Maxell
-
Postów
46 214 -
Dołączył
-
Ostatnia wizyta
-
Wygrane w rankingu
180
Typ zawartości
Profile
Forum
Wydarzenia
Mapa użytkowników
Sklep
Giełda
Treść opublikowana przez Maxell
-
[Rozdział 1] Wprowadzenie do tematu przedwojennych receptur
Maxell odpowiedział(a) na Maxell temat w Przedwojenne receptury masarskie
Fakt. Roboty "trochę" jest. Jednak samo opracowanie i publikacja to nic, w porównaniu z kłopotami związanymi z wyszperaniem i zakupem tych unikatów. -
Pomoc dla Bartka Pokemonowego :)
Maxell odpowiedział(a) na paolodoro temat w Fundusz WB wsparcia w nagłych przypadkach
Kasę z licytacji wyślijcie bezpośrednio na konto Pokemona. -
[Rozdział 1] Wprowadzenie do tematu przedwojennych receptur
Maxell odpowiedział(a) na Maxell temat w Przedwojenne receptury masarskie
Marku, przecież głównym przesłaniem tej strony było i jest krzewienie zapomnianych polskich tradycji masarskich. I tego się będziemy na pewno trzymać. -
No i gitara.
-
Ja także mam navigona. Musisz wgrać sobie na kompa programik Navigon Fresh, podłączyć swoje urządzenie i on Cie dalej poprowadzi. Z tej strony http://www.navigon.com/portal/int/index.html#xtor=EREC-142-[15_02_single_maps_promo_INT]-20150212-[Visitus]pobierzesz ten program, jesli go nie miałeś (mozna zmienić język na polski).
-
[Rozdział 1] Wprowadzenie do tematu przedwojennych receptur
Maxell opublikował(a) temat w Przedwojenne receptury masarskie
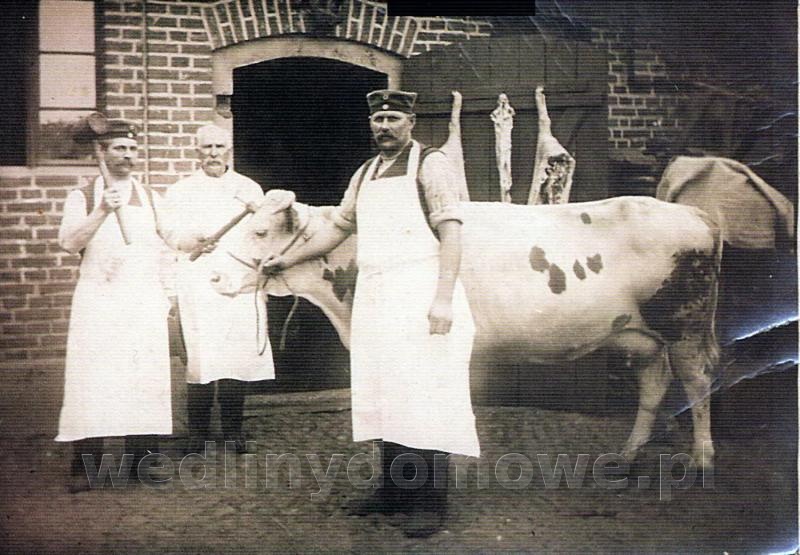
W kolejnych rozdziałach subforum „Przedwojenne receptury”, przedstawiał będę szczegółowe receptury na wędzonki, kiełbasy i wyroby wędliniarskie z lat dwudziestych i trzydziestych. Przedstawiony niżej materiał pochodzi z roku 1945 i odnosi się właśnie do tych przepisów. Zapraszam Państwa do lektury. WĘDLINY I WYROBY WĘDLINIARSKIE Wiadomości ogólne. Przez nazwę „wędliny" rozumie się przetwory mięsne otrzymywane przy pomocy zabiegów, dzięki którym zatraciły one całkowicie i bezpowrotnie charakter surowego mięsa (kiełbasy, szynki, boczki itp.). Przez wyroby wędliniarskie rozumie się wyroby takie, jak salcesony i inne mieszanki mięsne. Dodatkami do wędlin i wyrobów wędliniarskich mogą być: woda, odpowiadająca warunkom dobrej wody do picia, w ilości koniecznie potrzebnej; saletra w ilości nie przekraczającej 3 g na 1000 g mięsa; sól w gatunku jadalnym, przyprawy i korzenie w ilościach niezbędnych; mąka, jedynie do wyrobów wędliniarskich kaszanych i wątrobianych, w ilości najwyżej 2%, oraz kasza i bulka do innych wyrobów. Wędliny oznaczone jako „czysto wieprzowe" muszą być sporządzone tylko z mięsa wieprzowego. Na powlokę dla wędlin i wyrobów wędliniarskich używa się powłok zwierzęcych (jelit) oczyszczonych, o normalnym wyglądzie i zapachu, nie podziurawionych, bądź też powłok sztucznych, sporządzonych z materiału przezroczystego, nieszkodliwego dla zdrowia. Powłoki sztuczne mogą być barwione barwnikami dopuszczonymi do barwienia towarów spożywczych. Naturalne powłoki zwierzęce nie mogą być barwione. Zakaz barwienia powłok naturalnych nie dotyczy powłok używanych do przetworów z mięsa siekanego i mielonego. Lokal wytwórni wędliniarskiej powinien się składać z warsztatu, peklowni i chłodni, wędzarni, obieralni, umywalni (z natryskami), składów podręcznych na gotowe towary. Ściany w przetwórni powinny być przynajmniej do wysokości 2 m pokryte lamperią z białej farby olejnej lub wyłożone płytkami, podłogi zaś zbudowane z materiałów twardych i nieprzepuszczalnych. Do przewozu wędlin i wyrobów wędliniarskich mogą służyć jedynie wozy kryte. Nie wolno przenosić wzmiankowanych wyrobów w rękach. Również nie wolno stawiać na ziemi koszów wypełnionych wędlinami. Wędliny i wyroby wędliniarskie, będące przedmiotem sprzedaży, muszą być zaopatrzone w plomby firmowe wytwórców, zarejestrowane w powiatowej władzy administracji ogólnej. Nie dotyczy to wypadków, gdy wytwórca sprzedaje przez siebie wyprodukowane wędliny w swoich sklepach, w obrębie tej samej miejscowości. Wówczas jednak musi na widocznym miejscu umieścić tablice z napisem: „Wędliny własnego wyrobu". Tablica taka winna być wydana przez cech wędliniarzy, izbę rzemieślniczą, bądź przez izbę przemyslowo-handlową Plomby wytwórców zawierają: 1) początkową literę imienia i nazwiska wytwórcy lub nazwę firmy; 2) nazwę powiatu oraz nazwę miejscowości, w której wędliny wyprodukowano; 3) numer rejestru. Przy sprzedaży detalicznej plomba musi być zachowana aż do końca sprzedaży danej sztuki. Handel okrężny wędlinami i wyrobami wędliniarskimi jest wzbroniony, a jedynie w wyjątkowych wypadkach, jak jarmarki, odpusty—może władza administracyjna zezwolić na sprzedaż pod warunkiem, że odbywać się ona będzie w warunkach higienicznych Surowiec. Jakość wędlin zależy w pierwszym rzędzie od surowca, od przeróbki technologicznej i od przechowywania. Tusze, względnie ich części zakwalifikowane do wyrobów wędlin powinny przejść okres stężenia. Partie mięsne przeznaczone na wyroby siekane mogą być najwcześniej, ba na trzeci dzień po uboju, poddane dalszym procesom. Mięso zaś z osobników starszych winno poza tym przejść choćby wstępny okres dojrzewania, a tym samym nadaje się do przeróbki dopiero po kilku dniach. Wędliny wyrabiane z mięsa „świeżego" są twarde, łykowate i nie sklejają się, nie mają przyjemnego zapachu oraz właściwego smaku i zabarwienia. To, co w technice pracy przetwórczej nazywają wytwórcy „otrzymywaniem kleju mięsnego", który ułatwia i powoduje łączenie poszczególnych części we wszelkiego rodzaju mieszankach i wyrobach rozdrobnionych, jest w rzeczywistości rozklejaniem się białek, zmienionych częściowo przez stężenie, a głównie przez proces autolizy w czasie dojrzewania (mięso nierogacizny daje więcej kleju – zastosowanie: na wyroby mielone i siekane). W praktyce „odbieranie" poszczególnych partii mięsa z odpowiednim przeznaczeniem odbywa się następująco. Nie wcześniej niż na drugi dzień po uboju wykrawa się szynki, boczki, karki, które po przechłodzeniu zostają marynowane. Resztę umieszcza się w chłodni w stanie posolonym lub nie solonym, celem poddania procesom uszlachetniającym. Mięso z osobników starszych powinno dłużej „kruszeć". Dalszym warunkiem dobroci wędlin jest odpowiedni dobór mięsa. Wędliny „całe" — wykrawane, jak szynki, boczki itp. uchodzą za doborowe, o ile pochodzą z nierogacizny młodej, do 80 kg żywej wagi, dobrze odżywionej, o zdecydowanym jasnoróżowym zabarwieniu mięsa. Tłuszcz takich sztuk jest jędrny i o właściwym smaku. Mięso z osobników starszych należy przeznaczać na wyroby siekane. Najodpowiedniejszym zabarwieniem dla mięsa nierogacizny jest kolor jasnoróżowy. Świadczy on o należytym żywieniu. Kolor czerwony jest niepożądany, ponieważ pod wpływem saletry będzie za „ostry", czyli za intensywny, nie budząc zaufania odbiorcy do gotowego wyrobu. Mięso z knurów (z powodu nieprzyjemnego zapachu) i z macior (z powodu twardości i łykowatości) nie powinno być zasadniczo używane w przetwórstwie. Co najwyżej nadawać się może na przetwory siekane, które marynuje się specjalnie dłużej i dodaje się ostrzejszych przypraw. Do wyrobów mieszanych dodaje się wołowiny, która pochodzić winna z młodych buhajów rocznych, z młodych krów lub jałowic — oraz cielęciny pochodzącej z osobników o wadze tusz najmniej 16 kg. Dodatek mięsa rogacizny ułatwia sklejanie się wyrobów wędliniarskich, a również wpływa na smak, barwę i konsystencję. Należy sobie zdać sprawę, że do większości wyrobów stosuje się dodatek doborowego mięsa rogacizny w ilości 10 - 60%. Jednym z kardynalnych warunków jest to, by surowiec był dobrze wykrwawiony, co łączy się nie tylko z jakością, ale i z trwałością. Dobre przetwory winny się odznaczać prawidłowymi własnościami smakowymi, charakterystycznym zapachem, soczystością, trwałością i odpowiednim wyglądem. Jeżeli chodzi o zapach, to w nim nie mogą się wybijać przyprawy. Właściwy aromat winien być wypadkowym „bukietem", pochodzącym od dojrzałego mięsa, przypraw i procesów termicznych. Soczystość zależy od dostatecznej ilości soków roztworowych, gdy przy wysychaniu następuje zanik soczystości. Na wygląd zewnętrzny wpływa jednostajne zabarwienie, odpowiednie ułożenie części składowych (warstw mięsa i tłuszczu), co można nazwać mozaikowatością. Do wyglądu zewnętrznego zaliczamy stan osłonki i baczymy, by nie była ona pęknięta, pomarszczona, zabrudzona. Podział. Biorąc pod uwagę proces technologiczny i trwałość, możemy bez uwzględnienia surowców następująco podzielić wyroby : 1) świeże, które zostają sporządzone z mięsa surowego i nie przechodzą termicznej obróbki, bądź wzmiankowana obróbka ogranicza się jedynie do poprawy smaku, względnie aromatu, nie wpływając na większe zmiany fizykochemiczne; 2) wędzone, które po upeklowaniu lub bez niego poddane zostają dokładnemu wędzeniu. Obok wędzenia czynnością uzupełniającą może być gotowanie, co zresztą zależy od rodzaju wyrobu; wyroby wędzone odznaczają się dużą trwałością; 3) gotowane, które przyrządzane zostają z mięsa gotowanego bądź główna ich obróbka po uformowaniu polega na gotowaniu; dodatkowym działaniem może być lekkie przepeklowanie i podwędzenie dla nadania aromatu; 4) suche, które po upeklowaniu, a czasem i podwędzeniu, zostają pozbawione dużej ilości wody zyskując przez to znacznie na trwałości; przez wyroby suche rozumie się głównie specjalne kiełbasy i salami. Niezależnie od rodzaju wszystkie wyroby powinny być przechowywane w niskiej temperaturze (00 — 40). W takich warunkach nie tracą na jakości i wyglądzie oraz ogranicza się stratę na wadze. Dla orientacji podaję saldo produkcyjne wędlin i wyrobów wędliniarskich ze 100 kg (wg Różyckiego i Kurkiewicza) : 100 kg słonina 20% smalec 4% szynki 9 % kiełbasy 20% polędwice 3% wędzonki 12% salcesony 8% kiszki 10% różne wyroby specjalne 10% kości 4% 100 % PRZEGLĄD WAŻNIEJSZYCH WĘDLIN I WYROBÓW WĘDLINIARSKICH Kiełbasy. Bodajże najpowszechniejszym towarem z mięsa są kiełbasy. Istnieją w wielu rodzajach, typach i gatunkach. Różycki w swej książce pt. „Krakowskie wyroby wędliniarskie" wymienia i opisuje ponad 20 rodzajów różnych kiełbas (wszystkie te przepisy stanowić będą dalsze części naszego opracowania). Literatura rosyjska przedstawia czytelnikom ponad 50 sort i typów kiełbas, które objęte są oficjalną recepturą (ogólna ilość rodzajów kiełbas i wyrobów kiełbasianych przekracza w Z.S.R.R, liczbę 110. Do wyrobów kiełbasianych zaliczają tam: kiszki, pasztety itp. przetwory mięsne). Ujęcie kiełbas w systematyczny przegląd jest rzeczą niełatwą ze względu na różnorodność przepisów wytwórczych i duże w tym kierunku możliwości. Pomijając więc szczegóły i mało typowe opisy postaram się w dalszym ciągu tego rozdziału przeprowadzić podział ogólny wyrobów kiełbasianych właściwych (przez wyroby kiełbasiane właściwie rozumie się mieszanki mięsne rozdrobnione nazywane w handlu kiełbasami. Inne nadziewane wyroby wędliniarskie nie są tym terminem objęte. Również przemysł nie zalicza do kiełbas: kiszek, salcesonów, itp.) i rozważyć podstawowe zagadnienia technologiczne i towaroznawcze dotyczące tego przetworu mięsnego. Podział kiełbas: a) Ze względu na proces technologiczny i trwałość wyróżnia się: kiełbasy świeże, gotowane, wędzone i suche. b) Ze względu na surowiec: wieprzowe, mieszane, wołowe, cielęce i końskie. c) Ze względu na stopień i rodzaj rozdrobnienia masy mięsnej i tłuszczu: krajane i siekane (mielone). d) Ze względu na zawartość tłuszczu: tłuste, półtłuste, chude. e) Ze względu na sposób i warunki wyrobu: wędliniarsko- fabryczne i domowo-wiejskie. Mięso przeznaczone cło wyrobu kiełbas umieszcza się na stolach operacyjnych, przeprowadza się rozbiór, oddziela się mięso od kości, odejmuje warstwy tłuszczowe, wycina ścięgna, a samo mięso poddaje się żyłowaniu. Równocześnie przeprowadza się sortowanie mięsa, przeznaczając szynki i polędwice dla wyższych gatunków, inne mięso dla wyrobów siekanych. Po wstępnej obróbce pozostają okrajki, końcówki i żyły, które po dokładnym rozdrobnieniu użyte być mogą do kiełbas siekanych jako dodatek. Według danych rozdzielczych amerykańskiego przemysłu mięsnego, ze 100 kg mięsa otrzymuje się : mięsa wyborowego 20 — 25 kg mięsa pierwszego gatunku 45 — 50 kg mięsa drugiego gatunku 15 — 20 kg tłuszczu 6 – 10 kg żył i tkanki łącznej 2— 5 kg straty przy żyłowaniu 0,5 kg Przygotowane i podzielone mięso zostaje w dalszym ciągu rozdrobnione. Rosyjski przemysł wędliniarski rozdrabnia mięso surowe, niemiecki po uprzednim nasoleniu. Stopień rozdrobnienia mięsa i tłuszczu zależy od tego, czy produkować się będzie kiełbasę krajaną, czy też siekaną. Przy wyrobie kiełbasy krajanej kraje się mięso na kostki ca 2 cm2, przy grubo krajanej ca 3 cm2 i ewentualnie większe, tłuszcz zaś na kostki ca 1 cm2. Natomiast wszystkie składniki kiełbas siekanych przepuszcza się przez maszynkę wędliniarską (maszynki do mielenia istnieją w dwóch typach: typ amerykański i niemiecki. Amerykańskie są bardzo wydajne, do 5000 kg na godzinę. Maszynka składa się z rezerwuaru przyjmującego mięso i z właściwej części, w której głównymi elementami są noże i wał. Z maszyn stosowanych w przemyśle wędliniarskim wymienić należy: „wilka";(maszyna do krajania), „kuter" (do rozdrabniania „na ciasto"), maszynę do napełniania osłonek, maszynę do krajania słoniny). Po rozdrobnieniu mięsa i tłuszczu dodaje się soli, saletry, wody, przypraw korzennych i pozostawia się na kilkanaście godzin w chłodnym miejscu. Przy całkowitym zmechanizowaniu produkcji, czynności rozdrabniające i napełniające farsz do osłonek (z jelit lub z pergaminu) spełniają maszyny. Podczas napełniania należy zwracać uwagę, by pomiędzy farszem nie dostało się do osłonki powietrze, ponieważ oddziaływa ono niekorzystnie na trwałość wędlin i obniża wygląd wyrobu. Zbiorniki powietrza usadowione bezpośrednio pod osłonką można usuwać przez nakłucie. Unika się wspomnianej wady przez szczelne wypełnianie farszem formy podającej w maszynie. Obróbka cieplna kiełbas w zależności od rodzaju polega głównie na gotowaniu i wędzeniu, względnie na zabiegach kombinowanych (obróbka łączna). Głównym zadaniem podgrzewania, parowania, względnie gotowania są zmiany w substancjach białkowych (ścinanie się białek), poza tym utrwalenie i wydobycie korzystnego wyglądu zewnętrznego. Ścinanie białek mięsnych następuje w temperaturze od 55 do 680C. Biorąc pod uwagę całkowite osiągnięcie tej temperatury w warstwach wewnętrznych oraz możliwości bakteriobójcze wyższej temperatury, uważa się za dolną granicę obróbki cieplnej temp. 75°C. Sam proces gotowania uskutecznia się w pojemnych kotłach, wkładając wyroby do wody o temp. nie przekraczającej 75—800C (wkładanie wyrobów do kotłów o wyższej temperaturze może spowodować ich pękanie i niewłaściwy przebieg zmian fizycznych). Niektóre duże wytwórnie podgrzewają kiełbasy i inne wyroby w specjalnych pomieszczeniach parowych. W komorach horyzontalnych lub innego typu wiesza się je względnie umieszcza w specjalnych ramach i działa na nie strumieniem pary uchodzącej z otworów (rurek) odpowiednio umieszczonych. Czas gotowania zależy od uzyskiwanej temperatury, grubości i jakości farszu. Po ugotowaniu kiełbasy obciera się lub myje, celem usunięcia tłuszczu i kleju, następnie przesusza i przechowuje w chłodni. O należytym ugotowaniu przekonać się można przez nakłuwanie i uderzanie ręką. Odgłos dźwięczny świadczy o wystarczającej obróbce termicznej, odgłos głuchy wskazuje na to, że farsz w środku jest jeszcze nie dogotowany. Wędzenie jest procesem fizykochemicznym. Fizyczna jego strona polega na działaniu podwyższonej temperatury i wchłanianiu ciał obcych. Chemiczna zaś strona polega na oddziaływaniu składników zawartych w dymie: fenolu, kreozotu i innych charakterystycznych związków aromatycznych. Bogaty w aldehydy jest dym z drewna jałowcowego, bukowego, dębowego, olchy i brzozy. Drewna smolisto-żywiczne i spróchniałe nie nadają się do wędzenia. Drewna miękkie są uboższe pod względem zawartości substancji aromatycznych, i dla tego rzadko, bywają używane do tego, procesu. Celem wędzenia jest: - dezynfekcja i antyseptyka produktu, - obsuszenie, - uzyskanie zabarwienia i połysku, - impregnacja (stworzenie warstwy nieprzepuszczalnej), - osiągnięcie uszczelnienia w wyrobach nadziewanych, - nadanie przyjemnego zapachu. Bakteriobójczo i uodparniająco działają zawarte w dymie niektóre związki chemiczne (kreozot, kwas octowy i inne), a przy wędzeniu — szczególnie gorącym — doraźnie współdziała wysoka temperatura. W czasie wędzenia powstaje na powierzchni produktu cienka nieprzepuszczalna warstwa z osadzonych części dymu. Z punktu widzenia technologicznego wyróżnia się wędzenie nisko-, średnio- i wysoko-temperaturowe (chłodne, ciepłe i gorące). Wędzenie niskotemperaturowe jest procesem powolnym, przy którym działa się temperaturą 30—40°C, przez dłuższy czas (5—7 dni). Stosuje się wówczas powolne tlenie (palenie), a przetwory umieszcza się w odpowiedniej odległości od paleniska, aby temperatura nie sięgała do punktu ścinania się białek, a składniki dymu, by całkowicie przeniknęły do warstw wewnętrznych, tworząc równocześnie izolacyjną powlokę zewnętrzną. Przy tym sposobie następuje równoczesne obsuszenie produktu i większa strata na ciężarze, ale w zamian za to zyskuje się na trwałości (sięgającej do jednego roku). Towar staje się wysoce aromatyczny, otrzymuje ładny wygląd i przez nasycenie staje się odporny. Wędzenie wysokotemperaturowe, czyli krótkotrwałe polega na działaniu dymu gorącego o temperaturze przekraczającej granicę ścinania się białek mięsnych i zbliżającej się do 1000C. Pod wpływem wysokiej temperatury następuje doraźne ścięcie zewnętrznej warstwy białek, która tym samym tworzy powłokę izolacyjną, nie pozwalając na swobodne przedostawanie się dymu do wnętrza (wzmiankowana powłoka izolacyjna jest równocześnie częściową ochrona przed drobnoustrojami atakującymi od zewnątrz). Jest to więc sposób dla podwędzania wyrobów celem nadania im dodatnich oznak zewnętrznych (wygląd, zapach), przy czym względy konserwujące pozostają na dalszym planie, niemniej jednak odgrywają pewną role współtowarzyszącą. Produkty mają ograniczaną trwałość (trzymane mogą być w temp. pokojowej ca 3 dni). Podwędzanie często stosuje się do wyrobów gotowanych. Czas trwania wędzenia gorącego nie przekracza z zasady kilkunastu godzin. Wędzenie ciepłym dymem, utrzymującym się mniej więcej na granicy ścinania się białek, jest jakby wypadkową zalet i wad obydwóch sposobów i bywa stosowane do wyrobów półtrwałych (należy wspomnieć o imitacji wędzenia, zwanej wędzeniem mokrym. Polega ono na moczeniu wyrobów w osłonkach (kiełbas) w wodzie z dodatkiem czystej sadzy przez przeciąg kilku godzin. U nas „wędzenie mokre" nie jest stosowane). W związku z rodzajem wędzenia pozostają konstrukcje nowoczesnych wędzarni. Są one piętrowe lub wielopiętrowe, przy czym komora położona najbliżej paleniska służy do wędzenia dymem gorącym, piętra wyższe — do wędzenia ciepłego względnie chłodnego. Dym jest kierowany odpowiednimi otworami, względnie kanałami do wyższych kondygnacji, skąd z kolei wydostaje się na zewnątrz. Wędzarnie zaopatrzone są w regulatory powietrza, służące do odpowiedniego kierowania procesem spalania się drewna. Urządzenie wewnętrzne ogranicza się do haków i ram. Prócz tego istnieją wędzarnie częściowo zmechanizowane, które jednak mogą mieć zastosowanie przy produkcji jednego typu wyrobów. Zwykła wędzarnia jest komorą poziomą lub pionową, w której na klepisku rozkłada się ogień, regulując ilość wydzielanego dymu przez rozdrobnienie paliwa (kawałki drewna i trociny) i jego wilgotność. Odległość wędzonych wyrobów od paleniska powinna wynosić 1.8 m. Niezachowanie podanej odległości powoduje wytapianie się tłuszczu i nadmierne zagrzewanie. Nie należy te wkładać chłodnych produktów do ciepłych wędzarni, bo wówczas następuje „pocenie" i silne parowanie. Również po uwędzeniu winno się wędliny wolno oziębiać, by nie straciły połysku. W dużych wędzarniach stosuje się sztuczne oświetlenie, ze względu na niekorzystne oddziaływanie promieni świetlnych na tłuszcz (powodować one mogą zmianę jego barwy na odcień żółtawy i żółty). W czasie wędzenia rozmieszcza się wyroby tak, aby wzajemnie się nie dotykały, a ponadto na jednej ramie względnie ,,lasce" rozwiesza się wędliny o podobnych cechach i własnościach. W pierwszym stadium wędzenia następuje duża utrata wody, czyli obsuszenie, po czym właściwe wędzenie, czyli „kolorowanie". Nazwa ta pochodzi stąd, że wpierw nabierają kiełbasy barwy cytrynowej, później pomarańczowej, a na końcu właściwej. Na ostateczne zabarwienie ma wpływ rodzaj użytego drewna i trocin. Drewno bukowe i dębowe nadaje odcień jasny z silnym połyskiem, jałowcowe - odcień ciemny. Przy silniejszym dymieniu uzyskuje się odcienie ciemne. Strata na wadze przy krótkotrwałym wędzeniu (podwędzaniu) wynosić może od 5 do 10%, przy wędzeniu długotrwałym 20—30%, a dochodzić może nawet do 40%. W Z.S.R.R. podstawowym wyrobem wędliniarskim są kiełbasy. W związku z tym dość dokładnie opracowano ich standaryzację. Nie będziemy na tym miejscu przytaczać rozlicznej receptury i wymogów technicznych, lecz podamy fragment dotyczący wadliwości kiełbas i oceny punktowej. Jeżeli chodzi o ocenę punktową, to przed wojną znajdowała ona coraz większe zastosowanie, jako sposób wyceny łatwo dostępnej. Wadą jej była i jest pewna subiektywność z powodu trudności określenia takich kryteriów i warunków, które by nie prowadziły w żadnym wypadku do dowolności i ograniczyły możliwości nawet uzasadnionej, lecz subiektywnej interpretacji. Wspomniane przepisy wyróżniają dwa rodzaje wad: wady dopuszczalne z obniżeniem wartości (ceny) i wady niedopuszczalne, dyskwalifikujące. I. Wady niedopuszczalne : A) Wady wyglądu zewnętrznego: pęknięcia osłonek, wystąpienie farszu, złamanie, pojawienie się masowe białej pleśni, oślizłość. B) Wady wyglądu wewnętrznego : kwaśny zapach, kwaśny smak, zapach zgnilizny, liczne gniazda powietrza pod osłonką zwane „latarniami", miękka konsystencja farszu, nadmierna wilgotność (większa od dopuszczalnej: o 10% przy kiełbasach gotowanych i o 7% przy kiełbasach surowo wędzonych). C) Wady receptury: niezgodność z recepturą, niestandardowe rozdrobnienie masy mięsnej. II. Wady dopuszczalne : niestandardowy wymiar wyrobu, podrapanie osłonki, niestandardowe lub słabe zawiązanie, silne lub słabe przypieczenie końców, tłuszcz na powierzchni lub brud z kotła, silne ściemnienie, słabe wędzenie, odbarwienie osłonki z powodu „pocenia się" wyrobu, lekka biała pleśń, słaby obcy zapach, smak przesolony, nierównomierny kolor farszu, dziurkowatość farszu, pojedyncze „latarnie". W razie obecności wad dopuszczalnych, kiełbasy otrzymują odpowiednie zniżenie liczby punktów normalnych. Punktacja : za wygląd zewnętrzny 15 punktów za recepturę 20 punktów za cechy wewnętrzne (smak i zapach) 40 punktów ze wilgotność 15 punktów za opakowanie 10 punktów TOC \o "1-3" \h \z razem 100 punktów Kiełbasa normalna bez wad 100 punktów. Oznaki psucia (dla oceny standardowej) : oślizłość, zmniejszenie elastyczności, odstawanie farszu od osłonki, zaatakowanie pleśnią, zgorzkniałość, kwasowość, zapach rozkładu. Należałoby jeszcze poruszyć niektóre zagadnienia związane z oceną i przechowywaniem kiełbas. Ocena fizyczna polega na obejrzeniu przekroju i powierzchni. Powierzchnia powinna być sucha, bez plam, pasiastości i bez śladów uszkodzeń mechanicznych. Na wędzonych kiełbasach i innych wyrobach wędliniarskich można czasem spotkać nalot wykrystalizowanej soli. Nie jest to wynikiem przesolenia produktu (jak twierdzą odbiorcy), lecz zmian fizycznych przy obróbce ciepłym dymem. A już w żadnym wypadku nalotu tego nie można utożsamiać z pleśnią. Podobny do nalotu solnego może być często spotykany biały ,,nalot" z mikroorganizmów, sprawiający wrażenie wzrokowe, jakby powierzchnia wyrobu pokryta była przylepioną warstwą mąki. Nalot ten zwykle umiejscowiony jest na powierzchni i nie powoduje wadliwości towaru. Może być z łatwością usunięty przy pomocy białej mokrej szmatki lub zeskrobany nożem. Kiełbasy i wyroby kiełbasiane, przechowywane w pomieszczeniach wilgotnych, bardzo łatwo pokrywają się pleśniakami (Aspergillus, Pennicillium, Mucor) i jak długo nie przenikną one do farszu i nie nadadzą specyficznego zapachu pleśniowego, tak długo produkty nie tracą na wartości spożywczej. Podobnie ma się sprawa z powierzchowną ,,robaczywością" kiełbas. Szereg bowiem gatunków much, jak mucha domowa (Musca domestica), ścierwica (Sarcophaga carnaria), mucha stajenna (Stoinaxys calcitrans) i inne umieszczają swoje jaja i larwy na powierzchni wyrobów. Jak długo nie zaatakują one treści, nie można uważać towaru za zepsuły. Inna sprawa, że muchy lęgną się szybko (z jajeczek ca 24 godz.) i towar wygląda nieestetycznie. Dlatego muchy należy bezwzględnie zwalczać (siatki w oknach itp.) oraz usuwać wcześnie miejsca ,,robaczywe". Pomijam w tej chwili to, że muchy zabrudzają powierzchnię osłonki i że są nosicielami drobnoustrojów chorobotwórczych. Na przekroju mięso powinno mieć barwę czerwoną, a tłuszcz białą. Masa mięsna winna szczelnie wypełniać powłokę i mieć odpowiednią konsystencję i układ (strukturę). Zdarza się, że farsz w warstwach wewnętrznych, ma zabarwienie szare, mimo że nie zachodzą procesy rozkładowe. Zjawisko to można tłumaczyć: 1) niewystarczającą obróbką termiczną (temperatura warstw wewnętrznych była za niska); 2) nieproporcjonalnym rozłożeniem saletry, względnie jej zmniejszeniem, szczególnie przy szybkim wysychaniu warstw zewnętrznych, przez co saletra wraz z sokami ma tendencję przenikania do warstw zewnętrznych, nie spełniając swej funkcji w warstwach głębszych. Powodem szybkiego szarzenia kiełbasy na przekroju może być również niedostateczna ilość saletry. Smak i zapach winna mieć kiełbasa charakterystyczny, jednak bez wybijania się smaku i zapachu przypraw, co może wzbudzić podejrzenie co do świeżości użytego surowca. Zgorzkniałość pochodzić może od rozkładu tłuszczów spowodowanego promieniami słonecznymi lub powietrzem (tlenem), bądź działalnością drobnoustrojów. W czasie rozkładu następuje rozszczepienie estrów tłuszczowych na glicerynę i wolne kwasy tłuszczowe, a w dalszym ciągu gliceryna przechodzić może reakcję aldehydową i ketonową, kwasy zaś podlegać utlenianiu itd. Dość wcześnie psują się wyroby o dużej zawartości procentowej wody. Wtedy często spotkać się można z rozkładem kwaśnym, którego powodem są drobnoustroje, wydzielające w czasie swoich procesów życiowych kwasy. Poza tym jeżeli już mowa o rozkładzie wyrobów kiełbasianych, to należy zwrócić uwagę, że powodem tych procesów mogą być jelita. Schilling podaje, że w badanych przez niego jelitach, przygotowanych do napełniania, znalazł w 1 fn cienkiej kiszki wieprzowej 2,47 g ekskrementów, w grubej kiszce wieprzowej - 4,98 g, w cienkim jelicie wołowym — 2,47, a w grubym — 5,0 (dlatego używanie osłonek sztucznych jest higieniczniejsze i przyczyniać się może do lepszego przechowywania). Proces gnilny w wyrobach wędzonych i silnie przyprawionych należy stwierdzać próbą chemiczną, ponieważ węch nasz w tym wypadku zawodzi, szczególnie gdy proces jeszcze się nie rozwinął w sposób intensywny. Innymi już uchwytnymi oznakami rozkładu jest kolor szary, szarozielony, tłuszcz pożółkły i zzieleniały, zapach zjełczały, kwaśno-drożdżowy, powierzchnia lepka, osłonka nabrzmiała wskutek lokalnego nagromadzenia gazów itd. Przechowywać należy wyroby kiełbasiane w pomieszczeniach chłodzonych, w temperaturze 0°—40C, najlepiej, ze względu na cyrkulację powietrza, w stanie wiszącym. W czasie przechowywania następuje utrata na wadze przez wyparowanie wody. Najwięcej tracą świeże wyroby chude. Mniej tracą tłuste, a najmniej — suche. Ilościowego ubytku nie da się określić ze względu na różną ich recepturę. Chrząszcz i Tilgner przeprowadzili badania nad własnościami i trwałością kiełbas polędwicowej i brunszwickiej. Najważniejsze wyniki badań podamy w skróceniu : 1) Średni skład chemiczny kiełbas badanego typu: a) kiełbasa polędwicowa: woda 60%, białko 23%, tłuszcz 10%. b) kiełbasa brunszwicka: woda 37%, białko 13%, tłuszcz 49%. 2) Temperatura krytyczna dla przechowywania kiełbas: 340C, ponieważ w wyższej temperaturze rozpoczyna się wytapianie tłuszczu i jego wyciekania przez pęknięcia (uszkodzenia) osłonek, od których to miejsc rozpoczyna się psucie. 3) Wysychanie kiełbas jest zależne z jednej strony od temperatury, wilgotności i czasu, z drugiej od ich składu chemicznego. Kiełbasy chude tracą o wiele więcej wody niż kiełbasy tłuste. Kiełbasa polędwicowa utraciła wody w czasie 11 dni przy temp. 340C, 50,3%, kiełbasa zaś brunszwicka (w tych samych warunkach) 6,7%. Największe straty zarejestrowano w pierwszych dniach, 4) W świeżych kiełbasach zachodzą nie zbadane dotychczas procesy, objawiające się podniesieniem temperatury, wydzielaniem gazów i rozkładem tłuszczów, co prowadzi do psucia się produktów. Wspomniane procesy nie występują w czasie przechowywania, o ile kiełbasy zostaną przechłodzone przez 48 godzin w temperaturze ca 30C. Jest to bardzo ważny wynik badań o dużym znaczeniu praktycznym dla wytwórców. 5) Celem przeciwdziałania stracie na wadze w czasie przechowywania i przesyłania na dalsze odległości, przeprowadzili autorzy szereg doświadczeń z pokrywaniem osłonek nieprzepuszczalnymi masami. Próbki przebyły 14-dniową podróż w temperaturze od 18 do 280C. Z kilku zastosowanych mas izolacyjnych najlepsza okazała się powłoka z masy woskowej o nie podanym składzie. Stosowanie jej, zdaniem badaczy, może umożliwić eksport mało trwałych wyrobów z mięsa. Pod wpływem izolacyjnym masy woskowej kiełbasy zachowują dobry wygląd i właściwą konsystencję. 6) Ponieważ mięso w stanie rozdrobnionym ma bardzo dużą zdolność wchłaniania wody (do 100%), przeto ważnym oznaczeniem jest stwierdzenie liczby Federa, która według wymogów amerykańskich wynosić może dla wyrobów mięsnych 4,4 (górna granica). Rodzaje i typy kiełbas (charakterystyka ogólna). Kiełbasy krajane przyrządza się z mięsa wieprzowego, pochodzącego z szynek, karków i łopatek, pokrajanego na kostki o wielkości ca 2 cm2. W zależności od gatunku dodaje się mięsa wołowego lub cielęcego. Następnie mięso marynuje się, dodaje pokrajanego tłuszczu (ilość zależy od tego, czy kiełbasa ma być tłusta czy chuda), przypraw, wtłacza się do powłok i wędzi. Jeżeli krajać się będzie mięso na kawałki wielkości 3 cm2, to otrzyma się kiełbasy grubo krajane. Wiejską kiełbasę krajaną sporządza się z mięsa wieprzowego chudego (młodego) z dodatkiem bardzo drobno pokrajanego tłuszczu i przypraw. Po lekkim wymieszaniu nadziewa się nimi jelita wolowe, pozostawia na pewien czas w chłodnym miejscu, a wreszcie wędzi. Kiełbasa ta różni się tym od poprzednich, że jest krucha i daje się długo przechowywać. Kiełbasy siekane sporządza się z mięsa wieprzowego i wołowego, drobno przemielonego z dodatkiem przypraw. Dobór mięsa nie musi być tak staranny, jak przy kiełbasach krajanych. Zwyczajnie dodaje się do nich drobno zmielonych żyłek, pozostałych po wyżyłowaniu mięsa. Dobrze wymieszaną kleistą masę mięsną z przyprawami i tłuszczem wtłacza się do jelit, wędzi, a czasem dla nadania twardości — suszy. Kiełbasa polędwicowa. Sporządzą się ją z polędwicy wieprzowej, z której wykrojono kości i tłuszcz. Polędwicę kraje się na kostki o wielkości mniej więcej 4 cm2 i dodaje około 10% mięsa wołowego, tłuszczu i przypraw. Mieszaninę wtłacza się do powłok wołowych i wędzi. Kabanosy. Są to cienkie kiełbaski wędzone i silnie wysuszone. Do ich wyrobu używa się mięsa wieprzowego z szynek i łopatek, a do gorszych, mięsa pochodzącego z innych części wieprzowiny. Przy wyrobie dodaje się dużo tłuszczu, soli i przypraw. Mieszaninę wtłacza się do cienkich jelit baranich, zwanych setlingami. Wyrabia się również kabanosy grubo siekane. Kiełbaski (parówki). Do wyrobu parówek przygotowuje się 60 % mięsa wieprzowego, drobno mielonego, 40 % tłuszczu i mięsa cielęcego lub wolowego. Przygotowane, dobrze rozdrobnione mięso z dodatkiem przypraw, miesza się tak, aby uzyskać mieszaninę o możliwie jednolitym zabarwieniu. Następnie wtłacza się do cienkich jelit baranich (lub powłok sztucznych) i lekko wędzi. Podobne do parówek są sardelki. Szynki. Na szynki nadaje się najlepiej surowiec z młodych wieprzów. Pierwszą czynnością jest obrobienie szynki, tj. obcięcie nóg w zgięciu skokowym, usuniecie zbędnych kawałków mięsa i zaokrąglenie całości. Z kolei mięso pozostawia się w chłodni, aby przeszło proces tężenia. Gdyby solenie nastąpiło bezpośrednio, to w elekcie otrzymało by się produkt twardy i niesoczysty. Właściciele wytwórni wędliniarskich twierdzą, że szynka za wcześnie posolona ziębnie na powierzchni, we wnętrzu zaś się nie dosoli i jest ciepła, a w dalszej konsekwencji łatwo ulega zepsuciu. Z punktu widzenia naukowego musimy podejść do tego zagadnienia nieco inaczej. Solenie dużej masy mięsa (4—8 kg) w momencie rozpoczynających się lub trwających procesów wewnętrznych jest utrudnione nie na skutek temperatury panującej w warstwach wewnętrznych, ponieważ w kilkanaście godzin po uboju nie jest ona wysoka, lecz na skutek struktury tkanki mięsnej w czasie procesu tężenia. Ponieważ sok mięsny nie wypełnia tkanki mięsnej, przeto nie może być mowy o rozprowadzeniu soli. Warstwy mięsa stykające się z solą przenikną nią, a wewnętrzne pozostaną mało nasolone, co prowadzić może do rozkładu biorącego początek z warstw wewnętrznych. Drugim zagadnieniem jest twardość takiego mięsa. Kruchości mięso nabiera przez procesy wewnętrzne. Można je przyspieszyć przez stworzenie środowiska kwaśnego (dodatek kwasu octowego). Wprowadzenie soli drogą jej przenikania bezpośrednio przez tkankę mięsną utrudnia prawdopodobnie proces stężenia. Z punktu widzenia fizycznego uzasadnić ten fakt można tym, że sok mięsny zmienia swoją koncentrację, poza tym zamiast gromadzić się w przestrzeniach łączno tkankowych i tkankę łączną rozpulchniać, zostaje częściowo odprowadzony na zewnątrz, a częściowo zmuszony do innych funkcji fizycznych (osmoza, dążenie do wyrównania stężenia między solanką a tkanką mięsną). Reasumując dochodzimy do wniosku, że w masywie szynki za wczesne wprowadzenie soli powoduje nienormalny i niekorzystny przebieg procesu stężenia, od którego również zależy kruchość tkanki mięsnej. Można by też szukać dodatkowego uzasadnienia na drodze chemicznej biorąc pod uwagę dysocjacje soli i ewentualność zachodzących reakcyj. Ponieważ nie miałem możliwości ich stwierdzenia, przeto wnioski wyciągnięte na drodze teoretycznej mogłyby nie być ścisłe. Należy jeszcze dodać, że po stężeniu, tj. w czasie dojrzewania, sól nie wpływa na jakość tkanki mięsnej ujemnie, a nawet w wielu wypadkach bardzo dodatnio. Tak więc wstępne nasolenie nie powinno się odbywać wcześniej, jak w trzy dni po uboju, w którym to czasie surowiec winien być przechowywany w warunkach chłodniczych. Zasadniczą czynnością przy szynkach jest ich marynowanie i wędzenie. Marynowanie może się odbywać w różnych warunkach, przy czym wytwórnie maja różne recepty. Ogólnie rzecz traktując trzeba stwierdzić, że najodpowiedniejsza koncentracja roztworu soli jest 15—170 Be (koncentracja 16° Be przy marynowaniu w chłodnym pomieszczeniu jest najwłaściwsza). Koncentracja soli zależy od temperatury marynowania. Marynowanie powolne w temperaturze 4—50 może się odbywać przy podanych stężeniach, przy temp. wyższej i szybszym sposobie, koncentracje należy powiększyć. Marynowanie powolne trwa 30—40 dni, marynowanie szybkie 12—16 dni. Roztwór solanki zawiera oprócz soli saletrę w ilości dopuszczalnej, cukier do smaku i ewentualnie przyprawy. Cukru w lecie i przy marynowaniu szybkim raczej nie należy dodawać, gdyż powoduje on łatwe fermentowanie ,,ropy" (roztwór marynujący z zawartością ciał wyciągowych nazywają też laką). W czasie marynowania winno się szynki przekładać, by te, które były na spodzie, znalazły się na górze. Szynka ściśnięta i ugniatana ma utrudnione lokalne przenikanie soli. Ze względu na drobnoustroje solankę należy sporządzać z wody przegotowanej. Istnieje również sposób marynowania szynek mieszany, polegający na zastrzykiwaniu solanki do wnętrza tkanki mięsnej, przez co otrzymuje się zasolenie równomierne, niweluje się przeszkody w przenikaniu soli (warstwy tłuszczowe, skórę), a towar zyskuje na trwałości i wyglądzie zewnętrznym. Zastrzykiwanie stosuje się w pomieszczeniu ochłodzonym i przy temperaturze szynki 4—60. (Temp. solanki w basenach peklowniczych winna wynosić 80). Solanka (ropa) w czasie marynowania w cieplejszym pomieszczeniu może wydzielać z siebie pianę, którą należy usuwać. Wystąpienie piany świadczy o procesach, które na dłuższą metę nie są obojętne dla marynowanego towaru. Silne wydzielanie piany świadczy o szybko zachodzących procesach fermentacyjnych, przy czym znajdujące się w roztworze substancje białkowe, wyługowane z mięsa, ulegają rozkładowi, nadając niemiłą woń otoczeniu a także początkowo powierzchni szynki. Objawami łatwo uchwytnymi psującej się solanki jest: a) obficie wydzielana piana, która przybiera odcień niebieskawy; b) zagęszczenie się roztworu; c) unoszenie się niemiłej woni. Solankę zepsutą należy zastąpić nowym roztworem przygotowanym z wody przegotowanej. W ogóle w czasie marynowania trzeba przestrzegać warunków higienicznych odnośnie do urządzeń, przyborów i zatrudnionego personelu. Po umarynowaniu przemywa się szynki, względnie przesolone przez kilka godzin moczy, a następnie w chłodnych i przewiewnych miejscach przesusza. Przy szynkach eksportowanych ich technologię — jako towaru peklowanego — określają przepisy standaryzacyjne. Szynki eksportowe i inne przetwory peklowane z mięsa wieprzowego objęte były standaryzacją. Najważniejsze wymogi standaryzacyjne dotyczyły: 1) przechłodzenia surowca w przedchłodni i chłodni do temperatury wewn. 4 — 60C; 2) zastrzykiwania solanką o temp. nie przekraczającej 8°C, przy temp. towaru 4 — 6°C; 3) peklowanie przez 6 dni (144 godz.) dla szynek i przez 96 godz. dla innych przetworów; 4) osuszania przynajmniej przez 48 godzin; 5) wykończenia (wyjęcie kości, żył, usunięcie nadmiernej ilości tłuszczu itp.; Nomenklatura i klasyfikacja peklowanych przetworów mięsnych wieprzowych) wysyłanych do Anglii była w myśl przepisów standaryzacyjnych następująca : szynka nie okrojona (gammom) tylna część świni, odcięta pionowo do wysokości panewki kości biodrowej; schab (back) grzbietowa część połówki świni po usunięciu boczku (beliy), szynki (gammon) i łopatki (shoulder); boczek (belly) brzuszną część połówki świni po usunięciu szynki (gammon), iopatki (shoulder) i schabu (back); łopatka (shoulder) część przednia połówki świni do czwartego żebra; trzyćwierciowa połówka tylna (cumberland side) połówka świni bez łopatek; trzyćwierciowa połówka przednia połówka świni bez szynki nie okrojonej (gammon); środek (middles) środkowa część połówki świni bez szynki i łopatki. Ostatnią wreszcie czynnością jest wędzenie, które dla trwałych i wysokojakościowych towarów przeprowadza się w chłodnym dymie. Można początkowo dla obsuszenia szynek podnieść nieco temperaturę wędzarni, lecz zaraz potem obniżyć, by składniki dymu równomiernie przepajały masę mięsną. Przy wędzeniu pospiesznym, a raczej podwędzaniu, stosuje się kilkugodzinne wędzenie wysokotemperaturowe, co jednak nie jest korzystne dla cech fizycznych i trwałości towaru. Po wędzeniu poddaje się szynki powolnemu ochłodzeniu (by nie straciły koloru przez szybką zmianę temperatury). Po ochłodzeniu winny jeszcze kilka dni odleżeć w chłodni. Przemysł wędliniarski wyróżnia kilka rodzajów szynek, jak szynkę typu westfalskiego, zawijaną, poza tym: przednia, cielęcą, wołową itd. Szynki powinny przejść mechaniczne czynności wykańczające (wyjęcie kości, usunięcie żył itp.). Normalne szynki nie powinny posiadać przekrwień, mięsa wodnistego oraz mięsa nienormalnie zabarwionego, które świadczyłoby, że nierogacizną przed ubojem nie była dostatecznie wypoczęta. Powinny się natomiast odznaczać ścisłą konsystencją mięsa oraz być otoczone nie grubą, lecz spoistą i odpowiedniej twardości powłoką tłuszczu (ale nie być tłuszczem przerośnięte). Zawartość soli nie powinna przekraczać ilościowo 3%. Szynka przygotowana z dobrego surowca i właściwie nasobna winna mieć barwę różową, która po ugotowaniu przechodzi w ciemnoczerwoną (pod wpływem saletry). Przy stwierdzaniu świeżości należy przekłuć pałeczką zewnętrzną warstwę mięsa i tłuszczu i sięgnąć do kości jako miejsca, od którego zaczyna się proces rozkładu. Po wyjęciu wącha się pałeczkę. W szynkach można nieraz zobaczyć nieduże szczeliny — „próżnie mięsne". Sprawiają one niemiłe wrażenie wzrokowe. Powodem tego jest złe rozłożenie saletry, względnie użycie jej w nadmiernej ilości. Próżnie mięsne występują również w szynce przesolonej. Prawdopodobnym powodem tego zjawiska jest nadmierna kondensacja tkanki mięsnej, która w tych warunkach „dzieli się", tworząc miejsca próżne. Przechowuje się szynki w takich warunkach, jak inne przetwory mięsne. Należy zwrócić uwagę w tym czasie na możliwość zaatakowania powierzchni szynki szkodnikami z rodziny świerzbowców (Saraptidae, jak Tyrogliphinae farinae i Tyrogliphinae siro). Szkodniki te należy usunąć przez zeskrobanie wierzchniej warstwy i baczyć na ogólne warunki higieniczne pomieszczenia. INNE WYROBY TYPU WĘDLINIARSKIEGO. Salceson przyrządzony bywa z głowizny wieprzowej, z dodatkiem różnych pozostałości mięsnych, przypraw i krwi. Ażeby poszczególne kawałki i kostki mięsa trzymały się razem, dodaje się posiekanych i wygotowanych skórek wieprzowych. Po napełnieniu mieszaniną grubych jelit wieprzowych lub wołowych, gotuje się (1 — 2 godzin) nakłuwając szpilką, aby mogło wydostać się spod powłoki powietrze. W zależności od przewagi składników wyróżnia się salceson krwawy i głowiznę. Odmianą salcesonu jest salceson ozorowy. Salami. Salami jest wędliną, sporządzoną z mięsa oślego, końskiego lub z mułów, z dodatkiem wieprzowiny, przypraw i wina (salami węgierskie). U nas natomiast wyrabia się salami z chłodzonego mięsa wieprzowego i wolowego z dodatkiem słoniny i przypraw. Po wtłoczeniu mieszaniny do powłoki wędzi się i poddaje dłuższemu wysuszeniu (im dłużej trwa suszenie, tym cenniejsze salami). Często spotykana cechą charakterystyczną tej wędliny jest jej biała powloką na powierzchni. Kiszki (kiełbasy krwawe i wątrobiane). Kiszki krwawe przyrządza się z kaszy hreczanej z dodatkiem rozdrobnionego mięsa, krwi i przypraw. Mieszaninę tę wtłacza się do grubych jelit i gotuje przez przeciąg jednej godziny. Kiszki bułczane przyrządza się jak poprzednie, tylko zamiast kaszy używa się bulki. Kiszki pasztetowe zawierają w sobie około 50% mięsa wieprzowego lub wołowego, wątrobę oraz dodatek słoniny i przypraw. Dopuszczalny jest dodatek mąki lub skrobi ziemniaczanej (w ilości niezbędnej). Klops, czyli zając pasztetowy. Wyrabia się go z siekanego mięsa wołowego i wieprzowego z dodatkiem tłuszczu (20%), wątroby (10%), bułki tartej i przypraw. Po wymieszaniu całość sio wypieka. Roladę przyrządza się z marynowanego i gotowanego mięsa wieprzowego, z dodatkiem lub bez mięsa cielęcego. Roladę deseniuje się przez ułożenie poszczególnych części. Odznacza się smakiem zbliżonym do pasztetów. Sztufada jest odmianą pieczeni, zrobionej na sposób wędliniarski, przyrządzonej z dobrze skruszałej zrazówki wołowej naszpikowanej słoniną, z dodatkiem przypraw. Pasztety przyrządza się z mięsa wieprzowego, cielęcego, z dodatkiem wątroby (do 2,5%). Mięso gotuje się, następnie rozdrabnia, dodaje przypraw, tłuszczu, wreszcie się zapieka. Galarety przyrządza się z nóg wieprzowych lub cielęcych, gotując je wraz z jarzynami. Po oddzieleniu kości zalewa się w formach rosołem. Powstanie i zastyganie (krzepnięcie) galarety zawdzięcza się zmianom zachodzącym w ciałach białkowych (powstawanie glutyny i jej żelatynowanie). Polędwica jest mięsem z odpowiedniej części tuszy wraz z cienką powloką tłuszczu. Może być rozmaicie przyrządzana (gotowana, pieczona, wędzona). Na podstawie oryginalnego tekstu Kazimierza Wiśniowskiego, dla potrzeb portalu wedlinydomowe.pl opracował Maxell

-
Ten przepis omawialiśmy już wielokrotnie na forum, a nawet Czarnej Oliwce (wtedy był modny na portalu gazeta.pl). Moim zdaniem jest to po prostu jedynie podgotowane mięso z przyprawami. O zagrożeniach bakteriologicznych nie będę już pisał, gdyż o gustach się nie dyskutuje i każdy ma prawo robić sobie co zechce.
-
Wczoraj dotarła jeszcze jedna wpłata od Kolegi wieloś75 - Dzięki.
-
Wędzarnia z paleniskiem bezpośrednim - ryzyko zapalenia ?
Maxell odpowiedział(a) na r.labaj temat w Wędzarnie. Budowa i obsługa
Jeśli w konstrukcji wędzarni (czy to komora, przewody, czy elementy obudowy paleniska), występują palne elementy, zawsze istnieje ryzyko pożaru. Dlatego cały proces wędzenia, od chwili rozpalenia drewna w palenisku, do chwili wygaszenia go, MUSI! być nadzorowany. Nie zaszkodzi też mieć pod ręka gaśnicę, lub choćby szpadel (do zasypania ziemią - piaskiem). -
Najprawdopodobniej.
-
Ilustrowany Katalog Wędzarni WB.
Maxell odpowiedział(a) na Maxell temat w Wędzarnie. Budowa i obsługa
7. Wędzarnia marek36 Link do tematu: /topic/11253-moja-nowa-przygoda/?do=findComment&comment=410835 8. Elektryczna wędzarnia foreściaczka Link do tematu: /topic/11242-wędzarnia-elektryczna/




-
Nie ma znaczenia, poza czasem peklowania, czy peklujesz z dodatkiem saletry, czy tez peklosoli. Saletra i tak przekształca się w azotyn.
-
Kurs podstawowy nr 1/15 w Łazach, w dniach 13-15 marca 2015 r.
Maxell odpowiedział(a) na Maxell temat w KURSY - aktualne
Serdecznie zapraszam Państwa do zapisów na Kurs Podstawowy Nr 1/15 w naszej filii SDM w Łazach, który zaplanowany jest w terminie od 13 do 15 marca 2015 r. Lista chętnych do uczestnictwa w Kursie Podstawowym: 1. Rafał Góralski 2. Romuald Synak 3. Michał Kruk 4. Michał Kruk 5. Waldemar Gwiazdowski 6. Marcin Lisowski 7. Karolina Lisowski 8. Robert Knapik 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. Oczywiście wykładowcami są Koledzy Bagno i Dziadek. Cena kursu: 490,00 zł od osoby. W cenę wliczone noclegi, pełne wyżywienie oraz materiały i surowce do produkcji. Pokoje nowoczesne, bardzo przestronne każdy z węzłem sanitarnym. Sala dydaktyczna przygotowana profesjonalnie i wyposażona w pełni na potrzeby kursu. Duża wędzarnia stacjonarna z wózkiem wędzarniczym koło pomieszczenia technologicznego, wewnątrz budynku. W pomieszczeniu wędzarni chłodnia. Między salą biesiadną, a salą dydaktyczną kuchnia, gdzie można robić kawę i herbatę. Obiekt zapewnia pełne wyżywienie słuchaczom kursów: - piątek - obiadokolacja, - sobota - śniadanie, obiad, kolacja, - niedziela - śniadanie (produkty wykonane przez kursantów) Więcej informacji na stronie SDM - www.szkoladomowegomasarstwa.pl. , zakładka: Oferta szkoleń. Tam także należy dokonać zapisu. ZAPRASZAMY -
Przepisy z naszego bloga wraz z krótkim opisem podaję poniżej: Labneh - arabski ser jogurtowy Labneh jedzony z chlebkiem pita Labneh czyli ser jogurtowy jest bardzo popularny w krajach Bliskiego Wschodu i jest to zarazem jeden z najbardziej uniwersalnych serów jakie znamy. Można go bez wysiłku przygotować z każdego dostępnego jogurtu, a w zależności od czasu odciekania serwatki uzyskamy ser o różnej konsystencji i różnym przeznaczeniu. Labneh można wykorzystać do przyrządzenia pasty serowej z ziołami lub jako dodatek do dipów. Można z niego przygotować marynowane w oliwie i ziołach kulki serowe do sałatek, które doskonale zastępują mozzarellę (tzw. tabat labneh lub labneh bil zayit - przepis podam niebawem) albo użyć do sernika. Dobrze odsączony labneh można wymieszać z rodzynkami i cukrem waniliowym i używać jak nadzienie do naleśników na słodko. Wszystko zależy od pomysłowości kucharza. Składniki - duża porcja (ilość składników można zmniejszyć o połowę) 2 litry jogurtu naturalnego (może być nawet beztłuszczowy lub z mleka wielbłądziego)1-2 łyżeczki soli do smakuopcjonalnie 400 - 500 ml gęstej śmietany, jeśli chcemy uzyskać bardziej tłusty seropcjonalnie ulubione zioła lub przyprawy (jeśli nie zamierzamy wykorzystać go np. do sernika lub naleśników)ewentualnie oliwa do dekoracjiPrzygotowanie Jogurt wymieszać z przyprawami i ziołami (ewentualnie także ze śmietaną) lub pozostawić bez dodatków, doprawić do smaku solą i ponownie dokładnie wymieszać. Sitko wyłożyć kilkukrotnie złożoną gazą i umieścić nad odpowiednio głębokim naczyniem do którego będzie ściekać serwatka. Na tak przygotowane sitko wylać jogurt, przykryć luźno folią i umieścić w lodówce. Czas odciekania serwatki Czas odciekania serwatki decyduje o tym jaki produkt końcowy otrzymamy, ale w dużej mierze zależy także od jakości i gęstości użytego jogurtu, dlatego podajemy go w przybliżeniu jogurt typu greckiego - 2-6 godzinser przypominający nasze serki homogenizowane - 8-16 godzinśrednio gęsty ser do przygotowywania past serowych lub smarowania pieczywa- 12-30 godzingęsty ser do serników i wypieków - 36-48 godzinser do pikantnych pierogów, fatayer lub do marynowania w oliwie (o konsystencji gęstego sera koziego) - powyżej 72 godzin do 4-6 dniW Arabii Saudyjskiej lanbeh jest podstawą naszego farszu do pierogów oraz najczęściej stosowanym dodatkiem do sałatek i dipów Labneh bil zayit czyli marynowane w oliwie kulki serowe Kulki z sera jogurtowego zwane Labneh bil zayit lub tabat labneh mogą stanowić uzupełnienie sałatek albo pełnić rolę przekąski. Rodzaj użytych przypraw i ziół zależy tylko od preferencji smakowych wykonawcy. Najczęściej dodaje się do nich pieprz, oregano, miętę, tymianek, czosnek lub gotowe mieszanki przyprawowe np. zaatar, ale równie dobrze smakują bez żadnych dodatków np. zalane jedynie aromatyzowaną chili oliwą Składniki ser jogurtowy odsączany minimum 3-5 dni (w zależności od rodzaju użytego jogurtu)oliwa do marynowania (można użyć oliwy aromatyzowanej ziołami)ulubione przyprawy np. nasiona czarnuszki, kminek, pieprz, świeże lub suszone oregano, tymianek, bazylia, estragon, rozmaryn, mięta, szczypiorek, chili, czosnek, skórka z cytryny itdsól do smaku (można użyć zarówno zwykłej soli kuchennej czy różowej soli himalajskiej, jak i soli smakowych np. czosnkowej, selerowej, itp.Przygotowanie Ser delikatnie odcisnąć przez gazę, wymieszać z przyprawami w takich proporcjach jakie najbardziej odpowiadają Waszym preferencjom smakowym i ewentualnie dosolić. Uformować kulki o średnicy około1,5 centymetra, ułożyć na tacy wyłożonej papierowymi ręcznikami (2-3 warstwy ręczników), przykryć od góry kolejną warstwą ręczników i umieścić w lodówce. Po kilku godzinach sprawdzić czy ręczniki są suche, jeśli będą nadal wilgotne wymienić na nowe i odwrócić kulki. Czynność powtarzać dopóki na papierze nie będzie już śladów wilgoci. Wysuszone kulki obtoczyć w pozostałych przyprawach. Przełożyć delikatnie do słoików i zalać oliwą, tak aby były w całości zakryte. Do każdego słoika można też włożyć po kilka gałązek ulubionych ziół lub plasterki chili. Słoiki zakręcić i umieścić w lodówce. Labneh bil zayit będą gotowe po trzech- pięciu dniach. W lodówce można je przechowywać do 8-9 miesięcy. Przepisy nadesłała: Myszoperz


-
Wędzarnia z/na kuchni kaflowej
Maxell odpowiedział(a) na samośka temat w Wędzarnie. Budowa i obsługa
Ja mam taką kuchnię na działce. Super sprawa przy pracach jak: wekowanie, smażenie powideł, większe gotowania podczas świniobicia itp. -
Wędzarnia z/na kuchni kaflowej
Maxell odpowiedział(a) na samośka temat w Wędzarnie. Budowa i obsługa
Sprawdź dobrze, bo może ma pod spodem piec chlebowy. Moim zdaniem szkoda kuchni. Lepiej zrobić nową wędzarnię, na początek nawet z beczki. -
Pomoc dla Bartka Pokemonowego :)
Maxell odpowiedział(a) na paolodoro temat w Fundusz WB wsparcia w nagłych przypadkach
No jasne. Chodziło mi tylko o to, by nie przechodziły przez moje konto. -
Pomoc dla Bartka Pokemonowego :)
Maxell odpowiedział(a) na paolodoro temat w Fundusz WB wsparcia w nagłych przypadkach
Bardzo proszę wygrywającego o przesłanie całej sumy bezpośrednio Pokemnonowi, gdyż ja już mam dla niego wyczerpany limit darowizn na 5 lat. -
Dziadku, Twój post, jak i pozostałe, które usunąłem, nie dotyczyły wyłącznie tematu.
-
Swego czasu dostałem od naszych Mistrzów Świata w grillowaniu - Jacka Kempy i Krzyśka Szulborskiego = bardzo dobrą książkę: Grilluj z mistrzami świata. Polecam. Poza tym, klepnij sobie na stronie głównej forum (po prawej) flagę amerykańsko - brytyjską i znajdziesz się na naszym anglojęzycznym forum. Tam jest kilka osób, np. redzed, które mówią po polsku. Mają całą masę super przepisów i na pewno podpowiedzą Ci wiele ciekawostek, których nie znajdziesz w naszych książkach.
-
Wszystkiego najlepszego Naszym Paniom z forum oraz towarzyszkom życia naszych forumowiczów.
-
Wędzenie to nawet nie połowa sukcesu. Najważniejsze jest rozkoszowanie się smakiem własnoręcznie wyprodukowanych wędzoneczek.
-
Bardzo ladnie. jednak to dopiero połowa. Jak Wam smakują?
-
MIĘSO DLA WOJSKA Wojsko tworząc dużą odrębną społeczność opracowało własne przepisy obowiązujące przy dostawach. Dawniej było miarodajne zestawienie warunków ogólnych i specjalnych, obowiązujących przy dostawach arendacyjnych mięsa i tłuszczów, a od roku 1924 — instrukcja M. S. W. w sprawie badania artykułów mięsnych i tłuszczów zwierzęcych. Starsze przepisy były ułożone pod kątem odbioru towaru przez gospodarcze jednostki formacji wojskowej i mają charakter handlowo - towaroznawczy, a równocześnie informacyjno - prawny określając prawa i obowiązki obydwóch kontrahentów, tj. dostawcy i odbiorcy. Odbiorca, który nie musiał być lekarzem wet., miał w nich jasno przedstawione sposoby oceny mięsa po cechach zewnętrznych i manipulację handlową. Instrukcja zaś zajmuje się głównie badaniem i składem chemicznym. Ponieważ zawiera ona dużo wiadomości o składzie chemicznym mięsa i jego ocenie, przeto ją w wyjątkach podamy. Badanie artykułów mięsnych (Instrukcja) Mięso dla wojska może być dostawiane jedynie po uprzednim badaniu weterynaryjnym, tak przed jak i po uboju, co musi być uwidocznione, niezależnie od potwierdzenia pisemnego o dokonaniu oględzin, w formie stempla czy też plomby umocowanej na odnośnej ćwiartce. Dostarczone mięso nie może być zbyt chude, powinno mieć barwę właściwą swemu gatunkowi, zapach świeży, musi być czyste, nie może być oślizłe, mieć plam szarych, zielonawych itp., nie może mieć wylewów krwistych. Jeżeli mięso na powierzchni jest nadpsute, w przekroju jednak nie wykazuje cech nadpsucia, wówczas po usunięciu części nadpsutych może być za zezwoleniem lekarza formacji przyjęte. Mięso mrożone powinno mieć te same cechy, co świeże, jednak zużytkowanie jego powinno następować jak najszybciej po odmarznięciu. Mięso mrożone różni się od świeżego tym, że po odmarznięciu wydziela sok przez dłuższy czas. Mięso wołowe. Powinno pochodzić ze zdrowych zwierząt, być świeże, jędrne, barwy czerwonej (dojrzalej maliny), boki i uda powinny być pokryte białym lub żółtym tłuszczem (zależnie od wieku zwierzęcia), nerki z wierzchu pokryte tłuszczem; tłuszcz barwy białej lub żółtawej, ścisły, dość twardy, w dotknięciu suchy, łój u wołów jest ziarnisty, u krów gładki, zapach świeży. Mięso wołowe nie powinno mieć krwistych lub wodnistych nacieków, szarych lub zielonkawych plam, na przekroju mogą być zaledwie widoczne ślady krwi. Powierzchnia mięsa naciśnięta palcem powinna się szybko wyrównywać, w przekroju nie powinno być gniazd ropnych. Mięso powinno pochodzić ze zwierząt w wieku: u wołu od 3 lat do 10, krów od 3 do 9 lat. Waga sztuki po uboju nie powinna bez wnętrzności wynosić mniej niż 110 kg. Stosunek kości do ogólnej wagi dostarczonego mięsa nie może przekraczać 15%, co sprawdzić należy w dwie godziny po ugotowaniu mięsa. Odważone kości muszą być dokładnie obrane z mięsa i szpiku. Kości w mięsie nie mogą być połamane. Mięso wolowe powinno być dostarczane z ćwiartek tylnych i przednich w równym stosunku. Dostawie nie podlegają łby (z wyjątkiem ozorów), wymiona, mięso z nóg przednich i tylnych do kolan, część szyi ze skrzepłą krwią, organa płciowe, wnętrzności (żołądek, kiszki, jelita itd.), łaty, tj. reszta ścianki brzusznej oraz łój z wnętrzności w postaci kłębów. Ozory mogą być przedmiotem dostawy i przyjmowane być mogą na równi z mięsem. Podroby (serce, płuca, wątroba, nerki) należy przyjmować w stosunku 2 kg podrobów za 1 kg mięsa. Cała ilość dostarczonych podrobów wolowych nie może przekraczać 5 % wagi pobranego mięsa. Na wypadek dostawy wcześniejszej, jak 10 godzin po uboju, potrącone być musi 3% z wagi, jako ubytek spowodowany ostygnięciem. Przedmiotem dostawy nie może być mięso bawołów i starych buhajów. Przeciętny skład chemiczny mięsa wołowego (i średnio tłustego) wynosi : woda 71,5—75,5% białka 21,1—20,5% tłuszcz 2,8— 7,4% popiół 1,08— 3,2% Mięso cielęce. Powinno pochodzić z cieląt zdrowych, być świeże, jędrne, barwy bladoróżowej lub białej, z lekkim odcieniem szarym. Nerki powinny być otoczone białym tłuszczem, zapach mają mieć świeży, przekrój bezkrwisty. Włókna delikatne nie przerośnięte tłuszczem, natomiast nim obłożone. Mięso cielęce nie może być sztucznie napełniane powietrzem, nie może mieć nacieków krwawych lub wodnistych, plam szarych lub zielonawych ani nie może być oślizłe. Wiek cielęcia przeznaczonego na ubój powinien wynosić od 4 tygodni do 3 miesięcy. Waga sztuki po uboju bez wnętrzności nie powinna być mniejsza niż 18 kg. Podroby są przyjmowane jak przy wołowinie. Dostawa dopuszczalna w całych sztukach. Stosunek ilościowy mięsa cielęcego z ćwiartek przednich i tylnych oraz stosunek wagi podrobów cielęcych do wagi mięsa przy dostawie powinien być taki sam jak przy dostawie mięsa wolowego. Procent kości do ogólnie dostarczonego mięsa nie może przekraczać 20% ogólnej wagi. Przy mięsie cielęcym dostawie nie podlegają te same części, co i przy mięsie wolowym. Dostawa może mieć miejsce najmniej w 6 godzin po uboju. Przedmiotem dostawy nie może być mięso z cieląt poniżej 4 tygodni oraz wyporków (cieląt nie urodzonych). Przeciętny skład mięsa cielęcego : woda 72,3 —78,80% białka 18,9 —20,00 % tłuszcz 1,00 — 8,00% popiół 0,5 — 1,33 % Mięso baranie. Powinno być zdrowe, świeże, jędrne, w miarę tłuszczem poprzerastane, barwa tłuszczu biała, barwa mięsa ciemnoczerwona lub ceglasta. Tłuszcz twardy, zwięzły, kruszący się w palcach. Szpik w kościach stężały, barwy różowej. Mięso baranie nie może być oślizłe, nie może mieć plam szarych, krwawych wylewów, nacieków wodnistych i nie może mieć wewnątrz połamanych kości, nie może posiadać również wybitnego zapachu baraniny. Mięso tryków nie może być objęte dostawą. Waga bitej sztuki bez łba i wnętrzności nie powinna wynosić mniej niż 17 kg. Podroby należy przyjmować jak przy wołowinie. Stosunek kości do ogólnej ilości dostarczonego mięsa nie może przekraczać 15%. Przeciętny skład mięsa baraniego : woda 58,5 — 76,00 % białka 16,5 —17,00% tłuszcz 5,3 — 29,80 % popiół 0,97— 1,23% Mięso wieprzowe. Powinno być zbadane na obecność trychin i wągrów: musi być świeże, jędrne, barwy od blado do ciemnoróżowej (w zależności od wieku). Mięso powinno być w miarę przerośnięte tłuszczem, na pośladkach (szynkach) jędrne, na grzbiecie i w okolicy lędźwiowej nieco miększe. Tłuszcz biały i miękki. Naskórek czysty, elastyczny, o delikatnym odcieniu różowym, dokładnie ze szczeciny oczyszczony. Mięso wieprzowe nie może posiadać na powierzchni i w przekroju drobnych, na kształt perełek rozsianych w formie gniazd, pęcherzyków, wągrów (firmy), nie może posiadać plam szarych, zielonych, wylewów krwawych oraz wodnistych nacieków itp. Sztuki mięsa nie powinny być oczyszczane przez opalanie. Waga bitej sztuki bez wnętrzności musi wynosić najmniej 75 kg. Stosunek kości do ogólnej wagi mięsa nie może przekraczać 10%. Wiek sztuki zdatnej cło uboju od 6 do 18 miesięcy. Mięso knurów i macior nie może być objęte dostawą. Dostawa dopuszczalna w połowach z głową i nóżkami. Do mięsa wieprzowego nie zalicza się wnętrzności oraz organów płciowych. Przeciętny skład chemiczny mięsa wieprzowego chudego i średnio tłustego : woda 57,4 —72,5 % białka 17,7 —20,1 % tłuszcz 3,3 —24,0 % popiół 0,72— 1,1 % Mięso końskie. Powinno być świeże, zdrowe, jędrne, barwy ciemnoczerwonej do czarnawej. Barwa tłuszczu ciemnożółta. Tłuszcz rzadki, łatwo topliwy, trudno zastygający. Zapach świeży. Mięso nie powinno mieć plam ciemnozielonych, szarych itp., nie może być wodniste, ciągnące się. Nie może mieć nacieków ani też krwawych wylewów. Przeciętny skład chemiczny mięsa końskiego: woda 74,2 % białka 21,5% węglowodany 0,8 % popiół 1,8 % Badanie m i ę s a. Przy badaniu chemicznym mięsa należy określić: 1. zapach; 2. smak po ugotowaniu; 3. odczyn, który powinien być kwaśny (mięso zepsute reaguje zasadowo); 4. procent wody (jeżeli tenże przekracza 85%, wskazuje to na embrionalne pochodzenie mięsa); 5. próbę na świeżość mięsa (czy nie zawiera siarkowodoru, amoniaku). Jeżeli zachodzi podejrzenie, że zamiast mięsa wołowego lub innego otrzymano mięso końskie, wówczas należy określić: a) liczbę jodową tłuszczu, która dla tłuszczu końskiego wynosi 70 lub więcej; b) procent glikogenu, który przy mięsie końskim jest większy (0,67— 1,63 %) niż przy gatunkach innych (0,03 — 0,54 %); c) liczbę refraktometryczną tłuszczu, która dla tłuszczu końskiego będzie większa od 51,5, lub wykonać próbę biologiczną. Jeżeli zachodzi podejrzenie, że mięso jest barwione lub zakonserwowane w sposób nie dozwolony przez przepisy sanitarne, np. kwasem bornym, salicylowym, formaldehydem itp., należy je zbadać na obecność środków konserwujących, względnie barwników sztucznych. Mięso wieprzowe należy badać na obecność trychin i wągrów. Przy konserwach, mięsnych i mięsno-jarzynowych należy określić składniki odżywcze (białko, tłuszcz, węglowodany) oraz wodę i popiół, a nadto zbadać popiół na metale trujące. Mięsa nie należy przyjmować, gdy ma nieprzyjemny zapach, gdy po ugotowaniu posiada smak przykry, gdy procent wody przy mięsie świeżym przekroczy 85%, gdy wykazuje cechy zepsucia (obecność siarkowodoru, amoniaku powyżej 0,02%, odczyn alkaliczny), gdy zawiera trychiny, wągry lub bakterie chorobotwórcze (badania w pracowni bakteriologicznej lub przez weterynarza), gdy zawiera metale szkodliwe dla zdrowia (ołów, miedź). Wątroba wolowa. Powinna być zdrowa, elastyczna, barwy jasnobrunatnej, a ze zwierząt tucznych barwy żółtawo- brunatnej. Przeciętnie waga wątroby wołowej wynosi 4—5 kg. Wątroba nie powinna mieć szkodliwych pasożytów na spodniej części i w przekroju, nie może mieć obrzęków ani nie powinna być zanieczyszczona żółcią. Przeciętny skład chemiczny wątroby : woda 71,6% białka 19,9% tłuszcz 3,7 % węglowodany 3,3 % popiół 1,6% Badanie wątroby analogicznie, jak przy mięsie. Krew. Powinna być świeża, barwy czerwonej (na powietrzu ciemniejącej). Zapach charakterystyczny. Smak lekko słonawy. Użyta być musi najdalej do 24 godzin. Przeciętny skład chemiczny krwi bydlęcej : woda 80,8% białka 18,1% tłuszcz 0,2 % popiół 0,85% Przyjmuje się ją według cech jakościowych. Nie nadaje sic do spożycia, gdy jest nieświeża. M ó z g. Mózg cielęcy powinien być świeży, zdrowy, barwy cielistej i pokryty błonką, nie powinien mieć żadnych owrzodzeń, wylewów krwi, przykrego zapachu. Przeciętny skład chemiczny mózgu cielęcego : woda 81,0% białka 9,0% tłuszcz 8,60 % popiół 1,38% Badanie przeprowadza się jak przy mięsie. Kura. Powinna być zdrowa, świeża, tłusta. Nie może mieć plam na skórze; przy bitych kurach naskórek powinien być dokładnie oczyszczony, a grzebień nie może być wycięty, przy czym barwa jego powinna być ciemnoczerwona. Mięso w przekroju barwy białej o lekkim odcieniu różowym. Zapach przyjemny. Dostawa przy bitych sztukach bez wnętrzności. Dopuszczalne; serce, żołądek, tzw. pępek i wątroba. Waga bitej sztuki około 700 g. Przeciętny skład chemiczny kury tłustej : woda 70,10% białka 18,50% tłuszcz 9,30 % węglowodany 1,20 % popiół 0,91% Powinno się przyjmować według cech jakościowych. W wypadkach wątpliwych przyjmowanie i badanie jak przy mięsie. Tekst w oryginale. Dla potrzeb portalu wedlinydomowe.pl opracował Maxell Zdjęcia: Chromastock.com, archiwum WB

-
Roboty zduńskie w formie elektronicznej cz mógłbym prosić o przesłanie
Maxell odpowiedział(a) na jaro1111 temat w Kącik majsterkowicza
My posiadamy bardzo dużo wartościowych książek. Spiesz się ze ściąganiem, gdyż z końcem marca Rapid Share zamyka swoje konta. Proszę się jednak nie martwić, gdyż ściągam wszystkie pliki z naszego (jest tego cała masa) i w kwietniu będziemy musieli podjąc decyzję w sprawie uruchomienia nowej formy udostępniania.