Pamiętajcie, że z naszego forum możecie korzystać bezpłatnie tylko dzięki temu, iż kilkadziesiąt osób klika w reklamy. Może już czas abyś do nich dołączył?


Maxell
-
Postów
46 207 -
Dołączył
-
Ostatnia wizyta
-
Wygrane w rankingu
180
Typ zawartości
Profile
Forum
Wydarzenia
Mapa użytkowników
Sklep
Giełda
Treść opublikowana przez Maxell
-
Święta Wielkanocne z wielkopolskim smakiem, czyli z Kiełbasą Parzoną Białą
Maxell opublikował(a) temat w Regionalne przysmaki
Święta Wielkanocne z wielkopolskim smakiem, czyli z Kiełbasą Parzoną Białą Wielkopolska, to jeden z największych regionów w Polsce, a jej sercem jest Poznań, miasto, w którym występuje zderzenie kulturowe, międzykulturowe z tradycją. Region w swojej specyfice znacznie wyróżnia się charakterystyczną gwarą, którą trudno niekiedy zrozumieć osobom z innych stron Polski. Na uwagę zasługują tu nie tylko zabytki architektury i niepowtarzalne krajobrazy sprzyjające różnym formom turystyki, stanowiące o wyjątkowości Wielkopolski, ale również kulinarne dziedzictwo. Stanowi ono europejską sieć regionalnego dziedzictwa kulinarnego w oparciu o tradycyjne receptury, techniki oraz metody obróbki utrwalania i przetwarzania. Wielkopolska zawsze słynęła z hodowli trzody chlewnej i produkcji na dużą skalę wieprzowiny, stąd przy wielu okazjach, w tym Świętach Wielkanocnych przygotowywano wyroby z mięsa wieprzowego, wśród których wyjątkowym specjałem była kiełbasa biała parzona wielkopolska. Sama kuchnia i wyroby mięsne są genialne w swej prostocie, gdzie zestaw podstawowych przypraw w połączeniu z surowcem mięsnym daje niepowtarzalny bukiet smakowy i tym samym nie zatraca walorów mięsnego smaku. Różnorodność i specyfika potraw ma swoją tradycję kulturową. Okres świąteczny, zwłaszcza Wielkanoc, uchodzi w polskiej tradycji za czas najbardziej mięsny. Jest on najlepszym momentem do popularyzacji mięsa i żywienia człowieka w oparciu o mięso, bo to są mięsne święta. Wiąże się to z przeszłością, w której obowiązujące w kościele katolickim posty, były ściśle przestrzegane, a radość Zmartwychwstania Chrystusa, objawiała się z radością jedzenia i to potraw tłustych oraz wysokokalorycznych, które wraz z wiosennym przesileniem miały dać człowiekowi nową energię. Najstarszy rodowód w kulinarnej historii, mają wyroby nietrwałe, nazywane niegdyś kiełbasami do szybkiego spożycia. Z wielu publikacji dowiedzieć się można, że badacze naszej kulinarnej przeszłości zgodnie podkreślają, że kiełbasy w kuchni polskiej wyrabiano już w czasach słowiańskich. Każda szanująca się gospodyni miała swój niezawodny sposób na taką kiełbasę do szybkiego spożycia, a dzisiaj można dokonać zakupu w ulubionych sklepach mięsnych, gdzie z zakładów o tradycyjnych wartościach w tworzeniu wyrobów i przetworów są dostarczane na rynek konsumencki. W 1885 roku została wydana książka Lucyny Ćwierczakiewiczowej w dziedzinie praktycznych przepisów o regionalnym i tradycyjnym wymiarze receptur oraz metod i technik obróbki. Należy podkreślić, że już w tej pozycji książkowej podano przepis autorki na kiełbasę świąteczną do szybkiego spożycia. O renomie książki autorki świadczy fakt, że również obecnie podając przepis kiełbasy białej parzonej, inni autorzy odwołują się do tej pozycji literaturowej. Zatem z historycznych zapisków, kiełbasa biała parzona wielkopolska, o dobrze wyspecyfikowanych, charakterystycznych cechach, jest produktem regionu wielkopolskiego i znana jest od ponad 100 lat. Stała się ona nieodzownym elementem stołu Świąt Wielkanocnych w Wielkopolsce, jak również innych regionów Polski, świadcząc o zasobności gospodarstwa domowego. W książce „Kuchnia i stół w polskim dworze” (2004) autor Waldemar Baranowski opisuje zakres świątecznego stołu z początków XIX w. w pałacu w Rogalinie: „W pałacu w Rogalinie ozdobą święconego było całe jagnię z obowiązkowymi chorągiewkami, bardzo bogato przyozdobione prosię, olbrzymia pieczeń cielęca i kiełbasy. (...) Na wielkim półmisku na środku stołu wznosiła się świńska głowa uwędzona w całości, a więc brązowego koloru, z jajkiem pisanką w półotwartym pysku. Obok niej leżały całe szynki, a dalej ułożona koliście biała kiełbasa”. W innych przekładach publikacyjnych określano kiełbasę, jako białą świeżą, białą parzoną i wielu innymi terminami. W owych czasach (opisywanych w książkach kucharskich) była bowiem wytwarzana przez rzeźników miejscowych na zamówienie lub w bogatszych gospodarstwach domowych przy okazji świniobicia. Nie tylko w dworach, pałacach taką kiełbasę białą parzoną podawano w czasie świąt i rodzinnych uroczystości. Także mieszczanie w Poznaniu końca XIX wieku raczyli się białą kiełbasą na stołach wielkanocnych, tak opisane zostało to w Kronice Miasta Poznania, (cytat): „Do uroczystego wielkanocnego śniadania siadano o godzinie 12.00. Stół pełen był smakowitych dań, głównie mięsnych. Nie mogło zabraknąć gotowanej szynki z kością, rozmaitych pieczonych mięs, na półmiskach układano pasztety i pęta kiełbasy. Przysmakiem była biała kiełbasa zapiekana z cebulą i jałowcem”. Kiełbasa biała była ceniona z uwagi na smakowitość i tym samym bardzo szybko zagościła w domach nie tylko bogatych mieszczan. Podkreślić należy występujący w recepturze majeranek, jako konieczną przyprawę kiełbasy w Wielkopolsce, nadający charakterystyczny aromat kiełbasie białej. Jeszcze w początkach XX wieku w niektórych gospodarstwach domowych robiono ją bez specjalnych urządzeń charakterystycznych dla rzeźnictwa z dużą ilością majeranku, co zostało do dzisiaj. Po II wojnie światowej coraz większa popularność kiełbasy białej spowodowała, że wprowadzono ją, z pewnymi modyfikacjami, do produkcji w przemyśle mięsnym, podkreślając zarazem jej podstawowe cechy, tzn. mięso niepeklowane, szara barwa po zaparzeniu. Jej recepturę podano w opublikowanej w 1955 roku książce „Produkcja wędlin” wydanej przez Wydawnictwo Przemysłu Lekkiego i Spożywczego. Receptura dla kiełbasy białej określała: „Kiełbasa biała surowa produkowana jest z mięsa nie peklowanego. Do produkcji kiełbasy białej nie używa się saletry, gdyż między innymi jej cechą charakterystyczną jest zachowanie szarej barwy nie peklowanego mięsa po ugotowaniu”. W dokumentacji technologicznej na wędliny i wyroby wędliniarskie wprowadzonej dla całego kraju przez Centralę Przemysłu Mięsnego w roku 1964 wprowadzono odstępstwa w recepturze dla kiełbasy białej surowej (tzn. przed jej zaparzaniem). I tak, ponieważ majeranek nie był stosowany w innych rejonach, poza Wielkopolską zapisano: „Na pisemne żądanie odbiorców dodatek majeranku w danym rejonie może być zaniechany oraz zezwolono na zwiększenie ilości czosnku”. Wąski zakres przypraw pozwala wydobyć smakowitość, którą podkreśla i uwypukla majeranek, także powszechnie uprawiany w Wielkopolsce. Mimo, że termin „biała kiełbasa” znany jest i stosowany w całej Polsce, to jednak w Wielkopolsce określa zupełnie inny, bardzo charakterystyczny rodzaj kiełbasy. Popularność kiełbasy białej parzonej wielkopolskiej urosła na tyle, że rzeźnicy zaczęli produkować kiełbasę także w okresie pozaświątecznym. Stąd producenci białej kiełbasy zainteresowani byli i są uzyskaniem całorocznego certyfikatu w konkursie organizowanym w okresie przedświątecznym, który podkreśla istotę dziedzictwa kulinarnego Wielkopolski. W dniu 11 lutego 2016 r. został przekazany wniosek o rejestrację kiełbasy białej parzonej wielkopolskiej do Komisji Europejskiej do dalszej procedury uzyskania chronionego oznaczenia geograficznego Unii Europejskiej – certyfikatu – i tym samym stać się produktem unijnym. Bezsprzecznie należy zaznaczyć, że wśród dań wielkopolskich „króluje” żurek na zakwasie z pływającą w nim białą kiełbasą. Częstym daniem „jednogarnkowym” jest biała kiełbasa pokrojona w plasterki z cebulką, papryką i czerwoną fasolką, jak również z pieczarkami podsmażana do delikatnie brązowo-złotego koloru. Istotną obserwacją na przełomie kilkunastu lat jest to, że w wielu wielkopolskich gospodarstwach domowych „kiełbasa biała parzona wielkopolska” jest traktowana w przekazach rodzinnych, jako dietetyczna, z uwagi na brak soli peklującej i znaczną zawartość mięsa wysokiej klasy. Zalecana jest w wielu specyficznych dietach, a także w żywieniu dzieci i osób starszych. A coroczna promocja regionalnych, tradycyjnych potraw wielkanocnych stwarza możliwość do kultywowania tak wyrafinowanego przysmaku, jakim odznacza się kiełbasa biała parzona wielkopolska, która stała się swego rodzaju wizytówką regionu. Słowo od autorów: Mając na uwadze, że tradycja jest naszym dziedzictwem, a my to dziedzictwo powinniśmy kultywować i zaszczepiać w kolejnych, młodych pokoleniach, Autorzy niniejszego opracowania Staropolskim obyczajem składają wszystkim Czytelnikom życzenia „dużo żurku z kiełbasą białą parzoną, miodu pełne baryłeczki oraz trochę gorzałeczki, a w lany poniedziałek, na kark wody pełen dzbanek”. Pamiętajcie Państwo by czas spędzony w Święta Wielkiej Nocy, obfitował w duchowe i kulinarne doznania w towarzystwie najbliższych, przyjaciół i znajomych.
-
Dym wędzarniczy w płynie - czy to chemia?
Maxell opublikował(a) temat w Technologia dla zaawansowanych
Dym wędzarniczy w płynie - czy to chemia? Preparaty dymu wędzarniczego stosuje się w przemyśle mięsnym w celu zapewnienia produktowi finalnemu typowego smaku wędzenia. Dzięki łącznemu wykorzystaniu wysokowartościowego dymu w płynie i nowoczesnych urządzeń rozpyłowych proces wytwarzania dymu wędzarniczego podlega równomiernej kontroli w każdej wytwarzanej szarży, w każdym urządzeniu i każdego dnia. Barwa oraz smak produktu mogą być również modyfikowane niezależnie od siebie według własnego gustu. Zastosowanie dymu w płynie w procesie wytwarzania dymu wędzarniczego znacznie rozszerza możliwości modyfikacji właściwości sensorycznych produktu spożywczego poddanego obróbce technologicznej. Opracowanie całej gamy preparatów płynnego dymu wędzarniczego otwiera dla przetwórstwa mięsa możliwości wypracowania własnego, typowego dla danego zakładu profilu sensorycznego w zakresie kształtowania aromatu. Dym w płynie podobnie jak świeżo otrzymywany dym wędzarniczy produkowany jest z drewna naturalnego, a do tego często jest ubocznym produktem suchej destylacji drewna przy produkcji węgla drzewnego. Podstawowym surowcem do otrzymywania preparatów dymu wędzarniczego jest drewno wymienionych gatunków drzew: buku, dębu, olchy, hikory, klonu, eukaliptusa, jesionu, jabłoni, wiśni, gruszy i innych, mających odpowiednie cechy organoleptyczne już gotowego preparatu płynnego. Drewno do produkcji preparatów dymu wędzarniczego rozdrabnia się i poddaje suszeniu do uzyskania zawartości wody na poziomie ok. 10%, następnie poddaje rozkładowi termicznemu w kontrolowanych warunkach, zazwyczaj metodą wolnej pirolizy w ogrzewanych zewnętrznie retortach lub w piecach obrotowych. W ostatnich latach do produkcji preparatów wykorzystuje się również szybką pirolizę drewna, umożliwiającą przeprowadzenie procesu rozkładu drewna w czasie ok. 1 sekundy. Najważniejszym parametrem procesu pirolizy jest temperatura rozkładu drewna, mająca zasadniczy wpływ na ilość otrzymanego kondensatu oraz jego skład chemiczny. Najczęściej stosuje się temperaturę rozkładu drewna w przedziale od 450ºC do 500ºC. W niższej temperaturze rozkładu drewna zwiększa się zawartość związków karbonylowych i smoły w kondensacie dymu. Wyższa temperatura rozkładu powoduje tworzenie się większej ilości produktów gazowych i znaczne obniżenie zawartości związków karbonylowych w kondensacie. Odpowiednio do składu drewna, gazy po pirolizie zawierają liczne związki, które składają się z dominujących komponentów drewna, ligniny, celulozy i hemicelulozy. Lignina stanowi ok. 50%, a celuloza i hemiceluloza po około 25% organicznej substancji drewna. Organiczne związki azotowe znajdują się w suchej substancji drewna w ilościach mniejszych niż 1%. Większe różnice występują w ligninie, posiadającej strukturę polifenolową, która składa się z orto-monometoksyfenoli względnie orto-ortodimetoksyfenoli. Fenole te są matecznymi substancjami dla fenoli gwajakolowych bądź syringolowych, które obecne są w zróżnicowanych ilościach w drewnie miękkim i twardym. Obok ligniny szczególnie wyraźne różnice widać we frakcji N-heterocyklicznych węglowodorów, których występowanie szczególnie podkreśla się w przypadku drewna hikory. Owe N-heterocykliczne węglowodory mogą katalitycznie przyspieszać chemiczne reakcje tworzenia pigmentów, co jest korzystne podczas wykształcania barwy wędzarniczej. Właściwości bakteriostatyczne i bakteriobójcze preparatów wędzarniczych związane są przede wszystkim z wielkością dodatku preparatu wędzarniczego do produktu. W przypadku wielu preparatów wędzarniczych wyznaczono tzw. Minimum Inhibitory Concentration (MIC), powyżej którego preparaty te wykazują właściwości bakteriostatyczne lub bakteriobójcze. Dla bakterii z grupy Bacillus, Staphylococcus aureus, Listeria, Lactobacillus, Escherichia coli, Salmonella, Yersinia, Pseudomonas wartość MIC wynosi 0,4% w przypadku najbardziej aktywnych preparatów, w przypadku mniej aktywnych od 1% do 8%. Duża zmienność składu chemicznego handlowych preparatów wędzarniczych powoduje, że ich właściwości bakteriostatyczne lub bakteriobójcze są traktowane wyłącznie jako wspomagający proces utrwalania danego produktu spożywczego. Właściwości antyoksydacyjne preparatów dymu wędzarniczego są znane i wynikają z aktywności przypisanej związkom: cis-trans-4-propenylosyringolowi, 4-izopropenylosyringolowi, 4-propylosyringolowi, 4-etylosyringolowi, 4-metylosyringolowi, syringolowi, a także pochodnym gwajakolu. Przypuszcza się, że występujące w preparatach polifenole są również aktywnymi antyoksydantami, ograniczającymi niepożądane zmiany, np. w trakcie przechowywania produktów wędzonych. Skład preparatów jest podobny i równie bogaty jak dymu wędzarniczego, z tym że preparaty te nie zawierają jego gazowych składników. Na skład preparatów mają wpływ takie czynniki jak: rodzaj zastosowanego surowca, sposób i parametry rozkładu drewna, sposób oczyszczania, zagęszczania i stabilizacji. Preparaty dymu wędzarniczego przeznaczone do rozpylania i zraszania zawierają szereg składników podstawowych występujących w stosunkowo wysokich stężeniach, do których należą: – woda od 40 do 75%, – kwas octowy od 4% do 12%, – formaldehyd od 0,5% do 12%, – aldehyd glikolowy od 1,7% do 5%, – lewoglukozan od 1% do 5,5%, – kwas mrówkowy od 0,5% do 3,5%, – glioksal do 1,2%, – acetol od 2% do 5%, – smoły do 12%. Preparaty zawierają również kilkadziesiąt składników występujących w niskich stężeniach, których zawartość wyraża się w mg/g: – furany (furfural, furan i ich pochodne) od 2 do 8 mg/g, – fenole (fenol, krezole, dimetylofenole i ich pochodne) od 0,4 do 2 mg/g, – dihydroksybenzeny (katechole, hydrochinony i ich pochodne) od 2 do 7 mg/g, – gwajakole (gwajakol i jego pochodne) od 0,8 do 10 mg/g, – aldehydy aromatyczne (wanilina, aldehyd syringolowy i ich pochodne) od 0,2 do 2 mg/g, – inne (cykloten, maltol, aldehydy i ketony alifatyczne) od 3 do 25 mg/g. Za właściwości barwiące preparatów wędzarniczych w decydującym stopniu odpowiadają zawarte w nich aldehydy i ketony alifatyczne. Obecność formaldehydu, glioksalu, furfuralu i aldehydu octowego intensyfikuje właściwości barwiące danego preparatu. Zawarty w preparacie kwas octowy obniża wartość pH na powierzchni produktu, co ułatwia reakcje aldehydów z białkami, w wyniku której tworzy się typowa barwa produktu wędzonego. Wśród związków fenolowych odpowiadających za typowy aromat wędzarniczy najbardziej pożądane są syringol i jego pochodne, w mniejszym stopniu gwajakol i jego pochodne, w najmniejszym fenol i jego pochodne. Ważną rolę w tworzeniu aromatu wędzonkowego pełnią również furfural i jego pochodne, cykloten, maltol i aromatyczne ketony i aldehydy. Najlepsze właściwości aromatyzujące mają preparaty, w których wzajemne proporcje wymienionych związków są zbliżone do proporcji, w jakich tworzą się one w wyniku termicznego rozkładu drewna. Rodzaj drewna ma decydujące znaczenie dla składu i oczekiwanych późniejszych właściwości sensorycznych dymu w płynie, a w dalszej kolejności produktu finalnego i dlatego powinno być odpowiednio starannie wybrane. Dla procesów spalania w atmosferze ubogiej w tlen szczególnie nadaje się drewno twarde. W metodzie pirolitycznej z przegrzaną parą wodną można używać zarówno drewna twardego, jak i miękkiego wraz z dodatkami. Wymagana temperatura pirolizy osiągana jest na drodze bezpośredniego lub pośredniego przenoszenia ciepła, przy czym reakcje egzotermiczne mogą podwyższać początkową temperaturę pirolizy. Metody otrzymywania płynnych preparatów dymu wędzarniczego zostały tak opracowane, by w swym składzie nie zawierały związków o właściwościach rakotwórczych, a pozwalały na uzyskanie różnego stopnia intensywności aromatu i tym samym zapewniały charakterystyczny smak wędzonych produktów. Według Rozporządzenia Komisji (WE) nr 1881/2006 z dnia 19 grudnia 2006 roku, w którym określone są najwyższe dopuszczalne poziomy zanieczyszczeń w środkach spożywczych, zawartość B(a)P w produktach mięsnych wędzonych, mięsie ryb wędzonych, skorupiakach nie może przekraczać 5,0 µg/kg, a olejach jadalnych nie wyższa niż 2,0 µg/kg, natomiast w produktach dla dzieci 1µg/kg. Regulacje UE limitują również zawartości benzo(a)pirenu – B(a)P i benzo(a)antracenu – B(a)A w preparatach dymów wędzarniczych, których zawartość nie może przekraczać odpowiednio 10 µg/kg dla B(a)P i 20 µg/kg dla B(a)A. Zmiany w prawie europejskim dotyczące zanieczyszczeń żywności spowodowały opublikowanie w roku 2011 aktów prawnych dotyczących kontroli zawartości zanieczyszczeń w produktach żywnościowych. Najwyższe dopuszczalne poziomy wielopierścieniowych węglowodorów aromatycznych (WWA) w środkach spożywczych, w tym produktach mięsnych wędzonych zostały zawarte w Rozporządzeniu Komisji (UE) nr 835/2011 z dnia 19 sierpnia 2011, które zmienia Rozporządzenie (WE) nr 1881/2006. Zmiany te dotyczą m.in. dotychczasowego markera wskazującego na obecność WWA w żywności jakim był BaP, o najwyższym dopuszczalnym poziomie (5,0 µg/kg). Według nowych regulacji najbardziej odpowiednim byłby układ czterech specyficznych wielopierścieniowych węglowodorów aromatycznych: benzo(a)pirenu - BaP, benzo(a)antracenu - BaA, benzo(b)fluorantenu - BbF i chryzenu - CHR. Od 1 września 2014 roku najwyższy dopuszczalny poziom dla BaP ma wynosić 2,0 µg/kg, a dla sumy 4 WWA 12,0 µg/kg produktu. Do produkcji dymu w płynie stosowane są dwie podstawowe metody: I. Sucha destylacja drewna w atmosferze ubogiej w tlen z końcową kondensacją destylatów drewna w środowisku wodnym (kondensaty dymu żarzonego). II. Piroliza przegrzaną parą wodną z końcową kondensacją gazów pirolizy w nadwymiarowych chłodnicach Liebiga, które powinny być wykonane ze szkła kwarcowego (kondensaty dymu parowego). Kondensaty dymu wytwarzanego są albo celowo z rozdrobnionego drewna, albo też z grubszych kawałków drewna jako produkty uboczne przy produkcji węgla drzewnego. O ile celem jest wyłącznie produkcja dymu w płynie, stosowane może być zarówno drewno miękkie, jak i twarde. Jeśli jednak produkcja węgla drzewnego jest głównym celem, wtedy drewno miękkie nadaje się w mniejszym stopniu, ponieważ węgiel drzewny z takiego rodzaju drewna zbyt łatwo się rozkłada. W przypadku bezpośredniego przenoszenia ciepła rozdrobnione drewno (wiórki, zrębki) zapalane jest w wytwornicy dymu za pomocą płomienia lub na żarzących się powierzchniach kontaktowych. Drewno tli się, tak jak przy wytwarzaniu uzyskiwanego dymu wędzarniczego przy niewielkim dopływie powietrza z egzotermiczną reakcją cieplną w około 650 do 700ºC, aż do całkowitego spopielenia. Wymagana dla pirolizy wysoka temperatura uzyskiwana jest poprzez spalanie pośrednio tworzonego węgla pierwiastkowego. Wytwornica dymu załadowywana jest zależnie od zużycia drewna w sposób ciągły, tak więc raz zapalone trociny lub zrębki mogą tlić się bez dalszego doprowadzenia energii. Piroliza pośrednia stosowana jest podczas otrzymywania węgla drzewnego, gdzie grube kawałki drewna najczęściej ogrzewane są z zewnątrz, w piecu do pirolizy położonym wewnątrz pieca wieżowego o podwójnych ścianach. Przestrzeń spalania pomiędzy wewnętrzną i zewnętrzną ścianą wieży opalana jest gazem, olejem lub innym źródłem energii. Dopływ powietrza w piecu do pirolizy jest silnie dławiony, także wyklucza się proces spalania, który niszczyłby również powstający węgiel drzewny. Podczas otrzymywania kondensatów dymu parowego wytwornica dymu załadowywana jest zrębkami, przez które kierowany jest strumień przegrzanej pary wodnej o temperaturze około 300 do 400ºC. Przegrzana para wodna zawiera dokładnie odmierzoną ilość powietrza, które niezbędne jest do sterowania pirolizą i do nadawania dymowi w płynie pożądanej aromatyzacji. Proces pirolizy jest także egzotermiczny. Temperatura rosnąca wskutek pirolizy wynosi około 700ºC. W przypadku suchej destylacji (kondensaty dymu zażarzonego) gazy z pirolizy kondensowane są w wieżach, które albo załadowywane są wypełnieniem i wodą albo wymywane są wodą w przeciwprądzie. Jeśli te kondensaty wodne osiągną określone stężenie substancji organicznych, są one spuszczane do odstojników i oddzielane w postaci cieczy lub na drodze destylacji. Spośród obu metod oddzielanie ciekłe, za pomocą którego otrzymuje się również wysokowartościowy pod względem jakości dym w płynie, wydaje się bardziej ekonomiczne. W przypadku oddzielania ciekłego, kondensaty przechowywane są w odstojnikach przez kilka dni, przy czym faza smolista i faza wodna oddzielają się od siebie. Faza wodna spuszczana jest do oddzielnych zbiorników. Po kilku dniach wydziela się z reguły ponownie faza smolista, którą jak uprzednio oddziela się od fazy wodnej, która jest niemal pozbawiona dziegciu. Aby wydzielić pozostałą ilość dziegciu, produkt jako dym w płynie jest tak długo składowany w tankach zapasowych, aż odpowiadać będzie założonym wymaganiom jakościowym. Wraz z usunięciem fazy smolistej oddzielane są także występujące w dymie wędzarniczym mutagenne i rakotwórcze wielopierścieniowe węglowodory aromatyczne (WWA). Sam wodny dym w płynie jest niemal wolny od związków, które w dymie wędzarniczym są niepożądane, zawiera jednak składniki dymu istotne dla utrwalania, aromatu i powstania przyjemnej barwy wędzarniczej. Do oddzielenia substancji dziegciowych (smolistych) od fazy wodnej mogą być również użyte wirówki przepływowe. Jest to jednak celowe tylko wtedy, jeśli w ciągu pierwszych 24 godzin po wyprodukowaniu całego kondensatu największa część fazy smolistej oddzielona jest od wodnej drogą sedymentacji. W ten sposób „czas dojrzewania” dymu w płynie może zostać wyraźnie skrócony bez pogorszenia jego jakości. Według polskiego patentu cały kondensat oddzielany jest na drodze destylacji. Wychwytywane są przy tym różne frakcje, które później mieszane są w różnych ilościach i używane do produkcji przetworów mięsnych w celu określonego kształtowania cech sensorycznych. Kondensaty dymu parowego zawierają bezpośrednio po powstaniu z reguły o wiele mniej substancji smolistych niż kondensaty dymu żarzonego. Mogą one być izolowane drogą prostej filtracji w tak czystej formie, że zawierają jedynie ślady benzo[a]pirenu. Ponieważ zawartość benzo[a]pirenu wykazuje prawie stały stosunek do innych związków w dymie budzących wątpliwości zdrowotne, uważany jest on za kryterium wystarczającej czystości również innych mutagennych i rakotwórczych substancji. Ze względu na sposoby stosowania preparaty dymu wędzarniczego do produktów mięsnych można podzielić na dwie zasadnicze grupy: – preparaty do nanoszenia na powierzchnię produktu; – preparaty przeznaczone do dodawania do produktu. Nanoszenie preparatów dymu wędzarniczego na powierzchnię wędzonego produktu przeprowadza się najczęściej w komorach wędzarniczych lub w specjalnie zaprojektowanych urządzeniach. Proces ten zazwyczaj poprzedza się osuszeniem produktu. Do rozpylania preparatów wędzarniczych w komorach wędzarniczych stosuje się wiele urządzeń o różnych rozwiązaniach technicznych, w tym: dysze pneumatyczne lub hydrauliczne, termorozpylacze, rozpylanie ultradźwiękowe lub rozpylacze wirujące. Szybkość dozowania preparatu jest kontrolowana najczęściej za pomocą pomp metrycznych lub przez regulację wysokości nadciśnienia w zbiornika z preparatem. Rozpylanie preparatu w komorze wędzarniczej prowadzi się przy niskich obrotach wentylatora powietrza obiegowego. Preparat podaje się w jednej lub w kilku dawkach przedzielanych kilkuminutowymi przerwami w celu dogrzania produktu i obniżenia poziomu wilgotności powietrza obiegowego w komorze wędzarniczej. Barwa batonu kiełbasy przy podaniu preparatu w jednej dawce jest zazwyczaj jasnobrązowa, kolejne dawki nanoszonego preparatu na powierzchnię produktu pozwala uzyskać ciemniejszą barwę produktu. Zużycie preparatu jest zależne od wielu czynników, najczęściej decyduje o tym założona intensywność barwy wędzonego produktu. Zazwyczaj uzyskanie dobrego efektu technologicznego wymaga użycia do 400 cm3 preparatu na jeden wózek wędzarniczy zawierający od 150 do 300 kg wędliny. Zwiększanie dawki preparatu na cykl produkcyjny powoduje wzrost intensywności barwy, a także pojawienie się posmaków określanych jako nuta ostra, pogorzeliskowa, chemiczna lub medyczna. Coraz częściej stosowane jest zwilżanie powierzchni produktu mięsnego poprzez natrysk lub zanurzenie w preparacie dymu wędzarniczego w specjalistycznych urządzeniach. Produkt przed zwilżeniem lub zanurzeniem jest wstępnie osuszany, aby preparat mógł odpowiednio przylgnąć i równomiernie pokryć produkt. Intensywność barwy produktu oraz stopień jego aromatyzacji regulowane są stężeniem preparatu (poprzez jego rozcieńczenie) i czasem kontaktu preparatu z produktem. Po naniesieniu preparatu na powierzchnię produkt pozostawia się do ocieknięcia, suszy się jego powierzchnię, a następnie poddaje obróbce termicznej. Wymienione sposoby mogą być stosowane w produkcji wędlin surowo-dojrzewających. Należy jednak pamiętać, że barwa na tego typu produktach pojawi się dopiero po wielu godzinach, podobnie jak w procesie wędzenia na zimno. Druga grupa sposobów stosowania preparatów obejmuje preparaty dymu wędzarniczego przeznaczone do dodawania do produktu. Ten sposób pozwala nadać właściwy aromat wędzenia produktom pakowanym w opakowania barierowe. Najczęściej producent preparatu określa poziom dawkowania danego preparatu oraz w jakiej fazie produkcji należy go dodawać. W celu zapewnienia równomiernego rozprowadzenia preparatu w aromatyzowanym produkcie stosuje się go w ilości kilku gramów na kilogram gotowego produktu. Preparaty dymu wędzarniczego, w przeciwieństwie do naturalnego dymu, zawierają mniej lotnych i nietrwałych składników, przez co ich właściwości aromatyzujące w stosunku do właściwości barwiących są znacznie wzmocnione. Zalety stosowania preparatu dymu wędzarniczego to przede wszystkim: skrócenie procesu wędzenia, obniżenie ubytków wagowych, standaryzacja produktu oraz eliminacja bądź znaczne ograniczenie zanieczyszczenia środowiska powodowanego przez dym wędzarniczy, a nade wszystko bezpieczeństwo zdrowotne finalnych wyrobów. Innym stosowanym rozwiązaniem zastosowania preparatów dymu wędzarniczego w płynie jest ich bezpośrednie nanoszenie na osłonki wyrobów. Metoda ta pozwala na pokrycie wewnętrznych powierzchni sztucznych osłonek warstwą preparatu dymu wędzarniczego w płynie. Ten rodzaj stosowania dymu w płynie okazuje się metodą najbardziej przyjazną dla środowiska, ponieważ nie może wystąpić kontaminacja składnikami dymu powietrza, ani też ścieków. Kontaminacja powietrza i ścieków jest co prawda nieznaczna w metodach zanurzeniowej i natryskowej, ale nie jest całkowicie wykluczona. Coraz szersze zastosowanie mają preparaty dymu wędzarniczego dodawane do farszu w odniesieniu do tradycyjnych metod wędzenia. Siła aromatyzacji skoncentrowanego preparatu dymu wędzarniczego jest około dziesięciokrotnie większa od fazy wodnej kondensatu dymowego. Preparaty tego typu są półproduktami do wytwarzania form handlowych, które posiadają podobnie jak dym wędzarniczy właściwości barwiące, aromatyzujące, bakteriobójcze i antyoksydacyjne. Skład chemiczny preparatów dymu wędzarniczego jest równie bogaty, jak naturalny dym wędzarniczy, jak również jego właściwości spełniają oczekiwania producentów żywności wędzonej. Preparaty dymu, w wyniku zastosowania odpowiednich metod ich produkcji mogą być na bazie wody, oleju, stosowane z solanką peklującą oraz w postaci suchej na nośnikach stałych, takich jak: sól kuchenna, słód, skrobia, białka, przyprawy itp. W Polsce produkowana jest „Sól Wędzonkowa” o zawartości 1% Koncentratu Rafinatu Dymu Wędzarniczego. Sól ta jest zarówno środkiem aromatyzującym nadając produktom smak wędzonkowy, jak i antyoksydacyjnym, który przeciwdziała oksydacji tłuszczów. Dodatek „Soli Wędzonkowej” do przetworów mięsnych wynosi od 15 do 25 mg/kg gotowego wyrobu. Sól można dodawać bezpośrednio do farszu podczas kutrowania lub mieszania przy produkcji wędlin bezosłonkowych, wyrobów podrobowych i konserw mięsnych lub do osłonki nastrzykowej przy produkcji wędzonek. Zastosowanie preparatów dymu wędzarniczego wraz z mieszankami przyprawowymi o charakterystycznej nucie smakowej zapewnia uzyskanie produktu o tradycyjnym smaku i aromacie oraz co najważniejsze dla konsumenta wysokim bezpieczeństwie zdrowotnym. Wśród charakterystycznych nut smakowych mieszanek należy wymienić smak czosnku, majeranku i pieprzu dla kiełbasy zwyczajnej, żywieckiej, kolendry i pieprzu dla szynkowej, pieprzu, czosnku i kolendry dla krakowskiej tradycyjnej, czy też dla kabanosów wyraźną nutę kminku i pieprzu. W wyniku zastosowania preparatów dymu wędzarniczego ogranicza się możliwość tworzenia N-nitrozoamin w wędzonych produktach w wyniku eliminacji tlenków azotu mogących tworzyć się w trakcie termicznego rozkładu drewna. Optymalna dawka preparatu zależna jest od zawartości wody i tłuszczu w aromatyzowanym produkcie. Preparaty dymu wędzarniczego charakteryzują się bogatym profilem smakowo-zapachowym, mogą im towarzyszyć zmiany odczucia poziomu słoności i niektórych przypraw, jak również wyczuwalności zapachu wędzonkowego. Przykładowo w przetworach mięsnych wyodrębniono charakterystyczne nuty: wędzonkowa, przyprawowo-korzenna i/lub kwaskowa. Przekroczenie dawki optymalnej dla danego preparatu powoduje pojawienie się w aromatyzowanym produkcie obcych, niepożądanych odczuć smakowych i zapachowych: smołowa, kwaśna, ostra, pogorzeliskowa, gorzka, chemiczna lub medyczna. Wytwarzanie przetworów mięsnych z wykorzystaniem preparatów płynnych nabiera coraz większego znaczenia zarówno w dużych zakładach przemysłu mięsnego, jak i w małych masarniach. Nowoczesne wytwornice dymu oraz wysoko skoncentrowane preparaty dymu w płynie zapewniają uzyskanie optymalnej jakości produktów pod względem zminimalizowania zanieczyszczeń związkami z grupy WWA. Sterowanie najważniejszymi parametrami, od których zależy utrzymanie jakości wytwarzanego dymu, w dalszym rezultacie przekłada się na jakość produktu finalnego jakim jest preparat dymu wędzarniczego a następnie na produkt. Programy wędzenia w komorach gdzie zastosowano atomizację można dowolnie dostosowywać do potrzeb wędzonego produktu, a ich przebieg jest w pełni powtarzalny. Preparaty dymu wędzarniczego znajdują szerokie zastosowanie szczególnie w przetwórstwie mięsa, ryb i serów, a ponadto w gotowych daniach, restauracjach fast-food, daniach wegetariańskich i żywności wygodnej. dr inż. Andrzej Wasilewski
-
Kultury starterowe - postęp w technologii przetwarzania żywności
Maxell opublikował(a) temat w Wędliny dojrzewające
Kultury starterowe - postęp w technologii przetwarzania żywności W produkcji żywności coraz częściej wykorzystywane są kultury bakteryjne z dodatkiem kwasu mlekowego, które cieszą się popularnością ze względu na właściwości prozdrowotne oraz utrwalające. Na rynku dodatków do żywności można zaobserwować specjalne mieszanki kultur zapewniające dobre warunki do właściwego procesu, dzięki czemu powstaje wiele nowych produktów surowo dojrzewających, tak cenionych przez konsumentów. Do mieszanek tych należą przede wszystkim mieszanki jednego lub kilku szczepów, mające właściwości kwasotwórcze, ochronne i nadające określone właściwości organoleptyczne. Coraz częściej można jednak zauważyć, że firmy poszerzają swoją ofertę o szczepy probiotyczne lub obniżające zawartość cholesterolu, a także inne właściwości, które mają charakter nie tylko utrwalający czy nadający smak. W celu nadania charakterystycznych cech sensorycznych lub właściwości funkcjonalnych i prozdrowotnych produkowanej żywności stosuje się wiele zabiegów technologicznych i biologicznych. Należy do nich między innymi fermentacja, jako jeden ze znanych procesów technologicznych w utrwalaniu żywności. Spośród dużego asortymentu żywności dodatek kultur drobnoustrojów jako starterów ma szczególne znaczenie w produkcji wyrobów piekarniczych, mięsnych, mlecznych, owocowo-warzywnych oraz napojów alkoholowych. W przemyśle mięsnym konieczność stosowania kultur starterowych, np. do produkcji kiełbas surowo dojrzewających, została udokumentowana na początku XX w. Z czasem zaczęto zgłaszać patenty dotyczące stosowania kultur starterowych w procesie produkcji kiełbas, jednak pierwsze preparaty zawierające takie kultury pojawiły się na rynku w latach sześćdziesiątych XX w. należy wspomnieć, że prekursorami zastosowania preparatu do skruszenia i skrócenia czasu dojrzewania mięsa, składającego się z bakterii kwasu mlekowego (Leuconostoc mesenterioides, Leuconostoc dextranicum, Leuconostoc pleofructi), byli Jensen i Paddock (1940). W USA były to głównie bakterie Pediococcus, natomiast w Europie wprowadzono dodatkowo bakterie z rodzaju Micrococcus. Kryterium doboru kultur starterowych na dwóch kontynentach wynikał z innych warunków prowadzenia dojrzewania oraz różnic w wymaganiach sensorycznych dla gotowego produktu. Stosowanie jednego szczepu w danej kulturze znacznie ograniczało możliwości fermentacyjne, dlatego w kolejnym dziesięcioleciu zaczęto używać preparatów mieszanych kultur bakterii Micrococcus i Lactobacillus plantarum. Kontrolowanie procesu dojrzewania wymaga stosowania kultur starterowych, dzięki którym uzyskuje się produkty o charakterystycznych cechach sensorycznych i utrwaleniu, ale nade wszystko bezpiecznego dla zdrowia konsumentów. Asortyment produktów probiotycznych na rynku żywnościowym jest szybko poszerzany, czemu sprzyja promowanie ich korzystnego wpływu na zdrowie - choć nadal zdominowany jest przez produkty pochodzenia zwierzęcego. Największy udział w tego rodzaju żywności stanowią przetwory mleczne, stwarzające dość dobre środowisko dla mikroflory probiotycznej, dla których najwcześniej udało się spełnić warunek „minimalnej efektywnej dawki” probiotyków. Po skutecznym wejściu na rynek probiotycznych przetworów mlecznych nastąpił wzrost zainteresowania tą częścią rynku innych branży przemysłu spożywczego, w tym branży mięsnej. Fermentacja mięsa jest jedną z tradycyjnych technologii utrwalania tego surowca. Wywodzi się ona najprawdopodobniej z rejonu Morza Śródziemnego. W starożytnym Rzymie, w celu utrwalenia mięsa mieszano je z solą, cukrem i ziołami - uzyskiwano produkt o pożądanych cechach sensorycznych, który mógł być długo przechowywany. Prawdopodobnie łagodny klimat i częste opady deszczu (odpowiednia wilgotność środowiska) sprzyjały prawidłowemu procesowi spontanicznej fermentacji mięsa. Natomiast w rejonach północnej Europy utrwalano mięso metodą solenia i suszenia. Podstawowym problemem technologicznym przy produkcji wędlin fermentowanych jest zbyt niska zawartość glukozy w świeżym mięsie, która wynosi od 4,5 do 7,0 mM/g mięsa. Ilość ta jest niewystarczająca do zapewnienia efektywnego przebiegu fermentacji i szybkiego obniżenia wartości pH. W takim przypadku mikroorganizmy zaczynają wykorzystywać aminokwasy jako alternatywne źródło węgla, co prowadzi do zapoczątkowania procesu psucia mięsa. Dlatego przy produkcji mięsnych wyrobów fermentowanych stosuje się dodatek sacharydów (mono-, di- i polisacharydów) w ilości średnio 0,4-0,8%. Wytworzony przez bakterie kwas mlekowy powoduje obniżenie pH do ok. 4,8–5,0, co zapewnia stabilizację mikrobiologiczną produktu. Następnym ważnym problemem technologicznym jest dobór odpowiednich mikroorganizmów i warunków ich rozwoju podczas prowadzenia procesu fermentacji mięsa. Główną rolę w procesie fermentacji mięsa odgrywają bakterie kwasu mlekowego (LAB). Typowe szczepionki stosowane do wszystkich typów wędlin fermentowanych zawierają bakterie gatunku: Lactobacillus sakei, Lactobacillus curvatus, Lactobacillus plantarum, Pediococcus acidilactici i Pediococcus pentosaceus. W Europie do produkcji wędlin dojrzewających używa się głównie szczepionki z kulturami bakterii Lactobacillus sakei i Lactobacillus curvatus. Oprócz bakterii mlekowych, w składzie starterów znajdują się mikrokoki, najczęściej z gatunku Micrococcus varians, a także Staphylococcus xylosus, Staphylococcus carnosus i Streptomyces griseus (tab. 1). Kolejnym zadaniem technologicznym jest sposób wprowadzania szczepionki do mięsa. Zależy on od stanu rozdrobnienia produktu. Kultury startowe są produkowane najczęściej w formie liofilizowanej lub mrożonej. Wprowadzane są do farszu mięsnego zwykle po uprzednim wymieszaniu z zimną wodą lub z solanką peklującą. Znacznie trudniejszy jest proces zaszczepienia kulturami startowymi w przypadku wyrobów z mięsa nierozdrobnionego. W tego typu produktach ważną rolę odgrywa dobór surowca, gdyż trudniejsza jest dyfuzja składników soli, co powoduje wzrost niepożądanej mikroflory i prowadzi do zepsucia produktu lub wystąpienia zagrożenia zdrowotnego. Problemy technologiczne stwarza też zróżnicowana konsystencja poszczególnych mięśni. Różnice w konsystencji mięśni są m.in. wynikiem obecności tłuszczu na ich powierzchni. Zróżnicowana ilość tłuszczu na powierzchni powoduje nierównomierne podsuszanie, którego skutkiem jest różnica aktywności wody pomiędzy mięśniami, a tym samym nadmierny wzrost lub zahamowanie rozwoju drobnoustrojów. Objawami zepsucia mogą być: miękka konsystencja, przebarwienia, a nawet perforacja mięsa występująca przy nadmiernym wytwarzaniu gazów. Ważnym parametrem technologicznym jest także temperatura procesu fermentacji, zwykle wynosząca 15 - 26°C. Niższa temperatura procesu fermentacji pozwala na uzyskanie produktu wysokiej jakości, o długim okresie dojrzewania i przydatności do spożycia. Natomiast zastosowanie wyższej temperatury umożliwia skrócenie czasu fermentacji, jednak istnieje wtedy ryzyko rozwoju niepożądanych mikroorganizmów. Dłuższy czas fermentacji pozwala także na uzyskanie produktów o większej ilości i różnorodności substancji smakowych. Wykorzystanie bakterii probiotycznych do surowo dojrzewających produktów mięsnych nie jest proste i znajduje się na etapie ciągłych badań naukowych oraz zastosowania produkcyjnego. Przyczyn takiego stanu można upatrywać we właściwościach surowca do produkcji wyrobów dojrzewających. W przypadku produkcji wyrobów mięsnych nie ma technologicznych możliwości obniżenia początkowego poziomu drobnoustrojów w samym surowcu czy farszu, tak jak to jest przeprowadzane (w wyniku procesu cieplnego) w mleku, soku czy innych produktach żywnościowych. Ponadto aktywność wody kiełbasy lub mięsa surowego jest znacznie niższa niż mleka czy soku, co tolerują tylko niektóre bakterie probiotyczne. Bakterie probiotyczne w produkcji wędlin surowo dojrzewających nie są powszechnie stosowane, co wiąże się z brakiem opracowania szczegółowej technologii procesu wprowadzania szczepu do produktu, warunków i zasad postępowania podczas fermentacji, wędzenia czy dojrzewania wędlin surowych. Mięso nie jest tak dobrym środowiskiem do rozwoju bakterii probiotycznych jak mleko, chociaż wzrost i przeżywalność omawianych mikroorganizmów jest możliwa. Przyczyny tkwią we właściwościach surowca mięsnego, w którym podczas wychładzania i przygotowywania do przetwórstwa namnaża się mikroflora środowiskowa, również bakterie kwasu mlekowego. Wśród licznych asortymentów przetworów mięsnych współcześnie uważa się, że farsz kiełbas surowych fermentowanych jest znakomitym medium bytowania dla drobnoustrojów probiotycznych. Te dojrzałe, nie poddane obróbce cieplnej przetwory mięsne zawierają w jednym gramie z reguły od 50 do 500 mln bakterii kwasu mlekowego, które w znaczącym stopniu przyczyniają się do bezpieczeństwa konsumpcji tego rodzaju wyrobów oraz kształtują właściwości sensoryczne produktu. W przypadku kiełbas dojrzewających bakterie probiotyczne muszą być dodane przy sporządzaniu farszu. Podczas dojrzewania kiełbas surowych muszą się one „bronić” jako bakterie nietypowe wobec mikroflory naturalnie zasiedlającej farsz kiełbas surowych fermentowanych. W efekcie oznacza to, że powinny być obecne w kiełbasie surowej, jako produkcie końcowym, na poziomie co najmniej 106 jtk/g. Tradycyjna technologia produkcji kiełbas surowych wymaga wzrostu określonych, dobrze przystosowanych do tych warunków środowiska bakterii kwasu mlekowego, przede wszystkim Lactobacillus sakei i Lactobacillus curvatus. Stąd też oba te gatunki bakterii stosuje się jako kultury starterowe do kiełbas surowych. Często jako kultury starterowe przy produkcji kiełbas surowych używa się też Lactobacillus plantarum, Pediococcus acidilactici, Staphylococcus carnosus i Staphylococcus xylosus. Probiotyczne kultury bakterii dostępne w handlu (Lactobacillus casei subsp. paracasei, Bifidobacterium lactis i inne) można zastosować w produkcji krajalnych kiełbas surowych (m.in. salami) bez obawy o wystąpienie wad technologicznych. W produkcie gotowym drobnoustroje te (Lactobacillus casei) przeżywają w akceptowanej liczbie. W porównaniu z użyciem typowych kultur starterowych smak produktów jest nieco bardziej kwaśny. W produkcji surowo dojrzewających kiełbas, np. salami wykorzystuje się farsz mięsny składający się z rozdrobnionego mięsa, słoniny oraz soli peklujących i kultur starterowych, w tym przypadku bakterii mlekowych o właściwościach probiotycznych. Tak przygotowane batony kiełbas bądź inny rodzaj wędlin surowych poddawane są procesowi fermentacji, wędzenia, a następnie dojrzewaniu właściwemu w kontrolowanych warunkach temperatury oraz wilgotności. Wędliny surowo dojrzewające mają specyficzne właściwości sensoryczne wysoko cenione przez konsumentów. Charakterystyczny smak oraz zapach produktów mięsnych dojrzewających powstaje właśnie podczas odpowiednio przeprowadzonego procesu fermentacji oraz wędzenia. Bakterie probiotyczne mają duży udział w kształtowaniu cech sensorycznych. Wykazują również korzystny wpływ nie tylko na jakość sensoryczną produktu, ale również mogą przyczynić się do zahamowania rozwoju mikroflory patogennej, np. Staphylococcus aureus, Escherichia coli, Listeria monocytogenes. Na rynku jest coraz więcej produktów probiotycznych. Są one coraz powszechniej akceptowane przez konsumentów jako nieodzowny składnik diety współczesnego, nowoczesnego człowieka. Wiele firm już dzisiaj stara się wychodzić naprzeciw oczekiwaniom konsumenta poszukują nowych rozwiązań stosowania probiotycznych dodatków, które będą spełniały funkcję a i wykazywały rentowność utrzymania produkcji. Również jednostki naukowe przeprowadzające badania stwarzają parasol ochronny potwierdzając korzystne oddziaływanie na organizm i wykazujące prawidłowe funkcje w samym produkcie. Sprzyja to rozwojowi technologicznemu, jak i potęguje zaufanie konsumenta do tego rodzaju żywności w codziennej diecie. Stosowanie kultur starterowych w technologii produkcji żywności niesie za sobą wiele korzyści m.in. prozdrowotne w zapobieganiu i leczeniu wybranych chorób cywilizacyjnych. Powoduje to, że spożywanie tradycyjnej żywności fermentowanej staje się coraz powszechniejsze wśród konsumentów. Producenci żywności fermentowanej stawiają wysokie wymagania stosowanym kulturom starterowym w przetwórstwie, które mają między innymi zwiększyć możliwość adaptacji mikroorganizmów do efektywniejszej fermentacji żywności. Możliwości jakie niesie za sobą postęp w biotechnologii i inżynierii genetycznej pozwala na stworzenie kultur ochronnych na mięso świeże w celu zapewnienia naturalnej ochrony, zwłaszcza gdy zmienia się sytuacja prawna lub metody oceny stosowane w laboratoriach kontrolnych. Nieuniknione są zależności związane z uwzględnieniem odmiennych rozwiązań w skali międzynarodowej ze względu na różnorodność potrzeb oraz odmienność występujących problemów powiązanych z prowadzeniem procesów technologicznych w czasie całego cyklu produkcyjnego. Również unowocześnienie oraz innowacyjność podstawowych zabiegów technologicznych z wykorzystaniem coraz to nowszych, niekiedy kombinowanych procesów przetwórczych, będzie wymuszało od producentów kultur starterowych kolejnych nowszych pomysłów, by zwiększyć ich funkcjonalność pod każdym niemal względem. Można śmiało stwierdzić, że produkty mięsne z probiotykami zdobywają rynek konsumencki, a dalszy rozwój i jakość produktów oferowanych przez producentów da im możliwość wyboru. Autorzy: dr Roman Dawid Tauber mgr inż. Tomasz Borowy mgr Olha Kovinko Wyższa Szkoła Hotelarstwa i Gastronomii w Poznaniu


-
Sezonowanie na sucho czy mokro? Mięso dopiero wtedy jest delikatne i smaczne, gdy po uboju kucharz lub rzeźnik pozwoli mu ,,kruszeć” lub ,,dojrzeć”. Na czym polega różnica pomiędzy dojrzewaniem mięsa w chłodni, a w worku próżniowym ‑ to znaczy: między sezonowaniem na sucho a na mokro? Minęły już czasy kiedy człowiek sądził, że nie ma nic lepszego od kawałka świeżego mięsa prosto od rzeźnika. Dzisiaj wiemy: mięso musi dojrzeć. Podczas dojrzewania włókna mięśniowe i tkanka łączna stają się bardziej miękkie. W procesie tym biorą udział dwa zawarte w mięsie wołowym enzymy, które sprawiają, że tkanki dojrzewają w naturalny sposób: katepsyna i kalpaina. Te potrzebują czasu, aby przeobrazić włókna tkanek. Wprawdzie proces dojrzewania przebiega najszybciej w temperaturze pokojowej, jednak to samo dotyczy bakterii, które są odpowiedzialne za procesy rozkładu. Dojrzewanie najlepiej przeprowadzić w temperaturze 0° C, kiedy aktywność bakterii zamiera, natomiast enzymy, choć spowolnione, przeprowadzają reakcje. Dlatego, aby dojrzeć, mięso potrzebuje dużo czasu w chłodni. Sezonowanie na sucho Sezonowanie na sucho oznacza metodę dojrzewania, która polega na przechowywaniu niezapakowanego mięsa w chłodni. Aby zagwarantować prawidłowy proces dojrzewania należy uważać na cztery kryteria świadczące o jakości: na ilość dni, które sprawiają, że mięso dojrzewa, temperaturę pomieszczenia, wilgotność powietrza i wentylację. Dla sezonowania na sucho bardzo ważna jest także higiena. Im dłuższy czas dojrzewania, tym większe ryzyko pojawienia się problemów dotyczących zmiany smaku, koloru jak również przydatności do spożycia. Mięso sezonuje się przeciętnie przez cztery tygodnie, jednak czas dojrzewania wynoszący od dwóch do trzech miesięcy też jest możliwy. Dlatego bardzo ważne jest ścisłe przestrzeganie wymogów higieny, tak jak odpowiednich metod pakowania. W przeciwnym wypadku ryzyko jest bardzo duże. Zakłady, które używają tych metod, muszą kontrolować temperaturę i higienę żywności zgodnie z wytycznymi HACCP. Nieodzowna jest również stała kontrola mikrobiologiczna. Sezonowanie na mokro w worku próżniowym Podczas sezonowania na mokro mięso dojrzewa w worku próżniowym. Potęguje to efekt suchego sezonowania. Przy tym zapakowane próżniowo mięso przechowuje się w chłodni lub w dojrzewalni. Ta metoda ma ważną zaletę: utrata wagi się redukuje i występuje mniejsze ryzyko kontaminacji. Do sezonowania na mokro potrzebne są specjalne próżniowe worki i urządzenia. Worki do sezonowania składają się z półprzepuszczalnego materiału. Jest on paroprzepuszczalny, oferuje jednak warstwę zaporową przeciw negatywnym czynnikom zewnętrznym: bakteriom, powietrzu i zapachom. Dzięki tym cechom mięso może dojrzewać w szafach do sezonowania w temperaturze od 2 do 4° C, przy czym jest chronione przed zanieczyszczeniami. Ponieważ materiał przepuszcza tlen (a nie powietrze) zapewnione jest, tak jak przy sezonowaniu na sucho, dojrzewanie aerobowe, poprzez utlenianie i aktywację enzymów powstaje lepszy smak niż przy klasycznym sezonowaniu na mokro (dojrzewanie anaerobowe). Worki do dojrzewania łączą więc zalety sezonowania na sucho (smak) z zaletami worków próżniowych (zmniejszone ryzyko wystąpienia kontaminacji). Wiele zalet Który sposób sezonowania jest w końcu lepszy? Nie ma jednoznacznej odpowiedzi, warto jednak wziąć pod uwagę połączenie obu metod. Sezonowanie na sucho i pakowanie próżniowe umożliwiają osiągnięcie mięsa najwyższej jakości. Sezonowanie na sucho rozwija aromat i smak mięsa, na mokro sprawia, że mięso jest delikatniejsze i zmniejsza utratę wagi tak jak ryzyko wystąpienia kontaminacji. Która metoda dojrzewania jest stosowana, zależy od tego czy dany kawałek mięsa ma być grillowany, smażony czy przygotowany metodą Sous-Vide.




-
Ćwiartka z kurczaka jest nieobrobiona. Po prostu połówka cięta na pół. Natomiast udo z kurczaka nie posiada kupra i części żeber. Tutaj masz grafikę: /topic/11067-grafikarozbiór-kura/?p=403319
-
Baleron wędzony gotowany Pan Kazimierz Stańczyk prezentuje kolejny przepis na wędlinę produkowaną metodą starą, sprawdzoną, pamiętaną z dawna przez zmysły polskiego konsumenta. Ten zapach, ten smak, ten wygląd..., tak, to jest stary, dobry baleron. 1. Surowiec Karczek wieprzowy bez kości, nieprzetłuszczony, obrobiony, pozbawiony zewnętrznych ścięgien i strzępów. 2. Przyprawy i materiały pomocnicze Przyprawy użyte do procesu peklowania: mieszanka peklująca, cukier, kolendra, goździki, pieprz w ziarnkach i mielony, ziele angielskie, liście laurowe, czosnek, woda. Materiały pomocnicze – pęcherze wieprzowe, pęcherze wołowe, kątnice wołowe średnie i małe, błony z kątnic wołowe średnie i małe, błony z kątnic wołowych i osierdzi wołowych oraz jelita sztuczne białkowe lub celofanowe o średnicy 75 – 90 mm. 3. Peklowanie i ociekanie Karczki naciera się mieszanką peklującą zawierającą roztarte przyprawy używając 2,8 kg mieszanki na 100 kg karczków. Natarte mięso układa się w basenach. Po 24 godzinach zalewa się solanką sporządzoną z wyżej podanej mieszanki o stężeniu 6-7° Be biorąc ca 30 l solanki na 100 kg karczków. Czas peklowania zalewowego 6 – 10 dni w temperaturze 4 - 6°C. Przed oddaniem do produkcji należy sprawdzić stopień peklowania i zapach oraz rozłożyć karczki na kratach do ocieknięcia na 12 – 18 godzin. 4. Moczenie i osuszanie Karczki moczy się w zimnej bieżącej wodzie przez 2 – 3 godz., następnie obmywa w ciepłej wodzie (30 - 40°C) i rozkłada na 2 -3 godz. do ocieknięcia i osuszenia. 5. Formowanie, obciąganie osłonką i sznurowanie Na karczki naciąga się osłonki odpowiedniej wielkości, końce zawiązuje się przędzą, przewiązuje baleron 2 razy wzdłuż, co 4 – 5 cm w poprzek i robi pętelkę do zawieszenia. Tak uformowane balerony nakłuwa się cienka igłą. 6. Oparzanie W celu lepszego przylgnięcia osłonki do mięsa, balerony zanurza się na ok. 1 minutę we wrzącej wodzie, po czym rozwiesza na 3 – 4 godz. do osuszenia. 7. Wędzenie Balerony wędzimy ciepłym dymem w temp. 40 - 45°C przez 3 – 5 godz. do osiągnięcia barwy brązowej. W czasie wędzenia należy sprawdzać, aby nie tworzyły się miejsca niedowędzone, tak zwane „styki”. 8. Gotowanie Balerony wkłada się do wrzącej wody na 10 – 15 min. Następnie gotuje się w temperaturze 80 - 82°C przez 1,5 – 2,5 godz. do osiągnięcia temperatury 68 - 70°C wewnątrz baleronu. Przeciętny czas gotowania baleronu wynosi 45 – 55 min. na 1 kg baleronu. 9. Studzenie Balerony rozwiesza się do odparowania a następnie studzi do temperatury nie wyższej jak 6°C wewnątrz mięśnia. 10. Informacje końcowe Wydajność gotowego wyrobu w stosunku do surowca niepeklowanego to 85 – 90% ŻYCZĘ SMACZNEGO! Kazimierz Stańczyk Od redakcji: Kazimierz Stańczyk – współtwórca obecnego SRW RP, wybitny specjalista z zakresu przetwórstwa mięsnego, wieloletni właściciel zakładu mięsnego, przekazujący swoje bogate doświadczenie kolejnym pokoleniom. Jest wiceprezesem Zarządu Głównego Stowarzyszenia Rzeźników i Wędliniarzy RP, członkiem Komisji Zarządzającej Funduszem Promocji Mięsa Owczego oraz Końskiego.


-
Lista chętnych do uczestnictwa w szkoleniu (wg listy ze strony SDM): 1. Jarosław Duchnowski 2. Waldemar Gwiazdowski 3. Grzegorz Włodarczyk 4. Tomasz Pieczaba 5. Jerzy Chrapka 6. Aleksander Jesse 7. Wojciech Abramczuk 8. Janusz Piechota 9. Tomasz Duch 10. Wojciech Michalski 11. Marek Oleś 12. Mariusz Tomaszewski 13. Andrzej Olender Mars13 14. Karol Zając (wpłata 600,00 zł) 15. Tomasz Studniarek 16. Bolesław Jastak 17. Piotr Parzychowski (wpłata 600,00 zł) 18. Mirosław Krzysztofik (Piksiak) 19. Paweł Klarecki 20. Jacek Dorenda 21. Piotr Kawalec 22. Grzegorz Stanisławiak 23. Radosław Andrzejewski 24. Sławomir Wawer 25. Janusz Piechota 26. Piotr Szymczak 27. Piotr Tomaszewski 28. Robert Winiarski 29. Hubert Bojdo 30. Paweł Kamiński 31. Sebastian Tuźnik
-
Decyzja o akceptacji nieco powiększonej grupy leży wyłącznie w gestii Kolegi Bagno co, jak mniemam, uzależnione jest to od ilości miejsc noclegowych. Mam nadzieję jednak, że dla takich zapalonych kursantów Andrzej coś wymyśli. Wysłałem kopię potwierdzenia zapisu na kurs na adres: pawel.grass@wp.pl .
-
Lista chętnych do uczestnictwa w szkoleniu (wg listy ze strony SDM): 1. Jarosław Duchnowski 2. Waldemar Gwiazdowski 3. Grzegorz Włodarczyk 4. Tomasz Pieczaba 5. Jerzy Chrapka 6. Aleksander Jesse 7. Wojciech Abramczuk 8. Janusz Piechota 9. Tomasz Duch 10. Wojciech Michalski 11. Marek Oleś 12. Mariusz Tomaszewski 13. Andrzej Olender Mars13 14. Karol Zając (wpłata 600,00 zł) 15. Tomasz Studniarek 16. Bolesław Jastak 17. Piotr Parzychowski (wpłata 600,00 zł) 18. Mirosław Krzysztofik (Piksiak) 19. Paweł Klarecki 20. Jacek Dorenda 21. Piotr Kawalec 22. Grzegorz Stanisławiak 23. Radosław Andrzejewski 24. Sławomir Wawer 25. Janusz Piechota 26. Piotr Szymczak 27. Piotr Tomaszewski 28. Robert Winiarski 29. Hubert Bojdo 30. Paweł Kamiński
-
Andrzeju, podawaj tutaj nazwiska, a ja będę odznaczał na liście.
-
Tutaj można sobie pooglądać świetne fotorelacje Kolegi Muski'ego, z kursu Dziczyzna listopad 2017 r.: /topic/14541-kurs-specjalistyczny-nr-817-technologia-przetwórstwa-dziczyzny-w-dniach-24-26-listopada-2017-r/?p=577246 /topic/14541-kurs-specjalistyczny-nr-817-technologia-przetwórstwa-dziczyzny-w-dniach-24-26-listopada-2017-r/?p=577250
-
Lista chętnych do uczestnictwa w szkoleniu (wg listy ze strony SDM): 1. Jarosław Duchnowski 2. Waldemar Gwiazdowski 3. Grzegorz Włodarczyk 4. Tomasz Pieczaba 5. Jerzy Chrapka 6. Aleksander Jesse 7. Wojciech Abramczuk 8. Janusz Piechota 9. Tomasz Duch 10. Wojciech Michalski 11. Marek Oleś 12. Mariusz Tomaszewski 13. Andrzej Olender Mars13 14. Karol Zając (wpłata 600,00 zł) 15. Tomasz Studniarek 16. Bolesław Jastak 17. Piotr Parzychowski (wpłata 600,00 zł) 18. Mirosław Krzysztofik (Piksiak) 19. Paweł Klarecki 20. Jacek Dorenda 21. Piotr Kawalec 22. Grzegorz Stanisławiak 23. Radosław Andrzejewski 24. Sławomir Wawer 25. Janusz Piechota 26. Piotr Szymczak 27. Piotr Tomaszewski 28. Robert Winiarski 29. Hubert Bojdo
-
Halusia, wklej materiały ze swego ostatniego wędzenia w kartonie, bo w przeciwnym razie ta dyskusja nigdy się nie skończy.
-
To nie była odpowiedź na Twoje pytanie. Przypomniałem po prostu jak powinno się konserwować grzyby.
-
Proponuję zapoznać się z tymi materiałami: /topic/10921-rozdzia%C5%82-ii-grzyby-suszone/ /topic/10925-rozdzia%C5%82-iii-grzyby-solone/ /topic/10926-rozdzia%C5%82-iv-grzyby-kiszone/ /topic/10927-rozdzia%C5%82-v-grzyby-marynowane/ /topic/10929-rozdzia%C5%82-vi-grzyby-apertyzowane/
-
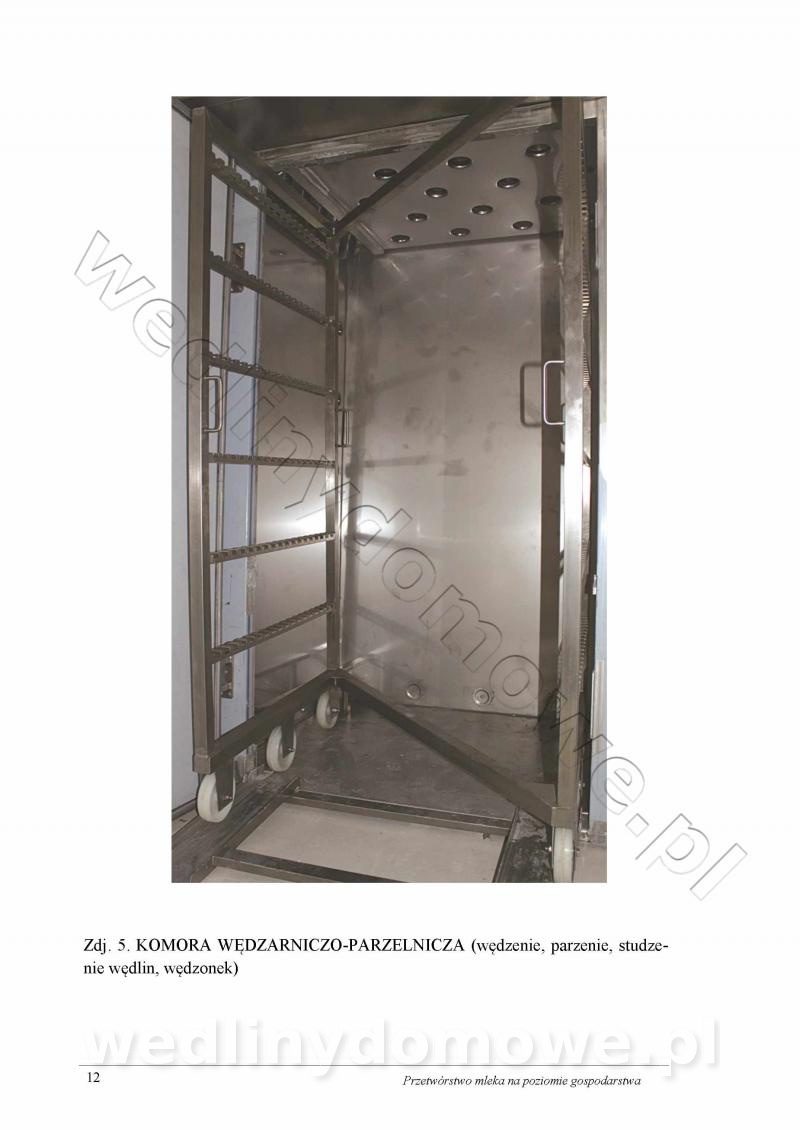
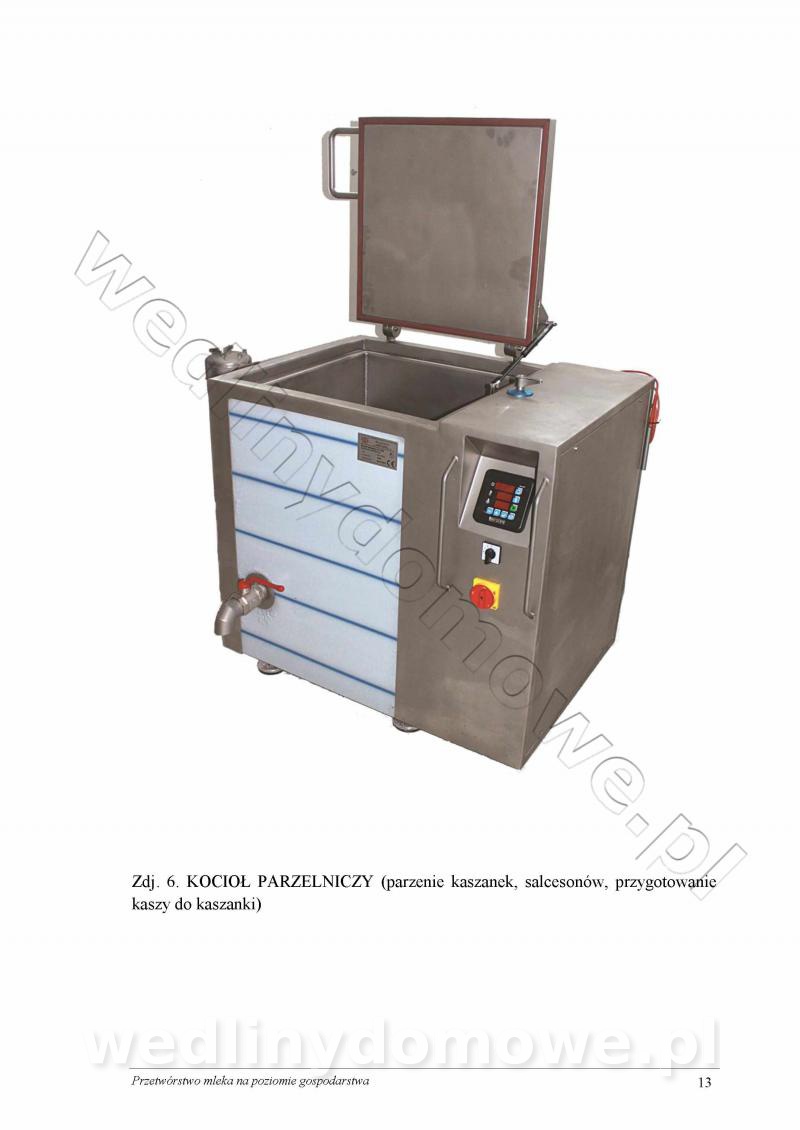
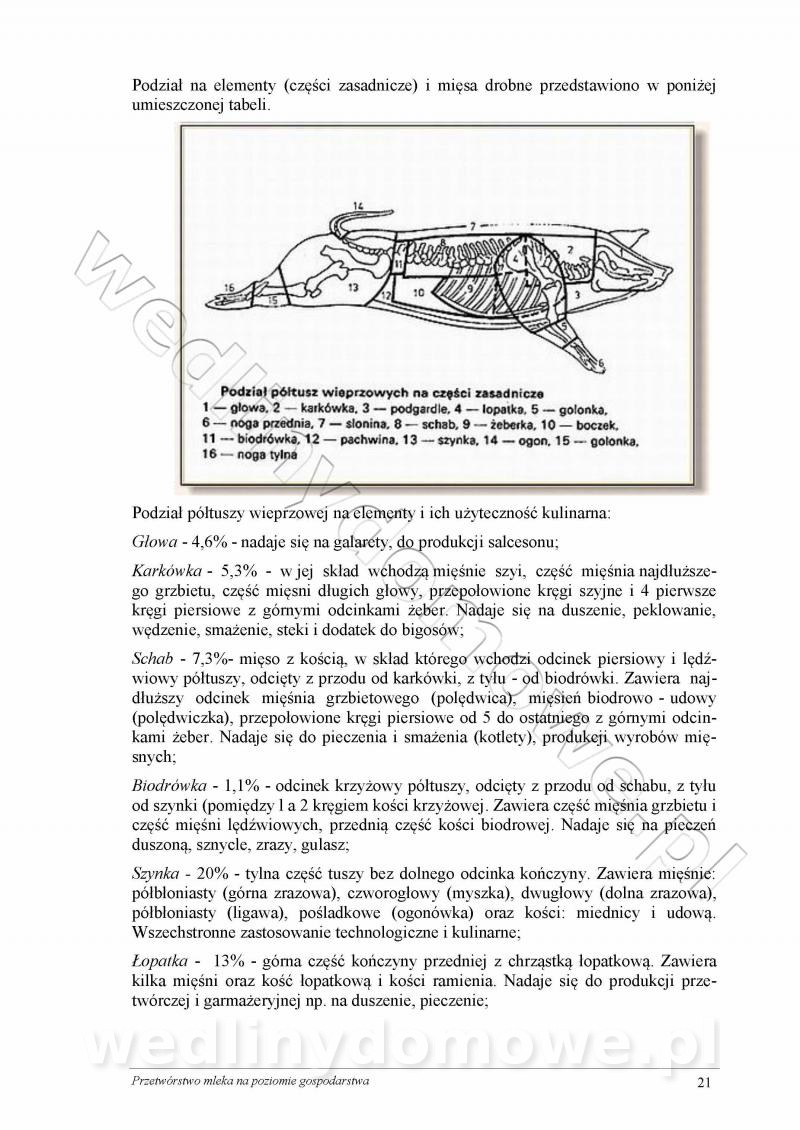
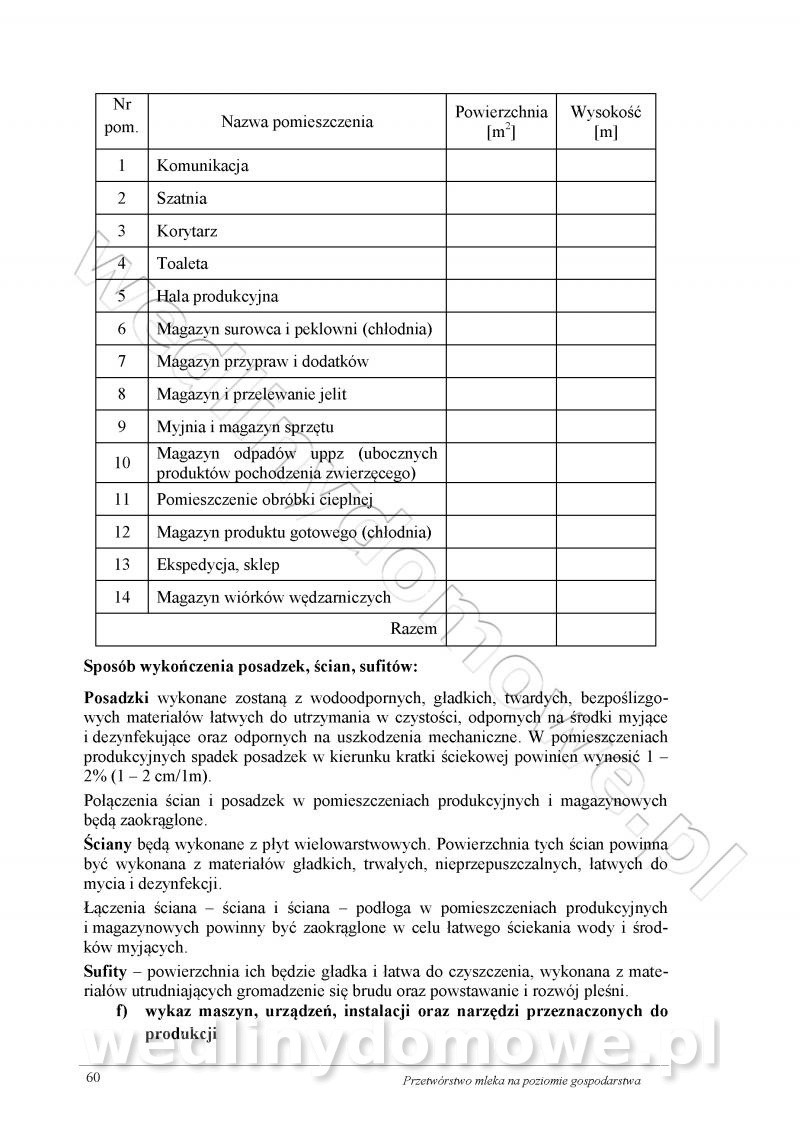
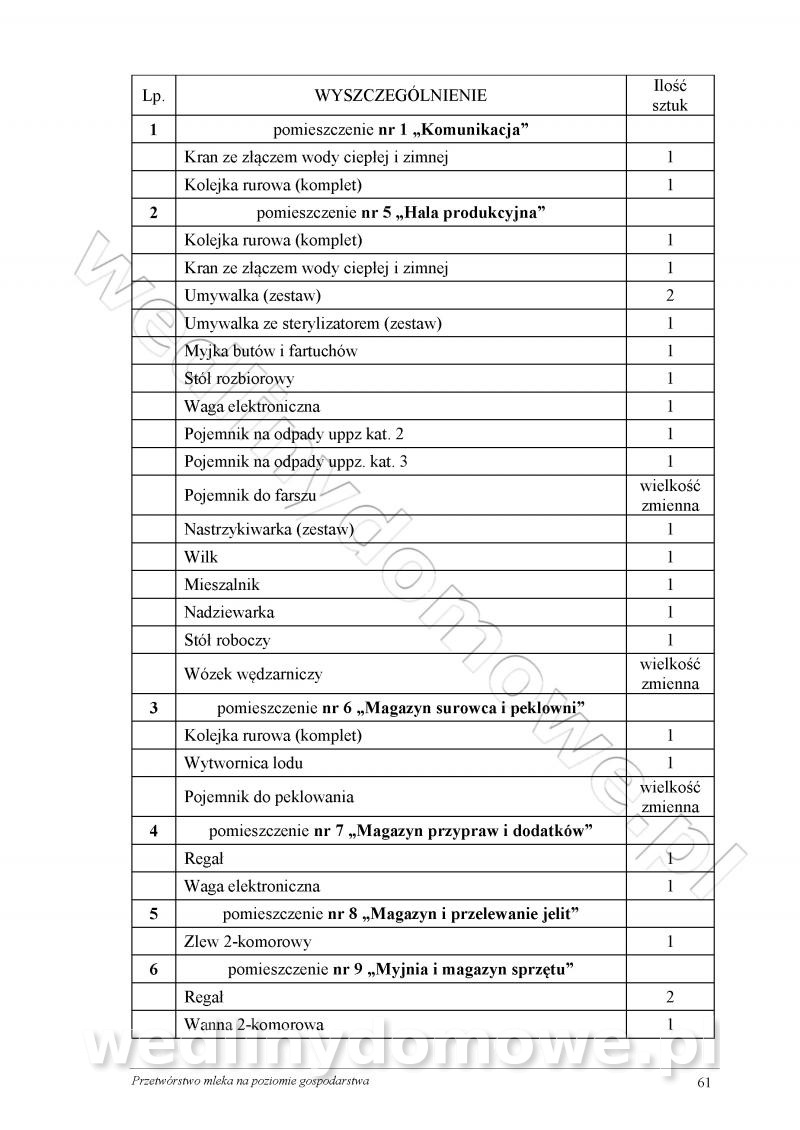
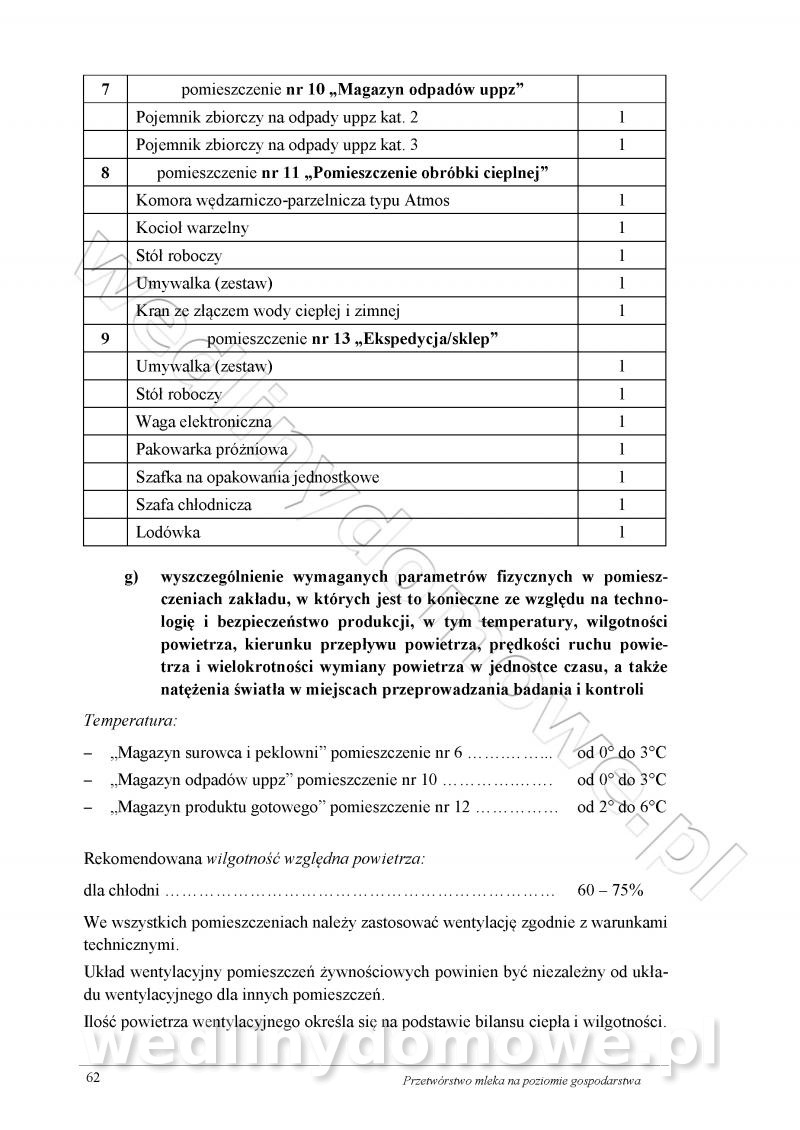
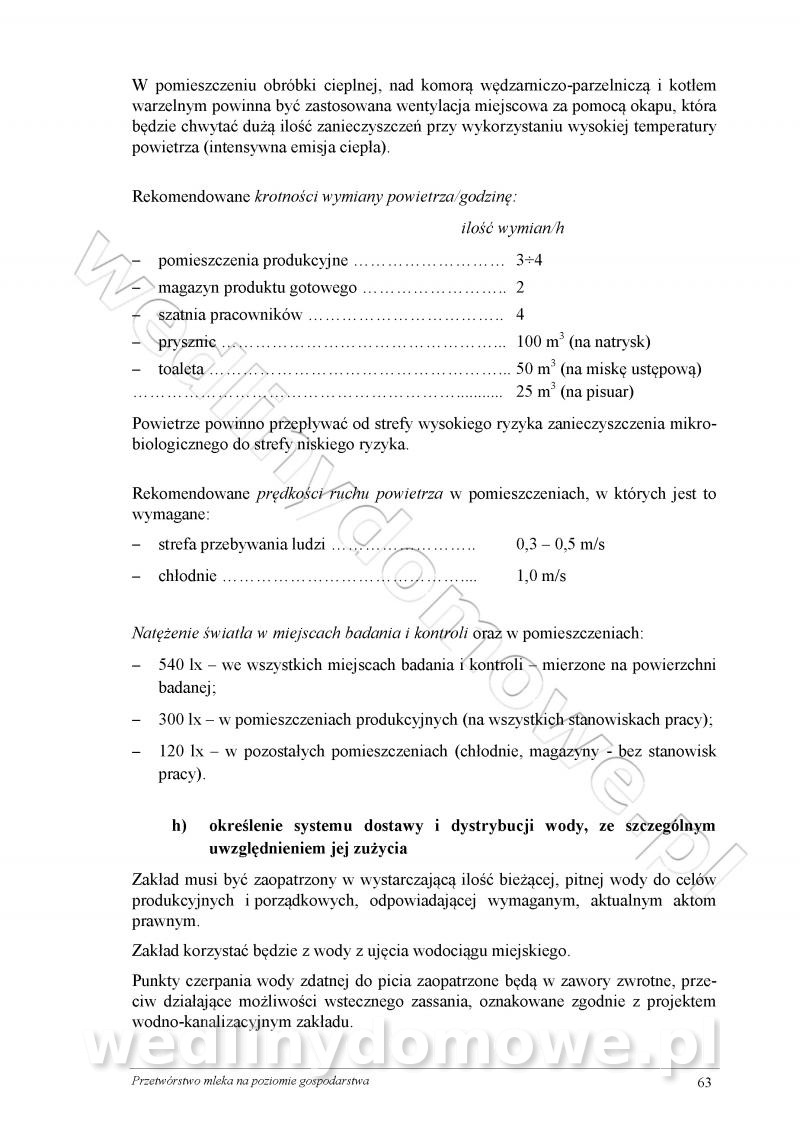
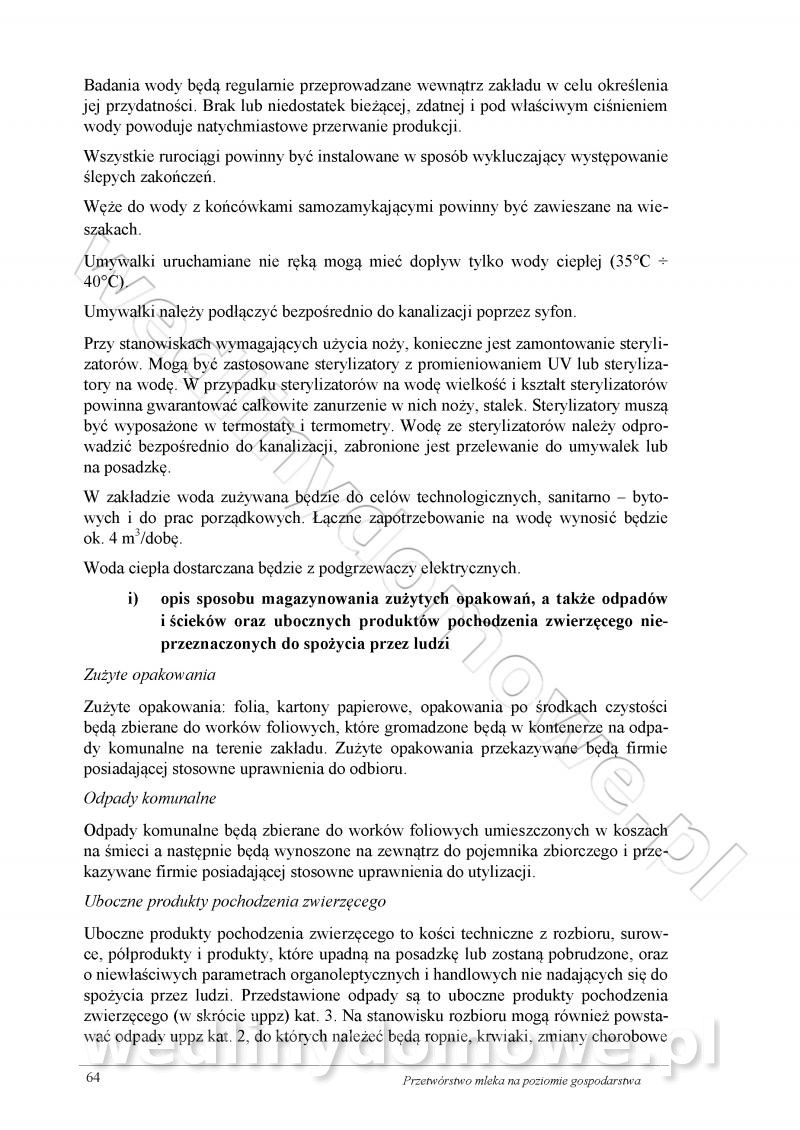
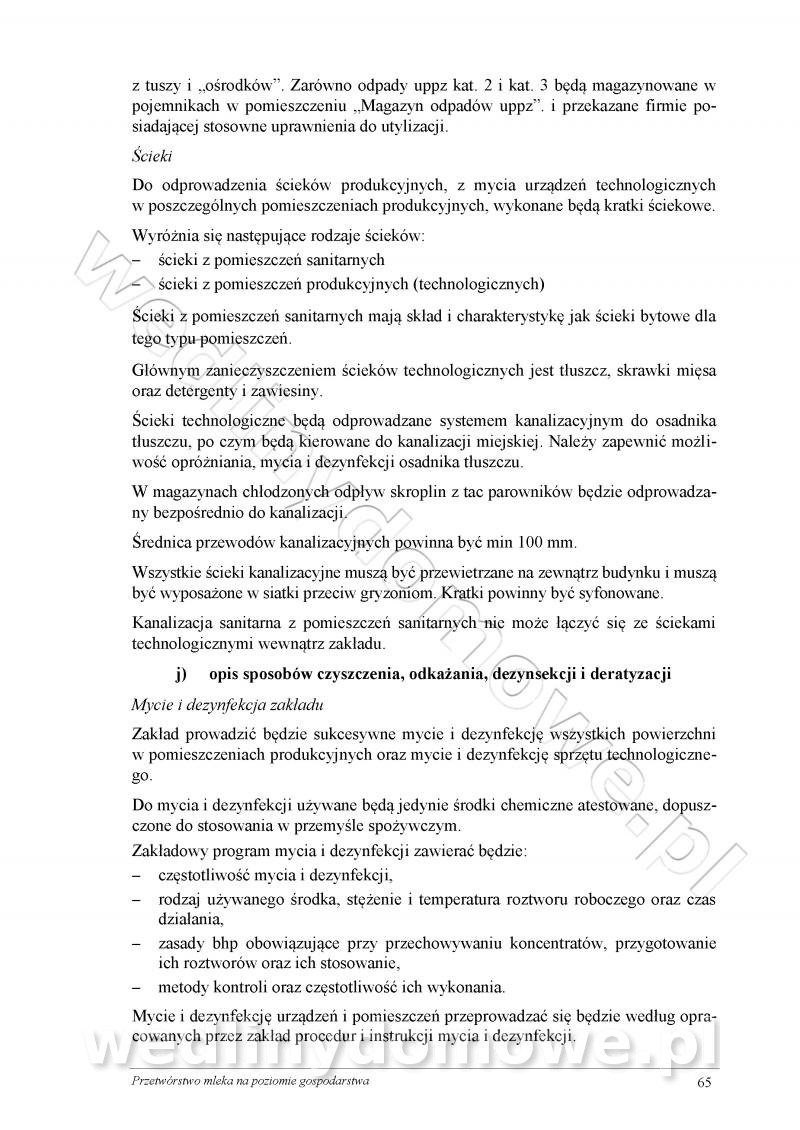
Przetwórstwo mięsa na poziomie gospodarstwa
Maxell odpowiedział(a) na Maxell temat w Jak otworzyć małą, tradycyjną masarnię
Na potrzeby portalu wedlinydomowe.pl opracował Maxell

-
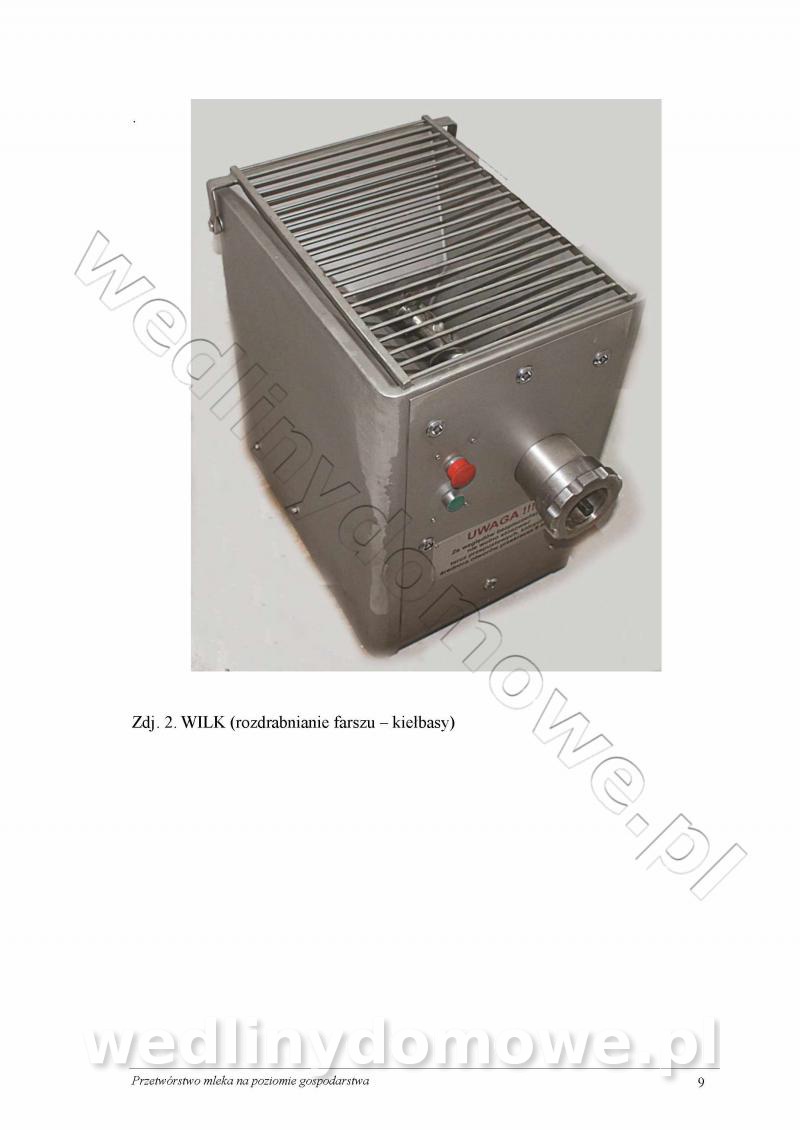
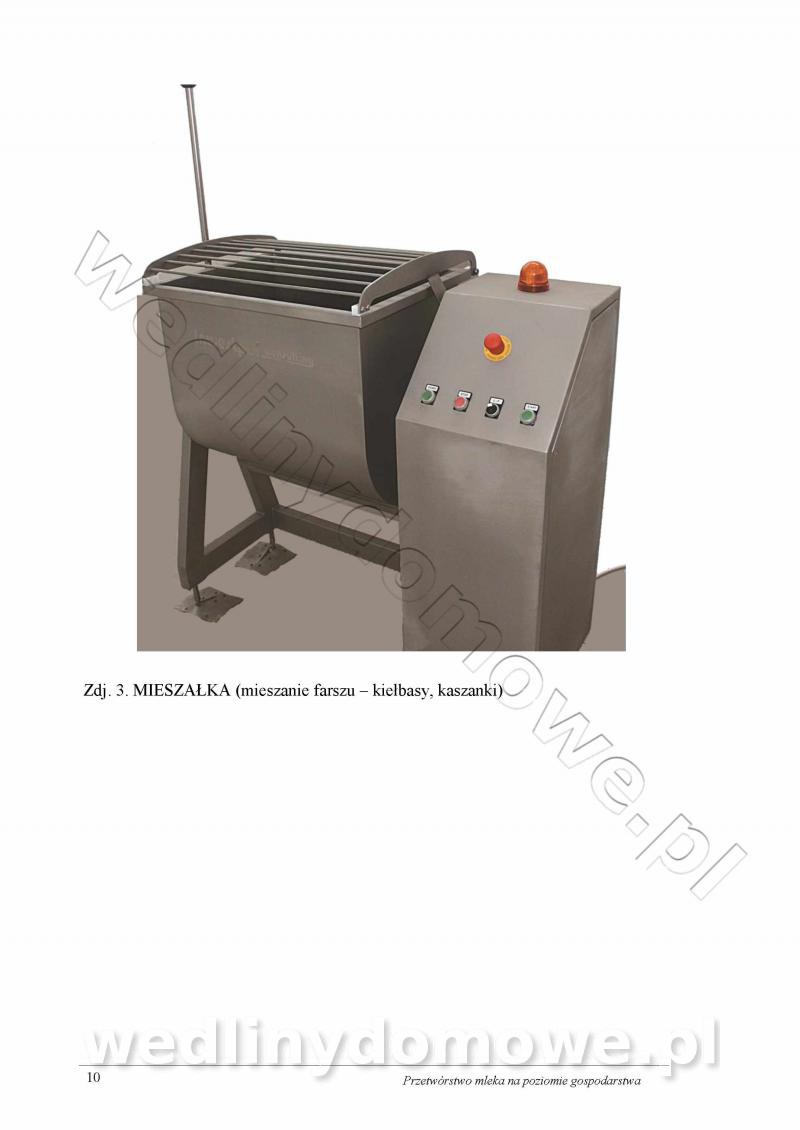
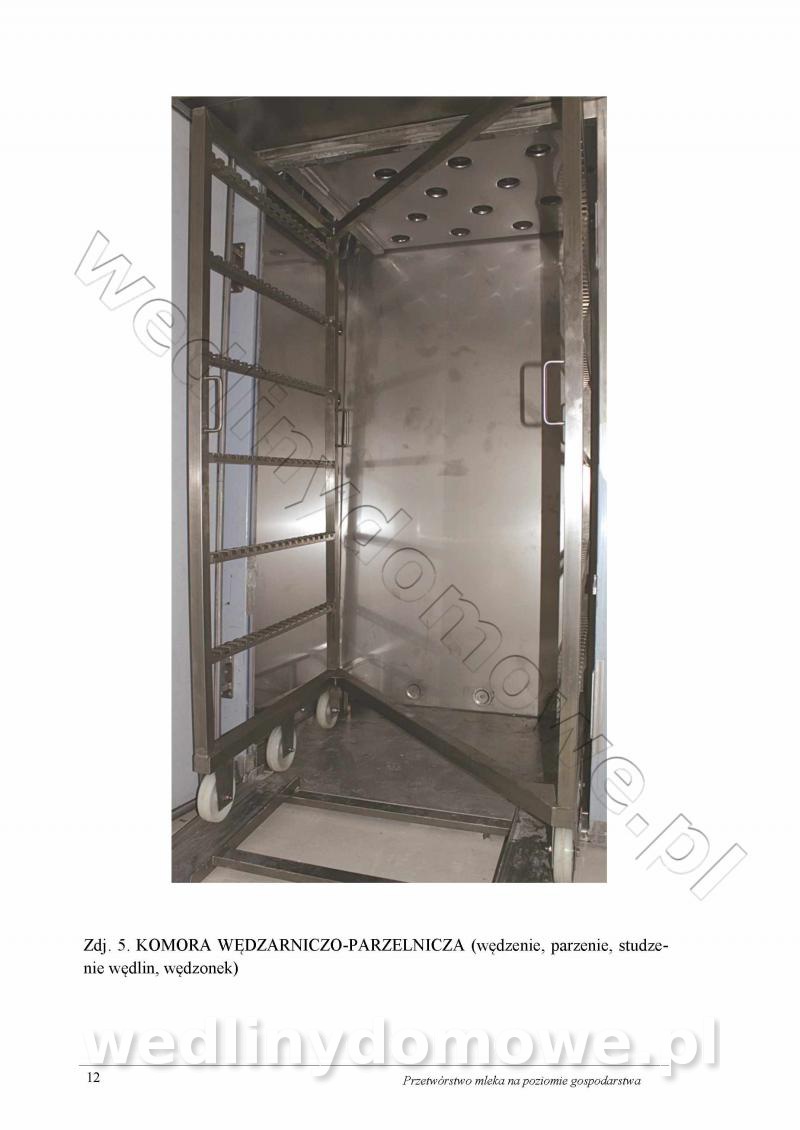
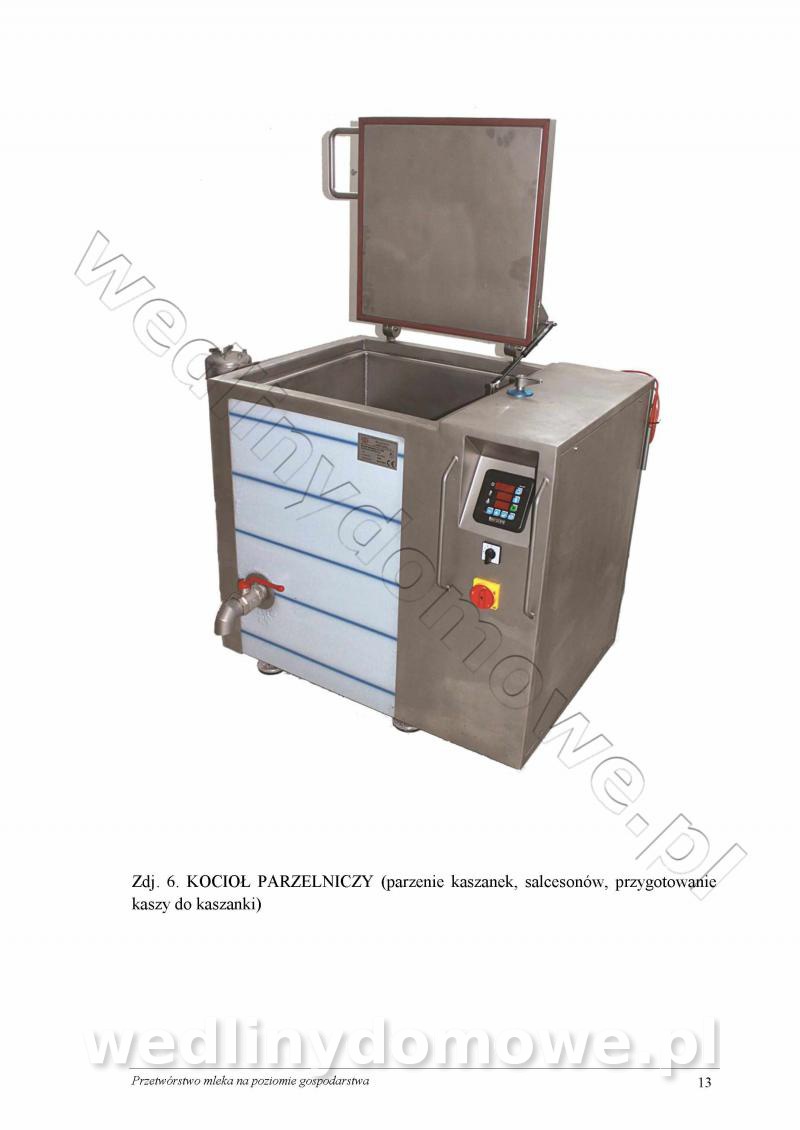
Przetwórstwo mięsa na poziomie gospodarstwa
Maxell opublikował(a) temat w Jak otworzyć małą, tradycyjną masarnię



-
Na potrzeby portalu wedlinydomowe.pl opracował Maxell












































-
Na potrzeby portalu wedlinydomowe.pl opracował Maxell


-
Na potrzeby portalu wedlinydomowe.pl opracował Maxell



-
Rolniczy handel detaliczny, informacje podstawowe
Maxell opublikował(a) temat w Jak otworzyć małą, tradycyjną masarnię
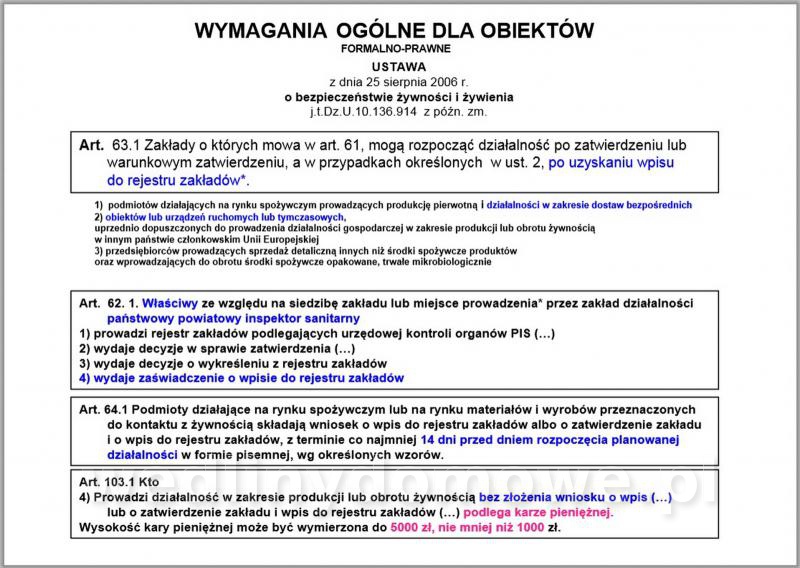
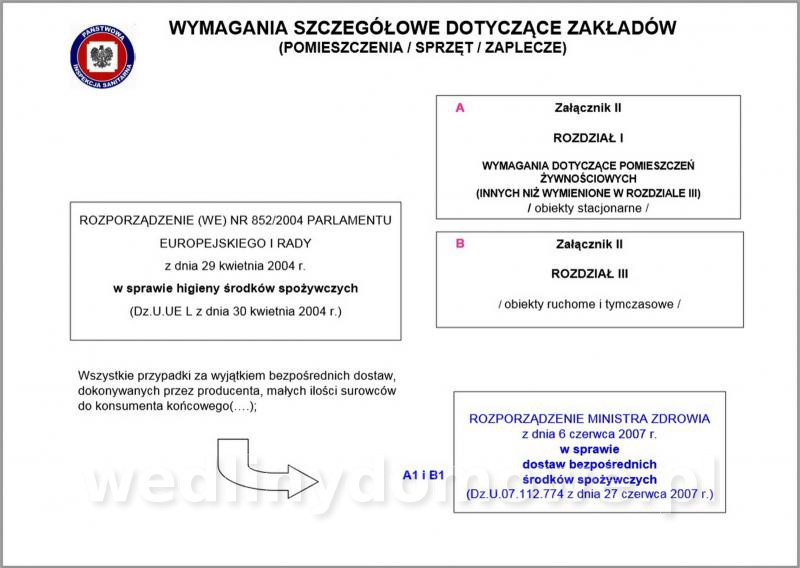
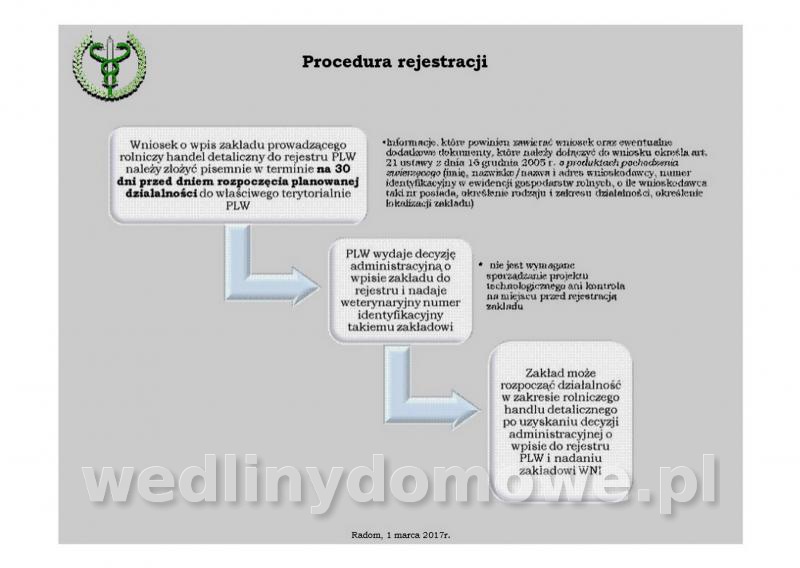
Rolniczy handel detaliczny informacje podstawowe Od dnia 1 stycznia 2017 r. weszły w życie akty prawne umożliwiające rejestrację rolniczego handlu detalicznego, w tym przede wszystkim ustawa z dnia 16 listopada 2016 r. o zmianie niektórych ustaw w celu ułatwienia sprzedaży żywności przez rolników (Dz. U. poz. 1961) oraz rozporządzenie Ministra Rolnictwa i Rozwoju Wsi z dnia 16 grudnia 2016 r. w sprawie maksymalnej ilości żywności zbywanej w ramach rolniczego handlu detalicznego oraz zakresu i sposobu jej dokumentowania (Dz. U. poz. 2159). Tym samym od dnia 1 stycznia 2017 r podmioty, w tym rolnicy prowadzący gospodarstwa rodzinne mogą rozpocząć działalności w ramach takiego handlu po uprzedniej rejestracji (bez obowiązkowego zatwierdzenia) u powiatowego lekarza weterynarii (produkty pochodzenia zwierzęcego lub żywność zawierająca jednocześnie środki spożywcze pochodzenia niezwierzęcego i produkty pochodzenia zwierzęcego, tj. żywność złożona) lub państwowego powiatowego inspektora sanitarnego (żywność pochodzenia niezwierzęcego). W tym celu należy złożyć odpowiedni wniosek do ww. organów urzędowej kontroli żywności. Szczegółowe informacje na temat procesu rejestracji rolniczego handlu detalicznego można uzyskać u właściwego ze względu na siedzibę zakładu lub miejsce prowadzenia działalności powiatowego lekarza weterynarii lub państwowego powiatowego inspektora sanitarnego. Rolniczy handel detaliczny to jedna z form handlu detalicznego, dla której w polskim porządku prawnym przyjęto odrębne uregulowania w zakresie nadzoru organów urzędowej kontroli żywności oraz wprowadzono określone preferencje podatkowe. W ramach takiego handlu możliwe jest m.in. przetwórstwo i zbywanie wytworzonej żywności konsumentom końcowym. Warunkiem jest to, że taka żywność musi pochodzić w całości lub części z własnej uprawy, hodowli lub chowu, a sprzedaż odbywa się z zachowaniem limitów wskazanych w ww. rozporządzeniu oraz limitu przychodów z takiej sprzedaży do kwoty zł, o ile producent chce korzystać z preferencji podatkowych. Produkcja i zbywanie żywności w ramach rolniczego handlu detalicznego nie mogą być, co do zasady, dokonywane z udziałem pośrednika. Wyjątek stanowi tutaj możliwość udziału pośrednika w przypadku zbywania żywności pochodzącej z rolniczego handlu detalicznego podczas wystaw, festynów, targów lub kiermaszy, organizowanych w celu promocji żywności. Taki pośrednik może zbywać żywność wyprodukowaną w ramach rolniczego handlu detalicznego przez inny podmiot, o ile: 1) sam prowadzi rolniczy handel detaliczny oraz dokonuje sprzedaży wyprodukowanej przez siebie żywności podczas ww. imprez, 2) żywność zbywana przez niego w ramach pośrednictwa pochodzi od podmiotów prowadzących produkcję w tym samym powiecie, w którym pośrednik sam prowadzi taką działalność, lub w powiecie sąsiadującym z tym powiatem. Nadzór nad bezpieczeństwem żywności produkowanej w ramach rolniczego handlu detalicznego kształtuje się następująco: 1) nadzór nad właściwą jakością zdrowotną (bezpieczeństwem) produktów pochodzenia zwierzęcego i żywności zawierającej jednocześnie środki spożywcze pochodzenia niezwierzęcego i produkty pochodzenia zwierzęcego (żywności złożonej) powierzony został Inspekcji Weterynaryjnej, a 2) nadzór nad właściwą jakością zdrowotną (bezpieczeństwem) żywności pochodzenia niezwierzęcego pozostał w kompetencjach organów Państwowej Inspekcji Sanitarnej. Ponadto Inspekcji Jakości Handlowej Artykułów Rolno Spożywczych powierzono kompetencje do sprawowania nadzoru nad jakością handlową żywności znajdującej się w rolniczym handlu detalicznym. Podstawowe wymagania dla rolniczego handlu detalicznego z zakresu bezpieczeństwa żywności są następujące: 1) produkcja i zbywanie żywności nie może stanowić zagrożenia dla bezpieczeństwa żywności i wpływać niekorzystnie na zdrowie publiczne; 2) obowiązują wymagania określone w rozporządzeniu nr 178/20021 i rozporządzeniu nr 852/20042 oraz w przepisach wydanych w trybie tego rozporządzenia, a także ustawa o bezpieczeństwie żywności i żywienia3 oraz ustawy o produktach pochodzenia zwierzęcego4, w tym ww. rozporządzenie w sprawie maksymalnej ilości żywności zbywanej w ramach rolniczego handlu detalicznego oraz zakresu i sposobu jej dokumentowania; 3) obowiązek dokumentowania ilości zbywanej żywności; 4) nakaz oznakowania miejsca sprzedaży; 5) zakaz wykorzystywania do produkcji mięsa zwierząt kopytnych pozyskanego z uboju dokonanego poza rzeźnią zatwierdzoną przez powiatowego lekarza weterynarii (np. z uboju w celu produkcji mięsa na użytek własny); 6) brak konieczności sporządzania projektu technologicznego przez podmioty zamierzające prowadzić działalność w zakresie rolniczego handlu detalicznego produktami pochodzenia zwierzęcego lub żywnością złożoną. Należy przy tym podkreślić, że wymagania higieniczne określone w ww. rozporządzeniu nr 852/2004 powinny być stosowane w sposób elastyczny biorąc pod uwagę zakres prowadzonej działalności, wielkość zakładu i jego specyfikę. Przepisy te przewidują między innymi, że w przypadku gdy produkcja prowadzona jest przy wykorzystaniu pomieszczeń używanych głównie jako prywatne domy mieszkalne (np. przy wykorzystaniu sprzętu i urządzeń gospodarstwa domowego w kuchni domowej), zamiast wymogów określonych w załączniku II w rozdziale I i II ww. rozporządzenia, obowiązują wymogi określone w jego załączniku II w rozdziale III (uproszczone wymagania higieniczne). Należy przy tym podkreślić, że są to wymagania podstawowe, określające wymogi ogólne, pozostawiające dużą swobodę w ich spełnianiu określają kryteria, które muszą być spełnione, aby został osiągnięty cel jakim jest bezpieczeństwo żywności. Oznakowanie miejsca zbywania żywności w ramach rolniczego handlu detalicznego musi: 1) być czytelne i widoczne dla konsumenta; 2) zawierać napis rolniczy handel detaliczny; 3) wskazywać dane obejmujące: a) imię i nazwisko albo nazwę i siedzibę podmiotu prowadzącego rolniczy handel detaliczny, b) adres miejsca prowadzenia produkcji zbywanej żywności, c) weterynaryjny numer identyfikacyjny podmiotu prowadzącego rolniczy handel detaliczny w przypadku żywności pochodzenia zwierzęcego i żywności złożonej. Żywność sprzedawana w ramach rolniczego handlu detalicznego musi spełniać wymagania w zakresie oznakowania, stosownie do przepisów określonych w rozporządzeniu nr 1169/20115, rozporządzeniu w sprawie znakowania poszczególnych rodzajów środków spożywczych6 oraz rozporządzeniu w sprawie szczegółowego zakresu i sposobu znakowania niektórych grup i rodzajów artykułów rolno-spożywczych kodem identyfikacyjnym partii produkcyjnej7. W zakresie jakości handlowej artykułów rolno-spożywczych należy zwrócić uwagę na konieczność spełnienia szczegółowych wymagań w przypadku produktów takich jak soki, nektary owocowe, dżemy, galaretki, konfitury itp. przetwory owocowe, miody, ziemniaki, które zostały określone w przepisach odpowiednich rozporządzeń Ministra Rolnictwa i Rozwoju Wsi. Ponadto w oznakowaniu wytwarzanych w ramach rolniczego handlu detalicznego wyrobów można umieścić informację „Produkt polski”. Jednakże taka informacja może być podana jedynie w przypadku tych produktów, w których dodane składniki, które nie mają odpowiedników krajowych nie mogą przekraczać 25%. W kontekście przepisów podatkowych obowiązują następujące kryteria będące podstawą zwolnienia przychodów z rolniczego handlu detalicznego od podatku dochodowego. Zwolnieniu podlegają przychody ze sprzedaży przetworzonych w sposób inny niż przemysłowy produktów roślinnych i zwierzęcych, z wyłączeniem przetworzonych produktów roślinnych i zwierzęcych uzyskanych w ramach działów specjalnych produkcji rolnej oraz produktów opodatkowanych podatkiem akcyzowym, do kwoty 20 000 zł rocznie, w ilościach nieprzekraczających maksymalnych limitów określonych w rozporządzeniu Ministra Rolnictwa i Rozwoju Wsi z dnia 16 grudnia 2016 r. w sprawie maksymalnej ilości żywności zbywanej w ramach rolniczego handlu detalicznego oraz zakresu i sposobu jej dokumentowania, przy czym m.in.: 1) przerabianie produktów roślinnych i zwierzęcych i ich sprzedaż nie może się odbywać przy zatrudnieniu osób na podstawie umów o pracę, umów zlecenia, umów o dzieło oraz innych umów o podobnym charakterze (Wyjątki ubój zwierząt rzeźnych i obróbka poubojowa tych zwierząt, w tym również rozbiór, podział i klasyfikacja mięsa, przemiał zbóż, wytłoczenie oleju lub soku oraz sprzedaż podczas wystaw, festynów, targów); 2) sprzedaż może następować wyłącznie w miejscach: a) w których produkty zostały wytworzone (np. w gospodarstwie) lub b) przeznaczonych do prowadzenia handlu (np. targowisko); 3) ilość produktów roślinnych lub zwierzęcych pochodzących z własnej uprawy, hodowli lub chowu, użytych do produkcji danego produktu stanowi co najmniej 50% tego produktu, z wyłączeniem wody; 4) za produkt roślinny pochodzący z własnej uprawy uważa się również mąkę, kaszę, płatki, otręby, oleje i soki wytworzone z surowców pochodzących z własnej uprawy; 5) prowadzona jest ewidencja sprzedaży żywności odrębnie za każdy rok podatkowy, która zawiera co najmniej: numer kolejnego wpisu, datę uzyskania przychodu, kwotę przychodu, przychód narastająco od początku roku oraz rodzaj i ilość przetworzonych produktów. Dzienne przychody muszą być ewidencjonowane w dniu sprzedaży. Powyższe zwolnienie ma charakter pomocy de minimis, co oznacza, że wysokość pomocy dla jednego podmiotu nie może przekroczyć łącznie równowartości 200 tys. euro w okresie ostatnich trzech lat podatkowych. Ponadto uzyskany w roku podatkowym przychód ze sprzedaży ww. przetworzonych w sposób inny niż przemysłowy produktów roślinnych i zwierzęcych powyżej limitu 20 000 zł podatnik może opodatkować ryczałtem od przychodów ewidencjonowanych, pod warunkiem dokonania stosownego oświadczenia do urzędu skarbowego. Do rolniczego handlu detalicznego, w zakresie objętym ww. zwolnieniem podatkowym, nie mają także zastosowania przepisy ustawy z dnia 2 lipca 2004 r. o swobodzie działalności gospodarczej (Dz. U. z 2016 r. poz. 1829, z późn. zm.). 1 Rozporządzenie (WE) nr 178/2002 Parlamentu Europejskiego i Rady z dnia 28 stycznia 2002 r. ustanawiające ogólne zasady i wymagania prawa żywnościowego, powołujące Europejski Urząd ds. bezpieczeństwa żywności oraz ustanawiające procedury w zakresie bezpieczeństwa żywności (Dz. Urz. WE L 31 z , str. 1; Dz. Urz. UE Polskie wydanie specjalne, rozdz. 15, t. 6, str. 463). 2 Rozporządzenie (WE) nr 852/2004 Parlamentu Europejskiego i Rady z dnia 29 kwietnia 2004 r. w sprawie higieny środków spożywczych (Dz. Urz. UE L 139 z , str. 1, z późn. zm.; Dz. Urz. UE Polskie wydanie specjalne, rozdz. 13, t. 34, str. 319). 3 Ustawa z dnia 25 sierpnia 2006 r. o bezpieczeństwie żywności i żywienia (Dz. U. z 2017 r. poz. 149). 4 Ustawa z dnia 16 grudnia 2005 r. o produktach pochodzenia zwierzęcego (Dz. U. z 2014 r. poz. 1577, z późn. zm.). 5 Rozporządzenie Parlamentu Europejskiego i Rady (UE) nr 1169/2011 z dnia 25 października 2011 r. w sprawie przekazywania konsumentom informacji na temat żywności, zmiany rozporządzeń Parlamentu Europejskiego i Rady (WE) nr 1924/2006 i (WE) nr 1925/2006 oraz uchylenia dyrektywy Komisji 87/250/EWG, dyrektywy Rady 90/496/EWG, dyrektywy Komisji 1999/10/WE, dyrektywy 2000/13/WE Parlamentu Europejskiego i Rady, dyrektyw Komisji 2002/67/WE i 2008/5/WE oraz rozporządzenia Komisji (WE) nr 608/2004 (Dz. Urz. WE L 304 z , str. 18). 6 Rozporządzenie Ministra Rolnictwa i Rozwoju Wsi z dnia 23 grudnia 2014 r. w sprawie znakowania poszczególnych rodzajów środków spożywczych (Dz.U. z 2015r. poz. 29 z późn. zm.). 7 Rozporządzenie Ministra Rolnictwa i Rozwoju Wsi z dnia 13 kwietnia 2004 r. w sprawie szczegółowego zakresu i sposobu znakowania niektórych grup i rodzajów artykułów rolno-spożywczych kodem identyfikacyjnym partii produkcyjnej (Dz.U. poz. 772). -
Przegląd ogólny bakterii mających znaczenie dla żywności Salmonella Pseudomonas; pałeczki występujące w glebie i wodzie. Wchodzą one często w skład mikroflory produktów chłodzonych i mrożonych, powodując ich psucie się. Rozkładają cukry, białka, tłuszcze. Acetobacter; bakterie octowe. W produkcji octu wykorzystywane są te gatunki, które wytwarzają estry aromatyczne i nie powodują zjawiska nadoksydacji. Escherichia; pałeczki okrężnicy stanowią normalną mikroflorę jelita grubego i zwierząt. Niektóre szczepy mogą być chorobotwórcze. Stopień zakażenia produktu tymi bakteriami świadczy o stanie higienicznym produktu. Wywołują wady, jak np. wczesne wzdęcie serów. Shigella; pałeczki chorobotwórcze dla człowieka, wywołujące czerwonkę oraz zatrucia pokarmowe. Salmonella; pałeczki chorobotwórcze dla człowieka i zwierząt, wywołujące ostre choroby zakaźna oraz zatrucia pokarmowe. Serratia; pałeczki saprofityczne o właściwościach gnilnych. Wywołują wady produktów, np. Serratia marcescens (pałeczka cudowna) powoduje krwistość pieczywa. Proteus; pałeczki odmieńca, często występujące w żywności, powodują jej psucie się z wyraźnymi zmianami organoleptycznymi. Mają właściwości gnilne. Mogą też przyczyniać się do zatruć pokarmowych. Micrococcus; bakterie kuliste, tlenowe, liczne gatunki są ciepłooporne. Są one niepożądane w mleczarstwie, powodują też psucie się kwaszonek warzywnych. Niektóre biorą udział w dojrzewaniu serów (np. Micrococcus caseolyticus). Staphylococcus; gronkowce. Rozkładają cukry i białka. Niektóre gatunki są chorobotwórcze. Gronkowiec złocisty (S. aureus) wytwarza toksynę powodującą zatrucia pokarmowe. Streptococcus; paciorkowce homofermentatywne fermentujące laktozę. Do tego rodzaju należą paciorkowce mlekowe S. lactis i S. cremoris, stanowiące główną florę dobrze ukwaszonego mleka, oraz S. thermophilus, wchodzący w skład flory jogurtów. Do tego samego rodzaju należą również paciorkowce chorobotwórcze takie jak: S. agalactiae (paciorkowiec bezmleczności) oraz S. faecalis (paciorkowiec kałowy). Leuconostoc; paciorkowce heterofermentatywne. Gatunek L. citrovorum wchodzi w skład zakwasów czystych kultur mleczarskich. Gatunek L. mesenteroides jest szkodnikiem w cukrownictwie (powoduje śluzowacenie soków dyfuzyjnych). Sarcina; pakietowce. Rozkładają one cukry i białka. Są przyczyną psucia się piwa. Niektóre są chorobotwórcze dla człowieka i zwierząt. Bacillus; laseczki tlenowe, przetrwalnikujące. Mają właściwości gnilne. Bardzo rozpowszechnionym gatunkiem jest B. subtilis (laseczka sienna), wywołująca śluzowacenie pieczywa. Niektóre są chorobotwórcze. Lactobacillus; pałeczki mlekowe homo- i heterofermentatywne. Określone gatunki stanowią pożądaną mikroflorę kefiru, jogurtu, mleka acidofilnego, sera ementalskiego, kwaszonej kapusty i ogórków, zacierów ziemniaczanych i zbożowych. Propionibacterium; bakterie propionowe występujące w mleku, serze, zakwasach chlebowych. Biorą udział w dojrzewaniu niektórych serów podpuszczkowych (np. sera ementalskiego). Przegląd ogólny drożdży mających znaczenie dla żywności Saccharomyces; drożdże szlachetne wykorzystywane w przemyśle. Do drożdży dzikich z tego rodzaju należą gatunki wywołujące wady piwa, mleka, masła i innych produktów spożywczych. Drożdże osmofilne powodują psucie się miodów, dżemów, soków i syropów owocowych. Pichia; drożdże kożuchujące, powodujące psucie się napojów alkoholowych. Są wybitnie tlenowe i tworzą kożuszek na powierzchni płynu. Hansenula; również drożdże kożuchujące, bardzo szkodliwe w przemyśle fermentacyjnym. Saccharomycodes; drożdże dzikie spotykane w moszczach owocowych, gdyż znoszą duże stężenie kwasu siarkowego IV, używanego do ich konserwowania. Cryptococcus; nie fermentują cukrów. Wytwarzają otoczki śluzowe, niektóre są chorobotwórcze. Torulopsis; powodują psucie się piwa, wina i mleka i jego przetworów. Występują też w solankach i produktach o dużej ilości cukrów. Brettanomyces; spotyka się je często w piwie Candida; Niektóre są wybitnie tlenowe, należą więc do drożdży kożuchujących, np. Candida mycoderma będący szkodnikiem piwa, wina, kwaszonek i prasowanych drożdży. Kloeckera; Występuje powszechnie w owocach, psuje moszcze owocowe. Rhodotorula; nie fermentują cukrów. Są szkodnikami śmietany, masła, serów, drożdży piekarskich. Przegląd ogólny pleśni mających znaczenie dla żywności Mucor; są szkodnikami, występują na owocach i innych produktach. Fermentują cukry, rozkładają żelatynę. Rhizopus; występują na owocach, chlebie i innych produktach. Rozrzedzają także żelatynę, wytwarzają kwas szczawiowy i fumarowy. Gatunek Byssochlamys fulva rozkłada pektyny, powodując całkowity rozpad owoców. Wywołuje psucie się konserw owocowych, gdyż zarodniki pleśni są dość odporne na ogrzewanie. Geotrichum (Oospora); pospolity gatunek O. lactis występuje w mleku i jego przetworach w postaci białego, puszystego nalotu. Występuje też w kwaszonkach i jest szkodnikiem. Botritis; gatunek Botritiscinerea powoduje psucie się dojrzałych winogron. Monilia; powoduje psucie się serów, masła, produktów mięsnych, soków owocowych, win i chleba. Aspergillus; rozpowszechniony gatunkiem jest A. glaucus, występujący często w produktach żywnościowych i powodujący ich psucie się (fermentuje cukry, rozkłada białka). Gatunek A. niger występuje często na psujących się owocach. Pleśń ma ta zastosowanie w przemyśle do produkcji kwasu cytrynowego. Penicillum; gatunek P. glaucum występuje często w produktach żywnościowych. Pleśń ta rozkłada liczne cukry i tłuszcze. Niektóre gatunki biorą udział w dojrzewaniu serów. Cladosporium; gatunek Cl. herbarum jest często sprawcą psucia się mięsa w przechowywanego w chłodni, a gatunek Cl. butyri występuje często w maśle. Bakterie właściwej fermentacji mlekowej Bakterie te są bardzo rozpowszechnione w przyrodzie. Występują w produktach mleczarskich, w kwaszonkach, w produktach zbożowych, w sokach owocowych, w piwie, winie itp. Charakteryzują się następującymi cechami: - fermentują cukry wytwarzając głównie kwas mlekowy - nie tworzą przetrwalników - są nieruchome - są Gram – dodatnie - są to ziarniaki i pałeczki, dzielące się tylko w jednej płaszczyźnie - są względnymi beztlenowcami - są mezofilami lub termofilami Mają wysokie wymagania odżywcze, potrzebują do swojego rozwoju określonych aminokwasów i witamin. Nie wszystkie gatunki bakterii mlekowych odgrywają rolę dodatnią, niektóre są szkodliwe w przemyśle, a inne nawet chorobotwórcze. Bakterie właściwej fermentacji mlekowej dzieli się na: Bakterie homofermentatywne, które, fermentując cukry wytwarzają głównie kwas mlekowy oraz ślady produktów ubocznych.Bakterie heterofermentatywne, które, oprócz kwasu mlekowego wytwarzają również produkty uboczne, takie jak: kwas octowy, tlenek węgla IV i inne.Omawiane bakterie zalicza się do rodzajów: Streptococcus; paciorkowce homofermentatywneLeuconostoc; paciorkowce heterofermentatywneLactobacillus; pałeczki homo i heterofermentatywneDo rodzaju Streptococcus należy: S. lactis; paciorkowiec mlekowyS. cremoris; paciorkowiec śmietanowyWymienione gatunki stanowią właściwą mikroflorę właściwie ukwaszonego mleka. Do tego samego rodzaju należą gatunki chorobotwórcze. W obrębie rodzaju Lactobacillus występują pałeczki długie, będące termofilami, oraz krótkie, mezofilne. Przykładem pałeczki homofermentatywnej i termofilnej jest Lactobacillus bulgaricus – pałeczka bułgarska występująca w jogurcie. Fermentacja mlekowa Fermentację mlekową można podzielić na dwa typy: Fermentację właściwą; wywoływaną przez bakterie mlekowe Fermentacją niewłaściwą; wywoływaną przez różne rodzaje bakterii, np. Escherichia, Micrococcus, Microbacterium, licznie rozpowszechnione w przyrodzie. Właściwa fermentacja mlekowa jest wywoływana przez bakterie mlekowe homofermentatywne. Jej przebieg można przedstawić za pomocą następującego równania sumarycznego: C6H12O6→ 2CH3 • CHOH • COOH + 94 kJ (22,5 kcal) Bakterie właściwej fermentacji mlekowej fermentują przede wszystkim cukry proste (heksozy) i dwucukry, a nie fermentują z reguły pentoz oraz cukrów złożonych. Fermentacja wywołana przez bakterie pseudomlekowe charakteryzuje się tym, że kwas mlekowy jest tylko jednym z produktów, a ponadto powstaje tlenek węgla IV, kwas octowy, alkohol etylowy i inne. Zastosowanie fermentacji mlekowej w przemyśle spożywczym W mleczarstwie; Prowadzi się hodowlę grzybków kefirowych. Są one używane do produkcji kefiru. W skład tych grzybków wchodzą paciorkowce mlekowe homofermentatywne, pałeczki mlekowe heterofermentatywne oraz drożdże. Wymienione drobnoustroje żyją w symbiozie. Bakterie mlekowe stosuje się w mleczarstwie jeszcze do produkcji takich napojów jak: mleko ukwaszone (zsiadłe), kefir, jogurt, mleko jogurtowe, mleko acidofilne i inne. Do ukwaszania śmietanki spożywczej Do ukwaszania śmietanki przeznaczonej do produkcji masła Do dojrzewania serów podpuszczkowych Do ukwaszania mleka przeznaczonego do produkcji serów twarogowych Bakterie mlekowe biorą udział w kwaszeniu kapusty, ogórków oraz innych warzyw. Kwaszenie polega głównie na fermentacji mlekowej. Celem tego zabiegu jest przetwarzanie surowców roślinnych w artykuły smaczne i zdrowe, a jednocześnie zakonserwowanie tych produktów na stosunkowo długi okres. Czynnikiem konserwującym jest kwas mlekowy. Fermentacja ta jest typowym zjawiskiem metabiozy, czyli rozwoju jednej grupy drobnoustrojów po drugiej. W pierwszym etapie rozwijają się bakterie niewłaściwej fermentacji mlekowej, które zakwaszają środowisko i stwarzają z kolei lepsze warunki do rozwoju bakterii właściwej fermentacji mlekowej. Najpierw rozwijają się paciorkowce, a potem pałeczki. Po zakończonej fermentacji powierzchnia powinna być zabezpieczona przed dostępem powietrza, w innym razie rozwiną się drożdże i grzyby pleśniowe. Ich działalność zmniejszy kwasowość środowiska i umożliwi działalność bakteriom gnilnym. W przemyśle mięsnym; Biorą udział w przemianach mikrobiologicznych zachodzących w wędlinach surowych (metka, salami) podczas ich produkcji i przechowywania. Bakterie te oprócz bakterii denitryfikacyjnych współuczestniczą w kształtowaniu barwy, konsystencji, smakowitości i zapachu wędlin surowych. W przemyśle piekarskim; wchodzą w skład zakwasów chlebowych. Wywołując fermentację mlekową zakwaszają one ciasto żytnie, co nadaje mu charakterystyczny smak i zapach, a poza tym przez zakwaszenie środowiska uniemożliwia rozwój bakterii gnilnych. W zakwasach występują pałeczki homo- i heterofermentatywne. Szkodliwe działanie bakterii mlekowych w przemyśle spożywczym Do bakterii mlekowych szkodliwych w przemyśle mleczarskim należą: niektóre bakterie właściwej fermentacji mlekowej, jak np.: Odmiana paciorkowca mlekowego, który wytwarza dużo śluzu, powodując ciągliwość mleka. Pałeczki okrężnicy, wywołujące różne wady mleka (oborowy smak i zapac, porozrywany skrzep), wczesne wzdęcia serów, wady masła (gorzki smak, oborowy zapach). Bakterie mlekowe są również niepożądane we wszystkich przemysłach opartych na fermentacji alkoholowej, a więc w przemyśle gorzelniczym, piwowarskim i winiarskim. Bakterie mlekowe heterofermentatywne wytwarzają różne produkty uboczne, które wpływają hamująco na drożdże. Bakterie te wywołują wiele wad piwa, takich jak: zmętnienie, kwaśnienie i inne. Bakterie mlekowe mogą rozwijać się też w leżakujących winach. Zamieniają one kwas cytrynowy i jabłkowy na kwas mlekowy i tlenek węgla IV Heterofermentatywne paciorkowce (Leuconostoc mesenteroides) są przyczyną śluzowacenia soków dyfuzyjnych w cukrownictwie. Bakterie mlekowe są też szkodnikami w przemyśle drożdżowym. Jeżeli rozwiną się one w znacznym stopniu w czasie produkcji drożdży, to powodują one obniżenie siły pędnej drożdży oraz zahamowanie ich rozwoju. Są też przyczyną śluzowacenia oranżad. Bakterie octowe Bakterie octowe należą do rodzaju Acetobacter. Charakteryzują się one następującymi cechami: są to pałeczki występujące pojedynczo, po dwie lub w łańcuszkachmają skłonność do przechodzenia w postacie nieprawidłowe, czyli inwolucyjne, pod wpływem silnego zakwaszenia środowiskawiele gatunków wytwarza otoczki śluzowenie tworzą przetrwalnikówsą Gram – ujemnesą typowymi tlenowcamisą mezofilaminajkorzystniejsze pH dla ich rozwoju wynosi od 4 do 6,5nie mają wysokich wymagań pokarmowychmają zdolność utleniania alkoholu etylowego do kwasu octowegoTa ostatnia właściwość jest wykorzystywana w przemyśle do produkcji octu. W zależności od gatunku ilość wytworzonego kwasu wynosi 2 – 11 %. Mogą one znosić stężenie alkoholu od 5 do 13 % objętościowych. Niektóre gatunki, po zużyciu alkoholu, utleniają kwas octowy do tlenku węgla IV i wody. Są one szkodnikami, powodują zaburzenia w produkcji. Fermentacja octowa Fermentacja octowa polega na utlenianiu alkoholu etylenowego do kwasu octowego: CH3CH2OH + O2→ CH3COOH + H2O + 490 kJ (118 kcal) Różne gatunki bakterii octowych wykazują mniejsze lub większe zdolności dalszego utleniania kwasu octowego zgodnie z równaniem: CH3COOH + 2O2→ 2CO2 + 2H2O + wolna energia Zjawisko to, zwane nadoksydacją, jest wysoce niepożądane w praktyce przemysłowej. W zasadzie bakterie wywołują je dopiero wówczas, gdy zostanie wyczerpany alkohol etylowy w podłożu. Szkodliwe działanie bakterii octowych w przemyśle spożywczym Bakterie octowe mogą powodować wiele wad w gotowym piwie lub winie, wywołując zmętnienie, kwaśnienie, zapach octu, kożuch na powierzchni. Mogą one także powodować psucia się marynat owocowych i warzywnych, tworząc kożuch na powierzchni i obniżając kwasowość środowiska. Bakterie octowe powodują również zakłócenia w produkcji drożdży piekarskich, ponieważ brzeczka melasowa jest dobrym środowiskiem do ich rozwoju. Bakterie propionowe Bakterie propionowe należą do rodzaju Propinobacterium. Charakteryzują się one następującymi się następującymi cechami: w warunkach beztlenowych są to krótkie, drobne pałeczki podobne do paciorkowców mlekowychw warunkach tlenowych lub w środowisku zakwaszonych przybierają kształt bardziej wydłużonych, wykazując skłonność do przechodzenia w formy nieprawidłowesą względnymi beztlenowcamisą mezofilaminie tworzą przetrwalnikówsą nieruchomesą Gram – dodatnietworzą z mleczanów albo cukrów prostych kwas propionowy, octowy, tlenek węgla IV i wodę.Bakterie te mają szczególne znaczenie w przemyśle mleczarskim w dojrzewaniu serów podpuszczkowych. Określone gatunki używane są do zakwasów stosowany do wyrobu sera ementalskiego. Fermentacja propionowa Fermentacja ta jest beztlenowym rozkładem kwasu mlekowego (lub cukru) na kwas propionowy i octowy z wydzieleniem tlenku węgla IV i wody: 3CH3CHOH • COOH → 2CH3CH2COOH + CH3COOH + CO2 + H2O + wolna energia W czasie tej fermentacji powstają również pewne ilości kwasu bursztynowego. Bakterie masłowe Bakterie masłowe należą do rodzaju Clostridium i charakteryzują się następującymi cechami: są to laseczkitworzą przetrwalnikisą Gram – dodatniesą beztlenowcamisą mezofilamifermentują cukry z wytworzeniem kwasów, tlenku węgla IV i wodoruBakterie te są szkodnikami. Powodują tzw. późne wzdęcia serów podpuszczkowych dojrzewających, psucie się konserw warzywnych i owocowych oraz kiszonych pasz. Fermentacja masłowa Fermentacja masłowa przebiega zgodnie z równaniem: C6H12O6→ CH3CH2CH2COOH + 2CO2 + 2H2 + wolna energia Oprócz kwasu masłowego powstają również liczne produkty uboczne, np. kwas octowy, alkohol metylowy, metan, aceton, alkohol butylowy. Przebieg fermentacji zależy od gatunku bakterii i odczynu środowiska. W środowisku obojętnym głównym produktem jest kwas masłowy, a w środowisku kwaśnym te same bakterie wywołują fermentacje acetobutanolową. Są też gatunki bakterii masłowych, które redukują aceton to alkoholu izopropylowego. Bakterie masłowe odgrywają ważną rolę w procesie moczenia łodyg lnu i konopi, ponieważ umożliwiają, na skutek fermentacji błonnika, oddzielenie włókien przędnych od tkanki korowej i zdrewniałej. Szkodliwa rola bakterii masłowych w przemyśle spożywczym Wyrządzają liczne szkody w: mleczarstwie i przetwórstwie owocowo – warzywnym. Wywołują bombaże konserw pod wpływem wytwarzanych gazów (CO2 i H2). Produkty takie mają bardzo nieprzyjemny zapach i nie nadają się do spożycia. Rozwój ich w zacierze gorzelniczym hamuje działalność drożdży. Fermentacja masłowa często zachodzi w przecierach zbożowych, natomiast rzadko w zacierach ziemniaczanych. Przemiany białek pod wpływem bakterii oraz ich znaczenie Mikrobiologiczny beztlenowy, głęboki rozkład białka z wytworzeniem związków o nieprzyjemnym zapachu nazywamy gniciem. Gnicie odbywa się przy udziale enzymów proteolitycznych (proteaz), wytwarzanych i wydzielanych przez bakterie gnilne. Rozkład białka w tym procesie polega na hydrolizie ich do aminokwasów. Enzymy proteolityczne rozrywają wiązania peptydowe w cząsteczkach białek, w wyniku czego powstają najpierw polipeptydy, następnie – peptydy i wreszcie aminokwasy. Wśród enzymów tych wyróżnia się: Egzopeptydazy; odrywające końcowe aminokwasy z łańcucha białkowego Endopeptydazy; rozrywające wiązania peptydowe znajdujące się w środkowej części łańcucha Dalszy rozkład aminokwasów może polegać na dezaminacji lub dekarboksylacji: Dezaminacja aminokwasów; polega na oderwaniu amoniaku od cząsteczki aminokwasu. Oprócz amoniaku powstają m.in.: hydroksykwasy, ketokwasy, alkohole, kwasy tłuszczowe. Z dezaminacji aromatycznych aminokwasów powstają indol i skatol, a z zawierających siarkę siarkowodór i merkaptan.Dekarboksylacja aminokwasów; polega na oderwaniu tlenku węgla IV, przy czym z aminokwasu powstaje odpowiednia amina. Powstałe aminy ulegają dezaminacji, dając alkohole i amoniak.Typowy proces gnilny zachodzi wyłącznie w środowisku alkalicznym, natomiast nie odbywa się w środowisku kwaśnym. Bakterie gnilne dzieli się na: Pałeczki nie przetrwalnikujące tlenowe lub względnie beztlenowe, np.: Pseudomonas fluorescens, Serratia marcescens, Proteus vulgarisLaseczki przetrwalnikujące tlenowe, np.: Bacillus subtilis i Bacillus cereusLaseczki przetrwalnikujące beztlenowe, np.: Clostridium sporogenes i Clostridium butyricumWłaściwości proteolityczne wykazują też różne inne grupy bakterii, których nie zalicza się do drobnoustrojów typowo gnilnych. Są to rodzaje: Micrococcus i Escherichia. Właściwości te określa się na podstawie wzrostu mikroorganizmów na pożywce z żelatyną. Te gatunki, które wykorzystują żelatynę jako składnik odżywczy wywołują jej rozrzedzenie. Procesy gnilne zachodzące w produktach żywnościowych są bardzo szkodliwe. Prowadzą one do powstania i gromadzenia się substancji cuchnących i toksycznych, które zmieniają ich smak, zapach i konsystencję tak, że stają się one niezdatne do spożycia. Dobrym środowiskiem do rozwoju bakterii gnilnych jest mięso, gdyż zawiera około 20 % białka i 50 – 75 % wody. Rozkład tlenowy zachodzi na powierzchni mięsa. Objawia się on śluzowaceniem mięsa oraz niekiedy zmianą barwy i zapachu. Wywołane jest ono przez pałeczki, laseczki tlenowe i ziarniaki. Głęboki rozkład mięsa jest rozkładem beztlenowym. Zmienia się wtedy wyraźnie zapach, barwa (zielonkawa), a konsystencja staje się niemal mazista. Ten typ rozkładu jest najczęściej spotykany. Rozkład tłuszczów Tłuszcze nie zawierające prawie wody (smalec) nie stanowią dobrego podłoża dla bakterii. Lecz np.: masło zawierające około 16 % wody jest bardzo dobrym podłożem, a szczególnie, gdy woda tworzy minikropelki. Mikrobiologiczny rozkład tłuszczów zachodzi pod wpływem enzymów zwanych lipazami. Lipazy powodują hydrolityczne rozszczepienie tłuszczów na glicerol i wolne kwasy tłuszczowe. Glicerol jest dalej wykorzystywany, a kwasy tłuszczowe gromadzą się nadając produktowi zjełczały zapach i smak. Szczególnie silnie tłuszcze rozkładane są przez psychrofilne bakterie z rodzaju Pseudomonas. Charakterystyka drożdży Drożdże piekarskie (S. cerevisiae); Są to rasy szybko rozmnażające się, charakteryzujące się dużą siłą podnoszenia ciasta i dużą trwałością przy przechowywaniu. Są to drożdże fermentacji górnej. (martwe zbierają się na górze płynu) Drożdże piwowarskie (S. cerevisiae i S. carlsbergensis); są to rasy drożdży fermentacji dolnej, które fermentują w temperaturze 5 – 10 C oraz drożdże fermentacji górnej fermentujące w temperaturze 10 – 25 C. Te ostatnie są stosowane do produkcji specjalnych piw (grodziskie). Drożdże winiarskie (S. ellipsoideus); są to rasy różniące się między sobą zdolnościami fermentacyjnymi i ilością wytwarzanego alkoholu, kwasów oraz estrów. Są to drożdże fermentacji dolnej. Drożdże kefirowe (S. fragilis) Fermentacja alkoholowa Fermentacja ta polega na beztlenowym rozkładzie cukrów prostych na alkohol etylowy i tlenek węgla IV, co można przedstawić równaniem: C6H12O6→ 2CH3CH2OH + 2CO2 + 117 kJ (28 kcal) Fermentacji alkoholowej poza cukrami prostymi mogą ulegać niektóre dwucukry, które są hydrolizowane przez enzymy drożdży. Szybkość procesu fermentacji zależy od: składu chemicznego podłożatemperatury prowadzenia procesu; temperatura optymalna wynosi 16 – 20 C pH środowiska: optymalny odczyn wynosi od 4 do 6dostępu powietrza; przy dużym dostępie powietrza drożdże oddychają tlenowo i utleniają cukier do tlenku węgla IV i wody.stężenia powstającego alkoholu; nie większe niż 18 %.Pożądana rola drożdży w przemyśle spożywczym Wykorzystywane są w przemyśle: piekarskim – do rośnięcia ciasta pszennego oraz w zakwasach chlebowychpiwowarskim – do produkcji piwawiniarskim – do produkcji winagorzelniczym – do produkcji spirytusumleczarskim – do produkcji kefiruUjemna rola drożdży w przemyśle spożywczym Zakażenie czystych kultur drożdżami dzikimi obniża jakość. Wiele szkód wywołują także drożdże osmofilne. Mogą one rozwijać się w produktach owocowo – warzywnych, takich jak: dżemy, galaretki i syropy owocowe, miód i pomadki. Przyczyną psucia się kwaszonej kapusty i ogórków są drożdże kożuchujące, które rozkładają kwas mlekowy, odkwaszają środowisko, co umożliwia rozwój bakterii gnilnych. Są również przyczyną licznych wad mleka i jego przetworów. W śmietanie wywołują gazowanie i zapach alkoholowy. Na powierzchni kwaśnej śmietany dobrze rozwijają się drożdże kożuchujące. Są przyczyną lekko kwaśnego, gorzkiego oraz drożdżowego smaku masła. Mogą także wywoływać czerwone i pomarańczowe plamy na maśle. W przemyśle mięsnym mogą być przyczyną wytworzenia się na powierzchni mięsa bezwonnego, białego nalotu (tzw. oszronienie mięsa). Drożdże powodują także psucie się oranżad i octu. Charakterystyka pleśni Kwas cytrynowy; Produkuje się na skalę przemysłową w procesie fermentacji cytrynowej, przy udziale czystych kultur pleśni Aspergillus niger – kropidlak czarny. Fermentacja cytrynowa polega na utlenianiu cukrów (glukozy, fruktozy, sacharozy) do kwasu cytrynowego. Proces ten przebiega z udziałem tlenu i jest bardzo złożony. Serowarstwo: Liczne gatunki pleśni z rodzaju Penicillum wykorzystuje się w serowarstwie, w dojrzewaniu serów pleśniowych. W serach miękkich z porostem pleśni (brie, camembert) dojrzewanie przebiega przy udziale gatunków: Penicillum candidum i P. camembert, a w serach miękkich z przerostem pleśni (rokpol) – z udziałem P. roqueforti. Szkodliwa rola pleśni w przemyśle spożywczym Pleśnie wywołują różne wady produktów mleczarskich. Rozkładają kwas mlekowy i odkwaszają środowisko, atakują także białko i tłuszcze. Powodują jełczenie masła, kolorowe palmy na maśle i serach, gnicie i goryczkę serów, wady śmietany. Bardzo pospolita jest pleśń Geotrichum candidum. Tworzy ona delikatny biały nalot na powierzchni zsiadłego mleka, śmietany, serów twarogowych. Jest ona również odpowiedzialna za odkwaszanie i psucie się kwaszonej kapusty i ogórków. Do pospolitszych szkodników w mleczarstwie zalicza się też pleśnie z rodzaju Penicillum i Aspergillus. Pleśnienie mięsa wywołują pleśnie z rodzaju Penicillum, Aspergillus i Mucor. Opracowania Biblioteki Nauki, 14 lipca 2008, Piotr Maliński








-
Lista chętnych do uczestnictwa w szkoleniu (wg listy ze strony SDM): 1. Jarosław Duchnowski 2. Waldemar Gwiazdowski 3. Grzegorz Włodarczyk 4. Tomasz Pieczaba 5. Jerzy Chrapka 6. Aleksander Jesse 7. Wojciech Abramczuk 8. Janusz Piechota 9. Tomasz Duch 10. Wojciech Michalski 11. Marek Oleś 12. Mariusz Tomaszewski 13. Andrzej Olender Mars13 14. Karol Zając 15. Tomasz Studniarek 16. Bolesław Jastak 17. Piotr Parzychowski 18. Mirosław Krzysztofik (Piksiak) 19. Paweł Klarecki 20. Jacek Dorenda 21. Piotr Kawalec 22. Grzegorz Stanisławiak 23. Radosław Andrzejewski 24. Sławomir Wawer 25. Janusz Piechota 26. Piotr Szymczak 27. Piotr Tomaszewski
-
TECHNOLOGICZNE KSZTAŁTOWANIE KRUCHOŚCI MIĘSA Dr inż. Jerzy Wajdzik Wyróżnikami oceny jakościowej mięsa decydującymi o atrakcyjności konsumenckiej są jego walory odżywcze i smakowe. Dla nabywcy duże znaczenie ma poza tym barwa, soczystość a przede wszystkim jego kruchość. Ten ostatni wyróżnik w dużym stopniu decyduje o przydatności konsumpcyjnej mięsa kulinarnego. Cecha jakościowa, jaką jest kruchość w istotny sposób jest determinowana budową morfologiczną, chemiczną i właściwościami histochemicznymi mięśni. W jej kształtowaniu znaczącą rolę odgrywają białka mięśniowe. Kruchość mięsa jest też, w dużym stopniu, uwarunkowana oddziaływaniem czynników genetycznych i środowiskowych już w czasie w hodowli zwierząt rzeźnych. Przemiany biochemiczne zachodzące w czasie dojrzewania Zachodzące w czasie dojrzewania przemiany biochemiczne należą do czynników decydujących o walorach kulinarnych mięsa. Wpływają one w dużym stopniu na wartość pH tkanki mięśniowej, która jest istotnym wyróżnikiem kształtującym jakość mięsa po uboju. Końcowa wartość pH mięsa po wychłodzeniu poubojowym jest bowiem miarą efektywności fizjologicznych przemian związanych z beztlenowymi procesami glikolitycznymi, w których następuje rozkład glikogenu. Ten zapasowy węglowodan w największym stopniu przyczynia się do kształtowania wartości pH mięsa. Efektem nagromadzenia się w mięsie kwasu mlekowego jako produktu przemian glikolitycznych glikogenu jest obniżająca się wartość pH mięsa osiągająca średni poziom najniższy w przypadku wieprzowiny wynoszący 5,6-6,0 (24 h od uboju) a wołowiny odpowiednio 5,3÷5,6 uzyskiwany w 48 h od uboju. Na wartości te poza zawartością glikogenu w mięsie wpływa również postępowanie przedubojowe z żywcem, technologia uboju i intensywność wychłodzenia poubojowego. Uzyskanie przez mięso na określonym poziomie ultymatywnej wartości pH jest ponadto związane z inaktywacją glukooksydazy, która następuje przy wartości pH = 5,5. Obniżająca się wartość pH mięsa po uboju z poziomu 6,8 – 7,3 powoduje skurcz struktury filamentowej miofibryli, co w efekcie prowadzi do wycieku soku mięsnego. Na późniejszy wzrost zdolności wiązania wody, w czasie dojrzewania (post rigor mortis), wpływa rozluźnienie niezwykle hierarchicznie usieciowanej wzdłuż i w poprzek struktury mięśni znajdujących się w stanie stężenia pośmiertnego (rigor mortis). Zmiany takie prowadzą do wzrostu wiązania wody, czego wyrazem jest poprawa soczystości i kruchości mięsa. Wynika stąd jednoznacznie, że kruchość odgrywa najistotniejszą rolę w mięsie stosunkowo chudym o dużej zawartości białka mięśniowego, które można podzielić na trzy grupy: białka sarkoplazmatyczne, białka miofibrylarne, białka łącznotkankowe Pierwsze z nich nie odgrywają większej roli w kształtowaniu jakości, ale ich działanie odnosi się do wyróżnika wodnistości mięsa. Wielkość wycieku soków mięsnych jest jednak w największym stopniu uzależniona od właściwości białek miofibrylarnych. Białka te, wraz z białkami tkanki łącznej tworzą bowiem strukturę mięśni a niektóre z nich pełnią określoną funkcję motoryczną (aktyna, miozyna) i należą do czynników decydujących o jakości mięsa, w tym również jego kruchości. Poza procesami degradacji niektórych białek, polepszeniu kruchości mięsa sprzyja zawartość tłuszczu w mięsie, która również decyduje o jego soczystości. Przemiany w białkach wpływające na jakość mięsa, a co za tym idzie na jego kruchość obserwuje się już bezpośrednio po uboju. Postępująca proteoliza jest nawet rezultatem procesów, jakie zachodziły jeszcze za życia zwierzęcia i wpłynęły szczególnie na intensyfikację jej przebiegu. Procesy dojrzewania, prowadzące do polepszenia kruchości mięsa, zachodzą szybciej w mięśniach zwierząt uzyskujących prędzej dojrzałość ubojową. Wobec tego degradację białek najwcześniej obserwuje się w mięsie drobiu, potem świń a najpóźniej w mięsie bydła. Jeszcze później rozpoczyna się i znacznie dłużej trwa dojrzewanie mięsa zwierzyny łownej. Analizując zależności należy stwierdzić, że wolniejsze procesy metabolizmu białek za życia zwierzęcia, skutkują powolniejszym ich rozkładem destrukcyjnym zachodzącym w mięsie po uboju. W procesie dojrzewania mięsa uczestniczą, poza zjawiskami natury fizykochemicznej enzymy tkankowe, wśród których najważniejszą rolę pełnią kalpainy. Enzymy te uwalniane z lizosomów komórkowych są aktywowane przez kationy Ca+2, a optymalne działania wykazują przy wartości pH = 7,0-7,5. Proteoliza zachodząca w czasie dojrzewania, ze względu na obniżająca się wartość pH mięsa, jest zakłócana ale mimo tego staje się złożonym i trwającym w czasie procesem dotyczącym przede wszystkim białek miofibrylarnych, a głównie cytoszkieletowych. Białka te stanowią swoiste rusztowanie sarkomeru dla jego miofilamentów i miofibryli wewnątrz włókien oraz łączą miofibryle z dalszymi strukturami mięsa. Zmiany zachodzące w czasie dojrzewania obejmują: fragmentację miofibryli, regulację elastyczności mięśni polegającą na osłabieniu naprężenia miofibryli, rozpad połączeń wewnątrz cytoszkieletu, w tym białek tworzących strukturę miofibryli (titina, nebulina) i łączącychmiofibryle (desmina, skelemina), zanikanie białka regulacyjnego tzn. troponiny i pojawienie się polipeptydów. Z białek łącznotkankowych wpływających na kruchość mięsa istotną rolę odgrywa kolagen. Wzrost zawartości kolagenu w mięsie i jego usieciowanie powoduje zmniejszenie kruchości mięsa. Tworzenie się wspomnianego usieciowania dodatkowo powoduje wzrost oporności kolagenu na jego termiczną degradację. Istotny jest ponadto fakt, że w zdecydowanie mniejszym stopniu kruchość mięsa ogranicza niewykształcona postać kolagen, zwłaszcza tropokolagen, który jest charakterystyczny dla mięsa zwierząt młodych oraz dziczyzny. Na kruchość mięsa może również oddziaływać obecność proteoglikanów w tzw. pozakomórkowej matrycy. Substancje te otaczając kolagen chronią go przed proteolizą ale same ulegają rozkładowi. Wtedy dopiero kolagen może być bardziej podatny na proteolizę. Przypuszcza się, że za te procesy odpowiedzialne są lizosomalne glukozydazy. W kolagenie działają wtedy mechanizmy rozluźniające wiązania sieciujące. W miarę zaawansowania procesów dojrzewania, wzrasta ilość ekstrahującego się kolagenu oraz zwiększa się aktywność glukoronidazy, której ilość koreluje z kruchością mięsa. Kruchość mięsa o odchyleniach jakościowych W mięsie wykazującym odchylenia jakościowe (PSE, DFD, ASE) nienormalny przebieg procesów glikolitycznych modyfikuje przemiany białek. Wodnistość charakterystyczna dla mięsa typu PSE zwalnia procesy przemian niektórych białek cytoszkieletowych, co hamuje dynamikę przeobrażeń w miofibrylach. W mięsie PSE i ASE następuje przyspieszona proteoliza troponiny, która jest uznawana za wskaźnik procesu kruszenia mięsa. Mimo tego zjawiska, występujące duże zmiany denaturacyjne białek w mięsie PSE, które powodują zwykle gorszą kruchość w porównaniu z surowcem mięsnym o cechach ASE. Mięso z odchyleniami ASE uzyskuje często lepszą kruchość nawet w stosunku do mięsa z normalnym przebiegiem procesów glikoliglikolitycznych (RFN). Mięso typu DFD, ze względu na swoją stosunkowo wysoką wartość pH, ma ograniczenia natury mikrobiologicznej, ale warunki takie sprzyjają natomiast osłabieniu interakcji między włóknami kolagenowymi, co sprzyja polepszeniu kruchości takiego mięsa. Wzrost tego wyróżnika jakościowego mięsa związany jest bowiem ze wzrostem jego wodochłonności, która wzrasta wskutek alkalizacji mięsa. Stosunkowo wysoka wartość pH mięsa DFD znacząco skraca jego okresy przechowalnicze. Technologiczne kształtowanie kruchości mięsa W celu uzyskania najlepszej jakości mięsa kulinarnego a zarazem kruchego można stosować zabiegi kształtujące tę cechę. Należą do nich: działania w sferze genetycznej i oddziaływanie na zwierzęta rzeźne poprzez zmianę warunków środowiskowych, w tym żywienia, zabiegi przedubojowe związane z przygotowaniem zwierząt do uboju, głównie oszałamianie, zabiegi stosowane w trakcie obróbki poubojowej i po zakończonym uboju, technologia pakowania metodą Pi-Vac, stosowanie dodatków. Zabiegi poubojowe Prawidłowo przeprowadzony proces kłucia i wykrwawiania wpływa na szybkość glikolizy, co oddziałuje na zmiany prowadzące do uzyskania pożądanej kruchości mięsa. Do jej poprawy stosuje się często elektrostymulację, która eliminuje wystąpienie niekorzystnych i nieodwracalnych zmian określanych jako skurcz chłodniczy (cold shortening), szczególnie występujący w mięsie wołowym i owczym. Zjawisko to powoduje nieodwracalną, niekorzystną twardość mięsa, będącą czynnikiem kontrakcji mięśni wywołanej przez białka miofibrylarne. W mięśniach, następuje w warunkach wystąpienia skurczu chłodniczego, trwałe uszkodzenie włókien mięśniowych. Elektrostymulacja powodując zużycie zapasów substancji energetycznych w mięsie po uboju prowadzi do wytworzenia się kwasu mlekowego obniżającego wartość pH w warunkach występowania jeszcze stosunkowo wysokiej temperatury mięsa. Technologicznie pożądanym efektem tego zabiegu staje się poprawa kruchości mięsa wskutek wzrostu aktywności enzymów proteolitycznych uwolnionych z lizosomów, przyspieszenie dojrzewania, poprawa smakowitości oraz polepszenie barwy. W praktyce stosuje się elektrostymulację niskonapięciową (ESNN) oraz elektrostymulację wysokonapięciową (ESWN), które różnią się parametrami stosowanego prądu, czasem jego działania oraz czasu jego użycia jaki upłynął od chwili uboju. Najlepsze efekty osiąga się stosując elektrostymulację w momencie, kiedy system nerwowy tkanki zwierzęcej jest praktycznie nienaruszony. Proces ten powinien w praktyce odbywać się w ciągu maksymalnie 10 minut od wykrwawienia. Elektrostymulację wysokonapięciową, która jest bardziej efektywna, stosuje się na zdecydowanie dalszych fazach obróbki poubojowej, a nawet najczęściej po jej zakończeniu. Zbyt wcześnie po uboju, prowadzona taka elektrostymulacja, może powodować gwałtowny spadek wartości pH mięsa oraz niekorzystne podwyższenie jego twardości. Wykonujące pracę mięśnie, w czasie elektrostymulacji zużywają szybko energię, a ich wartość pH obniża się do poziomu wartości poniżej 5,7 w ciągu 2 godzin. W takich warunkach, przyspieszonego kształtowania się wartości pH zachodzącego w mięsie, uwalniają się szybko enzymy tkankowe odpowiedzialne za poprawę kruchości mięsa. Elektrostymulacja zwiększa bowiem napływ jonów wapnia do cytoplazmy, co uaktywnia kalpainy odpowiedzialne za proteolizę białek. W przypadku wołowiny, osiąga się dobrą kruchość mięsa już w 5-6 dniu od uboju, kiedy porównywalną jakość mięsa bez elektrostymulacji uzyskuje się dopiero po 14 dniach. Nie poprawnie zaaplikowane bodźce elektryczne, stosowane w elektrostymulacji, mogą jednak negatywnie prowadzić do powstawania mięsa wodnistego, co jest już zjawiskiem pogarszającym jego kruchość. Dobre efekty w zakresie poprawy kruchości mięsa wołowego osiąga się przetrzymując mięso przez 7-10 dób w warunkach chłodniczych. Proces ten, przyspiesza kondycjonowanie wychłodzonej wcześniej wołowiny prowadzone w temperaturze 14-18OC przez 4-8 h a następnie schłodzenie jej do 7OC. Surowiec kierowany do takiej formy dojrzewania, powinien jednak charakteryzować się wartością pH < 5,8, co eliminuje ryzyko rozwoju niekorzystnej mikroflory gnilnej. Warunki takie, eliminują tą metodę prowadzenia dojrzewa nia w stosunku do mięsa wieprzowego, które osiąga swoje pożądane cechy kruchości już w 2-3 doby od uboju a niska wymagana wartość pH jest trudna do utrzymania w tym mięsie na wymaganym poziomie. Dla poprawy kruchości mięsa, szczególnie wołowego można stosować w czasie chłodzenia poubojowego inne zawieszanie tusz w stosunku do tradycyjnego. Praktyczne zastosowanie, znajduje ich zawieszanie za otwór zasłonowy spojenia łonowego, które poprawia kruchość mięsa w wyniku naciągania niektórych mięśni, co z drugiej strony ogranicza praktyczną skuteczność tej metody. Inną metodą stosowaną do mięsa wieprzowego w celu poprawy jego kruchości może być nacinanie w określonym miejscu kręgosłupa (tender cut) bez nacięcia najdłuższego mięśnia grzbietu. Technologia pakowania Pi-Vac W metodzie tej następuje pakowanie ciepłego mięsa wołowego bez kości poddanego równomiernemu kondycjonowaniu, które jest zabiegiem przyspieszającym procesy dojrzewania. Zastosowana termokurczliwa barierowa folia, ogranicza wpływ mikroflory powodującej potencjalne wtórne zakażenie na jakość dojrzewającego mięsa oraz sprawia, że staje się ono bardziej trwałe i lepiej wybarwione wskutek absorbowania tlenu z wnętrza opakowania. Dobre cechy w zakresie kruchości mięso osiąga się już po 7-8 dobach magazynowania. Dodatki w celu polepszenia kruchości Kruchość mięsa można kształtować stosując dodatek niektórych soli i kwasów, a także enzymów proteolitycznych egzogennych. Spośród dodatków roślinnych enzymów proteolitycznych szczególne znaczenie ma ficyna z figowców, bromelaina z ananasa oraz papaina z Carica papaya. Stosując te enzymy i dobierając ich ilość należy uwzględnić fakt, że działają one z różną intensywnością na poszczególne białka mięśniowe. Ficyna działa równomiernie i skutecznie na aktomiozynę, kolagen i elastynę. Natomiast papaina nieco słabiej jest skuteczna w stosunku do aktomiozyny i elastyny oraz zupełnie słabo działa na kolagen. Bromelaina wykazuje efektywność działania analogiczną na kolagen, jak ficyna ale słabo działa na elastynę i wręcz nieznacznie tylko na aktomiozynę. W praktyce sensowne jest wobec tego stosowanie tych enzymów w postaci mieszanek o różnych wzajemnych ich proporcjach ilościowych komponowanych w zależności od zakładanych efektów jakościowych. W pewnych uwarunkowaniach w kruszeniu mięsa zastosowanie mogą mieć enzymy pochodzenia mikrobiologicznego, tj. proteazy wytwarzane przez pleśnie (Aspergillus oryzae, Aspergillus sydowii) lub bakterie (Bacillus lentus, Bacillus subtilis) oraz kolagenazy produkowane przez szczepy Clostridium histolyticum. Warunkiem niezbędnym, w przypadku stosowania roślinnych i pochodzenia mikrobiologicznego enzymów, jest ich równomierne rozmieszczenie w mięsie. Osiąga się to, posypując mięso w cienkich plastrach, poprzez nastrzykiwanie roztworem zawierającym enzymy lub zanurzanie małych kawałków mięsa w takich roztworach. W przypadku nastrzykiwania dużych kawałków mięsa, niezbędne wydaje się, zastosowanie dodatkowo procesu uplastyczniania w masownicach, co znacznie poprawia efekt równomiernego rozmieszczenia enzymów, w mięśniach koniecznego do osiągnięcia właściwej ich skuteczności w poprawie kruchości mięsa. Białka mięśniowe, których przemiany decydują o kruchości mięsa wykazują dość duże zróżnicowanie w reakcji na określone związki chemiczne. Dodawane do mięsa fosforany wpływają na dysocjację aktomiozyny i zwiększają rozpuszczalność białek. Jest to wynikiem zwiększania wartości pH i siły jonowej w mięsie. Wskutek swojego działanie na białka, sole fosforanowe doprowadzają do rozpadu sarkomerów, co stanowi dodatkowy efekt kruszący. Powodując pęcznienie białek mięśniowych i otwarcie ich struktury, wpływają na wzrost soczystości mięsa, jako rezultat lepszego utrzymywania przez białka wody. Stosowane jako dodatek węglany, oddziałują głównie wskutek zwiększania wartości pH mięsa oraz siły jonowej. W efekcie prowadzi to do wzrostu rozpuszczalności białek, w tym aktomiozyny. Pewne znaczenie dla poprawy kruchości mięsa ma dodatek cytrynianów, które zwiększają pęcznienie białek mięśniowych. Przyczynia się to, do poprawy kruchości mięsa i lepszej jego soczystości. Aktywację białek mięśniowych poprzez otwieranie ich struktury osiąga się również poprzez zastosowanie chlorku sodu, ale przy znacznie wyższych stężeniach, niż w przypadku stosowania fosforanów. Korzyść w zakresie poprawy jakości mięsa osiąga się stosując dodatek chlorku sodu na poziomie 18-22 g/kg mięsa. Takie stężenie sodu w mięsie kulinarnym, może być jednak nie akceptowalne sensorycznie. Technologicznie w przypadku chlorku sodu dobry efekt uzyskuje się wprowadzając go do mięsa techniką nastrzykiwania. Zdecydowanie najlepszy efekt kruszenia mięsa osiąga się poprzez dodatek chlorku wapnia, który można stosować bezpośrednio po uboju. Jego efektywność w zakresie poprawy kruchości mięsa na etapie zmian poubojowych wynika ze stymulowania kalpain w warunkach wysokiej wartości pH (ok. 7,0). Występująca w ,,ciepłym” mięsie wysoka temperatura, dodatkowo sprzyja zwiększeniu szybkości reakcji i intensyfikacji procesu dojrzewania mięsa. Kruchość mięsa, przy stosowaniu nastrzykiwania roztworem chlorku wapnia, uzyskuje się już po 24 godzinach od uboju. Mankamentem jest jednak ograniczona smakowitość tak dojrzewającego mięsa, w porównaniu do mięsa dojrzewającego tradycyjnie. Dla uzyskania znacznego polepszenia kruchości mięsa dobrym rozwiązaniem technologicznym jest zastosowanie fosforanów równocześnie z chlorkami sodu przy wykorzystaniu dodatkowych zabiegów mechanicznych (uplastycznianie). Zachodzącą w takich warunkach mechaniczną aktywację białek mięśniowych (MAB), można wspomagać poprzez zastosowanie dodatkowo zabiegu tenderyzacji (nacinanie lub nakłuwanie powierzchni mięśni). W wyniku tak przydatnych wspomagających procesów osiąga się znaczną poprawę kruchości mięsa kulinarnego. Stosując dodatek kwasów organicznych uzyskuje się efekt obniżenia wartości pH mięsa. Powoduje to, że białka miofibrylarne przechodząc w żel zwiększają poprawę związania i konsystencji mięsa. Równocześnie kwasy hydrolizują sieciujące wiązania peptydowe kolagenu, powodując rozluźnienie struktury mięsa, co wpływa na podkreślenie wyróżnika kruchości mięsa. Stworzenie środowiska kwaśnego w mięsie sprzyja ponadto skuteczności działania enzymów proteolitycznych stosowanych do poprawy jego kruchości. Literatura: 1. Honikel K. – O. (2002): Aktuelles aus der internationalen Fleischforschung ,,Fleischwirtschaft” nr 5 2. Pośpiech E., Grześ B., Łyczyński A., Borzuta K., Szalata M., Mikołajczak B., Iwańska E. (2003): Białka mięśniowe, ich przemiany a kruchość mięsa. 3. ,,Mięso i Wędliny” nr 1

-
ROZMRAŻAMY MIĘSO. RODZAJE ROZMRAŻANIA. Rozmrażanie mięsa jest procesem polegającym na ogrzewaniu mięsa lub podrobów do temperatury topnienia wymrożonego lodu i doprowadzeniu mięsa do temperatury umożliwiającej poddanie go niezbędnej obróbce przetwórczej lub kulinarnej. Proces rozmrażania powinien być prowadzony w warunkach które zapewniają najpełniejsze odtworzenie pierwotnych cech produktu. Produkt po rozmrożeniu powinien być jak najbardziej świeży. W tym celu należy ograniczyć do minimum wyciek, który przyczynia się do dużych start jakościowych oraz zmiany fizyczne, biochemiczne i mikrobiologiczne. Należy pamiętać, że nawet najlepszy sposób rozmrażania nie przywróci pełnej jakości produktu, która została utracona podczas mrożenia i składowania. Wskaźnikiem niekorzystnych zmian jakościowych jest wielkość ubytków masy. W optymalnych warunkach zamrażania, składowania i rozmrażania dochodzi ona do 5%, natomiast w przypadku odstępstw może wzrosnąć nawet do 15% masy mięsa. Optymalne efekty rozmrażania uzyskuje się, gdy czas zamrażania mięsa i jego rozmrażania jest w przybliżeniu jednakowy. Należy pamiętać jednak, że mięso po rozmrożeniu należy jak najszybciej skierować do dalszego przetwórstwa i/lub poddać obróbce kulinarnej. ZMIANY ZACHODZĄCE W MIĘSIE PODCZAS ROZMRAŻANIA W produktach po rozmrożeniu zachodzi szereg zmian, takich jak: zmiany strukturalne, rekrystalizacja, ubytki masy produktów, oparzelina mrozowa, przemiany białek, tłuszczów, węglowodanów, przemiany enzymatyczne, zmiany wyróżników sensorycznych. Wraz z postępującym topnieniem lodu i podwyższaniem temperatury uaktywniają się procesy biochemiczne, które w mięsie mrożonym były spowolnione bądź zahamowane. Z komórek, które zostały uszkodzone w trakcie mrożenia uwalniają się enzymy, które mając ułatwiony dostęp do substratów są aktywniejsze niż w stanie związanym. Ponadto powierzchnia mięsa wraz z podwyższaniem się temperatury staje się coraz bardziej wilgotna co sprzyja silnemu rozwojowi bakterii, przez co trwałość mięsa rozmrożonego jest poważnie zmniejszona. Wzrost mikroflory bakteryjnej powoduje m.in. niekorzystne zmiany wyróżników jakościowych. Rozmrażanie jest bardzo ważnym procesem, który musi być prowadzony w sposób prawidłowy, gdyż nawet jeśli surowiec został poprawnie zamrożony i był przechowywany w optymalnych warunkach to niewłaściwe postępowanie podczas rozmrażania prowadzi do nieodwracalnych zmian. W surowcu może nastąpić znaczne pogorszenie się właściwości technologicznych - głównie tekstury i zdolności utrzymania wody, a także pogorszenie barwy i smakowitości. RODZAJE ROZMRAŻANIA MIĘSA Podczas doboru metody rozmrażania należy uwzględnić: czas procesu, wydajność urządzenia, wymiary i kształt produktu, ubytek masy produktów, zakładany sposób dalszego przerobu lub użytkowania, wymagania jakościowe, zapotrzebowanie miejsca oraz możliwość dezynfekcji. Najbardziej znaną metodą rozmrażania surowców mięsnych jest metoda tradycyjna. Charakteryzuje się ona uniwersalnością zastosowania i możliwością dostosowania do konkretnych warunków zakładów, ponadto jest prosta i łatwa do przeprowadzenia. Proces ten przebiega zazwyczaj „w powietrzu” lub „w wodzie”. Pierwszy sposób polega na ogrzewaniu mięsa zamrożonego za pomocą ciepła pobranego z otoczenia. W zakładach powszechnie prowadzone jest w magazynach bądź w chłodniach. Jest to proces dość długotrwały, który może trwać nawet do 3 dni, ponadto wymaga zapotrzebowania na duże powierzchnie magazynowe. Szybszym sposobem jest rozmrażanie w wodzie, które może być wykonane przez zanurzenie zamrożonego mięsa w środowisku płynnym lub przez zraszanie zamrożonego mięsa. Do rozmrażania mięsa w środowisku płynnym stosuje się dwa czynniki: wodę lub solankę. Ten sposób rozmrażania stwarza jednak duże zagrożenie mikrobiologiczne przez możliwość kontaminacji krzyżowej. Dobrą alternatywą dla metody tradycyjnej są coraz częściej pojawiające się w zakładach komory do rozmrażania (komory defrostacyjne). Są to urządzenia służące do przeprowadzania procesu rozmrażania cechujące się zazwyczaj nowoczesną konstrukcją i bogatym wyposażeniem. Pozwalają one rozmrażać produkty w znacznie krótszym czasie w porównaniu do metod tradycyjnych. Wyeliminowanie pracochłonnych czynności wpływa na zwiększenie wydajności i zmniejszenie kosztów produkcji. Produkty są rozmrażane jednolicie, co wpływa korzystnie na ich jakość. W komorach można szybko i równomierne rozmrażać produkty pakowane w blokach, luzem oraz w kartonach. Producenci komór zapewniają, że pomimo szybkiego tempa rozmrażania, nie ma wycieku a tkanka rozmrażanych produktów nie zostaje rozerwana. Proces rozmrażania w komorach dąży do osiągnięcia jak najdalej posuniętej odwracalności procesu zamrażania przy najmniejszych zmianach w strukturze mięsa. W ostatnich latach trwa stałe zainteresowanie badaniami nad znalezieniem alternatywnych technologii rozmrażania, takich jak np. wykorzystanie wysokich ciśnień, mikrofal czy ultradźwięków. Poniżej opisano różne rodzaje rozmrażania mięsa. Rozmrażanie mikrofalowe oraz metoda tempering Rozmrażanie mięsa, drobiu, ryb, masła i innych produktów żywnościowych za pomocą mikrofal stało się szeroko rozpowszechnioną metodą, stosowaną w przemyśle. Proces określany terminem „tempering” zwykle prowadzony jest w celu podwyższenia temperatury zmrożonych produktów od około –30° C do –4 czy –2° C. Należy pamiętać o tym, aby w produktach zawierających dużo wody, nie prowadzić procesu rozmrażania aż do uzyskania temperatury powyżej 0° C, gdyż woda znacznie intensywniej pochłania mikrofale niż lód. W efekcie miejscowe roztopienie lodu prowadzi do szybkiego wzrostu temperatury wody, co może doprowadzić niekiedy do lokalnego zagotowania wody, mimo że w innych częściach rozmrażanego produktu temperatura jest nadal ujemna. Aby wyeliminować ten efekt niezbędne jest stosowanie odpowiednich procedur nagrzewania mikrofalami. Przede wszystkim niezbędne jest możliwie jednorodne nagrzewanie rozmrażanego produktu w całej jego objętości. Często jest to jednak trudne, chociażby z powodu niejednorodnego składu produktu (występuje np. tkanka kostna, tłuszcz, tkanka mięśniowa). Przykładowo w czasie rozmrażania kurcząt temperatura przy kościach podnosi się nawet do 60° C, podczas gdy grube mięśnie piersiowe są jeszcze zamrożone. Ponadto stosując generatory o częstotliwości 2450 MHz długość fali elektromagnetycznej wynosi około 12 cm a jej odbicia od ścianek komory mogą prowadzić do powstawania tzw. fali stojącej czyli do niejednorodnego rozkładu gęstości mocy mikrofalowej w rozmrażanym produkcie. W celu zapobiegania takim niepożądanym efektom, stosuje się następujące rozwiązania techniczne: • przy rozmrażaniu dużych bloków mięsa stosowane są generatory o częstotliwości 915 MHz i długości fali ok. 30 cm, • nagrzewanie prowadzone jest w trybie impulsowym – krótki czas nagrzewania i następnie przerwa w celu rozprowadzenia ciepła w produkcie w wyniku przewodnictwa cieplnego, • stosuje się nagrzewanie z wielu generatorów mikrofalowych, tak sprzężonych, aby średnia gęstość mocy mikrofalowej w rozmrażanym produkcie była możliwie stała, • zapewnia się ciągły ruch rozmrażanego produktu wewnątrz komory, aby różne obszary jedynie na chwilę mogły znajdować się w silniejszym polu mikrofalowym, • rozmrażany produkt owiewany jest zimnym powietrzem [Parosa]. Rozmrażanie za pomocą mikrofal prowadzone jest zwykle wewnątrz komór o specjalnej konstrukcji, w których rozmrażany produkt znajdujący się w kartonach jest przemieszczany na transporterach i nagrzewany mikrofalami z promienników umieszczonych na ścianach komory. Moc generatorów mikrofalowych zainstalowanych w typowych urządzeniach do rozmrażania mieści się w zakresie 30-120 kW (umożliwiają przetworzenie 1-4 t/h mięsa lub 1,5-6 t/h masła). Przykładowo do rozmrożenia 1,4 do 2 t/h mięsa stosuje są generatory o mocy 60 kW i częstotliwości 915 MHz. Aby zminimalizować straty produktu podczas rozmrażania oraz w celu zapobiegania powstawaniu tzw. osuszki na powierzchni mięsa, dodatkowo stosuje się natrysk wodny i zapewnia odpowiednio dużą wilgotność powietrza przepływającego przez komorę [Parosa]. Zalety temperingu: • czas zabiegu skraca się z wielu godzin do kilku lub kilkudziesięciu minut, • proces może być prowadzony w opakowaniach, stąd mniejsze jest prawdopodobieństwo rozwoju drobnoustrojów na powierzchni, • ograniczenie strat masy produktu, • duża retencja soków komórkowych, • utrzymanie pH mięsa na właściwym poziomie, • znaczne zmniejszenie powierzchni produkcyjnej [Kondratowicz, Dajnowska]. Wady temperingu: • w temperaturach bliskich 0° C warstwa zewnętrzna absorbuje znaczne ilości energii i produkt na powierzchni może ulec przegrzaniu [Kondratowicz, Dajnowska]. Zastosowanie wysokich ciśnień Rozmrażanie mięsa przy wykorzystaniu wysokich ciśnień jest innowacyjną metodą, którą spotkać można w technologii rozmrażania mięsa głęboko zamrożonego. Metoda wysokich ciśnień (PIT – pressure-induced thawing) polega na umieszczeniu produktu w komorze roboczej i doprowadzeniu do niego odpowiednio wysokiego ciśnienia, przy jednoczesnym ustaleniu odpowiednich parametrów temperatury i wilgotności. Wysokość ciśnienia stosowanego w tym procesie może przekraczać 200 MPa. W stosunku do metody tradycyjnej czas rozmrażania jest krótszy. Redukcja czasu procesu jest proporcjonalna do względnej różnicy między początkowym punktem topnienia i temperaturą otoczenia. W badaniach naukowych dotyczących mięsa wołowego wykazano, że zastosowanie wysokich ciśnień nie tylko pozwala na skrócenie czasu rozmrażania, ale także nie wpływa negatywnie na barwę oraz nie powoduje strat [Zhao i in.]. Co więcej, zwrócono także uwagę na mikrobiologiczną zaletę rozmrażania pod wysokim ciśnieniem (HPIT), a mianowicie niska temperatura i wysokie ciśnienie mogą mieć synergistyczny wpływ na śmiertelność drobnoustrojów [Otero i Sanz]. Pomimo zalet tej metody pojawiają się doniesienia o możliwym wystąpieniu skutków ubocznych związanych ze zmianą barwy rozmrażanych produktów. Aby uniknąć tego niekorzystnego efektu przyjęto, że dla rozmrażania wołowiny bezpiecznym ciśnieniem jest 50 MPa. Przy tej wartości ciśnienia również wielkość wycieku podczas rozmrażania była najmniejsza [Postolski]. Zastosowanie ultradźwięków Przeprowadzone badania wykazały, że czas procesu rozmrażania za pomocą ultradźwięków jest kilkukrotnie krótszy, w porównaniu z metodami tradycyjnymi. Ponadto wyciek rozmrażalniczy jest mniejszy, co ma wpływ na efekt ekonomiczny procesu. Przykładowo, zawartość białka w utraconym soku komórkowym wynosi średnio 10%, co przy wycieku rozmrażalniczym rzędu 5% stanowi stratę białka 0,5 kg ze 100 kg rozmrażanej masy surowca [Dolata; Kondratowicz]. Z fizycznego punktu widzenia ultradźwięki są bardziej absorbowane przez zamrożoną tkankę mięśniową niż przez niezamrożoną. Stopień ekstynkcji fal ultradźwiękowych osiąga maksimum w punkcie początkowej temperatury zamarzania. Jest to punkt, w którym czysty lód i woda w stanie ciekłym występują w równowadze. Współczynnik ekstynkcji fal ultradźwiękowych dla ultradźwięków o częstotliwości 2 MHz ma ponad trzykrotnie większą wartość w temperaturze -20° C niż w przedziale 0-20° C [Miles i in]. Podczas działania fal ultradźwiękowych następują straty energii i duża jej część jest rozpraszana w postaci ciepła. Wywołuje to zjawisko podnoszenia temperatury na powierzchni, w stosunku do temperatury panującej wewnątrz rozmrażanego surowca. Badania wykazały, że podczas stosowania tej metody rozmrażania bardzo istotny jest dobór parametrów. Moc generatora ultradźwięków musi być optymalna aby szybkość rozmrażania była maksymalnie duża bez jednoczesnego przegrzewania powierzchni surowca mięsnego [Miles i in.; Dolata i in.]. W przeprowadzonych do tej pory badaniach zastosowano ultradźwięki do rozmrażania bloków ryb zanurzonych w wodzie. Stosując częstotliwość 1500 Hz i moc 60 W uzyskano skrócenie czasu rozmrażania o 82%. Analiza sensoryczna ryb rozmrożonych za pomocą ultradźwięków wykazała, że nie ma różnic w stosunku do ryb rozmrożonych przez zanurzenie w wodzie [Kissam]. W kolejnych badaniach wykorzystując inne parametry (500 kHz i 0,5 W/cm2) wykazano, że szybkość ogrzewania w rozmrożonych obszarach zwiększa się wraz z intensywnością i częstotliwością ultradźwięków, osiągając najlepszy efekt, gdy moduł generujący ultradźwięki był równoległy do włókna mięśniowego [Miles i in.]. Ponadto wykazano, że niektóre parametry rozmrażania (niższe niż 430 kHz i wyższe niż 740 kHz) doprowadziły do przegrzania obszarów i słabej penetracji ultradźwięków w głąb mięsa. Połączenie częstotliwości 500 kHz przy gęstości mocy 0,5 W/cm2 wykazało, że rozmrażanie przebiega efektywnie, bez nadmiernego nagrzania powierzchni mięsa [Miles i in.]. Rozmrażanie opornościowe Metoda ta polega na przepuszczaniu przez surowiec prądu zmiennego wytwarzanego pomiędzy elektrodami, w wyniku czego surowiec zaczyna się nagrzewać. Jest to jedna z metod rozmrażania objętościowego, gdyż rozmrażanie przebiega jednolicie w całej masie surowca. Proces rozmrażania w porównaniu do metody tradycyjnej jest znacznie szybszy i bardziej równomierny co skutkuje lepszym zachowaniem smakowitości i spójności rozmrażanego surowca. Przeprowadzono badania na wołowinie wykorzystując różne napięcia (10, 20, 30 V przypadające na cm2). Zauważono, że w wzrost napięcia skutkuje skróceniem czasu rozmrażania, uzyskując różnice czasowe między rozmrażaniem opornościowym (828, 703, 586 sekund) i konwencjonalnym (927 sekund). Jednakże, w wyniku przeprowadzonych badań zaobserwowano, że mięso było mniej kruche niż rozmrażane w sposób konwencjonalny [icier i in.]. Kolejne badaniach dotyczące ogrzewania opornościowego mięsa przeprowadzono wykorzystując częstotliwość prądu 50 Hz i napięcie 3,6 V. Zaobserwowano, że przy ogrzewaniu opornościowym duże znaczenie ma przewodność elektryczna surowca. Skuteczność tej metody rozmrażania jest więc zależna od przewodności elektrycznej każdego z komponentów surowca. Dla przykładu chude mięso w porównaniu do tłuszczu charakteryzuje się wyższą wartością przewodnictwa [McKenna i in.]. Rozmrażanie opornościowe może być również wykorzystywane jako metoda uzupełniająca inne bardziej powszechne. Zaletami tej metody jest skrócenie czasu rozmrażania oraz mniejszy wyciek rozmrażalniczy. Rozmrażanie dielektryczne Rozmrażanie dielektryczne, podobnie jak rozmrażanie opornościowe jest najczęściej wykorzystywane jako uzupełnienie innej techniki. Proces ten polega na umieszczeniu rozmrażanego surowca w jednolitym polu elektrycznym. Pole elektryczne wytwarzane jest przez, niemające bezpośredniej styczności z produktem, otaczające go elektrody. Bardzo ważnym czynnikiem, który ma wpływ na pozytywny efekt procesu rozmrażania jest dobranie odpowiedniej częstotliwości. Powinna być ona na tyle wysoka, aby ograniczyć napięcie pomiędzy elektrodami oraz jednocześnie stosunkowo niska, aby ograniczyć utrudnienia związane z falą stojącą i ułatwić kontrolę nad rozmrażanym surowcem. Rozmrażanie dielektryczne pozwala na kontrolowane podwyższanie temperatury w całej objętości surowca, a jego efekty, biorąc pod uwagę jakość surowca, są porównywalne z rozmrażaniem tradycyjnym. Rozmrażanie za pomocą fali radiowych Jest rodzajem rozmrażania dielektrycznego. Zastosowanie fal radiowych jest innowacyjną metodą rozmrażania mięsa i wyrobów mięsnych, która umożliwia rozmrażanie produktów o dużych gabarytach i masach luzem lub w opakowaniach zbiorczych. Korzyściami związanymi z zastosowaniem tej metody są m.in.: redukcja czasu trwania procesu, równomierność rozmrażania w całej objętości produktu, możliwość dokładnej kontroli temperatury, zahamowanie zmian na powierzchni produktu, redukcja wycieku a także oszczędność powierzchni pomieszczeń [sanders]. Ponadto dzięki skróceniu czasu trwania procesu ograniczone jest pole działania drobnoustrojów, które w krótkim czasie nie zdążą się namnożyć [stalam]. Zaletą tej metody rozmrażania jest fakt, że umożliwia prowadzenie procesu w sposób ciągły, poprzez umieszczenie produktu na przenośniku taśmowym, na którym produkt porusza się między dwiema elektrodami. Przeprowadzone badania wykazały, że rozmrażanie kawałków bekonu o masie 15 kg w opakowaniach kartonowych, plastikowych oraz bez opakowań trwało tyle samo. Ważnym faktem jest to, że karton i plastik mają bardzo niski współczynnik strat dielektrycznych, co jednak nie wpłynęło na różnicę w czasie rozmrażania produktów w opakowaniach i bez. We wszystkich przypadkach czas wynosił 130 minut, a produkty ogrzewano z -18,2° C do -2° C. W kolejnych badaniach wykorzystano fale radiowe do rozmrażania wołowiny. Stwierdzono, że jest to efektywna metoda rozmrażania, która powoduje mniejszy wyciek i mniejszą stratę mikroelementów niż konwencjonalne rozmrażanie powietrzem [Farag i in.]. Mniejszy wyciek zaobserwowano również podczas rozmrażania bloków chudej wołowiny o grubości 4 cm oraz bloków mięsa o masie od 30 do 60 kg. W obu przypadkach wyciek wynosił mniej niż 1%, pomimo, iż czas ogrzewania, ogrzewany produkt oraz wykorzystana aparatura były inne [bengtsson; von Heeren; Sanders]. Rozmrażanie sublimacyjno – próżniowo – parowe Rozmrażanie sublimacyjno – próżniowo – parowe przebiega w sposób dwuetapowy. Pierwszym, wstępnym etapem jest sublimacja. W rozmrażanym mięsie, w wyniku sublimacji lodu, wytwarzana jest odpowiednio pojemna struktura porowata. Drugim, zasadniczym etapem procesu rozmrażania, jest rozmrażanie próżniowo-parowe (etap zaparowania komory). W tym etapie para wodna wnika w strukturę porowatą i kondensując się tam rozmraża próbkę mięsa od wewnątrz. Skondensowana para wodna powoduje rehydratację odwodnionej, porowatej struktury przywracając jej walory mięsa świeżego [Diakun i Kopeć]. PODSUMOWANIE Wybór odpowiedniej metody rozmrażania zależy m.in. od możliwości magazynowych, aparaturowych i finansowych producenta. Nowości pojawiające się na rynku umożliwiają producentowi wybranie takiej metody, która spełni jego oczekiwania. W artykule obok tradycyjnych metod przedstawiono również nowe metody rozmrażania, takie jak np. zastosowanie wysokich ciśnień, mikrofal czy prądu elektrycznego. Można zauważyć, że zostały one opracowane w celu skrócenia czasu rozmrażania, nie wpływając jednocześnie na sensoryczne, technologiczne czy mikrobiologiczne właściwości mięsa. Należy pamiętać jednak, że wiele z tych metod jest tylko w fazie eksperymentalnej. Co jednak stanowi dobry punkt wyjścia do wdrażania nowych technologii. W dziedzinie zamrażania oraz rozmrażania mięsa i jego przetworów konieczne są dalsze badania, tak aby w przyszłości istniała możliwość wdrożenia niektórych metod na poziomie przemysłowym. Autor: Agnieszka Frala – Zakład Żywności i Żywienia, Akademia Wychowania Fizycznego im. E. Piaseckiego w Poznaniu