w tym zakresie rozstrzyga przekrojenie wędliny. Obrzeże podsychania jest widoczne na przekroju batonu w postaci ciemnoczerwonej, bardziej błyszczącej i gładkiej obwódki. Pogłębienie odcienia barwy obrzeża podsychania i wygładzenie powierzchni jego przekroju jest następstwem przede wszystkim wzrostu stężenia barwników oraz odpęcznienia białek. Pierwsze ślady obrzeża podsychania stwierdza się nierzadko po przekrojeniu świeżo wędzonych wędlin. W miarę upływu czasu ich przechowywania grubość takiego obrzeża stopniowo powiększa się. Różnica procentowej zawartości wody w warstwie obwodowej i wewnętrznej, która w okresie wstępnego dojrzewania wynosi tylko kilka procent, wzrasta bowiem nierzadko w czasie wędzenia do poziomu 10— 15%. Gdy wędliny są przechowywane w warunkach pomieszczeń nieklimatyzowanych, różnica ta wskazuje początkowo tendencję do dalszego wzrostu. Obrzeże podsychania zawiera wówczas wody najczęściej 15—20% mniej, niż leżące pod nią warstwy batonu wędlin surowych. Dynamika kształtowania tych różnic zawartości wody jest w poszczególnych przypadkach odmienna. Jej efektywność zależna jest bowiem od: O zdolności chłodzenia i wiązania wody przez surowiec mięsny, użyty na produkcję wędlin; O średnicy użytej osłonki; O grubości jej ścian oraz O warunków klimatycznych wędzenia i przechowywania, tj. wyregulowania temperatury oraz wilgotności i cyrkulacji powietrza. Wymienione czynniki powodują powstanie obrzeża podsychania, ponieważ mogą wpływać na drodze dyfuzji na dynamiczną równowagę między intensywnością parowania wody z powierzchni batonu a intensywnością wyrównania ciśnienia osmotycznego w różnych jego częściach. Wszystkie te procesy są wyrazem dążności do wyrównania prężności pary wodnej w powietrzu otaczającym baton oraz pary wodnej na powierzchni batonu i w jego wnętrzu. Procesy wyrównywania tych różnic przebiegają zgodnie z zasadami parowania ciał kapilarno-porowatych. Warunek zrównoważenia dynamiki przebiegu obu zjawisk fizycznych, tj. dyfuzji i parowania nie będzie spełniony, gdy: O mięso będzie zbyt wodniste lub O bardzo wodochłonne; O wzrastać będzie udział mięsa bydlęcego w zestawie surowcowym; O wzrastać będzie średnica batonu; O spadać będzie grubość ściany osłonki wędlinowej; O wzrastać będzie temperatura i cyrkulacja powietrza otaczającego poszczególne batony; O spadać będzie jego wilgotność. O Zrównoważenie intensywności powierzchniowego parowania wody i uzupełnienia jej ubytków w drodze przemieszczania się w batonie jest utrudnione wtedy, kiedy mięso będzie zbyt wodniste, a więc będzie zawierało więcej wody kapilarnej. Szybkość parowania wody z. takiego mięsa, jak również dyfuzyjność wewnętrzna jest wprawdzie zwiększona, ale wzrost intensywności parowania w określonej temperaturze jest większy, niż wzrost wartości, charakteryzujących drugie zjawisko. Na skutek tej dysproporcji wzrostu natężenia obu reakcji obrzeże podsychania powstaje tym łatwiej, im surowiec, z którego wyprodukowano wędlinę surową, zawiera więcej wody obu wskazanych stanów związania. Ubytki, związane z bardzo szybkim parowaniem wody swobodnej i adhezyj- nej, bardzo słabo wbudowanej w cząsteczkę koloidów białkowych nie są więc po prostu zrównoważone przenikaniem wewnętrznym, mimo że jego dyfuzyjność jest większa od wody hydratacyjnej. O Skłonność do tworzenia się obrzeża podsychania obserwuje się także wówczas, gdy do produkcji wędlin surowych użyto mięsa bardzo wodochłonnego. Wobec obniżania ilości wody adhezyjnej główna część wody w takim mięsie jest związana elektrostatycznie. Wiadomo zaś; że woda związana w ten sposób ze strukturą koloidalną mięsa charakteryzuje się zmniejszoną prężnością pary i w związku z tym — mniejszym współczynnikiem ruchliwości dyfuzyjnej. Trudno ją zatem oddzielić od cząsteczki koloidalnej, a oddzielona, przemieszcza się wyłącznie jako para. Niewielką ilość wody kapilarnej takiego mięsa trudno zresztą również usunąć z ultrakapilarów z tego samego powodu, tj. obniżenia prężności pary. Usuwanie wody związanej elektrostatycznie zachodzi tylko co najwyżej w warstwach brzeżnych batonów, w których na skutek podniesienia temperatury wzrasta prężność pary przede wszystkim w ultra- porach. W takim rozumieniu peklowanie mięsa, przeznaczonego na produkcję wędlin surowych, zwiększa prawdopodobieństwo występowania obrzeża podsychania wskutek tego, że podnosi związanie wody. Wstępne podmrożenie mięsa, które w mniejszym łub większym stopniu niszczy przyżyciową strukturę koloidalną białka, jest natomiast czynnikiem, regulującym dyfuzyjność wody we wnętrzu batonu wędlin surowych. O Praktycznym wyrazem obu naszkicowanych typów zależności jest regulacja zjawiska parowania i dyfuzji poprzez regulację zestawu zasadniczych surowców. Wystarczy wskazać np., że współczynnik ruchliwości dyfuzyjnej wody w mięsie bydlęcym jest 2—3 razy większy niż mięsa świńskiego. Wędliny z takiego mięsa wysychają zatem w tych samych warunkach klimatycznych w większym stopniu niż wędliny z mięsa świńskiego. Wszelkie niedociągnięcia w regulacji warunków klimatycznych prowadzą zatem tym łatwiej do powstania obrzeża podsychania wędlin surowych. Brak uplastyczniającego działania tłuszczu świńskiego wpływa dodatkowo na usztywnienie zewnętrznych warstw ich batonów i pogłębianie różnic między ich konsystencją a konsystencją ich głębszych części. O Omawiana dysproporcja będzie zwiększać się ponadto w miarę tego, jak wzrasta grubość batonów lub maleje grubość otaczającej je ściany osłonki. Wraz ze wzrostem promienia batonu zwiększa się droga przenikania wody do jego powierzchni, rośnie zatem czas, w którym jej ubytki, spowodowane parowaniem z powierzchni, mogą być uzupełnione na drodze dyfuzji. Z tego m. in. powodu obrzeże podsychania stwierdza się rzadziej na cienkich batonach wędlin surowych. O Ze spadkiem grubości ściany osłonki wzrasta natomiast przenikliwość dla pary wodnej, co powoduje zmniejszenie jej działania izolującego masę węalinową od otoczenia. O charakterze tej zależności decyduje m. in. rodzaj tworzywa, z którego dana osłonka jest zbudowana. Izoterma jej desorpcji ma jednak zawsze kształt sigmoidalny. Kształt ten wskazuje na kolo- idalno-kapilarny charakter przenikania. O Kiedy wzrasta temperatura i szybkość cyrkulacji powietrza, otaczającego baton, spada zaś jego wilgotność, wtedy pogłębiać będzie się dysproporcja między intensywnością parowania i wewnętrznej dyfuzji wody. Matematyczna interpretacja współdziałania tych trzech czynników, określających środowisko zewnętrzne wędlin, wynika ze wzoru: Z interpretacji przytoczonej zależności wynika, że obrzeże podsychania wędliny surowej powstaje tym łatwiej, im niższa jest wilgotność absolutna otaczającego powietrza (H->O), wyższa jego temperatura (poprzez wzrost różnicy Hw — H) oraz im większy jest jego przepływ (poprzez wzrost współczynnika k). Technologiczna rola trzech tych czynników wzrasta oczywiście przede wszystkim w przypadku przetrzymywania wędlin surowych w pomieszczeniach nieklimatyzowanych. W pomieszczeniach takich rośnie bowiem częstotliwość przypadkowego i niestałego osiągania nieodpowiedniego poziomu warunków klimatycznych. Do takiego stanu mogą się przyczynić przeciągi, otwieranie drzwi, wchodzenie ludzi do pomieszczeń, nasłonecznienie przez okna itp. Batony wiszące w małych skupiskach, rzadko zawieszone bądź też znajdujące się na obwodzie większych skupisk są szczególnie narażone na występowanie obrzeża podsychania. Obrzeże to nie jest zresztą zawsze równomiernie widoczne na całym obwodzie batonu. W przypadku oddziaływania np. przeciągów jest ono bowiem silniej wykształcone na stronie nawiewnej batonu. Z przytoczonej analizy parowania ciał kapilarno-porowatych wynika, że zaburzenia w prawidłowym wyważeniu efektywności parowania i dyfuzyjności wewnętrznej możliwe są najwcześniej na początku drugiej fazy drugiego okresu suszenia wędlin surowych. Powstające w takich okolicznościach obrzeże podsychania dowodzi, że woda nie paruje z powierzchni osłonki wędlinowej, lecz z izotermicznej i izoosmotycznej płaszczyzny sorpcji i desorpcji, która jest cofnięta w głąb batonu wędliny. Przed osiągnięciem powietrza, które otacza baton, para wodna musi w związku z tym przenikać na pewnym odcinku przez zwężone pory i kanaliki obrzeża podsychania. Ponieważ prężność pary wodnej spada wraz ze zmniejszaniem się średnicy kapilarów, obrzeże podsychania jest zatem jednocześnie czynnikiem dodatkowo zwalniającym intensywność przenikania wewnętrznego fazy ciekłej i odwadniania wędliny. Fakt ten wraz z postępującym wysychaniem najbardziej obwodowych warstw obrzeża podsychania wyjaśnia zarazem pogłębiającą się różnicę między jego konsystencją a konsystencją wnętrza batonu. Obrzeże podsychania jest poważnym zaniżeniem jakości wędlin surowych, ponieważ: O utrudnia dotykową kontrolę prawidłowości ich odwadniania w czasie produkcji i przechowywania; O pogarsza wygląd estetyczny batonu na przekroju; O z. uwagi na pogłębiającą się tendencję do izolacji wewnętrznych warstw batonu i zwiększoną tym samym zawartość wody stwarza bardziej sprzyjające warunki dla rozwoju mikroflory proteolitycznej i to głównie beztlenowej i wskutek tego obniża się trwałość wędliny oraz O stwarza ponadto warunki sprzyjające wystąpieniu tzw. późnych odbarwień środkowych części batonów. Wymienione powyżej dwa ostatnie wtórne skutki obecności obrzeża podsychania ujawniają się tym łatwiej, im większe są uchybienia w zakresie: O fizjologicznego przygotowania zwierząt do uboju, O przestrzegania wymagań sanitarno-higienicznych jako tła całokształtu postępowania technologicznego, a ponadto im: O wychłodzenie poubojowe surowca jest wolniejsze, O a jego rozdrobnienie produkcyjne jest większe. Batony wędlin otoczone obrzeżem podsychania, których środkowe warstwy ulegały zmianom rozkładowym pochodzenia mikrobiologicznego, mogą okazać się nieprzydatne do spożycia. Jednym z wczesnych objawów tych zmian — obok zmian smakowo-zapachowych — jest zwiększenie się w tych warstwach zawartości porfiryn. Dyskwalifikacja spożywcza takich wędlin jest zatem związana z wtórnymi skutkami, a nie obecnością obrzeża podsychania. Niemniej jednak z obawy chociażby przed wtórnymi następstwami powinny być podjęte próby usunięcia obrzeża podsychania z. batonów. Próby te nie dają zawsze pożądanego rezultatu. Moczenie i inne próby ponownego napęcznienia białek tego obrzeża nie daje zwykle zadowalających wyników. Próby moczenia takich wędlin kończą się najczęściej odklejeniem osłonki. W zależności od okresu wystąpienia odchylenia oraz jego nasilenia można zalecić jedynie wolne, trwające dłuższy czas rozmiękczenie obrzeza podsychania przez: O zwiększenie wilgotności względnej powietrza w przechowalni do poziomu wyższego od 80—85% z jednoczesną koniecznością zapobiegania rozwojowi nalotów mikrobiologicznych na powierzchni batonów, O wyregulowanie temperatury tego pomieszczenia poniżej 15°C, O pokrycie batonów powłokami ochronnymi o jak najmniejszej przenikliwości dla pary wodnej. Niepewność skutków tego rodzaju wysiłków, podjętych w celu usunięcia następstw obrzeża podsychania, podkreśla tym większą potrzebę zastosowania zabiegów ochronnych już wówczas, gdy proces odpęczniania wędlin nie nasuwa zastrzeżeń. Wiele danych praktycznych i teoretycznych przemawia za celowością zmiennego regulowania warunków poprodukcyjnego przechowywania wędlin surowych w zależności od upływu czasu. I tak np. wskazane jest przechowywanie świeżo uwędzonych wędlin przez pierwsze 10—15 dób w temperaturze 14—15°C i wilgotności względnej 80—85%. Dopiero po upływie tego czasu można temperaturę przechowania nieznacznie podnieść (16—17°C), obniżając jednocześnie wilgotność względną powietrza do 75—77%. Potrzeba skrupulatnej regulacji warunków klimatycznych pomieszczeń produkcyjnych i przechowalniczych jest szczególnie pilna w przypadkach produkcji wędlin surowych skłonnych z innych przyczyn do nieprawidłowości wysychania (np. produkcji z mięsa wstępnie niesolonego, produkcji w grubych batonach itp.). Wstępne, krótkotrwałe pcdmrożenie surowca w temperaturze rzędu -—3—4°C musi być natomiast uważane za czynnik technologicznego regulowania intensywności wysychania w sensie podniesienia oporności wędlin surowych na występowanie obrzeża podsychania. B. 36. Odbarwienie brzeżne (odbarwienie podosłonkowe, obwodowe, odbarwione obrzeże). W przypadku wystąpienia odbarwionego obrzeża na przekroju poprzecznym batonów wędlin surowych widoczna jest warstwa, która swoją szarozielonkawą, szarobrązowawą barwą odróżnia się wyraźnie od prawidłowo przebarwionego środka batonu. Warstwa o zmienionym zabarwieniu ma zwykle kilka (1—3 mm) grubości i bez ostro zaznaczonej granicy przechodzi w niezmienioną część batonu. Omawiane odchylenie barwy stwierdzić można na batonach wędlin we wszystkich prawie okresach produkcji, a więc wkrótce po nadzianiu farszu do osłonek, jak również dopiero po ich poprodukcyjnym przechowywaniu. Przyczyną wystąpienia tego odchylenia może być: O niedostateczne odwodnienie wymoczonych osłonek wędlinowych, tj. niestaranne usunięcie wody, przylegającej do ich powierzchni; O zbyt niska temperatura i zbyt wysoka wilgotność pomieszczeń produkcyjnych i przechowalniczych; O zbyt szybkie i głębokie wychłodzenie świeżo wędzonych wędlin; O obfite naloty pochodzenia mikrobiologicznego na powierzchni wędlin połączone z ośliznięciem itp. objawami peptonizacji białek osłonki. W każdym przypadku wystąpienia omawianych zmian stwierdza się w częściach brzeżnych batonów nagromadzenie się w różnej proporcji takich związków barwnych, jak: sulfmioglobina, cholemioglobina i metmioglobina. Właściwe rozeznanie przyczyn i okoliczności, w których barwniki te gromadzą się wskazuje, że w ten czy inny sposób proces ten jest związany z zaburzeniami w prawidłowym rozwoju technologicznie pożądanej mikroflory. Obrzeże batonu o barwie innej niż czerwona wskazywać może bowiem na lokalne niedopeklowanie bądź też na wsteczne zmiany chemiczne wytworzonej już nitrozooksymioglobiny. Z pierwszą możliwością należy się liczyć, gdy świeżo nadziane wędliny wyprodukowane z mięsa wstępnie niepeklowanego, zostają odwieszone do zbyt zimnego i wilgotnego pomieszczenia. W takich warunkach klimatycznych proces przebarwienia, który, jak zwykle, rozpoczyna się w pewnej odległości pod osłonką, posuwa się tylko w głąb mniej wyziębionych części środkowych batonu. W zbyt niskich temperaturach, które oddziałują głównie na obwodowe jego części, nie rozwija się natomiast mikroflora denitryfikująca i części te nie przebarwiają się prawidłowo, pozostając nadal szare. W warunkach niskich temperatur i obniżonego ciśnienia częściowego tlenu mioglobina ulega ponadto łatwo utlenieniu do brunatnej metmioglobiny. Odbarwione obrzeże, które stwierdza się dopiero na wędzonych batonach, jest natomiast spowodowane rozwojem mikroflory rozkładu gnilnego. W tym przypadku w zmienionych częściach batonu stwierdza się przede wszystkim takie bakterie, jak: Proteus i czasami Escherichia coli. Rola pałeczek odmieńca w powstaniu odbarwionego obrzeża wędlin surowych jest związana z ich zdolnością do rozwoju w szerokim zakresie temperatur i wydzieleniem enzymu desulfhydrazy. Enzym ten powoduje stopniową redukcję grup sulfhydrolowych trzech aminokwasów, tj. cystyny, cysteiny i metioniny, w wyniku czego powstaje siarkowodór. Jak w każdym innym przypadku pod wpływem tego gazu, czerwona nitrozooksymioglobina przekształca się w zieloną sulfmioglobinę, a gdy w środowisku zawarte są inne związki redukujące niż grupy sulfhydrolowe — w cholemioglobinę. Niedostateczne odwodnienie jelit przed nadzianiem farszu wędlinowego lub też dalej posunięte objawy rozwoju mikroflory na powierzchni gotowych wędlin spełniają oczywiście rolę dodatkowego czynnika, który polepsza warunki ekologiczne rozwoju mikroflory na styku osłonki z masą wędlinową. W miarę zwiększania się populacji niepożądanej mikroflory zmiany barwnikowe posuwają się z tego miejsca coraz głębiej ku środkowi batonu.Podosłonkowa zmiana barwy wędlin surowych jest poważnym odchyleniem jakości. Obrzeże to nie tylko pogarsza w sposób zasadniczy wygląd estetyczny przekroju, lecz w odpowiednich okolicznościach może się stać punktem wyjścia podosłonkowego rozwoju mikroflory, w tym również bakterii proteolitycznych. Dalszy postęp tych zmian może wstrzymać jedynie silne wysuszenie. W każdym jednak przypadku obecność obrzeża o zmienionej barwie wskazuje na brak technologicznie uzasadnionej regulacji warunków klimatycznych w okresie produkcji i przechowywania wędlin surowych. Technologia czynności zapobiegających odbarwieniu bądź niedobarwieniu podosłonkowych części batonów wędlin surowych wynika ze zrozumienia warunków powstania tego odchylenia jakości. Czynności te są tym ważniejsze, że próby usunięcia już istniejących niepożądanych zmian barwnych nie zawsze kończą się oczekiwanymi wynikami. Prawdopodobieństwo niepowodzenia jest przy tym z reguły tym większe, im później odchylenia te powstały i im większe jest nasilenie objawów rozwoju mikroflory na powierzchni osłonek gotowych wędlin. W każdym przypadku próby usunięcia niepożądanych zmian barwy poprzedzać musi staranne doprowadzenie do porządku stanu osłonki wędlinowej, analiza stanu wędliny na przekroju i nawet badanie mikrobiologiczne. O ile brak przeciwwskazań, wynikających z tego rodzaju oceny stanu wędlin, wówczas można spróbować usunąć niepożądane zmiany przez: O włożenie wędliny na 2—3 doby do 3% solanki, która jest np. odpowiednio rozwodnioną, wielokrotnie używaną i niezmienioną zalewową solanką bekonową lub O zawieszenie wędlin na okres 3 dób w pomieszczeniu o temperaturze ok. 20°C bądź ich wędzenie w dymie o tejże temperaturze przez okres dwóch dób. W przypadku wędlin znacznie podsuszonych wskazane jest uprzednie rozmoczenie osłonki w letniej wodzie w ciągu ok. pół godziny. Po wykonaniu wybranego zabiegu należy wędliny ponownie uwędzić — jak normalnie i w możliwie krótkim czasie przekazać do obrotu zaopatrzeniowego. B. 37. Szare jądro (szare wnętrze). Pod zwyczajowym pojęciem szarego jądra rozumie się zanik czerwonego zabarwienia środkowych części batonów wędlin surowych. Na poprzecznym przekroju batonu zanik ten uzewnętrznia się w postaci szarej, szarozielonej, szaro-brązowej, rzadziej brązowej lub żółtobrązowej bądź też tylko różowo-szarej piamy. W jej zasięgu stwierdza się w zasadzie te same barwniki — pochodne utleniania mioglobiny — co w odbarwionych obrzeżach batonów.Odchylenie to przypomina zatem charakterem zmiany podosłonkowe zszarzenie, lecz różni się w sposób zasadniczy umiejscowieniem. Do wyjątkowych przypadków należy tak rozległy zanik czerwonego zabarwienia, który obejmowałby również części obwodowe batonu. W przypadku obecności omawianego odchylenia barwnego stwierdza się bowiem z reguły jednocześnie mniej lub więcej szeroki pierścień masy wędlinowej o niezmienionej barwie. Zszarzenie części środkowych batonów wędlin surowych może rozwijać się zarówno w okresie ich produkcji jak i przechowywania. W pierwszym przypadku w barwie zmienionych części stwierdza się z reguły mniejszy udział widmowy barwy zielonej. Zmianom barwy nie i lub towarzyszą najczęściej w tym okresie zmiany zapachowe ani też strukturalne masy wędlinowej. Wcześniej zauważone zmiany barwy są ze- niej wnętrznym wyrazem nieprawidłowości w tworzeniu się nitrozooksymioglobiny i utleniania mioglobiny. W odróżnieniu od tego poprodukcyjne bak odchylenia barwy środkowych części batonu dowodzą jedynie destrukcji oksydacyjnej wszystkich barwników, w tym również wytworzonej wcześniej nitrozooksymioglobiny. W ostatnim przypadku wędliny surowe są początkowo prawidłowo zabarwione. Aczkolwiek przyczyny obu typów omawianych odchyleń barwy wędlin surowych nie są jeszcze dostatecznie wyjaśnione, niemniej jednak z dużym uzasadnieniem można mówić o czysto enzymatycznym pochodzeniu pierwszych i drobnoustrojowym pochodzeniu drugich. Przytoczone fakty uzasadniają zatem technologiczną celowość odróżnienia j kier wczesnych i późnych odbarwień części środkowych batonów omawianych wędlin. Odbarwienie wczesne. Wczesne niedobarwienia są odchyleniem kier technologicznym, którego etiologię można przedstawić w różny sposób.Etiologia ta jest mianowicie odmienna w zależności od przygotowania surowca mięsnego do produkcji wędlin surowych. Gdy wędliny te produkuje się z mięsa wstępnie peklowanego, wów czas zmiany barwnikowe części środkowych ich batonów są następ- stwem szeregu przemian chemicznych, które przebiegają etapowo. Opu blikowane ostatnio prace wskazują mianowicie, że reakcja łańcuchowa przebiega w trzech następujących po sobie fazach: 1. dysocjacja nitrozooksymioglobiny NOMB -> NO + Mb 2. utlenianie mioglobiny w nadmiarze azotynu 2 HNO2 -> NO + NO2 + H2O NO + N02 + 4 Mb 2 NOMb + 2 MMb 3. powstanie zielonych porfiryn na skutek reakcji MMb + N02 -> MMb x N02 Z przytoczonego powyżej ciągu reakcji chemicznych oraz ogólnych warunków środowiskowych przemian chemicznych mioglobiny wynika, że omawiane odbarwienie wędlin surowych jest spowodowane nadmiernym ich zakwaszeniem oraz nadużyciem azotynu. Gdy nadmiar użytego azotynu jest znaczny, zielone barwniki porfirynowe mogą przekształcić się dalej i dawać osiowym częściom batonów wędlin surowych żółte lub nawet wręcz szare zabarwienie. Na przekroju wędlin surowych, wytwarzanych z mięsa wstępnie niepeklowanego, mogą również wystąpić typowe wczesne odbarwienia. Rozwój tych odbarwień jest także niezależny od procesów życiowych bakterii. Niemniej jednak wędliny takie są w zasadzie zawsze potencjalnie narażone na nieprawidłowy przebieg zmian barwnikowych. Ich proces przebarwienia rozpoczyna się bowiem w pewnej odległości zarówno od osłonki jak i geometrycznego środka batonu. Największy udział widmowy barwy czerwonej, największa długość dominującej fali świetlnej, największa wartość stosunku odbicia światła czerwonego do zielonego we wczesnych stadiach produkcji wędlin surowych z mięsa niepeklowanego wskazuje, że w tym miejscu znajdują się najlepsze oksydoredukcyjne warunki denitryfikacji azotanów i, że stąd w obu kierunkach rozpoczyna się proces przebarwiania. Wczesne niedobar- wienie środkowe wskazuje zatem na wytworzenie się wzdłuż długiej osi batonu warunków nieodpowiednich do utlenowania mioglobiny tlenkiem azotu. Wytworzenie się takich nieodpowiednich warunków zdaje się być związane przede wszystkim z niedostateczną buforowością mięsa, przeznaczonego na produkcję wędlin surowych. Gdy wyjściowa pojemność buforowa takiego surowca nie jest dostatecznie duża, wówczas kwaśne produkty fermentacji dodanych cukrów nie są w zadowalającej mierze zrównoważone i nadmiernie zakwaszają masę wędlinową. Duże nagromadzenie zdysocjowanych i nie- zbuforowanych kwasów powoduje bezpośrednio dezagregację białek, w tym również mioglobiny. Zwiększenie aktywności enzymatycznej proteinaz tkankowych wywołuje w tych warunkach podobny efekt. Ten dwuprzyczynowy rozpad mioglobiny uwarunkowany jest dostatecznie dużą szybkością nagromadzania się niezbuforowanych kwasów. Szybkość tych reakcji musi być mianowicie większa od dynamiki wytwarzania się nitrozooksymioglobiny. Wiadomo bowiem, że ten ostatni barwnik jest niewrażliwy na działanie kwasów zdysocjowanych w granicach kwasowości czynnej odpowiadającej 3,5<pH<11,2.Aby niepożądane wczesne niedobarwienie mogło się rozwinąć, rozczepienie mioglobiny musi zatem nastąpić wcześniej niż jej reakcja z tlenkiem azotu. Ta właśnie dysharmonia prędkości reakcji biochemicznych leży u podstaw wczesnych niedobarwień wędlin surowych. Reakcją sprzężoną zwrotnie z tą dysharmonią kinetyki biochemicznej jest szybszy i większy wzrost mikroflory. Ilość bakterii w wędlinach nieprawidłowo zabarwionych osiąga swój szczyt już w drugiej połowie okresu dojrzewania produkcyjnego i jest prawie dwukrotnie większa niż w wędlinach, które nie wykazują zaburzeń w procesie produkcyjnego przebarwienia. Wzrost liczbowy drobnoustrojów jest wprawdzie przejściowy, ale wystarczający, aby wytworzone przez nie kwasy wyczerpały wyjściową, małą pojemność buforową masy wędlinowej. Ponadto wśród mikroflory takich wędlin mało jest bakterii denitryfikujących azotany. W omawianych warunkach biochemicznych środowiska wczesne niedobarwienie może rozpoczynać się prawie bezpośrednio po nadzianiu farszu w osłonki wędlinowe. Wyraźne niedobarwienie części środkowych batonów pojawiają się jednak z reguły w połowie lub najdalej pod koniec okresu dojrzewania wędlin surowych. Objawy odchylenia procesu przebarwiania, powstałe w tym okresie produkcji, utrzymują się przez różnie długi czas. Objawy te ustępują najwcześniej w czasie wędzenia. Ich ślady w postaci rozjaśnienia czerwonej barwy stwierdzić można jednak nawet po dwóch miesiącach przechowywania. W tym wypadku szara barwa plam zaczyna zanikać najczęściej podczas wędzenia, albo po 2 tyg. przechowywania. W miarę upływu czasu wyraźnie maleją rozmiary rozjaśnionego bądź szarego obszaru. Przytoczone fakty wskazują zatem na częściową lub nawet pełną odwracalność omawianego odchylenia. Odwracalność ta jest zależna od nasilenia zmian wstecznych. W przypadku cofania się zmian, barwa wędliny może powrócić nawet do normy. Niepewność wyników tego samorzutnie przebiegającego procesu ustępowania zaburzeń barwnikowych podkreśla jednak tym większą celowość świadomego technicznego przeciwdziałania tym zaburzeniom. Jak dotąd brak dowodów ich powiązania z takimi czynnikami technologicznymi, jak wysokość temperatury oddziałującej w czasie chłodniczego przygotowywania surowców, ich zestaw, rodzaj i ilość dodanych cukrów oraz wysokość temperatury, stosowanej w okresie dojrzewania produkcyjnego. Najpewniejszą ochroną przed wczesnym niedobarwieniem wędlin surowych jest: O poddanie peklowaniu azotanowemu surowca mięsnego przed jego ostatecznym rozdrobnieniem i nadzianiem w osłonkę; O zastąpienie azotanowego peklowania mięsa peklowaniem azotynowym; O końcowe rozdrobnienie surowców tylko przy pomocy ostrych narzędzi tnących, a więc bez miażdżenia; O kontrola pojemności buforowej wybranego surowca mięsnego oraz O stosowanie osłonek o nienadmiernie dużej średnicy. Przeprowadzone doświadczenia naukowe wskazują że wędliny surowe w osłonkach o średnicy rzędu 60 mm nie wykazywały jakichkolwiek wczesnych niedobarwień, gdy farsz, spełniał jednocześnie dwa następujące wymagania, a mianowicie, gdy: O równoważnikowej pojemności buforowej grup kwasowych i zasadowych wyciągów wodnych ze 100 g suchej masy będzie niższa od 4,0 ml 1 n HCl oraz NaOH, zużytych na cofnięcie dysocjacji o jednostkę pH oraz O stosunek dysocjacji grup kwaśnych do zasadowych wahać się będzie w granicach wartości od 0,9 do 2,6. Wszystko to, co podnosi lub zmienia określoną w ten sposób buforowość wyciągów wodnych surowca, wskazuje na spadek stałości budowy koloidalnej mięsa, a zarazem na niebezpieczeństwo wystąpienia wczesnych niedobarwień wędlin surowych, wytworzonych z takiego surowca. Dobór surowca mięsnego według pojemności buforowej stanowi obiektywizację i teoretyczne uzasadnienie stosowanego dotąd jakościowania na potrzeby produkcji tych wędlin. Dla ochrony przed wczesnym niedobarwieniem na produkcję tę należy zgodnie z tymi wskazaniami przeznaczyć mięso: O zwierząt starszych i należących do ras mało uszlachetnionych, gdyż w ich organizmie aktywność tkankowego układu enzymatycznego jest mniejsza niż zwierząt przeciwstawnych; O ze sztuk zdrowych, w pełni sił, wypoczętych i przegłodzonych, gdyż potencjalna trwałość koloidalnej struktury ich białek jest największa; O intensywnie zabarwione na czerwono, gdyż wówczas zwiększona zawartość mioglobiny zabezpiecza wędliny z większym prawdopodobieństwem przed widocznymi skutkami dezagregacji jej cząsteczki; O o jędrnej i elastycznej konsystencji, gdyż zawiera ono mniej wody adhezyjnie związanej, a tym samym mniej wody biologicznie dostępnej, wskutek czego zwalnia się nadmiernie intensywny rozwój mikroflory kwasotwórczej. Najmniejsza pożądana pojemność buforowa mięsa nie jest wielkością stałą. Musi ona bowiem być tym większa, im wnętrze wędliny będzie więcej niedotlenione. Natlenienie wewnętrznych warstw batonu obniża m. in. wzrost jego średnicy i rozdrobnienie surowca tępymi narzędziami tnącymi. Wyciśnięty z komórek i częściowo rozpłynniony tłuszcz z tak rozdrobnionego surowca osadza się bowiem w czasie nadziewania farszu bezpośrednio pod osłonką. Jego warstwa utrudnia tym więcej normalną wymianę gazową, im jest grubsza. Z uwagi na niebezpieczeństwo nadmiernego niedotlenienia środkowych warstw przy produkcji wędlin surowych od dawna nie stosuje się osłonek o średnicy większej od ok. 10 cm. W warunkach pogłębionego niedotlenienia fermentacja dodanych cukrów upodabnia się w większym stopniu do homofermentacji. Wzrost zawartości m. in. kwasu mlekowego jest w tych warunkach intensywniejszy i bardziej wydatny, a budowa cząsteczek białka szybciej ulega uproszczeniu. Omówione zmiany środowiskowe, a głównie wzrost stężenia jonów wodorowych, nie są na tyle szybkie i wydatne, aby wywołać zaburzenia w procesach biochemicznych peklowania azotynowego. Z tego też powodu stosowanie tego peklowania zabezpiecza wędliny surowe z dużym prawdopodobieństwem przed wystąpieniem wczesnych niedobarwień. Odbarwienie późne. Dotychczasowe poglądy na etiologię późnych odbarwień wędlin surowych są zgodne co do tego, że stałą ich przyczyną są procesy życiowe bakterii. Brak jednak jednolitego poglądu na to, jakie to bakterie wywołują zmiany barwne środkowych części batonów gotowego wyrobu. Niektóre doniesienia wskazują na takie typowe bakterie proteolityczne, jak: Bac. subtilis mesenlericus, Proleus i Escherichia coli jako ich przyczynę. Nowsza analiza stwierdza natomiast, że wystąpienie tego odbarwienia wywołać mogą bakterie kwasu mlekowego, a więc typowe bakterie sacharolityczne. W pierwszym przypadku późne odbarwienie byłoby tylko jednym z objawów ogólnej proteolizy, a drugim — objawem dezagregacji mioglobiny bądź też zmian w układzie enzymatycznym środowiska, wyrażającym się m. in. obecnością desulfhydrazy i peroksydazy i brakiem katalazy bądź dehydrogenaz. Działanie desulfhydrazy jest i w tym przypadku podobne do roli, którą ten enzym spełnia w powstaniu zmian barwnikowych części obwodowych batonów wędlin surowych. Zielonkawe zabarwienie powstaje również wówczas, kiedy z powodu braku katalazy w danym środowisku wędliny nadtlenek wodoru, powstający w wyniku innych reakcji, nie zostaje rozłożony i utlenia mioglobinę. Peroksydazy przenoszą tlen z nadtlenków na jego akceptory, którymi są m. in. chromoproteidy mięsa i utleniając je, dają także analogiczny efekt zmian barwnikowych. W tym ostatnim przypadku barwniki mięsa utleniają się zgodnie z reakcją: P + H2O2 -> PH2O2 PH202 + RH2 -> R + 2H20 P = peroksydaza RH2 = chromoproteid nieutleniony, zawierający Fe++ R = chromoproteid utleniony, zawierający Fe+++ Podobne zazielenienie masy wędlinowej obserwuje się również wówczas, gdy Lactob. plantcirum nie rozkłada nadtlenku wodoru przy pomocy laktodehydrogenaz bądź dehydrogenaz związanych z flawonami. W tym przypadku duza przepuszczalność osłonki wędlinowej sprzyja powstawaniu nadtlenku wodoru i zazielenieniu kiełbasy. Przytoczona etiologia wskazuje na dominującą rolę drobnoustrojów w powstaniu późnych odbarwień wędlin surowych. Z przytoczonych faktów wynika, że potencjalnie każdy baton jest narażony na obniżenie jakości w wyniku niepożądanych reakcji chemicznych. Realność tego niebezpieczeństwa jest w każdym przypadku funkcją: O jakościowego i ilościowego zestawu mikroflory wyjściowej, tj. mikroflory surowców oraz O efektywności jej cenoanabiotycznej wymiany i trwałości nowych układów biochemicznych i mikrobiologicznych, jako następstwa zabiegów technologicznych, zastosowanych w trakcie procesu produkcyjnego. Dynamiczną równowagę technologicznie pożądanych i niepożądanych procesów biochemiczno-mikrobiologicznych przechylają na stronę tych ostatnich i doprowadzają do wystąpienia późnych odbarwień wędlin surowych następujące czynniki: O wszystkie uchylenia technologicznej prawidłowości przygotowania zwierząt do uboju, samej techniki uboju oraz poubojowego przechowywania surowców rzeźnych, które powodują wzrost ogólnego zakażenia ich bakteriami i tym samym skracają okres naturalnej oporności na rozkład gnilny; O temperatura wędzenia wyższa od 24°C; O wydatniejsze i dłużej trwające obrzeże podsychania, a więc w zasadzie okoliczności, które warunkują jego powstanie. Późne odbarwienia są zatem następstwem wieloczynnikowych reakcji przyczynowo-skutkowych. Wiele danych wskazuje jednak na to, że zasadniczym czynnikiem urealniającym ich wystąpienie są błędy w procesie wędzenia, a przede wszystkim stosowanie w tym okresie zbyt wysokich temperatur. W warunkach podwyższonych temperatur wędzenia bakteriostatyczne działanie gazowych składników pirolizy drewna i innych substancji obcych, głównie soli kuchennej, jest zbyt słabe, by zrównoważyć działanie energii cieplnej, pobudzającej rozwój wszystkich drobnoustrojów, a tym bardziej bakterii proteolitycznych. Stwierdzono np., że bakterie grupy sienno-ziemniacznej nie giną w wędlinach surowych podczas wędzenia i zaczynają rozwijać się dostatecznie intensywnie skoro temperatura wnętrza batonów przekroczy poziom 22—25°C. Tego rodzaju warunki cieplne stwarza np. tzw. wilgotne wędzenie wędlin surowych. Wędzenie tym syster- pożądane rezultaty, zarówno w zakresie skrócenia produkcji, kości wspomnianych wędlin, jedynie wówczas, gdy wyjściowa mikrobiologiczna mięsa nie nasuwa zastrzeżeń. Ocena przydatności spożywczej wędlin surowych, po przekroju których stwierdza się objawy późnego odbarwienia, jest najczęściej jednoznaczna: wędliny takie są niezdatne do spożycia. Inna ocena jest możliwa co najwyżej wówczas, gdy wśród mikroflory takich wędlin nie stwierdza się bakterii rozkładu białek, natężenie subiektywne uchwytnych zmian jest niewielkie i nie obejmuje poza barwą innych sprawdzianów jakości. Tego rodzaju uzależnienie oceny następstw późnego odbarwię od ogólnego stanu wędliny tłumaczy się tym, że ich wystąpienie poprzedzać mogą zmiany zapachu i smaku. Ostry, nieprzyjemny i tzw. drapiący smak i zapach wędlin surowych wskazuje mianowicie na wstępne fazy niepożądanych procesów, których dalszym następstwem w miarę upływu czasu przechowywania są zmiany barwy oraz przerwanie ciągłości strukturalnej (pory, szpary itp.). Tego rodzaju odchylenia profilu smakowo-zapachowego stwierdza się nierzadko w przypadku tzw. wilgotne wędzenia wędlin. Wbrew dawnym zapatrywaniom stwierdzić zatem trzeba, że usunięcie objawów późnych odbarwień wędlin surowych jest w zasadzie niemożliwe i ze względów higienicznych wręcz przeciwwskazane.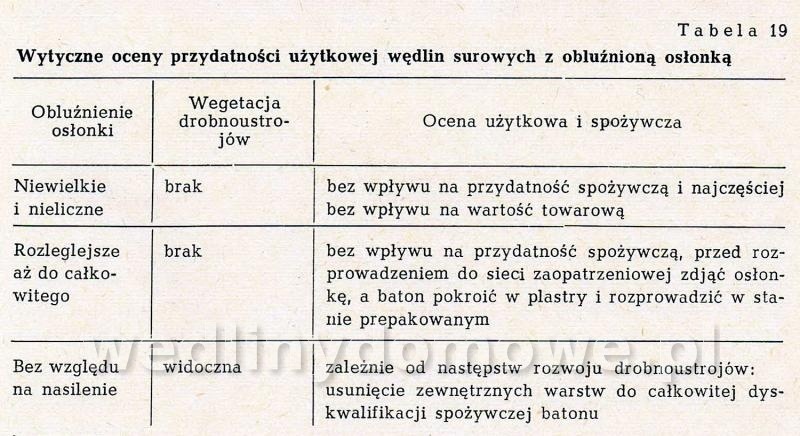
-
Zawsze najprostsze rozwiązania okazują sie najlepszymi. Chlebek z lejka wypłuczesz i po sprawie.
-
Trochę bułki lub chleba.
-
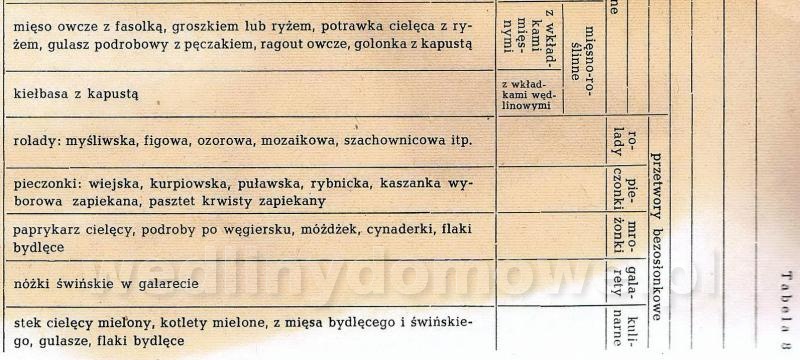
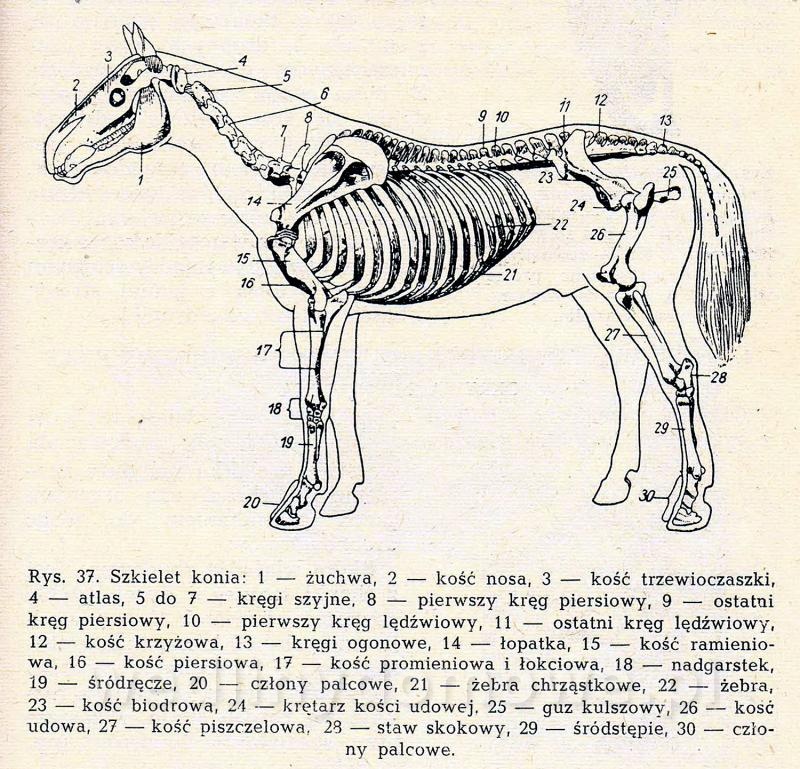
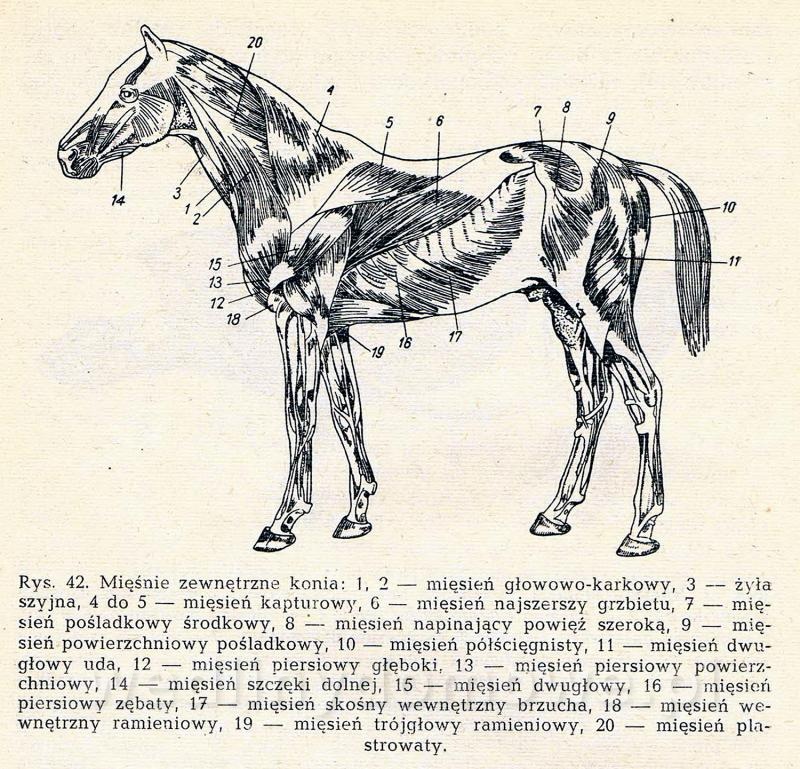
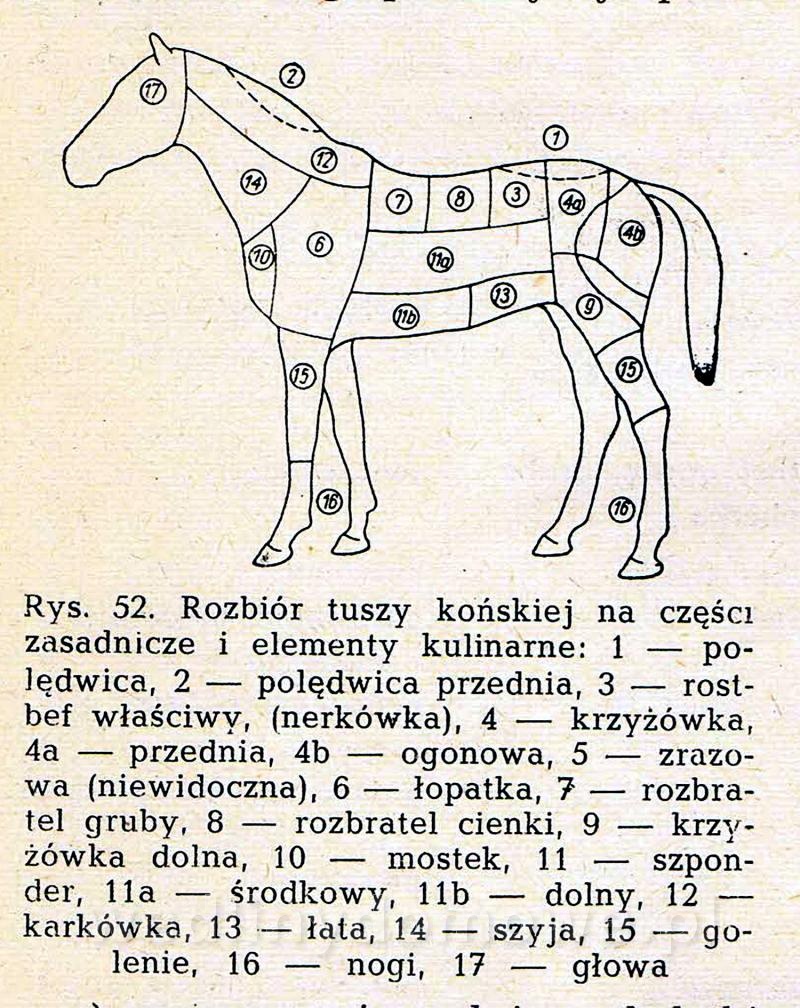
Część III. Mięso końskie - kiełbasy i wędzonki
Maxell opublikował(a) temat w Polska tradycja masarska
WĘDLINY I WYROBY WĘDLINIARSKIE Z MIĘSA KOŃSKIEGO Oryginalne salami z mięsa końskiego 1. OGÓLNE ZASADY PRODUKCJI Produkcja przetworów z mięsa końskiego ma na celu uzupełnienie i urozmaicenie szerokiego asortymentu wędlin i wyrobów z mięs oraz wykorzystanie sezonowych zwyżek podaży mięsa końskiego do celów konsumpcyjnych. W produkcji przetworów mięsnych z koniny surowcem zasadniczym jest mięso końskie, surowcami uzupełniającymi zaś - tłuszcz wieprzowy oraz mięso wieprzowe. Obowiązujące przepisy na przetwory z mięsa nie przewidują produkcji wędlin wyłącznie z mięsa końskiego, z wyjątkiem antrykotu (polędwicy). Do produkcji wędlin z koniny nadaje się mięso końskie każdego gatunku uznane przy badaniu weterynaryjnym za nadające się do konsumpcji. Do wędlin o wysokiej jakości używa się mięso ze sztuk dorosłych, lecz nie starych, dobrze umięśnionych lub mięso lepszego gatunku z części zasadniczych tusz niższej klasy. Dodatek mięsa i tłuszczu wieprzowego do przetworów z koniny wynosi 15 do 50% surowca zasadniczego. Do wędlin jakościowo wyższych stosuje się większy wymiar. Tłuszcz i mięso wieprzowe używa się w celu nadania przetworom pulchności oraz odpowiedniej wilgotności i konsystencji. Przyprawy do wędlin z mięsa końskiego stosuje się takie same jak do wędlin z mięs innego pochodzenia w celu uzyskania odpowiedniego smaku dodaje się jednak większą ich ilość. Wprowadzenie jednolitych przepisów na przygotowanie produktów oraz norm jakościowych dla przetworów z mięsa końskiego przyczyniło się do podniesienia, jakości wyrobów z tego mięsa, tym bardziej, że do produkcji wędlin końskich z reguły wykorzystuje się wyższe klasy mięsa otrzymane z rozbioru produkcyjnego (tylko pierwsze trzy klasy mięsa). W technologii produkcji gastronomicznej i wędliniarskiej z mięsa końskiego dąży się do usunięcia swoistego zapachu i smaku mięsa końskiego i podniesienia ich, jakości. Wartość smakowa wyrobów i potraw z koniny zależy w bardzo dużym stopniu od rodzaju i ilości zawartych w mięsie substancji wyciągowych rozpuszczalnych w wodzie (w tym również i glikogenu) oraz od substancji wytworzonych z białka i tłuszczu: w czasie obróbki cieplnej. Biorąc to pod uwagę można wyprowadzić, wniosek, że w celu usunięcia charakterystycznych i dlatego niepożądanych, właściwości smakowych mięsa końskiego należy: a) przeznaczać do produkcji mięso mrożone powoli, lecz rozmrażane szybko, aby uzyskać obfite wypływanie soków mięśniowych, zawierających dużą ilość substancji wyciągowych, od których zależy specyficzny posmak produktów z mięsa końskiego, b) bardzo dokładnie odtłuszczać mięso przeznaczone do produkcji; c) peklować mięso na sucho w skrzynkach, z dziurkowanymi dnami w celu lepszego odpływu soków mięsnych. W takich warunkach traci się wprawdzie stosunkowo dużo składników odżywczych, lecz zyskuje się polepszenie smaku i zapachu mięsa. Przeprowadzenie w tym kierunku doświadczeń byłoby bardzo pożądane i mogłoby dać ciekawe wyniki; przy sporządzaniu potraw i wędlin przyczyniłoby się do całkowitego usunięcia uprzedzeń osób unikających obecnie konsumpcji mięsa końskiego. Przy przygotowywaniu mięsa końskiego do produkcji zwraca się uwagę na dokładniejsze usunięcie tłuszczu niż przy produkcji wędlin z innych rodzajów mięsa. Kurowanie mięsa końskiego niedokładnie oczyszczonego z tłuszczu powoduje w większym jeszcze niż normalnie stopniu porowatość gotowego produktu powodującą skrócenie okresu trwałości. Zjawisko to powstaje ze względu na niską temperaturę topnienia tłuszczu końskiego w porównaniu do tłuszczu wieprzowego lub bydlęcego. Przestrzega się zasady, aby przy kurowaniu nie mieszać mięsa końskiego z wieprzowym, ponieważ wołowina i konina wymagają do wytworzenia lepkości innego dodatku wody. Każdy rodzaj mięsa kuruje się oddzielnie z odpowiednim dodatkiem zimnej wody, a następnie łączy razem i jeszcze raz krótko miesza w kutrze już bez dodatku wody. Mieszanie farszu może się odbywać albo ręcznie, albo w mieszarce wolnoobrotowej w celu uniknięcia tworzenia się w masie mięsnej pęcherzyków powietrznych, co wpływa ujemnie na trwałość gotowego wyrobu. Ogólne zasady wyrobu wędlin z mięsa końskiego są takie same jak wyrobu wędlin z mięsa wieprzowego, wołowego lub cielęcego. 2. KIEŁBASY TRWAŁE a. Charakterystyka, przerób, cechy towaroznawcze Do końskich kiełbas trwałych zalicza się: - kiełbasę belgijską, - kiełbasę tatarską i - salami suche. Są to wędliny sporządzane z mięsa mocno rozdrobnionego, o wydajności gotowego produktu nieprzekraczającej 64% w stosunku do ciężaru zużytego surowca. Zawartość wody w tych wędlinach nie może przekraczać 35%. W przeciwieństwie do wędlin trwałych sporządzonych z masy mięsnej, stanowiącej mieszaninę mięsa wieprzowego i wołowego, które w odpowiednich warunkach mogą być przechowywane w magazynach i punktach sprzedaży przez dłuższy okres czasu - do 6 miesięcy - i przez okres ten nie tracą własności smakowych i odżywczych, kiełbasy - belgijska i tatarska - po osiągnięciu właściwej im ususzki mogą być przechowywane tylko przez 2 - 4 tygodni, a salami może być magazynowana przez ok. 6 tygodni. Po tym okresie wędliny stają się zbyt suche i twarde, a ich wartość handlowa staje się niższa. W końcu dopuszczalnego czasu magazynowania końskie wędliny trwałe tracą na wadze ok. 8,4% ciężaru początkowego po dosuszeniu i osiągają wydajność produkcyjną ok. 55% w stosunku do ciężaru zużytego surowca. Obniżenie wydajności produkcyjnej do 55% nie powoduje jeszcze zmian wartości handlowych. Wydajność produkcyjną w wysokości 55% dla tych kiełbas trzeba uważać, jako dolną granicę, poniżej której nie należy już tych wędlin dopuszczać do obrotu. Z trzech gatunków zaliczonych do grupy wędlin trwałych kiełbasa tatarska i salami są kiełbasami surowymi, belgijska natomiast jest kiełbasą pieczoną. Kiełbasy te produkuje się z mięsa końskiego z dużym dodatkiem wieprzowiny lub tłuszczu wieprzowego. W kiełbasie tatarskiej mięso wieprzowe wraz ze słoniną stanowią 50% ogólnej surowcowej masy mięsnej, a w kiełbasie belgijskiej - 45%. Salami produkuje się wyłącznie z mięsa końskiego, z dodatkiem tłuszczu wieprzowego w ilości 15%. Jako osłonek do kiełbas trwałych używa się jelit środkowych bydlęcych; do kiełbasy belgijskiej i tatarskiej mogą być użyte również jelita cienkie końskie. Mięso przeznaczone do wyrobu kiełbas trwałych powinno pochodzić z koni młodych, być należycie ochłodzone oraz dokładnie oczyszczone z tłuszczu. Peklowanie. Przed peklowaniem jedno i drugie mięso kraje się na kawałki o ciężarze ok. 25 dkg. Mięso pekluje się na sucho mieszanką soli i saletry w ilości zgodnej z przepisem. Mięso wieprzowe i mięso końskie dokładnie miesza się z mieszanką peklującą i układa oddzielnie w basenach. Wysokość warstwy mięsa w basenach nie powinna przekraczać 20 cm. Powierzchnię mięsa wyrównuje się dokładnie. Pożądane jest, aby do peklowania mięsa końskiego pochodzącego z tusz mrożonych używane były baseny do peklowania z otworami w dnach, w celu umożliwienia odciekania soków mięsnych. Mięso końskie pekluje się przez 6 do 10 dni, a wieprzowe - przez 48 do 96 godzin najwyżej. Tłuszcz wieprzowy twardy soli się solą kuchenną bez dodatku saletry w ciągu 6 do 8 dni. Rozdrabnianie. Po zakończeniu peklowania mięso końskie i wieprzowe oraz tłuszcz rozdrabnia się zgodnie z wytycznymi podanymi w przepisie. Przy kurowaniu mięsa końskiego do produkcji kiełbasy belgijskiej dodaje się wodę w bardzo malej ilości. Mieszanie. Rozdrobnione mięso końskie i wieprzowe po dodaniu przypraw miesza się razem ręcznie do chwili dokładnego związania się całej masy, następnie dodaje się tłuszcz, pokrojony w kawałki i przygotowany zgodnie z przepisem, i ponownie miesza w celu równomiernego i dokładnego rozprowadzenia go w masie mięsnej. Napełnianie osłonek. Przy napełnianiu osłonek zwraca się uwagę na bardzo ścisłe wypełnianie jelit masą mięsa oraz na to, aby do wewnątrz jelit nie dostało się powietrze. Osuszanie. Kiełbasę w celu obeschnięcia przed wędzeniem zawiesza się na kijach wędzarniczych i umieszcza w pomieszczeniu przewiewnym o temp. ok. 10 C w ten sposób, aby batony wzajemnie nie dotykały się. Czas obsychania wędlin trwałych surowych wynosi 36 - 48 godz., a wędliny trwałej pieczonej - kiełbasy belgijskiej - ok. 2 godz. Wędzenie. Wędzenie wędlin trwałych surowych odbywa się w dymie zimnym o temp. ok. 30°C przez 4 dni (96 godz.); po wędzeniu wędliny zawiesza się w magazynie wędlin trwałych (dojrzewalni) do czasu osiągnięcia wydajności określonej przepisem. Dojrzewalnia wędlin trwałych powinna być tak urządzona, aby można było w niej za pomocą odpowiednich urządzeń wentylacyjnych zapewnić stałą temperaturę w wysokości 14 °C oraz przynajmniej 4-krotną wymianę powietrza w ciągu doby. Gotowe kiełbasy rozwiesza się w dojrzewalni tak, aby batony wzajemnie się nie stykały, a odstęp między nimi w celu zapewnienia ruchu powietrza wynosił ok. 5 cm. Kiełbasę belgijską wędzi się najpierw w dymie ciepłym o temp. ok. 45°C w ciągu ok. 1 godz. i 15 min w celu osuszenia i nadania koloru. Temperaturę dymu zwiększa się następnie do 80°C, wskutek czego następuje okres pieczenia, trwający ok. 40 min. W ciągu tego czasu temperatura wewnętrzna kiełbasy powinna osiągnąć 70°C, tj. temperaturę zapewniającą ścięcie się białka. Cechy towaroznawcze. Kształt zewnętrzny. Wszystkie kiełbasy trwałe z: koniny formowane są w batony o długości od 35 do 45 cm i o średnicy na przekroju od 50 do 60 cm. Końce batonów przewiązuje się przędzą rzeźniczą. Na jednym z końców robi się pętelkę o długości 10 -12 cm, służącą do zawieszania batonów. Barwa powierzchni - salami powinna być brązowa, jednolita z lekkim połyskiem; kiełbasy tatarskiej i belgijskiej - ciemnobrązowa z jaśniejszymi plamkami kostek tłuszczu pod osłonką. Na powierzchni dopuszczalne są lekkie naloty suchej białej pieśni. Na przekroju salami barwa mięsa powinna być ciemnoróżowa, a barwa tłuszczu - biała; na przekroju kiełbasy tatarskiej i belgijskiej barwa mięsa powinna być ciemnoczerwona, wpadająca nawet w odcień brązowy (belgijska), a barwa tłuszczu - biała, przy czym w kiełbasie belgijskiej dopuszczalny jest odcień różowy tłuszczu. Barwa mięsa szara lub szarozielona jest niedopuszczalna i świadczy o użyciu do produkcji mięsa niedopeklowanego. Ciemna obwódka widoczna wewnątrz wokół osłonki świadczy o niewłaściwym przebiegu procesu wędzenia lub dojrzewania. Smak i zapach kiełbasy tatarskiej i salami powinien być wyraźny i charakterystyczny dla wędlin wędzonych dymem zimnym, a kiełbasy belgijskiej - dymem gorącym. W kiełbasach należących do grupy wędlin trwałych przyprawy użyte do produkcji powinny być wyraźnie wyczuwalne zarówno w smaku, jak i w zapachu. Konsystencja kiełbas trwałych powinna być ścisła, przy tym salami - jędrna, a kiełbasy belgijskiej i tatarskiej - słabo elastyczna; plasterki o grubości 2-3 mm nie powinny się rozpadać. Wady dopuszczalne niedyskwalifikujące, jakości kiełbas trwałych są następujące: - batony krótsze lub dłuższe niż przewiduje norma - w ilości nieprzekraczającej 10% ogólnej ilości batonów. - batony złamane - w ilości nie większej niż 2%; batony takie w miejscu złamania muszą być równo obcięte i obwiązane papierem. - lekkie naloty białej suchej pleśni. - batony z uszkodzoną osłonką (z wytryskami) - najwyżej w 5% batonów. - na przekroju — pojedyncze pęcherze powietrzne o średnicy do 2 mm. Wady niedopuszczalne dyskwalifikujące gotowy produkt są następujące: - głębokie pofałdowanie osłonki i zabrudzenie jej tłuszczem; - nalot zielonej pleśni mokrej; - szara lub szarozielona barwa mięsa na przekroju i ciemny pierścień pod osłonką; - zapach i smak kwaśny lub inny obcy; - okopcenie lub opalenie dolnych końców batonów. b. Przepisy na wędliny trwałe Kiełbasa belgijska. W skład surowca do produkcji kiełbasy belgijskiej (na 100 kg surowca podstawowego) wchodzi: Surowiec podstawowy (w nawiasach surowiec na wersję nr 2): 1. Mięso końskie kl. I - 25 kg 2. Mięso końskie kl. II - 25 kg 3. Mięso końskie kl. III - 5 kg (55 kg) 4. Mięso wieprzowe kl. I – 8 kg 5. Mięso wieprzowe kl. II – 5 kg 6. Mięso wieprzowe kl. III – 12 kg (25 kg) 7. Tłuszcz twardy wieprzowy – 20 kg (20 kg) Razem – 100 kg Przyprawy: 1. Sól kuchenna - 2,60 kg 2. Saletra - 0,10 kg 3. Pieprz naturalny - 0,10 kg (lub ziołowy - 0,20 kg) 4. Ziele angielskie - 0,15 kg 5. Gałka muszkatołowa - 0,15 kg 6. Czosnek - 0,20 kg 7. Majeranek - 0,10 kg Osłonki: Jelita końskie cienkie i bydlęce środkowe. Sposób wykonania: Mięso końskie kl. I i mięso wieprzowe kl. I miele się przez siatkę o oczkach 14 – 16 mm. Mięso końskie klasy II w ilości 15 kg miele się przez siatkę o oczkach 8 - 10 mm; resztę mięsa końskiego kl. II i kl. III - przez siatkę o oczkach 2 mm, a następnie kutruje się z dodatkiem małej ilości wody. Mięso wieprzowe kl. II miele się przez siatkę o oczkach 8 mm, a mięso wieprzowe kl. III - przez siatkę o oczkach 6 - 8 mm. Tłuszcz twardy kraje się w kostkę o boku ok. 6 mm. Całość miesza się z przyprawami aż do osiągnięcia zwięzłej konsystencji. Wydajność gotowego produktu wynosi przeciętnie 63%; granice dopuszczalne wahań wydajności - 62 - 64%. Kiełbasa tatarska. W skład surowca do produkcji kiełbasy tatarskiej (na 100 kg surowca podstawowego) wchodzi: Surowiec podstawowy (w nawiasach surowiec na wersję nr 2): 1. Mięso końskie kl. I – 20 kg 2 Mięso końskie kl. II – 25 kg 3. Mięso końskie kl. III – 5 kg (50 kg) 4. Mięso wieprzowe kl. I – 5 kg 5. Mięso wieprzowe kl. II – 5 kg 6. Mięso wieprzowe kl. III – 15 kg (25 kg) 7. Słonina – 25 kg (25 kg) Razem – 100 kg Przyprawy: 1. Sól kuchenna - 2,80 kg 2. Saletra - 0,10 kg 3. Pieprz naturalny - 0,15 kg (lub ziołowy - 0,20 kg) 4. Ziele angielskie - 0,20 kg 5. Gałka muszkatołowa - 0,10 kg 6. Czosnek - 0,30 kg Osłonki: Jelita końskie cienkie i bydlęce środkowe. Sposób wykonania: Mięso końskie i wieprzowe miele się przez siatkę 2 - 3 mm, a słoninę kraje się na kostkę o boku 4 mm. Wydajność gotowego produktu wynosi przeciętnie 63%; granice dopuszczalne wahań wydajności - 62 - 64%. Salami suszone. W skład surowca do produkcji salami (na 100 kg surowca podstawowego) wchodzi: Surowiec podstawowy: 1. Mięso końskie kl. I jasne – 85 kg 2. Tłuszcz wieprzowy twardy – 15 kg Razem – 100 kg Przyprawy: 1. Sól kuchenna - 2,8 kg 2. Saletra - 0,10 kg 3. Pieprz naturalny - 0,10 kg 4. Gałka muszkatołowa - 0,05 kg 5. Cukier - 0,10 kg 6. Rum lub arak – 0,20 l Osłonki: Jelita bydlęce środkowe. Sposób wykonania: Mięso końskie miele się przez siatkę 2 mm; nie kutruje się go. Tłuszcz twardy kraje się w kostkę o boku 2 mm. Wydajność gotowego produktu wynosi przeciętnie 60%; granice dopuszczalne wahań wydajności — 58—62%. 3. KIEŁBASY PÓŁTRWAŁE a. Charakterystyka, przerób, cechy towaroznawcze Do kiełbas końskich półtrwałych zalicza się kiełbasy; - górską, - turystyczną, - gorzowską, - kabanosy i - metkę. Pierwsze cztery są to kiełbasy pieczone; metka jest kiełbasą surową. Wydajność tych kiełbas waha się od 84 do 90% w stosunku do ilości użytego surowca mięsnego, z wyjątkiem kabanosów, których wydajność nie może przekraczać 74%. Zawartość wody nie może przekraczać 60%, w kabanosach - 49%. Surowcem do produkcji jest mięso końskie oraz tłuszcz i mięso wieprzowe w ilościach zgodnych z obowiązującym przepisem. Mięso końskie przeznaczone do produkcji kiełbas półtrwałych powinno pochodzić z koni dorosłych, dobrze umięśnionych; do metki można użyć również mięso ze sztuk młodych. Mięso powinno być dokładnie wytrybowane, pozbawione tłuszczu i ścięgien oraz należycie ochłodzone. Mięso może być świeże albo mrożone. Obecnie coraz częściej stosuje się mięso końskie mrożone (ze względu na mniejszą zawartość w nirn soków mięsnych oraz na bardziej racjonalne wykorzystanie dużych sezonowych podaży surowca). Surowcem uzupełniającym jest twardy tłuszcz wieprzowy w ilości od 15 do 25%. Przy wyrobie kabanosów dodaje się również mięso wieprzowe IV klasy. Jako osłonki używane są jelita cienkie końskie, jelita wiankowe (cienkie bydlęce), jelita sztuczne, a do kabanosów — jelita baranie. Mięso końskie bez kości przeznaczone do produkcji wędlin półtrwałych kraje się ręcznie na kawałki wielkości 5—6 cm, lub rozdrabnia na wilku przez szarpak. Tłuszcz kraje się ręcznie na kawałki tej samej wielkości. Peklowanie. Rozdrobnione mięso końskie pekluje się metodą suchą - mieszanką soli i saletry w ilościach przewidzianych przez przepis układając je w basenach warstwami grubości do 20 cm. Powierzchnię warstwy wygładza się i wyklepuje. Tłuszcz pekluje się tylko solą - bez saletry. Zapeklowane mięso i zasolony tłuszcz pozostawia się na okres 3—5 dni w peklowni, w której temperatura nie powinna przekraczać 8°C. Mięso wieprzowe przeznaczone do produkcji kabanosów pekluje się przez czas 24 - 48 godz. Mięso i tłuszcz przeznaczone do produkcji metki pekluje się przez okres ok. 8 - 12 godz. Rozdrabnianie. Po zakończeniu procesu peklowania mięso rozdrabnia się w wilku przy zastosowaniu siatki o odpowiednich wymiarach otworów. Tłuszcz kraje się ręcznie lub maszynowo w kostkę o boku 4 - 5 mm. Część mięsa kutruje się z dodatkiem zimnej wody o temp. do 4°C z dodatkiem lodu zdatnego do konsumpcji, mocno rozdrobnionego. Ilość wody wynosi ok. 2 l na 100 kg masy kutrowanej. Kutruje się do czasu uzyskania należytej lepkości masy. W czasie kutrowania dodaje się przyprawy w ilościach ustalonych przepisem: Do przygotowania masy mięsnej przeznaczonej na metkę mięso końskie i tłuszcz wieprzowy miele się w wilku, a następnie kutruje. Przy kutrowaniu mięsa na metkę tłuszcz dodaje się od razu, natomiast nie dodaje się wody; uważa się, aby w czasie kutrowania masy mięsnej mięso nie zagrzało się i aby białko nie ścięło się; mieszania masy kutrowanej dokonuje się tylko w przypadkach, gdy surowiec był kutrowany partiami, w celu uzyskania masy o jednolitej konsystencji. Mięsa i tłuszczu przeznaczonych do produkcji kabanosów nie kutruje się. Przy produkcji wędlin półtrwałych pieczonych masę wykutrowaną oraz masę zmieloną w wilku przez siatkę o oczkach 8 mm miesza się ręcznie lub maszynowo na mieszarce wolnoobrotowej aż do uzyskania związanej masy; następnie dodaje się do masy pozostałe składniki mięsa oraz tłuszcz i miesza się dalej aż do równomiernego rozprowadzenia wszystkich rodzajów mięsa i tłuszczu w całej masie jak również do osiągnięcia właściwej konsystencji. Nadziewanie. Przygotowaną masę wrzuca się do nadziewarki tak, aby do wnętrza masy nie dostało się powietrze, napełnia się osłonki i formuje w odpowiednie batony lub wianki. Kiełbasy po uformowaniu zawiesza się na kijach wędzarniczych i umieszcza w miejscu chłodnym i przewiewnym na okres ok. pół godziny w celu osuszenia osłonek i równomiernego osadzenia się masy mięsnej w osłonkach. Osłonki nakłuwa się, aby uniknąć tworzenia się pęcherzyków powietrza; w kabanosach nakłuwa się tylko miejsca, w których powstały pęcherzyki. Batony metki wiesza się w pomieszczeniu o temp. ok. + 8 °C na 2 doby w celu dojrzewania farszu i obsuszenia osłonek. Wędzenie kiełbas półtrwałych pieczonych - górskiej, turystycznej i gorzowskiej - przeprowadza się w trzech fazach. Dla kiełbas turystycznej i gorzowskiej stosuje się następujące warunki: Pierwsza faza - wędzenie w dymie ciepłym - trwa do pół godziny i ma na celu osuszenie i nadanie koloru kiełbasom. Druga faza - pieczenie - trwa ok. 45 min; temperatura dymu powinna wynosić ok. 85°C, a temperatura wewnątrz kiełbas - dochodzić do 70°C, co zapewnia ścięcie się białka. Trzecia faza - trwająca ok. 15 min ma na celu równomierne dosuszenie całej partii wędzonych kiełbas i jest przeprowadzana w temperaturze niższej. Przy wędzeniu kiełbasy górskiej stosuje się te same warunki, jednak czas trwania drugiej fazy wynosi ok. 60 min, a trzeciej - 30 min. Zawieszając kiełbasy w wędzarni dopilnowuje się, aby komora wędzarnicza była już ogrzana i aby poszczególne batony lub wianki nie stykały się ze sobą. W czasie wędzenia zwraca się uwagę, aby nie opalić dolnych końców kiełbas. Fazy wędzenia kabanosów są następujące: 1 - osuszenie produktu w temp. 50°C w ciągu 25 min, 2 - nadanie koloru dymem ciepłym o temp. 40°C w ciągu 40 min i 3 - pieczenie w temp. ok. 80°C dymem gorącym w ciągu 25 min Po wyjęciu kiełbas z wędzarni studzi się je w przewiewnym i chłodnym pomieszczeniu do czasu uzyskania wewnątrz kiełbas temp. poniżej 18°C (temperatury otoczenia). Kabanosy po wystudzeniu zawiesza się ponownie w gorącej komorze po wygaśnięciu ognia na okres 10 godz. Po ponownym wędzeniu kabanosy wiesza się w magazynie suchym i przewiewnym w celu osuszenia i uzyskania właściwej wydajności. Wędzenie kiełbasy półtrwałej surowej - metki - odbywa się w dymie zimnym w temp. do 30°C. Czas wędzenia trwa od 48 do 72 godz. W czasie wędzenia temperatura dymu musi być stale ta sama. Po uwędzeniu i wystudzeniu metkę wiesza się w magazynie suchym i przewiewnym w temp. ok. 14°C aż do osiągnięcia wydajności określonej przez przepis. W czasie wędzenia, studzenia i dojrzewania kiełbas wiesza się je tak, aby nie stykały się ze sobą i dym lub powietrze miały dostęp do kiełbas. Magazynowanie. Dopuszczalny czas magazynowania wędlin półtrwałych pieczonych z wyjątkiem kabanosów zależy od warunków, w jakich są one magazynowane. W magazynach o temp. od 2 do 10°C wędliny te mogą być przechowywane 6 dni, w magazynach o temp. od powyżej 10 do 18°C - mogą być przechowywane tylko 3 dni. Dłuższe przechowywanie powoduje obniżenie wartości handlowej wędlin i nadmierną ich ususzkę. Metkę można przechowywać w magazynie o temp. od 6 do 17°C przez 1 tydzień; kabanosy w tych samych warunkach — przez 2 tygodnie. Magazyny powinny być suche, przewiewne, zaciemnione, o 85 % wilgotności względnej powietrza. Cechy towaroznawcze. Kształt zewnętrzny kiełbas półtrwałych zależy od użytej osłonki. Kabanosy mają kształt prostych batonów o długości 60 cm i o średnicy 1 cm. W środkowej części batony są lekko spłaszczone. Batony kabanosów są odkręcane. Kiełbasy - turystyczna i gorzowska w jelitach końskich cienkich - mają długość 30 - 45 cm, a średnicę 35 - 45 mm. Kiełbasę turystyczną odkręca się w parki. Kiełbasa górska produkowana jest w osłonkach sztucznych barwy brązowej lub czarnej o średnicy 10 mm. Długość batonów powinna wynosić 40 - 45 cm. Końce batonów wiąże się przędzą masarską. Na jednym z końców batonu wiąże się pętelkę długości 10 - 12 cm. Końce osłonki oprócz wiązania nie powinny być dłuższe niż 2 cm. Metka produkowana w jelicie wiankowym ma kształt batonu lekko zgiętego, długości ok. 25 cm i średnicy 3 cm. Końce batonów metki zawiązuje się przędzą masarską. Metka w jelicie sztucznym o średnicy 6 cm ma kształt prostego batonu długości 40 - 45 cm. Batony są wiązane i pentelkowane tak jak kiełbasa górska. Barwa powierzchni batonów kabanosów jest jednolicie brązowa z lekkim połyskiem, a osłonka - równomiernie i nieznacznie pomarszczona. Powierzchnia kiełbasy turystycznej i gorzowskiej jest brązowa z odcieniem czerwonym i lekkim połyskiem, kiełbasy górskiej - brązowo-matowa. Pod osłonką powinien prześwitywać tłuszcz. Powierzchnia metki w jelicie cienkim bydlęcym jest czerwono-brązowa, jednolita - z lekkim połyskiem, w osłonce sztucznej - ciemniejsza, o barwie brązowo-matowej. Powierzchnia kiełbas półtrwałych powinna być sucha, czysta i równomiernie pomarszczona; osłonka powinna ściśle przylegać do masy mięsnej. Na przekroju kiełbasy, z wyjątkiem kabanosów i metki, powinny mieć barwę właściwą dla mięsa końskiego peklowanego - czerwonobrązową; barwa mięsa kabanosów i metki powinna być ciemnoczerwona. Przyprawy powinny być tak rozdrobnione i równomiernie rozprowadzone, aby były niewidoczne na przekroju kiełbasy. Tłuszcz powinien mieć barwę białą. Konsystencja batonów kiełbas - górskiej, turystycznej i gorzowskiej - powinna być bardzo ścisła i mało elastyczna, kabanosów - ścisła i krucha, metki - ścisła i bardzo elastyczna. Wewnętrzna konsystencja kiełbas - turystycznej, górskiej, gorzowskiej oraz kabanosów - powinna być ścisła i krucha. Plasterki grubości 3 mm nie powinny się rozpadać. Metka powinna mieć taką konsystencję wewnętrzną, aby nadawała się do smarowania. Smak i zapach powinien być charakterystyczny dla kiełbas pieczonych (metki - zapach swoisty dla kiełbas wędzonych zimnym dymem), przy czym powinno się wyczuwać wyraźnie zapach przypraw i wędzenia. Wady dopuszczalne są następujące. - batony krótsze lub dłuższe niż przewidują normy — w ilości do 10% (kiełbasy górskiej — 3%) oraz batony złamane w ilości do — 3% (kiełbasy górskiej — 2%); batony złamane muszą być równo obcięte i obwiązane papierem; - zawędzone dwa wytryski na osłonce, o wielkości nie większej niż 1,5 cm; dopuszczalna ilość uszkodzonych w ten sposób batonów nie może przekraczać 5%; - barwa tłuszczu na przekroju — o odcieniu lekko różowym, - na przekroju nieliczne otwory powietrzne o średnicy do 2 mm. Wady niedopuszczalne są następujące: - jasne plamy niedowędzenia w miejscach stykania się kiełbas wskutek wadliwego ich zawieszenia w wędzarni; - głębokie pofałdowania osłonki, zabrudzenia jej tłuszczem oraz zacieki tłuszczu na osłonce lub pod nią; - opalenie lub okopcenie końców batonów; - oślizłość osłonki lub nalot pleśni; - barwa szara lub szarozielona mięsa na przekroju oraz w metce — ciemny wewnętrzny pierścień na przekroju wokół osłonki; - twarde ścięgna lub chrząstki w mięsie; - smak i zapach zjełczałego tłuszczu, pleśni, kwaśny lub inny obcy. b. Przepisy na wędliny półtrwałe Kiełbasa górska. W skład surowca do produkcji salami (na 100 kg surowca podstawowego) wchodzi: Surowiec podstawowy (w nawiasach surowiec na wersję nr 2): 1. Mięso końskie kl. I – 45 kg 2. Mięso końskie kl. II – 15 kg 3. Mięso końskie kl.III – 15 kg (75 kg) 4. Tłuszcz twardy – podgardle wieprzowe – 25 kg (25 kg) Razem – 100 kg Przyprawy: 1. Sól kuchenna - 2,5 kg 2. Saletra - 0,10 kg 3. Czosnek - 0,05 kg 4. Pieprz naturalny - 0,10 kg (lub ziołowy 0,20 kg) 5. Majeranek - 0,05 kg Osłonki: Jelita sztuczne nr 10, koloru czarnego lub brązowego. Sposób wykonania: Mięso końskie kl. I miele się przez siatkę o oczkach 14 mm, mięso kl. II — przez siatkę o oczkach 8 mm, mięso kl. III — przez siatkę o oczkach 2 mm. Podgardle oskórowane kraje się nożem w kostkę o boku ok. 4 mm. Wydajność wynosi przeciętnie 80%; granice dopuszczalne wahań wydajności — od 86 do 90%. Zawartość wody w gotowym produkcie — 53%. Kiełbasa turystyczna. W skład kiełbasy turystycznej (na 100 kg surowca podstawowego) wchodzi: Surowiec podstawowy (w nawiasach surowiec na wersję nr 2): 1. Mięso końskie kl. I – 60 kg 2. Mięso końskie kl. II – 15 kg 3. Mięso końskie kl.III – 5 kg (80 kg) 4. Tłuszcz twardy – 20 kg (20 kg) Razem – 100 kg Przyprawy: 1. Sól kuchenna - 2,50 kg 2. Saletra - 0,10 kg 3. Czosnek - 0,05 kg 4. Pieprz naturalny - 0,10 kg (lub ziołowy 0,20 kg) 5. Ziele - 0,05 kg 6. Majeranek - 0,05 kg Osłonki: Jelita cienkie końskie, jelito wiankowe. Sposób wykonania: Mięso końskie kl. I miele się przez siatkę o oczkach 14 mm; 0,75 kg mięsa końskiego II kl. i mięso końskie kl. III miele się przez siatkę o oczkach 2 mm, resztę mięsa końskiego kl. II — przez siatkę o oczkach 8 mm. Wydajność wynosi przeciętnie 88%; Granice dopuszczalne wahań wydajności — od 86 do 90%. Zawartość wody w gotowym produkcie — 56%. Kiełbasa gorzowska. W skład kiełbasy gorzowskiej (na 100 kg surowca podstawowego) wchodzi: Surowiec podstawowy (w nawiasach surowiec na wersję nr 2): 1. Mięso końskie kl. I – 30 kg 2. Mięso końskie kl. II – 25 kg 3. Mięso końskie kl.III – 25 kg (80 kg) 4. Tłuszcz twardy – 20 kg (20 kg) Razem – 100 kg Przyprawy: 1. Sól kuchenna - 2,50 kg 2. Saletra - 0,10 kg 3. Czosnek - 0,10 kg 4. Pieprz naturalny - 0,10 kg (lub ziołowy 0,20 kg) Osłonki: Jelita wiankowe. Sposób wykonania: Mięso końskie kl. I miele się przez siatkę o oczkach 14—16 mm, kl. II — przez siatkę o oczkach 8 mm i kl. III — przez siatkę o oczkach 2 mm. Tłuszcz twardy kraje się w kostkę o boku 4 mm. Wydajność wynosi przeciętnie 86%; granice dopuszczalne wahań wydajności — od 84 do 88%. Zawartość wody w gotowym produkcie — 55,5%. Kabanosy pieczone. W skład kabanosów (na 100 kg surowca podstawowego) wchodzi Surowiec podstawowy (w nawiasach surowiec na wersję nr 2): 1. Mięso końskie kl. I – 40 kg 2. Mięso końskie kl. II – 20 kg 3. Mięso końskie kl.III – 20 kg (80 kg) 4. Tłuszcz wieprzowy twardy - 10 kg 5. Wieprzowina kl.IV – 10 kg (20 kg) Razem – 100 kg Przyprawy: 1. Sól kuchenna - 2,20 kg 2. Saletra - 0,10 kg 3. Pieprz naturalny - 0,10 kg (lub ziołowy 0,20 kg) 4. Czosnek - 0,10 kg 5. Cukier - 0,05 kg 6. Gałka muszkatołowa - 0,05 kg Osłonki: Cienkie jelita baranie Sposób wykonania: Koninę I kl. i tłuszcz wieprzowy twardy miele się przez siatkę o oczkach 5 mm; koninę II i III kl. oraz wieprzowinę IV kl. - przez siatkę o oczkach 3 mm. Wydajność wynosi przeciętnie 72%, granica dopuszczalna wahań wydajności - 70 - 74%. Zawartość wody w gotowym produkcie - 40 do 49%. Metka. W skład metki na 100 kg surowca podstawowego wchodzi: Surowiec podstawowy (w nawiasach surowiec na wersję nr 2): 1. Mięso końskie kl. I – 60 kg 2. Mięso końskie kl. II – 25 kg 85 kg) 3. Tłuszcz wieprzowy twardy - 15 kg (15 kg) Razem – 100 kg Przyprawy: 1. Sól kuchenna - 2,80 kg 2. Saletra - 0,10 kg 3. Pieprz naturalny - 0,10 kg (lub ziołowy 0,20) 4. Papryka - 0,10 kg 5. Gałka muszkatołowa - 0,03 kg Osłonki: Jelita wiankowe lub jelita sztuczne nr 6. Sposób wykonania: Mięso końskie i tłuszcz wieprzowy miele się przez siatką o oczkach 2 mm i kutruje Wydajność wynosi przeciętnie 85%; granice dopuszczalne wahań wydajności - 83 - 86%. Zawartość wody w gotowym produkcie - do 60%. 4. KIEŁBASY NIETRWAŁE a. Charakterystyka, przerób, cechy towaroznawcze Do kiełbas nietrwałych zalicza się kiełbasy rozdrobnione — wędzone i parzone: zwyczajna, popularna i serdelowa. Kiełbasy nietrwałe produkuje się z dodatkiem tłuszczu wieprzowego w ilości od 15 do 20% użytego surowca. Wydajność tych kiełbas waha się. w granicach 98 do 102%. Zawartość wody w gotowym produkcie — ok. 58%. Do produkcji używa się mięsa pochodzącego z koni dorosłych. Mięso powinno być dobrze ochłodzone lub ostudzone. Można również używać mięsa pochodzącego z tusz mrożonych. Jako osłonki używa się jelit końskich cienkich, wieprzowych cienkich, wiankowych, oraz osłonek sztucznych. Peklowanie. Mięso końskie bez kości kroi się na kawałki o ciężarze 0, 25 kg lub mniejsze. Pekluje się mieszanką soli z saletrą, w skrzynkach, warstwami grubości 20 do 25 cm, tak aby mieszanka została dokładnie rozprowadzona w masie mięsnej. Skrzynki powinny mieć w dnie szczeliny w celu wyciekania solanki. Mięso końskie pekluje się w ciągu 48 godz. w pomieszczeniu o temp. od 4 do 8°C. Tłuszcz twardy pokrojony w kawałki o ciężarze ok. 0,20 kg pekluje się wyłącznie solą. Tłuszcz po nasoleniu również układa się warstwami o grubości 20 do 25 cm w basenie. Solenie tłuszczu trwa ok. 12 godz. Rozdrabnianie. Po zakończeniu procesu peklowania mięso rozdrabnia się w wilku z siatką o przepisanych wymiarach. Tłuszcz twardy rozdrabnia się również w wilku lub kroi ręcznie w kostkę o wymiarach od 8 do 10 mm. Część mięsa kutruje się z dodatkiem wody lub bardzo rozdrobnionego lodu sztucznego aż do chwili otrzymania wiążącej się masy. Mięso kutrowane miesza się z mięsem mielonym, a następnie (podczas dalszego procesu mieszania) dodaje się tłuszcz uważając, aby był on rozprowadzony w całej masie mięsnej. Przyprawy zgodnie z przepisem dodaje się w czasie początkowego mieszania. Nadziewanie. Po dokładnym wymieszaniu całej masy przeznaczonej do produkcji określonego rodzaju kiełbasy masę wkłada się do nadziewarki w taki sposób, aby powietrze z nadziewarki zostało usunięte (energiczne wrzucenie). Kiełbasę zwyczajną formuje się w kiełbaśnicach (jelitach cienkich wieprzowych), odkręcając ją w odcinkach prostych o długości 35 do 40 cm, kiełbasę popularną - w jelitach końskich lub sztucznych, odkręcając ją w tych samych długościach, kiełbasę serdelowa - w jelitach wiankowych lub środkowych bydlęcych, w cienkich końskich albo w osłonkach sztucznych o średnicy 6 cm. Długość batonów w jelitach wiankowych wynosi ok. 30 cm, w środkowych bydlęcych - ok. 40 cm, w cienkich końskich - ok, 25 cm, a w sztucznych - ok. 40 cm. Przy nadziewaniu kiełbas nietrwałych zwraca się uwagę, aby osłonki były ściśle wypełniane masą mięsną, i nie tworzyły się wewnętrzne pęcherze powietrzne. Po napełnieniu przekłuwa się osłonki w paru miejscach. Wędzenie. Przed wędzeniem zawiesza się batony na kijach wędzarniczych i pozostawia na ok. 40 min w celu osadzenia się masy w osłonce oraz - osuszenia samej osłonki. Wędzenie odbywa się najpierw w dymie ciepłym w temp. ok. 45°C w ciągu 15 min, następnie temperaturę obniża się do 40°C utrzymując ją na tym poziomie ok. 30 min, po czym podnosi do 50°C przez 30 do 40 min. Czas trwania wędzenia kiełbas nietrwałych wynosi ogółem od 80 do 120 min, zależnie od grubości kiełbasy i rodzaju osłonki. Kiełbasy o średnicy większej i osłonce grubszej wymagają dłuższego wędzenia, niż takie same kiełbasy o średnicy mniejszej i delikatniejszej osłonce. Po wyjęciu kiełbas z wędzarni wkłada się je bezpośrednio do kotła z wodą o temp. 70 do 80°C i parzy się w ciągu 15 do 40 min zależnie od grubości kiełbasy. Czas parzenia trwa tak długo aż wewnątrz parzonych wędlin uzyska się temp. 70°C, Po wyjęciu z kotła kiełbasy niezwłocznie studzi się albo pod zimnym natryskiem, albo polewa zimną wodą przez 2 do 4 min; następnie studzi się batony ostatecznie rozwieszając je w chłodnym i przewiewnym miejscu na 3 do 4 godz. Kiełbasy ostudzone powinny mieć wewnątrz najwyżej temp. 18°C (równą temperaturze otoczenia). Przed przekazaniem wędlin nietrwałych do magazynu wyrobów gotowych kiełbasy (nie w osłonkach sztucznych), oblewa się gorącą wodą w celu usunięcia ewentualnych śladów tłuszczu na osłonkach i wygładzenia pomarszczeń, które mogą się utworzyć podczas wędzenia i parzenia. Magazynowanie. Ze względu na dużą zawartość wody w kiełbasach czas ich magazynowania jest krótki i może w temp. od 8 do 10°C wynosić najwyżej 3 dni, a serdelowej - nawet tylko 2 dni. W magazynie o temp. +10 do +14°C można przechowywać kiełbasy do 48 godz, a serdelową - 36 godz. Cechy towaroznawcze. Kształt zewnętrzny. Batony kiełbas nietrwałych mają długość od 30 do 45 cm i średnicę - od 30 do 60 mm zależnie od rodzaju osłonki. Kiełbasa zwyczajna w jelicie końskim - długość batonu od 30 do 35 cm, średnica - od 30 do 40 mm Kiełbasa popularna w jelicie końskim cienkim lub w osłonce sztucznej - batony długości 40 do 45 cm, o średnicy na przekroju od 50 do 60 mm; w jelicie wiankowym - ma kształt wianka długości 30 do 40 cm, o średnicy na przekroju od 40 do 50 mm. Końce osłonek są wiązane przędzą wędliniarską w jelicie końskim lub szpilkowane - w jelicie wiankowym. Kiełbasa serdelową - w jelicie cienkim końskim lub środkowym bydlęcym ma batony proste, a w jelicie wiankowym - ma kształt wianka; długość batonów lub wianków powinna wynosić od 30 do 40 cm; średnica batonów na przekroju w jelicie końskim wynosi 50 do 60 mm, w jelicie wiankowym - 40 do 50 mm, w środkowym - 50 do 60 mm. Końce jelit są związane przędzą wędliniarską lub szpilkowane w zależności od rodzaju jelita. Barwa powierzchni kiełbas nietrwałych jest równomiernie jasnobrązowa; powierzchnia - sucha, czysta bez osadu szumowin z wody, w której kiełbasy były parzone, oraz bez jasnych plam, powstających w miejscach stykania się kiełbas w czasie wędzenia. Barwa kiełbasy serdelowej w jelicie cienkim końskim jest ciemniejsza niż zwykłej i popularnej, powinna ona mieć jednolitą barwę brązową z połyskiem. Barwa mięsa na przekroju powinna być koloru ciemnoróżowego, właściwego dla peklowanego mięsa końskiego; barwa tłuszczu - biała. Konsystencja kiełbasy zwyczajnej i popularnej powinna być zwięzła; kiełbasy serdelowej - jędrna i lekko elastyczna; plasterki grubości 3 mm nie powinny się rozpadać. Smak i zapach powinien być charakterystyczny dla kiełbas parzonych, przy czym powinno się wyczuwać zapach dodanych przypraw. Dopuszczalne wady wędlin nietrwałych są następujące: - 10% batonów może być krótszych lub dłuższych niż to przewiduje obowiązująca norma; - 3% batonów może być złamanych; złamane końce powinny być równo ucięte i obwiązane papierem; - 5% produkcji danej partii kiełbas może mieć najwyżej na każdym batonie po dwa wytryski o wielkości 1,5 cm średnicy każdy; - pojedyncze pęcherzyki powietrzne wielkości 2 mm Wady niedopuszczalne są następujące: - pofałdowane osłonki oraz zabrudzone szumowinami nacieki galarety i tłuszczu pod osłonką lub na niej; - naloty pleśni; - barwa mięsa - szara lub szarozielona albo ciemna, obwódka wewnątrz jelita wskazująca na niedopeklowanie surowca oraz ciemniejsze plamy na przekroju świadczące o niedoparzeniu; - skupiska jednego ze składników mięsa lub tłuszczu wskazujące na niedokładność wymieszania masy; - zapach i smak - kwaśny lub inny obcy; - okopcenie lub opalenie dolnych odcinków batonów lub wianków. b. Przepisy na wędliny nietrwale Kiełbasa zwyczajna. W skład kiełbasy zwyczajnej (na 100 kg surowca podstawowego) wchodzi: Surowiec podstawowy (w nawiasach surowiec na wersję nr 2): 1. Mięso końskie kl. II – 50 kg 2. Mięso końskie kl. III – 20 kg (70 kg) 3. Mięso wieprzowe kl.III – 10 kg 4. Tłuszcz wieprzowy twardy - 20 kg (30 kg) Razem – 100 kg Przyprawy: 1. Sól kuchenna - 2,50 kg 2. Saletra - 0,15 kg 3. Pieprz naturalny - 0,10 kg 4. Ziele angielskie - 0,10 kg 4. Czosnek - 0,20 kg 5. Majeranek - 0,05 kg Osłonki: Jelito cienkie końskie, kiełbaśnica. Sposób wykonania: Mięso końskie kl. II miele się przez siatkę o oczkach 8 mm, mięso końskie kl. III miele się przez siatkę o oczkach 2 - 3 mm, mięso wieprzowe kl. III kraje się w cienkie paski lub miele przez siatkę o oczkach 8 - 12 mm. Tłuszcz twardy miele się przez siatkę o oczkach 8 do 10 mm lub kraje nożem w kostkę o boku 10 mm. Wydajność wynosi 100%; granice dopuszczalne wahań wydajności - 97 do 105%. Kiełbasa popularna. W skład kiełbasy popularnej (na 100 kg surowca podstawowego) wchodzi: Surowiec podstawowy (w nawiasach surowiec na wersję nr 2): 1. Mięso końskie kl. I – 65 kg 2. Mięso końskie kl. II – 20 kg (85 kg) 3. Podgardle wieprzowe – 15 kg (15 kg) Razem – 100 kg Przyprawy: 1. Sól kuchenna - 2,30 kg 2. Saletra - 0,10 kg 3. Pieprz naturalny - 0,10 kg (lub ziołowy 0,20 kg) 4. Majeranek - 0,005 kg 5. Czosnek - 0,10 kg Osłonki: Jelita końskie cienkie, jelita wiankowe, kiełbaśnice, osłonki sztuczne nr 6. Sposób wykonania: Mięso końskie kl. I miele się przez siatkę lub kraje w kostkę o boku 8 do 10 mm, mięso kl. II miele się przez siatkę o oczkach 2 do 3 mm; podgardle wieprzowe miele się przez siatkę lub kraje w kostkę o boku 8 do 10 mm. Wydajność gotowego produktu wynosi przeciętnie 99%; granice dopuszczalne wahań wydajności - 98 do 100% Zawartość wody - 58,49%, soli - 3,16%, azotynów - 0,016%. Kiełbasa serdelowa. W skład kiełbasy serdelowej (na 100 kg surowca podstawowego) wchodzi: Surowiec podstawowy (w nawiasach surowiec na wersję nr 2): 1. Mięso końskie kl. I – 40 kg 2. Mięso końskie kl. II – 40 kg (80 kg) 3. Podgardle wieprzowe – 20 kg (20 kg) Razem – 100 kg Przyprawy: 1. Sól kuchenna - 2,50 kg 2. Saletra - 0,10 kg 3. Pieprz naturalny - 0,10 kg (lub ziołowy 0,20 kg) 4. Majeranek - 0,05 kg 5. Czosnek - 0,05 kg Osłonki: Jelita wiankowe lub bydlęce środkowe, końskie cienkie lub sztuczne nr 6. Sposób wykonania: Mięso końskie i wieprzowe miele się przez siatkę o oczkach 2—3 mm i kutruje. Wydajność gotowego produktu wynosi przeciętnie 100%; granice dopuszczalne wahań wydajności - 99 -102%. Zawartość wody - 58,3%, soli - 3,04%, azotynów — 0,006%. 5. WĘDZONKI a. Charakterystyka, przerób, cechy towaroznawcze Wędzonką końską jest tylko polędwica - antrykot, wędlina półtrwała, wędzona dymem ciepłym, produkowana wyłącznie w jednym dużym kawałku. Wydajność gotowego produktu wynosi 86% w stosunku do użytego surowca. Surowiec powinien pochodzić ze sztuk dobrze umięśnionych - z polędwicy, rostbefu lub antrykotu. W czasie przygotowywania mięsa do produkcji zwraca się uwagę, aby obrabiane mięso było dokładnie pozbawione tłuszczu i ścięgien Peklowanie. Przed peklowaniem mięso powinno być ostudzone do temp. od 4 do 6°C. Polędwicę należy natrzeć lekko solą kuchenną i położyć na drewnianą kratę na czas do 10 godz. Po tym czasie naciera się ponownie mięso mieszanką peklującą składającą się z soli kuchennej, saletry i cukru. Zapeklowane polędwice układa się w beczki lub wanny dębowe warstwami, ściśle obok siebie. Czas peklowania polędwic trwa od 10 do 12 dni w normalnej temperaturze peklowania, tj. do 8°C. Formowanie. Przed przystąpieniem do formowania polędwicy należy ją oczyścić z zewnętrznych nierówności. Polędwice formuje się w kątnicach bydlęcych. Osłonka powinna ściśle przylegać do polędwicy. Koniec kątnicy zawiązuje się przędzą rymarską. Uformowane i należycie obciągnięte polędwice zawiesza się na kije wędzarnicze na 12 godz w pomieszczeniu o temp. 10°C w celu zewnętrznego obeschnięcia osłonki. Wędzenie. Polędwice po obsuszeniu zawiesza się w wędzarni na okres 3 do 4 godz. W pierwszej fazie wędzenia, która trwa ok. 45 min, temperatura dymu powinna wynosić ok. 50°C, następnie temperaturę dymu obniża się do 30°C. W drugiej fazie wędzenia ogień reguluje się w ten sposób, aby dawał najwięcej dymu. Po uwędzeniu polędwice na kijach wędzarniczych zawiesza się w magazynie lub chłodnym, przewiewnym i zaciemnionym pomieszczeniu na czas do 12 godz. Temperatura pomieszczenia powinna wynosić 14 - 18°C przy lekkim ruchu powietrza. Po ostudzeniu polędwica może być skierowana do obrotu. Magazynowanie. Dopuszczalny czas magazynowania polędwic w temp. od +2 do +10°C wynosi 75 godz, w temp. od + 10 do +16°C - 48 godz. Cechy towaroznawcze. Kształt zewnętrzny. Gotowe polędwice powinny mieć kształt walca o długości 30 cm. Polędwice są z jednej strony pętelkowane, a z drugiej - tylko wiązane. Barwa powierzchni polędwicy powinna być brązowa, jednolita, z lekkim połyskiem. Powierzchnia osłonki może być lekko pomarszczona, sucha i czysta. Barwa mięsa na przekroju powinna być czerwona, właściwa peklowanemu mięsu końskiemu. Konsystencja zewnętrzna powinna być jędrna i elastyczna, konsystencja wewnętrzna - ścisła, lekko ciągnąca; polędwica powinna dać się kroić w plasterki o grubości 2 mm. Zapach i smak - charakterystyczny dla produktu wędzonego dymem ciepłym; w polędwicy powinno wyczuwać się lekką słoność. Wada dopuszczalna: - do dwóch pęknięć na jednej osłonce; ilość polędwic z tego rodzaju uszkodzeniami nie może przekraczać 5% całej partii Wady niedopuszczalne są następujące; - głębokie pomarszczenia oraz zacieki pod osłonką lub opalenie dolnych odcinków; - nalot pleśni; - barwa mięsa - szara lub szarozielona, wskazująca na niedopeklowanie; - zapach - kwaśny lub inny obcy. b. Przepis na wędzonki Polędwica końska Surowiec podstawowy: Polędwica surowa końska Przyprawy: (na 100 kg surowca podstawowego) 1. Sól kuchenna - 2,2 kg 2. Saletra - 0,1 kg 3. Cukier - 0,25 kg Osłonka: Kątnica bydlęca Sposób wykonania: Polędwicę końską surową przygotowuje się i pekluje w jednym kawałku, a następnie wędzi. Wydajność gotowego produktu wynosi przeciętnie 86%; granice dopuszczalne wahań wydajności - 84 - 88%. 6. WYROBY WĘDLINIARSKIE a. Charakterystyka, przerób, cechy towaroznawcze Do wyrobów wędliniarskich z koniny zalicza się: - kiszkę wątrobianą i - kiszkę kaszaną jęczmienną. Do produkcji używane są podroby końskie (wątroby, płuca, żyły), tłuszcz koński ściekowy, krew wieprzowa oraz kasza jęczmienna. Wydajność kiszki wątrobianej wynosi 90%, kiszki kaszanej - 125%. Zawartość wody w kiszce wątrobianej nie powinna przekraczać 56%; w kiszce kaszanej - 70%. Kasza jęczmienna powinna być możliwie najgrubsza, bez pyłu mącznego. Składniki mięsne i podrobowe powinny być ochłodzone do temp. 4 - 6°C; mrożone - powinny być rozmrożone do tej temperatury. Przyprawy powinny być dobrze rozdrobnione i przesiane przez sito. Obraną cebulę rozdrabnia się w wilku przez siatkę 2 mm i przed zmieleniem parzy gorącą wodą. Kiszka wątrobiana. Przy produkcji kiszki wątrobianej surową wątrobę moczy się przez 1 godz w zimnej wodzie, następnie usuwa się grubsze żyły i przewody wątrobowe, rozdziela się wątrobę na poszczególne płaty i kroi się w plastry grubości 3 - 4 cm. Wątroby przeznaczonej do produkcji kiszki wątrobianej nie parzy się. Gotowanie podrobów. Podroby powinny być świeże, nie peklowane, dokładnie wymyte; grubsze przewody żółciowe powinny być wykrojone. Przed gotowaniem podroby moczy się w zimnej wodzie w ciągu 3—4 godz i gotuje w wodzie w temp. 91 do 100°C w ciągu 1 do 2 godz. Czas gotowania do chwili otrzymania miękkiej konsystencji zależy od wielkości gotowanych kawałków mięsa. Po ugotowaniu mięso układa się w cienkie warstwy (grubości do 10 cm) na stołach w celu przestygnięcia. Podczas stygnięcia mięso miesza się, aby przyspieszyć stygnięcie i nie dopuścić do zaparzenia się surowca. Tłuszcz koński parzy się w temp. 95 do 100°C przez 30 min. Wszystkie składniki przeznaczone do produkcji kiszki wątrobianej muszą być odważone w proporcjach przewidzianych przez przepis i rozdrobnione w wilku o siatce z oczkami 2 mm, przy czym, wątrobę miele się oddzielnie, Kutrowanie. Kutruje się uprzednio rozdrobnioną w wilku wątrobę aż do otrzymania jednolitej, mazistej masy, po czym dodaje się kolejno przyprawy w ilościach przewidzianych przez przepis, zmielone żyły, płuca i tłuszcz i kutruje się razem wszystkie składniki aż do uzyskania dokładnego rozdrobnienia i wymieszania wszystkich składników oraz właściwej konsystencji. W czasie kutrowania całej masy dodaje się do niej wystudzonego do temperatury otoczenia rosołu z gotowanych mięs w ilości 10% całej masy. Nadziewanie. Po wymieszaniu masę nakłada się do nadziewarki; osłonki luźno napełnia się masą. Do produkcji kiszki wątrobianej używa się jelit grubych wieprzowych w odcinkach prostych, nie pofałdowanych, o przekroju od 3,5 do 8 cm. Przed użyciem jelita muszą być dokładnie wymoczone i opłukane z soli, oczyszczone z tłuszczu oraz przelane wodą ciepłą o temp. 20 do 30°C. W miejscach uszkodzonych jelita przecina się. Długość jelit powinna wynosić od 30 do 40 cm; jeden z końców zawiązuje się i pętelkuje; długość pętelki wynosi od 10 do 12 cm. Po napełnieniu wiąże się drugi koniec jelita. Puste końce jelita po zawiązaniu nie powinny być dłuższe niż 2 cm. Gotowanie kiszki. Kiszkę wątrobianą gotuje się natychmiast po jej uformowaniu, wrzucając ją do kotła do wrzącej wody. W czasie gotowania temperaturę wody powinno się utrzymać na poziomie 75 do 80°C. Czas gotowania wynosi 50 do 80 min zależnie od grubości kiszek. Po ukończeniu gotowania batony kiszki wątrobianej zanurza się niezwłocznie w zimnej wodzie aż do zupełnego ostudzenia. Do naczynia powinna stale dopływać woda zimna, w okresie letnim, w celu uzyskania niskiej temperatury wody wskazane jest dodawanie lodu. Po wyjęciu z zimnej wody kiszki rozwiesza się w chłodnym i przewiewnym pomieszczeniu w taki sposób, aby nie stykały się ze sobą i aby był wolny przepływ powietrza pomiędzy poszczególnymi batonami. Czas osuszania wynosi 1 do 2 godz. Kiszki wreszcie przenosi się do chłodnego pomieszczenia i studzi do temperatury poniżej + 12°C. Kiszki kaszane jęczmienne. Przygotowanie mięsa i wątroby jest takie samo jak przy produkcji kiszki wątrobianej. Kaszę jęczmienną parzy się w kotle z dodaniem tłuszczu kotłowego aż do chwili, gdy kasza stanie się miękka. Nie należy jednak kaszy przeparzyć, aby nie utraciła sypkości. Po sparzeniu kaszę studzi się przez rozłożenie jej w wannie, na stolnicy lub na stole. Sparzoną i ostudzoną kaszę dokładnie miesza się z krwią wieprzową, a następnie dodaje pozostałe składniki mięsne i wątrobę. Całość masy dokładnie miesza się łącznie z przyprawami, zwracając uwagę, aby nie pozostawiać zlepionej kaszy i skupisk mięsa. Wymieszaną masą napełnia się jelita grube wieprzowe, jelita cienkie końskie lub sztuczne nr 8. Osłonki napełnia się luźno. Kiszkę formuje się w batony długości do 30 cm. Końce batonów szpilkuje się lub zawiązuje przędzą masarską zależnie od rodzaju użytej osłonki. Gotowanie. Uformowane kiszki wrzuca się do kotła z wodą o temp. 100°C i gotuje w temp. 80°C. Czas gotowania wynosi od 45 min do 1 godz. zależnie od grubości batonów. Kiszki przy zakończeniu gotowania powinny mieć wewnątrz temp. ok. 75°C. Po ugotowaniu kiszki rozkłada się do odparowania na stołach drewnianych na czas do 2 godz., następnie w celu ostudzenia umieszcza się w pomieszczeniu chłodnym, o temp. nie wyższej niż +8 °C. Magazynowanie. Wyroby wędliniarskie są produktami nietrwałymi; można przechowywać: wyroby wątrobiane - do 48 godz. w temp. od 2 do 10°C, w temp. 18°C - przez 24 godz. Kiszkę jęczmienną można przechowywać w magazynach o temp. 2 do 10°C w ciągu 24 godz. Cechy towaroznawcze. Kształt zewnętrzny. Kiszka wątrobianą ma kształt batonów długości od 25 do 35 cm; kiszka kaszana - w jelicie grubym wieprzowym jest lekko pofałdowana, w jelitach końskich - lekko wygięta, a w osłonkach sztucznych ma kształt batonów prostych. Barwa powierzchni kiszki wątrobianej jest białoszara z odcieniem kremowym; kiszki kaszanej - w jelitach naturalnych - szara, w jelitach sztucznych - ciemnobrązowa. Powierzchnia kiszki wątrobianej jest pofałdowana lub gładka, lekko wilgotna jednak nie lepka, a kiszki kaszanej w jelitach grubych wieprzowych - lekko pofałdowana i pomarszczona, w jelitach końskich lub sztucznych - tylko, pomarszczona. Barwa wewnętrzna masy kiszki wątrobianej na przekroju jest szara z odcieniem kremowym bez plam brązowych, krwistych, spowodowanych niedogotowaniem. Konsystencja, masy kiszki wątrobianej jest dość ścisła, lekko mazista, taka, aby plasterki o grubości 5 mm nie rozpadały się; konsystencja kiszki kaszanej - jędrna i dość elastyczna, nie mazista, można ją krajać w plasterki grubości 4 mm. Smak i zapach kiszki wątrobianej jest właściwy wyrobom z wątroby, a kiszki kaszanej charakterystyczny dla wyrobów gotowanych z kaszą. W kiszkach powinien być wyczuwalny zapach przypraw przewidzianych przepisem. Dopuszczalne wady wyrobów wędliniarskich są następujące: - 20% kiszek o wymiarach odbiegających od norm i - 3% złamanych batonów, których końce muszą być równo odcięte; - w kiszkach kaszanych może być 50% batonów krótszych; - pęknięcie osłonki wielkości do 15 mm w ok. 5% batonów całości partii; - nieznacznie elastyczna konsystencja kiszki wątrobianej; - niewielka ilość - z osłonką pokrytą wytopionym tłuszczem; - lekko gorzkawy zapach wątroby; - barwa szarożółta na przekroju kiszki wątrobianej. Wady niedopuszczalne są następujące: - oślizłość lub nalot pleśni; - większe zgrupowania tłuszczu przyjelitowego pod osłonką lub skupiska jednego ze składników; - zapach i posmak - kwaśny lub inny obcy; - zgrupowanie w jednym miejscu przypraw; b. Przepisy na wyroby wędliniarskie Kiszka wątrobiana. W skład kiszki wątrobianej (na 100 kg surowca podstawowego) wchodzi: Surowiec podstawowy: 1. Wątroba końska – 25 kg 2. Tłuszcz koński surowy – 20 kg 3. Płuca końskie – 30 kg 4. Żyły końskie – 25 kg Razem – 100 kg Przyprawy: 1. Sól kuchenna - 2,30 kg 3. Pieprz naturalny - 0,10 kg (lub ziołowy 0,20 kg) 4. Cebula - 2,00 kg 5. Gałka muszkatołowa - 0,05 kg Osłonki: Jelita grube wieprzowe - odcinki proste. Sposób wykonania: Całość rozdrobniona w wilku przez siatkę o oczkach 2 mm i kutrowana. Wydajność wynosi przeciętnie 90%; granice dopuszczalne wahań wydajności - 88 - 92%. Zawartość wody w gotowym produkcie do 56%. Kiszka kaszana jęczmienna. W skład kiszki kaszanej (na 100 kg surowca podstawowego) wchodzi: Surowiec podstawowy: 1. Mięso końskie różne, podroby – 40 kg 2. Wątroba końska – 12 kg 3. Tłuszcz wieprzowy kotłowy - 4 kg 4. Krew wieprzowa – 20 kg 5. Kasza jęczmienna – 24 kg Razem – 100 kg Przyprawy: 1. Sól kuchenna - 2,50 kg 2. Majeranek - 0,12 kg 3. Pieprz ziołowy - 0,15 kg 4. Cebula - 2,00 kg Osłonki: Jelita końskie cienkie, jelita wieprzowe grube, jelita sztuczne nr 8. Sposób wykonania: Całość (oprócz kaszy jęczmiennej) zmielona przez siatkę o oczkach 3 - 4 mm. Wydajność wynosi przeciętnie 125%; granice dopuszczalne wahań wydajności - 120 -130%. Zawartość wody w gotowym produkcie do 70% Dla potrzeb portalu wedlinydomowe.pl opracowali: Lesniak i Maxell




-
- 1
-

-
Wędliny 1.1. Uwagi wstępne Pod nazwą wędlin rozumie się grupę mięsno-tłuszczowych lub mięsno-tłuszczowo-roślinnych wyrobów wyprodukowanych z rozdrobnionego i smakowo doprawionego surowca, poddane utrwalaniu przy pomocy peklowania, wędzenia i obróbki cieplnej. Poszczególne wędliny różnią się zatem od siebie zestawem surowcowym, zestawem przyprawowym, obróbką mechaniczną oraz technologią utrwalania. W zależności od układu tych czynników otrzymuje się wędliny o różnej trwałości, różnej biologicznej i kalorycznej wartości odżywczej oraz różnej charakterystyce organoleptycznej. O zakresie uzależnienia jakościowych efektów produkcji wędlin od zastosowanego procesu przerobowego świadczy chociażby znaczenie różnych wyróżników organoleptycznych, które w podstawowej mierze wpływają na ogólną ocenę kiełbas. Tego rodzaju rolę pełnią przy subiektywnej ocenie kiełbas: O nietrwałych drobno rozdrobnionych (np. serdelowej) — barwa na przekroju i smakowitość; O nietrwałych średnio rozdrobnionych (np. zwyczajnej) — stan powierzchni batonu, barwa na przekroju i smakowitość; O nietrwałych grubo rozdrobnionych (np. cytrynowej) — zapach, . związanie plastrów i smakowitość; O półtrwałych (np. żywieckiej) — barwa na przekroju i smakowitość; O trwałych (np. krakowskiej suchej) — konsystencja, stan powierzchni batonu, struktura i smakowitość. Z przedstawionych danych wynika, że tylko pożądalność smakowitości jest tym sprawdzianem, według którego oceniać można jakość wszystkich bez wyjątku kiełbas. Odmienność efektów zastosowanych zabiegów przerobu surowców w gotowe wyroby, mierzona chociażby pozostałymi wyróżnikami organoleptycznymi, uzasadnia natomiast potrzebę skupienia wszystkich wędlin w odrębne grupy systematyczne. W oparciu o założenia systematyki technologicznej będą to mianowicie wędliny: surowe, pieczone, parzone, kiszki i salcesony. Trzy pierwsze grupy to kiełbasy, dwie pozostałe to wędliny podrobowe, zwane także gotowanymi. Kilka przykładów przytoczonej odmienności i podobieństwa ich charakterystyki technologicznej, uzasadniających założenia stosowanej systematyki, przedstawia tabela 8. 1.2. Wędliny surowe 1.2.1. Podstawy technologii wędlin surowych Wędlinami surowymi nazywa się te, które zostały wyprodukowane z surowego mięsa świńskiego i bydlęcego, oraz słoniny, poddane dojrzewaniu (przepeklowaniu) i wędzeniu w zimnym dymie lub też zabiegom, łączącym obie ostatnie fazy procesu technologicznego w jeden (np. tzw. wędzenie wilgotne). W zależności od ostatecznej konsystencji mówi się o twardych wędlinach surowych, które dają się kroić w plastry lub też o wędlinach surowych miękkich, które stanowią mniej łub więcej plastyczną (smarowną) masę mięsno-tłuszczową. Między tymi formami krańcowymi znane są formy przejściowe o różnym w dodatku rozdrobnieniu surowców. Proces produkcji poszczególnych grup asortymentowych wędlin surowych różni się dość znacznie od siebie. Wędliny surowe o podobnych właściwościach jakościowych i towarowych mogą być zresztą w różny sposób produkowane. W najbardziej ogólnym ujęciu w procesie produkcji wędlin surowych, których powierzchnia nie jest pokryta grzybnią pleśni, wyróżnić można dziewięć następujących zasadniczych faz technologicznych: O dobór i klasyfikacja surowca zasadniczego, O przygotowanie surowca do produkcji: OO obróbka chłodnicza, OO wstępne przesolenie (przepeklowanie); O rozdrobnienie surowców zasadniczych, O dodatek przypraw, O zestaw surowcowy i wymieszanie masy wędlinowej, O dobór i przygotowanie osłonek, O nadziewanie osłonek, O wstępne dojrzewanie, O wędzenie oraz O końcowe dojrzewanie. Współczesny postęp procesu produkcji wędlin surowych odznacza się dążnością do jak najszybszego związania poszczególnych składników surowcowych. W odróżnieniu od dawnych założeń obecnie coraz częściej wymaga się, aby wędlina surowa miała pożądany smak, zapach, możliwie jasnoczerwoną barwę, była dobrze związana, lecz także miała na tyle miękką konsystencję, która nie utrudnia rozdrabniania plastra w czasie żucia. Uważa się ponadto, że dodatek mięsa bydlęcego obniża wartość towarową wyprodukowanych wędlin. Przytoczone powyżej wyliczenie faz procesu produkcji wędlin surowych wskazuje, że produkcja ta polega na przetworzeniu wysoce nietrwałego surowca, który jest w różnym stopniu zakażony różną mikroflorą, w wyrób odznaczający się: O stosunkowo dużą trwałością w normalnych warunkach klimatycznych przechowywania; O określonym, typowym profilem smakowym i zapachowym; O czerwoną barwą, typową dla przetworów z mięsa peklowanego, a także O swoistą mikroflorą denitryfikacyjną oraz kwaso- i aromatotwórczą. Wędliny surowe cechuje zatem stan fizykochemiczny białek najbardziej zbliżony do stanu, który jest typowy dla białek mięsa nie pod¬danego zabiegom przerobowym. Zauważalne różnice w stanie białek są spowodowane peklowaniem (przekształceniem mioglobiny w nitrozooksymioglobinę oraz odpęcznieniem) bądź też są następstwem wymiany mikroflory. W każdym jednak przypadku, mimo tych nieznacznych zmian obserwuje się zwiększenie oporności białek na rozkład gnilny. Dzięki temu wędliny surowe obok pieczonych należą do najbardziej trwałych wyrobów mięsnych. Trwałość surowych wędlin twardych rozciąga się od 4 tygodni wzwyż. Nawet w pomieszczeniach nieklimatyzowanych można je przechowywać dłużej niż konserwy pasteryzowane. Gdy wędliny surowe mają miękką i plastyczną konsystencję, ich oporność na rozkład gnilny w tychże warunkach przekracza jeden tydzień. Każdorazowa trwałość wędlin surowych jest wypadkową szeregu zmian fizycznych i chemicznych. Spośród nich na podkreślenie zasługują głównie: O wzrost zawartości soli kuchennej; O przepojenie gazowymi składnikami pirolizy drewna, rosnące przede wszystkim z długością trwania wędzenia; O odwodnienie, rosnące przede wszystkim z długością przechowywania wędlin w odpowiednich warunkach klimatycznych przed i po wędzeniu; O kwaśne produkty fermentacji dodanego cukru, utrzymujące kwasotę czynną środowiska na poziomie nieodpowiednim dla rozwoju bakterii rozkładu gnilnego białek; O cenoanabiotyczna wymiana mikroflory przypadkowej na technolopożądaną, tj. taką, której enzymy zdolne są katalizować przede wszystkim heterofermentację cukrów. Oprócz bakterii zakwaszających ważną rolę w kształtowaniu jakości wędlin surowych odgrywa również mikroflora denitryfikująca i aromatyzująca. Bez odpowiedniego rozwoju mikroflory o wymienionych trzech właściwościach nie ma po prostu możliwości produkcji tych wędlin. Sprawdzianem prawidłowości procesu technologicznego jest więc stworzenie wewnątrz batonu najlepszych warunków środowiskowych do jej rozwoju. O prawidłowości tej świadczy: O stopień wstrzymania rozwoju mikroflory proteolitycznej, a więc efektywność cenoanabiotycznej jej wymiany oraz O fazowość rozwoju mikroflory technologicznie pożądanej w kolejności chronologicznej: bakterie denitryfikujące — bakterie zakwaszające — bakterie aromatyzujące. Pożądany kierunek i efektywność cenoanabiotycznej wymiany mikroflory przypadkowej na technologicznie pożądaną uzyskuje się przez: O zaszczepy czystych kultur bakteryjnych o właściwościach fizjologicznych, odpowiadających potrzebom człowieka; O zapewnienie warunków cieplnych w okresie produkcji na poziomie górnej granicy temperatur optymalnych dla rozwoju bakterii psychrofilnych, tj. nie wyżej od 24°C oraz O wyregulowanie wilgotności powietrza w pomieszczeniach dojrzewalni i wędzarni tak, aby nie powstało obrzeże podsychania batonu, tj. w taki sposób, aby intensywność parowania wody z jego powierzchni była zrównoważona intensywnością jej przenikania z warstw środkowych do obwodowych batonu (95—75%). W przytoczonym ujęciu produkcja wędlin surowych jest zatem niczym innym, jak świadomym celu technologicznym kierowaniem przemianami biochemicznymi pochodzenia enzymatycznego i mikrobiologicznego, a także procesami fizycznymi, które zachodzą przede wszystkim w surowcu mięsnym, tj. podstawowym składniku. Wszystkie przemiany biochemiczne i mikrobiologiczne są szczególnie intensywne w czasie produkcji wędlin surowych. W miarę przedłużania się okresu przechowywania wędlin intensywność procesów tych spada, a na czoło wszystkich zmian wysuwają się stopniowo procesy fizyczne. Ich wyrazem jest przede wszystkim ubytek ciężaru wędlin. Końcowa jakość wędlin surowych, oceniana na podstawie podanej charakterystyki, jest w logicznym tego następstwie funkcją: O biochemicznej struktury wyjściowej surowca mięsnego; O ilościowego i jakościowego zestawu produktów jego autolizy, a więc przede wszystkim produktów rozpadu białka i przemian frakcji węglowodanów; O wtórnych zmian zestawu związków chemicznych pochodzenia przede wszystkim węglowodanowego i białkowego, które zachodzą pod wpływem działania drobnoustrojów, głównie bakterii; O fizycznych i fizykochemicznych przemian, które zachodzą bez udziału mikroflory i korzystnie kształtują takie sprawdziany, jak: spoistość, związanie i konsystencja. Końcowa jakość wędlin surowych jako środka spożywczego nie jest jednak wielkością stałą. Długi szereg prac wykonanych w jednym z polskich ośrodków badawczych wskazuje jednoznacznie, że szczyt przydatności spożywczej wędlin surowych typu serwolatka przypada na okres 10—20 dób po wędzeniu. Po tym okresie wędlina staje się coraz bardziej spoista i mniej smaczna. W celu przedłużenia okresu szczytowej smakowitości wędlin surowych tego typu, pokrywa się je ok. 10 doby po wędzeniu powłokami ochronnymi. Nakładanie tych powłok jest słuszne wówczas, gdy przewidywany okres poprodukcyjnego przechowywania gotowych wędlin będzie dłuższy niż 20 dób. W tak przygotowanych wędlinach stwierdza się zwiększoną ilość azotu niebiałkowego i zawartość aminokwasów pierścieniowych, bardziej ustabilizowany poziom kwasu mlekowego, większe wyrównanie barwy na przekroju batonu, bardziej elastyczną konsystencję, nierzadko lepszy profil smakowy i zapachowy oraz 3—5 razy mniejsze ususzkowe ubytki ciężaru. 1.2.2.2. Diagnostyka podstawowych odchyleń technologicznych jakości wędlin surowych 1.2.2.2.1. Wygląd zewnętrzny batonu B. 22. Gruszkowaty kształt batonu. O gruszkowatej deformacji można mówić jedynie w przypadku użycia do produkcji su¬rowych wędlin osłonek, które nadają batonom regularny kształt walca, przykrytego dwoma półkulami. Warunek ten spełniają jelita sztuczne, a spośród jelit naturalnych — w zasadzie tylko cienkie jelita końskie. Gruszkowate zniekształcenie wędlin produkowanych w takich osłonkach rozwija się wskutek zawieszenia batonów w czasie produkcji i pierwszym okresie poprodukcyjnego przechowywania. Zniekształcenie to jest następstwem osadzania się farszu. Powstaje ono szczególnie szybko w przypadku zbyt luźnego nadziania farszu w osłonki. W wyniku działania siły grawitacji rozszerza się wówczas dolna część wiszącego batonu, dolna jego półkula płaszczy się, a górna upodabnia się coraz więcej do stożka . Opisane zniekształcenie może być uważane za nieprawidłowość, która z reguły nie pociąga za sobą żadnych innych następstw. Stwierdza się je nawet na wędlinach, których jakość nie nasuwa jakichkolwiek uwag. Jedynie w przypadku nadmiernej deformacji osłonka w górnej części batonu może nie przylegać ściśle do farszu wędlinowego. Zdarza się to jednak bardzo rzadko. B. 23. Nierównomierne zabarwienie. Podobnie, jak w przypadku innych wędlin, wymaga się, aby wszystkie batony wędlin surowych miały na całej swej długości jednakową barwę, charakterystyczną dla danego gatunku. W praktyce stwierdza się najczęściej trzy zasadnicze typy odchyleń prawidłowego zabarwienia wędlin surowych, a mianowicie: O zaciemnienie dolnego odcinka wi¬szących batonów połączone z ewentualnym zanikiem połysku osłonki; O smugowate zaciemnienie, przebiegające wzdłuż długiej osi na większej lub mniejszej powierzchni batonu oraz O miejscowe, dość ostro ograniczone rozjaśnienia prawidłowej czerwonobrązowej barwy batonów, które nie są zawieszone za pętlę z przędzy. Wszystkie trzy typy zmian w zabarwieniu powierzchni batonów wędlin surowych powstają podczas wędzenia aczkolwiek w różnych okolicznościach. O Zaciemnienie barwy dolnych odcinków zawieszonych batonów bez jednoczesnego zmatowienia powierzchni dowodzi zbyt bliskiego ich kontaktu ze źródłem energii cieplnej, które nie jest jednocześnie źródłem dymu (np. promienników podczerwieni, używanych do ogrzewania wędzarni). Zmiana barwy dolnych odcinków batonów jest następstwem większego odwodnienia okrywającej je osłonki i leżącego pod nią farszu wędlinowego. O Zaciemnienie barwy dolnych odcinków zawieszonych batonów z jednoczesnym zmatowieniem ich powierzchni wskazuje na popełnienie tego samego błędu w wędzarni komorowej bezpośrednio ogrzewanej trocinami drzewnymi. Etiologia zmiany barwy jest w tym przypadku analogiczna do wskazanej powyżej. Zmatowienie powierzchni batonów jest natomiast spowodowane osadzeniem się związków smołowcowych bądź kurzu, który wzbija się przy nieco mniej ostrożnym przegarnianiu palących się trocin lub przy dosypywaniu ich do ogniska. O Smugowate zaciemnienia barwy batonów wywołuje wędzenie w temperaturze wyższej od 20°C i wilgotności niższej od 80%. Pomiażdżenie surowca tłuszczowego, wchodzącego w skład farszu, w czasie procesu produkcyjnego oraz zanieczyszczenie tłuszczem zewnętrznej powierzchni osłonki świeżo nadzianego batonu ułatwia wystąpienie zaciemnienia wskutek miejscowego utrudnienia adsorpcji i dyfuzji lotnych składników dymu do wnętrza batonu. O Ostro odgraniczone rozjaśnienie barwy jest następstwem stykania się zbyt gęsto zawieszonych wędlin bez. użycia pętli z przędzy. Nierównomiernie zabarwionych batonów nie stwierdza się, gdy: O w czasie wędzenia nie stykają się ze sobą, a przestrzeń wolna między nimi wynosi kilka centymetrów i jest tym większa, im baton jest grubszy; O zainstalowana w wędzarni moc promienników podczerwieni wynosi 75 Watt/m2, a same promienniki są zainstalowane na wysokości 2 m; O źródło dymu i ciepła znajduje się poza komorą wędzarniczą; O w komorach wędzarniczych ogrzewanych bezpośrednio płonącym ogniskiem wiesza się dolną warstwę batonów na takiej wysokości, aby końce były nie niżej niż 120—150 cm ponad ogniskiem; O potrzebną ilość trocin wsypuje się do takich komór przed rozpoczęciem wędzenia; O warunki klimatyczne wędzenia odpowiadają w pełni wymaganiom, ustalonym dla poszczególnych asortymentów, a szczególnie, gdy temperatura wędzenia nie przekroczy 22°C, a wilgotność dymu będzie się wahać w granicach 90—100%. Omówione typy etiologiczne odchyleń prawidłowego zabarwienia wędlin surowych w zasadzie nie wpływają bezpośrednio na ich jakość. Niemniej jednak stanowią one czynnik, który obniża estetykę ich wyglądu, predysponuje do wystąpienia innych niepożądanych odchyleń i w każdym przypadku wskazuje na nie dość starannie i skrupulatnie prowadzony proces wędzenia. B. 24. Ogólne zbrązowienie osłonki. Prawidłową barwą powierzchni zewnętrznej wędlin surowych jest czerwień różnych, z reguły ciemnych odcieni z mniejszym lub większym widmowym udziałem barwy jasnobrązowej lub żółtobrązowej. Skupienia surowca tłuszczowego przeświecają przy tym przez osłonkę w postaci intensywnie żółto zabarwionych plam. Na tle przytoczonej charakterystyki odchyleniem od pożądanego standardu barwnego wyglądu zewnętrznego batonów będzie nadmierny wzrost udziału widmowego barwy brązowej, szczególnie ciemno- względnie czarno-brązowej. Batony są wówczas po prostu ciemnobrązowe. Barwa ta wskazuje, że wędliny zostały poddane wędzeniu z pominięciem tzw. okresu wstępnego dojrzewania, tj. wędzone były po upływie zaledwie kilku godzin od nadziania i lekkim tylko obeschnięciu powierzchni osłonki. Jednolite zbrązowienie osłonki dowodzi, że w warstwach farszu przylegających do niej nagromadziły się większe ilości produktu utlenienia mioglobiny, tj. większe ilości metmioglobiny. Wyjaśniając okoliczności jej nagromadzenia się, trzeba zwrócić uwagę na to, że proces peklowania bądź dopeklowania farszu wędlinowego rozpoczyna się w pewnej odległości od osłonki. O ile zatem między tą warstwą wczesnego peklowania a osłonką nie powstaną odpowiednie warunki, wówczas tworzenie się nitrozooksymioglobiny może być wstrzymane. W takich warunkach niedotlenienie podosłonkowych warstw farszu sprzyja utlenieniu mioglobiny do metmioglobiny. Bezpośrednie rozpoczęcie wędzenia po nadzianiu pogłębia to niedotlenienie wskutek adsorpcji składników dymu na powierzchni batonu szczególnie wówczas, gdy jest ona wilgotna. Zwiększona adsorpcja gazowych składników pirolizy drewna, a przede wszystkim ich stałych lub koloidalnych składników o różnym stopniu rozproszenia podnosi ponadto natężenie czerni w zestawie barwników, bądź barwy powierzchni batonów. Omawiane odchylenie barwy zewnętrznej batonów jest bodajże podstawowym niedociągnięciem przyspieszonej produkcji określonych gatunków wędlin surowych, tj. np. takich, jak wszelkiego rodzaju serwolatki. Celowość skrócenia czasu osiągnięcia gotowości towarowej tych wędlin wymaga stosowania innych środków zaradczych niż powrót do dawnej technologii, tj. do stosowania kilkudobowego (2—4 doby) wstępnego dojrzewania. Niektóre obserwacje zdają się wskazywać, że powstawaniu wymienionych odchyleń można zapobiec przez: O nadzianie farszu w osłonki, które zostały przepłukane tuż przed użyciem w roztworze azotynu sodu lub O zanurzenie świeżo nadzianych wędlin w takim roztworze na okres 1—2 godzin. Druga modyfikacja Zabiegu daje lepsze wyniki niż pierwsza. Jej wadą jest jedynie pewne odsolenie warstw podosłonkowych batonów ich dodatkowe uwodnienie. W każdym jednak razie przed wędzeniem powierzchnia batonów powinna być wysuszona, a zawartość azotynu sodu w używanym roztworze — niewiele przekraczać stężenie, stosowane przy peklowaniu mięsa. B. 25. Punktowe zbrązowienie podosłonkowe. Pod określeniem „punktowe zbrązowienie" należy zrozumieć pojawienie się pod powierzchnią osłonki wędlin jasno zabarwionych (np. metki) mniej lub więcej licznych, po całej powierzchni batonu nieregularnie rozsianych skupień brązowych, czerwonobrązowych lub ciemnobrązowych barwników. Plamki tych barwników są na pierwszy rzut oka podobne do małych plam zaschniętego kondensatu wędzarniczego. Początkowo miejsca ich skupień są w dodatku nierzadko więcej uwodnione niż sąsiednie części farszu wędlinowego. Stan powierzchni zewnętrznej osłonki nad skupieniami barwników nie wykazuje jednak żadnych odchyleń w porównaniu z pozostałymi jej częściami. Fakt ten wskazuje na umiejscowienie zmian bezpośrednio pod normalnie przeźroczystą osłonką. Analiza pochodzenia punktowych zbrązowień podosłonkowych wskazuje, że: O są one pochodzenia przyżyciowego i stanowią wówczas dowód obecności pasożytów w przewodzie pokarmowym bądź też O powstają podczas wędzenia w miejscu, gdzie pod osłonką znajdują się nierozpuszczalne kryształki soli kuchennej. Lokalne zbrązowienie ściany jelit naturalnych pochodzenia pasożytniczego są zjawiskiem stosunkowo rzadkim. W odróżnieniu od tego podobną zmianę barwy technologicznego pochodzenia stwierdzić można zarówno na wędlinach nadzianych w osłonkę naturalną jak i sztuczną. W tym ostatnim przypadku punktem wyjścia zmian jest obszar o zwiększonym ciśnieniu osmotycznym. Na skutek tej miejscowej hipertonii ciśnienia osmotycznego woda, Zawarta w mięsie, dyfunduje wówczas w kierunku kryształka soli i rozpuszcza go. W powstałej w ten sposób samorodnej solance rozpuszczają się z kolei gazowe składniki pirolizy drewna, które przenikają przez osłonkę w czasie wędzenia. Zabarwiona nimi solanka prześwieca wówczas przez osłonkę w postaci brązowych punktów. W miarę wysychania pogłębia się oczywiście jej brązowy odcień. Rzadko kiedy zabarwiona solanka dyfunduje w głąb masy wędlinowej i następuje zanik brązowych plamek. Przytoczone wyjaśnienia wskazują, że wystąpieniu omawianego odchylenia barwy jasno zabarwionych wędlin surowych sprzyja: O nie dość staranne szlamowanie jelit naturalnych; O użycie do produkcji mięsa wstępnie niepeklowanego; O zwiększenie udziału surowca tłuszczowego w zestawie surowcowym; O użycie do solenia soli o grubszym uziarnieniu, a więc np. soli kamionkowej zamiast warzelnej; O użycie osłonek (sztucznych) o cienkiej i delikatnej ściance oraz O przystąpienie do wędzenia bezpośrednio po sporządzeniu farszu i jego nadzianiu w osłonki. Z uwagi na kontrastowość barw punktowe zbrązowienie pod osłonką wędlin surowych jest poważnym pogorszeniem ich estetycznego wyglądu zewnętrznego. Odchylenie to nie ma jednak żadnego wpływu na technologiczne kształtowanie innych subiektywnych, jak również obiektywnych sprawdzianów jakości. B. 26. Oszronienie biologiczne. Pod pojęciem oszronienia rozumie się pokrycie powierzchni batonu, która prawidłowo powinna mieć barwę typową dla wyrobu wędzonego, szarozielonymi, szarymi, białawymi itp. plamami z reguły ostro odgraniczonymi od siebie. Pierwsze objawy oszronienia biologicznego stwierdza się nierzadko na obu końcach batonu, tj. w miejscach przewiązania osłonki. Gdy plamy te są rozległe, mogą się zlewać ze sobą i pokrywać mniej lub więcej jednolicie całą powierzchnię batonu. Powierzchnia tych plam jest z reguły sucha, matowa, z mniej lub więcej zaznaczoną ziarnistą strukturą. Wszystkie plamy można stosunkowo łatwo mechanicznie usunąć. Z przytoczonej definicji oszronienia wynika, że nie można o nim mówić wówczas, gdy proces technologiczny prowadzi się w sposób, który świadomie stwarza warunki ekologiczne do rozwoju określonych drobnoustrojów na powierzchni batonów. Przykładem takiej wędliny surowej jest salami węgierskie, którego batony są pokryte zasuszoną grzybnią pleśni z rodzaju Penicillium. Brązowo-czerwona powierzchnia batonów wędlinowych zaczyna pokrywać się różnokształtnymi plamami o szarym zabarwieniu i różnych rozmiarach zarówno w okresie produkcji, szczególnie w czasie wstępnego dojrzewania, jak również później, tj. podczas przechowywania gotowych wyrobów. Można zatem mówić o wczesnym i późnym rozwoju drożdży i bakterii, które to drobnoustroje stanowią biologiczną przyczynę omawianego odchylenia jakości wędlin surowych. Rozwój ten ma miejsce, gdy: O w pomieszczeniach produkcyjnych i przechowalniczych utrzymane będą warunki klimatyczne, odpowiadające wymaganiom fizjologicznym mikroflory poszczególnych typów; O na skutek niedostatecznego ustabilizowania tych warunków na poziomie nie sprzyjającym rozwojowi mikroflory dojdzie do przekroczenia punktu rosy i nastąpi zawilżenie powierzchni batonu oraz O przypadkowo zwilżona zostanie powierzchnia batonów w inny sposób. Rozwojowi bakterii i drożdży na powierzchni batonów wędlinowych sprzyjają ponadto: O brak aseptycznych warunków produkcji i w wyniku tego łatwość zakażenia powierzchni drogą powietrzną bądź przez styk batonu z zakażonymi przedmiotami; O właściwości chemiczne i fizykochemiczne zarówno części sztucznych, jak i wszystkich naturalnych osłonek wędlinowych (białko, woda, odczyn); O niedostateczne i z reguły zresztą przejściowe (na skutek ulatniania się) oddziaływanie bakteriostatyczne gazowych składników pirolizy drewna oraz O mikroklimat o zawyżonej wilgotności powietrza, który panuje między zbyt gęsto zawieszonymi batonami, tj. między batonami zawieszonymi w odstępach mniejszych od 4—5 cm. Z analizy przytoczonych warunków, sprzyjających rozwojowi mikroflory powierzchniowej wędlin surowych wynika, że rozwój ten zostaje zahamowany przez: O odwodnienie osłonki wędlinowej do poziomu niższego od zawartości wody biologicznie dostępnej oraz O trwałe uregulowanie temperatury i wilgotności względnej powietrza określonych pomieszczeń produkcyjnych i przechowalniczych na poziomie wyraźnie niższym od optymalnego. Zaburzenia regulacji wilgotności i temperatury są zatem podstawowym czynnikiem biologicznego oszronienia wędlin surowych. Ich oszronienie biologiczne jest w tych warunkach następstwem wegetacji licznych gatunków drożdży oraz ziarniaków. Wśród drożdży stwierdza się przede wszystkim kilka gatunków z rodzaju Debariomyces oraz Pichia. Temperatura pomieszczenia wyższa od 11—12°C oraz wilgotność względna większa od 90% sprzyja rozwojowi zarówno drożdży jak i bakterii. Rozwojowi ich towarzyszy dość nieprzyjemny, duszący zapach o natężeniu nierzadko mniejszym niż w przypadku opleśnienia. Oszronienie jest niepożądanym odchyleniem jakości, gdyż: O obniża wygląd estetyczny batonu wędliny oraz O może wpływać bezpośrednio na procesy biochemiczne, zachodzące w jej wnętrzu. O obniżeniu wyłącznie wyglądu estetycznego poszczególnych batonów na skutek oszronienia można mówić jedynie wówczas, gdy plamy nie są zbyt rozległe, pojawiają się w końcu okresu przechowywania oraz, gdy powierzchnia batonu jest sucha i nieoślizła. W tym przypadku wystarczy zwykle staranne mechaniczne usunięcie plam, aby wędliny nie różniły się niczym od produkowanych bezbłędnie. O ile jednak powierzchnia batonu jest jednocześnie zwilżona bądź oślizła, co ma miejsce nieraz w okresie wstępnego dojrzewania wędlin surowych przed wędzeniem, wówczas poszczególne batony powinny być starannie wymyte w solance o zawartości soli rzędu 10—150Be. Po wymyciu i następnie opłukaniu w czystej wodzie wędliny trzeba osuszyć i dodatkowo uwędzić. Wędliny o przywróconym w ten sposób pożądanym wyglądzie zewnętrznym nie nadają się do dalszego przechowywania. Usunięcie drożdżowo-bakteryjnych nalotów z powierzchni nieuwędzonych batonów jest bezwzględnie konieczne z uwagi na dodatkowe utrudnienie przenikania dymu do wnętrza batonu i dalsze nasilenie się objawów ich wegetacji. Bezwzględna konieczność usunięcia nalotów pochodzenia biologicznego z powierzchni dojrzewających wędlin surowych, jak również w ogóle plam bardziej rozległych i wcześniej pojawiających się na nie dość wyschniętej powierzchni wynika z niebezpieczeństwa: O przenikania drobnoustrojów przez osłonkę w głąb masy wędlinowej O utrudnienia tym samym ich cenoanabiotycznej wymiany oraz O utrudnienia wszelkiej wymiany gazowej bez względu na pocho-dzenie dyfundujących gazów, w wyniku czego w wędlinach może na-gromadzić się: OO zbyt mało gazowych składników pirolizy drewna z wszelkimi następstwami takiego niedowędzenia w zakresie kształtowania profilu smakowo-zapachowego i trwałości; OO zbyt mało tlenu, co prowadzi do pogłębienia warunków beztlenowych i w dodatkowo sprzyjających warunkach ułatwia rozwój beztlenowców proteolitycznych, które powodują rozkład gnilny wędlin, rozpoczynający się najczęściej od części środkowych batonu; OO zbyt dużo dwutlenku węgla, co ze swej strony pogłębia warunki beztlenowe wnętrza batonu, a przede wszystkim staje się przyczyną przerw w ciągłości strukturalnej (tzw. porowatość) i w krańcowym przypadku spowodować może nawet pęknięcie osłonki (rzadko). Oszronienie biologiczne może zatem w określonych okolicznościach powodować bardzo poważne zaburzenia produkcji wędlin surowych. W wyniku tego wędliny te mogą być po prostu mniej smaczne, mniej trwałe bądź też gorzej związane. Sytuację pogarsza fakt, że następstwa tych zaburzeń ujawniają się dopiero po upływie dłuższego czasu, nierzadko dopiero w okresie zaopatrzeniowego rozprowadzania gotowego wyrobu. Z tego też względu ścisłe przestrzeganie wymagań technologicznych szczególnie w pierwszych okresach produkcji, tj. przed i w czasie wędzenia, jest jedynym sposobem ochrony przed tymi następstwami. Jedynie wówczas, gdy naloty drożdżowo-bakteryjne pojawią się dopiero na gotowych, dobrze wysuszonych wędlinach, można nie przypisywać im większego znaczenia. Ochrona wędlin surowych przed oszronieniem polega na: O starannej regulacji warunków klimatycznych pomieszczeń produkcyjnych i przechowalniczych zgodnie z wymaganiami danego etapu technologicznego; O moczeniu jelit w rozcieńczonym kwasie mlekowym (1:9); doświadczalnie stwierdzono, że zabieg ten zmniejsza 20-krotnie intensywność rozmnażania się bakterii na powierzchni batonu wędlinowego; O krótkotrwałym zanurzeniu batonów do 3—4% roztworu kwasu octowego; zabieg ten zaleca się wykonać pierwszego dnia dojrzewania wędlin, a więc po upływie kilku, kilkunastu godzin od napełnienia osłonek; O przetrzymaniu wędlin w okresie ich końcowego dojrzewania po wędzeniu w pomieszczeniu, do którego wprowadza się stale pewną ilość dymu; ten sam skutek można uzyskać przez zadymienie tego pomieszczenia na kilka godzin przed załadowaniem go wędlinami; O naświetlaniu wędlin promieniami nadfioletowymi o długości 2400— 2800 A w dawce, odpowiadającej zużyciu 1 kW energii elektrycznej w ciągu doby; O powlekaniu batonów odpowiednimi powłokami ochronnymi na 5—10 dzień po wędzeniu. Ze wszystkich sposobów ochrony wędlin przed oszronieniem najczęściej stosowana jest pierwsza grupa zabiegów. W okresie produkcji jest to zresztą konieczne, gdyż powłoki ochronne, jako najbardziej skuteczny zabieg, mogą być użyte dopiero po zakończeniu dojrzewania poprodukcyjnego. Zbyt długie przetrzymywanie wędlin w zadymionych pomieszczeniach, szczególnie zbyt mocno zadymionych, chroni wprawdzie skutecznie przed oszronieniem, ale może stać się jednocześnie przyczyną gorzkiego posmaku wędlin. B. 27. Opleśnienie. Opleśnienie wędlin surowych objawia się w postaci mniej lub bardziej rozległych, ostro odgraniczonych lub zlewających się białawych, szarych, szarozielonych, niebiesko-zielonkawych, żółto-zielonkawych lub nawet czarnych plam. Naloty te są grzybnią pleśni, która może zacząć się rozwijać w krótki czas po nadzianiu masy wędlinowej w osłonki, tj. w okresie wstępnego dojrzewania, jak również znacznie później, a mianowicie w czasie poprodukcyjnego przechowywania gotowych wyrobów. Często naloty grzybni pleśniowej można stwierdzić najpierw w miejscu obu przewiązań batonu. W miarę rozwoju naloty te grubieją, stają się nierzadko mniej zbite i zmieniają zabarwienie z mniej lub więcej szarego na barwę z odcieniem zielonym lub żółtym. Domieszka tych barw wskazuje na pojawienie się zarodni pleśniowych. W miarę rozwoju grzybni powierzchnia batonu staje się ponadto coraz bardziej wilgotna i nasila się specyficzny, duszący, nieprzyjemny, dość silny zapach. Najwcześniej można go stwierdzić w miejscu przewiązań batonu. Zmiana zapachu opleśniałych wędlin jest spowodowana obecnością wolnych metyloketonów i innych związków karbonylowych, które tworzą się na skutek jełczenia oksydacyjnego tłuszczu pod wpływem lipooksydazy pleśniowej. Objawy pleśnienia wędlin surowych przypominają w dużym stopniu ich oszronienie (patrz pkt. B.26). Pomijając różnice budowy plam, stwierdzalne nawet okiem nieuzbrojonym, badaniem mikroskopowym stwierdzić można zawsze jaka jest faktyczna przyczyna ich pojawienia się. W sprzyjających warunkach ekologicznych na powierzchni wędlin surowych rozwijać się może wiele gatunków pleśni, głównie z rodzaju pędzlaków (Penicillium). Wyjątkowo rozwijają się na niej również czarne naloty pleśni zbożowej (Cladosporium herbarum). Ponieważ pleśnie te są zdecydowanymi tlenowcami, ich wegetacja ogranicza się w zasadzie do zewnętrznej warstwy osłonki wędlinowej. Jedynie w wyjątkowych okolicznościach) nitki grzybni drążą w głąb. Grzybnia rozwija się wówczas również pod osłonką wędlin. Na powierzchni batonów wędlin surowych pleśnie rozwijają się z reguły z zarodników. Zakażenie to występuje w tych samych okolicznościach, co oszronienie biologiczne. Podobne czynniki hamują bądź przyspieszają ich rozwój (patrz B.26). Z tego też względu na wędlinach stwierdza się jednoczesne występowanie nalotów pleśniowych i bakteryjnych. Ich rozróżnienie nie sprawia z reguły trudności. Nieuzbrojonym okiem lub już pod niewielkim powiększeniem łatwo rozpoznać bowiem najczęściej okrągłe i zwarte kolonie bakteryjne. W odróżnieniu od tego naloty pleśniowe są większe, mają nitkowatą strukturę i są bardziej puszyste. Z przewagą rozwoju pleśni w tych nalotach należy liczyć się wówczas, gdy temperatura jest utrzymana na poziomie 5—10°C, a wilgotność względna powietrza waha się w granicach 70—75%. Słaba cyrkulacja powietrza w pomieszczeniach produkcyjnych i przechowalniczych, zaciemnienie oraz brak (osłonki sztuczne) lub niska (osłonki naturalne) zawartość soli kuchennej i jednocześnie słabe ich odwodnienie sprzyja dodatkowo zakażeniu zarodnikami pleśniowymi i dalszemu ich rozwojowi. W odróżnieniu od tego zakwaszenie powierzchni osłonki wstrzymuje rozwój pleśni. Wskutek tego, że aldehydy i fenole nie działają mykostatycznie, pleśnie rozwijają się z równą łatwością zarówno na powierzchni wędlin wędzonych jak i takich, które temu zabiegowi nie poddano. Opleśnieniu ulegają stosunkowo często wędliny w czasie przewozu, gdy łańcuch chłodniczy podczas ich obrotu wykazuje przerwy. Stłoczenie wędlin na niedużej przestrzeni dla tym lepszego wykorzystania pojemności środka przewozowego sprzyja dodatkowo wystąpieniu zmian. Opleśnienie przyspieszają ponadto znaczniejsze różnice między warunkami atmosferycznymi i warunkami klimatycznymi chłodzonych środków przewozu w czasie ich załadunku. W wyniku takiego niedostosowania temperatury i wilgotności względnej dochodzi do przekroczenia punktu rosy na powierzchni batonów wędlinowych bądź też do bardzo znacznego wzrostu wilgotności względnej. Takie warunki wilgotnościowe i temperaturowe sprzyjają intensywnemu i obfitemu rozwojowi wszelkich drobnoustrojów psychrofilnych, a szczególnie pleśni. Technologiczne następstwa wegetacji pleśni na powierzchni batonów wędlin surowych są zależne przede wszystkim od tego czy ta wegetacja jest celowo wywołana i rozwijana, czy też jest zjawiskiem przypadkowym i nieoczekiwanym. Okrywą grzybniową, zasuszoną przed wytworzeniem zarodni, pokrywa się powierzchnię batonów salami. Grzybnia, okrywająca salami, nie spełnia oczekiwań technologicznych, gdy: O nie pokrywa jednolicie całej powierzchni salami; O nie dość ściśle przylega do niej; O nie jest jednolicie szarobiała; O jej czystość mikrobiologiczna nie jest dostateczna. Barwa powierzchni batonów salami jest niejednolicie szarobiała wówczas, gdy grubość okrywy grzybniowej jest niejednakowa. Salami o tego rodzaju niedociągnięciach było po prostu zbyt wcześnie lub zbyt późno poddane suszeniu. Gdy temperatura dojrzewalni jest wyższa od ok. 10°C, a wilgotność względna jej powietrza większa od ok. 75%, wtedy okrywa grzybniowa salami może być zanieczyszczona innymi drobnoustrojami. Dla zabezpieczenia pożądanej czystości mikrobiologicznej grzybni, tj. grzybni pleśni wyłącznie z rodzaju Penicillium salami musi dojrzewać w ściśle określonych warunkach klimatycznych. W tych warunkach grzybnia rozwija się łatwo na powierzchni całego batonu, a zarodnie dojrzewają dopiero po upływie dłuższego czasu. Produkcja salami węgierskiego lub włoskiego jest jedynym przykładem celowego wykorzystania porostu grzybni pleśniowej. Jej pojawienie się na powierzchni wszystkich innych gatunków wędlin surowych jest zawsze zjawiskiem niepożądanym. Technologiczne następstwa wegetacji pleśni są w tych przypadkach podobne do następstw oszronienia. Dla oceny skutków ich wegetacji ważna jest jednak rozległość plam pieśniowych i zaawansowanie procesu produkcyjnego, w którym się one pojawiają, a ponadto szybkość rozwoju grzybni i zarodnikowania. Im wcześniej wędliny pleśnieją i im naloty pleśniowe zajmują większą powierzchnię, tym niebezpieczeństwo obniżenia jakości i trwałości wędlin jest większe. Biomechanizm i biochemizm tych następstw przypomina etiologię odchyleń jakości na skutek oszronienia biologicznego (patrz B.26). Jako heterofizyczne drobnoustroje, których katepsyny katalizują proteolizę białek, kończącą się dezaminacją aminokwasów i wydzieleniem się wolnego amoniaku, pleśnie alkalizują ponadto środowisko i w tym większym stopniu obniżają trwałość wędlin surowych, a szczególnie warstw obwodowych ich batonów. Zabiegiem technologicznym, chroniącym wędliny przed opleśnieniem jest przede wszystkim odpowiednia i staranna regulacja warunków klimatycznych procesu produkcji, przechowania i przewozu oraz powleczenie batonów powłokami ochronnymi. Aby powłoki te chroniły skutecznie przed opleśnieniem, muszą być wykonane z substancji, które same nie stanowią pożywki dla drobnoustrojów (np. polimery) oraz muszą bardzo ściśle przylegać do powierzchni batonów. Z uwagi na brak mykostatycznych właściwości dymu zadymianie pomieszczeń przechowalniczych jest zabiegiem chroniącym jedynie przed oszranianiem biologicznym. Zabieg ten nie chroni zatem wędlin surowych przed opleśnieniem. Kiedy powierzchnia batonu jest sucha, wtedy wegetacja pleśni ograniczona jest jedynie do zewnętrznej powierzchni osłonki. Opleśnienie takie nie wpływa poważniej na zmniejszenie przydatności użytkowej wędlin surowych. Należy je jedynie w każdym przypadku starannie mechanicznie usunąć lub też wymyć wędliny w wodzie, a jeszcze lepiej w solance lub 3—5% occie w sposób analogiczny do stosowanego przy usuwaniu oszronienia biologicznego. Po takim hydromechanicznym zabiegu barwa batonu jest jaśniejsza, a powierzchnia matowa. Z tego też względu po usunięciu nalotu należy wędliny poddać krótkiemu wędzeniu w warunkach przewidzianych dla danego gatunku wyrobu. Wędliny takie muszą być możliwie niezwłocznie rozprowadzane w sieci zaopatrzeniowej. W przypadku bardziej zaawansowanego opleśnienia, tj. opleśnienia obejmującego już podosłonkowe warstwy brzeżne batonu wędliny, należy przed jej rozprowadzeniem zdjąć osłonkę i rozważyć ewentualną możliwość odcięcia warstw, objętych zmianami. B. 28. Oszronienie krystalizacyjne (wykwity krystaliczne). Wykwity krystaliczne są odchyleniem jakości w pierwszym rzędzie tych wędlin surowych, które zostały nadziane w osłonki naturalne. Na powierzchni takich wędlin krystalizuje się sól kuchenna, rzadziej inne zaprawy, np. cukier. Kryształki, pokrywające powierzchnię wędlin, mają drobne lub nawet bardzo drobne rozmiary. Batony wędlin surowych, na których pojawiły się wykwity krystaliczne, przypominają przy pobieżnym badaniu batony pokryte plamami oszronienia biologicznego. Wątpliwości w tym zakresie rozstrzyga z łatwością badanie mikroskopowe. W tych przypadkach, gdy kryształy są nieco większe, jest ono oczywiście zbędne. Twarda konsystencja nalotów, sypka struktura i przecinkowato błyszcząca powierzchnia wskazują zawsze na ich fizyczne pochodzenie. Zdarzają się również przypadki stwierdzania na tym samym batonie objawów oszronienia biologicznego i krystalizacji soli kuchennej lub innych zapraw. Sól kuchenna krystalizuje na powierzchni poszczególnych batonów wędlinowych wówczas, gdy zwilża ją przesycony roztwór. Roztwór ten: O dyfunduje z nadmiernie zasolonego farszu wędlinowego; O dyfunduje — i to o wiele częściej — z uprzednio zasolonej i przed użyciem niedostatecznie wymoczonej naturalnej osłonki wędlinowej lub O jest pozostałością po solance, do której zanurzono świeżo nadziane wędliny na okres wstępnego dojrzewania. Zagęszczeniu i krystalizacji roztworu soli na powierzchni osłonki sprzyja podwyższona temperatura i niedostateczna wilgotność powietrza w pomieszczeniach produkcyjnych i przede wszystkim przechowalniczych. Dlatego też oszronienie krystalizacyjne stwierdza się częściej podczas przechowywania niż w okresie produkcji wędlin surowych. Wykwity krystaliczne na powierzchni batonów są odchyleniami, które: O pogarszają wygląd estetyczny oraz O w przypadkach mechanicznego zniszczenia osłonki i zwiększenia tym samym przenikliwości pary wodnej i gazów — zwiększają ususzkowe ubytki ciężaru i obniżają wydajność produkcyjną. Zapobieganie pokrywaniu się batonów wykwitami krystalicznymi opiera się na rozeznaniu, że główną przyczyną ich powstania są błędy w przedprodukcyjnym przygotowaniu zasolonych osłonek naturalnych do nadzienia masą wędlinową. Prawidłowe przygotowanie jelit naturalnych polega na wymoczeniu w kilkakrotnie zmienianej wodzie przez okres 2—3 godzin. Ten sam cel osiąga się przez moczenie w letniej wodzie (ok. 35°C) w ciągu jednej godziny. Przed nadzianiem trzeba starannie usunąć zaadsorbowaną wodę z obu powierzchni (zewnętrznej i wewnętrznej) wymoczonych jelit. Odpowiednie przygotowanie zasolonych osłonek naturalnych przed nadzianiem masą wędlinową jest zabiegiem szczególnie ważnym z tego powodu, że jelita świeże (niesolone) nie nadają się do produkcji wędlin surowych o przewidywanej bardziej spoistej konsystencji. Jelita niesolone są bowiem zbyt rozciągliwe. Ta właściwość utrudnia prawidłowe ich nadzianie ze wszelkimi dalszymi tego następstwami (patrz B.30). W celu ochrony wędlin, które bezpośrednio po nadzianiu zanurzono w solance, przed wystąpieniem wykwitów solnych w dalszych okresach produkcji zaleca się zanurzyć je na kilka sekund do gorącej wody. Wędzić można takie batony dopiero po ocieknięciu zaadsorbowanej wody i osuszeniu powierzchni batonów. Jest rzeczą oczywistą, że przed przeznaczeniem do sieci zaopatrzeniowej gotowych wędlin, pokrytych wykwitami krystalicznymi, należy zmiany starannie usunąć. W tym celu wystarczy najczęściej ostrożne przetarcie poszczególnych batonów suchą szczotką lub płótnem. Nie zaleca się jednak przechowywać takich wędlin. B. 29. Spergaminowanie i odpęcznienie osłonki. Spergaminowanie osłonki wędlinowej jest następstwem zbyt dużego i zbyt szybkiego odwodnienia. Osłonka taka jest nie tylko bardzo sucha, ale również mało elastyczna, znacznie odpęczniała oraz mało przenikliwa dla gazów. Pod nadmiernie wysuszoną osłonką znajduje się nierzadko dobrze na przekroju batonu widoczne obrzeże podsychania. Omówiona utrata pożądanych właściwości fizycznych przypomina zarówno okolicznościami, w których powstaje, jak również charakterem przemian fizykochemicznych, które powodują powstanie zmian, spergaminowacenie (żelatynację, zrogowacenie, zapieczenie) skóry surowej. Właściwości fizyczne spergaminowanej osłonki wędlinowej są bowiem wynikiem powstania dodatkowych wiązań poprzecznych pomiędzy łańcuchami polipeptydowymi. Mostki te powstają na skutek nadmiernego zbliżenia się do siebie poszczególnych łańcuchów pod wpływem odpęcznienia. Termohydroliza kolagenu gra natomiast drugorzędną rolę w kształtowaniu właściwości spergaminowanej osłonki. Nadmierne wysuszenie i spergaminowanie osłonki stwierdza się przede wszystkim wówczas, gdy wilgotność powietrza pomieszczeń produkcyjnych i przechowalniczych kształtują się na poziomie 60—65% i niższym. Wzrost temperatury przyspiesza wprawdzie rozwój omawianej wady, ale z uwagi na bardziej chociażby rozpowszechniony nawyk pomiaru temperatury niż wilgotności ma on mniejsze praktyczne znaczenie. W odróżnieniu od tego nadmiernie żywa cyrkulacja powietrza (np. przeciąg) powiększa efekty wysuszenia i odpęcznienia osłonki. Odpęcznienie osłonki wędlin surowych jest zjawiskiem niepożądanym, gdyż: O pogarsza wygląd estetyczny batonów; O utrudnia wymianę gazową, tj. pochłanianie tlenu i gazowych składników pirolizy drewna ze wszystkimi tego następstwami (patrz B.27); O sprzyja popękaniu wnętrza wędlin i ewentualnej ich dyskwalifikacji spożywczej na skutek wtórnych zmian w miejscach przerwania ciągłości strukturalnej batonu. Następstwa nadmiernego odpęcznienia osłonki wędlin surowych są tym donioślejsze, im wcześniej występuje. Ochrona przed tymi następstwami sprowadza się do: O zanurzania świeżo nadzianych wędlin na okres 3—4 sekund do wrzącej wody; O zanurzenia świeżo nadzianych wędlin na cały lub część (1—2 doby) okresu wstępnego dojrzewania do solanki o zawartości soli, odpowiadającej 8—9° Be; O regulacji warunków klimatycznych dojrzewalni w ten sposób, że jej temperaturę podnosi się stopniowo z. 10—12°C do 16—18°C, a wilgotność powietrza obniża się z szybkością 5% na dobę z poziomu 95% do 75% i nie niżej; O regulacji warunków klimatycznych wędzarni — o ile nie wędzi się w sposób specjalny — zgodnie z wymaganiami wędzenia zimnego (temperatura 16—22°C i nie wyżej 24°C, wilgotność względna 90—95%, prędkość przepływu powietrza 7—15 m/min.); O regulacji warunków klimatycznych końcowego dojrzewania w ten sposób, aby temperatura pomieszczenia nie przekraczała 10—12°C, a wilgotność względna powietrza wahała się w granicach 75—80%. O prawidłowym przebiegu odwodnienia we wstępnym i końcowym okresie dojrzewania oraz wędzenia wędlin surowych można zorientować się po zachowaniu obu końcowych odcinków osłonki. Wspomniane odcinki, wystające poza miejsce przewiązania batonu, głównie ten, który znajduje się ponad wiszącym batonem, szczególnie łatwo wysychają i ulegają spergaminowaniu. Tego rodzaju lokalne zmiany osłonki wędlinowej są zatem pierwszymi zwiastunami niepożądanych zmian, które w przypadku dalszego trwania uchybień prawidłowości procesu technologicznego doprowadzić mogą do ogólnego nadmiernego wyschnięcia osłonki. W przypadku stwierdzenia zbytniego lub przedwczesnego wyschnięcia osłonki można próbować zapobiec dalszemu procesowi przez: O zanurzenie wędlin do zimnej wody; O zwilżenie ich powierzchni przy pomocy kawałka mokrej tkaniny lub też O rozpylenie wody na powierzchnię batonów. Niezależnie od wykonanego i zastosowanego sposobu zwilżanie batonów należy zakończyć z chwilą stwierdzenia dostatecznego uelastycznienia osłonki. Osuszone następnie i uwędzone wędliny nie należy przechowywać, lecz możliwie szybko po końcowym dojrzewaniu przekazać do spożycia. Zwilżanie powierzchni wędlin, których osłonka nadmiernie wyschła, nie zawsze jednak daje w pełni zadowalające wyniki. Mianowicie osłonka nie staje się ponownie elastyczna i dostatecznie przenikliwa w tych przypadkach, kiedy różnego typu wiązania poprzeczne zablokowały zbyt dużo rodników wodochłonnych i cząsteczki białek nie pęcznieją. Ponadto istnieje zawsze realne niebezpieczeństwo odklejenia się nieelastycznej osłonki od masy wędlinowej ze wszystkimi tego następstwami (patrz B.31). B. 30. Pomarszczenie osłonki. Batony gotowych wędlin surowych nie mają z reguły gładkiej powierzchni. Brak wyrównania tej powierzchni jest regularnym następstwem stopniowego odpęcznienia masy wędlinowej na skutek postępującego parowania wody. O pomarszczeniu jako niepożądanym zjawisku technologicznym można zatem mówić jedynie w przypadku poważniejszej dysproporcji między szybkością procesu odpęczniania masy wędlinowej a szybkością kurczenia się jej osłonki. W tym przypadku powierzchnia batonu jest głębiej pobrużdżona. Pomarszczona osłonka układa się też często w wyraźne fałdy i głębokie bruzdy, biegnące wzdłuż długiej osi batonu. Przyczyną takiego nadmiernego pomarszczenia osłonki wędlin surowych, spowodowanego dużym odpęcznieniem koloidów białkowych surowca mięsnego, może być: O użycie do produkcji mięsa zbyt wodnistego; O zbyt luźne nadzianie masy wędlinowej w osłonki oraz O zbyt intensywne podsuszanie wędlin. Z fizykochemii wiadomo, że mięso robi wrażenie wodnistego wówczas, gdy zawiera większe ilości wody kapilarnie związanej. Woda ta jest ze strukturą mięsa słabo związana. Z tego też względu ulatnia się ona szczególnie łatwo i szybko już pod wpływem np. niewielkich dawek energii cieplnej lub różnic prężności par. Mięso zwierząt młodych, a przede wszystkim zwierząt wychudzonych zawiera zawsze więcej wody adhezyjnej. Jego przydatność do wyrobu wędlin surowych jest z tego powodu poważnie ograniczona. Niezależnie od predyspozycji, związanej z jakością mięsa, powstanie zmarszczek osłonki ułatwia także zbyt plastyczna konsystencja świeżej wędliny jako następstwo luźnego nadziania jej farszu. Następstwa te pogłębia za wysoka temperatura i za niska wilgotność z jednoczesną zbyt intensywną cyrkulacją powietrza w pomieszczeniach produkcyjnych i przechowalniczych. Im odchylenia prawidłowości warunków klimatycznych są poważniejsze i wcześniejsze, tym pofałdowania osłonki wędlin surowych są wyraźniejsze (głębsze). Z poznania przyczyn występowania omawianego błędu technologicznego produkcji wędlin surowych wynika celowość stosowania następujących środków zapobiegawczych, a mianowicie: O starannego doboru surowca mięsnego; O regulacja dynamiki odwadniania surowca mięsnego przez: OO lekkie podmrożenie lub OO dobór odpowiednich warunków klimatycznych dojrzewania i przechowywania; O wstępnego peklowania azotanowego mięsa z zabezpieczeniem swobodnego odcieku solanki samorodnej; O zwiększania udziału słoniny w zestawie surowcowym farszu oraz O należytego nadziania osłonek wędlinowych. Realizacja powyższych wskazań technologicznych ma na celu zmniejszenie odpęcznienia farszu wędlinowego i lepsze dostosowanie zmian objętości osłonki do zakresu jego odpęcznienia. O Nawiązując do pierwszego z powyższych wskazań trzeba stwierdzić, że nader słuszne są dawne zalecenia praktyczne, aby na wędliny surowe przeznaczyć mięso ze zwierząt dobrze utuczonych, znajdujących się w pełni sił i zdrowia oraz prawidłowo do uboju przygotowanych. Mięso takie odznacza się dużą wodochłonnością i w związku z tym małą skłonnością do wysuszki i odpęcznienia. Dyfuzyjne przenikanie wody jest bowiem w takim mięsie najmniejsze. O Dla uregulowania dynamiki odwadniania takiego mięsa zaleca się współcześnie dodatkowo lekkie podmrożenie do temperatur od —3 do —4°C przez okres dwu dób. Głębsze przedprodukcyjne zamrażanie mięsa nie jest wskazane, gdyż wodochłonność i zlepność masy wędlinowej jest zbytnio obniżona. O Gdy biochemiczna struktura surowca nie odpowiada w pełni wymaganiom, lecz istnieje uzasadnienie jego zużycia do produkcji wędlin surowych, wówczas można je częściowo zabezpieczyć przed niepożądanym pofałdowaniem osłonki przez zastosowanie wstępnego suchego peklowania azotanowego mięsa. W tym celu mięso powinno być pokrojone w kawałki nie mniejsze od wielkości pięści i peklowane w możliwie wysokich i ażurowych pojemnikach. Dostateczna grubość warstwy peklującego się mięsa i nieszczelność pojemników zabezpieczyć mają swobodny odciek solanki samorodnej. Wędliny surowe, wyprodukowane z tak wstępnie przesolonego mięsa, odznaczają się jednak mniej pożądanym profilem smakowym i zapachowym. W odciekającej solance są bowiem rozpuszczone chemiczne nośniki smakowitości. O Zwiększenie udziału słoniny w zestawie wędlin surowych, a więc składnika nie ulegającego praktycznie większemu odpęcznieniu, podnosi w omawianym przypadku skuteczność wstępnego przesolenia mięsa i to tym więcej, im surowiec jest silniej rozdrobniony. Gdy kostki rozdrobnionego surowca nie będą dostatecznie małe, powierzchnia batonów może być w tym przypadku gruzełkowata lub guzowata. O Zapobieganie nadmiernemu pofałdowaniu osłonki gotowych wędlin surowych sprowadza się jednak w każdym przypadku do pełnego wykorzystania objętości jelit podczas nadziewania masą wędlinową. Szczególnie starannie należy nadziewać wędliny surowe wyrabiane z mięsa świńskiego. Dane doświadczalne bowiem wskazują, że współczynnik odpęcznienia poprzecznego jak i podłużnego batonu takich wędlin jest o 38% bądź o 50% większy od analogicznych danych dla wędlin z mięsa bydlęcego. Bezpośrednio po nadzianiu batony powinny odznaczać się w każdym razie jędrną i elastyczną konsystencją, wskazującą na to, że w osłonkę nadziano tyle masy wędlinowej, na ile tylko zezwalała jej oporność mechaniczna. W stosunku do tak nadzianych wędlin regulacja warunków klimatycznych dalszych etapów produkcji jest tylko dodatkowym środkiem chroniącym przed pomarszczeniem osłonki. Na ogół uważa się, że temperatura pomieszczenia, w którym przechowuje się gotowe wędliny, wyregulowana na poziomie rzędu 15°C i łagodne wahania wilgotności względnej powietrza w granicach 85—70% z tendencją spadku w miarę upływu czasu przechowywania, jest czynnikiem chroniącym wędliny przed tego rodzaju obniżeniem estetyki wyglądu zewnętrznego batonu. W celu tym lepszego zabezpieczenia pożądanych skutków takiej regulacji warunków klimatycznych zaleca się również pozostawianie wędlin w wędzarni po ukończeniu wędzenia do czasu wyrównania się ich temperatury i temperatury wędzarni z otoczeniem, tj. do następnego dnia. Technologiczne wyrównanie pofałdowanej i pomarszczonej powierzchni batonów gotowych wędlin natrafia na stosunkowo duże trudności. Trudności te są tym poważniejsze, im nasilenie odchylenia od pożądanego stanu jest większe. Moczenie takich batonów nie czyni najczęściej zadość wymaganiom, ponieważ bardzo łatwo prowadzi do całkowitego rozluźnienia zespolenia osłonki z masą wędlinową. B. 31. Odstawanie osłonki od masy wędlinowej. Mniej lub więcej rozległe odstawanie osłonki od masy wędlinowej, tj. zerwanie połączeń między obu tymi składnikami batonu widoczne jest dopiero na gotowym wyrobie. Występuje ono więc najwcześniej w okresie końcowego dojrzewania wędliny po wędzeniu, a z reguły jeszcze później. W miejscu odstawania osłonki rozwijają się nierzadko drobnoustroje, wśród których nie brak nawet pleśni. Gdy wśród nich znajdują się bakterie rozkładu gnilnego, wtedy rozpoczyna się rozkład gnilny wędliny. Wśród tej mikroflory stwierdza się również drożdże rozkładające tłuszcze, a w cieczy pod odstającą osłonką — monoglicerydy, wolny glicerol i wolne kwasy tłuszczowe. Oderwanie się osłonki od masy wędlinowej jest następstwem: O użycia osłonki o niedostatecznej zdolności odpęcznienia, tj. kurczenia się, O niedostatecznego uelastycznienia osłonek poprzez moczenie tuż przed nadzianiem masą wędlinową; O skrajnie dużych niedociągnięć technologicznych, które stanowią przyczynę nadmiernego pofałdowania powierzchni batonów (patrz B.30), oraz O nieumiejętnego usuwania braków w ich wyglądzie zewnętrznym, a więc np. śladów oszronienia, opleśnienia, niedostatecznej elastyczności lub nadmiernego pofałdowania osłonki (patrz rozdziały: B.26, B.27, B.29, B.30). Obluźnienie i nieścisłe przyleganie osłonki rodzi zatem przypuszczenie, że dotychczasowy proces produkcji nasuwa takie czy inne zastrzeżenia technologiczne. W praktyce przemysłowej przyczyną omawianego odchylenia jest nierzadko nieodpowiednie moczenie batonów (zbyt długie lub w zbyt wysokiej temperaturze) w celu usunięcia z ich powierzchni objawów wczesnego oszronienia lub opleśnienia. Doszukując się przyczyn tego obluźnienia zwrócić trzeba uwagę na różnorodną skłonność poszczególnych osłonek do odlepiania się od masy wędlinowej. Najlepiej przylegają zawsze osłonki naturalne. Jest to związane z ich dużym odpęcznieniem, proporcjonalnym do odwodnienia, znacznie większym niż np. sztucznych osłonek białkowych. Spośród jelit sztucznych obluźnieniu ulegają najłatwiej osłonki produkowane na bazie celulozy, np. pergaminowe. Słabe zespolenie się tych ostatnich osłonek z masą wędlinową jest zaletą w tych przypadkach kiedy wędliny są z góry przeznaczone — po zdjęciu osłonki — do krojenia w plastry i rozprowadzania w stanie prepakowanym. Odlepienie i obluźnienie osłonki jest poważnym odchyleniem pożądanej jakości wędlin surowych, gdyż: O obniża wygląd estetyczny batonów w stopniu, który przekreślać może nawet całkowicie ich wartość towarową, a poza tym O obniża ich trwałość, gdyż w miejscach, w których osłonka nie przy-lega do masy wędlinowej, rozwijają się drobnoustroje, wśród których nie brak proteolizujących lub hydrolizujących tłuszcze. Zapobieganie odlepianiu się osłonki od masy wędlinowej jest tak różnorodne, jak różnorodne są omówione przyczyny jego powstania. Z tego też powodu możliwości zapobiegania zostały wskazane przy omawianiu postępowania technologicznego, chroniącego przed wystąpieniem odchyleń, których pogłębieniem jest całkowite zerwanie osłonki z masą wędlinową (patrz B.29 i B.30).

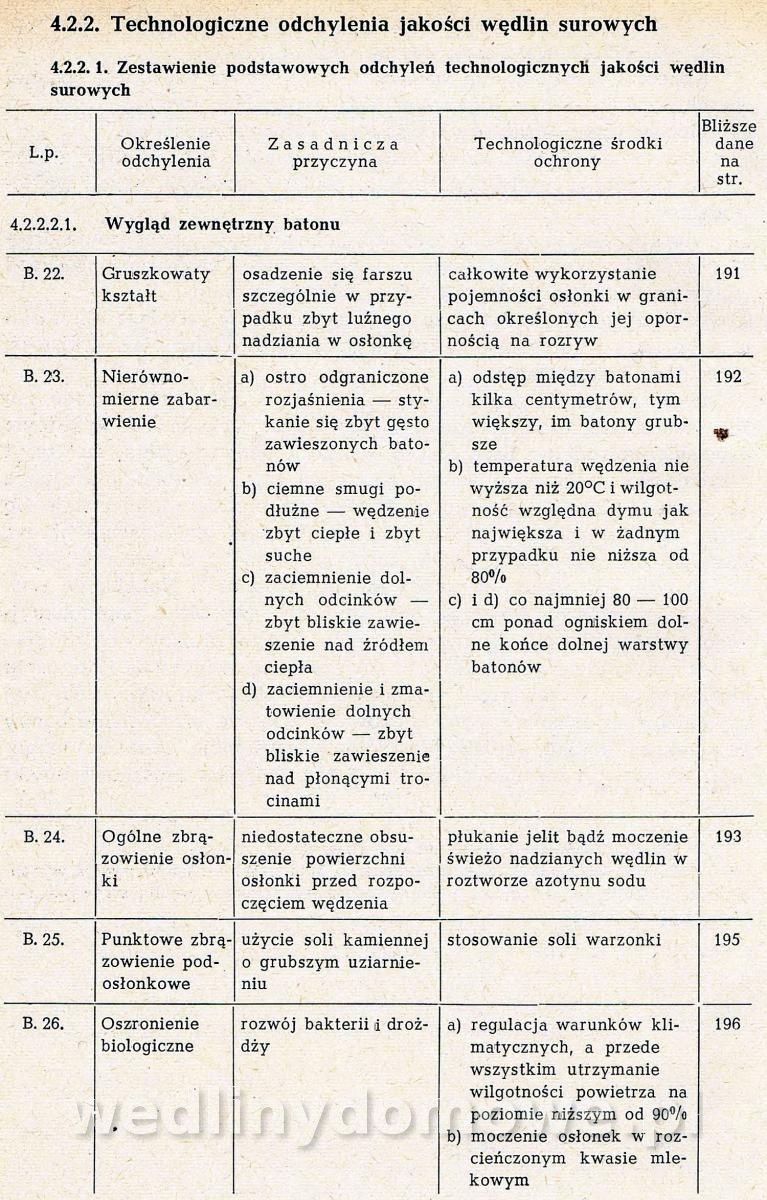
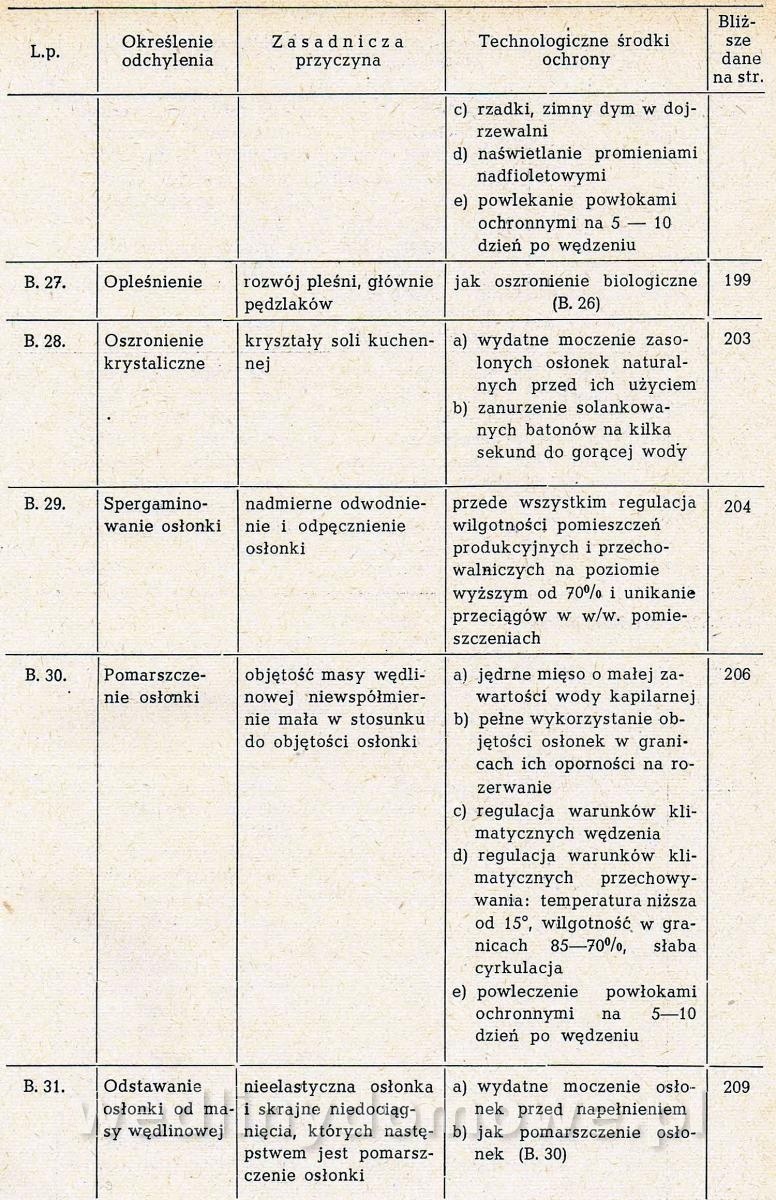
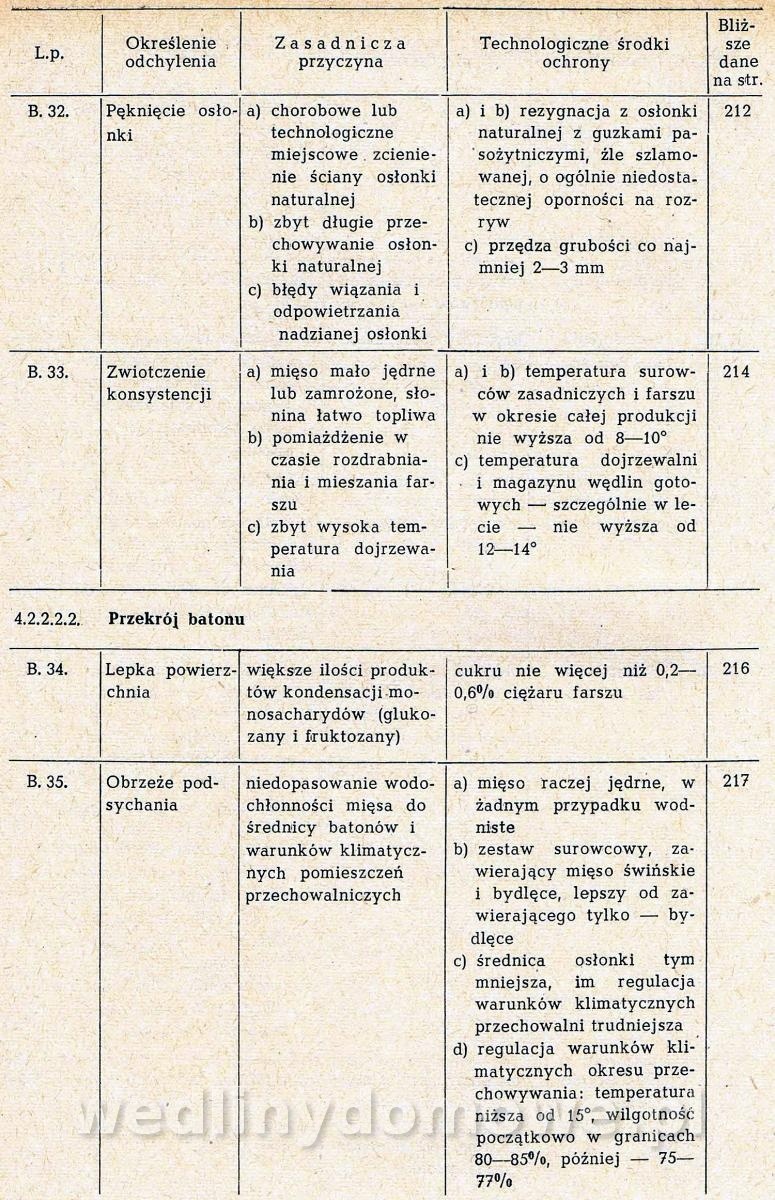
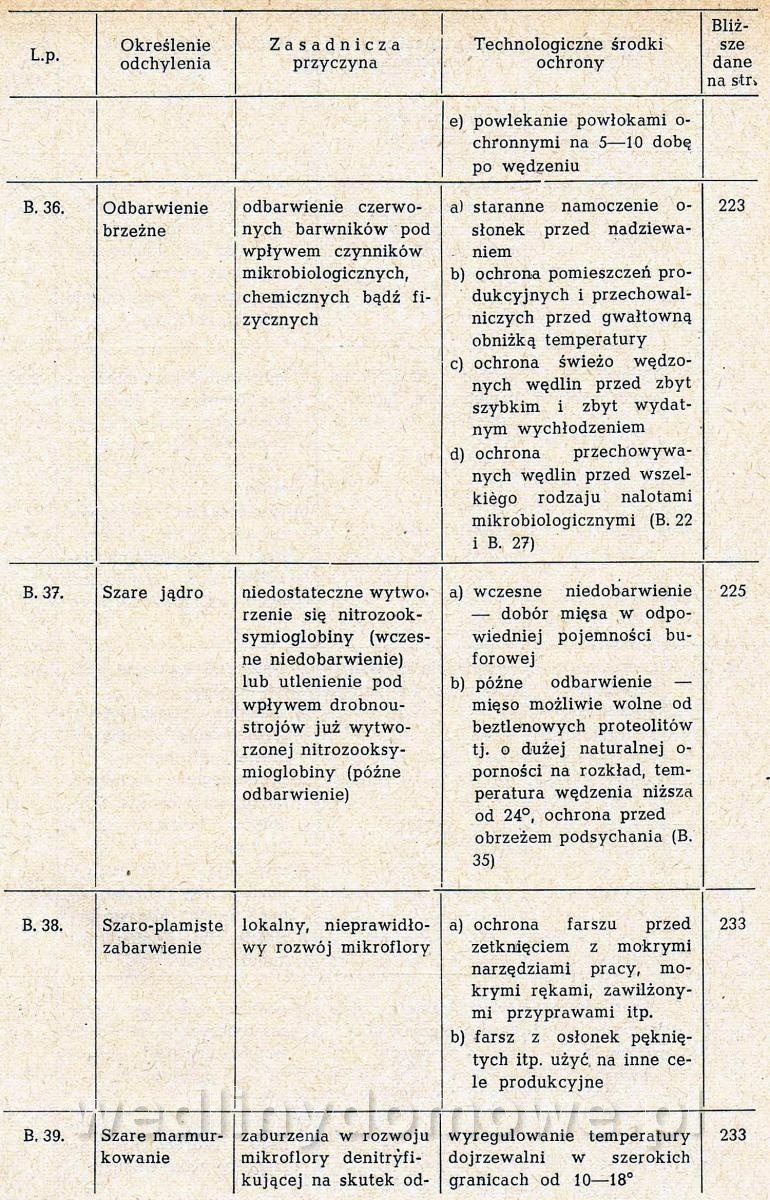
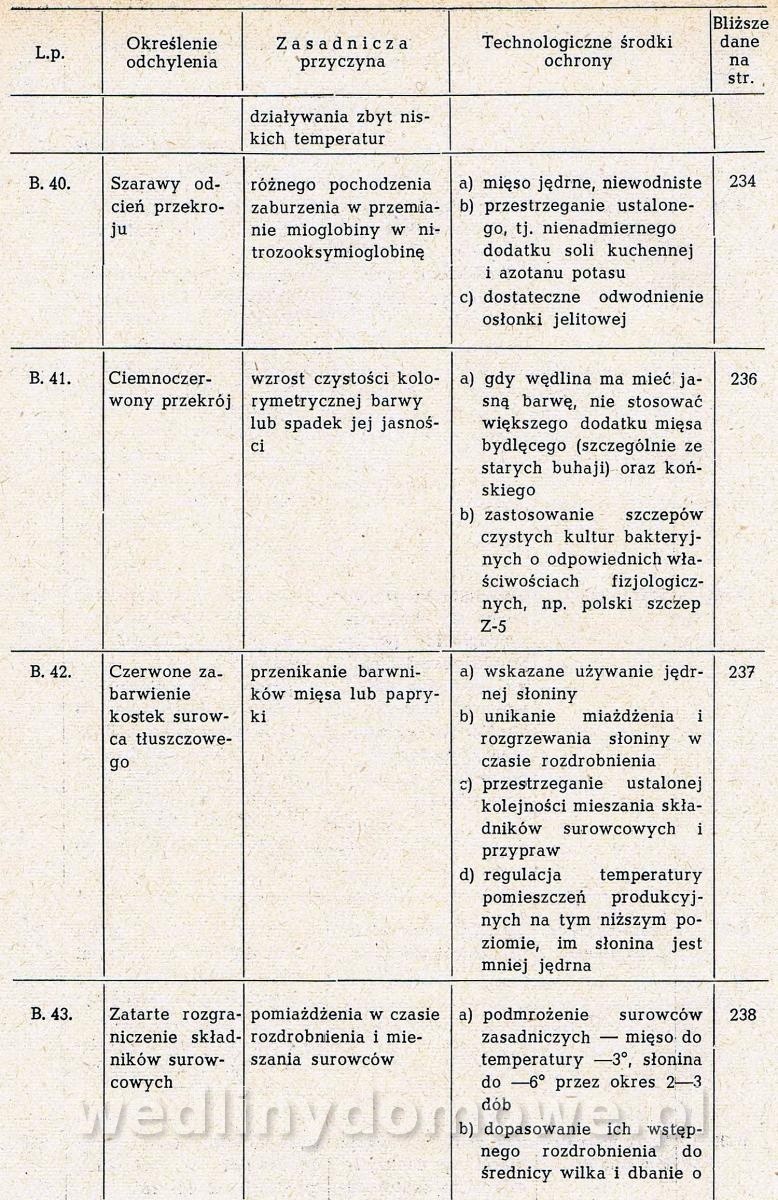
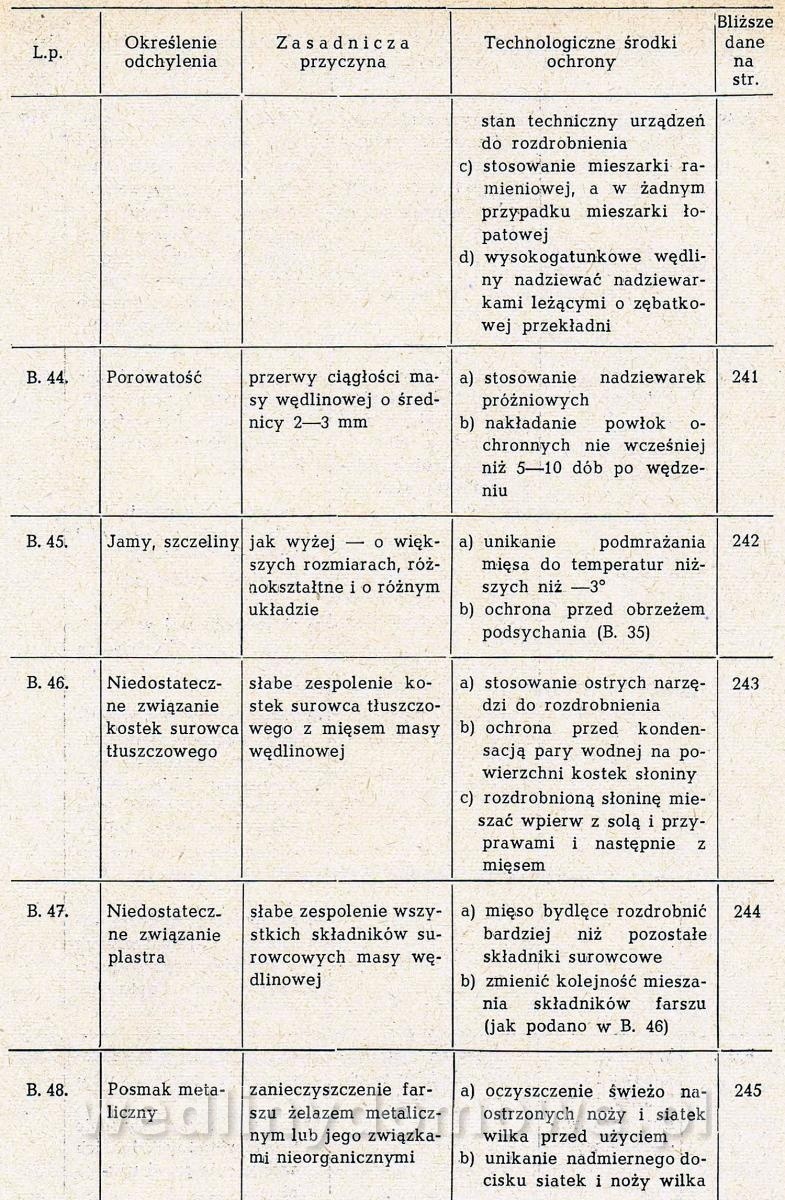
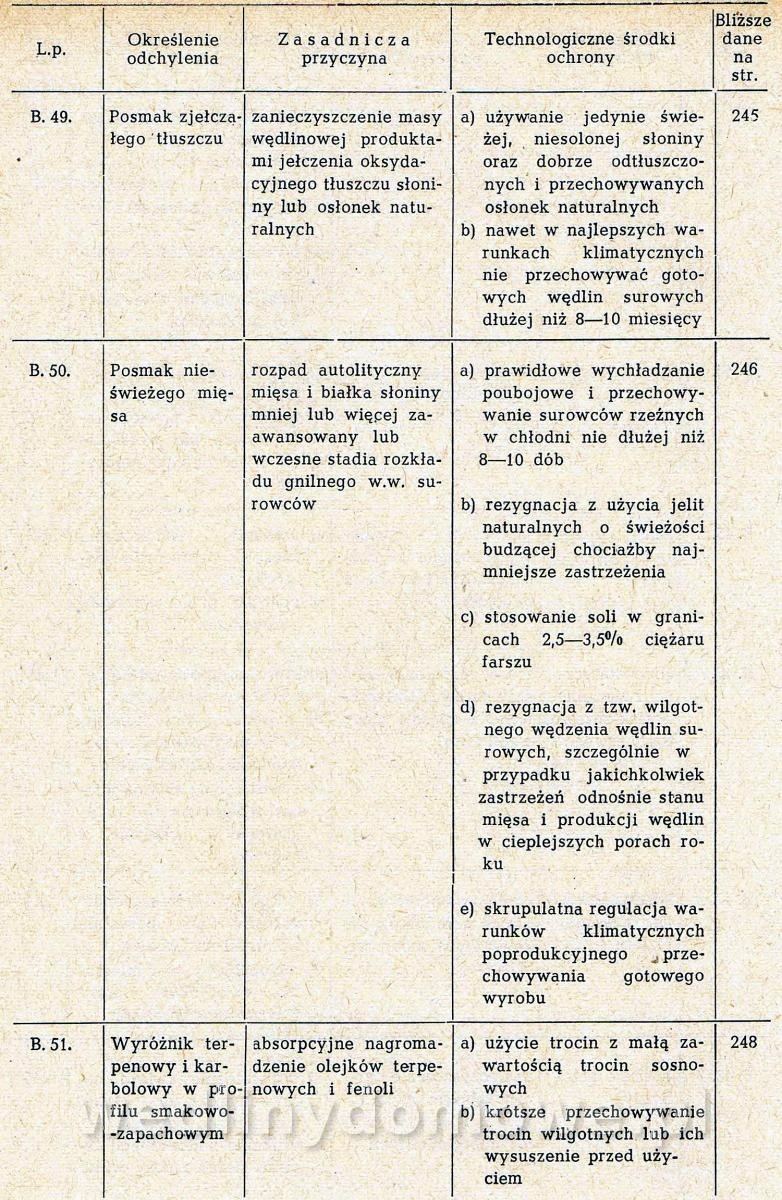
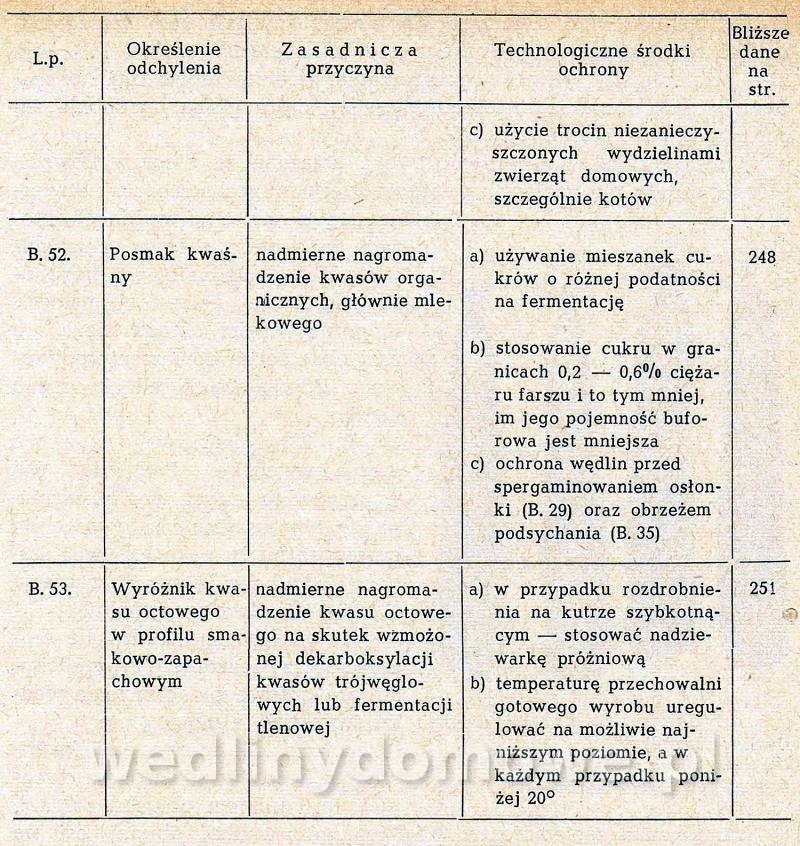
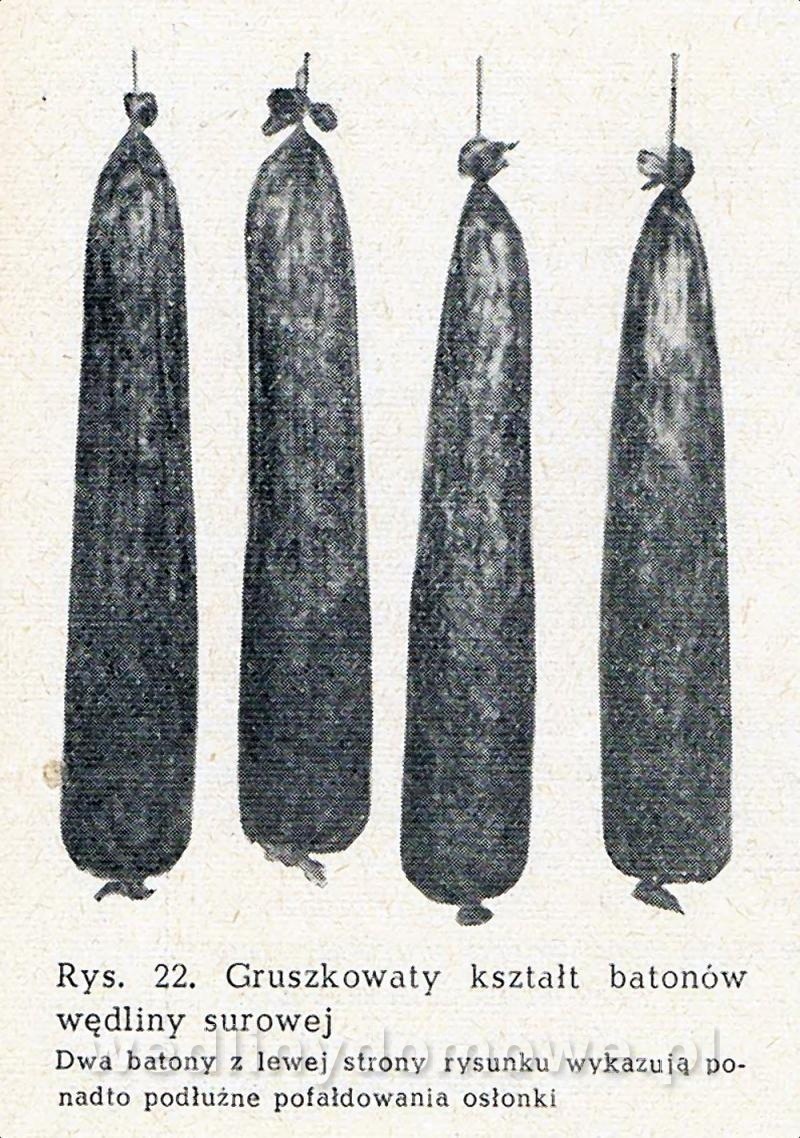

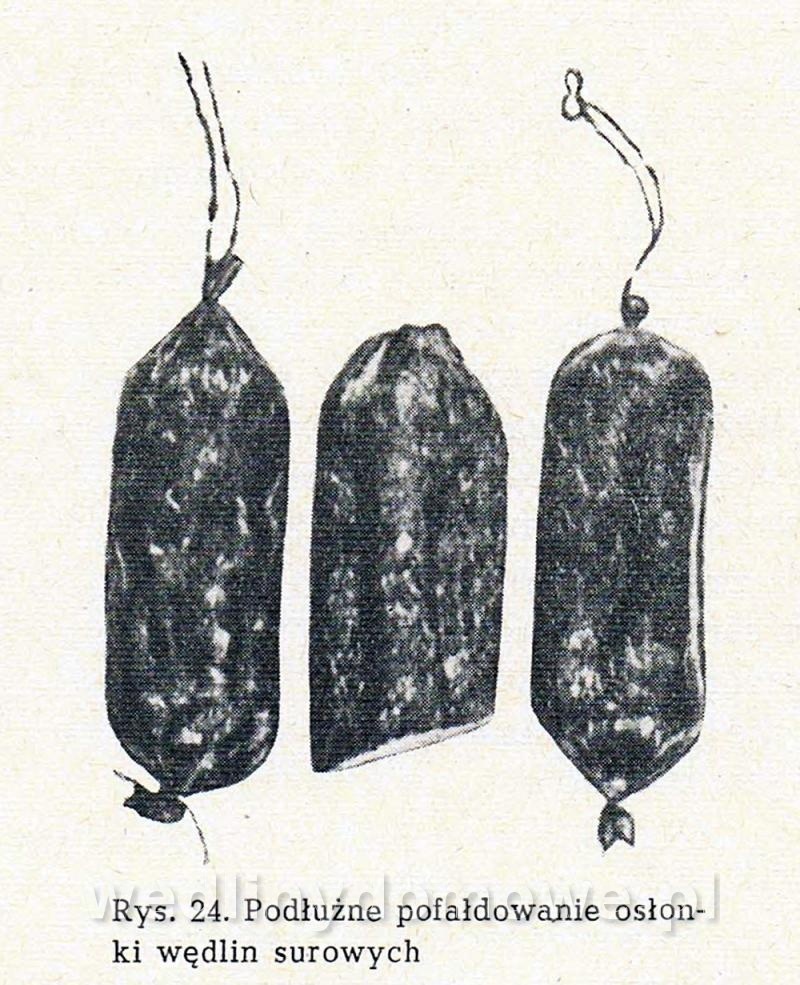
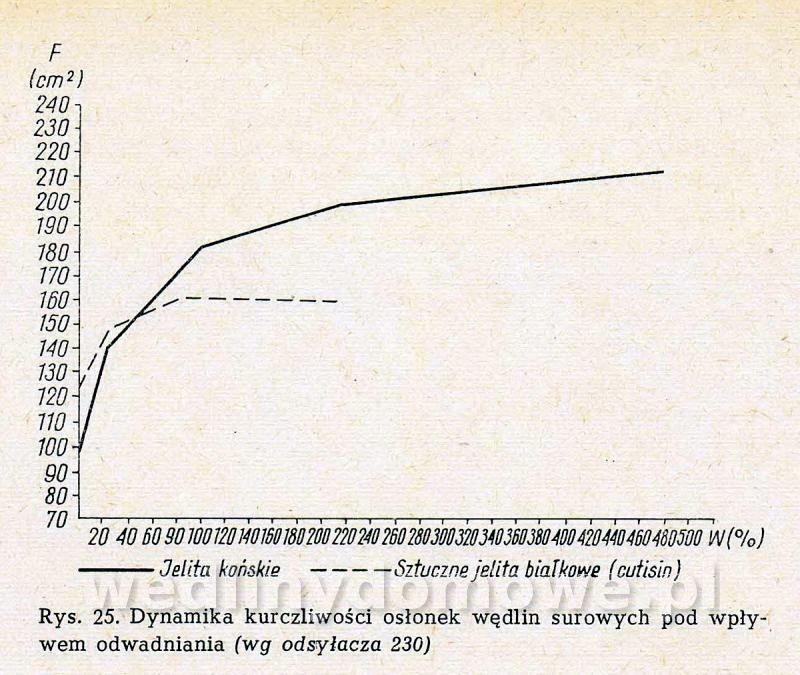
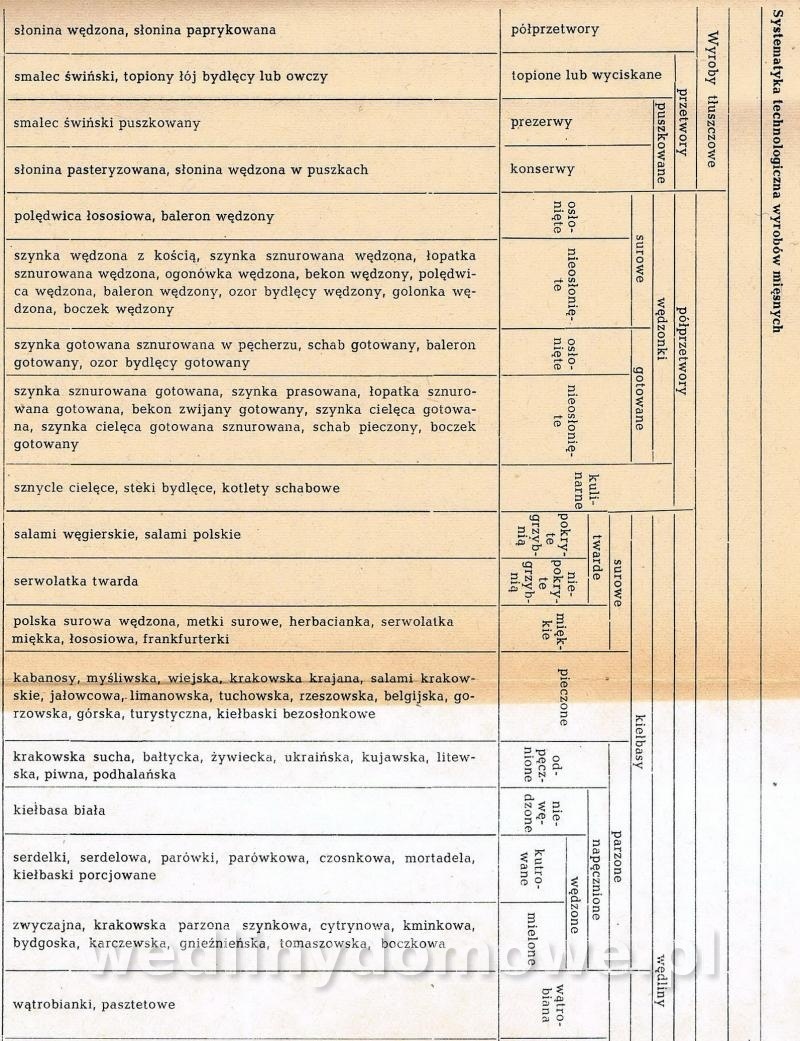
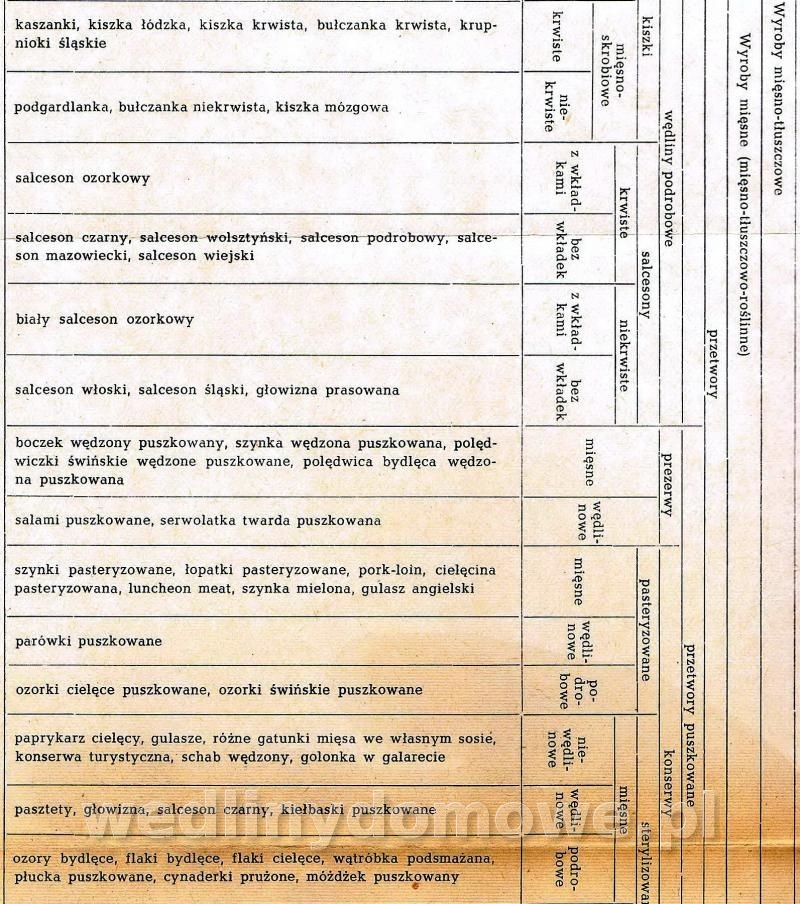
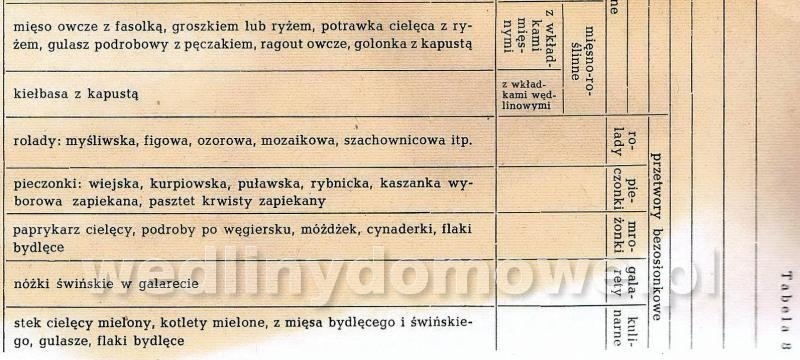
-
Możesz ja zapasteryzować w słoiku.
-
Szynka, schab pseudoparmenski. Wątpliwości.
Maxell odpowiedział(a) na McLeo temat w Wędliny dojrzewające
Nie pozostaje mi nic innego, tylko życzyć powodzenia. -
Może zrobić z niej roladę w szynkowarze?
-
Szynka, schab pseudoparmenski. Wątpliwości.
Maxell odpowiedział(a) na McLeo temat w Wędliny dojrzewające
Dzięki za wykład. Po prostu chodziło mi o to, że z naszych surowców i w domowych warunkach NIGDY! nie osiągniesz efektu np. szynki parmeńskiej. To co Ci wyjdzie będzie jedynie kiepska jej namiastką (bez względu, jak bardzo się będziesz starał). Polędwica, to co innego. -
Testowanie koszyczkow do chleba
Maxell odpowiedział(a) na yogi temat w Z chlebowego pieca i domowej cukierni
Znów temat rozwalony. Miało być o koszyczka, a jest..... Nie lepiej założyć nowy temat opisujący wady i zalety różnego rodzaju kamieni podczas pieczenia chleba w piekarniku? -
W "naszych stronach" chłodzenie baniek z peklowanym mięsem, mlekiem, masłem, śmietaną itp. w studni, to tradycja.
-
Szynka, schab pseudoparmenski. Wątpliwości.
Maxell odpowiedział(a) na McLeo temat w Wędliny dojrzewające
Przepis Gargamela dotyczył tylko polędwicy. Aby zrobić szynkę dojrzewającą musi być spełnionych kilka warunków. Najważniejsze to: - odpowiednie mięso (nasze szynki odpadają) - przestrzegany ściśle cały (dość skomplikowany) reżim technologiczny (co jest bardzo trudno zagwarantować w naszych warunkach) - zapewnienie odpowiednich warunków w okresie dojrzewania (w lodówce i kuchni na pewno nie wyjdzie) -
Testowanie koszyczkow do chleba
Maxell odpowiedział(a) na yogi temat w Z chlebowego pieca i domowej cukierni
U mnie na działce, jako niezbędne wyposażenie pieca chlebowego, są jeszcze okrągłe koszyczki plecione ze słomy. -
Część II. Mięso końskie - receptury gastronomiczne
Maxell opublikował(a) temat w Polska tradycja masarska
PRZEPISY NA POTRAWY Z MIĘSA KOŃSKIEGO Steki z mięsa końskiego przygotowane do smażenia/dreamstime.com a. Potrawy gotowane Na rosół i sztukę mięsa nadaje się bardzo dobrze część krzyżowa udźca. I w tym jednak przypadku chcąc otrzymać smaczną potrawę należy zastosować specjalny sposób gotowania, różniący się nieco od gotowania mięsa wołowego. Kawałek mięsa przeznaczonego na rosół obgotowuje się najpierw w małej ilości wody (zalewa się zimną wodą). Po lekkim obgotowaniu wodę zlewa się, a mięso wkłada do czystej zimnej wody, soli i gotuje bez żadnych innych przypraw na wolnym ogniu w ciągu 3 godz. Następnie dodaje się przyprawy i włoszczyznę i gotuje do miękkości. Gotowanie musi odbywać się przez cały czas w naczyniu bez przykrycia. Rosół w ten sposób przyrządzony odznacza się dobrym smakiem (w smaku przypomina rosół z gęsiny), a sztuka mięsa bardzo mało różni się od wołowiny. Dobre w smaku jest gotowane serce zwłaszcza, jeżeli po ugotowaniu podda się je dalszej obróbce - smażeniu po pokrajaniu w płaty i opanierowaniu. Niżej są podane przepisy na najbardziej popularne potrawy z koniny przyrządzone zgodnie ze zbiorem przepisów zatwierdzonych przez Ministerstwo Handlu Wewnętrznego do użytku zakładów gastronomicznych. W praktyce gospodarstw domowych najczęściej jest stosowane przyrządzanie potraw z mięsa końskiego wg przepisów Zofii Czerny. Niektóre z tych przepisów są podane obok przepisów stosowanych przez zakłady gastronomiczne. Sztuka mięsa (nr mk II-1). Ciężar porcji - 100 g. 1. Mięso b.k. (krzyżowa, plecowa, może być antrykot b.k. w ilości ok. 2,14 kg lub "łata” w ilości ok. 1,55 kg) 1,65 kg 2. Marchew 0,10 kg 3. Pietruszka 0,15 kg 4. Seler 0,15 kg 5. Cebula 0,06 kg 6. Liście bobkowe 0,001 kg 7. Ziele angielskie 0,001 kg 8. Sól 0,02 kg Sztuka mięsa z rosołu. Produkty: 1,50 kg dojrzałego mięsa z k. (mostek, krzyżowa), 25 dkg włoszczyzny, 5 dkg cebuli, sól, liście bobkowe, ziele angielskie. Przyrządzanie: 1. Kości opłukać, porąbać, zalać wodą, podgotować; 2. Mięso z wrośniętymi kośćmi opłukać, wrzucić do wywaru zagotować na silnym ogniu, odsunąć, po czym gotować powoli pod przykryciem ok. 4 godz. 3. Włoszczyznę oczyścić, opłukać; 4. Cebulę opłukać, przepołowić wraz z łuskami, położyć przekrojem na płycie, zrumienić; 5. Gdy mięso jest na dogotowaniu, wrzucić do wywaru włoszczyznę, cebulę i przyprawy; rosół posolić do smaku; 6. Gdy mięso jest miękkie, wyjąć je, przestudzić, podzielić na porcje - kroić skośnie cienkie płaty w poprzek włókien; 7. Włoszczyznę pokroić; 8. Wydawać porcje suto garnirowane jarzyną z rosołu i z wody oraz z ziemniakami posypanymi zieleniną. Jarzyny lekko krasi się masłem lub pozłotą z rosołu. Podaje się z ostrymi sosami: chrzanowym, musztardowym, korniszonowym, cebulowym, pomidorowym, koperkowym lub ogórkowym, albo też z ćwikłą, mizerią; rosół — z ciastem gotowanym osobno. Serce z rosołu (nr mk II-2). Ciężar porcji - 100 g. 1. Serce średniotłuste 2,00 kg 2. Marchew 0,10 kg 3. Pietruszka 0,15 kg 4. Seler 0,15 kg 5. Cebula 0,06 kg 6. Ziele angielskie 0,001 kg 7. Liście bobkowe 0,002 kg 8. Sól 0,02 kg b. Potrawy smażone Do sporządzenia potraw smażonych powinny być przeznaczone części najdelikatniejsze - polędwica i rostbef. Potrawy z tych części tuszy odznaczają się bardzo dobrym smakiem, a należycie przyrządzone - przewyższają potrawy z polędwicy i rostbefu wołowego. Mięso na potrawy smażone powinno być dobrze skruszałe i pochodzić z koni młodych. Potraw smażonych - befsztyku po angielsku, brizolu z polędwicy, rozbratla, kotletów mielonych oraz befsztyku po tatarsku - nie należy przetrzymywać po sporządzeniu, ponieważ szybko stają się ciemne (czernieją), tracą bardzo na smaku, mają wygląd nieapetyczny. Podawać należy te potrawy zaraz po usmażeniu lub zmieleniu (befsztyk po tatarsku). Dobry befsztyk po tatarsku przyrządza się z tzw. głowy (przednia część polędwicy) i z warkocza (tylna część polędwicy). Befsztyk po angielsku (nr mk II-3). Ciężar porcji - 117g. 1. Polędwica 2,00 kg 2. Tłuszcz (smalec) 0,10 kg 3. Masło 0,05 kg 4. Szczypiorek 0,02 kg 5. Sól 0,01 kg Befsztyk po angielsku. Produkty: 1,25 kg skruszałej polędwicy, sól, 5 dkg tłuszczu do smażenia, 3 dkg masła, 10 dkg cebuli. Przyrządzanie: 1. Mięso opłukać, odsączyć z wody, obrać ze ścięgien i błon; 2. Polędwicę pokrajać na równe porcje, każdy befsztyk położyć przekrojem na stolnicę, zbić ręką, ukształtować nożem; 3. Bezpośrednio przed smażeniem posypać solą i mąką; 4. Rozgrzać tłuszcz, befsztyki obsmażyć z obydwu stron na silnym ogniu tak, aby wewnątrz pozostały różowe 5. Do tłuszczu dodać masło i zrumienić, sos podlać odrobiną wody, zagotować, polać nim mięso. Befsztyk po angielsku można podać z masłem szczypiorkowym wyrobionym w talarki i ułożonym tuż przed wydaniem na każdym befsztyku. Podaje się ze wszystkimi odmianami ziemniaków, sezonową surówką ostrą i sezonowymi jarzynami z wody. Brizol z polędwicy (nr mk II-4). Ciężar porcji - 130 g. 1. Polędwica 2,00 kg 2. Sól 0,01 kg 3. Smalec 0,12 kg 4. Masło 0,05 kg Brizol z polędwicy. Produkty: 1 kg skruszałej polędwicy, sól, 5 dkg tłuszczu, 3 dkg masła, 5 dkg cebuli. Przyrządzanie: 1. Mięso opłukać, odsączyć z wody, odjąć od polędwicy warkocz, mięso wyżyłować, pokrajać na 10 porcji; 2. Każdy kawałek mięsa zbić na płaski, duży płat, posolić tuż przed smażeniem; 3. Rozgrzać tłuszcz, na tłuszczu obrumienić mięso z obydwu stron i smażyć; 4. Przy dosmażaniu wrzucić do tłuszczu masło, zrumienić. Można podawać z cebulą zrumienioną osobno na tłuszczu. Rozbratel (nr mk II-7) Ciężar porcji - 124 g 1.Rostbef b.k. - 2,00 kg 2. Smalec - 0,12 kg 3. Cebula - 0,25 kg 4. Masło - 0,05 kg 5. Sól - 0,01 kg Kotlety mielone (nr mk 1-3). Ciężar porcji - 150 g. 1. Mięso b.k. (okrawki) 1,00 kg 2. Ziemniaki (ugotowane) 1,00 kg 3. Cebula 0,10 kg 4. Tłuszcz do cebuli 0,03 kg 5. Mąka ziemniaczana 0,02 kg 6. Jaja (1 szt.) 0,05 kg 7. Sól 0,02 kg 8. Czosnek, pieprz 0,002 kg 9. Bulka tarta 0,07 kg 10. Tłuszcz do smażenia 0,12 kg c. Potrawy duszone Ze względu na strukturę mięsa końskiego (oprócz polędwicy i rostbefu) najlepsze wyniki daje duszenie i gotowanie. Proces duszenia trwa zwykle znacznie dłużej niż pieczenia lub smażenia, wskutek czego tkanka łączna w środowisku cieczy i w czasie wolnego jej wrzenia lepiej rozgotowuje się i nasiąka wodą, a mięso staje się soczyste i miękkie. W związku z tym na potrawy z mięsa duszonego przeznacza się mostek, plecówkę, krzyżową, skrzydła i zrazową. Mięso przeznaczone na zrazy (zrazowa, plecowa, krzyżowa) powinno być dobrze rozbite, ponieważ łatwiej mięknie podczas obróbki termicznej i zachowuje nadany mu kształt. Koninę przeznaczoną na pieczeń na dziko oraz inne pieczenie duszone można zamarynować. Marynowanie znacznie przyczynia się do ustąpienia swoistego zapachu koniny i przyspiesza skruszenie mięsa. Po usunięciu kości mięso można zamarynować różnymi sposobami, np.: 1. Obłożyć mięso dużą ilością rozdrobnionej włoszczyzny i skropić rafinowanym olejem. Ten sposób stosuje się np. przy sporządzaniu sztufady. 2. Obłożyć mięso dużą ilością rozdrobnionej włoszczyzny i skropić octem (mięso nabiera zapachu dziczyzny). 3. Zalać roztworem octu i wody z przyprawami korzennymi. Bardzo dobre wyniki daje marynowanie mięsa końskiego wg następującego przepisu. Produkty: 2 kg mięsa, 30 dkg włoszczyzny bez kapusty i cebuli, liść bobkowy, majeranek, 5 dkg cebuli, 3 dkg oleju, 2 dkg octu 6% Postępowanie: 1. Powierzchnię mięsa oczyścić nożem, odjąć tłuszcz, wyluzować kości; kości zaraz zużyć na wywar, tłuszcz wytopić; 2. Włoszczyznę oczyścić, opłukać, pokroić; 3. Dno miski wyłożyć warstwą włoszczyzny, na nią położyć mięso, posmarować całą jego powierzchnię olejem, obłożyć je włoszczyzną i tartymi przyprawami; 4. Trzeciego dnia skropić mięso rozcieńczonym octem. W ten sposób mięso można przechować w zimnym miejscu do 7 dni, lecz trzeba sprawdzać, co dzień powonieniem, czy nie zaczyna się psuć. Włoszczyznę z marynowania można zużyć do potrawy z mięsa końskiego duszonego. Zrazy bite po węgiersku (nr mk 1-5). Ciężar porcji - 105 g. 1. Mięso, b.k. (zrazowa, plecowa, krzyżowa) 2,00 kg 2. Sól - 0,12 kg 3. Tłuszcz - smalec - 0,12 kg 4. Cebula - 0,10 kg 5. Śmietana - 0,20 kg 6. Mąka - 0,07 kg 7. Koncentrat pomidorowy - 0,07 kg 8. Papryka - 0,002 kg Zrazy po węgiersku. Produkty: 75 dkg młodego, dojrzałego mięsa b.k. (zrazowa) sól, papryka, 6 dkg tłuszczu, 5 dkg cebuli, 3 dkg mąki, 3 dkg przecieru pomidorowego, 15 dkg śmietany. Przyrządzanie: 1. Mięso opłukać, podzielić na zrazy jednakowej wielkości, zbić tłuczkiem, osolić, osypać papryką i mąką; 2. Zrazy obrumienić na silnie rozgrzanym tłuszczu z obydwu stron i przełożyć do rondelka; 3. Cebulę pokrajać, lekko zrumienić na tłuszczu, wlać do mięsa, dodać trochę wody i dusić powoli do miękkości pod przy kryciem; 4. Gdy mięso jest miękkie, sos podprawić pozostałą mąką i śmietaną, dodać do smaku sól, paprykę i pomidory; 5. Mięso poddusić w sosie, aby przeszło jego smakiem; 6. Przyrządzić ciasto na kluski kładzione, ugotować małe kluseczki, odcedzić; 7. Mięso wyporcjować, do każdej porcji dodać kluski, oblać sosem. Podaje się z kluskami kładzionymi lub półfrancuskimi. Zrazy w sosie grzybowym. Ciężar porcji mięsa - 105 g. 1.Mięso b.k. (zrazowa, plecowa, krzyżowa) - 2,00 kg 2.Mąka - 0,05 kg 3.Tłuszcz - 0,10 kg 4.Cebula - 0,10 kg 5.Grzyby suszone - 0,02 kg 6.Śmietana - 0,15 kg 7.Sól - 0,01 kg 8.Pieprz - 0,002 kg Zrazy bite w jarzynach. Ciężar porcji mięsa - 55 g. 1.Mięso b. k. (zrazowa, plecowa, krzyżowa) - 1,00 kg 1.Sól - 0,015 kg 2.Tłuszcz - 0,10 kg 3.Kapusta - 0,30 kg 4.Pietruszka - 0,10 kg 5.Marchew - 0,10 kg 6.Selery - 0,10 kg 7.Cebula - 0,15 kg 8.Koncentrat pomidorowy - 0,05 kg 9.Śmietana - 0,08 kg 11.Mąka - 0,04 kg 12.Sól - 0,01 kg 13.Pieprz - 0,002 kg Zrazy bite zawijane, nadziewane słoniną paprykową (nr mk II-9). Ciężar porcji mięsa - 118 g. 1.Mięso zrazowa b.k. (plecowa, środkowa, krzyżowa) - 2,00 kg 2.Słonina bez skóry - 0,23 kg 3.Papryka - 0,005 kg 4.Sól - 0,02 kg 5.Mąka pszenna - 0,06 kg 6.Tłuszcz - 0,13 kg 7.Cebula - 0,10 kg Zrazy zawijane ze słoniną paprykowaną. Produkty: 75 dkg dojrzałego mięsa b.k. (zrazowa środkowa), sól, 10 dkg słoniny, papryka, 5 dkg tłuszczu, 3 dkg mąki, 5 dkg cebuli, liść bobkowy. Przyrządzanie: 1. Mięso opłukać, odsączyć, obrać z błon, pokrajać na równe płaskie porcje, zbić na cienkie płaty; 2. Słoninę pokrajać na cienkie płaty, ułożyć na mięsie, posypać solą i papryką; 3. Zawijać zrazy, spiąć je patyczkiem lub sznurkiem; 4. Zrazy oprószyć mąką i kładąc na rozpalony tłuszcz obsmażyć na rumiano, a po usmażeniu przenieść do rondla; 5. Na tłuszczu lekko przyrumienić cebulę, wlać do mięsa, dodać wody, przykryć i dusić bardzo powoli do miękkości (ok.3 godz); 6. Gdy mięso jest miękkie — sos podprawić pozostałą mąką, dodać przyprawy. Podaje się z kluskami, ziemniakami i surówką lub sałatą. Zrazy bite nadziewane chrzanem. Ciężar gotowej potrawy - mięso 1000 g + sos 1000 g. 1.Mięso b.k. (zrazowa) - 1,70 kg 2.Nadzienie: chrzan - 0,20 kg śmietana - 0,15 kg bułka tarta - 0,015 kg papryka - 0,002 kg sól - 0,02 kg 3.Mąka pszenna - 0,05 kg 4.Tłuszcz koński - 0,15 kg 5. Cebula - 0,10 kg Gulasz po węgiersku (nr mk I-1). Ciężar porcji - 100 g. 1. Mięso b.k. (okrawki albo plecowa lub pręga) - 1,00 kg 2. Sól - 0,015 kg 3. Tłuszcz - 0,08 kg 4. Cebula - 0,10 kg 5. Mąka - 0,03 kg 6. Papryka - 0,002 kg 7. Liście bobkowe - 0,005 kg 8. Koncentrat pomidorowy - 0,10 kg Pieczeń na dziko (nr mk II-5). Ciężar porcji mięsa - 95 g. 1. Mięso b.k (zrazowa, plecowa) - 2,0 kg 2. Sól - 0,02 kg 3. Ocet 6 procentowy - 0,02 kg 4. Cebula - 0,15 kg 5. Liście bobkowe - 0,001 kg 6. Ziele angielskie - 0,001 kg 7. Włoszczyzna - 0,20 kg 8. Tłuszcz - 0,10 kg 9. Mąka - 0,05 kg 10. Śmietana - 0,20 kg Pieczeń na dziko w sosie śmietanowym. Produkty: 1 kg skruszałego mięsa b.k. (polędwica, zrazowa, plecowa), zaprawa — ocet, 3 dkg cebuli, liść bobkowy, ziele angielskie, 5 dkg tłuszczu, 3 dkg mąki, 10 dkg śmietany, sól, papryka. Przyrządzanie: 1. Zagotować wodę z przyprawami, gdy ostygnie — połączyć z octem; zaprawa ma mieć ostry, kwaśny smak; 2. Mięso opłukać, obrać z błon i ścięgien, włożyć do miski kamiennej, zalać roztworem octu z korzeniami tak, aby mięso było przykryte; pozostawić w chłodzie 2—5 dni; 3. Po upływie tego czasu rozgrzać część tłuszczu na patelni; 4. Mięso wyjąć z zaprawy, odsączyć, posypać solą i mąką, obsmażyć na rumiano na silnie rozgrzanym tłuszczu; 5. Obsmażone mięso wyłożyć do rondelka dopasowanego wielkością, dodać tłuszcz, cebulę z zaprawy, trochę wody i udusić do miękkości (ok. 4 godz.) podlewając w miarę odparowywania wody; 6. Gdy mięso jest miękkie wyjąć je, pokrajać ostrym nożem w poprzek włókien; 7. Sos zaprawić śmietaną i pozostałą od posypywania mąką, dodać sól; jeżeli potrzeba — zabarwić karmelem, zagotować; 8. Do wrzącego sosu włożyć pokrajane mięso, poddusić je na kuchni. Podaje się z makaronem lub ziemniakami i burakami. Sztufada duszona (nr mk II-8). Ciężar porcji mięsa - 108 g. 1. Mięso b.k. (zrazowa, krzyżowa) - 2,00 kg 2. Sól - 0,02 kg 3. Słonina szpikowana - 0,14 kg 4. Cebula - 0,15 kg 5. Włoszczyzna (bez kapusty) - 0,20 kg 6. Olej - 0,05 kg 7. Czosnek - 0,005 kg 8. Mąka - 0,05 kg 9. Smalec - 0,08 kg 10. Śmietana - 0,15 kg Klopsy w sosie śmietankowym ( nr mk I-2 ) Ciężar porcji - 100 g 1. Mięso b.k. (okrawki drobne) - 1.0 kg 2. Bułka czerstwa - 0,1 kg 3. Jaja (1szt.) - 0,05 kg 4. Cebula - 0,05 kg 5. Tłuszcz - 0,03 kg 6. Sól - 0,015 kg 7. Pieprz - 0,001 kg 8. Tłuszcz do smażenia - 0,12 kg 9. Mąka - 0,07 kg 10. Śmietana - 0,15 kg d. Potrawy pieczone Do potraw pieczonych zalicza się polędwicę po angielsku, pieczeń rzymską i pasztet. Potrawy z mięsa siekanego, pieczeń rzymska i pasztet jak również potrawy półmięsne) sporządza się zwykle z mięsa pośledniejszego gatunku po uprzednim ugotowaniu lub uduszeniu w celu rozmiękczenia tkanek. Mięso powinno być uduszone w małych kawałkach i przepuszczone kilka razy przez maszynkę do mięsa z coraz gęstszą siatką. Pieczeń rzymska (nr mk 1-4). Ciężar porcji - 100 g. 1. Mięso b.k. (okrawki drobne) - 1,00 kg 2. Bułka czerstwa - 0,15 kg 3. Cebula - 0,05 kg 4. Tłuszcz - 0,03 kg 5. Jaja (1 szt.) - 0,05 kg 6. Mąka ziemniaczana - 0,02 kg Polędwica po angielsku (nr mk 11-8). Ciężar porcji - 114 g. 1. Polędwica - 2,00 kg 2. Sól - 0,01 kg 3. Tłuszcz - 0,12 kg 4. Masło - 0,05 kg Polędwica po angielsku. Produkty: 1,25 kg skruszałej polędwicy środkowej, sól, 5 dkg tłuszczu, 3 dkg masła. Przyrządzanie: 1) Mięso opłukać, odsączyć, obrać ze ścięgien i tłuszczu; w ostatniej chwili posolić; 2) Rozgrzać tłuszcz, obrumienić polędwicę, wstawić do bardzo gorącego piekarnika, oblać tłuszczem i podpiec tylko do tego stopnia, aby mięso wewnątrz pozostało różowe. Podaje się z frytkami, ostrą surówką lub sałatką z jarzyn. Pasztet duszony i zapiekany (nr mk 1-6). 1. Mięso b.k. (różne albo skrzydło i plecowa) - 1,00 kg 2. Pietruszka - 0,05 kg 3. Selery - 0,05 kg 4. Cebula - 0,05 kg 5. Ziemniaki (0,50 kg netto, ugotować) - 0,75 kg 6. Tłuszcz - 0,06 kg 7. Sól - 0,015 kg 8. Papryka - 0,002 kg 9. Imbir - 0,001 kg 10. Gałka muszkatołowa - 1,8 kg 11. Słonina do formy - 0,06 kg 12. Tłuszcz - 0,02 kg e. Potrawy półmięsne z koniny Potrawy półmięsne z koniny tworzą osobną grupę. Do sporządzania potraw półmięsnych używa się zwykle, oprócz mięsa, takie produkty jak: kasze, kapusta, pomidory, cebula, mąka itp., czyli produkty pochodzenia roślinnego. Ponieważ produkty te zawierają białko roślinne niepełnowartościowe - dodatek nawet niewielki mięsa (zawierającego białko pełnowartościowe) nadaje tym potrawom pełną wartość odżywczą. Potrawy te są bardzo smaczne, tanie i zdrowe. Asortyment potraw półmięsnych jest duży. W zbiorze przepisów zakładów gastronomicznych przewidziane są następujące potrawy: cebula faszerowana mięsem, duszonka z kapusty, kalarepa faszerowana mięsem, kapusta faszerowana mięsem i kaszą, kotlety z makaronu i mięsa, knedle ziemniaczane nadziewane mięsem, mięso w jarzynach mieszanych, pierogi z mięsem, naleśniki z kaszy i mięsa, siekanki z kapusty i mięsa, sos mięsno-pomidorowy, zapiekanka z makaronu i mięsa, zapiekanka z kapusty i mięsa, zapiekanka z ziemniaków i mięsa. Dla potrzeb portalu wedlinydomowe.pl opracowali: Lesniak, Maxell
-
CZĘŚĆ DRUGA WIADOMOŚCI OGÓLNE Źródła zaopatrzenia w dziczyznę Dostawcami dziczyzny są użytkownicy łowisk, myśliwi zrzeszeni w Polskim Związku Łowieckim, którzy zbywają ją według obowiązujących norm i cen dla aparatu skupu. Skup prowadzi Przedsiębiorstwo Państwowe „LAS", mając do tych celów szeroko rozbudowaną sieć punktów odbioru; zapewnia to wszystkim myśliwym łatwy, szybki i stały zbyt dziczyzny. Dziczyzna scentralizowana w jednych rękach jest poddawana fachowemu przygotowaniu do obrotu handlowego, odpowiednio konserwowana i magazynowana. Po dokonaniu kontroli przez służbę sanitarno-weterynaryjną, dziczyznę rozprowadza się planowo zgodnie z potrzebami rynku krajowego i zagranicznego. Przedsiębiorstwo „LAS", mając do dyspozycji całą masę towarową, jest w stanie ją posortować i dać odbiorcom towar zgodny z zamówieniem i przeznaczeniem. Jak wyżej zostało powiedziane, dziczyznę poddaje się szczegółowym oględzinom lekarskoweterynaryjnym. Ma to na celu uchronienie personelu kuchennego i konsumentów przed niebezpiecznymi dla zdrowia ludzkiego chorobami, jakim podlega dziczyzna Służba lekarsko-weterynaryjna po dokonaniu kontroli przydatności mięsa do konsumpcji opatruje każdą sztukę odpowiednim znakiem, z podaniem czasu i miejsca kontroli. Zakłady gastronomiczne otrzymują w zasadzie dziczyznę z obrotu zorganizowanego, a więc z zachowaniem wszystkich wyżej opisanych formalności i czynności przygotowawczych. Transport dziczyzny Zgodnie z projektami norm i warunków technicznych zgłoszonych do Polskiego Komitetu Normalizacyjnego, transport dziczyzny w skórze, tusz oskórowanych oraz mięsa w elementach powinien być dokonywany następująco: a) dziczyzna gruba, w skórze, patroszona — bez opakowania, b) dziczyzna gruba, oskórowana, w tuszach lub półtuszach — w opakowaniu w formie balotów lub skrzyniach, dopuszczonych do obrotu przez nadzór lekarsko-weterynaryjny, c) zające w skórze, nie patroszone — bez opakowania pośredniego, lecz w opakowaniu bezpośrednim polegającym na owinięciu głowy papierem nieprzemakalnym, d) tuszki zajęcy oskórowanych i patroszonych — w opakowaniu pośrednim, w postaci drewnianych skrzyń płaskich, wykonanych z drzewa bezwonnego, wysłanych papierem nieprzemakalnym i mieszczących 10 lub 20 sztuk zajęcy, e) mięso dziczyzny grubej oraz zajęcy w elementach — w opakowaniu pośrednim, w postaci skrzynek drewnianych jak w punkcie poprzednim. Okres przechowywania w opakowaniu, względnie czas transportu tusz, półtusz i mięsa w elementach (nie mrożonego) podano w tabeli XXVI. Dziczyznę mrożoną w skórze, w tuszach oskórowanych lub elementach można transportować bez ograniczeń w warunkach zapewniających utrzymanie temperatury mięsa nie wyższej niż —6°C; w temperaturach wyższych można transportować do momentu wystąpienia oznak rozmrożenia. Zagadnienie transportu i opakowania w transporcie mięsa i przetworów mięsnych zostało uregulowane ramowo Zarządzeniem Nr 285 Ministra Przemysłu Mięsnego i Mleczarskiego z dn. 25 września 1953 r. zatwierdzającym „Tymczasową normę warunków transportu mięsa surowego i podrobów Nr RN-A. Mięsa/72". Znakowanie kwalifikacyjne W obrocie hurtowym dziczyzna nie może ukazać się bez przepisowych oznakowań. Obecnie obowiązują następujące ogólne zasady znakowania: a) sztuki dziczyzny grubej — znakiem służby lekarsko-weterynaryjnej, stwierdzającym ich zdatność do konsumpcji bez zastrzeżeń. Znak powinien być utrwalony przy pomocy pieczęci, nie- zmywalnym tuszem, na mięśniach prawej tylnej kończyny; b) każdej sztuki oraz opakowania (balotów, skrzynek zawierających dziczyznę) — znakiem w formie etykiety, przytwierdzonym do przedniej kończyny lub opakowania i zawierającym następujące dane: - znak firmowy przedsiębiorstwa skupu, - znak oznaczający rodzaj mięsa i klasę jakości, - miejsce pochodzenia lub zapakowania, - znak służby lekarsko-weterynaryjnej stwierdzający dokonanie kontroli, z podaniem miejsca i czasu tej kontroli, - wagę sztuki brutto lub netto, tarę. Przechowywanie dziczyzny Dla dziczyzny w poszczególnych fazach jej przygotowania do obrotu są przewidziane optymalne warunki przechowywania. Dziczyzna gruba oraz zające świeże, wystudzone oraz chłodzone w skórze, tuszach, półtuszach oraz elementach powinny być przechowywane w magazynach chłodzonych, suchych i wentylowanych, w pozycji wiszącej, w odstępach wykluczających wzajemne stykanie się tusz lub półtusz lub też we właściwym opakowaniu, w temperaturze od 00 C do +8°C, przy wilgotności względnej powietrza nie wyższej niż 85%. Mrożona dziczyzna gruba w skórze oraz mrożone zające w skórze powinny być przechowywane w chłodniach składowych w temperaturze nie wyższej niż —9° i wilgotności względnej nie niższej niż 90%, ułożone stosami na kratach drewnianych. Mrożona dziczyzna gruba, oskórowana oraz mrożone zające oskórowane powinny być przechowywane w warunkach jak wyżej z tym, że powinny posiadać opakowanie (skrzynki lub baloty). Dopuszczalny okres przechowywania: a) dziczyzna gruba w skórze lub oskórowana, wystudzona lub chłodzona: w temperaturze od 0°C do + 8°C - najwyżej 3 doby w temperaturze od +10°C do + 18°C-najwyżej 2 doby w temperaturze powyżej + 18°C - najwyżej ½ doby b) mięso dziczyzny grubej oraz zajęcy, chłodzone, przechowywane w temperaturze od 0 oC do + 4 °C: I i II klasy — do 5 dni III klasy — do 2 dni c) zające w skórze nie patroszone oraz oskórowane patroszone — jak w tabeli XXVI. Klasyfikacja dziczyzny Z rozwojem uspołecznionego handlu dziczyzną po wojnie narastała potrzeba jego normalizacji. Normy jakościowe dziczyzny nie powstały jednak od razu. Początkowo praca aparatu skupu i dystrybucji — z jednej strony, a produkcji z drugiej strony — opierała się na tym. co nazywamy pierwowzrostem normy. Na tej podstawie, dzięki zdobytym doświadczeniom, zostały opracowane normy już obowiązujące — standardy dziczyzny grubej, zajęcy oraz ptactwa dzikiego (te ostatnie w pracy niniejszej pomijamy). Poniżej podajemy standardy te w układzie dostosowanym do potrzeb pracowników aparatu produkcji w przemyśle gastronomicznym. Klasyfikacja wszystkich rodzajów dziczyzny grubej, patroszonej, w skórze lub oskórowanej została ustalona na dwie klasy jakościowe. w zależności od płci, czasokresu ubicia, wieku, wagi i cech jakościowych. Dla zajęcy nie patroszonych, w skórze zostały ustalone trzy klasy jakości zależnie od wagi i cech jakościowych. Dla zajęcy oskórowanych i wypatroszonych (tusz zajęczych) zostały ustalone dwie klasy jakościowe zależnie od wagi oraz cech jakościowych: Charakterystyka mięsa dziczyzny z punktu widzenia wartości odżywczej Mięso dziczyzny pod wieloma względami różni się od mięsa zwierząt rzeźnych. Wypływa to przede wszystkim z odmiennych warunków bytowania zwierząt dzikich i domowych. Różnice te występują specjalnie wyraźnie w zawartości tłuszczu, białka, wody oraz substancji wyciągowych w tkance mięśni. W celu porównania składu chemicznego mięsa dziczyzny z mięsem zwierząt rzeźnych zamieszczono poniżej tabelę. W tabeli tej zostały zestawione poszczególne gatunki dziczyzny, z odpowiadającymi im gatunkami zwierząt rzeźnych, tj. mięso dzika z wieprzowiną, jelenia z wołowiną, sarniny z cielęciną. Pod względem zawartości białka mięso dziczyzny przewyższa tłuste mięso zwierząt rzeźnych, niewiele natomiast odbiega pod względem zawartości białka od mięsa chudego tychże zwierząt. Mięso dziczyzny zawiera znacznie mniej tłuszczu niż tłuste, a nawet chude mięso zwierząt rzeźnych oraz znacznie więcej wody. Większa ilość wody, zaś mniejsza tłuszczu sprawia, że w porównaniu do mięsa zwierząt rzeźnych, mięso dziczyzny jest niżej kaloryczne. Żelazo, fosfor i wapń występują w większych ilościach w mięsie dziczyzny niż w mięsie zwierząt rzeźnych. Na podstawie danych zawartych w powyższej tabeli należy stwierdzić, że mięso dziczyzny jest doskonałym źródłem białka i dobrym źródłem żelaza. Pod względem kalorycznym, jak to już wyjaśniliśmy, przedstawia mniejszą wartość niż mięso zwierząt rzeźnych, szczególnie tłuste. Oprócz wymienionych w tabeli składników, mięso dziczyzny zawiera w większych ilościach niż mięso zwierząt rzeźnych, tzw. substancje wyciągowe (azotowe i bezazotowe). W czasie gotowania substancje wyciągowe, jako związki rozpuszczalne w wodzie, przechodzą z mięsa do wywaru nadając mu charakterystyczny, przyjemny smak i aromat. Znacznie większa zawartość substancji wyciągowych w mięsie dziczyzny wynika z dużo większej ruchliwości zwierząt żyjących na swobodzie. Ruchliwość ta powoduje bowiem wzmożoną przemianę materii, której produktem jest właśnie duża ilość substancji wyciągowych w mięsie dziczyzny. Substancje wyciągowe mięsa dziczyzny odznaczają się odmiennymi właściwościami smaku i zapachu niż mięsa zwierząt rzeźnych. Na smak i zapach mięsa w dużym stopniu wpływa sposób żywienia się zwierzęcia. Zwierzyna łowna odżywia się przeważnie pokarmem leśnym o specyficznym intensywnym zapachu, stąd też bardziej aromatyczne jest mięso dziczyzny niż zwierząt rzeźnych. Nawet pomiędzy poszczególnymi gatunkami dziczyzny istnieją znaczne różnice w smaku i zapachu mięsa. Zwierzyna odżywiająca się pokarmem leśnym posiada bardziej aromatyczne mięso niż odżywiająca się pokarmem polnym, np. zając leśny jest smaczniejszy niż polny. Bardzo delikatne w smaku i aromatyczne mięso posiada sarna i jeleń, ponieważ zwierzęta te żywią się młodymi pączkami krzewów leśnych. Bardziej ostry smak posiada mięso dzika, który odżywia się nie tylko karmą roślinną, lecz również owadami i robakami. Ze względu na dużą zawartość substancji wyciągowych w mięsie dziczyzny, nie wskazane jest spożywanie jej przez ludzi cierpiących na dnę (podagrę); obecność ciał wyciągowych i kwasu moczowego w mięsie sprzyja rozwojowi tej choroby. Mięso dziczyzny jest barwy ciemnej oraz wykazuje skłonność do szybkiego ciemnienia. Zabarwienie mięsa wywołane jest z jednej strony zawartością krwi w mięśniach na skutek niepełnego wykrwawienia tuszy po odstrzale, z drugiej zaś brakiem tłuszczu śródtkankowego, którego obecność rozjaśnia barwę mięśni. Dziczyzna jako surowiec dla produkcji gastronomicznej Mięso dziczyzny, tak samo jak mięso innych zwierząt, składa się z tkanki mięśniowej poprzerastanej tkanką łączną ścięgnistą i tłuszczową. Stosunek poszczególnych tkanek łącznych do tkanki mięśniowej jest różny u różnych zwierząt i zależy od gatunku zwierzęcia, wieku, warunków bytowania. Do najważniejszych tkanek z punktu wartości kulinarnej należy tkanka mięśniowa. W skład jej wchodzą pełnowartościowe białka, z grupy nierozpuszczalnych w wodzie — globulin oraz rozpuszczalne albuminy. Tkanka mięśniowa młodej dziczyzny jest delikatna, drobnowłóknista. Mięso dziczyzny w porównaniu z mięsem zwierząt rzeźnych zawiera znacznie więcej tkanki łącznej w postaci sprężystych, elastycznych włókien oraz minimalną ilość tkanki tłuszczowej. Przyczyną dużej ilofci tkanki łącznej jest wielka ruchliwość zwierząt żyjących dziko. Tkanka łączna otacza poszczególne mięśnie i grupy mięśni oraz przerasta poszczególne włókna przechodząc w miejscach zakończeń mięśni w sprężyste ścięgna, przy pomocy których mięśnie przyczepione są do kości. Białka tkanki łącznej ścięgnistej są niepełnowartościowe. Do pełnej wartości biologicznej białkom tym brak jest aminokwasów, których organizm sam wytworzyć nie może. Z punktu widzenia właściwości kulinarnych, zarówno tkanka mięśniowa jak i łączna odgrywają w procesach technologicznych dużą rolę. W mięsie surowym tkanka ścięgnista powoduje twardość mięsa, zaś mięśniowa — jego miękkość i soczystość. Po obróbce termicznej odwrotnie — ścięcie większości białek tkanki mięśniowej wpływa na suchość mięsa, zaś rozklejenie tkanki łącznej powoduje jego miękkość i soczystość. Nie wszystkie rodzaje tkanki ścięgnistej rozklejają się w obróbce termicznej. Tkanka o dużej zawartości włókien elastynowych nie rozkleja się w normalnej temperaturze procesów technologicznych, dopiero przy bardzo długim ogrzewaniu w temperaturze powyżej 130°C. Warunków takich nie osiąga się zwykle w procesie przyrządzania potraw. Stąd też zachodzi konieczność dokładnego usuwania grubych powięzi i ścięgien z mięsa dziczyzny przed przystąpieniem do obróbki termicznej. Dużą zawartością tkanki tej w mięsie dziczyzny tłumaczy się potrzebę dłuższego dojrzewania mięsa dziczyzny niż mięsa zwierząt rzeźnych. Oprócz tkanki mięśniowej i łącznej (ścięgnistej), tusza zwierzęcia zawiera tkankę tłuszczową i kostną. Ruchliwość zwierząt dzikich powoduje intensywne spalanie, w wyniku czego tkanka mięśniowa zwierząt dzikich słabo jest przerośnięta tłuszczem. Jak już stwierdzono, mięso dziczyzny jest więc na ogół chude. Badania wykazały, że dziki odstrzelane w październiku i na początku listopada zawierały znaczne ilości tłuszczu w postaci okrywy tłuszczowej na grzbietowych częściach tuszy. Takie ilości tłuszczu w tuszy zwierząt dzikich są jednak przypadkiem. Ciekawie przedstawia się porównanie wartości tkanki tłuszczowej dzika i świni domowej, przeprowadzone przez J. Królikowskiego. Poniżej podajemy niektóre liczby: Uderza nas przede wszystkim mniejsza zawartość wody w tkance tłuszczowej dzika, a tym samym większa ilość czystego, bezwodnego tłuszczu niż u świni domowej. Po wytopieniu tłuszczu z dzika otrzymano niewielką ilość skwarek. Zastudzony tłuszcz posiadał bardziej miękką (mazistą) konsystencję niż tłuszcz wieprzowy oraz odmienny zapach — ziołowy. Na uwagę zasługuje jeszcze jedna odmiana tkanki łącznej — kości. Jeśli porównamy kości dziczyzny i zwierząt rzeźnych, to stwierdzimy, że u dziczyzny kościec jest stosunkowo lżejszy. Kości są cieńsze i dłuższe, szczególnie kości kończyn. Dużo mocniejsze niż u zwierząt rzeźnych są torebki stawowe. Taka budowa kości i połączeń stawowych dostosowana jest do ruchliwego trybu życia zwierząt na swobodzie. Z punktu widzenia kulinarnego, zawartość i rodzaj tkanki łącznej, ilość kości, właściwości aromatyczne oraz stopień przetłuszczenia mięsa mają duże znaczenie praktyczne, gdyż wpływają na przydatność mięsa do poszczególnych rodzajów przerobu kulinarnego oraz na cechy organoleptyczne gotowych wyrobów. Najdelikatniejsze i dlatego najcenniejsze jest mięso zwierzyny młodej. Tkanka mięśniowa i łączna tych zwierząt odznacza się delikatną strukturą. Mięso zwierząt młodych jest słabo unaczynione, posiada jaśniejszą barwę niż mięso zwierząt starych. Najcenniejsze jest mięso saren odstrzelonych w miesiącach od sierpnia do października. Odznacza się ono jasną barwą i drobnowłóknistą strukturą, a po oddzieleniu ścięgien oraz po usunięciu powięzi z części grzbietowych tuszy, z udźca i łopatek — ma szerokie zastosowanie kulinarne w różnych procesach termicznych. W tkance łącznej tych części jest stosunkowo mało elastyny i dlatego łatwo przechodzi ona w klej bez dodatku wody. Wystarcza tu woda zawarta w tkance mięsnej. Przednie części tuszy znacznie słabiej umięśnione, lecz bardziej przerośnięte powięziami i ścięgnami (np. mostek, szyja), mają ograniczone zastosowanie kulinarne. Wyższą wartość smakową i odżywczą posiada mięso młodych jeleni. Mięso pochodzące ze sztuk starych jest grubowłókniste, twarde, dlatego też wymaga przedłużonego czasu dojrzewania, specjalnego przygotowania i doprawienia. Mięso zwierzyny starej po dojrzeniu w skórze poddaje się tzw. bejcowaniu, tj dojrzewaniu w kwaśnej zalewie z octu. Odpowiednio dojrzałe mięso, po dokładnym usunięciu powięzi i ścięgien nadaje się do przerobu kulinarnego. Najcenniejsze są zające odstrzelone w listopadzie, są wtedy najlepiej umięśnione. Najbardziej cenione są dziki młode, tzw. warchlaki i jednoroczne przelatki, szczególnie wysoką wartość smakową posiada mięso sarnie. Dojrzewanie Mięso dziczyzny zaraz po odstrzale nie nadaje się do przyrządzania i konsumpcji, gdyż jest twarde, łykowate, niesmaczne. W takim stanie jest trudne do strawienia, a tym samym niewłaściwe wykorzystane przez organizm. Kruchość, soczystość mięsa i jego smakowitość zwiększa się podczas dojrzewania. Dojrzewanie rozpoczyna się procesem kwaśnienia. Bezpośrednio po odstrzale mięso zwierząt wypoczętych wykazuje odczyn obojętny, a nawet lekko zasadowy, dopiero po upływie kilku godzin zmienia się stopniowo na kwaśny. Mięso dziczyzny zgonionej, tj. odstrzelonej w czasie ucieczki, wykazuje natychmiast po odstrzale odczyn kwaśny, w miarę upływu czasu kwasowość stosunkowo mało wzrasta. Pojawienie się reakcji kwaśnej w mięśniach jest wynikiem nagromadzenia się w tkance mięsnej kwasu mlekowego, powstałego drogą enzymatyczną z rozczepiania glikogenu po śmierci zwierzęcia lub też za życia w wyniku intensywnego ruchu przed odstrzałem. Po śmierci zwierzęcia następuje pęcznienie koloidów zawartych w tkankach mięśni, w wyniku którego mięśnie tracą pierwotny swój połysk i elastyczność, stają się sztywne. Taki stan mięśni nazywa się stężeniem pośmiertnym. Czas trwania stężenia zależy od wielu czynników, jak zapasu glikogenu, kwasowości, temperatury otoczenia itp. Specjalnie dużym zmianom ulega białko tkanki łącznej — kolagen. Pod wpływem kwasów białko chłonie wodę, pęcznieje, rozluźnia się, a w czasie przyrządzania łatwiej przechodzi w klej. Po upływie 24—48 godzin (w zależności od temperatury) stężenie ustępuje na skutek odpęcznienia tkanek, w wyniku czego tkanki wiotczeją. Tworzą się korzystne warunki dla działania enzymów proteolitycznych, zawartych w tkankach mięsa. Enzymy te zapoczątkowują rozpad białek na związki bardziej proste, podlegające łatwiej trawieniu i przyswajaniu. Dojrzałe mięso wykazuje szereg dodatnich cech wpływających na jego wartość kulinarną, staje się soczyste, a po obróbce termicznej jest kruche i posiada przyjemny swoisty aromat. Początkowo kwaśny odczyn mięsa wskutek rozwoju bakterii gnilnych zmienia się, przechodzi poprzez obojętny w odczyn zasadowy. Kończy się dojrzewanie, a zaczyna psucie mięsa. Dojrzewanie dziczyzny najkorzystniej przebiega w całych, nie skórowanych tuszach lub półtuszach, jeśli powierzchnia mięsa jest dostatecznie wyschnięta. Skóra oraz wyschnięta wierzchnia warstwa mięsa chronią warstwy głębiej położone od zetknięcia z powietrzem oraz mikroflorą, a tym samym stwarzają korzystne warunki dla przebiegu dojrzewania, które jest procesem beztlenowym. Tusze lub półtusze dziczyzny zawiesza się w czystym, przewiewnym miejscu, zabezpieczonym od opadów atmosferycznych oraz owadów. Mięso można też ułożyć na drewnianych kratach umieszczonych na lodzie. Dojrzewanie mięsa powinno przebiegać powoli w niskiej temperaturze (ok. 1 do 4°C), w której mięso jeszcze nie zamarza, a proces gnicia jest zahamowany. Jak już wspomniano, dziczyzna wymaga dłuższego czasu dojrzewania niż mięso zwierząt rzeźnych ze względu na większą zawartość tkanki łącznej, ścięgnistej. Mięso dziczyzny też ulega dużo później rozkładowi gnilnemu niż mięso zwierząt rzeźnych. Odporność dziczyzny na gnicie wynika ze swoistych właściwości mięsa zwierząt żywiących się pokarmami leśnymi o dużej zawartości specyficznych, aromatycznych i odpornościowych związków. Przetrzymywanie jednak dziczyzny zbyt długo, aż do osiągnięcia specyficznego zapachu rozkładającego się mięsa, tzw. haut gout — nie jest wskazane i dawno wyszło już z użycia. Zbyt długo przetrzymywane mięso ulega zepsuciu. Rozmrażanie, czyli defrostacja Przed przystąpieniem do skórowania i rozbioru tuszy na potrzeby gastronomiczne, dziczyznę mrożoną należy uprzednio rozmrozić. Należy to przeprowadzać w taki sposób, aby mięso odzyskało jak najwięcej swoich pierwotnych właściwości mięsa świeżego, a skóry zachowały pełną wartość przemysłową. Jakość mięsa zależy również w dużym stopniu od sposobu zamrażania. Ostatnio w technice chłodniczej stosuje się metody szybkiego, głębokiego zamrażania. Skrócenie czasu zamrażania daje wewnątrz tkanek mięsa drobne kryształki lodu, które nie powodują pękania komórek. Ta metoda zamrażania utrudnia też powstawanie kryształków w przestrzeniach międzykomórkowych. Przy powolnym zamrażaniu w pierwszym rzędzie powstają kryształki w przestrzeniach międzykomórkowych i stopniowo narastają kosztem wody w komórkach uszkadzając strukturę tkanek, co przyczynia się do obfitego wyciekania soku po rozmrożeniu. O ile przy zamrażaniu korzystnie wpływa na jakość mięsa skrócenie czasu tego procesu, o tyle przy rozmrażaniu przedłużenie czasu daje lepsze efekty. Z istniejących dwóch metod powolnego i szybkiego rozmrażania stosuje się pierwszą, która polega na przechowywaniu mięsa w ciągu kilku dni w temperaturze 2—3°C przy regulowanej wilgotności. Drobne kryształki zamarzniętego lodu topnieją, sok zaś z powrotem wchłaniany jest przez tkankę mięsną, dzięki czemu produkt odzyskuje swoje pierwotne właściwości mięsa świeżego. Powolne rozmrażanie wpływa korzystnie nie tylko na zachowanie wartości odżywczej mięsa, ale również i produktów ubocznych o dużej wartości przemysłowej, do których należą skóry zwierzyny dzikiej. Przy szybkim rozmrażaniu polegającym na wprowadzeniu tuszy w środowisko gorącej wody lub gorącego powietrza, mięso traci dużo soków wraz z rozpuszczonymi w nim składnikami. Powstający bowiem z topniejących kryształków lodu sok nie zostaje w krótkim czasie trwania samego procesu z powrotem wchłonięty przez komórki i dlatego następuje wyciekanie soku. Mięso rozmrożone w ten sposób posiada miękką, wodnistą konsystencję, gąbczastą strukturę. W takim stanie jest ono łatwo atakowane przez bakterie, wskutek czego dużo szybciej ulega procesom rozkładowym. Dziczyznę rozmraża się w całych nie oskórowanych tuszach, tj. w takim stanie, w jakim została ona zamrożona. W zależności od wagi tuszy oraz temperatury i wilgotności otoczenia czas rozmrażania całych tusz trwać może przeciętnie od 1 do 4 dni. Jelenie i dziki o wadze 80 kg — 2 do 3 dni, ponad 100 kg — 4 dni. Sarny o wadze 25—30 kg —od 1 do 2 dni. Zamrożoną tuszę umieszcza się na czystych, suchych drewnianych kratach, a nie bezpośrednio na podłodze lub zawiesza, najlepiej w warunkach regulowanej temperatury i wilgotności. Temperatura pomieszczenia wynosić powinna początkowo 2—3 °C, wilgotność zaś — 70%, w miarę podwyższania temperatury rozmrażania wilgotność powietrza powinna stopniowo wzrastać, dochodząc do 90%. Jeżeli zakłady nie dysponują pomieszczeniem odpowiadającym powyższym warunkom klimatycznym, dziczyznę należy rozmrażać w pomieszczeniu, w którym panuje możliwie jak najniższa temperatura otoczenia, zbliżona do wymaganej. Mięso uważa się za rozmrożone, gdy osiągnie wewnątrz temperaturę —1 °C i zewnętrzna powierzchnia mięsa jest sucha. Nawet przy właściwie przeprowadzonym procesie rozmrażania należy się liczyć ze stratą soku na skutek wyciekania. W celu ograniczenia strat soku, wskazane jest po rozmrożeniu przetrzymywanie mięsa jeszcze w ciągu 1 lub 2 dni w temperaturze od 0° do +4° C. Skórowanie i konserwowanie skór Pozostawienie tuszy zbyt długo w skórze, specjalnie w atmosferze wilgotnej i cieplej, a więc sprzyjającej rozwojowi drobnoustrojów, wpływa ujemnie na jakość mięsa i wartość skóry. Stąd też wynika konieczność skórowania zwierzyny jak najszybciej po rozmrożeniu. Skórowanie dziczyzny powinno się odbywać w pomieszczeniu przeznaczonym do wstępnej obróbki surowca w takim czasie, kiedy w pomieszczeniu tym nie obrabia się innego surowca. Surowce inne można wnieść do przygotowalni po całkowitym oczyszczeniu i uporządkowaniu pomieszczenia po obróbce dziczyzny. Zdjętych skór nie wolno przetrzymywać w pomieszczeniach produkcyjnych i magazynach żywnościowych. Skórowanie zwierzyny grubej Dziczyznę grubą należy skórować na specjalnie do tego celu skonstruowanych kozłach lub na ławach, z zachowaniem wszystkich środków zapobiegających zabrudzeniu, zakrwawieniu i uszkodzeniu skóry. W celu utrzymania tuszy we właściwej pozycji (tj. na grzbiecie), należy podłożyć z obu jej stron drewniane kantówki. Dopuszcza się ucięcie głowy wraz ze skórą w miejscu pomiędzy kością potylicową, a pierwszym kręgiem szyjnym. W celu zdjęcia skóry należy dokonać czterech cięć, a mianowicie: a) cięcie środkowe, tj. w prostej, nie postrzępionej linii, przez szyję, środek mostka i brzucha, biegnącej pomiędzy prawym i lewym udźcem; b) cięcie przednie (przednich kończyn) rozpoczyna się od najbardziej wypukłego miejsca zgrubień stawów pęcinowych i prowadzi po wewnętrznej stronie nóg do zgięcia stawów łokciowych i dalej w kierunku mostka tak daleko i w ten sposób, aby cięcia obu przednich kończyn złączyły się w okolicach mostka przecinając prostopadle linię cięcia środkowego. Od pęcin oddziela się skórę cięciem pierścieniowym w najbardziej wypukłym miejscu zgrubień stawów pęcinowych pozostawiając małe racice; c) cięcie tylne (tylnych kończyn) rozpoczyna się od najbardziej wypukłego miejsca zgrubień stawów pęcinowych i prowadzi przez stawy skokowe wzdłuż wewnętrznej tylnej strony do zgięcia stawów kolanowych i dalej w prostej linii tak, aby cięcia obydwu tylnych kończyn zbiegły się. Od pęcin skórę oddziela się jak przy cięciu przednim; d) cięcie ogona przeprowadza się po linii środkowej wewnętrznej (dolnej) części ogona, aż do odbytnicy. Po wykonaniu wszystkich cięć należy przystąpić do skórowania posługując się nożem, najlepiej specjalnym — o wygiętym, półokrągłym ostrzu. Skórowanie rozpoczyna się od zdjęcia skóry z kończyn, a następnie równomiernie i stopniowo zdejmuje się i z reszty tuszy, zwracając przy tym uwagę na dokładne oddzielenie tkanki mięsnej i tłuszczowej, bez pozostawienia na skórze zacięć i wychwytów. Zaleca się skórę w miarę możliwości odrywać ręką lub odbijać łopatką drewnianą, posługując się nożem tylko jako narzędziem pomocniczym. Cięcia należy prowadzić płasko unikając cięć długich, gdyż wtedy może łatwo nastąpić uszkodzenie skóry. Skóry zwierzyny łownej stanowią cenny i poszukiwany surowiec. W okresie dążenia gospodarki narodowej do maksymalnego wykorzystania krajowych baz surowcowych — do obowiązków obywatelskich personelu zakładów należy uzyskanie surowca o najwyższej jakości i wartości dla przemysłu. Głównym czynnikiem osiągnięcia wysokiej jakości surowca jest prawidłowe przeprowadzenie procesu zdjęcia skóry oraz dokonanie wstępnych zabiegów konserwacyjnych. W tym celu po zdjęciu należy nadać skórze właściwy profil przez usunięcie części wymion, narządów płciowych, zwieracza kiszki odchodowej, ewentualnych strzępów powstałych przy cięciach itp. Poza tym należy usunąć wszystkie skrawki mięsa i tłuszczu. Zdjęta skóra powinna być chroniona przed zabrudzeniem (niedopuszczalne jest ciągnięcie skóry po podłodze) i zmoczeniem — wyklucza się mycie skóry wodą (ewentualne zanieczyszczenia powinny być starte suchą ścierką). Skórowanie zwierząt futerkowych Wszystkie zwierzęta futerkowe, do których należy też i zając, powinny być w zasadzie skórowane tzw. systemem workowym, w odróżnieniu do systemu płaskiego stosowanego przy skórowaniu dziczyzny grubej. Przy skórowaniu zajęcy systemem workowym należy najpierw rozciąć skórę po wewnętrznej stronie łap tylnych, od stawu skokowego do nasady ogona oraz od stawu łokciowego, do pach na łapach przednich. Ogon powinien być rozcięty od spodu. Najwygodniej jest dokonać skórowania zawieszając zająca za ścięgna łap tylnych na specjalnym wieszaku lub dwóch kołkach, na wysokości piersi robotnika zatrudnionego przy skórowaniu. Skórę należy ściągnąć poczynając od tylnych łap przy pomocy ręki lub łopatki — noża należy używać wyłącznie podczas skórowania łebka. Po zdjęciu, skóra powinna być oczyszczona z resztek mięsa i tłuszczu, ewentualne ślady krwi i brudu zmyte letnią wodą, a następnie wytarte suchą ściereczką. Konserwowanie skór zwierzyny grubej Stosuje się dwie metody konserwowania skór, a mianowicie: mokrego solenia i suszenia. Pierwszą z wyżej wymienionych metod należy stosować w odniesieniu do skór zwierzyny grubej; drugą — do skór zajęcy i innych zwierząt futerkowych. Wstępnej konserwacji przez nasolenie należy poddawać skóry surowe w przypadkach, gdy od momentu jej zdjęcia do momentu przekazania na punkt skupu upływa 6 godzin. Tym niemniej, gdy okres ten jest krótszy, skóra nie może czekać na przekazanie leżąc zmięta na podłodze w krwi i brudzie. Metoda mokrego solenia polega na utrwalaniu skóry przy pomocy soli przez obfite nasolenie jej mięsnej strony, tzw. mizdry. Bezpośrednio po zdjęciu z tuszy, skórę należy dokładnie rozciągnąć mizdrą do góry na podłodze, w idealnych warunkach na pomoście daszkowatym, tak aby linia grzbietowa skóry wypadła na grzbiecie pomostu i — po wyrównaniu wszystkich fałd i załamań — równomiernie i ze specjalnym uwzględnieniem miejsc zakrwawionych posypać solą w ilości nie mniejszej niż 30% wagi skóry. Następną skórę należy solić rozkładając mizdrą na zewnątrz na skórze już osolonej. Nasolona w ten sposób skóra powinna przez 3—4 dni leżeć w pomieszczeniu przewiewnym o temperaturze nie wyższej niż +12° C, możliwie izolowanym od promieni słonecznych. Po dodatkowym, uzupełniającym nasoleniu może być ona złożona włosem do środka i bezzwłocznie przesłana na najbliższy punkt skupu. Konserwowanie skór zwierząt futerkowych Zupełnie odmiennie przebiega proces konserwowania skór zajęcy i innych zwierząt futerkowych, gdzie stosuje się wyłącznie metodę suszenia. Ze względu na to, że znacznie wygodniejsze jest suszenie skór zdjętych workowo, skóry zajęcy przeważnie są zdejmowane tym sposobem. Technika suszenia jest następująca: skórki po dokładnym oczyszczeniu z resztek mięsa, tłuszczu, .krwi i innych zanieczyszczeń, należy rozciągnąć włosem do środka na drewniane lub wykonane z drutu nierdzewnego prawidełka w formie klina. Prawidełka powinny mieć następujące przeciętne wymiary: długość ramion — około 80 cm, szerokość w miejscu styku ramion — około 10 cm, rozstaw ramion u ich końca — około 20 cm. Skórę należy naciągnąć na prawidełka tak, aby przez nadmierne rozciągnięcie nie straciła swojej naturalnej formy, lecz jednocześnie wszystkie załamania i zagięcia były wyprostowane. Suszenie skórek powinno odbywać się stopniowo w suchym i przewiewnym miejscu, w temperaturze) od 25c do 30°. Skórki suszone gwałtownie przy piecu lub na słońcu ogromnie tracą na wartości, gdyż następuje proces zrogowacenia zewnętrznych warstw skóry przy częstym, jednoczesnym rozkładzie wewnętrznym. Czas trwania suszenia waha się od 24—48 godzin, w zależności od temperatury, stopnia wilgotności powietrza itp. Po dokładnym wysuszeniu skórkę należy zdjąć z prawidełka i przekazać do punktu skupu. BIBLIOGRAFIA Anufriew W. M., Nikaszyn F. P., Skripkin G. M. — Tiechnołogia prigotowlenja piszczi, Moskwa 1951. Gostorgizdat. Czerny Z. — Książka kucharska. Warszawa 1953. PWG. Czerny Z. — Przyrządzanie potraw. Warszawa 1949. PWG. Dieslowa M. — Jak gotować. Atlas. Das Magazin der Küche — 1952, 53. Komornicka A., Strasburger M. — Technologia przyrządzania potraw z ćwiczeniami, cz. I. Warszawa 1953. PWG. Klimów — Anatomia zwierząt. Warszawa 1953. Kłossowski T. — Mięso i przetwory mięsne — towaroznawstwo. Warszawa 1950. PWG. Łabanow D. I. — Tiechnołogia prigotowlenja piszczci. Moskwa 1951. Gostorgizdat. Łoric J. S. — Podstawy dietetyki. Warszawa 1950. Łowiec polski — roczniki 1950, 51, 52, 53. Maslow Ł. A. — Kulinarja. Moskwa 1951. Gostorgizdat. MHW — Zasadnicze receptury gastronomiczne. Warszawa 1952 r. PWG. MHW — Zasadnicze receptury gastronomiczne. Warszawa 1954 r. PWG. Praca zbiorowa pod redakcją Skrobańskiego G. Towaroznawstwo produktów spożywczych. Warszawa 1950. PWG. Praca zbiorowa. Receptury potraw dla żywienia zbiorowego. Warszawa 1953. PWG. Praca zbiorowa. Technologia gastronomiczna. Warszawa 1954. PWG. Przepisy wewnętrzne C. Z. P. Mięs. Zarządzenie Nr 63. Przemysł rolny i spożywczy roczniki 1950, 51, 52, 53. Rudowska— Koprowska. — Tablice wartości odżywczych produktów spożywczych. Warszawa 1954. PZWL. Tarczyński S. — Mięso jako środek spożywczy. Warszawa 1950. Trawiński A. — Mięsoznawstwo. Warszawa 1948. Żywienie zbiorowe — roczniki 1948, 49, 50, 51, 52, 53, 54. Przewodnik Informator Łowiecki. PWR i L. Warszawa 1953. Dla potrzeb portalu wedlinydomowe.pl opracował Maxell










-
Ja soliłbym na sucho trzymając kości kilka dni w samej soli. Przecież przed gotowaniem możesz na noc wrzucić je do wody.
-
Mięso końskie/dreamstime.com Klasyfikacja tusz Po uboju otrzymuje się mięso w postaci tusz poddawanych dalszej obróbce (rozbiórka). Obróbka tusz powinna być staranna i dokładna. Tusze, połówki i ćwiartki tusz nie powinny mieć pozostałości po usuniętych narządach wewnętrznych, skrzepów krwi, zanieczyszczeń treścią jelit, krwią, żółcią itp. Nie powinno być również uszkodzeń zewnętrznych w rodzaju śladów pobicia sińców i podcieków krwi. Powierzchnia miejsc okrojonych z podcieków, zanieczyszczeń itp. nie powinna przekraczać 15% całej powierzchni półtusz lub ćwierci końskich. Powierzchnia tusz musi być sucha, nieoślizła i bez nalotów pleśni. Mięśnie powinny być jędrne i elastyczne. Tusze końskie powinny być oznaczone znakami klasyfikacji jakościowej oraz stemplami nadzoru weterynaryjnego. Ze względu na jakość tusze końskie dzielą się na 3 klasy. Podstawą zaliczenia tuszy do danej klasy jest stopień umięśnienia i zawartość w tuszy tłuszczu (tabl. 2). Po badaniu weterynaryjnym i klasyfikacji jakościowej tusze waży się i kieruje do przedchłodni w celu ostygnięcia. Wynik ważenia notuje się dokładnie, zapisując numer tuszy i jej klasę jakościową. Również muszą być zważone i zapisane ciężary poszczególnych narządów z oznaczeniem, do której tuszy należą narządy. Dane ważenia służą do obliczenia wydajności poubojowej. Wydajność poubojowa Stosunek ciężaru tuszy po uboju zwierzęcia do jego ciężaru przed ubojem jest podstawowym czynnikiem obrotu zwierzętami rzeźnymi i mięsem. Wpływa on nie tylko na kalkulację finansową, ale pomaga również w wyprowadzeniu wniosków co do zalet i wad kierunku hodowlanego, użyteczności ras, racjonalności odżywiania zwierząt, opasu i tuczu, stanu zdrowotnego zwierzęcia, jakości mięsa i wreszcie - właściwej lub niewłaściwej metody uboju (głodówka i wypoczynek przedubojowy) oraz sposobu obliczania wydajności. Jako ciężar przedubojowy przyjmuje się ciężar zwierzęcia stwierdzony podczas zakupu. Okres czasu między ostatnim karmieniem i pojeniem zwierzęcia a ubojem nie może być mniejszy niż 12 godz. W chwili uboju zwierzę nie powinno znajdować się w stanie wycieńczenia głodowego, a pokarm powinien być przez nie przetrawiony i resztki wydalone z organizmu. Na nadmierne i rozmyślne przekarmienie zwierzęcia należy zwracać uwagę również przy jego kupnie. Ciężar tuszy mięsnej stanowiący podstawę do obliczania wydajności poubojowej może być ustalony albo po upływie ok. 6 godz. po uboju, co daje tzw. ciężar tuszy ostudzonej, albo w stosunku do ciężaru ustalonego bezpośrednio po uboju - ciężar tuszy ciepłej. W celu właściwego porównania wydajności należy brać zawsze ten sam rodzaj ciężaru poubojowego. W zakładach mięsnych obowiązuje obliczenie wydajności ubojowej wg ciężaru tuszy ciepłej, zważonej bezpośrednio po uboju. Do obliczania wydajności poubojowej przyjmuje się ciężar tuszy końskiej dobrze wykrwawionej, bez skóry, głowy, narządów wewnętrznych z wyjątkiem nerek i łoju nerkowego, bez części rodnych, kończyn przednich, kończyn tylnych, z ogonem uciętym w odległości 20 cm od nasady. W 1956 r. w narodowym planie gospodarczym obowiązują następujące wskaźniki wydajności poubojowej: Konie klasy I - 59,30 % Konie klasy II - 56,07 % Konie klasy III - 53,71 % Konie klasy IV - 50,21 % ROZBIÓR TUSZY KOŃSKIEJ Zasady rozbioru Sposób przeprowadzania rozbioru tuszy końskiej powinien uwzględniać - utrzymanie w miarę możności jednakowej jakości mięsa w danej części lub elemencie, zachowanie całości anatomicznej, jak najmniejsze rozdrobnienie tuszy, sposób użytkowania, prostotę podziału i jednolitość rozbioru tusz we wszystkich dzielnicach kraju. Podział tusz, półtusz i ćwierci na części zasadnicze do spożycia lub przetwórstwa, jak również podział na elementy kulinarne ma na celu wyodrębnienie poszczególnych części tuszy wg wartości spożywczej i przydatności kulinarnej. Wartość spożywcza mięsa, zależna od składu chemicznego i morfologicznego (budowy tkanek), określana jest kalorycznością, a więc zawartością w mięsie białka, tłuszczu i węglowodanów oraz stosunkiem ilościowym i rodzajem tkanek, charakterem włókien mięsnych, ilością i rodzajem tkanki łącznej, ilością śród-mięśniowej tkanki tłuszczowej itd. Ponieważ na wartość spożywczą składają się również względy smakowe, zależne w dużej mierze od rodzaju i ilości tkanki tłuszczowej (śródmięśniowej) i łącznej — podstawą przy rozbiorze na części zasadnicze i przy ustalaniu klas jakościowych mięsa jest procentowy stosunek tych tkanek do całości mięsa. Rozbiór kulinarny jest dalszym rozdrobnieniem mięsa pod kątem widzenia przydatności kulinarnej i spożywczej na części o jednakowej jakości. Części zasadnicze Ćwierć tylna. 1. Polędwica - mięsień lędźwiowo-udowy wraz z otaczającą go tkanką łączną i przylegającym tłuszczem, oddzielony w okolicy kości biodrowej {bez uszkodzenia mięśni udźca) i dalej wzdłuż wyrostków poprzecznych kręgów lędźwiowych. 2.Udziec - tylna część tułowia wraz z kończyną odciętą między ostatnim a przedostatnim kręgiem lędźwiowym cięciem prostopadłym do kręgosłupa i dalej linią ukośną w ten sposób, aby łata (skośny mięsień brzucha) pozostała przy łojówce. Udziec zawiera kości: przepołowiony ostatni kręg lędźwiowy, przepołowione kręgi k. krzyżowej i ewentualnie dwa pierwsze kręgi ogonowe, połowę kk. miednicy, k. udową, kk. podudzia, rzepkę kolanową, k. piętową i kk. skoku. 3. Łojówka - część lędźwiowo-brzuszna ćwierci tylnej, pozostała po odcięciu udźca, polędwicy i ogona. Zawiera kości: przepołowione ostatnie 2 kręgi piersiowe wraz z dwoma ostatnimi żebrami i przepołowione pierwsze 5 kręgów lędźwiowych. Ćwierć przednia. 4. Plecówka - górna część kończyny przedniej wraz z łopatką odjęta od ćwierci z pozostawieniem chrząstki łopatkowej z jej umięśnieniem przy górnicy. Zawiera kości: k. łopatkową bez chrząstki, k. barkową, kk. podbarcza i kk. napięstka. 5. Szyja - przednia część karku, odcięta między 3 i 4 kręgiem szyjnym; zawiera przepołowione pierwsze trzy kręgi szyjne 6. Górnica - część karku od czwartego kręgu i górna część partii piersiowej, odcięta od mostka wzdłuż linii biegnącej od szyjki pierwszego do przedostatniego żebra w odległości 1/3 długości tego żebra mierzonej od kręgosłupa; zawiera kości 4 ostatnich przepołowionych kręgów szyjnych i 16 przepołowionych kręgów piersiowych z przyległymi do nich górnymi odcinkami żeber. 7. Piersiówka - jest to pozostała część dolna ćwierci (dolne odcinki żeber wraz z mostkiem) odcięta od górnicy; zawiera kości; dolne odcinki 16 żeber wraz z chrząstkami i połową kości mostka. Elementy kulinarne Elementy kulinarne wykrawane są z półtusz, ćwierci lub części zasadniczych nie wcześniej niż w 40 godz i nie później niż w 5 dni po uboju. Temperatura wewnątrz mięśni powinna wahać się w granicach 4 do 8 °C, a mięsa rozmrożonego — od 4 do 6 °C. Mięso przeznaczone do wykrawania na części kulinarne nie może być oślizłe ani też wykazywać oznak psucia się, zaparzenia itp. Elementy kulinarne nie powinny zawierać części krwawych i odłamków kości, a mięso bez kości (b.k.) nie powinno zawierać kości i chrząstek. Sztuki powinny być dzielone bez użycia topora i tasaka, lecz za pomocą noża i piłki w celu uniknięcia powstawania skrawków miażdżenia kości oraz w celu otrzymania gładkich i równych powierzchni cięcia. Części zasadnicze dzielą się na elementy kulinarne w następujący sposób: 1. Polędwica - uzyskana z rozbioru na części zasadnicze jest elementem kulinarnym bez dalszej obróbki. 2. Udziec - po wykrojeniu kości tak, aby część zasadniczanie uległa rozkawałkowaniu a mięso postrzępieniu, dzieli się na: a) pręgę tylną - uzyskiwaną przez odcięcie od udźca mięśnia brzuchatego wraz z prostownikami w ten sposób, aby ścięgno Achillesa pozostało przy udźcu; b) mięso z udźca - pozostałą część udźca. 3 Łojówka dzieli się na: a) łatę, zawierającą dolny odcinek dwóch żeber i mięśnie brzucha; b) rostbef - górną część łojówki, oddzieloną linią przebiegającą w odległości 5—7 cm od m. najdłuższego grzbietu. W skład kości rostbefu wchodzą przepołowione 2 ostatnie kręgi piersiowe z górnymi odcinkami żeber i 5 pierwszych kręgów lędźwiowych. 4 Plecówka dzieli się na: a) pręgę przednią - uzyskiwaną przez odcięcie od plecówki w stawie łokciowym kk. podbarcza wraz z mm. prostowników; b) mięso z łopatki - uzyskiwane przez wykrojenie z pozostałej części kk. łopatkowej i barkowej w ten sposób, aby mięso nie uległo rozkawałkowaniu lub postrzępieniu. 5.Szyja - uzyskana z rozbioru na części zasadnicze, stanowi oddzielny element. 6.Górnica - dzieli się na: a) karkówkę - oddzielaną od górnicy między ostatnim (siódmym) kręgiem szyjnym a pierwszym kręgiem piersiowym; zawiera przepołowione 4 ostatnie kręgi szyjne; b) górkę - zawierającą 16 przepołowionych kręgów piersiowych z przyległymi do nich górnymi odcinkami żeber. 7.Piersiówka dzieli się na: a) szponder — zawierający dolne odcinki żeber od pierwszego do szesnastego włącznie, bez zakończeń chrząstkowych pozostałych przy mostku; b) mostek -zawierający przepołowione kości mostka oraz chrząstkowe zakończenia żeber. Konina na przetwory mięsne Podstawą podziału tusz końskich na części przeznaczone do produkcji i do spożycia bezpośredniego jest racjonalność przeznaczenia mięsa na dane cele. Wyrazem tego jest klasyfikacja ustalająca rodzaje i gatunki mięsa,przeznaczonego na przetwory z mięsa rozdrobnionego. W zbiorach przepisów na dopuszczone do obrotu wędliny i wyroby wędliniarskie podane są zawsze klasy mięsa i tłuszczu, jakie należy użyć do produkcji poszczególnych przetworów. Przez określenie „tłuszcz", bez bliższego omówienia rozumie się tłuszcz twardy i miękki z rozbioru tuszy. Tusze, półtusze, ćwierci, części zasadnicze, elementy i wszelkie inne części przeznaczone na przetwory z mięsa rozdrobnionego, tzn. składające się z licznych mniejszych lub większych kawałków mięsa, podlegają trybowaniu polegającemu na wykrojeniu i oddzieleniu mięsa od kości, oddzieleniu chrząstek, ścięgien, skór, większych gruczołów oraz tłuszczu zewnętrznego i wewnętrznego. Mięso bez kości (b.k.) na przetwory z mięsa rozdrobnionego jest to tkanka mięsna z tłuszczem śródmięśniowym i między-mięśniowym (zależnie od klasy mięsa) wraz z przylegającą do mięśni tkanką łączną. Podobnie jak i przy tuszach lub częściach z podziału zasadniczego, rozróżnia się mięso półchłodzone (temp. + 4 do 8 °C), ochłodzone (temp. 0 do +4 °C), mięso mrożone w blokach (temp. najniżej —12 °C) i rozmrożone (temp. 0 do + 6 °C). Podroby końskie W przemysłowym i praktycznym znaczeniu przez słowo „podroby" rozumie się nie tylko nadające się do spożycia narządy wewnętrzne zwierzęcia, ale i niektóre części tuszy uzyskiwane przy podziale jej na części zasadnicze, jak np. nogi, łby i ogony. Zgodnie z zarządzeniem Ministra Handlu Wewnętrznego i Ministra Przemysłu Mięsnego i Mleczarskiego (instrukcja nr XV z dnia 12. XII. 1952) wszystkie podroby dzielą się na trzy klasy jakościowe: Klasa I — wątroby, nerki, ozory, móżdżki cielęce, serca, Klasa II — płuca, śledziony, flaki, łby i nogi wieprzowe, Klasa III — łby i nogi wołowe, ogony. W obrocie handlowym i w przetwórstwie podroby mają bardzo duże znaczenie. Niska cena i wysoka wartość odżywcza tych produktów, w wielu przypadkach większa niż mięsa, są powodem dużego popytu na nie zarówno w produkcji wędliniarskiej, jak i gastronomicznej. Podroby w znacznie większym stopniu są podatne na psucie się niż mięso i dlatego po wyjęciu z tuszy powinny być w możliwie najszybszym czasie poddane obróbce. Obróbka podrobów powinna być przeprowadzona w ten sposób, aby została zachowana jak największa ich wartość spożywcza i smakowa. Usuwa się miejsca zabrudzone, obce tkanki, strzępy, skrzepy krwi, zbyteczny tłuszcz itd. Podroby nie przeznaczane od razu do sprzedaży w postaci surowej, są zamrażane lub przerabiane na wyroby wędliniarskie, wyroby gastronomiczne itp. Wątroba znajduje się w jamie brzusznej bezpośrednio za przeponą; ma powierzchnię gładką, lśniącą, o barwie jasnobrunatnej i pokryta jest błoną surowiczą. Miąższ wątroby zbudowany jest ze zrazików, czyli zgrupowań licznych komórek. Poszczególne zraziki oddzielone są od siebie tkanką łączną. Wątroba końska składa się z trzech płatów - największy jest płat prawy, lewy - nieco mniejszy, a środkowy - najmniejszy. Charakterystyczną cechą wątroby końskiej jest brak woreczka żółciowego. Wątroba koni dobrze utuczonych jest gruba, wypukła, o tępych krawędziach; wątroba koni wychudzonych jest zwykle cienka, płaska o krawędziach ostrych. Ciężar wątroby konia dorosłego wynosi przeciętnie ok. 4 kg i zależy od tego, czy ubój konia nastąpił w czasie trawienia (ciężar największy), czy też po upływie dłuższego czasu od momentu ostatniego karmienia. Wątroba musi być oczyszczona z obcych tkanek — strzępów przepony brzusznej i więzadeł oraz naczyń krwionośnych. Przeznacza się ją na cele kulinarne i wyroby wędliniarskie. Wątroba ma dużą wartość odżywczą ze względu na stosunkowo dużą zawartość fosforu i witamin A, B i C. Płuca mają budowę gąbczastą i zawierają dużą ilość tkanki łącznej. Powierzchnia ich jest gładka, błyszcząca, barwa - żółtawoczerwona przechodząca w ciemnoczerwoną. Od zewnątrz płuca okryte są cienką błoną, tzw. opłucną. Płuca konia składają się z dwóch płatów głównych, z których prawy jest większy od lewego, oraz z małego płatu środkowego, o kształcie ostrosłupa, wchodzącego w skład płata prawego. Szczyty płuc konia są znacznie wysunięte ku przodowi, brak w nich wcięć między płatowych, a budowa zrazikowa jest mało wyraźna. Ciężar dobrze wykrwawionych płuc końskich wynosi ok. 3 kg. Płuca mają małą wartość pokarmową ze względu na dużą zawartość tkanki łącznej. Przeznacza się je zwykle do produkcji tańszych wyrobów wędliniarskich, rzadziej - do bezpośredniego wykorzystania kulinarnego. Serce konia - twór mięśniowy - od zewnątrz otoczone jest grubszą lub cieńszą warstwą tłuszczu, zależnie od stopnia utuczenia konia. Powierzchnia samego serca jest gładka, lśniąca, barwy czerwonobrunatnej. Konsystencja serca jest spoista, a kształt zbliżony do stożka. Na powierzchni serca konia widoczne są dwa rowki podłużne. U wyjścia tętnicy głównej znajduje się pierścień włóknisty, w którym mieści się chrząstka, ulegająca z wiekiem konia skostnieniu. Ciężar serca końskiego wynosi ok. 1,5 kg. W czasie obróbki usuwa się z serca warstwę tłuszczową, przecina komory, oczyszcza je ze skrzepów krwi i usuwa się worek osierdziowy zbudowany z mocnej niestrawnej tkanki łącznej. Serce ma tylko nieco mniejszą wartość pokarmową niż mięso z mięśni szkieletowych i dlatego może być używane do produkcji różnego rodzaju wyrobów wędliniarskich i gastronomicznych. Język (ozór) konia jest cienki, z końcem płaskim, łopatkowo rozszerzonym, o powierzchni gładkiej, kształcie na przekroju poprzecznym, w tylnej części - trójkątnym. Pośrodku grzbietu języka, pod warstwą błony śluzowej, znajduje się chrząstka grzbietu języka. Ciężar jednego ozora końskiego wynosi ok. 1,9 kg. Ozór należy do najbardziej wartościowych części głowy wy i mięsa końskiego w ogóle. Odcięty przy nasadzie - po usunięciu kości gnykowej, bez krtani, tłuszczu, strzępów mięsa i krwi - przeznaczany jest do produkcji i do celów kulinarnych. Głowa - po odcięciu języka i okrajaniu mięsa przeznacza się do utylizacji. Mięso z głów używane jest do wyrobów z mięsa rozdrobnionego (wyroby wędliniarskie); zawiera ono dużo części ścięgnistych. Śledziona znajduje się w jamie brzusznej po lewej stronie w pobliżu żołądka. Kształt śledziony końskiej jest płaski, wydłużony, sierpowaty i rozszerzony na jednym końcu, długość - 40 do 50 cm. Barwa - początkowo niebiesko czerwona lub niebieskofioletowa, ciemnieje pod wpływem działania powietrza i staje się wówczas czerwonobrunatna. Ciężar śledziony wynosi ok. 0,90 kg. Wartość odżywcza śledziony jest niewielka; przeznaczą się ją zwykle do produkcji tańszych wyrobów wędliniarskich. Nerki znajdują się w jamie brzusznej w okolicy lędźwiowej - po obu stronach kręgosłupa. Od zewnątrz pokryte są warstwą tłuszczu. Powierzchnia nerek gładka i połyskująca jest barwy czerwonobrunatnej: u koni tuczonych - jaśniejszej, a u wychudzonych - ciemniejszej. Oprócz powierzchni (brzusznej i grzbietowej) rozróżnia się w nerce krawędź boczną oraz przyśrodkową z wgłębieniem dochodzącym do zatoki nerkowej, w której znajduje się miedniczka nerkowa. Na przekroju nerki widoczne są dwie warstwy: zewnętrzna korowa o barwie ciemnoczerwonej i wewnętrzna rdzenna o barwie żółtawej. W warstwie wewnętrznej, w pobliżu zatoki nerkowej, widoczna jest jedna brodawka nerkowa. Nerka konia jest jednopłatowa, jednobrodawkowa, przy czym lewa nerka ma kształt fasoli, a prawa - trójkąta z zaokrąglonymi kątami. Ze względu na stosunkowo dużą zawartość w nerkach witamin grupy A i B, a także witaminy C — wartość odżywcza nerek jest znaczna; przeznacza się je zwykle do produkcji wyrobów wędliniarskich. Ciężar nerek wynosi od 0,5 do 0,75 kg. Żołądek konia i kończyny po oddzieleniu od tuszy przeznacza się do przerobu utylizacyjnego. Jelita Do kompletu jelit końskich wykorzystywanych w produkcji zakładów mięsnych zalicza się przełyk, jelita cienkie i pęcherz; inne jelita końskie przeznacza się do przerobu utylizacyjnego. Ścianka jelita zbudowana jest z 4 warstw: a) z błony surowiczej stanowiącej zewnętrzną warstwę, b) z błony mięśniowej utworzonej z 2 warstw mięśni gładkich, z których jedna warstwa ułożona jest okrężnie, a druga podłużnie, c) z błony podśluzowej znajdującej się pod błoną mięśniową i d) z błony śluzowej wyściełającej wnętrze jelita. Podczas obróbki jelit błona śluzowa jest zawsze usuwana, a błonę surowiczą pozostawia się na jelicie lub zdejmuje w zależności od rodzaju jelit i sposobu obróbki. Jelito cienkie składa się z dwunastnicy, jelita czczego i biodrowego. Długość jelita cienkiego w zależności od ciężaru konia wynosi od 14 do 26 m. Jelita cienkie. Komplet jelit wyjęty wraz z otoką z tuszy końskiej powinien być natychmiast poddany wstępnej obróbce, która polega na: - oddzieleniu jelita cienkiego; - usunięciu treści jelita i przepłukaniu go czystą wodą; - oczyszczeniu z tłuszczu i wywróceniu błoną śluzową na zewnątrz; - oszlamowaniu ręcznym szlamulcem, przemyciu ciepłą wodą i ochłodzeniu w zimnej wodzie (w celu nadania ładniejszego wyglądu jelita po oszlamowaniu mogą być odwracane z powrotem); posortowaniu i ułożeniu w 10-metrowe pęczki i zasoleniu. Cienkie jelita końskie sortuje się na 5 kalibrów: nr 1 o średnicy do 60 mm nr 2 „ 60 - 70 mm nr 3 „ 70 - 80 mm nr 4 „ 80 - 90 mm nr 5 „ ponad 90 mm Podczas kalibrowania jelit końskich dopuszczalny jest ubytek w wysokości 2% w stosunku do metrażu jelit naturalnych - zasolonych, lecz nie sortowanych. Zależnie od jakości jelita dzieli się na dwa gatunki: I gatunek. Jelita o mocnych ściankach, barwy jasnoróżowej lub perłowej; w pęczku nie może być więcej niż 4 odcinki nie krótsze niż po 1 m, bez dziur, plam rdzawych i czerwienistości. II gatunek. Jelita o mocnych ściankach, barwy szarej w pęczku nie może być więcej niż 5 odcinków, nie krótszych niż po pół metra; dopuszczalne są ślady plam rdzawych. Posortowane i popęczkowane jelita przesypuje się solą i układa w beczki drewniane. W beczce o pojemności 120 l mieści się 60 pęczków jelit (każdy pęczek waży przeciętnie 2,3 kg). W małych rzeźniach (przy małych ubojach koni) jelita bez sortowania i kalibrowania konserwuje się solą i przesyła do większej szlamiarni mającej odpowiednie warunki i urządzenia do kalibrowania oraz sortowania. Przełyki końskie Są bardzo cenione jako osłonki do kiełbas. Wyjmuje się je z tuszy razem z ośrodkiem, odcina i poddaje oczyszczeniu. Z całości przełyku użytkuje się tylko błonę pod śluzową; błonę surowiczą, mięśniową i śluzową usuwa się przy obróbce, przy czym błonę mięśniową przeznacza się zwykle na farsz do wyrobu kiełbas. Obróbka przełyków odbywa się w sposób następujący: koniec przełyku zawiesza się na haczyku, nacina się dookoła — tuż przy haczyku — błonę mięśniową, następnie oddziela się ją nieco palcami od przełyku, a po tym obiema rękami ściąga się ją do końca. W dalszym ciągu przełyk oczyszcza się z resztek tłuszczu i mięśni, odwraca i przeciąga w dłoni w celu wyciśnięcia resztek śluzu i treści pokarmowej. Oczyszczone przełyki nadmuchuje się i rozwiesza na sznurku w ten sposób, aby nie stykały się ze sobą. Suszenie może odbywać się sposobem naturalnym na otwartym powietrzu (nie na słońcu), w szopach lub na poddaszu albo też sposobem mechanicznym w specjalnych suszarniach w temp. nie wyższej niż 40 C w ciągu 24 - 48 godz. Po wysuszeniu jeden koniec przełyku odcina się, wypuszcza powietrze i przełyki sortuje na trzy grupy wg wielkości: nr 1 - duże - długości ponad 50 cm nr 2 - średnie - długości 40—50 cm nr 3 - małe - długości 30—39 cm Ze względu na jakość przełyki dzieli się na dwa gatunki: I gatunek - przełyki dokładnie oczyszczone ze śluzu i resztek treści pokarmowej, o barwie słomkowej lub złotawej, ściankach mocnych i elastycznych, z połyskiem. II gatunek - przełyki matowe, o ściankach mocnych i elastycznych, z małymi pozostałościami śluzu. Przełyki suszone układa się w paczki po 25 sztuk i przewiązuje sznurkiem w dwóch miejscach, podkładając pod sznurki w miejscach przewiązania kawałki tektury. Przełyki można konserwować również tak jak i inne jelita przez solenie, lecz jakość ich wówczas jest nieco niższa. Pęcherze Oddziela się je od jelita prostego w ten sposób, aby przy pęcherzu pozostała jak najdłuższa szybka. Po wypłukaniu czystą i ciepłą wodą, oczyszcza się je na stole z tłuszczu i błon, wypełnia powietrzem i dodatkowo oczyszcza z resztek tłuszczu i pozostałości błon. Oczyszczone dokładnie pęcherze rozwiesza się na sznurku i suszy tak jak przełyki. Po wysuszeniu pęcherze odcina się, wypuszcza z nich powietrze, dzieli pęcherze pochodzące od osobników żeńskich i męskich oraz sortuje wg długości i jakości: nr 1 - duże - długości ponad 35 cm nr 2 - średnie - długości 30 - 35 cm nr 3 - małe - długości do 29 cm Pęcherze pod względem, jakości dzieli się na dwa gatunki: I gatunek - pęcherze bez resztek tłuszczu i tkanek, nie spleśniałe, o barwie słomkowej lub złotawej, z połyskiem, o ściankach niełamliwych, bez uszkodzeń. II gatunek - pęcherze matowe, z małymi pozostałościami tłuszczu i tkanek, o barwie jak w gatunku pierwszym lub szarawej, bez uszkodzeń; dopuszczalne są ścianki z rysami. Posortowane pęcherze składa się podłużnie i wiąże w pęczki po 25 sztuk szyjkami na przemian w dwie strony. Pęczki przewiązuje się sznurkiem w dwóch lub trzech miejscach. Jelita końskie używane są, jako osłonki: a) cienkie jelita - przy produkcji salami, kiełbasy krakowskiej i kiełbas z mięsa końskiego, b) przełyki - przy wyrobie salami, kiełbasy krakowskiej i serwolatki, c) pęcherze - przy wyrobie salcesonów, rolad, baleronów i kiełbasy piwnej. KREW Krew końska przeznaczana jest niemal wyłącznie do celów technicznych. Zbiórka jej jednak powinna się odbywać z zachowaniem wszelkich wymagań sanitarnych, co wpływa na jej jakość i trwałość, oraz w ten sposób, aby przy wykrwawieniu konia uzyskać możliwie dużą jej ilość. Zawartość krwi w organizmie konia wynosi ok. 9,8 % jego ciężaru, lecz całkowite wykrwawienie konia podczas uboju jest niemożliwe do osiągnięcia; w Polsce obowiązująca norma zbiórki krwi od jednego konia wynosi 5% jego ciężaru, co równa się przeciętnie ok. 15 l. Wynika z tego, że istnieją jeszcze duże możliwości zwiększenia ilości krwi uzyskiwanej przy uboju, co zależy w dużym stopniu od metody zbiórki. Krew ]) uchodząca z rany w ciągu 2—3 min zaczyna się ścinać, krzepnąć. Krzepnięcie krwi polega na przejściu fibrynogenu zawartego w osoczu krwi w fibrynę, czyli włóknik składający się z gęsto przeplatających się ze sobą włókien. Szybkość krzepnięcia krwi u różnych zwierząt jest różna: krew końska utrzymuje się w stanie płynnym do 11,5 - 15 min (bydlęca - do 6,5 -10 min, świni - do 3,5 - 5 min).Zebrana krew musi być natychmiast poddana odwłóknieniu albo stabilizacji (utrwalaniu) zapobiegającej krzepnięciu krwi. Krew skrzepnięta trudna jest do przeróbki na cele techniczne, a do produkcji niektórych wyrobów w ogóle nie nadaje się. Odwłóknianie ręczne polega na szybkim mieszaniu krwi w beczce za pomocą drewnianego wiosła, łopatki lub kija w ciągu kilku (3 - 5) min. Wytwarzający się włóknik owija się w postaci włókienek dokoła łopatki, którą wyciąga się wówczas z naczynia, po czym krew przecedzą się przez metalowe sito o średnicy oczek 1-2 mm w celu ostatecznego oddzielenia włókienek. Odwłókniać można również krew sposobem mechanicznym za pomocą tzw. defibrylatorów - bębnów metalowych, w których znajdują się śmigła uruchamiane napędem elektrycznym. Stabilizacja krwi polega na pozbawieniu krwi własności krzepnięcia za pomocą środków chemicznych dodawanych w pewnym określonym procencie w stosunku do ciężaru krwi; środkiem takim może być sól kuchenna (2,5 - 5,0%), cytrynian sodowy (0,3%) albo specjalny preparat - fibrysol, którego dodaje się w ilości ok. 10 g (proszku rozpuszczonego w wodzie w stosunku 1 : 10) na 1 litr krwi. Utrwalenie krwi środkami chemicznymi nie jest trwałe, działa ono zależnie od temperatury i rodzaju środka użytego w ciągu 1 do 5 dni, po których upływie krew ulega krzepnięciu. Gnilny rozkład krwi rozpoczyna się bardzo szybko, szybciej niż mięsa; w warunkach wysokiej temperatury np. latem, nawet po kilku godzinach. Ze względu na to krew, która musi być dłużej przechowywana, poddawana jest konserwacji, natychmiast po zbiórce i odwłóknieniu. Konserwuje się krew techniczną w porze zimowej (przy odpowiedniej temperaturze) za pomocą zamarzania w warunkach naturalnych (krew zamarza już w temp. - 0,56°C). Zamrażanie nie wpływa ujemnie na własności fizyczne krwi, jeżeli rozmrażanie jej w zakładzie przetwórczym będzie odbywać się prawidłowo tzn. stopniowo. Do dobrych środków konserwujących krew należy dodatek handlowej 40-procentowej formaliny w ilości od 0,4% (latem) da 0,2% (zimą) w stosunku do ciężaru krwi. Trwałość krwi zakonserwowanej formaliną wynosi kilka tygodni. Środkiem konserwującym jest również 25-procentowa woda amoniakalna dodawana do krwi w ilości 2% w ciepłej porze roku i 1% - w czasie chłodów. Krew zakonserwowaną tym środkiem, daje się przechowywać w temperaturach powyżej zera w ciągu 1-2 miesięcy. Krew do celów technicznych może być przerabiana na albuminę techniczną ciemną lub jasną. Albumina ciemna jest produkowana z krwi lub gąszczu krwinek przez wysuszenie w niskich temperaturach i ma postać ciemnych kryształków (albumina kryształkowa) lub suchego proszku (albumina pyłkowa). Albumina jasna jest produkowana z osocza lub surowicy i ma postać żółtawego proszku. Albumina ma właściwości podobne do właściwości białka jaja kurzego, tzn. łatwego zbijania się na pianę,, dobrej rozpuszczalności w wodzie, kleistości i ścinania się w wyższych temperaturach. Albumina techniczna służy w przemyśle garbarskim do nadawania połysku skórom, w przemyśle papierniczym - jako środek impregnujący i nadający połysk papierowi, w przemyśle-tekstylnym do apretury w wykończalnictwie tkanin, w przemyśle drzewnym - do przyrządzania klejów do wyrobu sklejek itp. Zwykła konserwowana krew techniczna może mieć zastosowanie do produkcji mączek pastewnych dla zwierząt domowych i ryb. Końska krew (również zepsuta) oraz włóknik mogą być przerabiane na mączki nawozowe. Przechowywanie krwi powinno odbywać się w możliwie niskiej temperaturze. W braku specjalnego magazynu beczki z krwią, powinny być ustawione w miejscu zaciemnionym. Najlepiej nadają się do przechowywania krwi beczki żelazne. Zebraną krew dobrze zakonserwowaną przesyła się do zakładów przetwórczych w celu przeróbki. Przy małych ubojach, jeżeli nie można w krótkim czasie zebrać pełnej beczki krwi, najlepiej jest przeznaczyć ją do celów nawozowych bez przeróbki CDN.

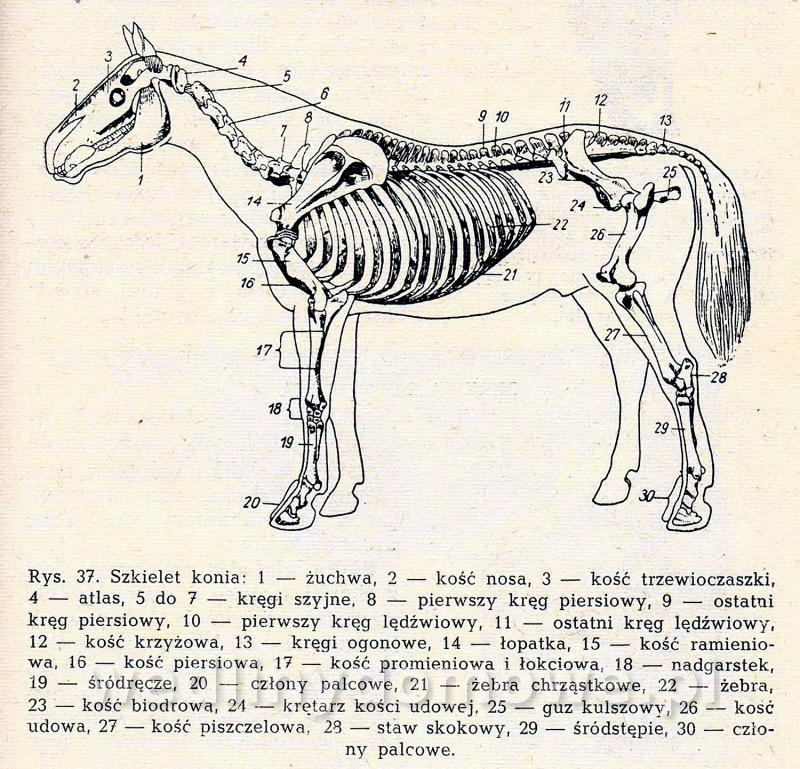
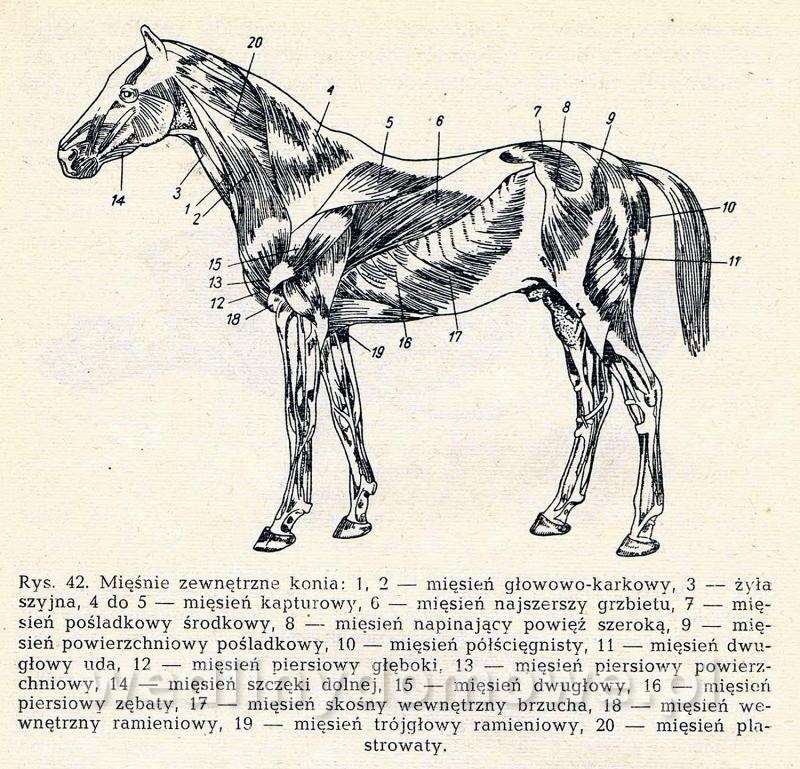
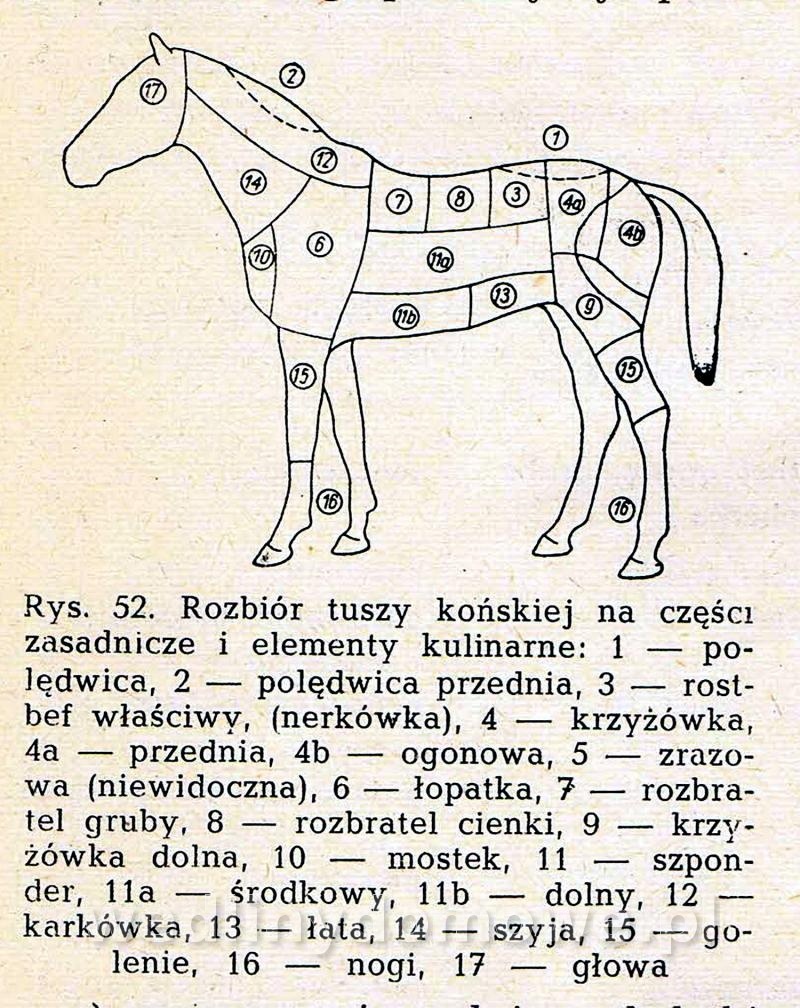
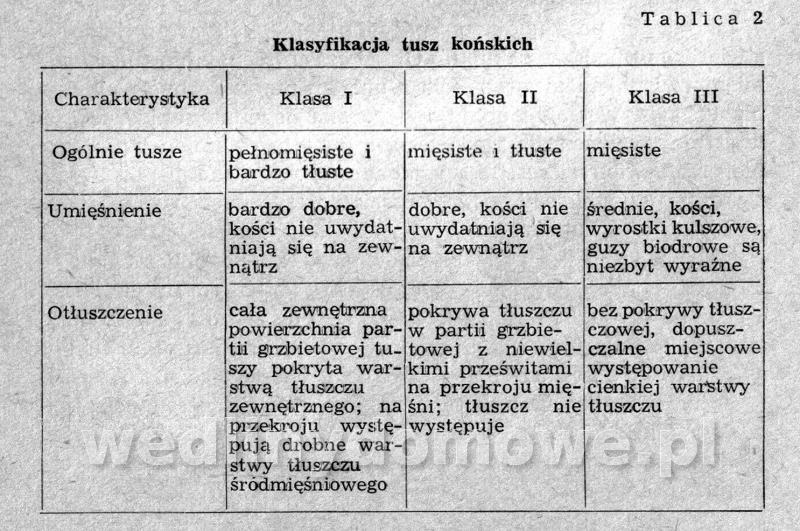
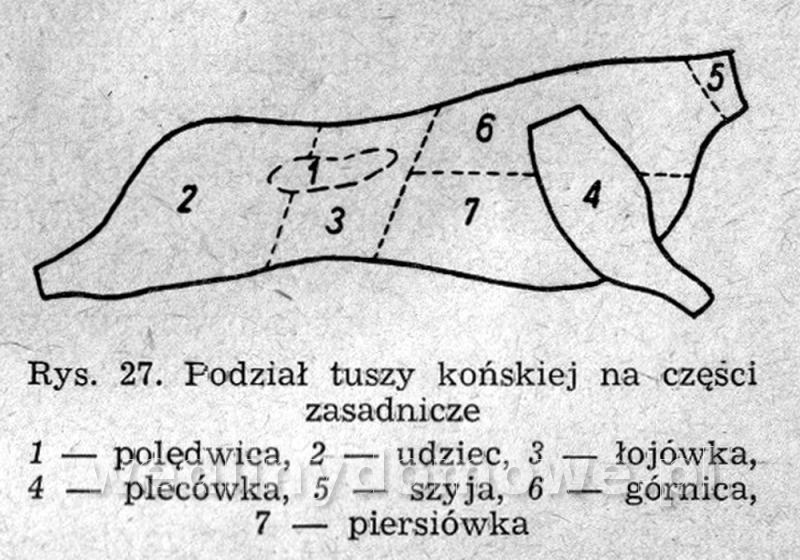
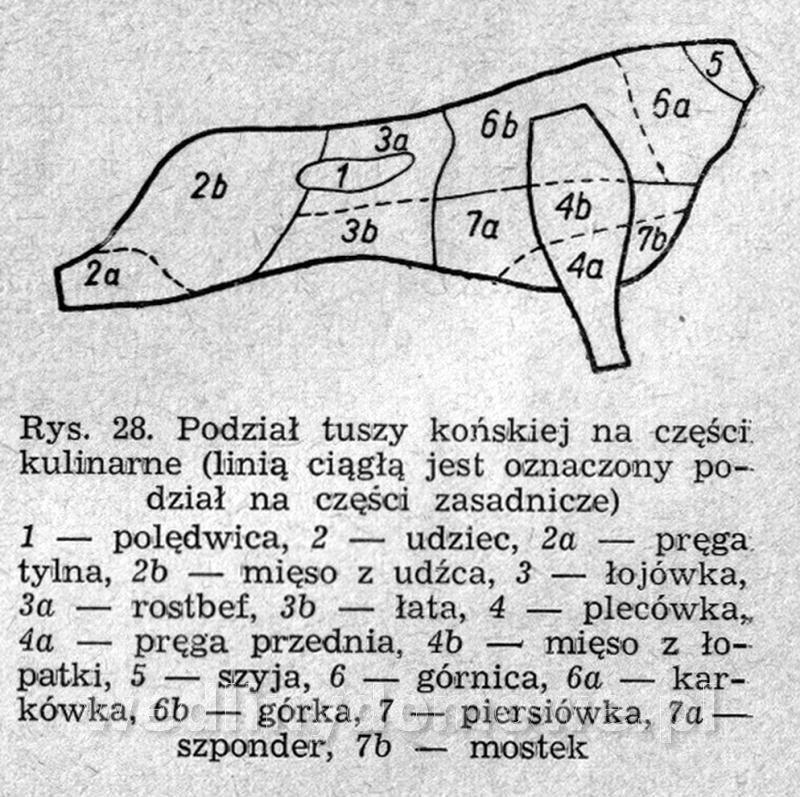
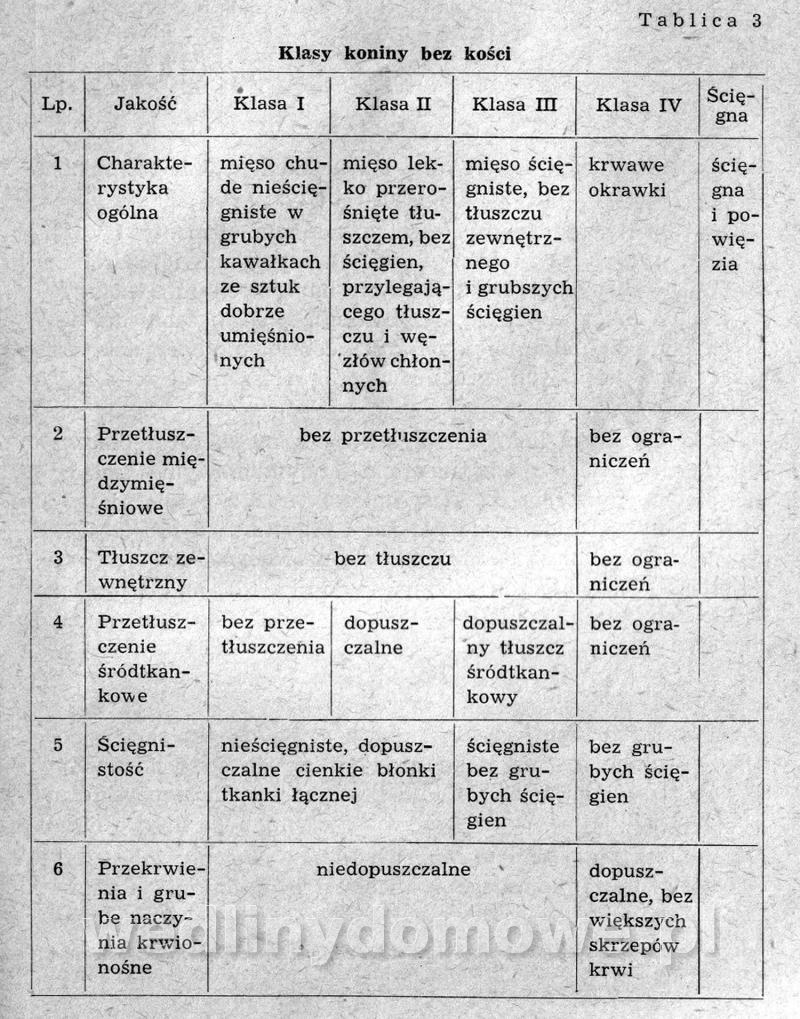
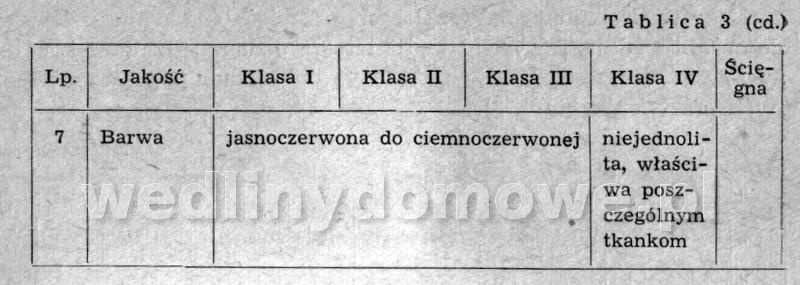
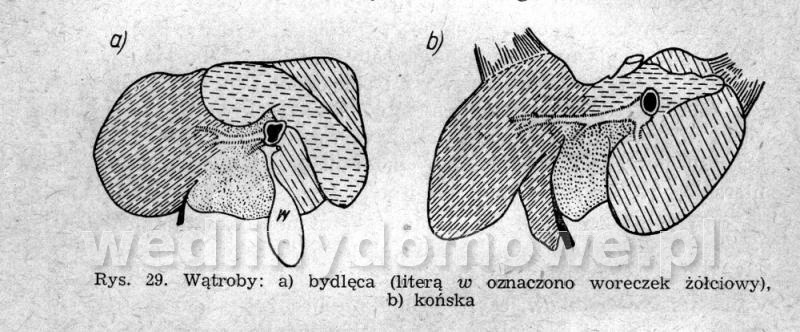
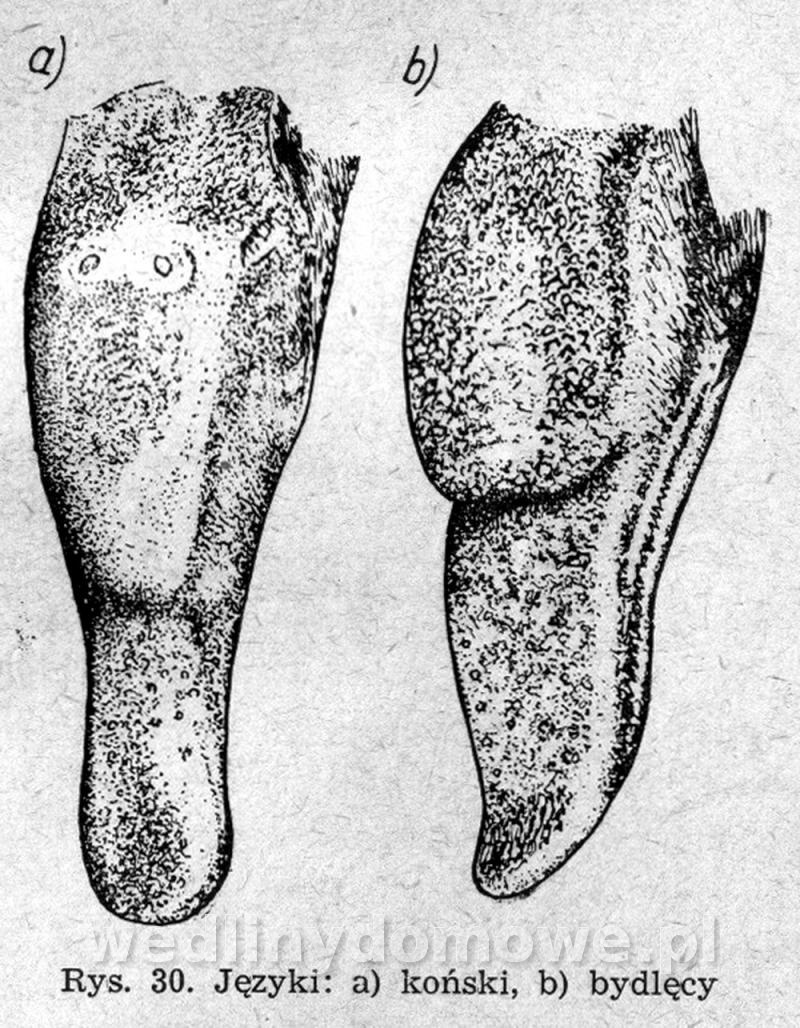
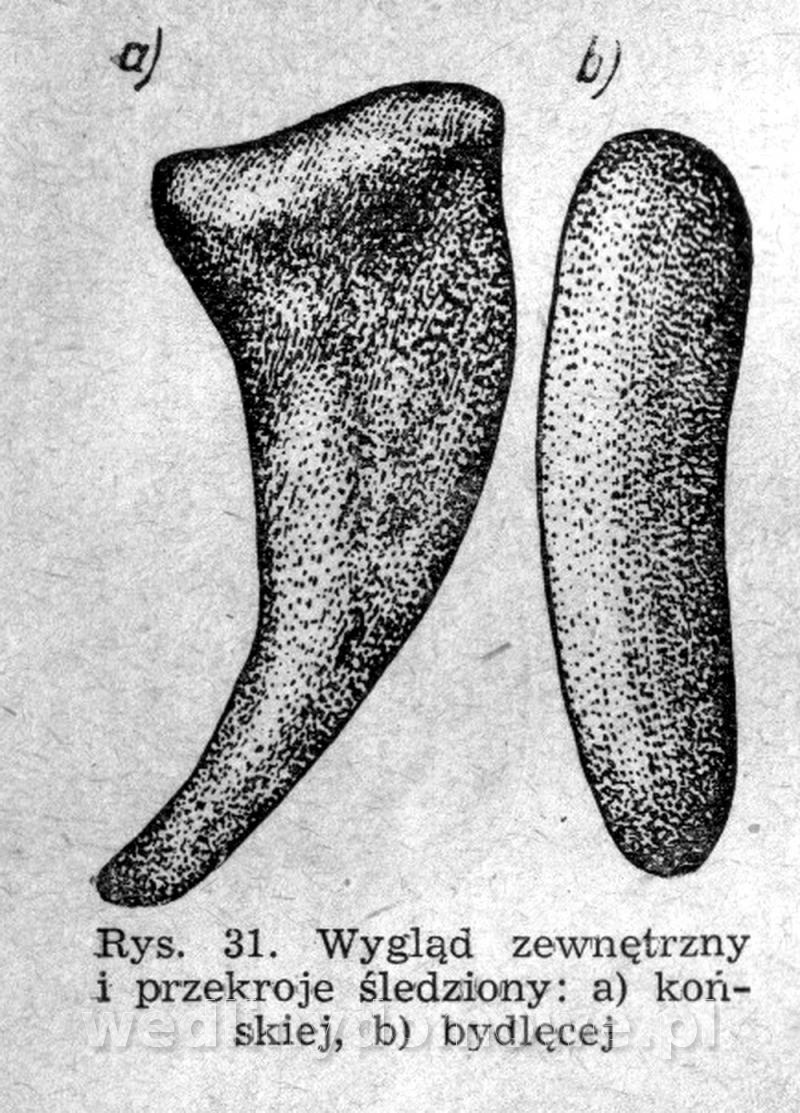
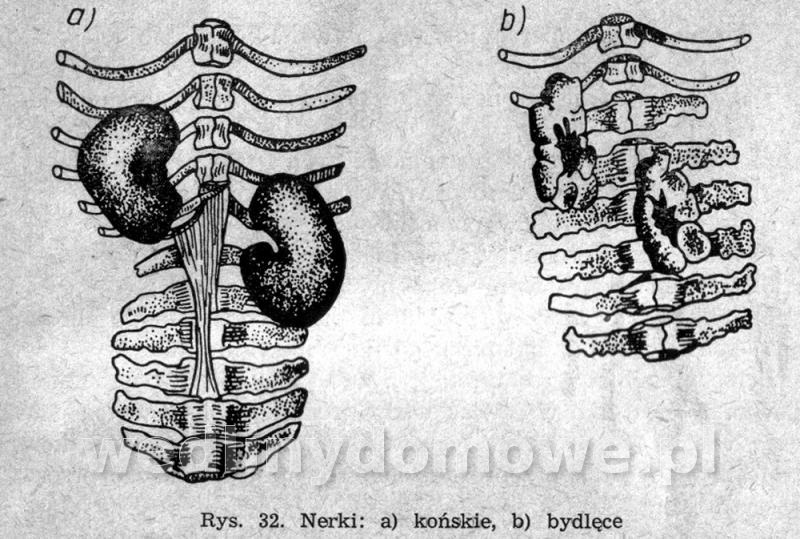
-
Rynek mięsny w przedwojennej Polsce. Rarytas.
Maxell odpowiedział(a) na Maxell temat w Polska tradycja masarska
XIV. PODZIAŁ I NAZWY TOWARU. W handlu zwierzętarni rzeźnymi, rozróżniamy następujące rodzaje: Bydło; 1) wólce, 2) woły, 3) krowy, 4) byczki, 5) buhaje i 6) jałowice. Wszystkie zaś rodzaje można podzielić na trzy następujące gatunki: 1) dobrze opasione, 2) średnio opasione, 3) nieopasione, oraz bukaty i cielęta z podziałem na gatunki: 1) pełnomięsisty, 2) małomięsisty. Pod nazwą wolce należy rozumieć woły, które nie były używane do pracy; woły — sztuki, które były używane do pracy; byczki — sztuki do 1 ½ roku; buhaje — ponad 1 ½ roku; krowy — sztuki, które już miały potomstwo i jałowice — które nie miały potomstwa, bez względu na wiek. Bukaty, są to młode sztuki wolców, byczków i jałowic, które prócz mleka karmiono i inną paszą i posiadają dopiero „mleczne" zęby. Cielęta, takie same sztuki jak bukaty, z tą różnicą, że karmione były tylko mlekiem. Przy rozpoznawaniu pierwszego gatunku bydła (dobrze opasione) można stwierdzić na oko, na kościach siedzeniowych, pod skórą warstwę tłuszczu, a w jego złogach schowana jest nasada ogona; w pachwinie widoczny wyraźnie guz, żeber nie znać, nawet odległości pomiędzy żebrami wypełnione są tłuszczem i mięsem, a przez to wypukłe. Obfity tłuszcz podskórny zwisa przy mostku, wyczuwa się go przy dotyku na kościach siedzeniowych, wypełnia rowek poniżej nasady ogona, ułożony jest warstwami na biodrach, wyczuwa się go za łopatką pod skórą (tak zwana łojówka), i pomiędzy łopatką a szyją. Guz pachwinowy jędrny, kości mostkowej nie można ręką wyczuć. Przy rozpoznawaniu drugiego gatunku (średnio opasione) na oko nie można stwierdzić tłuszczu na kościach siedzeniowych, guz pachwinowy miękki, albo widoczny, boki równe. Przy mostku tłuszcz zwisa bardzo nieznacznie, przy dotyku na kościach siedzeniowych miękki i jest go niedużo, nie wypełnia rowka poniżej nasady ogona, na kościach biodrowych i pomiędzy żebrami wyczuwa się małą warstwę, nie ma go za łopatką. Kość mostkową można wyczuć ręką. Przy rozpoznaniu trzeciego gatunku (nieopasione) na oko można zauważyć, że kości siedzeniowe i mostkowe nie są obłożone tłuszczem a boki gładkie. Przy dotyku kość mostkową można bez trudu wyczuć, a skórę na bokach można wszędzie bardzo łatwo odciągnąć. Wydajność ubojowa 1-go gatunku wynosi ponad 55%; 2-go ponad 45%. Mięso otrzymane z uboju bydła dzieli się na następujące gatunki: wołowina I, II i III gatunku, bukacina I i II gatunku, oraz cielęcina I, II i III gatunku. Wołowinę I gatunku można poznać po tym, że kolor mięsa jest różowy, tłuszcz biały, nerki i mięsista część zadnia grubo obrośnięta tłuszczem. Wołowinę II gatunku - po buraczkowo ceglastym kolorze mięsa, jasno-żółtym tłuszczu, słabo obrastającym nerki i płaskiej zadniej części obrośniętej tłuszczem przy ogonie. Wołowinę III gatunku - po kolorze albo bardzo jasnym, albo też ciemno-buraczkowym, bez tłuszczu lub też z małą ilością; nerki nim prawie że nie obrośnięte (pokryte jakby błoną); część zadnia koścista. Bukacinę I gatunku poznaje się po blado-różowym kolorze mięsa, braku tłuszczu, całości dobrze umięśnionej i drobnych kościach. Bukacinę II gatunku po ciemno-różowym kolorze mięsa i mało umięśnionej całości. (Kości również drobne). Cielęcina I gatunku odznacza się mlecznym kolorem mięsa, bardzo białym tłuszczem; całość i nerka obrośnięte dużą jego ilością. Cielęcina II gatunku — kolorem blado-różowym zarówno mięsa jak i tłuszczu, nerki słabo obrośnięte tłuszczem i mało umięśniona zadnia część. Cielęcina III gatunku — różowym kolorem mięsa, brakiem tłuszczu i przeważającą ilością kości nad mięsem. Owce: 1) jagnięta, 2) młode skopy i maciorki z podziałem na gatunki: a) pełnomięsisty, b) małomięsisty, oraz 3) stare skopy i maciory, bez podziału na gatunki. Pod nazwą: jagnię należy rozumieć wszystkie sztuki w wieku do 1 roku; młode skopy — barany w wieku do lat 2-ch; maciorki — owce w wieku ponad 1 rok do czasu pokrycia; stare skopy i maciory — skopy w wieku ponad 2 lata i maciory już pokryte. Gatunek 1-y (pełnomięsisty). Zwierzęta należące do tego gatunku odznaczają się małą głową, okrągłym tułowiem, szerokim grzbietem i krótkimi, dobrze umięśnionymi, powyżej kolan nogami. Gatunek 2-gi (małomięsisty) — całość jest mniej umięśniona. Otrzymane z uboju owiec mięso dzieli się na I i II gatunek. Baranina I gatunku jest koloru różowego, pokryta białym tłuszczem, całość okrągła i tłusta. Baranina II gatunku jest koloru ciemno-różowego, pokryta cienką warstwą tłuszczu a całość mniej mięsista. Trzoda chlewna: 1) świnie słoninowe, 2) mięsne, 3) bekonowe, 4) szynkowe. Rozróżniamy świnie słoninowe wagi: 1) powyżej 180 kg, 2) powyżej 150 kg do 180 kg, 3) poniżej 150 kg; świnie mięsne wagi: 1) powyżej 110 kg, 2) poniżej 110 kg. Świnie słoninowe: na szynkach, lędźwiach i grzbiecie wyczuwa się warstwę zwartej i jędrnej słoniny, a dołek utworzony przez naciśnięcie (kułakiem) niezwłocznie wyrównywa się (wiek 1 — 2 lata). Świnie mięsne: wyczuwa się pod skórą cienką i wodnistą warstwę tłuszczu, pod którym przy naciśnięciu wyczuwa się umięśnienie. Świnie bekonowe mają tułów i nogi długie, głowę małą i lekką, wagę od 82 do 94 kg (wiek od 6 do 10 miesięcy). Świnie szynkowe mają głowę, szyję i ryj lekkie, nogi średniej długości szeroko postawione, skórę białą, cienką bez fałd, szczecinę białą, gęstą i jedwabistą, szynki szerokie, dobrze wypełnione mięsem, ważą od 96 do 120 kg, wiek do 12 miesięcy. Otrzymane z uboju świń mięso dzieli się na I i II gatunek. Wieprzowina I gatunku jest koloru różowego lub jasno różowego i posiada słoninę grubości od 5 do 8 cm, a jej kolor i grubość zależy od tego, czy świnia była słoninowa, czy też mięsna. Wieprzowina II gatunku jest koloru ciemno - różowego i posiada słoninę grubości od 3 do 6 cm. (Uwaga: przepisy o jednolitej nomenklaturze i klasyfikacji zwierząt i mięsa mają się podobno ukazać już w niedługim czasie). ROZDZIAŁ III I. ORGANIZACJA WYWOZU. Organizacja wywozu artykułów zwierzęcych oparta jest na cle wywozowym. Wynosi ono dla trzody chlewnej żywej 60 zł. od sztuki, trzody bitej 60 zł. od sztuki i 30 zł. od połówki, dla mięsa wołowego, cielęcego, baraniego i wieprzowego 100 zł, od 100 kg, bekonu, szynek peklowanych i innych przetworów mięsnych peklowanych 150 złotych od 100 kg, szynek wędzonych, lub w opakowaniu hermetycznym (puszkach), przetworów mięsnych wędzonych, suszonych lub konserwowanych, smalcu, słoniny solonej lub wędzonej 250 zł, od 100 kg. Wywóz bydła rogatego, owiec i koni nie podlega ocleniu. Cło wywozowe nie jest w istocie ściągane, gdyż czyni wywóz tych artykułów nieopłacalnym; ustanowione zaś zostało celem wprowadzenia do eksportu zasad planowości, oraz polepszenia i ujednolicenia jakości wywożonych towarów. Ten tylko, kto przystosuje jakość towaru do stawianych wymogów, może uzyskać od Ministerstwa Przemysłu i Handlu zwolnienie od cła wywozowego. Poza wywozowymi istnieją również i cła przywozowe, chroniące nasze rynki przed zalewem obcej produkcji. Wyliczanie stawek przywozowych dla poszczególnych artykułów mięsnych uważam za niecelowe, gdyż jesteśmy ich eksporterami, a nie importerami. Wywóz artykułów ujęty jest w ramy organizacji noszącej nazwę „Polski Związek Eksporterów Bekonu i Artykułów Zwierzęcych", której działalność rozciąga się na cały obszar celny Rzplitej Polskiej. Związek ma prawo otwierać biura w kraju i zagranicą, afiliować istniejące przedsiębiorstwa i zrzeszenia, zajmujące się skupem, przetwarzaniem, bądź eksportem wszelkich artykułów zwierzęcych. Członkami Związku mogą być organizacje spółdzielcze, spółki i firmy prywatne, zarejestrowane w rejestrze handlowym na polskim obszarze celnym, prowadzące na własny rachunek fabryczny przemysł i eksport bekonu i szynek peklowanych, a posiadające rzeźnie eksportowe lub stały kontakt z postępowo urządzonymi rzeźniami. Przy związku istnieją specjalne sekcje: eksportu żywca i mięsa, drobiu, jaj, wędlin i konserw mięsnych, eksporterów koni. Członkowie sekcji nie są automatycznie członkami Związku. Na czele Związku łącznie z sekcjami stoi Komitet. Składa się on z Prezesa, 2 Wiceprezesów, Rady Zarządzającej, Prezesów Zarządów wszystkich sekcji, Prezesa Komisji Porozumiewawczej Rolnictwa, Przetwórstwa i Zbytu Artykułów Zwierzęcych, oraz z przedstawicieli (po jednym) Związku Izb i Org. Rolniczych i Związku Izb Przemysłowo-Handlowych. Organami Związku są: 1) Ogólne Zgromadzenie, 2) Rada Zarządzająca i Prezydium Rady, 3) Komitet i 4) Komisja Rewizyjna. Przy Polskim Związku Eksporterów Bekonu i Artykułów Zwierzęcych czynne są Komisje: 1)Porozumiewawcza Rolnictwa, Przetwórstwa i Zbytu Artykułów Zwierzęcych, dla uzgadniania spraw, dotyczących produkcji i zbytu artykułów zwierzęcych, 2) Kontraktowa, opracowująca projekty przepisów, dotyczących bezpośrednich dostaw trzody do bekoniarń, 3) Standaryzacyjna — opracowująca projekty przepisów standaryzacyjnych, 4) Kwalifikacyjna, trudni się badaniem norm technicznych dla produkcji bekonów, 5) Weterynaryjna, Do czynności Związku należą: akcja kontraktowa, standaryzacja i wykonywanie kontyngentu wywozowego. Podział mięsnych kontyngentów wywozowych odbywa się w sposób następujący: Zasady podziału kontyngentów projektują Związki branżowe, lub w braku ich Związek Izb Przemysłowo-Handlowych. Zasady te po zaopiniowaniu przez Radę Handlu Zagranicznego, zatwierdza Ministerstwo Przemysłu i Handlu. Na tej podstawie, mając już do swej dyspozycji sumy globalne kontyngentów dzielą je związki branżowe na poszczególne firmy. Rozdzielniki firmowe podlegają zatwierdzeniu przez Państwowy Instytut Eksportowy. Zaświadczenia Ministerstwa Przemysłu i Handlu na wolny od cła wywóz, wydawane są związkom branżowym, względnie Izbom Przemysłowo- Handlowym za pośrednictwem Państwowego Instytutu Eksportowego, na warunkach, ustalonych przez Ministerstwo. II. ANALIZA EKSPORTU, a) Trzoda chlewna i przetwory. Jak wynika z tablicy, gros naszego wywozu trzody chlewnej żywej idzie do Austrii i Niemiec, gros wywozu trzody bitej do Austrii, Niemiec i Belgii. Wywóz bekonów wynosił w roku 1934 — 235.224 q, w r. 1935 — 202.624 q, w roku 1936 — 191.790 q, w I kwartale 1937 r. — 49.679. Wywóz ten kierowany jest z reguły na rynek angielski; np. w roku 1936 jedynie 1.209 q. poszło do Belgii, a 190.581 q do Anglii. Wywóz do Anglii odbywa się w ramach kontyngentu przez nią ustalonego. W skład tego kontyngentu wchodzą poza bekonami przetwory mięsne peklowane, szynki w puszkach i szynki peklowane. Wywóz szynek peklowanych wynosił: w r. 1934 — 14.409 q, z czego 14.227 do Anglii, w r. 1935 — 9.331 q, z czego 8.925 q do Anglii, w r. 1936 — 5.858 q, z czego 4.976 q do Anglii i 880 q do Belgii, w kwartale 1937 r. — 162 q wyłącznie do Anglii. Wywóz peklowanych przetworów mięsnych wynosił: w r. 1934 — 12.886 q, z czego do Anglii 12.851 q, w r. 1935 — 21.286 q, z czego 20.864 q. do Anglii, w r. 1936 — 23.768 q, z czego do Anglii Wywóz trzody chlewnej bitej. 21.603 q, do Belgii 986 q, do St. Zjedn. 829 q, do Afryki 297 q. Wywóz szynek w puszkach wykazuje stałą i dużą tendencję wzrostową . Wynosił on w roku 1934 — 21.117 q, w r. 1935 — 42.609 q, w r. 1936 — 107,852 q. Ten imponujący rozwój eksportu szynki zawdzięczać należy szybkiemu zdobywaniu rynków Stanów Zjednoczonych, do których wywóz wynosił w roku 1934 — 2,029 q, ustępując znacznie wywozowi do Anglii (16.573 q), w roku 1935 — 19.401 q, przewyższa więc eksport do Anglii (11.048 q), a w r, 1936 — 80.719 q., przy wywozie do Anglii zaledwie 9.981 q. Szynka polska uchodzi w Ameryce za artykuł przedniej jakości, jest znacznie smaczniejsza niż amerykańska i uzyskuje na tym rynku ceny najwyższe, Wywóz szynek w puszkach jest bardzo różnokierunkowy. Poza omówionymi już rynkami: amerykańskim i angielskim, idzie on do Belgii, Hiszpanii, Afryki (Marokko, Poł. Afryka, TunisJ, Hamburga, Bremy, Egiptu, Francji, Panamy, Meksyku, Szwajcarii i Włoch; pierwsze kroki stawiamy na Bermudach i Malcie, w Hondurasie, Indiach Holender., Palestynie, Syrii, Nikaragui itp. Wywóz wędlin (boczki, kiełbasy, salami, polędwice (szynki wędzone) wyniósł: w r. 1935 — 6.540 q, z czego do St. Zjedn. 2.593 q, do Austrii 1,338 q, do Hamburga 775 q; w roku 1936 wywóz wędlin wyniósł 9.272 q, z czego do St. Zjedn. 4.405 q, do Hamburga 2.129 q, do Austrii 1.273 q. Na wzrost eksportu w r. 1936 wpłynął przede wszystkim wzrost eksportu boczków do St. Zjedn., gdzie ten artykuł znajduje chętnych nabywców. Poza tym wywozimy w małych ilościach do Anglii, Afryki, Czechosłowacji, Egiptu, Francji Holandii, Palestyny i Szwajcarii. Wywóz konserw mięsnych wyniósł w roku 1935 — 1.649 q, z czego do Anglii 436 q, do St, Zjedn. — 320 q, do Szwajcarii 195 q, do Palestyny 162 q, do Egiptu 137 q i małe ilości do Afryki, Austrii, Belgii, Bremy, Hamburga itp. w roku 1936 wywóz wzrósł do 5.585 q i wynosił: do St.Zjedn, — 2.768 q, do Anglii 945 q, do Palestyny 540 q, do Hamburga — 512 q, do Bremy 344 q, do Indii Bryt. 184 q i małe ilości do Egiptu, Szwajcarii itp. Wywóz smalcu w roku 1935 — 33.267 q, a w roku 1936 — 55.028 q; większość jest kierowana na rynek angielski (w r. 1935 — 32.146 q, w r. 1936 — 52.311 q. Wywóz trzody chlewnej pod wszelkimi, postaciami (obliczony w sztukach) wyniósł: Z liczb tych wynika, że wywóz trzody chlewne] żywej i bitej pozostaje mniej więcej na jednym poziomie, (z lekką tendencją zwyżkową spowodowaną zwłaszcza otwarciem się rynków niemieckich) w stosunku do całości wywozu (trzody chlewnej, bekonów i przetworów). Natomiast duże zmiany zachodzą w ustosunkowaniu się wzajemnym wywozu bekonów do towarów przerobionych, na korzyść tych ostatnich. Eksport bekonów wykazuje tendencję malejącą, a szynek i przetworów silną tendencję wzrostową. Bekony idą prawie wyłącznie na rynek angielski, podczas gdy różnokierunkowy wywóz doskonałych polskich szynek i przetworów opanowuje stale nowe rynki zbytu, wykazując ogromną prężność, co stanowi dobry prognostyk dla naszego eksportu i w konsekwencji dla rolnika. b) Bydło rogate i owce. Wywóz bydła i cieląt idzie przede wszystkim z Małopolski, a owiec, a zwłaszcza mięsa baraniego, z woj. Pomorskiego. W roku 1935 wywieziono bydła rogatego (poza zarodowym) 14.013 szt., z czego do Grecji 10.595 sztuk, w roku zaś 1936 wywóz wyniósł 8.201 szt., z czego do Grecji 6.649 szt. Poza Grecją wywoziliśmy w wymienionych latach bydło do Austrii, Palestyny, Włoch, Szwajcarii i Malty. Wywóz owiec żywych wyniósł w roku 1935 — 3.040 szt., z czego do Czechosłowacji 2.879 szt., w roku 1936 — 9.942 szt., z czego do Francji 5.412 szt., do Czechosłowacji — 4.169 szt. i do Szwajcarii 360 szt. c) Mięso cielęce, baranie, wołowe i końskie. Mięsa cielęcego wywieziono w r. 1935 — 9.423 q, z czego do Austrii 9.366 q, zaś w r. 1936 — 4.530 q, z czego do Austrii — 4.361 q i 135 q do Włoch. Mięsa baraniego w r. 1935 — 6.554 q, z czego do Francji 6.335 q, zaś w roku 1936 — 6.736 q, z czego do Francji — 6.317 q i do Belgii 348 q. Wywóz mięsa wołowego jest minimalny — w roku 1935 i 1936 wyniósł zaledwie po 79 q. Natomiast stosunkowo dużo wywozimy mięsa końskiego do Belgii (w roku 1935 — 8.757 q, w roku 1936 — 17.115 q). Ważną również pozycję stanowi wykazujący tendencje rozwojowe eksport do Anglii cielęciny w puszkach (w roku 1935 — 2.406 q, a w 1936 r. — 6.653 q). Jak wynika z krótkiej analizy naszego eksportu —najważniejszymi w nim pozycjami są przetwory mięsne, których jakość i różnokierunkowość pozwalają mu rokować duże nadzieje na przyszłość. Odbije się to wydatnie na naszym bilansie handlowym, a dewizy otrzymane pozwolą nam importować niezbędne surowce, których w kraju nie posiadamy. To też możemy mieć nadzieję na rozwój placówek wytwórczych i wzmożenie opłacalności produkcji hodowlanej, zwłaszcza produkcji trzody chlewnej, która jak to wiadomo stanowi dla małorolnego jedną z najważniejszych pozycji w budżecie. ZAKOŃCZENIE. Sam już czytelnik urobił sobie obecnie pogląd na sprawę organizacji rynku mięsnego. Nie od rzeczy jednak będzie, jeżeli w zakończeniu znajdzie on krótką syntezę, wiele bowiem poglądów wtłoczonych w ramy poszczególnych rozdziałów mogło stracić właściwą im barwę i siłę, na jaką zasługują ze względu na swą ważność. Streszczenie pojęć o racjonalnej organizacji rynku mięsnego przedstawia się następująco: 1) Do pracy nad organizacją rynku mięsnego powinna być w bardzo silnym stopniu wciągnięta spółdzielczość rolnicza. 2) Organizacja rynku mięsnego musi iść konsekwentnie w kierunku eliminowania handlu domokrążnego. Rolnik powinien sam dostarczać żywiec na targowisko, gdyż sprzedając go w zagrodzie zawsze jest narażony na straty. 3) Uzdrowienia handlu mięsnego nie da się przeprowadzić przy pozostawieniu monopolu na dostawy żywca na duże rynki zbytu w rękach małej grupy hurtowników miejscowych, normujących podaż i ceny. Tego rodzaju ciche porozumienia kartelowe muszą być rozbite przez umożliwienie bezpośredniego wejścia na rynki dostawcom prowincjonalnym, kupcom zamiejscowym i spółdzielczym organizacjom zbytu. 4) Aby wszystkie te postulaty przeprowadzić, muszą być dokonane następujące zmiany: a) opłaty targowiskowe i rzeźniane nie mogą być wygórowane, a wszelkie nadwyżki dochodów nad wydatkami winny być obracane na celowe inwestycje. Rzeźnie, zwłaszcza pracujące dla dużych ośrodków spożycia, powinny wybudować na swoim terenie stajnie spędowe, wystarczające do przetrzymywania niesprzedanych zwierząt i chłodnie, wystarczające dla przechowania mięsa. b) Wszelkie rynki powinny być otwarte, żeby towar nie znajdujący na nich nabywców mógł być lokowany gdzie indziej. Łączy się z tym odpowiednie ułożenie taryf kolejowych, umożliwiających taką translokację towaru. c) Celem uniezależnienia kredytowego detalistów od hurtowników musi być zorganizowany tani kredyt krótkoterminowy, celem zaś udostępnienia rolnikom produkcji opasów, tani kredyt dla nich na tę produkcję. Dla kredytowania detalistów i rolników przeznaczone są kasy targowe, Kasy targowe mają przede wszystkim kredytować detalistów. Natomiast pożyczki na opasy mogą być pokrywane z funduszów kas targowych, lub mogą być udzielane przez takie banki jak: rolny, a rozprowadzane przez kasy targowe, samorząd gospodarczy, spółdzielnie, lub inne organizacje rolnicze. d) Powinien być odpowiednio zorganizowany aparat komisowy dla pośredniczenia między dostawcą zamiejscowym, a detalistą. Do zorganizowania komisu jest również przeznaczoną kasa targowa. e) Powinien być w należytym stopniu zorganizowany aparat informacyjny, tak, żeby dostawca był dokładnie poinformowany o cenach płaconych na rynkach zbytu, oraz o podaży i możliwościach zbytu. Warunkiem należytej obsługi informacyjnej jest przeprowadzenie i ujednolicenie klasyfikacji towaru, takie, żeby dostawca mógł się orientować ile i za jaki gatunek płacą na rynku. Stroną informacyjną powinny się zająć giełdy, kasy targowe, komisje notowań cen. f) Do normowania podaży są powołane w pierwszym rzędzie kasy targowe. Na terenie spółdzielczym wskazanym jest, żeby powstały na większych rynkach mięsnych agentury, normujące podaż spółdzielczą na duże rynki zbytu, w zależności od koniunktury. g) Opiekę nad dostarczanym towarem roztacza komisjoner lub kasa targowa, przy pomocy swego aparatu komisowego. Na terenie spółdzielczym wskazanym jest, aby opieką tą nad towarem zajęły się wyżej wspomniane agentury. 5) Dążyć należy do wyzyskania w należytym stopniu wszelkich ubocznych produktów uboju. W tym celu muszą powstać czy to na terenie samych rzeźni, czy też jako przedsiębiorstwa samodzielne, odpowiednio zorganizowane przetwórnie i muszą być udoskonalone pod względem technicznym instalacje już istniejące w rzeźniach. 6) Nasz eksport przetworów mięsnych wykazuje dużą siłę. W dalszym rozwoju tego eksportu i w polepszaniu jego jakości widzę przyszłość dla rozwoju produkcji hodowlanej, zwłaszcza trzody chlewnej. Stałe polepszanie jakości eksportu i powiększanie chłonności rynków zagranicznych na nasze przetwory mięsne, łącznie z powiększaniem chłonności rynku wewnętrznego, przez zmniejszenie na drodze organizacyjnej rozpiętości między cenami, które otrzymuje producent, a płaconymi przez konsumenta, oraz należyte wykorzystanie ubocznych produktów ubojowych — przyniesie naszemu rolnictwu, a zwłaszcza drobnemu rolnictwu, polepszenie rentowności produkcji hodowlanej i otworzy niewyzyskane dotychczas źródło dochodu, które w znacznym procencie może się stać podstawą dostatniego utrzymania zwłaszcza dla małorolnych. LITERATURA 1) Zygmunt Moczarski — Hodowla Zwierząt. Tom II. 2) Dr.Konopiński — Przygotowanie Trzody Chlewnej do tuczu. 3) Mjr. Roman Śliwa — Produkcja i spożycie mięsa baraniego w Polsce. 4) Stefan Hoser i Tadeusz Konopiński — Zagadnienia bekonowe w Polsce. 5) Michał Doskocz — Zagadnienia Handlu Mięsnego w Polsce. 6) Sprawozdanie Komisji Ankietowej. Tom VIII. — „Przemysł i Handel Mięsny". 7) Józef Wojtyna — Handel Mięsny w świetle organizacji rynku warszawskiego. 8) Edward Iwaszkiewicz — Opłaty rzeźne i targowiskowe. 9) Michał Szudziński — Handel bydłem. 10) S. Schmidt i S. Mandecki — Produkcja Trzody w świetle Badań Koniunkturalnych. 11) Michał Doskocz — Targi Małe i Wielkie. 12) Dr. Rudolf Radzyński — Produkcja, handel i spożycie mięsa w Krakowie. 13) Józef Staroń — Organizacja Wywozu Artykułów Zwierzęcych. 14) Edward Iwaszkiewicz — Spółdzielczy Zbyt Inwentarza Rzeźnego. 15) Związek Spółdzielni Roln. i Zar. - Gosp. — Sprawozdanie za rok 1936. 16) Inż. Zygmunt Lipiński — Zaopatrzenie w Surowiec Przemysłu Garbarskiego Skór Twardych. 17) Dr. Paweł Sierota — Zaopatrzenie w Surowiec Przemysłu Futrzanego. 18) Polski Związek Chrzęść. Cechów Rzeź – Wędliniarskich na woj. Poznańskie i Pomorskie — Krajowe Skóry Surowe. 19) Eryk A. Kołłontay — Naprawa Polskiej Gospodarki Tłuszczowej. 20) Przepisy standaryzacyjne i regulaminy Polskiego Związku Eksporterów Bekonu i Artykułów Zwierzęcych 21) Wacław Fabierkiewicz — Zagadnienie aprowizacji Warszawy w mięso (nieopublikowane), 22) Materiały do Prac Międzysamorządowej Komisji Handlu Wewnętrznego (nieopublikowane). Zeszyt I i II — Rynek Mięsny. a) Rynek krakowski - opracował dyr. Leopold Spiro. b) Rynek lwowski - opracował inż. Stanisław Borowiec. c) Rynek wileński - opracował inż. Stanisław Symonowicz. d) Rynek łódzki - opracował inż. Franciszek Ostrowski, e) Rynek poznański — opracował dr. Jerzy Borman. 23) Wydawnictwa Głównego Urzędu Statystycznego: a) Statystyka Rolnicza. Rok 1935. b) Mały Rocznik Statystyczny. Rok 1935 i 1936. c) Ubój Zwierząt Gospodarskich. Rok 1932. d) Kwartalnik Statystyczny. Tom VIII. Rok 1931. e) Roczniki Handlu Zagranicznego. 24) Dzienniki Urzędowe: a) Dziennik Ustaw Rzeczp. Polskiej. b) Monitor Polski. 24) Czasopisma: a) Agronomia Społeczna i Szkolnictwo Rolnicze — Miesięcznik. - Mieczysław Hanczke — Ogólna charakterystyka zbytu inwentarza rzeźnego. (Zeszyt I. Rok 1937). - Inż. Czesław Tederko — Centralizacja, czy decentralizacja prac spółdzielni zbytu inwentarza (Zeszyt III. Rok 1937). b) Polska Gospodarcza: - N. K. — Przewozy zwierząt gospodarskich na P. K. P. Zeszyt 25. Rok 1936. - J. Staroń —- Eksport trzody chlewne; i przetworów. (Zeszyty 9 i 21. Rok 1937). c) Przegląd Mięsny: - Inż. T. Klossowski — Na progu nowych możliwości. (Nr. 15—16. Rok 1934). - Inż. T. Kłossowski — Kalkulacja mięsa wieprzowego. (Nr. 1—2. Rok 1934). - Przetwory Mięsne (Nr. 5—6. Rok 1934). - Inż, T. Kłossowski — Cielęcina puszkowana. - Inż. Z, Poniatowski -— Stan możliwości rozwoju produkcji krajowych zwierzęcych tłuszczów technicznych (Nr. 9—10 i Nr. 11—12. Rok 1937). d) Życie Rolnicze: - E. Iwaszkiewicz — Czy tworzyć centralę spółdzielni zbytu inwentarza rzeźnego. (Nr. 3 Rok 1936). - E. Iwaszkiewicz — Zadania i drogi rozwoju spółdzielczości rolniczo - handlowej. (Nr. 2. Rok 1936). - E. Iwaszkiewicz — Organizacja opasu bydła rogatego. (Nr. 6. Rok 1936). - Trzoda słoninowa. Nr. 1. Rok 1936. e) Gazeta Przemysłu Rzeźnickiego. f) Biuletyn Centralnego Związku Przemysłu Mydlarskie go w Polsce. Autor: inż. Witold Dębski Dla potrzeb portalu wedlinydomowe.pl opracował Maxell Styl i język zachowano w oryginale z pominięciem kilku błędów drukarskich.